Fuerzas de Corte
8
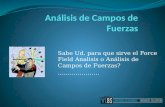
Sección 21.3/Relaciones de fuerza y la ecuación de Merchant 491 21.3.1 Fuerzas en el corte de metales Considere las fuerzas que actúan en la viruta durante el corte ortogonal que se muestra en la figura 21.10a. Las fuerzas que la herramienta aplica contra la viruta se pueden separar en dos componentes mutuamente perpendiculares: fuerza de fricción y fuerza normal a la fricción. La fuerza de fricción F es la que resiste el flujo de la viruta a lo largo de la cara inclinada de la herramienta. La fuerza normal a la fricción, N, es perpendicular a la fuerza de fricción. Estos dos componentes se pueden utilizar para definir el coeficiente de fricción m entre la herramienta y la viruta: μ = F N (21.5) La fuerza de fricción y su fuerza normal se pueden sumar vectorialmente para formar una fuerza resultante R, la cual se orienta en un ángulo b, llamado ángulo de fricción. El ángulo de fricción se relaciona con el coeficiente de fricción de la manera siguiente: m = tan b (21.6) Además de las fuerzas de la herramienta que actúan sobre la viruta, el trabajo im- pone dos componentes de fuerza sobre la viruta: la fuerza cortante y la fuerza normal a la cortante. La fuerza cortante F s es la fuerza que causa la deformación de corte que ocurre en el plano de corte, y la fuerza normal a la cortante, F n es normal a la fuerza cortante. Con base en la fuerza cortante se puede definir el esfuerzo cortante que actúa a lo largo del plano de corte entre el trabajo y la viruta: τ = F A s s (21.7) donde A s = área del plano de corte. Ésta se puede calcular como: A tw s o = sen φ (21.8) El esfuerzo cortante determinado por la ecuación 21.7 representa el nivel de esfuerzo requerido para realizar las operaciones de maquinado. Por lo tanto, este esfuerzo es igual a la resistencia cortante del material de trabajo (t = S) bajo las condiciones en las que ocurre el corte. La suma vectorial de las dos fuerzas componentes F s y F n da por resultado la fuerza resultante R . Para que las fuerzas que actúan sobre la viruta estén balanceadas, la resultan- te R debe ser igual en magnitud, pero en dirección opuesta y colineal con la resultante R. Viruta Viruta Herramienta Herramienta b) Trabajo a) F n F s R Trabajo F t F c R FIGURA 21.10 Fuerzas en el corte de metales: a) fuerzas que actúan sobre la viruta en el corte ortogonal y b) fuerzas que actúan sobre la herramienta y pueden medirse.
-
Upload
orlando-romero -
Category
Documents
-
view
34 -
download
0
description
knknknkn
Transcript of Fuerzas de Corte

Sección 21.3/Relaciones de fuerza y la ecuación de Merchant 491
21.3.1 Fuerzas en el corte de metales
Considere las fuerzas que actúan en la viruta durante el corte ortogonal que se muestra en la figura 21.10a. Las fuerzas que la herramienta aplica contra la viruta se pueden separar en dos componentes mutuamente perpendiculares: fuerza de fricción y fuerza normal a la fricción. La fuerza de fricción F es la que resiste el flujo de la viruta a lo largo de la cara inclinada de la herramienta. La fuerza normal a la fricción, N, es perpendicular a la fuerza de fricción. Estos dos componentes se pueden utilizar para definir el coeficiente de fricción m entre la herramienta y la viruta:
μ = F
N (21.5)
La fuerza de fricción y su fuerza normal se pueden sumar vectorialmente para formar una fuerza resultante R, la cual se orienta en un ángulo b, llamado ángulo de fricción. El ángulo de fricción se relaciona con el coeficiente de fricción de la manera siguiente:
m = tan b (21.6)
Además de las fuerzas de la herramienta que actúan sobre la viruta, el trabajo im-pone dos componentes de fuerza sobre la viruta: la fuerza cortante y la fuerza normal a la cortante. La fuerza cortante Fs es la fuerza que causa la deformación de corte que ocurre en el plano de corte, y la fuerza normal a la cortante, Fn es normal a la fuerza cortante. Con base en la fuerza cortante se puede definir el esfuerzo cortante que actúa a lo largo del plano de corte entre el trabajo y la viruta:
τ = F
As
s (21.7)
donde As = área del plano de corte. Ésta se puede calcular como:
A
t ws
o=sen φ
(21.8)
El esfuerzo cortante determinado por la ecuación 21.7 representa el nivel de esfuerzo requerido para realizar las operaciones de maquinado. Por lo tanto, este esfuerzo es igual a la resistencia cortante del material de trabajo (t = S) bajo las condiciones en las que ocurre el corte.
La suma vectorial de las dos fuerzas componentes Fs y Fn da por resultado la fuerza resultante R . Para que las fuerzas que actúan sobre la viruta estén balanceadas, la resultan-te R debe ser igual en magnitud, pero en dirección opuesta y colineal con la resultante R.
Viruta
VirutaHerramienta Herramienta
b)
Trabajo
a)
Fn
Fs
R� TrabajoFt
Fc
R�
FIGURA 21.10 Fuerzas en el corte de metales: a) fuerzas que actúan sobre la viruta en el corte ortogonal y b) fuerzas que actúan sobre la herramienta y pueden medirse.

492 Capítulo 21/Teoría del maquinado de metales
Ninguna de las cuatro fuerzas componentes F, N, Fs y Fn puede medirse directamente en una operación de maquinado, ya que las direcciones en las que están aplicadas varían en función a las diferentes formas de la herramienta y a las condiciones de corte. Sin embargo, es posible instrumentar en la herramienta de corte un dispositivo medidor de fuerzas lla-mado dinamómetro, de manera que se puedan medir directamente dos fuerzas componen-tes adicionales: fuerza de corte y fuerza de empuje. Estos dos componentes actúan sobre la herramienta: La fuerza de corte Fc que va en la dirección del corte, la misma dirección de la velocidad de corte v, y la fuerza de empuje Ft, es perpendicular a la fuerza de corte y está asociada con el espesor de la viruta antes del corte, to. La fuerza de corte y la fuerza de empuje se muestran en la figura 21.10b) junto con la fuerza resultante R . Las direcciones respectivas de estas fuerzas son conocidas, así que los transductores de fuerza en el dina-mómetro pueden alinearse en concordancia.
Se puede deducir ecuaciones para relacionar las cuatro fuerzas componentes que no pueden medirse con las dos fuerzas que pueden medirse. Utilizando el diagrama de fuerzas de la figura 21.11, se puede deducir las relaciones trigonométricas siguientes:
F = Fc sen a + Ft cos a (21.9)
N = Fc cos a − Ft sen a (21.10)
Fs = Fc cos f − Ft sen f (21.11)
Fn = Fc sen f + Ft cos f (21.12)
Si la fuerza de corte y la fuerza de empuje son conocidas, se puede usar estas cuatro ecuaciones para calcular estimaciones de la fuerza cortante, la fuerza de fricción y la fuerza normal a la de fricción, y con base en estos estimados se puede determinar el esfuerzo cortante y el coeficiente de fricción.
Se puede observar que en el caso especial del corte ortogonal, cuando el ángulo in-clinado a = 0, las ecuaciones 21.9 y 21.10 se reducen a F = Ft y N = Fc, respectivamente. Entonces en este caso especial, la fuerza de fricción y su fuerza normal podrían ser medidas de manera directa por el dinamómetro.
En el ejemplo 21.1 suponga que la fuerza de corte y la fuerza de empuje se miden durante una operación de corte ortogonal con valores de Fc = 1 559 N y Ft = 1 271 N. El ancho de la operación de corte ortogonal es w = 3.0 mm. Con base en estos datos, determine la resis-tencia al corte del material de trabajo.
FIGURA 21.11 Diagrama de fuerzas en el que se muestran las relaciones geométricas entre F, N, FS, Fn, FC, y Ft.
EJEMPLO 21.2 Esfuerzo cortanteen maquinado

Sección 21.3/Relaciones de fuerza y la ecuación de Merchant 493
Solución: A partir del ejemplo 21.1, el ángulo inclinado a = 10º y el ángulo del plano de corte f = 25.4º. La fuerza cortante se puede calcular de la ecuación 21.11:
Fs = 1 559 cos 25.4 - 1 271 sen 25.4 = 863 N
El área del plano de corte está determinada por la ecuación 21.8:
As = =( . )( . ).
0 5 3 03 497
sen 25.4 mm2
Por lo tanto, el esfuerzo cortante que iguala la resistencia al corte del material de trabajo es:
τ = = = =S863
3 497247 247
. N/mm MPa2
Este ejemplo demuestra que la fuerza de corte y la fuerza de empuje están relacio-
nadas con la resistencia al corte del material. Las relaciones se pueden establecer en una forma más directa. Al recordar que en la ecuación 21.7 la fuerza de corte Fs = S As, enton-ces el diagrama de fuerzas de la figura 21.11 se puede utilizar para deducir las ecuaciones siguientes:
FSt w F
co s= −
+ −= − cos(
sen cos(
cos(β αφ φ β α
β α)
)
))
cos( )φ β α+ − (21.13)
y
FSt w F
to s= −
+ −= − sen(
sen cos(
sen(β αφ φ β α
β α)
)
))
cos( )φ β α+ − (21.14)
Estas ecuaciones permiten estimar la fuerza de corte y las fuerzas de empuje en una operación de corte ortogonal, si se conoce la resistencia al corte del material de trabajo.
21.3.2 La ecuación de Merchant
Eugene Merchant dedujo una relación importante en el corte de metal [9]. La deducción está basada en la suposición de corte ortogonal, pero en su validez general se extiende a operaciones de maquinado en tres dimensiones. Merchant empezó con la definición de esfuerzo cortante, expresado mediante la siguiente relación deducida de la combinación de las ecuaciones 21.7, 21.8 y 21.11:
τ φ φφ
= −F F
t wc s
o
cos sen
( sen )/ (21.15)
Merchant pensó que entre los ángulos posibles que emanan del borde cortante de la herramienta donde puede ocurrir la deformación de corte, hay un ángulo f que predomina. En este ángulo, el esfuerzo cortante es justamente igual a la resistencia al corte del material de trabajo, y por esta causa la deformación cortante ocurre en este ángulo. El esfuerzo cor-tante es menor que la resistencia al corte para todos los demás ángulos posibles, por tanto la formación de viruta no puede ocurrir en otros ángulos. En efecto, el material de trabajo seleccionará un ángulo del plano de corte que minimiza la energía. Dicho ángulo se puede determinar tomando la derivada del esfuerzo cortante S en la ecuación 21.15 respecto a f, e igualando la derivada a cero. Despejando f, se obtiene la relación llamada ecuación de Merchant:
φ α β= + −452 2
(21.16)
Una de las suposiciones en que se basa la ecuación de Merchant es que la resistencia al corte del material de trabajo es una constante a la que no le afecta la velocidad de de-formación, la temperatura y otros factores. Dado que estas suposiciones no corresponden a las operaciones prácticas de maquinado, la ecuación 21.16 debe considerarse más como

494 Capítulo 21/Teoría del maquinado de metales
una relación aproximada entre sus términos que un enunciado matemático preciso. No obs-tante, se considera su aplicación en el ejemplo siguiente.
Con los datos y resultados de los ejemplos anteriores, calcule: a) el ángulo de fricción usan-do la ecuación de Merchant y b) el coeficiente de fricción.
Solución: a) Del ejemplo 21.1, a = 10º y f = 25.4º. Al reacomodar la ecuación 21.16, el ángulo de fricción se puede estimar como sigue:
b = 2(45) + 10 − 2(25.4) = 49.2°
b) El coeficiente de fricción está determinado por la ecuación 21.6:
m = tan 49.2 = 1.16
Lecciones basadas en la ecuación de Merchant El valor real de la ecuación de Merchant radica en que define la relación general entre el ángulo de inclinación, la fricción herramien-ta-viruta y el ángulo del plano de corte. El ángulo del plano de corte puede incrementarse 1) aumentando el ángulo de inclinación y 2) disminuyendo el ángulo de fricción (o coeficiente de fricción) entre la herramienta y la viruta. El ángulo de inclinación puede incrementarse diseñando la herramienta adecuadamente y el ángulo de fricción puede reducirse utilizando un fluido lubricante de corte.
La importancia de incrementar el ángulo del plano de corte se puede apreciar en la figura 21.12. Si todos los otros factores permanecen constantes, un mayor ángulo del plano de corte significa una menor área de corte. Como la resistencia al corte se aplica a través de esta área, la fuerza de corte requerida para formar la viruta decrecerá cuando el área del plano de corte disminuya. Un ángulo más alto del plano de corte da como resultado ener-gías y temperaturas de corte más bajas. Éstas son dos buenas razones para tratar de hacer el ángulo del plano de corte tan grande como sea posible durante el maquinado.
Aproximación al torneado por corte ortogonal El modelo ortogonal se puede usar para aproximar el torneado y algunas otras operaciones de maquinado con una punta, mientras el avance en estas operaciones sea menor respecto a la profundidad de corte. De esta manera la mayoría del corte tendrá lugar en la dirección del avance, y el corte en la nariz de la herramienta será despreciable. La figura 21.13 indica la conversión de una situación de corte a la otra.
VirutaViruta
Herramienta Herramienta
a) b)
Trabajo
fto
Trabajo
fto
FIGURA 21.12 Efecto del ángulo del plano de corte f; a) a mayor f, resulta una menor área del plano de corte; b) a menor f, corresponde una mayor área del plano de corte. Note que el ángulo de inclinación es mayor en a), lo cual tiende a incrementar el ángulo cortante de acuerdo con la ecuación de Merchant.
EJEMPLO 21.3Estimación delángulo de fricción

Sección 21.4/Relaciones entre potencia y energía en el maquinado 495
La interpretación de las condiciones de corte es diferente en los dos casos. En el corte ortogonal, el espesor de la viruta antes del corte to corresponde al avance f en el torneado y el ancho de corte w corresponde a la profundidad de corte d en el torneado. Además, la fuerza de empuje Ft en el modelo ortogonal corresponde a la fuerza de avance Ff en tor-neado. La velocidad de corte y la fuerza de corte tienen la misma interpretación en los dos casos. La tabla 21.1 resume las conversiones.
21.4 RELACIONES ENTRE POTENCIA Y ENERGÍA EN EL MAQUINADO
Una operación de producción en maquinado requiere potencia. La fuerza de corte en una operación de maquinado puede exceder 1 000 N (algunos cientos de libras), como lo sugiere el ejemplo 21.2. Las velocidades típicas de corte son de varios cientos de metros
Trabajo
Trabajo
Herramienta
Herramienta
Viruta
a) b)
FIGURA 21.13 Aproximación del torneado por el modelo ortogonal: a) torneado y b) el corte ortogonal correspondiente.
TABLA 21.1 Clave de conversión: operación de torneado contracorte ortogonal.
Operación de torneado Modelo de corte ortogonal
Avance f = Espesor de la viruta antes del corte to
Profundidad d = Ancho del corte w Velocidad de corte v = Velocidad de corte Fuerza de corte Fc = Fuerza de corte Fc
Fuerza de avance Ff = Fuerza de empuje Ft

496 Capítulo 21/Teoría del maquinado de metales
por minuto. El producto de la fuerza cortante y la velocidad dan la potencia (energía por unidad de tiempo) requerida para ejecutar la operación de maquinado:
Pc = Fc (21.17)
donde Pc = potencia de corte, N-m/s o W (ft-lb/min); Fc = fuerza de corte, N (lb); y v = velocidad de corte, m/s (ft/min). Las unidades en el sistema acostumbrado en Estados Unidos pueden convertirse a caballos de fuerza dividiendo ft-lb/min entre 33 000. De aquí que:
HPF v
cc=
33 000 (21.18)
donde, HPc = potencia de corte en caballos de fuerza, hp. La potencia bruta requerida para operar la máquina herramienta es más grande que la potencia usada en el proceso de corte, debido a las pérdidas mecánicas en el motor y la transmisión de la máquina. Estas pérdidas se pueden contabilizar por la eficiencia mecánica de la máquina herramienta.
PP
Egc= o HP
HP
Egc= (21.19)
donde Pg = potencia bruta del motor de la máquina herramienta en W; HPg = caballos de fuerza brutos; y E = eficiencia mecánica de la máquina herramienta. El valor típico de E para máquinas herramientas es de aproximadamente 90%.
Muchas veces es útil convertir la potencia en potencia por unidad de volumen de corte del metal. A ésta se le llama potencia unitaria, Pu (o caballos de fuerza unitarios, HPu), y se define como:
PP
Ruc
MR
= o HPHP
Ruc
MR
= (21.20)
donde RMR = tasa de remoción del material, mm3/s (in3/min). La tasa de remoción de material se puede calcular como el producto de vtow. Ésta es la ecuación 21.1, usando las conversiones de la tabla 21.1. La potencia unitaria también se conoce como la energía específica, U.
U PP
R
F v
vt w
F
t wuc
MR
c
c
c
o
= = = = (21.21)
Las unidades para la energía específica son típicamente N-m/mm3 (in-lb/in3). Sin em-bargo, la última expresión en la ecuación 21.21 sugiere que las unidades puedan reducirse a N-m/mm3 o J/mm3 (in-lb/in3).
Continuando con los ejemplos anteriores, se determinarán la potencia de corte y la energía específica requerida para desempeñar el proceso de maquinado si la velocidad de corte = 100 m/min. Al resumir los datos y los resultados de los ejemplos anteriores, to = 0.50 mm, w = 3.0 mm, FC = 1 557 N.
Solución: A partir de la ecuación 21.18, la potencia de la operación es
Pc = (1557 N)(100m/mm) = 155.700 N-m/min = 155.700 J/min = 2 595 J/s = 2 595 W
La energía específica se calcula a partir de la ecuación 21.21:
U = = =155 700
100 10 3 0 0 5
155 700
150 0001 03( )( . )( . )
. 338 N-m/mm3
La potencia unitaria y la energía específica proporcionan una medida útil de cuán-
ta potencia (o energía) se requiere para remover una pulgada cúbica de metal durante el maquinado. Utilizando dicha medida, es posible comparar los diferentes materiales de trabajo en términos de sus requerimientos de potencia y energía. La tabla 21.2 representa un listado de los valores de los caballos de fuerza unitarios y de la energía específica para algunos materiales de trabajo determinados.
EJEMPLO 21.4Relacionesde potenciaen maquinado

Sección 21.4/Relaciones entre potencia y energía en el maquinado 497
Los valores de la tabla 21.2 se basan en dos suposiciones: 1) la herramienta de corte está afilada y 2) el espesor de viruta antes del corte to = 0.25 mm (0.010 in). Si no se satisfacen estas suposiciones, se tiene que hacer algunos ajustes. En una herramienta des-gastada la potencia requerida para desempeñar el corte es más grande, y esto se refleja en valores de caballos de fuerza unitarios y energía específica más grande. Como una guía aproximada, los valores en la tabla deben multiplicarse por un factor entre 1.00 y 1.25, dependiendo del grado de uso de la herramienta. Para herramientas afiladas el factor es 1.00. Para herramientas casi completamente usadas en operaciones de acabado el factor es alrededor de 1.10, y para herramientas casi completamente usadas en operaciones de desbaste primario el factor es de 1.25.
El espesor de la viruta antes del corte to afecta también los valores de los caballos de fuerza unitarios y de la energía específica. Al reducirse to, aumentan los requerimientos de la potencia unitaria. A esta relación se le llama algunas veces el efecto de tamaño. Por ejemplo en el esmerilado, donde las virutas son extremadamente pequeñas en compara-ción con muchas otras operaciones de maquinado, se requieren valores muy altos de ener-gía específica. Los valores de U y HPu en la tabla 21.2 se pueden usar aun para estimar los caballos de fuerza unitarios y energía, en situaciones donde to no sea igual a 0.25 mm (0.010 in), mediante un factor de corrección que considere cualquier diferencia en el espesor de la viruta antes del corte. La figura 21.14 proporciona los valores de este factor de correc-ción en función a to. Los caballos de fuerza unitarios y la energía específica de la tabla 21.2 deben multiplicarse por el factor apropiado de corrección cuando to sea diferente a 0.25 mm (0.010 in).
Debe hacerse notar que, además del afilado de la herramienta y el efecto de tamaño, otros factores influyen también en los valores de los caballos de fuerza unitarios y de la energía específica para una operación dada. Estos otros factores incluyen el ángulo de inclinación, la velocidad de corte y el fluido de corte. Al aumentar el ángulo de inclinación o la velocidad de corte, o al añadir un fluido de corte, los valores de U y HPu se reducen ligeramente. Para los efectos de este libro, en los ejercicios que se encuentran al final del capítulo se puede ignorar los efectos de estos factores adicionales.
La distribución de la energía de corte entre la herramienta, el trabajo y la viruta va-rían con la velocidad de corte, como se indica en la figura 21.15. A velocidades bajas, una porción significativa de la energía total se absorbe en la herramienta. Sin embargo, a velo-cidades más elevadas (y a niveles de energía más altos), el movimiento rápido de la viruta
TABLA 21.2 Valores de los caballos de fuerza unitarios y energía específica para materiales de trabajo seleccionados usando herramientas de corte afiladas, y espesor de la viruta antes del corte to = 0.25 mm (0.010 in).
Energía específica U o potencia unitaria PuDureza
Brinell
Caballos de fuerza unitaria en HPu
Material N-m/mm3 in-lb/in3 hp/(in3/min)
Acero al carbono 150-200 1.6 240 000 0.6201-250 2.2 320 000 0.8251-300 2.8 400 000 1.0
Aceros aleados 200-250 2.2 320 000 0.8251-300 2.8 400 000 1.0301-350 3.6 520 000 1.3351-400 4.4 640 000 1.6
Hierros fundidos 125-175 1.1 160 000 0.4175-250 1.6 240 000 0.6
Acero inoxidable 150-250 2.8 400 000 1.0Aluminio 50-100 0.7 100 000 0.25Aleaciones de aluminio 100-150 0.8 120 000 0.3Latón 100-150 2.2 320 000 0.8Bronce 100-150 2.2 320 000 0.8Aleaciones de magnesio 50-100 0.4 60 000 0.15
Datos recopilados de [5], [7], [10] y otras fuentes.

498 Capítulo 21/Teoría del maquinado de metales
a través de la cara inclinada de la herramienta ofrece menos oportunidad a que el calor generado en la zona primaria de corte sea conducido a través de la interfaz herramienta-viruta hacia la herramienta. De aquí que, la proporción de energía total absorbida por la herramienta se reduce y la mayor parte se la lleva la viruta.
21.5 TEMPERATURA DE CORTE
Casi toda la energía que se consume en el maquinado (aproximadamente 98%) es convertida en calor. Este calor puede hacer que las temperaturas sean muy altas en la inter-faz herramienta-viruta; arriba de los 600 ºC (1 100 ºF) es muy común. La energía restante (alrededor de 2%) se retiene como energía elástica en la viruta.
0.125
1.6
1.4
1.2
1.0
0.8
0.6
0.4
0.2
0.005
0.25
0.010 0.015 0.020 0.025 0.030 0.040 0.050
0.38 0.50 0.63
Espesor de la viruta antes del corte to (mm).
Espesor de la viruta antes del corte to (in).
0.75 0.88 0.1 1.25
Fact
or d
e co
rrec
ción
FIGURA 21.14 Factor de corrección para los caballos de fuerza unitarios en hp y la energía específica cuando los valores del espesor de la viruta antes del corte to son diferentes de 0.25 mm(0.010 in).
Pro
porc
ión
de la
ene
rgía
Herramienta
Trabajo
Viruta
Velocidad de corte
ft/min
m/s
FIGURA 21.15 Distribución típica de la energía total de corte entre la herramienta,el trabajo y la viruta en función de la velocidad de corte. (Basada en datosde [8]).