Fraccionamiento de líquidos
29
-
Upload
alfonsobonilla5939 -
Category
Documents
-
view
728 -
download
2
Transcript of Fraccionamiento de líquidos


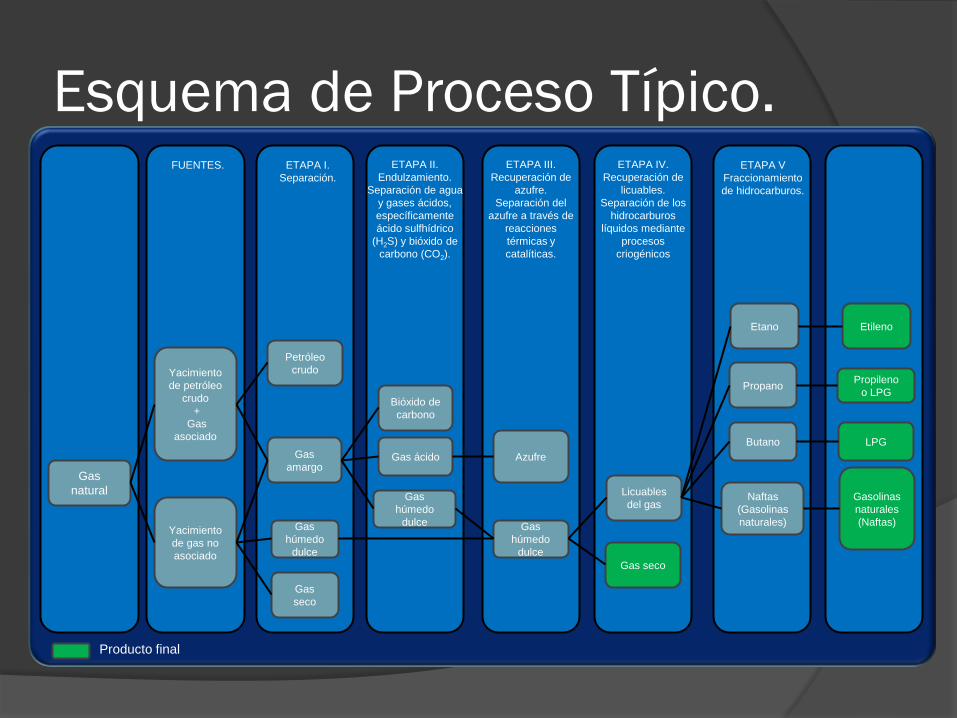
Esquema de Proceso Típico.
CompresiónTratamiento de
gas ácidoDeshidratación
Recobro de LGN
Recuperación
de
azufre

Recobro de LGN.
Gas a ventas
Etano
Propano

Recobro de LGN.
Butano
Condensado
Gas
natural
Yacimiento
de petróleo
crudo
+
Gas
asociado
Yacimiento
de gas no
asociado
Petróleo
crudo
Gas
amargo
Gas
húmedo
dulce
Gas
seco
Bióxido de
carbono
Gas ácido
Gas
húmedo
dulce
Azufre
Gas
húmedo
dulce
Licuables
del gas
Gas seco
Propano
Butano
Naftas
(Gasolinas
naturales)
Propileno
o LPG
LPG
Gasolinas
naturales
(Naftas)
ETAPA V
Fraccionamiento
de hidrocarburos.
ETAPA IV.
Recuperación de
licuables.
Separación de los
hidrocarburos
líquidos mediante
procesos
criogénicos
ETAPA III.
Recuperación de
azufre.
Separación del
azufre a través de
reacciones
térmicas y
catalíticas.
ETAPA II.
Endulzamiento.
Separación de agua
y gases ácidos,
específicamente
ácido sulfhídrico
(H2S) y bióxido de
carbono (CO2).
ETAPA I.
Separación.
FUENTES.
Producto final
Esquema de Proceso Típico.
Etano Etileno
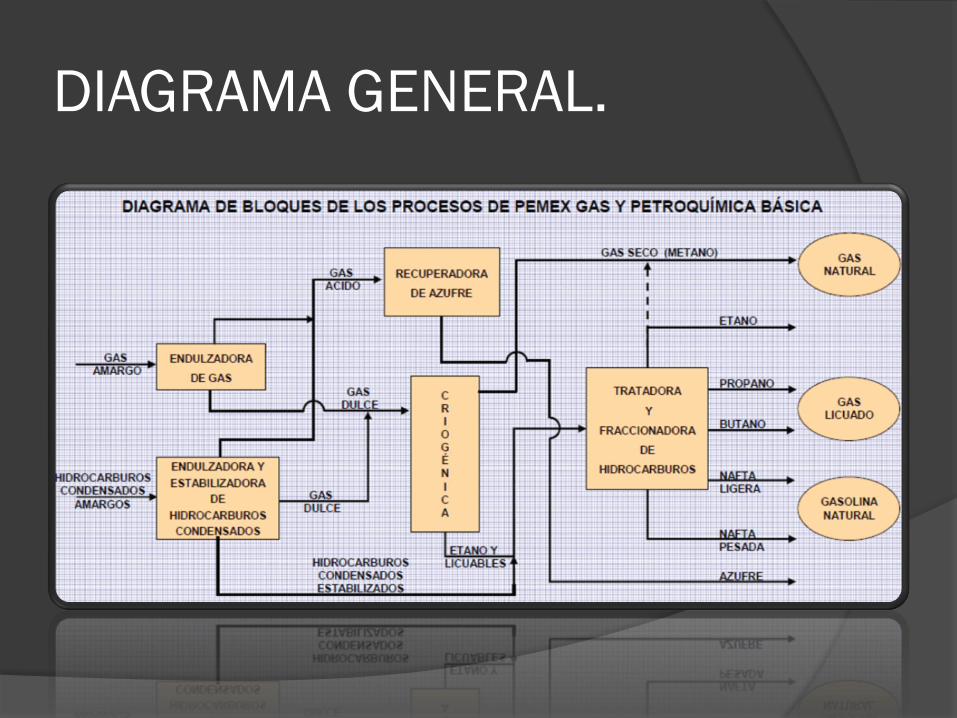
DIAGRAMA GENERAL.
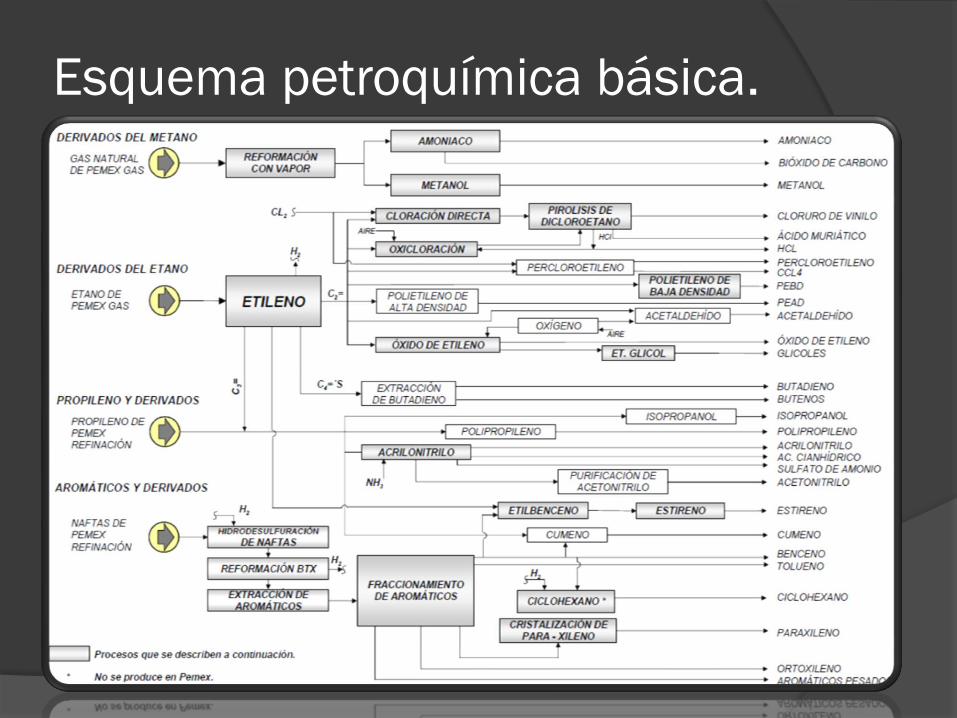
Esquema petroquímica básica.
Unidad tratadora y fraccionadora
de hidrocarburos.
1. Sección de fraccionamiento.
2. Sección de tratamiento cáustico.
3. Sección de refrigeración.
1. Sección de fraccionamiento.
Separar por destilación fraccionada los
hidrocarburos provenientes de las
plantas criogénicas y de las
estabilizadoras y endulzadoras de
hidrocarburos condensados.

1. Sección de fraccionamiento.
Productos obtenidos:
A. Etano.
B. Propano.
C. Butanos.
D. Nafta ligera.
E. Nafta pesada.
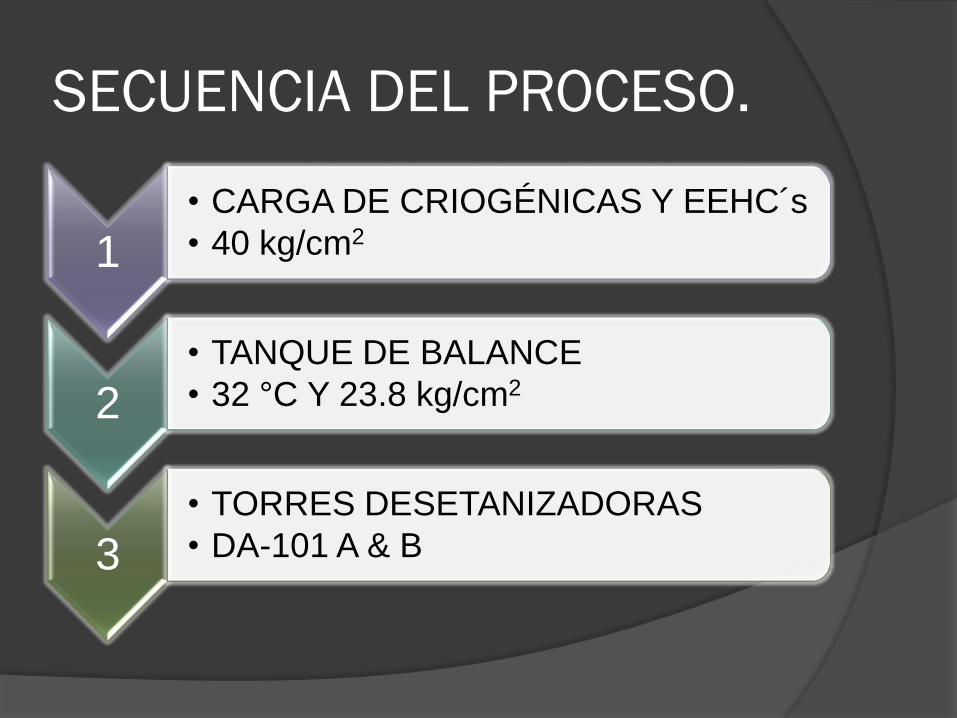
SECUENCIA DEL PROCESO.
1
• CARGA DE CRIOGÉNICAS Y EEHC´s
• 40 kg/cm2
2
• TANQUE DE BALANCE
• 32 °C Y 23.8 kg/cm2
3
• TORRES DESETANIZADORAS
• DA-101 A & B

Torres desetanizadoras.
DOMO
• -4 °C
• 15.8 kg/cm2
FONDO• 79 °C
• 16 kg/cm2

Torres desetanizadoras (cont.).
Acumuladores de reflujo FA-102 A&B.
Reflujo a la DESETANIZADORA.
El exceso de destilado se manda a VENTAS.
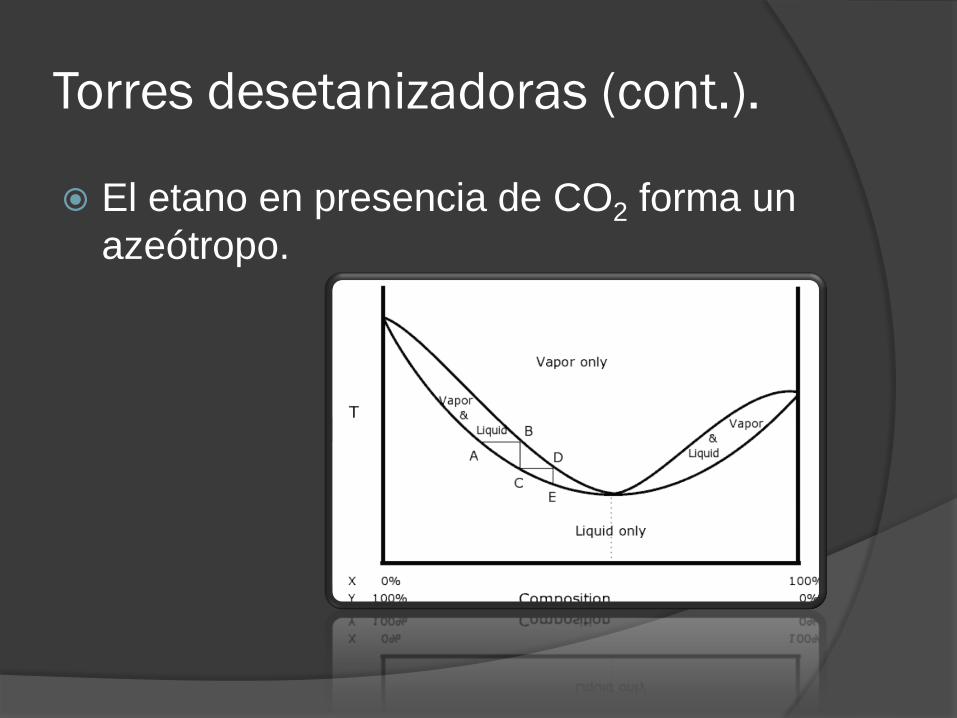
Torres desetanizadoras (cont.).
El etano en presencia de CO2 forma un
azeótropo.
Torres desetanizadoras (cont.).
Fondos C3+
∆P & LC
DA-102
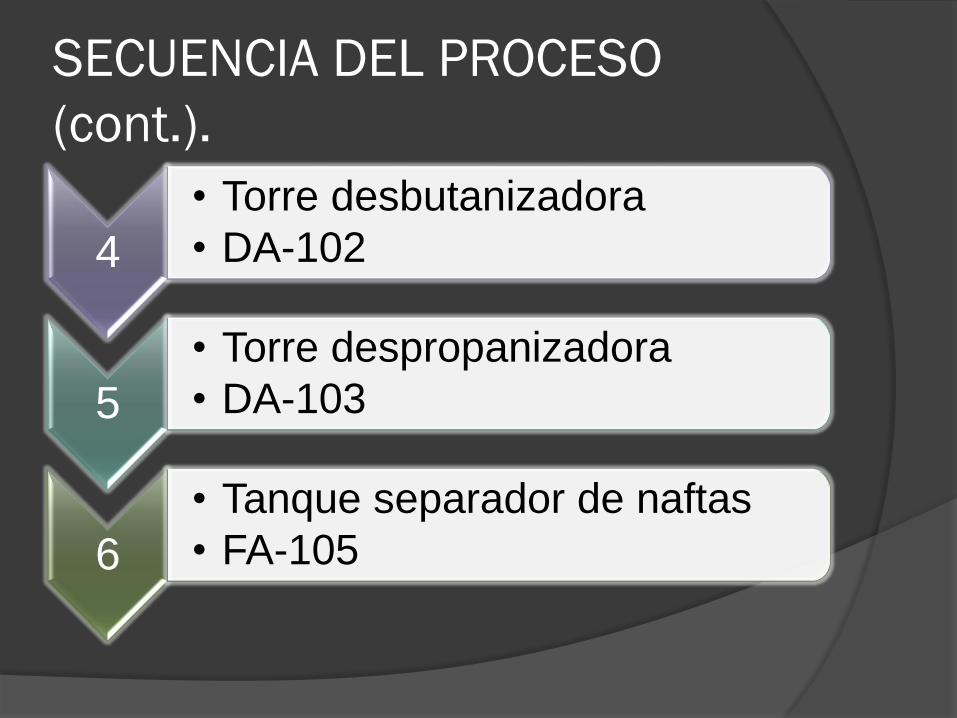
SECUENCIA DEL PROCESO
(cont.).
4
• Torre desbutanizadora
• DA-102
5
• Torre despropanizadora
• DA-103
6
• Tanque separador de naftas
• FA-105
Torre desbutanizadora.
Domo
• 64 °C
• 12.5 kg/cm2
Fondo
• 150 °C
• 13 kg/cm2
Torre desbutanizadora (cont.)
• Propano + Butanos
• Acumulador de reflujo FA-103Domo
• C5+
• Separador de naftas FA-105Fondo
Acumulador de reflujo FA-103
Reflujo a
DA-102
Exceso
a
DA-103
FA-103
Torre despropanizadora.
Domo
• 56 °C
• 2.3 kg/cm2
Fondo
• 109 °C
• 19.5 kg/cm2
Torre despropanizadora (cont.).
DOMO: PROPANO A ALMACENAMIENTO.
FONDO: BUTANO A TRATAMIENTO.
Tanque separador de naftas
FA-105
2.8 kg/cm2
96 °C
SECUENCIA DEL PROCESO.
7
• Torre repasadora de naftas.
• DA-104.
8
• Torre repasadora de naftas.
• DA-105.
9• Almacenamiento de naftas.
Torre DA-104.
Domo
• 88 °C
• 2.3 kg/cm2
Fondo
• 156 °C
• 3.2 kg/cm2
Torre DA-104 (cont.).
Separar la mayor cantidad de HC´s
ligeros que aún están presentes en la
corriente.
Los fondos son la carga de la torre
DA-105.
Torre DA-105.
Domo
• 177 °C
• 3.5 kg/cm2
Fondo
• 259 °C
• 4.0 kg/cm2
2. Sección de tratamiento
cáustico.
Disminuir el contenido de mercaptanos
de la corriente de butanos, usando
SOSA CÁUSTICA.
El proceso se cambio y se utilizan
AMINAS para lograr el objetivo.
3. Sección de refrigeración.
Condensar el etano requerido como
reflujo por las torres desetanizadoras,
utilizando propano como refrigerante.