
INSTITUTO POLITÉCNICO NACIONAL · 2019. 9. 22. · 2.5 Materiales de refuerzo 8 2.6 Cargas o...
55
,167,7872 32/,7e&1,&2 1$&,21$/ (6&8(/$ 683(5,25 '( ,1*(1,(5フ$ 48フ0,&$ ( ,1'8675,$6 (;75$&7,9$6 (17$-$6 7e&1,&$6 < (&21ミ0,&$6 '(/ (03/(2 '( 3/ノ67,&2 5()25=$'2 &21 ),%5$ '( 9,'5,2 7(6,6 4XH SDUD REWHQHU HO 7tWXOR GH 3 U H V H Q W D )UDQFLVFR -DYLHU 2UWL] $UUHJXtQ 'LUHFWRU GH 7HVLV 'U +pFWRU ) 0DUWtQH] )UtDV &LXGDG GH 0p[LFR VHSWLHPEUH GH
Transcript of INSTITUTO POLITÉCNICO NACIONAL · 2019. 9. 22. · 2.5 Materiales de refuerzo 8 2.6 Cargas o...
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA QUÍMICA E
INDUSTRIAS EXTRACTIVAS
ENTAJAS TÉCNICAS Y ECONÓMICAS DEL EMPLEO DE PLÁSTICO REFORZADO CON FIBRA DE VIDRIO
TESIS
Que para obtener el Título de
P r e s e n t a:
Francisco Javier Ortiz Arreguín
Director de Tesis: Dr. Héctor F. Martínez Frías
Ciudad de México, septiembre de 2016
DEDICATORIA
Dedico este trabajo a mi esposa que con su apoyo paciente y tolerante me invitaba día a día a concluir esta tarea y cerrar así el ciclo de mi
preparación como Ingeniero Químico Industrial.
A mis hijos, para que les sirva de ejemplo, de que todo llega cuando tiene que llegar y de ser posible cierren todos sus ciclos que se les
presenten durante su vida.
Confíen en la vida, ya que ella los llevará por el camino que Dios tiene destinado para ustedes.
AGRADECIMIENTO
En primer lugar le agradezco a Dios que me permitió cerrar el ciclo en mi preparación
académica y poder ser verdaderamente un Ingeniero Químico Industrial más, egresado de
mi querida Institución ESIQIE.
Agradezco al Dr. Héctor F. Martínez Frías quien llevándome prácticamente de la mano me ayudó
a concluir éste trabajo.
A todos los integrantes de mi familia, porque gracias a que me animaban día a día, a concluir
este trabajo, lo logré terminar.
ÍNDICE Página.
RESUMEN i
INTRODUCCIÓN 1
I. GENERALIDADES 3
II. CARACTERÍSTICAS Y PROPIEDADES DEL PLÁSTICO REFORZADO 6
2.1 Resistencia al fuego (retardantes) 7 2.2 Resistencia al intemperismo 7 2.3 Resistencia a la temperatura 8 2.4 Resistencia química 8 2.5 Materiales de refuerzo 8 2.6 Cargas o rellenadores 10
2.6.1 Carbonato de calcio (calcita y blanco de España) 10 2.6.2 Caolines (silicato de aluminio hidratado) 10 2.6.3 Talco (silicato de magnesio anhidro) 10 2.6.4 Arena sílica/cuarzo 10 2.6.5 Hidrato de aluminio 10 2.6.6 Micro esferas de vidrio ( solida o hueca) 10
2.7 Fibra de vidrio 11 2.7.1 Características de la fibra de vidrio 11 2.7.2 Presentaciones comerciales de la fibra de vidrio 11
2.7.2.1 Mecha o Roving 11 2.7.2.2 Colchonetafieltro 12 2.7.2.3 Petatillo 13
2.7.3 Telas bote 13 2.7.4 Velo 13 2.7.5 Filamento cortado 14 2.7.6 Fibra Molida 14 2.7.7 Tejidos especiales 14 2.7.8 Fibra de carbono 14
III. PROCESOS DE FABRICACIÓN 17
3.1 Fabricación de moldes 18 3.2 Moldeo manual o picado a mano 19 3.3 Moldeo por aspersión o rociado 19 3.4 Moldeo a presión y temperatura o prensado en caliente 19 3.5 Prensado en frio 20 3.6 Moldeo por transferencia 20 3.7 Moldeo por vacío 20 3.8 acho elástico 21 3.9 Moldeo con autoclave 21 3.10 Procesos con bolsa a presión 21 3.11 Proceso rigidizado 21 3.12 Moldeo con espuma 22 3.13 Embobinado de filamento continuo 22 3.14 Moldeo por centrifugación 22 3.15 Moldeo manual 23
3.15.1 Descripción del proceso 23
3.15.2 Etapas del proceso 24 3.15.3 Ventajas del proceso 24 3.15.4 Limitaciones al proceso 25
3.16 Moldeo por aspersión 25 3.16.1 Descripción del proceso 26 3.16.2 Etapas del proceso 26 3.16.3 Ventajas del proceso 26 3.16.4 Desventajas del proceso 27
3.17 Medidas de seguridad e higiene 27 3.17.1 Factores a considerar en el almacenamiento y manejo de materias primas 28 3.17.2 En la red eléctrica 29 3.17.3 En el aterrizado 29 3.17.4 Suministro de aire 29 3.17.5 Taller de mantenimiento 29 3.17.6 Tuberías 30 3.17.7 Extintores 30 3.17.8 Ventilación 30 3.17.9 Casetas de aplicación 30 3.17.10 Áreas de curado 30 3.17.11 Área de lijado 30 3.17.12 Desperdicios 31 3.17.13 Agua 31 3.17.14 Equipo de protección 31
IV. ESTIMACIÓN ECONÓMICA EN LA PRODUCCIÓN DE PLÁSTICO REFORZADO. 32
4.1 Materia Prima y otros insumos de producción 32 4.2 Mano de obra 32 4.3 Gastos de fabricación 32 4.4 Gastos de administración y ventas 32 4.5 Beneficio Económico 32 4.6 Estimaciones de volumen y peso teórico de piezas 32 4.7 Estimación detallada del costo de producción 35
4.7.1 Materia prima empleada 35 4.7.2 Gel coat 37 4.7.3 Materiales indirectos 37 4.7.4 Materiales complementarios 38 4.7.5 Mano de obra 38 4.7.6 Eficiencia 39 4.7.7 Gastos de transformación 39
CONCLUSIONES 43
BIBLIOGRAFÍA 44
LISTA DE TABLAS Página
1) Características de las colchonetas comerciales 2) Características del petatillo 3) Espesor de laminados con fibra de vidrio resina poliéster. Proceso manual 4) Espesor de laminados resina poliéster/fibra de vidrio. Proceso de aspersión 5) Ejemplo de formato para la estimación de costos 6) Especificaciones de las piezas 7) Formulación y estimación de costo de resina 8) Tiempos estimados de proceso
1313363740404141
LISTA DE FIGURAS Página
1) Ejemplo de refuerzos de fibra de vidrio 2) Ilustración del moldeo manual 3) Moldeo por aspersión
162527
RESUMEN
El ingenio y la creatividad del ser humano le han permitido, al descubrir las resinas naturales, identificar sus componentes y reproducirlas de forma sintética, mejorando incluso sus propiedades para diferentes tipos de aplicaciones.
Posteriormente los investigadores y técnicos observaron que al utilizar las resinas con un refuerzo se logran fabricar artículos con propiedades especiales, lo que permite manufacturar productos tanto para el mercado artesanal como para el mercado industrial de producción a gran escala, a costos relativamente moderados.
Es así como desde la aparición del plástico reforzado en 1940, ha venido adquiriendo un mayor número de aplicaciones y gran desarrollo por sus cualidades excepcionales como son la resistencia a la corrosión, a la intemperie y su apreciable resistencia mecánica; aunado a su considerable bajo peso específico y fácil mantenimiento.
El plástico reforzado es un sistema formado por la resina fibra de vidrio, en donde las resinas termofijas más comúnmente usadas son las poliésteres en sus diferentes tipos, como son la bis fenólica, isoftálica y orto ftálica, esta última llamada de usos generales. También se cuenta con otras resinas como las epóxicas, fenólicas, furánicas y vinil éster.
Los materiales de refuerzo más comunes a emplear son la fibra de vidrio en sus diferentes presentaciones como el hilo continuo, llamado , la colchoneta , el petatillo y los velos de superficie; y para casos más especializados las fibras de carbono.
En el desarrollo de la presente Tesis se presentan como capítulo I, las generalidades sobre la fabricación de plásticos reforzados, destacando en el capítulo II las características y propiedades de este tipo de plástico, para detallar en el capítulo III los diferentes procesos de fabricación.
Como base del estudio técnico, se mencionan los procesos de moldeo más comunes (capítulo III), así como los más especializados. En el capítulo IV se presentan las estimaciones económicas básicas en la producción de plástico reforzado; se presentan los aspectos relacionados con la fabricación de un artículo de fibra de vidrio, desde la creación del modelo, la preparación del molde y finalmente la producción en serie de las piezas para, finalmente derivar las conclusiones del estudio.
Se comentan los diversos agentes de tipo práctico que intervienen y sus características, así como todo lo que deberá considerarse para lograr una pieza que cubra las necesidades de los clientes potenciales en el mercado local.
Se define la forma de costear la producción de una pieza de plástico reforzado, para determinar su precio, el cual servirá de base para las transacciones comerciales, tomando en cuenta todas las variables involucradas en la producción.
INTRODUCCIÓN Una rápida observación al entorno conduce a reconocer que en la actualidad, las actividades cotidianas en el mundo giran en torno al plástico; de tal manera que se puede afirmar, sin temor a equivocarse, que no hay artículos estáticos o en movimiento alrededor de la oficina, el hogar, la escuela, los medios de transporte, etc. que no tengan alguna pieza o componente de plástico.
Iniciemos por dar una definición simple de lo que es un plástico: se generaliza que el plástico en un material sintético consistente, en lo general, en una resina artificial, susceptible de ser moldeada o modelada en caliente o cuando se somete a presión.
Ahora demos la definición de resina. Se dice que la resina es una substancia viscosa que se obtiene de manera natural (plantas) o de manera sintética (por reacción química).
La historia indica que antes de que apareciera el primer plástico sintético, el hombre ya utilizaba algunas resinas naturales como la goma laca y ámbar.
Fue en Egipto, Babilonia, India, Grecia y China donde las resinas tuvieron una variedad enorme de aplicaciones, desde el moldeo básico, para artículos rituales, hasta la impregnación de los muertos para su momificación.
En el año de 1830 la investigación científica condujo a los estudiosos a la síntesis de ciertas materias primas y a la elaboración de diferentes plásticos.
Gracias al inventor estadounidense Wesley Hyatt, quien desarrolló un método de procesamiento a presión de la piroxina, un nitrato de celulosa de baja nitración, tratado previamente con alcanfor y una cantidad mínima de alcohol produce y patenta el material que llamó desde placas dentales hasta cuellos de camisa.
El celuloide tuvo un notable éxito comercial, a pesar de ser inflamable y deteriorarse al ser expuesto a los rayos solares.
En 1907 y gracias al doctor Leo Baekeland quien introdujo los primeros polímeros sintéticos, compuestos de fenolformaldehido, a , se tuvo un avance en las aplicaciones de los plásticos. Este material presentaría una gran resistencia mecánica, además de ser un excelente aislante eléctrico y presentar una notable resistencia a las temperaturas elevadas.
En este periodo de tiempo y gracias al desarrollo científico aparecieron productos como el rayón, fabricado a partir de la celulosa, el cual se aprovechó grandemente por su capacidad de hilado y a partir de esto, la fabricación de telas y confecciones de alta duración.
Más tarde, por la década de los 30 y gracias a los químicos ingleses aparece en escena el y para los añ
apreciados por su versatilidad de uso.
2
Durante la segunda guerra mundial la industria de los plásticos demostró ser una fuente inagotable de sustitutos de muchísimos productos, mejorando por mucho sus propiedades. Esta industria ha tenido un desarrollo exponencial hasta nuestros días, no solamente por la creación de nuevas formulaciones sino también por las más disímbolas aplicaciones en la industria de la construcción, la de partes y componentes automotrices, la industria naval, solo por citar algunas que han sorprendido con toda la gama de productos ofrecen.
El presente estudio tiene por objeto desarrollar de manera secuencial los aspectos técnicos, de inversión y costo que se aplican en la industria de plásticos reforzados con fibra de vidrio a nivel de taller, plasmando en él los conocimientos y experiencia del autor en su desempeño profesional como microempresario de esta industria, cuya contribución a las actividades productivas y de comercialización de bienes es ampliamente reconocida.
3
I. GENERALIDADES
El término plástico se le da a ciertos tipos de materiales sintéticos obtenidos mediante los fenómenos de la polimerización o multiplicación semi natural de los átomos de carbono en las largas cadenas moleculares de compuestos orgánicos derivados del petróleo y otras sustancias naturales.
La palabra plástico se usó originalmente como adjetivo para denotar un grado de movilidad y facilidad para adquirir cierta forma, y se conserva, hasta nuestros días, en el término plasticidad.
1.1. Características y propiedades:
Los plásticos son sustancias químicas sintéticas denominadas polímeros, de estructura molecular que puede ser moldeada mediante calor o presión y cuyo componente principal es el carbono.
Estos polímeros son grandes agrupaciones de monómeros unidos mediante un proceso químico llamado polimerización.
Los plásticos se refieren a un estado del material, pero no al material en sí. Los polímeros sintéticos habitualmente llamados plásticos, son en realidad materiales sintéticos que pueden alcanzar el estado plástico, es decir cuando el material se encuentra viscoso o fluido y no tiene propiedades de resistencia a esfuerzos mecánicos. Este estado se alcanza cuando el material en estado sólido se transforma es estado plástico generalmente por calentamiento y es ideal para los diferentes procesos productivos ya que en este estado es cuando el material puede manipularse de las distintas formas que existen en la actualidad.
La palabra plástico es una forma de referirse a materiales sintéticos capaces de entrar en un estado plástico, pero plástico no es necesariamente el grupo de materiales a los que hace referencia esta palabra.
Las propiedades y características de la mayoría de los plásticos, aunque no siempre se cumplen en determinados plásticos especiales, son las siguientes:
1) Facilidad de trabajar y moldear. 2) Bajo costo de producción. 3) Tienen baja densidad. 4) Suelen ser impermeables. 5) Son buenos aislantes eléctricos. 6) Buenos aislantes acústicos. 7) Son aislantes térmicos (temperaturas bajas). 8) Resistentes a la corrosión y muchos factores químicos. 9) Algunos no son biodegradables ni fáciles de reciclar 10) Y cuando se queman son altamente contaminantes.
4
Para estudiar los plásticos de una mejor manera, se clasifican en dos grandes grupos: los termofijos y los termoplásticos.
Los llamados termoplásticos son aquellos que cambian su forma o su estado físico por medio del calor y/o la presión, y tienen la facultad de regresar a su estado original en un proceso reversible. Ejemplo de estos plásticos son:
1) Acrílicos 2) Acrilo nitrilo butadieno estireno (ABS) 3) Acetato de celulosa 4) Acetato de butirato de celulosa 5) Policarbonatos
6) Poli estireno 7) Polipropileno 8) Etil celulosa 9) Poliamidas (nylon) 10) Tereftalato de polietileno (PET)
Los plásticos termo fijos son los que por medio de calor y/o presión adquieren una forma final sin que esta se regenere a su estado original en un proceso irreversible. Ejemplo de estos plásticos son:
1)Resinas epoxi 2)Resinas furánicas 3)Resinas fenólicas (fenolformaldehido) 4)Resinas de melaminaformaldehido 5)Poliuretanos
6)Silicones 7)Resinas ureaformaldehido 8)Resinas éster vinílico 9)Poliésteres no saturados
Las resina epoxi son las de uso más generalizado cuando se manejan altas presiones y temperaturas máximas de hasta 170°C, en tanto que las resinas bis fenólicas se emplean para temperaturas hasta de 250°C. Las resinas poliamidas son útiles para temperaturas hasta los 300°C.
Las resinas fenólicas son las conocidas como resistentes al fuego y se utilizan para la fabricación de mamparas contra incendios y para paneles interiores de aeronaves.
Las resinas poliéster son las de uso más general por lo que se emplea en embarcaciones, recipientes de fibra de vidrio, cisternas, depósitos, tuberías, carrocerías, baterías, etc.
Las resinas se presentan en su estado líquido y después con la adicción del catalizador y un acelerador (agente de curado) se transforman en solidos a la temperatura ambiente, sin necesidad de presiones externas.
Esta transformación de líquido a solido se conoce con el nombre de polimerización o curado. Este fenómeno no ocurre inmediatamente después de haber agregado los agentes de curado. El tiempo de curado estará relacionado con las cantidades empleadas de los agentes de curado.
5
Antes de que solidifique la pieza hay un periodo donde la muestra se vuelve gelatinosa, se le conoce estado de gelado , por lo que el tiempo que tarde en presentarse este estado se le conoce con el nombre de tiempo de gel.
Mientras se realiza esta transformación existirá una producción de calor intenso debido a que se estará realizando una reacción química del tipo exotérmica. Cuando se inicia el enfriamiento es cuando el producto solidifica.
Químicamente un poliéster se forma al hacer reaccionar un ácido di carboxílico y un alcohol poli hídrico a temperaturas mayores a 100°C, obteniendo como resultado un poliéster y agua.
La diversidad de los productos por obtener estará en función del ácido y alcohol empleados. Ejemplos de estos productos son:
Poliésteres no saturados que se obtienen al reaccionar ácidos di carboxílicos y alcoholes poli hídricos los que polimerizan en forma reticulada o entre cruzada (crosslinking) con monómeros de vinilo para formar plásticos termo fijos (insolubles e infusibles).
Alquidales: Son los poliésteres modificados con aceites y que se emplean para recubrimientos decorativos y/o protectores, como ejemplos tenemos a las pinturas, los barnices, tintas, etc.
Plastificantes: Son los poliésteres que se emplean para ablandar o flexibilizar otros plásticos. Se les denomina también como plastificantes poliméricos y se emplean en la fabricación de vinilo con o sin refuerzo como ejemplos serían los cubreasientos automotrices, los tapices para paneles, etc.
Fibras y películas: Son poliésteres de alto peso molecular, orientados molecularmente y unidos entre sí para los cuales se emplean ácidos y alcoholes específicos ejemplo de estos son el poli estireno, el polipropileno, etc.
Espumas de poliéster: Son poliésteres con un alto número de grupos hidroxilo y que reaccionan con encadenamientos entrecruzados con grupos isocianato generalmente se les conoce como poliuretanos y ejemplo de ellos son los elastómeros empleados en pinturas, barnices, adhesivos, etc.
De acuerdo con la clasificación anterior los compuestos o productos químicos. Sin embargo el uso común los ha llevado a utilizar esta palabra para nombrar a los compuestos que se definen como poliésteres no saturados.
6
II. CARACTERÍSTICAS Y PROPIEDADES DEL PLÁSTICO REFORZADO
Las resinas poliéster se emplean en una amplia gama de aplicaciones y en distintas industrias como son el moldeo con materiales de refuerzo (Plástico reforzado), encapsulados, recubrimientos protectores, artículos decorativos, botones, etc. Siendo la industria del plástico reforzado la que tiene el mayor número de consumo de poliéster, no solamente en México sino en el mundo.
La creciente demanda y las numerosas aplicaciones a la producción masiva de artículos de plástico reforzado se deben básicamente a las propiedades y características de este tipo de material, entre las que destacan las siguientes:
1. Facilidad en el manejo de los componentes (la resina poliéster se aplica en forma líquida).
2. Rápida cura y viabilidad de uso. 3. Excelentes propiedades físicas y mecánicas. Una lámina de plástico reforzado, con el
equivalente a 3 espesores de una de acero, tiene la misma resistencia mecánica a la tensión y mayor módulo de elongación, pesando aprox. el 60%.
4. Resistencia a la corrosión y a gran cantidad de agentes químicos. 5. Facilidad de acabado (coloreado, pintado, maquinado, etc.). 6. Excelente estabilidad dimensional en el producto final. 7. Buenas propiedades dieléctricas. 8. Facilidad de reparación. Las secciones dañadas pueden estar en funciones en corto
tiempo usando materiales y procesos adecuados, sin riesgo a la seguridad en áreas restringidas.
9. Fabricación o moldeo in situ sin necesidad de equipo estorboso, incomodo o de difícil operación.
En la producción de un artículo de plástico reforzado es de suma importancia la elección de la resina y agentes de curado a emplear.
La resina que se emplea como referencia en el presente estudio, es la de mayor uso y es la conocida como ftálica o de usos generales. Cuando esta resina se refuerza con fibra de vidrio, el laminado obtenido posee muy buenas características mecánicas y presenta una buena resistencia a algunos productos o reactivos químicos.
Las características y propiedades de esta formulación explican la formidable incursión del plástico reforzado en las industrias de la construcción, automotriz, de fabricación de tanques y tuberías, etc.
Para obtener mayores ventajas, es necesario incorporar propiedades específicas sin que se alteren sus propiedades mecánicas.
7
Las propiedades específicas que se le exigen al plástico reforzado están entre las más importantes como ejemplo, la resistencia al fuego, la resistencia al intemperismo, la resistencia a temperaturas hasta de 250°C, la resistencia a productos químicos, etc.
Para estas características existen resinas poliéster especial y en el caso de las resinas de uso general se emplean aditivos que al ser agregados a la resina, antes de ser catalizada, se logran mejorar en gran medida sus propiedades. A continuación se describe con detalle la forma en que se logra lo anterior:
2.1 Resistencia al fuego (retardantes).
Son muy pocos los materiales comerciales que pueden presentarla resistencia al fuego, debido a que por lo general los materiales empleados en forma industrial sufren cambios cuando accidentalmente o por requerimiento son sometidos al fuego.
Podemos asegurar lo anterior ya que el acero sobrecalentado cuando lo regresamos a su estado original pierde su resistencia a la tensión y compresión. Lo mismo ocurre con materiales de concreto y otros materiales.
En relación a los plásticos reforzados es más crítica esta situación sin embargo, se han logrado desarrollar aditivos que le brindan la característica de retardante al fuego (se consumirán lentamente) y al cesar el origen del fuego tenderán a apagarse.
Esta propiedad de auto extinguible y retardante al fuego se debe a que durante la combustión se producen gases y humos muy densos que al desplazar el aire alejan al oxigeno impidiendo, de esta forma, que continúe la combustión.
Los gases y humos generados son muy tóxicos por lo que disminuyeron la utilización de compuestos halógenos, en la resina, empleando en su lugar la alúmina trihidratada.
Hay tres formas de lograr que la resina sea retardante y auto extinguible:
Por formulación; aquí el ácido saturado es sustituido por un derivado halogenado (cloro o bromo ftálico).
Por adición de compuestos líquidos; por lo general los productos líquidos que existen en el mercado son productos fosfohalogenados (8 al 15%), si se emplean en exceso plastifican la resina.
Por adición de compuestos en polvo; los empleados más comúnmente son el trióxido de aluminio, hidrato de aluminio, borato de zinc y la parafina clorada (70% cloro). El inconveniente al usar estas cargas es que se reduce la transmisión de la luz y la resistencia al intemperismo
2.2 Resistencia al intemperismo
El procedimiento más recomendable para evitar el intemperismo en los productos de plástico reforzado consiste en colocar en la superficie o la cara por exponer al sol un capa de velo de fibra de vidrio, así aseguramos una capa con exceso de resina también
8
esta capa de vela impide que la fibra de vidrio empleada como refuerzo aflore en la superficie del producto terminado.
Así mismo para lograr esta característica en los productos del plástico reforzado se sustituye de manera parcial al monómero de estireno por el monómero de metil metacrilato.
Con esta sustitución se logra además de mejorar el intemperismo se aumenta la translucidez del plástico reforzado.
El amarillamiento producto de la exposición a la luz solar, se logra disminuir empleando absolvedores de rayos ultravioleta los cuales son las benzofenonas o benzotriasoles, productos que en el mercado se les conoce con el nombre de Tinuvin U.V. Y Cyabsorb.
Otra forma de aumentar la resistencia al amarillamiento es la adicción de colorantes o pigmentos (antes de catalizar), que además nos brindaran color y belleza en nuestros productos de plástico reforzado.
2.3 Resistencia a la temperatura
La creciente participación del plástico reforzado en la fabricación de tanques, tuberías, etc. Obliga a que estos productos resistan temperaturas mayores a 150 °C., sin que pierdan sus características mecánicas. Ya mencionamos que hay resinas especiales que nos dan esta característica, pera para una resina de uso general se tendría que aditivos como el Cianurato de Trialilo como monómero de enlace.
2.4 Resistencia química
Es indudable que el plástico reforzado ha penetrado con gran aceptación el terreno industrial donde muchos productos fabricados con acero al carbono o acero inoxidable han sido sustituidos por el plástico reforzado ya que poseen bajo peso específico, requieren poco mantenimiento y una excelente resistencia a la corrosión entre otras.
Aunque debemos reconocer que la resina de uso general posee muy buena resistencia química, también se deben proponer el uso de resinas especiales (isoftálicas y bis fenólicas), además debemos recurrir a refuerzos sintéticos en la capa de corrosión formada por el velo y fibra de vidrio a un espesor mínimo de 3mm.
2.5 Materiales de refuerzo
Con este nombre se conoce una serie de materiales, generalmente fibrosos, que combinados con las resinas, termo fijas o termoplásticas, mejoran sus características físicas y mecánicas.
Los principales materiales de refuerzo son:
1) Fibras naturales a) Fibras de celulosa. b) Alfa celulosa y algodón.
9
c) Yute/henequén. 2) Fibras sintéticas
a) Poliamidas (Nylon, Kevlar). b) Poliéster (Dacrón). c) Poli Acrilo nitrilo. d) Fibras de Alcohol Poli vinílico.
3) Refuerzos específicos (inorgánicos obtenidos por fusión). a) Fibras de carbono y grafito. b) Fibras de boro tungsteno. c) Fibras Cerámicas.
4) Fibras de asbesto (natural e inorgánico). 5) Cargas reforzantes hiskers 6) Fibra de vidrio.
Es muy importante decidir el tipo de resina a emplear en la fabricación del plástico reforzado, es por eso que se usan resinas rígidas y flexibles de los tipos ortoftálicas o isoftálicas.
Las resinas bisfenólicas o de viniléster son empleadas muy pocas veces, pero son imprescindibles para el contacto con ambientes agresivos.
Las resinas ortoftálicas son las que generalmente se utilizan por su excelente resistencia a la intemperie y medios medianamente agresivos, además son más económicas.
Las resinas isoftálicas cuya cadena molecular es mayor presentan mayor resistencia a la intemperie y a altas temperaturas.
No menos importantes son los catalizadores y aceleradores, los pigmentos y colorantes, el solvente, el agente tixotrópico, los inhibidores, los absorbentes de ultravioleta y algo de tomar mucho en cuenta es lo que se refiere a las cargas .
Las cargas permiten amortizar costos, aunque reducen traslucidez, la dilatación térmica, propiedades mecánicas, la permeabilidad, retardan la flamabilidad, afectan la resistencia química, mejoran el acabado y aumentan el peso.
Siempre es conveniente especificar las propiedades del producto que se desea obtener para identificar apropiadamente los elementos de la mezcla a utilizar.
2.6 Cargas o rellenadores
Se le llama carga a todos aquellos materiales que mezclados con la resina, aunque no reaccionen con ella, ayuden a mejorar sus características como rigidez, resistencia a la abrasión, las cuales de manera simultánea contribuyen a la disminución de costos del producto terminado.
10
La carga ideal deberá ser de bajo costo y amplia disponibilidad, con baja absorción de aceite, no deberá impartir coloración u opacidad, también no debe influir en el tiempo de gelado y/o curado, no deben reaccionar con la resina ni con los componentes del sistema, deberá mejorar las características del producto, así como su baja solubilidad en agua.
Existen varios tipos de cargas que solas o combinadas proporcionan al artículo fabricado buenas características. Estas son:
2.6.1. Carbonato de calcio (calcita y blanco de España). Presenta baja absorción de aceite empleándose para reducir costos y encogimiento, ya que puede ser empleada en grandes cantidades sin que aumente la viscosidad del sistema.
Debido a su bajo costo, el mármol molido es la carga empleada con mayor frecuencia.
2.6.2. Caolines (silicato de aluminio hidratado). Se emplea básicamente para aumentar la viscosidad en la mezcla y su resistencia a la abrasión. La emplean en la fabricación de pisos, rejillas y concreto polimérico.
2.6.3. Talco (silicato de magnesio anhídrido). Su principal característica en el sistema resina/fibra de vidrio es la de impartir fluidez, aunque presenta una muy baja dureza en el producto final por lo que se emplea en la fabricación de s de uso en aplicaciones automotrices. Presenta propiedades dieléctricas por lo que se emplea en la fabricación de laminados aislantes.
2.6.4. Arena sílica/cuarzo. Se emplea para mejorar la resistencia a la abrasión y en la fabricación de pisos, rejillas y concreto polimérico.
2.6.5. Hidrato de aluminio. Su uso es básicamente como retardante a la flama, empleándose en cantidades hasta de un 40%. También se emplea en la fabricación del ónix sintético ya que es traslucido, se usa en laminados dieléctricos pues mejora la resistencia a la línea irregular por el chispazo eléctrico (tracking).
2.6.6. Micro esferas de vidrio (sólida o hueca). Su empleo en por lo general en el sistema de picado a mano, sustituyendo parcialmente a la fibra de vidrio, mejorando la resistencia a la abrasión empleándolos de manera muy importante en la fabricación en la capa de acabado (gel coat).
Una vez que se determine la resina con la que se va a trabajar, se seleccionan las cargas y junto con aceleradores y catalizador se conforma el sistema con las propiedades adecuadas según las especificaciones requeridas. Posteriormente se determina el material de refuerzo a utilizar. Por lo general se sugiere el uso de la fibra de vidrio.
2.7 Fibra de vidrio
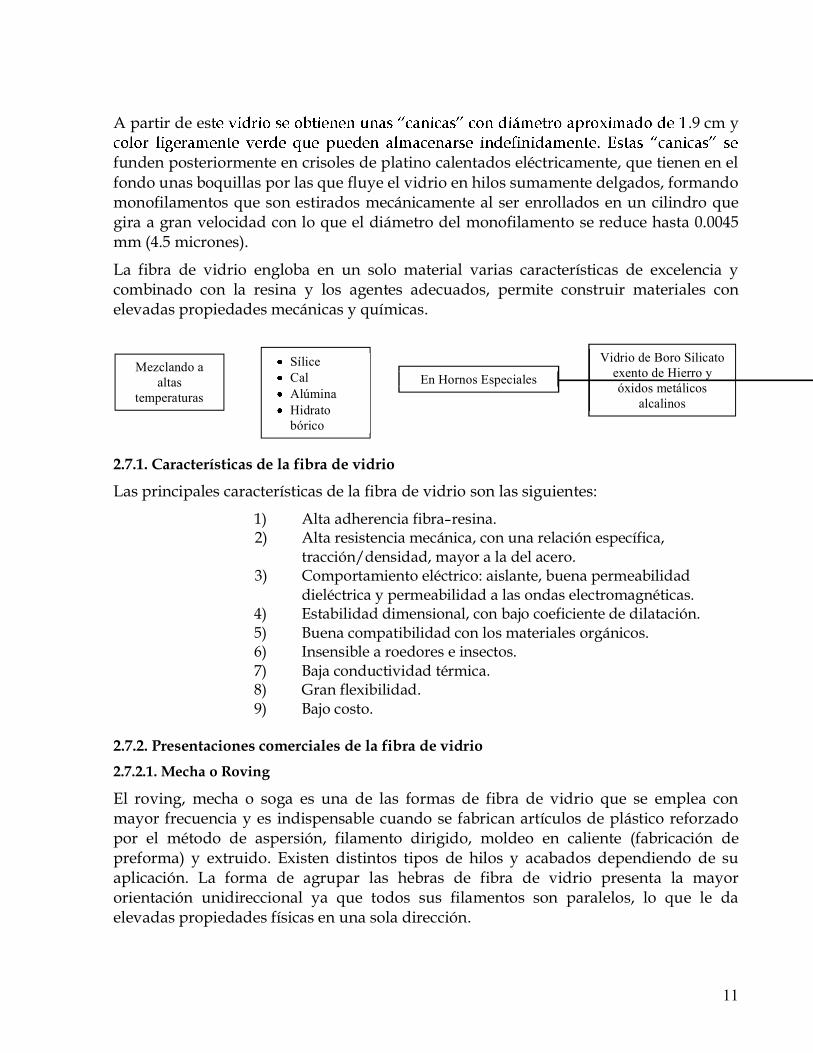
La fabricación de fibra de vidrio consiste en la obtención de vidrio propiamente dicho. Para esto se hace reaccionar a altas temperaturas y en hornos especiales una mezcla de sílice, cal, alúmina y anhídrido bórico, obteniendo así un vidrio de boro silicato exento de hierro y prácticamente libre de óxidos metálicos alcalinos.
11
A partir de est .9 cm y
funden posteriormente en crisoles de platino calentados eléctricamente, que tienen en el fondo unas boquillas por las que fluye el vidrio en hilos sumamente delgados, formando monofilamentos que son estirados mecánicamente al ser enrollados en un cilindro que gira a gran velocidad con lo que el diámetro del monofilamento se reduce hasta 0.0045 mm (4.5 micrones).
La fibra de vidrio engloba en un solo material varias características de excelencia y combinado con la resina y los agentes adecuados, permite construir materiales con elevadas propiedades mecánicas y químicas.
2.7.1. Características de la fibra de vidrio
Las principales características de la fibra de vidrio son las siguientes:
1) Alta adherencia fibra resina. 2) Alta resistencia mecánica, con una relación específica,
tracción/densidad, mayor a la del acero. 3) Comportamiento eléctrico: aislante, buena permeabilidad
dieléctrica y permeabilidad a las ondas electromagnéticas. 4) Estabilidad dimensional, con bajo coeficiente de dilatación. 5) Buena compatibilidad con los materiales orgánicos. 6) Insensible a roedores e insectos. 7) Baja conductividad térmica. 8) Gran flexibilidad. 9) Bajo costo.
2.7.2. Presentaciones comerciales de la fibra de vidrio 2.7.2.1. Mecha o Roving
El roving, mecha o soga es una de las formas de fibra de vidrio que se emplea con mayor frecuencia y es indispensable cuando se fabrican artículos de plástico reforzado por el método de aspersión, filamento dirigido, moldeo en caliente (fabricación de preforma) y extruido. Existen distintos tipos de hilos y acabados dependiendo de su aplicación. La forma de agrupar las hebras de fibra de vidrio presenta la mayor orientación unidireccional ya que todos sus filamentos son paralelos, lo que le da elevadas propiedades físicas en una sola dirección.
Mezclando a altas
temperaturas
Vidrio de Boro Silicato exento de Hierro y óxidos metálicos
alcalinos
Sílice Cal Alúmina Hidrato bórico
En Hornos Especiales
12
Se emplea en la fabricación de tuberías y tanques de plástico reforzado. Cuando se emplea el roving para la fabricación de artículos por aspersión o por preformas, las hebras tienen un filamento coloreado (rojo) lo que permite al operador controlar visualmente la cantidad de refuerzo aplicado. Comercialmente se encuentra en carretes o bobinas, en ocasiones los carretes tienen los extremos unidos.
El roving para aspersión es proporcionado bajo la denominación TEX 2400; lo cual significa 2400 g/km.
Con este TEX el laminador puede lograr los siguientes beneficios:
1) Trabajar con una elevada cantidad de fibra de vidrio y a la velocidad del cortador.
2) Reducir la velocidad del cortador y mantener una cantidad adecuada de fibra.
Al disminuir la velocidad se reduce el desgaste del cortador, además mejora la dispersión de las fibras de vidrio cortadas, también reduce la generación de electricidad estática y favorece el asentamiento de la fibra de vidrio en el molde. 2.6.2.2. Colchoneta fieltro
Colchoneta de hilo cortado; es la forma de presentación más popular de la fibra de vidrio en la industria del plástico reforzado. Está formada por monofilamentos de fibra, con una longitud de 5 monofilamentos, tomadas directamente a la salida de crisoles de platino. Los monofilamentos son guiados a uno o varios cortadores que se encuentran colocados en la parte superior de una cabina por la que atraviesa una bobina sinfín.
Los cortadores seccionan los filamentos en tramos de 5 cm y éstas caen a una banda, donde se les aplica un aglutinante en polvo o en solución, luego son presionadas por un rodillo de hule, la banda pasa a un horno, evaporándose el disolvente del aglutinante. Ya formada la colchoneta se enrolla en carretes de cartón, quedando listas para su uso.
Debido a que los filamentos que forman la colchoneta no están colocados en forma ordenada, este material tiene la propiedad de repartir las cargas y esfuerzos mecánicos en todas direcciones (isotrópicamente).
Uno de los tipos de colchonetas comercializadas es la de hilo continuo; también llamada de hilos cosidos y con velo en una o dos caras, empleadas regularmente en procesos de vacío o transferencia, además las hay con acabado acrílico que permiten preformar el refuerzo.
de fibra tridimensional para ser empleada en moldeos cerrados (prensado en caliente).
13
Las diferentes formas comercialmente disponibles se presentan a continuación:
TABLA 1. COLCHONETA
Peso Nominal (g/cm 2 ) Peso Nominal (oz/ft 2 )
300 1.0
450 1.50
600 2.0
Fuente: Elaboración propia 2.6.2.3. Petatillo
entrecruzada en un ángulo de 90° con respecto a sus ejes longitudinales.
Debido a su forma, el petatillo, presenta características de repartir las cargas y esfuerzos en sentidos transversales. Se emplea combinándola con la colchoneta para evitar deslaminaciones.
TABLA 2. PETATILLO
Peso Nominal (g/cm 2 )
500
850
Fuente: Elaboración propia
2.6.3. Telas Bote
Son tejidos similares al petatillo solo que más delgados, formando un tejido más cerrado. Son muy usadas para aumentar el contenido de refuerzo y hacer más sencilla su humectación, dando una mejor condición de las propiedades mecánicas. 2.6.4. Velo
Este material está formado por secciones de fibra de vidrio de una manera similar a la colchoneta, aunque con mucho menor peso por unidad de área.
El velo se emplea para mejorar el acabado de los artículos de plástico reforzado, mejorando las propiedades de resistencia al intemperismo ya que al ser colocada sobre el ma absorber más resina con lo que aumenta la tersura del laminado.
14
Existe una variedad de velo que tiene guías o hilos coloreados y/o metálicos dispuestos en distintas formas, lo que permite un acabado decorativo.
2.6.5. Filamento cortado
Este material no es muy utilizado pero existe en tamaños que van de 0.3 a 50 mm de longitud, y moldeables 2.6.6. Fibra molida
Como su nombre fricción
embragues, etc.). También en compuestos moldeables que requieren mejorar sus propiedades contra la abrasión. De igual manera se combina con resina para rellenar grietas, redondear aristas, etc. 2.6.7. Tejidos especiales
de los artículos finales. Es importante hacer notar que el contenido de fibra de vidrio en un plástico reforzado determina su costo de fabricación, por esto es de suma importancia definir el refuerzo y la cantidad a utilizar.
Como tejidos especiales también se tienen el asbesto, las fibras sintéticas, las fibras cerámicas, las fibras de alcohol polivinílico, los filamentos de boro tungsteno, las fibras de carbono y grafito, los filamentos metálicos, etc. 2.6.8 Fibra de carbono
La fibra de carbono es el desarrollo más reciente en los materiales compuestos siguiendo la idea de que uniendo fibras sintéticas con varias resinas se pueden lograr materiales de baja densidad, muy resistentes y duraderos.
La fibra de carbono se desarrolló para la industria aeroespacial, pero ahora y gracias a que su precio se ha reducido, sus aplicaciones se han extendido a otros campos como la industria del transporte, la aeronáutica, los deportes y hasta en el área artesanal.
Para dar ejemplos de las ventajas de la fibra de carbono en comparación con el acero, se tiene que su resistencia a la tracción es 3 veces superior (3.5 vs. 1.3), su densidad es 4 veces menor (1.75 vs. 7.9) y su resistencia específica es el doble (2.0 vs. 0.17).
Otras propiedades muy apreciables en la fibra de carbono son su alta resistencia a la corrosión y al fuego, la inercia química y la conductividad eléctrica.
Un método común de obtener filamentos de carbono es la oxidación y pirolisis térmica del Poliacrilonitrilo (PAN), un polímero usado para crear una amplia gama de materiales sintéticos. Como un gran número de los polímeros, el PAN forma largas cadenas de moléculas alineadas para dar lugar a un filamento continuo.
15
El primer paso es estirar el polímero de forma que sea paralelo a lo que será el eje de la fibra y se oxida a 200°C en el aire, en un proceso que añade oxígeno a la molécula de PAN y crea la estructura hexagonal.
El polímero que antes era blanco se torna negro. El segundo paso es una mesofase de la breaalquitrán (petroleumpitch y coalpitch). La mesofase líquida cristalina de alquitrán se utiliza para obtener fibras de alto modulo.
La fibra de carbono basadas en el PAN tiene diámetros entre 5 y 7 micras.
La Asociación Japonesa de Fabricación de Fibra de Carbono la llaman la fibra milagrosa ya que al manejarse en un sistema resina fibra permite obtener un laminado que es ligero en peso, fuerte y duradero. El producto resultante tiene baja densidad, excelentes propiedades mecánicas, eléctricamente conductor, de alto modulo elástico y tracción, resistente al calor, con baja expansión térmica, estabilidad química, térmicamente es conductor y es permeable a los rayos X.
Las propiedades de la fibra de carbono son:
1) Elevado módulo de elasticidad y resistencia a la tracción. 2) No presenta plasticidad, el límite de rotura coincide con el límite elástico. 3) Elevada resistencia a las altas temperaturas. 4) El coeficiente de dilatación térmica lineal es nulo. 5) Elevada resistencia a las bases. 6) Buena conductividad térmica y eléctrica. 7) Alto costo. 8) Baja resistencia al impacto de baja energía.
Gracias a las características que tiene el plástico reforzado se le emplea en la fabricación de numerosos artículos, ya sea sustituyendo a los materiales convencionales o bien en aplicaciones específicas.
Algunos ejemplos de sus aplicaciones son las láminas decorativas, vehículos deportivos tales como lanchas, Kayaks, esquíes, partes automotrices, componentes para la industria de la construcción, equipo industrial; también se pueden modelar figuras decorativas tales como estatuas, marcos, molduras, resanadores automotrices, barnices, encapsulados de componentes electrónicos y laminados dieléctricos, tuberías y contenedores, etc., cuidando naturalmente en cada uso y aplicación requerida para determinar tanto la resina como el refuerzo más adecuado a emplear.

16
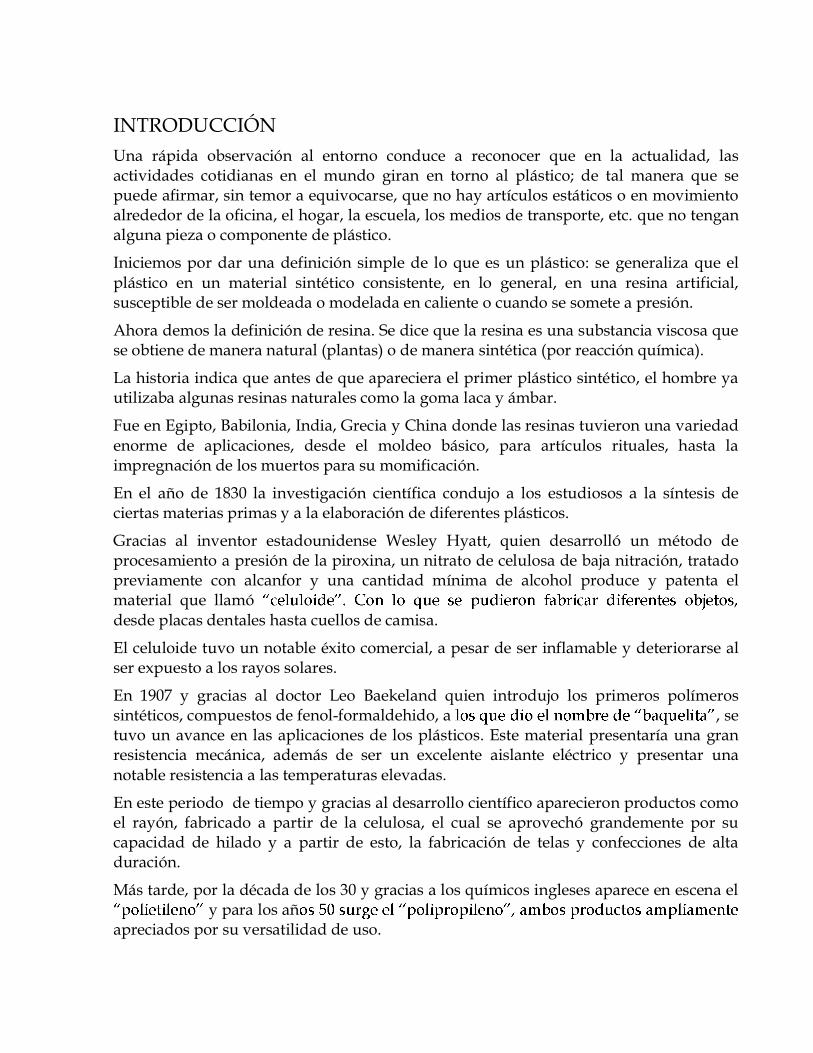
EJEMPLO DE REFUERZOS DE FIBRA DE VIDRIO
Fuente: Vitro Fibras S.A.
17
III. PROCESOS DE FABRICACIÓN En el proceso de fabricación de un artículo de plástico reforzado interviene un componente de suma importancia llamado gel coat una resina pigmentada, modificada y no reforzada que constituye la superficie de las partes moldeadas en poliéster reforzado con fibra de vidrio.
El gel coat tiene tres funciones principales:
1) Proteger el laminado contra la acción de la intemperie y la humedad. 2) Proporcionar un acabado coloreado, liso y brillante a la superficie de la pieza. 3) Servir como base para la aplicación de pintura.
Por lo general el gel coat se aplica sobre la superficie del molde y después se realiza el laminado estructural. De este modo el gel coat reproduce las características superficiales del molde (habiendo aplicado antes un rocío de un desmoldante) y las transfiere a la parte moldeada. Los moldes se deben presentar lisos y brillantes.
El gel coat se aplica en capas entre 0.4 y 0.5 mm y puede ser lijado y pulido con facilidad para eliminar ralladuras y/o manchas.
El gel coat puede ser aplicado con pistola, rodillo o brocha. Para lograr mejores resultados se recomienda aplicarse con pistola, ya que así se permite la laminación de capas con mayor uniformidad y espesor relativamente constante.
En los lugares donde los ambientes son de acceso difícil a complicados se recomiendan los rodillos de aplicación de pintura sobre superficies planas como alternativa.
Cuando el gel coat es aplicado manualmente con brocha puede presentar estrías y poca uniformidad en el espesor, demeritando la calidad del acabado del artículo final.
Generalmente se aplican dos capas, y el espesor no debe ser mayor a 0.5 mm, ya que la aplicación se volvería quebradiza generando cuarteaduras superficiales. Si por el contrario el espesor es menor de 0.4 mm las capas serían susceptibles a presentar arrugas, debido al ataque del estireno de la resina de laminación, además de permitir que el fenómeno de plasmado de la fibra de vidrio quede al descubierto.
No se debe empezar el moldeo hasta que el gel coat alcance el estado de toque . Esto es cuando el curado del gel coat se ha realizado de manera parcial y es cuando el trabajador puede tocar el gel coat con los dedos sin que se le adhiera o manche sus manos.
Si el gel coat se aplica por aspersión, se debe tener cuidado de que el aire suministrado al equipo sea limpio y seco, sin contaminación de aceite o humedad provenientes del compresor.
18
3.1 Fabricación de moldes
Para fabricar el molde de un artículo que se desea producir en serie, se requiere de un modelo. En muchos casos se dispone de una pieza original, la cual desea replicarse; pero en la mayoría de los casos el molde se debe crear a partir de especificaciones establecidas por el cliente.
Este modelo es creado con yeso, espuma de poliuretano, plastilina epóxica y madera, o una combinación de estos materiales, dependiendo de la dificultad del diseño.
Cuando el modelo se ha fabricado con yeso es importante considerar la preparación de un armazón, sobre el cual se coloca tela de gallinero, a fin de darle soporte y que el espesor de la capa de material sea menor, evitando cuarteaduras y facilitando el secado del yeso.
Si en la fabricación del modelo se combinan la espuma de poliuretano o placas de poli estireno cubiertas con una capa delgada de yeso o plastilina epoxi se tiene mayores facilidades para el formado, mayor rapidez y estabilidad dimensional, siempre siguiendo las especificaciones de diseño.
Para el terminado del modelo creado se recomienda disminuir sus asperezas con una lija abrasiva fina, posteriormente se aplica un sellador que elimine porosidades del material.
El sellador es generalmente una laca de nitrocelulosa que se aplica con brocha; también puede emplearse una disolución alcohólica de goma laca, que se aplica con brocha.
Otros materiales que se utilizan en la manufactura de los moldes son los llamados ceras y emulsiones, éstos se fabrican a partir de cera de carnauba, aplicándose con una franela o paño y el pulido se realiza de forma manual ya que el empleo del equipo mecánico generaría calor debido a la alta fricción lo cual fundiría la cera aplicada.
También se emplean películas como pudieran ser el celofán, teflón, etc., las cuales se emplean para la fabricación de láminas.
Debido a que el molde será la herramienta primordial en la fabricación de los artículos en serie, se deben considerar los siguientes aspectos prácticos:
1) Que el modelo y el molde a emplear estén en perfectas condiciones, corroborando que no existan candados y/o aristas que eviten el desmoldeo; si esto existiera habría que colocar insertos y redondear o marcar radios.
2) Luego aplicar el gel coat al modelo, el cual resultaría de la aplicación de tres capas hasta lograr un espesor de 0.5 mm; es recomendable colocar una capa de velo de fibra de vidrio con la última capa. En el punto de gel se empieza la operación de aplicación del sistema resina fibra de vidrio, que puede ser una colchoneta ligera de 225g.
19
3) Se aplica una capa de la resinafibra de vidrio y más tarde se incorporan de manera consecutiva dos capas del sistema pero con colchoneta de 450 g. El rolado tendrá que realizarse con sumo cuidado y precisión por el trabajador.
4) Como siguiente paso se coloca una nueva capa del sistema, pero ahora con petatillo y por último una capa del sistema resinafibra de vidrio con colchoneta de 450g.
Los moldes que se encuentren en desuso deberán ser encerados y abrillantados periódicamente para evitar que se maltraten.
Todas estas acciones deberán ser realizadas por una persona capacitada y preferentemente con amplia experiencia ya que de esta manera se tendrá la seguridad que el molde fabricado sea correcto y permita su utilización en el proceso de producción.
Existen diferentes procesos de moldeo, destacando como los más importantes los siguientes:
3.2 Moldeo manual o Picado a mano
El moldeo manual o picado a mano es el más comúnmente usado debido a que en él no se requiere equipo sofisticado ni se emplea la energía eléctrica. Aquí se emplean brochas y rodillos, los cuales se deberán mantener siempre limpios, a base de solventes, para que se logre un buen terminado del artículo, y teniendo presente que solamente se apreciará una cara con acabado final.
3.3. Moldeo por Aspersión o Rociado
En este proceso la fibra de vidrio, la resina y en algunos casos las cargas minerales son lanzadas simultáneamente contra la superficie del molde por medio de un equipo apropiado. Se trata de un moldeo abierto y para producciones bajas o medianas. Aunque para los contornos del molde se emplean brochas y rodillos, la parte más importante del moldeo se realiza con equipo especializado.
En todos los moldeos abiertos, solamente una de las superficies será la que muestre acabado. Se necesitarán varias aplicaciones de fibra para lograr el espesor deseado.
3.4. Moldeo a presión y temperatura o prensado en caliente
Este proceso se emplea para producciones de gran escala, presentando las siguientes ventajas:
1) Permite fabricar piezas con alto contenido de refuerzo. 2) Se obtiene un excelente acabado por ambas caras. 3) Se aprovechan las ventajas de la producción por economías de escala. 4) Se tiene poco o mínimo desperdicio. 5) Se requiere poca labor para un buen acabado. 6) Se obtiene una excelente reproducción de detalles. 7) En función de los volúmenes producidos, se tiene un bajo costo de fabricación.
20
Sin embargo la gran desventaja de este tipo de moldeo es el alto costo del equipo ya que se incluyen prensas, moldes y medios de calentamiento.
3.5 Prensado en frío
Este tipo de proceso se define como el proceso de impregnación de un material fibroso con una resina poliéster en fase líquida, que cura a temperatura ambiente y baja presión.
El proceso en más rápido que el método de aspersión y menos costoso que el proceso de prensado en caliente, ya que emplea prensas de baja presión y utiliza moldes de plástico reforzado, obteniendo piezas con características especiales.
3.6 Moldeo por transferencia
La actualización o mejor aún, la automatización del antiguo proceso de marco , dio lugar al moldeo por transferencia, también llamado moldeo RESINJECT o RIM (RESIN INJECTION MOLDING).
Los moldes utilizados en este proceso son similares a los del sistema de prensado en frio, con la diferencia de que la sección de moldeo, generalmente la hembra tiene en su periferia una junta flexible para evitar perdida de material, así como una o más válvulas de inyección y orificios de salida o purga de aire/resina y en algunos casos grapas o mecanismos de cierre rápido.
Aquí el material de refuerzo (colchoneta o preforma) se colocan en la parte inferior del molde, a cuyas secciones se les aplica desmoldante y gel coat. Colocando el refuerzo se procede al cierre del molde, operación que depende del tamaño y peso de la sección, la cual se coloca manualmente o empleando poleas; luego se opera el mecanismo de cierre del molde. A continuación se inyecta la resina previamente preparada para un tiempo de gel determinado.
3.7 Moldeo por vacío
Este sistema ha venido adquiriendo mucho interés pues es de más bajo costo en herramientas (moldes, bombas de vacío, etc.) disminuye desperdicios de material y tiene baja evaporación de volátiles lo que ayuda a cumplir con regulaciones ambientales y laborales.
Las películas flexibles y separadoras, materiales de respiración, etc., están disponibles y son sumamente útiles; algunas de ellas permiten el paso de la luz UV y son utilizadas para moldear con fotoiniciadores, haciendo más limpio el proceso, obteniendo laminados con mayor impregnación pues disminuye el aire ocluido.
Los refuerzos para los sistemas de vacío son los convencionales, pero pueden emplearse colchoneta, con velo en una cara o de hilo continuo y por lo que se refiere a las resinas se emplean aquellas que requieran el uso final del moldeado y que habiendo sido diseñadas especialmente son de curado rápido con baja viscosidad y buena
21
humectación, no existiendo problemas mayores para impregnar y moldear con elementos en capas.
3.8 M
Este proceso consiste en aplicar presión con un macho elástico sobre el material de refuerzo colocado en el molde hembra, que puede ser metálico o de plástico reforzado.
El macho montado en una prensa hidráulica o neumática es ligeramente más estrecho que la cavidad de la hembra, a fin de que el primer contacto se produzca en la parte más profunda del molde hembra y la resina y el aire sean expulsados hacia arriba al comprimirse totalmente las piezas del molde.
3.9 Moldeo con Autoclave
Este sistema es una variante del moldeo por presión y consiste en colocar el molde con material de refuerzo, resina y membrana elástica dentro de un recipiente, enseguida aplicar presión al sistema. Se mantiene hasta lograr el curado de la resina, procediendo a desmontar la pieza del molde. La calidad del producto es prácticamente igual a la obtenida en el proceso de bolsa a presión. Este proceso es empleado por la industria aeronáutica.
3.10 Proceso con bolsa a presión
Este método requiere de una bolsa o cámara, generalmente fabricada de vinilo y que tiene la forma de la pieza por fabricar. Se requiere también de un molde cerrado en dos o más secciones, comúnmente de fibra de vidrio.
Aquí en las secciones del molde se coloca el material de refuerzo (generalmente en forma de colchoneta) al igual que la resina para el laminado y antes de cerrar las secciones del molde se procede a colocar una cámara o bolsa que en el momento adecuado se infla con aire hasta alcanzar una presión de entre 1.5 a 3.5 kg/cm 2 . Esta presión se mantiene hasta lograr el curado de la resina y posteriormente se libera la presión del sistema, procediendo al desmoldeo.
En algunos casos y dependiendo principalmente de la forma de la pieza por fabricar, la membrana elástica se fija al molde con un marco o bien se fija con una chapa de madera.
3.11. Proceso rigidizado
Consiste en el termoformado de hojas o laminas acrílicas y posteriormente se aplica por aspersión o en forma manual resina poliéster y fibra de vidrio, obteniendo productos con un magnifico acabado (proporcionado por el material acrílico) y una buena resistencia mecánica suministrada por el material de refuerzo.
En ocasiones se recubren con plástico reforzado con fibra de vidrio tanques o tuberías de termoplásticos (que pueden ser de poliestireno o PVC), cuya característica de resistencia
22
a la corrosión son ampliamente reconocidas, siendo importante hacer notar que la unión o adherencia en este tipo de materiales es muy pobre y el plástico reforzado rigidiza o proporciona las propiedades mecánicas que son necesarias. Este procedimiento también se conoce como Shell coat .
Así mismo existe un procedimiento llamado ormación en el sitio (in situ form) para reparar tuberías por medio de un fieltro sintético que forrado con película plástica (PVC o PU) que semeja una manguera, se impregna con la resina adecuada con resistencia química, se coloca en el interior de la tubería por recubrir y se procede al curado de la resina formando así una camisa que incrementa la vida útil de las instalaciones de materiales como el fierro, cemento, etc.
3.12. Moldeo con espuma
Este sistema de moldeo consiste en la impregnación de una placa de espuma de poliuretano (flexible y de poro abierto) con resina poliéster acelerada y catalizada, que se coloca entre dos secciones de molde, previamente preparados con desmoldante y gel coat si se requiere y en las cuales se ha colocado el refuerzo.
La espuma se comprime por medio del molde y permite el flujo de resina manteniendo la presión de cierre hasta lograr el curado. De esta forma se obtienen estructuras de capas (sándwich) con muy buena rigidez y acabado por ambas caras.
3.13. Embobinado de filamento continuo
Este método es empleado en la fabricación de tubos y tanques de plástico reforzado, obteniendo productos con muy buena resistencia mecánica y buen acabado interior (proporcionado por el acabado en el molde o mandril).
El procedimiento consiste básicamente en el enrollado del material de refuerzo, en este caso roving a un eje o mandril que actúa como molde y al que previamente se le aplicó un separador, que en algunos casos es una película de plástico (polietileno, etc.), o un tubo de cartón comprimido convenientemente preparado.
El material de refuerzo y el recipiente que contiene la resina poliéster con resistencia química, con monómero, agente tixotrópico, acelerador y catalizador, se encuentren colocados en una plataforma que se desplaza en forma paralela al eje o mandril, con una velocidad tal que el material de refuerzo el cual se impregna por inmersión en resina forme un ángulo de 55° con respecto al eje del mandril.
Aunque en este proceso no se necesita aplicar un rolado al producto, ya que la presión y tensión que ejerce el material de refuerzo evita al máximo la formación de burbujas, se logra una buena humectación de la fibra de vidrio; pero es aconsejable que se role la última capa, lográndose así una muy buena apariencia final del producto.
3.14. Moldeo por centrifugación
23
Este proceso que se emplea en la fabricación de tubos y tanques, tiene limitaciones por lo que respecta al tamaño de los artículos por fabricar, ya que los moldes generalmente tienen diámetros y longitudes no mayores a 1.5 y 6.0 m respectivamente.
El proceso consiste en un cilindro generalmente de acero y a cuyo interior se le aplicó un agente desmoldante así como el material de refuerzo, por lo común colchoneta y a continuación, mientras el cilindro gira entre 1000 y 1800 rpm, se vacía la resina poliéster convenientemente formulada, manteniendo la velocidad del molde entre 5 y 8 minutos, hasta que la resina haya impregnado perfectamente el material de refuerzo. A continuación se puede disminuir la velocidad del cilindro. Cuando el material gela se procede a colocar la siguiente capa de refuerzo, repitiendo el proceso tantas veces como sea necesario.
Los procesos analizados en el presente estudio son el Moldeo Manual y por Aspersión por ser los más comúnmente usados.
3.15. Moldeo manual
El moldeo manual se realiza en un ambiente abierto, es empleado por la industria de los plásticos reforzados para producir una gran variedad de piezas, especialmente estructuras de grandes dimensiones y que exigen propiedades mecánicas especiales.
Este es uno de los procesos más antiguos y sencillos utilizados por la industria del plástico reforzado. 3.15.1. Descripción del proceso
El método es empleado ampliamente debido a que no se requiere equipo especializado, por lo que se puede desarrollar en prácticamente cualquier sitio ya que no es necesario el uso de energía eléctrica.
El molde convenientemente pretratado con agente desmoldante (película de cera separadora o ambas), se aplica con brocha de polvo, la capa da acabado (gel coat) de un espesor adecuado al uso de la pieza por fabricar.
Se aplican varias capas de refuerzo de fibra de vidrio y resina hasta lograr el espesor final del laminado. Se recomienda iniciar con velo para mejorar las propiedades. La resina deberá ser acelerada y catalizada para que se realice el curado a la temperatura ambiente.
Las estructuras moldeadas por este proceso son colocadas, en algunos casos, en estufas para reducir el tiempo de curado. También, algunas veces, puede ser necesario o conveniente el uso de materiales de núcleo, para aumentar la rigidez, reducir el peso o proporcionar volumen a la pieza moldeada.
La aplicación de la resina se hace manualmente y con brocha de una manera que se llama picado para que la resina logre penetrar la fibra y se logre una mejor humectación.
24
Para romper las burbujas que se formen al encapsular el aire se emplean rodillos de cerda.
Frecuentemente las medidas comerciales de colchoneta y petatillo no bastan para cubrir el molde en su totalidad, por lo que se requerirá de unir secciones de fibra de vidrio, sobreponiendo el refuerzo de tal manera que el traslape sea de aproximadamente 5 cm.
Se aconseja que la resina empleada para impregnar estas secciones contenga una menor cantidad de acelerador y catalizador para evitar problemas de contracciones del material.
La práctica industrial señala que el petatillo debe colocarse entre capas de colchoneta y nunca en contacto de manera directa con el gel coat o como última capa. De esta forma se evitarán deslaminaciones y marcas en el artículo fabricado.
Así mismo se recomienda que los traslapes no coincidan, es decir, que se debe procurar espaciarlos. Los materiales empleados en este proceso (brochas y rodillos) deben lavarse con una mezcla de disolventes como son la acetona, etilcetona o metiletil cetona, etc. inmediatamente después de acabar de usarlos.
En todos los utensilios y artículos empleados en este proceso se deben eliminar las impurezas, antes de volver a emplearlos.
A manera de precaución para los operarios de la planta industrial, si existiera alergia a la fibra de vidrio, lo cual se manifiesta con una gran comezón, se recomienda colocar una pequeña capa de cera sobre la piel, distribuyéndola como si fuera una crema corporal. 3.15.2. Etapas del proceso
a) Se prepara el molde cuidadosamente, aplicando los agentes desmoldantes (cera desmoldante y película separadora).
b) Se aplica el gel coat, que será la cara que determinará el acabado, debe realizarse con mucho cuidado para evitar ralladuras o grietas.
c) Se coloca la fibra de vidrio sobre el molde con el gel coat. Se recomienda iniciar con una capa de velo de fibra de vidrio.
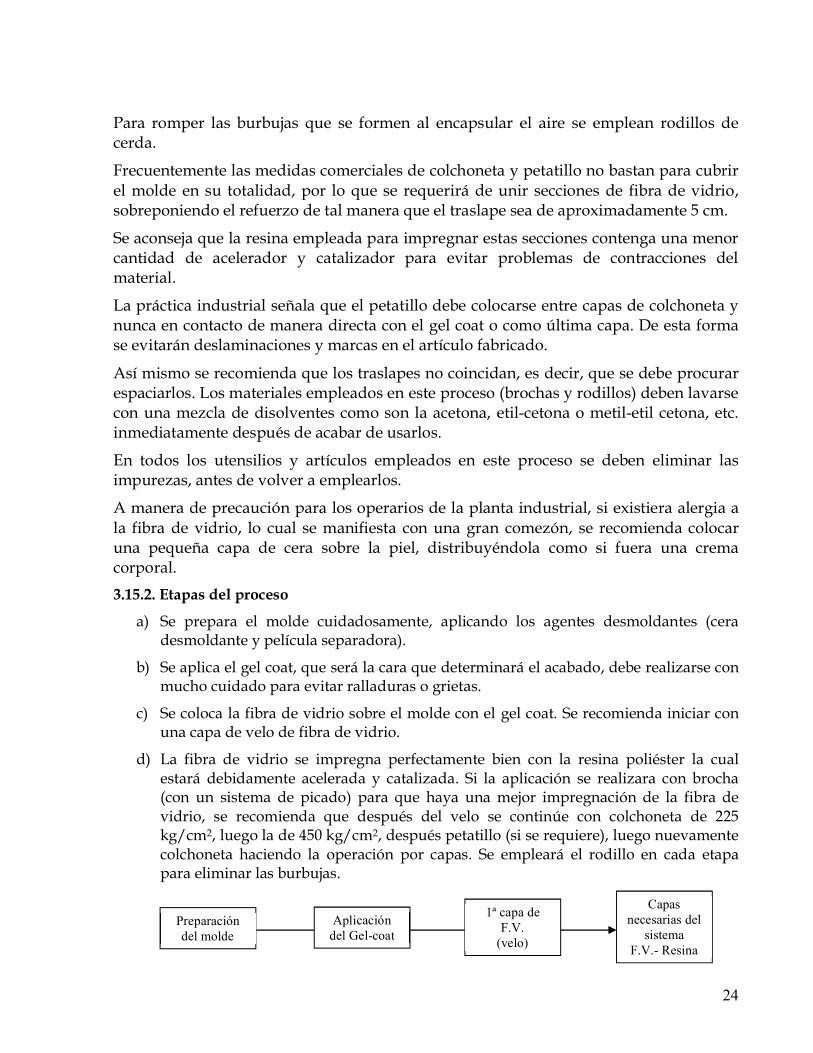
d) La fibra de vidrio se impregna perfectamente bien con la resina poliéster la cual estará debidamente acelerada y catalizada. Si la aplicación se realizara con brocha (con un sistema de picado) para que haya una mejor impregnación de la fibra de vidrio, se recomienda que después del velo se continúe con colchoneta de 225 kg/cm 2 , luego la de 450 kg/cm 2 , después petatillo (si se requiere), luego nuevamente colchoneta haciendo la operación por capas. Se empleará el rodillo en cada etapa para eliminar las burbujas.
Preparación del molde
Capas necesarias del
sistema F.V. Resina
1ª capa de F.V. (velo)
Aplicación del Gelcoat
25
La incorporación de materiales de núcleo debe hacerse cuidadosamente entre capas. Los materiales de núcleos más usados son las espumas plásticas. El uso de estos materiales de núcleo provoca dificultades de aplicación de fibra de vidrio y resina, para los operarios que tengan poca experiencia en el moldeo, es conveniente darles la debida capacitación toda vez que el tejido de fibra de vidrio debe ser la parte más importante del laminado.
El uso más frecuente de este tipo de proceso se encuentra en la fabricación de barcos, partes automotrices, ductos, albercas, láminas lisas o acanaladas de usos múltiples, moldes, prototipos, tanques, muebles y muchísimos artículos más. 3.15.3. Ventajas del proceso
1) Es muy sencillo de aplicar. 2) No tiene restricción alguna al tamaño de las piezas. 3) Presenta una amplia flexibilidad de diseño. 4) Requiere una baja inversión en moldes. 5) La inversión en equipo es baja. 6) Permite todo tipo de acabados coloreados y decorativos. 7) Existe la posibilidad de realizar la producción fuera de la planta.
3.15.4. Limitaciones al proceso.
1) Elevados requerimientos de mano de obra. 2) Tiene una única superficie de acabado. 3) La calidad final de la pieza depende de la habilidad del moldeador.
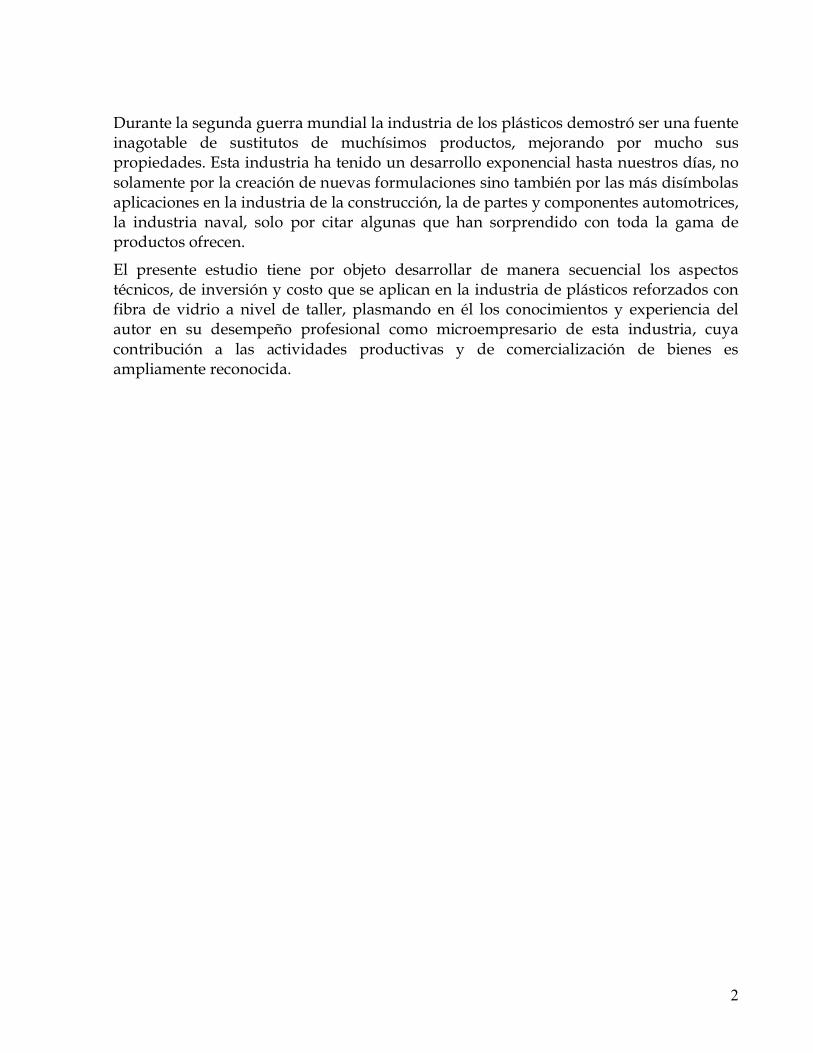
ILUSTRACIÓN DEL MOLDEO MANUAL
26
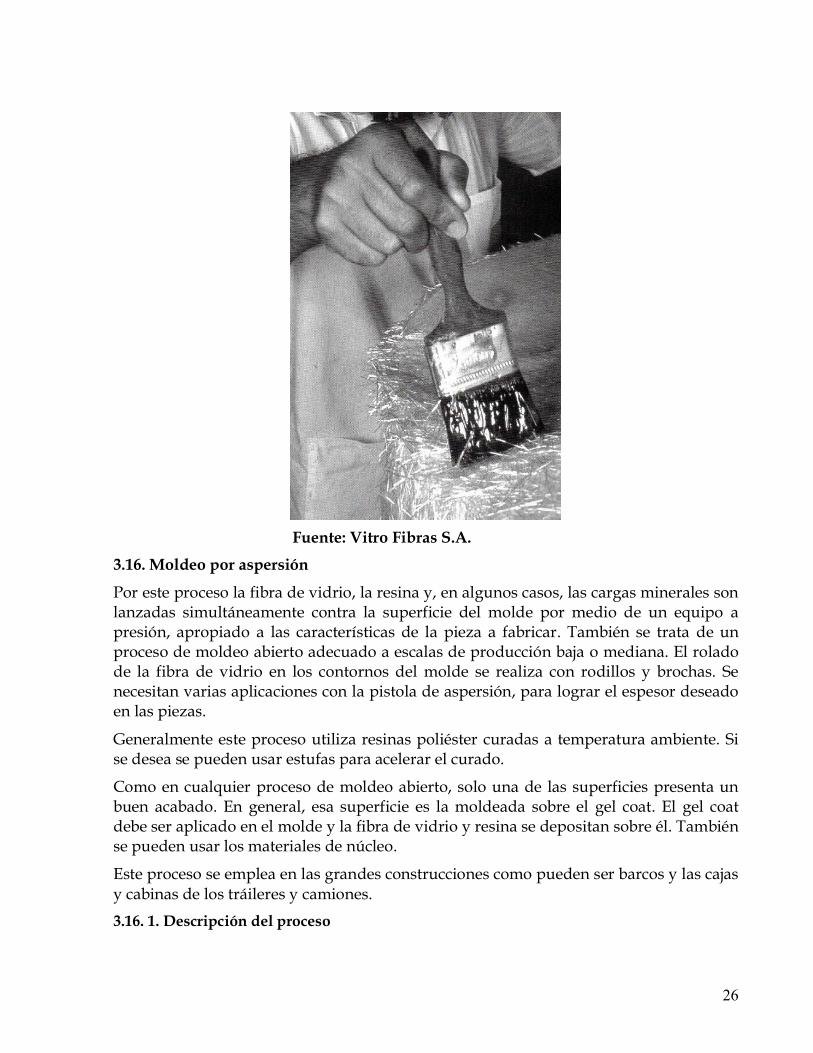
Fuente: Vitro Fibras S.A.
3.16. Moldeo por aspersión
Por este proceso la fibra de vidrio, la resina y, en algunos casos, las cargas minerales son lanzadas simultáneamente contra la superficie del molde por medio de un equipo a presión, apropiado a las características de la pieza a fabricar. También se trata de un proceso de moldeo abierto adecuado a escalas de producción baja o mediana. El rolado de la fibra de vidrio en los contornos del molde se realiza con rodillos y brochas. Se necesitan varias aplicaciones con la pistola de aspersión, para lograr el espesor deseado en las piezas.
Generalmente este proceso utiliza resinas poliéster curadas a temperatura ambiente. Si se desea se pueden usar estufas para acelerar el curado.
Como en cualquier proceso de moldeo abierto, solo una de las superficies presenta un buen acabado. En general, esa superficie es la moldeada sobre el gel coat. El gel coat debe ser aplicado en el molde y la fibra de vidrio y resina se depositan sobre él. También se pueden usar los materiales de núcleo.
Este proceso se emplea en las grandes construcciones como pueden ser barcos y las cajas y cabinas de los tráileres y camiones. 3.16. 1. Descripción del proceso
27
Al igual que en el proceso manual, también se coloca el gel coat sobre el molde; ya estando en el punto del se aplica una capa de resina, antes del sistema resina/fibra.
Lo que se pretende es tener bien humectada la fibra de vidrio desde abajo. El espesor final se obtiene con aplicaciones sucesivas teniendo cuidado de rolar en cada aplicación.
Cada 6 mm de espesor deberá suspenderse la aplicación, permitiendo que la pieza bajo moldeo se enfríe para continuar con otros 6 mm. El equipo de aspersión debe estar perfectamente calibrado para aplicar las cantidades adecuadas de resina/fibra.
El personal que desarrolla este proceso debe ser altamente capacitado y responsable ya que debe dominar el manejo y cuidado del equipo de aspersión, además de dominar varias técnicas de aplicación, para lograr un excelente rendimiento en la producción, cuidando que no haya errores y minimizando las perdidas. 3.16.2 Etapas del proceso
1. Aplicar gel coat sobre el molde, enseguida aplicar una capa de resina. 2. En este proceso se ocupa un equipo el cual lanza simultáneamente la fibra de vidrio y
la resina sobre el molde. 3. Se realiza la operación de rolado para compactar la fibra de vidrio. 4. Hacer tantas aplicaciones como se requiera hasta alcanzar el espesor deseado.
3.16.3. Ventajas del proceso
1. Los moldes a emplear son económicos y sencillos. 2. Se obtiene una mayor productividad que por el proceso manual. 3. Los equipos portátiles permiten trabajar fuera de la planta. 4. Facilita el trabajo en piezas complejas. 5. No hay limitación por el tamaño en las piezas. 6. Existen mucho menos perdidas de materiales.
3.16.4. Desventajas del proceso
1. El costo del equipo es comparativamente mayor. 2. El personal deberá ser capacitado y con experiencia para ser productivo. 3. Solo una de las caras proporciona un excelente acabado. 4. La calidad dependerá tanto del operario como del equipo.
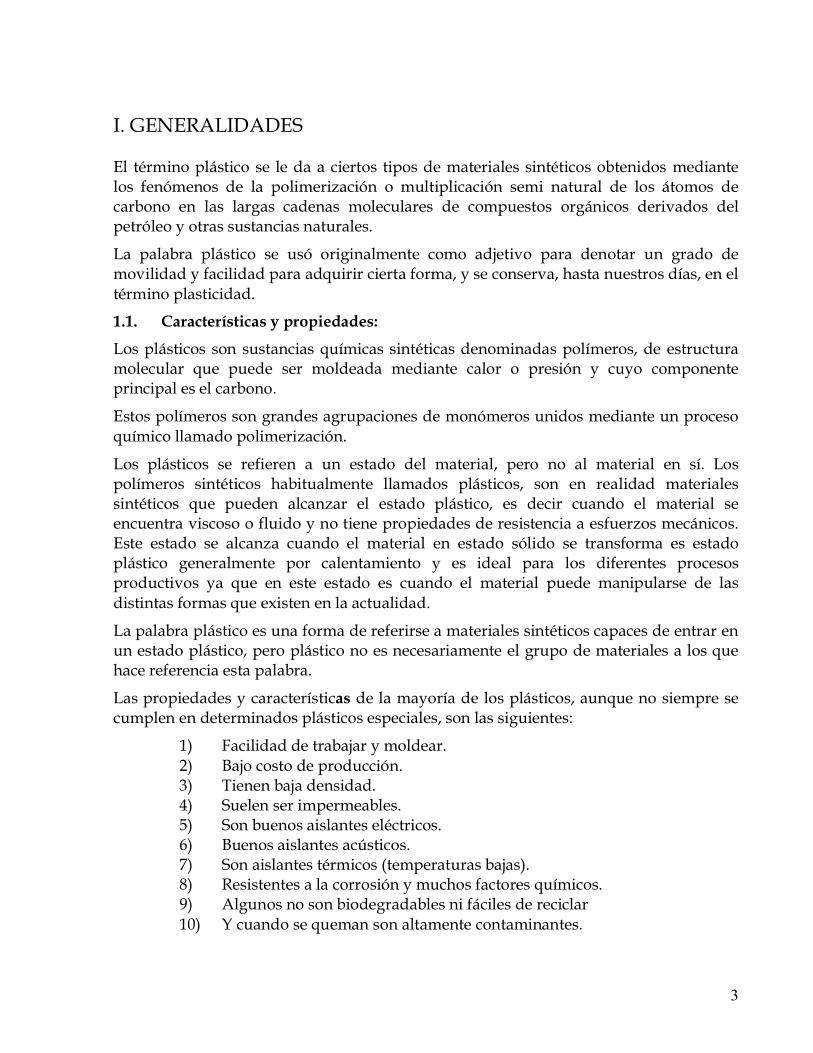
MOLDEO POR ASPERSIÓN
28
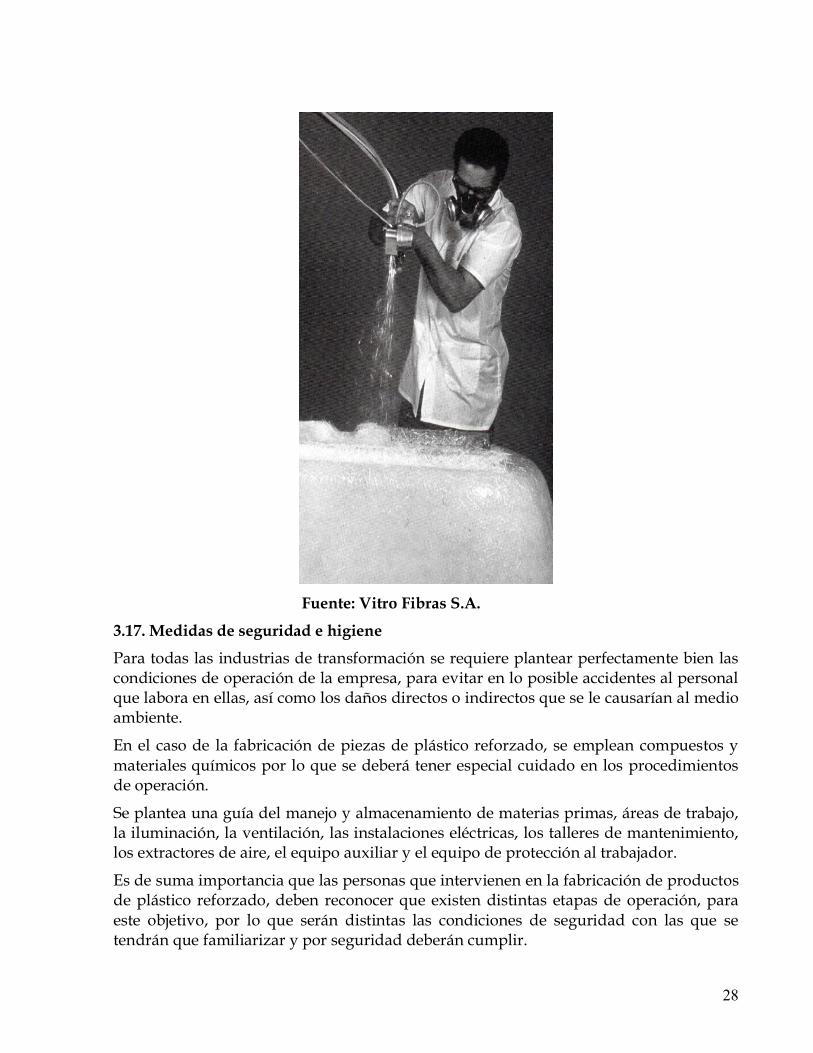
Fuente: Vitro Fibras S.A.
3.17. Medidas de seguridad e higiene
Para todas las industrias de transformación se requiere plantear perfectamente bien las condiciones de operación de la empresa, para evitar en lo posible accidentes al personal que labora en ellas, así como los daños directos o indirectos que se le causarían al medio ambiente.
En el caso de la fabricación de piezas de plástico reforzado, se emplean compuestos y materiales químicos por lo que se deberá tener especial cuidado en los procedimientos de operación.
Se plantea una guía del manejo y almacenamiento de materias primas, áreas de trabajo, la iluminación, la ventilación, las instalaciones eléctricas, los talleres de mantenimiento, los extractores de aire, el equipo auxiliar y el equipo de protección al trabajador.
Es de suma importancia que las personas que intervienen en la fabricación de productos de plástico reforzado, deben reconocer que existen distintas etapas de operación, para este objetivo, por lo que serán distintas las condiciones de seguridad con las que se tendrán que familiarizar y por seguridad deberán cumplir.
29
Los operadores deberán cumplir con lo siguiente:
1. Vestir adecuadamente y usar el equipo de seguridad especificado. 2. Realizar revisiones periódicas a los materiales. 3. No permitir la mezcla de materiales que puedan resultar en reacciones peligrosas. 4. Llevar a cabo revisiones periódicas del estado físico de las instalaciones. 5. Calibrar el equipo y usar las herramientas adecuadas a cada tipo de operación. 6. Revisar las condiciones de los moldes antes de iniciar cualquier tipo de trabajo.
A lo anterior deberá sumarse el guardar orden y limpieza. Los procedimientos deberán colocarse en carteles informativos, con tamaño de letra adecuado, en lugares visibles, en las distintas áreas de operación. El personal de seguridad e higiene, deberá ser el responsable de que estas medidas se cumplan.
A continuación se darán condiciones mínimas, de operación, por secciones: 3.17.1 Factores a considerar en el almacenamiento y manejo de materias primas
Todos los materiales deberán ser perfectamente etiquetados y contener el nombre del producto, aviso del peligro en su manejo y transportación, su caducidad, número de lote, peso neto.
Es necesario hacer notar el grado de advertencia o significado de la siguiente manera: ¡PELIGRO! (DANGER). Alerta a los daños más graves. ¡ADVERTENCIA! (WARNING). Grado intermedio de riesgo. ¡PRECAUCION! (CAUTION). Menor o bajo riesgo.
Los proveedores son los que indican las condiciones de manejo y almacenamiento de las materias primas y deberán almacenarse con una ventilación apropiada, para evitar la acumulación de gases o vapores que deriven en un siniestro, por explosión o incendio.
Los tanque de almacenamiento de líquidos deben contar con venteos y válvulas de seguridad adecuadas, además de contar con diques y charolas para drenado óptimo en caso de emergencia.
Las cargas y refuerzos se almacenarán en tarimas, para evitar la absorción de humedad y contaminar el subsuelo. Deberán estar delimitadas, con pasillos libres de objetos que sean potencialmente un riesgo de contacto con montacargas y pintados de amarillo, indicando claramente las rutas de evacuación. 3.17.2. En la red eléctrica
Deberá ser a prueba de explosión, deberá estar en condiciones óptimas con sus tapas en contactos, con los empalmes adecuados y evitando siempre las sobrecargas en las líneas existentes. Los cables empleados deberán ser de uso rudo, del calibre adecuado y evitar el transito sobre las cajas terminales.
30
Se deberá mantener una iluminación apropiada cambiando siempre las lámparas defectuosas y la operación de los interruptores generales solo debe recaer en la responsabilidad del personal autorizado.
3.17.3. En el aterrizado
En todas las empresas existe el riesgo de incendios ocasionados por una diversidad de motivos, uno de ellos es la electricidad estática (los rayos son ejemplo de estos). Originados en gran parte del equipo o los fluidos en movimiento y un aumento del riesgo es debido a la humedad relativa (climas secos y calurosos), por lo que se recomienda lo siguiente:
1. Aterrizado del equipo en movimiento, como son las compresoras, las pistolas de aspersión, etc.
2. Aterrizado de tanques, tambores y recipientes, durante la carga, descarga o trasvase. 3. Prohibir el acceso a las áreas de trabajo con ropa de telas sintéticas.
Los aterrizados se hacen por medio de cables sin forro conectados a una tubería de agua o en una varilla de cobre clavada en el suelo.
3.17.4. Suministro de aire
Las computadoras y recipientes sometidos a presión deberán contar con memoria de cálculo, la cual es proporcionada por el fabricante y se deben colocar al exterior del área de operación para evitar en lo posible la absorción de aire contaminado.
Las tuberías de aire deberán presurizarse y comprobarse anualmente, en tanto que las mangueras y las conexiones se someten a revisión semestralmente. 3.17.5 Taller de mantenimiento
El uso de soldaduras oxiacetilénicas o de arco deberá realizarse en áreas donde no existan vapores orgánicos o material inflamable. Las herramientas y equipo de seguridad a emplear deberán tener guardas, para que se mantengan en mejores condiciones de uso. Si el equipo neumático a emplear produce ruido excesivo, se deberán proporcionar protectores auditivos a los trabajadores que se encuentran en el área.
3.17.6. Tuberías
Existe una codificación por colores, para las tuberías. Esta tabla debe colocarse en lugares adecuados y visibles.
ROJO Sistema contra incendios AZUL Aire comprimido NARANJA Energía eléctrica VERDE Agua fría NEGRA Aguas negras lluvia
31
3.17.7. Extintores
Deberán ser colocados en áreas específicas y determinadas por su grado de peligrosidad, cuidando siempre de que su carga sea la adecuada, estén vigentes para uso seguro y su caducidad sea visible; las mangueras deben estar en buen estado. Para obtener resultados satisfactorios en situaciones de emergencia es necesario capacitar a los empleados.
3.17.8. Ventilación
La ventilación adecuada proporciona un ambiente con límites bajos de concentración de vapores orgánicos, disminuyendo los riesgos de explosiones.
Los extractores deberán contar con filtros de solidos (fibra de vidrio) y filtros de carbón activado, que permite la recuperación de disolventes al ser lavados con vapor de agua y pueden ser reactivados las veces que sean necesarias.
Los conductos de descargas atmosféricas contarán con puertos de muestreo, para verificar que los contaminantes no excedan los límites establecidos por las normas ambientales.
3.17.9. Casetas de aplicación (fibra de vidrio/resina, gel coat, pinturas)
Son lugares construidos con materiales no inflamables y muy bien ventilados. Los vapores extraídos de estos lugares son llevados a quemadores empleándolos como combustibles. 3.17.10. Áreas de curado
Esta área debe contar con extractores y filtros con carbón activado o similares, debido a que durante la polimerización de la resina se desprenden vapores de monómero de estireno.
3.17.11. Área de lijado
El contar con extractores y espejos o cortinas de agua, permitirán la eliminación con cierto grado de facilidad de los polvos que inevitablemente se producen en esta área. Debe advertirse que dichos polvos son muy abrasivos. 3.17.12. Desperdicios
Al tener sistemas de producción adecuados y una capacitación continua a los empleados traerá como consecuencia la disminución de desperdicios y contaminantes.
Los recortes se pulverizan para ser empleados nuevamente como refuerzo y se recomienda utilizar franelas en lugar de estopas, para que sean lavadas y recicladas.
Los desperdicios no reciclables deben ser almacenados en recipientes cerrados y enviados a tiraderos autorizados. 3.17.13 Agua
32
El agua empleada en la industria del plástico reforzado se aplica básicamente como refrigerante y lubricante en el proceso de corte y lijado.
De cualquier manera el agua es tratada para su recuperación y nuevamente empleada para un sistema de riego y limpieza de la planta. 3.17.14. Equipo de protección
En todas las industrias es necesario dotar al personal con el equipo apropiado, para realizar las diferentes actividades que debe desarrollar, con el propósito de disminuir riesgos de accidentes, al mismo tiempo que para obtener de ellos el máximo de eficiencia.
Es así que en la industria del plástico reforzado las características que deberán de cumplir los equipos que usan los empleados son:
1) Mascarillas respiratorias. Para uso en atmósferas con polvos, vapores orgánicos, con alimentación de aire, con aire autónomo, etc., dependerá del lugar y forma de trabajo.
2) Protección facial y visual. Consistente en anteojos de seguridad o mascarilla completa. 3) Guantes de carnaza, lona o algodón, según el tipo de materiales a manejar. 4) Vestuario apropiado al tipo de materiales con los que se tiene contacto.
La ropa deberá ser de algodón, evitando las mangas largas (excepto en lijado y aspersión), los zapatos deberán ser antiderrapantes y con casquillo de acero, además en algunos casos se emplearán cinturones de carga.
En este tipo de procesos no es común el uso de casco.
No se debe permitir que los operarios usen anillos, pulseras, cadenas, relojes, etc.
IV. ESTIMACIÓN ECONÓMICA EN LA PRODUCCIÓN DE PLÁSTICO REFORZADO
Para determinar con exactitud el costo y precio de venta de una pieza de plástico reforzado deben considerarse los siguientes aspectos:
4.1. Materia prima y otros insumos de producción. Se refiere al costo de materiales como: gel coat, fibra de vidrio, resina, catalizador y otros.
4.2. Mano de obra. Es el costo de las horashombre multiplicado por las horas necesarias para fabricar el producto y se deberán incluir conceptos como: el sueldo, vacaciones, aguinaldo, prestaciones de ley.
4.3. Gastos de fabricación. Aquí se considera el costo de la hora planta multiplicada por las horas necesarias para fabricar la pieza incluyendo de igual modo conceptos

33
como: energía eléctrica y combustible, agua, materiales indirectos (lijas, brochas, rodillos, desmoldantes, etc.), renta, gastos de oficina, amortización y depreciación de equipo, maquinaria, modelos y moldes.
4.4. Gastos de administración y ventas. Incluye los conceptos como: sueldos de vendedores, comisiones, publicidad y promoción, viáticos, otros incentivos es especie, el seguro y los impuestos.
4.5. Beneficio económico. Se refiere al resultado de restar del precio neto de venta menos todos los gastos aplicados. La utilidad deberá ser atractiva para la empresa.
4.6. Estimaciones de volumen y peso teórico de piezas.
A continuación se enumera del 1 al 10 los pasos a seguir para el cálculo de volúmenes y pesos teóricos.
1. Cálculo del área
Área = a 2 Área = 0.433 a 2 Área =
2. Cálculo del peso teórico
Fórmula 1:
= P / V
Densidad = Peso / Volumen
Fórmula 2:
Volumen = Área x Espesor
Peso estimado (Kg) = Área (m 2 ) x Espesor (m) x Densidad (kg/m 3 )
Si la pieza lleva gel coat:
En espesores menores de 2 mm, son de (0.5 mm a + 1.0 mm), mientras que para espesores mayores de 2 mm es de (+1.0 mm).
3. Con el área y el espesor se calcula el volumen
Volumen = Espesor x Área.
Por ejemplo:
Una pieza de 3 mm de espesor y 2.56 m 2 de área tiene el siguiente volumen:
a
a
D a a
a
a
b
c

34
0.0003 m x 2.56 m 2 = 0.00768 m 3
4. El peso específico del plástico reforzado es de 1.5, o sea: Densidad de 1.5 kg/dm 3 | 1500 kg/m 3 | 0.057 lb/pulg 3
5. El peso de la pieza se puede determinar bajo la siguiente fórmula
Peso = Volumen x Densidad
Así, si la pieza tiene un volumen de 0.00768 m 3 su peso será de: 0.00768 m 3 x 1500 kg/m 3 = 11.52kg.
Las tolerancias para las piezas de 10 kilogramos son del 10%, y para las de más de 10 kilogramos serán de 5%.
Las cantidades necesarias de fibra y de resina se determinan a partir del peso de la pieza, tomando como base que en el proceso de aspersión la relación entre la fibra y la resina es de 30 y 70 % respectivamente.
6. En el caso de la pieza del ejemplo de 11.52 kg se tiene:
Cantidad necesaria de fibra:
Cantidad necesaria de resina:
Comprobación:
3.456 + 8.064 = 11.52 kg
El peso teórico del plastiesmalte (Gel coat) se calcula en forma similar, multiplicando el volumen (área por espesor) por la densidad que en este caso es 1.19 kg/dm 3 .
El espesor normal del Gel coat es de 0.3 a 0.4 mm. (0.012 a 0.016 pulgadas)
7. En este ejemplo, si el área de la pieza es de 2.56 m 2 , el peso teórico será de:
2.56 m 2 x 0.0004 m x 1190 kg / m 3 = 1.218 kg 0.48 kg/m 2
Y como la eficiencia en el Gel coat es del 50 % si se aplica con pistola*, el valor que en la práctica por lo general se toma para la cantidad real de plastiesmalte es de 1 kg/m 2 .
8. Para calcular el costo de la cantidad necesaria de catalizador, se toma el 1% en peso, del peso de la resina. Finalmente, la cantidad real que se utilice será de 2 a 3 veces la cantidad calculada.
Una vez calculadas estas cantidades <<teóricas>>, se supone una eficiencia basada a partir de la forma y las dimensiones de la pieza. Normalmente esta eficiencia es de un
35
70 al 90% en fibra y en resina **, y de un 50% en el Gel coat*, como ya lo señalamos anteriormente.
Por lo tanto, en este ejemplo.
Si suponemos una eficiencia del 80%, tendremos:
Cantidad real de fibra =
Cantidad real de resina =
Cantidad real de gel coat =
Cantidad real de catalizador = (Cantidad real de resina x 0.01) x 2 = 10.08 x 0.01 x 2=
0.20 kg. Neto.
9. Tomando como base estas cantidades reales, sólo es necesario multiplicarlas por el costo de cada material (precio del proveedor) respectivamente, para determinar el costo total de las materias primas.
* Si la aplicación en el proceso de aspersión del Gel coat es manual, la mejor eficiencia será del 75%.
**Aplicable a los procesos de aspersión y de picado manual indistintamente, por lo que si bien en el primero quizás el recorte del perímetro sea mayor, mientras que en el segundo intervienen descuidos del operador, tales como la resina que se desperdicia porque gela en el bote y no se aplica, además de otros más.
10. Si la pieza lleva refuerzos, insertos o cualquier otro elemento adicional, entonces también debe de agregarse su costo correspondiente, tomando en consideración cuantos elementos lleva cada pieza y su valor unitario.
4.7 Estimación detallada del costo de producción
En una industria como la que se ha venido describiendo, frecuentemente los fabricantes tienen problemas para determinar los costos de un producto, por lo cual se les complica fijar un precio de venta que sea justo y que proporcione utilidades que ayuden al desarrollo de la empresa fabricante.
Para poder determinar los costos de un producto existen algunos factores a tomar en cuenta que resultan comunes en todo tipo de empresa, los cuales serán descritos a lo largo de este capítulo.
4.7.1. Materia prima empleada
36
Para obtener el costo de materia prima requerida en la fabricación de un producto, es necesario determinar la cantidad de cada uno de los componentes, por lo que se aconseja el siguiente procedimiento:
a) Determinar el área de la pieza por fabricar, para lo que se utilizan las formulas geométricas conocidas. Si la pieza es irregular se sugiere cubrirla con papel y seccionar en figuras geométricas. Conocida la superficie y fijado el espesor de la pieza (generalmente los artículos de PRFV tienen un espesor de 2.5 a 3 mm), se determina el volumen de la pieza empleando la fórmula:
Vol. = Espesor x Superficie (Resultado en litros o centímetros cúbicos)
b) Con este dato y sabiendo que la gravedad específica del PRFV (sin cargas) es de 1.5, de determina el peso empleando la fórmula:
Peso = Volumen x Gravedad Específica (1.5) (Resultado en kg)
c) A partir del dato anterior se determina la cantidad requerida de Resina y Fibra de Vidrio, siendo necesario fijar el porcentaje de cada uno de estos componentes generalmente se emplea 30% F.V., 70% Resina.
d) Otra forma de cálculo de materia prima para laminado es con el dato de superficie, recurrir a la siguiente tabla siguiente:
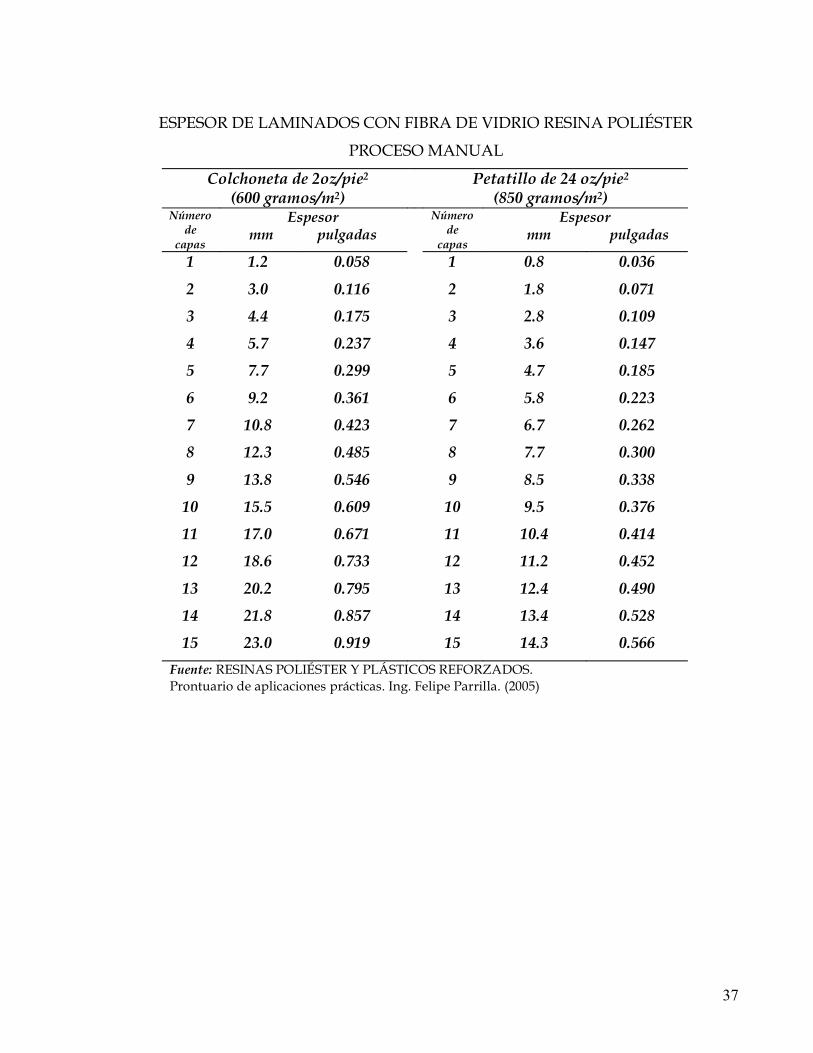
37
ESPESOR DE LAMINADOS CON FIBRA DE VIDRIO RESINA POLIÉSTER
PROCESO MANUAL
Colchoneta de 2oz/pie 2
(600 gramos/m 2 ) Petatillo de 24 oz/pie 2
(850 gramos/m 2 ) Número
de capas
Espesor mm pulgadas
Número de
capas
Espesor mm pulgadas
1 1.2 0.058 1 0.8 0.036
2 3.0 0.116 2 1.8 0.071 3 4.4 0.175 3 2.8 0.109 4 5.7 0.237 4 3.6 0.147 5 7.7 0.299 5 4.7 0.185
6 9.2 0.361 6 5.8 0.223 7 10.8 0.423 7 6.7 0.262 8 12.3 0.485 8 7.7 0.300
9 13.8 0.546 9 8.5 0.338 10 15.5 0.609 10 9.5 0.376 11 17.0 0.671 11 10.4 0.414 12 18.6 0.733 12 11.2 0.452
13 20.2 0.795 13 12.4 0.490 14 21.8 0.857 14 13.4 0.528 15 23.0 0.919 15 14.3 0.566
Fuente: RESINAS POLIÉSTER Y PLÁSTICOS REFORZADOS. Prontuario de aplicaciones prácticas. Ing. Felipe Parrilla. (2005)
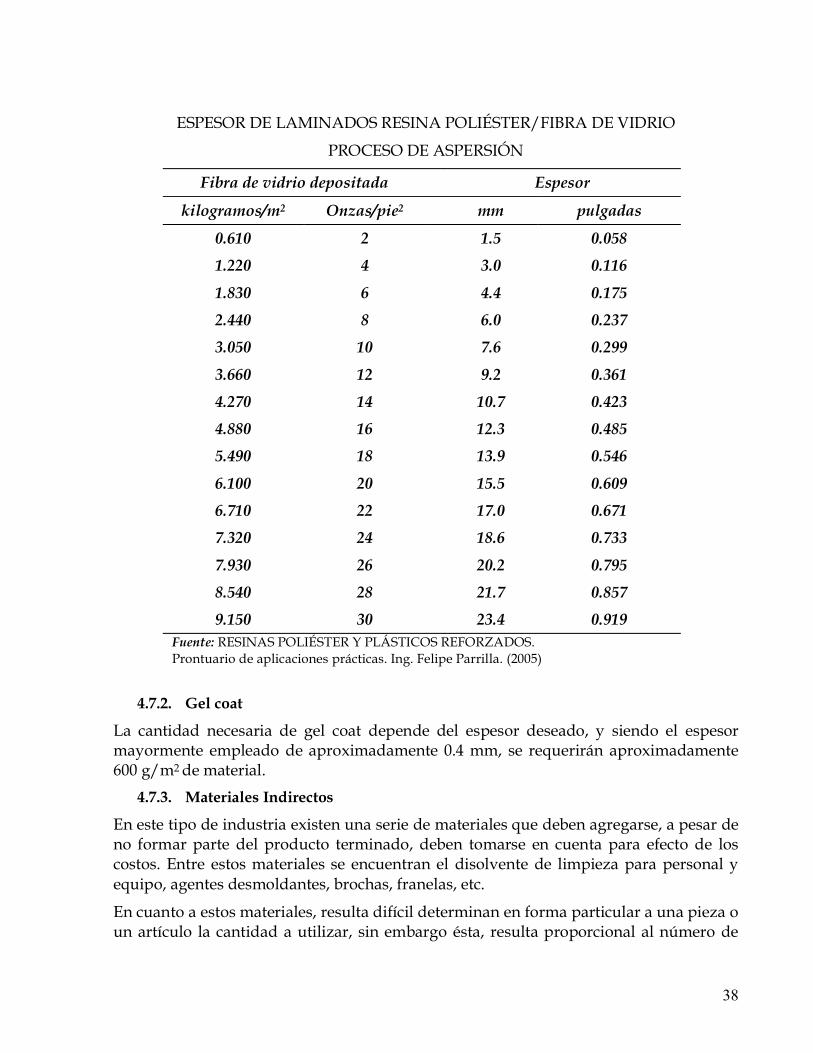
38
ESPESOR DE LAMINADOS RESINA POLIÉSTER/FIBRA DE VIDRIO
PROCESO DE ASPERSIÓN
Fibra de vidrio depositada Espesor
kilogramos/m 2 Onzas/pie 2 mm pulgadas
0.610 2 1.5 0.058 1.220 4 3.0 0.116
1.830 6 4.4 0.175 2.440 8 6.0 0.237 3.050 10 7.6 0.299
3.660 12 9.2 0.361 4.270 14 10.7 0.423 4.880 16 12.3 0.485 5.490 18 13.9 0.546
6.100 20 15.5 0.609 6.710 22 17.0 0.671 7.320 24 18.6 0.733
7.930 26 20.2 0.795 8.540 28 21.7 0.857 9.150 30 23.4 0.919
Fuente: RESINAS POLIÉSTER Y PLÁSTICOS REFORZADOS. Prontuario de aplicaciones prácticas. Ing. Felipe Parrilla. (2005)
4.7.2. Gel coat
La cantidad necesaria de gel coat depende del espesor deseado, y siendo el espesor mayormente empleado de aproximadamente 0.4 mm, se requerirán aproximadamente 600 g/m 2 de material.
4.7.3. Materiales Indirectos
En este tipo de industria existen una serie de materiales que deben agregarse, a pesar de no formar parte del producto terminado, deben tomarse en cuenta para efecto de los costos. Entre estos materiales se encuentran el disolvente de limpieza para personal y equipo, agentes desmoldantes, brochas, franelas, etc.
En cuanto a estos materiales, resulta difícil determinan en forma particular a una pieza o un artículo la cantidad a utilizar, sin embargo ésta, resulta proporcional al número de
39
trabajadores de la empresa, pues es sabido que en una planta de PRFV todos los trabajadores solicitan disolventes y paños para limpieza, independientemente de que su área de trabajo los requiera o no.
4.7.4. Materiales complementarios
Aquí se incluyen aquellos insumos, no de PRFV, que son necesarios para la producción de un artículo, como algún tipo de herrajes, insertos metálicos, soportes, entre otros, que generalmente se adquieren como artículos terminados y cuyo costo es conocido por cada pieza a colocar.
4.7.5. Mano de Obra
Este factor es de gran importancia en todas las industrias, requiere ajustes constantes en un proceso de fabricación; y para mayor exactitud en el conocimiento de su costo es necesario la aplicación de métodos conducentes a estimaciones de la productividad, con particular referencia a estudios de tiempos y movimiento, la optimización de métodos de producción, el cuidado de las especificaciones de calidad, etc.
El paso inicial para conocer el costo de la mano de obra consiste en la determinación del llamado que pueda requerir una operación, es decir, el tiempo empleado por un trabajador con habilidad promedio, supervisión y bajo condiciones promedio, para efectuar una labor determinada. Estas determinaciones deben revisarse periódicamente ya que las operaciones repetitivas tienden a una optimización en cuanto a calidad o tiempo empleado.
En cuanto al costo propiamente dicho, es conveniente recordar que se fija con base a unidades denominadas (integrado) por las horas de trabajo, haciendo notar que cuando existe salario fijo deben tomarse en cuenta también las cuotas y prestaciones que esto implica, es decir: vacaciones, seguros asistenciales, gratificaciones, impuestos, etc., para así obtener un costo total del salario.
Por otra parte y en términos generales, también es necesario tomar en cuenta que el tiempo real de trabajo equivale aproximadamente al 80% del tiempo contratado, por lo cual para obtener el costo horahombre se puede emplear la siguiente fórmula:
Costo hora hombre =
En el caso de varios trabajadores y para cada una de las operaciones, el costo hora hombre se obtiene totalizando los salarios y dividiéndolo entre el total de horas de trabajo.
Ahora bien, para lograr una aplicación de este costo, será necesario dividir la operación de fabricación en etapas o eventos que la componen, por ejemplo, preparación del molde, aplicación del gel coat, picado o aspersión, rolado, poda, desmolde, pintura, etc.,
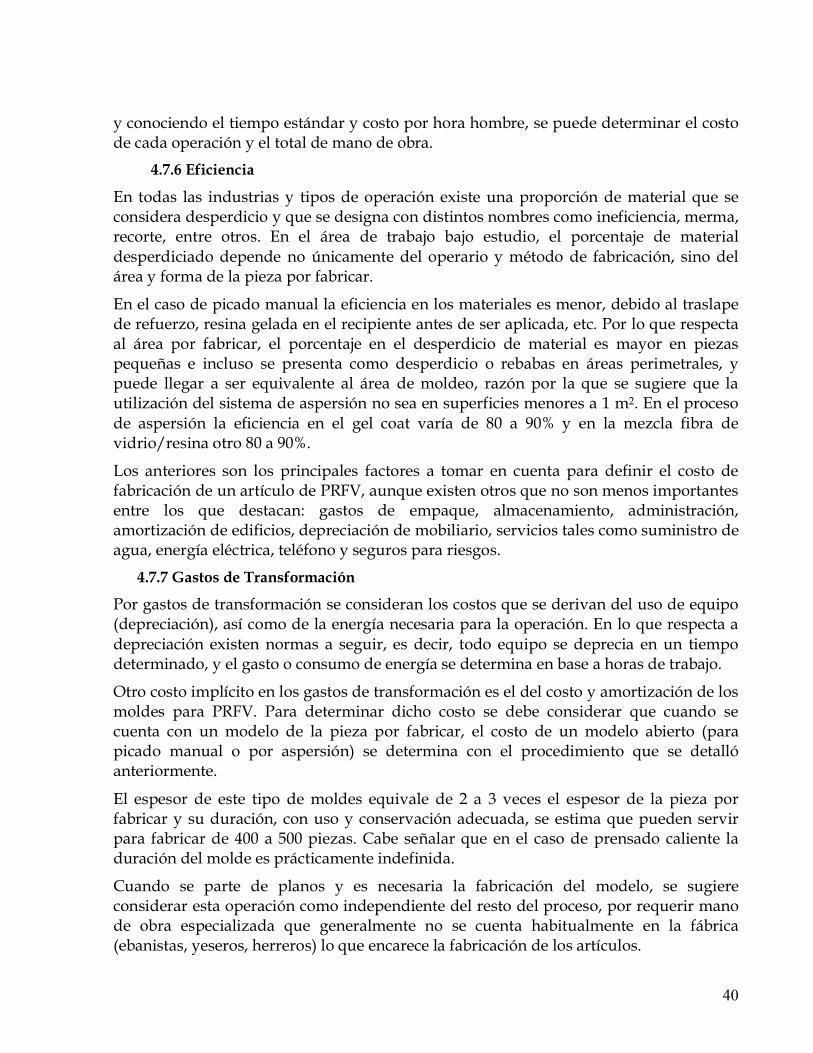
40
y conociendo el tiempo estándar y costo por hora hombre, se puede determinar el costo de cada operación y el total de mano de obra.
4.7.6 Eficiencia
En todas las industrias y tipos de operación existe una proporción de material que se considera desperdicio y que se designa con distintos nombres como ineficiencia, merma, recorte, entre otros. En el área de trabajo bajo estudio, el porcentaje de material desperdiciado depende no únicamente del operario y método de fabricación, sino del área y forma de la pieza por fabricar.
En el caso de picado manual la eficiencia en los materiales es menor, debido al traslape de refuerzo, resina gelada en el recipiente antes de ser aplicada, etc. Por lo que respecta al área por fabricar, el porcentaje en el desperdicio de material es mayor en piezas pequeñas e incluso se presenta como desperdicio o rebabas en áreas perimetrales, y puede llegar a ser equivalente al área de moldeo, razón por la que se sugiere que la utilización del sistema de aspersión no sea en superficies menores a 1 m 2 . En el proceso de aspersión la eficiencia en el gel coat varía de 80 a 90% y en la mezcla fibra de vidrio/resina otro 80 a 90%.
Los anteriores son los principales factores a tomar en cuenta para definir el costo de fabricación de un artículo de PRFV, aunque existen otros que no son menos importantes entre los que destacan: gastos de empaque, almacenamiento, administración, amortización de edificios, depreciación de mobiliario, servicios tales como suministro de agua, energía eléctrica, teléfono y seguros para riesgos.
4.7.7 Gastos de Transformación
Por gastos de transformación se consideran los costos que se derivan del uso de equipo (depreciación), así como de la energía necesaria para la operación. En lo que respecta a depreciación existen normas a seguir, es decir, todo equipo se deprecia en un tiempo determinado, y el gasto o consumo de energía se determina en base a horas de trabajo.
Otro costo implícito en los gastos de transformación es el del costo y amortización de los moldes para PRFV. Para determinar dicho costo se debe considerar que cuando se cuenta con un modelo de la pieza por fabricar, el costo de un modelo abierto (para picado manual o por aspersión) se determina con el procedimiento que se detalló anteriormente.
El espesor de este tipo de moldes equivale de 2 a 3 veces el espesor de la pieza por fabricar y su duración, con uso y conservación adecuada, se estima que pueden servir para fabricar de 400 a 500 piezas. Cabe señalar que en el caso de prensado caliente la duración del molde es prácticamente indefinida.
Cuando se parte de planos y es necesaria la fabricación del modelo, se sugiere considerar esta operación como independiente del resto del proceso, por requerir mano de obra especializada que generalmente no se cuenta habitualmente en la fábrica (ebanistas, yeseros, herreros) lo que encarece la fabricación de los artículos.
41
Es importante destacar que en esta etapa debe mantenerse una constante supervisión, debido a que cualquier error implicaría la pérdida total de lo invertido en el molde y del costo de producción de las piezas que quedarían fuera de las especificaciones y por lo tanto serían rechazadas.
Debido a que como se describe, la fabricación de modelos requiere de fuerte inversión, es muy significativo llevar a cabo una estimación adecuada de los costos, pues si esta no es correcta, puede colocar a la empresa en situaciones comprometidas, por lo cual es necesario trasladar este costo al número de piezas por fabricar o cotizar el molde por separado al cliente, dándole la exclusividad de su uso.
A continuación se encuentra una forma de referencia para determinación de costos, haciendo notar que los datos empleados son ilustrativos del procedimiento.
EJEMPLO DE FORMATO PARA LA ESTIMACION DE COSTOS Cliente:
Ensambladora y Maquiladora del Bajío, S.A. de C.V. Fecha:
22 de mayo de 2016
Tipo de pieza: Cubierta para motor, Código BX 32
Cantidad por fabricar: 500 piezas
Acabado: Gel Coat
Color: Azul, según muestra anexa.
Molde: Modelo proporcionado por el cliente. Fabricar molde de uso exclusivo y cotizar por separado.
Observaciones: Presentar cotizaciones en diez días hábiles. Las piezas deben entregarse en 90 días hábiles, a partir de la aprobación de la cotización.
Fuente: Elaboración propia. Mayo 2016
ESPECIFICACIONES DE LAS PIEZAS Superficie:
1.50 m 2
Espesor:
3.0 +/ 0.5mm
Peso:
8.0 kg +/ 5%
Composición Laminado:
1.50 m 2
Refuerzo:
30%
Resina:
70%
Proceso de fabricación: Aspersión (X) Prensa ( ) Otro ( )
Fuente: Elaboración propia. Mayo 2016.

42
FORMULACIÓN Y ESTIMACIÓN DE COSTO DE RESINA
Componente Peso (kg) Costo Unitario Monto total
Resina 79.00 $ 18.00 $ 1,422.00 Monómero 19.00 $ 10.00 $ 190.00 Acelerador 0.50 $ 30.00 $ 15.00 Pigmento Otros: Catalizador 1.50 $ 50.00 $ 75.00
Total 100.00 $ 1,702.00 Costo promedio: $ 1,702.00/100 kg = 17.02 $/kg Costo mezcla: $ 0.33/kg
Fuente: Elaboración propia. Mayo 2016.
TIEMPOS ESTIMADOS DE PROCESO
Catalizador Tiempo estimado (minutos)
Observaciones:
Preparación del molde 10 Vigilar textura interior del molde
Aplicación de Gel Coat 10
Aspersión 35 Considerar seis aplicaciones
Corte 5
Acabado 30 Atender peticiones del cliente
Otros:
Barrenado 5 Aplica sólo en piezas para ensamblado
Total 135 Fuente: Elaboración propia. Mayo 2016.
Con propósitos ilustrativos y tomando como base la regla general aplicada en este tipo de talleres y fábricas, el precio de venta aplicado a la mayoría de los productos, está dado por un factor multiplicador de 2.5 como límite inferior y 3.0 como límite superior.
Ejemplo de costo de producción, para una pieza que requiere un kilogramo de fibra de vidrio, ($ 30.00), resina requerida: 3.00 kilogramos (17.35 $/kg), 0.6 kilogramos de gel

43
coat con un costo de $25.00/kg, y adicionalmente debe considerarse un 10% por el empleo de materiales auxiliares tales como estopa, disolventes, franelas, etc. ($9.70) para dar un costo unitario total de $ 116.75
Aplicando la regla anterior, el precio de venta por pieza estaría entre $ 292.00 y $ 350.00
De esta forma, el fabricante tiene margen de utilidad de muy buen nivel y adicionalmente puede llegar a negociar precio preferente para sus clientes más frecuentes. En la práctica este tipo de pieza se vendió en $300.00 por unidad.
44
V. CONCLUSIONES Los plásticos reforzados con fibra de vidrio son usados en muchas aplicaciones, en donde reemplazan con ventajas a la madera, el aluminio y al acero. La gran versatilidad de la fibra de vidrio también permite su uso en aplicaciones especiales, en los que no pueden ser usados materiales convencionales.
La fibra de vidrio engloba en un solo material varias características de excelencia y combinado con la resina y los agentes adecuados permite elaborar materiales con elevadas propiedades de resistencia mecánica y química.
Las propiedades mecánicas que pueden darse como ejemplo son: una alta resistencia a la compresión, flexión e impacto, ligereza, alta rigidez dieléctrica, permite flexibilidad de diseño, una muy buena estabilidad, alta resistencia a la corrosión, un moldeo simple y sencillo, un bajo costo en su fabricación y en su mantenimiento.
Son estas las características del plástico reforzado las que permiten incursionar en diversos mercados, como por ejemplo:
En el sector náutico donde se construyen desde pequeñas lanchas hasta enormes embarcaciones de pesca, recreo y de uso militar. También boyas de señalización, tapas de motor y muchos productos más.
En el sector de la construcción se construyen desde paneles decorativos y de fachada, cubiertas, domos, cimbras para concreto, tinas y sus componentes, hasta casas prefabricadas, laminas traslucidas, y muchos artículos más, de uso específico.
Para la industria eléctrica se pueden crear placas aislantes, piezas moldeadas, tubos creados por filamento embobinado, cajas de empalme y almacenamiento de focos, también postes para alumbrado.
En unidades de transporte se fabrican frentes de camiones y autos, carrocerías, asientos, partes de motocicletas, contenedores, charolas y cajas para transporte, partes eléctricas y de uso electrónico, discos de embrague, balatas para frenos, etc.
En las maquinas, equipos y electrodomésticos se pueden mencionar los engranes, charolas para lavadoras, secadoras, equipos de aire acondicionado, refrigeradores, cámaras frigoríficas, muebles para computadora, protectores de equipos industriales, y otras piezas de uso específico, fabricadas bajo diseño especial.
Tan versátil es el plástico reforzado que se encuentra desde los más sencillos artículos hasta los autos de carreras y las naves espaciales.
Como se mostró en las estimaciones económicas preliminares de un taller de aplicaciones especiales de plásticos reforzados con fibra de vidrio, el margen de utilidad

45
es atractivo, dada la proporción entre el costo de producción y los precios que los consumidores están dispuestos a pagar en el mercado. El secreto de éxito es la detección de un mercado estable y confiable en donde los clientes aprecien la calidad y paguen por ella.
Tomando como base los cálculos anteriores y comparando con la misma pieza (de iguales dimensiones), fabricada con material metálico (cintro). El costo en este material sería entre $500.00 y $600.00.
46
BIBLIOGRAFÍA
RESINAS POLIÉSTER Y PLÁSTICOS REFORZADOS.
Prontuario de aplicaciones prácticas. Ing. Felipe Parrilla.
Editorial: F. P. Corzas
FIBRA DE VIDRIO (REFUERZO DE PLÁSTICOS)
Ing. Norberto López.
Editorial: Vitro Fibras S.A.
APUNTES SOBRE RESINAS Y FIBRAS
Mexicana de Resinas, S.A. de C.V.
Apuntes del Ing. Gustavo Pérez.
FIBRAS DE VIDRIO
Manual Técnico VitroFibras, S.A. de C.V.
BOLETINES VARIOS.
Resinas para refuerzos.
Reinhold Corporation.
ENCICLOPEDIA DEL PLÁSTICO
Tomos III VI


















