
Informe de Grado
100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR I. S. T. PEDRO P. DIAZ 14 CAPÍTULO DESCRIPCIÓN DEL CENTRO DE PRÁCTICAS PROFESIONALES 1.1 RAZÓN SOCIAL DE LA EMPRESA: La empresa CREFINSA tiene por razón social las siglas E.I.R.L. (Empresa Individual de Responsabilidad Limitada), es una empresa de carácter privado, ubicada en el distrito de Cerro Colorado, departamento de Arequipa.
-
Upload
vargas-begazo-elar -
Category
Documents
-
view
220 -
download
0
Transcript of Informe de Grado
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 1/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 14
CAPÍTULO
DESCRIPCIÓN DEL CENTRO DE PRÁCTICAS
PROFESIONALES
1.1 RAZÓN SOCIAL DE LA EMPRESA:
La empresa CREFINSA tiene por razón social las siglas E.I.R.L. (Empresa
Individual de Responsabilidad Limitada), es una empresa de carácter privado,
ubicada en el distrito de Cerro Colorado, departamento de Arequipa.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 2/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 15
1.2 LUGAR DE PRÁCTICAS:
El lugar de prácticas se sitúa en las dos áreas de la empresa (área de
producción, área de soldadura y mecánica de banco.
1.3 UBICACIÓN DE LA EMPRESA:
El taller esta ubicado en la urbanización Pachacutec jirón Moquegua F11 en el
distrito de Cerro Colorado, departamento de Arequipa.
1.4 OBJETIVO PRINCIPAL DE LA EMPRESA:
La empresa CREFINSA E.I.R.L. tiene por objetivo principal, ocupar un lugar
como una de las empresas de servicio de mantenimiento y producción más
importante en la ciudad de Arequipa. Entre los objetivos específicos podemos
mencionar:
Brindar un servicio eficiente, con rapidez y calidad a las empresas e
instituciones para las cuales presta sus servicios.
Alcanzar un alto nivel de productividad.
Renovación constante de la maquinaria acorde con las actualizaciones
tecnológicas, manteniendo siempre un servicio eficiente.
Contar con profesionales eficientes y capaces de realizar sus tareas.
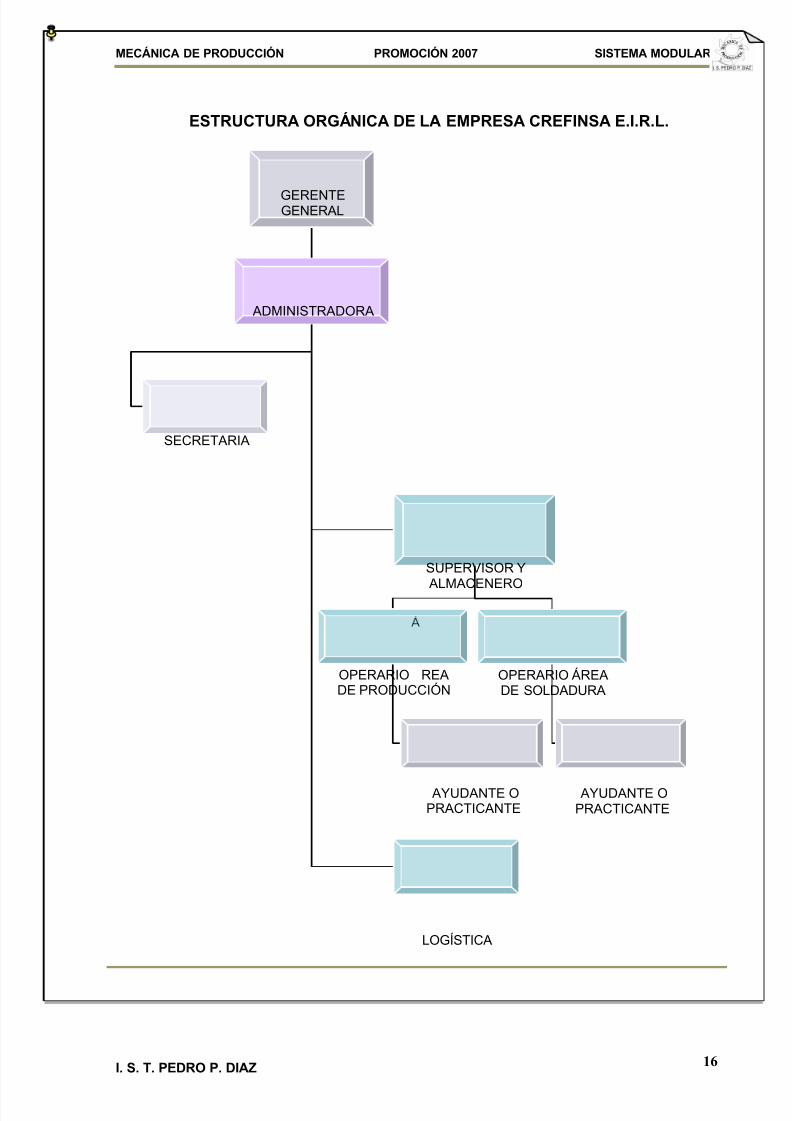
1.5 ESTRUCTURA ORGÁNICA DE LA EMPRESA:
En la empresa CREFINSA E.I.R.L. el cargo de gerente lo desempeña el dueño
de la empresa, siguiéndole la administradora junto con la secretaria, los
terceros al mando serian el almacenero junto con el encargado compras y
abastecimiento, y por ultimo quedan los operarios del área de producción y
soldadura junto con los ayudantes y practicantes.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 3/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 16
ESTRUCTURA ORGÁNICA DE LA EMPRESA CREFINSA E.I.R.L.
GERENTEGENERAL
ADMINISTRADORA
SUPERVISOR Y
ALMACENERO
SECRETARIA
LOGÍSTICA
OPERARIO READE PRODUCCIÓN
OPERARIO ÁREADE SOLDADURA
AYUDANTE OPRACTICANTE
AYUDANTE OPRACTICANTE
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 4/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 17
1.6 ACTIVIDAD DE LA EMPRESA:
La empresa brinda servicio de mantenimiento y producción a diversas
empresas de la ciudad de Arequipa, por ejemplo:
Alicorp
Setrater
Postes Arequipa
Incalpaca
Incatops
Leche gloria
Minarsa
IESAC
Dentro de los servicios que brinda la empresa podemos mencionar los
siguientes:
Ejecución de trabajos de mecánica de banco
Trabajos en todo tipo de soldadura eléctrica y autógena
Maestranza en general
Trabajos de mantenimiento en planta
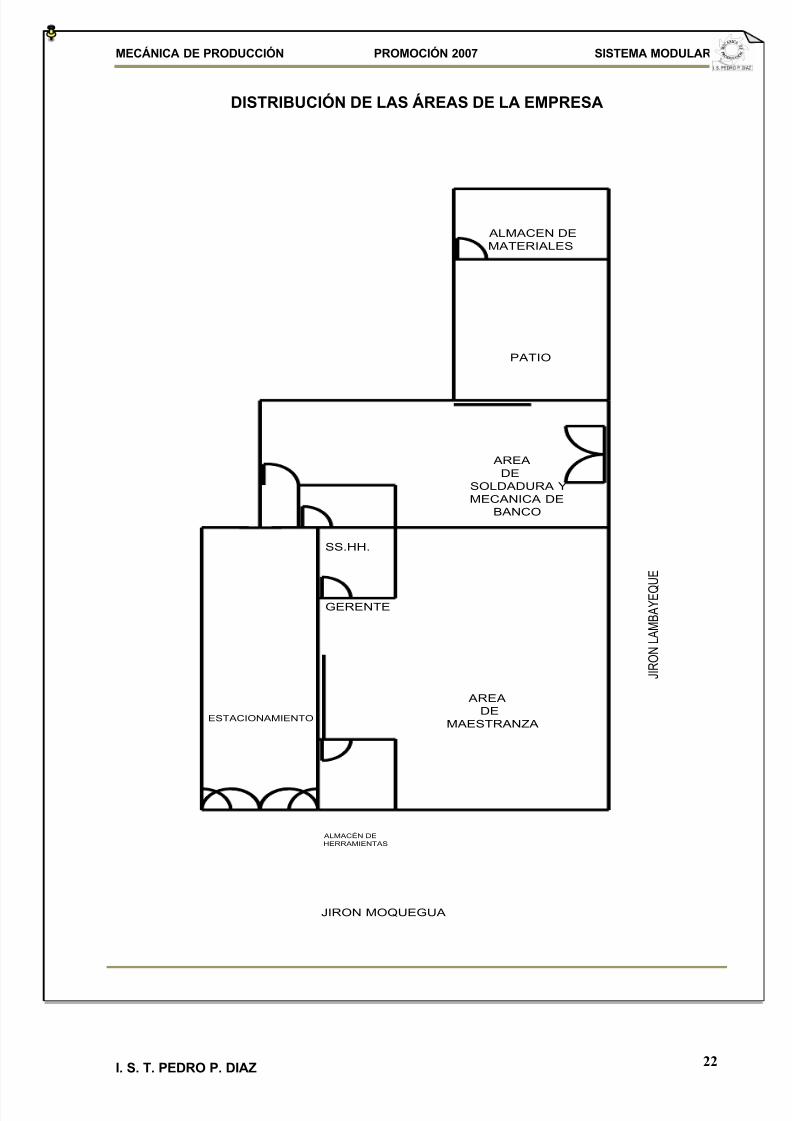
1.7 DESCRIPCIÓN DE LAS ÁREAS DE LA EMPRESA:
1.7.1 INFRAESTRUCTURA:
Las instalaciones de la empresa están construidas de material noble, y la
distribución de las áreas es como sigue; al entrar por la puerta principal
nos encontramos a la mano derecha el taller de maestranza, dentro del
cual se encuentran todas las máquinas herramientas, también se
encuentran en esta zona la oficina del gerente, el almacén de
herramientas, las oficina de la administradora y la secretaria. Siguiendo
adelante por la puerta de entrada nos encontramos al frente con el
vestuario de los trabajadores y al lado de este se encuentra el taller de
soldadura y de ajuste, finalmente al fondo se encuentra el almacén de
materiales, todos están ilustrados en los planos de distribución.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 5/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 18
1.7.2 ILUMINACIÓN:
Natural: durante el día la luz natural es muy buena ya que el techo de
los talleres es de calamina, teniendo luz por los costados además en el
centro de los techos se han colocado calaminas de fibra de vidrio
traslucida para una mejor iluminación de los talleres.
Artificial: la luz artificial es encendida por la tarde, cada máquina cuenta
con un par de fluorescentes, garantizando la iluminación por la tarde y
la noche cuando es necesario, permitiendo a los operarios trabajar con
normalidad.
1.7.3 COLOR Y VENTILACIÓN:
Sobre el color de las paredes puedo decir que, se encuentran sin estucar y
sin pintar en ambos talleres siendo solo las oficinas pintadas de color
blanco. La ventilación es natural ya que el aire entra por el techo
especialmente el taller de soldadura que es donde más se necesita la
circulación del aire por los gases que se producen al momento de soldar
con electrodo metálico revestido.
1.7.4 SEGURIDAD E HIGIENE INDUSTRIAL:
Este es un factor importante dentro de la empresa, el supervisor es
responsable de eliminar todo tipo de condiciones o riesgos inseguros en el
trabajo apoyado por los operarios de cada área (las personas con más
experiencia en la empresa).
En los talleres se encuentran afiches sobre orden y seguridad al momento
de trabajar (por ejemplo, “para cada trabajo existe un tipo de herramienta ”
etc.)
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 6/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 19
En caso de que alguien incurra en una falta peligrosa que atente contra su
integridad física o a alguno de sus compañeros, los demás están en la
obligación de prevenirlo, enseñándole o recomendándole para que dicha
falta no vuelva a ocurrir.
El taller cuenta con un botiquín de primeros auxilios para socorrer a un
herido en caso de un accidente menor, también cuenta con extintores en
caso de ocurrir un incendio.
1.7.5 IMPLEMENTOS DE SEGURIDAD PERSONAL:
Cada trabajador que labora en esta empresa cuenta con lentes de
seguridad, tapones para los oídos y guantes, en la zona de soldadura
además de los implementos ya mencionados cuentan con mascaras de
soldar para la protección de los ojos y la cara, además los soldadores
cuentan con su delantal de cuero y otros implementos que solo son usados
para trabajos de gran duración en el área de soldadura.
Cada trabajador es responsable de cuidar y preservar el mayor tiempo
posible sus equipos de protección personal durante el tiempo de trabajo y
cuando la necesidad demande de ellos.
1.7.6 MANTENIMIENTO:
1.7.6.1. Mantenimiento del taller:
Existe una persona encargada de mantener limpios los talleres
durante el día y en la hora de salida realiza la limpieza general de
los talleres manteniendo todo en orden.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 7/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 20
1.7.6.2. Mantenimiento de máquinas:
Todos los días antes de empezar a trabajar cada operario debe de
realizar un mantenimiento rutinario de su máquina (aceitar y
engrasar los puntos de lubricación).
Después de finalizar el horario de trabajo cada operador es
responsable de realizar una limpieza de su máquina y dejarla lista
para el día siguiente
1.7.6.3. Almacén de herramientas:
El almacén esta a cargo del supervisor, el es quien entrega las
herramientas. Cada operario tiene su propio juego de
herramientas para su máquina, teniendo un estante personal para
las herramientas de uso general, como los trabajos que se
realizan son variados se tienen distintos tipos de herramientas
guardadas en almacén.
Cada trabajador puede pedir herramientas al empezar el día o
durante el mismo devolviéndolas al finalizar la jornada de cada
día, eso es por política de la empresa.
En la empr esa hay un dicho que dice “hay un lugar y uso para
cada herramienta y cada herramienta debe estar en su lugar”, es
una política de la empresa, no se puede usar una herramienta
para algo que no fue diseñada o que este en mal estado, todo
esto con el objetivo de prevenir accidentes y dañar las máquinas y
las herramientas.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 8/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 21
1.7.6.4. Seguridad en la realización de trabajos:
En todo trabajo nadie esta libre de un accidente, ni aun el mas
experimentado de los trabajadores, los accidentes ocurren
generalmente por negligencia o confianza en demasía del
operador, yo he sido testigo de accidentes, menores por
supuesto, pero al final accidentes de los mas experimentados
operarios, por realizar los trabajos bajo presión o con rapidez ya
que al apurarse se olvidan de algunas normas de seguridad.
Es por todo esto que se han adoptado nuevas formas de trabajo
para evitar que ocurran accidentes que puedan perjudicar al
trabajador y a la empresa.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 9/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 22
DISTRIBUCIÓN DE LAS ÁREAS DE LA EMPRESA
SS.HH.
GERENTE
ALMACÉN DE
HERRAMIENTAS
AREA
DE
SOLDADURA Y
MECANICA DE
BANCO
PATIO
ALMACEN DE
MATERIALES
AREA
DE
MAESTRANZAESTACIONAMIENTO
JIRON MOQUEGUA
JIRON
LAMBAYEQ
UE
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 10/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 23
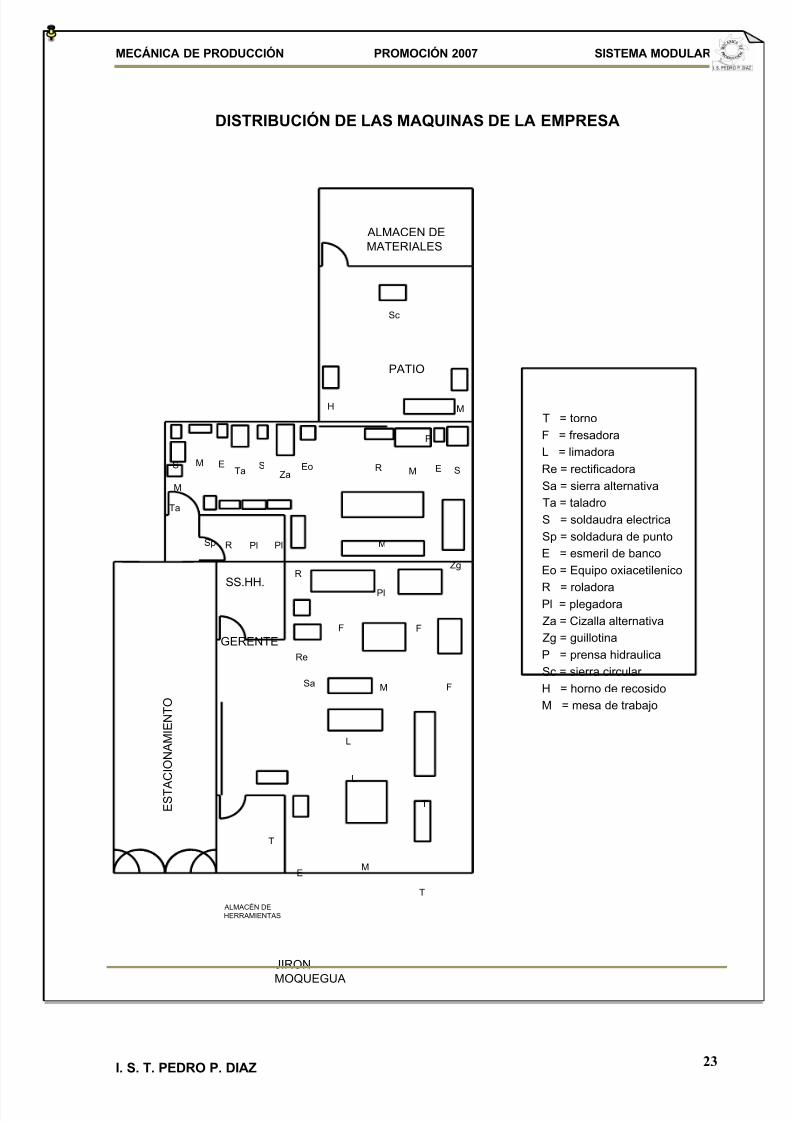
DISTRIBUCIÓN DE LAS MAQUINAS DE LA EMPRESA
SS.HH.
GERENTE
ALMACÉN DEHERRAMIENTAS
PATIO
ALMACEN DEMATERIALES
E S T A
C I O N A M I E N T O
JIRON
MOQUEGUA
F F
F
T
T
T
Sa
L
L
E
Zg
Pl
R
Pl
Ta
SZa
Eo S
P
MH
TaS
Sp R Pl
Re
E R
Sc
EM
M
M
M
M
M
T = torno
F = fresadora
L = limadora
Re = rectificadora
Sa = sierra alternativa
Ta = taladro
S = soldaudra electrica
Sp = soldadura de punto
E = esmeril de banco
Eo = Equipo oxiacetilenico
R = roladoraPl = plegadora
Za = Cizalla alternativa
Zg = guillotina
P = prensa hidraulica
Sc = sierra circular
H = horno de recosido
M = mesa de trabajo
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 11/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 24
CAPÍTULO
MARCO TEÓRICO Y DESCRIPCIÓN DE LAS
MAQUINARIAS DE LA EMPRESA
2.1. LA MÁQUINA HERRAMIENTA:
La máquina herramienta es un tipo de máquina que se utiliza para dar forma a
materiales sólidos, principalmente metales. Su característica principal es su
falta de movilidad, ya que suelen ser máquinas estacionarias. El moldeado de la
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 12/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 25
pieza se realiza por la eliminación de una parte del material, que se puede
realizar por arranque de viruta, por estampado, corte o electroerosión.
2.1.1. TIPOS DE MÁQUINA HERRAMIENTA:
Por la forma de trabajar las máquinas herramientas se pueden clasificar
en tres tipos;
De desbaste o desbastadoras, que dan forma a la pieza por
arranque de viruta.
Prensas, que dan forma las piezas mediante el corte, el prensado o
el estirado.
Especiales, que dan forma a la pieza mediante técnicas diferentes,
láser, electroerosión, ultrasonidos, plasma, etc.
2.2. TORNO:Se denomina torno (del latín tornus, y este del griego τόρνος, giro, vuelta) (1) a
un conjunto de máquinas herramienta que permiten mecanizar piezas de forma
geométrica por revolución. Estas máquinas-herramienta operan haciendo girar
la pieza a mecanizar (sujeta en el cabezal o fijada entre los puntos de centraje)
mientras una o varias herramientas de corte son empujadas en un movimiento
regulado de avance contra la superficie de la pieza, cortando la viruta de
acuerdo con las condiciones tecnológicas de mecanizado adecuadas. Desde el
inicio de la Revolución industrial, el torno se ha convertido en una máquina
básica en el proceso industrial de mecanizado.
(1) De Wikipedia, la enciclopedia libre, Internet
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 13/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 26
Fuente: Máquina_herramienta.htm (Internet)
2.2.1. TIPOS DE TORNOS MECÁNICOS:
Los tornos mecánicos se clasifican principalmente en:
Torno paralelo horizontal
Torno vertical
Torno revolver
Torno copiador
2.2.2. TORNO PARALELO HORIZONTAL:
El torno paralelo o mecánico es el tipo de torno que evolucionó partiendo
de los tornos antiguos cuando se le fueron incorporando nuevos
equipamientos que lograron convertirlo en una de las máquinas
herramienta más importante que han existido. Sin embargo, en la
actualidad este tipo de torno está quedando relegado a realizar tareas
poco importantes, a utilizarse en los talleres de aprendices y en los
talleres de mantenimiento para realizar trabajos puntuales o especiales.
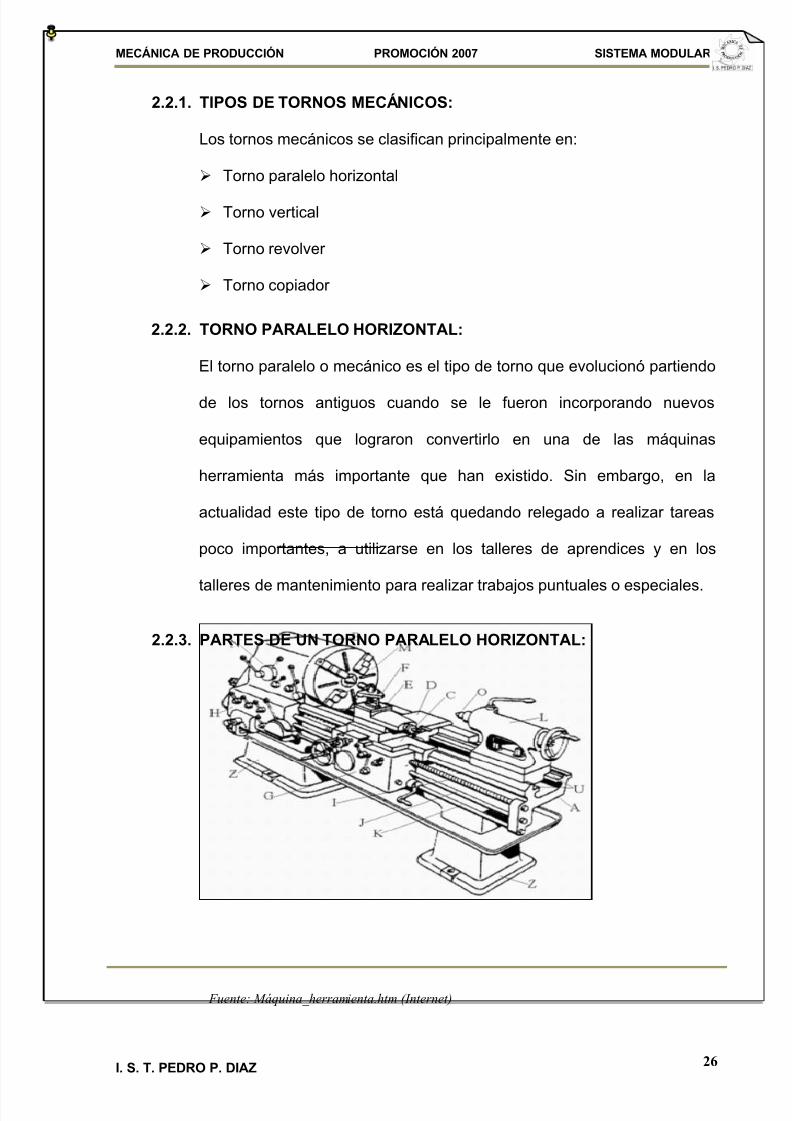
2.2.3. PARTES DE UN TORNO PARALELO HORIZONTAL:
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 14/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 27
Fuente: De Wikipedia, la enciclopedia libre (Internet)
A= La Bancada.
B= Cabezal Fijo.
C= Carro Principal de
Bancada.
D= Carro de
Desplazamiento
Transversal.
E= Carro Superior porta
Herramienta.
F= Porta Herramienta
G= Caja de Movimiento
Transversal.
H= Mecanismo de Avance.
I= Tornillo de Roscar o Patrón.
J= Barra de Cilindrar.
K= Barra de Avance.
L= Cabezal Móvil.
M= Plato de Mordaza (Husillo).
N= Palancas de Comando del Movimiento
de Rotación.
O= Contrapunta.
U= Guía.
Z= Patas de Apoyo.
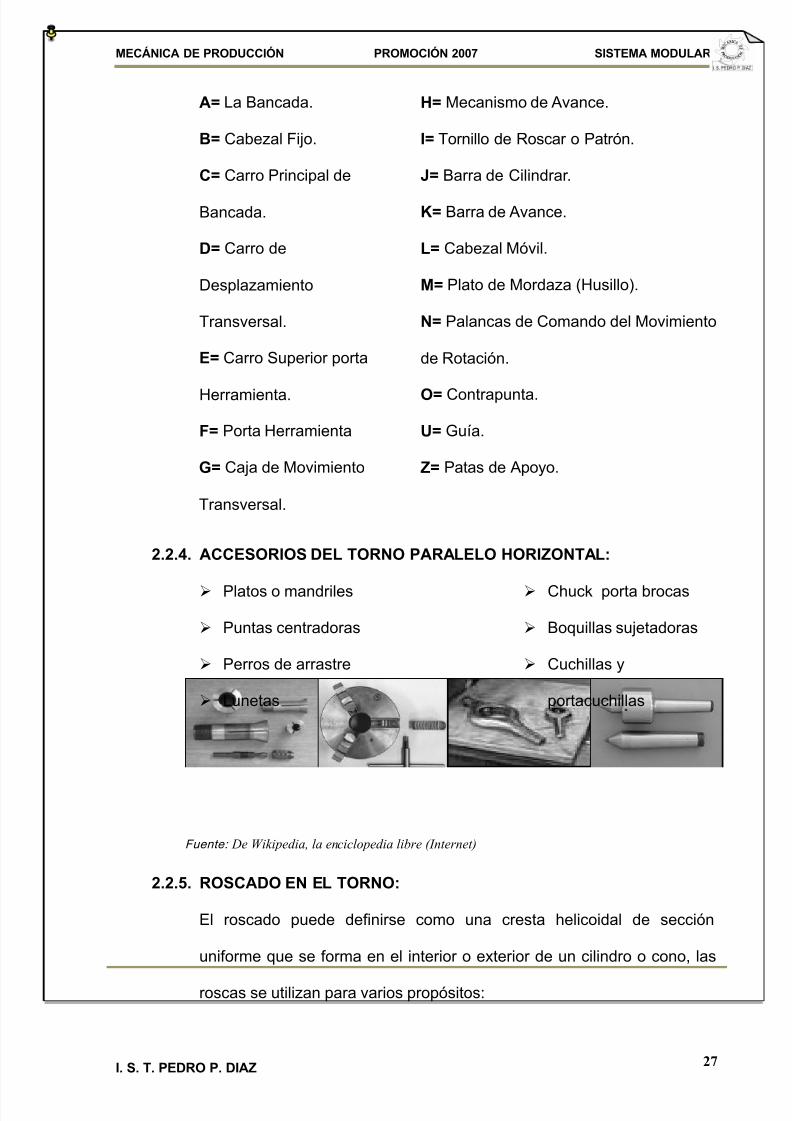
2.2.4. ACCESORIOS DEL TORNO PARALELO HORIZONTAL:
Platos o mandriles
Puntas centradoras
Perros de arrastre
Lunetas
Chuck porta brocas
Boquillas sujetadoras
Cuchillas y
portacuchillas
2.2.5. ROSCADO EN EL TORNO:
El roscado puede definirse como una cresta helicoidal de sección
uniforme que se forma en el interior o exterior de un cilindro o cono, las
roscas se utilizan para varios propósitos:
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 15/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 28
Fuente: De Wikipedia, la enciclopedia libre (Internet)
Para sujetar dispositivos como tornillos pernos espárragos
Para transmitir movimientos
Para aumentar la fuerza, etc.
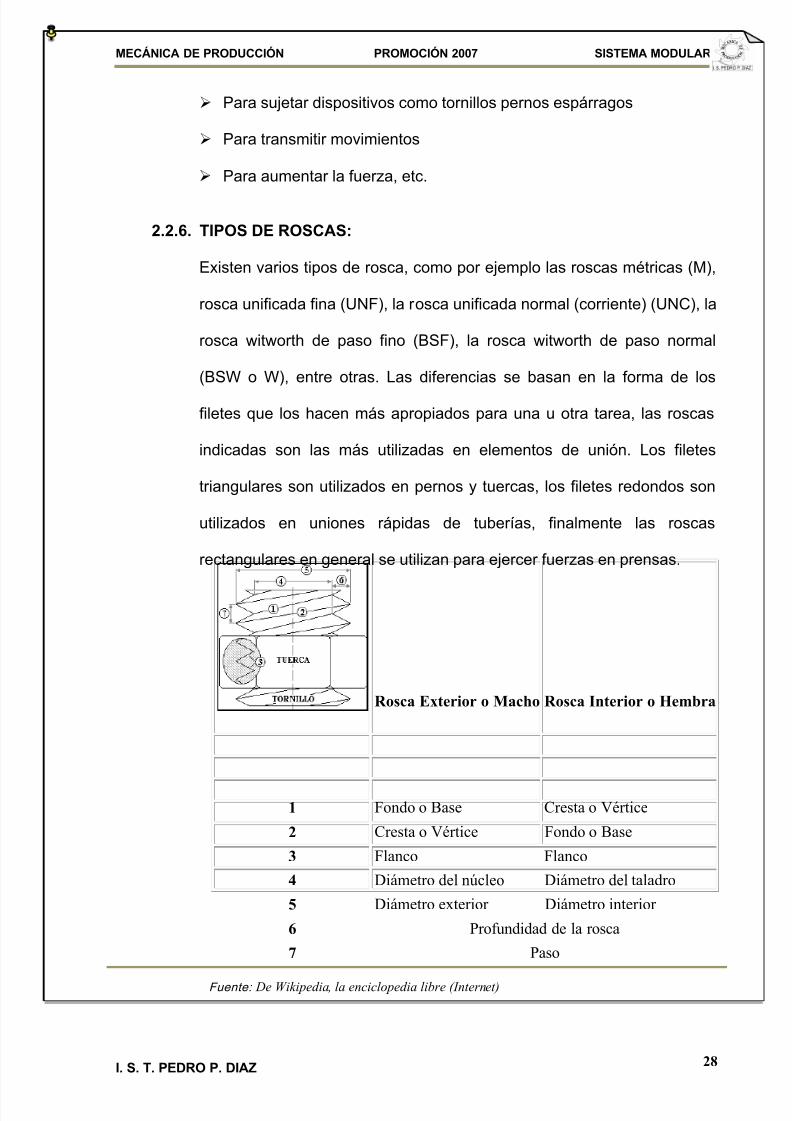
2.2.6. TIPOS DE ROSCAS:
Existen varios tipos de rosca, como por ejemplo las roscas métricas (M),
rosca unificada fina (UNF), la rosca unificada normal (corriente) (UNC), la
rosca witworth de paso fino (BSF), la rosca witworth de paso normal
(BSW o W), entre otras. Las diferencias se basan en la forma de los
filetes que los hacen más apropiados para una u otra tarea, las roscas
indicadas son las más utilizadas en elementos de unión. Los filetes
triangulares son utilizados en pernos y tuercas, los filetes redondos son
utilizados en uniones rápidas de tuberías, finalmente las roscas
rectangulares en general se utilizan para ejercer fuerzas en prensas.
Rosca Exterior o Macho Rosca Interior o Hembra
1 Fondo o Base Cresta o Vértice
2 Cresta o Vértice Fondo o Base
3 Flanco Flanco
4 Diámetro del núcleo Diámetro del taladro
5 Diámetro exterior Diámetro interior
6 Profundidad de la rosca
7 Paso
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 16/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 29
2.2.7. CARACTERÍSTICAS DE LOS TORNOS DE LA EMPRESA:
En el taller donde realicé las prácticas profesionales contamos con tres
tornos, todos en condiciones para trabajar, lo cual permite que se realice
trabajos de precisión, claro que siempre dependiendo de la habilidad del
operador. A continuación indico las características de los tornos de la
empresa:
TORNO 1
Marca : FURLANETO
Industria : ARGENTINA
Distancia entre centros : 650mm.
Volteo máximo : 450mm.
Motor principal : 2 HP
TORNO 2
Marca : CAZENEUVE
Industria : FRANCIA
Distancia entre centros : 1000mm.
Volteo máximo : 500mm.
Motor principal : 3.5 HP
TORNO 3
Marca : SLIVEN
Industria : REPÚBLICA CHECA
Distancia entre centros : 2000mm.
Volteo máximo : 600mm.
Motor principal : 3.5 HP
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 17/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 30
2.2.8. SEGURIDAD:
Al manipular u operar un torno mecánico se debe tener en cuenta los
siguientes pasos:
Utilizar equipo de seguridad: gafas de seguridad, caretas, etc.
No utilizar ropa holgada o muy suelta. Se recomiendan las mangas
cortas.
Utilizar ropa de algodón.
Utilizar calzado de seguridad.
Mantener el lugar siempre limpio.
Si se mecanizan piezas pesadas utilizar polipastos adecuados para
cargar y descargar las piezas de la máquina.
Es preferible llevar el pelo corto. Si es largo no debe estar suelto sino
recogido.
No vestir joyería, como collares o anillos.
Siempre se deben conocer los controles y funcionamiento del torno.
Se debe saber como detener su operación.
Es muy recomendable trabajar en un área bien iluminada que ayude
al operador, pero la iluminación no debe ser excesiva para que no
cause demasiado resplandor.
Fijarse, que tanto la pieza a trabajar como la herramienta de corte,
estén montadas firmemente antes de iniciar la operación
Limpiar las guías de los carros de desplazamiento con una brocha de
nylon y tenerlas siempre aceitadas
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 18/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 31
2.3. FRESADORA:
Una fresadora es una máquina herramienta utilizada para realizar mecanizados
por arranque de viruta mediante el movimiento de una herramienta rotativa de
varios filos de corte denominada fresa. En las fresadoras tradicionales, la pieza
se desplaza acercando las zonas a mecanizar a la herramienta, permitiendo
obtener formas diversas, desde superficies planas a otras más complejas.
2.3.1. TIPOS DE MÁQUINAS FRESADORAS:
Podemos clasificar a las máquinas fresadoras de la siguiente manera:
Fresadoras universales
Fresadoras horizontales.
Fresadoras verticales
Fresadoras especiales, fresadoras a desarrollo.
2.3.2. FRESADORA UNIVERSAL:
Una fresadora universal tiene un husillo principal para el acoplamiento de
ejes portaherramientas horizontales y un cabezal que se acopla a dicho
husillo y que convierte la máquina en una fresadora vertical. Su ámbito
de aplicación está limitado principalmente por el costo y por el tamaño de
las piezas que se pueden trabajar. En las fresadoras universales, al igual
que en las horizontales, el puente es deslizante, conocido en el argot
como carnero, puede desplazarse de delante a detrás y viceversa sobre
unas guías.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 19/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 32
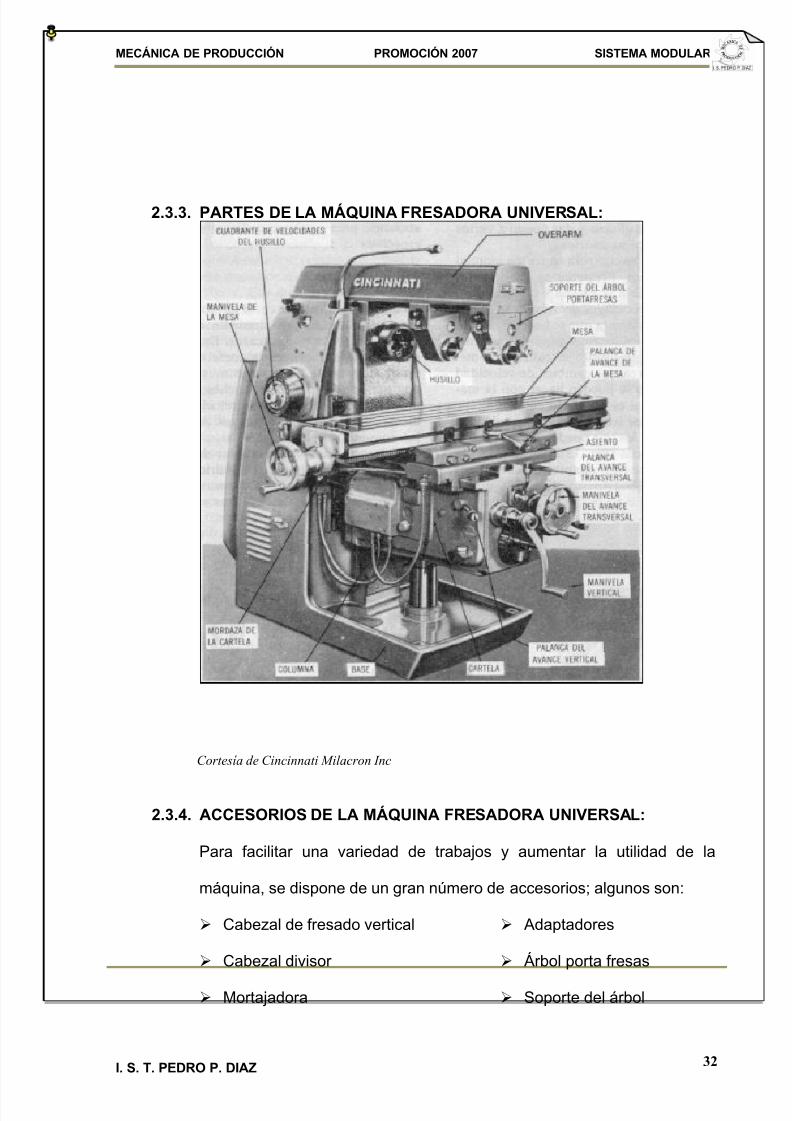
Cortesía de Cincinnati Milacron Inc
2.3.3. PARTES DE LA MÁQUINA FRESADORA UNIVERSAL:
2.3.4. ACCESORIOS DE LA MÁQUINA FRESADORA UNIVERSAL:
Para facilitar una variedad de trabajos y aumentar la utilidad de la
máquina, se dispone de un gran número de accesorios; algunos son:
Cabezal de fresado vertical
Cabezal divisor
Mortajadora
Adaptadores
Árbol porta fresas
Soporte del árbol

8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 20/100
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 21/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 34
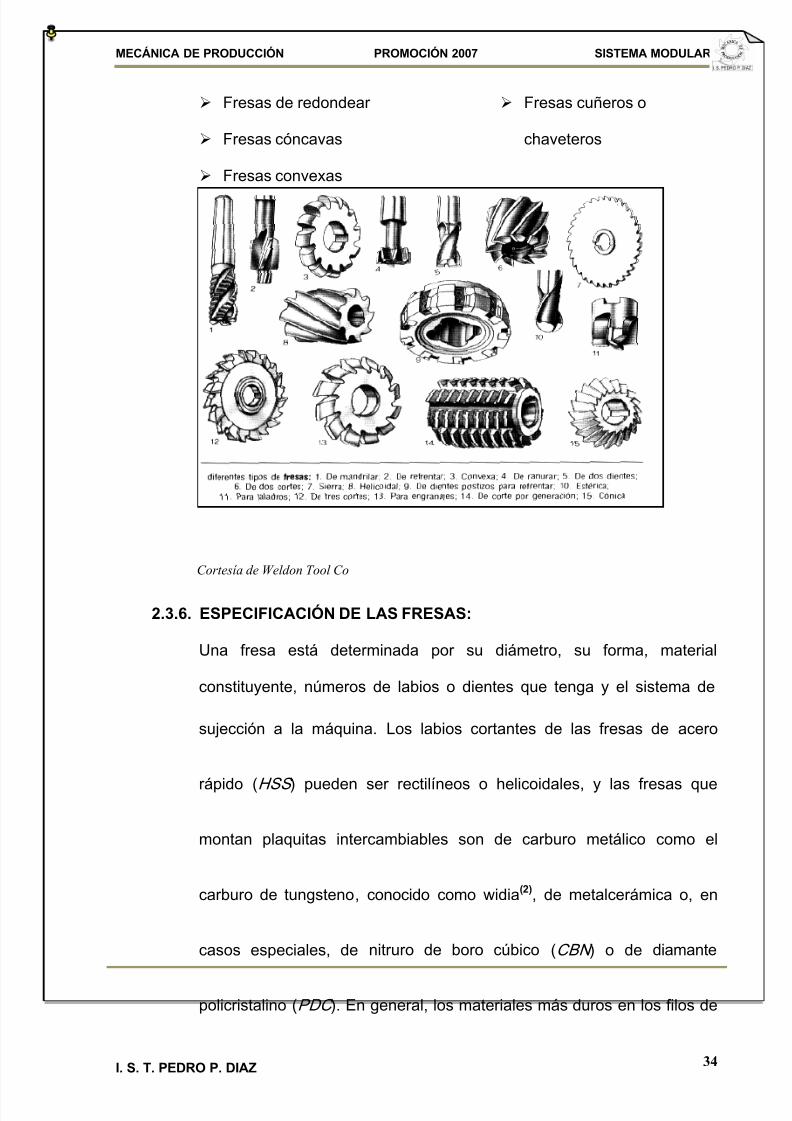
Cortesía de Weldon Tool Co
Fresas de redondear
Fresas cóncavas
Fresas convexas
Fresas cuñeros o
chaveteros
2.3.6. ESPECIFICACIÓN DE LAS FRESAS:
Una fresa está determinada por su diámetro, su forma, material
constituyente, números de labios o dientes que tenga y el sistema de
sujección a la máquina. Los labios cortantes de las fresas de acero
rápido (HSS ) pueden ser rectilíneos o helicoidales, y las fresas que
montan plaquitas intercambiables son de carburo metálico como el
carburo de tungsteno, conocido como widia(2), de metalcerámica o, en
casos especiales, de nitruro de boro cúbico (CBN ) o de diamante
policristalino (PDC ). En general, los materiales más duros en los filos de
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 22/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 35
corte permiten utilizar mayores velocidades de corte, pero al ser menos
tenaces, exigen una velocidad de avance menor. El número de labios o
plaquitas de las fresas depende de su diámetro, de la cantidad de viruta
que debe arrancar, de la dureza del material y del tipo de fresa.
(2) De Wikipedia, la enciclopedia libre, Internet
2.3.7. CARACTERÍSTICAS DE LAS FRESADORAS DE LA EMPRESA:
En la empresa cuentan con dos fresadoras universales y una fresadora
horizontal, las tres fresadoras se encuentran en condiciones de realizar
distintos trabajos de fresado, entre sus características principales
tenemos:
Fresadora 1
Marca : CINCINNATI
Industria : AMERICANA
Longitud de la mesa : 750mm.
Carrera longitudinal : 400mm.
Carrera transversal del husillo: 60mm.
Carrera vertical : 250mm.
Motor : 2 HP
Fresadora 2
Marca : DIPAKA
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 23/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 36
Industria : ARGENTINA
Longitud de la mesa : 900mm.
Carrera longitudinal : 500mm.
Carrera transversal : 200mm.
Carrera vertical : 350mm.
Motor : 2 HP
Fresadora 3
Marca : AMTC
Industria : HOLANDA
Longitud de la mesa : 1400mm.
Carrera longitudinal : 1200mm.
Carrera transversal : 450mm.
Carrera vertical : 600mm.
Motor : 3 HP
2.3.8. SEGURIDAD:
La máquina fresadora, requiere de precauciones y de la comprensión de
los riesgos relacionados con su operación. Entre las precauciones másimportantes que se deben tomar en cuenta en la operación de la
fresadora, podemos mencionar las siguientes:
Fijarse, que tanto la pieza a trabajar como la herramienta de corte,
estén montadas firmemente antes de iniciar la operación
Utilizar lentes o gafas de seguridad
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 24/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 37
No distraiga a otros operarios, cuando están trabajando con una
máquina herramienta
Al realizar un cambio de velocidad, esperar a que la máquina se
detenga por completo
Limpiar las guías de los carros de desplazamiento con una brocha de
nylon y tenerlas siempre aceitadas
2.4. LIMADORA:
La limadora es una máquina de dimensiones limitadas y, por lo tanto, sólo
puede planear superficies limitadas, y se caracteriza porque todos sus órganos
de transmisión y de maniobra son mecánicos. Los movimientos fundamentales
realizados por la limadora son:
Movimiento de trabajo, poseído por la herramienta. Movimiento de penetración y de avance, que los posee la pieza o la
herramienta.
En la limadora es posible mecanizar horizontalmente superficies planas
exteriores e interiores de cualquier forma y dimensiones.
Superficies de piezas prismáticas
Ranuras de diferentes perfiles
Guías y correderas en cola de milano
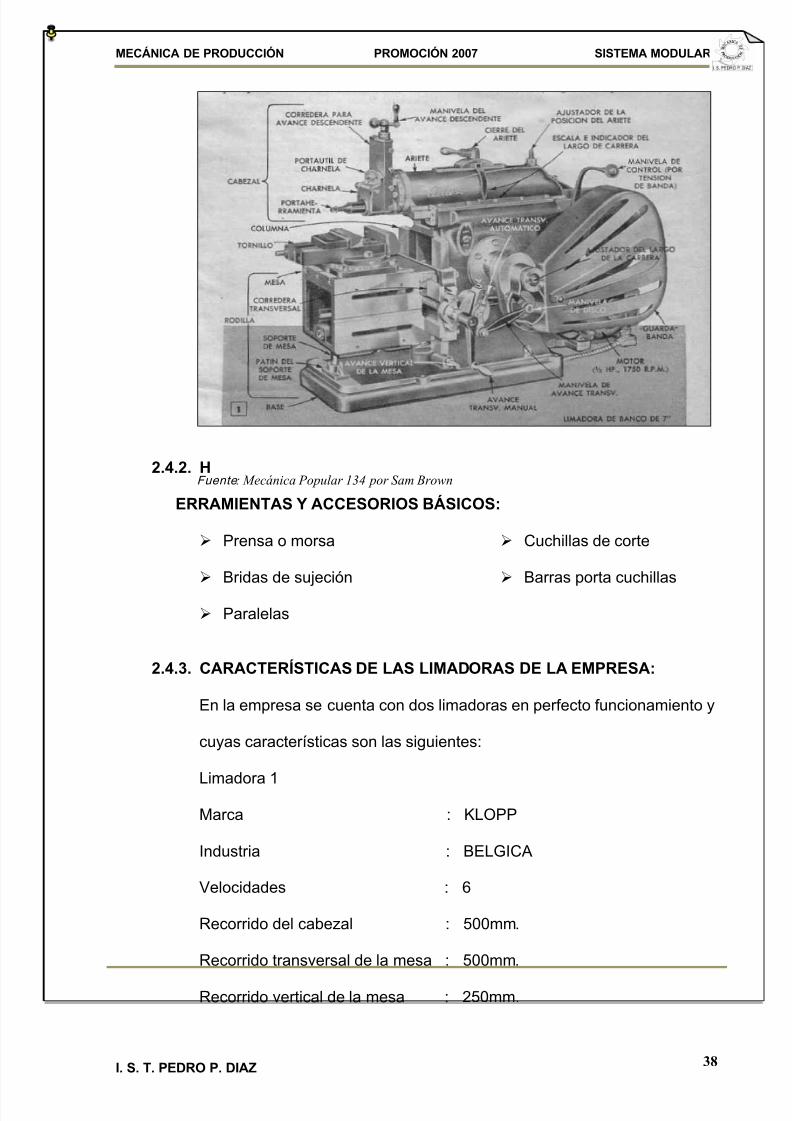
2.4.1. PARTES PRINCIPALES DE UNA LIMADORA MECÁNICA:
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 25/100
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 26/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 39
Recorrido de la charnela : 120mm.
Motor : 2 HP
Limadora 2
Marca : ZOCCA
Industria : BRAZIL
Velocidades : 6
Recorrido del cabezal : 550mm.
Recorrido transversal de la mesa : 550mm.
Recorrido vertical de la mesa : 300mm.
Recorrido de la charnela : 120mm.
Motor : 2,5 HP
2.4.4. SEGURIDAD, PRECAUCIÓN Y MANTENIMIENTO:
Usar siempre gafas durante el limado
Mantenerse alejado de las piezas en movimiento
Limpiar y aceitar las guías y correderas de la máquina
Consultar la hoja de mantenimiento para realizar el engrase
2.5. RECTIFICADORA DE SUPERFICIES PLANAS:
El rectificado es una operación que se efectúa en general con piezas ya
trabajadas anteriormente por otras máquinas herramientas hasta dejar un
pequeño exceso de metal respecto a la dimensión definitiva. El rectificado tiene
por objeto alcanzar en las dimensiones tolerancias muy estrictas y una elevada
calidad de acabado superficial; se hace indispensable en el trabajo de los
materiales duros o de las superficies endurecidas por tratamientos térmicos.
Las herramientas empleadas son muelas giratorias.

8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 27/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 40
Fuente: De Wikipedia, la enciclopedia libre (Internet)
El tamaño de estas maquinas puede variar mucho, de las pequeñas de 4 por 8
pulg. de área de rectificado hasta las de 6 por 16 pies y mayores. La gran
mayoría de este tipo son de 6 por 12 pulg.
Base (1)
Columna (2)
Motor (3)
Conjunto de avance (4)
2.5.1. CARACTERÍSTICAS DE LA RECTIFICADORA DE LA EMPRESA:
Marca : JONES-SHIPMAN
Industria : INGLATERRA
Distancias máximas de trabajo : 200 x 400mm.
Avance micrométrico : 0.0001vertical, 0,001transversal
Motor : 1.5 HP
2.5.2. SEGURIDAD EN LA OPERACIÓN DE LA MÁQUINA:
Mantener siempre la máquina bien lubricada y libre de suciedad
Usar gafas protectoras
Cerciorarse del correcto funcionamiento de la mesa magnética
2
1
3
4
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 28/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 41
Cuando se trate de piezas de superficie irregular usar bridas de
sujeción.
2.6. SIERRA MECÁNICA:
La sierra mecánica es una máquina herramienta, cuyo movimiento es
impulsado por un motor. Su objetivo es cortar metales de dimensión limitada por
arranque de viruta a través de una herramienta de corte llamada hoja de sierra.
2.6.1. CLASES DE SIERRAS MECÁNICAS
Las sierras mecánicas, se distinguen principalmente por el tipo de
herramienta de corte empleada, quiere decir la hoja de sierra, dentro de
las cuales podemos ver: Sierra mecánica de disco
Sierra mecánica de cinta
Sierra mecánica alternativa
2.6.2. SIERRA MECÁNICA ALTERNATIVA:
Es una máquina de movimiento alternativo uniforme rectilíneo. Estas
máquinas están basadas en idéntico movimiento y la presión de trabajo
se ejerce por pesos dispuestos sobre el arco y regulables según el
tamaño de la pieza a cortar. El arco de la sierra y la hoja se mueven
alternativamente de atrás hacia delante que se denomina carrera. La
presión en estas máquinas generalmente se aplica automáticamente.
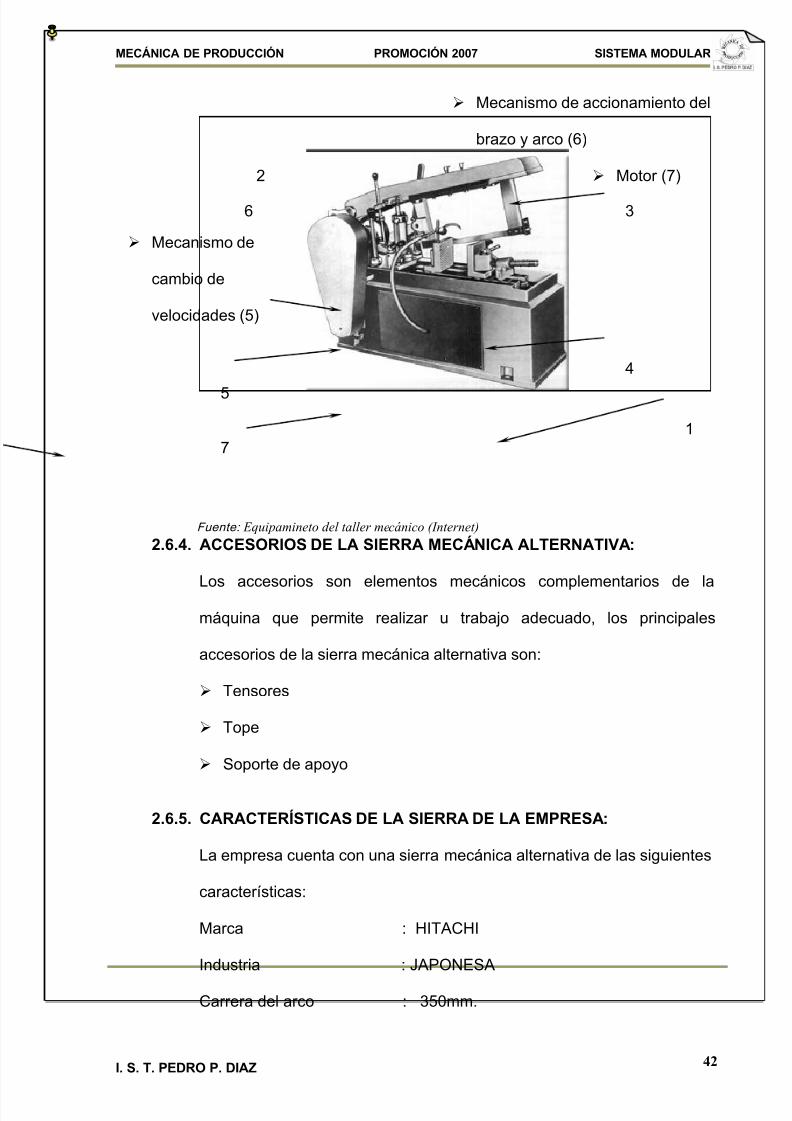
2.6.3. PARTES DE LA SIERRA MECÁNICA ALTERNATIVA:
Base (1)
Brazo (2)
Arco (3)
Prensa (4)
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 29/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 42
Fuente: Equipamineto del taller mecánico (Internet)
Mecanismo de
cambio de
velocidades (5)
Mecanismo de accionamiento del
brazo y arco (6)
Motor (7)
2.6.4. ACCESORIOS DE LA SIERRA MECÁNICA ALTERNATIVA:
Los accesorios son elementos mecánicos complementarios de lamáquina que permite realizar u trabajo adecuado, los principales
accesorios de la sierra mecánica alternativa son:
Tensores
Tope
Soporte de apoyo
2.6.5. CARACTERÍSTICAS DE LA SIERRA DE LA EMPRESA:
La empresa cuenta con una sierra mecánica alternativa de las siguientes
características:
Marca : HITACHI
Industria : JAPONESA
Carrera del arco : 350mm.
1
4
2
3
5
7
6
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 30/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 43
Longitud del arco : 400mm.
Diámetro máximo de corte : 200mm.
Velocidades : 2
Motor : 2 HP
2.6.6. SEGURIDAD EN EL MANEJO DE LA SIERRA ALTERNATIVA:
Asegurarse de que la hoja de sierra este correctamente instalada y
tensada
Ajustar convenientemente el material a cortar en la prensa
Verificar la velocidad de la máquina
Cuando se termine de cortar la pieza esperar que la máquina se
detenga por completo antes de intentar retirar la pieza
2.7. TALADROS:
El taladro es la máquina herramienta donde se mecanizan la mayoría de los
agujeros que se hacen a las piezas en los talleres mecánicos. Destacan estas
máquinas por la sencillez de su manejo. Tienen dos movimientos: El de rotación
de la broca que le imprime el motor eléctrico de la máquina a través de una
transmisión por poleas y engranajes, y el de avance de penetración de la broca,
que puede realizarse de forma manual sensitiva o de forma automática, si
incorpora transmisión para hacerlo.
Se llama taladrar a la operación de mecanizado que tiene por objeto producir
agujeros cilíndricos en una pieza cualquiera, utilizando como herramienta una
broca. La operación de taladrar se puede hacer con un taladro portátil, con una
máquina taladradora, en un torno, en una fresadora, en un centro de
mecanizado CNC o en una mandrinadora.

8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 31/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 44
2.7.1. TIPOS DE TALADROS:
Taladradoras sensitivas
Taladradoras de columnas
Taladradoras radiales
Taladradoras de torreta
Taladradora de husillos múltiples
2.7.2. PARTES DEL TALADRO DE COLUMNA:
Base (1)
Columna (2)
Husillo (3)
Mesa (4)
Cabezal (5)
Palanca de avance (6)
Motor (7)
7
6
3
24
5
1
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 32/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 45
Fuente: De Wikipedia, la enciclopedia libre (Internet)
Fuente: De Wikipedia, la enciclopedia libre (Internet)
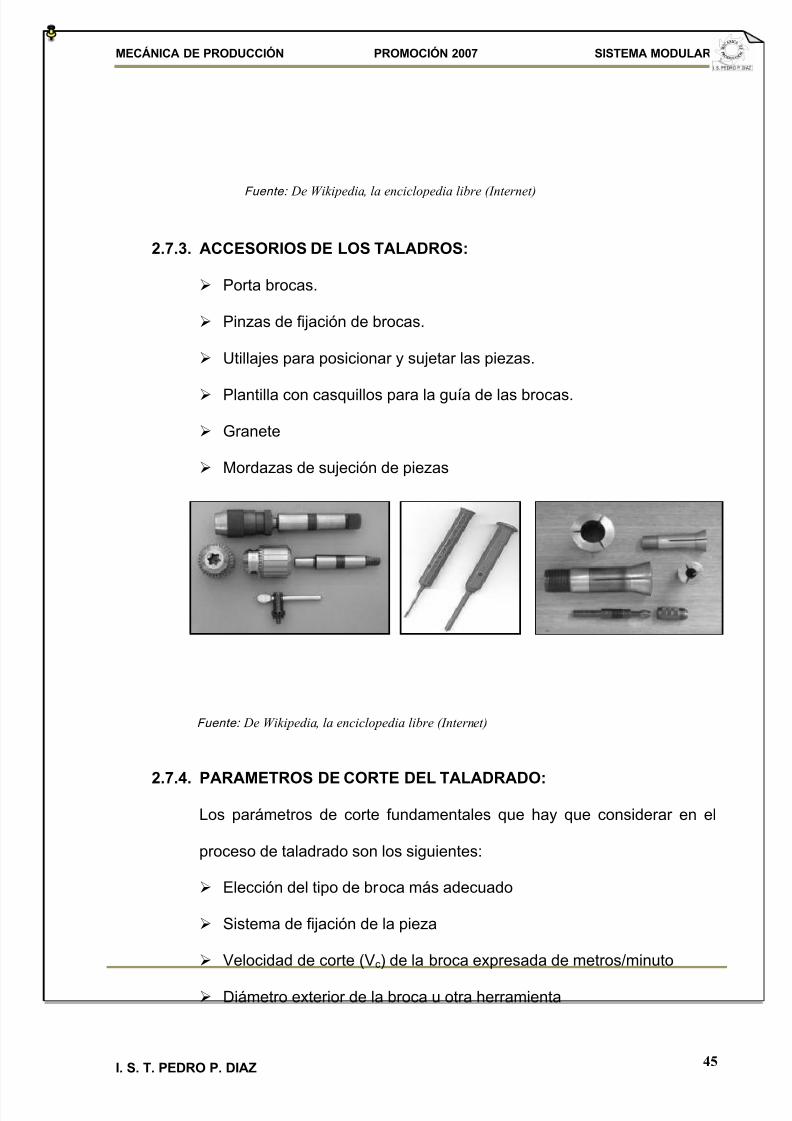
2.7.3. ACCESORIOS DE LOS TALADROS:
Porta brocas.
Pinzas de fijación de brocas.
Utillajes para posicionar y sujetar las piezas.
Plantilla con casquillos para la guía de las brocas.
Granete
Mordazas de sujeción de piezas
2.7.4. PARAMETROS DE CORTE DEL TALADRADO:Los parámetros de corte fundamentales que hay que considerar en el
proceso de taladrado son los siguientes:
Elección del tipo de broca más adecuado
Sistema de fijación de la pieza
Velocidad de corte (Vc) de la broca expresada de metros/minuto
Diámetro exterior de la broca u otra herramienta
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 33/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 46
Revoluciones por minuto (rpm) del husillo portabrocas
Avance en mm/rev, de la broca
Avance en mm/min. de la broca
Profundidad del agujero
Esfuerzos de corte
Tipo de taladradora y accesorios adecuados
La velocidad de corte excesiva puede dar lugar a:
Desgaste muy rápido del filo de corte de la herramienta.
Deformación plástica del filo de corte con pérdida de tolerancia del
mecanizado.
Calidad del mecanizado deficiente.
La velocidad de corte demasiado baja puede dar lugar a:
Formación de filo de aportación en la herramienta.
Efecto negativo sobre la evacuación de viruta.
Baja productividad.
Coste elevado del mecanizado.
Efectos de la velocidad de avance
Decisiva para la formación de viruta
Afecta al consumo de potencia
Contribuye a la tensión mecánica y térmica
La elevada velocidad de avance da lugar a:
Buen control de viruta
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 34/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 47
Menor tiempo de corte
Menor desgaste de la herramienta
Riesgo más alto de rotura de la herramienta
Elevada rugosidad superficial del mecanizado.
La velocidad de avance baja da lugar a:
Viruta más larga
Mejora de la calidad del mecanizado
Desgaste acelerado de la herramienta
Mayor duración del tiempo de mecanizado
2.7.5. CARACTERÍSTICAS DE LOS TALADROS DE LA EMPRESA:
En la actualidad la empresa cuenta con dos taladros de columna y dos
taladros portátiles y cuyas características mencionamos en seguida:
Taladro 1
Marca : KONE
Industria : BRAZIL
Longitud entre chuck y columna : 330mm.
Distancia entre mesa y chuck : 500mm.
Velocidades : 8
Motor : 1.5 HP
Taladro 2
Marca : KONE
Industria : BRAZIL
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 35/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 48
Longitud entre chuck y columna : 500mm.
Distancia entre mesa y chuck : 530mm.
Velocidades : 6
Motor : 2.5 HP
2.7.6. SEGURIDAD CON EL TALADRO DE COLUMNA:
Utilizar gafas protectoras
Comprobar que la broca esté correctamente colocada y sujetada al
chuck
No trate de sujetar las piezas de trabajo con la mano
Sujetar la pieza de trabajo a la mesa con una prensa, bridas, etc.
Nunca abandone el taladro mientras esté en marcha
Nunca trate de detener o frenar la broca con la mano
2.8. MÁQUINAS DE SOLDADURA ELÉCTRICA:
La soldadura por arco eléctrico manual con electrodo revestido o simplemente
“Soldadura Eléctrica”, como la conocemos en nuestro medio, es un proceso de
unión por fusión de piezas metálicas. Para lograr la unión, se concentra el calor
de un arco eléctrico establecido entre los bordes de las piezas a soldar y una
varilla metálica, llamada electrodo, produciéndose una zona de fusión que, al
solidificarse, forma la unión permanente.
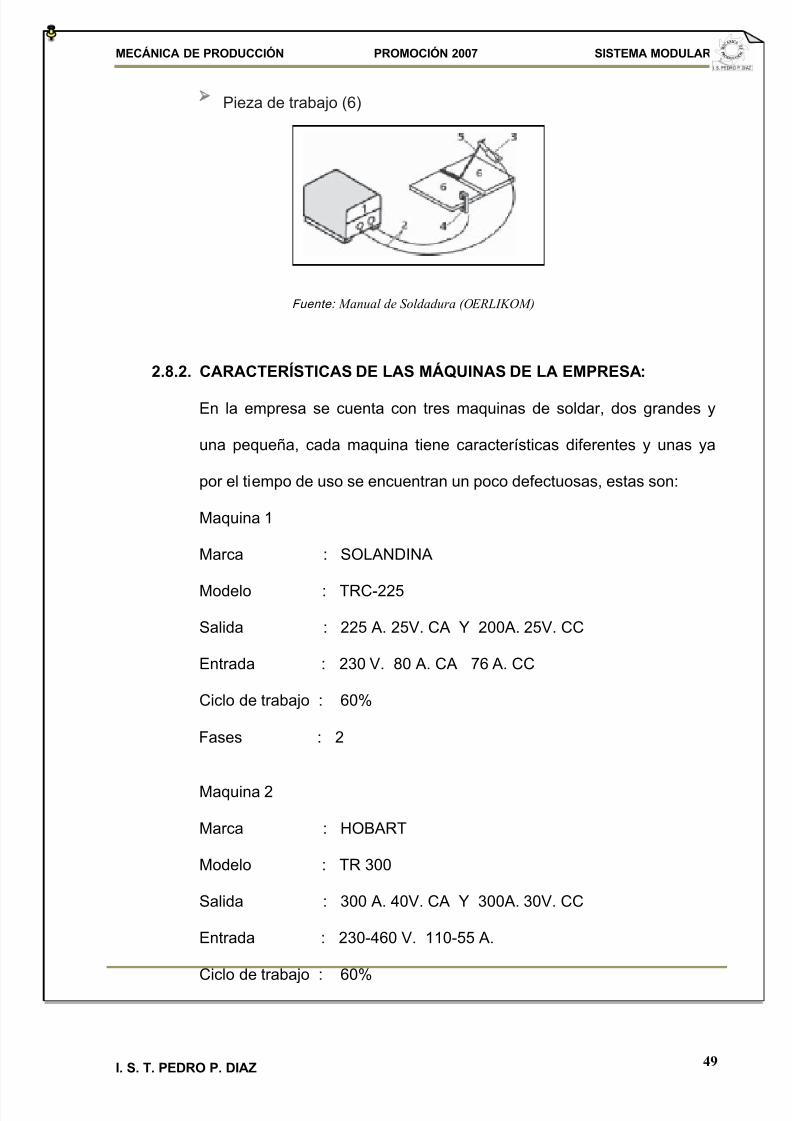
2.8.1. COMPONENTES DEL PROCESO
Generador de corriente (Fuente de poder) (1)
Cables de conexión (2)
Porta-Electrodo (3)
Masa o tierra (4)
Electrodo (5)
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 36/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 49
Fuente: Manual de Soldadura (OERLIKOM)
Pieza de trabajo (6)
2.8.2. CARACTERÍSTICAS DE LAS MÁQUINAS DE LA EMPRESA:
En la empresa se cuenta con tres maquinas de soldar, dos grandes y
una pequeña, cada maquina tiene características diferentes y unas ya
por el tiempo de uso se encuentran un poco defectuosas, estas son:
Maquina 1
Marca : SOLANDINA
Modelo : TRC-225
Salida : 225 A. 25V. CA Y 200A. 25V. CC
Entrada : 230 V. 80 A. CA 76 A. CC
Ciclo de trabajo : 60%
Fases : 2
Maquina 2
Marca : HOBART
Modelo : TR 300
Salida : 300 A. 40V. CA Y 300A. 30V. CC
Entrada : 230-460 V. 110-55 A.
Ciclo de trabajo : 60%
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 37/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 50
Fases : 2
Maquina 3
Marca : ESAB
Modelo : LHE 425
Salida : 425 A. 35V.
Entrada : 55 V. 22 A.
Ciclo de trabajo : 60%
Fases : 3
2.8.3. SEGURIDAD:
El arco eléctrico es muy brillante con rayos visibles e invisibles,
algunos de los cuales causan ligeras lesiones a la piel y dolores
temporales a los ojos, si es que no se les protege debidamente.
Al momento de soldar el operario debe utilizar guantes, delantal de
cuero, mascara para protegerse de los gases.
Soldar el lugares con gran ventilación para la fuga de los gases
2.9. MÁQUINA DE SOLDADURA DE PUNTOS:
La soldadura por puntos es un método de soldadura útil en láminas metálicas,
aplicable normalmente entre 0,5 y 3 mm de espesor, que se logra mediante
calentamiento de una pequeña zona al hacer circular una corriente eléctrica.
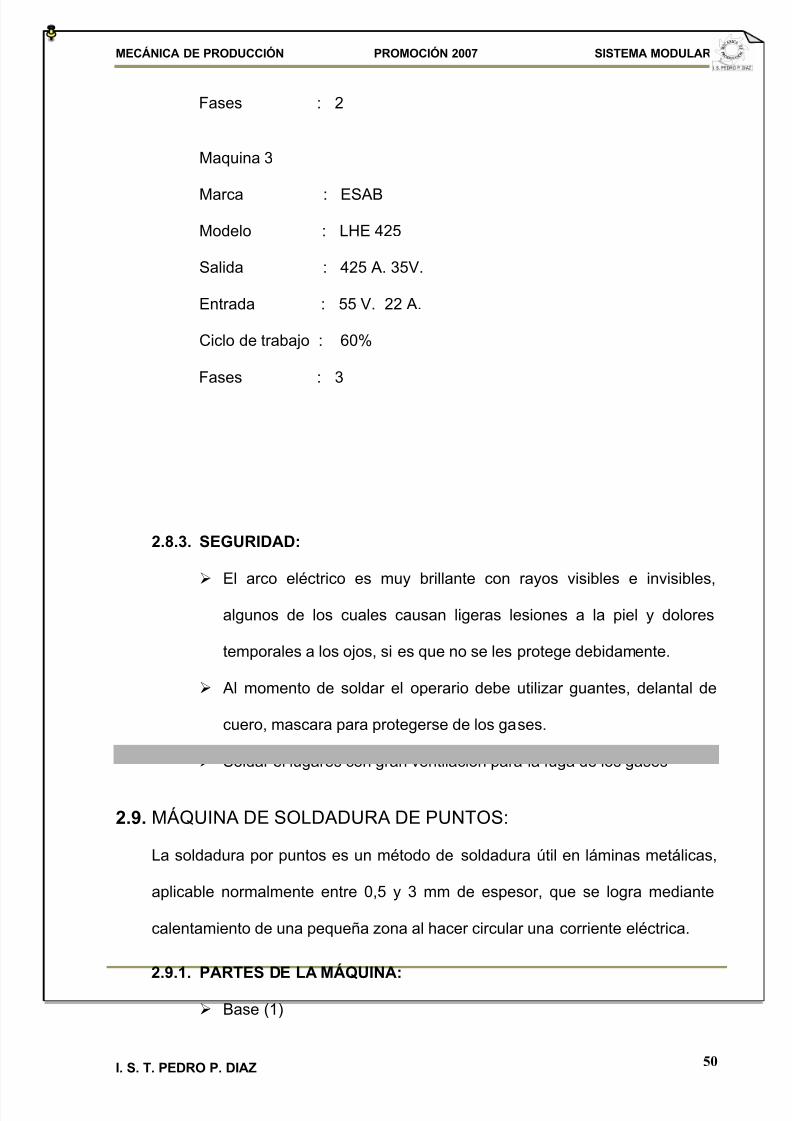
2.9.1. PARTES DE LA MÁQUINA:
Base (1)
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 38/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 51
Fuente: De Wikipedia, la enciclopedia libre (Internet)
Pedal de accionamiento (2)
Electrodos de cobre (3)
Regulador de intensidad (4)
2.9.2. CARACTERÍSTICAS DE LAS MÁQUINAS DE LA EMPRESA:
La empresa cuenta con una maquina estacionaria y una portátil ambas
se encuentran en buen funcionamiento, estas maquinas se utilizan
eventualmente, cada vez que un trabajo lo requiera.
La maquina portátil solo tiene un botón de encendido y apagado y llega a
soldar plancha de hasta 1/16 de pulgada
La maquina estacionaria cuenta con una perilla para regular la intensidad
de trabajo de acuerdo al espesor del material a soldar.
2.9.3. SEGURIDAD:
Antes de usar estas maquinas siempre revisar las conexiones
eléctricas ya que puede ocurrir un corto circuito podemos sufrir un
accidente.
Mantener la maquina lejos de la humedad y el agua.
2
4
1
3
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 39/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 52
Fuente : www.google.com.co/monografias.com
Siempre usar guantes de protección cuando se este operando este
tipo de maquina
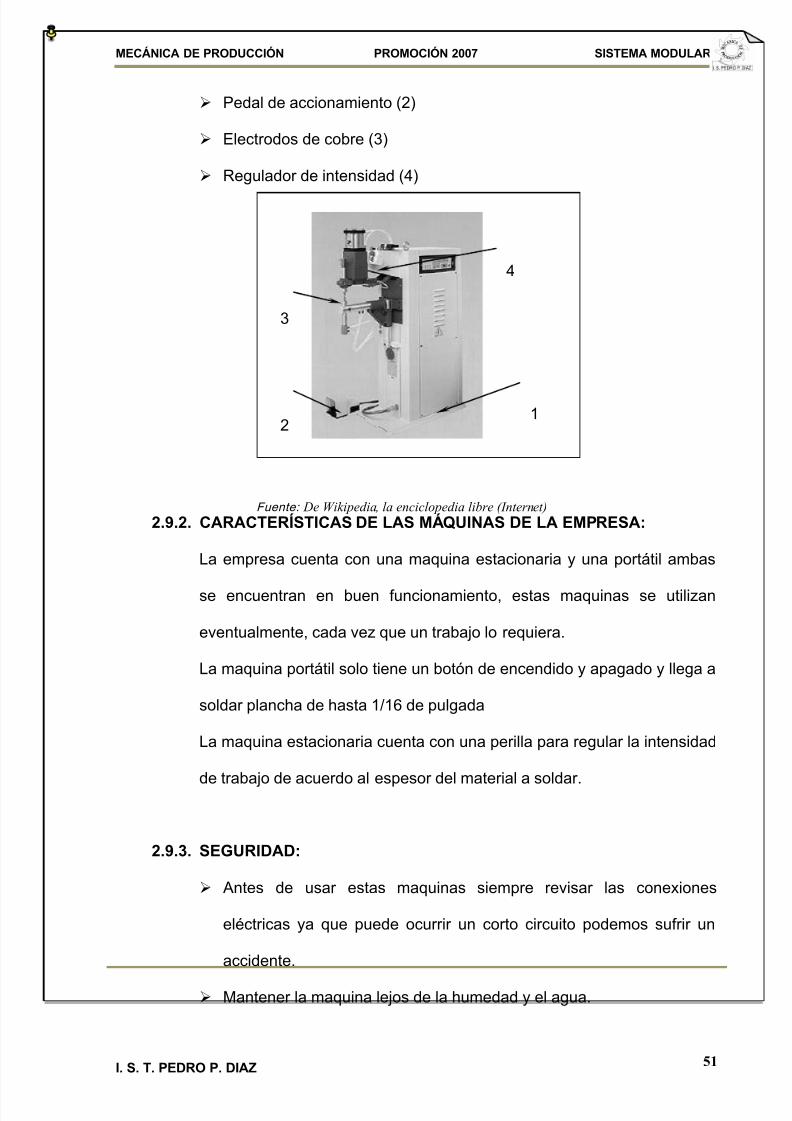
2.10. EQUIPO OXIACETILENICO:
La soldadura a gas, o soldadura a la llama (autógena), utiliza una llama de
intenso calor producida por la combinación de un gas combustible con aire u
oxígeno. Los gases combustibles de uso más común son el acetileno, el gas
natural, el propano y el butano. Muy a menudo, los combustibles se queman
con oxígeno, lo que permite obtener temperaturas de combustión mucho
mayores.
2.10.1. PARTES DEL EQUIPO OXIACETILENICO:
2.10.2. CARACTERÍSTICAS DEL EQUIPO OXIACETILENICO DE LA
EMPRESA:
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 40/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 53
La empresa cuenta con un equipo oxiacetilenito completo, para
realizar tanto el proceso de oxicorte como el de soldadura
oxiacetilénica, cuenta con balones de reserva de ambos gases, pero
cabe mencionar que se utiliza generalmente para cortar material.
2.10.3. SEGURIDAD:
Usar gafas de protección, guantes, zapatos de protección
Al finalizar todo trabajo cerrar las válvulas de los balones y liberar
el gas restante en las mangueras para evitar algún accidente
El equipo oxiacetilenico debe mantenerse fuera del calor y en un
lugar ventilado.
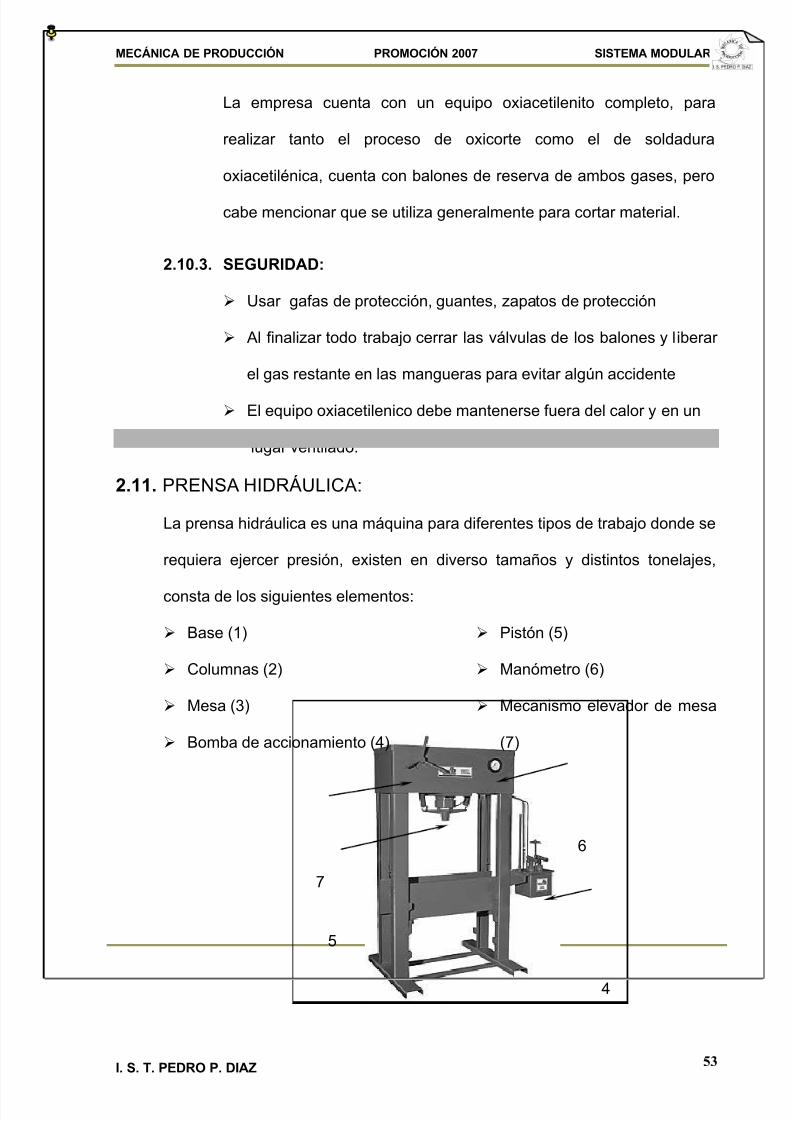
2.11. PRENSA HIDRÁULICA:
La prensa hidráulica es una máquina para diferentes tipos de trabajo donde se
requiera ejercer presión, existen en diverso tamaños y distintos tonelajes,
consta de los siguientes elementos:
Base (1)
Columnas (2)
Mesa (3)
Bomba de accionamiento (4)
Pistón (5)
Manómetro (6)
Mecanismo elevador de mesa
(7)
5
6
7
4
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 41/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 54
Fuente: De Wikipedia, la enciclopedia libre (Internet)
2.11.1. CARACTERÍSTICAS DE LA PRENSA DE LA EMPRESA:
En la empresa la prensa hidráulica consta de una caja de bombeo
manual la cual tiene dos palancas, una de baja presión y otra de alta.
También cuenta al lado de la columna derecha de una troqueladora
accionada manualmente y al lado izquierdo de una prensa excéntrica
que también es accionada manualmente.
2.11.2. SEGURIDAD:
Cuando se realiza un trabajo en la prensa la pieza debe estar bien
posicionada para que el prensado sea homogéneo.
Nunca dejar la botella accionada, podría malograr los resortes de
retroceso
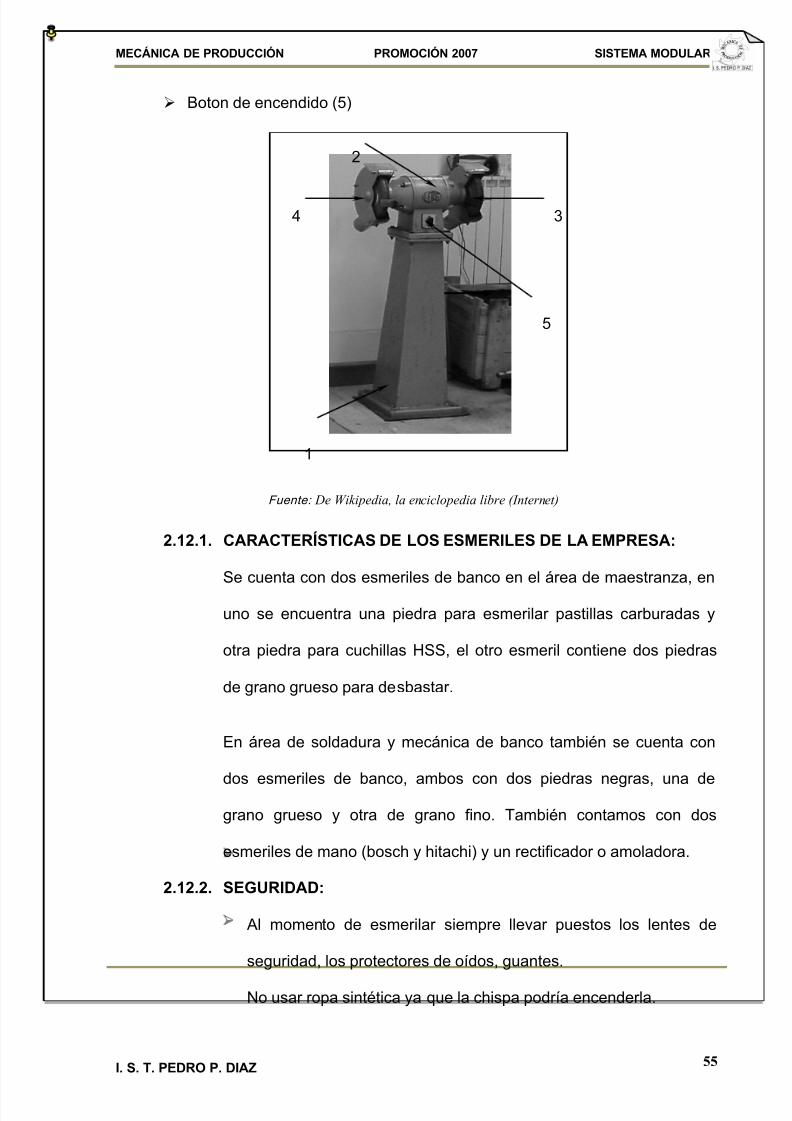
2.12. ESMERILES:
Los esmeriles o rectificadores son maquinas que utilizan piedras abrasivas
para desbastar material mediante el movimiento circular de las mismas, y sus
componentes principales son:
Base o pedestal (1)
Motor (2)
Piedras abrasivas (3)
Protectores (4)
1
2
3
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 42/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 55
Fuente: De Wikipedia, la enciclopedia libre (Internet)
Boton de encendido (5)
2.12.1. CARACTERÍSTICAS DE LOS ESMERILES DE LA EMPRESA:
Se cuenta con dos esmeriles de banco en el área de maestranza, en
uno se encuentra una piedra para esmerilar pastillas carburadas y
otra piedra para cuchillas HSS, el otro esmeril contiene dos piedras
de grano grueso para desbastar.
En área de soldadura y mecánica de banco también se cuenta con
dos esmeriles de banco, ambos con dos piedras negras, una degrano grueso y otra de grano fino. También contamos con dos
esmeriles de mano (bosch y hitachi) y un rectificador o amoladora.
2.12.2. SEGURIDAD:
Al momento de esmerilar siempre llevar puestos los lentes de
seguridad, los protectores de oídos, guantes.
No usar ropa sintética ya que la chispa podría encenderla.
3
2
4
5
1
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 43/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 56
En los esmeriles de banco se debe tener siempre al lado un
recipiente con líquido refrigerante.
Los esmeriles manuales deben contar con protectores para la
piedra de lo contrario abstenerse de usarlo ya que la piedra podría
reventar
Antes de usar un esmeril cerciorarse siempre del estado físico del
mismo, para prevenir cualquier accidente.
2.13. PLEGADORAS:
La plegadora es una maquina diseñada para doblar planchas de metal de
diversos espesores y longitudes variadas, en el ángulo que deseemos
obtener, todo deacuerdo con la capacidad de la plegadora, sus componentes
principales son:
Base (1)
Placa para la fijación del material (2)
Palancas de ajuste (3)
Placa para realizar el doblado (4)
Contrapesos (5)

8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 44/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 57
Fuente: harrymaquinarias.com/hojalatería.html
2.13.1. CARACTERÍSTICAS DE LA PLEGADORA DE LA EMPRESA:
La empresa cuenta con tres plegadoras, siendo dos de ellas hechas
en la empresa y una es importada, detallo a continuación sus
características principales:
Plegadora 1
Marca : GOTENE
Industria : SWEDEN
Espesor máximo de doblado : 1.5mm.
Longitud de cuchilla : 1500mm.
Plegadora 2
Marca : CREFINSA
4
5
2
3
1
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 45/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 58
Industria : AREQUIPEÑA
Espesor máximo de doblado : 1.5mm.
Longitud de cuchilla : 2400mm.
Plegadora 3
Marca : CREFINSA
Industria : AREQUIPEÑA
Espesor máximo de doblado : 1/32”.
Longitud de cuchilla : 1200mm.
2.13.2. SEGURIDAD:
En este tipo de maquina no hay que tener mayor cuidado por ser
operadas manualmente, solo en el momento de asegurar la plancha
para ser doblada se debe tener cuidado de no poner los dedos dentro
de la cuchilla ya que podría apretarlos.
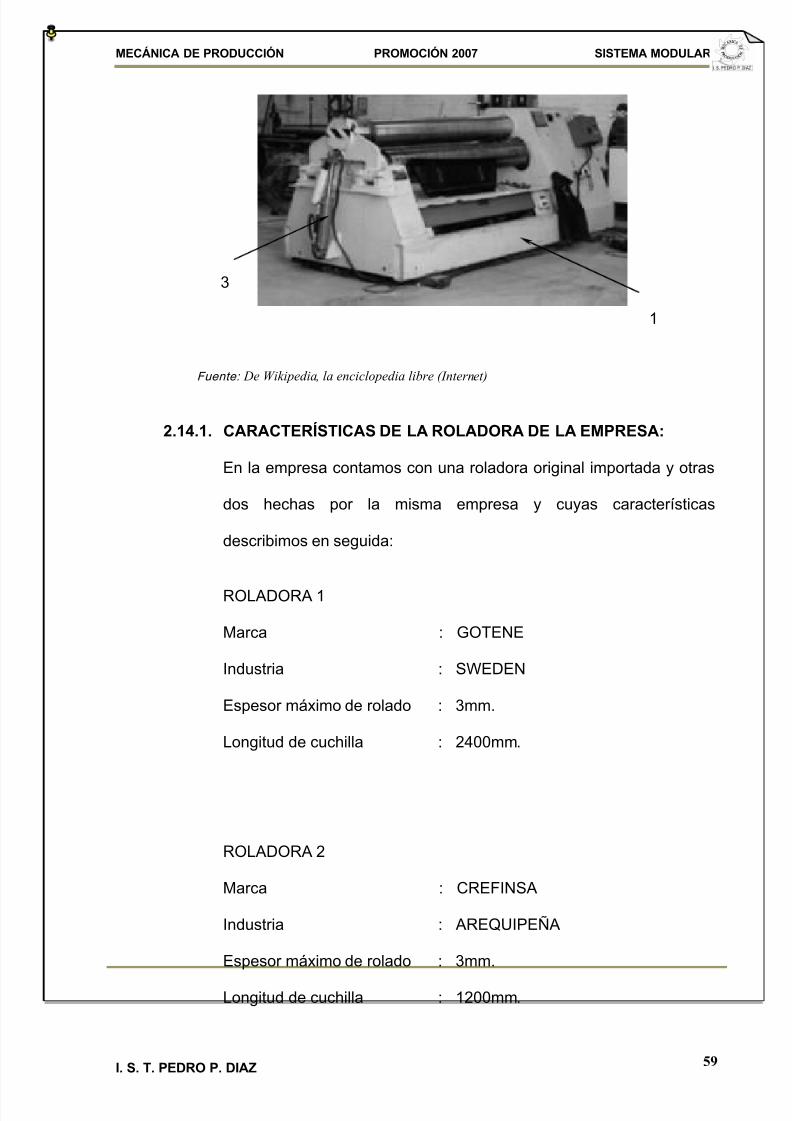
2.14. ROLADORAS:
La roladora es una máquina con la cual se pueden realizar diversos tipos de
arcos y cilindros ya sea en plancha de diversos espesores o en barras
redondas de diámetros variados, sus partes principales son:
Base (1)
Cilindros de rolado (2)
Regulador de altura (3)
Botón de encendido (4)
24
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 46/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 59
Fuente: De Wikipedia, la enciclopedia libre (Internet)
2.14.1. CARACTERÍSTICAS DE LA ROLADORA DE LA EMPRESA:
En la empresa contamos con una roladora original importada y otras
dos hechas por la misma empresa y cuyas características
describimos en seguida:
ROLADORA 1
Marca : GOTENE
Industria : SWEDEN
Espesor máximo de rolado : 3mm.
Longitud de cuchilla : 2400mm.
ROLADORA 2
Marca : CREFINSA
Industria : AREQUIPEÑA
Espesor máximo de rolado : 3mm.
Longitud de cuchilla : 1200mm.
1
3
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 47/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 60
ROLADORA 3
Marca : CREFINSA
Industria : AREQUIPEÑA
Espesor máximo de rolado : 1.5mm.
Longitud de cuchilla : 550mm.
2.14.2. SEGURIDAD:
Al momento de rolar nunca poner la mano entre los rodillos ya que
podría ser arrastrada por los mismos.
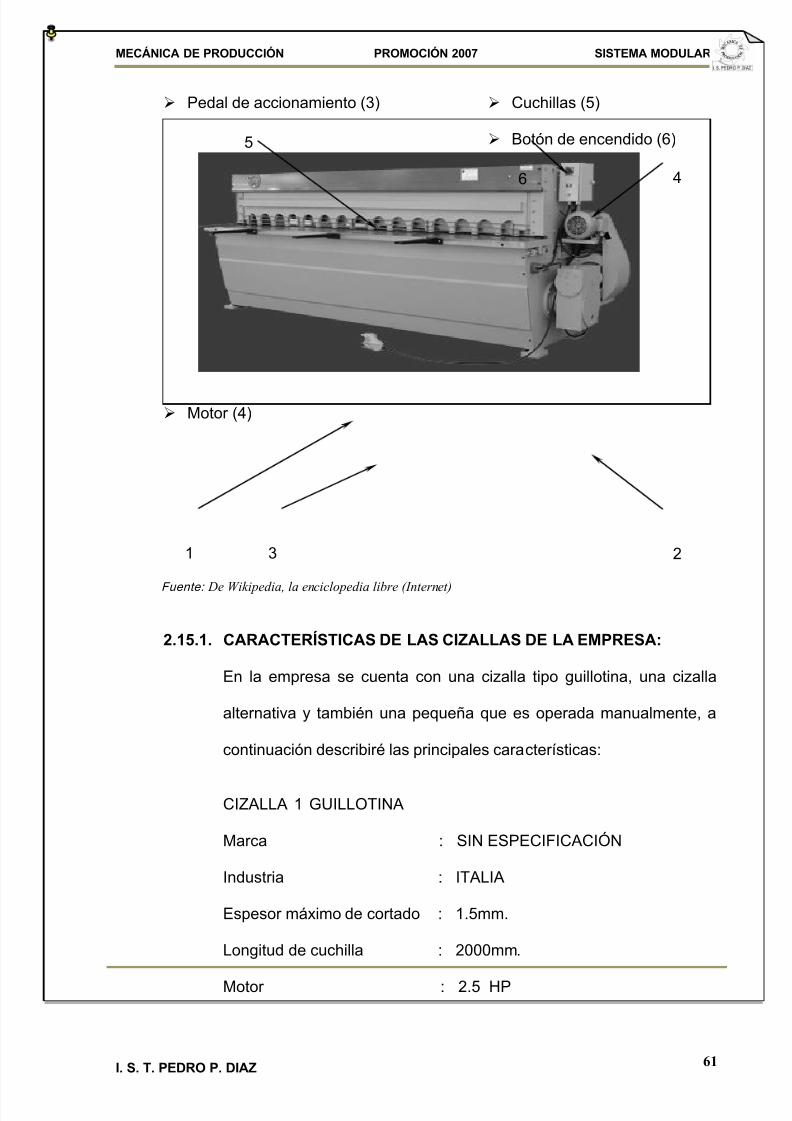
2.15. CIZALLAS:
La cizalla es una máquina diseñada para cortar materiales por medio del
accionamiento de dos cuchillas de acero muy duro, existen varios tipos de
cizallas entre ellas tenemos:
Cizalla tipo guillotina
Cizalla alternativa
Cizalla manual
De todas estas cizallas la de mas uso en el campo de la metal mecánica es la
cizalla tipo guillotina, y sus principales partes son:
Base (1) Sistema de accionamiento(2)
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 48/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 61
Fuente: De Wikipedia, la enciclopedia libre (Internet)
Pedal de accionamiento (3)
Motor (4)
Cuchillas (5)
Botón de encendido (6)
2.15.1. CARACTERÍSTICAS DE LAS CIZALLAS DE LA EMPRESA:
En la empresa se cuenta con una cizalla tipo guillotina, una cizalla
alternativa y también una pequeña que es operada manualmente, a
continuación describiré las principales características:
CIZALLA 1 GUILLOTINA
Marca : SIN ESPECIFICACIÓN
Industria : ITALIA
Espesor máximo de cortado : 1.5mm.
Longitud de cuchilla : 2000mm.
Motor : 2.5 HP
5
3
6 4
21
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 49/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 62
Fases : 3
CIZALLA 2 ALTERNATIVA
Marca : PULLMAX
Industria : SWEDEN
Espesor máximo de cortado : 7/32.
Longitud máx. De la plancha : 2000mm.
Motor : 2.5 HP
Fases : 3
2.15.2. SEGURIDAD:
Limpiar y engrasar las maquinas antes de usarlas
Usar guantes de protección para evitar los cortes por los filos de
las planchas
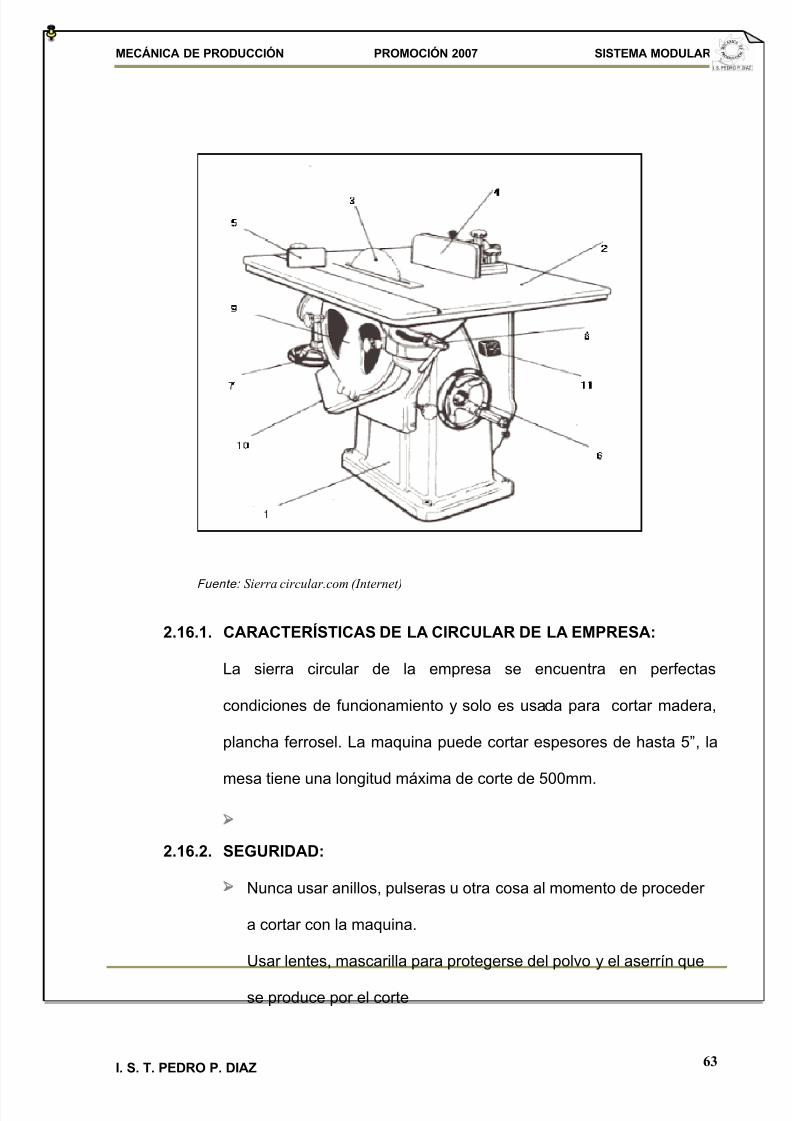
2.16. SIERRA CIRCULAR:
Esta máquina es utilizada para cortar materiales blandos como madera por
ejemplo, esta provista de un disco de corte regulable y que puede llegar a
cortar espesores de hasta 6”. Sus elementos:
1) Base.
2) Mesa.
3) Sierra.
4) Guía graduada.
5) Guía para ángulos.
6) Volante elevador mesa.
7) Volante para inclinar la mesa.
8) Manija fijación mesa.
9) Protector.
10) Salida de aserrín.
11) Interruptor.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 50/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 63
Fuente: Sierra circular.com (Internet)
2.16.1. CARACTERÍSTICAS DE LA CIRCULAR DE LA EMPRESA:
La sierra circular de la empresa se encuentra en perfectas
condiciones de funcionamiento y solo es usada para cortar madera,
plancha ferrosel. La maquina puede cortar espesores de hasta 5”, la
mesa tiene una longitud máxima de corte de 500mm.
2.16.2. SEGURIDAD:
Nunca usar anillos, pulseras u otra cosa al momento de proceder
a cortar con la maquina.
Usar lentes, mascarilla para protegerse del polvo y el aserrín que
se produce por el corte
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 51/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 64
2.17. TORNILLOS DE BANCO:
O tornillo de mordazas paralelas tiene por finalidad sujetar las distintas piezas
o materiales con las que hay que realizar algún tipo de trabajo mecánico,
como limar, cortar, trazar, etc.
En la empresa contamos varios tornillos de banco en cada área, unos están
sujetos a las mesas de trabajo principalmente en el área de maestranza, en el
área de soldadura también se cuenta con varios tornillos, unos sujetos a las
mesas y otros son portátiles con su propio banco de trabajo.
2.18. HERRAMIENTAS MAS COMUNES DE LAS MAQUINAS:
Las herramientas más importantes y que son complemento de las máquinas
herramienta son: las cuchillas, las brocas y las fresas.
2.18.1. CUCHILLAS DE ACERO RÁPIDO:
Los aceros rápidos, de alta velocidad o HSS (High Speed Steel ) se
usan para herramientas, generalmente de series M y T (AISI-SAE).
Con molibdeno y tungsteno (también puede tener vanadio y cromo),
tienen buena resistencia a la temperatura y al desgaste.
Generalmente es usado en brocas y fresolines, machos, para realizar
procesos de mecanizado con máquinas herramientas.
El HSS fue descubierto en 1897 por Frederik Winslow Taylor,
Ingeniero americano más conocido por haber puesto las bases de la
Organización Científica del Trabajo (Taylorismo)
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 52/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 65
Trabajando en la Bethleem Steel descubrió tras muchos
experimentos que añadiendo Wolframio a un acero aleado en una
proporción 18-8 aumentaba su punto de fusión desde 500ºC hasta
800ºC.
Pensado como acero de herramienta pudo aumentar la velocidad de
corte habitual de 10m/minuto hasta 40m/min
Los Acero Rápidos (HSS) tienen altos niveles de dureza y muy buena
resistencia al desgaste a altas temperaturas de laminación. Esta
calidad se produce por el método de Doble Colada Centrifugada (CC
Duplex) y el material del núcleo es hierro de Grafito Esferoidal (SG)
Perlítico.
Su composición y subsecuente tratamiento térmico aseguran que la
dureza de la capa exterior del material HSS alcanzará los 80/85°
shore `C', con una dureza uniforme a lo largo de su vida útil,mientras
que la estructura de carburos complejos de Vanadio, Tungsteno,
Niobio y Molibdeno en una matriz martensítica asegura un desgaste
uniforme así como una alta resistencia al desgaste. Este tipo de
cilindro se utiliza en posiciones de acabado para incrementar los
tiempos de campaña y obtener un mejor acabado en la superficie del
producto laminado.
2.18.2. PLAQUITAS DE METAL DURO:
Las plaquitas metálicas son de carburo metálico como el carburo de
tungsteno, conocido como widia, de metalcerámica o, en casos
especiales, de nitruro de boro cúbico (CBN ) o de diamante
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 53/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 66
Fuente: De Wikipedia, la enciclopedia libre (Internet)
policristalino (PDC ). En general, los materiales más duros en los filos
de corte permiten utilizar mayores velocidades de corte, pero al ser
menos tenaces, exigen una velocidad de avance menor.
La calidad de las plaquitas insertables se selecciona teniendo en
cuenta el material de la pieza, el tipo de aplicación y las condiciones
de mecanizado. La variedad de las formas de las plaquitas es grande
y está normalizada. Asimismo la variedad de materiales de las
herramientas modernas es considerable y está sujeta a un desarrollo
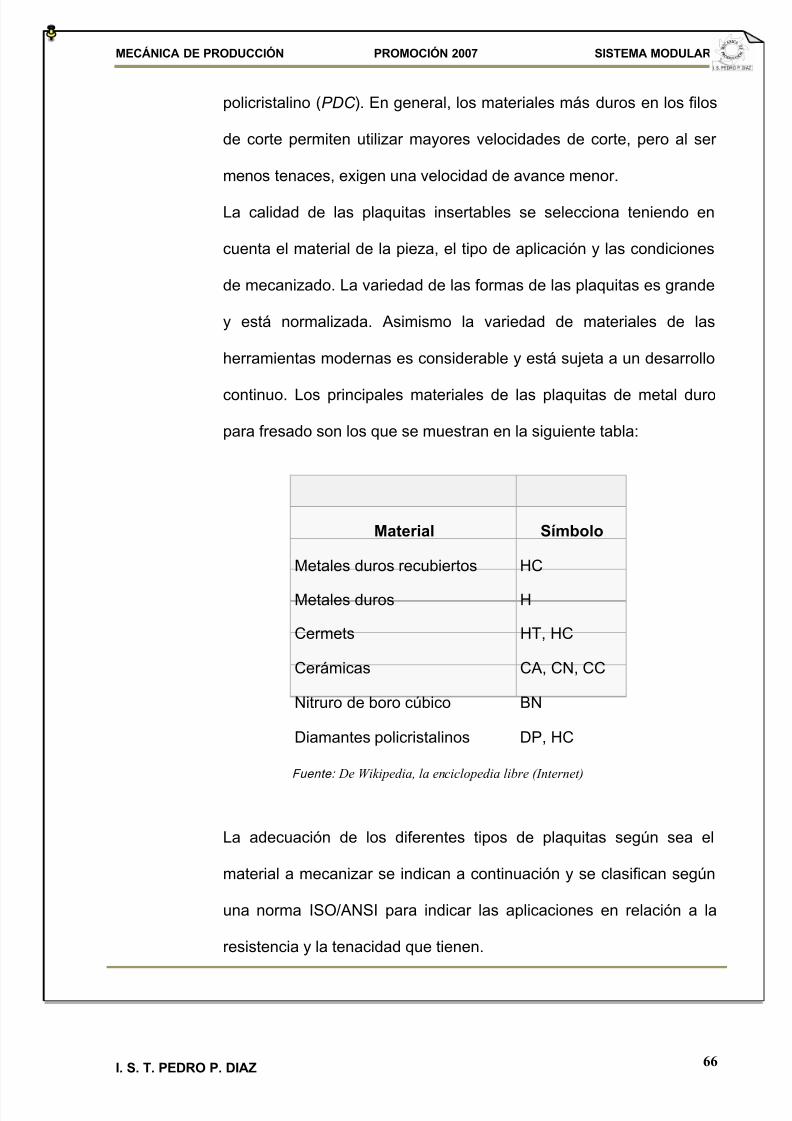
continuo. Los principales materiales de las plaquitas de metal duro
para fresado son los que se muestran en la siguiente tabla:
Material Símbolo
Metales duros recubiertos HC
Metales duros H
Cermets HT, HC
Cerámicas CA, CN, CC
Nitruro de boro cúbico BN
Diamantes policristalinos DP, HC
La adecuación de los diferentes tipos de plaquitas según sea el
material a mecanizar se indican a continuación y se clasifican según
una norma ISO/ANSI para indicar las aplicaciones en relación a la
resistencia y la tenacidad que tienen.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 54/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 67
Fuente: De Wikipedia, la enciclopedia libre (Internet)
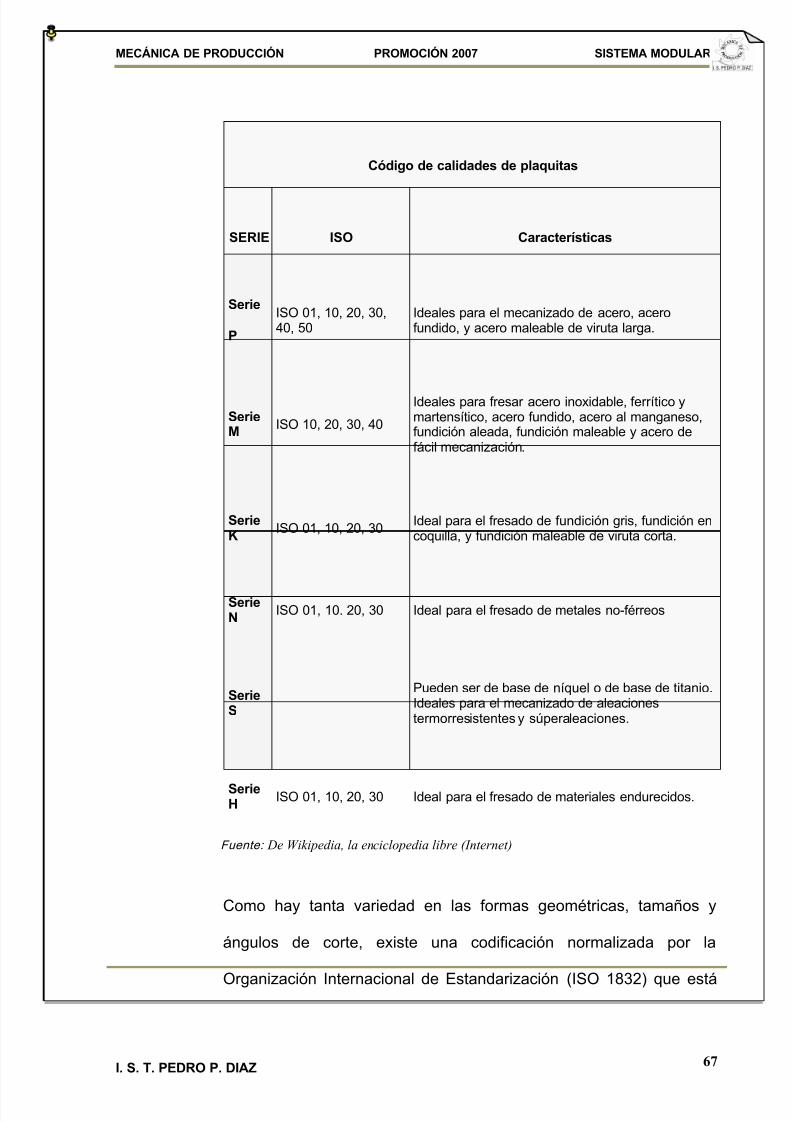
Como hay tanta variedad en las formas geométricas, tamaños y
ángulos de corte, existe una codificación normalizada por la
Organización Internacional de Estandarización (ISO 1832) que está
Código de calidades de plaquitas
SERIE ISO Características
Serie
P
ISO 01, 10, 20, 30,40, 50
Ideales para el mecanizado de acero, acerofundido, y acero maleable de viruta larga.
SerieM ISO 10, 20, 30, 40
Ideales para fresar acero inoxidable, ferrítico ymartensítico, acero fundido, acero al manganeso,fundición aleada, fundición maleable y acero defácil mecanización.
SerieK ISO 01, 10, 20, 30
Ideal para el fresado de fundición gris, fundición encoquilla, y fundición maleable de viruta corta.
SerieN ISO 01, 10. 20, 30 Ideal para el fresado de metales no-férreos
SerieS
Pueden ser de base de níquel o de base de titanio. Ideales para el mecanizado de aleacionestermorresistentes y súperaleaciones.
SerieH ISO 01, 10, 20, 30 Ideal para el fresado de materiales endurecidos.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 55/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 68
Fuente: De Wikipedia, la enciclopedia libre (Internet)
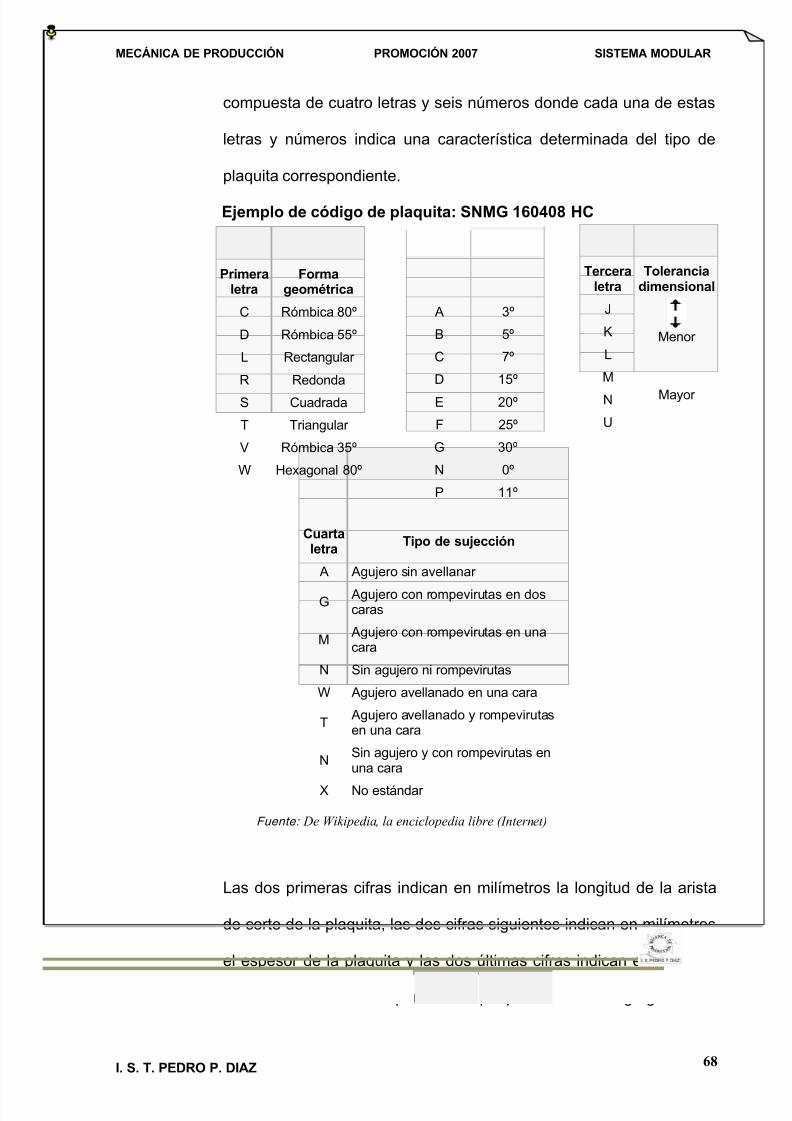
compuesta de cuatro letras y seis números donde cada una de estas
letras y números indica una característica determinada del tipo de
plaquita correspondiente.
Ejemplo de código de plaquita: SNMG 160408 HC
Las dos primeras cifras indican en milímetros la longitud de la arista
de corte de la plaquita, las dos cifras siguientes indican en milímetros
el espesor de la plaquita y las dos últimas cifras indican en décimas
de milímetro el radio de punta de la plaquita. A este código general el
Segundaletra
Ángulo deincidencia
A 3º
B 5º
C 7º
D 15º
E 20º
F 25º
G 30º
N 0º
P 11º
Terceraletra
Toleranciadimensional
J
Menor
Mayor
K
L
M
N
U
Primeraletra
Formageométrica
C Rómbica 80º
D Rómbica 55º
L Rectangular
R Redonda
S Cuadrada
T Triangular
V Rómbica 35º
W Hexagonal 80º
Cuartaletra
Tipo de sujección
A Agujero sin avellanar
G Agujero con rompevirutas en doscaras
M Agujero con rompevirutas en unacara
N Sin agujero ni rompevirutas
W Agujero avellanado en una cara
T Agujero avellanado y rompevirutasen una cara
NSin agujero y con rompevirutas enuna cara
X No estándar
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 56/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 69
Fuente: De Wikipedia, la enciclopedia libre (Internet)
fabricante de la plaquita puede añadir dos letras para indicar la
calidad de la plaquita o el uso recomendado.
2.18.3. BROCAS Y SUS CARACTERISTÍCAS TÉCNICAS:
Las brocas son la herramienta más común que utilizan las
taladradoras, si bien también pueden utilizar machos para roscar a
máquina, escariadores para el acabado de agujeros de tolerancias
estrechas, avellanadores para chaflanar agujeros, o incluso barras
con herramientas de mandrinar.
Las brocas tienen diferente geometría dependiendo de la finalidad
con que hayan sido fabricadas. Diseñadas específicamente para
quitar material y formar, por lo general, un orificio o una cavidad
cilíndrica, la intención en su diseño incluye la velocidad con que el
material ha de ser removido y la dureza del material y demás
cualidades características del mismo.
Elementos constituyentes de una broca
1. Longitud total de la broca. Existen brocas normales, largas y
súper-largas.
2. Longitud de corte. Es la profundidad máxima que se puede
taladrar con una broca y viene definida por la longitud de la parte
helicoidal.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 57/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 70
3. Diámetro de corte. Es el diámetro del orificio obtenido con la
broca. Existen diámetros normalizados y también se pueden
fabricar brocas con diámetros especiales.
4. Diámetro y forma del mango. El mango es cilíndrico para
diámetros inferiores a 13 mm, que es la capacidad de fijación de
un portabrocas normal. Para diámetros superiores, el mango es
cónico (tipo Morse).
5. Ángulo de corte. El ángulo de corte normal en una broca es el de
118°. También se puede utilizar el de 135°, quizá menos conocido
pero, quizás, más eficiente al emplear un ángulo obtuso más
amplio para el corte de los materiales.
6. Número de labios o flautas. La cantidad más común de labios
(también llamados flautas) es dos y después cuatro, aunque hay
brocas de tres flautas o brocas de una (sola y derecha), por
ejemplo en el caso del taladrado de escopeta.
7. Profundidad de los labios. También importante pues afecta a la
fortaleza de la broca.
8. Ángulo de la hélice. Es variable de unas brocas a otras
dependiendo del material que se trate de taladrar. Tiene como
objetivo facilitar la evacuación de la viruta.
9. Material constitutivo de la broca. Existen tres tipos básicos de
materiales:
1. Acero al carbono, para taladrar materiales muy blandos
(madera, plástico, etc.)
2. Acero rápido (HSS), para taladrar aceros de poca dureza
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 58/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 71
3. Metal duro (Widia), para taladrar fundiciones y aceros en
trabajos de gran rendimiento.
10.Acabado de la broca. Dependiendo del material y uso especifico
de la broca, se le puede aplicar una capa de recubrimiento que
puede ser de óxido negro, de titanio o de níquel, cubriendo total o
parcialmente la broca, desde el punto de corte.
Existen principalmente las siguientes calidades:
1. hss laminada. Es la más económica de las brocas de metal. Es
de uso general en metales y plásticos en los que no se requiera
precisión. No es de gran duración.
2. hss rectificada. Es una broca de mayor precisión, indicada para
todo tipo de metales semiduros (hasta 80 Kg./mm²) incluyendo
fundición, aluminio, cobre, latón, plásticos, etc. Tiene gran
duración.
3. hss titanio rectificada. Están recubiertas de una aleación de
titanio que permite taladrar todo tipo de metales con la máxima
precisión, incluyendo materiales difíciles como el acero inoxidable.
Se puede aumentar la velocidad de corte y son de extraordinaria
duración. Se pueden utilizar en máquinas de gran producción peronecesitan refrigeración.
4. hss cobalto rectificada. Son las brocas de máxima calidad, y
están recomendadas para taladrar metales de todo tipo incluyendo
los muy duros (hasta 120 Kg./mm²) y los aceros inoxidables.
Tienen una especial resistencia a la temperatura, de forma que se
pueden utilizar sin refrigerante y a altas velocidades de corte.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 59/100
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 60/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 73
Aceros inoxidables (Anexo 2 y 3)
Aceros inoxidables Martensíticos
Acero especial inoxidable martensítico aleado al cromo molibdeno.
Para piezas que requieren una alta resistencia al desgaste junto a
una buena resistencia a la corrosión de agua, soluciones alcalinas y
algunos ácidos.
Aplicaciones: En la industria de procesamiento de alimentos,
conserveras, embotelladoras entre otras. Piezas de sujeción, rodillos
de sellado, matrices de extrusión, cuchillas, etc. Además
recomendable para elementos en general que deben tener una alta
resistencia a la corrosión (inoxidable) junto a una elevada resistencia
al desgaste.
Estado de empleo: Templado y revenido, con la superficie
necesariamente rectificada o preferiblemente pulida al espejo.
Aceros de construcción (Anexo 4)
Características
Tenacidad
Resistencia a la tracción.
Resistencia a la torción
Resistencia a la corrosión
Resistencia al desgaste.
Resistencia a altas temperaturas
Aceros en planchas (Anexo 5)
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 61/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 74
2.19.2. BRONCES: (Anexo 6)
SAE 841 SINTERIZADO
CDA 844 (STD)
CDA 905 (SAE-62)
CDA 932 (SAE-660)
CDA 937 (SAE-64)
CDA 954 (BRONCE AL AL.)
CDA 180 (BRONCE AL NI-CR)
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 62/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 75
CAPÍTULO
DESCRIPCIÓN DE LAS PRÁCTICAS FINALES
3.1. GENERALIDADES:
En el presente capitulo mencionare las prácticas que he venido realizando en la
empresa “CREFINSA”, en donde me pude dar cuenta de que los conocimientos
adquiridos en el Instituto Superior Pedro P. Díaz me servían de muy poco, ya
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 63/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 76
que en el trabajo práctico se impone la habilidad para poder realizar la gran
variedad de trabajos en los diferentes tipos de maquinaria. Al principio se me
hizo un poco difícil adaptarme al ritmo de trabajo pero, con la ayuda de los
demás operarios, enseñándome sus técnicas de trabajo y la forma más rápida
de realizarlas me pude compaginar rápidamente, llegando a realizar distintos
tipos de trabajo en las diferentes áreas de la empresa. También me pude dar
cuenta que el manual de consulta para despejar cualquier duda y al que
recurren todos los operarios es el “Prontuario de Máquinas” de N. Larburu.
3.2. OBJETIVOS:
3.2.1. OBJETIVOS GENERALES:
El practicante debe llegar a tener un adiestramiento y
desenvolvimiento práctico en la manipulación de los diferentes
instrumentos de medición, herramientas y equipos de la empresa.
Adquirir hábitos de orden, limpieza y seguridad en la ejecución de los
distintos trabajos.
3.2.2. OBJETIVOS ESPECÍFICOS:
Adquirir la confianza necesaria para un mejor desenvolvimiento como
profesional en la carrera de Mecánica de Producción.
Perfeccionar las diferentes técnicas y procesos que ayuden a
minimizar tiempos y costos.
Ejecutar los trabajos utilizando los instrumentos y herramientas
adecuadas, siguiendo correctamente las normas de seguridad.
Adquirir la destreza optima para realizar con éxito cualquier trabajo.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 64/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 77
3.3. TRABAJOS REALIZADOS:
Durante el periodo de prácticas profesionales les puedo mencionar que he
realizado trabajos en:
Mecánica de banco
Taladradora
Torno
Limadora
Fresadora
Soldadura eléctrica y oxiacetilénica
Los trabajos que realice en la empresa “CREFINSA” fueron diversos, algunos
complejos y otros simples, realice trabajos en distintos tipos de maquinaria, con
la supervisión de los maestros de las distintas áreas.
A continuación detallaré algunos de los trabajos más importantes que realicé en
la empresa, siguiendo la secuencia y cálculos en la utilización de máquinas
herramientas y accesorios a través de las hojas de operaciones.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 65/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 78
HOJA DE OPERACIÓN Nº 01
SECCIÓN : Torno
EJECUTOR : Elar Vargas Begazo
DENOMINACIÓN
Pines cónicos
OBJETIVO
Pasar broca refrentar y cilindrar
MAQUINARIA
Torno paralelo
EQUIPO Y HERRAMIENTA
Vernier
Llave torreta
Llave mandril
Chuck porta brocas y llave
Broca de centrar
Punta giratoria
Broca de 6mm cortas y largas.
Cuchillas
Aceitera
MATERIALES
SAE 1020 barra redonda lisa de diámetro 28mm. x 120mm.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 66/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 79
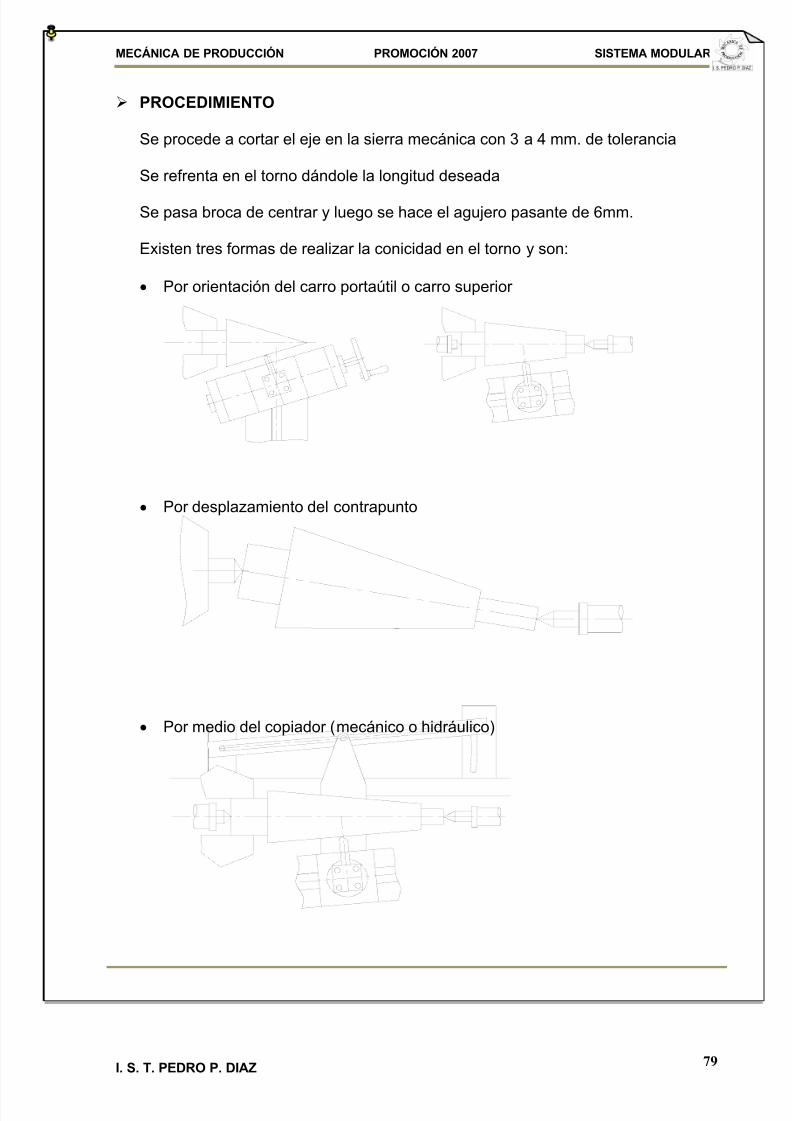
PROCEDIMIENTO
Se procede a cortar el eje en la sierra mecánica con 3 a 4 mm. de tolerancia
Se refrenta en el torno dándole la longitud deseada
Se pasa broca de centrar y luego se hace el agujero pasante de 6mm.
Existen tres formas de realizar la conicidad en el torno y son:
Por orientación del carro portaútil o carro superior
Por desplazamiento del contrapunto
Por medio del copiador (mecánico o hidráulico)

8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 67/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 80
TIEMPO DE CORTE
Los valores de la velocidad de corte v, del avance por vuelta s, y de la
profundidad de corte a, se encuentran en determinada relación para cada caso
de torneado.
El tiempo de corte por torneado, se calculará de modo siguiente:
Tc = l . π · d . N, min; también Tc = l . N; n = 1000 · vs 1000 · v s · n d · π
Siendo:
l La longitud a tornear en mm.s El avance de la cuchilla por vuelta o revolución de la pieza.D El diámetro medio de torneado en mm.D’ El diámetro de la pieza con sobre espesor en mm.d El diámetro de acabado en mm.v La velocidad de corte en m/min.n El número de revoluciones por minuto.
Cálculo de la pieza a trabajar:
Material de acero de 45 kg/mm2
De 23.9 mm. Ø promedio (acabado)
De 120 mm. de longitud
El sobre espesor es de 2.05 mm. (Redondo en bruto de 28 mm.)
De acuerdo con el sobre espesor se darán tres pasadas longitudinales, las dosprimeras para desbastado de 1.5 mm, y la ultima para acabado de a ≈ 0.55 mm.
Según la tabla 17.12 (3)
La velocidad de corte es de v = 43 m/min, y s = 0.2 de avance por vuelta para el
acabado, y
0.7 x 43= 30.1 m/min para el desbastado.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 68/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 81
(3) Máquinas prontuario, Nicolás Larburu Arrizabalaga, Pág. 482
Velocidad media vm = (2 x 30.1 + 43) : 3 = 34.4 m/min
Diámetro para el cálculo, D ≈ 23.9 + 2.05 = 25.95 mm.
Tiempo de corte
Tc = 120 . π · 25.95 . 3 = 4.3 minutos0.2 1000 · 34.4
Número de revoluciones
n = 1000 · 34.4 = 422 r.p.m.25.95 · π
También
Tc = 120 . 3 = 4.3 minutos0.2 · 422
Tiempo total de trabajo:
Refrentado y taladrado = 2 min. Cilindrado = 4.3 min.
Tiempo pasivo = 15 min.
TOTAL 22.3 min.
SEGURIDAD
Usar implementos de seguridad personal
Nunca dejar herramientas o cosas encima del torno
Realizar el trabajo según el plano respetando las medidas
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 69/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 82
HOJA DE OPERACIÓN Nº 02
SECCIÓN : Fresa, taladro y soldadura
EJECUTOR : Elar Vargas Begazo
DENOMINACIÓN
Cuchillas
OBJETIVO
Cortar, planear y pasar macho
MAQUINARIA
Fresadora, taladro y equipo oxiacetilenico
EQUIPO Y HERRAMIENTA
Vernier
Prensa o morsa
Chuck porta brocas y llave
Broca de 10.5mm.
Cuchillas de acero rápido y cuchillas carburadas
Escuadra de precisión
Paralelas
Juego de machos de ½” UNC con maneral
Aceitera
MATERIALES
SAE 1050 55mm. x 55mm. x 15mm. (10 piezas)

8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 70/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 83
PROCEDIMIENTO
Se procede a cortar el material con oxicorte
Se le da un recocido y se manda al horno de cal
Se maquina en la fresadora con una tolerancia de 0.1mm. para el rectificado final
Se traza y abre el agujero en el medio de la pieza con broca 10.5mm.
Se procede a pasar los respectivos machos.
Se avellana los filos de la rosca
Se realiza el templado de las piezas
Por ultimo se rectifica todas las caras, dándole la medida correspondiente
TIEMPO DE CORTE
Tiempo de corte en el fresado:
Según el sobreespesor para el fresado o la profundidad del ranurado, se
considerará el número de pasadas a efectuar, de acuerdo con los valores
informativos de la tabla 21.12 (4)
El tiempo de fresado se calculará por la fórmula:
Tc = π · d · L . N, min; también Tc = L . N; minutos.v · s’ ·1000 S
s’ = S ; n = 1000 · vn d · π
Siendo:d El diámetro de la fresa en mm.l La longitud de la pieza o de fresado en mm.
m El espacio muerto recorrido por la fresa, en mm.L La longitud total recorrida por la fresa (L= l + m).N El número de pasadas de fresado.v La velocidad de corte en m/min.S La velocidad o avance (desplazamiento) de la mesa por minuto.s’ La velocidad o avance de la fresa por revolución.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 71/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 84
n El numero de revoluciones de la fresa por minuto
(4) Máquinas prontuario, Nicolás Larburu Arrizabalaga, Pág. 489
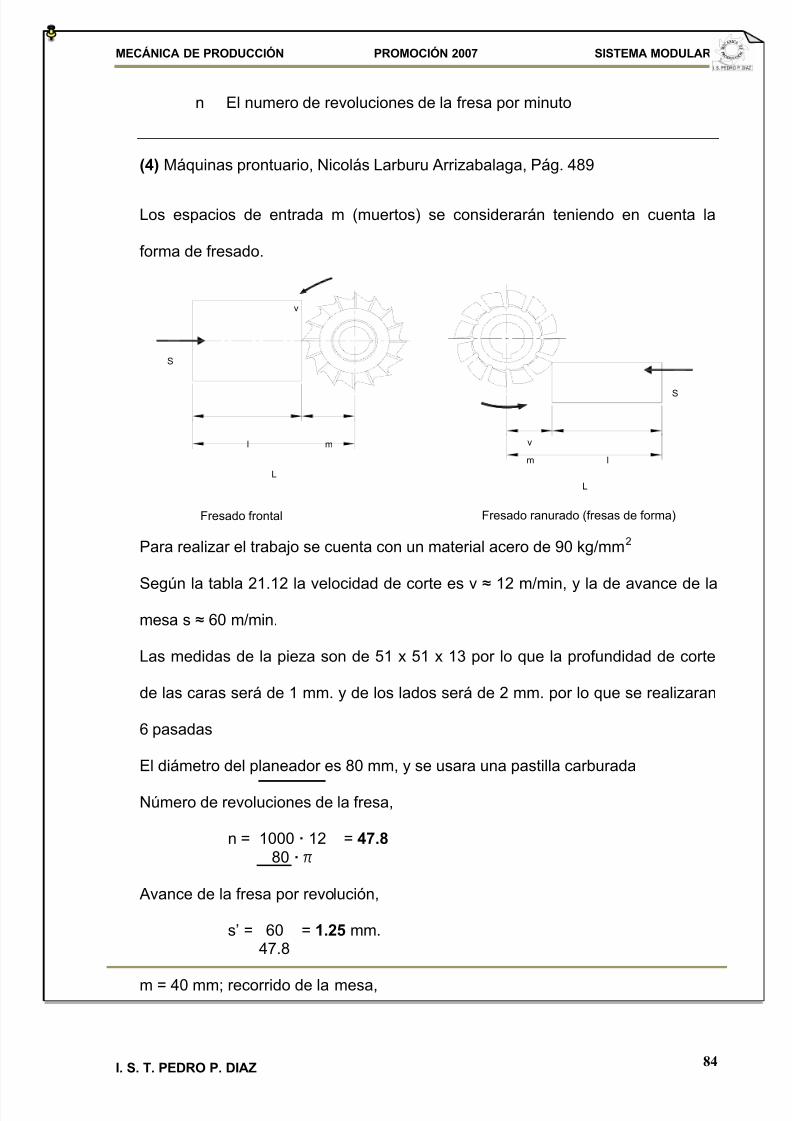
Los espacios de entrada m (muertos) se considerarán teniendo en cuenta la
forma de fresado.
Para realizar el trabajo se cuenta con un material acero de 90 kg/mm2
Según la tabla 21.12 la velocidad de corte es v ≈ 12 m/min, y la de avance de la
mesa s ≈ 60 m/min.
Las medidas de la pieza son de 51 x 51 x 13 por lo que la profundidad de corte
de las caras será de 1 mm. y de los lados será de 2 mm. por lo que se realizaran
6 pasadas
El diámetro del planeador es 80 mm, y se usara una pastilla carburada
Número de revoluciones de la fresa,
n = 1000 · 12 = 47.8 80 · π
Avance de la fresa por revolución,
s’ = 60 = 1.25 mm.47.8
m = 40 mm; recorrido de la mesa,
l m
L
lm
L
S
v
S
v
Fresado frontal Fresado ranurado (fresas de forma)
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 72/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 85
L = 51 + 40 = 91 mm.
Tiempo de fresado,
Tc = π · 80 · 91· 6 . 1 = 9.1 x 10 piezas = 91 minutos
12 · 1.25 ·1000
También,
Tc = 91 · 6· 1 = 9.1 x 10 piezas = 91 minutos60
Tiempo de corte en el taladrado:
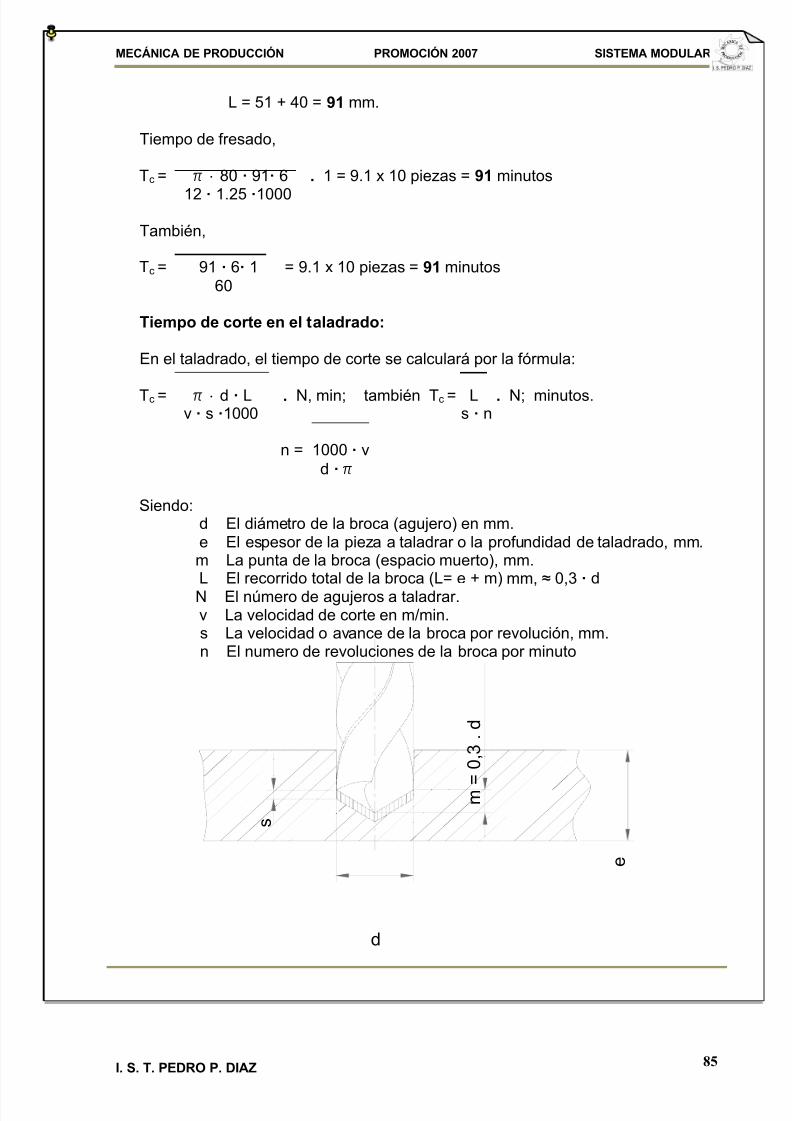
En el taladrado, el tiempo de corte se calculará por la fórmula:
Tc = π · d · L . N, min; también Tc = L . N; minutos.v · s ·1000 s · n
n = 1000 · vd · π
Siendo:d El diámetro de la broca (agujero) en mm.e El espesor de la pieza a taladrar o la profundidad de taladrado, mm.m La punta de la broca (espacio muerto), mm.L El recorrido total de la broca (L= e + m) mm, ≈ 0,3 · dN El número de agujeros a taladrar.v La velocidad de corte en m/min.s La velocidad o avance de la broca por revolución, mm.n El numero de revoluciones de la broca por minuto
d
s
m=
0,3.d
e
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 73/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 86
Tenemos que taladrar 10 agujeros de 10.5 mm. de diámetro en las cuchillas de
acero de 90 kg/mm2 y de 13 mm. de espesor.
Según la tabla 24.12 (5) la velocidad de corte la broca es de 16 m/min. (aprox.), y
el avance de la broca por vuelta, s ≈ 0.18 mm.
Carrera total de la broca,
L = 13 + 0,3 x 10,5 = 16,15 mm.
Tiempo de corte:
Tc = π x 10,5 x 16,15 . 10 = 1.8 minutos.16 x 0,18 x1000
Número de vueltas,
n = 1000 x 16 = 485.3 r. p. m.10.5 x π
Avance de la broca por minuto,
S = 485.3 x 0.18 = 87.35 mm.
También:
Tc = 16.15 . 10 = 1.8 minutos0.18 x 485.3
Tiempo total de trabajo:
Taladrado = 1.8 min.
Fresado = 91 min.
Tiempo pasivo = 300 min.
TOTAL 392.8 min.
SEGURIDAD
Usar implementos de seguridad personal
Nunca dejar herramientas o cosas encima de la maquina
Realizar el trabajo según el plano respetando las medidas
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 74/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 87
(5) Máquinas prontuario, Nicolás Larburu Arrizabalaga, Pág. 493
HOJA DE OPERACIÓN Nº 03
SECCIÓN : Cepillo, taladro y soldadura
EJECUTOR : Elar Vargas Begazo
DENOMINACIÓN
Martillos (20 unidades)
OBJETIVO
Cepillar, taladrar y soldar
MAQUINARIA
Cepillo, equipo oxiacetilenico, taladro, prensa y maquina de soldar
EQUIPO Y HERRAMIENTA
Vernier
Chuck porta-brocas y llave
Broca de 19 mm y broca de 14 mm.
Cuchillas o pastillas carburadas
Aceitera
Prensa en F
Esmeril de mano
Soldadura 7018
MATERIALES
Plancha CHRONIC T1 70mm. x 6m. x 9mm.
PROCEDIMIENTO
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 75/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 88
Se procede a cortar con el equipo de oxicorte con sobre medida 40 platinas.
Se recoce el material para luego proceder a maquinarlo.
Se cepilla los lados laterales de las platinas (4).
Se procede a darle el ángulo en la prensa utilizando bloques de 90º
Se taladra en 20 platinas 4 agujeros de 14 mm. a cada una en los cantos de las
caras que serán juntadas
Se junta una plancha entera con otra agujereada y se sujeta con la prensa en F
Se suelda en los agujeros hechos anteriormente tapándolos completamente
Se rectifica las partes soldadas con el esmeril de mano
Se abre el agujero de 19mm en el medio de las caras pegadas
Se procede a templar y revenir las piezas
Se pesa las piezas acabadas para luego entregarlas a almacén.
TIEMPO DE CORTE
Tiempo de corte en el cepillado
Según el sobreespesor H para cepillado y de acuerdo con la profundidad de corte
a, se calculará el número de pasadas de cepillado N, procurando que para la
pasada final el sobreespesor sea a = 1 a 0,5 mm. (Tabla 19.12)(6).
El tiempo de corte se calculará por la fórmula:
Tc = N [ b . ( L + L ) ] , min.s va vr
Siendo:N Número de pasadas de cepilladob Ancho de la pieza en mm.s El avance por recorrido de la pieza o cuchilla (avance y retroceso)l La longitud de la pieza en mm.m El espacio muerto recorrido por la cuchilla (entrada y salida)L El recorrido total de la mesa o cuchilla, L = l + 2 . mva La velocidad de avance, m/min.
vr La velocidad de retroceso, m/min.n El numero de cursos (avance y retroceso) precisos para una
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 76/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 89
operación de cepillado
(6) Máquinas prontuario, Nicolás Larburu Arrizabalaga, Pág. 486
Tenemos platinas de acero duro de 120 mm. de longitud por 55 mm. de ancho y
de 9 mm. de espesor para el cepillado.
De acuerdo con las medidas del plano tenemos que dar tres pasadas a cada lado
de las platinas, haciendo la última ≈ 0,5 mm. para el acabado.
Según la tabla 19.12 tenemos:
Velocidad de corte, vc = 20 m/min. (Tabla 19.12).
Velocidad de retroceso, vr = 30 m/min (deacuerdo con las características de la
maquina).
Espacios muertos, m ≈ 30 mm.
Carrera de la cuchilla o mesa, L = 116 + 2 x 30 = 176 mm (= 0.176 m).
Avance por recorrido, s = 1,5 mm (tabla 19.12).
Tiempo de corte:
Tc = 3 [ 9 x ( 0.176 + 0.176 ) ] = 0.2664 min. (por cada lado)1.5 20 30
Tc = 0.2664 x 4 = 1.1 por 40 unidades = 44min.
Número de cursos, h = 9 = 6 por pasada;1.5
Tiempo de corte en el taladrado
Calculamos el tiempo para taladrar 4 agujeros por platina, en 20 platinas lo que
aria un total de 80 agujeros de 14 mm. de diámetro en acero duro (recocido, de
85 kg/mm2), y de 9 mm de espesor.
Según la tabla 24.12 la velocidad de corte la broca es de 20 m/min. (aprox.), y el
avance de la broca por vuelta, s ≈ 0.20 mm.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 77/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 90
Carrera total de la broca,
L = 9 + 0,3 x 14 = 13.2 mm.
Tiempo de corte:
Tc = π x 14 x 13,2 . 80 = 12 minutos.20 x 0,20 x1000
Número de vueltas,
n = 1000 x 20 = 454.9 r. p. m.14 x π
Avance de la broca por minuto,
S = 454.9 x 0.20 = 90.9 mm.
También:
Tc = 13.2 . 80 = 12 minutos0.20 x 454.9
Tiempo total de trabajo:
Cepillado = 44 min.
Taladrado = 12 min.
Tiempo de soldadura = 40 min.
Tiempo pasivo = 400 min.
TOTAL 499 min.
SEGURIDAD
Usar implementos de seguridad personal
Nunca dejar herramientas o cosas encima de la maquinaria
Realizar el trabajo según el plano respetando las medidas
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 78/100
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 79/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 92
PROCEDIMIENTO
Primero se agarra con el plato de tres mordazas en el torno y cilindramos el
exterior a 22mm una longitud de 19mm.
Con la cuchilla de roscar de 55º realizamos una rosca de 9 hilos por pulgada
probando con una tuerca patrón.
Luego pasamos la broca de 10.5mm una profundidad de 27mm.
Torneamos el interior para luego con una cuchilla de roscado interior. realicemos
una rosca interior NPT de 1/4.
Luego tronzamos la pieza a 26.5mm.
Volteamos la misma pieza en el torno para refrentar y realizar la rosca NTP por
el otro lado del agujero.
Para hacer la tuerca pasamos una broca de 20mm.
Cilindramos el interior para luego realizar una rosca de 9 hilos por pulgada
probando siempre con el patrón.
Luego tronzamos y refrentamos a la medida correspondiente.
TIEMPO DE CORTE
Tiempo de corte en el torneado
Tenemos que el material es de bronce, de 32mm de diámetro exterior
aproximadamente, de 18mm de longitud de torneado; el sobre espesor es de
5mm (acabado en 22mm)

8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 80/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 93
Deacuerdo con el sobre espesor se darán dos pasadas longitudinales de 2.5mm
cada una y 5 pasadas longitudinales para realizar la rosca.
Según la tabla 17.12 la velocidad de corte es de 48 m/min. y s = 0.4mm de
avance por vuelta para el desbastado, 0.4 x 48 = 19.2 m/min. para el roscado.
Velocidad media vm = (5 x 19.2 + 48) : 7 = 20.5 m/min.
Diámetro para el cálculo, D ≈ 22 + 5 = 27mm
Tiempo de corte
Tc = 18 x π x 27 x 7 = 1.3 minutos0.4 1000 x 20.5
Número de revoluciones
n = 1000 x 20.5 = 241 r.p.m.27 x π
También
Tc = 18 x 7 = 1.3 minutos0.4 x 241
Tiempo de corte en el tronzado
Para el tronzado de una sección circular de diámetro d, por aproximación se
considerara que el corte se puede igual al torneado del mismo redondo de
longitud l´ = d/2.
Para una sección anular (ranurado), la longitud se hará l = (d – d´) / 2.Para nuestro tronzado tenemos que: l = (32 – 11) / 2 = 10.5mm y
Velocidad de corte, 48 x 0.6 = 28.8 m/min.
Tiempo de corte
Tc = 10.5 x π x 10.5 = 0.03 minutos0.4 1000 x 28.8
Número de revoluciones
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 81/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 94
n = 1000 x 28.8 = 873 r.p.m.10.5 x π
También
Tc = 10.5 x 7 = 0.03 minutos0.4 x 873
Tiempo de corte para el taladrado
Calculamos el tiempo para taladrar un agujero de 10.5.mm. de diámetro en
bronce y de 26 mm de espesor.
Según la tabla 24.12 la velocidad de corte la broca es de 40 m/min. (aprox.), y el
avance de la broca por vuelta, s ≈ 0.20 mm.
Carrera total de la broca,
L = 26 + 0,3 x 10.5 = 29.15 mm.
Tiempo de corte:
Tc = π x 10.5 x 29.15 . 1 = 0.12 minutos.0.20 x 40 x1000
Número de vueltas,
n = 1000 x 40 = 1213 r. p. m.10.5 x π
Avance de la broca por minuto, S = 1213 x 0.20 = 242.6 mm.
También:
Tc = 29.15 x 1 = 0.12 minutos
0.20 x 1213Tiempo total de trabajo:
Refrentado y taladrado = 1 min.
Cilindrado y tronzado = 1.33 min.
Tiempo pasivo = 60 min.
TOTAL 62.33 min.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 82/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 95
SEGURIDAD
Usar implementos de seguridad personal
Nunca dejar herramientas o cosas encima del torno
Realizar el trabajo según el plano respetando las medidas
HOJA DE OPERACIÓN Nº 05
SECCIÓN : Torno
EJECUTOR : Elar Vargas Begazo
----------------------------------------------------------------------------------------------------------
DENOMINACIÓN
Eje propulsor
OBJETIVO
Pasar broca refrentar y cilindrar
MAQUINARIA
Torno paralelo
EQUIPO Y HERRAMIENTA
Vernier
Llave torreta
Llave mandril
Chuck porta brocas y llave
Broca de centrar
Punta giratoria
Broca de 9.5mm.
Cuchillas de refrentar, cilindrar.
Aceitera
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 83/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 96
MATERIALES
SAE 1045 diámetro 45mm. x 250mm.
PROCEDIMIENTO
Se refrenta y pasa broca de centrar en ambas caras del eje en el torno.
Se agarra el eje entre puntas para cilindrarlo.
Torneamos el eje respetando las medidas del plano.
Con una cuchilla preparada realizamos la ranura para el seguro.
Pulimos el eje para darle un buen acabado.
Se procede a pasar broca de 9.5mm en uno de los lados del eje para luego pasar
macho M12.
Los canales chaveteros se realizan en la fresadora.
TIEMPO DE CORTE
Para el torneado el tiempo de corte será:
Material de acero de 60 kg/mm2
De 38mm. Ø promedio (acabado)
De 244mm. de longitudEl sobre espesor es de 3.5mm. (Redondo en bruto de 45 mm.)
De acuerdo con el sobre espesor se darán tres pasadas longitudinales, las dos
primeras para desbastado de 3mm, y la ultima para acabado de a ≈ 0.55 mm.
Según la tabla 17.12
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 84/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 97
La velocidad de corte es de v = 34 m/min, y s = 0.2 de avance por vuelta para el
acabado, y
0.7 x 34 = 23.8 m/min para el desbastado.
Velocidad media vm = (2 x 23.8 + 34) : 3 = 27.2 m/min
Diámetro para el cálculo, D ≈ 38 + 3.5 = 41.5 mm.
Tiempo de corte
Tc = 244 x π x 38 x 3 = 16.05 minutos0.2 1000 x 27.2
Número de revoluciones
n = 1000 x 27.2 = 228 r.p.m.38 x π
También
Tc = 244 x 3 = 16.05 minutos0.2 x 228
Tiempo total de trabajo:
Refrentado y taladrado = 1 min.
Cilindrado = 16.05 min.
Tiempo pasivo = 60 min.
TOTAL 77.05 min.
SEGURIDAD
Usar implementos de seguridad personal
Nunca dejar herramientas o cosas encima del torno
Realizar el trabajo según el plano respetando las medidas
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 85/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 98
HOJA DE OPERACIÓN Nº 06
SECCIÓN : Prensa, Taladro
EJECUTOR : Elar Vargas Begazo
----------------------------------------------------------------------------------------------------------
DENOMINACIÓN
Abrazaderas partidas
OBJETIVO
Pasar broca y prensar
MAQUINARIA
Taladro de columna y prensa hidráulica.
EQUIPO Y HERRAMIENTA
Vernier
Flexo metro
Chuck porta brocas y llave
Broca de 6.5mm y 16mm.
Bloques en V
Arco de sierra
Rayador
Tornillo de banco
Aceitera
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 86/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 99
MATERIALES
SAE 1020 platina de 3/16” x 1” x 6m.
PROCEDIMIENTO
Se procede a cortar la platina previo cálculo de la longitud.
Se fabrica una machina para realizar el ángulo en la prensa hidráulica.
Usando los bloques en V procedemos al doblado en la prensa hidráulica.
Luego se trazan las distancias para realizar los agujeros en el taladro.
Lijamos y matamos los filos de las piezas acabadas
Pintamos con el color indicado
TIEMPO DE CORTE
Calculamos el tiempo para taladrar 4 agujeros de 6.5mm de diámetro y 2
agujeros de 14mm en acero de 45kg/mm2 y de 5mm de espesor.
Según la tabla 24.12 la velocidad de corte la broca es de 30 m/min. (aprox.), y el
avance de la broca por vuelta, s ≈ 0.15mm para los agujeros de 6.5mm y s ≈
0.25mm para los agujeros de 14mm
Carrera total de la broca,L = 5 + 0,3 x 6.5 = 6.95mm.
L = 5 + 0,3 x 14 = 9.2mm.
Tiempo de corte:
Tc = π x 6.5 x 6.95 x 4 = 0.12 minutos.0.15 x 30 x1000
Tc = π x 14 x 9.2 x 2 = 0.11 minutos.0.25 x 30 x1000
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 87/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 100
Número de vueltas,
n = 1000 x 30 = 1470 r. p. m.6.5 x π
n = 1000 x 30 = 682 r. p. m.14 x π
Avance de la broca por minuto,
S = 1470 x 0.15 = 220.5 mm.
S = 682 x 0.25 = 170.5 mm.
También:
Tc = 6.95 x 4 = 0.12 minutos0.15 x 1470
Tc = 9.2 x 2 = 0.11 minutos0.25 x 682
Tiempo total de trabajo:
Taladrado = 0.23 min.
Doblado = 5 min.
Tiempo pasivo = 30 min.
TOTAL 35.23 min.
SEGURIDAD
Usar implementos de seguridad personal
Nunca dejar herramientas o cosas encima de las máquinas
Realizar el trabajo según el plano respetando las medidas
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 88/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 101
HOJA DE OPERACIÓN Nº 07
SECCIÓN : Soldadura
EJECUTOR : Elar Vargas Begazo
----------------------------------------------------------------------------------------------------------
DENOMINACIÓN
Base de enzimadores
OBJETIVO
Cortar, rolar y soldar
MAQUINARIA
Roladora y maquina de soldadura eléctrica.
EQUIPO Y HERRAMIENTA
Vernier
Flexo metro
Escuadra de tope
Equipo de soldadura eléctrica Arco de sierra
Rayador
Tornillo de banco
MATERIALES
SAE 1020 ángulo y T de 1” x 1/8”, eje de 3/8” y platina de 1”1/8 x 1/8”.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 89/100
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 90/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 103
CONCLUCIONES
PRIMERO: La gran mayoría de las maquinas y herramientas que posee la empresa
se encuentran con desgaste por cuya razón el operario tiene que
realizar diversas artimañas para que el trabajo que realiza no tenga
defectos, ocasionando tiempos perdidos y demora en los trabajos.
SEGUNDO: En la empresa el almacenero o supervisor de los trabajadores ocasiona
conflictos internos en la empresa, ya que este no tiene experiencia
alguna en el campo que se desenvuelve la empresa; causando en
algunas ocasiones errores en los trabajos.
TERCERO: El horario de trabajo de la empresa no es respetado en ocasiones
cuando estamos saturados de trabajo asiéndonos quedar media o una
hora fuera de nuestro horario normal de trabajo, y sin una remuneración
extra para los trabajadores por parte de la empresa; lo que ocasiona
disgusto y malestar entre los trabajadores.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 91/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 104
CUARTO: La falta de personal mecánico capacitado o experimentado hace que los
trabajos demoren más de lo debido, provocando una acumulación de los
mismos, ocasionando una desorganización entre los trabajadores.
SUGERENCIAS
PRIMERO: Con respecto a la maquinaria, la renovación debe ser constante, la
tecnología a nivel industrial va teniendo un gran desarrollo en nuestro
país, por lo que la actualización de maquinaria y la capacitación de los
trabajadores son necesariamente obligatorias, puesto que las técnicas detrabajo también cambian y se modernizan conforme pasan los años,
disminuyendo así los tiempos, que es lo que prima en la actualidad
“mayor velocidad, pero con calidad”.
SEGUNDO: Con respecto al personal podría decir una frase muy común “zapatero a
tu zapato” y si ponemos a un escritor en lugar de un mecánico, es lógico
que se va a tener problemas, por lo que si se contrata a alguien que no
tiene conocimiento en el trabajo que va a realizar, primero se le debe dar
una capacitación, para que así se adecue con facilidad a la empresa.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 92/100
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 93/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 106
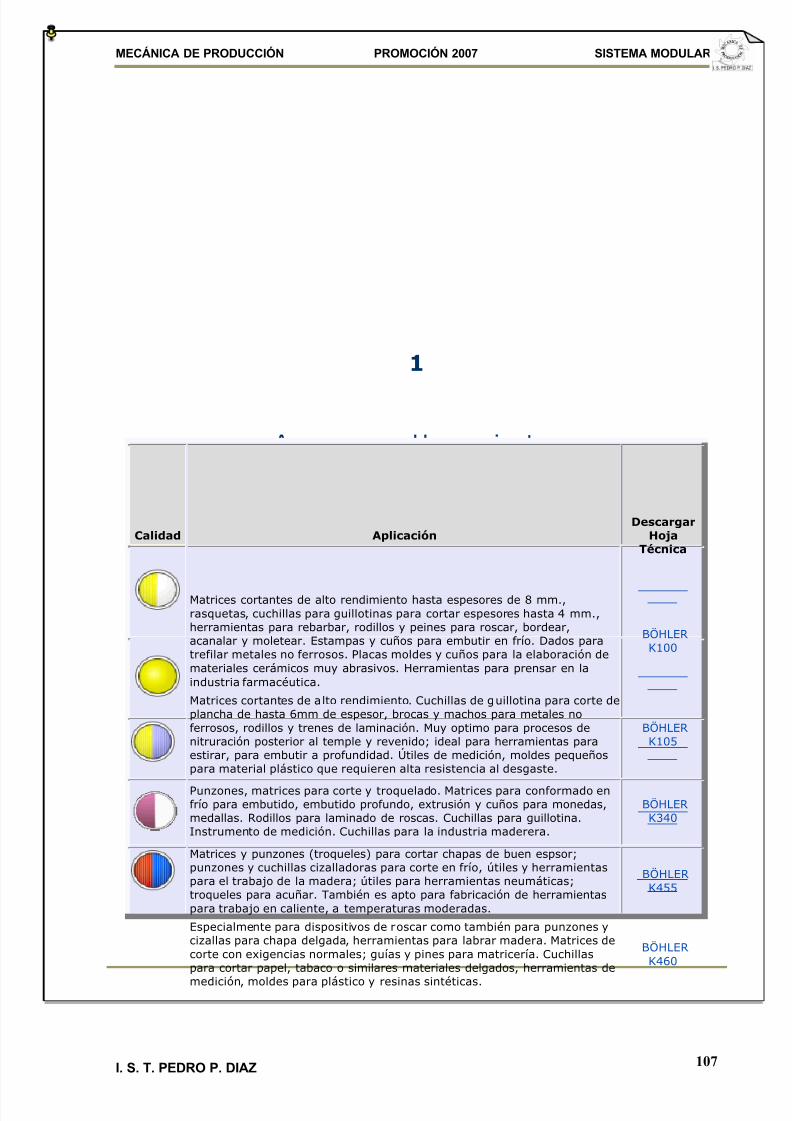
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 94/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 107
1
Aceros para Herramientas
Calidad Aplicación Descargar
HojaTécnica
Matrices cortantes de alto rendimiento hasta espesores de 8 mm.,rasquetas, cuchillas para guillotinas para cortar espesores hasta 4 mm.,herramientas para rebarbar, rodillos y peines para roscar, bordear,acanalar y moletear. Estampas y cuños para embutir en frío. Dados paratrefilar metales no ferrosos. Placas moldes y cuños para la elaboración demateriales cerámicos muy abrasivos. Herramientas para prensar en laindustria farmacéutica.
BÖHLERK100
Matrices cortantes de alto rendimiento. Cuchillas de guillotina para corte deplancha de hasta 6mm de espesor, brocas y machos para metales noferrosos, rodillos y trenes de laminación. Muy optimo para procesos denitruración posterior al temple y revenido; ideal para herramientas paraestirar, para embutir a profundidad. Útiles de medición, moldes pequeñospara material plástico que requieren alta resistencia al desgaste.
BÖHLERK105
Punzones, matrices para corte y troquelado. Matrices para conformado enfrío para embutido, embutido profundo, extrusión y cuños para monedas,medallas. Rodillos para laminado de roscas. Cuchillas para guillotina.Instrumento de medición. Cuchillas para la industria maderera.
BÖHLERK340
Matrices y punzones (troqueles) para cortar chapas de buen espsor;punzones y cuchillas cizalladoras para corte en frío, útiles y herramientaspara el trabajo de la madera; útiles para herramientas neumáticas;troqueles para acuñar. También es apto para fabricación de herramientaspara trabajo en caliente, a temperaturas moderadas.
BÖHLERK455
Especialmente para dispositivos de roscar como también para punzones ycizallas para chapa delgada, herramientas para labrar madera. Matrices decorte con exigencias normales; guías y pines para matricería. Cuchillaspara cortar papel, tabaco o similares materiales delgados, herramientas de
medición, moldes para plástico y resinas sintéticas.
BÖHLER K460
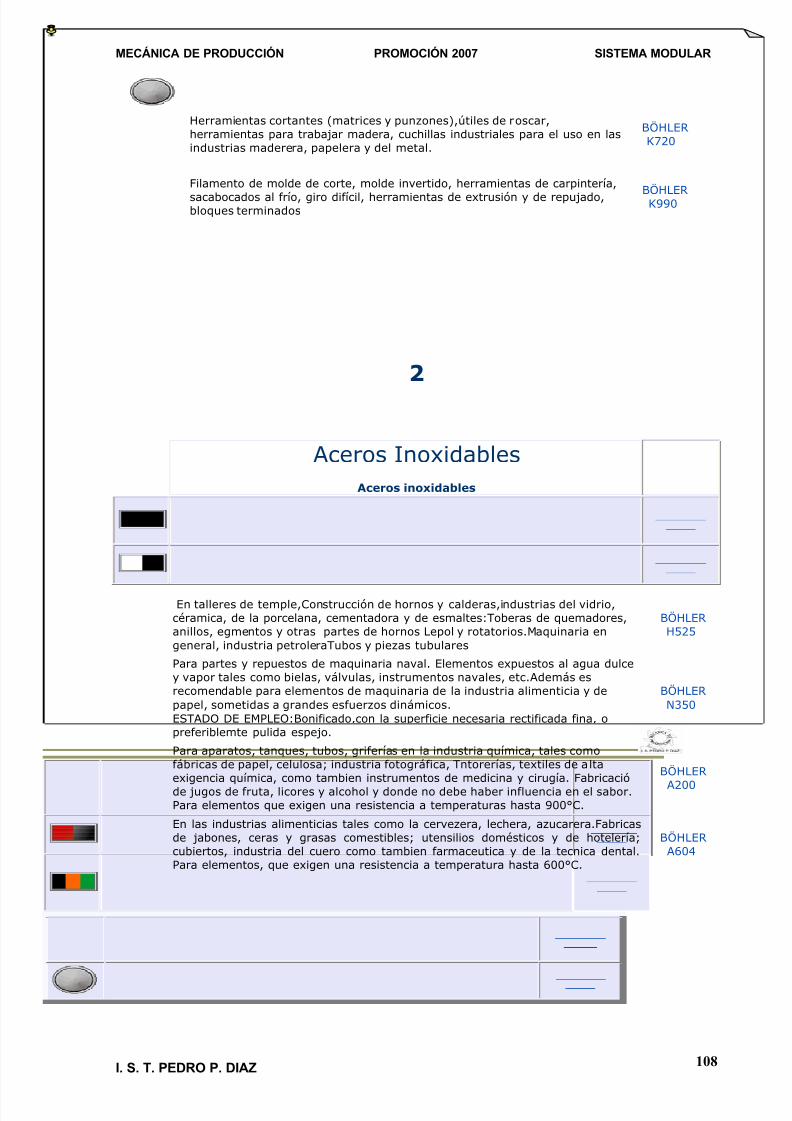
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 95/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 108
Herramientas cortantes (matrices y punzones),útiles de roscar,herramientas para trabajar madera, cuchillas industriales para el uso en lasindustrias maderera, papelera y del metal.
BÖHLER K720
Filamento de molde de corte, molde invertido, herramientas de carpintería,
sacabocados al frío, giro difícil, herramientas de extrusión y de repujado,bloques terminados
BÖHLERK990
2
Aceros Inoxidables
Aceros inoxidables
Calidad AplicaciónDescargar
Hoja Técnica
En talleres de temple,Construcción de hornos y calderas,industrias del vidrio,céramica, de la porcelana, cementadora y de esmaltes:Toberas de quemadores,anillos, egmentos y otras partes de hornos Lepol y rotatorios.Maquinaria engeneral, industria petroleraTubos y piezas tubulares
BÖHLERH525
Para partes y repuestos de maquinaria naval. Elementos expuestos al agua dulcey vapor tales como bielas, válvulas, instrumentos navales, etc.Además esrecomendable para elementos de maquinaria de la industria alimenticia y depapel, sometidas a grandes esfuerzos dinámicos.ESTADO DE EMPLEO:Bonificado,con la superficie necesaria rectificada fina, opreferiblemte pulida espejo.
BÖHLERN350
Para aparatos, tanques, tubos, griferías en la industria química, tales comofábricas de papel, celulosa; industria fotográfica, Tntorerías, textiles de altaexigencia química, como tambien instrumentos de medicina y cirugía. Fabricacióde jugos de fruta, licores y alcohol y donde no debe haber influencia en el sabor.Para elementos que exigen una resistencia a temperaturas hasta 900°C.
BÖHLER
A200
En las industrias alimenticias tales como la cervezera, lechera, azucarera.Fabricasde jabones, ceras y grasas comestibles; utensilios domésticos y de hotelería; cubiertos, industria del cuero como tambien farmaceutica y de la tecnica dental. Para elementos, que exigen una resistencia a temperatura hasta 600°C.
BÖHLER A604
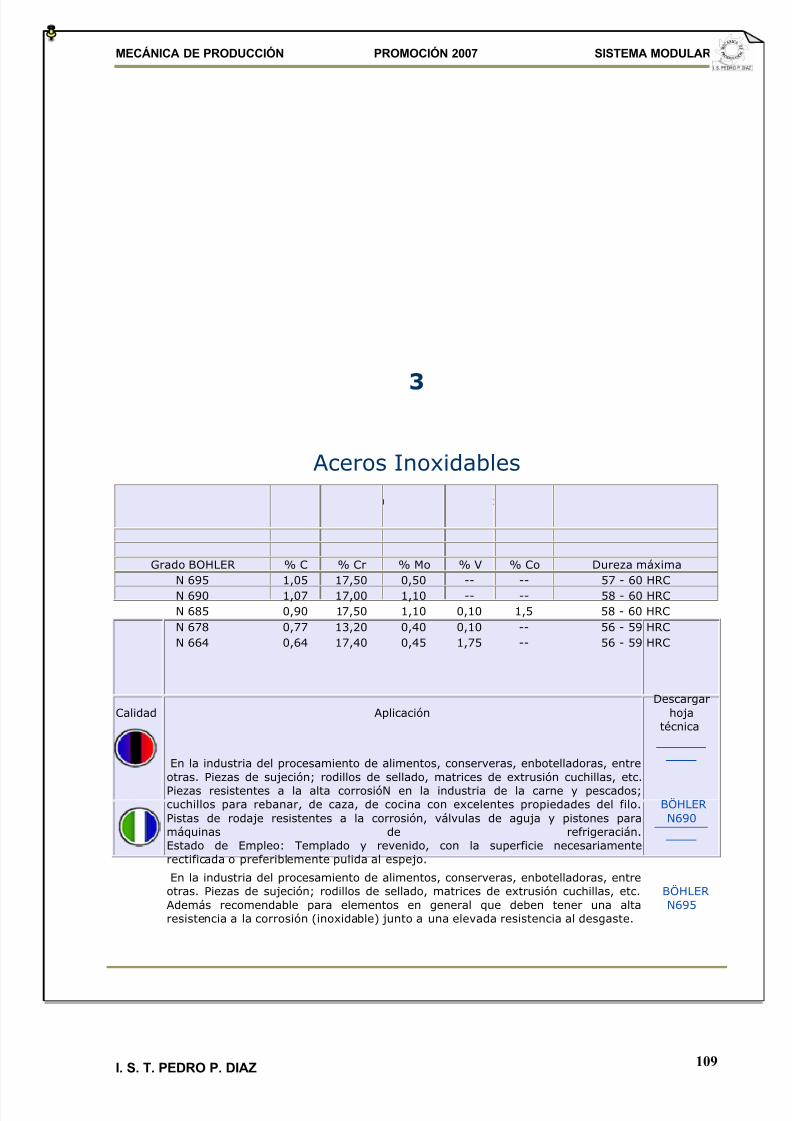
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 96/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 109
3
Aceros Inoxidables
Aceros inoxidables Martensíticos
Grado BOHLER % C % Cr % Mo % V % Co Dureza máximaN 695 1,05 17,50 0,50 -- -- 57 - 60 HRCN 690 1,07 17,00 1,10 -- -- 58 - 60 HRCN 685 0,90 17,50 1,10 0,10 1,5 58 - 60 HRCN 678 0,77 13,20 0,40 0,10 -- 56 - 59 HRCN 664 0,64 17,40 0,45 1,75 -- 56 - 59 HRC
Calidad AplicaciónDescargar
hojatécnica
En la industria del procesamiento de alimentos, conserveras, enbotelladoras, entreotras. Piezas de sujeción; rodillos de sellado, matrices de extrusión cuchillas, etc.Piezas resistentes a la alta corrosióN en la industria de la carne y pescados;cuchillos para rebanar, de caza, de cocina con excelentes propiedades del filo. Pistas de rodaje resistentes a la corrosión, válvulas de aguja y pistones para máquinas de refrigeracián.Estado de Empleo: Templado y revenido, con la superficie necesariamenterectificada o preferiblemente pulida al espejo.
BÖHLERN690
En la industria del procesamiento de alimentos, conserveras, enbotelladoras, entreotras. Piezas de sujeción; rodillos de sellado, matrices de extrusión cuchillas, etc. Además recomendable para elementos en general que deben tener una alta resistencia a la corrosión (inoxidable) junto a una elevada resistencia al desgaste.
BÖHLERN695
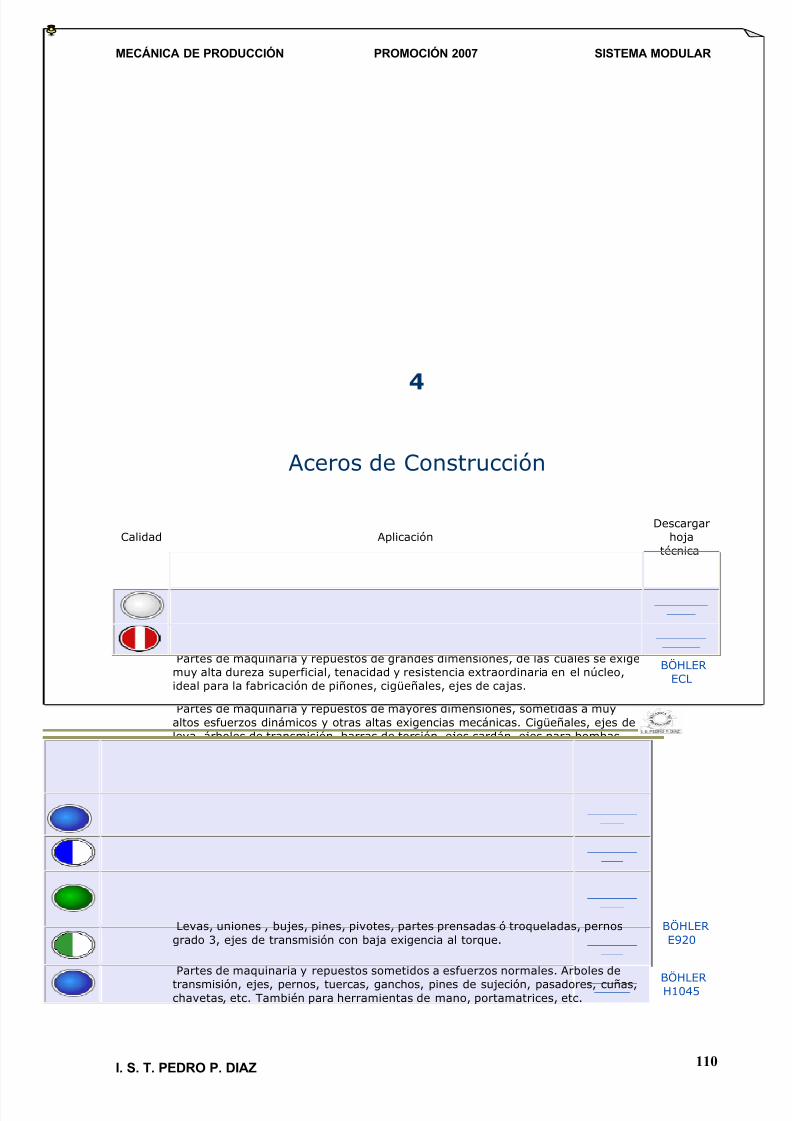
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 97/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 110
4
Aceros de Construcción
Calidad AplicaciónDescargar
hojatécnica
Piezas altamente exigidas en la industria metalmecánica y automotriz, como porejemplo, Engranajes de caja o diferencial, coronas, piñones, terminales dedirección, sectores dentados, crucetas, pines de pistón, ejes, etc.
BÖHLERECN
Partes de maquinaria y repuestos de grandes dimensiones, de las cuales se exigemuy alta dureza superficial, tenacidad y resistencia extraordinaria en el núcleo,ideal para la fabricación de piñones, cigüeñales, ejes de cajas.
BÖHLERECL
Partes de maquinaria y repuestos de mayores dimensiones, sometidas a muyaltos esfuerzos dinámicos y otras altas exigencias mecánicas. Cigüeñales, ejes deleva, árboles de transmisión, barras de torsión, ejes cardán, ejes para bombas,ejes para helice de aviones, pernos y tuercas de alta tensión, rodillos detransportadora, vástagos y pines, muñones; brazos de dirección, ciertosengranajes, discos de embrague.
BÖHLERVCN
Partes de maquinária y repuestos de dimensiones medianas, con grandesexigencias en las propiedades arriba mencionadas y también ciertos elementospara la construcción de motores, engranajes, pernos, tuercas, pines, émbolos,árboles de transmisión, ejes de bombas, cañones de armas para la cacería.
BÖHLERVCL
Para elementos de maquinaria, tales como engranajes, cuerpos de bomba,anillos, separadores, casquillos de protección, como también para la construcción de columnas de taladro u otras máquinas, ejes, bujes, rodillos y accesorios de perforación de pozos de petróleo.
BÖHLERBP280
Levas, uniones , bujes, pines, pivotes, partes prensadas ó troqueladas, pernosgrado 3, ejes de transmisión con baja exigencia al torque.
BÖHLERE920
Partes de maquinaria y repuestos sometidos a esfuerzos normales. Arboles de
transmisión, ejes, pernos, tuercas, ganchos, pines de sujeción, pasadores, cuñas,chavetas, etc. También para herramientas de mano, portamatrices, etc.
BÖHLERH1045
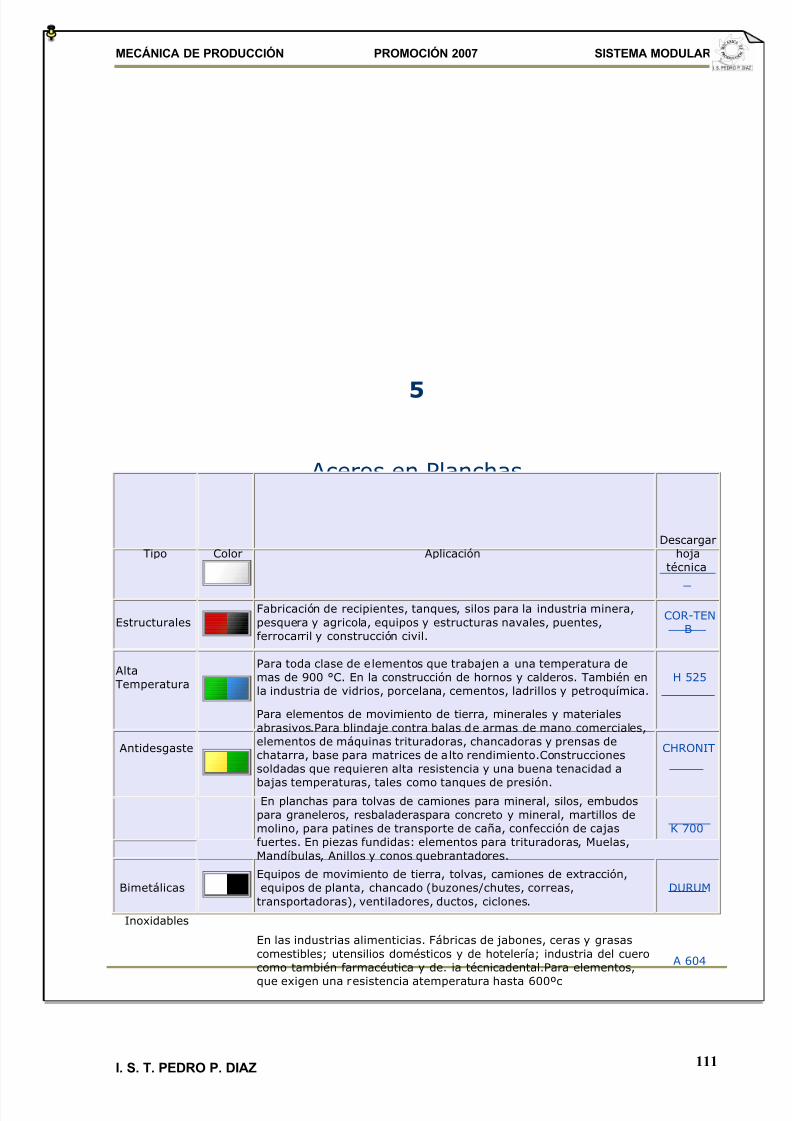
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 98/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 111
5
Aceros en Planchas
Tipo Color AplicaciónDescargar
hojatécnica
EstructuralesFabricación de recipientes, tanques, silos para la industria minera,pesquera y agricola, equipos y estructuras navales, puentes,ferrocarril y construcción civil.
COR-TENB
AltaTemperatura
Para toda clase de elementos que trabajen a una temperatura demas de 900 °C. En la construcción de hornos y calderos. También enla industria de vidrios, porcelana, cementos, ladrillos y petroquímica.
H 525
Antidesgaste
Para elementos de movimiento de tierra, minerales y materialesabrasivos.Para blindaje contra balas de armas de mano comerciales,elementos de máquinas trituradoras, chancadoras y prensas dechatarra, base para matrices de alto rendimiento.Construccionessoldadas que requieren alta resistencia y una buena tenacidad a
bajas temperaturas, tales como tanques de presión.
CHRONIT
En planchas para tolvas de camiones para mineral, silos, embudospara graneleros, resbaladeraspara concreto y mineral, martillos demolino, para patines de transporte de caña, confección de cajasfuertes. En piezas fundidas: elementos para trituradoras, Muelas,Mandíbulas, Anillos y conos quebrantadores.
K 700
BimetálicasEquipos de movimiento de tierra, tolvas, camiones de extracción,equipos de planta, chancado (buzones/chutes, correas,transportadoras), ventiladores, ductos, ciclones.
DURUM
Inoxidables
En las industrias alimenticias. Fábricas de jabones, ceras y grasascomestibles; utensilios domésticos y de hotelería; industria del cuerocomo también farmacéutica y de. ia técnicadental.Para elementos,
que exigen una resistencia atemperatura hasta 600ºc
A 604
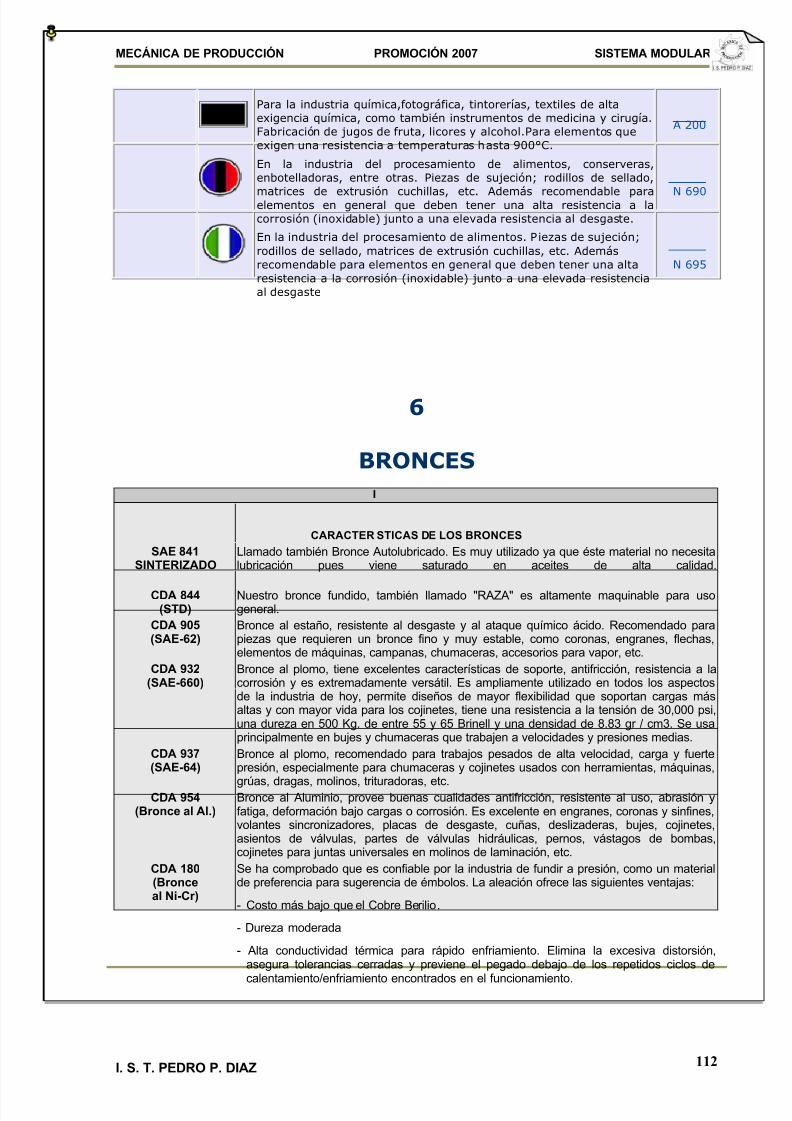
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 99/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR
I. S. T. PEDRO P. DIAZ 112
Para la industria química,fotográfica, tintorerías, textiles de altaexigencia química, como también instrumentos de medicina y cirugía.Fabricación de jugos de fruta, licores y alcohol.Para elementos queexigen una resistencia a temperaturas hasta 900°C.
A 200
En la industria del procesamiento de alimentos, conserveras,enbotelladoras, entre otras. Piezas de sujeción; rodillos de sellado,
matrices de extrusión cuchillas, etc. Además recomendable paraelementos en general que deben tener una alta resistencia a lacorrosión (inoxidable) junto a una elevada resistencia al desgaste.
N 690
En la industria del procesamiento de alimentos. Piezas de sujeción;rodillos de sellado, matrices de extrusión cuchillas, etc. Ademásrecomendable para elementos en general que deben tener una altaresistencia a la corrosión (inoxidable) junto a una elevada resistenciaal desgaste
N 695
6
BRONCES
CARACTER STICAS DE LOS BRONCES
SAE 841SINTERIZADO
Llamado también Bronce Autolubricado. Es muy utilizado ya que éste material no necesitalubricación pues viene saturado en aceites de alta calidad.
CDA 844(STD)
Nuestro bronce fundido, también llamado "RAZA" es altamente maquinable para usogeneral.
CDA 905(SAE-62)
Bronce al estaño, resistente al desgaste y al ataque químico ácido. Recomendado parapiezas que requieren un bronce fino y muy estable, como coronas, engranes, flechas,elementos de máquinas, campanas, chumaceras, accesorios para vapor, etc.
CDA 932(SAE-660)
Bronce al plomo, tiene excelentes características de soporte, antifricción, resistencia a lacorrosión y es extremadamente versátil. Es ampliamente utilizado en todos los aspectosde la industria de hoy, permite diseños de mayor flexibilidad que soportan cargas másaltas y con mayor vida para los cojinetes, tiene una resistencia a la tensión de 30,000 psi,una dureza en 500 Kg. de entre 55 y 65 Brinell y una densidad de 8.83 gr / cm3. Se usaprincipalmente en bujes y chumaceras que trabajen a velocidades y presiones medias.
CDA 937(SAE-64)
Bronce al plomo, recomendado para trabajos pesados de alta velocidad, carga y fuertepresión, especialmente para chumaceras y cojinetes usados con herramientas, máquinas,
grúas, dragas, molinos, trituradoras, etc.CDA 954(Bronce al Al.)
Bronce al Aluminio, provee buenas cualidades antifricción, resistente al uso, abrasión yfatiga, deformación bajo cargas o corrosión. Es excelente en engranes, coronas y sinfines,volantes sincronizadores, placas de desgaste, cuñas, deslizaderas, bujes, cojinetes,asientos de válvulas, partes de válvulas hidráulicas, pernos, vástagos de bombas,cojinetes para juntas universales en molinos de laminación, etc.
CDA 180(Bronceal Ni-Cr)
Se ha comprobado que es confiable por la industria de fundir a presión, como un materialde preferencia para sugerencia de émbolos. La aleación ofrece las siguientes ventajas:
- Costo más bajo que el Cobre Berilio.
- Dureza moderada
- Alta conductividad térmica para rápido enfriamiento. Elimina la excesiva distorsión,asegura tolerancias cerradas y previene el pegado debajo de los repetidos ciclos de
calentamiento/enfriamiento encontrados en el funcionamiento.
8/16/2019 Informe de Grado
http://slidepdf.com/reader/full/informe-de-grado 100/100
MECÁNICA DE PRODUCCIÓN PROMOCIÓN 2007 SISTEMA MODULAR






![INFORME FINAL DE GRADO[1][1]](https://static.fdocuments.ec/doc/165x107/615c9d49840f3752003865f4/informe-final-de-grado11.jpg)











