1. 2 Orden de la presentación: Checklist What if? Checklist/What if? FMEA Comparación de técnicas.
Upload
jhon-montenegroCategory
view
9download
0
APOYO A LAS HERRAMIENTAS ESPECÍFICAS DE ANÁLISIS
Elaborado por Patricia Canney V., Fabiola Betancur G. y Ernesto Castañeda M. Revisado por Dirección HSE.
Con la finalidad de diseñar instrumentos que faciliten el entendimiento del eje de intervención de la accidentalidad y su componente “Herramientas especificas de análisis”, se toma del documento ARP SURA “Herramientas para mejorar las condiciones de trabajo y los comportamientos”, el capitulo “Análisis de riesgo por oficio (ARO)”, como una herramienta para hacer análisis generales. Para el análisis más profundo se presenta el documento de “Evaluación de riesgos de proceso en instalaciones industriales” con sus métodos y técnicas What if…?, HAZOP y Fault Tree Analisis, que sirven para realizar análisis preoperacionales y operacionales en las organizaciones.
1. ANALISIS DE RIESGO POR OFICIO.
El análisis de riesgos por oficio (ARO) es un método que permite identificar las etapas básicas de una tarea, determinar los factores de riesgo asociados con cada uno de los pasos, y establecer las medidas preventivas para eliminar o controlar dichos factores. El ARO tiene como propósito servir de guía para enseñar la manera sistemática de hacer un trabajo, al asegurar, en forma consistente, que todos los aspectos importantes de un oficio serán considerados y evaluados a fin de determinar un procedimiento unificado con el máximo de eficiencia y seguridad.
El incluir el análisis de riesgos como parte regular del sistema gerencial de una sección o áreas en particular, es uno de los pasos más eficaces que los mandos medios pueden dar hacia la prevención de los accidentes y enfermedades en su sección. Sin embargo, sus beneficios son mucho más amplios ya que dicho análisis sirve de guía para:
Desarrollar o actualizar procedimientos unificados (calidad, seguridad, productividad, gestión ambiental...) para realizar el trabajo con el máximo de eficiencia.
Definir y actualizar los estándares de seguridad. Orientar los programas de inducción, capacitación o entrenamiento según las necesidades de cada una de las
secciones. Evaluar el desempeño del trabajador y de sus jefes. Elaborar o actualizar el panorama de riesgos de la sección. Revisar procedimientos de trabajo para realizar investigación de accidentes.
2. ESTABLECIMIENTO DE PRIORIDADES.
En las organizaciones es común que se necesite analizar más de una tarea crítica. Para seleccionar cuál de éstas se analizará primero es importante tener en cuenta los siguientes criterios:
Tareas con una frecuencia alta de accidentes o incidentes. Tareas que han ocasionado muertes, lesiones severas, enfermedades o daño al ambiente: no importa la
frecuencia deben tener alta prioridad. Tareas con potencial para ocasionar lesiones o daños severos, aunque nunca antes hayan ocasionado una
lesión o enfermedad. Tareas que han sufrido un cambio en el procedimiento, equipos o materiales o han sido afectadas por nuevos
reglamentos o normas.
3. EQUIPO DE TRABAJO.
Para que el ARO sea efectivo debe haber una labor de un equipo. Este generalmente incluye al trabajador o trabajadores que están más familiarizados con la tarea, así como el supervisor, los ingenieros y otros especialistas en mantenimiento, ergonomía y salud ocupacional.Cuando se trabaja con un grupo interdisciplinario y se le da la oportunidad de participación a los trabajadores que conocen el oficio, se aumenta la posibilidad de considerar todas las etapas importantes con riesgos potenciales. Existe un mayor compromiso por parte de los responsables de la tarea de acatar los estándares de seguridad que allí se construyan y se tienen mayores aciertos en la definición de las medidas de intervención para eliminar o controlar los factores de riesgo. Incluso, estas medidas de prevención pueden tener costos más bajos. Se han conocido experiencias de este tipo donde una solución de ingeniería que podría tener un costo de veinte millones de pesos, es reemplazada por una solución hallada por un trabajador a un costo de doscientos mil pesos e igualmente efectiva.
Se recomienda que los resultados del ARO sean puestos a consideración de los departamentos de personal, control de calidad y otras áreas interesadas, con el fin de evitar conflictos en el momento en que se pongan en práctica.
4. ANÁLISIS DE RIESGOS POR OFICIO.
Un análisis de riesgos por oficio es un proceso que comprende tres etapas.
1. Enumerar los pasos básicos necesarios para realizar una tarea crítica desde el comienzo hasta el final.
2. Identificar los factores de riesgo y las posibles consecuencias asociadas con cada paso de la tarea crítica.
3. Formular recomendaciones para la prevención y control de las condiciones y comportamientos inseguros. Llevar a cabo las recomendaciones de acuerdo con el costo o beneficio de las mismas, y definir los estándares de seguridad.
Es necesario consignar la información que se obtiene del ARO en una hoja o formulario como el que se sugiere a continuación.
ANÁLISIS DE RIESGO POR OFICIO Nombre del oficio
Departamento Sección Responsable
Fecha de ejecución Equipo de trabajo para el ARO
Tipos de accidentes especiales Elementos de protección personal requeridos
Pasos básicos del oficio
Tipo de riesgoy consecuencias
Medidas preventivas y correctivas recomendadas
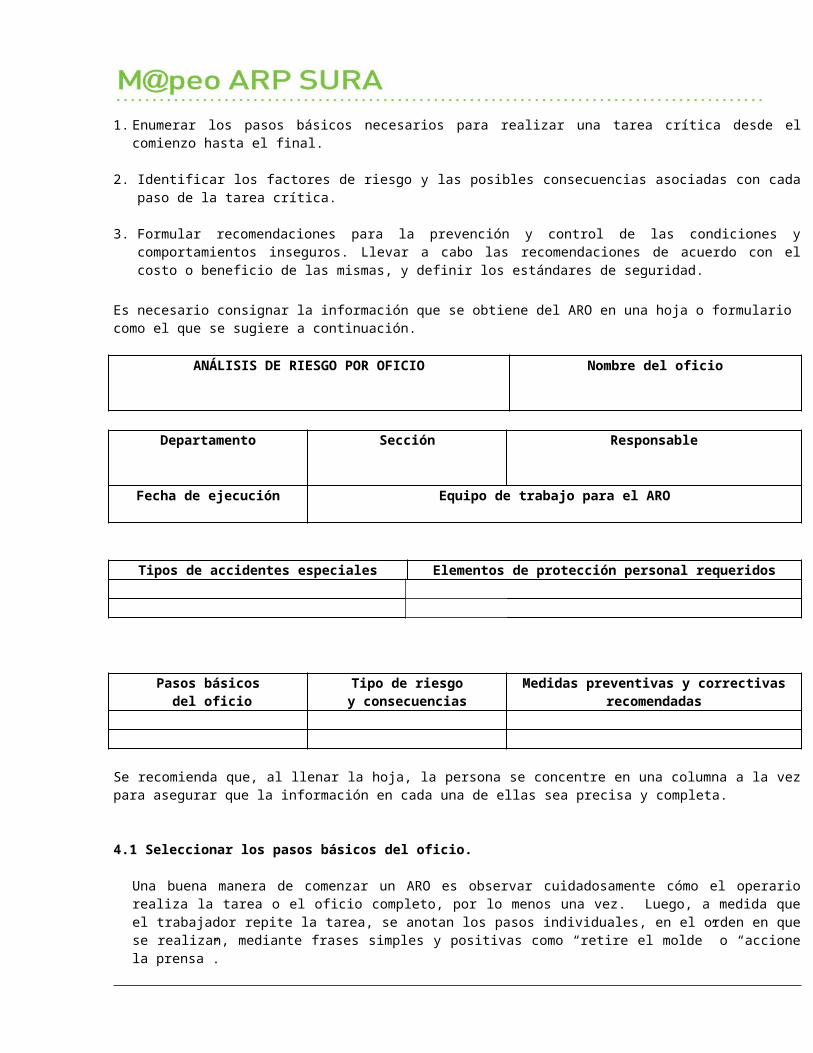
Se recomienda que, al llenar la hoja, la persona se concentre en una columna a la vez para asegurar que la información en cada una de ellas sea precisa y completa.
4.1 Seleccionar los pasos básicos del oficio.
Una buena manera de comenzar un ARO es observar cuidadosamente cómo el operario realiza la tarea o el oficio completo, por lo menos una vez. Luego, a medida que el trabajador repite la tarea, se anotan los pasos individuales, en el orden en que se realizan, mediante frases simples y positivas como “retire el molde” o “accione la prensa”.Dos errores comunes en ésta etapa del ARO son describir la tarea con demasiados detalles o describirla con pocos detalles. Por ejemplo, si la tarea es plantar un árbol, una descripción minuciosa podría ser:1. Levantar la pala.2. Colocar la pala de forma tal que apunte hacia abajo.3. Colocar el pie derecho sobre el borde de la hoja de la pala, etc.
Una descripción demasiado general, en el mismo ejemplo, sería:1. Cavar un hueco.2. Sembrar un árbol.
Una forma correcta de hacer ésta división sería:1. Seleccionar el lugar.2. Excavar el hueco.3. Colocar el árbol en el hueco.4. Rellenar y apisonar el terreno y rociar agua.5. Apuntalar el árbol.6. Limpiar y guardar las herramientas.
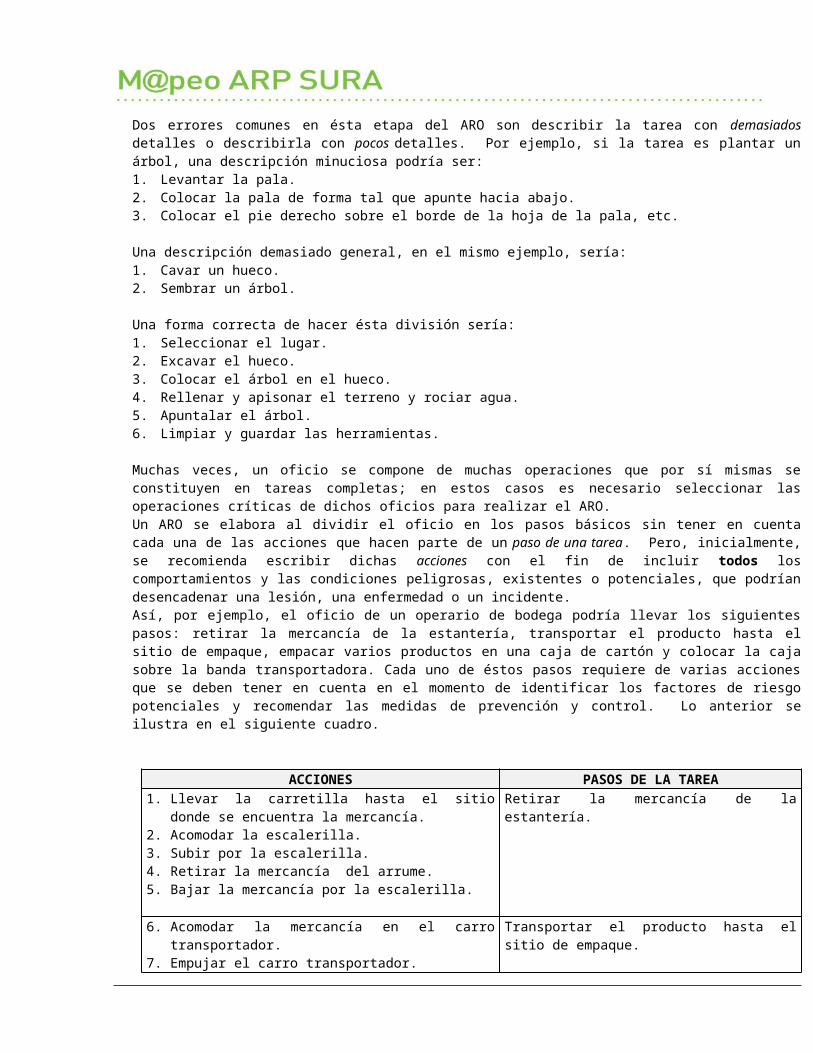
Muchas veces, un oficio se compone de muchas operaciones que por sí mismas se constituyen en tareas completas; en estos casos es necesario seleccionar las operaciones críticas de dichos oficios para realizar el ARO.Un ARO se elabora al dividir el oficio en los pasos básicos sin tener en cuenta cada una de las acciones que hacen parte de un paso de una tarea. Pero, inicialmente, se recomienda escribir dichas acciones con el fin de incluir todos los comportamientos y las condiciones peligrosas, existentes o potenciales, que podrían desencadenar una lesión, una enfermedad o un incidente.Así, por ejemplo, el oficio de un operario de bodega podría llevar los siguientes pasos: retirar la mercancía de la estantería, transportar el producto hasta el sitio de empaque, empacar varios productos en una caja de cartón y colocar la caja sobre la banda transportadora. Cada uno de éstos pasos requiere de varias acciones que se deben tener en cuenta en el momento de identificar los factores de riesgo potenciales y recomendar las medidas de prevención y control. Lo anterior se ilustra en el siguiente cuadro.
ACCIONES PASOS DE LA TAREA1. Llevar la carretilla hasta el sitio donde se encuentra la
mercancía.2. Acomodar la escalerilla.3. Subir por la escalerilla.4. Retirar la mercancía del arrume.5. Bajar la mercancía por la escalerilla.
Retirar la mercancía de la estantería.
6. Acomodar la mercancía en el carro transportador.7. Empujar el carro transportador.8. Ubicarlo cerca de la tarima de empaque.
Transportar el producto hasta el sitio de empaque.
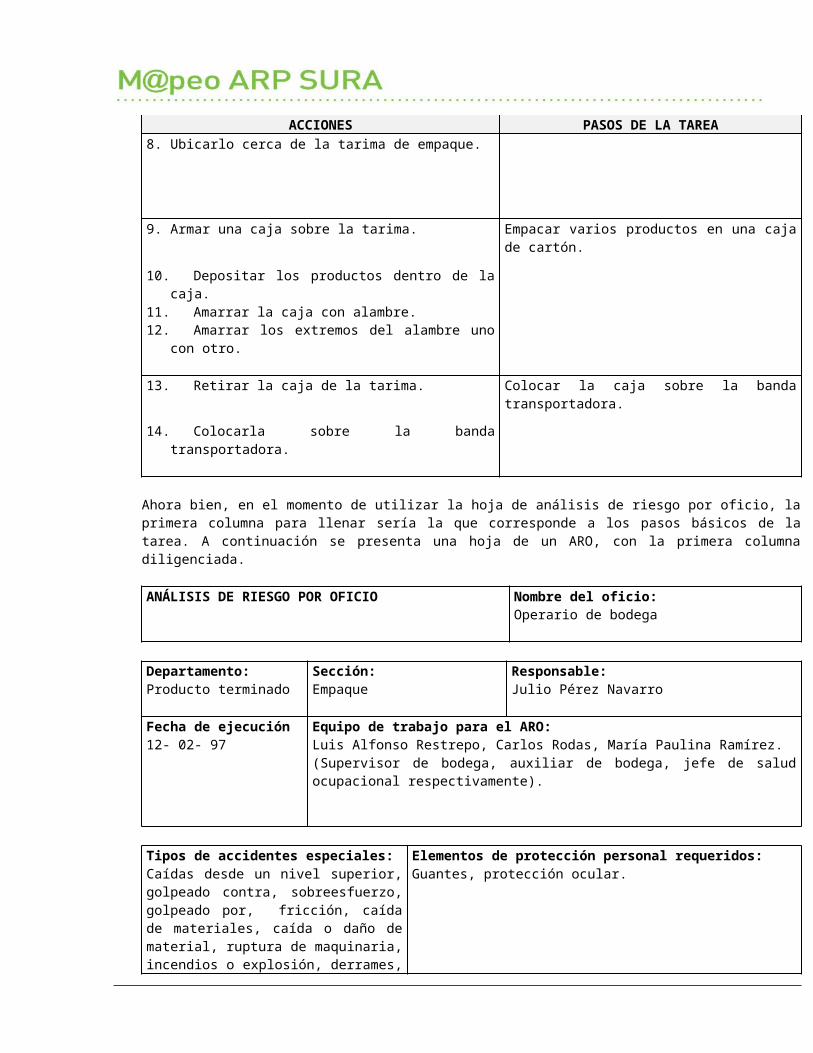
ACCIONES PASOS DE LA TAREA9. Armar una caja sobre la tarima.10. Depositar los productos dentro de la caja.11. Amarrar la caja con alambre. 12. Amarrar los extremos del alambre uno con otro.
Empacar varios productos en una caja de cartón.
13. Retirar la caja de la tarima.14. Colocarla sobre la banda transportadora.
Colocar la caja sobre la banda transportadora.
Ahora bien, en el momento de utilizar la hoja de análisis de riesgo por oficio, la primera columna para llenar sería la que corresponde a los pasos básicos de la tarea. A continuación se presenta una hoja de un ARO, con la primera columna diligenciada.
ANÁLISIS DE RIESGO POR OFICIO Nombre del oficio: Operario de bodega
Departamento:Producto terminado
Sección:Empaque
Responsable:Julio Pérez Navarro
Fecha de ejecución12- 02- 97
Equipo de trabajo para el ARO:Luis Alfonso Restrepo, Carlos Rodas, María Paulina Ramírez.(Supervisor de bodega, auxiliar de bodega, jefe de salud ocupacional respectivamente).
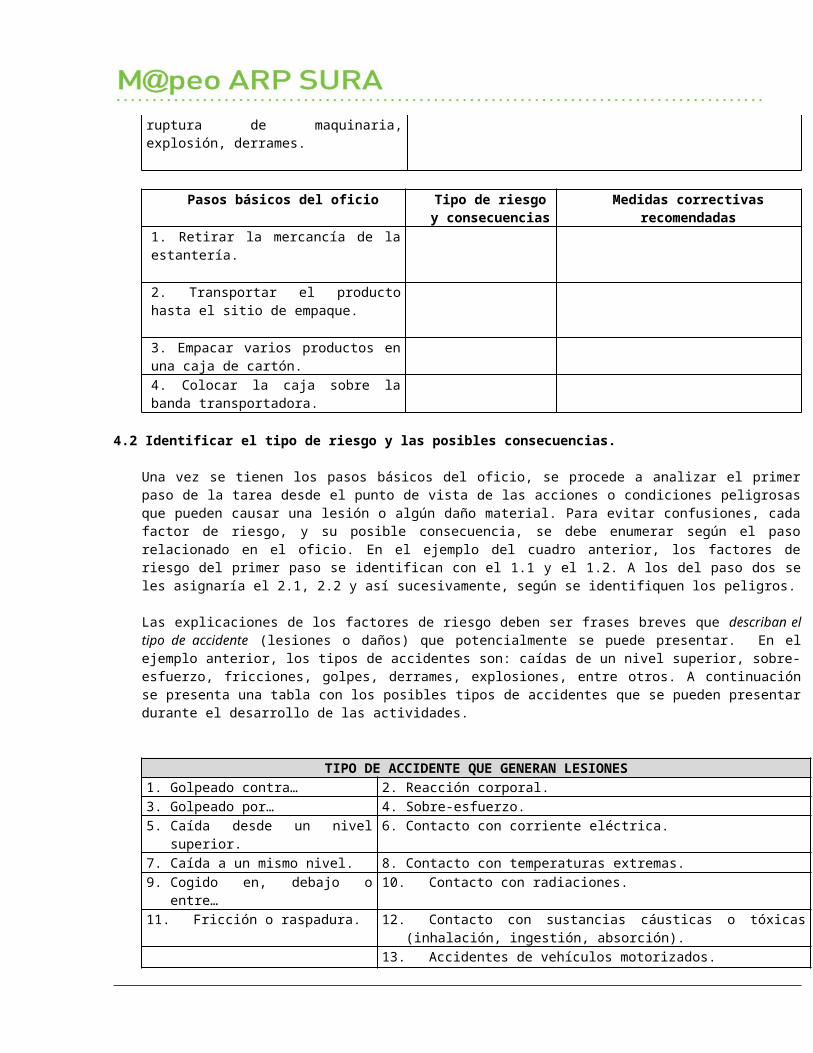
Tipos de accidentes especiales:Caídas desde un nivel superior, golpeado contra, sobreesfuerzo, golpeado por, fricción, caída de materiales, caída o daño de material, ruptura de maquinaria, incendios o explosión, derrames, ruptura de maquinaria, explosión, derrames.
Elementos de protección personal requeridos:Guantes, protección ocular.
Pasos básicos del oficio Tipo de riesgo y consecuencias
Medidas correctivas recomendadas
1. Retirar la mercancía de la estantería.
2. Transportar el producto hasta el sitio de empaque.
3. Empacar varios productos en una caja de cartón.4. Colocar la caja sobre la banda transportadora.
4.2 Identificar el tipo de riesgo y las posibles consecuencias.
Una vez se tienen los pasos básicos del oficio, se procede a analizar el primer paso de la tarea desde el punto de vista de las acciones o condiciones peligrosas que pueden causar una lesión o algún daño material. Para evitar confusiones, cada factor de riesgo, y su posible consecuencia, se debe enumerar según el paso relacionado en el oficio. En el ejemplo del cuadro anterior, los factores de riesgo del primer paso se identifican
con el 1.1 y el 1.2. A los del paso dos se les asignaría el 2.1, 2.2 y así sucesivamente, según se identifiquen los peligros.
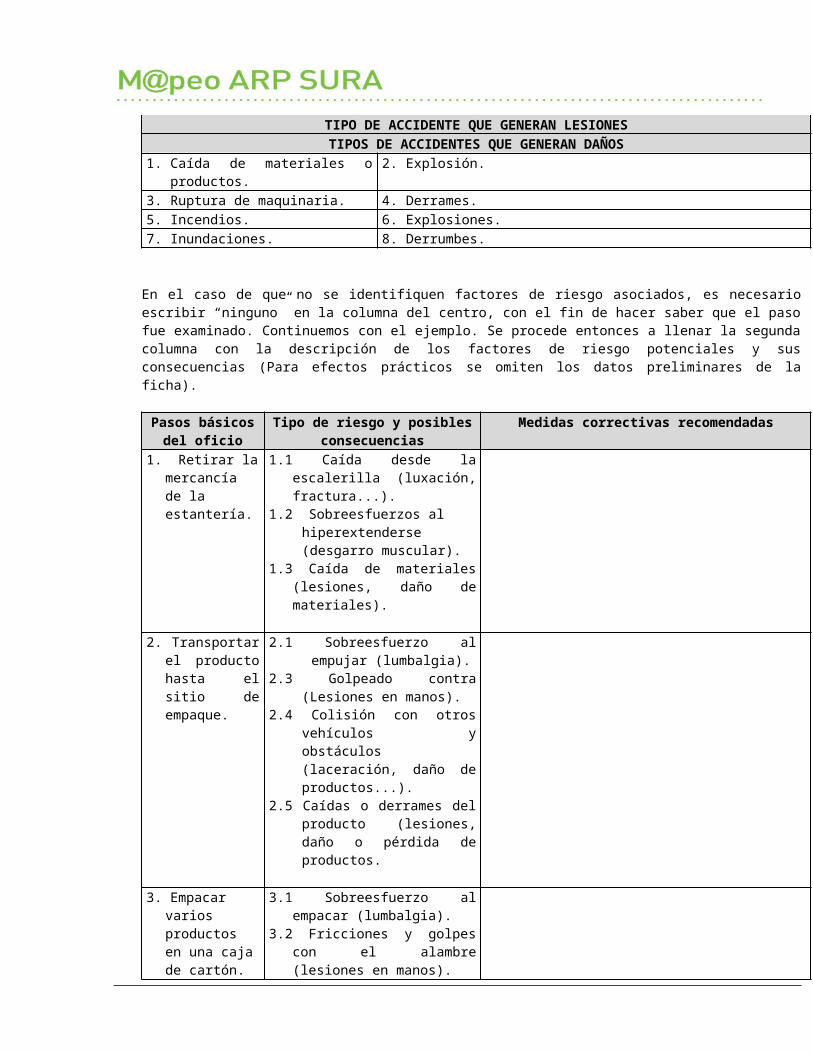
Las explicaciones de los factores de riesgo deben ser frases breves que describan el tipo de accidente (lesiones o daños) que potencialmente se puede presentar. En el ejemplo anterior, los tipos de accidentes son: caídas de un nivel superior, sobre-esfuerzo, fricciones, golpes, derrames, explosiones, entre otros. A continuación se presenta una tabla con los posibles tipos de accidentes que se pueden presentar durante el desarrollo de las actividades.
TIPO DE ACCIDENTE QUE GENERAN LESIONES1. Golpeado contra… 2. Reacción corporal.3. Golpeado por… 4. Sobre-esfuerzo.5. Caída desde un nivel superior. 6. Contacto con corriente eléctrica.7. Caída a un mismo nivel. 8. Contacto con temperaturas extremas.9. Cogido en, debajo o entre… 10. Contacto con radiaciones.11. Fricción o raspadura. 12. Contacto con sustancias cáusticas o tóxicas (inhalación, ingestión,
absorción).13. Accidentes de vehículos motorizados.
TIPOS DE ACCIDENTES QUE GENERAN DAÑOS1. Caída de materiales o productos. 2. Explosión.3. Ruptura de maquinaria. 4. Derrames.5. Incendios. 6. Explosiones.7. Inundaciones. 8. Derrumbes.
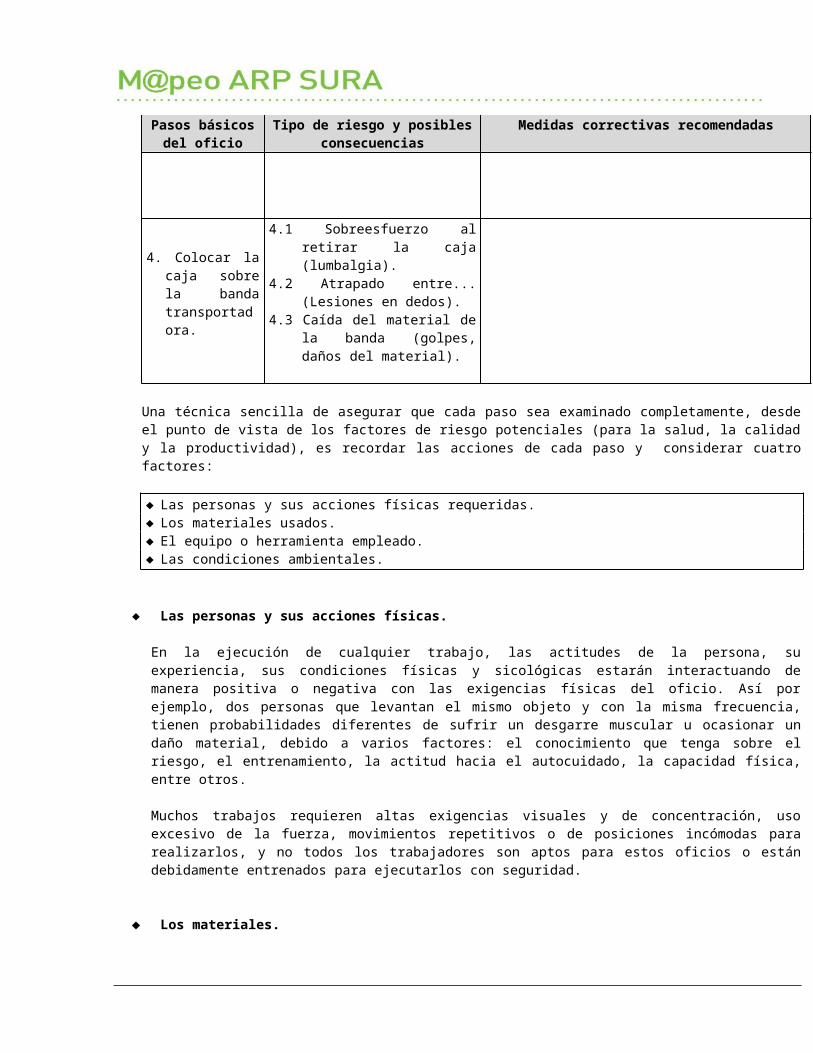
En el caso de que no se identifiquen factores de riesgo asociados, es necesario escribir “ninguno” en la columna del centro, con el fin de hacer saber que el paso fue examinado. Continuemos con el ejemplo. Se procede entonces a llenar la segunda columna con la descripción de los factores de riesgo potenciales y sus consecuencias (Para efectos prácticos se omiten los datos preliminares de la ficha).
Pasos básicos del oficio
Tipo de riesgo y posibles consecuencias
Medidas correctivas recomendadas
1. Retirar la mercancía de la estantería.
1.1 Caída desde la escalerilla (luxación, fractura...).
1.2 Sobreesfuerzos al hiperextenderse (desgarro muscular).
1.3 Caída de materiales (lesiones, daño de materiales).
2. Transportar el producto hasta el sitio de empaque.
2.1 Sobreesfuerzo al empujar (lumbalgia).
2.3 Golpeado contra (Lesiones en manos).
2.4 Colisión con otros vehículos y obstáculos (laceración, daño de productos...).
2.5 Caídas o derrames del producto (lesiones, daño o pérdida de productos.
3. Empacar varios productos en una caja de
3.1 Sobreesfuerzo al empacar (lumbalgia).
3.2 Fricciones y golpes con el
Pasos básicos del oficio
Tipo de riesgo y posibles consecuencias
Medidas correctivas recomendadas
cartón. alambre (lesiones en manos).
4. Colocar la caja sobre la banda transportadora.
4.1 Sobreesfuerzo al retirar la caja (lumbalgia).
4.2 Atrapado entre... (Lesiones en dedos).
4.3 Caída del material de la banda (golpes, daños del material).
Una técnica sencilla de asegurar que cada paso sea examinado completamente, desde el punto de vista de los factores de riesgo potenciales (para la salud, la calidad y la productividad), es recordar las acciones de cada paso y considerar cuatro factores:
Las personas y sus acciones físicas requeridas. Los materiales usados. El equipo o herramienta empleado. Las condiciones ambientales.
Las personas y sus acciones físicas.
En la ejecución de cualquier trabajo, las actitudes de la persona, su experiencia, sus condiciones físicas y sicológicas estarán interactuando de manera positiva o negativa con las exigencias físicas del oficio. Así por ejemplo, dos personas que levantan el mismo objeto y con la misma frecuencia, tienen probabilidades diferentes de sufrir un desgarre muscular u ocasionar un daño material, debido a varios factores: el conocimiento que tenga sobre el riesgo, el entrenamiento, la actitud hacia el autocuidado, la capacidad física, entre otros.
Muchos trabajos requieren altas exigencias visuales y de concentración, uso excesivo de la fuerza, movimientos repetitivos o de posiciones incómodas para realizarlos, y no todos los trabajadores son aptos para estos oficios o están debidamente entrenados para ejecutarlos con seguridad.
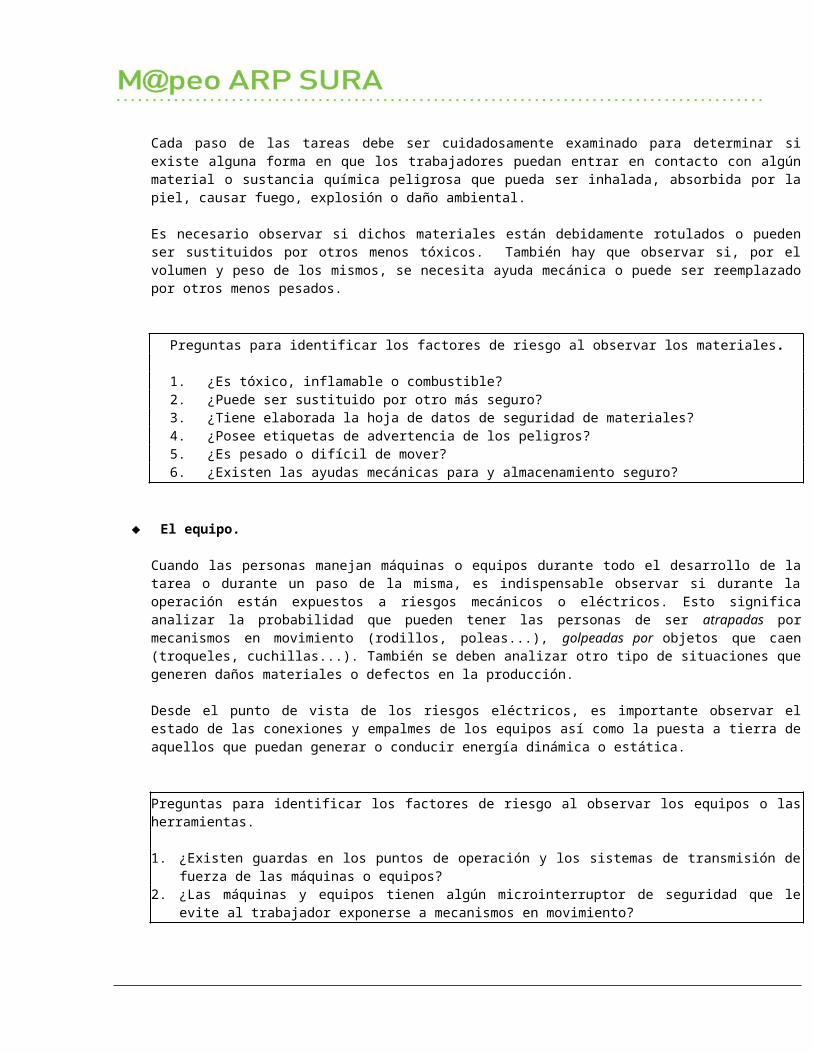
Los materiales.
Cada paso de las tareas debe ser cuidadosamente examinado para determinar si existe alguna forma en que los trabajadores puedan entrar en contacto con algún material o sustancia química peligrosa que pueda ser inhalada, absorbida por la piel, causar fuego, explosión o daño ambiental.
Es necesario observar si dichos materiales están debidamente rotulados o pueden ser sustituidos por otros menos tóxicos. También hay que observar si, por el volumen y peso de los mismos, se necesita ayuda mecánica o puede ser reemplazado por otros menos pesados.
Preguntas para identificar los factores de riesgo al observar los materiales.
1. ¿Es tóxico, inflamable o combustible?2. ¿Puede ser sustituido por otro más seguro?3. ¿Tiene elaborada la hoja de datos de seguridad de materiales?
4. ¿Posee etiquetas de advertencia de los peligros?5. ¿Es pesado o difícil de mover?6. ¿Existen las ayudas mecánicas para y almacenamiento seguro?
El equipo.
Cuando las personas manejan máquinas o equipos durante todo el desarrollo de la tarea o durante un paso de la misma, es indispensable observar si durante la operación están expuestos a riesgos mecánicos o eléctricos. Esto significa analizar la probabilidad que pueden tener las personas de ser atrapadas por mecanismos en movimiento (rodillos, poleas...), golpeadas por objetos que caen (troqueles, cuchillas...). También se deben analizar otro tipo de situaciones que generen daños materiales o defectos en la producción.
Desde el punto de vista de los riesgos eléctricos, es importante observar el estado de las conexiones y empalmes de los equipos así como la puesta a tierra de aquellos que puedan generar o conducir energía dinámica o estática.
Preguntas para identificar los factores de riesgo al observar los equipos o las herramientas.
1. ¿Existen guardas en los puntos de operación y los sistemas de transmisión de fuerza de las máquinas o equipos?
2. ¿Las máquinas y equipos tienen algún microinterruptor de seguridad que le evite al trabajador exponerse a mecanismos en movimiento?
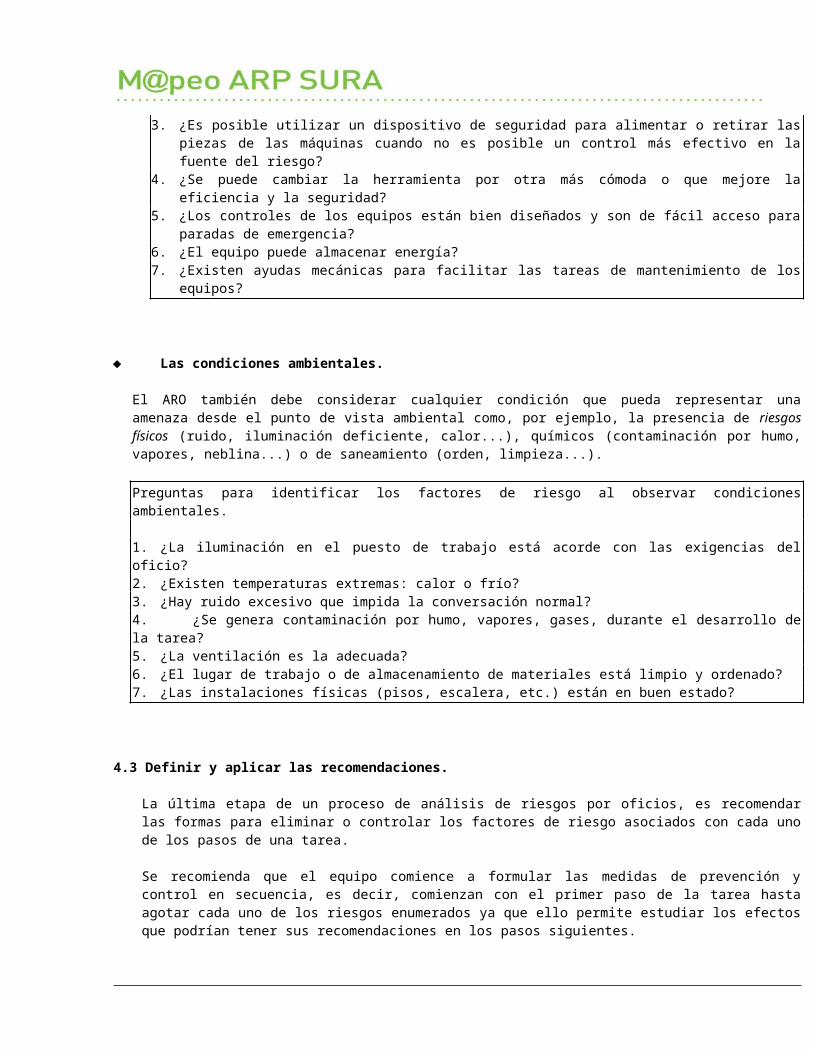
3. ¿Es posible utilizar un dispositivo de seguridad para alimentar o retirar las piezas de las máquinas cuando no es posible un control más efectivo en la fuente del riesgo?
4. ¿Se puede cambiar la herramienta por otra más cómoda o que mejore la eficiencia y la seguridad?5. ¿Los controles de los equipos están bien diseñados y son de fácil acceso para paradas de emergencia?6. ¿El equipo puede almacenar energía?7. ¿Existen ayudas mecánicas para facilitar las tareas de mantenimiento de los equipos?
Las condiciones ambientales.
El ARO también debe considerar cualquier condición que pueda representar una amenaza desde el punto de vista ambiental como, por ejemplo, la presencia de riesgos físicos (ruido, iluminación deficiente, calor...), químicos (contaminación por humo, vapores, neblina...) o de saneamiento (orden, limpieza...).
Preguntas para identificar los factores de riesgo al observar condiciones ambientales.
1. ¿La iluminación en el puesto de trabajo está acorde con las exigencias del oficio?2. ¿Existen temperaturas extremas: calor o frío?3. ¿Hay ruido excesivo que impida la conversación normal?4. ¿Se genera contaminación por humo, vapores, gases, durante el desarrollo de la tarea?5. ¿La ventilación es la adecuada?6. ¿El lugar de trabajo o de almacenamiento de materiales está limpio y ordenado?7. ¿Las instalaciones físicas (pisos, escalera, etc.) están en buen estado?
4.3 Definir y aplicar las recomendaciones.
La última etapa de un proceso de análisis de riesgos por oficios, es recomendar las formas para eliminar o controlar los factores de riesgo asociados con cada uno de los pasos de una tarea.
Se recomienda que el equipo comience a formular las medidas de prevención y control en secuencia, es decir, comienzan con el primer paso de la tarea hasta agotar cada uno de los riesgos enumerados ya que ello permite estudiar los efectos que podrían tener sus recomendaciones en los pasos siguientes.
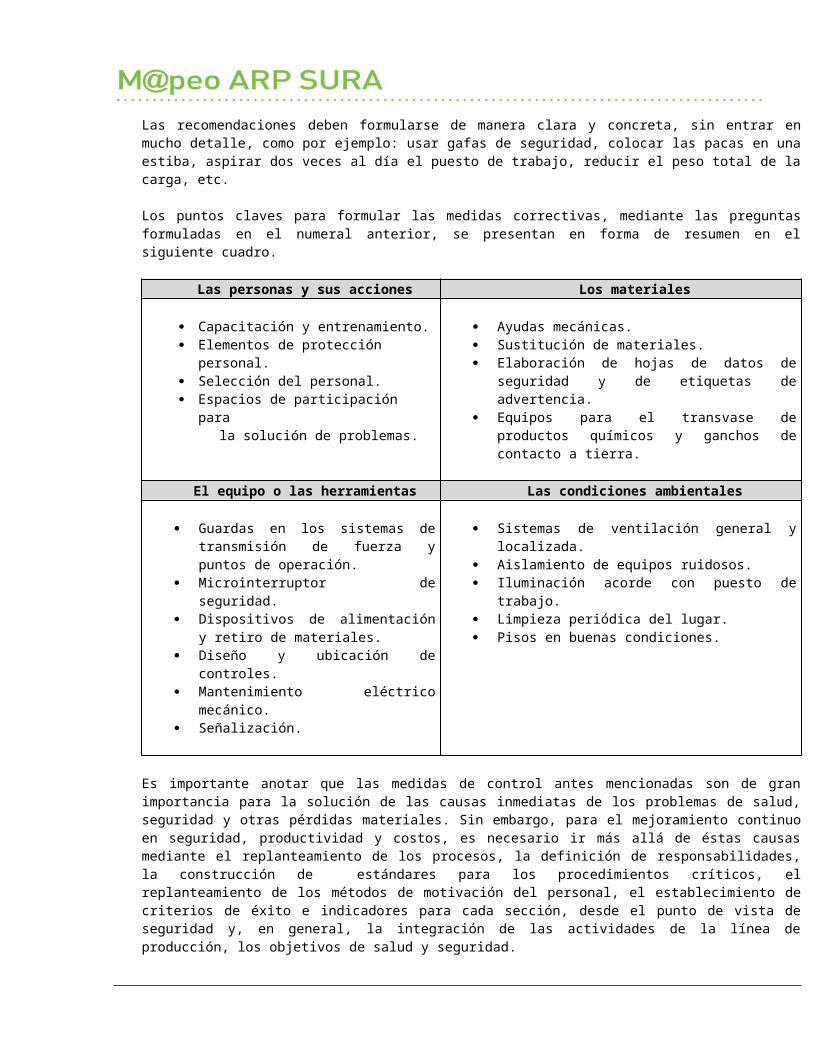
Las recomendaciones deben formularse de manera clara y concreta, sin entrar en mucho detalle, como por ejemplo: usar gafas de seguridad, colocar las pacas en una estiba, aspirar dos veces al día el puesto de trabajo, reducir el peso total de la carga, etc.
Los puntos claves para formular las medidas correctivas, mediante las preguntas formuladas en el numeral anterior, se presentan en forma de resumen en el siguiente cuadro.
Las personas y sus acciones Los materiales
Capacitación y entrenamiento. Elementos de protección personal. Selección del personal. Espacios de participación para la solución de problemas.
Ayudas mecánicas. Sustitución de materiales. Elaboración de hojas de datos de seguridad y de
etiquetas de advertencia. Equipos para el transvase de productos químicos
y ganchos de contacto a tierra.
El equipo o las herramientas Las condiciones ambientales
Guardas en los sistemas de transmisión de fuerza y puntos de operación.
Microinterruptor de seguridad. Dispositivos de alimentación y retiro de
materiales. Diseño y ubicación de controles. Mantenimiento eléctrico mecánico. Señalización.
Sistemas de ventilación general y localizada. Aislamiento de equipos ruidosos. Iluminación acorde con puesto de trabajo. Limpieza periódica del lugar. Pisos en buenas condiciones.
Es importante anotar que las medidas de control antes mencionadas son de gran importancia para la solución de las causas inmediatas de los problemas de salud, seguridad y otras pérdidas materiales. Sin embargo, para el mejoramiento continuo en seguridad, productividad y costos, es necesario ir más allá de éstas causas mediante el replanteamiento de los procesos, la definición de responsabilidades, la construcción de estándares para los procedimientos críticos, el replanteamiento de los métodos de motivación del personal, el establecimiento de criterios de éxito e indicadores para cada sección, desde el punto de vista de seguridad y, en general, la integración de las actividades de la línea de producción, los objetivos de salud y seguridad.
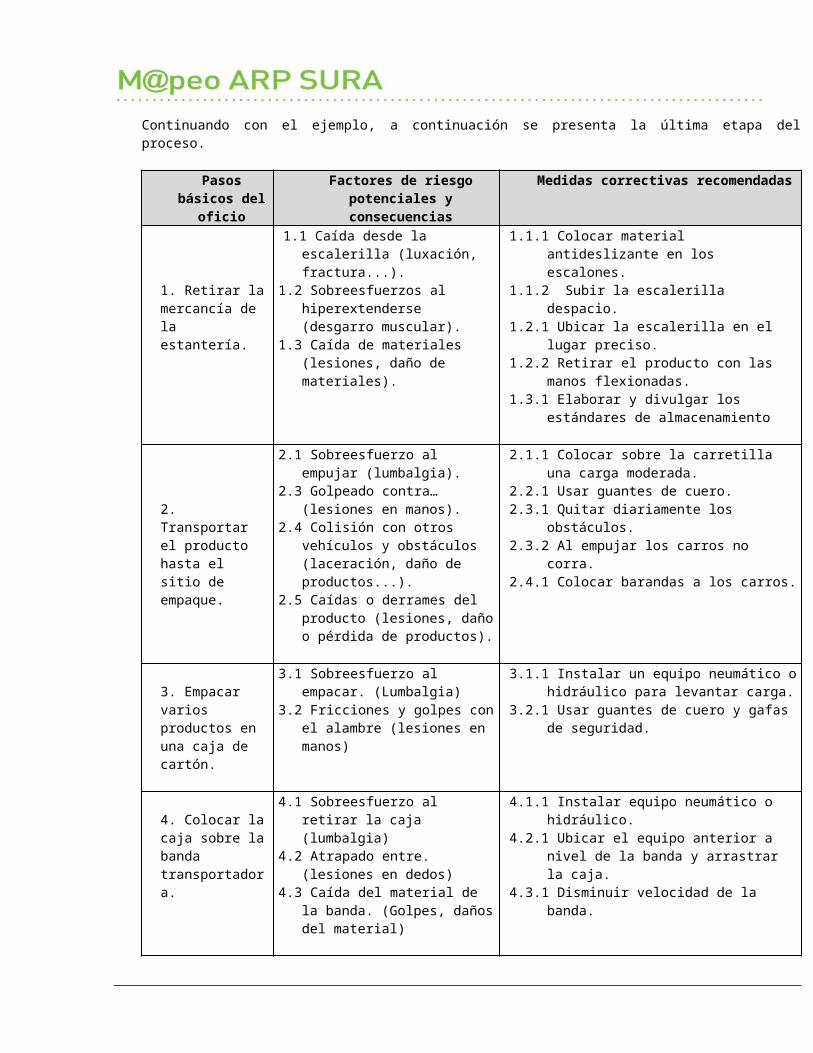
Continuando con el ejemplo, a continuación se presenta la última etapa del proceso.
Pasos básicos del oficio
Factores de riesgo potenciales y consecuencias
Medidas correctivas recomendadas
1. Retirar la mercancía de la estantería.
1.1 Caída desde la escalerilla (luxación, fractura...).
1.2 Sobreesfuerzos al hiperextenderse (desgarro muscular).
1.3 Caída de materiales (lesiones, daño de materiales).
1.1.1 Colocar material antideslizante en los escalones.
1.1.2 Subir la escalerilla despacio.1.2.1 Ubicar la escalerilla en el lugar preciso.1.2.2 Retirar el producto con las manos
flexionadas.1.3.1 Elaborar y divulgar los estándares de
almacenamiento
2. Transportar el producto hasta el sitio de empaque.
2.1 Sobreesfuerzo al empujar (lumbalgia).
2.3 Golpeado contra… (lesiones en manos).
2.4 Colisión con otros vehículos y obstáculos (laceración, daño de productos...).
2.5 Caídas o derrames del producto (lesiones, daño o pérdida de productos).
2.1.1 Colocar sobre la carretilla una carga moderada.
2.2.1 Usar guantes de cuero.2.3.1 Quitar diariamente los obstáculos.2.3.2 Al empujar los carros no corra.2.4.1 Colocar barandas a los carros.
3. Empacar varios productos en una caja de cartón.
3.1 Sobreesfuerzo al empacar. (Lumbalgia)
3.2 Fricciones y golpes con el alambre (lesiones en manos)
3.1.1 Instalar un equipo neumático o hidráulico para levantar carga.
3.2.1 Usar guantes de cuero y gafas de seguridad.
4. Colocar la caja sobre la banda transportadora.
4.1 Sobreesfuerzo al retirar la caja (lumbalgia)
4.2 Atrapado entre. (lesiones en dedos)
4.3 Caída del material de la banda. (Golpes, daños del material)
4.1.1 Instalar equipo neumático o hidráulico.4.2.1 Ubicar el equipo anterior a nivel de la
banda y arrastrar la caja.4.3.1 Disminuir velocidad de la banda.
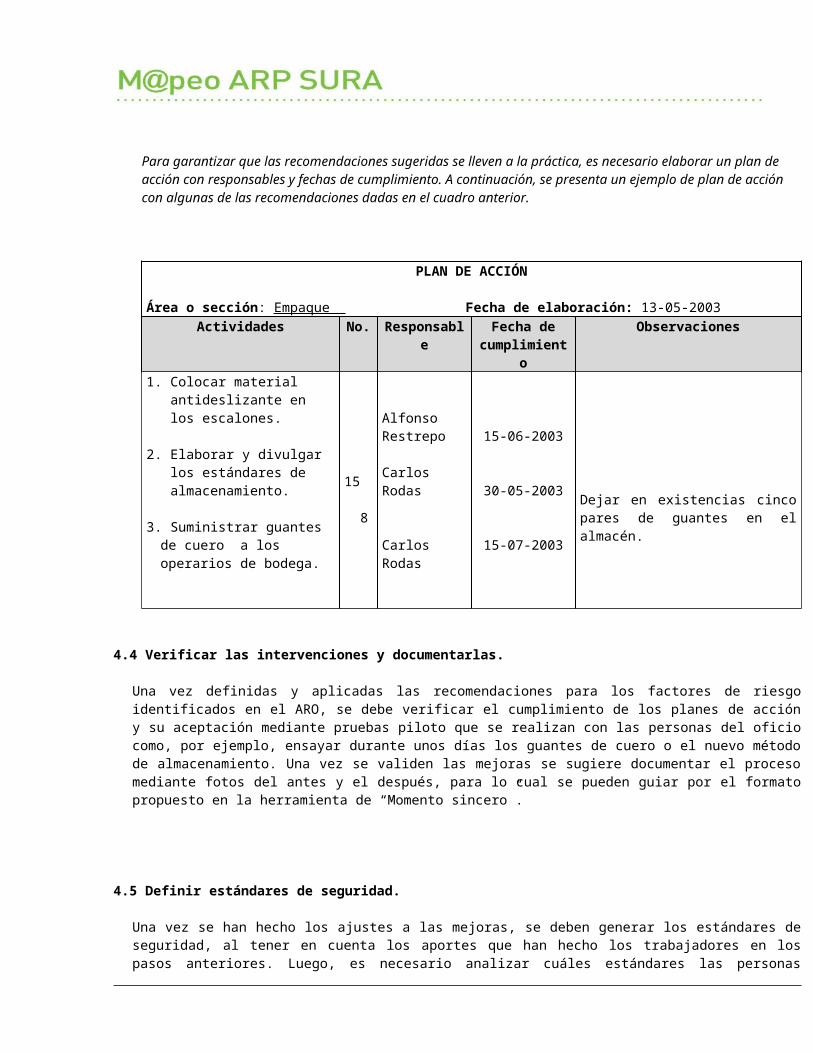
Para garantizar que las recomendaciones sugeridas se lleven a la práctica, es necesario elaborar un plan de acción con responsables y fechas de cumplimiento. A continuación, se presenta un ejemplo de plan de acción con algunas de las recomendaciones dadas en el cuadro anterior.
PLAN DE ACCIÓN
Área o sección: Empaque Fecha de elaboración: 13-05-2003Actividades No. Responsable Fecha de
cumplimientoObservaciones
1. Colocar material antideslizante en los escalones.
2. Elaborar y divulgar los estándares de almacenamiento.
3. Suministrar guantes de cuero a los operarios de bodega.
15
8
Alfonso Restrepo
Carlos Rodas
Carlos Rodas
15-06-2003
30-05-2003
15-07-2003
Dejar en existencias cinco pares de guantes en el almacén.
4.4 Verificar las intervenciones y documentarlas.
Una vez definidas y aplicadas las recomendaciones para los factores de riesgo identificados en el ARO, se debe verificar el cumplimiento de los planes de acción y su aceptación mediante pruebas piloto que se realizan con las personas del oficio como, por ejemplo, ensayar durante unos días los guantes de cuero o el nuevo método de almacenamiento. Una vez se validen las mejoras se sugiere documentar el proceso mediante fotos del antes y el después, para lo cual se pueden guiar por el formato propuesto en la herramienta de “Momento sincero”.
4.5 Definir estándares de seguridad.
Una vez se han hecho los ajustes a las mejoras, se deben generar los estándares de seguridad, al tener en cuenta los aportes que han hecho los trabajadores en los pasos anteriores. Luego, es necesario analizar cuáles estándares las personas pueden omitir como, por ejemplo, usar los guantes, subir las escalas despacio, aplicar las normas de almacenamiento, entre otros, para hacer un seguimiento sistemático a los mismos, mediante técnicas de observación que se verán en la sesión tres.
Dada la importancia que tienen los estándares para el seguimiento al desempeño de los trabajadores, en la sesión dos se profundizarán los aspectos básicos que se deben tener en cuenta durante su construcción.
Realizar un ARO de las tareas críticas que usted coordina, mantenerlos al día y usarlos plenamente, le permite eliminar o controlar cualquier situación que pueda conducir a una lesión, enfermedad, daño material, o defecto de calidad.
4. RESUMEN: PASOS A SEGUIR PARA ELABORAR Y ADMINISTRAR UN ARO.
1. Seleccionar el oficio a analizar y dividirlo en pasos básicos.2. Identificar los riesgos potenciales de cada etapa y las consecuencias para la salud, los materiales o la calidad.4. Definir y aplicar las recomendaciones correspondientes a cada riesgo, mediante una metodología participativa.5. Verificar el cumplimiento de las intervenciones y documentarlas.6. Construir el estándar de seguridad.
ACTIVIDAD FINAL.
Tache con una equis (X) la letra que corresponda a la mejor respuesta en cada punto.
1. Un ARO es un método que permite:a. Identificar los pasos básicos de una tarea.b. Determinar los factores de riesgo potenciales.c. Definir y aplicar las medidas preventivas.d. Todas las anteriores.
2. Inicialmente es preferible escribir las acciones que hacen parte de un paso de una tarea porque:a. Permite explicar claramente la tarea que se realiza.b. Se identifican fácilmente los factores de riesgo.c. Se pueden analizar mejor las fallas en los equipos.d. Se facilita el seguimiento posterior a la tarea.
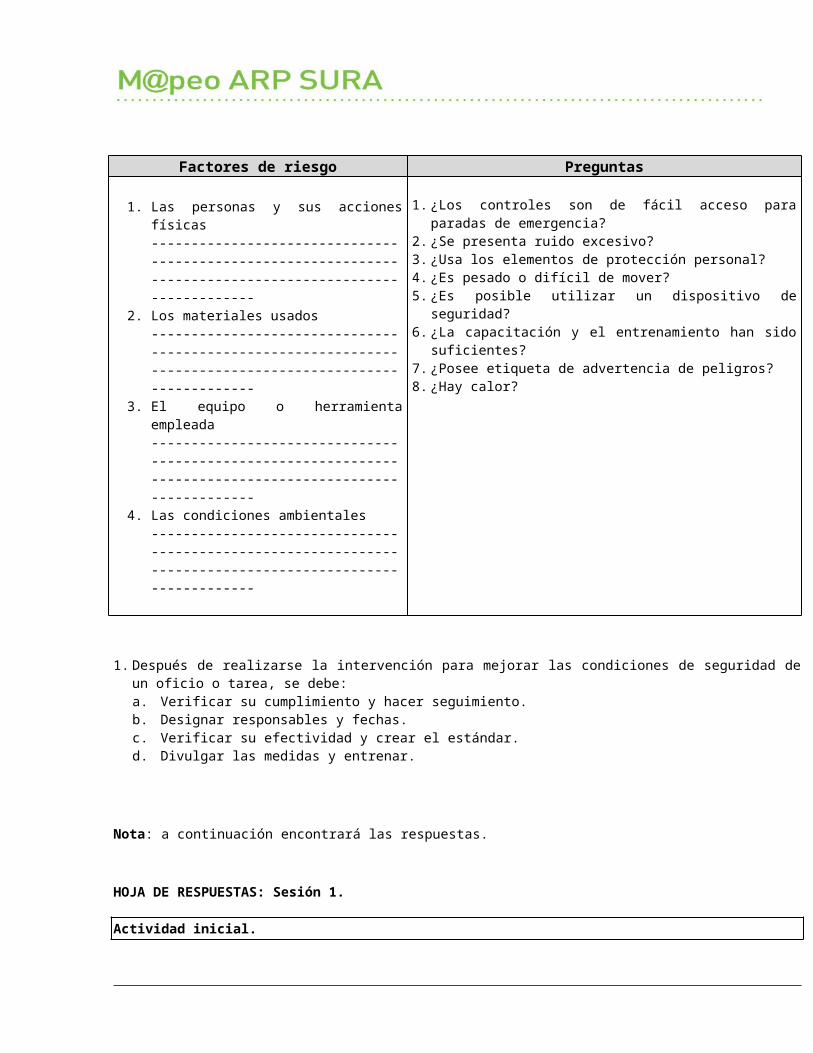
3. Escriba debajo de cada factor las dos preguntas, que sobre el tipo de controles, le corresponde. Puede simplemente escribir los números.
Factores de riesgo Preguntas
1. Las personas y sus acciones físicas----------------------------------------------------------------------------------------------------------
2. Los materiales usados----------------------------------------------------------------------------------------------------------
3. El equipo o herramienta empleada----------------------------------------------------------------------------------------------------------
4. Las condiciones ambientales----------------------------------------------------------------------------------------------------------
1. ¿Los controles son de fácil acceso para paradas de emergencia?
2. ¿Se presenta ruido excesivo?3. ¿Usa los elementos de protección personal?4. ¿Es pesado o difícil de mover?5. ¿Es posible utilizar un dispositivo de seguridad?6. ¿La capacitación y el entrenamiento han sido suficientes?7. ¿Posee etiqueta de advertencia de peligros?8. ¿Hay calor?
1. Después de realizarse la intervención para mejorar las condiciones de seguridad de un oficio o tarea, se debe:a. Verificar su cumplimiento y hacer seguimiento.b. Designar responsables y fechas.c. Verificar su efectividad y crear el estándar.d. Divulgar las medidas y entrenar.
Nota: a continuación encontrará las respuestas.
HOJA DE RESPUESTAS: Sesión 1.
Actividad inicial.1. Definición del ARO. Es un método que permite identificar los pasos básicos de una tarea, determinar los factores
de riesgo asociados con cada uno de los pasos y establecer las medidas preventivas para eliminar o controlar dichos factores.
2. Los beneficios del ARO para el supervisor son:
a. Desarrollar procedimientos unificados para realizar el trabajo con el máximo de eficiencia.b. Definir o actualizar estándares de seguridad.c. Orientar los programas de inducción, capacitación y entrenamiento.d. Evaluar el desempeño del trabajador.e. Elaborar o actualizar el panorama de factores de riesgo.f. Revisar procedimientos de trabajo después de un accidente.
Actividad final. 1. Un ARO es un método que permite todas las anteriores.
2. Inicialmente, es preferible escribir las acciones que hacen parte de un paso de una tarea porque se identifican fácilmente los factores de riesgo.
3. Los controles que le corresponden a cada uno de los factores son:Factor a): 3 y 6 Factor b): 4 y 7Factor c): 1 y 5 Factor d): 2 y 84. c
EVALUACIÓN DE RIESGOS DE PROCESO EN INSTALACIONES INDUSTRIALES
UNA INTRODUCCIÓN A LAS TÉCNICAS DE MAYORAPLICACIÓN PARA LA EVALUACIÓN DE RIESGOS
WHAT IF…?
HAZOP
FAULT TREE ANALISIS
ING. ERNESTO CASTAÑEDA M.
1. OBJETIVOS.
Entender qué es una evaluación o análisis de riesgo. ¿Por qué, cuándo y cómo se lleva a cabo un análisis de riesgo? Conocer y diferenciar, para su selección y uso, las diferentes técnicas más usadas para el análisis
de riesgo. Aplicar, mediante casos prácticos, las técnicas de evaluación de riesgo. Entender las consideraciones sobre el seguimiento a los planes de acción y recomendaciones
generadas por dichos estudios.
2. ANTECEDENTES DEL ANÁLISIS DE RIESGO.
Un riesgo de seguridad es una característica física o química inherente a un material, la cual tiene el potencial de causar daño.
Un estudio de evaluación de riesgo es un esfuerzo organizado para identificar y analizar la importancia de las situaciones riesgosas asociadas con una actividad o proceso específico.
Específicamente, las evaluaciones de riesgo se usan para resaltar debilidades en el diseño y operación de sistemas que podrían provocar liberaciones de químicos o producir fuegos o explosiones.
Estos estudios brindan información a las organizaciones para encauzar la toma de decisiones hacia una mejor seguridad y administración de los riesgos dentro de sus operaciones.
Usualmente, los análisis de riesgos se concentran en los problemas de seguridad de los procesos, como por ejemplo, los efectos que una inesperada liberación de un químico tendrían sobre el personal y el público en general, por lo que estos estudios complementan a otros estudios más tradicionales en el campo de la higiene y la seguridad industrial, cuyos objetivos son los de proteger contra resbalones o caídas, por ejemplo, el uso de equipo de protección personal, monitoreo de exposición a químicos de los empleados, etc. Aún cuando las evaluaciones de riesgo están fundamentalmente dirigidas a proveer información relacionada con aspectos de seguridad, pueden también usarse para investigar aspectos económicos, de operación y ambientales.
Aún cuando comúnmente los estudios de evaluación de riesgo involucran el uso de técnicas cualitativas para analizar las posibles fallas de equipo y errores humanos que puedan producir un accidente, los estudios pueden también resaltar deficiencias en los sistemas gerenciales de un programa de seguridad de procesos.
Asimismo, se pueden usar evaluaciones independientes de riesgo dentro de otros elementos de un programa de administración de riesgos como, por ejemplo, técnicas de evaluación de riesgo (1) para investigar las causas probables de un incidente que ya sucedió, (2) como parte de un programa de administración de cambios en una localidad, y (3) identificar equipo crítico desde el punto de vista de seguridad, para su mantenimiento, pruebas e inspecciones como parte del programa de conservación del equipo mecánico de la planta.
Estos estudios pueden desarrollarse para ayudar a administrar los riesgos de un proceso desde sus etapas iniciales de investigación y desarrollo (R&D, research and development), durante la ingeniería de detalle y construcción, periódicamente durante el tiempo de vida de dicha operación e inclusive dentro del período de cierre y desmantelamiento del mismo.
Los beneficios de un programa de evaluación de riesgos pueden ser substanciales, aún cuando ninguno de estos efectos puede ser fácilmente medido en un corto período de tiempo. Estos beneficios pueden ser:
Menos accidentes durante el período de vida del proceso. Consecuencias reducidas en aquellos accidentes que pudiesen ocurrir. Mejora en la respuesta a emergencias. Mejoramiento del entrenamiento y del entendimiento sobre el proceso. Operaciones más eficientes y productivas. Mejora en las relaciones con agencias regulatorias y con la comunidad.
Sin embargo, estos beneficios no pueden obtenerse sin una importante inversión. Según la complejidad y el tamaño de nuestro proceso u operación, una evaluación de riesgo puede requerir desde un par de horas hasta varios meses para poder completarse.
Es también extremadamente importante que las técnicas de evaluación de riesgo seleccionadas sean las adecuadas para evitar el desperdicio de esfuerzo, debido al excesivo estudio de un problema.
Usuarios y supervisores de estudios de evaluación de riesgos necesitan estar consientes de que aún con un programa de evaluación de riesgos de alta calidad, existe un determinado número de limitaciones, a saber:
Los analistas nunca deberán estar seguros de haber identificado todos los riegos, situaciones potenciales de accidente, causas y efectos.
Generalmente, los resultados y beneficios de efectuar estudios de evaluación de riesgos no se pueden verificar directamente. Los ahorros provenientes de la prevención de accidentes no se pueden estimar con precisión.
Los estudios de evaluación de riesgos se basan en conocimientos existentes de una operación o un proceso. Si la química del proceso no es bien conocida, si los planos principales o los procedimientos no son ejecutados exactamente, o si el conocimiento disponible sobre el proceso por parte del grupo de estudio no refleja la forma en que el sistema opera actualmente, entonces los resultados del estudio de evaluación de riesgo podrían invalidarse. Esto haría que la gerencia tomara decisiones desacertadas sobre la administración de riesgos.
Las evaluaciones de riesgos dependen, en gran medida, de juicios subjetivos, de consideraciones y de la experiencia del analista. Cuando se analiza el proceso por diferentes grupos de analistas, igualmente competentes, se pueden generar resultados diferentes.
“Efectuar evaluaciones de riesgo de alta calidad a lo largo de la vida del proceso no garantiza que no ocurran accidentes”.
3. RELACIÓN DE LA EVALUACIÓN DE RIESGOS CON LAS ESTRATEGIAS DE ADMINISTRACIÓN DE RIESGOS.
Durante los pasados años, un importante progreso ha tenido lugar en la institucionalización formal de los programas de administración de riesgos, no sólo en los países industrializados, sino también en los países en proceso de industrialización. Este incremento en la actividad fue motivado por una variedad de factores, tales como 1) un mayor número de accidentes, 2) una legislación más agresiva e iniciativas regulatorias en materia de seguridad de procesos, y 3) la publicación y evolución de diversos modelos de programas de administración de riesgos dentro de diversas organizaciones industriales. Quizás, aún más significativo fue la creciente preocupación y el propio interés de las compañías en que, en el largo plazo, el operar plantas seguras se traduciría en un mejor desempeño de negocios redituables y mejores relaciones, tanto con las comunidades como con las agencias reguladoras.
Dentro de los lineamientos generalmente reconocidos por el “Centro para la Seguridad de Procesos” o CCPS del Instituto Americano de Ingenieros Químicos, para la implementación y conducción de un programa de administración de seguridad de procesos, dos de ellos tienen que ver directamente con
la problemática del manejo de riesgos inherentes a las instalaciones y operaciones. El elemento sobre las revisiones a los proyectos de capital especifica que se deberán realizar estudios de riesgos a lo largo de la vida de un proyecto, el cual generalmente involucra técnicas de evaluación de riesgo. El elemento de la administración de riesgos cubre la identificación de riesgos, revisión del riesgo y selección de las alternativas de control de riesgos a través de la vida de operación de la instalación. Otros elementos tales como la administración de cambios, el entrenamiento o la investigación de incidentes, pueden también involucrar el uso de técnicas de evaluación de riesgos.
La implementación de un programa de administración de seguridad de procesos puede ayudar a una organización a manejar el riesgo en una instalación a través de su vida útil. La gerencia debe ser capaz de desarrollar y mejorar el entendimiento de las cosas que pueden ser de riesgo en las operaciones en sus plantas, por lo que el desarrollo de dicho entendimiento del riesgo debe contestar tres preguntas específicas:
¿Qué puede ir mal? ¿Qué tan probable es esto? ¿Cuáles pueden ser los impactos?
El esfuerzo necesario para desarrollar este entendimiento del riesgo dependerá de 1) qué tanta información posee la organización respecto a accidentes potenciales y 2) la circunstancia específica que define la necesidad de la organización de poseer mejor información del riesgo. Si la organización cuenta con una amplia y profunda experiencia sobre un proceso u operación determinada, entonces sólo será necesario llevar a cabo un breve análisis formal. En estas situaciones se emplean herramientas de evaluación de riesgo fundamentadas en experiencia, por ejemplo, las listas de chequeo para manejar el riesgo.
Por el otro lado, de no existir una base adecuada de experiencia, la organización tendrá que confiar en técnicas de análisis para generar respuestas a las tres preguntas del riesgo y cubrir satisfactoriamente las necesidades de administración de riesgos. En estas situaciones, las organizaciones, generalmente, utilizan técnicas de evaluación de riesgos de tipo predictivo para evaluar la importancia de accidentes potenciales de forma creativa.
4. PREPARACIÓN PARA LA EVALUACIÓN DE RIESGOS.
El éxito de un estudio de evaluación de riesgo no sucede fortuitamente; los resultados satisfactorios son producto de esfuerzos concertados de toda una organización.
Para obtener los máximos beneficios de un programa de evaluación de riesgos, la gerencia deberá fomentar una cultura corporativa y crear la infraestructura que apoye a los grupos de evaluación de riesgos, así como para llevar a cabo los referidos estudios, como para implementar los resultados de los mismos.
Existen tres compromisos claves para crear la infraestructura necesaria para llevar a cabo un programa de evaluación de riesgos, óptimo desde el punto de vista costo-efectividad. Estos son 1) el compromiso de organizar y mantener el conocimiento y la información relacionada a los procesos,2) el compromiso de asignar y brindar apoyo al personal que participe en dichos grupos de evaluación y 3) el compromiso de actuar sobre los resultados de los estudios de una manera pronta y efectiva.
El primero se refiere a desarrollar un sistema que genere y mantenga actualizada la información relacionada a los procesos y equipos. Por ejemplo, dibujos esenciales y procedimientos de operación se deben mantener actualizados a través de estándares internos, políticas y listas de chequeo de uso periódico. Más aún, una organización deberá contar con administración práctica de control de cambios, para asegurar que todas las modificaciones se revisen adecuadamente y que tanto los dibujos esenciales como los procedimientos de operación se actualicen.
El segundo compromiso requiere que la gerencia, a través de la organización, provea de personal competente y preparado para participar en tareas de evaluación de riesgo y se le reconozca la importancia de su participación en dichas tareas, mediante cartas, recomendaciones para promociones, etc.
El tercer compromiso implica crear un sistema que no sólo cree y mantenga los resultados de los estudios de riesgos, sino que también haga seguimiento a las respuestas de la gerencia hacia tales recomendaciones y asegure la resolución e implementación de planes de acción a tiempo. Ejemplo, aceptación, rechazo, sustitución o modificación.
4.1 Objetivos y alcance del análisis de riesgos.
La gerencia deberá definir claramente objetivos, alcance y fechas de compromiso para cualquier estudio de evaluación de riesgos. Esta información es esencial para que el estudio se realice eficientemente. Analistas con falta de claridad en los objetivos podrían desperdiciar tiempo al examinar partes o procesos o situaciones de poca relevancia para la gerencia.
La asignación apropiada de objetivos para un estudio de evaluación de riesgos depende de diversos factores, incluida la fase de la vida del proyecto en que el estudio de evaluación de riesgo se lleva a cabo. Obviamente, conforme el proyecto evoluciona, los tipos de situaciones de riesgo para investigarse van a cambiar, desde preguntas básicas sobre la química del proceso hacia preguntas más complicadas en relación con el equipo y los procedimientos.
Por ejemplo, un equipo de evaluación de riesgos puede se puede necesitar para identificar, específicamente, violaciones potenciales a regulaciones locales, regionales, nacionales, etc. o a políticas de la compañía, estándares industriales, etc.
4.2. Requerimientos de información.
Los estudios de evaluación de riesgos se pueden efectuar mediante cualquier tipo de información disponible del proceso que incluya tanto diagramas de flujo en forma esquemática como información comprensible sobre datos químicos del proceso, diagramas de tuberías, instrumentación y control, hojas de datos técnicos de los equipos y procesos. Obviamente, cuanta más información y conocimiento se tenga sobre el proceso, más valioso será. Finalmente, la calidad de cualquier evaluación de riesgos dependerá directamente en la calidad de la información disponible para el analista. Así que, según lo mencionado anteriormente, el sistema para la adquisición y documentación del conocimiento relacionado con los procesos es una pieza fundamental de la infraestructura necesaria para apoyar un programa de evaluación de riesgos.
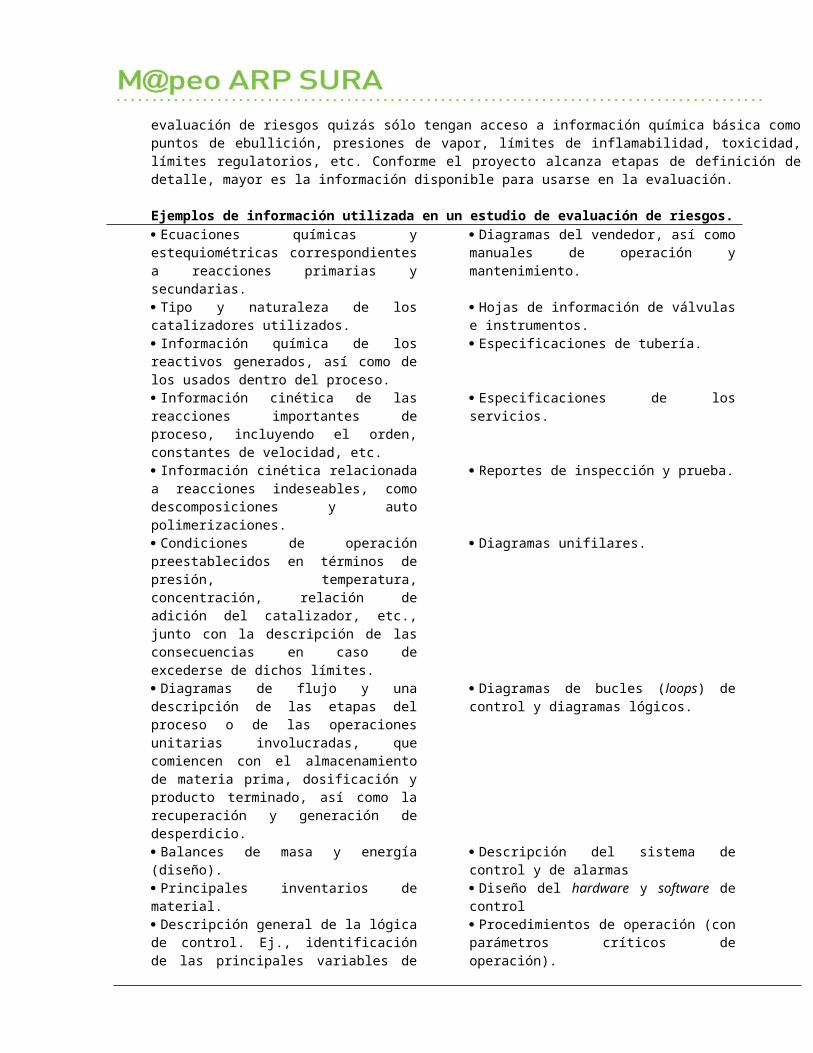
La información disponible para una evaluación de riesgos varía durante el proceso. En etapas tempranas de la vida de los procesos, los grupos de evaluación de riesgos quizás sólo tengan acceso a información química básica como puntos de ebullición, presiones de vapor, límites de inflamabilidad, toxicidad, límites regulatorios, etc. Conforme el proyecto alcanza etapas de definición de detalle, mayor es la información disponible para usarse en la evaluación.
Ejemplos de información utilizada en un estudio de evaluación de riesgos. Ecuaciones químicas y estequiométricas correspondientes a reacciones primarias y secundarias.
Diagramas del vendedor, así como manuales de operación y mantenimiento.
Tipo y naturaleza de los catalizadores utilizados.
Hojas de información de válvulas e instrumentos.
Información química de los reactivos Especificaciones de tubería.
generados, así como de los usados dentro del proceso. Información cinética de las reacciones importantes de proceso, incluyendo el orden, constantes de velocidad, etc.
Especificaciones de los servicios.
Información cinética relacionada a reacciones indeseables, como descomposiciones y auto polimerizaciones.
Reportes de inspección y prueba.
Condiciones de operación preestablecidos en términos de presión, temperatura, concentración, relación de adición del catalizador, etc., junto con la descripción de las consecuencias en caso de excederse de dichos límites.
Diagramas unifilares.
Diagramas de flujo y una descripción de las etapas del proceso o de las operaciones unitarias involucradas, que comiencen con el almacenamiento de materia prima, dosificación y producto terminado, así como la recuperación y generación de desperdicio.
Diagramas de bucles (loops) de control y diagramas lógicos.
Balances de masa y energía (diseño). Descripción del sistema de control y de alarmas
Principales inventarios de material. Diseño del hardware y software de control
Descripción general de la lógica de control. Ej., identificación de las principales variables de control y la razón para su identificación.
Procedimientos de operación (con parámetros críticos de operación).
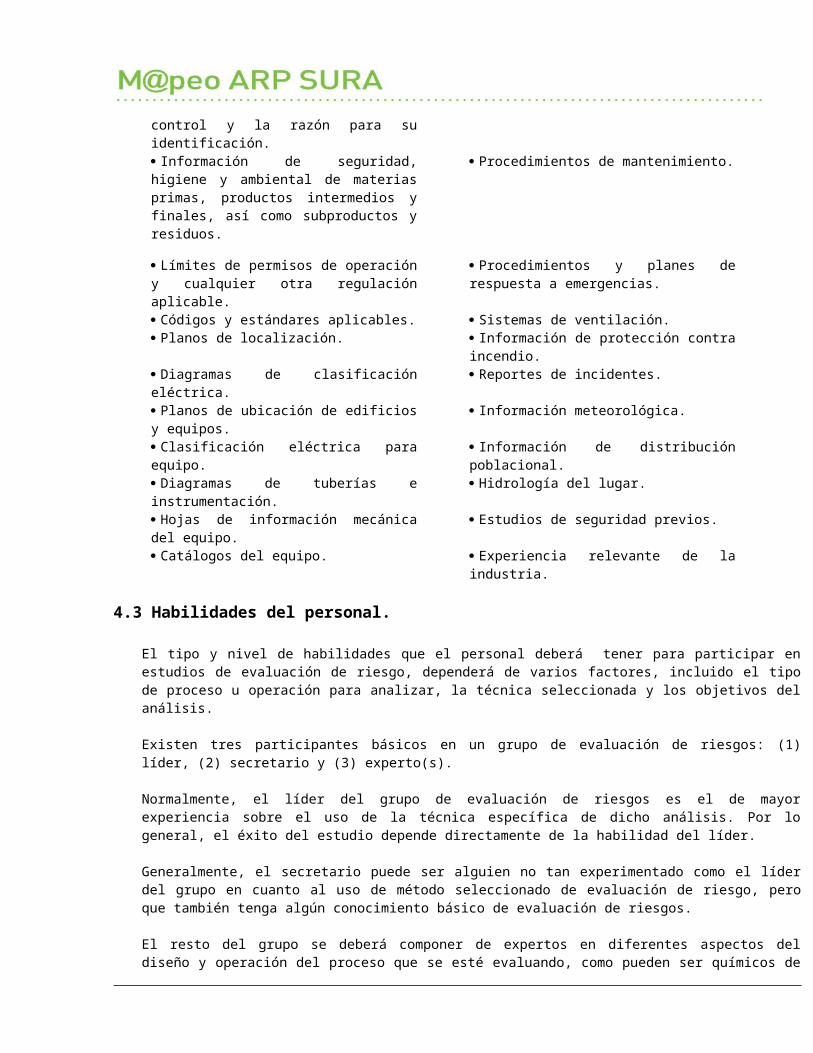
Información de seguridad, higiene y ambiental de materias primas, productos intermedios y finales, así como subproductos y residuos.
Procedimientos de mantenimiento.
Límites de permisos de operación y cualquier otra regulación aplicable.
Procedimientos y planes de respuesta a emergencias.
Códigos y estándares aplicables. Sistemas de ventilación. Planos de localización. Información de protección contra
incendio. Diagramas de clasificación eléctrica. Reportes de incidentes. Planos de ubicación de edificios y equipos.
Información meteorológica.
Clasificación eléctrica para equipo. Información de distribución poblacional.
Diagramas de tuberías e instrumentación.
Hidrología del lugar.
Hojas de información mecánica del equipo.
Estudios de seguridad previos.
Catálogos del equipo. Experiencia relevante de la industria.
4.3 Habilidades del personal.
El tipo y nivel de habilidades que el personal deberá tener para participar en estudios de evaluación de riesgo, dependerá de varios factores, incluido el tipo de proceso u operación para analizar, la técnica seleccionada y los objetivos del análisis.
Existen tres participantes básicos en un grupo de evaluación de riesgos: (1) líder, (2) secretario y (3) experto(s).
Normalmente, el líder del grupo de evaluación de riesgos es el de mayor experiencia sobre el uso de la técnica específica de dicho análisis. Por lo general, el éxito del estudio depende directamente de la habilidad del líder.
Generalmente, el secretario puede ser alguien no tan experimentado como el líder del grupo en cuanto al uso de método seleccionado de evaluación de riesgo, pero que también tenga algún conocimiento básico de evaluación de riesgos.
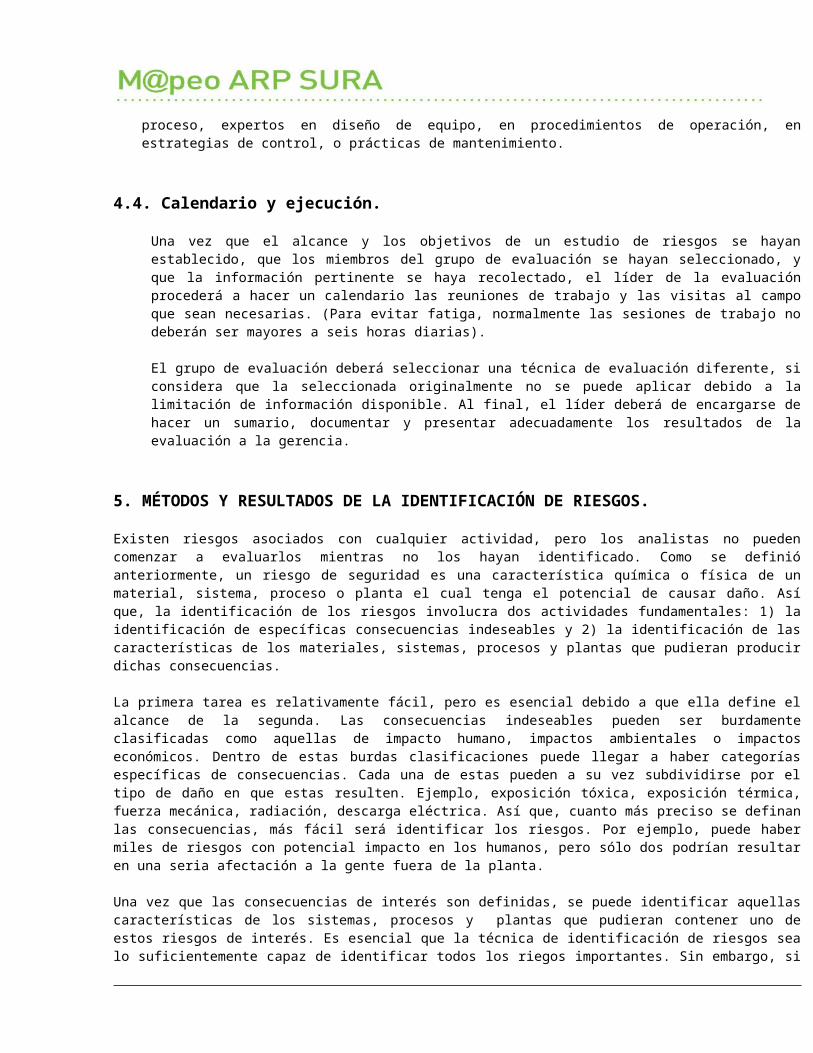
El resto del grupo se deberá componer de expertos en diferentes aspectos del diseño y operación del proceso que se esté evaluando, como pueden ser químicos de proceso, expertos en diseño de equipo, en procedimientos de operación, en estrategias de control, o prácticas de mantenimiento.
4.4. Calendario y ejecución.
Una vez que el alcance y los objetivos de un estudio de riesgos se hayan establecido, que los miembros del grupo de evaluación se hayan seleccionado, y que la información pertinente se haya recolectado, el líder de la evaluación procederá a hacer un calendario las reuniones de trabajo y las visitas al campo que sean necesarias. (Para evitar fatiga, normalmente las sesiones de trabajo no deberán ser mayores a seis horas diarias).
El grupo de evaluación deberá seleccionar una técnica de evaluación diferente, si considera que la seleccionada originalmente no se puede aplicar debido a la limitación de información disponible. Al final, el líder deberá de encargarse de hacer un sumario, documentar y presentar adecuadamente los resultados de la evaluación a la gerencia.
5. MÉTODOS Y RESULTADOS DE LA IDENTIFICACIÓN DE RIESGOS.
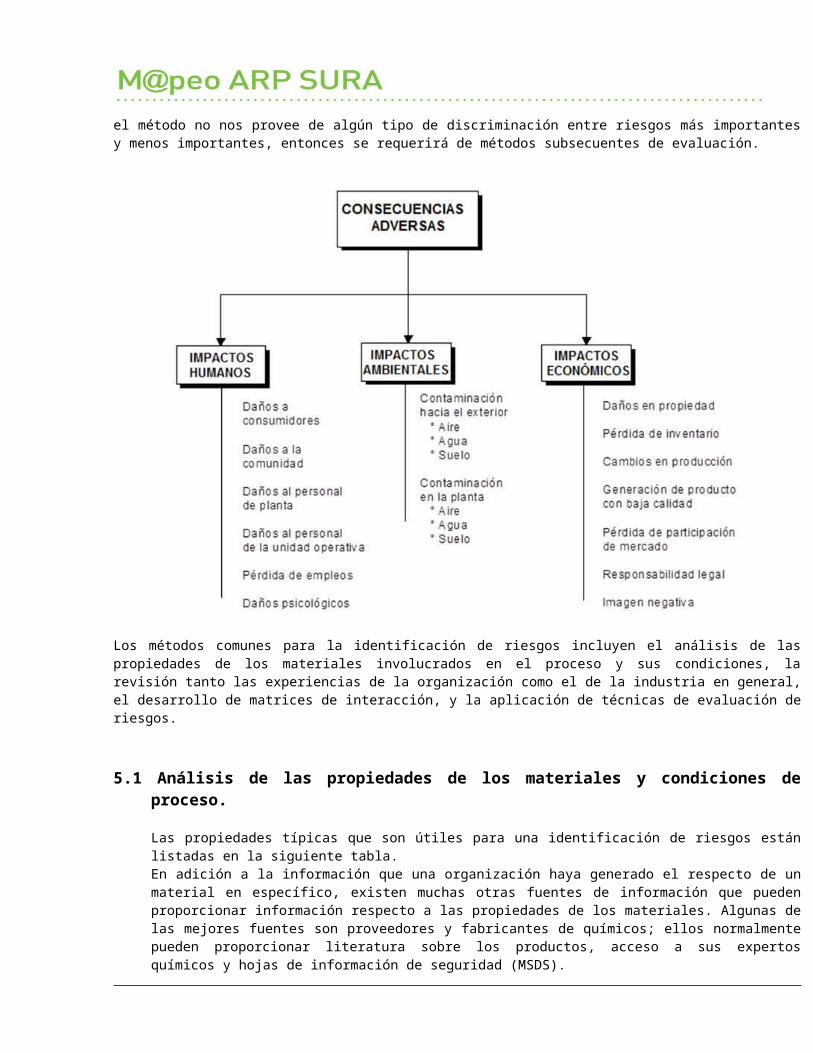
Existen riesgos asociados con cualquier actividad, pero los analistas no pueden comenzar a evaluarlos mientras no los hayan identificado. Como se definió anteriormente, un riesgo de seguridad es una característica química o física de un material, sistema, proceso o planta el cual tenga el potencial de causar daño. Así que, la identificación de los riesgos involucra dos actividades fundamentales: 1) la identificación de específicas consecuencias indeseables y 2) la identificación de las características de los materiales, sistemas, procesos y plantas que pudieran producir dichas consecuencias.
La primera tarea es relativamente fácil, pero es esencial debido a que ella define el alcance de la segunda. Las consecuencias indeseables pueden ser burdamente clasificadas como aquellas de impacto humano, impactos ambientales o impactos económicos. Dentro de estas burdas clasificaciones puede llegar a haber categorías específicas de consecuencias. Cada una de estas pueden a su vez subdividirse por el tipo de daño en que estas resulten. Ejemplo, exposición tóxica, exposición térmica, fuerza mecánica, radiación, descarga eléctrica. Así que, cuanto más preciso se definan las consecuencias, más fácil será identificar los riesgos. Por ejemplo, puede haber miles de riesgos con potencial impacto en los humanos, pero sólo dos podrían resultar en una seria afectación a la gente fuera de la planta.
Una vez que las consecuencias de interés son definidas, se puede identificar aquellas características de los sistemas, procesos y plantas que pudieran contener uno de estos riesgos de interés. Es
esencial que la técnica de identificación de riesgos sea lo suficientemente capaz de identificar todos los riegos importantes. Sin embargo, si el método no nos provee de algún tipo de discriminación entre riesgos más importantes y menos importantes, entonces se requerirá de métodos subsecuentes de evaluación.
Los métodos comunes para la identificación de riesgos incluyen el análisis de las propiedades de los materiales involucrados en el proceso y sus condiciones, la revisión tanto las experiencias de la organización como el de la industria en general, el desarrollo de matrices de interacción, y la aplicación de técnicas de evaluación de riesgos.
5.1 Análisis de las propiedades de los materiales y condiciones de proceso.
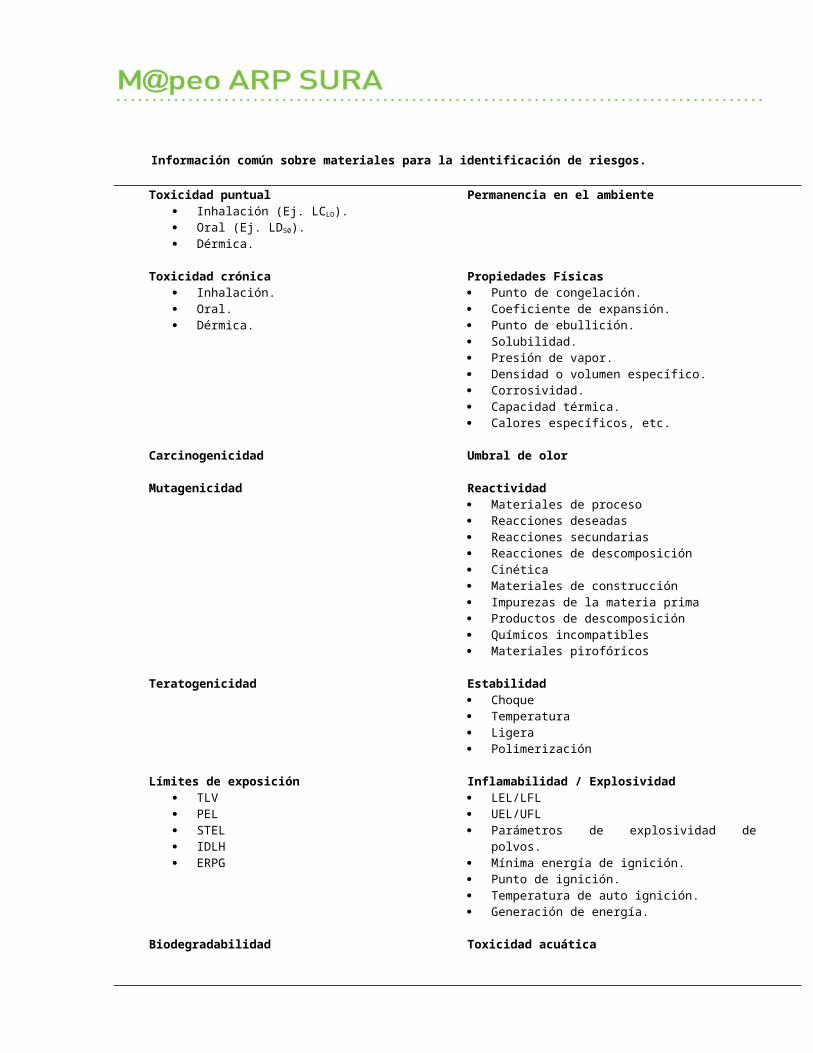
Las propiedades típicas que son útiles para una identificación de riesgos están listadas en la siguiente tabla.En adición a la información que una organización haya generado el respecto de un material en específico, existen muchas otras fuentes de información que pueden proporcionar información respecto a las propiedades de los materiales. Algunas de las mejores fuentes son proveedores y fabricantes de químicos; ellos normalmente pueden proporcionar literatura sobre los productos, acceso a sus expertos químicos y hojas de información de seguridad (MSDS).
Información común sobre materiales para la identificación de riesgos.
Toxicidad puntual Inhalación (Ej. LCLO). Oral (Ej. LD50). Dérmica.
Permanencia en el ambiente
Toxicidad crónica Inhalación. Oral. Dérmica.
Propiedades Físicas Punto de congelación. Coeficiente de expansión. Punto de ebullición. Solubilidad. Presión de vapor. Densidad o volumen específico. Corrosividad. Capacidad térmica. Calores específicos, etc.
Carcinogenicidad Umbral de olor
Mutagenicidad Reactividad Materiales de proceso Reacciones deseadas Reacciones secundarias Reacciones de descomposición Cinética Materiales de construcción Impurezas de la materia prima Productos de descomposición Químicos incompatibles Materiales pirofóricos
Teratogenicidad Estabilidad Choque Temperatura Ligera Polimerización
Límites de exposición TLV PEL STEL IDLH ERPG
Inflamabilidad / Explosividad LEL/LFL UEL/UFL Parámetros de explosividad de polvos. Mínima energía de ignición. Punto de ignición. Temperatura de auto ignición. Generación de energía.
Biodegradabilidad Toxicidad acuática
Las condiciones del proceso también crean o exacerban los riesgos asociados con los materiales involucrados en un proceso. Por ejemplo, el agua no se clasifica con un riesgo de explosión con base en sus propiedades como material aislado. Sin embargo, si un proceso se ejecuta a una temperatura y presión que excedan el punto de ebullición del agua, entonces la rápida introducción del agua representa potencialmente una explosión de vapor. Igualmente, un hidrocarburo pesado puede ser difícil de ser encendido en condiciones ambientales, pero si el proceso se ejecuta a una temperatura superior al punto de ignición, un derrame del material se puede incendiar. Por lo que no es suficiente considerar únicamente las propiedades de los materiales durante la identificación de riesgos; las condiciones del proceso también se deben considerar.
Los analistas pueden también utilizar los conocimientos básicos sobre química como un punto de partida. Asimismo, los experimentos de laboratorio pueden revelar las propiedades físicas básicas de un compuesto, así como sus efectos tóxicos, y sus cinéticas de reacción.
Los programas de computador también se pueden usar para predecir tanto los calores de la reacción como la estabilidad de los nuevos componentes.
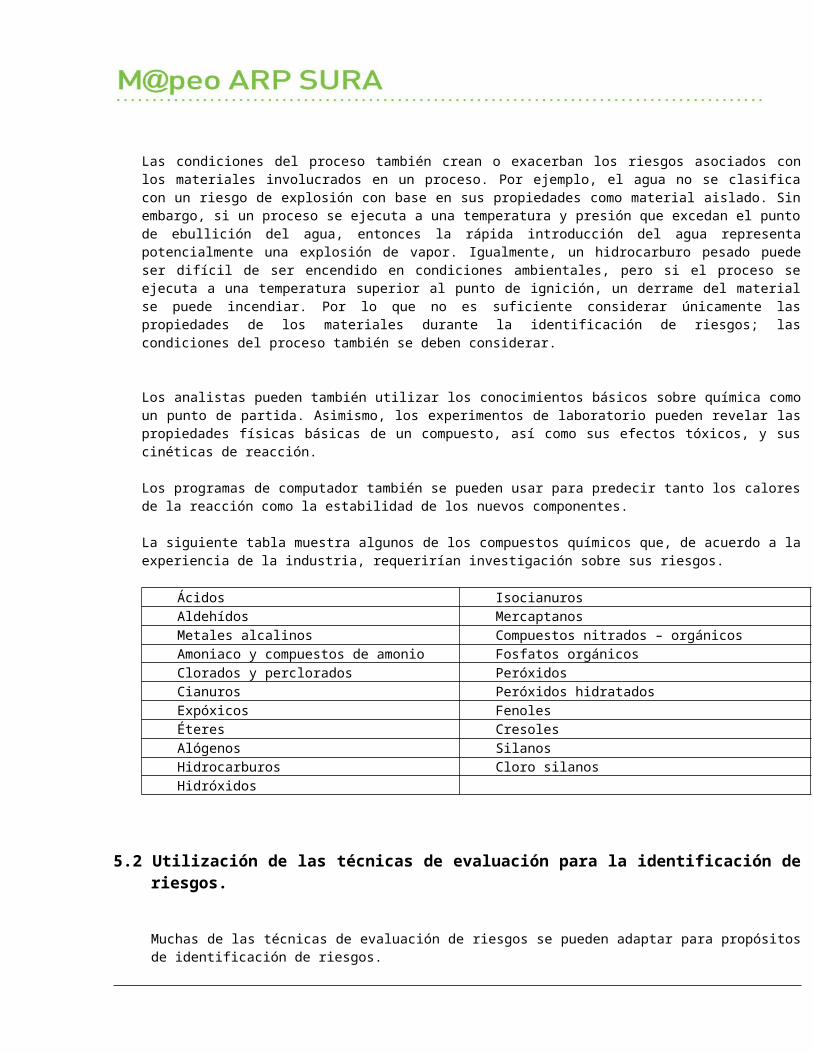
La siguiente tabla muestra algunos de los compuestos químicos que, de acuerdo a la experiencia de la industria, requerirían investigación sobre sus riesgos.
Ácidos IsocianurosAldehídos MercaptanosMetales alcalinos Compuestos nitrados – orgánicosAmoniaco y compuestos de amonio Fosfatos orgánicosClorados y perclorados PeróxidosCianuros Peróxidos hidratadosExpóxicos FenolesÉteres CresolesAlógenos SilanosHidrocarburos Cloro silanosHidróxidos
5.2 Utilización de las técnicas de evaluación para la identificación de riesgos.
Muchas de las técnicas de evaluación de riesgos se pueden adaptar para propósitos de identificación de riesgos.
Herramientas tales como el HAZOP y el análisis What if…? permiten a los expertos usar su experiencia más creativamente. Cada técnica ofrece una forma diferente de formular preguntas con el fin de lograr el enfoque adecuado. Sin embargo, ambos métodos retan al equipo a crear y a responder una serie de preguntas para que se pueda revelar el potencial de las consecuencias indeseables.
En general, no es eficiente utilizar estas técnicas con el único propósito de la identificación de riesgos, cuando se tiene la información adecuada para realizar ambos, la identificación y la evaluación. Sin embargo, cuando la información es limitada, como puede ser el caso en procesos en etapa de desarrollo o en el diseño conceptual de los mismos.
Generalmente, los esfuerzos de la identificación de riesgos resulta en una simple lista de materiales o condiciones que pudieran resultar en situaciones riesgosas (como las mostradas en la lista siguiente).
Y los analistas pueden usar estos resultados para definir el alcance y la técnica apropiada para efectuar un estudio de evaluación de riesgo. En general, el alcance y la complejidad de los estudios de evaluación de riesgo subsecuentes serán directamente proporcionales al número y tipo de riesgos identificados y la profundidad con la que se hayan entendido.
6. REVISIÓN Y APLICACIÓN DE LAS TÉCNICAS MÁS COMUNES PARA LA EVALUACIÓN DE RIESGOS.
6.1 Análisis “¿Qué pasa si…?” o “What If…?”.
La técnica del análisis What i…f? es una metodología de lluvia de ideas en la cual el grupo de gente experimentada familiarizada con el proceso en cuestión realiza preguntas a cerca de algunos eventos indeseables.
El concepto del análisis “¿Qué pasa si…?” motiva a que el grupo de evaluación de riesgos se pregunte situaciones que comiencen con la frase “Qué pasa si…?”.
Usualmente, el secretario escribe todas las preguntas en una hoja de registro, pizarra o procesador de palabras. Después, las preguntas se dividen en diferentes áreas de investigación (usualmente relacionadas con consecuencias de interés), como por ejemplo seguridad eléctrica, protección contra incendios, o seguridad personal. Cada área se analiza por un grupo o por una o más personas con los conocimientos suficientes. (Puede no haber un orden o patrón específico en las preguntas, a menos que el líder establezca un patrón lógico, como el dividir el proceso en sistemas funcionales) y las preguntas pueden referirse a cualquier condición anormal relacionada con la planta, no sólo con fallas en los equipos, componentes o variaciones del proceso.
El propósito del análisis “¿Qué pasa si?” es la identificación de riesgos, situaciones riesgosas o eventos específicos accidentales que podrían traer una consecuencia indeseable. Un grupo experimentado de personas identifica posibles situaciones de accidente, sus consecuencias, protecciones existentes y, entonces, sugieren alternativas para la reducción de los riesgos.
En su forma más simple, la técnica del análisis “¿Qué pasa si?” genera una lista de preguntas y respuestas a cerca del proceso. También puede resultar en una lista tabular de situaciones riesgosas (sin una priorización o implicación cuantitativa para los potenciales escenarios de accidente).
Está técnica usualmente revisa el proceso al comenzar en la recepción de la materia prima y seguir con el flujo normal, hasta el final del mismo (a menos que las fronteras del estudio se establezcan de otra manera en el estudio). Estas preguntas y problemas sugieren a menudo causas específicas para las situaciones de accidentes identificadas. Un ejemplo de una pregunta “¿Qué pasa si?”, es:
¿Qué pasa si la materia prima se encuentra en una concentración errónea?
El grupo podría entonces atreverse a determinar cómo el proceso podría responder; para el ejemplo:
“Si la concentración de ácido fuera el doble, la reacción podría no ser controlada y resultaría en una reacción exotérmica acelerada.”
Entonces, el grupo podría recomendar, por ejemplo, instalar un sistema de parada de emergencia o tomar medidas especiales de prevención cuando se adicione la materia prima al reactor.
Las preguntas y respuestas, incluyendo riesgos, consecuencias, dispositivos de seguridad, y posibles soluciones, deben documentarse.
La información necesaria para un análisis “¿Qué pasa si…?” incluye la descripción de los procesos, diagramas, y procedimientos de operación. Es importante que toda la información esté disponible para el grupo de evaluación de riesgos, preferiblemente en forma previa a las reuniones del grupo.
Si lo que se está revisando es una instalación existente, la entrevista de personal de operación, mantenimiento o servicios, podría ser de utilidad para el grupo de trabajo. Adicionalmente, se debe considerar una visita a las instalaciones en referencia.
Las reuniones de revisión deben comenzar con una breve explicación del proceso por analizar por parte del personal de planta que tenga un conocimiento general tanto de la planta como del proceso. En esta presentación, se debe dar también relevancia a los procedimientos generales de seguridad de la planta, equipo de seguridad y procedimientos de control de exposición.
Existen dos formas de conducir las reuniones de revisión. Una es listar todas las preguntas o dudas que se puedan tener en cuanto a riesgos de seguridad y, posteriormente, comenzar a analizarlas por el grupo. La otra forma es trabajar pregunta por pregunta, analizar sus implicaciones y llegar hasta las recomendaciones, antes de pasar a realizar la siguiente pregunta.
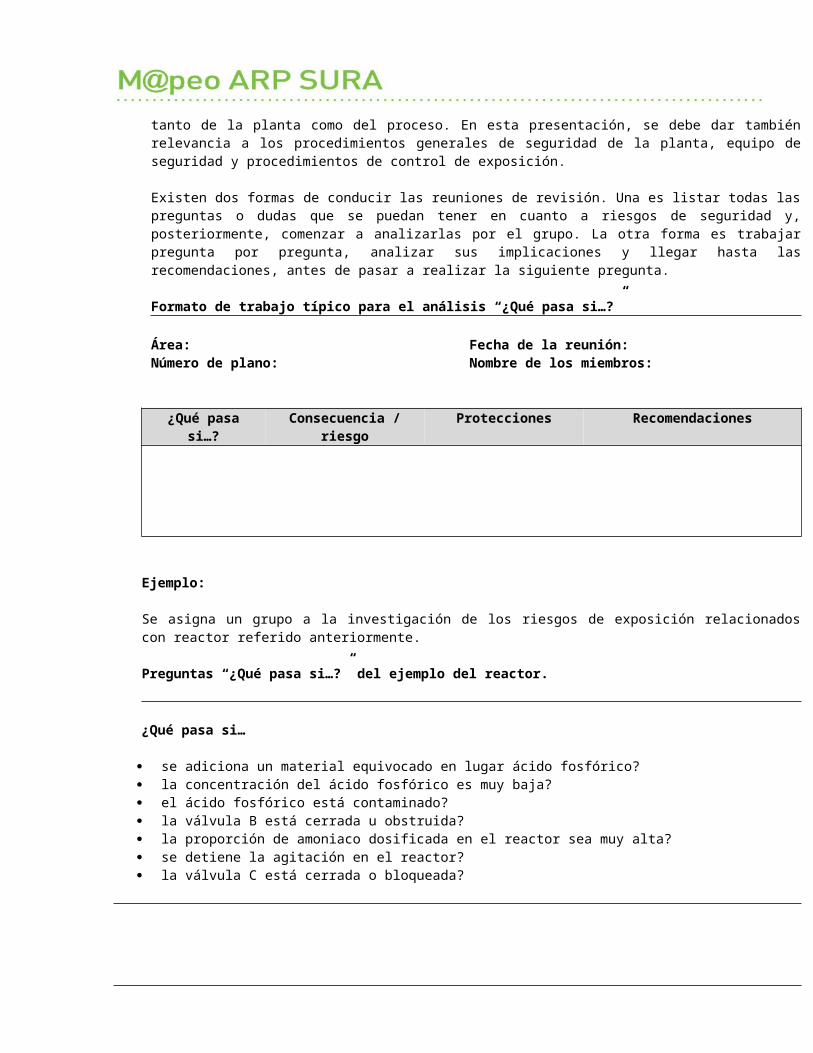
Formato de trabajo típico para el análisis “¿Qué pasa si…?”
Área: Fecha de la reunión: Número de plano: Nombre de los miembros:
¿Qué pasa
si…?Consecuencia /
riesgoProtecciones Recomendaciones
Ejemplo:
Se asigna un grupo a la investigación de los riesgos de exposición relacionados con reactor referido anteriormente.
Preguntas “¿Qué pasa si…?” del ejemplo del reactor.
¿Qué pasa si…
se adiciona un material equivocado en lugar ácido fosfórico? la concentración del ácido fosfórico es muy baja? el ácido fosfórico está contaminado? la válvula B está cerrada u obstruida? la proporción de amoniaco dosificada en el reactor sea muy alta? se detiene la agitación en el reactor? la válvula C está cerrada o bloqueada?
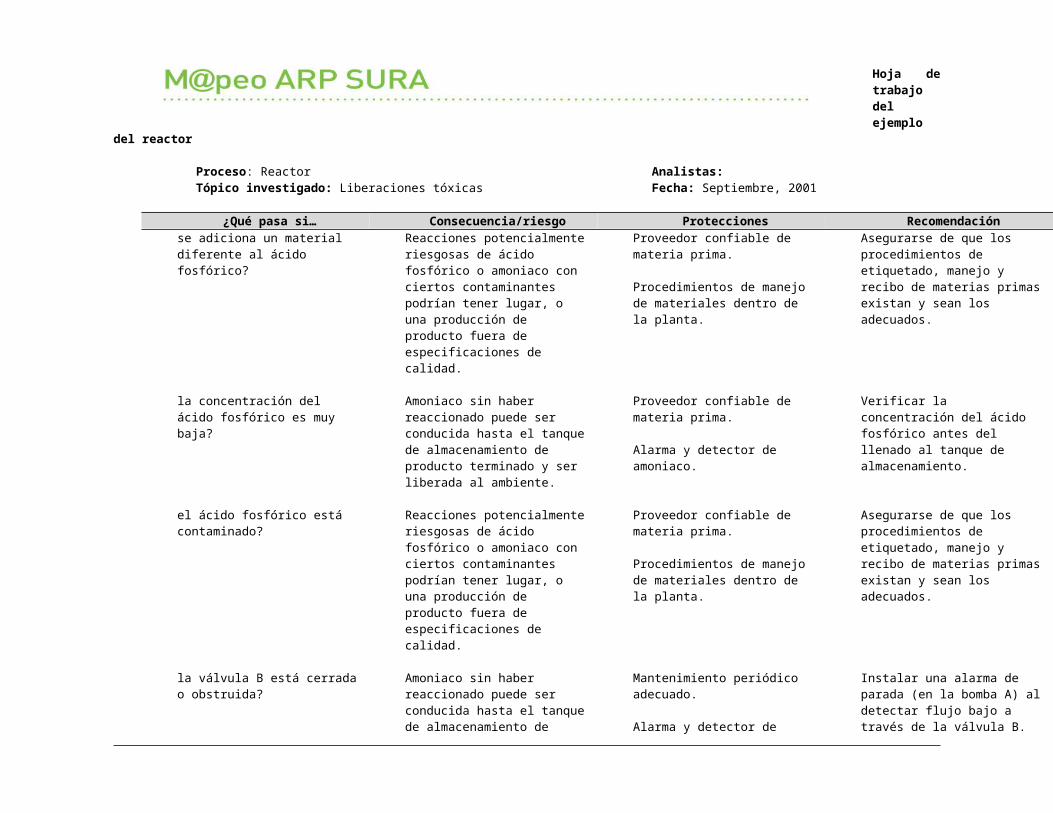
Hoja de trabajo del ejemplo
del reactor
Proceso: Reactor Analistas: Tópico investigado: Liberaciones tóxicas Fecha: Septiembre, 2001
¿Qué pasa si… Consecuencia/riesgo Protecciones Recomendaciónse adiciona un material diferente al ácido fosfórico?
Reacciones potencialmente riesgosas de ácido fosfórico o amoniaco con ciertos contaminantes podrían tener lugar, o una producción de producto fuera de especificaciones de calidad.
Proveedor confiable de materia prima.
Procedimientos de manejo de materiales dentro de la planta.
Asegurarse de que los procedimientos de etiquetado, manejo y recibo de materias primas existan y sean los adecuados.
la concentración del ácido fosfórico es muy baja?
Amoniaco sin haber reaccionado puede ser conducida hasta el tanque de almacenamiento de producto terminado y ser liberada al ambiente.
Proveedor confiable de materia prima.
Alarma y detector de amoniaco.
Verificar la concentración del ácido fosfórico antes del llenado al tanque de almacenamiento.
el ácido fosfórico está contaminado?
Reacciones potencialmente riesgosas de ácido fosfórico o amoniaco con ciertos contaminantes podrían tener lugar, o una producción de producto fuera de especificaciones de calidad.
Proveedor confiable de materia prima.
Procedimientos de manejo de materiales dentro de la planta.
Asegurarse de que los procedimientos de etiquetado, manejo y recibo de materias primas existan y sean los adecuados.
la válvula B está cerrada o obstruida?
Amoniaco sin haber reaccionado puede ser conducida hasta el tanque de almacenamiento de producto terminado y ser liberada al ambiente.
Mantenimiento periódico adecuado.
Alarma y detector de amoniaco.
Indicador de flujo en la línea de ácido fosfórico.
Instalar una alarma de parada (en la bomba A) al detectar flujo bajo a través de la válvula B.
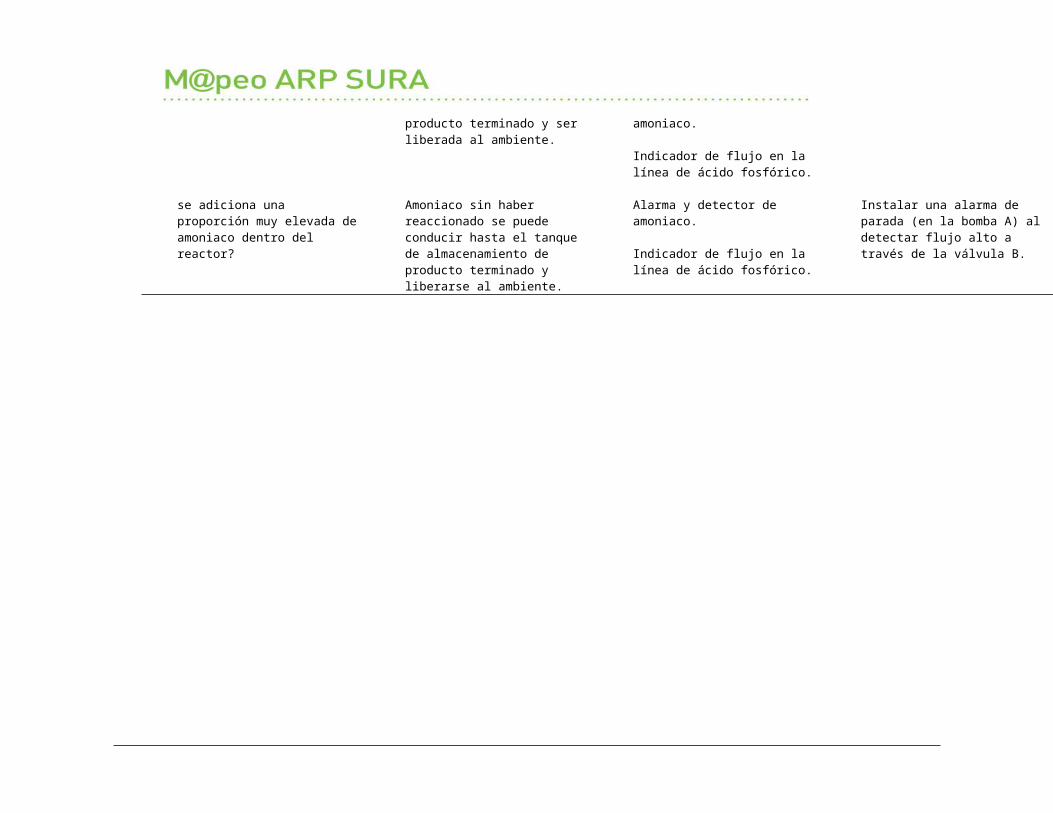
se adiciona una proporción muy elevada de amoniaco dentro del reactor?
Amoniaco sin haber reaccionado se puede conducir hasta el tanque de almacenamiento de producto terminado y liberarse al ambiente.
Alarma y detector de amoniaco.
Indicador de flujo en la línea de ácido fosfórico.
Instalar una alarma de parada (en la bomba A) al detectar flujo alto a través de la válvula B.
6.2 Análisis de riesgo y operatividad HAZOP.
El análisis de riesgo y operatividad se desarrolló para identificar y evaluar riesgos de seguridad en instalaciones de proceso, y para identificar problemas de operación los cuales, aún cuando no representen un riesgo de seguridad, pudieran comprometer la capacidad de la planta para alcanzar la productividad de diseño.
El uso de la técnica de análisis HAZOP requiere de una fuente detallada de información concerniente al diseño y operación del proceso en mención. Así que, por lo general esta técnica se usa para analizar procesos durante o después de la fase de diseño de detalle.
Un líder de grupo experimentado sistemáticamente guía al grupo a través del diseño de la planta mediante un grupo predeterminado de palabras fijas, llamadas palabras guías. Estas palabras guías se aplican a puntos específicos de estudio o nodos de estudio en el diseño de la planta y se combinan con parámetros específicos de proceso con el fin de identificar desviaciones potenciales con respecto a las operaciones de la planta examinadas originalmente.
Por ejemplo, la palabra guía “No”, combinada con el parámetro de proceso “Flujo” resulta en la desviación “No Flujo”. Algunas veces, el líder del grupo utilizará una lista de revisión o su propia experiencia para ayudar al resto del grupo a desarrollar el listado de desviaciones que el grupo considere necesario para analizar en las reuniones de HAZOP. El grupo entonces deberá ponerse de acuerdo en cuanto a las posibles causas de las desviaciones. Por ejemplo, un error del operador ocasiona un bloqueo en la bomba, las consecuencias de las desviaciones, por ejemplo, sobrecalentamiento de la bomba, y de las protecciones adecuadas para las desviaciones, por ejemplo, válvula de alivio en la línea de descarga de la bomba. Si las causas y sus consecuencias son significantes y las protecciones son inadecuadas, el grupo podría recomendar acciones de seguimiento a la gerencia. En algunos casos, el grupo pude identificar una desviación con causas fundamentadas pero con consecuencias desconocidas (por ejemplo, un producto de una reacción desconocida) y recomendar estudios posteriores para determinar las posibles consecuencias.
El análisis HAZOP requiere de P&ID (Pipes and Instrumentation Drawings) actualizados o diagramas equivalentes, así como otra información detallada respecto al proceso, como procedimientos de operación. Asimismo, un análisis HAZOP requiere de conocimiento considerable respecto al proceso, instrumentación, y operación. Esta información, normalmente, la proporciona los miembros del grupo, los cuales deben ser expertos en estas áreas.
Imperial Chemical Industries (ICI) originalmente definió que la técnica del análisis HAZOP debía llevarse a cabo por un grupo interdisciplinario.
El estudio HAZOP se concentra en puntos específicos del proceso o de las operaciones, llamados nodos de estudio, secciones de proceso o pasos de operación. Un propósito de las palabras guía es asegurarse de que todas las desviaciones relevantes o parámetros de proceso se evalúen.
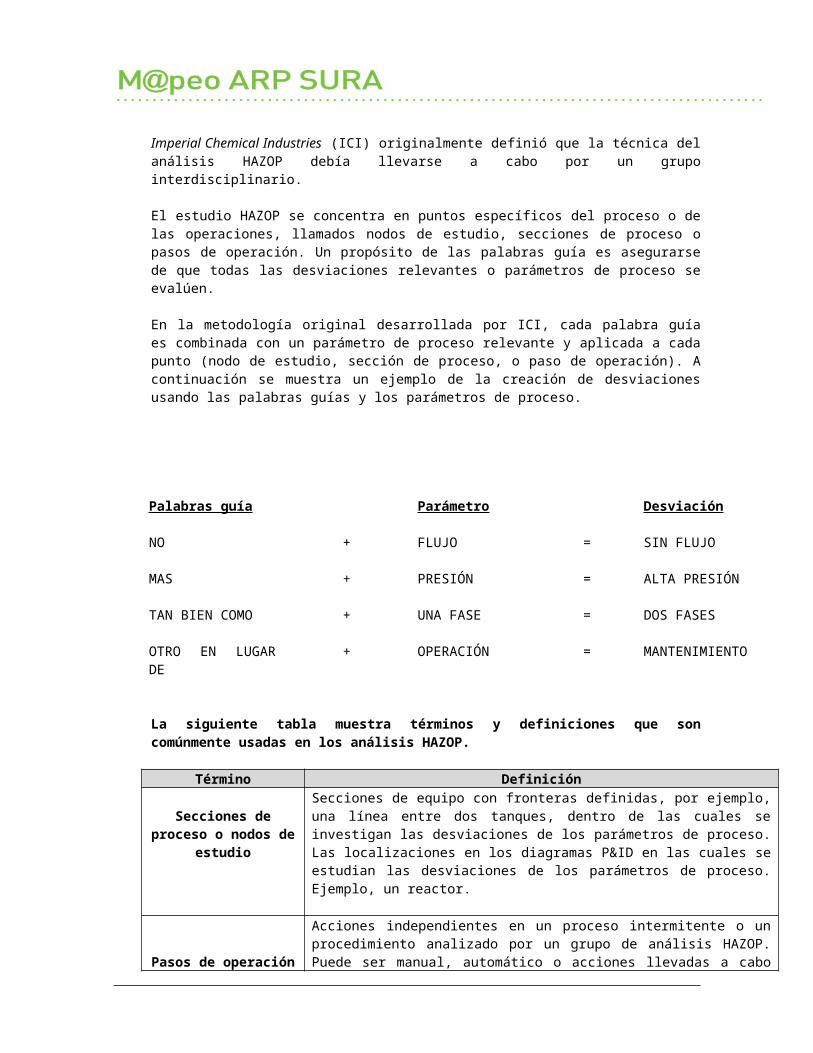
En la metodología original desarrollada por ICI, cada palabra guía es combinada con un parámetro de proceso relevante y aplicada a cada punto (nodo de estudio, sección de proceso, o paso de operación). A continuación se muestra un ejemplo de la creación de desviaciones usando las palabras guías y los parámetros de proceso.
Palabras guía Parámetro Desviación
NO + FLUJO = SIN FLUJO
MAS + PRESIÓN = ALTA PRESIÓN
TAN BIEN COMO + UNA FASE = DOS FASES
OTRO EN LUGAR DE
+ OPERACIÓN = MANTENIMIENTO
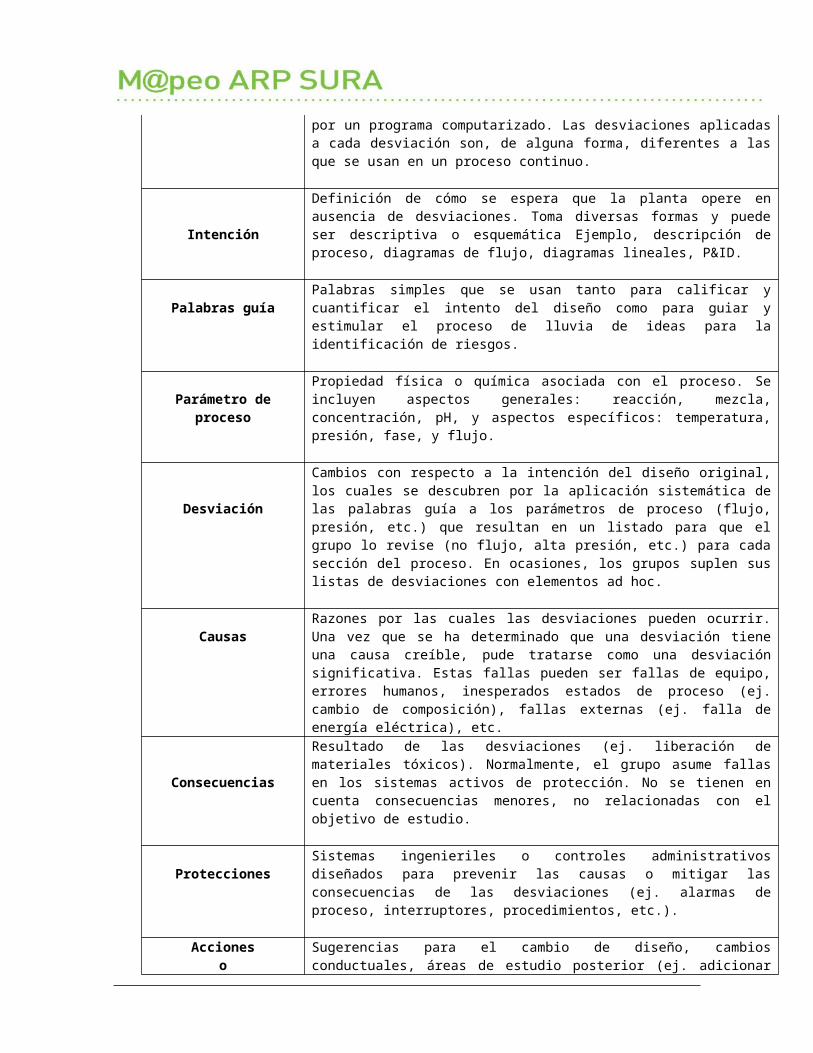
La siguiente tabla muestra términos y definiciones que son comúnmente usadas en los análisis HAZOP.
Término Definición
Secciones de proceso o nodos de
estudio
Secciones de equipo con fronteras definidas, por ejemplo, una línea entre dos tanques, dentro de las cuales se investigan las desviaciones de los parámetros de proceso. Las localizaciones en los diagramas P&ID en las cuales se estudian las desviaciones de los parámetros de proceso. Ejemplo, un reactor.
Pasos de operación
Acciones independientes en un proceso intermitente o un procedimiento analizado por un grupo de análisis HAZOP. Puede ser manual, automático o acciones llevadas a cabo por un programa computarizado. Las desviaciones aplicadas a cada desviación son, de alguna forma, diferentes a las que se usan en un proceso continuo.
Intención
Definición de cómo se espera que la planta opere en ausencia de desviaciones. Toma diversas formas y puede ser descriptiva o esquemática Ejemplo, descripción de proceso, diagramas de flujo, diagramas lineales, P&ID.
Palabras guíaPalabras simples que se usan tanto para calificar y cuantificar el intento del diseño como para guiar y estimular el proceso de lluvia de ideas para la identificación de riesgos.
Parámetro de proceso
Propiedad física o química asociada con el proceso. Se incluyen aspectos generales: reacción, mezcla, concentración, pH, y aspectos específicos: temperatura, presión, fase, y flujo.
Desviación
Cambios con respecto a la intención del diseño original, los cuales se descubren por la aplicación sistemática de las palabras guía a los parámetros de proceso (flujo, presión, etc.) que resultan en un
listado para que el grupo lo revise (no flujo, alta presión, etc.) para cada sección del proceso. En ocasiones, los grupos suplen sus listas de desviaciones con elementos ad hoc.
CausasRazones por las cuales las desviaciones pueden ocurrir. Una vez que se ha determinado que una desviación tiene una causa creíble, pude tratarse como una desviación significativa. Estas fallas pueden ser fallas de equipo, errores humanos, inesperados estados de proceso (ej. cambio de composición), fallas externas (ej. falla de energía eléctrica), etc.
Consecuencias
Resultado de las desviaciones (ej. liberación de materiales tóxicos). Normalmente, el grupo asume fallas en los sistemas activos de protección. No se tienen en cuenta consecuencias menores, no relacionadas con el objetivo de estudio.
ProteccionesSistemas ingenieriles o controles administrativos diseñados para prevenir las causas o mitigar las consecuencias de las desviaciones (ej. alarmas de proceso, interruptores, procedimientos, etc.).
Accioneso
recomendaciones
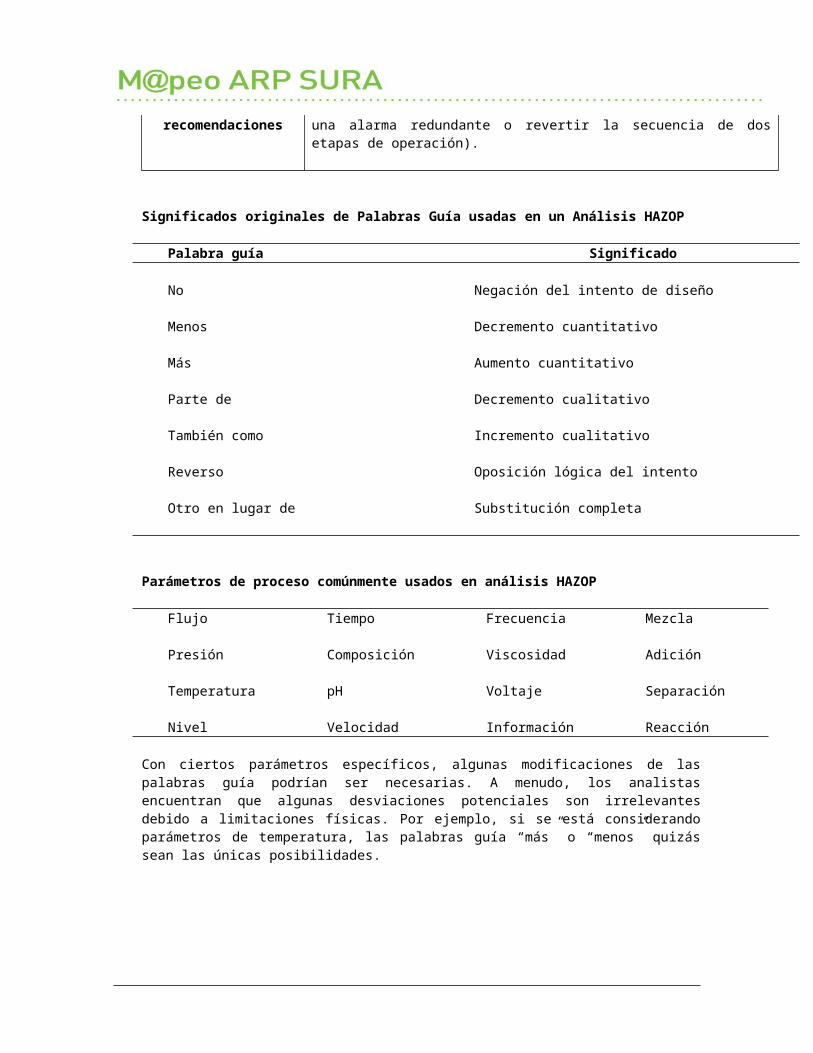
Sugerencias para el cambio de diseño, cambios conductuales, áreas de estudio posterior (ej. adicionar una alarma redundante o revertir la secuencia de dos etapas de operación).
Significados originales de Palabras Guía usadas en un Análisis HAZOP
Palabra guía Significado
No
Menos
Más
Parte de
También como
Reverso
Otro en lugar de
Negación del intento de diseño
Decremento cuantitativo
Aumento cuantitativo
Decremento cualitativo
Incremento cualitativo
Oposición lógica del intento
Substitución completa
Parámetros de proceso comúnmente usados en análisis HAZOP
Flujo
Presión
Temperatura
Nivel
Tiempo
Composición
pH
Velocidad
Frecuencia
Viscosidad
Voltaje
Información
Mezcla
Adición
Separación
Reacción
Con ciertos parámetros específicos, algunas modificaciones de las palabras guía podrían ser necesarias. A menudo, los analistas encuentran que algunas desviaciones potenciales son irrelevantes debido a limitaciones físicas. Por ejemplo, si se está considerando parámetros de temperatura, las palabras guía “más” o “menos” quizás sean las únicas posibilidades.
El desarrollo de la técnica de análisis HAZOP requiere que el diagrama de proceso o procedimiento, se divida en nodos de estudio, secciones de proceso o pasos de operación para que los riesgos del proceso sean cubiertos por las palabras guía.
Tan pronto como el grupo aplica todas las palabras guía relevantes a cada sección de proceso o etapa, ellos deben tomar nota, ya sea de (1) la desviación con sus causas, consecuencias, protecciones y acciones, o (2) la necesidad de mayor información para evaluar la desviación. Tan pronto se identifiquen situaciones riesgosas, el líder del equipo deberá asegurarse de que todos los miembros del grupo las entienden.
En la práctica, los líderes de un grupo HAZOP deberán tener el compromiso de no perder el sentido del estudio, al permitir el suficiente tiempo para considerar soluciones fáciles de resolver, sin permitir que se pierda demasiado tiempo diseñando soluciones. Podría no ser apropiado, e inclusive posible, que el grupo no encuentre una solución durante la reunión.
Ejemplo.
Mediante el ejemplo del reactor DAP previamente analizado bajo la técnica de “¿Qué pasa si…?”, se realizará un estudio HAZOP con el fin de evaluar los riesgos al personal.
Sección de Proceso: Línea de alimentación de ácido fosfórico al reactor DAP.
Intención de Diseño:
Adicionar el ácido fosfórico a una tasa de alimentación controlada hacia el reactor DAP.
Palabra Guía: No Parámetro de Proceso: Flujo
Desviación: No flujo
Consecuencias: (1) Exceso de amoniaco en el reactor, provocando una aceleración en la reacción…
(2) Amoniaco sin reaccionar en el tanque de almacenamiento de DAP, con los subsecuentes problemas…
(3) Liberación de amoniaco no reaccionada del tanque de almacenamiento de DAP hacia el área de trabajo cerrada.
(4) Pérdida de producción de DAP
Causas: (1) Falta de suministro dentro del tanque de dosificación de ácido fosfórico.
(2) Falla en el indicador o controlador de flujo alto.
(3) Calibración en un nivel muy bajo del controlador de flujo por parte de un operador.
(4) La válvula de control B, en la línea de ácido fosfórico, falla y se cierra.
(5) Bloqueo (taponamiento) en la línea.
(6) Fuga o ruptura en algún punto de la línea.
Protecciones: (1) Mantenimiento periódico a la válvula B.
Planes de Acción: (1) Considerar el instalar una alarma o parada para el sistema por bajo flujo de ácido fosfórico hacia el reactor.
(2) Asegurarse de que el mantenimiento e inspección a la válvula B sea el adecuado.
(3) Considerar el uso de un tanque cubierto para el almacenamiento del DAP.
Este proceso deberá repetirse con otras combinaciones de palabras guía y parámetros de proceso para cada sección del diseño. Cada sección de proceso se evalúa, y la información relevante se registra en la mesa de estudio del HAZOP. La tabla de resultados finales de este ejercicio, que muestra únicamente algunas secciones seleccionadas y sus desviaciones, se vería de la siguiente manera:
Equipo de trabajo: HAZOP Grupo #3
Número de dibujo: 70-0BP-57100
Fecha de la reunión: 9/27/01 Número de Revisión: 3
Número departida Desviación Causas Consecuencias Protecciones Planes de acción
1.0 Recipiente – Tanque de dosificación de solución de Amoniaco. Almacena en forma segura amoniaco para su dosificación a temperatura y presión atmosféricas (ref. al diagrama).
1.1 Alto nivel La transferencia de amoniaco desde la estación de descarga se realiza sin suficiente espacio en el tanque de dosificación.
El indicador de nivel del tanque de almacenamiento de amoniaco, falla en nivel alto.
Potencial liberación de amoniaco a la atmósfera.
Indicador de nivel en el tanque de dosificación.
Válvula de alivio hacia la atmósfera en el tanque de almacenamiento de amoniaco.
Revisar los procedimientos de descarga de amoniaco, con el fin de asegurarse de que exista el suficiente espacio en el tanque de dosificación, antes de su transferencia.
Considerar el dirigir la descarga de la válvula de alivio hacia el tanque lavador de gases (scrubber)
Considerar la instalación de una alarma independiente de alto nivel para el tanque de dosificación de amoniaco.
Equipo de trabajo: HAZOP Grupo #3
Número de dibujo: 70-0BP-57100
Fecha de la reunión: 9/27/01 Número de Revisión: 3
Número departida Desviación Causas Consecuencias Protecciones Planes de acción
2.0 Línea – Línea de adición de amoniaco hacia el reactor DAP. Conduce amoniaco hacia el reactor a X gpm. y a Z psig. (ref. al diagrama).
2.1
2.9
Alto flujo
Fuga
La válvula de control A en la línea de adición de amoniaco falla al abrir.
El indicador de flujo falla en el nivel bajo.
El operador calibra el flujo de amoniaco demasiado alto.
Corrosión, erosión, etc.
Impacto externo.
Fuga en empaques y sellos.
Errores de mantenimiento.
.Excedente de amoniaco sin reaccionar es enviada hasta el tanque de almacenamiento de DAP y se derrama en el área laboral.
Pequeña fuga continua de amoniaco hacia el área laboral.
Mantenimiento periódico a la válvula A.
Detector y alarma de amoniaco.
Mantenimiento periódico a la línea.
Rondas de inspección periódicas del operador en el área de proceso del DAP.
Considerar la instalación de una alarma de parada para el sistema en una condición de alto flujo de amoniaco hacia el reactor.
Asegurarse de que la inspección y el mantenimiento a la válvula A, sean adecuados.
Asegurarse de que exista ventilación adecuada en el área cerrada del área laboral y/o considerar el tener un tanque cerrado para el almacenamiento de DAP.
Asegurarse de que exista la adecuada ventilación en el área cerrada laboral.
Equipo de trabajo: HAZOP Grupo #3 Número de dibujo: 70-0BP-57100Fecha de la reunión: 9/27/01 Número de Revisión: 3
Número departida Desviación Causas Consecuencias Protecciones
Planes de acción
3.0 Recipiente – Tanque de dosificación de solución de ácido fosfórico. Almacena en forma segura ácido para su dosificación a temperatura y presión atmosféricas (ref. al diagrama)
3.7 Baja concentración de ácido fosfórico.
Suministro por parte del proveedor de ácido fosfórico con baja concentración.
Error en la carga de ácido fosfórico al tanque de dosificación.
Amoniaco sin reaccionar en el reactor es enviada hasta el tanque de almacenamiento de DAP y se libera al área laboral.
Procedimiento de descarga y almacenamiento de ácido fosfórico.
Alarma y detector de amoniaco.
Asegurarse de que existan los procedimientos adecuados para el manejo, recibo y etiquetado de materiales.
Considerar el verificar la concentración de ácido fosfórico en el tanque de almacenamiento, antes de ser transferido hacia el tanque de dosificación.
Asegurarse de que exista la ventilación adecuada en el área cerrada de operación y/o considerar el utilizar un tanque cerrado de almacenamiento de DAP.
Equipo de trabajo: HAZOP Grupo #3
Número de dibujo: 70-0BP-57100
Fecha de la reunión: 9/27/01 Número de Revisión: 3
Número departida Desviación Causas Consecuencias Protecciones Planes de acción
4.0 Línea – Línea de adición de ácido fosfórico hacia el reactor DAP. Conduce ácido fosfórico hacia el reactor a X gpm. y a Z psig. (ref. al diagrama)
4.2 Bajo/No Flujoa Falta de suministro de ácido fosfórico en el tanque de almacenamiento.
Indicador de flujo, falla a nivel alto
El operador calibra el flujo de ácido muy bajo.
La válvula de control B en la línea de adición de ácido, falla y se cierra.
Línea tapada u obstruida.
Fuga o ruptura en la línea
Amoniaco sin reaccionar en el reactor se conduce hasta el tanque de almacenamiento de DAP y se libera al área laboral.
Mantenimiento periódico a la válvula B.
Alarma y detector de amoniaco.
Considerar el instalar una alarma de parada para el sistema para una condición de bajo flujo de ácido fosfórico hacia el reactor.
Asegurarse de que se efectúe la adecuada inspección y mantenimiento a la válvula B.
Asegurarse de que exista la ventilación adecuada en el área laboral y/o considerar el usar un tanque cerrado para el almacenamiento de DAP.
a Estas desviaciones se discutieron separadamente, pero en esta tabla se consideran en forma combinada.
Equipo de trabajo: HAZOP Grupo #3
Número de dibujo: 70-0BP-57100
Fecha de la reunión: 9/27/01 Número de Revisión: 3
Número departida Desviación Causas Consecuencias Protecciones Planes de acción
5.0 Recipiente – Reactor DAP. Contiene la reacción a X °C y a Z psig. (ref. al diagrama)
5.10 Falta de agitación. Falla del motor del agitador.
Falla en la flecha de transmisión o en el motor reductor del agitador.
Falla del operador al encender el agitador.
Amoniaco sin reaccionar en el reactor se conduce hasta el tanque de almacenamiento de DAP y se libera al área laboral.
Alarma y detector de amoniaco.
Considerar el instalar una alarma de parada para el sistema para una condición falta de agitación.
Asegurarse de que exista la ventilación adecuada en el área laboral y/o considerar el usar un tanque cerrado para el almacenamiento de DAP.
Equipo de trabajo: HAZOP Grupo #3 Número de dibujo: 70-0BP-57100Fecha de la reunión: 9/27/01 Número de Revisión: 3
Número departida Desviación Causas Consecuencias Protecciones Planes de acción
6.0 Línea – Línea de descarga de DAP del reactor hacia el tanque de almacenamiento de DAP. Conduce producto a un flujo de X gpm. y a Z psig. (ref. al diagrama)
6.3 Retorno de flujo / flujo mal direccionado
No existen causas creíbles
No existen efectos significativos.
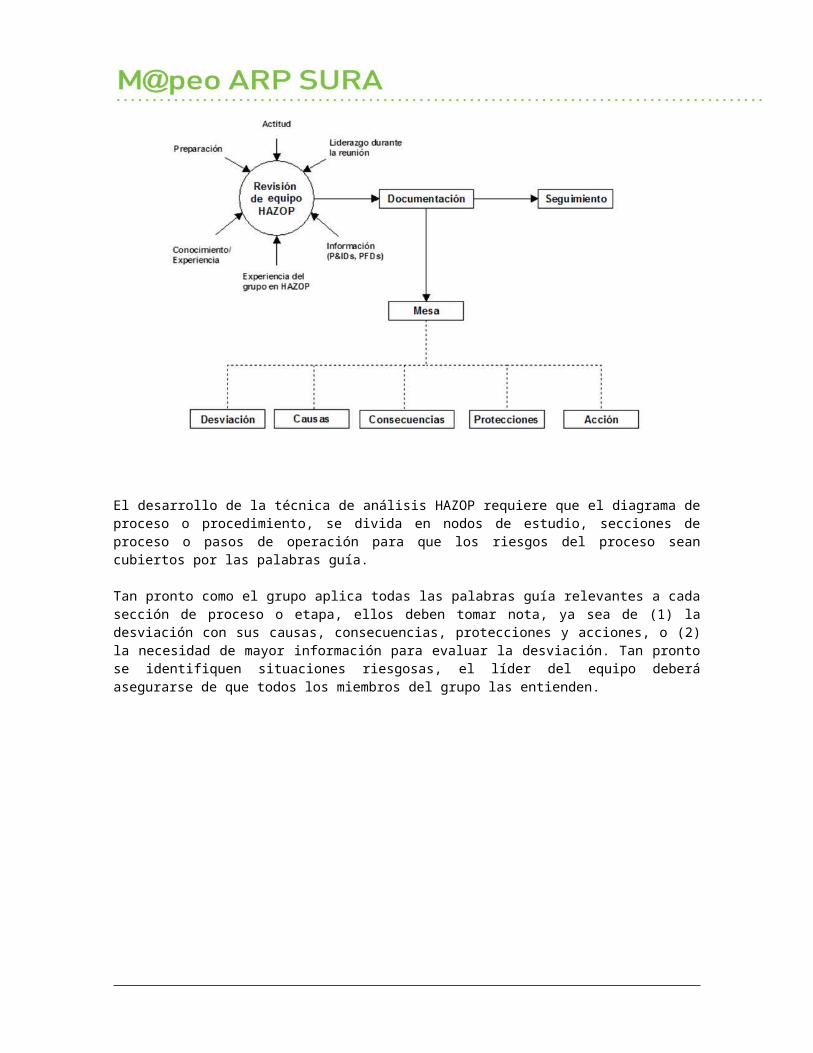
Equipo de trabajo: HAZOP Grupo #3
Número de dibujo: 70-0BP-57100
Fecha de la reunión: 9/27/01 Número de Revisión: 3
Número departida Desviación Causas Consecuencias Protecciones Planes de acción
7.0 Recipiente – Tanque de almacenamiento de DAP. Almacena el producto terminado a temperatura y presión atmosférica (ref. al diagrama).
7.1 Alto nivel Exceso de flujo proveniente del reactor.
Falta de succión de la estación de carga.
Problemas operacionales ocasionados por el derrame del tanque de almacenamiento de DAP hacia el área laboral (el DAP no representa ningún riesgo de exposición al personal)
Supervisión del operador al nivel del tanque de almacenamiento de DAP.
Considerar el instalar una alarma de alto nivel para el tanque de almacenamiento de DAP.
Considerar el instalar protección contra derrames (dique) alrededor del tanque.
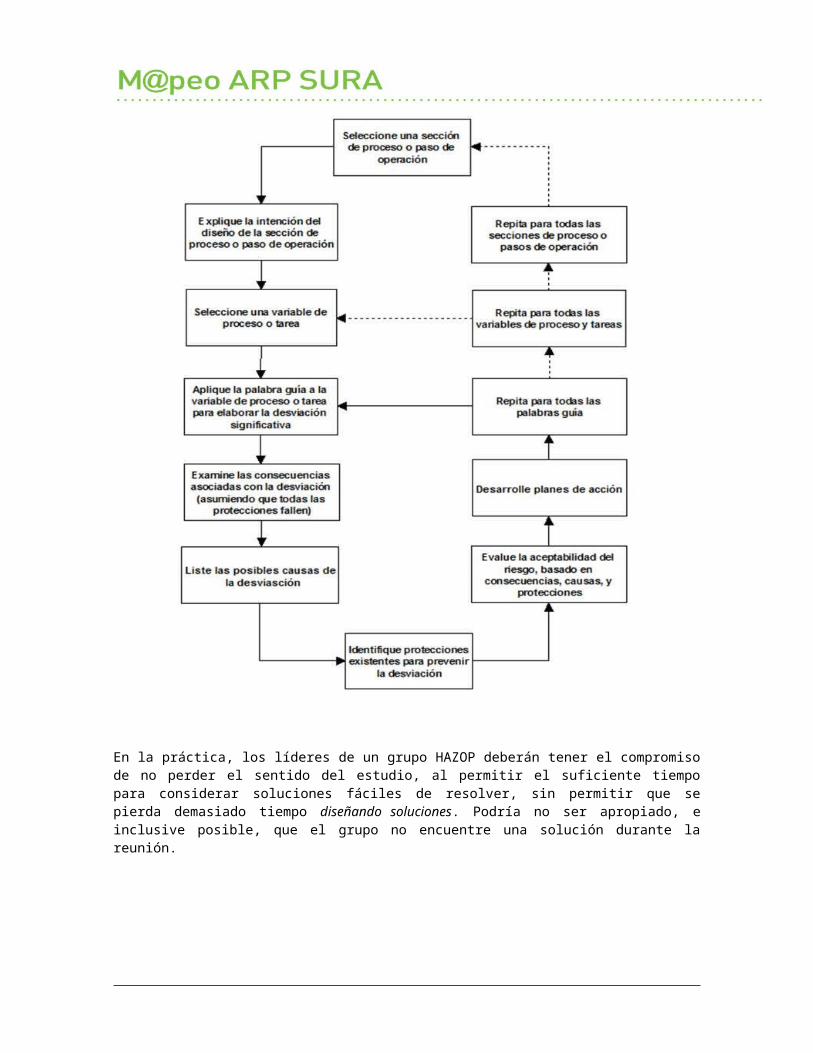
6.3 Análisis de árbol de fallas o Fault Tree Analysis.
El análisis de árbol de fallas (FTA) es una técnica deductiva que se enfoca en un accidente en particular o una falla principal en el sistema, y provee un método para determinar las causas de tal evento. El árbol de fallas es un modelo gráfico que despliega las diversas combinaciones de fallas de equipo y errores humanos que puedan resultar en la falla principal del sistema que nos interesa analizar (llamada evento principal o TOP EVENT). La fortaleza de la técnica FTA como una herramienta cualitativa es su habilidad para identificar las combinaciones de fallas básicas de equipo y errores humanos que puedan resultar en un accidente. Esto le permite al analista encaminar medidas preventivas o de mitigación en causas básicas significantes, para así reducir la probabilidad de que ocurra un accidente.
El árbol de fallas resultante despliega las relaciones lógicas entre eventos básicos y el evento principal (TOP EVENT) previamente seleccionado.
Los eventos principales son situaciones de riesgo específicos los cuales se identifican típicamente a través del uso de alguna otra técnica de evaluación de riesgos más general (ej. análisis ¿Qué pasa si…?, análisis HAZOP, etc.). El modelo del árbol de fallas se puede usar para generar una lista de las combinaciones de falla que pueden dar origen al evento principal de nuestro interés.
Estas combinaciones de falla son conocidas como grupo de componentes. Un grupo mínimo de componentes (MCS) es la combinación más pequeña de componentes de falla, los cuales de existir o existir simultáneamente, van a causar el evento principal. Por ejemplo, un automóvil no va a operar si el grupo de componentes “No combustible” y “Parabrisas roto” ocurre. Sin embargo, la MCS es “No combustible” porque por sí sola puede ocasionar que al evento principal, el que el parabrisas esté roto, no tiene una injerencia determinante en que el automóvil sea o no capaz de operar.
Algunas veces los analistas pueden incluir condiciones especiales o eventos circunstanciales en un modelo de árbol de falla (ej. la existencia de cierta condición de operacional en la planta). Así que, una lista de MCS representa las formas en que un accidente indeseable puede ocurrir, establecidas en fallas de equipo, errores humanos, y circunstancias asociadas.
El árbol de fallas es una representación gráfica de las relaciones entre fallas y un accidente específico.
Símbolos lógicos y de eventos usados en los árboles de falla.
OR GATE(puerta ó)
El evento resultante ocurre si alguno de los eventos de entrada tiene lugar
AND GATE(puerta y)
El evento resultante ocurre sólo sí todos los eventos de entrada existen simultáneamente.
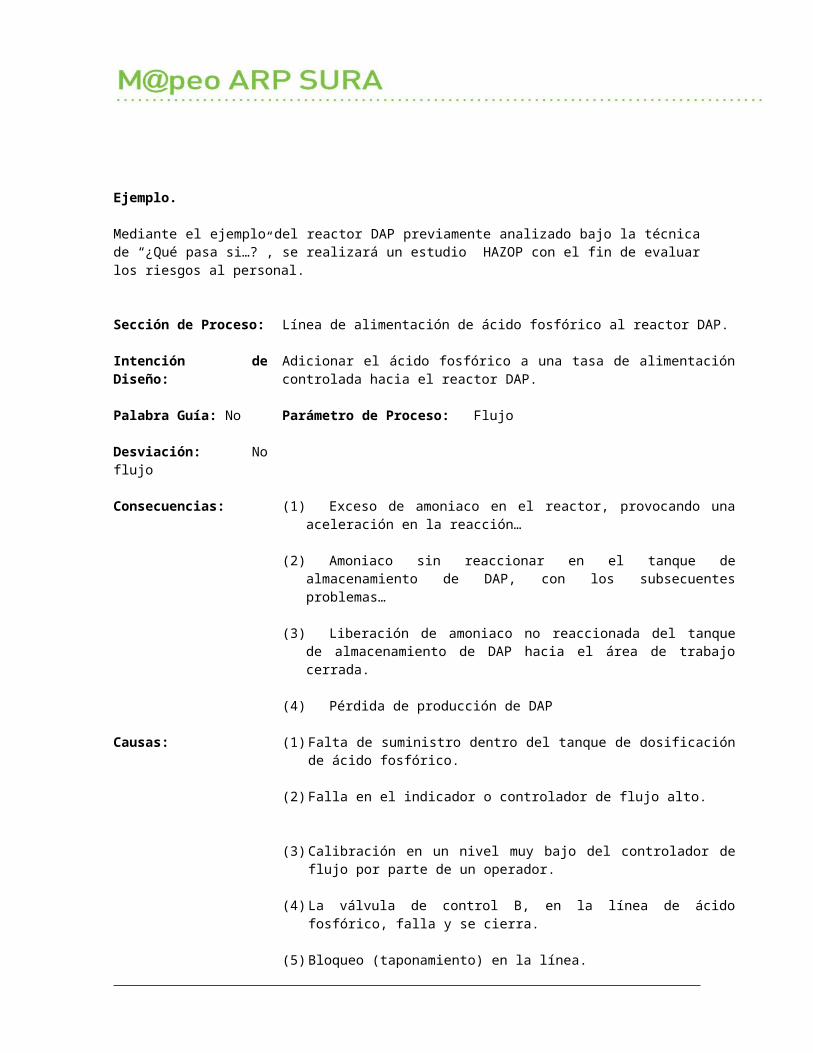
El evento resultante ocurre cuando el
DELAY GATE(Puertas de
retraso)
El evento resultante ocurre cuando el evento de entrada ha ocurrido y el tiempo de retraso especificado ha expirado
INTERMEDIATE EVENT(Evento
intermedio)
Un evento de falla que resulta de las interacciones de otros eventos de falla los cuales han sido desarrollados a través de puertas lógicas como las definidas anteriormente.
BASIC EVENT(Evento básico)
Un componente de falla que no requiere de desarrollo posterior. Un evento básico es el nivel más bajo de resolución en un árbol de falla
UNDEVELOPED EVENT
(Evento no desarrollado)
Un evento de falla que no se examina posteriormente, porque no hay información disponible o el desarrollo posterior de dicho evento sobrepasa el alcance del estudio.
EXTERNAL OR HOUSE EVENT
(Evento externo o de casa)
Una condición o un evento el cual se asume existe como una condición de frontera para el árbol de falla.
TRANSFER IN/OUT SYMBOLS
(Símbolos de transferencia de entrada/salida)
El símbolo de transferencia de entrada indica que el árbol de falla se desarrolla más allá de lo correspondiente por el símbolo de transferencia de salida (ej. en la página siguiente). Los símbolos se etiquetan con números o códigos para asegurar que puedan diferenciarse. Los símbolos de transferencia frecuentemente se usan para evitar el repetir secuencias lógicas en diversos lugares del modelo del árbol de falla.
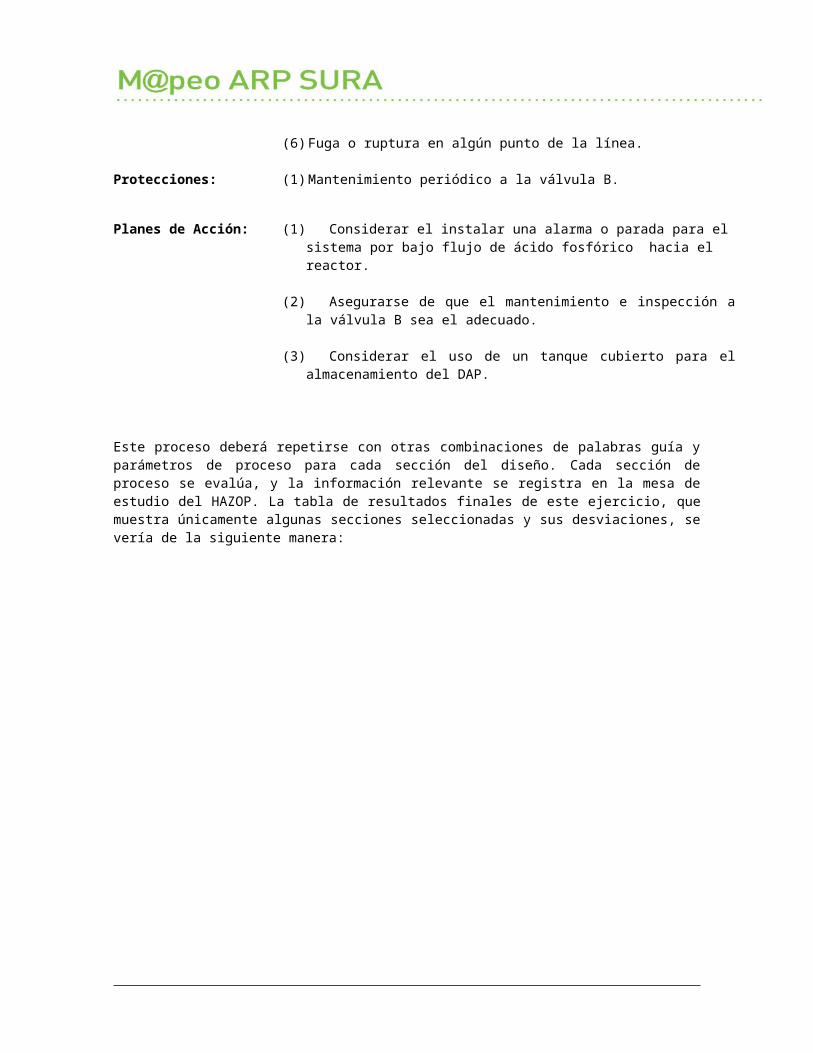
6.3.1 Definiciones.
Eventos de falla y eventos básicos que representan fallas de equipo o humanas (de ahora en adelante, ambas de equipo y humanas son referidas como componentes) pueden dividirse en fallas o faltas. Una falla de componente es una mala operación del mismo que requiere que el componente sea reparado antes de que pueda usarse exitosamente de nuevo. Por ejemplo, cuando la flecha de una bomba se rompe, ésta se clasifica como falla de componente. Un falta del componente es una mala operación la cual “se corregirá” por sí sola una vez que las condiciones que causaron la mala operación sean corregidas. Un ejemplo de una falta del componente es un interruptor que falla al hacer contacto debido a que está húmedo – cuando los contactos del interruptor se sequen el interruptor vuelve a operar normalmente.
Sin importar que una mala operación de un componente sea clasificada como falla o como falta, la consideración básica para el análisis de árbol de falla es la de que todos los componentes se encuentran ya sea en condición de falla o en condición de trabajo. Normalmente, los análisis para subdividir los diferentes estados de operación no son prácticos. Los analistas deben definir las condiciones de falla para cada evento usado en el modelo de árbol de falla. Tanto faltas como fallas descritas en un árbol de falla se pueden clasificar en tres clases: (1) faltas y fallas primarias, (2) faltas y fallas secundarias, y (3) Faltas y fallas de comando.
Faltas y fallas primarias son malas operaciones que ocurren cuando el componente está operando en un ambiente para la cual fue diseñada. Por ejemplo, cuando un recipiente a presión falla a una presión dentro de sus límites de diseño como consecuencia de una soldadura defectuosa, esta es una falla primaria. Faltas y fallas primarias son usualmente atribuibles a un defecto en el componente fallido y no puede ser atribuido a una fuerza o condición externa. Así que, componentes que experimentan una falta o falla primaria son ellos mismos responsables de sus problemas de funcionamiento.
Faltas y fallas secundarias son problemas de funcionamiento de equipo que ocurren en un ambiente para el que la operación del equipo no fue diseñada. Por ejemplo, cuando un recipiente a presión falla debido a que otro sistema falle, ocasiona que la presión interna exceda los límites de diseño del recipiente. Faltas y fallas secundarias no son la responsabilidad del equipo que falló, pero puede ser atribuible a fuerzas y condiciones externas.
Las faltas y fallas de comando, son problemas de funcionamiento de equipo en donde las funciones del componente funcionan como fue diseñado; se considera una mala operación debido a que la función del componente no fue la deseada. Por ejemplo, una alarma de temperatura falla al anunciar temperatura alta en un proceso debido a que el sensor de temperatura falla, por lo que es un comando de falla a la alarma. La alarma experimenta una falla debido a que el sensor falla al enviar el comando a la alarma para que suene cuando la alta temperatura ocurre; así que, no se requiere una reparación para la alarma. Los comandos de falta o falla no son responsabilidad del equipo que falla, pero la falla en el equipo supuestamente se debió al comando del mismo.
Todas estas tres clases de faltas y fallas van a aparecer normalmente en un árbol de fallas. Uno de los objetivos del análisis de árbol de fallas es el identificar los eventos básicos que puedan resultar en un accidente. Estos eventos básicos son faltas y fallas primarias que identifican al componente que es responsable de la falla. Faltas y fallas secundarias y de comando son los eventos de falla intermedios los cuales son posteriormente definidos por las faltas y fallas primarias (eventos básicos).
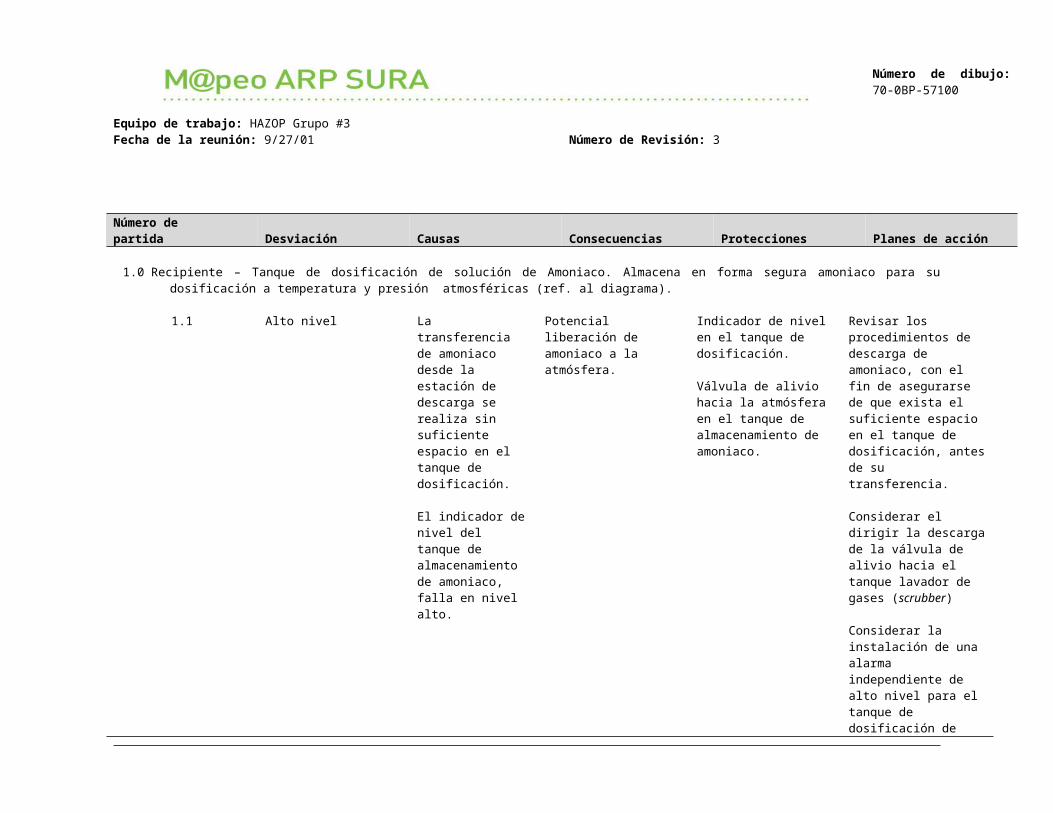
6.3.2 Procedimiento de análisis.
Existen cuatro pasos para el análisis que se deben seguir para llevar a cabo un análisis de árbol de fallas: (1) definir del problema, (2) construir el árbol de fallas, (3) analizar el árbol de fallas cualitativamente, (4) documentación de los resultados.
1º Definir el problema. Para definir el problema usted tiene que seleccionar: (1) El evento principal y (2) Condiciones de frontera para el análisis. Estas condiciones de frontera para el análisis incluyen:
Barreras físicas del sistema Eventos no permitidos Nivel de resolución Condiciones existentes Condiciones iniciales Otras consideraciones
El definir el evento principal es uno de los aspectos más importantes del primer paso. El evento principal es el accidente (o evento no deseado) del cual es objeto el análisis de árbol de fallas (este evento se identifica normalmente a través de otros estudios de evaluación de riesgos). Los eventos principales deberán definirse precisamente para el sistema o planta que se esté analizando porque el realizar un análisis sobre un evento principal superficial o mal definido, puede, frecuentemente, llevar a un resultado ineficiente. Por ejemplo, un evento principal “fuego en la planta” es demasiado general para un análisis de árbol de fallas. Por el contrario, un evento principal apropiado podría ser “una reacción incontrolada de oxidación en un reactor durante su operación normal”. Esta descripción de un evento está bien definida y con un alcance apropiado debido a que dice qué, dónde, y cuándo. El qué (reacción incontrolada) nos dice el tipo de accidente, el donde (un reactor de oxidación) nos dice el sistema o equipo de proceso involucrado en el accidente, y el cuándo (durante la operación normal) nos dice la configuración general del sistema.
Las barreras físicas del sistema delimitan al equipo, las interfaces de los equipos con otros procesos, y los sistemas de servicios o soporte que deberán incluirse en el análisis de árbol de fallas. A lo largo de las fronteras físicas del sistema, el analista deberá especificar el nivel de resolución para los eventos del árbol de fallas (el nivel de resolución simplemente establece la cantidad de detalle de ser incluida en el árbol de fallas). Por ejemplo, una válvula operada con un motor puede incluirse como una pieza independiente del equipo o puede describirse como elemento diferente independiente (ej. cuerpo de la válvula, interiores y el motor). Este despiece podría también incluir el interruptor del reductor, el suministro de energía y al operador humano necesario para activar la operación de la válvula. Un factor que deberá considerarse, en la definición del nivel de resolución, es la cantidad de información detallada de la falla de la que dispone el analista. La resolución de un árbol de fallas deberá limitarse al detalle necesario para satisfacer los objetivos del analista.
Otra condición de frontera es la configuración inicial del equipo o condiciones iniciales de operación. Esta información establece la configuración del sistema y equipo que se incluye en el análisis de árbol de fallas. El analista especifica qué válvulas están abiertas, cuáles están cerradas, qué bombas están operando, cuáles están apagadas, etc., para todo el equipo dentro de las fronteras físicas del sistema. Estas condiciones de frontera describen al sistema en sus condiciones normales y de falla.
Eventos no permitidos son, para el propósito de un análisis de árbol de fallas, aquellos que se consideran increíbles o que, por cualquier otra razón, no deberán considerarse en el análisis. Por ejemplo, las fallas en el cableado pueden excluirse del análisis del sistema de instrumentación. Condiciones existentes son (también para los propósitos de un análisis de árbol de fallas) eventos o condiciones que tienen certeza de ocurrir. Ocasionalmente, los eventos existentes y los no permitidos no aparecen en el árbol de fallas finalizado, pero sus efectos deberán considerarse para el desarrollo de otros análisis.
2º Construir un árbol de fallas. La construcción de un árbol de fallas comienza con el evento principal “Top Event” y continúa, nivel por nivel, hasta que todos los eventos de fallas se han trazado hacia sus causas básicas (eventos básicos). El analista comienza con el evento principal y, para el siguiente nivel, usa un razonamiento deductivo de causa y efecto para determinar las causas inmediatas, necesarias y suficientes, que resulten en un evento principal. El problema puede ser muy simple para un análisis de árbol de fallas. Normalmente, estas no son causas básicas, pero son fallas intermedias que requieren desarrollo adicional. Si el analista puede determinar inmediatamente las causas básicas del evento principal, el problema puede ser muy simple para un análisis de árbol de fallas y podría evaluarse por otra técnica de evaluación de riesgos.
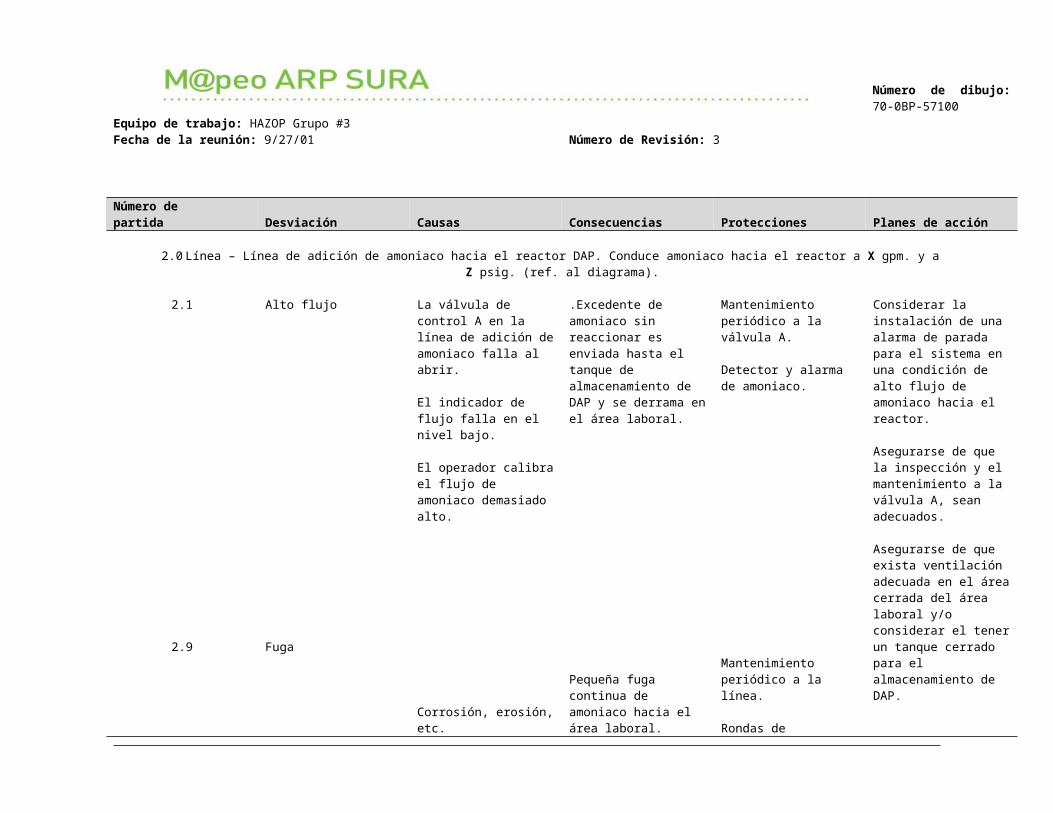
Las causas inmediatas del evento principal son mostradas en el árbol de fallas relacionado con el evento principal. Si cualquiera de las causas inmediatas resulta directamente en el evento principal, estará conectado con el evento principal con una puerta lógica OR. Si todas las causas inmediatas son requeridas para que el evento principal ocurra (como se muestra en el diagrama anterior), estarán conectadas al evento principal con una puerta lógica AND. Cada uno de los eventos intermedios es tratado en la misma forma como el evento principal. Para cada evento intermedio, las causas son determinadas y se muestran en el árbol de falla con la puerta lógica apropiada.El analista continúa este procedimiento hasta que todos los eventos básicos intermedios se han desarrollado hacia sus causas de falla.
A continuación se listan algunas reglas básicas que se han desarrollado para promover consistencia y calidad en el proceso de construcción de un árbol de fallas. Estos lineamientos tienen la intención de enfatizar la importancia de la construcción del modelo del árbol de fallas en forma sistemática y metódica.
Reglas para la construcción de un árbol de fallas.
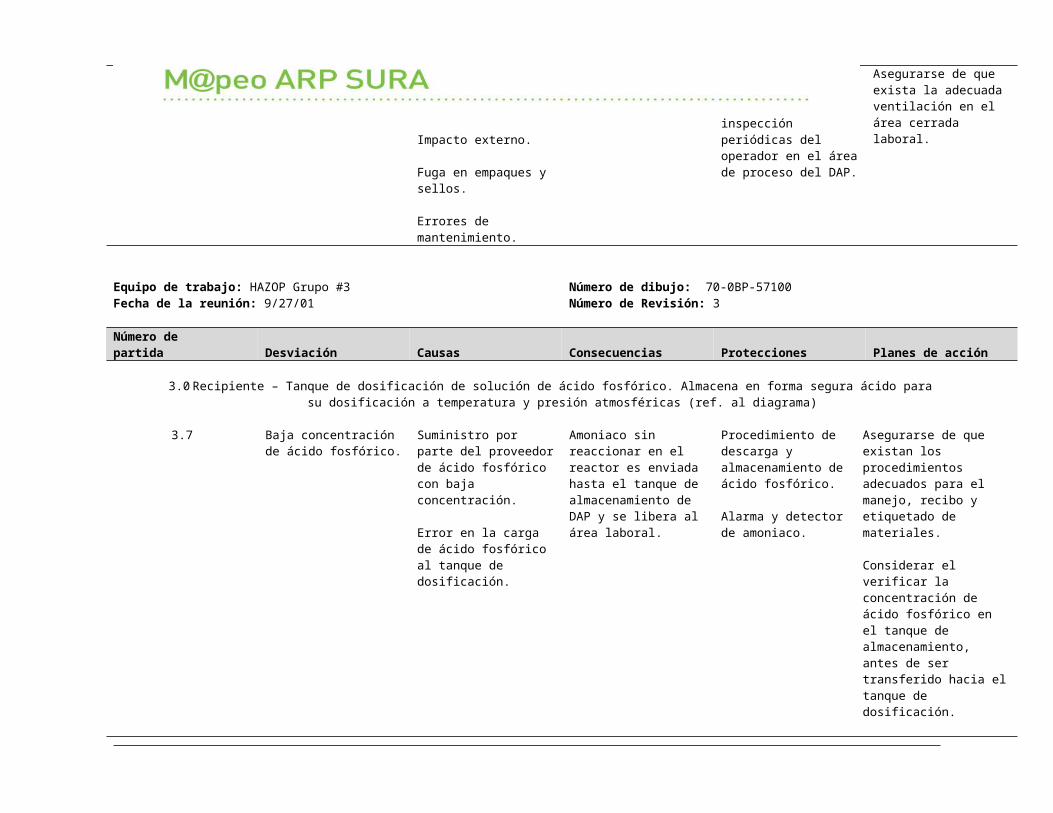
Establecimiento del evento de falla
Escriba los enunciados que se introducen en las cajas y los círculos como fallas. Establezca, en forma precisa, la descripción del componente y el modo de falla de dicho componente. El hacer estas declaraciones tan precisas como sea posible es necesario para completar la descripción del evento de falla. Las porciones del ¿dónde? Y ¿qué? Especifican al equipo y sus estados relevantes de falla. La condición ¿por qué? Describe la situación del sistema con respecto al equipo, así que nos dice por qué dicho estado del equipo se considera una falla. Estas declaraciones deben ser tan completas como sea posible; el analista deberá resistir la tentación de abreviarlas durante la construcción del árbol de falla.
Evaluación de evento de falla
Cuando se lleve a cabo la evaluación de un evento de falla, haga la pregunta ¿esta falla puede considerase como una falla de equipo? Si la respuesta es “sí”, clasifique el evento de falla como “estado de falla del equipo”. Si la respuesta es “no”, clasifique el evento de falla como “estado de falla del sistema”. Esta clasificación ayuda en el desarrollo continuo en el evento de falla. Si el evento es un estado de falla de equipo, coloque una puerta OR al evento de falla y busque las fallas primarias, secundarias o de comando que puedan haber dado como resultado dicho evento. Si el evento de falla es un estado de falla de sistema, busque las causas del evento de falla.
No hay milagros Si el funcionamiento normal del equipo origina una secuencia de falla, asuma que el equipo funciona normalmente. Nunca asuma que la milagrosa y totalmente inesperada falla de un equipo interrumpe o previene el que un accidente ocurra.
Complete cada puerta
Todas las entradas hacia una puerta en particular deberán definirse completamente antes de realizar análisis posteriores de cualquier otra puerta. Para modelos simples, el árbol de falla deberá cubrirse por niveles, y cada nivel se deberá completar antes de comenzar el siguiente nivel. Sin embargo, analistas experimentados podrían considerar esta regla inmanejable durante el desarrollo de árboles de falla grandes.
No conecte una puertacon otra puerta
Las entradas de las puertas deberán definirse propiamente como eventos de falla. Así es: las puertas no deberán conectarse directamente con otras puertas. El utilizar atajos en el desarrollo del árbol de fallas conduce a confusión debido a que las salidas de las puertas no se especifican.
3º Analizar el modelo del árbol de fallas. El árbol de falla completado provee información útil al mostrar cómo interactúan las fallas para dar como resultado un accidente. Sin embargo, aún un analista experimentado no puede identificar, directamente del árbol de fallas, todas las combinaciones de fallas que pueden dar como resultado el accidente de nuestro interés (a menos que esté buscando un árbol de fallas muy simple). Así que discutiremos un método para obtener dichas combinaciones (MCS) para el árbol de fallas (este proceso es también conocido como resolver el árbol de falla). El juego mínimo de condiciones (MCS) son todas las combinaciones de fallas que pueden resultar en el evento de falla principal del árbol. Ellos son, lógicamente, un equivalente a la información desplegada en el árbol. Los MCS son útiles para priorizar las formas en que un accidente puede ocurrir; ellos permiten la cuantificación del árbol de fallas en el caso en que exista la apropiada información disponible. Existen varias formas, manuales y computarizadas, para resolver un modelo de árbol de falla a través de sus mínimas combinaciones (MCS).
La solución del método del árbol de falla consiste en cuatro pasos: (1) identificar todas las puertas y eventos básicos en forma única, (2) resolver todas las puertas dentro de juegos o combinaciones de eventos básicos, (3) remover eventos duplicados dentro de los juegos, y (4) borrar todos los superjuegos (juegos que contengan otros juegos). El resultado del procedimiento es una lista de juegos mínimos de combinaciones (MCS) para el árbol de fallas.
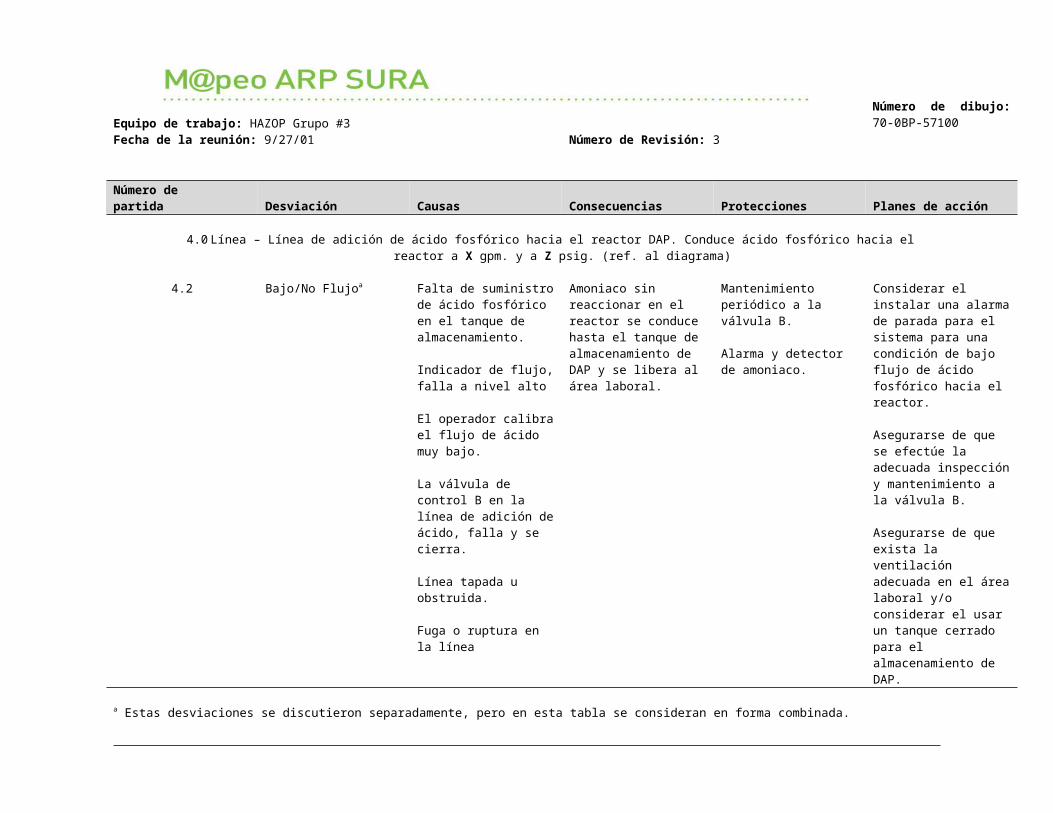
Paso 1: identificar todas las puertas y eventos básicos en forma única. El primer paso es identificar, en forma singular (sin duplicidad), todas las puertas y eventos básicos en el árbol de fallas. Como se puede ver en el ejemplo, las puertas se identifican con letras y los eventos básicos con números. Cada identificación es única y, si un evento básico aparece más de una vez en un árbol de fallas, éste deberá tener el mismo identificador cada vez. Por ejemplo, el evento básico número 2 aparece dos veces en el ejemplo, cada vez con el mismo identificador.
Paso 2: resolver todas las puertas dentro de juegos o combinaciones de eventos básicos. El segundo paso es el resolver todas las puertas dentro de los eventos básicos. Esto se lleva a cabo en un formato de matriz: se comienza con el evento principal (Top event) y se prosigue a través de la matriz hasta que todas las puertas estén resueltas. Las puertas se resuelven al remplazarlas en la matriz con sus respectivas entradas. El evento principal siempre es la primera entrada en la matriz y se alimentad en la primera columna de la primera fila. Existen dos reglas para la alimentación de la información restante en la matriz: la regla de la puerta OR y la regla de la puerta AND.
La regla de la puerta OR. La primer entrada (input) a una puerta OR reemplaza al identificador de la puerta de la matriz, una entrada por fila. En adición, si existen otras entradas en la fila en donde la puerta OR aparezca, estas entradas se deberán repetir en todas las filas que contengan las otras entradas (inputs) a la puerta.
La regla de la puerta AND. Cuando se está resolviendo una puerta AND en una matriz, la primer alimentación (input) a la puerta AND remplaza al identificador de la puerta en la matriz, y las otras alimentaciones a la puerta AND se insertan en la siguiente columna disponible, una alimentación por columna, en la misma fila en donde la puerta AND aparezca. Se resuelve cada puerta subsiguiente y todas las otras entradas a la puerta AND se incluirán en cada nueva fila creada. Las puertas INHIBIT y DELAY se resuelven como si fueran puertas AND.
A A B D
( a ) ( b )
B 1 D C 1 D 2 C
1 4 C
( c ) ( d )
1 2 C 2 1 2 2
1 4 C 1 4 C 2
1 2 3 1 2 3
( a ) ( b )
Estas dos reglas se repetirán tantas veces como sea necesario hasta que se mantengan identificadores de eventos básicos en la matriz.
Las tablas anteriormente expuestas muestran la forma en que se resuelve, mediante las dos reglas, el árbol de fallas anteriormente presentado. Parte (a) la matriz muestra la primera entrada en la matriz, la puerta A, la cual es el evento principal (Top Event) en nuestro ejemplo de árbol de fallas. La puerta A es una puerta AND, así que aplicamos la regla de la puerta AND para resolver la puerta A en sus alimentaciones (inputs), puertas B y D, como se muestra en las Parte (b). Ahora escogemos la siguiente puerta para resolver, por ejemplo, la puerta B. La puerta B es también una puerta AND, así que sus datos de entrada (inputs) se alimentan en la misma fila que la puerta B. Este reemplazo se muestra en la Parte (c).
A continuación, resolvemos la puerta D. La puerta D es una puerta OR, así que su primera entrada de datos (input) reemplaza D, y la segunda se anota en la siguiente fila disponible, como se muestra en la Parte (d). Note que la puerta C es ahora la única puerta que queda en la matriz y que aparece en ambas filas, 1 y 2. Cada suceso de la puerta C se resuelve separadamente. Primero, en la fila 1, nosotros aplicamos la regla de la puerta OR a la puerta C, tal como se muestra en la Parte (e), lo que resulta en un nuevo juego de entradas en la fila 3. Igualmente, nosotros resolvemos el segundo suceso de la puerta C de acuerdo con lo que se muestra en la Parte (f). Esto completa la resolución de las puertas en la matriz. Los resultados de este paso son cuatro grupos de juegos de eventos básicos:
Juego de corte I: 1,2,2Juego de corte II: 1,2,4Juego de corte III: 1,2,3Juego de corte IV: 1,3,4
Paso 3: remover eventos duplicados dentro de los juegos. El tercer paso del procedimiento de solución del árbol de falla es el remover eventos duplicados dentro de cada juego de eventos básicos identificados. Únicamente el juego de corte 1 tiene un evento básico repetido en los resultados: el evento básico 2 aparece duplicado. Cuando nosotros retiramos este evento repetido, los juegos de eventos básicos son:
Juego de corte I: 1,2Juego de corte II: 1,2,4Juego de corte III: 1,2,3Juego de corte IV: 1,3,4
Paso 4: borrar todos los superjuegos (juegos que contengan otros juegos). El cuarto paso del procedimiento de solución del árbol de falla es el borrar todos los superjuegos que aparecen en los juegos de los eventos básicos. En estos juegos, existen dos superjuegos. Ambos, II y III son superjuegos de I; esto es, tanto II y III contienen a I. Una vez que estos superjuegos se borran; los juegos que quedan son los mínimos juegos de corte (MCS) para nuestro ejemplo:
Mínimo Juego de Corte I: 1,2Mínimo Juego de Corte II: 1,3,4
Una vez que se encuentra la lista de los mínimos juegos de corte para un evento principal en particular, un analista puede evaluar las fallas constitutivas para determinar los
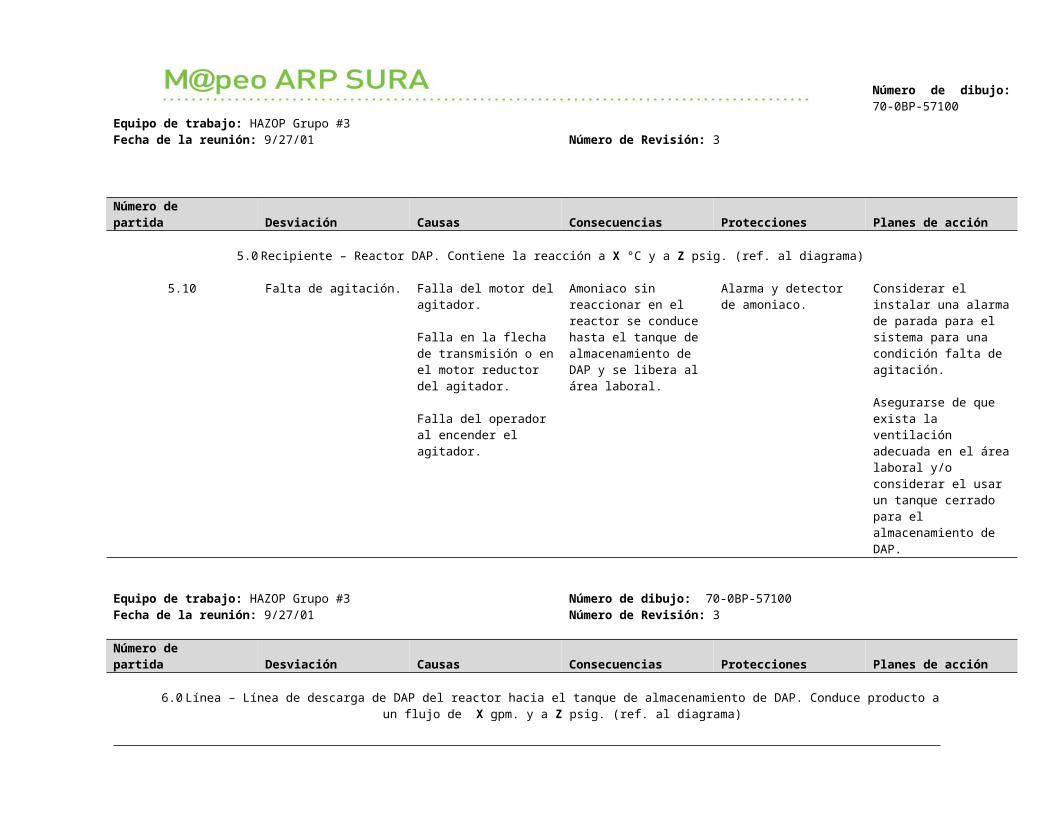
puntos débiles en el sistema. Al emplear los resultados de este análisis cualitativo, el analista de un árbol de fallas puede proponer sugerencias para mejorar la seguridad del sistema que está siendo estudiado.
4º Documentar los resultados. La etapa final en el desarrollo de un análisis de árbol de fallas es la documentación de los resultados del estudio. El analista de riesgo deberá proveer una descripción del sistema analizado, una discusión de la definición del problema, una lista de consideraciones, el modelo o modelos de árbol de fallas que se hayan desarrollado, listado de los mínimos juegos de corte (MCS), así como la evaluación de la importancia de los mismos. Adicionalmente, se deberá presentar cualquier otra recomendación que se haya generado durante el análisis.
Ejemplo.
El sistema consiste en un reactor para un proceso altamente inestable, el cual es sensible a cualquier pequeño cambio de temperatura. El sistema está equipado con un sistema de rociado de agua para, en caso de emergencia, enfriar al reactor y protegerlo en caso de una reacción incontrolada. Para prevenir una reacción fuera de control durante un incremento de temperatura, el flujo de entrada de material de proceso al reactor deberá detenerse o de lo contrario el sistema de rociado se deberá activar. La temperatura del reactor se monitorea mediante un sensor (T1) en cual activa automáticamente el sistema de rocío, al abrir la válvula de suministro de agua al sistema de rocío cuando se detecta un incremento de temperatura. Al mismo tiempo, el sonido del sensor T1 y una alarma en el cuarto de control alertan al operador del incremento de temperatura. Cuando la alarma suena, el operador activa el interruptor de cierre de la válvula para detener la entrada del flujo al reactor. El operador también deberá activar el interruptor del sistema de rocío en el cuarto de control, en caso de que este no sea activado automáticamente por el sensor T1. Si la válvula de entrada se cierra o el sistema de rocío se activa, se evita el daño al sistema debido a una reacción incontrolada.
El primer paso del análisis del árbol de fallas es el definir el problema. Para este ejemplo, la definición del problema es como sigue:
Evento principal: Daño en el reactor debido a alta temperatura en el proceso.
Evento existente: Alta temperatura de proceso.
Eventos no permitidos: Fallas de suministro eléctrico, fallas en los interruptores de paro, fallas en el cableado de instrumentación.
Fronteras físicas: De acuerdo con lo mostrado en el diagrama. No se tienen en cuenta equipos de proceso localizados corriente arriba y corriente abajo del reactor.
Configuración del sistema: Válvula de alimentación al reactor, abierta; válvula de suministro de agua contra incendio, cerrada.
Nivel de solución: Equipo de acuerdo a lo mostrado en el diagrama.
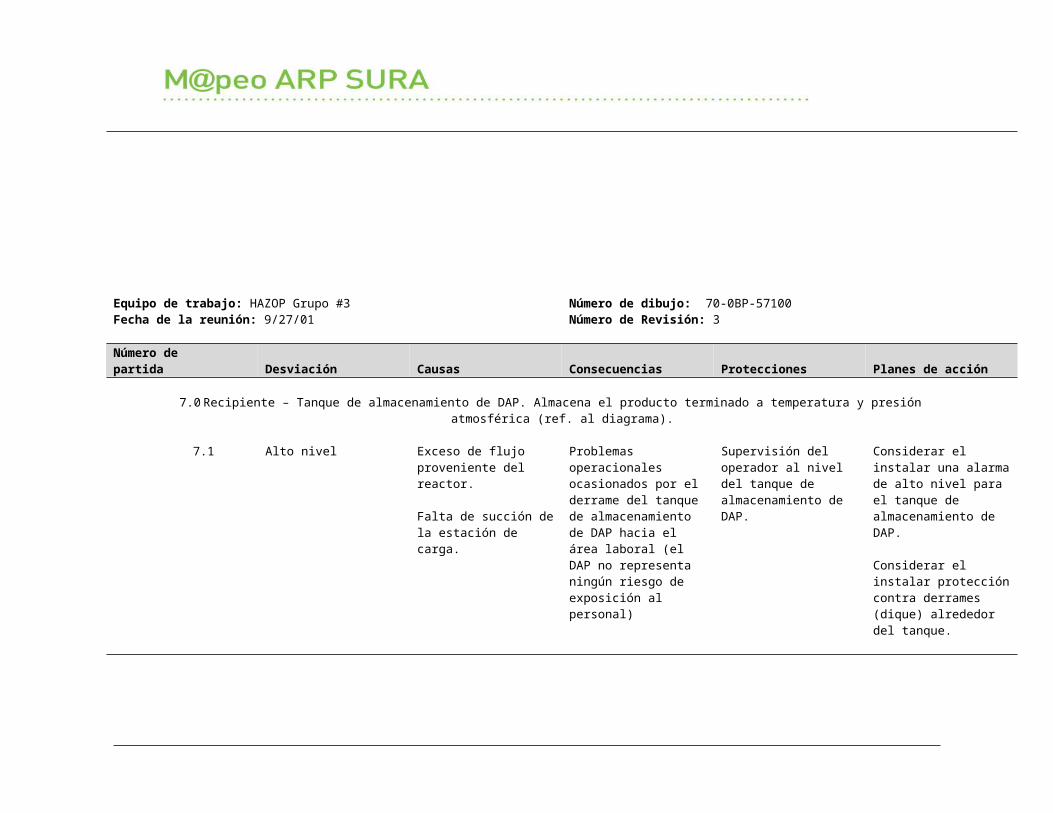
La construcción del árbol de falla comienza con el evento principal y procede nivel por nivel hasta que todas las fallas se han trazado hasta sus causas básicas. Para comenzar el árbol de fallas, primero determine las causas inmediatas, necesarias y suficientes para determinar el evento principal e identificar la puerta lógica que define la relación de aquellas causas con el evento principal. De la descripción del sistema en el ejemplo, nosotros podemos identificar dos condiciones necesarias para que el evento principal suceda, dado que exista alta temperatura en el reactor:
No exista flujo en el sistema de rocío La válvula de entrada al reactor se mantenga abierta
Debido a que estos dos eventos deben existir simultáneamente para que exista el evento principal, el desarrollo requiere de una puerta lógica AND, como se muestra en el diagrama. La condición existente de alta temperatura en el reactor es mostrada como evento de hogar en el mismo diagrama.
El desarrollo ahora continua al siguiente nivel: cada uno de los eventos de falla se desarrolla al determinar sus causas inmediatas, necesarias y suficientes. Para el evento “No hay flujo en el sistema de rocío”, existen dos causas posibles:
Pérdida de suministro de agua contra incendio. La válvula del sistema de rocío no pueda abrir.
Como cualquiera de estas dos causas resulta en falta de flujo, ellas se adhieren al árbol de falla con puertas lógicas OR. El siguiente diagrama muestra este desarrollo y el desarrollo continuado del evento “válvula de alimentación al reactor permanece abierta”. Aquí también se muestra el evento “falta de suministro de agua contra incendio” representado por un símbolo de un evento no-desarrollado (diamante). Podría haber varias causas para el evento, pero están fuera del alcance de la definición del problema por lo que no están desarrolladas en el árbol de falla.
El desarrollo del árbol de falla continúa hasta que todos los eventos son resueltos hasta sus causas básicas o hasta que se alcancen las fronteras del sistema. Usted puede ver el desarrollo del árbol de falla completo.
El siguiente paso en el análisis del árbol de fallas es el determinar los mínimos juegos de corte (MCS) para el árbol de falla siguiendo el procedimiento anteriormente descrito. Para permitirle al lector el revisar la solución, la siguiente tabla muestra la lista de los mínimos juegos de corte. Los MCS se priorizan de acuerdo con el juicio del analista, de acuerdo con la importancia de los eventos que formen parte de los MCS.
MCS Evento básico Tipo de Eventos1 3 Falla de equipo activa.
2 1, 7 Falla de equipo activa, error humano.
3 2, 7 Falla de equipo activa, error humano.
4 1, 5 Falla de equipo activa, falla de equipo activa.
5 1, 6 Falla de equipo activa, falla de equipo activa.
6 2, 5 Falla de equipo activa, falla de equipo activa.
7 2, 6 Falla de equipo activa, falla de equipo activa.
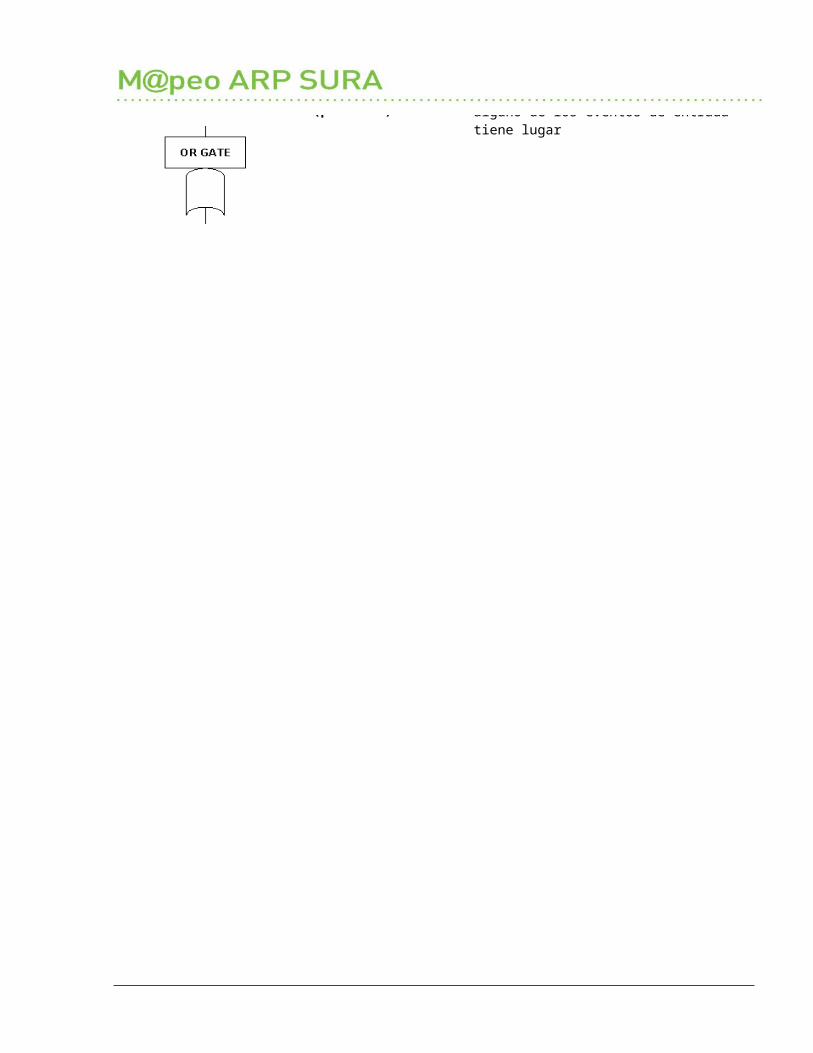
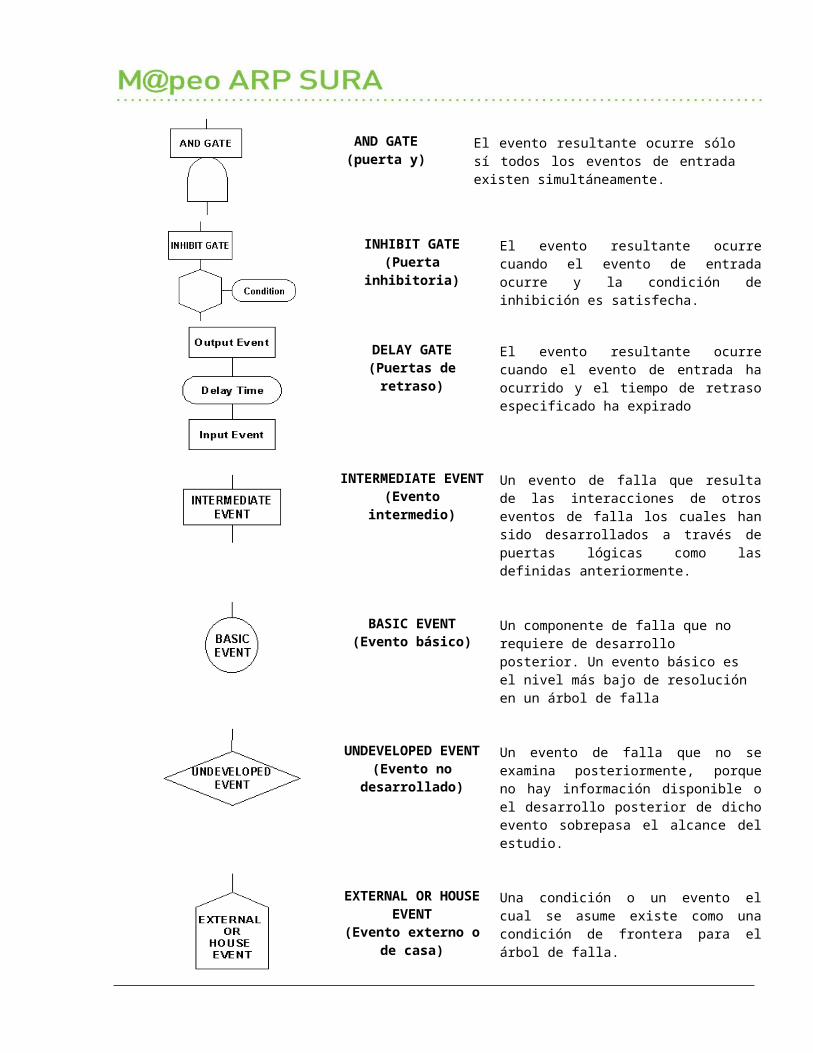
BIBLIOGRAFÍA
BETANCUR G. Fabiola Ma. Bases para un sistema de vigilancia epidemiológica del accidente de trabajo. Ministerio de Trabajo y Seguridad Social. Instituto de Seguros Sociales, Seccional Antioquia, Medellín, 1993.
Instituto Colombiano de Normas Técnicas y Certificación ICONTEC, NTC 4116 SEGURIDAD INDUSTRIAL. Metodología para el análisis de tareas, Bogotá, 1997.
BIRD, Frank Jr. y GERMAIN, George. Liderazgo práctico en el control total de pérdidas. Det Norske VERITAS, Georgia (U. S. A), 1990.
MANAGING EMPLOYEE SAFETY & HEALTH. Cómo realizar un análisis de riesgos ocupacionales. Guía del participante. TEL-A-TRAIN, Inc. A Westcott Company, 1991.
ARP SURA. Momento Sincero. Metodología de autoaprendizaje para el mejoramiento continuo de las condiciones de trabajo. Modelo Cero Accidentes de ARP SURA, Medellín, 2000.
Seminario ARP SURA, Evaluación de Riesgos de Proceso en Instalaciones Industriales. Ernesto Castañeda Macías. Medellín 2001.