FRACTURA DE BIOBLENDS PLA/ABS PREPARADAS POR …
6
FRACTURA DE BIOBLENDS PLA/ABS PREPARADAS POR MOLDEO POR INYECCIÓN O. O. SantanaP 1 P, D. CostasP 1 P, J. CaillouxP 1 P, M. Sánchez-SotoP 2 , F. CarrascoP 3 P, M. Ll. MaspochP 1 P P 1 P Centre Català del Plàstic (CCP)- Universitat Politècnica de Catalunya (UPC – ETSEIB) c/Colom, 114. Edifici Vapor Universitari. 08222 Terrassa, España E-mail: [email protected] P 2 P Centre Català del Plàstic (CCP)- Universitat Politècnica de Catalunya (UPC – ETSEIAT) P 3 P Universitat de Girona – Dep.d’Enginyeria Química, Agrària i Tecnologia Agroalimentaria RESUMEN Se ha evaluado el comportamiento a fractura y correlacionado con el gradiente morfológico que se genera durante el moldeo por inyección de un Poli(Ácido Láctico) modificado estructuralmente mediante extrusión reactiva con un agente multiepoxídico (REX-PLA) y mezclado con un 30% en peso de Acrilonitrilo-Butadieno-Estireno (ABS). La adición de un 20% en peso de un ABS modificado con Anhídrido Maléico (ABS-g-MAH) en base a la fase ABS, en conjunción con la reactividad remanente del REX-PLA promueve una mejor dispersión y generación de una interfase resistente. El inicio de la propagación de grieta no se ve influenciado ni por la adición del ABS-MAH ni por la morfología generada. Es en la etapa de propagación donde el ABS-g-MAH muestra su efectividad en la desaceleración de la propagación de grieta. PALABRAS CLAVE: PLA, ABS, Bioblends, Morfología, Fractura, Impacto ABSTRACT It has been evaluated the fracture behavior and co-related with the morphological gradient generated during injection molding of a Poly(lactic acid) structurally modified by reactive extrusion with a multiepoxide reagent (REX-PLA) and blended with 30% by weight Acrylonitrile-Butadiene-Styrene (ABS).The addition of 20% by weight of a maleic anhydride modified ABS (ABS-g-MAH) based on the ABS phase, in conjunction with the remaining reactivity of REX- PLA promotes better dispersion and generates a strong interface. The onset of crack propagation is not influenced either by the addition of ABS-g-MAH or by morphology gradient generated. It is in the propagation step where the ABS- MAH shown to be effective in slowing the crack propagation. KEYWORDS: PLA, ABS, Bioblends, Morphology, Fracture, Impact 1. INTRODUCCIÓN Las mezclas de poli(ácido láctico) (PLA) con el terpolímero Acrinitrilo-Butadieno-Estireno (ABS) se proponen como una de las vías para mejorar las propiedades y ampliar las aplicaciones tecnológicas de larga vida útil del PLA, donde la biodegradabilidad es de importancia secundaria. El énfasis se focaliza en el contenido de materia prima de origen renovable a fin de disminuir las emisiones de CO2 asociadas al producto. Esta estrategia es de interés para los mercados de automoción y electrónica [1]. La tecnología de mezclado de polímeros require del uso de compatibilizantes puesto que en general los materiales que se mezclan son totalmente inmiscibles, generando morfologías heterogéneas con baja adhesión interfacial. Para la combinación de polímeros que se propone en este estudio diversos autores han usado agentes epoxidados, con Anhidrido Maléico (MAH) o la combinación de ambos, de forma tal que asegure a transmisión de tensiones entre las fases cuando el sistema es sometido a una solicitación mecánica [2,3]. Las propiedades vienen determinadas por la morfología obtenida, en particular, de las características finales de los dominios del componente minoritario: tamaño promedio, forma, distribución y distancia entre dominios. Este último aspecto suele estar controlado por la proporción y la relación de viscosidades entre las fases a la temperatura de mezclado [4]. El estudio del comportamiento a fractura de piezas de plástico moldeadas por inyección no es fácil debido a la anisotropía producida por la orientación molecular inducida por el flujo de llenado de la cavidad. Al trabajar con mezclas inmiscibles, la situación se complica aún más ya que se presenta un tipo de anisotropía adicional producida por la orientación de las fases a lo largo de las líneas de flujo. Inclusive, dentro de una misma pieza, la yuxtaposición de los campos elongacionales con los campos de cizalla que se generan durante el avance del fluidos polimérico en la cavidad, puede generar un gradiente morfológico bastante Anales de Mecánica de la Fractura (Vol. 33) 315
Transcript of FRACTURA DE BIOBLENDS PLA/ABS PREPARADAS POR …

FRACTURA DE BIOBLENDS PLA/ABS PREPARADAS POR MOLDEO POR INYECCIÓN
O. O. SantanaP
1P, D. CostasP
1P, J. CaillouxP
1P, M. Sánchez-SotoP
2, F. CarrascoP
3P, M. Ll. MaspochP
1P
P
1P Centre Català del Plàstic (CCP)- Universitat Politècnica de Catalunya (UPC – ETSEIB)
c/Colom, 114. Edifici Vapor Universitari. 08222 Terrassa, España E-mail: [email protected]
P
2 P Centre Català del Plàstic (CCP)- Universitat Politècnica de Catalunya (UPC – ETSEIAT)
P
3 P Universitat de Girona – Dep.d’Enginyeria Química, Agrària i Tecnologia Agroalimentaria
RESUMEN
Se ha evaluado el comportamiento a fractura y correlacionado con el gradiente morfológico que se genera durante el moldeo por inyección de un Poli(Ácido Láctico) modificado estructuralmente mediante extrusión reactiva con un agente multiepoxídico (REX-PLA) y mezclado con un 30% en peso de Acrilonitrilo-Butadieno-Estireno (ABS). La adición de un 20% en peso de un ABS modificado con Anhídrido Maléico (ABS-g-MAH) en base a la fase ABS, en conjunción con la reactividad remanente del REX-PLA promueve una mejor dispersión y generación de una interfase resistente. El inicio de la propagación de grieta no se ve influenciado ni por la adición del ABS-MAH ni por la morfología generada. Es en la etapa de propagación donde el ABS-g-MAH muestra su efectividad en la desaceleración de la propagación de grieta. PALABRAS CLAVE: PLA, ABS, Bioblends, Morfología, Fractura, Impacto
ABSTRACT It has been evaluated the fracture behavior and co-related with the morphological gradient generated during injection molding of a Poly(lactic acid) structurally modified by reactive extrusion with a multiepoxide reagent (REX-PLA) and blended with 30% by weight Acrylonitrile-Butadiene-Styrene (ABS).The addition of 20% by weight of a maleic anhydride modified ABS (ABS-g-MAH) based on the ABS phase, in conjunction with the remaining reactivity of REX-PLA promotes better dispersion and generates a strong interface. The onset of crack propagation is not influenced either by the addition of ABS-g-MAH or by morphology gradient generated. It is in the propagation step where the ABS-MAH shown to be effective in slowing the crack propagation. KEYWORDS: PLA, ABS, Bioblends, Morphology, Fracture, Impact 1. INTRODUCCIÓN Las mezclas de poli(ácido láctico) (PLA) con el terpolímero Acrinitrilo-Butadieno-Estireno (ABS) se proponen como una de las vías para mejorar las propiedades y ampliar las aplicaciones tecnológicas de larga vida útil del PLA, donde la biodegradabilidad es de importancia secundaria. El énfasis se focaliza en el contenido de materia prima de origen renovable a fin de disminuir las emisiones de CO2 asociadas al producto. Esta estrategia es de interés para los mercados de automoción y electrónica [1]. La tecnología de mezclado de polímeros require del uso de compatibilizantes puesto que en general los materiales que se mezclan son totalmente inmiscibles, generando morfologías heterogéneas con baja adhesión interfacial. Para la combinación de polímeros que se propone en este estudio diversos autores han usado agentes epoxidados, con Anhidrido Maléico (MAH) o la combinación de ambos, de forma tal que asegure a transmisión de tensiones entre las fases cuando el
sistema es sometido a una solicitación mecánica [2,3]. Las propiedades vienen determinadas por la morfología obtenida, en particular, de las características finales de los dominios del componente minoritario: tamaño promedio, forma, distribución y distancia entre dominios. Este último aspecto suele estar controlado por la proporción y la relación de viscosidades entre las fases a la temperatura de mezclado [4]. El estudio del comportamiento a fractura de piezas de plástico moldeadas por inyección no es fácil debido a la anisotropía producida por la orientación molecular inducida por el flujo de llenado de la cavidad. Al trabajar con mezclas inmiscibles, la situación se complica aún más ya que se presenta un tipo de anisotropía adicional producida por la orientación de las fases a lo largo de las líneas de flujo. Inclusive, dentro de una misma pieza, la yuxtaposición de los campos elongacionales con los campos de cizalla que se generan durante el avance del fluidos polimérico en la cavidad, puede generar un gradiente morfológico bastante
Anales de Mecánica de la Fractura (Vol. 33)
315
diferenciado dependiendo de la ubicación de la zona respecto al punto de inyección. Esto hecho hace que el comportamiento a fractura sea muy diferente en cada zona, yendo en detrimento del desempeño mecánico de la pieza acabada [5]. El trabajo presente plantea un doble objetivo. Por un lado, evaluar el efecto que tiene el uso como matriz de un PLA parcialmente modificado con un agente extensor de cadena multiepoxidado mediante extrusión reactiva el cual preserva reactividad remanente (REX-PLA). Por otro, estudiar la relación entre la morfología inducida durante el procesamiento y el comportamiento a fractura de estas mezclas. 2. PARTE EXPERIMENTAL
2.1. Materiales y obtención de mezclas. Como componente mayoritario de las mezclas PLA/ABS se ha empleado un grado comercial de PLA (Ingeo 4032D, NatureWorks) parcialmente modificado mediante extrusión reactiva (REX-PLA) con un agente extensor/ramificador de cadena multiepoxídico (Joncryl 4300F, BASF). Detalles de su preparación se pueden encontrar en [6, 7]. El ABS seleccionado fue un grado comercial de uso general con un 21 % en peso de Butadieno (Terluran GP22, Styrolution-BASF). Adicionalmente se ha empleado un ABS modificado con Anhídrido Maléico, ABS-g-MAH, (Bondyram 6000, Polyram) con un 18% en peso de Butadiento y un 0.6 % molar de Anhídrido Maléico. Antes del procesamiento, los diferentes polímeros fueron mezclados físicamente en las proporciones indicadas en la tabla 1 y secados a 80ºC durante 3h en una tolva secadora con punto de rocío de -40ºC (DSN506 HE, Piovan). El mezclado en “fundido” se llevó a cabo en una extrusora doble-husillo co-rotante con 7 zonas calefactoras, un diámetro de husillo de 25 mm y relación L/D = 36 (COLLIN Kneter 25X24D) y un cabezal de tipo filamento (diámetro de 3 mm). El perfil de temperatura se estableció entre 150 (zona 1) y 200ºC (cabezal) y la velocidad de giro del husillo empleada fue de 45 rpm. El extrudado fue enfriado en una bañera con circulación de agua (20ºC), cortado (granceado) y recristalizado a 90ºC durante 4 h. Tras el secado de las granzas recristalizada, similar al descrito anteriormente, se procedió a fabricar placas cuadradas de 100 x 100 x 3 mm3 mediante moldeo por inyección (VC500, 110 Tn, Engel). El perfil de Tabla 1. Codificación y composición de las mezclas en % en peso de mezcla. Código REX-PLA ABS ABS-g-MAH REX-PLA 100 - - Bioblend-0 70 30 - Bioblend-6 70 24 6
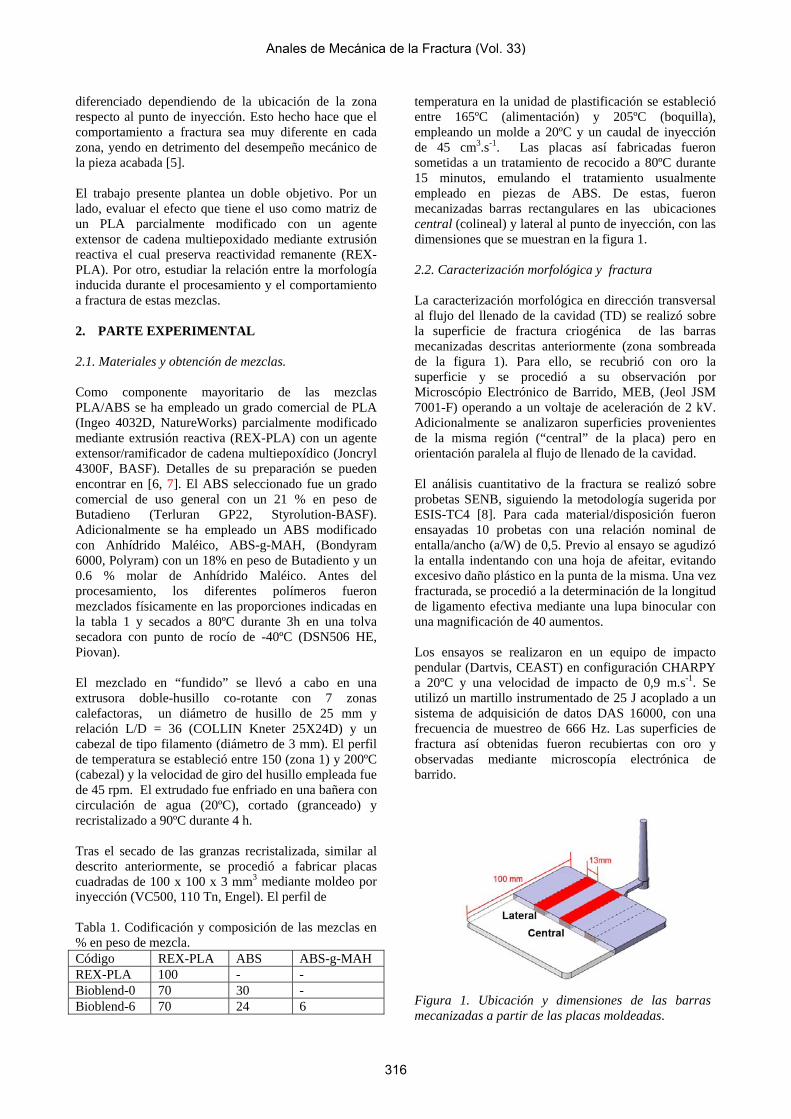
temperatura en la unidad de plastificación se estableció entre 165ºC (alimentación) y 205ºC (boquilla), empleando un molde a 20ºC y un caudal de inyección de 45 cm3.s-1. Las placas así fabricadas fueron sometidas a un tratamiento de recocido a 80ºC durante 15 minutos, emulando el tratamiento usualmente empleado en piezas de ABS. De estas, fueron mecanizadas barras rectangulares en las ubicaciones central (colineal) y lateral al punto de inyección, con las dimensiones que se muestran en la figura 1. 2.2. Caracterización morfológica y fractura La caracterización morfológica en dirección transversal al flujo del llenado de la cavidad (TD) se realizó sobre la superficie de fractura criogénica de las barras mecanizadas descritas anteriormente (zona sombreada de la figura 1). Para ello, se recubrió con oro la superficie y se procedió a su observación por Microscópio Electrónico de Barrido, MEB, (Jeol JSM 7001-F) operando a un voltaje de aceleración de 2 kV. Adicionalmente se analizaron superficies provenientes de la misma región (“central” de la placa) pero en orientación paralela al flujo de llenado de la cavidad. El análisis cuantitativo de la fractura se realizó sobre probetas SENB, siguiendo la metodología sugerida por ESIS-TC4 [8]. Para cada material/disposición fueron ensayadas 10 probetas con una relación nominal de entalla/ancho (a/W) de 0,5. Previo al ensayo se agudizó la entalla indentando con una hoja de afeitar, evitando excesivo daño plástico en la punta de la misma. Una vez fracturada, se procedió a la determinación de la longitud de ligamento efectiva mediante una lupa binocular con una magnificación de 40 aumentos. Los ensayos se realizaron en un equipo de impacto pendular (Dartvis, CEAST) en configuración CHARPY a 20ºC y una velocidad de impacto de 0,9 m.s-1. Se utilizó un martillo instrumentado de 25 J acoplado a un sistema de adquisición de datos DAS 16000, con una frecuencia de muestreo de 666 Hz. Las superficies de fractura así obtenidas fueron recubiertas con oro y observadas mediante microscopía electrónica de barrido.
Figura 1. Ubicación y dimensiones de las barras mecanizadas a partir de las placas moldeadas.
Anales de Mecánica de la Fractura (Vol. 33)
316
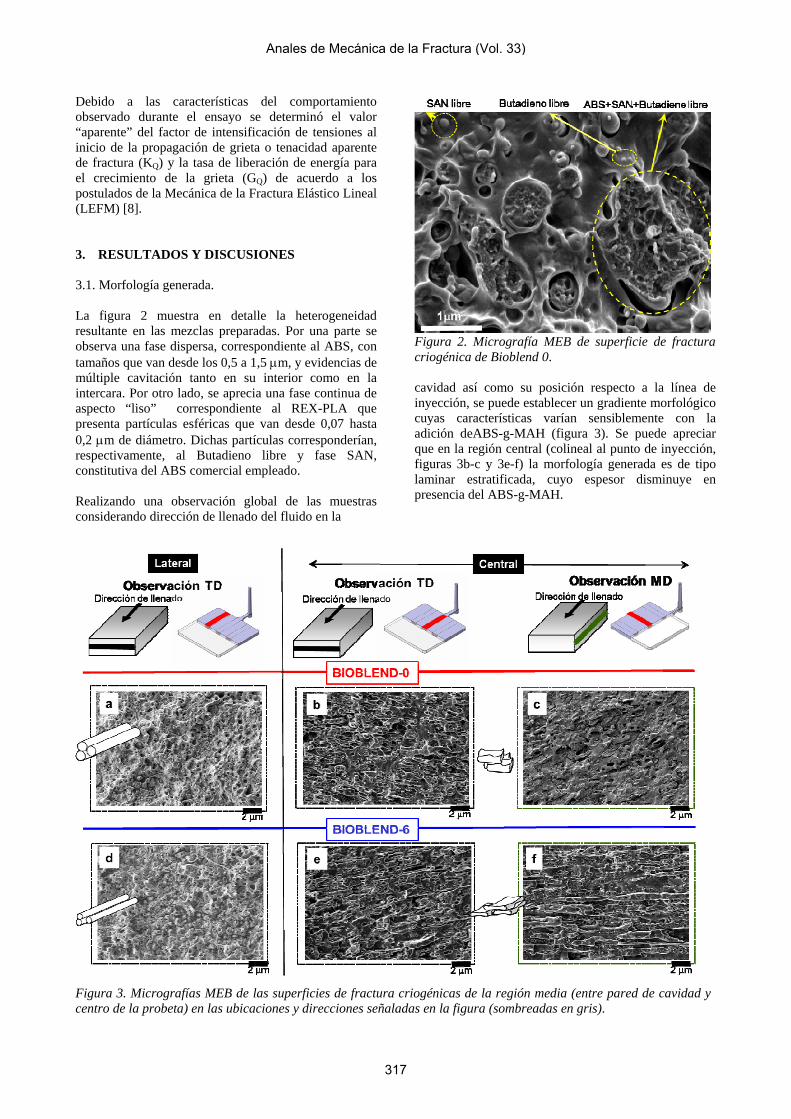
Debido a las características del comportamiento observado durante el ensayo se determinó el valor “aparente” del factor de intensificación de tensiones al inicio de la propagación de grieta o tenacidad aparente de fractura (KQ) y la tasa de liberación de energía para el crecimiento de la grieta (GQ) de acuerdo a los postulados de la Mecánica de la Fractura Elástico Lineal (LEFM) [8]. 3. RESULTADOS Y DISCUSIONES 3.1. Morfología generada. La figura 2 muestra en detalle la heterogeneidad resultante en las mezclas preparadas. Por una parte se observa una fase dispersa, correspondiente al ABS, con tamaños que van desde los 0,5 a 1,5 m, y evidencias de múltiple cavitación tanto en su interior como en la intercara. Por otro lado, se aprecia una fase continua de aspecto “liso” correspondiente al REX-PLA que presenta partículas esféricas que van desde 0,07 hasta 0,2 m de diámetro. Dichas partículas corresponderían, respectivamente, al Butadieno libre y fase SAN, constitutiva del ABS comercial empleado. Realizando una observación global de las muestras considerando dirección de llenado del fluido en la
Figura 2. Micrografía MEB de superficie de fractura criogénica de Bioblend 0. cavidad así como su posición respecto a la línea de inyección, se puede establecer un gradiente morfológico cuyas características varían sensiblemente con la adición deABS-g-MAH (figura 3). Se puede apreciar que en la región central (colineal al punto de inyección, figuras 3b-c y 3e-f) la morfología generada es de tipo laminar estratificada, cuyo espesor disminuye en presencia del ABS-g-MAH.
Figura 3. Micrografías MEB de las superficies de fractura criogénicas de la región media (entre pared de cavidad y centro de la probeta) en las ubicaciones y direcciones señaladas en la figura (sombreadas en gris).
Anales de Mecánica de la Fractura (Vol. 33)
317
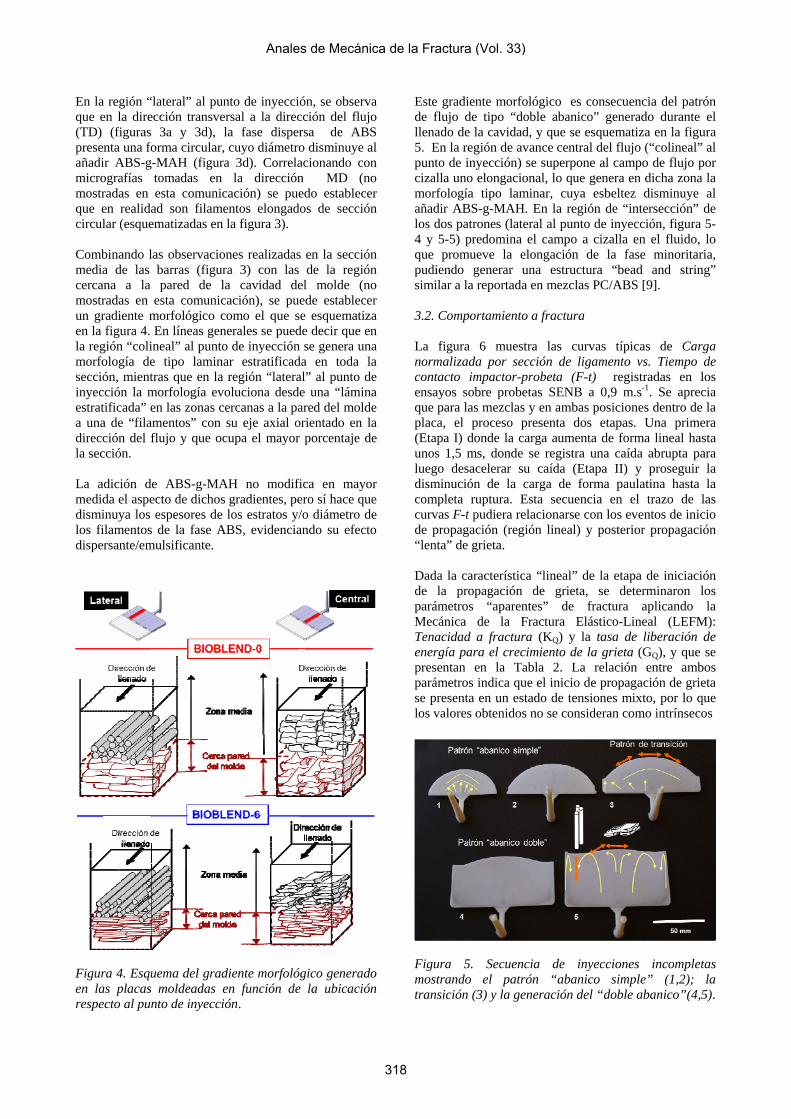
En la región “lateral” al punto de inyección, se observa que en la dirección transversal a la dirección del flujo (TD) (figuras 3a y 3d), la fase dispersa de ABS presenta una forma circular, cuyo diámetro disminuye al añadir ABS-g-MAH (figura 3d). Correlacionando con micrografías tomadas en la dirección MD (no mostradas en esta comunicación) se puedo establecer que en realidad son filamentos elongados de sección circular (esquematizadas en la figura 3). Combinando las observaciones realizadas en la sección media de las barras (figura 3) con las de la región cercana a la pared de la cavidad del molde (no mostradas en esta comunicación), se puede establecer un gradiente morfológico como el que se esquematiza en la figura 4. En líneas generales se puede decir que en la región “colineal” al punto de inyección se genera una morfología de tipo laminar estratificada en toda la sección, mientras que en la región “lateral” al punto de inyección la morfología evoluciona desde una “lámina estratificada” en las zonas cercanas a la pared del molde a una de “filamentos” con su eje axial orientado en la dirección del flujo y que ocupa el mayor porcentaje de la sección. La adición de ABS-g-MAH no modifica en mayor medida el aspecto de dichos gradientes, pero sí hace que disminuya los espesores de los estratos y/o diámetro de los filamentos de la fase ABS, evidenciando su efecto dispersante/emulsificante.
Figura 4. Esquema del gradiente morfológico generado en las placas moldeadas en función de la ubicación respecto al punto de inyección.
Este gradiente morfológico es consecuencia del patrón de flujo de tipo “doble abanico” generado durante el llenado de la cavidad, y que se esquematiza en la figura 5. En la región de avance central del flujo (“colineal” al punto de inyección) se superpone al campo de flujo por cizalla uno elongacional, lo que genera en dicha zona la morfología tipo laminar, cuya esbeltez disminuye al añadir ABS-g-MAH. En la región de “intersección” de los dos patrones (lateral al punto de inyección, figura 5-4 y 5-5) predomina el campo a cizalla en el fluido, lo que promueve la elongación de la fase minoritaria, pudiendo generar una estructura “bead and string” similar a la reportada en mezclas PC/ABS [9]. 3.2. Comportamiento a fractura La figura 6 muestra las curvas típicas de Carga normalizada por sección de ligamento vs. Tiempo de contacto impactor-probeta (F-t) registradas en los ensayos sobre probetas SENB a 0,9 m.s-1. Se aprecia que para las mezclas y en ambas posiciones dentro de la placa, el proceso presenta dos etapas. Una primera (Etapa I) donde la carga aumenta de forma lineal hasta unos 1,5 ms, donde se registra una caída abrupta para luego desacelerar su caída (Etapa II) y proseguir la disminución de la carga de forma paulatina hasta la completa ruptura. Esta secuencia en el trazo de las curvas F-t pudiera relacionarse con los eventos de inicio de propagación (región lineal) y posterior propagación “lenta” de grieta. Dada la característica “lineal” de la etapa de iniciación de la propagación de grieta, se determinaron los parámetros “aparentes” de fractura aplicando la Mecánica de la Fractura Elástico-Lineal (LEFM): Tenacidad a fractura (KQ) y la tasa de liberación de energía para el crecimiento de la grieta (GQ), y que se presentan en la Tabla 2. La relación entre ambos parámetros indica que el inicio de propagación de grieta se presenta en un estado de tensiones mixto, por lo que los valores obtenidos no se consideran como intrínsecos
Figura 5. Secuencia de inyecciones incompletas mostrando el patrón “abanico simple” (1,2); la transición (3) y la generación del “doble abanico”(4,5).
Anales de Mecánica de la Fractura (Vol. 33)
318
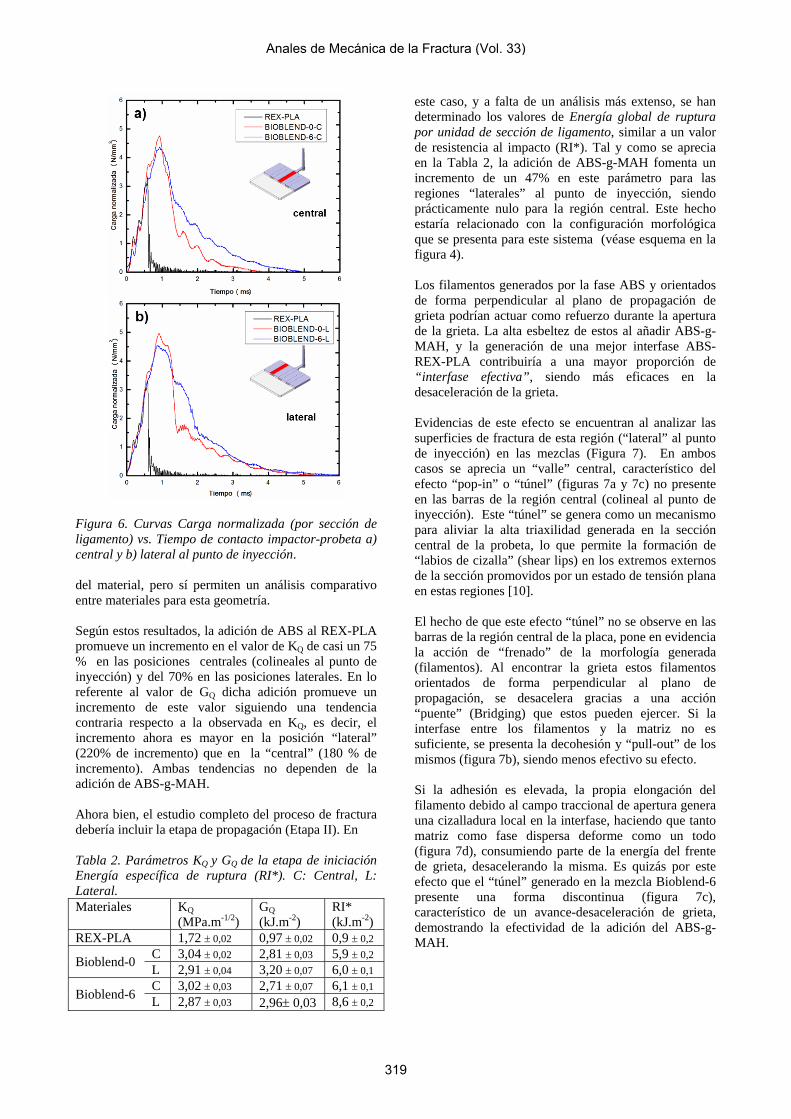
Figura 6. Curvas Carga normalizada (por sección de ligamento) vs. Tiempo de contacto impactor-probeta a) central y b) lateral al punto de inyección. del material, pero sí permiten un análisis comparativo entre materiales para esta geometría. Según estos resultados, la adición de ABS al REX-PLA promueve un incremento en el valor de KQ de casi un 75 % en las posiciones centrales (colineales al punto de inyección) y del 70% en las posiciones laterales. En lo referente al valor de GQ dicha adición promueve un incremento de este valor siguiendo una tendencia contraria respecto a la observada en KQ, es decir, el incremento ahora es mayor en la posición “lateral” (220% de incremento) que en la “central” (180 % de incremento). Ambas tendencias no dependen de la adición de ABS-g-MAH. Ahora bien, el estudio completo del proceso de fractura debería incluir la etapa de propagación (Etapa II). En Tabla 2. Parámetros KQ y GQ de la etapa de iniciación Energía específica de ruptura (RI*). C: Central, L: Lateral. Materiales KQ
(MPa.m-1/2) GQ (kJ.m-2)
RI* (kJ.m-2)
REX-PLA 1,72 0,02 0,97 0,02 0,9 0,2
Bioblend-0 C 3,04 0,02 2,81 0,03 5,9 0,2 L 2,91 0,04 3,20 0,07 6,0 0,1
Bioblend-6 C 3,02 0,03 2,71 0,07 6,1 0,1 L 2,87 0,03 2,96 0,03 8,6 0,2
este caso, y a falta de un análisis más extenso, se han determinado los valores de Energía global de ruptura por unidad de sección de ligamento, similar a un valor de resistencia al impacto (RI*). Tal y como se aprecia en la Tabla 2, la adición de ABS-g-MAH fomenta un incremento de un 47% en este parámetro para las regiones “laterales” al punto de inyección, siendo prácticamente nulo para la región central. Este hecho estaría relacionado con la configuración morfológica que se presenta para este sistema (véase esquema en la figura 4). Los filamentos generados por la fase ABS y orientados de forma perpendicular al plano de propagación de grieta podrían actuar como refuerzo durante la apertura de la grieta. La alta esbeltez de estos al añadir ABS-g-MAH, y la generación de una mejor interfase ABS-REX-PLA contribuiría a una mayor proporción de “interfase efectiva”, siendo más eficaces en la desaceleración de la grieta. Evidencias de este efecto se encuentran al analizar las superficies de fractura de esta región (“lateral” al punto de inyección) en las mezclas (Figura 7). En ambos casos se aprecia un “valle” central, característico del efecto “pop-in” o “túnel” (figuras 7a y 7c) no presente en las barras de la región central (colineal al punto de inyección). Este “túnel” se genera como un mecanismo para aliviar la alta triaxilidad generada en la sección central de la probeta, lo que permite la formación de “labios de cizalla” (shear lips) en los extremos externos de la sección promovidos por un estado de tensión plana en estas regiones [10]. El hecho de que este efecto “túnel” no se observe en las barras de la región central de la placa, pone en evidencia la acción de “frenado” de la morfología generada (filamentos). Al encontrar la grieta estos filamentos orientados de forma perpendicular al plano de propagación, se desacelera gracias a una acción “puente” (Bridging) que estos pueden ejercer. Si la interfase entre los filamentos y la matriz no es suficiente, se presenta la decohesión y “pull-out” de los mismos (figura 7b), siendo menos efectivo su efecto. Si la adhesión es elevada, la propia elongación del filamento debido al campo traccional de apertura genera una cizalladura local en la interfase, haciendo que tanto matriz como fase dispersa deforme como un todo (figura 7d), consumiendo parte de la energía del frente de grieta, desacelerando la misma. Es quizás por este efecto que el “túnel” generado en la mezcla Bioblend-6 presente una forma discontinua (figura 7c), característico de un avance-desaceleración de grieta, demostrando la efectividad de la adición del ABS-g-MAH.
Anales de Mecánica de la Fractura (Vol. 33)
319
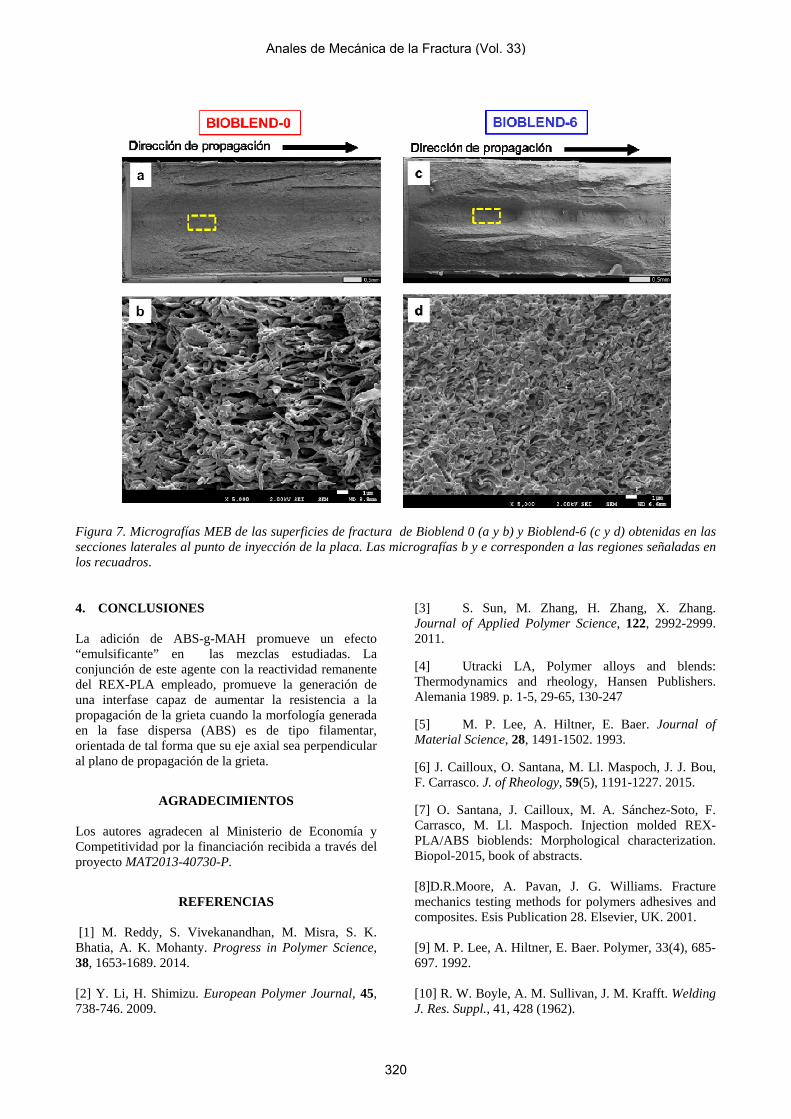
Figura 7. Micrografías MEB de las superficies de fractura de Bioblend 0 (a y b) y Bioblend-6 (c y d) obtenidas en las secciones laterales al punto de inyección de la placa. Las micrografías b y e corresponden a las regiones señaladas en los recuadros. 4. CONCLUSIONES La adición de ABS-g-MAH promueve un efecto “emulsificante” en las mezclas estudiadas. La conjunción de este agente con la reactividad remanente del REX-PLA empleado, promueve la generación de una interfase capaz de aumentar la resistencia a la propagación de la grieta cuando la morfología generada en la fase dispersa (ABS) es de tipo filamentar, orientada de tal forma que su eje axial sea perpendicular al plano de propagación de la grieta.
AGRADECIMIENTOS Los autores agradecen al Ministerio de Economía y Competitividad por la financiación recibida a través del proyecto MAT2013-40730-P.
REFERENCIAS [1] M. Reddy, S. Vivekanandhan, M. Misra, S. K. Bhatia, A. K. Mohanty. Progress in Polymer Science, 38, 1653-1689. 2014. [2] Y. Li, H. Shimizu. European Polymer Journal, 45, 738-746. 2009.
[3] S. Sun, M. Zhang, H. Zhang, X. Zhang. Journal of Applied Polymer Science, 122, 2992-2999. 2011. [4] Utracki LA, Polymer alloys and blends: Thermodynamics and rheology, Hansen Publishers. Alemania 1989. p. 1-5, 29-65, 130-247 [5] M. P. Lee, A. Hiltner, E. Baer. Journal of Material Science, 28, 1491-1502. 1993. [6] J. Cailloux, O. Santana, M. Ll. Maspoch, J. J. Bou, F. Carrasco. J. of Rheology, 59(5), 1191-1227. 2015. [7] O. Santana, J. Cailloux, M. A. Sánchez-Soto, F. Carrasco, M. Ll. Maspoch. Injection molded REX-PLA/ABS bioblends: Morphological characterization. Biopol-2015, book of abstracts. [8]D.R.Moore, A. Pavan, J. G. Williams. Fracture mechanics testing methods for polymers adhesives and composites. Esis Publication 28. Elsevier, UK. 2001. [9] M. P. Lee, A. Hiltner, E. Baer. Polymer, 33(4), 685-697. 1992. [10] R. W. Boyle, A. M. Sullivan, J. M. Krafft. Welding J. Res. Suppl., 41, 428 (1962).
Anales de Mecánica de la Fractura (Vol. 33)
320