informe
24
“AÑO DE LA DIVERSIFICACIÓN PRODUCTIVA Y DEL FORTALECIMIENTO DE LA EDUCACION” UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ FACULTAD DE INGENIERÍA MECÁNICA ESTADISTICA PARA INGENIERIA DISTRIBUCIONES PARA VARIABLES ALEATORIAS, CONTINUAS Y ESTIMACIONES Docente: ING.Marcial De la cruz Lezema Integrantes: Rodriguez Quispe Jerson Ruiz Jumpa Jhonatan Soto Velásquez Alcides Terreros Casas Daniel Ticllacuri Ruiz Humberto Tovar Villanueva Hans Pedro Tovar Villanueva Klaus Patrick Huancayo–Perú 2015
-
Upload
susan-mixy-pereda-tupalaya -
Category
Documents
-
view
214 -
download
0
description
fos
Transcript of informe

“AÑO DE LA DIVERSIFICACIÓN PRODUCTIVA Y DEL FORTALECIMIENTO DE LA EDUCACION”
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA
ESTADISTICA PARA INGENIERIA
DISTRIBUCIONES PARA VARIABLES ALEATORIAS, CONTINUAS Y ESTIMACIONES
Docente:ING.Marcial De la cruz Lezema
Integrantes:
Rodriguez Quispe JersonRuiz Jumpa JhonatanSoto Velásquez AlcidesTerreros Casas DanielTicllacuri Ruiz HumbertoTovar Villanueva Hans PedroTovar Villanueva Klaus Patrick
Huancayo–Perú
2015

INTRODUCCIÓN
El concepto de concentración de esfuerzos, se refiere al estado macroscópico de
esfuerzos, y tiene un significado único para problemas en el plano que involucran la
definición de esfuerzo promedio. Entonces si se barrena un agujero en una placa
sometida a tensión, el esfuerzo presente en el elemento es constante siempre y cuando
se mida a una distancia apreciable del agujero, pero el esfuerzo tangencial en el borde del
agujero se vería incrementando considerablemente.
En ingeniería y, en especial, en ciencia de los materiales, la fatiga de materiales se refiere
a un fenómeno por el cual la rotura de los materiales bajo cargas dinámicas cíclicas se
produce más fácilmente que con cargas estáticas.
Aunque es un fenómeno que, sin definición formal, era reconocido desde la antigüedad,
este comportamiento no fue de interés real hasta la Revolución Industrial, cuando, a
mediados del siglo XIX comenzaron a producir las fuerzas necesarias para provocar la
rotura con cargas dinámicas son muy inferiores a las necesarias en el caso estático; y a
desarrollar métodos de cálculo para el diseño de piezas confiables. Este no es el caso de
materiales de aparición reciente, para los que es necesaria la fabricación y el ensayo de
prototipos.
2
Contenido
i. ANALISIS DE FALLA
Cuando un producto ingenieril cesa de realizar una o más de sus
funciones, mucho antes del fin de su vida útil, se dice que ha fallado. Estas fallas
pueden causar pérdidas de vidas, paradas imprevistas de planta, incrementos de
los costos de mantenimiento y reparación. En razón de sus aspectos legales, los
resultados de los análisis de fallas pueden ser usados como base de litigaciones y
reclamos de seguros.
Los informes de los análisis de fallas pueden ser leídos por una vasta
audiencia, incluyendo expertos y neófitos. De aquí que los informes tienen que ser
claramente escritos evitando el uso de un lenguaje impreciso. Por otra parte, al
poder ser usados también en ámbitos judiciales, es imperativo usar los términos
técnicos correctos con definiciones claras para evitar confusiones. El perfil del
analista de fallas debe incluir un adecuado conocimiento de varias disciplinas,
particularmente ingeniería de materiales y ciencias de materiales. Esto define el
carácter multidisciplinario del análisis de falla.
El análisis de falla es un examen sistemático de la pieza dañada para
determinar la causa raíz de la falla y usar esta información para mejorar la
confiabilidad del producto. El análisis de falla está diseñado para:
a. Identificar los modos de falla ( la forma de fallar del producto o pieza)
b. Identificar el mecanismo de falla ( el fenómeno físico involucrado en
la falla)
c. Determinar la causa raíz (el diseño, defecto, o cargas que llevaron a
la falla) d) Recomendar métodos de prevención de la falla.
Causas comunes de falla (la lista no es exhaustiva):
Mal uso o abuso
Errores de montaje
Errores de fabricación
Mantenimiento inadecuado
3
Errores de Diseño
Material inadecuado
Tratamientos térmicos incorrectos
Condiciones no previstas de operación
Inadecuado control o protección ambiental
Discontinuidades de colada
Defectos de soldadura
Defectos de forja.
Códigos y Normas utilizados
AISI: Normas de composición de aceros
ASTM: Normas para materiales y su manufactura
API: Normas para la industria del petróleo que son usadas por muchas otras
industrias
ASME: Responsable de los códigos para recipientes a presión
NACE: Códigos para materiales expuestos a ambientes corrosivos.
SAE: Normas para la industria automotriz usadas por muchas otras industrias.
UNS: Clasificación de metales y aleaciones metálicas
Tres principios básicos a respetar:
• Localizar el origen de la falla.
• No presuponer una causa determinada.
• No realizar ensayos destructivos sin un análisis previo cuidadoso.
ii. METODOLOGIA GENERAL
Tomando como referencia que el objetivo de un análisis de falla es
dictaminar la causa de la misma para así establecer responsabilidades y acciones
correctivas resolver el problema el análisis se debe centrar en la información que
se recabe en:
4
Unas ves recabadas y procesadas esta información se procede de acuerdo
al siguiente sistema
Entre las características estructurales del material y las condiciones de falla
se debe establecer la correcta categorización de lo que se llama al modo de falla.
En el caso del presente trabajo y a manera ilustrativa se describe los modos de
falla frecuentes en partes o componentes de equipo mecánico.
iii. MODOS DE FALLA
Por fallas se pude entender que un componente o un miembro de un equipo
no pueden cumplir más con su función original de una manera satisfactoria,
segura y confiable. La falla ocurre usualmente de forma de:
a) Fractura
5
b) Deformación excesiva
c) Deterioro
En general las fallas se pueden presentarse por un número limitado de
causas para el equipo mecánico estas pueden dividirse genéricamente en
tres categorías:
1) Diseño inadecuado: se puede incluir esquina s rectas y filosas zonas
con alta concentración de esfuerzos, sujeciones impropias, material
erróneo o tratamiento térmico inadecuado, condiciones de operación no
previstas y por un análisis de esfuerzos impreciso
2) Fabricación y procesamiento. Un porcentaje considerable de fallas se
debe a factores metalúrgicos como grietas de temple; tratamiento
térmico inapropiado; defectos de forja fundición, laminado, etc.
Inclusiones no metálicas o suciedad excesiva del metal; deformación en
frio excesiva del metal; crecimiento anormal de grano. La otra mitad
puede deberse a desalinamientos; defectos de soldadura, maquinado
impreciso o ensamble pobre; grietas por desbaste; enderezado en frio
excesivo; etc.
3) Deterioro ambiental y por servicio: estas pueden abarcar sobrecargas;
ataque químico, desgaste por abrasión, corrosión , difusión, y
mantenimiento ineficiente entre otras El mecanismo de falla usualmente
es controlada por una serie combinada de los factores citados y su
correcta consideración permitirá establecer un diagnostico viable
iv. FALLAS POR DISEÑO INADECUADO
Estas fallas por consideración de diseño son el resultado de errores o
incompetencias de los diseñadores
6
Por ejemplo, en la figura 1 se muestra una falla por fatiga a la flexión,
donde un filete agudo interactuó con otro barreno también con cantos agudos
generando una alta concentración de esfuerzos y su multiplicación.
Se pueden considerar a las variables de procesos y fabricación como los
factores de mayor importancia en la generación de defectos y cambios
metalúrgicos que se generan en la estructura del metal. Cuando los defectos
alcanzan un tamaño crítico, su contribución a la falla potencial en forma de
fractura frágil o por fatiga es de importancia extrema.
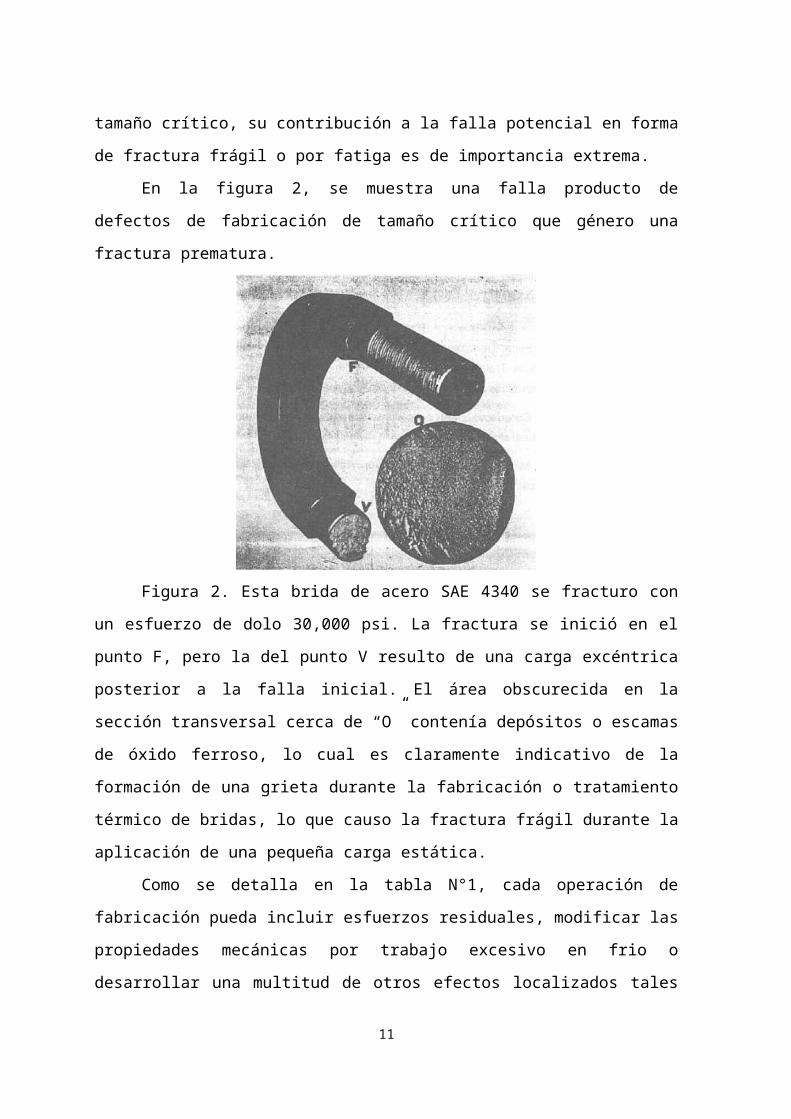
En la figura 2, se muestra una falla producto de defectos de fabricación de
tamaño crítico que género una fractura prematura.
Figura 2. Esta brida de acero SAE 4340 se fracturo con un esfuerzo de dolo
30,000 psi. La fractura se inició en el punto F, pero la del punto V resulto de una
carga excéntrica posterior a la falla inicial. El área obscurecida en la sección
transversal cerca de “O” contenía depósitos o escamas de óxido ferroso, lo cual
es claramente indicativo de la formación de una grieta durante la fabricación o
tratamiento térmico de bridas, lo que causo la fractura frágil durante la aplicación
de una pequeña carga estática.
7

Como se detalla en la tabla N°1, cada operación de fabricación pueda
incluir esfuerzos residuales, modificar las propiedades mecánicas por trabajo
excesivo en frio o desarrollar una multitud de otros efectos localizados tales como
micro agrietamientos, inclusiones no metálicas, porosidad, fragilizarían por
oclusión de hidrogeno, etc., que pueden ser categorizados como defectos.
TABLA N°1. CLASIFICACION DE FALLAS POR DEFECTOS DE FABRICACION
Y SUS TIPOS DE DETERIOROS
Cada una de las operaciones de procesamientos puede alterar todas o parte
de las propiedades mecánicas de la pieza, resultando con esto la generación de
micro o macrogrietas, o la disminución localizadas de la ductilidad. Esto puede
afectar la resistencia mecánica, el límite de fatiga, la tenacidad y resistencia a la
corrosión de las piezas.
1. Proceso y Fabricación
1.1. Mecánica: Trabajo en frio, estiramientos, doblez, maquinado, pulido,
lijado, etc.
1.2. Térmica: Tratamiento térmico, soldadura, solidificación, etc.
1.3. Química: Electrodo de posición, LIMPIEZA CON ACIDOS, ETC.
2. Deterioro: cada ambiente u operación específica requiere de un análisis
exclusivo de la acción estructural significativa que limita la utilidad de la
pieza en el servicio pretendido.
2.1. Mecánica: abrasión, cavitación, desgaste, crecimiento de defectos
por cargas cíclica, lentas o súbitas, fatiga, etc.
2.2. Química: estabilidad y actividad dependiendo de la severidad del
medio y de su temperatura, oxidación, ataque itergranular, difusión,
aleación de elementos extraños, carburización, envejecimiento, etc.
2.3. Térmica: cambios metalúrgicos, crecimiento de grano, fusión, etc.,
dependiendo de la temperatura de transformación de fase y
estabilidad de los microconstituyentes con respecto al tiempo y
temperatura para el servicio prescrito así como agrietamientos
térmicos.
8
2.4. Corrosión: Temperatura, tiempo, esforzamiento simultaneo con el
medio, frecuencia de la interacción ambiente-metal, corrosión bajo
esfuerzo, corrosión-fatiga, etc.
2.5. Daño por Radiación: influenciado por el tiempo, temperatura e
intensidad de la dosificación, así como la fragilización.
En muchas aplicaciones, pequeños defectos pueden desarrollarse en
críticos, afectando drásticamente la resistencia a la fractura de elementos o
piezas (tenacidad). Contrariamente, algunos defectos no afectan materialmente el
rendimiento del componente. Para un estado de esfuerzos dado, un tamaño
crítico de defecto en el metal estimulara la fractura súbita y frágil. La presencia
concentrada de defectos a otro esfuerzo de menor magnitud, orillará a la
generación de agrietamientos con alta deformación plásticas, fractura dúctil y
menor velocidad de crecimiento de las grietas. (Figura 3).
Figura 3. Fractura tipo dúctil de un brazo de una grúa que se inició en un
defecto preexistente (ver flecha). Dobleces pequeños de material formado durante
el rolado originario microgrietas diversas las cuales crecieron posteriormente
produciendo una fractura de crecimiento lento.
Las fallas debidas al deterioro por el medio donde operan, se presentan en
un número indeterminado de formas. En algunos casos, vibraciones ni previstas o
sobrecargas pueden orillar a fallas prematuras; en otra, cargas cíclicas excesivas
cercanas a los limites ingenieriles de diseño pueden conllevar a fallas por fatiga
9
acelerada. Muchas condiciones de servicio abarcan velocidades muy rápidas de
calentamiento o enfriamiento, agentes químicos severos, etc.
El deterioro de piezas o componentes durante su servicio en ambientes
agresivos, pueden generar muchos tipos de desintegración superficial de las
mismas; la actividad química o la difusión metálica normalmente afectan la
estabilidad del componente. Las piezas siempre están influenciadas por el tiempo,
la temperatura y principalmente por la dosificación del medio ambiente y agentes
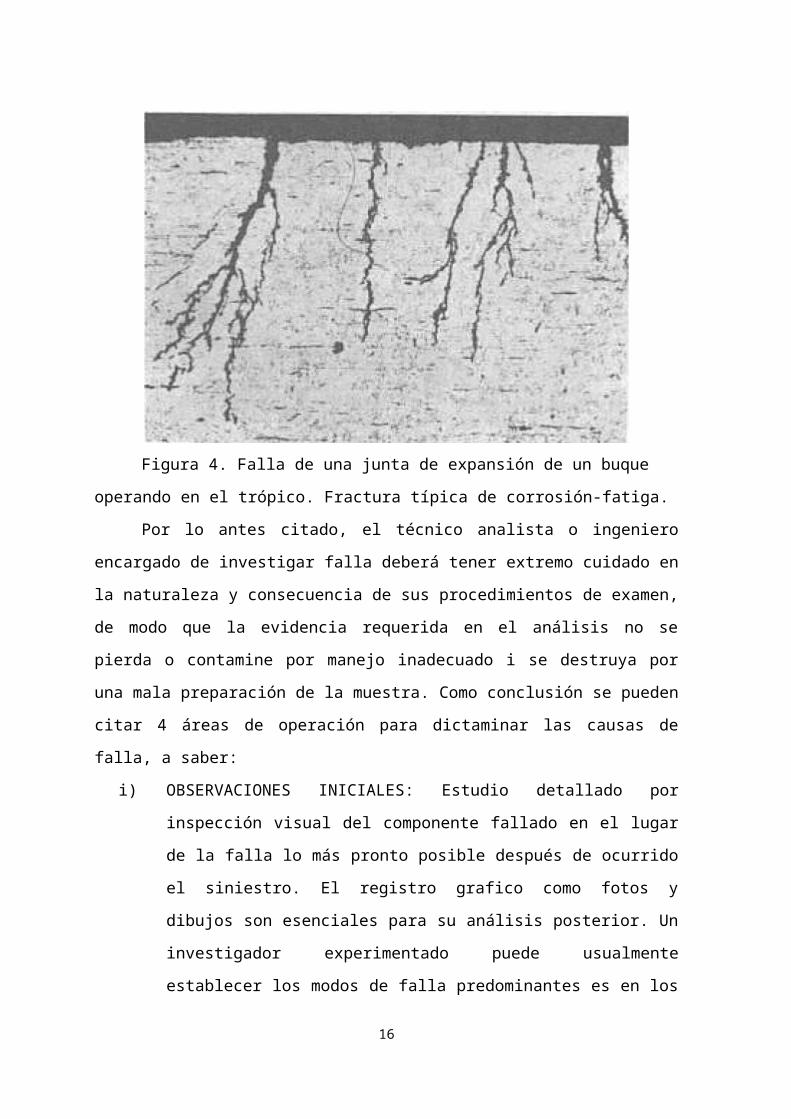
químicos con su operación mecánica. Así se pueden presentar fallas del tipo
corrosión bajo esfuerzos o fatiga (figura 4) cuando aceros inoxidables del tipo 304
están bajo pequeñas cargas de tensión (por ejemplo esfuerzos residuales) o
esfuerzos cíclicos en ambientes ricos en iones de cloro (por ejemplo ambientes
marinos donde existen altas concentraciones de sal).
En virtud que los factores descritos en la tabla N° 1, tienen unas
interacciones harto complejas, para poder desarrollar análisis de falla efectivos es
necesario el llevar al cabo un trabajo detectivesco cuidadoso, donde se influya un
examen meticuloso de la pieza fallada, información y antecedentes sobre
composición química, fabricación, rendimiento histórico y condiciones de
operaciones, para su posterior correlación.
Figura 4. Falla de una junta de expansión de un buque operando en el
trópico. Fractura típica de corrosión-fatiga.
10
Por lo antes citado, el técnico analista o ingeniero encargado de investigar
falla deberá tener extremo cuidado en la naturaleza y consecuencia de sus
procedimientos de examen, de modo que la evidencia requerida en el análisis no
se pierda o contamine por manejo inadecuado i se destruya por una mala
preparación de la muestra. Como conclusión se pueden citar 4 áreas de
operación para dictaminar las causas de falla, a saber:
i) OBSERVACIONES INICIALES: Estudio detallado por inspección visual
del componente fallado en el lugar de la falla lo más pronto posible
después de ocurrido el siniestro. El registro grafico como fotos y dibujos
son esenciales para su análisis posterior. Un investigador
experimentado puede usualmente establecer los modos de falla
predominantes es en los componentes. Una interpretación detallada de
la falla y de sus alrededores será fundamental.
ii) OBTENCIÓN DE LOS ANTECEDENTES: el recolectar todos los datos
disponibles sobre especificaciones, dibujos, diseño, ensambles
reparaciones, bitácora de servicios y condiciones operativas entre otras,
es una actividad mandataria para la realización de un análisis bien
fundamentad. Énfasis especial de bebe a prestar a los detalles
ambientales, incluyendo cargas normales de servicio así como
sobrecarga, gradientes de concentración, etc.
iii) PRUEBAS DE LABORATORIO: En base a las normas y diseño de las
piezas, establecer si el material empleado se ajusta a lo especificado y
si las dimensiones de los componentes son las establecidas
originalmente. Los estudios complementarios o corroborar la
información recabada (por ejemplo: análisis por R-X de los depósitos de
corrosión para establecer el medio ambiente donde opero la pieza). En
adición y con el empleo de equipos como microscopios ópticos,
estereoscópicos y electrónicos, se deberá realizar un estudio
fractografico completo, para así establecer origen de fractura, tipo/modo
de la misma y características relevantes que orillen a análisis
adicionales como estudios por microsonda o cuantificación
metalográfica por análisis de la imagen.
11
iv) SINTESIS Y SINOPSIS DE LA FALLA: estableciendo cómo se gestó la
falla y complementado la información con lo recabado en 2 y 3 se podrá
entonces establecer las causas de la misma, la forma en como ocurrió y
el diagnostico resumido de ésta.
V. ANALISIS DE UN EJE REDUCTOR DE VELOCIDAD
1. DESCRIPCION DE LA MUESTRAUn eje de reductor de velocidad tiene un engranaje montado en él gira a
1800 revoluciones por minuto, cuyo motor tiene una potencia de 15hp. Si el
material del eje ST 50 y el diámetro del engranaje es de 90mm.
Se quiere determinar el diámetro del eje.
2. CALCULO REALIZADOA. DATOS
material st50 δf=320n=1800rpmPOT=15hpDiametro=90mm
12
B. CALCULO DE LA FUERZA FPOT=T*WT=Fcos(20)*D/2POT=Fcos(20)*D/2*W11.83*10³=Fcos(20)*90/2*60πF=1402.62N
C. CALCULO DE REACCIONES
PLANO XZ
DMF
Z
479,72
Y
A X
AZ
AYB
A B C
2398,6N
CCZ
1318 CY
13
ΣMa=0 ΣMa=0cz*20=479.72*10 1318*10=cy*20cz=239,86 cy=659az=239,86 ay=659

PLANO XY
DMF
A B
-6590
DMT
A B C
14
D. CALCULO DEL DIAMETRO SEGÚN TMED
* δequi=
δx= δf+δn
Txy = Tx+Ty
* δequi<δf
D=12mm
3. COMENTARIO A LOS RESULTADOS
El eje soporta un esfuerzo de flexión y de torsión, en el cual el diámetro ideal para
el eje según los resultados es de 12 mm.
La parte crítica está en el punto B y su diámetro es el resultado obtenido.
Se obtendría una ruptura si es que disminuimos el diámetro.
√( 32×7012,94π D3 )2
+3(16×63117,9
π D3) ²=320
15
CONCLUSIONES
Toda Falla deja unas pistas que permiten encontrar su origen. El diseñador debe conocer muy bien las teorías de las fallas a fin de interpretar adecuadamente estas pistas.Toda máquina tiene sus niveles normales de ruido, vibración y temperatura. Cuando se observe algún aumento anormal de estos niveles, se tienen los primeros indicios de que hay alguna falla. Los operarios de las máquinas deben ser instruidos para que avisen al detectar estos síntomas que presenta la máquina.Al diseñar una máquina se debe tener un profundo conocimiento de la forma en que funciona cada elemento componente y la forma en que puede fallar. Esto conducirá a mejores diseños.Antes de reemplazar una pieza que ha fallado se debe hacer un análisis minucioso con el fin de determinar la causa exacta y aplicar los correctivos que haya a lugar.
Leer más: http://www.monografias.com/trabajos94/deteccion-modos-efectos-y-analisis-fallas/deteccion-modos-efectos-y-analisis-fallas.shtml#ixzz3YvGCdYCS
16
BIBLIOGRAFIA
Charles, E. (1997). An Introduction to Reliability and Maintainability Engineering. Boston, Massachusetts. Editorial Mc. Graw-Hill.· Ireson, G.; Cooombs, C. Jr. y Moss, Richard. (1996). Handbook of Reliability Engineering and Management. New York. Editorial Mc. Graw-Hill.· Kelly, A. (1994). Maintenance. England. Butterworth Heinemann.· Trejo E. (2002, Marzo). Análisis Causa Raíz y solución de problemas.Taller dictado en el Centro Internacional de Educación y Desarrollo (CIED), filial de PDVSA, Paraguaná. Venezuela.
Leer más: http://www.monografias.com/trabajos94/deteccion-modos-efectos-y-analisis-fallas/deteccion-modos-efectos-y-analisis-fallas.shtml#ixzz3YvFY8luQ
17