
IV. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN...
23
1 IV. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN 1. RESUMEN El estudio de la reología de las masas panarias es importante, desde el punto de vista comercial del trigo y del proceso industrial de la harina y su transformación en pan. En este trabajo se evaluó la estabilidad y producción de CO 2 de masas panarias utilizando diferentes porcentajes de masa madre, a diferentes tiempos de fermentación. La harina utilizada fue Turbo remix 40 (HTR40), de buena calidad panadera. Tiempo de fermentación de la masa madre: 3, 6, 9 h. Porcentaje utilizado de masa madre: 100, 75, 50, 25, 0%, el complemento fue de masa directa sin fermentar; a cada muestra se les evaluó desarrollo de la masa y producción de CO 2 . A la harina utilizada se le determinaron: contenido de gluten, humedad, cenizas, proteína y FN. Los reofermentogramas se obtuvieron en el reofermentómetro F2. A las masas de cada lote se les evaluó: altura máxima de la masa (Hm), altura segunda fermentación (h), tiempo, máximo volumen, altura de pan aproximadamente (T1), tiempo que tarda desde la altura máxima hasta el final de la prueba (T2), altura máxima del desprendimiento gaseoso (H´m), tiempo del máximo desprendimiento gaseoso (T´1), tiempo de fermentación donde se separan las curvas (Tx), volumen total de CO 2 (Vt), perdido (Vp), retenido (Vr) y coeficiente de retención (Cr). Con base en el análisis estadístico y con p≤0.05; se concluye que los diferentes porcentajes utilizados de masa madre tienen efectos significativos en la reología de las masas. La mejor respuesta reológica de la masa se obtuvo cuando se utilizó el 25% de masa madre fermentada durante 6 h, a temperatura de 25ºC y humedad relativa de 70%. Con un coeficiente de retención de CO 2 de 96.8% y volumen de masa considerados como muy buenos y de buena estabilidad. Palabras clave: harina, reofermentograma, reología. 2. INTRODUCCIÓN Cuando se habla hoy de masa madre ya no se piensa en la antigua masa de origen natural, es decir aquella que se obtiene de la mezcla de harina y agua, en donde la fermentación se inicia por la actividad de levaduras silvestres que están en la harina o son acarreadas por el aire. Debido a la falta de control en la fermentación, se obtiene masa agria, parte de ésta, con más harina y agua se usan para el leudado del total de la masa. Actualmente este procedimiento se utiliza poco. La masa madre que se utiliza actualmente en algunas panaderías tecnificadas, es la obtenida de formulaciones equilibradas con controles en la adición de levadura comercial, amasado, temperatura y tiempo de fermentación. En la micro y pequeña empresa se sigue con métodos tradicionales en la preparación de masa madre. Se llama masa madre, esponja o polish a la mezcla de harina de trigo con agua, sal y levadura, amasada y fermentada, ésta se adiciona a la masa directa formada por harina, agua y los demás ingredientes, amasándose hasta obtener la consistencia deseada. En la mayoría de las panaderías guardan los sobrantes de las diferentes formulaciones, las cuales utilizan al día siguiente como masa madre, esto no es correcto ya que los sobrantes han perdido sus características reológicas y no son recuperables además no tienen control en la cantidad de
Transcript of IV. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN...

1
IV. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN 1. RESUMEN
El estudio de la reología de las masas panarias es importante, desde el punto de vista comercial del trigo y del proceso industrial de la harina y su transformación en pan. En este trabajo se evaluó la estabilidad y producción de CO2 de masas panarias utilizando diferentes porcentajes de masa madre, a diferentes tiempos de fermentación. La harina utilizada fue Turbo remix 40 (HTR40), de buena calidad panadera. Tiempo de fermentación de la masa madre: 3, 6, 9 h. Porcentaje utilizado de masa madre: 100, 75, 50, 25, 0%, el complemento fue de masa directa sin fermentar; a cada muestra se les evaluó desarrollo de la masa y producción de CO2. A la harina utilizada se le determinaron: contenido de gluten, humedad, cenizas, proteína y FN. Los reofermentogramas se obtuvieron en el reofermentómetro F2. A las masas de cada lote se les evaluó: altura máxima de la masa (Hm), altura segunda fermentación (h), tiempo, máximo volumen, altura de pan aproximadamente (T1), tiempo que tarda desde la altura máxima hasta el final de la prueba (T2), altura máxima del desprendimiento gaseoso (H´m), tiempo del máximo desprendimiento gaseoso (T´1), tiempo de fermentación donde se separan las curvas (Tx), volumen total de CO2 (Vt), perdido (Vp), retenido (Vr) y coeficiente de retención (Cr). Con base en el análisis estadístico y con p≤0.05; se concluye que los diferentes porcentajes utilizados de masa madre tienen efectos significativos en la reología de las masas. La mejor respuesta reológica de la masa se obtuvo cuando se utilizó el 25% de masa madre fermentada durante 6 h, a temperatura de 25ºC y humedad relativa de 70%. Con un coeficiente de retención de CO2 de 96.8% y volumen de masa considerados como muy buenos y de buena estabilidad. Palabras clave: harina, reofermentograma, reología.
2. INTRODUCCIÓN Cuando se habla hoy de masa madre ya no se piensa en la antigua masa de origen natural, es decir aquella que se obtiene de la mezcla de harina y agua, en donde la fermentación se inicia por la actividad de levaduras silvestres que están en la harina o son acarreadas por el aire. Debido a la falta de control en la fermentación, se obtiene masa agria, parte de ésta, con más harina y agua se usan para el leudado del total de la masa. Actualmente este procedimiento se utiliza poco. La masa madre que se utiliza actualmente en algunas panaderías tecnificadas, es la obtenida de formulaciones equilibradas con controles en la adición de levadura comercial, amasado, temperatura y tiempo de fermentación. En la micro y pequeña empresa se sigue con métodos tradicionales en la preparación de masa madre. Se llama masa madre, esponja o polish a la mezcla de harina de trigo con agua, sal y levadura, amasada y fermentada, ésta se adiciona a la masa directa formada por harina, agua y los demás ingredientes, amasándose hasta obtener la consistencia deseada. En la mayoría de las panaderías guardan los sobrantes de las diferentes formulaciones, las cuales utilizan al día siguiente como masa madre, esto no es correcto ya que los sobrantes han perdido sus características reológicas y no son recuperables además no tienen control en la cantidad de

2
ingredientes y por ser masas sobre fermentadas en las cuales las características reológicas han cambiado; el uso de éstas en lugar de beneficiar afectan las propiedades viscoelásticas de la nueva masa. El uso de masa madre fermentada adecuadamente y en la cantidad correcta, influye en la vida de anaquel del pan, manteniéndolo más fresco, por más tiempo, con mejor sabor, olor color y textura. Las levaduras en panificación tienen los siguientes efectos: a). Transformación de la masa, pasando de ser un cuerpo poco activo a uno fermentativo,
donde se desarrollan las reacciones químicas y fisicoquímicas más activas. b). Desarrollo de aromas típicos de panificación mediante la producción de alcoholes y otros
compuestos aromáticos. c). Quizás la función más importante es la acción de subida de la masa, debido a la producción
de CO2 (anhídrido carbónico) y alcohol etílico en forma de etanol. Por la acción de las levaduras se presenta una reducción de pH, debida en parte, al CO2 producido que se disuelve en el agua de la masa. La levadura es una materia prima importante, formada por células microscópicas, que tienen la función de consumir azúcares elementales para producir CO2 y alcohol, mediante la metabolización. La temperatura óptima de desarrollo de Saccharomyces cerevisiae, es de 28ºC, a la cual produce la mayor cantidad de gas, a -30ºC, muere por frío y por calor a los 55ºC, teniendo una paralización de actividad a los 4ºC. Durante la fermentación, la levadura consume muy rápido los azucares libres (glucosa, fructosa) existentes en la harina, este proceso comienza durante el amasado de los ingredientes. Después hay un consumo lento de azúcares que se han producido por la degradación del almidón debido a la actividad enzimática, es un proceso que tarda bastante tiempo. La fase final de la fermentación se lleva acabo durante el horneo antes de que la masa adquiera la temperatura de 55ºC. Se ha observado que el pH tiene repercusión sobre el curso de la fermentación, la máxima formación de gas se obtiene para valores de 4 a 5.5 de pH. El pH de una masa madre, nunca debe ser <3.4, debido a que en estas circunstancias se está acelerando la alteración de microorganismos butíricos dando un estado de putrefacción indeseado, de la masa madre. Durante la fermentación todas las vías fermentativas están equilibradas si su pH es de 5 a 5.5 considerándose como el pH óptimo de 5.4 a 5.8, donde existe el mayor desarrollo fermentativo y máxima producción de CO2. Un efecto negativo en la masa es la falta de acidez con pH de 6 se tiene mayor riesgo de la aparición de Bacillus subtilis, que se desarrolla en medios acuosos como es el caso de la masa. Con pH mayores de 6, temperaturas de horneo menores a 100°C y condiciones favorables pueden desarrollarse las esporas de Bacillus mesentericus en el pan cocido (Frazier, 2003). Los valores mencionados nos indican que al hacer la masa madre, según sea su acidez se añada a la masa normal la cantidad necesaria para obtener la acidez deseada en función del producto a elaborar.
O B J E T I V O
Determinar el desarrollo, estabilidad, coeficiente de retención y porcentaje de masa madre a utilizar en masas panarias.

3
M E T A S Cuantificar los parámetros Hm, h, T1, T2, H´m, T´1, Tx, Vt, Vp, Vr, Cr. Cuantificar el efecto de la masa madre en la reología de la masa panaria. Determinar la cantidad de masa madre a utilizar que mantenga o mejore las características reológicas de la masa panaria. Determinar el tiempo óptimo de fermentación de la masa madre a utilizar.
H I P Ó T E S I S
La reología de las masas panarias cambia por cualquier modificación que se haga en ingredientes y metodología de fermentación previa al amasado total de todos los ingredientes, los resultados pueden ser positivos o negativos.
JUSTIFICACIÓN
Con los resultados de esta investigación se asesorará a panaderos en el uso adecuado de masas madre. Evitando el uso de sobrantes de masa que actualmente utilizan como masa madre lo que perjudica la calidad de su pan. Contribuyendo así a mejorar la calidad del pan en sabor, color, olor, textura, tamaño y vida de anaquel siendo competitivo en el mercado, lo que permite mantener las fuentes de empleo.
3. MATERIALES Y MÉTODOS
3.1. Materias primas. Se utilizó harina comercial marca Turbo Remix 40 (HTR40), se le determinaron sus características fisicoquímicas y reológicas más importantes entre ellas: humedad, cenizas, proteína, contenido de gluten, índice de caída, estabilidad de masa, producción de CO2 y coeficiente de retención. Se utilizó, masa madre proveniente de harina fuerte (HTR40), levadura seca activa instantánea marca Mauripan, sal marca Ada y agua potable.
3.2. Métodos y técnicas.
3.2.1. Toma de muestras de harina.
La harina utilizada fue obtenida del molino Molinera de México S.A. de C.V., mediante un muestreo estratificado. La cantidad de harina obtenida fue de 100 Kg. de HTR40, Fig. 1. (Spiegel, 1991).
3.2.2. Análisis fisicoquímico.
Los análisis fisicoquímicos se llevaron a cabo mediante los métodos de la AACC, 2001. Humedad. Método 44-15A. Cenizas. Método 08-01. Proteínas. Método Macrokjeldahl 46-10.

4
COSTALES
MUESTRA
TAMIZADO
ALMACENADO
ANÁLISIS FISICOQUÍMICOS
PRUEBAS REOLÓGICAS REOFERMENTÓMETRO
3 veces
Recipientes de plástico
Gluten. Método 38-10. Determinaciones reológicas. Método 54-30A. Falling Number. Método 56-81B. Reofermentogramas. (AACC, 2001).
Fig.1. Muestreo de harinas.
3.2.2.1. Determinación de gluten.
Fig. 2. Determinación de gluten.
PESADO
ADICIÓN
AMASADO
REPOSO
LAVADO
% DE GLUTEN
SECADO Peso constante (100 0C)
Hasta que salga el agua cristalina
1 h en H2O
En mortero manualmente
17 ml de NaCl al 2%
Harina 33.33 g
5
El gluten está constituido por las proteínas glutenina y gliadina de las cuales dependen las características viscoelásticas, que forman una malla o red capaz de retener el anhídrido carbónico liberado durante la fermentación. Tiene gran relación con el contenido de proteína (Fig. 2). Las gluteninas confieren tenacidad, elevada elasticidad, baja extensibilidad e intervienen en la estructura de la masa que soporta el peso de los demás ingredientes. Las gliadinas confieren cohesión, elevada extensibilidad, baja elasticidad y forman parte de la estructura de la masa panaria e influyen en el volumen del pan.
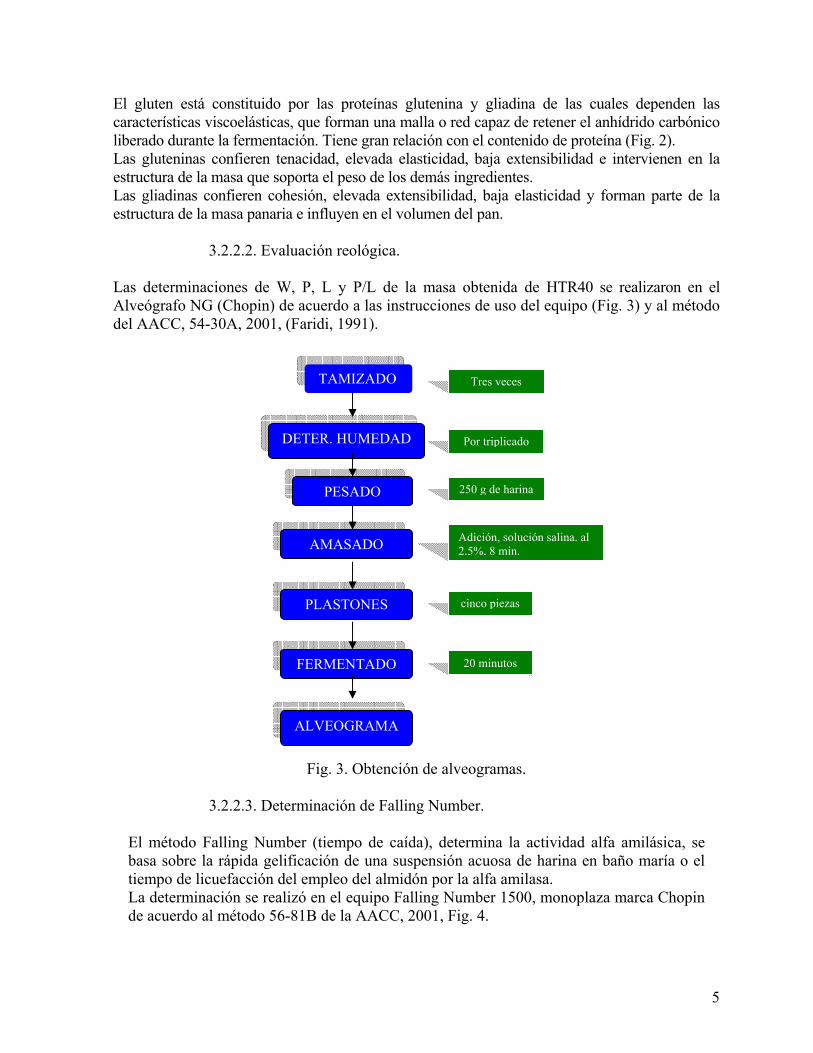
3.2.2.2. Evaluación reológica.
Las determinaciones de W, P, L y P/L de la masa obtenida de HTR40 se realizaron en el Alveógrafo NG (Chopin) de acuerdo a las instrucciones de uso del equipo (Fig. 3) y al método del AACC, 54-30A, 2001, (Faridi, 1991).
Fig. 3. Obtención de alveogramas.
3.2.2.3. Determinación de Falling Number.
El método Falling Number (tiempo de caída), determina la actividad alfa amilásica, se basa sobre la rápida gelificación de una suspensión acuosa de harina en baño maría o el tiempo de licuefacción del empleo del almidón por la alfa amilasa. La determinación se realizó en el equipo Falling Number 1500, monoplaza marca Chopin de acuerdo al método 56-81B de la AACC, 2001, Fig. 4.
TAMIZADO
DETER. HUMEDAD
PESADO
AMASADO
PLASTONES
ALVEOGRAMA
FERMENTADO 20 minutos
cinco piezas
Adición, solución salina. al 2.5%, 8 min.
250 g de harina
Por triplicado
Tres veces

6
CALIBRAR EQUIPO
PESAR
ADICIÓN
AGITADO
CALENTAMIENTO
FN Y NL
Con base en la humedad de la harina
25 ml de H2O destilada
De 20-30 veces hasta homogeneizar
Baño María
Fig. 4. Determinación del Falling Number.
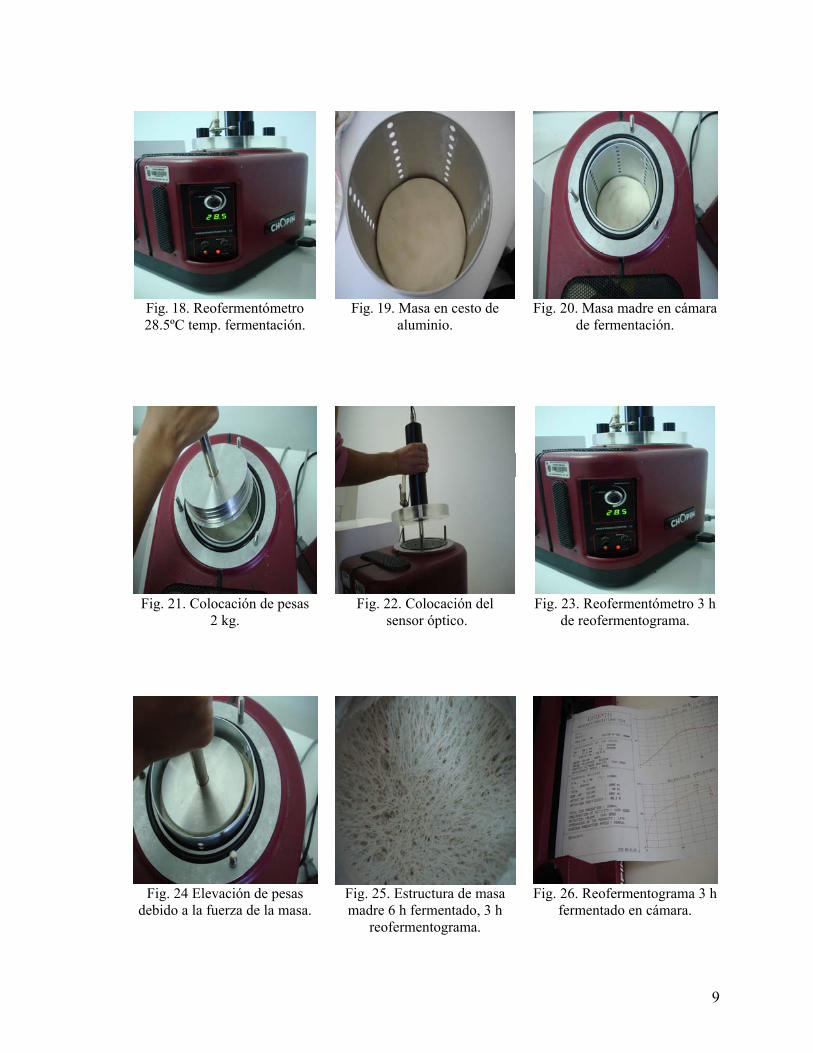
3.2.2.4. Obtención de reofermentogramas.
Las determinaciones Hm, h, T1, T2, H´m, T´1, Tx, Vt, Vp, Vr, Cr, de las masas panarias se realizaron en el Reofermentómetro F2 (Chopin) con base en la metodología de uso del equipo. En las Figs. 5 a 30 se muestra la secuencia para obtener los parámetros antes mencionados de masa testigo y masa madre durante diferentes tiempos de fermentación; de igual manera se hizo para los porcentajes de masa madre y masa directa, que nos indican la estabilidad y producción de CO2 de las masas panarias. El comportamiento reológico de las masas ha sido por varias décadas tema de investigación en la química de los cereales, ya que el flujo, la deformación y el comportamiento de la masa es específico para cada harina, lo anterior está reconocido como parámetros centrales en la estructura y manufactura de productos horneados.

7
Fig. 5. Obtención de reofermentogramas.
Fig. 6. Deter. humedad. Fig. 7. Ad. harina, sal, lev. Fig. 8. Adición de agua.
TAMIZADO
PESADO
AMASADO (ALVEÓGRAFO)
OBTENCIÓN MASA
REOFERMENTÓMETRO 3 horas
315 g.
Harina, sal y levadura
250 g. de harina
Por triplicado
Tres veces
DETER. HUMEDAD
ADICIÓN
8 min.

8
Fig. 9. Amasado. Fig. 10. Masa. Fig. 11. Pesado.
Fig. 12. Masa madre 0 h,
fermentación. Fig. 13. Cámara de
fermentación. Fig. 14. Masa madre en cámara
de fermentación.
Fig. 15. Masa madre, 6 h
fermentado. Fig. 16. Estructura interna, 6 h
ferm. Fig. 17. Amasado masa madre-masa directa.
9
Fig. 18. Reofermentómetro 28.5ºC temp. fermentación.
Fig. 19. Masa en cesto de aluminio.
Fig. 20. Masa madre en cámara de fermentación.
Fig. 21. Colocación de pesas
2 kg. Fig. 22. Colocación del
sensor óptico. Fig. 23. Reofermentómetro 3 h
de reofermentograma.
Fig. 24 Elevación de pesas
debido a la fuerza de la masa. Fig. 25. Estructura de masa madre 6 h fermentado, 3 h
reofermentograma.
Fig. 26. Reofermentograma 3 h fermentado en cámara.

10
Fig. 27. Reofermentograma, 0 h fermentación.
Fig. 28. Reofermentograma, 3 h fermentación 100% Mm.
Fig. 29. Reofermentograma, 6 h fermentación 100% Mm.
Fig. 30. Reofermentograma, 9 h fermentación 100% Mm.
Mm= masa madre
3.2.3. Diseño de Experimentos.
Se utilizó un diseño experimental completamente al azar bajo un arreglo factorial Cuadro 1, se analizaron los cambios reológicos que presenta la masa madre fermentada durante 3, 6 y 9 h; y la mezcla masa madre-masa directa. Se controlaron todos los factores que podían influir en los resultados.
Cuadro 1. Diseño experimental.
Tiempo (h)
Masa madre (%)
Masa directa (%) Parámetros evaluados*
100 0 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr. 75 25 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr. 50 50 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr. 25 75 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr.
T1 3
0 100 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr.

11
100 0 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr. 75 25 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr. 50 50 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr. 25 75 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr.
T2 6
0 100 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr.
100 0 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr. 75 25 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr. 50 50 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr. 25 75 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr.
T3 9
0 100 Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr, Cr. Masa (harina turbo remix 40; 1.8% sal; 1.2% Levadura seca activa instantánea; 57.32% agua).
Temperatura de fermentación 25ºC, Humedad Relativa 70%. *Hm, h, H´m, en mm; T1, T2, T´1, Tx, en min; Vt, Vp, Vr¸ en ml, Cr en %.
En la masa sin fermentar se evaluaron los parámetros W, P, L y P/L. Los efectos o respuestas que se evaluaron fueron: Hm, h, T1, T2, H´m, Tx, T´1, Vt, Vp, Vr y Cr. Los datos obtenidos se analizaron mediante un análisis de varianza, a un nivel de significancía de p≤0.05 y comparación de medias por la prueba de Tukey. Se utilizó el paquete estadístico SAS, Versión 9.0 (SAS Institute Inc., 2004), (Cuadro 3).
4. RESULTADOS 4.1. Análisis fisicoquímico.
Los datos obtenidos del análisis fisicoquímico de las harinas, se indican en el Cuadro 2.
Cuadro 2. Análisis fisicoquímico de la harina utilizada.
Determinación HTR40
Gluten* (%) 11.05 ± 0.03
Humedad (%) 12.00 ± 0.01
Cenizas* (%) 0.55 ± 0.01
Proteína f=5.7* (%) 12.51 ± 0.02
W (10-4 julios) 231 ± 0.90
P (mm) 79 ± 0.85
L (mm) 83 ± 0.75
G 20 ± 0.75
P/L 0.9 ± 0.10
FN (s) 350 ± 3.00 HTR40, harina Turbo Remix 40; *Base seca.
El gluten constituido por gliadinas y gluteninas forma una maya o red capaz de retener el anhídrido carbónico liberado durante la fermentación; es un indicador de la cantidad de proteínas

12
y responsable de la calidad de las mismas. Considerando los valores de la cantidad de gluten y proteína de la harina HRT40 es de calidad panificable (Cuadro 2). Es tenaz (P>60 mm), de baja extensibilidad (L<90 mm), con relación de P/L=0.9 considerada como de gran fuerza, el llamado grado de hinchamiento (volumen de la masa) es de 20 lo que indica una aptitud correcta para dar un pan bien desarrollado. Las cenizas dan idea muy aproximada de la cantidad de extracción de harina, ya que existen factores que influyen en la cantidad de cenizas tales como la variedad de trigo, factores ambientales y aditivos añadidos. Con base en los datos de cenizas (Cuadro 2), la HRT40 es de 69% de extracción según la escala de Mohs. Los valores de humedad (Cuadro 2) se encuentran dentro de lo especificado en la Norma Oficial Mexicana. Analizando los datos de FN Cuadro 2, la harina HTR40 presenta actividad amilásica débil, de usarse en panificación sin adicionar enzimas se tiene el riesgo de obtener un pan seco, compacto de miga con gran densidad cerrada, con volumen reducido (Quaglia, 1991), para obtener el volumen máximo que puede desarrollar la HTR40, es necesario adicionar α-amilasa hasta lograr tener un FN de 280. En las panaderías que existen en el estado de Durango se utilizan harinas con FN de 280 a 310, obteniéndose panes de buen desarrollo y miga suave (Gómez, 2006), en la literatura Española se menciona que el FN adecuado es de 250 con base en sus harinas (Calaveras, 1996).
4.2. Análisis reológicos mediante el reofermentómetro. En el Cuadro 3, se presentan los resultados de los reofermentogramas y el análisis estadístico de de los mismos obtenidos de las diferentes muestras de masa madre fermentadas durante tres tiempos y combinados con masa directa.
Cuadro 3. Análisis de medias de los parámetros evaluados con el reofermentómetro.
Variables obtenidas de los reofermentogramas Tra.
Hm (mm)
h (mm)
T1 (min)
T2 (min)
H´m (mm)
T´1 (min)
Tx (min)
Vt (ml)
Vp (ml)
Vr (ml)
Cr (%)
M1T1 57.2d 43.3abc 106.0ef 138.6d 76.4cdef 105b 125bcd 1889bcd 26.3cde 1862bc 98.6abc M2T1 56.5d 48.2abc 123.3cde 167.3ab 71.7ef 147a 150ab 1653e 13.3de 1639cd 99.2abc M3T1 63.8bc 55.0ab 135.0bc 178.3a 76.7cdef 147a 151ab 1731de 0e 1734cd 100a M4T1 67.5ab 61.6a 130.3bcd 0.0e 84.3bc 87bcd 103d 2061ab 86b 1974ab 95.6d M5T1 60.3cd 57.9ab 148.3b 0.0e 80.8cd 72bcd 64e 1988bc 435a 1552de 78.2e M1T2 62.9bc 40.3bc 106.6ef 146.3bcd 69.4f 49de 0f 1281f 0e 1281f 100a M2T2 63.6bc 46.3abc 116.0cdef 141.3cd 73.5def 81bcd 141abc 1767de 9e 1758bcd 99.6ab M3T2 67.1ab 50.9abc 115.0def 150.0bcd 72.6ef 99bc 163a 1831cde 0.3e 1831bc 100a M4T2 70.6a 58.9ab 108.0ef 167.3ab 92ab 75bcd 112cd 2252a 72bc 2179a 96.8cd M5T2 60.3cd 57.9ab 148.3b 0.0e 80.8cd 72bcd 64e 1988bc 435a 1552de 78.2e M1T3 35.7e 35.6c 185.3a 0.0e 30.0g 15e 0f 590g 0e 590g 100a M2T3 65.9ab 34.4c 106.0ef 150.3bcd 70.4f 63cd 0f 1319f 0e 1319ef 100a M3T3 65.2abc 42.0bc 110.0ef 143.0cd 79.3cde 87bcd 0f 1795cde 2e 1793bc 99.9a M4T3 70.4a 57.1ab 99.3f 163.3abc 93.1a 69bcd 94ed 2251a 64.3bcd 2186a 97.2bcd M5T3 60.3cd 57.9ab 148.3b 0.0e 80.8cd 72bcd 64e 1988bc 435a 1552de 78.2e
DMS 5.42 18.5 19.5 22.2 8.0 40.9 36.0 206.3 53.1 233.9 2.5 Promedios con la misma letra no son estadísticamente diferentes (Tukey p≤0.05).
M1=100% Mm, 0% md; M2=75% Mm, 25% md; M3=50% Mm, 50% md; M4=25% Mm, 75% md; M5=0% Mm, 100% md. T1=3 h; T2=6 h; T3=9 h. Mm= masa madre; md=masa directa.

13
4.3. Análisis estadístico de los resultados. Del análisis estadístico de los datos de la masa madre fermentada durante 3, 6 y 9 horas mezclada en diferentes porcentajes con masa directa se puede afirmar que existe efecto altamente significativo en los valores de Hm, h, T1, T2, H´m, T´1 Tx, Vt, Vp, Vr y Cr. Al analizar los valores de las medias, se observa que existen diferencias significativas en los parámetros evaluados debido al efecto del tiempo de fermentación y concentración de masa madre y masa directa utilizada, a excepción de Vp para los tres tiempos de fermentación a las concentraciones de 100, 75 y 50% de masa madre utilizada. La masa fermentada durante tres horas y mezclada con masa directa obtiene su máxima altura de 67.5 mm a la concentración de 25% de masa madre y 75% de masa directa; la Hm esta relacionada directamente con el volumen del pan, la estabilidad de la masa es muy buena ya que T2 no aparece registrada en el reofermentograma. Se obtiene el mayor volumen de masa (2061 ml de CO2) con un coeficiente de retención de 95.6% considerado como muy bueno Cuadro 3, (Calaveras, 1996). A las tres horas de fermentada la masa madre, existen coeficientes de retención de 98.6 a 99.2%, que podrían considerarse como mejores al de 95.6%, sin embargo a estos coeficientes se obtienen menores alturas de masa y Vt menores, siendo el Vr mayor al coeficiente de retención de 96.5%. La masa fermentada durante seis horas mezclada con masa directa obtiene su mayor altura Hm de 70.6 mm a la concentración de 25% de masa madre y 75% de masa directa. La tolerancia de la masa es buena, T2 aparece a los 167.3 min durante la obtención del reofermentograma, después de este tiempo la masa pierde paulatinamente sus características reológicas. Se obtiene el mejor volumen de masa (Vt) con un coeficiente de retención de 96.8% considerado como muy bueno Cuadro 3, (Calaveras, 1996). A las seis horas de fermentada la masa madre, existen coeficientes de retención de 99.6 a 100%, que podrían considerarse como mejores al de 96.8%, sin embargo a estos coeficientes se obtiene menor altura de masa y Vr menores, siendo el Vr mayor al coeficiente de retención de 96.8% por lo que se considera que la mejor mezcla para obtener un pan de buen volumen y suficiente altura es la de 25% de masa madre y 75% de masa directa. La masa obtenida durante nueve horas de fermentación, mezclada con masa directa alcanza su máxima altura de 70.4 mm a la concentración de 25% de masa madre y 75% de masa directa. Con velocidad de desarrollo muy buena. Se obtiene un volumen de masa de 2251 ml con un coeficiente de retención de 97.2% considerado como muy bueno. La tolerancia de la masa es buena, T2 aparece a los 163.3 min durante la obtención del reofermentograma, después de este tiempo la masa pierde paulatinamente sus características viscoelásticas. Cuadro 3, (Calaveras, 1996). Al igual que en los tiempos de tres y seis horas de fermentada la masa madre mezclada con masa directa, existen coeficientes de retención de 99.9 y 100%, que podrían considerarse mejores que el de 97.2%, sin embargo cuando se tiene mayor retención de CO2, no hay perdida de volumen, la altura de la masa es menor y por consecuencia presenta menor volumen Cuadro 3. Con base en lo anterior la mejor mezcla es la de 25% de masa madre y 75% de masa directa. En este trabajo se encontró que para los tres tiempos de fermentada la masa la mejor concentración de ésta fue la misma, por lo que consideramos algunos otros aspectos para definir cual es el tiempo más adecuado de fermentación para obtener una masa madre. Los valores de Hm, H´m, Vt, Cr, Vp y Vr, son iguales para la concentración de 25% de masa madre y el 75% de masa directa a los tiempos de seis y nueve horas de fermentado, y siendo estos los parámetros más importantes de la evaluación de una masa podemos afirmar que

14
cualquier masa de seis y nueve horas de fermentado puede darnos los mejores resultados en la elaboración de pan, sin embargo a mayor tiempo de fermentado existe menor tiempo de tolerancia de manejo de la masa en el proceso. Además se tiene mayor costo de producción por lo que es mejor utilizar la masa madre que ha sido fermentada durante seis horas en la concentración de 25%.
CONCLUSIONES
• Cualquier masa que se fermente como mínimo tres horas y que sea utilizada como masa madre mejora sus características reológicas.
• La porosidad de la miga de un pan se mejora cuando se utiliza una mezcla de masa madre-masa directa.
• Es recomendable utilizar masas madre en los procesos de panificación que requieran de masas fermentadas, mejora la estructura de la miga, es más suave, de mejor sabor, olor, textura, color y vida de anaquel.
• Las características viscoelásticas de la masa se mejoran cuando se utilizan mezclas de masa madre-masa directa, sin embargo si se utiliza masa madre en un 100% sus características panaderas se pierden conforme aumenta el tiempo de fermentación.
• El tiempo de fermentación más adecuado para obtener una masa madre es de seis horas.
• La mezcla masa madre-masa directa más adecuada es la de 25%-75% respectivamente. • Una producción excesiva y prematura de CO2 debilita la estructura de la masa,
disminuyendo el coeficiente de retención hasta ser considerado como débil. • La masa madre fermentada adecuadamente incrementa la capacidad de retención de
CO2. • Una masa pasada de fermentación reduce su capacidad de retención de CO2 y se
pierden características de sabor, olor, color y textura.
IMPACTO El conocimiento del comportamiento reológico que presenta la masa madre mezclada en diferentes concentraciones con masa directa, permite estandarizar el tiempo de fermentación de la masa madre, en el cual ésta obtiene las mejores características viscoelásticas que permiten obtener panes de buen sabor, olor, color, textura, volumen y vida de anaquel; la mezcla de masa madre con masa directa mejora aún más las características antes mencionadas del pan. Los datos obtenidos en esta investigación se han transferido mediante ponencias en diferentes foros académicos, cursos teórico prácticos (Clave del curso MBCNS/25/2/2005.), impartidos a la comunidad y en la microempresa regional, también, como complemento del conocimiento de los estudiantes de la carrera de Ingeniería Bioquímica del ITD. El dejar de usar desperdicios de masa de un día anterior considerando a estos como masa madre, evita pérdidas económicas a los panderos.
15
El uso adecuado de masa madre optimiza el tiempo de fabricación, asegura la calidad del pan y lo hace competitivo en el mercado, dando estabilidad a la micro y mediana empresa lo que mantiene las fuentes de empleo. Los resultados obtenidos en este proyecto se incluyeron en el material didáctico entregado a la Cámara Nacional de Comercio Delegación Vicente Guerrero, quién los compartirá con los agremiados a dicha Cámara y en los apuntes entregados a los participantes del curso Transferencia de tecnología en panificación. Los resultados obtenidos en nueve proyectos de investigación en el área de panificación, ha permitido: el diseño y selección de equipo de una planta piloto para el ITD. Se ha contribuido a la creación de cinco micro panaderías, generando 55 empleos directos. La mayoría de los técnico en panificación que se han formado en los cursos (13) que hemos impartido, trabajan en sus propios negocios y en panificadoras locales. La preparación de las personas en un oficio coadyuva a disminuir la pobreza, el desempleo, la delincuencia y el estrés.
BIBLIOGRAFÍA AACC 2001. (American Association of Cereal Chemist) Approved Method of the Association. 10th.Vol. II. Ed.St. Paul Minnesota, USA. Balbín et al. 2006. Enzimas en la panificación y confitería. Universidad Nacional del Centro del Perú. Huancayo Perú. Calavera, J. 1996. Tratado de Panificación y Bollería Ed. Mundi-Prensa ( Pág. 78-82) España. Chopin, M. 1978. Metódica del ensayo alveográfico de la harina. Manual del alveógrafo. Paris, Francia. Faridi, K 1991. Softwhe products in “Handbook of Cereal Science and Technology” First Ed. Ed. Decker, M.D.I., New York USA. Gómez, O. S. 2006. Informe técnico Cambios reológicos en una masa panaria tipo bizcocho durante el tiempo de reposo, CIIDIR-IPN U. Durango, México. Hoseney, R.C., K.F. Finney, M.P. Shogren y Y. Pomeranz. 1969. Functional (Breadmaking) and Biochemical Properties of Wheat Flour Components III. Characterization of Gluten Protein Fraction Obtained by Ultracentrifugation. Cereal. Chem. 46(2): 126-135, USA. Mac. Ritchie, F., Kasarda, D.D. and Kuzmicki, D. D. 1991. Characterization of wheat protein fractions differing in contributions to bread making quality. Cereal Chem. Pyler, E. J. 1988. Baking science & technology. Third edition. Vol. I, II. USA. Sosland Publishing Company. Quaglia, G. 1991. Ciencia y tecnología de la panificación. 2da Ed. Acriba, España. SECOFI, 1982. Norma Mexicana de Comercialización de harina de trigo NOM-F-7 Méx. Spiegel, M.R. 1991. Estadística 2da Ed. McGraw-Hill/Interamericana España.
16
METODOLOGÍA PARA LA OBTENCIÓN Y USO ADECUADO DE MASAS MADRE EN PROCESOS DE PANIFICACIÓN PARA LA INDUSTRIA SEMI MECANIZADA Y ARTESANAL.
RESULTADO DEL PROYECTO CLAVE SIP: 20070716 INTRODUCCIÓN
Por razones de tiempo, actualmente en los pequeños comercios y tiendas de autoservicio los clientes, demandan productos recién horneados y de buenas características organolépticas. Para satisfacer la demanda, se pueden utilizar productos precocidos obtenidos de masas refrigeradas o masas madre (esponja). Ésta última presenta ventajas de sabor, color, olor, textura y vida de anaquel; por el contrario las masas refrigeradas pierden paulatinamente sus características viscoelásticas y organolépticas. Por lo que en este trabajo se investigó sobre la estabilidad, volumen desarrollado, capacidad de producción y retención de CO2 de la masa durante el proceso fermentativo, así como el porcentaje de masa madre a utilizar, parámetros que están estrechamente vinculados con las características organolépticas del pan. RESULTADOS QUE SOPORTAN LA METODOLOGÍA QUE SE DESCRIBE POSTERIORMENTE
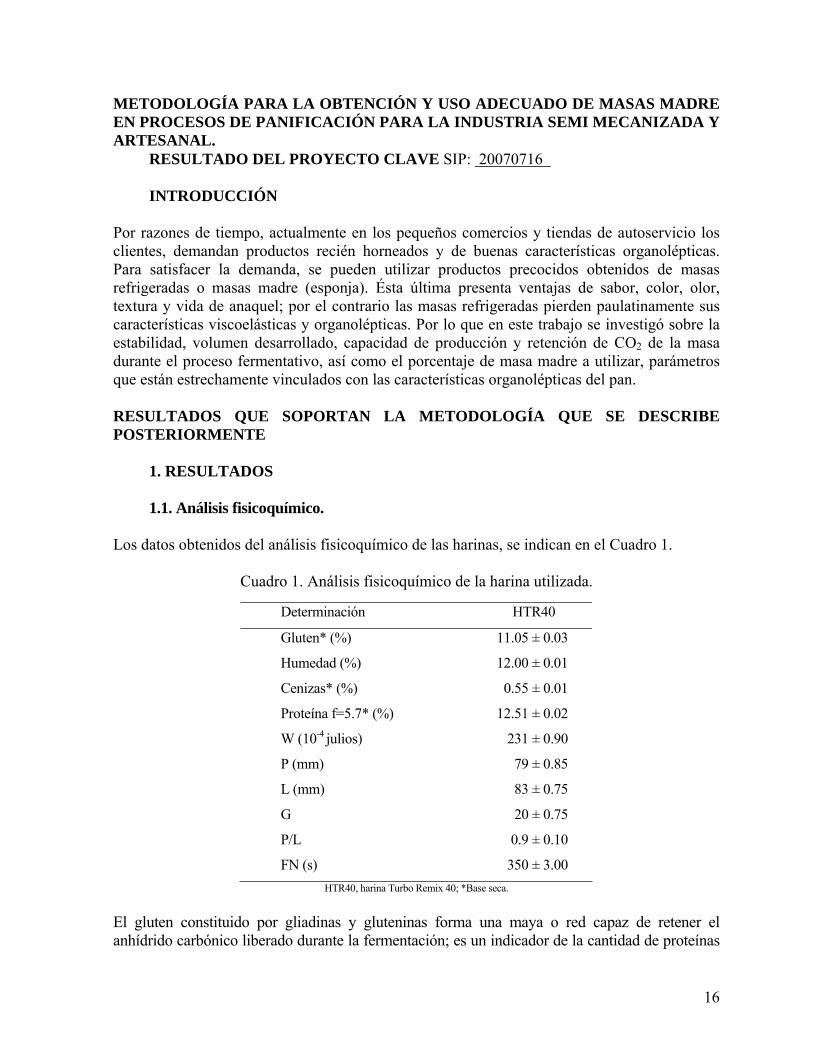
1. RESULTADOS 1.1. Análisis fisicoquímico.
Los datos obtenidos del análisis fisicoquímico de las harinas, se indican en el Cuadro 1.
Cuadro 1. Análisis fisicoquímico de la harina utilizada.
Determinación HTR40
Gluten* (%) 11.05 ± 0.03
Humedad (%) 12.00 ± 0.01
Cenizas* (%) 0.55 ± 0.01
Proteína f=5.7* (%) 12.51 ± 0.02
W (10-4 julios) 231 ± 0.90
P (mm) 79 ± 0.85
L (mm) 83 ± 0.75
G 20 ± 0.75
P/L 0.9 ± 0.10
FN (s) 350 ± 3.00 HTR40, harina Turbo Remix 40; *Base seca.
El gluten constituido por gliadinas y gluteninas forma una maya o red capaz de retener el anhídrido carbónico liberado durante la fermentación; es un indicador de la cantidad de proteínas

17
y responsable de la calidad de las mismas. Considerando los valores del Cuadro 1, la cantidad de gluten y proteína de la harina HRT40, ésta es de calidad panificable. Es tenaz (P>60 mm), de baja extensibilidad (L<90 mm), con relación de P/L=0.9 considerada como de gran fuerza, el llamado grado de hinchamiento (volumen de la masa) es de 20 lo que indica una aptitud correcta para dar un pan bien desarrollado. Las cenizas dan idea muy aproximada de la cantidad de extracción de harina, ya que existen factores que influyen en la cantidad de cenizas tales como la variedad de trigo, factores ambientales y aditivos añadidos. Con base en los datos de cenizas (Cuadro 1), la HRT40 es de 69% de extracción según la escala de Mohs. Los valores de humedad (Cuadro 1) se encuentran dentro de lo especificado en la Norma Oficial Mexicana. Analizando los datos de FN Cuadro 1, la harina HTR40 presenta actividad amilásica débil, de usarse en panificación sin adicionar enzimas se tiene el riesgo de obtener un pan seco, compacto, de miga con gran densidad cerrada, con volumen reducido (Quaglia, 1991) para obtener el volumen máximo que puede desarrollar la HTR40, es necesario adicionar α-amilasa hasta lograr tener un FN de 280, (Gómez, 2006). En las panaderías que existen en el estado de Durango se utilizan harinas con FN de 280 a 310, obteniéndose panes de buen desarrollo y miga suave (Gómez, 2006), en la literatura Española se menciona que el FN adecuado es de 250 con base en sus harinas (Calaveras, 1996).
1.2. Análisis reológicos mediante el reofermentómetro.
En el Cuadro 2, se presentan los resultados de los reofermentogramas y el análisis estadístico de los mismos obtenido de las diferentes muestras de masa madre fermentadas durante tres tiempos y combinada con masa directa.
Cuadro 2. Análisis de medias de los parámetros evaluados con el reofermentómetro.
Variables obtenidas del reofermentograma Tra.
Hm (mm)
h (mm)
T1 (min)
T2 (min)
H´m (mm)
T´1 (min)
Tx (min)
Vt (ml)
Vp (ml)
Vr (ml)
Cr (%)
M1T1 57.2d 43.3abc 106.0ef 138.6d 76.4cdef 105b 125bcd 1889bcd 26.3cde 1862bc 98.6abc M2T1 56.5d 48.2abc 123.3cde 167.3ab 71.7ef 147a 150ab 1653e 13.3de 1639cd 99.2abc M3T1 63.8bc 55.0ab 135.0bc 178.3a 76.7cdef 147a 151ab 1731de 0e 1734cd 100a M4T1 67.5ab 61.6a 130.3bcd 0.0e 84.3bc 87bcd 103d 2061ab 86b 1974ab 95.6d M5T1 60.3cd 57.9ab 148.3b 0.0e 80.8cd 72bcd 64e 1988bc 435a 1552de 78.2e M1T2 62.9bc 40.3bc 106.6ef 146.3bcd 69.4f 49de 0f 1281f 0e 1281f 100a M2T2 63.6bc 46.3abc 116.0cdef 141.3cd 73.5def 81bcd 141abc 1767de 9e 1758bcd 99.6ab M3T2 67.1ab 50.9abc 115.0def 150.0bcd 72.6ef 99bc 163a 1831cde 0.3e 1831bc 100a M4T2 70.6a 58.9ab 108.0ef 167.3ab 92ab 75bcd 112cd 2252a 72bc 2179a 96.8cd M5T2 60.3cd 57.9ab 148.3b 0.0e 80.8cd 72bcd 64e 1988bc 435a 1552de 78.2e M1T3 35.7e 35.6c 185.3a 0.0e 30.0g 15e 0f 590g 0e 590g 100a M2T3 65.9ab 34.4c 106.0ef 150.3bcd 70.4f 63cd 0f 1319f 0e 1319ef 100a M3T3 65.2abc 42.0bc 110.0ef 143.0cd 79.3cde 87bcd 0f 1795cde 2e 1793bc 99.9a M4T3 70.4a 57.1ab 99.3f 163.3abc 93.1a 69bcd 94ed 2251a 64.3bcd 2186a 97.2bcd M5T3 60.3cd 57.9ab 148.3b 0.0e 80.8cd 72bcd 64e 1988bc 435a 1552de 78.2e
DMS 5.42 18.5 19.5 22.2 8.0 40.9 36.0 206.3 53.1 233.9 2.5 Promedios con la misma letra no son estadísticamente diferentes (Tukey p≤0.05).
M1=100% Mm, 0% md; M2=75% Mm, 25% md; M3=50% Mm, 50% md; M4=25% Mm, 75% md; M5=0% Mm, 100% md. T1=3 h; T2=6 h; T3=9 h. Mm= masa madre; md=masa directa.

18
1.3. Análisis estadístico de los resultados. Del análisis estadístico de los datos de la masa madre fermentada durante 3, 6 y 9 horas mezclada en diferentes porcentajes con masa directa se puede afirmar que existe efecto altamente significativo en los valores de Hm, h, T1, T2, H´m, T´1 Tx, Vt, Vp, Vr y Cr. Al analizar los valores de las medias, se observa que existen diferencias significativas en los parámetros evaluados debido al efecto del tiempo de fermentación y concentración de masa madre y masa directa utilizada, a excepción de Vp para los tres tiempos de fermentación a las concentraciones de 100, 75 y 50% de masa madre utilizada. La masa fermentada durante tres horas y mezclada con masa directa obtiene su máxima altura de 67.5 mm a la concentración de 25% de masa madre y 75% de masa directa; la Hm esta relacionada directamente con el volumen del pan, la estabilidad de la masa es muy buena ya que T2 no aparece registrada en el reofermentograma. Se obtiene el mayor volumen de masa (2061 ml de CO2) con un coeficiente de retención de 95.6% considerado como muy bueno Cuadro 2, (Calaveras, 1996). A las tres horas de fermentada la masa madre, existen coeficientes de retención de 98.6 a 99.2%, que podrían considerarse como mejores al de 95.6%, sin embargo a estos coeficientes se obtienen menores alturas de masa y Vt menores, siendo el Vr mayor al coeficiente de retención de 96.5%. La masa fermentada durante seis horas mezclada con masa directa obtiene su mayor altura Hm de 70.6 mm a la concentración de 25% de masa madre y 75% de masa directa. La tolerancia de la masa es buena, T2 aparece a los 167.3 min durante la obtención del reofermentograma, después de este tiempo la masa pierde paulatinamente sus características reológicas. Se obtiene el mejor volumen de masa (Vt) con un coeficiente de retención de 96.8% considerado como muy bueno Cuadro 2, (Calaveras, 1996). A las seis horas de fermentada la masa madre, existen coeficientes de retención de 99.6 a 100%, que podrían considerarse como mejores al de 96.8%, sin embargo a estos coeficientes se obtiene menor altura de masa y Vr menores, siendo el Vr mayor al coeficiente de retención de 96.8% por lo que se considera que la mejor mezcla para obtener un pan de buen volumen y suficiente altura es la de 25% de masa madre y 75% de masa directa. La masa obtenida durante nueve horas de fermentación, mezclada con masa directa alcanza su máxima altura de 70.4 mm a la concentración de 25% de masa madre y 75% de masa directa. Con velocidad de desarrollo muy buena. Se obtiene un volumen de masa de 2251 ml con un coeficiente de retención de 97.2% considerado como muy bueno. La tolerancia de la masa es buena, T2 aparece a los 163.3 min durante la obtención del reofermentograma, después de este tiempo la masa pierde paulatinamente sus características vizcoelásticas. Cuadro 2, (Calaveras, 1996). Al igual que en los tiempos de tres y seis horas de fermentada la masa madre mezclada con masa directa, existen coeficientes de retención de 99.9 y 100%, que podrían considerarse mejores que el de 97.2%, sin embargo cuando se tiene mayor retención de CO2, no hay perdida de volumen, la altura de la masa es menor y por consecuencia presenta menor volumen Cuadro 2. Con base en lo anterior la mejor mezcla es la de 25% de masa madre y 75% de masa directa. En este trabajo se encontró que para los tres tiempos de fermentada la masa la mejor concentración de ésta fue la misma, por lo que consideramos algunos otros aspectos para definir cual es el tiempo más adecuado de fermentación para obtener una masa madre. Los valores de Hm, H´m, Vt, Cr, Vp y Vr, son iguales para la concentración de 25% de masa madre y el 75% de masa directa a los tiempos de seis y nueve horas de fermentado, y siendo estos los parámetros más importantes de la evaluación de una masa podemos afirmar que
19
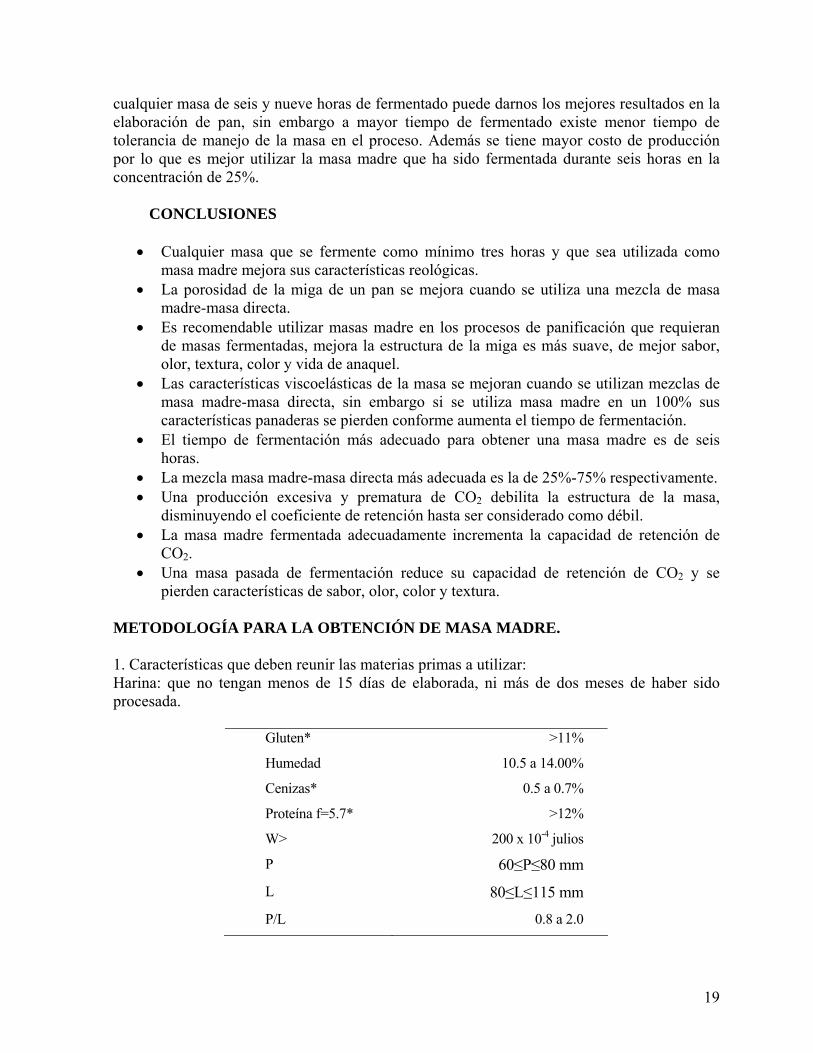
cualquier masa de seis y nueve horas de fermentado puede darnos los mejores resultados en la elaboración de pan, sin embargo a mayor tiempo de fermentado existe menor tiempo de tolerancia de manejo de la masa en el proceso. Además se tiene mayor costo de producción por lo que es mejor utilizar la masa madre que ha sido fermentada durante seis horas en la concentración de 25%.
CONCLUSIONES
• Cualquier masa que se fermente como mínimo tres horas y que sea utilizada como masa madre mejora sus características reológicas.
• La porosidad de la miga de un pan se mejora cuando se utiliza una mezcla de masa madre-masa directa.
• Es recomendable utilizar masas madre en los procesos de panificación que requieran de masas fermentadas, mejora la estructura de la miga es más suave, de mejor sabor, olor, textura, color y vida de anaquel.
• Las características viscoelásticas de la masa se mejoran cuando se utilizan mezclas de masa madre-masa directa, sin embargo si se utiliza masa madre en un 100% sus características panaderas se pierden conforme aumenta el tiempo de fermentación.
• El tiempo de fermentación más adecuado para obtener una masa madre es de seis horas.
• La mezcla masa madre-masa directa más adecuada es la de 25%-75% respectivamente. • Una producción excesiva y prematura de CO2 debilita la estructura de la masa,
disminuyendo el coeficiente de retención hasta ser considerado como débil. • La masa madre fermentada adecuadamente incrementa la capacidad de retención de
CO2. • Una masa pasada de fermentación reduce su capacidad de retención de CO2 y se
pierden características de sabor, olor, color y textura. METODOLOGÍA PARA LA OBTENCIÓN DE MASA MADRE. 1. Características que deben reunir las materias primas a utilizar: Harina: que no tengan menos de 15 días de elaborada, ni más de dos meses de haber sido procesada.
Gluten* >11%
Humedad 10.5 a 14.00%
Cenizas* 0.5 a 0.7%
Proteína f=5.7* >12%
W> 200 x 10-4 julios
P 60≤P≤80 mm
L 80≤L≤115 mm
P/L 0.8 a 2.0
20
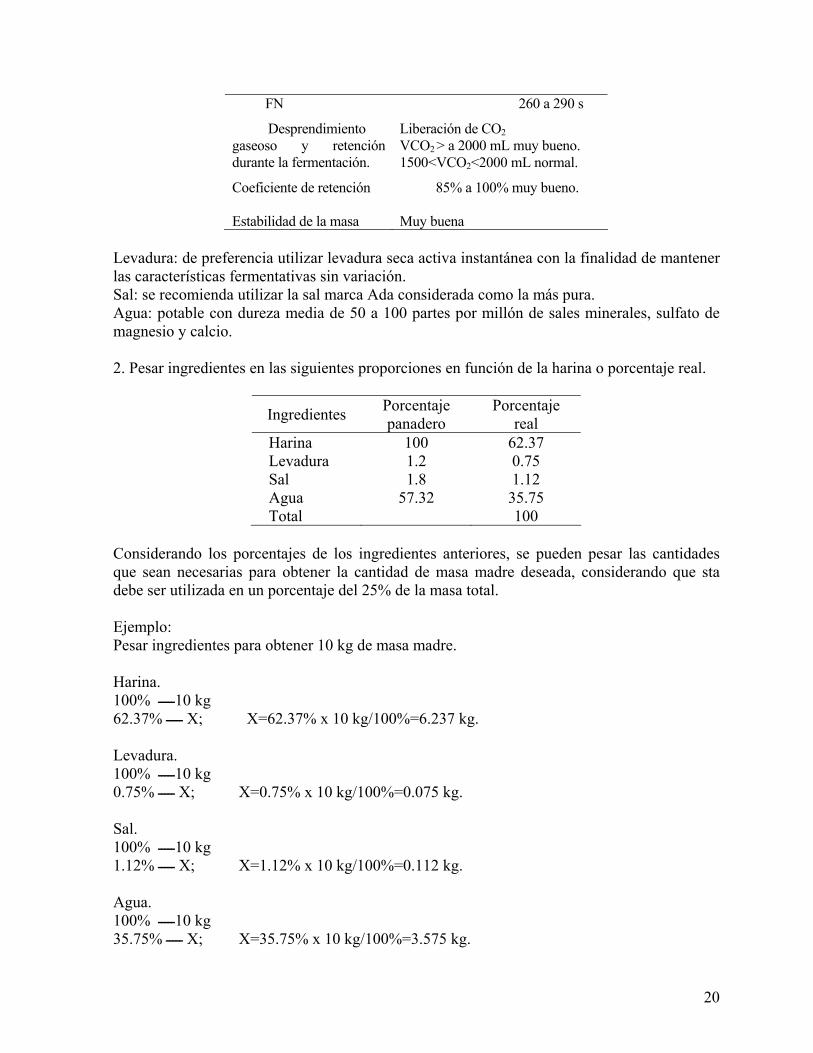
FN 260 a 290 s
Desprendimiento gaseoso y retención durante la fermentación.
Liberación de CO2 VCO2 > a 2000 mL muy bueno. 1500<VCO2<2000 mL normal.
Coeficiente de retención 85% a 100% muy bueno.
Estabilidad de la masa Muy buena Levadura: de preferencia utilizar levadura seca activa instantánea con la finalidad de mantener las características fermentativas sin variación. Sal: se recomienda utilizar la sal marca Ada considerada como la más pura. Agua: potable con dureza media de 50 a 100 partes por millón de sales minerales, sulfato de magnesio y calcio. 2. Pesar ingredientes en las siguientes proporciones en función de la harina o porcentaje real.
Ingredientes Porcentaje panadero
Porcentaje real
Harina 100 62.37 Levadura 1.2 0.75 Sal 1.8 1.12 Agua 57.32 35.75 Total 100
Considerando los porcentajes de los ingredientes anteriores, se pueden pesar las cantidades que sean necesarias para obtener la cantidad de masa madre deseada, considerando que sta debe ser utilizada en un porcentaje del 25% de la masa total. Ejemplo: Pesar ingredientes para obtener 10 kg de masa madre. Harina. kg 10ـــــ 100% .X; X=62.37% x 10 kg/100%=6.237 kg ـــــ 62.37% Levadura. kg 10ـــــ 100% .X; X=0.75% x 10 kg/100%=0.075 kg ـــــ 0.75% Sal. kg 10ـــــ 100% .X; X=1.12% x 10 kg/100%=0.112 kg ـــــ 1.12% Agua. kg 10ـــــ 100% .X; X=35.75% x 10 kg/100%=3.575 kg ـــــ 35.75%

21
Total= 6.237+0.075+0.112+3.575= 10 kg. Preparación de masa: *Adicionar agua, sal, harina y levadura incluida en la harina. *Amasar hasta que tenga una textura homogénea y la masa sea suave, aproximadamente la mitad del tiempo de amasado total. *Colocar la masa en un recipiente y cubrirla con un plástico. *Dejar fermentar la masa a temperatura de 25ºC durante 6 horas, si se puede controlar la humedad relativa ésta debe ser de 70%, de lo contrario fermentar la masa durante la noche y en el área más húmeda. *Pesar la cantidad de masa madre que debe adicionarse a la fórmula total. *Al adicionar la masa madre obtenida a la fórmula original que se tenga para la elaboración del pan, deben considerarse los ingredientes que están involucrados en la masa madre para restarlos de la fórmula total. Incorporación de todos los ingredientes de la fórmula total, una vez que han sido pesados o medidos. 1. Adicionar líquidos. 2. Adicionar el resto de ingredientes a excepción de la harina y levadura. 3. Adicionar masa madre. 4. Adicionar harina y levadura. 5. Mezclado de ingredientes. 6. Amasar hasta obtener una masa suave y elástica. 7. Dejar fermentar cuando menos 20 minutos antes de continuar con las siguientes fases del
proceso. 8. Pesado de la masa. 9. Cortado de la masa. 10. Reposo. 11. Modelado, colocación en moldes o charolas. 12. Maduración o segunda fermentación. 13. Horneado, una masa en estas condiciones puede soportar hasta 2 h. 30 min de fermentado
antes de ser horneada. 14. Enfriado. 15. Almacenado. OBSERVACIÓNES: Tiempos y velocidades de amasado Las masas mezcladas en exceso o que no se amasan lo suficiente tienen una textura irregular y poco volumen. Los tiempos de amasado que se proporcionan en la formulación son solo una guía. Tendrá que aprender a detectar mediante la vista y el tacto cuando una masa está perfectamente amasada (tersa y elástica).
22
Los tiempos son relativos hay que considerar las características de la máquina. Por lo general las masas enriquecidas se mezclan ligeramente más, para obtener mayor suavidad del producto. El amasado excesivo hace que el gluten pierda su elasticidad y se rompe dando productos de volúmenes reducidos.
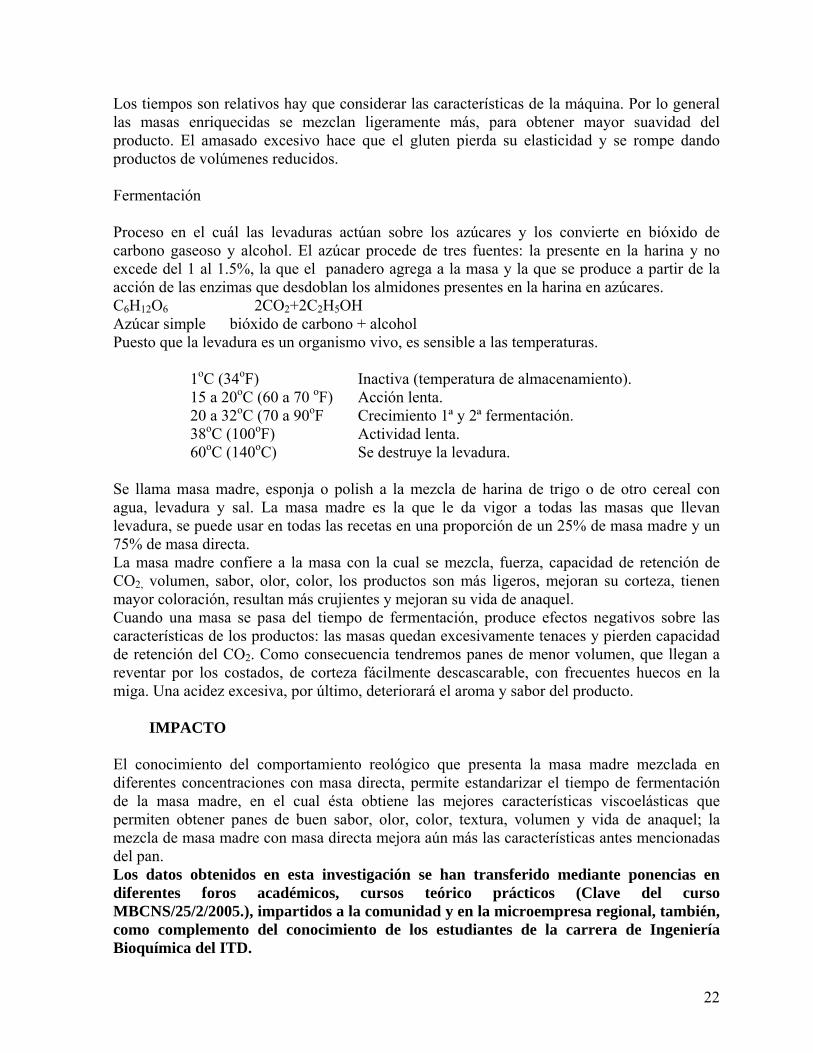
Fermentación Proceso en el cuál las levaduras actúan sobre los azúcares y los convierte en bióxido de carbono gaseoso y alcohol. El azúcar procede de tres fuentes: la presente en la harina y no excede del 1 al 1.5%, la que el panadero agrega a la masa y la que se produce a partir de la acción de las enzimas que desdoblan los almidones presentes en la harina en azúcares. C6H12O6 2CO2+2C2H5OH Azúcar simple bióxido de carbono + alcohol Puesto que la levadura es un organismo vivo, es sensible a las temperaturas.
1oC (34oF) Inactiva (temperatura de almacenamiento). 15 a 20oC (60 a 70 oF) Acción lenta. 20 a 32oC (70 a 90oF Crecimiento 1ª y 2ª fermentación. 38oC (100oF) Actividad lenta. 60oC (140oC) Se destruye la levadura.
Se llama masa madre, esponja o polish a la mezcla de harina de trigo o de otro cereal con agua, levadura y sal. La masa madre es la que le da vigor a todas las masas que llevan levadura, se puede usar en todas las recetas en una proporción de un 25% de masa madre y un 75% de masa directa. La masa madre confiere a la masa con la cual se mezcla, fuerza, capacidad de retención de CO2, volumen, sabor, olor, color, los productos son más ligeros, mejoran su corteza, tienen mayor coloración, resultan más crujientes y mejoran su vida de anaquel. Cuando una masa se pasa del tiempo de fermentación, produce efectos negativos sobre las características de los productos: las masas quedan excesivamente tenaces y pierden capacidad de retención del CO2. Como consecuencia tendremos panes de menor volumen, que llegan a reventar por los costados, de corteza fácilmente descascarable, con frecuentes huecos en la miga. Una acidez excesiva, por último, deteriorará el aroma y sabor del producto.
IMPACTO El conocimiento del comportamiento reológico que presenta la masa madre mezclada en diferentes concentraciones con masa directa, permite estandarizar el tiempo de fermentación de la masa madre, en el cual ésta obtiene las mejores características viscoelásticas que permiten obtener panes de buen sabor, olor, color, textura, volumen y vida de anaquel; la mezcla de masa madre con masa directa mejora aún más las características antes mencionadas del pan. Los datos obtenidos en esta investigación se han transferido mediante ponencias en diferentes foros académicos, cursos teórico prácticos (Clave del curso MBCNS/25/2/2005.), impartidos a la comunidad y en la microempresa regional, también, como complemento del conocimiento de los estudiantes de la carrera de Ingeniería Bioquímica del ITD.
23
El dejar de usar desperdicios de masa de un día anterior considerando a estos como masa madre, evita pérdidas económicas a los panderos. El uso adecuado de masa madre optimiza el tiempo de fabricación, asegura la calidad del pan y lo hace competitivo en el mercado, dando estabilidad a la micro y mediana empresa lo que mantiene las fuentes de empleo. Los resultados obtenidos en este proyecto se incluyeron en el material didáctico entregado a la Cámara Nacional de Comercio Delegación Vicente Guerrero, quién los compartirá con los agremiados a dicha Cámara y en los apuntes entregados a los participantes del curso Transferencia de tecnología en panificación. Los resultados obtenidos en nueve proyectos de investigación en el área de panificación, ha permitido: el diseño y selección de equipo de una planta piloto para el ITD. Se ha contribuido a la creación de cinco micro panaderías, generando 55 empleos directos. La mayoría de los técnico en panificación que se han formado en los cursos (13) que hemos impartido, trabajan en sus propios negocios y en panificadoras locales. La preparación de las personas en un oficio coadyuva a disminuir la pobreza, el desempleo, la delincuencia y el estrés.
BIBLIOGRAFÍA
AACC 2001. (American Association of Cereal Chemist) Approved Method of the Association. 10th.Vol. II. Ed.St. Paul Minnesota, USA. Balbín et al. 2006. Enzimas en la panificación y confitería. Universidad Nacional del Centro del Perú. Huancayo Perú. Calavera, J. 1996. Tratado de Panificación y Bollería Ed. Mundi-Prensa ( Pág. 78-82) España. Chopin, M. 1978. Metódica del ensayo alveográfico de la harina. Manual del alveógrafo. Paris, Francia. Faridi, K 1991. Softwhe products in “Handbook of Cereal Science and Technology” First Ed. Ed. Decker, M.D.I., New York USA. Gómez, O. S. 2006. Informe técnico Cambios reológicos en una masa panaria tipo bizcocho durante el tiempo de reposo, CIIDIR-IPN U. Durango, México. Hoseney, R.C., K.F. Finney, M.P. Shogren y Y. Pomeranz. 1969. Functional (Breadmaking) and Biochemical Properties of Wheat Flour Components III. Characterization of Gluten Protein Fraction Obtained by Ultracentrifugation. Cereal. Chem. 46(2): 126-135, USA. Mac. Ritchie, F., Kasarda, D.D. and Kuzmicki, D. D. 1991. Characterization of wheat protein fractions differing in contributions to bread making quality. Cereal Chem. Pyler, E. J. 1988. Baking science & technology. Third edition. Vol. I, II. USA. Sosland Publishing Company. Quaglia, G. 1991. Ciencia y tecnología de la panificación. 2da Ed. Acriba, España. SECOFI, 1982. Norma Mexicana de Comercialización de harina de trigo NOM-F-7 Méx. Spiegel, M.R. 1991. Estadística 2da Ed. McGraw-Hill/Interamericana España.


















