
INFORME SISTEMAS DE MEDICION ANDRES MORENO.docx
25
INFORME SISTEMAS DE MEDICION Presentado por Andres Moreno ESCALAS DE MEDICION Se define como un procedimiento para asignar números (u otros símbolos) a las propiedades de un objeto, con el fin de impartirles algunas características numéricas a las propiedades de los objetos . Son una sucesión de medidas que permiten organizar datos en orden jerárquico. Las escalas de medición, pueden ser clasificadas de acuerdo a una degradación de las características de las variables, es decir que estas pueden ser medidas grandes o pequeñas, Una escala existe cuando es posible la determinación de una expresión cuantitativa de un estado dentro de una serie de estado, un ejemplo muy claro lo da el calibrador pie de rey, el cual divide la parte de las pulgadas en 16/16 en las cuales 1/16 forma parte de una escala, y asi sucesivamente con la medida del resto de los elementos usados en metrología, ejemplo el flexometro se podría dar en escalas de milímetros, centímetros, decímetros, en donde estas también jugarían una función similar a la que acabamos de dar con el ejemplo del calibrador pie de rey.
-
Upload
alex-moreno -
Category
Documents
-
view
305 -
download
0
Transcript of INFORME SISTEMAS DE MEDICION ANDRES MORENO.docx

INFORME SISTEMAS DE MEDICION
Presentado por Andres Moreno
ESCALAS DE MEDICION
Se define como un procedimiento para asignar números (u otros símbolos) a las propiedades de un objeto, con el fin de impartirles algunas características numéricas a las propiedades de los objetos. Son una sucesión de medidas que permiten organizar datos en orden jerárquico. Las escalas de medición, pueden ser clasificadas de acuerdo a una degradación de las características de las variables, es decir que estas pueden ser medidas grandes o pequeñas, Una escala existe cuando es posible la determinación de una expresión cuantitativa de un estado dentro de una serie de estado, un ejemplo muy claro lo da el calibrador pie de rey, el cual divide la parte de las pulgadas en 16/16 en las cuales 1/16 forma parte de una escala, y asi sucesivamente con la medida del resto de los elementos usados en metrología, ejemplo el flexometro se podría dar en escalas de milímetros, centímetros, decímetros, en donde estas también jugarían una función similar a la que acabamos de dar con el ejemplo del calibrador pie de rey.

En este ejemplo se puede observar en los numerales 4 y 5 las escalas en milímetros y pulgadas del calibrador pie de rey así como también en los numerales 6 y 7 podemos observar los nonios es pulgadas y milímetros, temas de los cuales hablaremos a continuación.
NONIO DE MEDICION Y LECTURA
El nonio o escala de Vernier es una segunda escala auxiliar que tienen algunos instrumentos de medición, que permite apreciar una medición con mayor precisión al complementar las divisiones de la regla o escala principal del instrumento de medida
SISTEMA DE FUNCIONAMIENTO
El sistema consiste en una regla sobre la que se ha grabado una serie de divisiones según el sistema de unidades empleado, y una corredera o carro móvil, con un fiel o punto de medida, que se mueve a lo largo de la regla.
En una escala de medida, podemos apreciar hasta su unidad de división más pequeña, siendo esta la apreciación con la que se puede dar la medición; es fácil percatarse de que entre una división y la siguiente hay más medidas, que unas veces están más próximas a la primera de ellas y otras a la siguiente.
Para poder apreciar distintos valores entre dos divisiones consecutivas, se ideó una segunda escala que se denomina nonio o vernier, grabada sobre la corredera y cuyo punto cero es el valor de referencia. El nonio o vernier es esta segunda escala, no el instrumento de medida o el tipo de medida a realizar, tanto si es una medición lineal, sea cual fuere la unidad de medida. Esto es, si empleamos una regla para hacer una medida, solo podemos apreciar hasta la división más pequeña de esta regla; si además disponemos de una segunda escala, llamada nonio o vernier, podemos distinguir valores más pequeños.
El nonio o escala vernier toma un fragmento de la regla que en el sistema decimal es un múltiplo de diez menos uno: 9, 19, etc y lo divide en un número más de divisiones: 10,

20,... En la figura se toman 9 divisiones de la regla y la dividen en diez partes iguales; es el caso más sencillo, de tal modo que cada una de estas divisiones sea de 0,9 unidades de la regla. Esto hace que si la división cero del nonio coincide con la división cero de la regla, la distancia entre la primera división de la regla y la primera del nonio sea de 0,1; que entre la segunda división de la regla y la segunda del nonio haya una diferencia de 0,2; y así, sucesivamente, de forma que entre la décima división de la regla y la décima del nonio haya 1,0; es decir: la décima división del nonio coincide con la novena de la regla, según se ha dicho en la forma de construcción del nonio. Esto hace que en todos los casos en los que el punto 0 del nonio coincida con una división de la regla el punto diez del nonio también lo haga.
Cuando la división uno del nonio coincide con una división de la regla, el fiel está separado 0,1 adelante. De modo general, el fiel indica el número entero de divisiones de la regla, y el nonio indica su posición entre dos divisiones sucesivas de la regla.
PATRON DE CALIBRACION
Una calibración refiere a revisar y ajustar un instrumento de tal manera que el valor de entrada de una medida sea proporcional con la medida que estamos realizando, es decir que su salida corresponda con precisión al valor que estamos midiendo. Para calibrar un instrumento, debemos tener conocimiento de las cantidades de entrada y/o salida asociadas al instrumento bajo prueba.
A un dispositivo usado como referencia para comparar su respuesta frente a la respuesta de un instrumento se le denomina PATRON DE CALIBRACION, En palabras simples, un patrón es algo que nosotros podemos utilizar para comparar un instrumento calibrado. Por tanto, cualquier calibración podrá solo ser tan buena como el patrón que estemos usando.

Los patrones se pueden dividir en dos categorías: patrones usados para "producir" un cantidad física precisa (por ejemplo presión, temperatura, voltaje, corriente, etc.), y patrones usados para simplemente "medir" una cantidad física con un alto grado de precisión. Un ejemplo de la primera categoría sería el uso de agua en ebullición para "producir" una temperatura de 100 grados Celsius para calibrar un indicador de temperatura, mientras que un ejemplo de la segunda categoría sería el uso de un termómetro de precisión de laboratorio para medir alguna fuente de temperatura en comparación con el indicador de temperatura que estamos calibrando.El objetivo de la calibración es mantener y verificar el buen funcionamiento de los equipos, responder los requisitos establecidos en las normas de calidad y garantizar la fiabilidad y la trazabilidad de las medidas. Los instrumentos de medida requieren ser calibrados con más frecuencia cuanto más exactas sean sus muestras, es decir, cuanto menor sean las tolerancias de error. En general, los intervalos de calibración dependen de factores como los requerimientos dados por un cliente o una regulación y la estabilidad con el tiempo del instrumento a calibrar.
TOLERANCIA
La tolerancia es una definición propia de la metrología industrial, que se aplica a la fabricación de piezas en serie. Dada una magnitud significativa y cuantificable propia de un producto industrial (sea alguna de sus dimensiones, resistencia, peso o cualquier otra, el margen de tolerancia es el intervalo de valores en el que debe encontrarse dicha magnitud para que se acepte como válida, lo que determina la aceptación o el rechazo de los componentes fabricados, según sus valores queden dentro o fuera de ese intervalo.

El propósito de los intervalos de tolerancia es el de admitir un margen para las imperfecciones en la manufactura de componente, ya que se considera imposible la precisión absoluta desde el punto de vista técnico, o bien no se recomienda por motivos de eficiencia: es una buena práctica de ingeniería el especificar el mayor valor posible de tolerancia mientras el componente en cuestión mantenga su funcionalidad, dado que cuanto menor sea el margen de tolerancia, la pieza será más difícil de producir y por lo tanto más costosa.
La tolerancia puede ser especificada por un rango explícito de valores permitidos, una máxima desviación de un valor nominal, o por un factor o porcentaje de un valor nominal. Por ejemplo, si la longitud aceptable de un barra de acero está en el intervalo 1 m ± 0,01 m, la tolerancia es de 0,02 m (longitud absoluta) o 1% (porcentaje). La tolerancia puede ser simétrica, como en 40 ± 0,1, o asimétrica como 40 + 0,2 / -0,1.
Por ejemplo, para un eje con un diámetro nominal de 10 milímetros se ensamblara en un agujero se tendrá que especificar el eje con un rango de tolerancia entre los 10,04 y 10,076 milímetros. Esto daría una holgura que se encontraría entre los 0,04 milímetros (eje mayor con agujero menor) y los 0,112 milímetros (eje menor con agujero mayor). En este caso el rango de tolerancia tanto para el eje y el hoyo se escoge que sea el mismo (0,036 milímetros), pero esto no es necesariamente el caso general.
En mecánica, la tolerancia de fabricación se puede definir como los valores máximo y mínimo que debe medir un eje u orificio para que en el momento de su encaje el eje y el orificio puedan ajustarse sin problemas. Si se supera el valor máximo o el mínimo, entonces resultará imposible encajar el eje dentro del orificio, por lo que se dirá que el mecánico se ha pasado del valor de tolerancia.
RUGOSIDAD
En mecánica la rugosidad es el conjunto de irregularidades que posee una superficie.
La mayor o menor rugosidad de una superficie depende de su acabado superficial. Éste, permite definir la microgeometría de las superficies para hacerlas válidas para la función para la que hayan sido realizadas. Es un proceso que, en general, habrá que realizar para corregir los errores de forma y las ondulaciones que pudiesen presentar las distintas superficies durante su proceso de fabricación
En mecánica la rugosidad es el conjunto de irregularidades que posee una superficie.

La mayor o menor rugosidad de una superficie depende de su acabado superficial. Éste, permite definir la microgeometría de las superficies para hacerlas válidas para la función para la que hayan sido realizadas. Es un proceso que, en general, habrá que realizar para corregir los errores de forma y las ondulaciones que pudiesen presentar las distintas superficies durante su proceso de fabricación (fundición, forja, laminación, etc).
En el Sistema Internacional la unidad de rugosidad es el micrómetro o micra (1micra= 1 µm = 0,000001 m = 0,001 mm), mientras que en el sistema anglosajón se utiliza la micropulgada (μ"). Esta medida se indica en los planos constructivos de las piezas mediante signos y valores numéricos, de acuerdo a la norma de calidad existente, que varían entre países.
Para medir la rugosidad de las piezas se utilizan instrumentos electrónicos llamados rugosímetros, que miden la profundidad de la rugosidad media (Rz) y el valor de la rugosidad media (Ra) expresada en micras y muestran la lectura de la medida en una pantalla o en un documento gráfico
SISTEMAS DE MEDICION
MAGNITUD: Todo aquello que puede ser medido MEDIR: Comparar una magnitud frente a un patrón o unidad de referencia de medida MAGNITUDES BÁSICAS: Son las magnitudes que no requieren de otras para ser
definidas, en mecánica las magnitudes básicas son Longitud, Masa y tiempo. MAGNITUDES DERIVADAS: Son las que se definen a través de la utilización de otras
magnitudes, bien sea básicas u otras derivadas. Existen dos tipos de magnitudes ESCALARES y VECTORIALES que se definirán y tratarán en la siguiente lección
Cuando los resultados de las mediciones exceden una cantidad presentable de cifras, se utilizan prefijos que amplifican o reducen el número de veces las magnitudes básicas
SISTEMAS DE UNIDADES DE MEDICIÓN
Los sistemas de unidades de medición son conjuntos de reglas y parámetros para registrar las magnitudes tanto básicas como derivadas. Existen diferentes sistemas de unidades de medición, sin embargo los más importantes son tres, nombrados de acuerdo a las iniciales de sus magnitudes básicas

UNIDADES DE MEDICIÓN
MAGNITUD DIM M.K.S (S.I) C.G.S P.L.S
Longitud L Metro (m) Centímetro (cm) Pie (ft)
Masa M Kilogramo (Kg) Gramo (g) Libra (lb)
Tiempo L Segundo (s) Segundo (s) Segundo (s)
Carga Eléctrica
C Coulombio (C)Statcoulombio (stc)
----
Velocidad
Aceleración
FuerzaNewton
(N)
Dina
(din)
Poundal
(poun)
Momentum
Trabajo y Energía
Joule
(J)
Ergio
(erg) Poundal·Pie

PotenciaWatt (W)
REGLAS PARA EL USO DE INSTRUMENTOS DE MEDICION
CALIBRADOR PIE DE REY
El calibrador a vernier es un instrumento que mide extremadamente exacto; el error de lectura es 1/20 milímetro = 0,05 milímetros
Cierre las quijadas ligeramente en el objeto que se medirá.
Si usted está midiendo algo con una sección transversal redonda, cerciórese de que el eje del objeto sea perpendicular al calibrador. Esto es necesario asegurarse de que usted está midiendo el diámetro completo y no simplemente un acorde.
No haga caso de la escala superior, que está calibrada en pulgadas.
Utilice la escala inferior, que está en unidades métricas.
Note que hay una escala fija y una escala que resbala.
Los números de la negrilla en la escala fija son centímetros.
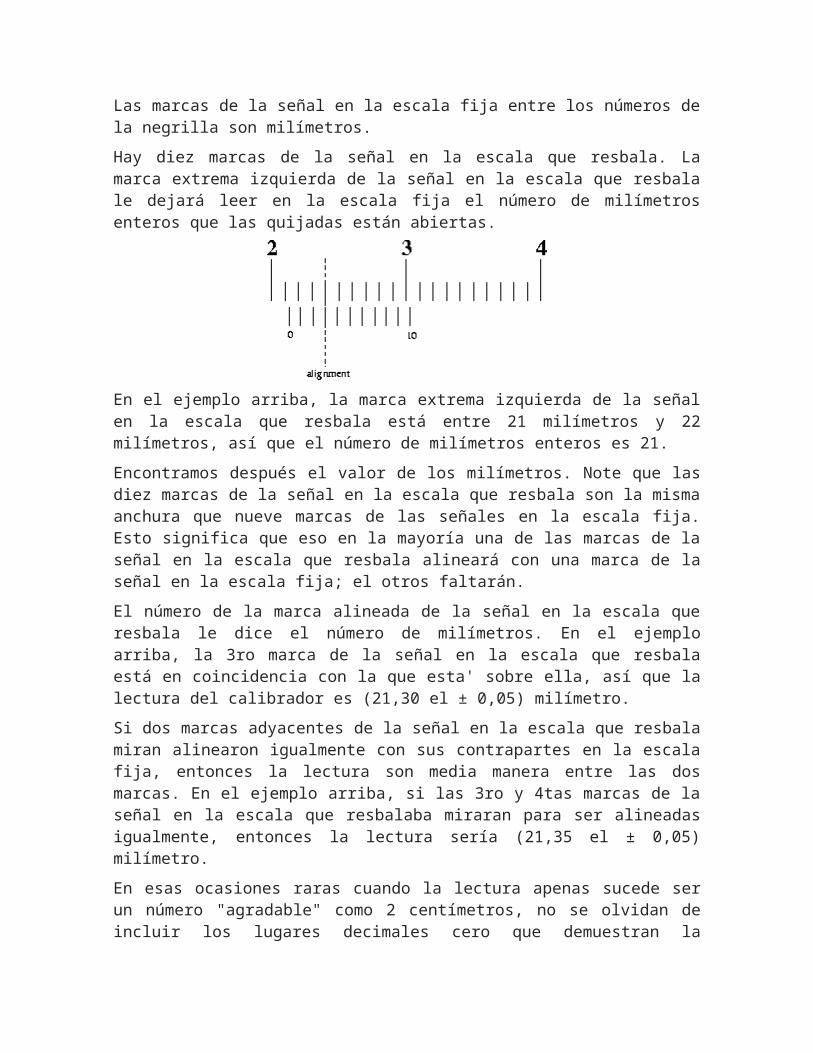
Las marcas de la señal en la escala fija entre los números de la negrilla son milímetros.
Hay diez marcas de la señal en la escala que resbala. La marca extrema izquierda de la señal en la escala que resbala le dejará leer en la escala fija el número de milímetros enteros que las quijadas están abiertas.
En el ejemplo arriba, la marca extrema izquierda de la señal en la escala que resbala está entre 21 milímetros y 22 milímetros, así que el número de milímetros enteros es 21.
Encontramos después el valor de los milímetros. Note que las diez marcas de la señal en la escala que resbala son la misma anchura que nueve marcas de las señales en la escala fija. Esto significa que eso en la mayoría una de las marcas de la señal en la escala que resbala alineará con una marca de la señal en la escala fija; el otros faltarán.

El número de la marca alineada de la señal en la escala que resbala le dice el número de milímetros. En el ejemplo arriba, la 3ro marca de la señal en la escala que resbala está en coincidencia con la que esta' sobre ella, así que la lectura del calibrador es (21,30 el ± 0,05) milímetro.
Si dos marcas adyacentes de la señal en la escala que resbala miran alinearon igualmente con sus contrapartes en la escala fija, entonces la lectura son media manera entre las dos marcas. En el ejemplo arriba, si las 3ro y 4tas marcas de la señal en la escala que resbalaba miraran para ser alineadas igualmente, entonces la lectura sería (21,35 el ± 0,05) milímetro.
En esas ocasiones raras cuando la lectura apenas sucede ser un número "agradable" como 2 centímetros, no se olvidan de incluir los lugares decimales cero que demuestran la precisión de la medida y del error de lectura. Tan no 2 centímetros, pero algo (2,000 ± 0,005) centímetro o (20,00 ± 0,05) milímetro.
INSTRUCCIONES DE SEGURIDAD Y CONSERVACIÓN PARA FLEXOMETROS
Una vez utilizado uno de estos instrumentos se limpiarán con un trapo y a las reglas de trazos se les dará después una ligera capa de vaselina neutra. Cuando proceda, cada equipo se guardará después en su correspondiente estuche individual.
Paralelamente al mantenimiento que se realiza con el uso del instrumento, en el momento que el instrumento de medida se envía a la calibración periódica, debe efectuarse una revisión a fondo del mismo.
PREPARACIÓN PARA EL USO
Limpieza
Limpiar la regla con un trapo limpio o una gamuza y, si fuese preciso, emplear alcohol o éter sulfúrico para eliminar los restos de aceite o vaselina.

Contrastación
Comprobar visualmente si la regla está perfectamente derecha en su canto graduado.
REALIZACIÓN DE MEDIDAS
Regla de trazos
Limpiar la superficie de la pieza a medir y apoyar la regla sobre dicha superficie, haciendo coincidir el cero de la regla con una de las aristas de la pieza a medir. Procurar obtener un buen asiento y evitar el error de paralaje.
Visualizar lectura y anotar su valor.
Cinta métrica y flexómetro
Colocar el tope de estos instrumentos apoyado contra la arista de la pieza a medir.
Procurar que la cinta tenga un buen asiento.
Hacer la lectura evitando el error de paralaje.
Medidor de circunferencia
Colocar el instrumento alrededor del redondo a medir de forma que se construya una circunferencia lo más perfecta posible.
Evitar el error de paralaje efectuando la toma de medida en milímetros, o directamente, en el diámetro.
GONIOMETRO
Definición:
El goniómetro o transportador universal es un instrumento de medición que se utiliza para medir ángulos.Consta de un círculo graduado de 180° o 360º, el cual lleva incorporado un dial giratorio sobre su eje de simetría, para poder medir cualquier valor angular. El dial giratorio lleva incorporado un nonio para medidas de precisión.
Modo de uso:
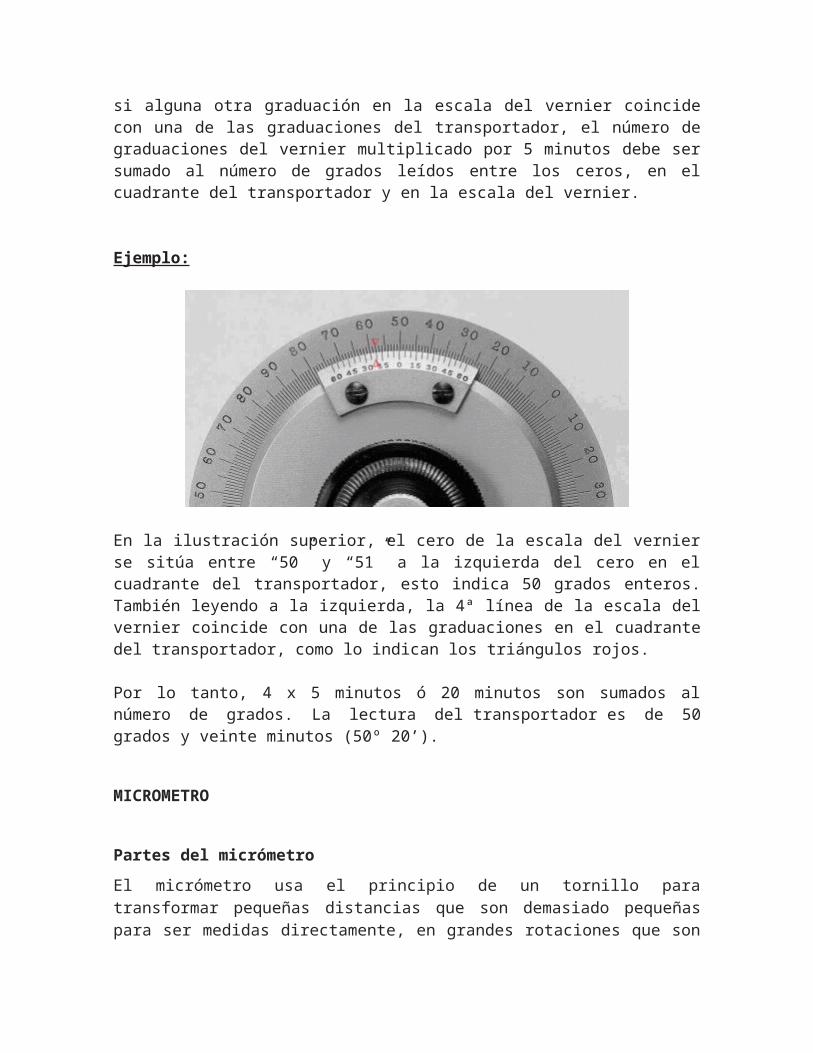
Transportadores Universales (en este caso de Starrett) con vernier, pueden ser leídos precisamente con una aproximación de 5 minutos (5’) ó 1/12 de grado. El cuadrante está graduado a la derecha y a la izquierda del cero, hasta 90 grados. La escala del vernier está también graduada a la derecha y a la izquierda del cero, hasta 60 minutos (60’). Cada una de las graduaciones representan 5 minutos. Cualquier ángulo puede ser medido, teniendo en cuenta que la lectura del vernier debe ser hecha en la misma dirección del transportador, derecha o izquierda, a partir del cero. Como 12 graduaciones en la escala del vernier ocupan el mismo espacio de 23 graduaciones ó 23 grados en el cuadrante del transportador, cada graduación del vernier s 1/12 de grado ó 5 minutos menor que dos graduaciones en el cuadrante del transportador. Por lo tanto, si la graduación cero de la escala del vernier coincide con una de las graduaciones en el cuadrante del transportador, la lectura es en grados exactos; sin embargo, si alguna otra graduación en la escala del vernier coincide con una de las graduaciones del transportador, el número de graduaciones del vernier multiplicado por 5 minutos debe ser sumado al número de grados leídos entre los ceros, en el cuadrante del transportador y en la escala del vernier. Ejemplo:

En la ilustración superior, el cero de la escala del vernier se sitúa entre “50” y “51” a la izquierda del cero en el cuadrante del transportador, esto indica 50 grados enteros. También leyendo a la izquierda, la 4ª línea de la escala del vernier coincide con una de las graduaciones en el cuadrante del transportador, como lo indican los triángulos rojos. Por lo tanto, 4 x 5 minutos ó 20 minutos son sumados al número de grados. La lectura del transportador es de 50 grados y veinte minutos (50º 20’).
MICROMETRO
Partes del micrómetro
El micrómetro usa el principio de un tornillo para transformar pequeñas distancias que son demasiado pequeñas para ser medidas directamente, en grandes rotaciones que son lo suficientemente grandes como para leerlas en una escala. La precisión de un micrómetro se deriva de la exactitud del tornillo roscado que está en su interior. Los principios básicos de funcionamiento de un micrómetro son los siguientes:
1. La cantidad de rotación de un tornillo de precisión puede ser directa y precisamente relacionada con una cierta cantidad de movimiento axial (y viceversa), a través de la constante conocida como el paso del tornillo. El paso es la distancia que avanza axialmente el tornillo con una vuelta completa de (360 °).
2. Con un tornillo de paso adecuado y de diámetro mayor, una determinada cantidad de movimiento axial será transformada en el movimiento circular resultante.
Por ejemplo, si el paso del tornillo es de 1 mm y su diámetro exterior es de 10 mm, entonces la circunferencia del tornillo es de 10π o 31,4 mm aproximadamente. Por lo tanto, un movimiento axial de 1 mm se amplía con un movimiento circular de 31,4 mm.

Esta ampliación permite detectar una pequeña diferencia en el tamaño de dos objetos de medidas similares según la posición del tambor graduado del micrómetro.
Partes del micrómetro
En este micrómetro podemos diferenciar las siguientes partes:
1. Cuerpo: constituye el armazón del micrómetro; suele tener unas plaquitas de aislante térmico para evitar la variación de medida por dilatación.2. Tope: determina el punto cero de la medida; suele ser de algún material duro (como "metal duro") para evitar el desgaste así como optimizar la medida.3. Espiga: elemento móvil que determina la lectura del micrómetro; la punta suele también tener la superficie en metal duro para evitar desgaste.4. Palanca de fijación: que permite bloquear el desplazamiento de la espiga.5. Trinquete: limita la fuerza ejercida al realizar la medición.6. Tambor móvil, solidario a la espiga, en la que está grabada la escala móvil de 50 divisiones.7. Tambor fijo: solidario al cuerpo, donde está grabada la escala fija de 0 a 25 mm.
Lectura del micrómetro
En el Sistema Métrico Decimal se utilizan tornillos micrométricos de 25 mm de longitud; estos tienen un paso de rosca de 0,5 mm, así al girar el tambor toda una vuelta la espiga se desplaza 0,5 mm.

En el tambor fijo del instrumento hay una escala longitudinal, es una línea que sirve de fiel, en cuya parte superior figuran las divisiones que marcan los milímetros, en tanto que en su lado inferior están las que muestran los medios milímetros; cuando el tambor móvil gira va descubriendo estas marcas, que sirven para contabilizar el tamaño con una precisión de 0,5 mm.
En el borde del tambor móvil contiguo al fiel se encuentran grabadas en toda su circunferencia 50 divisiones iguales, indicando la fracción de vuelta que se hubiera realizado; al suponer una vuelta entera 0,5 mm, cada división equivale a una cincuentava parte de la circunferencia, es decir nos da una medida con una precisión de 0,01 mm.
En la lectura de la medición con el micrómetro nos hemos de fijar por tanto primero en la escala longitudinal, que nos indica el tamaño con una aproximación hasta los 0,5 mm, a lo que se tendrá que añadir la medida que se aprecie con las marcas del tambor, llegando a conseguirse la medida del objeto con una precisión de 0,01 mm.
En la figura tenemos un micrómetro con una lectura de 4,10 mm, en la escala fija se puede ver hasta la división 4 inclusive, y la división de la escala móvil, del tambor, que coincide con la línea del fiel es la 10, luego la lectura es 4,10 mm.
En este segundo ejemplo podemos que el micrómetro indica: 4,86 mm, en la escala fija se ve la división 4 y además la división de medio milímetro siguiente, en el tambor la división 36 de la escala móvil es la que está alineada con la línea de fiel, luego la medida es 4 mm, más 0,5 mm, más 0,36 mm, esto es 4,86 mm.
COMPARADOR DE CARATULA
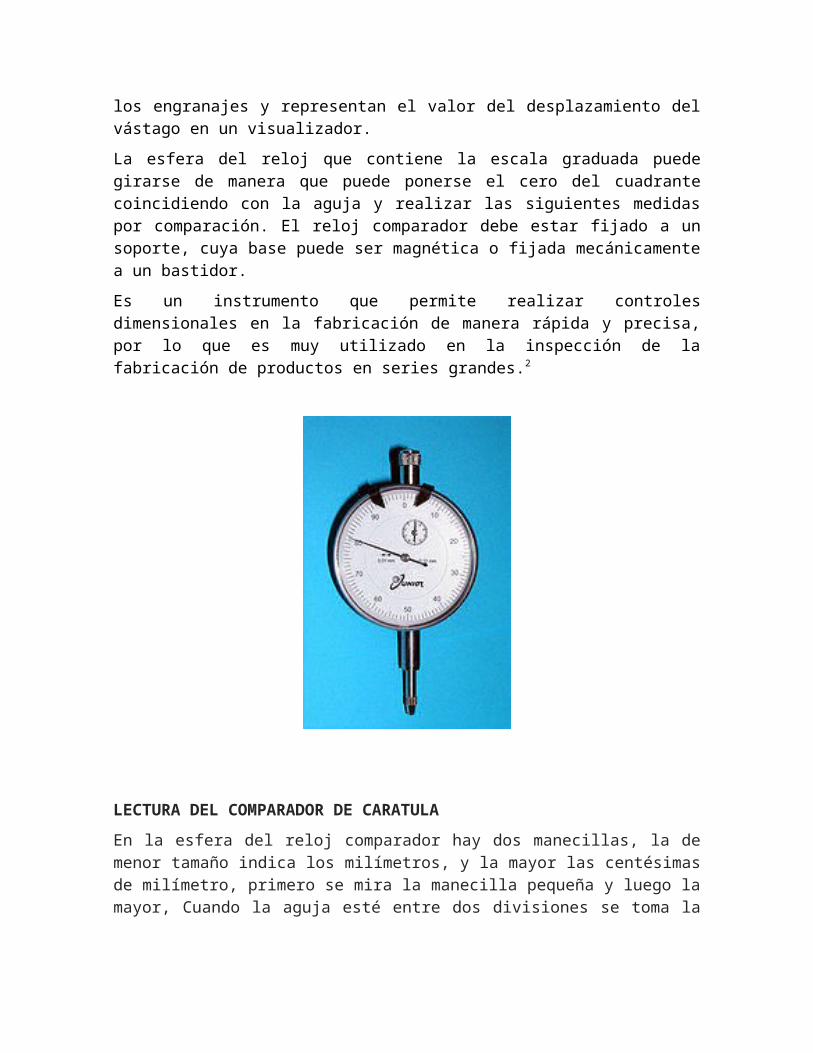
Un reloj comparador o comparador de cuadrante es un instrumento de medición de dimensiones que se utiliza para comparar cotas mediante la medición indirecta del desplazamiento de una punta de contacto esférica cuando el aparato está fijo en un soporte. Consta de un mecanismo de engranajes o palancas que amplifica el movimiento del vástago en un movimiento circular de las agujas sobre escalas graduadas circulares que permiten obtener medidas con una precisión de centésimas o milésimas de milímetro (micras). Además existen comparadores electrónicos que usan sensores de desplazamiento angular de los engranajes y representan el valor del desplazamiento del vástago en un visualizador.
La esfera del reloj que contiene la escala graduada puede girarse de manera que puede ponerse el cero del cuadrante coincidiendo con la aguja y realizar las siguientes medidas por comparación. El reloj comparador debe estar fijado a un soporte, cuya base puede ser magnética o fijada mecánicamente a un bastidor.

Es un instrumento que permite realizar controles dimensionales en la fabricación de manera rápida y precisa, por lo que es muy utilizado en la inspección de la fabricación de productos en series grandes.2
LECTURA DEL COMPARADOR DE CARATULA
En la esfera del reloj comparador hay dos manecillas, la de menor tamaño indica los milímetros, y la mayor las centésimas de milímetro, primero se mira la manecilla pequeña y luego la mayor, Cuando la aguja esté entre dos divisiones se toma la más próxima, redondeando la medida a la resolución del instrumento:

En la figura se pueden observar varios relojes. El primero indica 0 mm y en el segundo la lectura será 0,26 mm si bien el valor exacto es mayor (0,263 mm según se indica), la lectura nunca debe de darse con mayor precisión de la resolución que tenga el instrumento. En el tercer reloj la lectura será de 1,33 mm.
El uso mayoritario del reloj comparador es para determinar pequeñas diferencias de medida, en alienaciones o excentricidad, cuando se emplea para en dimensiones que abarcan varios milímetros, es preciso percatarse, en la aguja pequeña, del milímetro exacto en el que se encuentra la medida, que puede ser más dificultoso que señalar la centésima de milímetro, indicada con la aguja grande, como se puede ver en la figura.

GALGAS
Se llama galga o calibre fijo o "filler" a los elementos que se utilizan en el mecanizado de piezas para la verificación de las cotas contolerancias estrechas cuando se trata de la verificación de piezas en serie.
La galga también es una unidad de medida, ésta es utilizada para indicar el grosor (espesor) de materiales muy delgados o extremadamente finos; la galga se define como el grosor de un objeto expresado en micras multiplicado por 4. Así, por ejemplo, una lámina de polietileno que tenga 25 micras (0,025 mm) de grosor será de 100 galgas; por tanto, la galga equivale a un cuarto de millonésima de metro (2,5 × 10-7 m).1En el mundo anglosajón las medidas en los calibres fijos también se pueden encontrar indicadas en milésimas de pulgada.
Las galgas que son calibres fijos no siempre indican su medición y pueden ser meras réplicas de la pieza modelo, lo cual las abarata, así algunas sirven sólo para establecer un patrón, con el que se compara la pieza para establecer su validez; están formadas por un mango de sujeción y dos elementos de medida, donde una medida corresponde al valor máximo de la cota a medir, y se llama «NO PASA» (en inglés «NOT GO»), y la otra medida corresponde al valor mínimo de la cota a medir, y se llama «PASA» («GO»).2

Las galgas son de acero, templado y rectificado, o de carburos, con una gran precisión de ejecución, también se hacen galgas cerámicas dezirconia.2 Las dimensiones, dureza y título de las galgas están estandarizados en la norma DIN 2275.
Las galgas pueden ser individuales, que se usan por torsión (movimiento de deslizamiento y giro), o juegos que agrupan varias galgas con hasta cien placas lisas de diversas formas (rectangulares o redondeadas) y tamaños, también llamados estos últimos bloques de Johansson, en honor a C. E. Johansson, quien los inventó a principios de Años 1900, en los cuales las galgas se pueden armar para obtener diferentes longitudes, alcanzándose una precisión de hasta 0,05 µm.2
En función de la cota a medir se pueden considerar los siguientes tipos de galgas:
«Tapones de PASA y NO PASA»: se emplean en el verificado de los diámetros de orificios.
«Galgas de herradura PASA - NO PASA»: se emplean en el verificado de los diámetros de ejes y cotas externas.
«Tapones cónicos con la indicación de profundidad máxima»: se emplean en el verificado de agujeros cónicos.
«Acoplamientos cónicos con la indicación de profundidad máxima»: se emplean en el verificado de ejes cónicos.
«Ejes roscados con PASA y NO PASA»: se emplean en el verificado de roscas. «Galga para radios o de filete»: se emplean en el verificado de los radios. Se utiliza
poniendo junto a la galga la pieza a contra luz, comprobándose si ésta coincide con el radio, procediéndose a su corrección caso de existir alguna fuga de luz.










![Sistemas de informacion gerencial. andres[1]](https://static.fdocuments.ec/doc/165x107/55b31220bb61eb3e6e8b45d2/sistemas-de-informacion-gerencial-andres1.jpg)




