FACULTAD DE INGENIERIA MECANICA-ENERGIA INSTITUTO DE ... · El proceso de desarrollo tecnológico...
216
UNIVERSID FACULTAD DE INST “INFO PROYECTO ”VIABILIDA DESARR TECNOLÓG SIDERÚRGI ING.CIP. VICTO (01 de abril d RESOLUCI 1 DAD NACIONAL DEL CALLAO E INGENIERIA MECANICA-ENERGIA TITUTO DE INVESTIGACIÓN ORME FINAL DEL O DE INVESTIGACIÓN AD DEL PROYECTO DE ROLLO INDUSTRIAL Y GICO DE LA INDUSTRIA ICA EN EL PERÚ. CASO SIDERPERÚ” ORIANO SÁNCHEZVALVER de 2010al 31 de marzo de 2012) IÓN RECTORAL N° 386-2010-R N” E A O: RDE
Transcript of FACULTAD DE INGENIERIA MECANICA-ENERGIA INSTITUTO DE ... · El proceso de desarrollo tecnológico...
1
UNIVERSIDAD NACIONAL DEL CALLAOFACULTAD DE INGENIERIA MECANICA-ENERGIA
INSTITUTO DE INVESTIGACIÓN
“INFORME FINAL DELPROYECTO DE INVESTIGACIÓN”
”VIABILIDAD DEL PROYECTO DEDESARROLLO INDUSTRIAL Y
TECNOLÓGICO DE LA INDUSTRIASIDERÚRGICA EN EL PERÚ. CASO:
SIDERPERÚ”
ING.CIP. VICTORIANO SÁNCHEZVALVERDE
(01 de abril de 2010al 31 de marzo de 2012)RESOLUCIÓN RECTORAL N° 386-2010-R
1
UNIVERSIDAD NACIONAL DEL CALLAOFACULTAD DE INGENIERIA MECANICA-ENERGIA
INSTITUTO DE INVESTIGACIÓN
“INFORME FINAL DELPROYECTO DE INVESTIGACIÓN”
”VIABILIDAD DEL PROYECTO DEDESARROLLO INDUSTRIAL Y
TECNOLÓGICO DE LA INDUSTRIASIDERÚRGICA EN EL PERÚ. CASO:
SIDERPERÚ”
ING.CIP. VICTORIANO SÁNCHEZVALVERDE
(01 de abril de 2010al 31 de marzo de 2012)RESOLUCIÓN RECTORAL N° 386-2010-R
1
UNIVERSIDAD NACIONAL DEL CALLAOFACULTAD DE INGENIERIA MECANICA-ENERGIA
INSTITUTO DE INVESTIGACIÓN
“INFORME FINAL DELPROYECTO DE INVESTIGACIÓN”
”VIABILIDAD DEL PROYECTO DEDESARROLLO INDUSTRIAL Y
TECNOLÓGICO DE LA INDUSTRIASIDERÚRGICA EN EL PERÚ. CASO:
SIDERPERÚ”
ING.CIP. VICTORIANO SÁNCHEZVALVERDE
(01 de abril de 2010al 31 de marzo de 2012)RESOLUCIÓN RECTORAL N° 386-2010-R
2
Índice Pág.
Resumen 4
Introducción 5
Marco Teórico. 6
CAPITULO 1 Aspectos Teóricos Sobre CambiosTécnicos en Países Subdesarrollados. 6
1.1Cambios técnicos en el proceso tecnológico 6
1.2Selección de tecnologías apropiadas 7
1.3Orientación del cambio técnico 21
1.4Estudio del caso: SiderPerú 25
CAPITULO 2 La industria Siderúrgica en el Perú 30
2.1Antecedentes históricos 30
2.2La oferta del acero en el Perú 35
2.3La demanda de acero en el Perú. 40
CAPITULO 3 Evolución Tecnológica en SiderPerú 49
3.1 Identificada e implementación de la tecnología 49
3.2 Proceso de aprendizaje 53
3.3 Aumento de capacidad 62
CAPITULO 4 Evaluación Técnica – Económica de SiderPerú:Alto Horno–Convertidor y Hornos Eléctricos 67
4.1 Proceso productivo de acero: SIDERPERÚ 68
4.1.1 Proceso productivo del hierro primario 70
4.1.2 Proceso productivo del acero líquido 71
4.1.3 Proceso de transformación a lingotes o Semi-terminados 73
3
4.1.4 Proceso de Laminación 74
4.1.4.1 Laminación de Productos Planos 74
4.1.4.2 Laminación de Productos No Planos 77
4.2 Características técnicas 84
4.2.1 Alto Horno – Convertidores 85
4.2.2 Hornos eléctricos 90
4.3 Evaluación comparativa técnica económica 92
4.3.1 Elección de las tecnologías 93
4.3.2 Evaluación de las tecnologías elegidas 95
4.3.2.1 Escala de producción y capacidades productivas 96
4.3.2.2 Mercado y especificaciones del producto. 113
4.3.2.3 Materias primas e insumos. 125
4.3.2.4 Fuerza de trabajo. 134
4.3.2.5 Maquinarias. 139
4.3.2.6 Financiamiento. (evaluación de lo realizado) 147
4.3.2.7 Matriz de consistencia. 159
4.4 Perspectivas de la empresa y alternativas. 160
Materiales y métodos. 166
Resultados. 168
Discusión. 170
Referenciales. 174
Apéndice y Anexos. 178
4
ResumenActualmente en la empresa SiderPerú, Proyecto de Desarrollo Industrial
y Tecnológico de la Industria Siderúrgica en el Perú, especificamenteel Alto
Horno está sin actividad debido a la falta de concluir con los trabajos de la
infraestructura para la producción del arrabio. Reacondicionar la planta de
fundición en SiderPerú para competir en el mercado internacional requiere una
inversión razonable en máquinas y equipos (se deben renovar las instalaciones
estructurales), por consiguiente:
1) Que debido a la ventaja que ya han obtenido las fundiciones de este tipo
en Brasil, Colombia y Venezuela, el esfuerzo no será rentable al inicio.
2) Luego de la inversión, la capacidad de absorber al personal existente se
vea sustancialmente reducida, y con ello contratar personal profesional.
Propuesta para transformar la empresa SiderPerú en una empresa viable:
a) Realizar una evaluación técnica económica para poner en condiciones
las máquinas y equipos actuales de manera que se desempeñen
adecuadamente y en forma eficiente, por los técnicos cualificados.
b) Gestionar con los clientes actuales y potenciales una producción de 500
a 950 toneladas mensuales del arrabio a un precio con utilidad marginal
y, de esta manera, ocupar una importante porción del personal
disponible.
c) Adaptar la capacidad sobrante de fusión para que pueda producir hierro
fundido en los hornos eléctricos instalados.
d) Desarrollar la ingeniería de máquinas y equipos para producir piezas
por fundición en su disposición primigenia.
e) Preproducción y lanzamiento de la fabricación de piezas para la industria
nacional e internacional.
5
INTRODUCCION
El estudio de los cambios técnicos en la industria siderúrgica del país, ha
ido cobrando cada vez mayor importancia en la actualidad, no solo porque ellos
implican la generación de nuevas tecnologías, han ido renovándose y
desarrollándose con mayor importancia, no solo porque ellos generan de una
capacidad interna como parte del proceso de desarrollo tecnológico, sino que
además producen efectos directos e indirectos de largo plazo que coadyuvan al
proceso y el desarrollo industrial del Perú.
El conocimiento preciso de esta área nos permitirá avanzar en descubrir
los mecanismos de generación de las actividades innovadoras locales que
consisten principalmente en un flujo de cambios técnicos menores
caracterizados por constituir adopciones, modificaciones o mejoras en el
producto o proceso productivo, estos obviamente del fruto de la experiencia y
conocimiento adquirido en la práctica misma del trabajo.
La presente investigación tiene por objetivos, contribuir en el estudio de
los cambios técnicos en un país subdesarrollado como es nuestro país. Y,
cambios en la industria siderúrgica del Perú; y se propone evaluar los dos
Procesos Productivos del acero (liquido): Alto Horno, Convertidores y
Reducción Directa Horno Eléctrico, cuya viabilidad técnica y económica es
materia de un gran debate en el país.
Todo ello nos ha dado las pautas necesarias para visualizar las
perspectivas de la empresa y sugerir algunas alternativas viables de desarrollo
en la industria siderúrgica nacional.
Finalmente, se presentan los principales condicionamientos de desarrollo
tecnológico e industrial de la siderurgia en el Perú. Condicionamiento interno,
externos e instituciones que debieron ser considerados en conjunto y
simultáneamente cuando se tomen decisiones acerca del futuro de este tipo de
industria y sus posibilidades de desarrollo.
6
MARCO TEÓRICO.
CAPITULO 1Aspectos Teóricos Sobre Cambios Técnicos en Países
Subdesarrollados.
El proceso de desarrollo tecnológico en los países subdesarrollados ha
tenido un comportamiento diferente al de aquellas economías industrializadas.
Estas últimas han ido desarrollando una actividad invectiva bastante dinámica
sobre la cual se ha tratado en diversos1 estudios. Las economías
industrialmente menos desarrolladas.
Han tenido una actividad inventiva relativamente menor, sin embargo,
desde los inicios del presente siglo se han generalizado el interés por la
industrialización a través de diferentes estrategias de desarrollo como la
sustitución de importantes y la producción de importaciones no tradicionales,
generando esfuerzos importantes a fin de alcanzar un desarrollo tecnológico y
económico sostenido.
1.1 Cambios técnicos en el proceso tecnológico.
Recientemente se le está dando mayor énfasis al cambio técnico
en cuanto a su generación, incorporación y orientación. Vamos a
referirnos también a la capacidad innovadora que permite generar estos
cambios técnicos en el proceso de desarrollo tecnológico. Esta capacidad
innovadora la encontramos en dos maneras: la primera que los autores
califican como “cambio técnico mayor” en la que resalta el papel
desempeñado por el inventor por su imaginación y capacidad creativa y
que se produce generalmente en los países industrializados; y la segunda
es el “cambio técnico menor”, caracterizado por constituir adaptaciones y
1 Josep Schumpeter, “Tratado de Fondo Cultural Económica – Tecnológica”Harvard UniversityPress (México2005)
7
modificaciones del producto o procesos productivos basados en la
experiencia y conocimiento adquiridos.
La evidencia empírica de los países desarrollados como de los
países en vías de desarrollo2 demuestra que existe una interrelación entre
cambio técnico mayor y el menor, y que no son dos actividades aisladas.
Más aún, que la contribución del cambio técnico menor en él las últimas
décadas ha influido significativamente en el desarrollo tecnológico, ya sea
alternativa o simultáneamente reduciendo costos, ampliando capacidades
de producción o modificando equipos procesos.
En el presente capítulo vamos a referirnos a la experiencia en un país
subdesarrollado y presentaremos algunos elementos teóricos relativos al
proceso de desarrollo tecnológico que presenta este tipo de industria
básica.
1.2 Selección de tecnologíasapropiadasUn primer momento en el desarrollo tecnológico lo constituye la
selección de una tecnología apropiada. Un país subdesarrollado se
encontrará con una gama de técnicas generadas en el ámbito mundial, a
las cuales no siempre tendrá acceso ni conocimiento adecuado y
oportuno a todas ellas. Dependerá del grado de difusión de las técnicas
generadas en el ámbito mundial, a las cuales no siempre tendrá acceso
ni un conocimiento adecuado y oportuno a todas ellas. Dependerá del
grado de difusión de las técnicas, es decir de cuán rápida y objetiva sea
esta comunicación. Una vez conocida la técnica, se inicia el proceso de
2 Samuel Hollander, “The Sources of Increased Efficiency” UniversitPress .Cambridge, 1999)Jorge Katz, “Productividad Tecnología y Esfuerzos Locales de Investigación y Desarrollo” Programa
BID/CEPAL (Buenos Aires, Argentina 2000)
8
selección. No todas las técnicas conocidas serán las elegidas, deberán
cubrir con ciertos requerimientos impuestos por las exigencias,
restricciones y circunstancias técnicas tecnológicas y económicas, y que
operan las empresas. Algunos estudios3 han tratado de determinar
cuáles son estos requerimientos para dar las pautas necesarias al
momento de elegir la tecnología de ingeniería mecánica eléctrica
apropiada para una economía subdesarrollada, llegando a la conclusión
de que son diversos los factores que actúan, en algunos casos en forma
aislada y en otras combinada.
La tecnología apropiada será aquella que logre una mayor
cobertura de los requerimientos propios de cada empresa
económicamente activa. Sin embargo, en la práctica existe una variedad
de casos de tecnologías usadas en la industria manufacturera en países
subdesarrollados consideradas como “inapropiadas” debido a que las
condiciones de operación son diferentes de aquellas para las cuales se
habían creado. En otras palabras, no se habían tomado en cuenta en la
selección de estas tecnologías los requerimientos locales.
Requerimientos para la elección de una tecnología apropiadaLos requerimientos locales (técnicos y económicos), para la
elección de una tecnología apropiada están condicionados por los
siguientes factores:
1.Escala de producción.
2.El mercado y especificación del producto.
3.La materia prima e insumos.
3 Simón Teitel, “Acerca del Concepto de Tecnología Apropiada para Países Menos Industrializados” USA2002.
9
4.La fuerza laboral (intensidad del empleo y cualificación de la mano de
obra requerida).
5.La maquinaria.
6.El financiamiento.
1° Escala de producción.
Las técnicas modernas de ingeniería mecánica eléctrica
elaboradas en un país desarrollado, están hechas sobre la base de una
organización de la producción a gran escala. Además, la existencia de
economías de escala en diversos procesos industriales modernos es
bastante conocida, sobre todo en los países industrializados en donde
la variación del costo de producción está en relación inversa a las
diferentes escalas de producción4.
Al introducir técnicas de ingeniería de producción en gran escala
dentro de una empresa de un país subdesarrollado, se producen
ciertos desaciertos económicos, estrangulamientos y cuellos de botella
entre los procesos productivos. El tamaño reducido del mercado intento
y los requerimientos de recursos financieros, técnicos y administrativos
que imponen una producción a gran escala son parte causante de
estos problemas de la sub utilización de la capacidad instalada de
muchos países subdesarrollados del tercer mundo.
(a) Tamaños Óptimos.
Toda evaluación que proyecta instalar una planta, debe
considerar el tamaño óptimo de los equipos de acuerdo con el tamaño
del mercado del bien final.
4 StewrtFrancés, “Tecnología y Sub Desarrollo Industrial”. (Londres, Inglaterra, 2002).
10
Al respecto, existe el concepto de “tamaño mínimo óptimo” de una
unidad de producción, relacionado con las economías de escalas
(rendimientos crecientes), y expresa en términos de costo”, estudios
estadísticos de las funciones de costo, indican que en numerosas
industrias, el costo medio de plazo corto es decreciente (sobretodo,
como consecuencia de la presencia de importantes costos fijos),
mientras que los análisis de largo plazo ponen de manifiesto una zona
decreciente más allá de la cual los costos variables (y los marginales
no cambian). Este tamaño óptimo mínimo se da precisamente en el
tramo de costos variables y marginales constantes, a fin de mejorar la
productividad de la fuerza de trabajo y de los equipos.
(b) Por tanto, la diversidad de productos en un mercado limitado y
poco especializado tiende a reducir en términos globales de
productividad, y la producción se toma ineficiente por la necesidad
de producir muchos lotes de inferior tamaño que no permite cubrir
los elevados costos fijos de producción. Estas empresas
sobreviven debido a la existencia de una demanda por estas
variedades de productos de diferente especialización en cuanto a
forma, tamaño, calidad y acabado requeridos, reduciendo o al
menos alejando el riesgo de obsolescencia y descarte de ciertas
tecnologías5.
2° El mercado y especificación del producto.
El estudio del mercado cumple un papel importante en la elección
de una tecnología apropiada, tanto cuando se evalúa la convivencia de
5 Máximo Vega Centeno, “Naturaleza y Características de cambio técnico de un Par Subdesarrollado. El casode la industria manufacturera en el Perú (Loviana, Bélgica 2001)
11
establecer una empresa en un mercado determinado, como para fines
de ampliación de la capacidad instalada. La estimación de la demanda
del producto y la demanda derivada de los factores de producción e
insumos resulta especialmente importante en la evaluación de una
empresa. En caso de una siderúrgica, así como de otras industrias
productoras de bienes intermedio y de capital, su demanda es una
“demanda derivada” del consumo de otros bienes que intervienen en la
producción como factores productivos y de bienes de consumo durable
(con contenido directo e indirecto de bienes intermedios). El estudio de
la demanda derivada por estos factores de producción es de gran
utilidad en el estudio de mercado, en el que se analizar a su vez la
estructura industrial6
Las condiciones de mercado en los países industrializados en que
se han generado las tecnologías son diferentes en los países menos
industrializados, debiendo su utilización a las condiciones locales. Una
selección apropiada considera los siguientes requerimientos:
1. Calidad del producto final.
2. Durabilidad y obsolescencia del producto.
3. Elección, gusto y preferencias de los consumidores.
4. Niveles de ingreso de los consumidores.
5. Estructura económica de la sociedad.
6. Otras condiciones: climáticas, posibilidades de servicio, etc.
Cada técnica está asociada a un producto que tiene un conjunto
de características de uso, estilo, material y calidad. Estas
características a su vez están relacionadas con los niveles de ingreso
de los consumidores. Ambos, técnica y producto, son inseparables y
6 El presente trabajo no pretende efectuar la estimación de la demanda del acero, razón por la cual no seprofundiza en el tema de la demanda derivada del presente concepto.
12
ellas a su vez al son del ingreso. La situación coyuntural de la
economía influirá decisivamente sobre la selección que se tome. Sin
embargo, esto no significa que esto sea la determinante. La
participación del estado será importante para incentivar el consumo y
por ende mejorar los niveles de ingresos de la economía nacional.
3° Lamateria prima e insumos.
Existen ciertos requerimientos locales de materias primas e
insumos en la elección de la tecnología apropiada como son:
a) Suficiente abastecimiento local de insumos y materias primas.
Es necesario un autoabastecimiento de estos recursos a fin de
evitar la dependencia excesiva de materias primas y producto
intermedios importados que puedan ocasionar problemas de balanza
de pagos en las economías subdesarrolladas.
Asimismo, es necesario dar una aplicación directa de los
materiales disponibles en los países menos industrializados,
optimizando la utilización de recursos propios7.
Sin embargo, debemos considerar la existencia de algunas
limitaciones con ciertos materiales “especiales” cuya producción
requiere de técnicas sofisticadas y complicadas, personal altamente
especializado y cualificado, y su uso limitado a unas pocas
aplicaciones. En estos casos se justificaría la importancia de
determinados productos e insumos debido a que contamos con
fabricación local, por requerimiento técnicos y exigencias de calidad,
como veremos a continuación.
7 Un experto de la industria del hierro y acero notó que las reservas de minerales disponibles en paísessubdesarrollados no son explotados suficientemente y que es posible y deseable un mayor procesamiento deminerales en el país, en lugar de enviarlos a centros industriales de países desarrollados.
13
b) Cumplimiento de calidad.
Este requerimiento es muy importante ya que de ello dependerá la
obtención de un producto final aceptable. Una mala calidad de la
materia prima utilizada o fallas en cuanto a la especificación
requerida pueden traer graves consecuencias en:
- Deterioro temprano de los equipos, que hacen necesario que se
efectúen paradas imprevistas en la producción, mayor gasto en la
reparación y mantenimiento que va a resultar en mayores costos
de producción.
- Alto porcentaje de productos considerados de mala calidad con
las consiguientes pérdidas económicas para la empresa, y
- La consecuente derivación de problemas técnicos y económicos
para las industrias que utilicen dichos productos.
Es importante también considerar la enorme diversidad y
heterogeneidad de los productos finales elaborados, no sólo la gran
variedad de especificaciones y modelos de un mismo producto, sino
también las distintas calidades que puedan fabricarse de productos
que cumplen funciones parecidas y que requieren a su vez calidades
especiales y diferentes de los insumos que utilizan
c) Precios de las materias primas e insumos.
Algunos factores que influyen sobre los precios de las materias
primas e insumos son siguientes:
c.1) La Política Industrial.
La intervención del estado puede provocar distorsiones
e imperfecciones en los mercados de insumos y productos, a
través de la regulación y control de precios, y de barreras
arancelarias de ciertos productos. El proceso de
14
Industrialización en algunos países latinoamericanos ha
seguido un modelo de desarrollo apoyando en la política de
sustitución de importaciones con la intención de generar una
industria capaz de producir artículos que antes debían ser
importados. Se implementaron un conjunto de medidas8 para
proteger a la “industria naciente”, los que resultaron
estimulando la importación indiscriminada de bienes de capital,
y la generación de actividades dependientes de insumos
importados, de manera que el aporte de esta política industrial
resulto incluso negativo en algunas ramas industriales9. A esto
se agrega la “dependencia tecnológica” en algunos sectores
que se basan en una tecnología importada, constituyéndose en
industrias que simplemente “ensamblan o envasan”. Esto
genero una gran flexibilidad en la estructura de las
importaciones y un alto grado de sensibilidad de cualquier
perturbación en la balanza de pago.
La política y el proceso industrial no ha ido de la mano, el
proceso industrial ha seguido pautas independientes de las
orientaciones diseñadas en los marcos legales de promoción
industrial10. Por un lado, han prevalecido las distorsiones e
imperfecciones en los mercado de los factores al modificar los
precios relativos internos con el efecto de incentivar la inversión
8 Se implementaron medidas, tales como controles y restricciones cuantitativas, fijación del tipo de cambio,subsidios, créditos preferenciales, incentivos, tributario, sistemas de depreciación acelerada, impuestos a lasexportaciones y fijación de la tasa de interés, del precio de los productos agrícolas y de salarios.
9 Marie Beaulne, “La Industrialización por Sustitución de Importaciones”, Perú 2000 – 2001 ESAN Lima 2001.Cap. 3
10 Javier Iguiñiz, “Políticas Industriales: Interrogantes y Pistas de la Investigación”, en Jornadas de BalanceUrbano Industrial (13-18 de diciembre 2001 PUC Lima)
15
en el sector industrial (Incluyendo incentivos tributarios,
exoneraciones, tipo de cambio), y por otro lado; la sobre
protección arancelaria que introdujo diversas formas de
ineficiencia, baja productividad (en un mercado reducido), y
baja competitividad internacional.
c.2) Sistema de Distribución.
En los países subdesarrollados, el sistema de
distribución se caracteriza por un transporte y comercialización
ineficiente debido, en algunos casos, a la baja productividad de
los proveedores, a la burocracia y corrupción de algunas
entidades, demoras en los términos de entrega o fijación de
cantidades mínimas de compras que exceden las necesidades
del comprador y que obligan a recurrir a los intermediarios,
elevando excesivamente los costos para el consumidor.
c.3) Dado que existen materias primas e insumos locales queno cumplen con la calidad y especificaciones exigidas porel producto.
La industria siderúrgica, tendría que recurrir al mercado
internacional. Las fluctuaciones de los precios de dichas
materias primas e insumos, así como las variaciones en el tipo
de cambio de las economías que los importan, afectan de
manera significativa en los costos de operación, por la alta
sensibilidad a los cambios de precios de algunos productos del
sector industrial.
El análisis de la elasticidad de la demanda es de una
significación particular para los monopolistas que fijan los
16
precios del mercado, así como para políticas de intervención
del Estado.
4° La fuerza laboral.Es importante considerar los requerimientos de la mano de obra al
momento de seleccionar la tecnología. Existen dos aspectos
importantes:
a) La intensidad de empleo de la mano de obra cualificada.Estudios sobre tecnologías utilizadas en los países menos
industrializados11 señalan que en su mayoría son tecnologías de
capital intensivas, a pesar de los niveles de crecientes de desempleo
y subempleo existentes. Este hecho es atribuido a diversos factores
entre los cuales se señala la existencia de “proporciones fijas por
falta de alternativas”12, ya que estos países no son capaces de
generar alternativas eficientes de tecnologías y las que ofrecen en los
países industrializados no pueden adaptarse debido a la complejidad
de la tecnología misma. Esta afirmación no es totalmente cierta, tal
como veremos posteriormente al tratar sobre las actividades
innovadoras locales. Lo que es importante señalar es que se ha
encontrado en algunos países subdesarrollados y en algunas ramas
de la industria que se encuentra trabajando, paralelamente, procesos
productivos en mano de obra intensivos, junto con procesos
intensivos en capital. La intervención del Estado en este aspecto
puede ser importante, por ejemplo, al establecer incentivos a la
producción y el consumo de productos con mayor requerimiento
(directo e indirecto), del factor trabajo.
11 David Dicson, “Tecnología Alternativa”, H. Blume Ediciones. Madrid, España (2001)12 Folke Kafka, “Teoría Económica”. Lima, Perú (2000) Pág. 212
17
b) Cualificación de la mano de obra.Observamos una relativa escasez de mano de obra debidamente
cualificada en los países subdesarrollados. La evidencia empírica
muestra que la educación inicial, técnica y de especialización en
estos países está por debajo de lo requerido por las tecnologías a
seleccionarse13.
Esto implica una dependencia externa de asesoría técnica de
profesionales expertos en el uso de estas tecnologías. Por ello, las
tecnologías deben adecuarse al nivel de cualificación de la mano de
obra14. Además si bien es necesario un cierto tiempo e inversión
inicial para el entrenamiento y capacitación del personal, es más
importantes aún el “proceso de aprendizaje” que se produce con la
práctica de las actividades y la acumulación de experiencia.
5° La maquinaria.En cuanto a la maquinaria y equipos, existen algunos
requerimientos locales como:
- Buen mantenimiento, lo que implica contar con personal
cualificado para realizar estas labores, así como el material
requerido para esta actividad.
- Aceptabilidad técnica con los otros equipos que se hayan
instalado antes.
- Otros requerimientos como: Adaptabilidad climática, personal
especializado con suficientes destrezas y habilidades para la
operación de los equipos y controles complicados, y eficiencia en
el suministro de materiales.
En general, podríamos clasificar en dos los requerimientos: uno,
13 Simón Teitel, “Acerca del Concepto de Tecnología Apropiadas para Países Menos Industrializados” (2001)Opinión citada, págs. 797-799.
14 Jorge Katz, “Importación de Tecnología, Aprendizaje e Industrialización Dependiente” Fondo de CulturaEconómica México 2002
18
relacionado con las prácticas operativas del personal que utiliza la
maquinaria; y el otro, relacionado con las discontinuidades e
indivisibilidades tecnológicas y la heterogeneidad tecnológica.
a) Discontinuidades e Indivisibilidades Tecnológicas.A propósito de la maquinaria que se incorpora a una planta
donde hay otros tipos instalados se presentan las
“discontinuidades tecnológicas”, que se refieren a la
coexistencia de maquinaria y equipos con capacidades de
producción diferentes y discontinuas, e “indivisibilidades
tecnológicas” que consisten en que las maquinarias tienen
capacidades de producción a escalas determinadas, no
pudiendo ser divididas para producir niveles intermedios; y, de
esta manera, se incorporan maquinarias con mayor capacidad
de la requerida. En estos casos, “si la empresa debe asociar
varios medios de producción que son indivisibles, deberá
elegir un nivel mínimo de producción que corresponda al
múltiplo más pequeño de los diferentes máximos de
producción que correspondan a los diversos medios de
producción”15. En muchos casos, se producen estas
indivisibilidades tecnológicas que dan lugar a “cuellos de
botella”, limitando las capacidades efectivas de los demás
equipos y originando altos costos de producción.
b) Heterogeneidad Tecnológica.Estudios recientes muestran la existencia tecnológicas
heterogeneidades de los equipos productivos de las empresas
15 Hill, Charles W.L y Gareth R. Administración Estratégica Mc Graw .Colombia. 2001 Pág. 31
19
industriales. Se hace necesario evaluar la procedencia, la
intensidad y el contenido tecnológico de los equipos a
incorporarse, los esfuerzos de inversión en la adquisición, de
capital nuevo o de reemplazo, para ampliaciones,
modernización o rehabilitación de las instalaciones a fin de
reponer el deterioro normal que tuvieran algunos equipos. Esta
variedad de equipos está referida a la incorporación de una
tecnología dada, las cuales muchas veces constituyen
grandes, pesados y altamente especializados equipos y de
difícil movilización.
De acuerdo al “enfoque de las generaciones”16. La
maquinaria y equipos incorporados en diferente época son:
cualitativamente distintos, por cuanto han sido diseñadas y
construidas con los avances17.
Tecnológico del momento, es decir cada técnica presenta
características y requerimientos económicos y técnicos
diferentes los cuales a su vez “incorpora en cada generación,
la mejor o más moderna tecnología”. Esto da lugar a que
coexistan equipos de diferentes épocas (generaciones) y el
uso de técnicas y procesos distintos, con diferencias no solo
técnico sino también económicas (costos). Sin embargo, la
presencia y continuidad de esta heterogeneidad de la
tecnología utilizada no significa un comportamiento irracional
16 W.E.G. Salter, “Productivity and Technical Change”.Cambridge University Press.England, 1988. Cap. 2-317 M. Vega Centeno M.A. Remenyi, “Cambio Técnico en Estructuras Industriales Hererogenéneas: El caso de
las Industrias de Pulpa y Papel en el Perú, Revistas Tecnológicas y Económicas. Volumen IV N° 8.Diciembre2000 PUC. Lima
20
de parte del empresario, sino que la eficiencia de conjunto
estará en relación con la composición por generaciones e
incrementos de capacidad y la eficiencia en la operación y
funcionamiento en dichas maquinarias, vale decir, en una
óptima combinación operativas y de rendimiento.
6° Financiamiento.Las fuentes de financiamiento de la tecnología a incorporarse
deben ser consideradas y evaluadas antes de efectuar la inversión. No
solamente porque nos proveerán de los recursos económicos
necesarios para la compra de los equipos o materiales, sino que
significan futuros compromisos de pago que la empresa deberá
considerar por un tiempo determinado. Es por ello que en las industrias
de bienes de capital o de industrias pesadas, se requieren muchas
veces el financiamiento del estado y del exterior, ya que la empresa
por si sola es incapaz de autofinanciarse, debido a los elevados costos
de las tecnologías para estas industrias. Estas tres formas de
financiamiento son:
a) Autofinanciamiento.
En el cual la posibilidad de autofinanciamiento dependerá del
buen desempeño técnico y económico de la empresa y de las
condiciones futuras del mercado de sus productos. El análisis
financiero de la empresa implica un estudio de los programas y
montos de las inversiones, previsiones de los flujos de ingresos y
egresos, de las cuentas de Ganancia y Pérdidas, y Balances.
21
b) Otras fuentes de financiamiento.
Que pueden provenir de entidades financieras nacionales o
internacionales. El impredecible comportamiento de algunas
variables que intervienen en el mercado financiero pueden modificar
las condiciones iniciales del financiamiento que bien pueden ser
positivas o adversas para la marcha económica de la empresa.
c) El Estado.
A través de la inversión directa. El estado participa en las
decisiones de la empresa, como propietario parcial o total, debido a
la imposibilidad de algunos empresarios privados de absolver ellos
solos el financiamiento del proyecto de inversión.
1.3 Orientación del cambio técnico.Una vez que se ha seleccionado la tecnología pueden
presentarse situaciones por las que estas deban modificarse. En muchos
casos, las tecnologías elegidas no siempre van a cumplir con todos los
requerimientos exigidos dadas las condiciones locales y, en su
operación surgen necesidades de adecuación, modificación o alteración
en el proceso productivo, en la utilización de insumos o materia prima, o
en el producto final. A estas actividades las denominamos “cambios
técnicos menores” o actividades innovadoras locales.
Para ver como se producen este tipo de actividades, vamos a
clasificar en tres fases en las cuales, de manera independiente, se
pueden reducir estos cambios técnicos menores: la fase de identificación
e implementación de la tecnología, una fase de aprendizaje y asimilación
y una fase de aumento de capacidad.
22
PRIMERA FASE: Identificación o Implementación de la Tecnología.La necesidad de adecuar las técnicas adquiridas aparece muchas
veces de la primera fase en la que se incorpora la tecnología. En esta
fase se pueden distinguir tres etapas:
I. Etapa de Identificación, Pre-Factibilidad y Reinversión.En esta etapa se concibe la idea o proyecto de inversión y de
aquí surgen las necesidades por determinadas tecnologías. La
experiencia de algunos países con tecnologías inapropiadas
demuestra que es en esta etapa en la que se toman las decisiones
de inversión, la que va a influir decisivamente sobre las
posibilidades de desarrollo futuro del desempeño económico y
técnico.
II. Etapa de la Construcción.En esta etapa se produce la construcción e instalación de la
maquinaria y equipos, es aquí donde surgen los primeros
desajustes: en primer lugar, aquellos que ocurren en la recepción
de la maquinaria, en los requerimientos de repuestos de
proveedores locales y otras necesidades de infraestructura.
Luego en la ejecución de pruebas de las unidades adquiridas, lo
cual lleva a que se produzcan las modificaciones en las
condiciones de operación, en las mismas unidades o equipos, y
adaptaciones en los procesos para que estén puedan funcionar en
su máxima capacidad.
III. Etapa de Inicio de Operaciones.Comprende la puesta en marcha de las unidades y equipos
adquiridos y marca el inicio de las actividades productivas. En esta
23
etapa, la empresa se enfrentara con las variaciones de la
demanda, cambios eventuales en la política económica que tienen
incidencia sobre la estructura de los costos, así también sobre
otros cambios en la política de gobierno (política cambiaría,
crediticia, estabilidad laboral, cambios en la propiedad, etc.). Y con
relación a los recursos productivos debe afrontar la posible
escasez en la disponibilidad de los insumos básicos y variaciones
en los precios de estos que redundaran en aumentos en los costos
de producción. Las actividades innovadoras locales, adaptando o
modificando el uso de insumos o materias primas alternativas
sirven en muchos casos como medio de reducir los costos de
operación.
Segunda fase: Aprendizaje y asimilación.Luego de incorporada la tecnología surge una fase de aprendizaje
acerca del método, los procesos productivos y el uso de la tecnología.
En general, este proceso de aprendizaje y asimilación sobre la base de
la experiencia va a ser creador de habilidades y conocimientos nuevos.
Son ya conocidos los estudios que se han realizado acerca de esta fase
y de los resultados obtenidos que han sido muy positivos. La utilización
del proceso productivos y métodos, la operación y mantenimiento de
máquinas y equipos, el tratamiento permanente de las materias primas y
de los productos hará que el personal técnico de ingeniería acumule
experiencia, adquieran destreza y habilidad para18 generar cambios
técnicos menores.
18 K.J. Arrow, “The Economic-technic Implications of Learning by Doing”, en Review of Economic-TechnicsStadies (Junio2002); Jorge Katz y Vega Centeno (2000)
24
Una variable importante para que sea de este proceso sea la
forma en que los agentes macroeconómicos, como las empresas,
reaccionan ante las distorsiones e incongruencias económicas y
técnicas. Es indispensable el apoyo no sólo de empresarios sino también
el rol del estado fomentado la investigación científica, la capacitación
especializada a través de centros de educación técnica y programas
globales de educación inicial.
Tercera fase: Aumento de capacidad.A diferencia de las economías industrializadas en las que se
orienta el cambio técnico hacia la invención o creación de nuevos
productos y procesos productivos para minimizar costos; en los países
menos industrializados se produce una orientación del cambio técnico
hacia la generación de mejoras en los diseños iniciales, adaptaciones de
las técnicas para aumentar la capacidad productiva de éstas.
Estudios recientes comprueban la importancia que está teniendo
los “ensanchamientos” de capacidad en el desarrollo tecnológico de una
economía subdesarrollada.
En el presente estudio, nos referiremos a la capacidad efectiva de
producción que ha sido aumentada a través del tiempo, superando en
algunos casos la capacidad nominal. Vale decir, capacidad efectiva es la
que se encuentra efectivamente produciendo en condiciones de trabajo
normales y suficientes recursos productivos.
Capacidad nominal es la que está especificada en el contrato al
momento de adquirir la tecnología. En la práctica, la capacidad efectiva
inicial está siempre por debajo de la capacidad nominal y va cambiando a
través de la vida útil de la maquinaria hasta llegar, en algunos casos, a
25
superar la capacidad nominal, debido a que se han producido mejoras en
los procesos y equipos19.
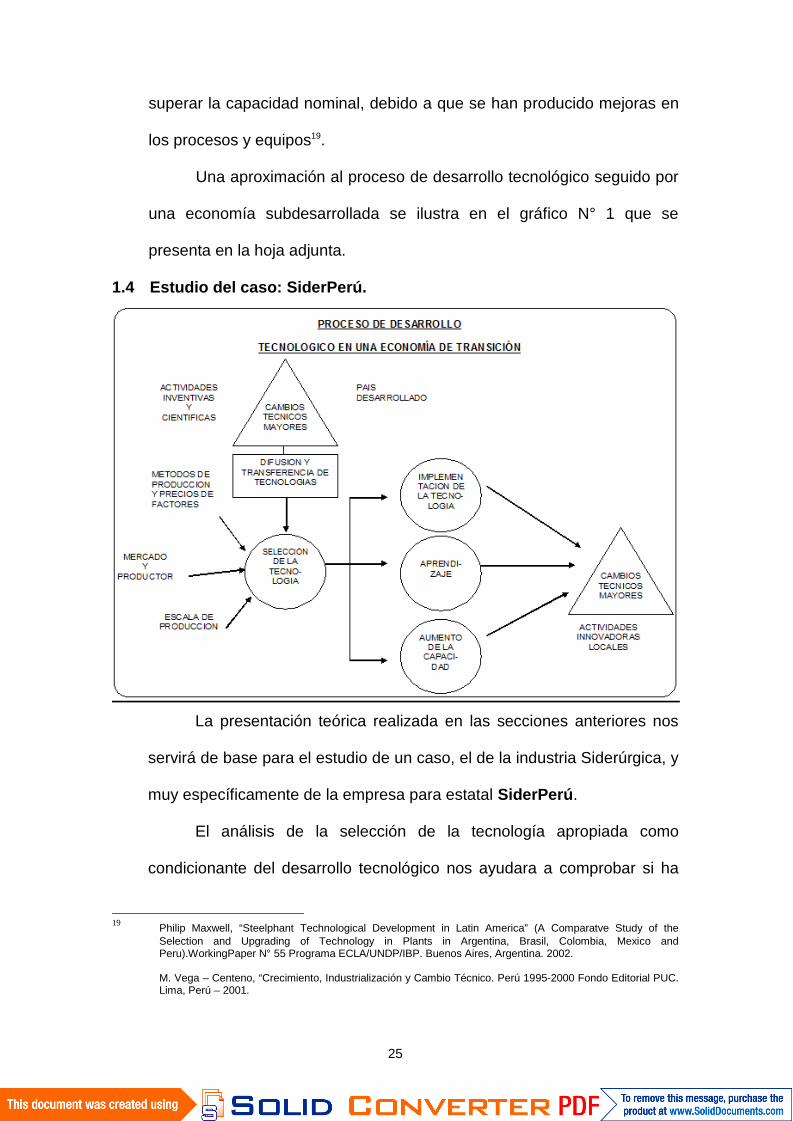
Una aproximación al proceso de desarrollo tecnológico seguido por
una economía subdesarrollada se ilustra en el gráfico N° 1 que se
presenta en la hoja adjunta.
1.4 Estudio del caso: SiderPerú.
La presentación teórica realizada en las secciones anteriores nos
servirá de base para el estudio de un caso, el de la industria Siderúrgica, y
muy específicamente de la empresa para estatal SiderPerú.
El análisis de la selección de la tecnología apropiada como
condicionante del desarrollo tecnológico nos ayudara a comprobar si ha
19 Philip Maxwell, “Steelphant Technological Development in Latin America” (A Comparatve Study of theSelection and Upgrading of Technology in Plants in Argentina, Brasil, Colombia, Mexico andPeru).WorkingPaper N° 55 Programa ECLA/UNDP/IBP. Buenos Aires, Argentina. 2002.
M. Vega – Centeno, “Crecimiento, Industrialización y Cambio Técnico. Perú 1995-2000 Fondo Editorial PUC.Lima, Perú – 2001.
26
existido o no éste desarrollo en la empresa siderúrgica nacional. Evaluar
el proceso tecnológico seguido por esta empresa, permitirá tener un
conocimiento más preciso sobre las actividades innovadoras internas que
se hubieran producido. En particular, las adaptaciones, modificaciones o
mejoras que constituyan cambios técnicos menores.
Asimismo, y teniendo en cuenta que las posibilidades de avanzar
en este tipo de estudios sobre industrias específicas de países
subdesarrollados significan tener un mejor conocimiento de la realidad
nacional para la elaboración de políticas industriales y tecnológicas
efectivas; hemos efectuado (en el capítulo 4), la evaluación comparativa
técnico económica de dos procesos tecnológicos para producir acero: Alto
Horno Convertidor LD y Reducción Directa – Horno Eléctrico. En la
actualidad, estos procesos son materia de gran discusión acerca de su
viabilidad técnica y económica y el desarrollo futuro de la empresa.
Planteamiento de la hipótesis.
La hipótesis central postula que el desarrollo industrial y tecnológico de
una economía subdesarrollada, y que está ligada con el desarrollo tecnológico
de su industria siderúrgica. En el caso de la Industria peruana, el desarrollo
tecnológico funcional está condicionado por tres variablesindependientes:
a) La selección de tecnología.La naturaleza de la tecnología elegida inicialmente y las
expansiones siguientes son las principales condicionantes del proceso
de desarrollo tecnológico. Pensamos que la selección de tecnología
desde el periodo de Reinversión, se ha caracterizado por una falta de
estudios de factibilidad técnica y económica apropiada para una
economía subdesarrollada. Posteriormente, las expansiones
27
efectuadas en la planta siderúrgica han sido discontinuas y no
planificadas, los cuales ha significado un incremento de la capacidad
productiva acompañado de un deterioro de algunos equipos
generándose estrangulamientos (cuello de botella), con otras áreas e
incrementándose los costos de producción.
Una apropiada selección de tecnología, y ampliaciones de
maquinarias y equipos, hubieran incrementado no solo la capacidad
productiva, sino también la producción efectiva de acero, y habría
reducido los costos unitarios de producción, haciendo a la empresa
más competitiva y rentable en el mercado andino.
Por otro lado, pensamos que el deterioro de algunos equipos se
debe principalmente a la falta de un mantenimiento adecuado, debido
a que el personal no se encuentra suficientemente capacitado (en el
ámbito de técnicos e ingenieros), y no ha existido un programa integral
de entrenamiento y capacitación para este nivel, lo que no ocurre con
los obreros que si cuentan con diversos programas.
b) Actividad tecnológica local.La existencia de una “capacidad interna” (ingenieros, técnicos ú
obreros), hace que una empresa no sea receptora pasiva de la
tecnología extranjera y de la asistencia técnica recibida, sino, capaz de
producir “cambios técnicos menores” que se introducen luego de un
proceso de aprendizaje y acumulación del aprendizaje.
Si bien la planta siderúrgica nacional inicio sus operaciones con la
asistencia profesional de técnicos extranjeros y con técnicos
cualificados y obreros nacionales que no contaban con experiencia ni
la preparación adecuada en el campo de la siderurgia; sin embargo,
28
creemos que ha existido un proceso de aprendizaje en el que los
trabajadores peruanos han implementado algunas modificaciones,
adaptaciones y mejoras en los procesos y productos; lo que evidencia
la potencialidad de una capacidad tecnológica propia que se encuentra
en desarrollo aplicativo.
Asimismo, las condiciones de trabajo en este sector no son las
mejores y sin embargo, los profesionales, técnicos y obreros realizan
estas labores de manea “eficiente”, cumpliéndose los programas de
cada planta a su debido tiempo.
c) Factores externos.Principalmente, el rol del gobierno como planificador, regulador,
controlador de precios, financista y conductor de las políticas de la
empresa siderúrgica nacional, y otros factores como las condicionen
de la demanda agregada.
Planteamos que algunos factores externos que han condicionado
el desarrollo tecnológico del sector siderúrgico, principalmente el
gobierno a través de las políticas: cambiaría, arancelaria y de control
de precios. Debido a la dependencia de algunos insumos importados,
el creciente ritmo devaluatorio ha elevado los costos de producción y
de la deuda de manera significativa. La política arancelaria constituye
un cambio de proteccionismo a liberación de importaciones de los
productos siderúrgicos a partir del año 1988; y por otro lado, políticas
de control de precios mantenían constantes los precios de los
productos siderúrgicos frente a crecientes costos de producción.
Además dadas las condiciones de un mercado de acero reducido,
se plantea que la diversificación de los productos que actualmente se
29
producen en la planta siderúrgica estatal, reduce la rentabilidad de la
empresa y hace perder economías de escala, siendo entonces más
viable una especialización en los productos más rentables, y una
combinación de trabajo optima de los equipos ya existentes de
acuerdo a las restricciones en cuanto a alteración de procesos
productivos.
En todo caso, un estudio más detallado de la evolución
tecnológica, requiere un conocimiento del estado de la industria del
acero en el Perú y del mercado de productos siderúrgicos.
Consecuentemente, en los próximos capítulos abordaremos en esa
forma el estudio de caso de la más importante empresa siderúrgica en
el país, SiderPerú.
30
CAPITULO 2 La industria Siderúrgica en el Perú2.1 Antecedentes históricos.
El proceso industrial en el Perú no ha seguido la misma trayectoria
observada en los países desarrollados en los que la industria siderúrgica
contribuía significativamente a generar las condiciones necesarias para
la formación de un sector industrial. Entre 1864 y 1872 se instalaron en
Lima algunas fábricas que en su mayoría eran filiales de empresas de
capitales extranjeros, entre ellos la Fábrica de Galletas Arturo Field,
fábrica de Mosaicos y Fábrica de Tejidos en Vitarte y Chincha. En 1876
existía una pequeña Fundición de Hierro y Bronce en Chucuito. Si bien
la aparición de estas fábricas no expresaba un verdadero proceso de
industrialización, en todo caso los pequeños talleres artesanales
constituían un sector mucho más considerable en el desarrollo industrial,
hasta inicios del presente siglo.
En 1913 los ingenieros Federico Fuchs y Roberto Letts, guiados
por el arriero Juan Pastor Rivas, llegaron hasta el Cerro Tunga de San
Juan (Ica) en busca de cobre y en forma casual encontraron los
yacimientos de mineral de hierro de Marcona. A raíz de este
descubrimiento hubo preocupación oficial por desarrollar una industria
siderúrgica nacional.
En 1929 los yacimientos de Marcona se declararon Reserva
Mineral de la Nación y en 1932 se autoriza su explotación. La creciente
demanda externa por minerales de hierro de alta calidad promovió una
rápida extracción del mismo. Esto incentivo la instalación de una
industria nacional de hierro y acero en los países productores de este
importante insumo, como Colombia y Perú. Las primeras medidas en el
31
Perú se promulgaron durante el gobierno de Manuel Prado en 1940,
específicamente la Ley de Protección Económica e Industrial N° 9140,
que tenía dispositivos de protección y estímulo a la industrialización en el
país. Se efectúan estudios iniciales sobre las posibilidades de establecer
una siderurgia en base al uso de los minerales de Marcona.
En virtud de la Ley 9577, se crea la Corporación Peruana del Santa
el 4 de Junio de 1943, la cual estaba dirigida a realizar actividades de
fomento y desarrollo de la industrialización del Valle del Santa. En 1944,
una de las primeras actividades de la corporación fue la de contrata a
una empresa extranjera para la revisión de los estudios realizados
anteriormente sobre la instalación de una planta siderúrgica en el Perú.
Los resultados fueron positivos aunque su efectiva instalación tuvo que
ser postergada por algunos años debido a la imposibilidad de conseguir
los equipos durante la Segunda Guerra Mundial. En 1950 se reinician las
negociaciones para el suministro de los equipos necesarios para la
Planta Siderúrgica que estaría ubicada en la Ciudad de Chimbote1, a 430
kilómetros al norte de Lima. El 9 de Mayo de 1956, la corporación firma
el protocolo de creación de la Sociedad de Gestión de la Planta
Siderúrgica de Chimbote y de la Central Hidroeléctrica del Cañón del
Pato (SOGESA). Esta sociedad estuvo integrada por la Corporación
Peruana del Santa, el grupo francés Delattre et Frouard y el Consorcio
de Ingenieros Contratistas Generales. A mediados del mismo año se
instala definitivamente la Planta Siderúrgica, iniciando parcialmente sus
operaciones, y es oficialmente inaugurada el 21 de Abril de 1958.
1 Se escogió Chimbote por las excelentes condiciones iniciales de su bahía, por su proximidad al río Santa, que además deabundante agua, ofrecía un gran potencial energético, por la cercanía a la Central Hidroeléctrica de Huallanca y a losyacimientos carboníferos de la Galgada y Ancos y abundancia de caliza en la región
32
En 1960 se decide separar las operaciones siderúrgicas de las de la
Hidroeléctrica, creándose la empresa “Sociedad Siderúrgica de
Chimbote S.A.” Las acciones correspondientes al grupo francés y al
Consorcio de Ingenieros Contratistas fueron adquiridas por la
Corporación Peruana del Santa, quedando como la única propietaria de
la siderurgia.
En la década del 60, se incorporan en el sector dos empresas no
integradas, Aceros Arequipa (Planta 1) y Aceros Peruanos S.A. ubicadas
en Arequipa y Lima, respectivamente.
Junto con el conjunto de reformas implementadas por el Gobierno Militar
del General Velasco Alvarado, en 1971 se dicta el Decreto Ley 19034 en
el que se separa la participación de la Corporación Peruana del Santa de
las actividades siderúrgicas, constituyéndose la Empresa Siderúrgica del
Perú SIDERPERU, como una empresa pública y descentralizada del
sector industrial. Esta transferencia de instalaciones, terrenos y
edificaciones de SOGESA a la empresa estatal representaron un valor
de 2.209 millones de soles (US $ 50.9 millones).
Diez años más tarde se dispone la reorganización de algunas
empresas públicas, en las que se incluía a SIDERPERU, convirtiéndose
en Empresa Estatal de Derecho Privado2 del Sector Industrial DEL
M.I.T.I., bajo la forma de sociedad anónima. Actualmente la empresa se
rige por dos instrumentos legales: mediante Decreto Supremo 023-81-
ITI-IND aprobado en Septiembre de 1981 de la Ley de Sociedades
2 Empresa cuyo único propietario es el Estado y de “derecho privado”, según el régimen legal que la conduce, la empresatiene autonomía.
33
Mercantiles y el Decreto Legislativo N° 216 del 12 de Junio de 19813,
Ley de Actividad Empresarial del Estado. El capital social suscrito por el
estado asciende a 300 millones de dólares (aproximadamente al Estado,
siendo la Corporación Nacional de Desarrollo (CONADE) la
representante y tenedora de las acciones4 de SIDERPERÚ y la que
incrementándose las ventas en el país en 11% y triplicándose las
importaciones. La liberalización de importaciones y la reducción de
aranceles ocasionaron que el segmento del mercado cubierto por
SiderPerú se contraiga de 80% en 1979 a 72% en 1980 y 59% en 1981.
Durante el año 1982 el consumo aparente de los productos siderúrgicos
significó una caída de 28.6% en relación a 1981. El consumo de acero
percápita fue de 24 kilos de acero dando como resultado una
disminución del 29.4% con respecto a 1981.
Se designa los miembros de la Junta de Accionistas hasta 1981, y
a partir de 1982 pasa la presentación a Inversiones COFIDE S.A.
(ICSA)
El ingreso de otras empresas entre 1981 y 1982 elevó la capacidad
productiva del acero nacional, todas ellas privadas entre las que destaca
la Laminadora del Pacifico, primera Empresa Semi-integrada en el país.
3 No se ha incluido la Reevaluación de Activos Fijos de los años 1982-1984.4 Son 12.000 acciones en Certificado de Aportación del Estado, de los cuales 168.145 millones de soles se encuentran
totalmente pagados.

34
GRAFICO N° 2 Ubicación Geográfica de Empresas Productorasde Acero en el Perú.
35
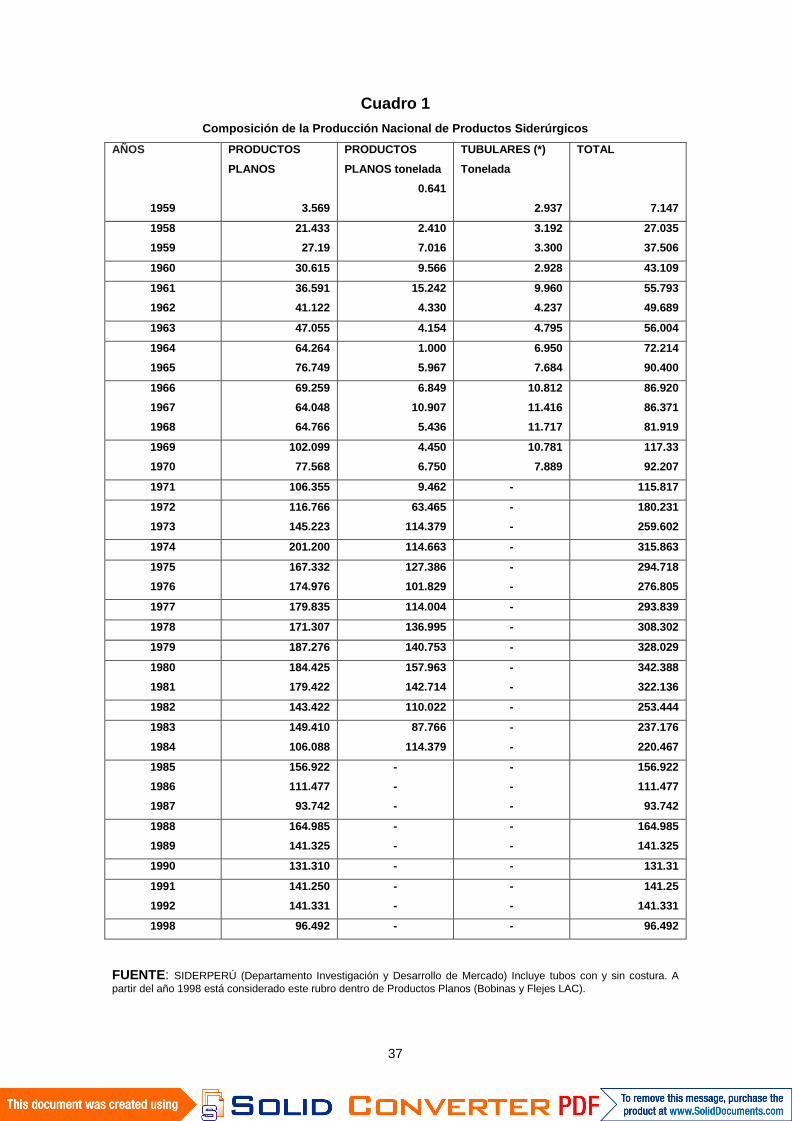
2.2 La oferta de acero en el Perú.
En el Perú tenemos cinco empresas siderúrgicas ubicadas
principalmente en la costa (Gráfico 2), de todas ellas, SiderPerú es la
única empresa estatal e integra5. El resto son empresas privadas y, con
excepción de Aceros Peruanos S.A.
1. SiderPerú
2. Laminadora del Pacífico S.A.
3. Aceros Arequipa S.A.
4. Aceros del Sur S.A.
5. Aceros Peruanos S.A.
Están ligadas a un mismo grupo financiero (ARMCO-ACERCO-
PROLANSA). En el Cuadro 1 se presenta la información obtenida sobre
las cinco empresas productoras de acero en el país, describiendo las
características principales de cada empresa, y datos propios de cada
una como: fecha de inicio de operaciones, tipo de empresa, equipos e
instalaciones, capacidad de producción, materias primas, gama de
productos y proyectos de inversión o ampliación.
El comportamiento de la producción nacional de productos
siderúrgicos presentó inicialmente un crecimiento moderado entre los
años 1957 a 1968, un rápido crecimiento a partir de 1971 (luego del
terremoto de 1970) hasta el primer año punta que fue 1974 con una
producción de 315 mil toneladas de acero (Cuadro 2), nivel superado en
1980 con 342 mil TN de acero, pero a partir del año siguiente empieza el
descenso de la producción nacional de productos siderúrgicos,
trabajando las empresas de este sector por debajo de la mitad de su
5 Porter, Michael. Ventajas competitivas del proceso productivo. Edit. Continental. México. 1994
36
capacidad. Actualmente, SIDERPERU viene trabajando en un 43% de
su capacidad productiva, mientras que LAMINADORA DEL PACIFICO
en un 38%, debido a factores tanto internos como externos. Entre los
factores internos se ubicaría la necesidad de rehabilitar algunos equipos
como: ConvertidoresL.D.
37
Cuadro 1Composición de la Producción Nacional de Productos Siderúrgicos
AÑOS
1959
PRODUCTOSPLANOS
3.569
PRODUCTOSPLANOS tonelada
0.641
TUBULARES (*)Tonelada
2.937
TOTAL
7.147
19581959
21.43327.19
2.4107.016
3.1923.300
27.03537.506
1960 30.615 9.566 2.928 43.109
19611962
36.59141.122
15.2424.330
9.9604.237
55.79349.689
1963 47.055 4.154 4.795 56.004
19641965
64.26476.749
1.0005.967
6.9507.684
72.21490.400
196619671968
69.25964.04864.766
6.84910.907
5.436
10.81211.41611.717
86.92086.37181.919
19691970
102.09977.568
4.4506.750
10.7817.889
117.3392.207
1971 106.355 9.462 - 115.817
19721973
116.766145.223
63.465114.379
--
180.231259.602
1974 201.200 114.663 - 315.863
19751976
167.332174.976
127.386101.829
--
294.718276.805
1977 179.835 114.004 - 293.839
1978 171.307 136.995 - 308.302
1979 187.276 140.753 - 328.029
19801981
184.425179.422
157.963142.714
--
342.388322.136
1982 143.422 110.022 - 253.444
19831984
149.410106.088
87.766114.379
--
237.176220.467
198519861987
156.922111.47793.742
---
---
156.922111.47793.742
19881989
164.985141.325
--
--
164.985141.325
1990 131.310 - - 131.31
19911992
141.250141.331
--
--
141.25141.331
1998 96.492 - - 96.492
FUENTE: SIDERPERÚ (Departamento Investigación y Desarrollo de Mercado) Incluye tubos con y sin costura. Apartir del año 1998 está considerado este rubro dentro de Productos Planos (Bobinas y Flejes LAC).
38
Controles de espesores de Laminación en frío, cizallas y
atomización de zinc en galvanización. En el caso de LAMINADORA DEL
PACIFICO, recién desde mediados de 1982 iniciaron las operaciones,
por lo que actualmente se encuentran en su capacidad efectiva inicial y
se espera irá aumentando a medida que transcurra la vida útil de los
equipos. Como factores externos podemos mencionar las políticas
asumidas por el segundo gobierno del Arquitecto Fernando Belaúnde
Terry, liberalizando las importaciones e incentivando la libre competencia
con el argumento de elevar la eficiencia de la industria nacional,
registrándose una reducción en la demanda por productos siderúrgicos
nacionales entre 1980 y 1982. En 1983 la producción de acero decreció
en 17% con respecto al año anterior, siendo la participación de SIDER
en la producción de 75 % y de la LAMINADORA DEL PACIFICO de
24%.
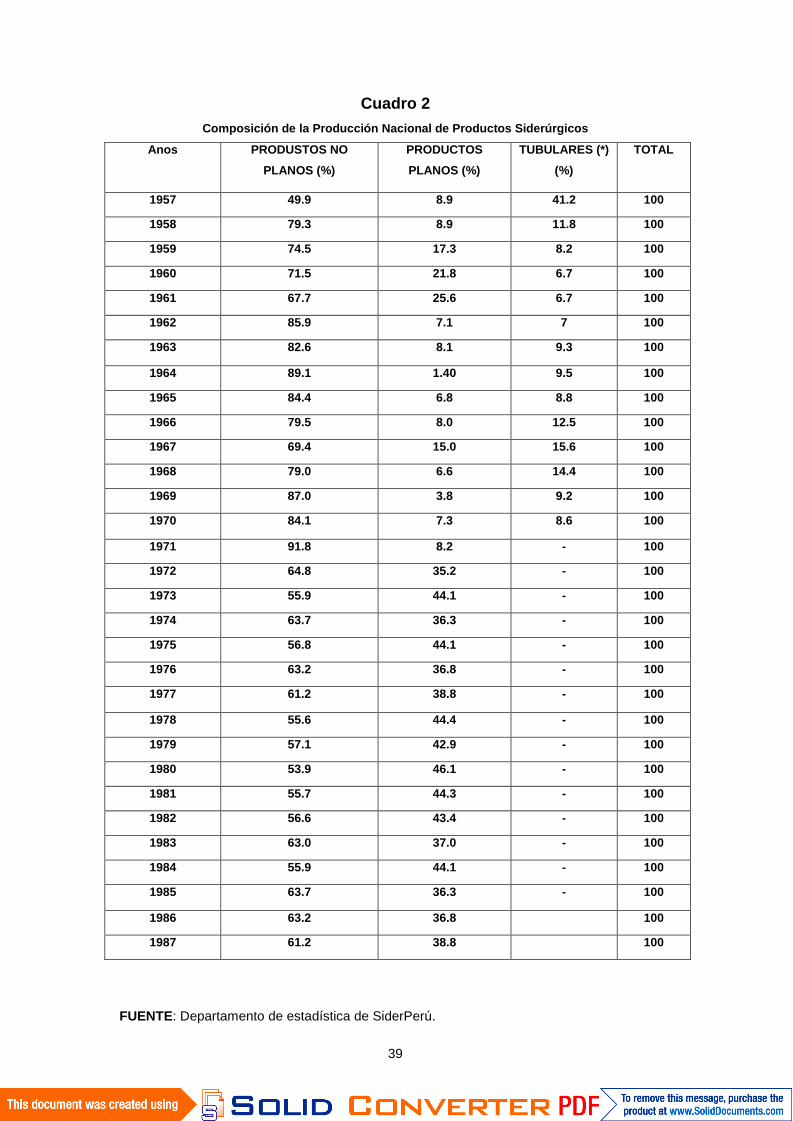
Desde 1957 hasta 1983 se mantiene el mayor porcentaje de
Productos No Planos (Cuadro 3), los cuales comprenden las barras de
construcción, barras lisas, barras de molino, alambrón, perfiles livianos,
barras y perfiles pesados, rieles, etc.; representando el 69.7% del total
de la producción como promedio anual para este período. La importancia
relativa de estos productos fluctuó desde su punto más bajo (49.9%) en
1957 hasta 91.8% en 1971.
39
Cuadro 2Composición de la Producción Nacional de Productos Siderúrgicos
Anos PRODUSTOS NO
PLANOS (%)
PRODUCTOS
PLANOS (%)
TUBULARES (*)
(%)
TOTAL
1957 49.9 8.9 41.2 100
1958 79.3 8.9 11.8 100
1959 74.5 17.3 8.2 100
1960 71.5 21.8 6.7 100
1961 67.7 25.6 6.7 100
1962 85.9 7.1 7 100
1963 82.6 8.1 9.3 100
1964 89.1 1.40 9.5 100
1965 84.4 6.8 8.8 100
1966 79.5 8.0 12.5 100
1967 69.4 15.0 15.6 100
1968 79.0 6.6 14.4 100
1969 87.0 3.8 9.2 100
1970 84.1 7.3 8.6 100
1971 91.8 8.2 - 100
1972 64.8 35.2 - 100
1973 55.9 44.1 - 100
1974 63.7 36.3 - 100
1975 56.8 44.1 - 100
1976 63.2 36.8 - 100
1977 61.2 38.8 - 100
1978 55.6 44.4 - 100
1979 57.1 42.9 - 100
1980 53.9 46.1 - 100
1981 55.7 44.3 - 100
1982 56.6 43.4 - 100
1983 63.0 37.0 - 100
1984 55.9 44.1 - 100
1985 63.7 36.3 - 100
1986 63.2 36.8 100
1987 61.2 38.8 100
FUENTE: Departamento de estadística de SiderPerú.
40
La producción de No Planos tuvo una rápida expansión, llegando a
cubrir SIDERPERU el 99% del consumo nacional en 1979. La
introducción de la Planta de Laminación de Productos Planos de
SIDERPERÚ que entró en operaciones en 1971, elevó el porcentaje de
participación de esta empresa en “productos planos” de 8% en 1971 a
35% en 1972.
Los productos tubulares incluyen tubos con costura o sin ella. A
partir de 1951 hasta 1970 los tubos con costura eran fabricados por la
empresa privada FERRUM S.A., y posteriormente entran otras empresas
como AGERSA, TUBESA, etc., utilizando flejes LAC importados. En
1971, con la nueva Planta de Laminación de Planos, estos productos
son fabricados por SIDERPERÚ e incluidos en el rubro de planos.
2.3 La demanda de acero en el Perú.
Para el análisis del comportamiento de la Demanda de Acero en el
Perú, se ha utilizado el concepto de CONSUMO APARENTE, el cual es
comúnmente definido como:
CONSUMO =Producción + Importaciones – Exportaciones
APARENTE
Sinembargo, con el objeto de minimizar los efectos de variaciones de
stocks, se utilizó la siguiente identidad:
CONSUMO = VENTAS DE MERCADO INTERNO + IMPORTACIONES
APARENTE
41
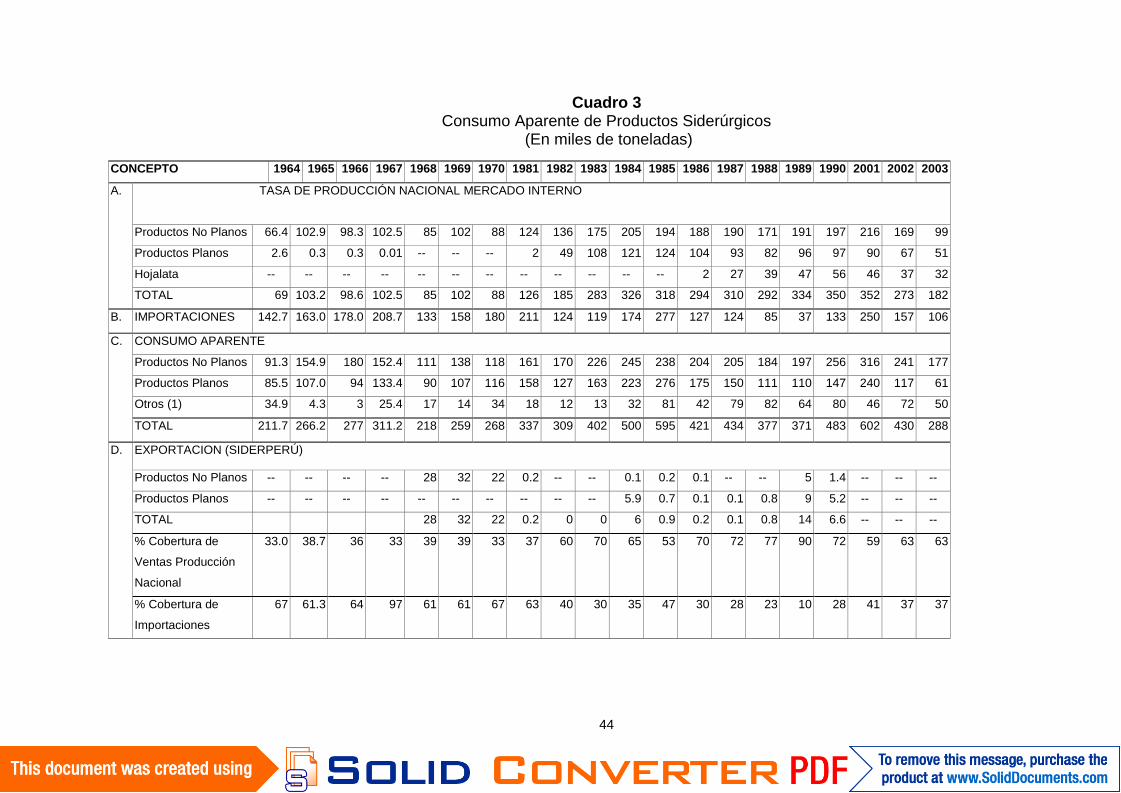
El Consumo aparente de los productos siderúrgicos6 ha guardado
una estrecha relación con el dinamismo mostrado por algunos sectores
de la actividad económica, principalmente de la industria de la
construcción civil, industria de la construcción naval, y empresas
metalúrgicas y metal-mecánicas. En el Gráfico 3 se observa que existe
una correlación entre la producción de acero nacional con la evolución
de la producción de la industria manufacturera y la industria de la
construcción.
El crecimiento del consumo en el período 1951–1976 fue
abastecido totalmente por importaciones de productos laminados de
acero. Con el inicio de operaciones de la Planta Siderúrgica Nacional
fabricando barras de construcción disminuyó progresivamente la
cobertura del mercado con importaciones. En 1959, con la Ley 13270 de
Promoción Industrial, se establece un régimen de promoción e incentivo
a la industria nacional, como liberación de derechos de importación,
especialmente de productos usados como materia prima y que no
producía la industria nacional, exoneraciones de impuestos a las
utilidades y crédito industrial. Esta ley creó un gran incentivo para la
expansión de las empresas existentes y la creación de nuevas
industrias. Entre 1964 – 1967, el consumo se incrementa debido al
rápido dinamismo de la actividad industrial manufacturera. A partir de
este año y durante el período 1968 – 1970 se contrae el consumo debido
a la crisis económica y a la incertidumbre del nuevo régimen militar.
6 En el cuadro 4 se presenta el histórico del consumo aparente de acero entre 1964-1983, así como lasexportaciones que se produjeron a partir de 1968 hasta 1980.
42
Entre 1971 – 1975, el consumo creció a una tasa anual de 17.3%
como consecuencia del aumento en las inversiones públicas en obras de
infraestructura productiva, edificaciones para la administración del
Estado y una importante demanda de tubos con costura por parte de la
actividad petrolera para la construcción del Oleoducto. El crecimiento de
la industria de la construcción naval para la exportación y la construcción
de viviendas influyeron también en ese crecimiento, hasta 1975, en que
se dejan sentir los efectos de la recesión mundial. La contracción del
consumo llega hasta 1979 a 11%.
44
Cuadro 3Consumo Aparente de Productos Siderúrgicos
(En miles de toneladas)
CONCEPTO 1964 1965 1966 1967 1968 1969 1970 1981 1982 1983 1984 1985 1986 1987 1988 1989 1990 2001 2002 2003
A.V TASA DE PRODUCCIÓN NACIONAL MERCADO INTERNO
Productos No Planos 66.4 102.9 98.3 102.5 85 102 88 124 136 175 205 194 188 190 171 191 197 216 169 99
Productos Planos 2.6 0.3 0.3 0.01 -- -- -- 2 49 108 121 124 104 93 82 96 97 90 67 51
Hojalata -- -- -- -- -- -- -- -- -- -- -- -- 2 27 39 47 56 46 37 32
TOTAL 69 103.2 98.6 102.5 85 102 88 126 185 283 326 318 294 310 292 334 350 352 273 182
B. IMPORTACIONES 142.7 163.0 178.0 208.7 133 158 180 211 124 119 174 277 127 124 85 37 133 250 157 106
C. CONSUMO APARENTE
Productos No Planos 91.3 154.9 180 152.4 111 138 118 161 170 226 245 238 204 205 184 197 256 316 241 177
Productos Planos 85.5 107.0 94 133.4 90 107 116 158 127 163 223 276 175 150 111 110 147 240 117 61
Otros (1) 34.9 4.3 3 25.4 17 14 34 18 12 13 32 81 42 79 82 64 80 46 72 50
TOTAL 211.7 266.2 277 311.2 218 259 268 337 309 402 500 595 421 434 377 371 483 602 430 288
D. EXPORTACION (SIDERPERÚ)
Productos No Planos -- -- -- -- 28 32 22 0.2 -- -- 0.1 0.2 0.1 -- -- 5 1.4 -- -- --
Productos Planos -- -- -- -- -- -- -- -- -- -- 5.9 0.7 0.1 0.1 0.8 9 5.2 -- -- --
TOTAL 28 32 22 0.2 0 0 6 0.9 0.2 0.1 0.8 14 6.6 -- -- --
% Cobertura de
Ventas Producción
Nacional
33.0 38.7 36 33 39 39 33 37 60 70 65 53 70 72 77 90 72 59 63 63
% Cobertura de
Importaciones
67 61.3 64 97 61 61 67 63 40 30 35 47 30 28 23 10 28 41 37 37
45
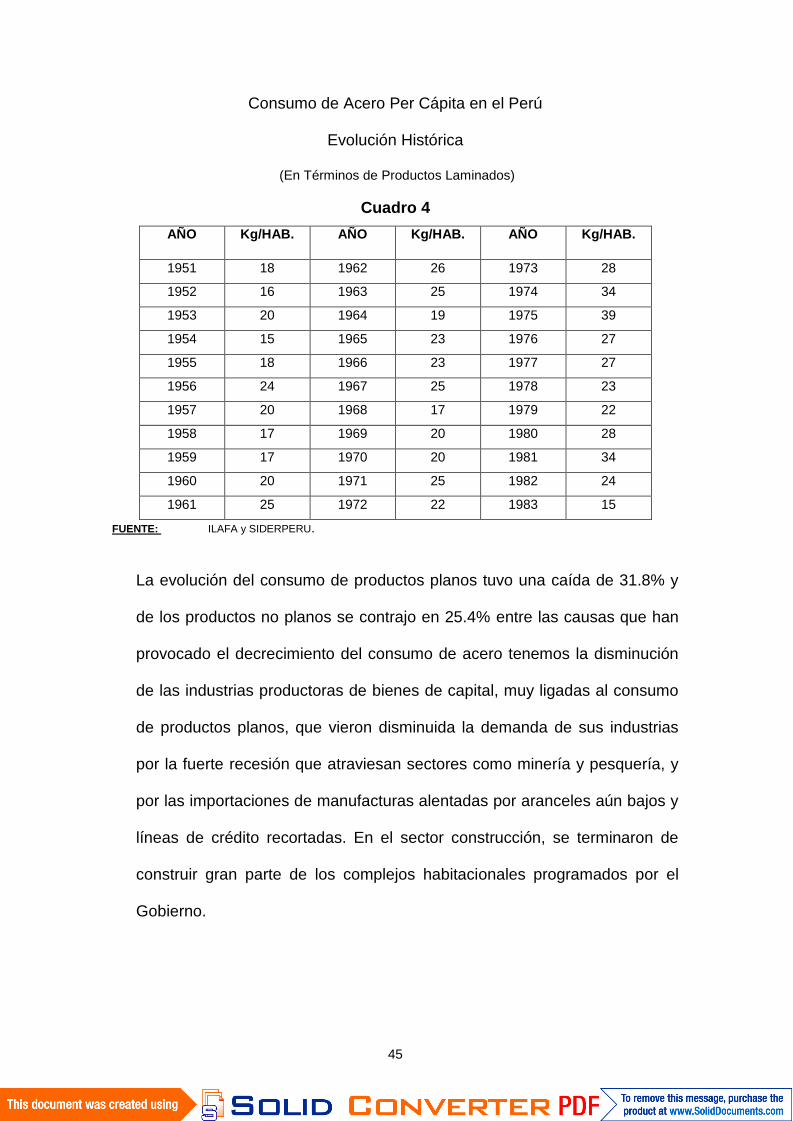
Consumo de Acero Per Cápita en el Perú
Evolución Histórica
(En Términos de Productos Laminados)
Cuadro 4AÑO Kg/HAB. AÑO Kg/HAB. AÑO Kg/HAB.
1951 18 1962 26 1973 28
1952 16 1963 25 1974 34
1953 20 1964 19 1975 39
1954 15 1965 23 1976 27
1955 18 1966 23 1977 27
1956 24 1967 25 1978 23
1957 20 1968 17 1979 22
1958 17 1969 20 1980 28
1959 17 1970 20 1981 34
1960 20 1971 25 1982 24
1961 25 1972 22 1983 15
FUENTE: ILAFA y SIDERPERU.
La evolución del consumo de productos planos tuvo una caída de 31.8% y
de los productos no planos se contrajo en 25.4% entre las causas que han
provocado el decrecimiento del consumo de acero tenemos la disminución
de las industrias productoras de bienes de capital, muy ligadas al consumo
de productos planos, que vieron disminuida la demanda de sus industrias
por la fuerte recesión que atraviesan sectores como minería y pesquería, y
por las importaciones de manufacturas alentadas por aranceles aún bajos y
líneas de crédito recortadas. En el sector construcción, se terminaron de
construir gran parte de los complejos habitacionales programados por el
Gobierno.
46
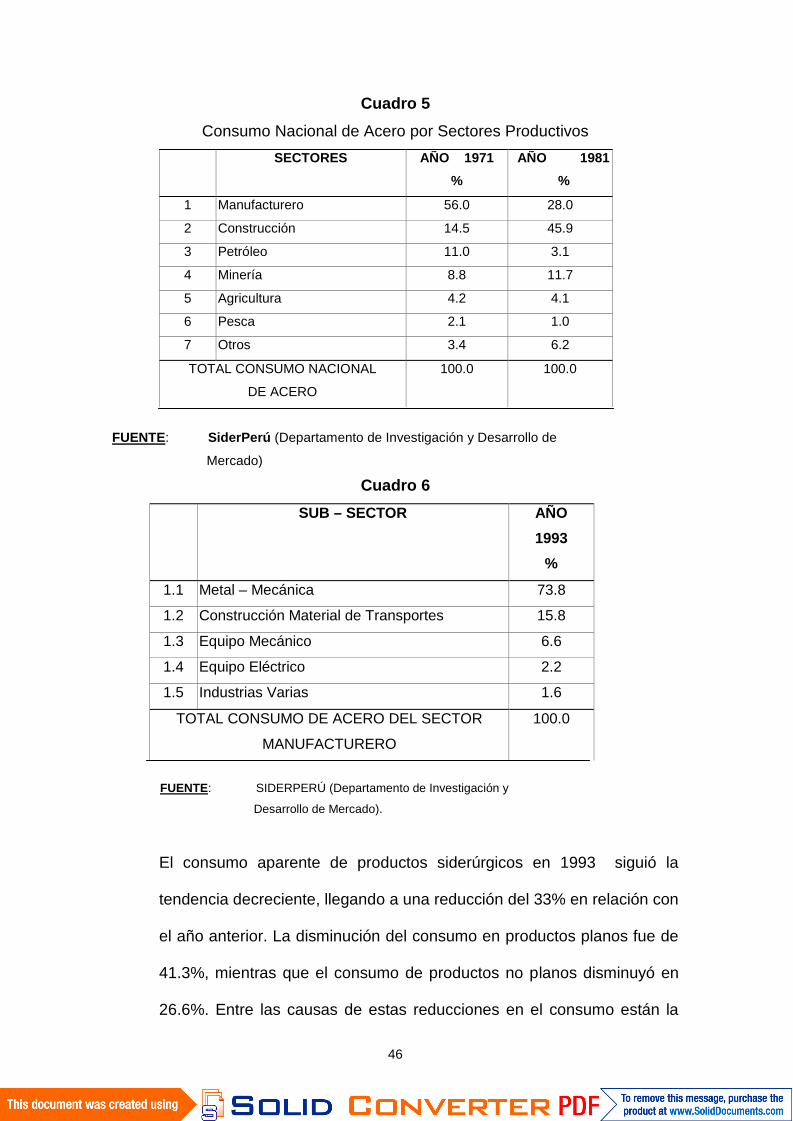
Cuadro 5Consumo Nacional de Acero por Sectores Productivos
SECTORES AÑO 1971%
AÑO 1981%
1 Manufacturero 56.0 28.0
2 Construcción 14.5 45.9
3 Petróleo 11.0 3.1
4 Minería 8.8 11.7
5 Agricultura 4.2 4.1
6 Pesca 2.1 1.0
7 Otros 3.4 6.2
TOTAL CONSUMO NACIONAL
DE ACERO
100.0 100.0
FUENTE: SiderPerú (Departamento de Investigación y Desarrollo de
Mercado)
Cuadro 6SUB – SECTOR AÑO
1993%
1.1 Metal – Mecánica 73.8
1.2 Construcción Material de Transportes 15.8
1.3 Equipo Mecánico 6.6
1.4 Equipo Eléctrico 2.2
1.5 Industrias Varias 1.6
TOTAL CONSUMO DE ACERO DEL SECTOR
MANUFACTURERO
100.0
FUENTE: SIDERPERÚ (Departamento de Investigación y
Desarrollo de Mercado).
El consumo aparente de productos siderúrgicos en 1993 siguió la
tendencia decreciente, llegando a una reducción del 33% en relación con
el año anterior. La disminución del consumo en productos planos fue de
41.3%, mientras que el consumo de productos no planos disminuyó en
26.6%. Entre las causas de estas reducciones en el consumo están la
47
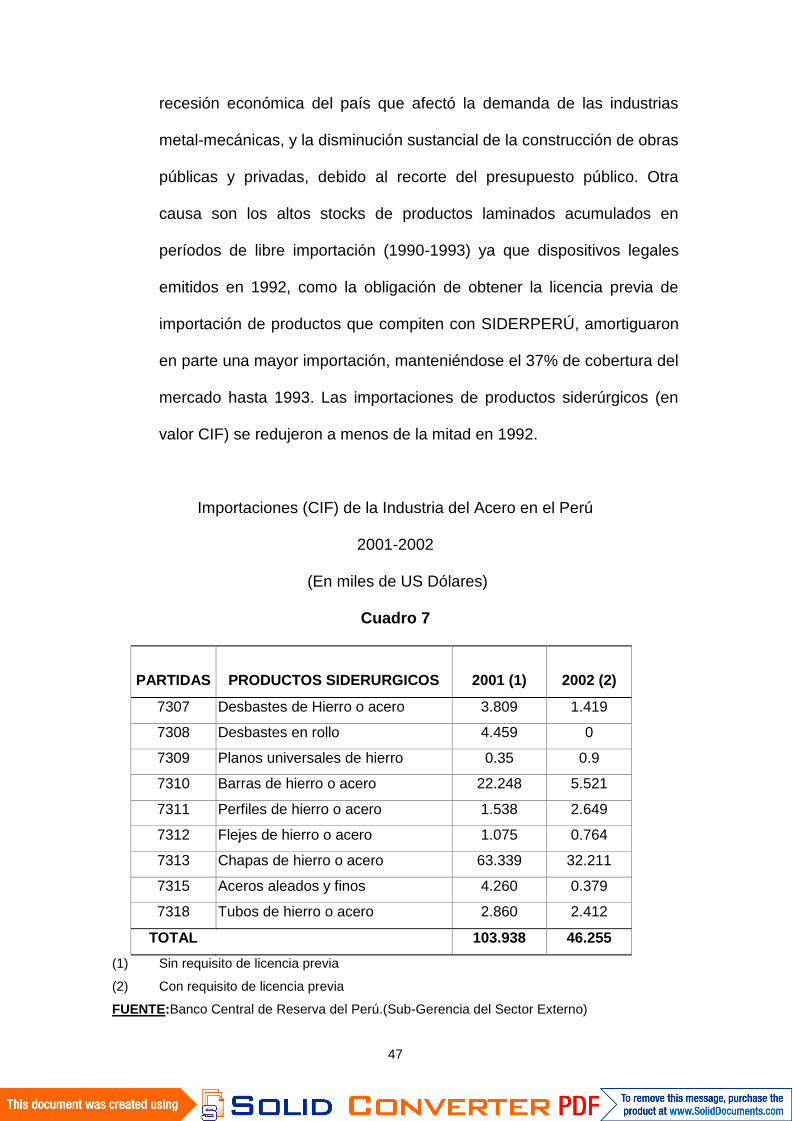
recesión económica del país que afectó la demanda de las industrias
metal-mecánicas, y la disminución sustancial de la construcción de obras
públicas y privadas, debido al recorte del presupuesto público. Otra
causa son los altos stocks de productos laminados acumulados en
períodos de libre importación (1990-1993) ya que dispositivos legales
emitidos en 1992, como la obligación de obtener la licencia previa de
importación de productos que compiten con SIDERPERÚ, amortiguaron
en parte una mayor importación, manteniéndose el 37% de cobertura del
mercado hasta 1993. Las importaciones de productos siderúrgicos (en
valor CIF) se redujeron a menos de la mitad en 1992.
Importaciones (CIF) de la Industria del Acero en el Perú
2001-2002
(En miles de US Dólares)
Cuadro 7
PARTIDAS PRODUCTOS SIDERURGICOS 2001 (1) 2002 (2)
7307 Desbastes de Hierro o acero 3.809 1.419
7308 Desbastes en rollo 4.459 0
7309 Planos universales de hierro 0.35 0.9
7310 Barras de hierro o acero 22.248 5.521
7311 Perfiles de hierro o acero 1.538 2.649
7312 Flejes de hierro o acero 1.075 0.764
7313 Chapas de hierro o acero 63.339 32.211
7315 Aceros aleados y finos 4.260 0.379
7318 Tubos de hierro o acero 2.860 2.412
TOTAL 103.938 46.255(1) Sin requisito de licencia previa
(2) Con requisito de licencia previa
FUENTE:Banco Central de Reserva del Perú.(Sub-Gerencia del Sector Externo)
48
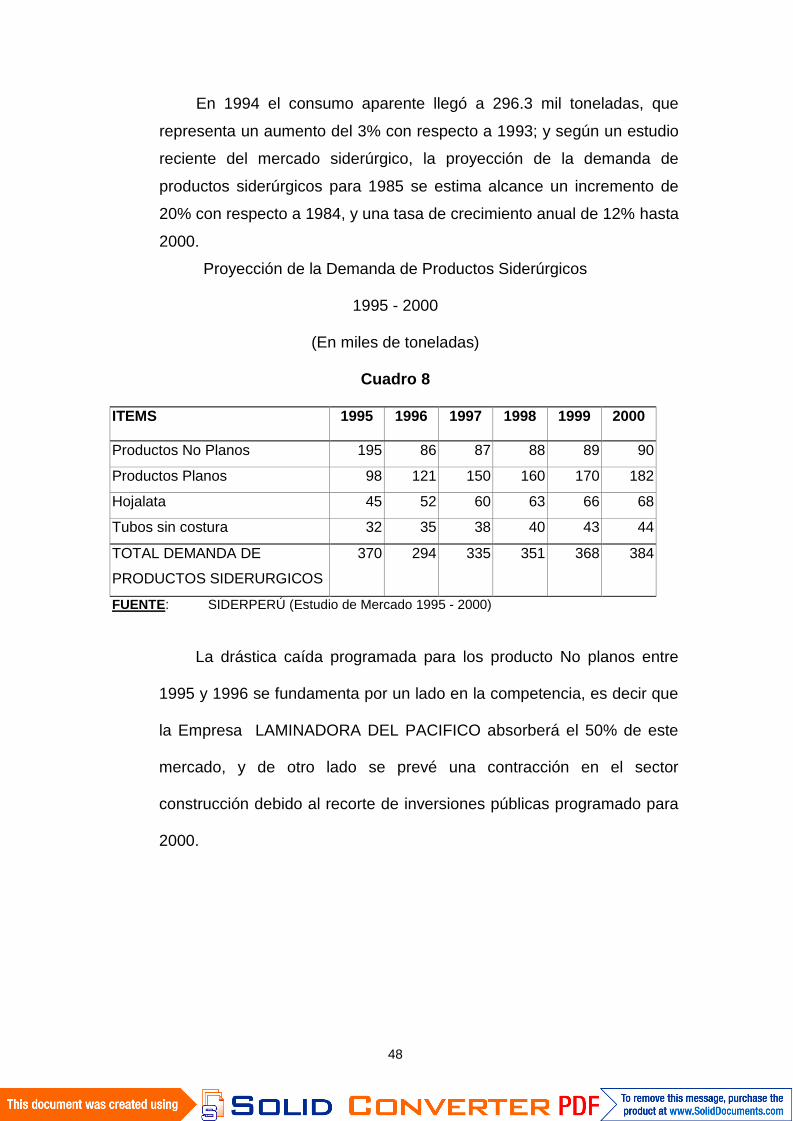
En 1994 el consumo aparente llegó a 296.3 mil toneladas, que
representa un aumento del 3% con respecto a 1993; y según un estudio
reciente del mercado siderúrgico, la proyección de la demanda de
productos siderúrgicos para 1985 se estima alcance un incremento de
20% con respecto a 1984, y una tasa de crecimiento anual de 12% hasta
2000.
Proyección de la Demanda de Productos Siderúrgicos
1995 - 2000
(En miles de toneladas)
Cuadro 8
ITEMS 1995 1996 1997 1998 1999 2000
Productos No Planos 195 86 87 88 89 90
Productos Planos 98 121 150 160 170 182
Hojalata 45 52 60 63 66 68
Tubos sin costura 32 35 38 40 43 44
TOTAL DEMANDA DE
PRODUCTOS SIDERURGICOS
370 294 335 351 368 384
FUENTE: SIDERPERÚ (Estudio de Mercado 1995 - 2000)
La drástica caída programada para los producto No planos entre
1995 y 1996 se fundamenta por un lado en la competencia, es decir que
la Empresa LAMINADORA DEL PACIFICO absorberá el 50% de este
mercado, y de otro lado se prevé una contracción en el sector
construcción debido al recorte de inversiones públicas programado para
2000.
49
CAPITULO 3 Evolución Tecnológica en SiderPerú
La evolución tecnológica de la industria siderúrgica peruana se analizará
a través del estudio de una sola empresa: SIDERPERU, la cual representó el
99.6% de la producción nacional de acero en 2000. El proceso tecnológico
seguido por esta empresa será presentado en tres partes: una primera parte
analiza la fase de identificación e implementación de la tecnología; la segunda
analiza el Proceso de Aprendizaje en el campo siderúrgico y, la última parte
analiza el Aumento de la Capacidad Productiva en dicha empresa.
3.1 Identificación e implementación de la tecnología.
Hablar del proceso tecnológico de una industria implica retroceder
hasta sus inicios, desde la etapa de pre-inversión hasta el inicio de sus
operaciones.
El período de Pre-inversión significa el lapso en que se concibe la
idea de efectuar un proyecto integral de inversión hasta que se realice.
En el caso de la industria siderúrgica nacional, el proyecto inicial se hizo
entre 1940 y 1943, y se ejecuta e inicia operaciones entre 1957 y 1958.
Esto significa un período de 17 años de estudios y esfuerzos por el
establecimiento de la Siderúrgica en el país. Un estudio sobre el
desarrollo de la Empresa Siderúrgica del Perú (SIDERPERÚ)1 durante
los años 1956-1976 afirma que el tipo de tecnología seleccionada
inicialmente (Hornos Eléctricos de Reducción), fue inapropiado y con
elevados costos que obedecieron a dos tipos de razones; de naturaleza
técnica y de naturaleza institucional. En relación a los problemas
técnicos, el proyecto se basó en cálculos erróneos sobre el precio de la1 Philip Maxwell (1982). Op. Cit., Pág. 64-66
50
energía eléctrica necesaria para el funcionamiento de los hornos
eléctricos, limitando la obtención de mayor producción debido a los altos
costos que requería. Por otro lado, como no se dispuso de un plan
comprensivo y detallado para el desarrollo del proyecto, no existió un
criterio por el cual se pudiera buscar o comparar ofertas internacionales
competitivas, obteniéndose los equipos por negociación directa. El
suministro de los equipos constituyó una especie de contrato llave en
mano, sin elaboración previa de bases y especificaciones técnicas.
Solamente se disponía de la decisión de parte del gobierno de invertir en
una siderúrgica, fruto de objetivos políticos, económicos y estratégicos
para el mediano y largo plazo que el gobierno definió.
La elección de los Hornos Eléctricos de Reducción ELKEN estuvo
determinada por dos factores:
1° Por una limitación en el capital inicial de la sociedad
(aproximadamente 2.1 millones de dólares), impidiendo la
selección de otro tipo de tecnologías que requerían una mayor
inversión, y
2° Por el tamaño del mercado nacional del acero que no requería
de otros equipos y tecnologías existentes de mayor capacidad.
Un factor adicional a considerar en esta etapa es el largo período
de pre-inversión que tomó 17 años en total. Desde el inicio del proyecto
hasta el primer contrato en 1950 con la ELECTROKEMISK A.S. de
Noruega para la adquisición de los dos primeros hornos eléctricos de
reducción ELKEM, y en 1951 con el grupo francés DELATTRE ET
FROUARD REUNIS para la adquisición del equipo para las plantas de
acero y de laminación, habían transcurrido 10 años. Luego son
51
necesarios 5 años más para la movilización necesaria de los trabajos de
instalación de los equipos, en los cuales la Corporación Peruana del
Santa tuvo que buscar una forma de organización empresarial que le
permitiese mayor agilidad para el desarrollo del proyecto, como una
tarea de relativa independencia de las otras funciones que desarrollaba
la corporación. Esto ocasionó de la Sociedad de Gestión de la Planta
Siderúrgica de Chimbote y de la Central Hidroeléctrica del Cañón del
Pato (SOGESA) con un capital inicial de 40 millones de soles (aprox. 2
millones de dólares). El 75% correspondía a la corporación y el 25%
restante al grupo francés de proveedores representado por el Banque de
Paris et des Pays Bas, les Establessiments DELATTRE ET FROUARD
REUNIS y la SocietéGeneraled´ExplotationsIndustrialles. Luego,
transcurren dos años más para que la mayoría de las instalaciones de la
planta estén listas a iniciar sus operaciones y para que la producción se
obtenga con las especificaciones requeridas, y en los niveles esperados.
El período de Construcción empieza en 1956, con la instalación
de la Planta de Hierro, Acería y de Laminación de Productos Planos, con
el concurso de técnicos belgas y franceses que, además de la
construcción, tenían la tarea de capacitar a los trabajadores peruanos en
el montaje, operación y mantenimiento delos nuevos equipos. Había
aparentemente una casi completa falta de capacidad técnica en esta
etapa por parte de los trabajadores peruanos, que mostraron
inicialmente un comportamiento receptivo pasivo en cuanto a las
especificaciones, uso de equipos y entrenamiento recomendado por los
proveedores extranjeros de las tecnologías elegidas.
52
Uno de los problemas en esta etapa fue la falta de una adecuada
planificación de organización de la construcción de los equipos. Primero
se construyó la Planta de Laminación de Planchas (productos planos)
con el asesoramiento técnico extranjero. Esta planta contaba con
tecnología que era manualmente operada y que trabajaba con
planchones importados. Alcanzaron niveles muy bajos de producción por
lo que 5 años después del inicio de operaciones fueron datos de baja.
En 1957 se termina la construcción de la Planta de Hierro consistente
en 2 hornos eléctricos de reducción ELKEM, con capacidad de 100 t/día
de arrabio cada uno. Paralelamente se iba construyendo la Planta de
Acería en la que se incorporan 2 hornos eléctricos de Arco. El montaje
fue realizado por la firma Stein et Roubaix de Francia. Una Nave de
Colada de construcción antisísmica fue instalada juntamente con la
Planta de Acería. Finalmente, se construyó en 1958 una Planta de
Laminación de No Planos, que incluían un Tren Laminadora
Desbastador, un Tren Mercantil y 2 Hornos de Calentamiento. El tiempo
que duró la construcción e instalación de los equipos fue de dos años
aproximadamente.
La última etapa, a partir del inicio de operaciones empieza en
Agosto de 1957 con el funcionamiento y operación del Tren Mercantil2,
que utilizaba palanquillas importadas para producir barras de
construcción, llegando su producción en 1958 a 21.433 toneladas de
productos laminados de acero; y de la Planta de Laminación Planos que
utilizaba planchones importados.
2 De la Planta de Laminación No Planos. Oficina de SiderPerú 2002.
53
Sin embargo, oficialmente la Planta Siderúrgica es inaugurada el
21 de Abril de 1958 con la puesta en marcha de los Hornos Eléctricos de
Reducción ELKEM y Hornos Eléctricos de Arco SSTEIN ET ROUBAIX.
Con la operación de los Hornos Eléctricos se pudo proporcionar a la
Planta de Laminación Mercantil, los lingotes necesarios para la
fabricación de las barras de construcción y bobinas de alambrón y, se
siguió importando de Chile y Francia los llantones para procesarlos a
platinas en el Laminador de Productos Planos (Planchas).
A partir de los años 60, la electricidad empezó a encarecerse y se
hizo insuficiente para atender los requerimientos de la planta siderúrgica
y de las ciudades de Chimbote y Trujillo, por lo cual a fines de 1966 se
proyecta el reemplazo de los Hornos ELKEM por un Alto Horno. El
período inicial de construcción e instalación de la planta unida a
condiciones económicas desfavorables para la tecnología elegida se dio
la posibilidad de modificación de las técnicas en uso debido
principalmente a elevados costos de producción por tonelada de los
hornos eléctricos de reducción ELKEM.
3.2 Proceso de aprendizaje.
Inicialmente, la mano de obra de la industria siderúrgica nacional
estaba conformada por trabajadores que provenían del campo, otros de
las minas de la región y otros eran pescadores artesanales, en donde el
nivel educacional era bastante bajo.
El proceso de aprendizaje consistió en aprender a operar los
sofisticados y complicados equipos, a expandir y mejorar la eficiencia de
la planta inicial hasta su capacidad nominal o más allá de ella, a través
54
de cambios técnicos menores.
Este proceso de aprendizaje se da también junto con un cambio
de las Técnicas en uso, como la incorporación del Alto Horno que
sustituyó a los Hornos ELKEM, y las posteriores ampliaciones de
equipos y maquinarias que implicarían mayor conocimiento y experiencia
en nuevos y modernos equipos.
El estudio del proceso de aprendizaje es complejo y va desde la
enseñanza del manejo de equipos a los trabajadores, las prácticas que
ellos hagan de las mismas, hasta la administración y organización de
todo el complejo siderúrgico. Es importante observar la asociación
directa de los cambios técnicos menores con las labores realizadas por
el personal del área de producción (Ingenieros, Jefes de Área, Técnicos
y Obreros), sin embargo es también importante considerar aquí a la alta
dirección (Directores, Gerentes y Superintendentes de Plantas), a través
de los incentivos para el desarrollo de cambios tecnológicos y el apoyo
económico para la ejecución de éstos.
El proceso de aprendizaje se ha dividido en cinco (5) períodos:
1. Período Inicial (1958 – 1961).
En el que los trabajadores aprenden a manejar y controlar el
proceso original.
2. Período de Preparación (1962-1966).
Se inaugura en 1960 el Centro de Entrenamiento de SOGESA y
Corporación Peruana del Santa, contando con un 100% de técnicos y
profesionales extranjeros como instructores.
55
En este período se da la introducción gradual de cambios técnicos
menores con bajos costos de inversión que elevaron la productividad,
especialmente en los Hornos de Acería Eléctrica y la reconstrucción
del Horno del Mercantil en la Planta de Laminación No Planos cuya
capacidad efectiva fue elevada a niveles superiores a los nominales y
con reducción en los costos.
3. Período de Ampliación (1967-1981).
Se produce la primera ampliación de la Planta Siderúrgica con la
construcción de un muelle, la adquisición de un Alto Horno, una
acería L.D. y una máquina de Colada Continua, la primera instalada
en América del Sur, con los cuales se inicia un nuevo aprendizaje en
estos equipos.
En 1970 se produjo un terremoto en la zona de Chimbote,
ocasionando graves daños a la planta siderúrgica, sin embargo,
personal de la empresa se encargó de la reparación de los equipos
dañados, sin recurrir a personal extranjero.
En el mismo año se creó la Escuela de Educación Básica Laboral
(EBLA) con el propósito de elevar la educación básica de sus
trabajadores, haciéndose extensiva esta educación (primaria y
secundaria) a los familiares.
Entre 1968 – 2000, se realiza la segunda ampliación, entrando a
funcionar la Planta de Laminación Planos, aumentando el número de
trabajadores que se unen al entrenamiento y capacitación en este
sector, capacitándose al personal tanto en el país como en el
extranjero (México y España).
56
4. Período de Adaptaciones, Modificaciones y Balanceo de Planta
(1990 – 2000).
En 1973 se construyó la Planta de Cal, que incluyó con tres (3)
hornos Rotatorios, dos de los cuales fueron hornos antiguos que se
encontraban en desuso, provenientes de la fábrica CEMENTOS
LIMA. Estos hornos fueron adaptados y modificados según las
necesidades de la nueva Planta de Cal, y puestos en óptimas
condiciones de operación por el propio personal de la empresa.
En 1975 la preocupación por elevar la eficiencia de las
operaciones y optimizar el uso de los equipos existentes se tradujo
en un Proyecto de Balanceo de la Planta. Este balanceo consistía en
mejorar el flujo de lingotes, minimizar la chatarra de fábrica,
incrementar algunos equipos que faciliten mayor producción y
productividad, elevar la capacidad de algunos equipos. Este proyecto
fue elaborado por personal de las diferentes áreas del complejo
siderúrgico, quienes determinaron la necesidad de adquirir nuevas
instalaciones que consistían básicamente en mayores unidades de
las técnicas ya en uso3. A pesar de que no tuvo el éxito esperado en
cuanto a capacidad efectiva de producción, por lo menos implicó un
aprendizaje y formación técnica del nuevo personal que se
incorporaba en las distintas áreas.
La Capacitación se realizó con 70% de personal externo (nacional
y extranjero) y 30% de personal interno de la empresa. Por ejemplo,
e 1975, antes de operar la Planta de Hojalata, se capacitó a todo el
3 Por ejemplo, se recomendó adquirir 2 hornos de foso adicionales en el área de Laminación Planos paraabsorber la producción de Acería, así el flujo sería más ágil y se podría eliminar el cuello de botella que seproducía en esta área que contaba con sólo 4 hornos de foso y éstos no abastecían adecuadamente a loslaminadores.
57
personal que iría a esta área, tanto en Perú como en el extranjero
(Canadá). Los resultados fueron una producción con un mínimo de
fallas, un 90% de rendimiento parejo, buen mantenimiento de las
máquinas y un mínimo porcentaje de accidentes de trabajo.
A partir de 1980 se crea el Centro de Estudios ESEP para el
dictado de asignaturas técnicas sobre las diferentes especialidades
ligadas a la siderurgia. Esto ayudó a formar al personal que recién
ingresaba a trabajar en esta área, sin embargo, por falta de recursos
económicos este centro ESEP y el EBLA paralizaron sus actividades
educativas en 1983. Estos centros educativos son importantes dentro
del proceso de aprendizaje, pues a pesar del corto tiempo de
funcionamiento ayudó a la formación del personal técnico y obrero,
cuyos resultados fueron también innovaciones y mejoras como:
a) En la máquina de Colada Continua N°1 se innovó una doble
tobera de los “tundishs” (Repartidores) para facilitar la colada
secuencial. Se logró con este cambio 13 coladas secuenciales
que fue un record mundial.
b) El sistema de oscilación fue mecánicamente modificado y
modernizado
c) Se hizo una ampliación del diámetro del Crisol del Alto Horno, con
refractarios de menor espesor pero más resistentes y de mejor
calidad.
d) El sistema de carguío de los electrodos en los hornos eléctricos
(N° 3 y 4) fue modificado, ya que en su diseño original tenía serias
fallas técnicas al no sujetar adecuadamente los electrodos.
58
e) La máquina de Colada Continua N° 2 tuvo también modificaciones
por fallas en su concepción.
5. Período de Consolidación del Proceso de Aprendizaje (1980 –
1984).
Proyecto para la sustitución de materia prima.
- En 1980 se instalaron 3 hornos rotatorios en la planta de
reducción directa. Esta planta fue producto de un proyecto que
venía realizando años atrás el Departamento de Investigación y
Desarrollo, a cargo del Ing. R. Barbis, con el objetivo de producir
hierro esponja, como sustituto parcial de la chatarra, para los
hornos eléctricos de acería.
Modificación y Adaptación.
Algunas mejoras y adaptaciones experimentales fueron
consideradas como estrategia de comercialización4, dadas las
circunstancias económicas en que se desenvolvía la empresa:
a) Se fabricaron planchas con mejores propiedades metal-
mecánicas y características superficiales, logrado a base de
adaptaciones de las prácticas operativas respecto a la carga y
tensión.
b) Se redujo la gama de espesores que antes se producía,
adecuándolos a sus similares importados, posibilitándoles
4 Según Informe de Ventas 1983 – Gerencia Central de Ventas de SIDER PERU.
59
menores costos y a los usuarios menores precios (en
productos planos)
c) Se introdujo al mercado la calidad ASTM A53-Grado B en
bobinas para fabricación de tubos conductores de petróleo,
sustituyendo importaciones.
d) Se utilizó bobinas desviadas de Hojalata para la producción de
espesores menores para planchas zincadas onduladas, que
antes debían importarse.
e) Mejora en la producción de anchos en planchas gruesas de
1800 mm a 2400 mm para abastecer a la industria naval de
Alto Bordo.
Mejoras en calidad.
- De las lingoteras fabricadas en la Planta de Fundición, de la
calamina en cuanto a resistencia a la lluvia y granizó, y del fierro
de construcción cuyas normas técnicas son más exigentes que
las europeas.
Mejoras en seguridad y mantenimiento.
- Recientemente SiderPerú ha obtenido un premio al mérito de
parte del Consejo Interamericano de Seguridad por haber
reducido en más de 25% el índice de frecuencia de accidentes de
trabajo entre 1981 y 1984.
- En marzo de 1983, se produjeron fuertes lluvias que anegaron los
sótanos y sub-estaciones eléctricas de las plantas, pero con
mayor intensidad en la Planta de Laminación No Planos (Tren
Mercantil), en el cual el eje volante del grupo Illgner acusó fallas
60
en el arranque y había la alternativa de enviar a Italia la pieza
para su reparación como en anterior oportunidad, o hacerlo en los
talleres de la planta. Personal técnico de diversas áreas
trabajaron con todo éxito durante 12 días para solucionar el
problema del eje volante del grupo eléctrico y al concluir los
trabajos realizados con personal local, íntegramente, se demostró
que la calidad del trabajo es tan buena como la que podría
haberse obtenido en el exterior. De haberse hecho en el
extranjero hubiera demandado 7 meses de paralización de los
equipos.
- En la Planta de Hierro Esponja se presentaron defectos en uno de
los hornos y de igual manera se realizaron acciones de
Planimetría y Nivelación del Horno Reductor, corrección de los
defectos de montaje, alineamiento, verificación y puesta en
marcha del horno con buenos resultados.
Patente de Invención.
- Una contribución adicional a las innovaciones locales del país ha
sido la Patente de Invención N° 3010 otorgada a SiderPerú por el
Instituto de Investigación Tecnológica Industrial y de Normas
Técnicas ITINTEC, por el “Sistema de Descarga y Enfriamiento
del Producto de los Hornos Rotativos” empleados en la Reducción
de Óxidos y el “Sistema Automático de Carga” enteramente
novedoso, lográndose un notable éxito tecnológico.
Estas actividades tecnológicas internas se han producido por
61
diferentes motivaciones, entre las cuales mencionaremos las más
importantes:
1. Fallas que se detectaban en los aparatos que al no funcionar
bien requerían ser modificados o adaptados
2. Aumentar la capacidad de ciertos equipos y evitar “cuellos de
botellas” que interrumpían el flujo normal de trabajo
3. Reducir los costos y elevar la productividad de los equipos
4. Deseo de Mejorar la calidad de los productos y creación de
nuevos productos como estrategia de comercialización ante el
ingreso de una nueva empresa competidora de sus productos no
planos (LAMINADORA DEL PACIFICO).
5. Problemas de abastecimiento de insumos, como es el caso de la
chatarra, y que ha sido parcialmente sustituida por Hierro
Esponja en la Planta de Reducción Directa.
La presencia de estos fenómenos tecnológicos nos hace
pensar en la importancia que tienen estas actividades tecnológicas
en el desarrollo futuro de la empresa. No se trata de exagerar la
capacidad innovadora que pudiera existir en países como el
nuestro, pero tampoco podemos afirmar que ésta sea nula. Si bien
estos fenómenos no han ocurrido desde los inicios, han sido
necesarios períodos previos como de aprendizaje inicial, de
preparación y formación técnica, y un cúmulo de varios años de
experiencia antes de que se produzcan cambios tecnológicos del
tipo menor.
62
3.3 Aumento de capacidad.
Después del inicio de operaciones del Complejo Siderúrgico,
transcurren 10 años antes de la primera ampliación. En 1967 se
produce la primera ampliación con la construcción de un muelle y la
adquisición de un Alto Horno, una Acería L.D. y una Colada Continua
de Palanquillas. El Alto Horno sustituyó a los Hornos Eléctricos
ELKEM. Este nuevo proceso tecnológico elevó la capacidad nominal
de producción de la planta de 450.000 toneladas anuales de acero
líquido, de los cuales sólo se utilizaba una parte pues la Planta de
Laminación N° Planos no estaba diseñada para absorber toda la
capacidad instalada de producción del acero líquido. Este cambio de
tecnología en uso quintuplicó la capacidad nominal diaria de la Planta
de Hierro, de 100 t/día pasó a 550 t/día de arrabio, mientras que en la
Planta de Acería se elevaba de 300 t/día a 800 t/día de acero líquido,
con los nuevos Convertidores L.D. La ventaja del nuevo sistema era
que requería poca energía eléctrica, mientras que la principal
desventaja consistía en que para producir el arrabio se requería de
coque y, no pudiendo cuantificarse el coque con nuestro carbón5, se
debía importar.
La segunda ampliación se produce en 1971, fecha en la que entra
en funcionamiento la planta de Laminación Planos. Esta ampliación
permitió utilizar la capacidad total de producción de acero líquido de
450.000 toneladas anuales. En 1974 se logra superar su capacidad
5 Actualmente existe el Proyecto Carbonífero de Oyón, con reservas probadas del orden de 30 millones detoneladas de carbón coquificable. Sin embargo, no puede utilizarse sólo, se tiene que combinar 20% delcarbón nacional con 80% del importado. Se han realizado pruebas experimentales tanto en el Perú como enel extranjero para la coquificación y también como reductor en la Planta de Reducción Directa.
63
nominal, alcanzando 457.000 toneladas de acero líquido, nivel
máximo experimentado en todo el período de estudio. Esto se logró
gracias a la introducción de algunos cambios y modificaciones en los
equipos de la planta de Acería:
1. En los Hornos Eléctricos de Arco (N° 1 y 2) se efectuaron cambios
en los transformadores de 7.500 KVA a 15.000 KVA, elevando la
capacidad de 108.000 a 165.000 ton/año de acero líquido.
2. Los Convertidores L.D., por modificaciones de tipo operativo, han
elevado la producción de 264.000 a 292.000 ton/año de acero
líquido a partir de 1974.
En la Planta de Laminación No Planos también se efectuaron
algunos cambios que elevaron la capacidad productiva de sus
instalaciones:
1. El Horno de Calentamiento de Palanquillas elevó su capacidad de 12
a 40 ton/hora acero. Este horno se reconstruyó completamente en lo
que se refiere a largo, ancho y número de quemadores, lo que
permitió que aumente la producción sin perjuicio de la parte
mecánica del laminador.
2. El Horno de calentamiento de Lingotes, incrementó su capacidad
productiva de 15 a 25 ton/hora de acero. Sin embargo, este cambio
técnico no ha dado los resultados positivos esperados, ya que la
modificación se limitó en un incremento del volumen de aire
comburente insuficiente para elevar la velocidad de calentamiento en
un 70%, sin afectar la temperatura del material cargado. Esto influyó
negativamente en el comportamiento mecánico del laminador
64
desbastador que ha sido diseñado para la “transformación plástica”
de un material cuya temperatura debe mantenerse dentro de un
rango aceptable, tanto en la superficie como en el centro del acero
cargado. Es decir, el material mal calentado ingresó en el laminador
sobrecargando todo el sistema mecánico de transmisión y
provocando un desgaste prematuro de los cilindros de laminación o
riesgo de rotura.
El éxito de los cambios técnicos menores que incrementan la
capacidad productiva requieren ser analizados con mayor
profundidad (como es el caso del Horno de Calentamiento de
Lingotes), evaluándose si éstos originaron aumentos en los costos de
mantenimiento, deterioro de los equipos en los procesos siguientes y
paradas imprevistas excesivas.
Habiendo transcurrido 20 años desde la puesta en marcha del
Complejo Siderúrgico, se decide balancear los equipos a fin de
aprovechar al máximo las unidades de producción existentes,
mediante inversiones en nuevos equipos del orden de los 2.543
millones de soles (estimado en 1975-1980), que se incorporan en
2000: una Planta de Oxígeno N° 2, una máquina de Colada Continua
N° 2 de Palanquillas y Tochos (Francia), Tren Mercantil N° 2 de
Alambrón (Alemania), un nuevo Taller de Fundición con 2 Hornos
Eléctricos de Arco (España), dos Hornos de Recocido (Francia) dos
Hornos de Foso (Italia), grúas puente (Perú), Planta de Hojalata y
una ampliación de la Nave de Colada.
65
Algunos equipos se instalaron en 1977, pero recién en 1990
se puso en pleno funcionamiento. Este balanceo incrementaría la
producción de acero líquido de 450.000 ton/año a 700.000 ton/año, y
permitirá equilibrar el proceso productivo, eliminando los cuellos de
botella generados por la diferencia entre la capacidad nominal de los
equipos y la lograda en la planta. Sin embargo, los resultados no
fueron los esperados, no se elevó a 700.000 t/año. Apenas aumentó
en 10.6% la capacidad utilizada de acero líquido, entre 1977 a 1979,
en la Planta de Acería.
En realidad, el proyecto de “balanceo” no debió llamarse así,
ya que balanceó poco a casi nada. Si hubo algún aspecto positivo,
fue el caso de la Planta de Oxígeno N° 2, que eliminó el cuello de
botella que había en la Planta de Oxígeno N° 1 que no abastecía
suficientemente a los Convertidores L.D. En otros aspectos fue
negativo, como el caso de la Planta de Hojalata que no consume ni
procesa el acero de la empresa (debido a que los espesores que
requiere no se producen en la planta la no haber los equipos
necesarios), en cambio, sí aporta considerablemente en costos, ya
que debe importarse bobinas y estaño metálico. En general, el
proyecto de balanceo ha contribuido más a elevar los costos antes
que haber contribuido notablemente a elevar la producción de acero
en el país.
A fines de 1980, entró en funcionamiento la Planta de Reducción
Directa para la producción de 100.000 ton/año de hierro esponja y
con el propósito de reemplazar la chatarra importada que es utilizada
66
en la Acería eléctrica, y lograr un sustancial ahorro de divisas. Sin
embargo, el consumo de Hierro Esponja en los hornos eléctricos está
limitado a un máximo de 30% de la carga y 70% de consumo de
chatarra.
Para concluir diremos que los aumentos de capacidad han estado
muy ligados a las decisiones de inversión en nuevos equipos, sin
embargo y aunque menores, ha habido mejoras, modificaciones y
adaptaciones que han elevado la capacidad productiva de los
equipos.
67
CAPITULO 4 Evaluación Técnica – Económica de SiderPerú:
Alto Horno–Convertidor y Hornos Eléctricos
Antes de ingresar a una evaluación comparativa propiamente
referida, es importante considerar la integración de la producción del
acero y la complejidad que significa la elaboración y transformación de
este producto en sus diferentes etapas hasta obtener sus formas finales
(barras de construcción, planchas de acero, etc.), a fin de captar todos los
problemas técnicos y económicos que serán materia de estudio.
Para ello, presenta el Proceso productivo del Acero en SiderPerú,
de manera tal que será de fácil comprensión para el lector en este tema y
campo de aplicación. Complementariamente se presenta en este capítulo
una breve descripción de las características técnicas principales de las
opciones tecnológicas que facilitara al lector de una noción más clara del
uso de los equipos, tanto del Alto Horno, Convertidor L. D. Como del
Horno Eléctrico. Aquí se mencionan las especificaciones técnicas,
proceso de fabricación y consumo de materia de cada equipo.
La evaluación comparativa técnica y económica será analizada en la
sección final.
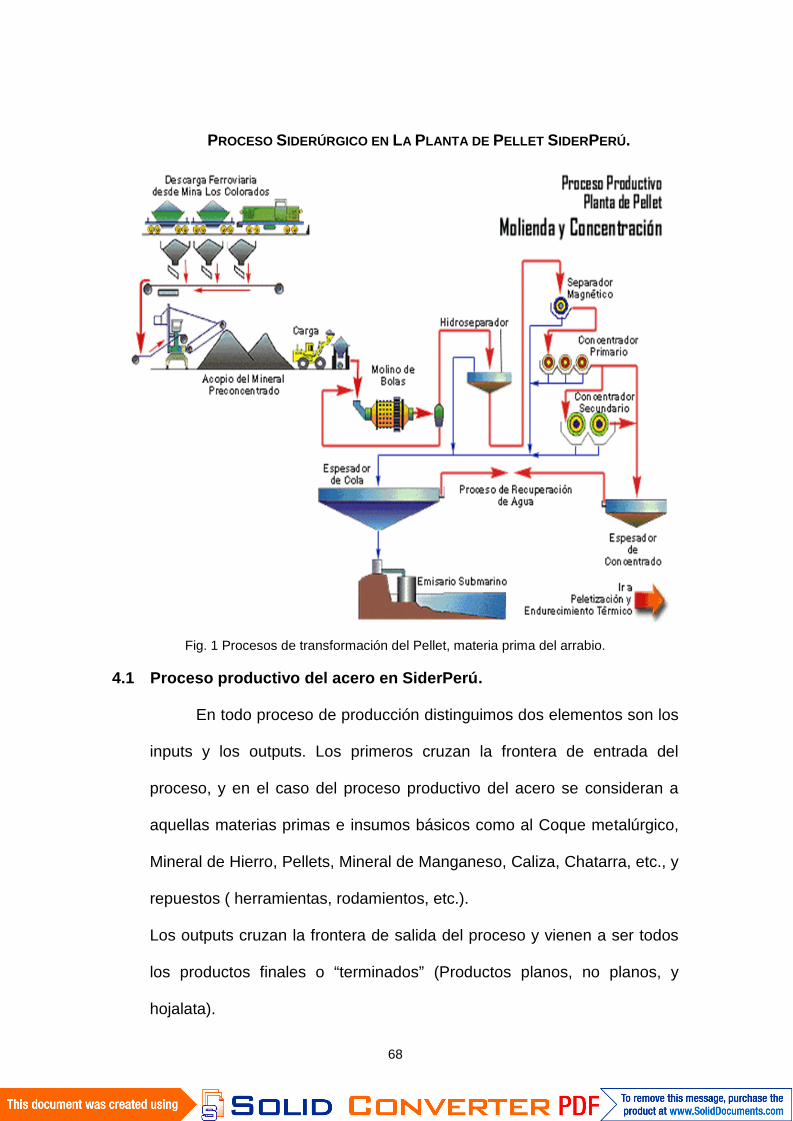
68
PROCESO SIDERÚRGICO EN LA PLANTA DE PELLET SIDERPERÚ.
Fig. 1 Procesos de transformación del Pellet, materia prima del arrabio.
4.1 Proceso productivo del acero en SiderPerú.
En todo proceso de producción distinguimos dos elementos son los
inputs y los outputs. Los primeros cruzan la frontera de entrada del
proceso, y en el caso del proceso productivo del acero se consideran a
aquellas materias primas e insumos básicos como al Coque metalúrgico,
Mineral de Hierro, Pellets, Mineral de Manganeso, Caliza, Chatarra, etc., y
repuestos ( herramientas, rodamientos, etc.).
Los outputs cruzan la frontera de salida del proceso y vienen a ser todos
los productos finales o “terminados” (Productos planos, no planos, y
hojalata).
69
Dentro de este proceso de entrada de inputs y salida de outputs, se
encuentra un stock dado de “fondos, es decir la maquinaria y el personal
obrero, técnicos e ingenieril de la empresa, que gracias a su intervención
transformarán los elementos iniciales en su “flujo” de toneladas de cero
como producto semiterminado o terminado.
La industria siderúrgica tiene por finalidad convertir materiales que
poseen un alto contenido de fierro de acero, en sus diversas formas y
grados de terminación. La transformación de las materias primas e
terminación de las materias e insumos en productos finales se hace en
varias etapas sucesiva. El Grafico 4 ilustra el proceso siderúrgico en el
Centro Operativo de Chimbote. El proceso puede dividirse en cuatro
partes:
1. Proceso de producción del hierro primario ( reducción )
-Arrabio líquido (Alto Horno)
-Hierro Esponja (Horno Rotativo)
2. Proceso de producción de acero líquido (Aceración )
- (Convertidores L. D. y Hornos Eléctricos)
3. Proceso de transformación a semiterminado
-(Colada Continua)
4. Proceso de laminación
-(Laminadores)
La evaluación comparativa del presenta trabajo se circunscribe a los
dos primeros procesos: del Hierro Primario y del Arrabio Líquido.
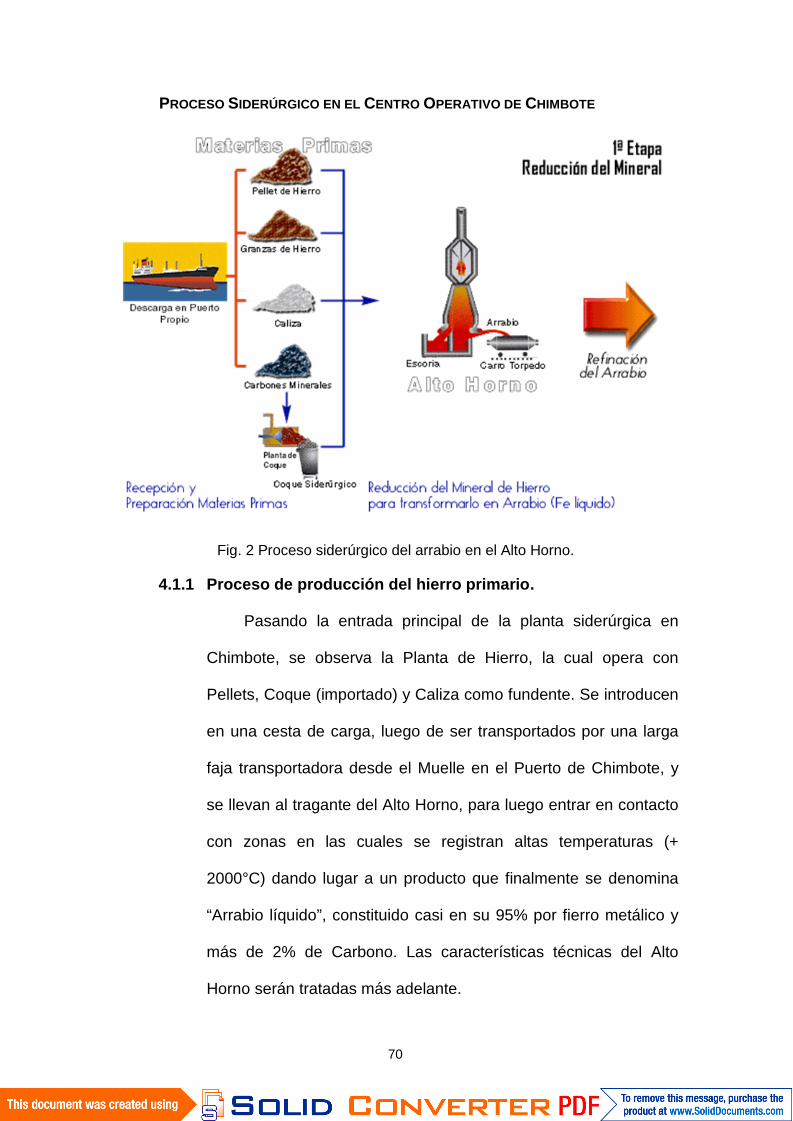
70
PROCESO SIDERÚRGICO EN EL CENTRO OPERATIVO DE CHIMBOTE
Fig. 2 Proceso siderúrgico del arrabio en el Alto Horno.
4.1.1 Proceso de producción del hierro primario.
Pasando la entrada principal de la planta siderúrgica en
Chimbote, se observa la Planta de Hierro, la cual opera con
Pellets, Coque (importado) y Caliza como fundente. Se introducen
en una cesta de carga, luego de ser transportados por una larga
faja transportadora desde el Muelle en el Puerto de Chimbote, y
se llevan al tragante del Alto Horno, para luego entrar en contacto
con zonas en las cuales se registran altas temperaturas (+
2000°C) dando lugar a un producto que finalmente se denomina
“Arrabio líquido”, constituido casi en su 95% por fierro metálico y
más de 2% de Carbono. Las características técnicas del Alto
Horno serán tratadas más adelante.
71
Una forma diferente de producir fierro primario son los
Sistemas de Reproducción Directa, que transforma el mineral de
Hierro mediante el uso de gas natural o carbón, y se obtiene el
producto llamado “Hierro Esponja”. Este tiene contenido de fierro
metálico inferior al 90%, que para convertirlo en acero deberá
fundirse en Hornos Eléctricos. Esta forma fue introducida en la
planta de Chimbote en 1975, experimentando desde ese año en
una planta piloto para producir hierro esponja, aprovechado la
antracita, mineral proveniente de yacimientos naturales y hierro de
Marcona. El Hierro Esponja sustituye en gran porcentaje a la
chatarra en la producción del acero. La capacidad instalada en
esa planta es de 120,000 toneladas anuales de hierro esponja.
4.1.2 Proceso de producción de acero líquido.
Paralelamente al anterior proceso se da el proceso Semi –
integrado, por el cual se obtiene la chatarra y no pasa por el
proceso de producción de fierro primario (Planta de Hierro), sino
que directamente ingresa a la Planta de Acería para producir
acero líquido, en los Hornos Eléctricos. Aquí se da el proceso de
producción de acero líquido, es decir, el proceso de refinación del
fierro primario para su transformación de acero consiste
fundamentalmente en rebajar su excesivo contenido de carbono
mediante oxidación y luego y luego afinar el baño metálico
eliminando las escorias o impurezas tales como fósforo y azufre, e
introduciendo otros como el mineral y el manganeso, carbono, etc.

72
La transformación del fierro primario o arrabio, en acero, en
lugar de pasar a los Hornos Eléctricos, va a esta planta de Acería
a través de carros rodantes e ingresan al Mezclador con el
propósito de mantener la temperatura y la forma líquida del
arrabio y para de sulfurarlo. Luego pasara a los Convertidores L-D
cargando el arrabio líquido y hasta un 30% de chatarra, al que se
introduce Oxígeno puro mediante una lanza refrigerada. La
oxidación y afinamiento se da en una forma rápida,
completándose el proceso en un tiempo normal de 45 minutos.
Por acción del oxígeno, se transformara en acero líquido.
PROCESO DE FABRICACIÓN DEL ACERO
Fig. 3 Proceso siderúrgico de transformación del arrabio en acero colado.
73
4.1.3 Proceso de transformación a lingotes o semi–terminados.
Existen dos métodos:
a) El acero líquido producido, tanto en los Convertidos L–D como
en el Horno Eléctrico, pasa a la “Nave de Colada”, donde a
elevadas temperaturas (aproximadamente 1650°C) se vierte
en las lingoteras para transformarse en estado sólido
(Lingotes).
b) Por otro lado, existe una forma en la cual se obtiene un
resultado más avanzado y es la “Colada Continua”. Este es un
método más moderno que el anterior, debido a que permite
eliminar el proceso de desbaste de lingote a palanquillas y a
“tochos”. Consiste en vaciar el acero líquido en canales, con
el fin de que tome forma de tocho o palanquilla en un flujo
continuo. Antes de llegar al acero como producto terminado
en su forma definitiva, es necesario este paso intermedio del
cual sale como producto Semi – terminado el tocho y la
palanquilla. Los planchones, producido de la laminación de
lingotes, tiene sección rectangulares, lo que permite la
obtención posterior laminados planos, mientras las
palanquillas tienen secciones cuadradas para llegar a barras
perfiles, procesándose en la Planta de Producción No Planos.
Los tochos tienen secciones casi cuadradas (250 X 200) y se
utilizan para la fabricación de barras de molido (cuyo principal
cliente es, en el Perú ACEROS AREQUIPA y MEPSA).
74
4.1.4 Proceso de laminación.
El proceso de laminación se subdivide a su vez en dos
procesos: Laminación de Productos Planos y Laminación de
productos Semi – terminados permite obtener toda la gama de
productos de acero y en las diversas formas y dimensiones.
Los tres procesos iniciales, comunes en ambas plantas, son los
acondicionamientos (preparación) y recalentamiento de los Semi
terminados.
4.1.4.1 Laminación de productos planos:
a) Laminado de acero en caliente (LAC).
Los lingotes elaborados en Acería tienen pesos
que varían entre 5 y 10 toneladas. Sin embargo, los
más utilizados para su transformación a planchones
son los de 7.5 y 10 toneladas con espesor de 500 mm.
Inicialmente son calentados en el Horno de Foso (Pits)
a una temperatura de 1300°C, y lavados por intermedio
de una grúa ( Stripper), a una mesa transportadora que
los conduce al laminador primario (conformado por los
rodillos montados como Dúo-steckel) para ser
reducidos a un espesor mínimo de 95 mm. Luego de
un proceso de corte de punta y cola para eliminar el
rechupe, el Semi-producto (Planchón) es transportado
a una mesa de enfriamiento donde un proceso de
decapado, (Scarfing), con el objeto de eliminación de
las grietas superficiales. Posteriormente, el Planchón
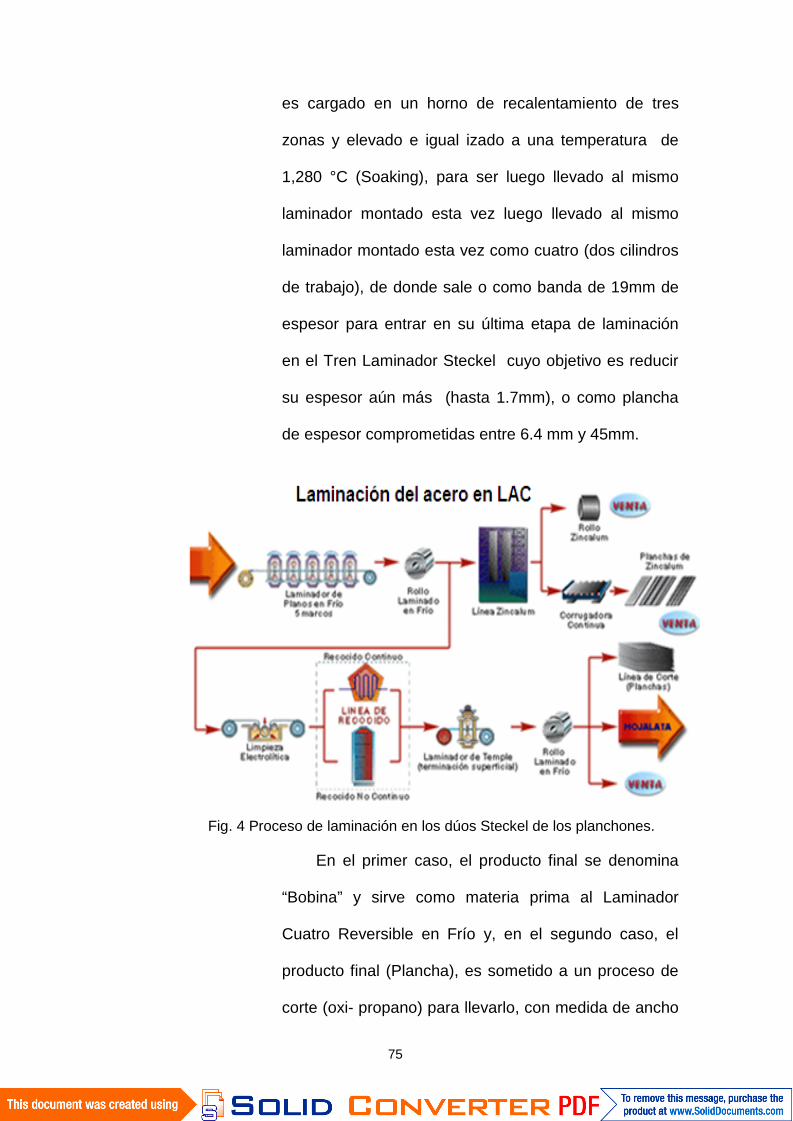
75
es cargado en un horno de recalentamiento de tres
zonas y elevado e igual izado a una temperatura de
1,280 °C (Soaking), para ser luego llevado al mismo
laminador montado esta vez luego llevado al mismo
laminador montado esta vez como cuatro (dos cilindros
de trabajo), de donde sale o como banda de 19mm de
espesor para entrar en su última etapa de laminación
en el Tren Laminador Steckel cuyo objetivo es reducir
su espesor aún más (hasta 1.7mm), o como plancha
de espesor comprometidas entre 6.4 mm y 45mm.
Fig. 4 Proceso de laminación en los dúos Steckel de los planchones.
En el primer caso, el producto final se denomina
“Bobina” y sirve como materia prima al Laminador
Cuatro Reversible en Frío y, en el segundo caso, el
producto final (Plancha), es sometido a un proceso de
corte (oxi- propano) para llevarlo, con medida de ancho
76
y largo convencionales, a su comercialización.
b) Laminación en Frío de Bobinas (LAF).
Las bobinas, elaboradas en el proceso anterior
(LAC) son sometidas a una limpieza química en un
equipo llamado “Decapado”, cuya solución al 15% de
Ácido Clorhídrico permite la eliminación de escamas
superficiales formadas durante la laminación en
caliente. Luego, son dirigidas a un espesor que varía
entré 2.0mm. Y 0.160mm. Según el destino que se la
ha dado.
Con el fin de devolver al metal sus propiedades
físicas iniciales que han sufrido alteraciones durante la
laminación, dichas bobinas entran en un proceso de
reconocido, a una temperatura de aproximadamente
630°C para ser luego templadas en el mismo laminador
llevadas a la línea de Corte en frío cuyo fin es obtener
las dimensiones requeridas para su venta.
c) Galvanizado o Zincado.
Las bobinas destinadas a la línea de galvanización
tienen un proceso simplificado. Son llevadas, después
de ser reducidas, a un proceso de calentamiento e
inmersión en baño de zinc con adición de estaño para
transformarse en planchas galvanizadas (onduladas o
lizas) y luego comercializarlas.
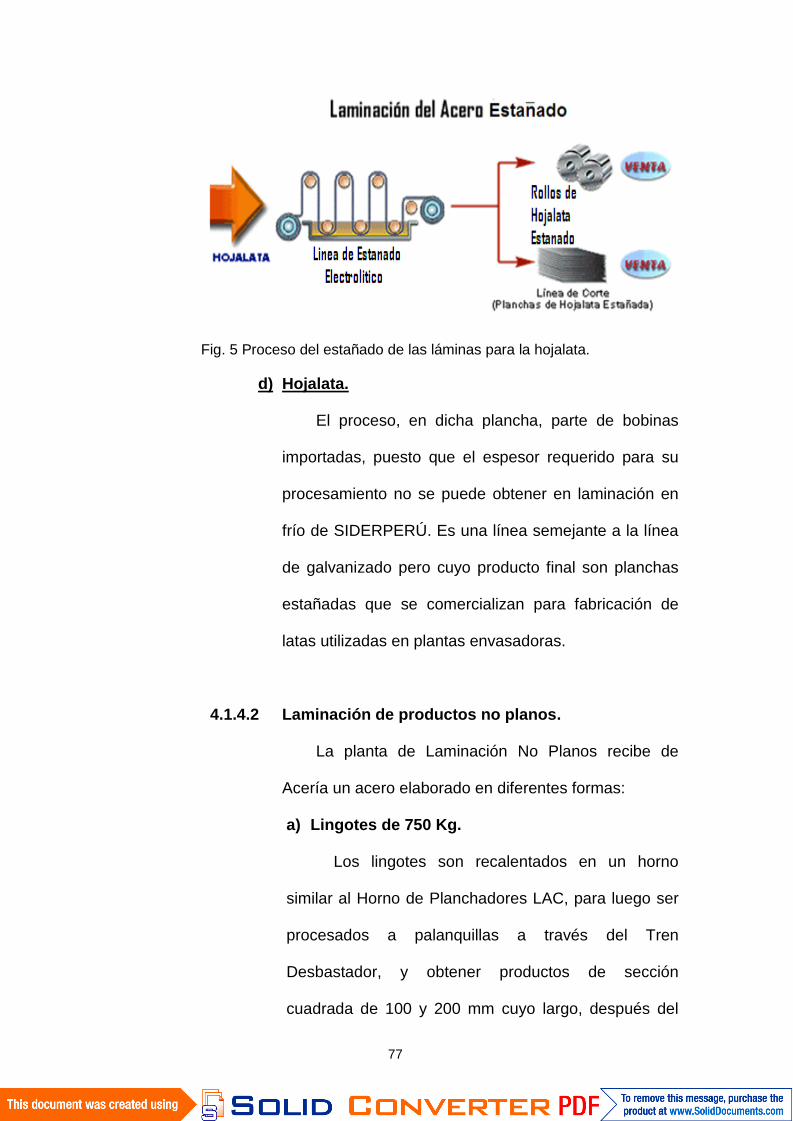
77
Fig. 5 Proceso del estañado de las láminas para la hojalata.
d) Hojalata.
El proceso, en dicha plancha, parte de bobinas
importadas, puesto que el espesor requerido para su
procesamiento no se puede obtener en laminación en
frío de SIDERPERÚ. Es una línea semejante a la línea
de galvanizado pero cuyo producto final son planchas
estañadas que se comercializan para fabricación de
latas utilizadas en plantas envasadoras.
4.1.4.2 Laminación de productos no planos.
La planta de Laminación No Planos recibe de
Acería un acero elaborado en diferentes formas:
a) Lingotes de 750 Kg.
Los lingotes son recalentados en un horno
similar al Horno de Planchadores LAC, para luego ser
procesados a palanquillas a través del Tren
Desbastador, y obtener productos de sección
cuadrada de 100 y 200 mm cuyo largo, después del
78
corte, se sitúa alrededor de 3000mm.
Dichas palanquillas son transferibles en un Horno
de Recalentamiento (OFU), para ser calentadas y
laminadas en el Tren Mercantil, con el fin de fabricar
barras de construcción (Lisas o Corrugadas) y
comercializadas.
Las palanquillas de menor sección son
destinadas a otro horno y procesadas en otro tren
de laminación que reduce su espesor hasta obtener
“Rollos de Alambrón” para su venta.
b) Tochos de 250 X 200mm de sección.
Los Tochos están procesados, a través del
Desbastados, después de haberse calentado en el
Horno de Lingotes, en barras de molino para su
comercialización.
c) Palanquilla de 100 y 200mm de sección.
Las palanquillas, al igual que los tochos,
provienen de las Coladas Continuas de la Planta de
Acería y tienen la ventaja, las primeras, de ser
procesadas en el Tren Mercantil, sin tener que
pasar por el Tren Desbastador evitando así un
proceso; y los segundos, de ser procesados de
frente a barras de molino sin necesitar del desbaste
de lingotes a tocho, lo que también representa un
proceso menor, y por consiguiente un ahorro de
79
combustible, manutención, energía eléctrica,
tiempo, etc.
d) El ALTO HORNO.
Es virtualmente una planta química que reduce
continuamente el hierro del mineral. Químicamente
desprende el oxígeno del óxido de hierro existente
en el mineral para liberar el hierro. Está formado
por una cápsula cilíndrica de acero forrada con un
material no metálico y resistente al calor,
denominado como ladrillos refractarios y placas
refrigerantes. El diámetro de la cápsula disminuye
hacia arriba y hacia abajo, y es máximo en un
punto situado aproximadamente a una cuarta parte
de su altura total. La parte inferior del horno está
dotada de varias aberturas tubulares llamadas
toberas, por donde se fuerza el paso del aire.
Cerca del fondo se encuentra un orificio por el que
fluye el arrabio cuando se sangra (o vacía) el alto
horno. Encima de ese orificio, pero debajo de las
toberas, hay otro agujero para retirar la escoria. La
parte superior del horno, cuya altura es de unos
30 m, contiene respiraderos para los gases de
escape, y un par de tolvas redondas, cerradas por
válvulas en forma de campana, por las que se
introduce la carga en el horno. Los materiales se
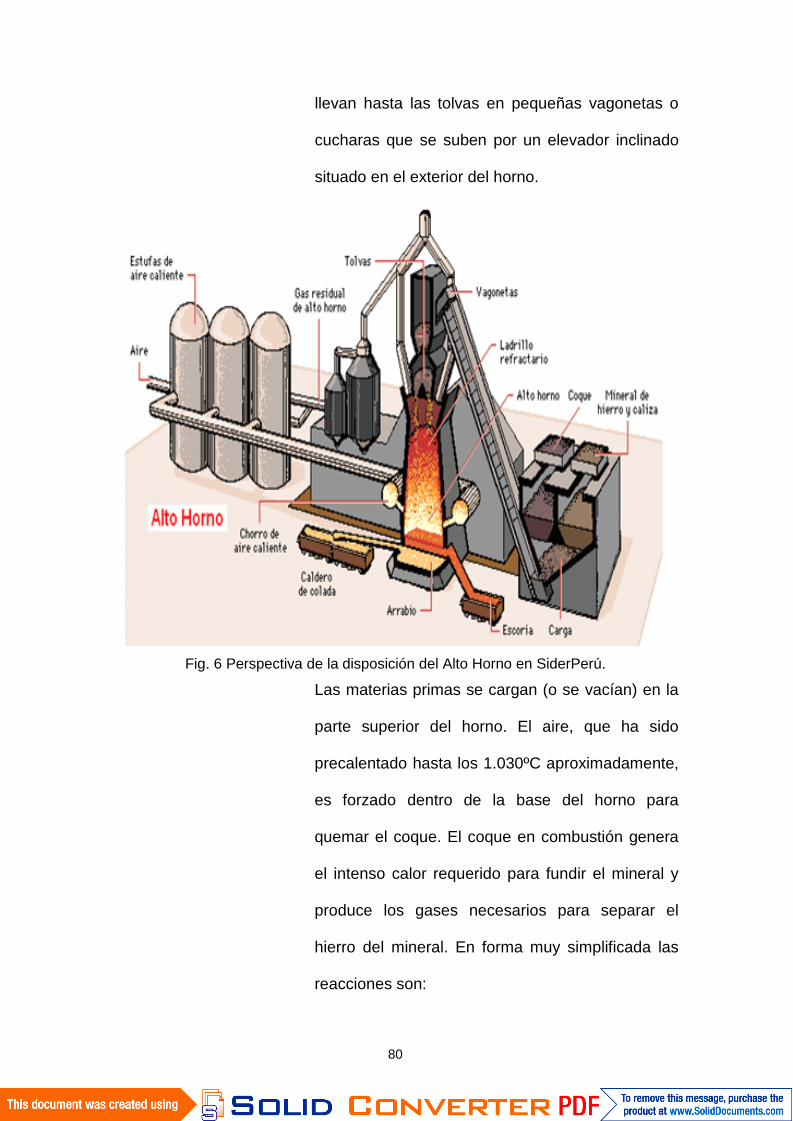
80
llevan hasta las tolvas en pequeñas vagonetas o
cucharas que se suben por un elevador inclinado
situado en el exterior del horno.
Fig. 6 Perspectiva de la disposición del Alto Horno en SiderPerú.
Las materias primas se cargan (o se vacían) en la
parte superior del horno. El aire, que ha sido
precalentado hasta los 1.030ºC aproximadamente,
es forzado dentro de la base del horno para
quemar el coque. El coque en combustión genera
el intenso calor requerido para fundir el mineral y
produce los gases necesarios para separar el
hierro del mineral. En forma muy simplificada las
reacciones son:
81
Carbono (Coque)2C+
Oxígeno (aire)O2
Calor+
Monóxido de Carbono Gaseoso2CO
Óxido de HierroFe2O3
+Monóxido de Carbono
3COHierro Fundido
2Fe Hierro+
Dióxido de Carbono Gaseoso3CO2
Impurezas en el Mineral Derretido+
Piedra CalizaESCORIA
Los altos hornos funcionan de forma
continua. La materia prima que se va a introducir
en el horno se divide en un determinado número
de pequeñas cargas que se introducen a intervalos
de entre 10 y 15 minutos. La escoria que flota
sobre el metal fundido se retira una vez cada dos
horas, y el arrabio se sangra cinco veces al día.
Alto horno.
Para transformar mineral de hierro en arrabio
líquido útil hay que eliminar sus impurezas. Esto se
logra en un alto horno forzando el paso de aire
82
extremadamente caliente a través de una mezcla
de mineral, coque y caliza, la llamada carga. Unas
vagonetas (carros torpedos), vuelcan la carga en
unas tolvas situadas en la parte superior del horno.
Una vez en el horno, la carga es sometida a
chorros de aire de hasta 870ºC (el horno debe
estar forrado con ladrillos refractarios para resistir
esas temperaturas). El metal fundido se acumula
en la parte inferior. Los residuos (la escoria) flotan
por encima del arrabio fundido. Ambas sustancias
se extraen periódicamente para ser procesadas.
El aire insuflado en el alto horno se
precalienta a una temperatura aproximada de
1.030 ºC. El calentamiento se realiza en las
llamadas estufas, cilindros con estructuras de
ladrillo refractario.
El ladrillo se calienta durante varias horas
quemando gas del alto horno, que son los gases
de escape que salen de la parte superior del
horno. Después se apaga la llama y se hace pasar
el aire a presión por la estufa. El peso del aire
empleado en un alto horno supera el peso total de
las demás materias primas.
Esencialmente, el CO gaseoso a altas
temperaturas tiene una mayor atracción por el
83
oxígeno presente en el mineral de hierro (Fe2O3)
que el hierro mismo, de modo que reaccionará con
él para liberarlo. Químicamente entonces, el hierro
se ha reducido en el mineral. Mientras tanto, a alta
temperatura, la piedra caliza fundida se convierte
en cal, la cual se combina con el azufre y otras
impurezas. Esto forma una escoria que flota
encima del hierro derretido.
La presurización de los hornos tiene el flujo
de gas de los respiraderos estrangulando el horno
con la posible de aumentar la presión del interior
del horno hasta 1,7 atmósferas o más. La técnica
de presurización permite una mejor combustión del
coque y una mayor producción de hierro. En
muchos altos hornos puede lograrse un aumento
de la producción de un 25%. En instalaciones
experimentales también se ha demostrado que la
producción se incrementa enriqueciendo el aire
con oxígeno.
Cada cinco o seis horas, se cuelan desde la
parte interior del horno hacia una olla de colada o
a un carro de metal caliente, entre 150 a 375
toneladas de arrabio. Luego se transportan a un
horno de fabricación de acero. La escoria flotante
sobre el hierro fundido en el horno se drena de
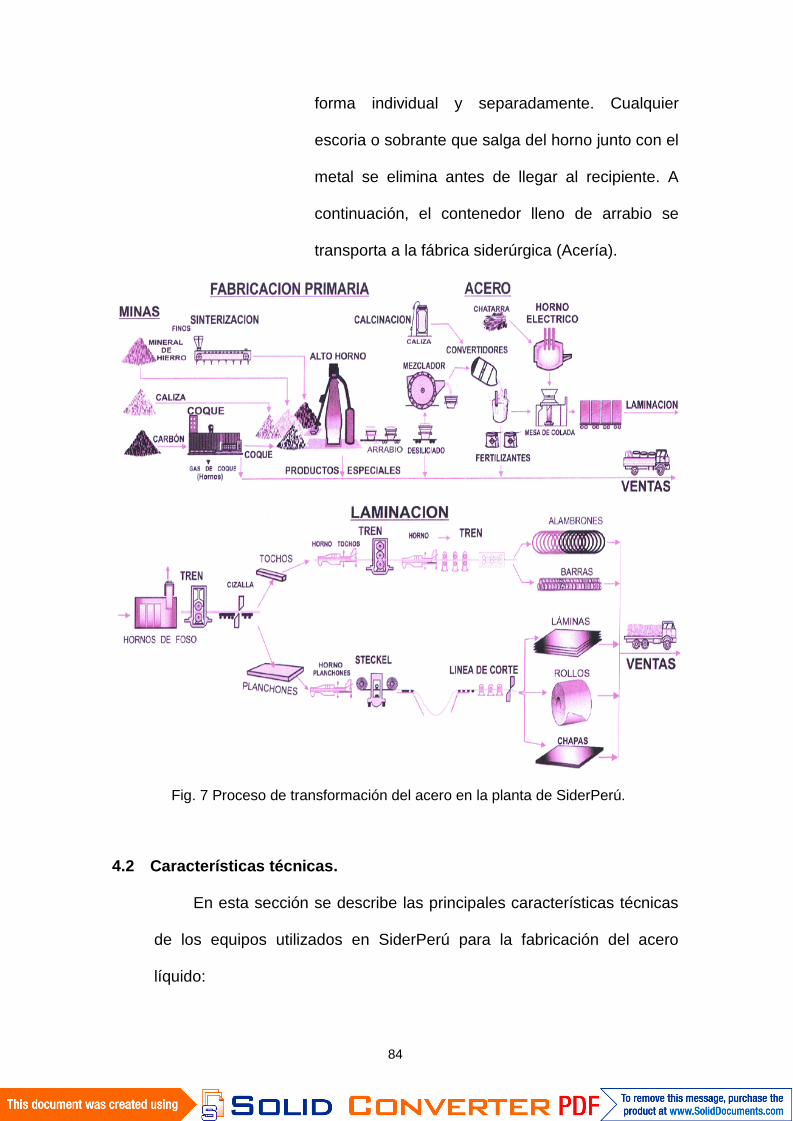
84
forma individual y separadamente. Cualquier
escoria o sobrante que salga del horno junto con el
metal se elimina antes de llegar al recipiente. A
continuación, el contenedor lleno de arrabio se
transporta a la fábrica siderúrgica (Acería).
Fig. 7 Proceso de transformación del acero en la planta de SiderPerú.
4.2 Características técnicas.
En esta sección se describe las principales características técnicas
de los equipos utilizados en SiderPerú para la fabricación del acero
líquido:
85
4.2.1 Alto horno y convertidores.
El Alto Horno es considerado ACTUALMENTE como el
SÍMBOLO de la industria siderúrgica por su forma característica
casi sin variación durante más de 100 años, y por qué el desarrollo
siderúrgico mundial ha estado siempre ligado al desarrollo
tecnológico de los Alto Horno. En el Perú se instaló el Alto Horno el
14 de Diciembre de 1967, para satisfacer en parte la gran demanda
de acero en el país.
Su construcción es enteramente blindada, protegido
interiormente por un revestimiento refractario que está formado por
ladrillos de carbono y sílice aluminosa (alta alúmina importada).
Tiene refrigeración por medio de toberas, cajas de refrigeración y
baño exterior del blindaje del horno. El Alto Horno es un reactor
continuo a contracorriente, porque las reacciones son llevadas a
cabo progresivamente entre los gases reductores ascendentes y la
columna descendente de la Carga.
Tiene por objeto principal la elaboración de Arrabio de alto
contenido de carbono (superior al 2 %), para su transformación
posterior en acero de bajo carbono de la Planta de Acería.
Como sub- productos tiene: (1) La escoria que se
comercializa (Cementos Escoria E.P.S.) y cuyas aplicaciones en la
industria se extiende a la fabricación de ladrillo, cemento especial,
lana de vidrio etc, y (2) el Gas del Alto Horno que constituye un
aporte calorífico para el calentamiento de los lingotes y planchones
en las Plantas de Laminación.
86
De acuerdo a las especificaciones técnicas del suministrador,
se prevé obtener la siguiente producción:
Producción diaria x volumen útil = 1.2 x 460 = 552 t/día del
Arrabio líquido.
De esta forma el suministrador de este equipo previó una
carga nominal teórica del Alto Horno de 550 t diarias de arrabio,
dando una producción mensual de 16,500 t de arrabio
considerando 30 días de trabajo sin paradas, vale decir, una
utilización del 100% de la capacidad productiva nominal, y dando al
baño una producción de 198,00t de Arrabio líquido.
El arrabio líquido es obtenido del Alto Horno en nueve coladas
por día(61 t/colada), y es vertido en recipientes (torpedos cuchara)
para ser transportado a la Planta de Acería (Primero al Mezclador y
luego a los convertidores). El Mezclador tiene una capacidad de
800 toneladas de arrabio líquido por día y, si consideramos también
una utilización del 100% de su capacidad nominal, se alcanzaría
una producción de 288,000 t al año.
Fig. 8 Vertido del arrabio
87
Inicialmente con el convertidor vació e inclinado, se carga el
arrabio líquido y la chatarra. En seguida se gira y es colocado en
posición, la lanza es introducida dentro del horno simultáneamente
se abre la válvula de entrada de oxigeno con pureza de 99.5 a
99.9% con una presión de 5 a 6 Kgf /cm2 y un caudal de 5,200 m3/h
quedando en 100 cm. sobre el nivel del baño. Luego la lanza es
bajada a 80 cm. Para continuara con una oxidación más efectiva de
los compuestos químicos.
Reportado el resultado por el laboratorio, el acero es vaciado
a la cuchara de 30 t. De capacidad en donde se realiza las
adiciones ferro aleaciones para conseguir para conseguir la
composición química del acero que se fabrica.
De acuerdo a las especificaciones técnicas, el suministrador
considera un trabajo de los Convertidores de 3 turnos diarios de 8
horas, es decir un trabajo continuo de 365 días al año como
promedio.
La capacidad nominal de ambos convertidores es de 25 t.
Por colada. El tiempo medio de la colada es de 45 minutos,
considerando que con los dos convertidores se tendrán
continuamente uno en operación y otro en preparación, es decir,
como si hubiera un solo convertidor de marcha continua.
El número de coladas que deberán realizarse por día de
trabajo serán.
1440/45 = 32 coladas por día.
La producción por día de trabajo será:
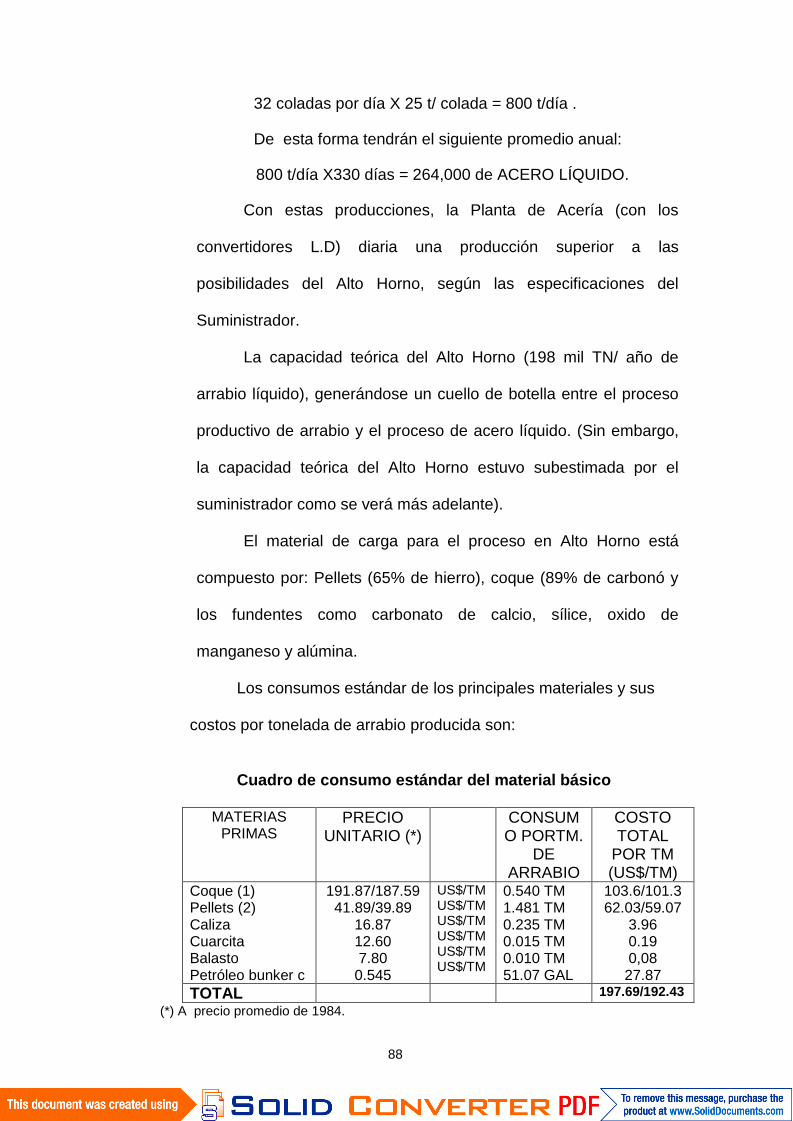
88
32 coladas por día X 25 t/ colada = 800 t/día .
De esta forma tendrán el siguiente promedio anual:
800 t/día X330 días = 264,000 de ACERO LÍQUIDO.
Con estas producciones, la Planta de Acería (con los
convertidores L.D) diaria una producción superior a las
posibilidades del Alto Horno, según las especificaciones del
Suministrador.
La capacidad teórica del Alto Horno (198 mil TN/ año de
arrabio líquido), generándose un cuello de botella entre el proceso
productivo de arrabio y el proceso de acero líquido. (Sin embargo,
la capacidad teórica del Alto Horno estuvo subestimada por el
suministrador como se verá más adelante).
El material de carga para el proceso en Alto Horno está
compuesto por: Pellets (65% de hierro), coque (89% de carbonó y
los fundentes como carbonato de calcio, sílice, oxido de
manganeso y alúmina.
Los consumos estándar de los principales materiales y sus
costos por tonelada de arrabio producida son:
Cuadro de consumo estándar del material básico
MATERIASPRIMAS
PRECIOUNITARIO (*)
CONSUMO PORTM.
DEARRABIO
COSTOTOTAL
POR TM(US$/TM)
Coque (1)Pellets (2)CalizaCuarcitaBalastoPetróleo bunker c
191.87/187.5941.89/39.89
16.8712.607.80
0.545
US$/TMUS$/TMUS$/TMUS$/TMUS$/TMUS$/TM
0.540 TM1.481 TM0.235 TM0.015 TM0.010 TM51.07 GAL
103.6/101.362.03/59.07
3.960.190,0827.87
TOTAL 197.69/192.43(*) A precio promedio de 1984.
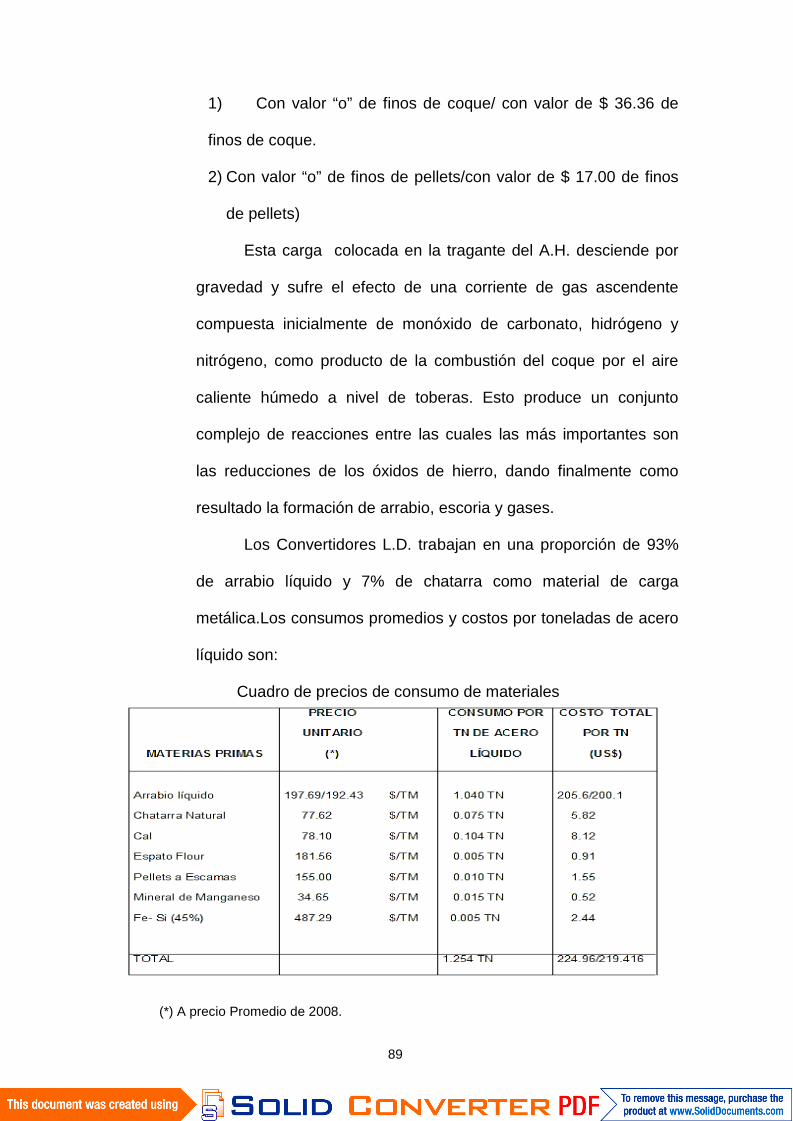
89
1) Con valor “o” de finos de coque/ con valor de $ 36.36 de
finos de coque.
2) Con valor “o” de finos de pellets/con valor de $ 17.00 de finos
de pellets)
Esta carga colocada en la tragante del A.H. desciende por
gravedad y sufre el efecto de una corriente de gas ascendente
compuesta inicialmente de monóxido de carbonato, hidrógeno y
nitrógeno, como producto de la combustión del coque por el aire
caliente húmedo a nivel de toberas. Esto produce un conjunto
complejo de reacciones entre las cuales las más importantes son
las reducciones de los óxidos de hierro, dando finalmente como
resultado la formación de arrabio, escoria y gases.
Los Convertidores L.D. trabajan en una proporción de 93%
de arrabio líquido y 7% de chatarra como material de carga
metálica.Los consumos promedios y costos por toneladas de acero
líquido son:
Cuadro de precios de consumo de materiales
(*) A precio Promedio de 2008.
90
4.2.2 Hornos eléctricos.
La aparición de los Hornos eléctricos se remonta al año 1878
en que Wilhelm Van Siemens obtuvo acero por primera vez,
utilizando un arco voltaico. En 1888 Paul Heroutt obtuvo la
patente por el Horno Eléctrico de Arco.
En SiderPerú, el 12 de abril de 1958 se puso en marcha la
Planta de Acería Eléctrica, con 2 Hornos Eléctricos de Arco (N° 1
y 2). El montaje fue realizado por la firma francesa Stein et
Roubaix. Los hornos eléctricos son Construcciones metalúrgicas
que se emplean para fundir chatarra y obtener el acero de
composición química deseada.
El Horno está constituido por una bóveda y la cuba .La
capacidad de producción teórica o nominal de los hornos N° 1 y 2,
según el fabricante, es de 25 t por colada.
La baja potencia del transformador (7,500 KVA) es debida a
que en un principio se pensó trabajar con estos hornos, utilizando
el arrabio líquido producido en los Hornos ELKEM, según el
fabricante. Así no eran necesarias grandes potencias de periodo
de fusión de la chatarra. Con esta forma de trabajo se podrían
obtener 6 coladas por día por cada horno, lo que da una
producción diaria de:
25 t/col. * 6 col / día = 150 t / día
El suministrador asumía una utilización del 100%, sin
paradas, que daría una producción anual de:
150 t / día X 360 = 54,000 t / año.
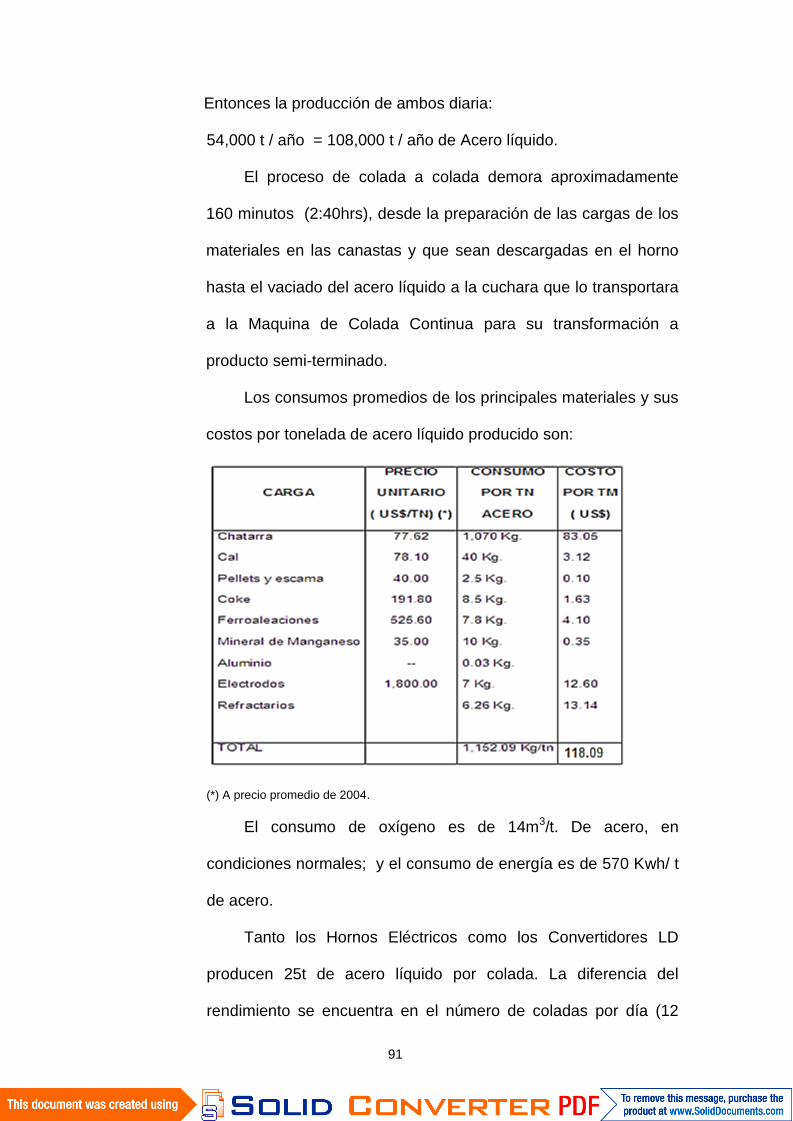
91
Entonces la producción de ambos diaria:
54,000 t / año = 108,000 t / año de Acero líquido.
El proceso de colada a colada demora aproximadamente
160 minutos (2:40hrs), desde la preparación de las cargas de los
materiales en las canastas y que sean descargadas en el horno
hasta el vaciado del acero líquido a la cuchara que lo transportara
a la Maquina de Colada Continua para su transformación a
producto semi-terminado.
Los consumos promedios de los principales materiales y sus
costos por tonelada de acero líquido producido son:
(*) A precio promedio de 2004.
El consumo de oxígeno es de 14m3/t. De acero, en
condiciones normales; y el consumo de energía es de 570 Kwh/ t
de acero.
Tanto los Hornos Eléctricos como los Convertidores LD
producen 25t de acero líquido por colada. La diferencia del
rendimiento se encuentra en el número de coladas por día (12
92
versus 32 respectivamente). Esto se debe a que el tiempo de
colada1 es mayor en los Hornos Eléctricos (160 min) que en los
convertidores L.D. (45 minutos); lo cual implicaría una gran
ventaja de la utilización del Alto Horno-Convertidores, debido a su
mayor volumen de producción posible.
Una evaluación más exhaustiva de estos dos procesos es
analizada en la siguiente sección.
4.3 Evaluación comparativa técnico – económica.
En una situación posterior en la que se piensa instalar una
Siderurgia o ampliar su capacidad, y se tuviera que elegir entre una de
las dos opciones tecnológicas más conocidas para producir acero
líquido, es decir, escoger entre la vía Alto Horno-Convertidor L.D. o la vía
Hornos Eléctricos, se tendrían que elaborar estudios técnicos y
económicos de estas opciones antes de tomar la decisión final para
seleccionar la tecnología más apropiada para la empresa, considerando
las condiciones locales, los requerimientos de factores productivos
(capital, mano de obra y materias primas), la escala de producción, los
costos, y el mercado. Se determinaría, por ejemplo, que si el mercado
siderúrgico nacional puede absorber una producción menor al millón de
toneladas anuales de acero, se debería elegir la opción de los hornos
eléctricos. Esto debido a que la mayor inversión requerida en el Alto
Horno –Convertidores L.D. eleva el costo del Capital y es un factor en
contra de esta vía. Sin embargo, hay otros conceptos que son más
decisivos que éste, como por ejemplo, si el país cuenta con la materia
1 Tiempo de colada es el ciclo “TAP TO TAP”, significa el tiempo desde que empieza la carga de materialeshasta el vaciado de acero líquido a la cuchara.
93
prima necesaria, o si tiene posibilidades de abastecimiento interno de
coque, etc.
En el caso de la Empresa Siderúrgica Nacional SiderPerú, la
inversión ya se efectuó. Ahora de lo que se trata es de optimizar el uso
de estas vías tecnológicas, ya sea mediante su operación paralela o
mediante la utilización de una de estas vías tecnológicas.
En primer lugar diremos cuáles fueron las razones que motivaron
e indujeron a la elección de cada una de estas tecnologías, sin entrar al
detalle del proceso de selección que hubieran seguido. La presente
evaluación busca comparar, a partir de la elección efectuada, la
operación y el desempeño seguido por estos equipos a lo largo del
período de estudio, a través del rendimiento técnico y económico,
esfuerzos y logros en cuanto a innovación tecnológica y otros efectos
producidos. Así mismo, se busca comprobar si las tecnologías en uso en
SIDERPERÚ son o no apropiadas, en términos del marco teórico sobre
Selección de Tecnologías Apropiadas en Países Subdesarrollados.
4.3.1 Elección de las tecnologías.
Vamos a hablar de los motivos que condicionaron a tomar
la decisión por determinada tecnología. En primer lugar, la
elección de la instalación de la Industria Siderúrgica en el país y
específicamente de los “Hornos Eléctricos”, estuvo ligada a tres
motivos principales; a) la decisión política del gobierno de tener
una industria siderúrgica nacional, b) el costo que implicaba este
tipo de tecnología en relación a otras alternativas (dado el limitado
94
capital disponible de la empresa), y c) el mercado nacional de
acero no justificaba la adquisición de otras tecnologías de mayor
escala de producción.
Transcurrieron casi 10 años desde la puesta en marcha de
la planta de Chimbote hasta la culminación de las obras de la
Primera Ampliación. La elección de una nueva técnica: “Alto
Horno-Convertidor L.D.” implicó por un lado, un gran salto
tecnológico y por otro un sustancial aumento de la capacidad
productiva de acero en el país. Las razones que motivaron esta
ampliación fueron principalmente: a) la producción de acero, a
través de los Hornos Eléctricos, no era suficiente para cubrir la
creciente demanda nacional de acero, y b) los altos costos de
energía eléctrica, que determinó la paralización total de los
Hornos Elkem y a adoptar la nueva tecnología del futuro,
previéndose un importante crecimiento industrial en el país.
En 1977 se incorporan en la empresa nuevos equipos e
instalaciones, entre los cuales están los 2 Hornos Eléctricos de
Arco (N° 3 y 4), que actualmente con los hornos eléctricos N° 1 y
2. No obstante, los Hornos 3 y 4 se adquirieron específicamente
para la Planta de Fundición, ya que la empresa pensaba
reemplazar algunos de sus proveedores y en su lugar hacer
algunas piezas en la nueva Planta de Fundición, productos como:
lingoteras, cucharas, toberas, placas de base, piezas de arrabio,
trabajos en cobre y en bronce, etc. Es decir, la razón de ser de los
Hornos Eléctricos N° 3 y 4 estaba sustentada para la Fundición,
95
más no para la Acería, razón por la cual se encuentran ubicados
en esta Planta de Fundición, que algunos llaman actualmente
“Planta de Acería Eléctrica N° 2” y localizada a aproximadamente
unos 100m de distancia de la Planta de Acería N° 1.
Paralelamente se presentaba otro fenómeno: la adquisición de la
máquina de Colada Continua N° 2, que disminuía el uso de las
lingoteras implicó una reducción de las actividades de la Planta de
Fundición.
Pocos años más tarde y con la introducción de los Hornos
de Reducción Directa en 1980, se gestaba la idea de dejar en Alto
Horno y los Convertidores. De ahí aparecen los 2 Hornos
eléctricos N° 3 y 4, para usarlos junto con los Hornos eléctricos N°
1 y 2, para la producción de acero líquido, con la vía Reducción
Directa Hornos Eléctricos. Sin embargo, los primeros Hornos
Eléctricos Franceses (N° 1 y 2), a pesar de su antigüedad, son
mejores tanto en el diseño de la máquina como en el rendimiento
productivo, que los Hornos Españoles (N° 3 y 4).
4.3.2 Evaluación de las tecnologías elegidas.
Para evaluar y determinar cuál vía tecnológica es la mejor
alternativa, el criterio no puede ser único, como por ejemplo el de
menor costo, la que produzca acero de mejor calidad, la que
produzca más, o la que dé mayor cobertura de productos, la de
mayor intensidad de la mano de obra para favorecer el empleo o
la de menor riesgo de paralización. En principio, esta decisión
96
estará muy ligada con las políticas que se hayan fijado los
conductores de la empresa, y siendo el Estado el único
propietario, el papel que juega el Estado en su carácter
empresarial es de vital importancia para el futuro desarrollo de la
empresa.
Evaluamos dos procesos productivos representados en sus
principales equipos: Alto Horno–Convertidores L.D. y Hornos
Eléctricos según los siguientes factores:
1. Escala de producción y capacidades productivas
2. Mercado y especificación del producto
3. Materias primas e insumos
4. Fuerza de trabajo
5. La maquinaria
6. Financiamiento
Estos seis factores son útiles tanto para una evaluación
inicial en la etapa de identificación y pre-inversión para optar por
la tecnología más apropiada, como para una evaluación posterior
en la etapa de expansión o de acondicionamiento frente a
cambios de las circunstancias técnicas y económicas iniciales y
en las que se presentan alternativas de funcionamiento respecto
de los equipos y maquinarias ya adquiridos.
4.3.2.1 Escala de producción y capacidades productivas.
En cuanto a escalas de plantas en la industria del
acero, la mayoría de las plantas “integradas” en el
mundo están produciendo un rango de 1 millón a 6
millones de toneladas de acero por año.
En el Perú, la única planta integrada nacional
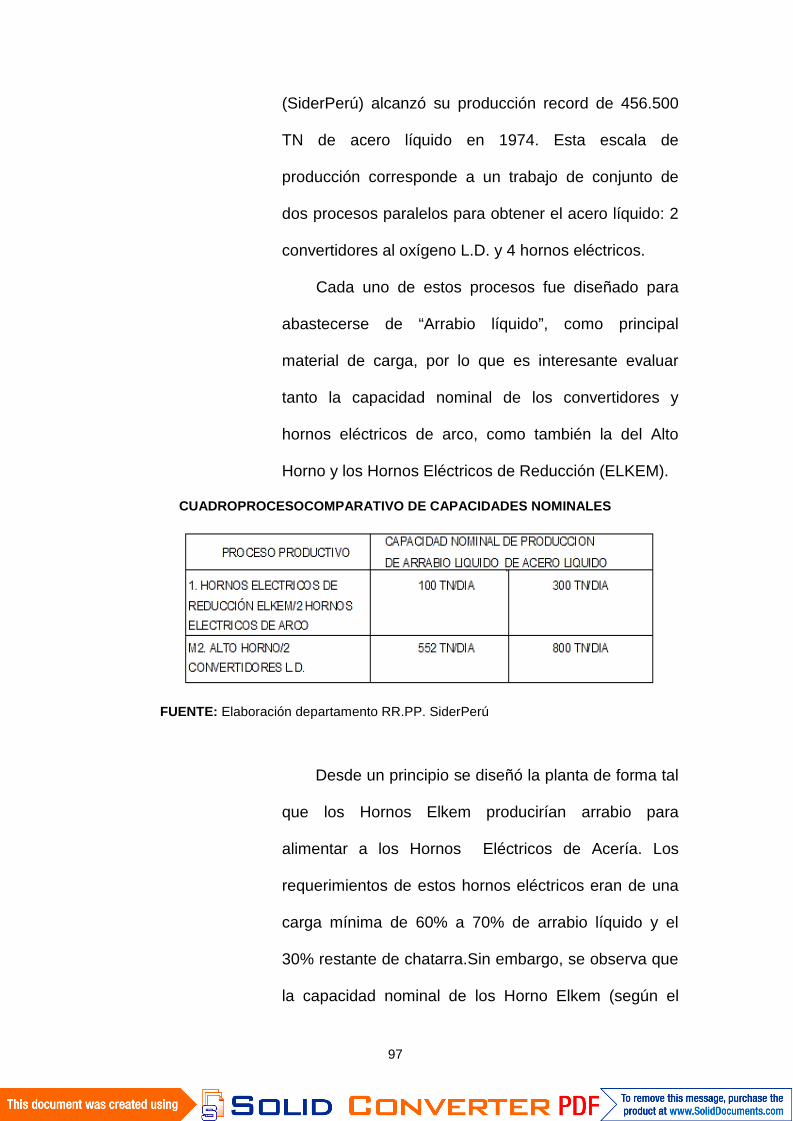
97
(SiderPerú) alcanzó su producción record de 456.500
TN de acero líquido en 1974. Esta escala de
producción corresponde a un trabajo de conjunto de
dos procesos paralelos para obtener el acero líquido: 2
convertidores al oxígeno L.D. y 4 hornos eléctricos.
Cada uno de estos procesos fue diseñado para
abastecerse de “Arrabio líquido”, como principal
material de carga, por lo que es interesante evaluar
tanto la capacidad nominal de los convertidores y
hornos eléctricos de arco, como también la del Alto
Horno y los Hornos Eléctricos de Reducción (ELKEM).
CUADROPROCESOCOMPARATIVO DE CAPACIDADES NOMINALES
FUENTE: Elaboración departamento RR.PP. SiderPerú
Desde un principio se diseñó la planta de forma tal
que los Hornos Elkem producirían arrabio para
alimentar a los Hornos Eléctricos de Acería. Los
requerimientos de estos hornos eléctricos eran de una
carga mínima de 60% a 70% de arrabio líquido y el
30% restante de chatarra.Sin embargo, se observa que
la capacidad nominal de los Horno Elkem (según el
98
fabricante), era inferior al nivel de producción
requeridos por los Hornos Eléctricos, (Se requería una
producción de arrabio no menor de 180-200 TN/DIA).
Esto significaba que desde el inicio de operaciones se
producirían cuellos de botella en este proceso.
El desempeño de los Hornos Eléctricos de
Reducción ELKEM, ha sido breve e irregular.
Caracterizado por un período inicial (1959-1962) en el
que se logró superar la capacidad nominal y un período
de declive (1963-1968) en el que el nivel de producción
se ubicó por debajo de su capacidad, debido en gran
parte a la elevación del precio de la energía eléctrica,
principal insumo de estos equipos, lo cual limitó la
obtención de mayor producción por los altos costos que
requerían. Este factor de precios y el factor político,
dentro del proceso de industrialización del país en el
que la industria de acero tenía parte importante,
llevaron a la decisión de adquirir un Alto Horno con sus
respectivos equipos complementarios (construcción de
un muelle, faja transportadora, convertidores de
oxígeno L.D. y 1 máquina de colada continua).
La implantación del Alto Horno y Convertidores
L.D. ciertamente representó un importante aumento en
la capacidad productiva de la planta. También se
observó que la capacidad nominal del Alto Horno,
99
indicada por el Suministrador, no abastecería
adecuadamente a los convertidores. Dicho de otro
modo, la capacidad nominal de los Convertidores
nunca sería lograda debido a la limitada capacidad de
arrabio que proporcionaría el Alto Horno. Lógicamente,
esto implicaba que los Hornos Eléctricos de Acería
trabajarían exclusivamente con chatarra y energía
eléctrica, ya que el arrabio producido en el A.H.
alimentaría exclusivamente a los Convertidores.
Sin embargo, en el desarrollo de la investigación,
se comprobó que las especificaciones técnicas
indicadas por el fabricante estuvieron subestimadas y
que las previsiones de producción del Alto Horno
fueron muy conservadoras. Por ejemplo, consideraron
un volumen de viento por tonelada muy por debajo de
la capacidad de la “Soplante” (se estaba trabajando
inicialmente a un 53 a 64% de su capacidad efectiva).
La práctica es la que ha confirmado las mayores
posibilidades del Alto Horno, siendo la capacidad
máxima obtenida en un día de 1.050t de Arrabio
Líquido, y una producción diaria promedio de 800 t/día,
con la cual abastece lo requerido por los Convertidores.
También comparamos las capacidades efectivas
máximas de producción obtenidas por estos mismos
equipos
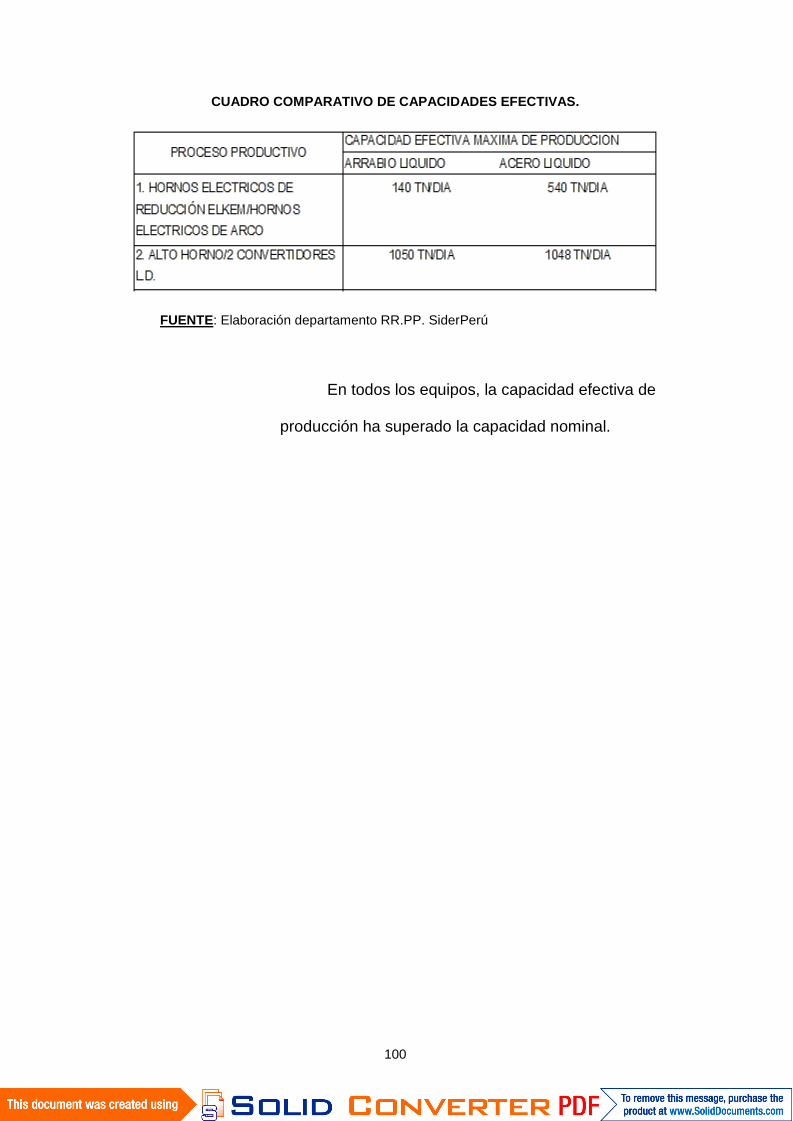
100
CUADRO COMPARATIVO DE CAPACIDADES EFECTIVAS.
FUENTE: Elaboración departamento RR.PP. SiderPerú
En todos los equipos, la capacidad efectiva de
producción ha superado la capacidad nominal.
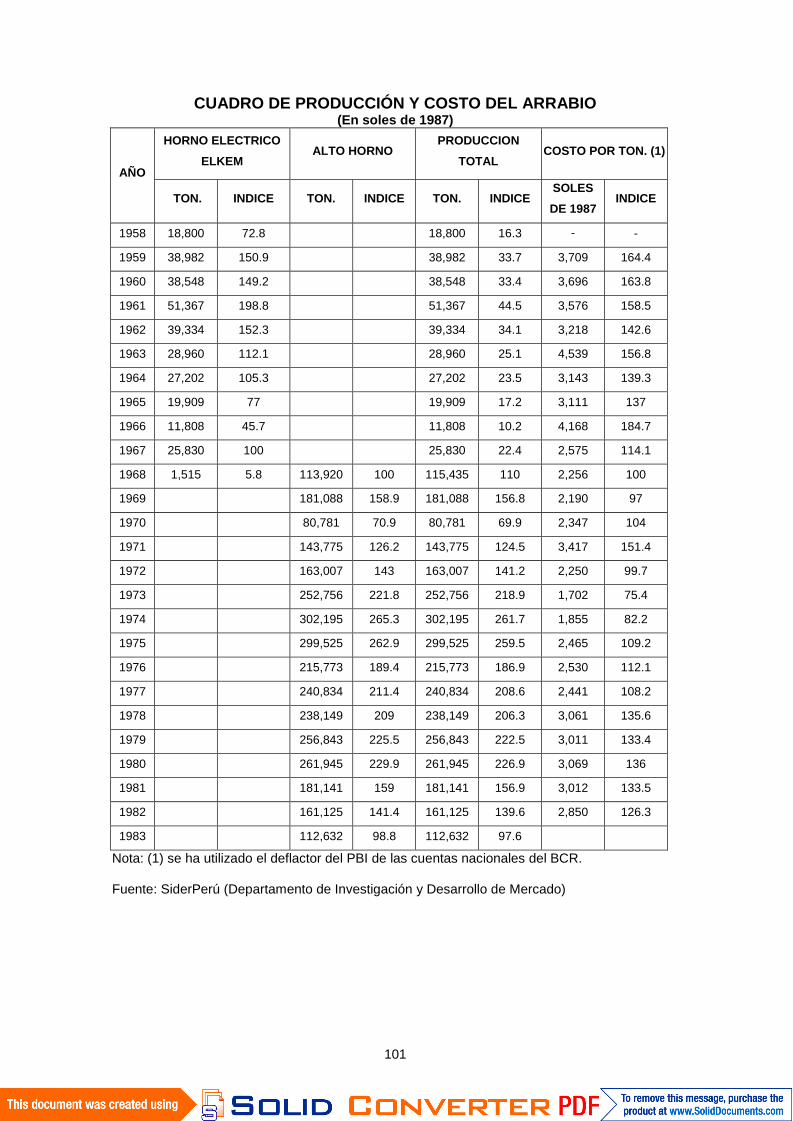
101
CUADRO DE PRODUCCIÓN Y COSTO DEL ARRABIO(En soles de 1987)
AÑO
HORNO ELECTRICO
ELKEMALTO HORNO
PRODUCCION
TOTALCOSTO POR TON. (1)
TON. INDICE TON. INDICE TON. INDICESOLES
DE 1987INDICE
1958 18,800 72.8 18,800 16.3 - -
1959 38,982 150.9 38,982 33.7 3,709 164.4
1960 38,548 149.2 38,548 33.4 3,696 163.8
1961 51,367 198.8 51,367 44.5 3,576 158.5
1962 39,334 152.3 39,334 34.1 3,218 142.6
1963 28,960 112.1 28,960 25.1 4,539 156.8
1964 27,202 105.3 27,202 23.5 3,143 139.3
1965 19,909 77 19,909 17.2 3,111 137
1966 11,808 45.7 11,808 10.2 4,168 184.7
1967 25,830 100 25,830 22.4 2,575 114.1
1968 1,515 5.8 113,920 100 115,435 110 2,256 100
1969 181,088 158.9 181,088 156.8 2,190 97
1970 80,781 70.9 80,781 69.9 2,347 104
1971 143,775 126.2 143,775 124.5 3,417 151.4
1972 163,007 143 163,007 141.2 2,250 99.7
1973 252,756 221.8 252,756 218.9 1,702 75.4
1974 302,195 265.3 302,195 261.7 1,855 82.2
1975 299,525 262.9 299,525 259.5 2,465 109.2
1976 215,773 189.4 215,773 186.9 2,530 112.1
1977 240,834 211.4 240,834 208.6 2,441 108.2
1978 238,149 209 238,149 206.3 3,061 135.6
1979 256,843 225.5 256,843 222.5 3,011 133.4
1980 261,945 229.9 261,945 226.9 3,069 136
1981 181,141 159 181,141 156.9 3,012 133.5
1982 161,125 141.4 161,125 139.6 2,850 126.3
1983 112,632 98.8 112,632 97.6
Nota: (1) se ha utilizado el deflactor del PBI de las cuentas nacionales del BCR.
Fuente: SiderPerú (Departamento de Investigación y Desarrollo de Mercado)
102
Las causas que han originado este fenómeno han
sido diferentes en cada equipo:
1. En los Hornos ELKEM predominó el factor precios y
político
2. En el Alto Horno debido a fallas en los cálculos del
fabricante y a la sustitución de una materia prima: con
“mineral de hierro” se producía 550 TN/DIA de arrabio,
cambiando a “pellets” se elevó a 800 TN/DIA de arrabio.
3. Los Hornos Eléctricos de Arco funcionaban con
transformadores de 7.500 KVA y se abastecían de
Arrabio y Chatarra. En 1978 empieza a producir acero
exclusivamente a base de Chatarra; en 1982 se
cambian los transformadores de 7.500 KVA a 15.000
KVA y desde 1986 se sustituye en 30% de Chatarra por
Hierro Esponja que empieza a producirse en la misma
planta. En todo este proceso de cambios se produce
también mejoras en la capacidad productiva.
4. Los CONVERTIDORES L.D. fueron objeto de
modificaciones de tipo operativo, lo cual elevó la
producción de 227.000 a 291.000 TN/año a partir de
1986.
Tres tipos de “modificaciones” han producido el
aumento de la capacidad productiva de los equipos:
a) En la materia prima
b) En parte del equipo
103
c) En la operación de las maquinarias y equipos
La modificación o sustitución de una materia prima ha
sido producida luego de ensayos y pruebas efectuadas en
los laboratorios de la empresa para mejorar la productividad
de los equipos, y para reducir costos. En el caso de los
Hornos Eléctricos de Arco, sustituyendo primero “Chatarra”
en lugar de “Arrabio” y posteriormente “Hierro Esponja” (en
forma parcial) por “chatarra”. También en el Alto Horno
(1980) se probó con inyección de Petróleo para reducir el
consumo de COQUE, pero a los tres meses se paró esta
prueba debido a que no se obtuvo los resultados esperados.
El problema que se presentó era que no podía inyectar el
petróleo a la temperatura requerida, el método utilizado era
rudimentario. Hacía falta un recalentador que permitiera
elevar la temperatura del petróleo a un nivel mínimo de 110 y
óptimo de 180 grados, de tal manera que una temperatura
alta queme las partículas de Carbono o Hidrógeno
contenidos en el petróleo antes que ingrese al A.H. y sin
tener peligro de quemadura de toberas. El calentador que se
ha venido utilizando hasta 1983 no pasa de los 80 grados y
proviene del calentador de la caldera de la Planta Térmica.
Las maquinarias y equipos utilizados en la industria del
acero son bastante complejas y están compuestas por una
serie de equipos auxiliares. El reemplazo de parte del equipo
como los transformadores en los Hornos Eléctricos se
104
produjo ante la insuficiente producción para abastecer una
demanda en expansión. Este cambio significó un incremento
de 48% de su capacidad productiva, a partir de 1982.
Las modificaciones y mejoras en la operación de los equipos
están relacionadas con los esfuerzos de los trabajadores por
asimilar el funcionamiento y manejo de estos equipos, así
como también realizar el mantenimiento adecuado.
Han adquirido pericia en el manejo de las maquinarias
y han realizado trabajos que elevaron la capacidad de las
mismas, pero no se les brinda un adecuado mantenimiento.
El exceso de paradas no programadas es un indicador
importante que nos permite detectar las áreas que presenta
problemas de operación de los equipos. Por ejemplo, el
ALTO HORNO trabaja con tres estufas de aire caliente o
“COWPERS”, que sirven para producir el viento caliente
necesario para la combustión del coque y petróleo (cuando
hay inyección de petróleo). El viento producido por los
soplantes y pasado a través de las estufas, eleva la
temperatura aproximadamente a 1.000°C, para dirigirse a
través de las Toberas al Alto Horno. El inadecuado
mantenimiento y limpieza de las estufas (sucias con Hollín)
ocasiona paradas que hacen que se pierda temperatura y
baje el rendimiento del Alto Horno. También se originan
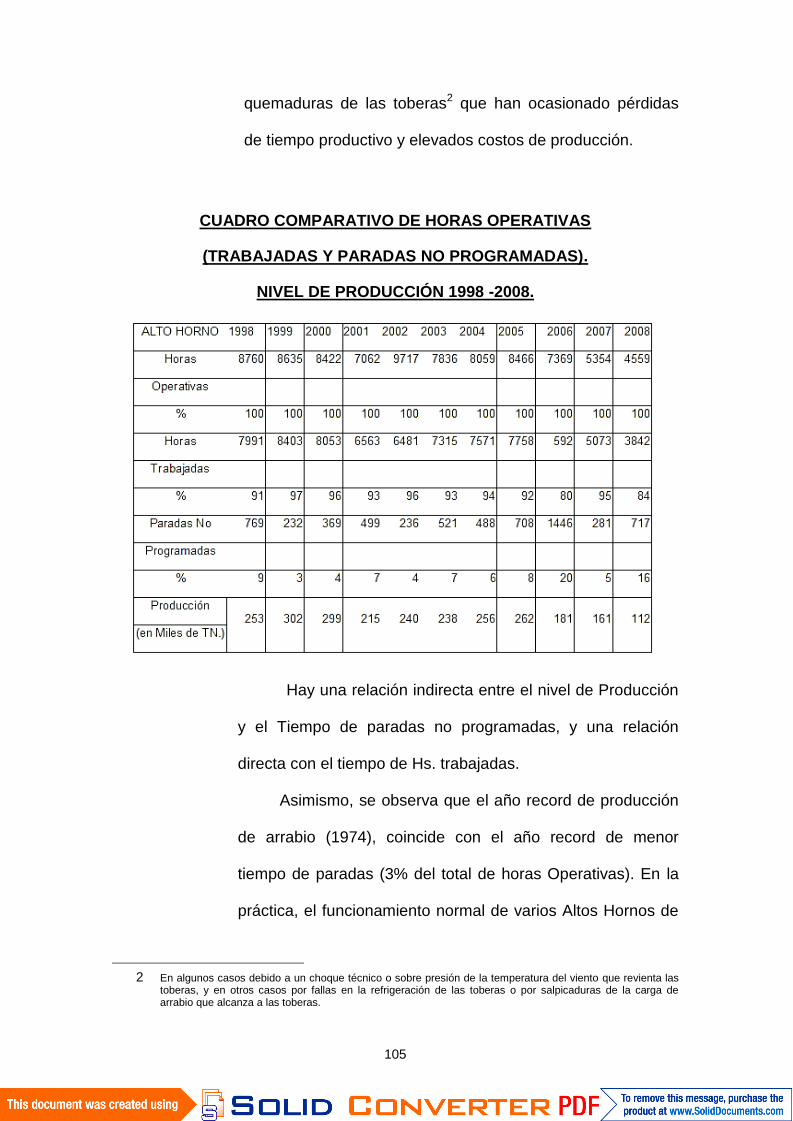
105
quemaduras de las toberas2 que han ocasionado pérdidas
de tiempo productivo y elevados costos de producción.
CUADRO COMPARATIVO DE HORAS OPERATIVAS
(TRABAJADAS Y PARADAS NO PROGRAMADAS).
NIVEL DE PRODUCCIÓN 1998 -2008.
Hay una relación indirecta entre el nivel de Producción
y el Tiempo de paradas no programadas, y una relación
directa con el tiempo de Hs. trabajadas.
Asimismo, se observa que el año record de producción
de arrabio (1974), coincide con el año record de menor
tiempo de paradas (3% del total de horas Operativas). En la
práctica, el funcionamiento normal de varios Altos Hornos de
2 En algunos casos debido a un choque técnico o sobre presión de la temperatura del viento que revienta lastoberas, y en otros casos por fallas en la refrigeración de las toberas o por salpicaduras de la carga dearrabio que alcanza a las toberas.
106
muestra que el porcentaje de paradas no debe ser nunca
superior del 5% al año.
Las paradas no programadas se originan por diferentes
motivos:
- Mantenimiento del equipo (de tipo correctivo)
- Fallas operativas, por influencia directa de la propia
sección.
- Servicios: por reparaciones, falta de materiales y
repuestos
- Otros: Huelgas y días feriados
En la PLANTA DE ACERIA, el desempeño de los
equipos ha sido bastante irregular, con un porcentaje de
horas trabajadas útiles de 78% y 71% en promedio, en los
Hornos Eléctricos y Convertidores L.D., respectivamente. En
marcha normal, el total de paradas (incluido también el
tiempo de arreglo de refractarios que normalmente no debería
ser contabilizado como parada) no debe ser superior al 20%,
teniendo un 80% de tiempo útil de fabricación, 10% de
paradas programadas y 10% de paradas no programadas. El
exceso de paradas no programadas en estos equipos (ver
Cuadro) se ha debido tanto a la falta de un mantenimiento
preventivo como a problemas de tipo operativo y de servicios.
El problema que vemos en estos dos procesos es que
no existe un programa de mantenimiento preventivo, pero
aunado a ello, la exigencia que se le ha dado a ambos
procesos ha implicado un desgaste y deterioro de los equipos
que no han sido compensados, ocasionando problemas del
107
tipo operativo como ocurre en el Alto Horno:
a) Las bombas de petróleo se obstruyen
b) La soplante no tiene una presión de viento constante
c) La depuración del gas del Alto Horno es deficiente. Se
obtiene un gas cargado de partículas que ensucian los
quemadores y obstruyen el colector principal del gas que va a
la Planta de Productos Planos vía gasómetro.
Esto nos indica que se requiere mejorar el diseño en la
inyección de petróleo, vapor y oxígeno, y elaborar nuevos
métodos de bombeo e inyección para mejorar el rendimiento
del Alto Horno. También existen irregularidades en el
funcionamiento del Alto Horno, entre las cuales se pueden
mencionar:
a) No se cumple con los requerimientos técnicos establecidos
en el carguío de las materias primas e insumos.
b) Las balanzas que controlan los pesos de las materias
primas e insumos no son confiables porque carece de
mantenimiento y control.
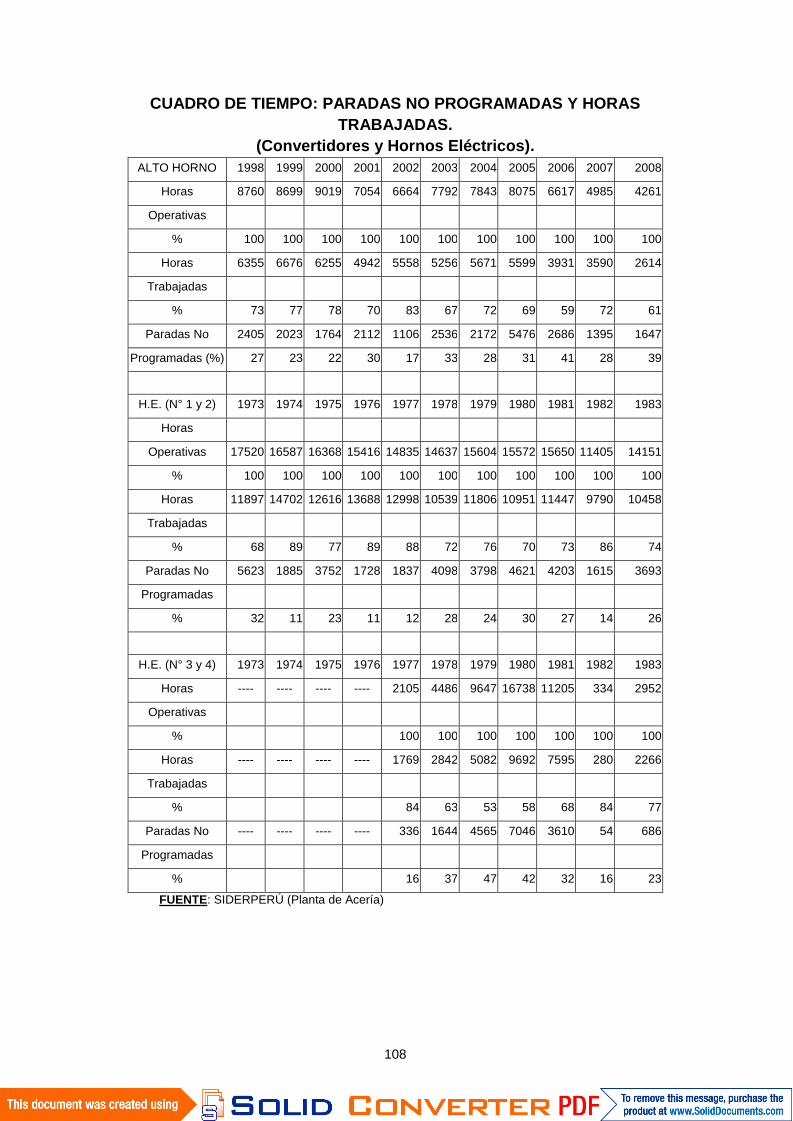
108
CUADRO DE TIEMPO: PARADAS NO PROGRAMADAS Y HORASTRABAJADAS.
(Convertidores y Hornos Eléctricos).ALTO HORNO 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
Horas 8760 8699 9019 7054 6664 7792 7843 8075 6617 4985 4261
Operativas
% 100 100 100 100 100 100 100 100 100 100 100
Horas 6355 6676 6255 4942 5558 5256 5671 5599 3931 3590 2614
Trabajadas
% 73 77 78 70 83 67 72 69 59 72 61
Paradas No 2405 2023 1764 2112 1106 2536 2172 5476 2686 1395 1647
Programadas (%) 27 23 22 30 17 33 28 31 41 28 39
H.E. (N° 1 y 2) 1973 1974 1975 1976 1977 1978 1979 1980 1981 1982 1983
Horas
Operativas 17520 16587 16368 15416 14835 14637 15604 15572 15650 11405 14151
% 100 100 100 100 100 100 100 100 100 100 100
Horas 11897 14702 12616 13688 12998 10539 11806 10951 11447 9790 10458
Trabajadas
% 68 89 77 89 88 72 76 70 73 86 74
Paradas No 5623 1885 3752 1728 1837 4098 3798 4621 4203 1615 3693
Programadas
% 32 11 23 11 12 28 24 30 27 14 26
H.E. (N° 3 y 4) 1973 1974 1975 1976 1977 1978 1979 1980 1981 1982 1983
Horas ---- ---- ---- ---- 2105 4486 9647 16738 11205 334 2952
Operativas
% 100 100 100 100 100 100 100
Horas ---- ---- ---- ---- 1769 2842 5082 9692 7595 280 2266
Trabajadas
% 84 63 53 58 68 84 77
Paradas No ---- ---- ---- ---- 336 1644 4565 7046 3610 54 686
Programadas
% 16 37 47 42 32 16 23
FUENTE: SIDERPERÚ (Planta de Acería)
109
En la Planta de Acería, el estado actual de los equipos
ha llegado a un nivel muy bajo de conservación. En los
convertidores se han presentado “dificultades de
abastecimientos de piezas de reserva y de recambio” y a
menudo sólo los órganos vitales quedan en condiciones
operativas, y únicamente merced al ingenio del personal que
muchas veces se ve obligado a efectuar reparaciones
improvisadas por falta de repuestos apropiados3.
En cuanto a los equipos de los Hornos Eléctricos, los
hornos 1 y 2 se hallan en un estado satisfactorio, sin embargo
los hornos 3 y 4 que fueran equipados con los viejos
transformadores de los hornos 1 y 2 (7500 KVA), desde su
puesta en marcha han ocasionado problemas operativos
debido a defectos en el diseño, tales como:
- Mala estabilidad del arco voltaico
- Mal diseño de los sujetadores de los electrodos
- Sistema hidráulico deficiente
En resumen, haciendo un paralelo entre estos dos
procesos y descartando el uso de los Hornos ELKEM,
observamos lo siguiente:
3 “Revisión del estudio de factibilidad del plan de expansión 80-85 de SiderPerú” (Agosto1981)
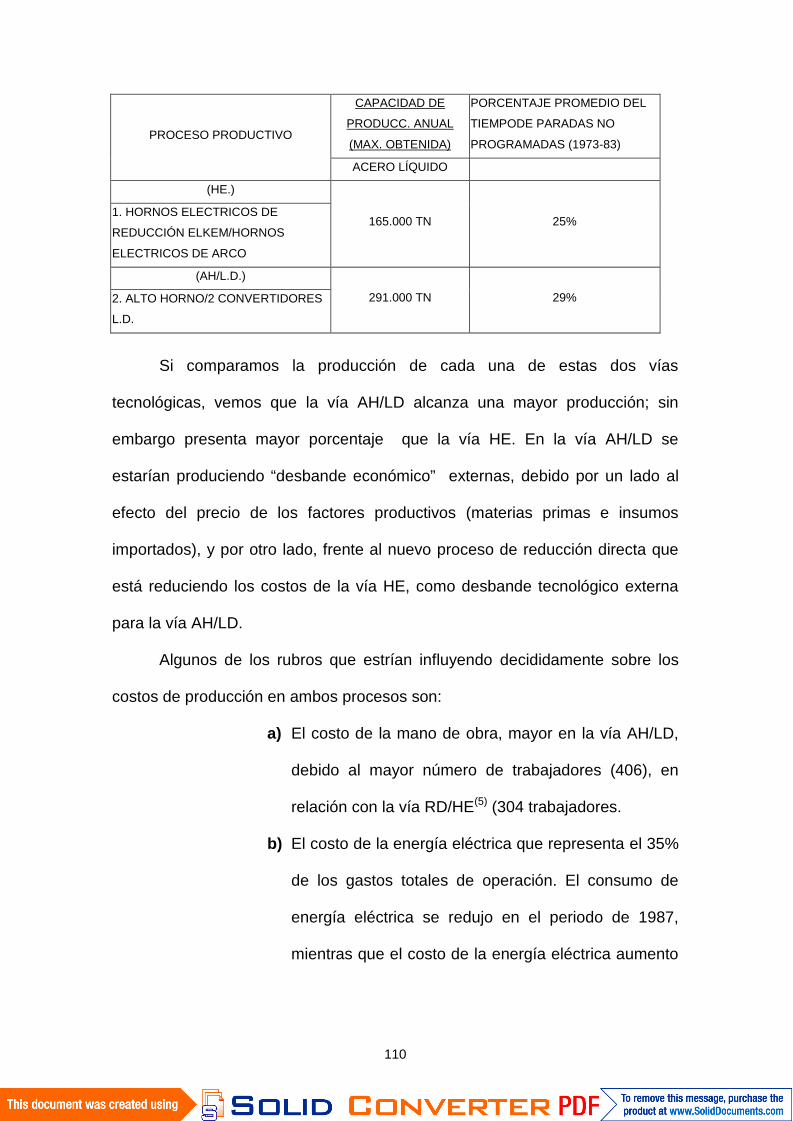
110
PROCESO PRODUCTIVO
CAPACIDAD DE
PRODUCC. ANUAL
(MAX. OBTENIDA)
PORCENTAJE PROMEDIO DEL
TIEMPODE PARADAS NO
PROGRAMADAS (1973-83)
ACERO LÍQUIDO
(HE.)
165.000 TN 25%1. HORNOS ELECTRICOS DE
REDUCCIÓN ELKEM/HORNOS
ELECTRICOS DE ARCO
(AH/L.D.)
291.000 TN 29%2. ALTO HORNO/2 CONVERTIDORES
L.D.
Si comparamos la producción de cada una de estas dos vías
tecnológicas, vemos que la vía AH/LD alcanza una mayor producción; sin
embargo presenta mayor porcentaje que la vía HE. En la vía AH/LD se
estarían produciendo “desbande económico” externas, debido por un lado al
efecto del precio de los factores productivos (materias primas e insumos
importados), y por otro lado, frente al nuevo proceso de reducción directa que
está reduciendo los costos de la vía HE, como desbande tecnológico externa
para la vía AH/LD.
Algunos de los rubros que estrían influyendo decididamente sobre los
costos de producción en ambos procesos son:
a) El costo de la mano de obra, mayor en la vía AH/LD,
debido al mayor número de trabajadores (406), en
relación con la vía RD/HE(5) (304 trabajadores.
b) El costo de la energía eléctrica que representa el 35%
de los gastos totales de operación. El consumo de
energía eléctrica se redujo en el periodo de 1987,
mientras que el costo de la energía eléctrica aumento
111
en 88%, es decir, en gran parte se debió al efecto de
aumento de precios antes del consumo de energía.
c) Los costos por mantenimiento son mayores en los
hornos eléctricos. El mayor porcentaje de paradas
imprevistas por concepto de mantenimiento ocurre en
los hornos eléctricos, lo cual elevan los costos fijos de
esta vía tecnológica.
d) El costo de los refractarios aunque importante, en
soles es un valor similar pa ambas vías, a pesar de
que el AH/LD se utilicen refractarios importados, y en
el HE los refractarios deben ser cambiados
continuamente.
e) También es importante la participación del costo de
los electrodos en la vía RD/HE (su precio unitario
tiene un costo de US $ 3000), que representa el 19%
de sus gastos totales de operación. La razón se debe
al elevado e ineficaz consumo de los electrodos en los
hornos eléctricos.
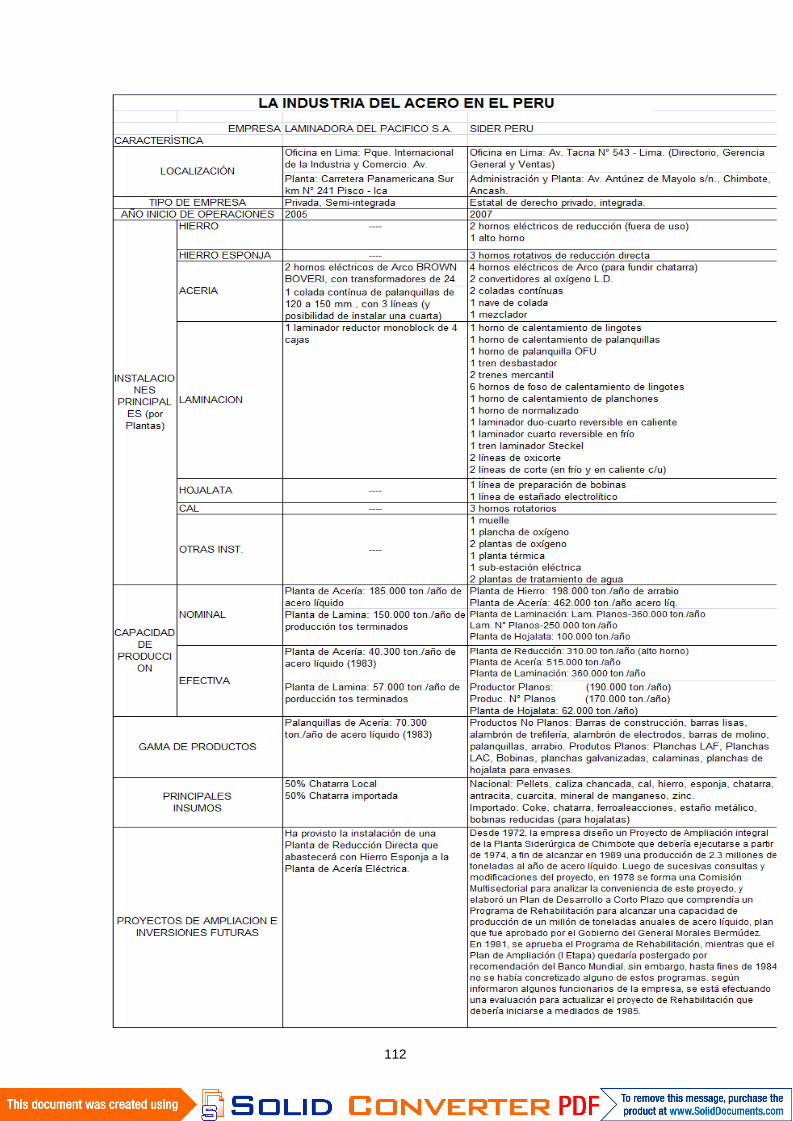
112
113
4.3.2.2. Mercado y especificación del producto.
Las características centrales de las plantas de acero
son su inherente complejidad tecnológica, tanto en su
construcción como en su operación, y la diversificación en
los productos que fabrican, de ahí que sean llamadas
comúnmente plantas multiprocesos y multiproductos.
Muchas plantas se especializan en productos “planos” o
“no planos”, y las más grandes producen ambos tipos.
Dentro de esta clasificación poseen una amplia variedad
en cuanto a especificaciones técnicas del producto, formas,
tamaños, espesores, grado del acero requerido y acabado
superficial. SIDERPERÚ presenta estas mismas
características: por un lado, es una planta “integrada” que
incorpora todos los procesos de etapas desde la reducción
de mineral de hierro y pasa a través de la acería y
laminación para obtener los productos finales; y por otro
lado la diversificación de su producción 7
En productos “PLANOS” y “NO PLANOS”. Es así que el
producto ACERO es más bien una amplia gama de
productos en la industria del acero, que reúne un conjunto
de características que derivan de su composición y proceso
de elaboración.
Inicialmente se producía productos no planos hasta
1970 en que se instala la Planta de Laminación Planos. La
7 Existen 1,800 variedades de productos diferenciados por tipo de producto (15, secciones (3), diámetros(17), espesores (65), calidades (12) y largos y anchos diferentes.
114
empresa se propuso como objetivo mostrar eficiencia a
través de reducciones en los precios y una diversificación
de la producción con el propósito de satisfacer el mercado
interno. A partir de 1974 – 75 se revierte esta situación y
se empieza a orientar el mercado hacia la estandarización
de las líneas de producto, tanto en dimensiones como en
las calidades a fin de elevar la productividad de la planta 8.
La orientación de la producción hacia una mayor o
menor diversificación está relacionada con las propiedades y
características del acero que es producido en los procesos
productivos iniciales que estamos evaluando:
a) Si la empresa desea producir solamente productos planos
debido a una mayor demanda por este tipo de productos, se
recomienda utilizar de manera preferencial la vía AH/LD,
debido las mejores propiedades y calidad del acero de los
Convertidores LD, más aún de contarse con una Colada
Continua de Planchones (actualmente sólo es colada en
fuente o Lingotes), que duplicaría la capacidad actual de
productos Semi-terminados.
b) Si la empresa desea producir solamente productos no
planos, podría utilizar solamente los Hornos Eléctricos, o
juntamente Convertidores LD con Hornos Eléctricos,
dependiendo de la demanda por estos productos.
c) Si la empresa desea producir ambos tipos de productos,
debería utilizar los Hornos Eléctricos exclusivamente para8 Según se señala en las Memorias de SIDER PERU 1970 – 1975.
115
los productos planos, y no planos si hubiera demanda
suficiente que justifique su desviación a esta área.
d) Parta las distintas calidades de los Productos se debe
destinar:
- 80 % de la producción de acero, proveniente de
Convertidores LD (que son de bajo carbono) para el tipo de
calidad “comercial”.
- 20% de la producción de acero, puede provenir de los
Hornos Eléctricos (de alto carbono) para calidades varias:
estructural, naval, por ejemplo. Dependiendo de la demanda
por estas calidades que justifiquen su producción, se
orientará la producción por la vía más adecuada.
El hecho de tener las maquinarias y equipos con
características y propiedades que sirven a determinados
mercados, ha permitido esta diversificación de la producción,
pero las posibilidades de ampliar o reducir esta
diversificación de la producción, pero las posibilidades de
ampliar o reducir esta diversificación depende principalmente
de : a)las posibilidades técnicas de las plantas de
Laminación, b) las estrategias de comercialización, dentro de
la política general de la empresa, y c) el comportamiento del
mercado local del acero.
Sin embargo antes que aumentar o reducir las
diversificaciones de la productos (como ocurrió con el caso
de la Planta de Hojalata), de espesores o de calidades, el
116
problema más importante a solucionar es la “calidad” del
acero que proviene de Acería. En este sentido la empresa
debe orientar recursos a mejorar la eficiencia y rendimiento
tanto de la calidad como de la cantidad del acero fabricado
en los Hornos Eléctricos, Convertidores LD y del arrabio en
el Alto Horno.
Según el informe técnico de TRACTIONEL –
MECANARBED, la calidad de la producción en
SIDERPERÚ ha sido inconstante e insuficiente, y considera
que se ha dado un deterioro de los equipos de producción
que se agravó con la salida de sus técnicos, en su mayoría a
Siderurgias venezolanas entre 1978 – 1983 9 . El problema
no es tanto de control de calidad, que técnicamente
hablando es bueno, sino en cuanto a la clasificación, unido a
una falta de organización ágil y de responsabilidad en el
trabajo. El análisis comparativo con relación a la calidad del
acero se basó en 2 criterios:
a) la calidad de chatarra de fábrica producida y
b) el consumidor del producto es quien mejor puede opinar
sobre la calidad de dicho producto. En este caso, la Planta
de Laminación es quien recepciona el acero y lo transforma
en producto terminado.
En cuanto a la Chatarra de Fabrica (llamada también de
retorno o recuperado) hay dos tipos:
9 “Proyecto de Gestión del Sector Público: Estudio de Caso SIDER PERU” (Universidad del Pacífico.Julio 1984), pág. 13.
117
- deriva de la calidad del material de carga, y
- deriva del proceso.
Con relación a la primera, pareciera que el objetivo
de Acería Eléctrica fuera el de producir en cantidad, sin
concentrar esfuerzos en mejorar la calidad de los lingotes
elaborados en los Hornos eléctricos principalmente.
Con relación a la segunda, se puede separar en dos
partes: a) la chatarra por fallas de equipos, y b) la chatarra
por fallas operativas.
Según las estadísticas, es mayor la chatarra
producida por encontrarse los equipos en mal estado que
por falla misma del operador, tanto en el Alto Horno –
Convertidores como en Hornos Eléctricos.
En cuanto al consumidor del producto, la Planta de
Laminación Planos, encontró que los lingotes de calidad
“efervescente” que representa el 80% de la producción de
Acería, tienen la piel demasiado frágil, lo que obliga a
aumentar en 20% el tiempo de calentamiento de las cargas
en Foso, con el fin de evitar la formación de grietas. La
consecuencia directa es de 20% de pérdida neta en la
producción diaria (aprox. 30, 000 tn/ año ) de Laminación
Planos. Además, el 60% de los lingotes de Acero están
clasificados por el Departamento Control de Calidad como
SEGUNDA, lo que obliga a Laminación a desviarlos a la
118
sección Escarpado, y volver a procesarlos como
planchones a las bandas, incrementando los gastos en
petróleo, y elevando los costos de esta área.
También se ha encontrado que los lingotes
fabricados en los HE tienen un porcentaje de impurezas
(cobre, cromo, níquel) de 0.2 que es muy elevado (el doble
de lo admisible, según Control de calidad), que se traduce
en la formación de una escama dura en el horno de
planchones que no sale ni con un buen des-escamado. En
cambio, los lingotes fabricados en los Convertidores LD se
presentan a una buena formación de escama, pero
desafortunadamente la mayor parte de ellos están
reservados a la Planta de Laminación No Planos, por
motivos de “comodidad” en el movimiento de grúas en la
Planta de Acería.
En el año 1972, técnicos extranjeros hicieron el
siguiente experimento: a una carga de 24 planchones,
intercalaron planchones importados y nacionales. Gran
parte de lo que fue fabricado en Chimbote salió con
“escama pegada”, y todo lo que era importado salió con
“escama suelta”; y dentro de lo fabricado en Chimbote, el
porcentaje de “escama pegada “ se repartiría de la
siguiente manera:
119
20% correspondía al acero elaborado en Convertidor LD:
80% correspondía al acero elaborado en Hornos
Eléctricos.
Sin embargo, y a pesar de este hecho, se continuó con la
práctica anterior.
En la Planta de Laminación No Planos hay menos
problemas con las palanquillas y lingotes de acería. No
afecta mucho la calidad en cuanto a superficie del metal
colado en Acería, ya que estos lingotes serán introducidos
en los rodillos de los trenes de laminación (canales), y los
problemas de escamas o de superficie, no afecta la calidad
del producto final de “NO PLANOS”.
Estos hechos muestran la urgente necesidad de
mejorar la calidad del acero y de una adecuada orientación
de la producción: Alto Horno / Convertidores LD/ Colada
Continua N° 1 para abastecer a Laminación No Planos.
Siendo necesaria una mejor adecuación de los equipos de
grúas en la Acería permitirá que la Laminación de
Productos Planos reciba una materia prima (lingote ) de
mejor calidad lo cual, además de maximizar su propia
productividad, facilitará la entrega al mercado por ejemplo
el de la “línea blanca” de un producto terminado mejor
acabado tanto en sus propiedades físicas como en sus
propiedades químicas.
120
Con la instalación reciente de una nueva planta de
Productos No Planos en Pisco, la empresa LAMINADORA
DEL PACIFICO podrá abastecer gran parte del mercado
interno. SIDERPERÚ deberá orientar su producción hacia
productos Planos y fabricar en No Planos sólo lo necesario
para satisfacer plenamente la demanda nacional, en caso d
deficiencia en volumen o calidad por parte de la
competencia. Esta medida se justificaría más aun sabiendo
que la producción actual de productos Planos no satisface
la demanda nacional (usando sólo los HE), a tal punto que
se recorta los pedidos de los clientes.
Finalmente, el problema de la falla de
estandarización y especialización en la producción está
impidiendo a la empresa gozar de los beneficios que
brindan las “economías de escala”. La mayor diversificación
de la producción ha ido elevando los costos medios de
producción ha ido elevando los costos medios de
producción y originando serias distorsiones en el
funcionamiento de la cadena productiva, ya que con los
mismos equipos se tienen que fabricar distintos espesores,
dimensiones y calidades, a escalas reducidas. Estos
mayores costos se originarían principalmente en las plantas
de Laminación, en los que se encuentra los diferentes
121
equipos para determinar el espesor, dimensión y calidad de
la gama de productos terminados.
Sin duda alguna los problemas técnicos y
económicos ocasionados en la Planta de Laminación
tienen en parte su raíz en el acero proveniente de los dos
procesos anteriores que evaluamos, como son las fallas en
los equipos y la deficiente calidad de ciertos insumos (Ej.
Chatarra en la Acería eléctrica). Sin embargo, en la planta
de Laminación existen también otros problemas
provenientes de su misma área, como son los
estrangulamientos o cuellos de botella y aquellos derivados
de la diversificación de la producción. Todo esto ha
contribuido a elevar los costos de producción por tonelada
y, por ende, a una ineficiencia técnica y económica para la
empresa, que se refleja en los precios de estos productos.
Desde sus inicios, este sector ha tenido un mercado
asegurado y protegido. En 1962, el gobierno aplicó una
protección arancelaria superior al 60%, que indicaba que
sólo se importaría el volumen de productos que SOGESA
(ahora SIDERPERÚ) no estuviera en capacidad de
abastecer, lo cual le otorgaba una real posición
monopólica.
En la década del sesenta se dan situaciones
conflictivas en torno al control de precios, mientras la
empresa deseaba un nivel adecuado de rentabilidad que
122
posibilitaran nuevas inversiones, los representantes del
gobierno en el Ministerio de Industria propugnaban
aparentemente a subsidiar los insumos siderúrgicos en
beneficio de los consumidores. En 1980 se establece una
nueva política de precios 10 y se reducen los aranceles, es
decir se liberalizan las importaciones de los productos que
ingresan para competir con los nacionales.
En primer lugar, comparando los precios promedio
de SiderPerú con los precios de los principales productores
de acero a nivel mundial encontramos que mientras que en
1978 teníamos alguna ventaja comparativa en este
producto, en 1982 se ha revertido esta situación. Hasta
1987, los “precios nacionalizados” 11 todavía eran
superiores a los precios de venta de SiderPerú, aun
cuando ya se habían dado algunas medidas entre abril y
diciembre de 1980 como la reducción de aranceles de 41%
a 21%. Estos menores precios de la empresa nacional se
debieron al no cumplimiento de los reajustes de precios
programados. Pero, a partir de 1981, los precios relativos
favorecen a la importación d estos productos debido
10 En 1980 algunos productos tenían control de precios y se plantearon efectuar reajustes trimestrales,pero no se hicieron en la fecha prevista ni se respetó la tasa:
PROGRAMADA REALIZADAEnero 14% 22 Enero 11%
Abril 11% 21 Julio 6%Junio 11% 17 Dic. 9%Octubre 8% Total 26%Total 44%
11 Precio nacionalizado (precio interno) incluye el flete, arancel y otros impuestos pertinentes a laimportación de estos productos sobre su precio FOB.
123
específicamente a la importante reducción de aranceles, de
21% a 6%, en el caso de las barras de construcción.
Paradójicamente, SIDERPERÚ fue el principal
importador de productos siderúrgicos en 1981, y la
importación de Barras de Construcción, el rubro más
importante, como consecuencia del bajo arancel de estos
productos en relación con otros países.
La reducción de importaciones de productos
siderúrgicos entre 1981 – 1982 se debió al restablecimiento
de la licencia previa a inicios de 1982, para las barras de
construcción; sin embargo, se siguió importando
“palanquillas” que es el insumo principal de las barras de
construcción. En abril de 1982, la licencia fue para todos
los productos elaborados en SIDERPERÚ; y a partir de
noviembre de 1982, se amplió a productos que la empresa
no produce pero que sí podían ser usados como sustituidos
casi perfectos.
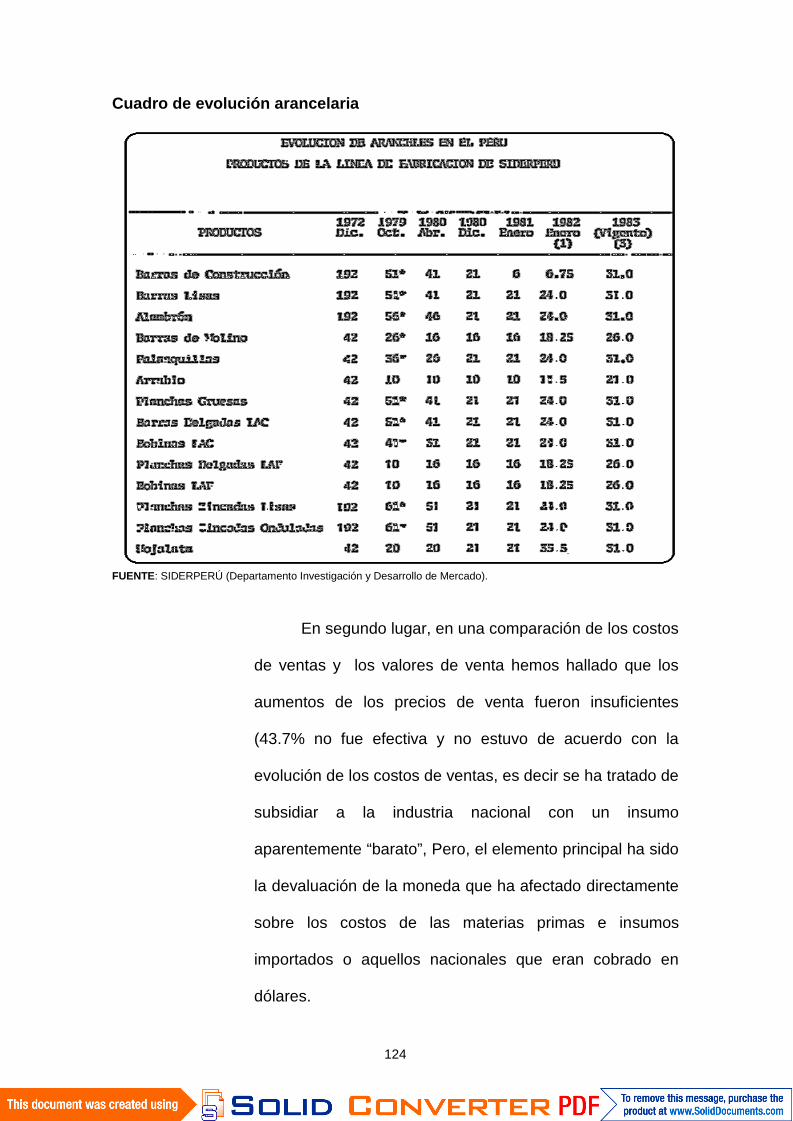
124
Cuadro de evolución arancelaria
FUENTE: SIDERPERÚ (Departamento Investigación y Desarrollo de Mercado).
En segundo lugar, en una comparación de los costos
de ventas y los valores de venta hemos hallado que los
aumentos de los precios de venta fueron insuficientes
(43.7% no fue efectiva y no estuvo de acuerdo con la
evolución de los costos de ventas, es decir se ha tratado de
subsidiar a la industria nacional con un insumo
aparentemente “barato”, Pero, el elemento principal ha sido
la devaluación de la moneda que ha afectado directamente
sobre los costos de las materias primas e insumos
importados o aquellos nacionales que eran cobrado en
dólares.
124
Cuadro de evolución arancelaria
FUENTE: SIDERPERÚ (Departamento Investigación y Desarrollo de Mercado).
En segundo lugar, en una comparación de los costos
de ventas y los valores de venta hemos hallado que los
aumentos de los precios de venta fueron insuficientes
(43.7% no fue efectiva y no estuvo de acuerdo con la
evolución de los costos de ventas, es decir se ha tratado de
subsidiar a la industria nacional con un insumo
aparentemente “barato”, Pero, el elemento principal ha sido
la devaluación de la moneda que ha afectado directamente
sobre los costos de las materias primas e insumos
importados o aquellos nacionales que eran cobrado en
dólares.
124
Cuadro de evolución arancelaria
FUENTE: SIDERPERÚ (Departamento Investigación y Desarrollo de Mercado).
En segundo lugar, en una comparación de los costos
de ventas y los valores de venta hemos hallado que los
aumentos de los precios de venta fueron insuficientes
(43.7% no fue efectiva y no estuvo de acuerdo con la
evolución de los costos de ventas, es decir se ha tratado de
subsidiar a la industria nacional con un insumo
aparentemente “barato”, Pero, el elemento principal ha sido
la devaluación de la moneda que ha afectado directamente
sobre los costos de las materias primas e insumos
importados o aquellos nacionales que eran cobrado en
dólares.
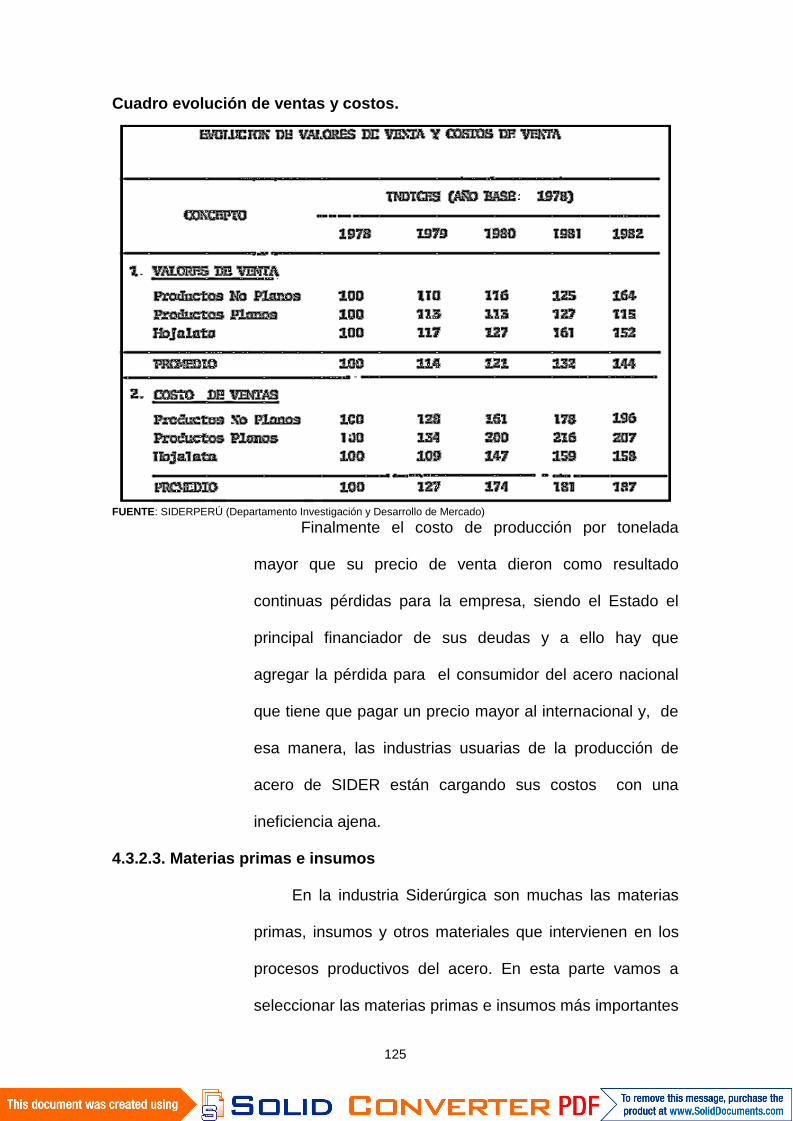
125
Cuadro evolución de ventas y costos.
FUENTE: SIDERPERÚ (Departamento Investigación y Desarrollo de Mercado)Finalmente el costo de producción por tonelada
mayor que su precio de venta dieron como resultado
continuas pérdidas para la empresa, siendo el Estado el
principal financiador de sus deudas y a ello hay que
agregar la pérdida para el consumidor del acero nacional
que tiene que pagar un precio mayor al internacional y, de
esa manera, las industrias usuarias de la producción de
acero de SIDER están cargando sus costos con una
ineficiencia ajena.
4.3.2.3. Materias primas e insumos
En la industria Siderúrgica son muchas las materias
primas, insumos y otros materiales que intervienen en los
procesos productivos del acero. En esta parte vamos a
seleccionar las materias primas e insumos más importantes
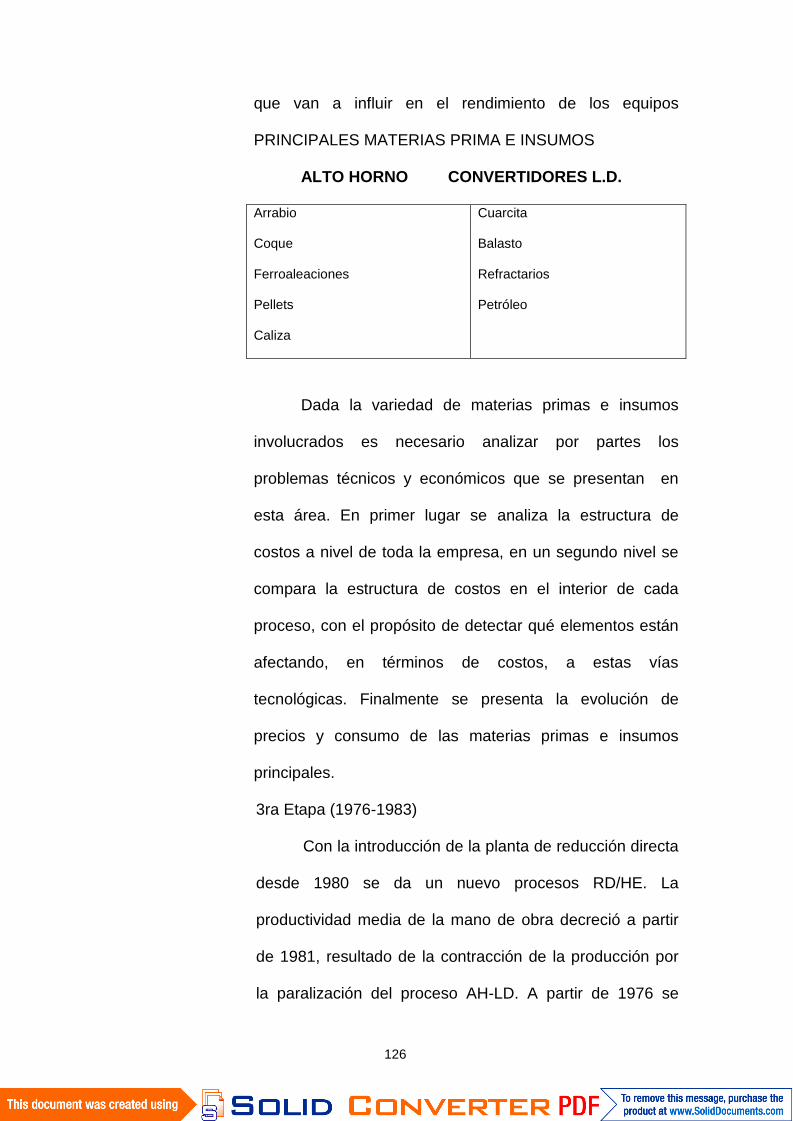
126
que van a influir en el rendimiento de los equipos
PRINCIPALES MATERIAS PRIMA E INSUMOS
ALTO HORNO CONVERTIDORES L.D.
Arrabio
Coque
Ferroaleaciones
Pellets
Caliza
Cuarcita
Balasto
Refractarios
Petróleo
Dada la variedad de materias primas e insumos
involucrados es necesario analizar por partes los
problemas técnicos y económicos que se presentan en
esta área. En primer lugar se analiza la estructura de
costos a nivel de toda la empresa, en un segundo nivel se
compara la estructura de costos en el interior de cada
proceso, con el propósito de detectar qué elementos están
afectando, en términos de costos, a estas vías
tecnológicas. Finalmente se presenta la evolución de
precios y consumo de las materias primas e insumos
principales.
3ra Etapa (1976-1983)
Con la introducción de la planta de reducción directa
desde 1980 se da un nuevo procesos RD/HE. La
productividad media de la mano de obra decreció a partir
de 1981, resultado de la contracción de la producción por
la paralización del proceso AH-LD. A partir de 1976 se
127
reduce el personal (cada ano, a excepción de 1980). La
productividad promedio anual en esta etapa bajo a 64.97
t/hombre.
A partir de 1976 se reduce personal (cada año, a
excepción de 1980). La productividad promedio anual en
esta etapa bajó a 64.97 ton/ hombre.
El importante aumento de personal que se dio entre
los años 1970 – 1975, principalmente a nivel empleado
(mayormente profesional) se justificó con los posibles
requerimientos de personal debidamente preparado para
cuando se aprobase el Plan Integral de Ampliación, que
finalmente nunca se ejecutó. A partir de 1976 la coyuntura
económica no era favorable para desarrollar estos
proyectos; además, se previa una drástica contracción de
la demanda de acero a nivel mundial, por lo cual la
empresa empezó a reducir su personal.- La baja
productividad de la 3° etapa se debe principalmente a
factores externos, no controlables por la empresa . En
primer lugar, el estancamiento de los sectores productivos
de la economía que redujeron el consumo de acero, y en
segundo lugar, la política arancelaria de 1980 – 1981, que
redujo los aranceles y liberalizó las importaciones de
productos que competían con los nacionales, originándose
un sobre stock de inventarios en la empresa, por lo que se
decidió paralizar temporalmente el proceso AH/LD. De ahí
128
que la productividad media se redujera a la mitad durante
los últimos 4 años (de 80 t/ hombre a 42 t/ hombre.)
c) Calificación de la fuerza laboral.
Con relación a la calificación del personal, en 1984
el área de Desarrollo del Personal realizó un diagnóstico
situacional de la empresa y encontró que en el área de
producción, el 43% de su personal no tiene el grado de
escolaridad mínimo requerido por las actividades que
están realizando. Esto podría ser la causa fundamental de
problemas de rendimiento, calidad y desperdicios, en virtud
de que los trabajadores saben el cómo hacer pero
desconocen el porqué. En el área de mantenimiento la
cosa es peor porque el 54% de su personal no ha tenido la
formación técnica requerida para las actividades de este
nivel. En otro estudio21 hallaron al respecto que “los niveles
de calificación están lejos de ser los deseados. A parte e
algunas excepciones, como el Servicio electrónico, muchos
sectores de Mantenimiento están afectados no sólo por la
falta de experiencia en el mantenimiento de equipos
siderúrgicos”.
Sin embargo, según los funcionarios de la Planta de
Hierro (Alto Horno) e de la Planta de Acería (Hornos
Eléctricos y Conv, L.D.), consultados sobre la calificación
del trabajador “obrero” en dichas áreas, coincidieron en21TRACTIONEL – MECANARBED, Op. Cit. (1981)
129
afirmar que la calificación es adecuada y en gran parte
debido a la experiencia adquirida (15 a 25 años) en el
manejo operación de los equipos. Esta calificación de
debería principalmente al empeño mostrado por los
trabajadores obreros para aprender y la buena voluntad
del personal obrero que ha compensado en gran parte la
falta de formación profesional, la falta de equipos
adecuados y las deficientes condiciones de trabajo.
Entre 1981 – 1983 ha habido una mejora en el nivel
del personal obrero “calificado”, manteniéndose la
participación porcentual de obreros semi – calificados y
reduciéndose los No Calificados.
Las ocupaciones “calificadas” se han ubicado en las
actividades que requieren habilidades y destrezas
especiales, tales como: Aceristas, laminadores, Mecánicos,
Electricista, que han sido considerados como tales por
requerir un mínimo de 3.000 horas de formación teórica y
práctica, y con un nivel básico de escolaridad para iniciar
sus estudios de 5` ano de secundaria. Las ocupaciones
“semicalificadas” requieren estar en proceso de
preparación para ocupar puestos de nivel calificado menos
de 3000 horas de formación teórica y práctica, y estar en
proceso preparación para ocupar puestos de nivel
130
calificado. Son tales como: Operador de Máquina
Lingoteadora, Operador del Carro Báscula, Operador de
Grúa – Puente, Operador de Montacarga. Las labores “No
Calificadas” son aquellas actividades de limpieza,
jardinería, portapliegos, etc.
La fuerza Laboral se encuentra distribuida
principalmente en las áreas de Producción, administración
y Mantenimiento. El 90% del área de Producción es
personal obrero mientras que en el área de Mantenimiento
es el 81%. Esta área de mantenimiento es un área clave,
sin embargo no se le ha dado la importancia debida
sustentada tanto por el bajo nivel de formación técnica y
profesional, como lo ha afirmado el Área de Desarrollos de
Personal (DEPE), como por la falta de entrenamiento y
experiencia en este campo y la inexistencia de un
programa de Mantenimiento Preventivo, todo lo cual ha
redundado en una baja productividad de los equipos,
mayores paradas imprevistas, mayores costos de
producción e incumplimiento en las especificaciones
técnicas del producto.
Es necesario poner en práctica los programas de
mantenimiento que no solamente corrijan los problemas
técnicos de los equipos cuando ellos se presenten, sino
que identifiquen a tiempo dichos problemas, a través de un
mantenimiento preventivo. Una limitación que tendrá este
131
tipo de programas es por un lado, la adecuada preparación
y formación técnica del personal de esta área, lo cual
requerirá un cierto tiempo para el aprendizaje y
asimilación.
d) Capacitación
En cuanto a la Capacitación de la Fuerza Laboral de
la empresa, desde los inicios de la empresa existió gran
preocupación por entrenar y capacitar al personal,
efectuando diversos planes y programas educativos, entre
los cuales está la creación de 2 instituciones educativas: la
Escuela de Educación Básica laboral EBLA (1970) y el
centro de Estudios ESEP (1976) en el cual se dictaban
cursos teóricos prácticos de formación técnica en las
diferentes especialidades ligadas a la Siderurgia.
La empresa cuenta con un Departamento de
Desarrollo de Personal que elabora anualmente un Plan
Integral de capacitación y Desarrollo de Personal con el
objetivo de elevar y uniformizar el nivel educativo básico
para las actividades siderúrgicas22. Además se efectúan
programas de “entretenimiento en el puesto” y de
capacitación en las escuelas técnicas de SIDER (que se
reiniciarían en 1985) y en el extranjero., a pesar de ello, se
ha constatado que los programas de formación del
personal son sobre todo teóricos, la formación práctica es
22 Ambos centros paralizaron sus labores educativas en 1983 por falta de recursos económicos
132
casi inexistente y no hay una escuela técnica de formación
y nivelación en relación con los avances tecnológicos.
Tampoco hay muchos incentivos para que los
trabajadores se esfuercen en capacitarse. Los cursos se
dictan fuera de las horas de trabajo, y queda a la entera
elección del trabajador de asistir o no a estas clases, sin
exigirles ni apoyar a que se capaciten. Este desincentivo
en la formación de mejores técnicos estaría reduciendo o
limitando las posibilidades de que se produzcan
innovaciones, adaptaciones y mejoras en este centro
operativo, en detrimento de las oportunidades de desarrollo
de la propia empresa y de la industria siderúrgica nacional.
Estos cuatro aspectos características de la Fuerza
de Trabajo de la empresa están relacionados de una
manera u otra a los costos de la mano de obra.
En primer lugar, el proceso AH/LD requieren un
mayor número de trabajadores que los HORNOS
ELÉCTRICOS, la mayor o menor intensidad de uso de la
mano de obra en cada proceso ha estado vinculado con la
participación del costo de la mano de obra dentro del costo
total de cada proceso ha sido mínima, entre 1,06 y 3,2%
vía HE y AH/LD respectivamente, más aun si la
comparamos con la participación de los costos de insumos
y materias primas en dichos procesos. Aún a nivel de toda
la empresa, el costo de la mano de obra representa en
133
promedio el 12% de los costos totales de producción,
comparable con el costo de una sola materia prima, el
coque (Cuadros 32.1 y 32.2).
En segundo lugar, la mayor productividad de la mano
de obra alcanzada en la 2° de producción (1968 –1975 )
coincide con los menores costos promedio de producción
de Acero Líquido y con la forma combinada de operación
de los equipos :AH / LD Y Hornos Eléctricos funcionando
paralelamente. Si bien en la 3° etapa se continuó operando
los equipos de manera combinada, se efectuaron
sucesivas paralizaciones temporales en el Alto Horno y
Convertidores LD desde 1981, limitando las posibilidades
de mejorar la productividad alcanzada anteriormente.
En tercer y último lugar nos referimos a la
calificación y capacitación de la fuerza laboral que si bien
no es posible cuantificar los resultados que se hubieran
obtenido de una mejor calificación y entrenamiento,
pensamos que esta fuerza laboral se encuentra aún en un
proceso de aprendizaje. Existen evidencias de
adaptaciones, mejoras y modificaciones realizadas por los
trabajadores, pero también es evidente que aún falta
mucho por hacer. Cabe anotar que, sin embargo, en vano
será todo esfuerzo que ha
Hagan los trabajadores (empleados y obreros) por
elevar su rendimiento, si no cuentan con el apoyo de
134
aquellos que dirigen la política de esta importante industria
nacional.
Las curiosas opiniones coincidentes de tres
funcionarios de la empresa, al referirnos a la capacidad de
los trabajadores para cumplir sus tareas, fueron las
siguientes: “La capacidad de los obreros es buena, la
capacidad de los ingenieros de mando medio es mediocre,
y la capacidad administrativa de la mayoría del nivel
gerencial, y luego se debe improvisar, dando como
resultado la incapacidad para afrontar problemas de gran
envergadura para la empresa. La falta de previsión en el
nivel de la educación y capacitación es otro talón de
Aquiles de esta importante empresa.
4.3.2.4 Fuerza de trabajo
El número de establecimiento en la industria
siderúrgica es pequeño (5) pero en él se concentra gran
número de trabajadores. La fuerza de trabajo interviene
non solo en el costo de la mano de obra sobre los costos
totales de producción, sino también relacionados con otros
aspectos como la intensidad de uso de la fuerza de trabajo,
la productividad, calificación y capacitación.
Antes de continuar con cada uno de estos aspectos,
es necesario indicar algunas limitaciones encontradas en la
obtención de datos sobre los recursos humanos:
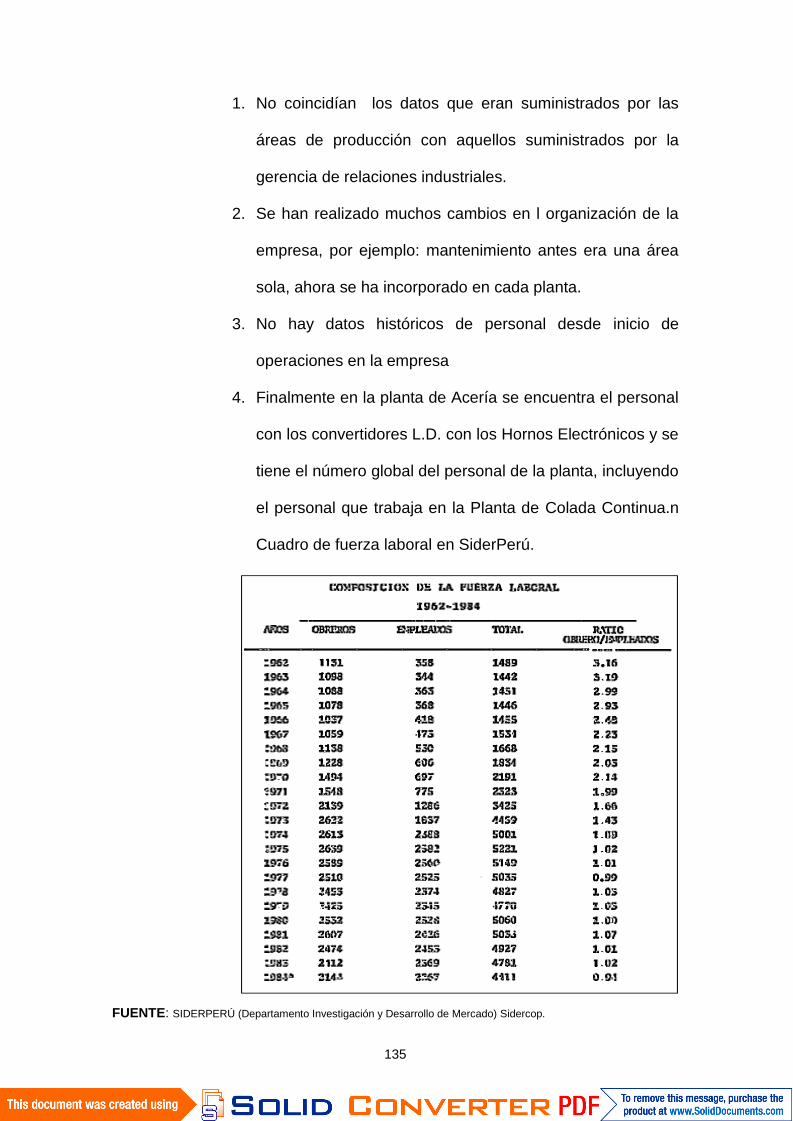
135
1. No coincidían los datos que eran suministrados por las
áreas de producción con aquellos suministrados por la
gerencia de relaciones industriales.
2. Se han realizado muchos cambios en l organización de la
empresa, por ejemplo: mantenimiento antes era una área
sola, ahora se ha incorporado en cada planta.
3. No hay datos históricos de personal desde inicio de
operaciones en la empresa
4. Finalmente en la planta de Acería se encuentra el personal
con los convertidores L.D. con los Hornos Electrónicos y se
tiene el número global del personal de la planta, incluyendo
el personal que trabaja en la Planta de Colada Continua.n
Cuadro de fuerza laboral en SiderPerú.
FUENTE: SIDERPERÚ (Departamento Investigación y Desarrollo de Mercado) Sidercop.
136
a) Intensidad de uso de fuerza de trabajo
El proceso AH/LD hace un uso más intensivo de la
fuerza de trabajo en relación con el proceso RD/HE. Sin
embargo esto no significa que sea el proceso más intensivo
en mano de obra en relación con el factor capital, por el
contratario a nivel de todo el complejo siderúrgico, la planta
de Hierro (donde se encuentra el Alto Horno) es la Planta
que tiene el menor número de trabajadores. La industria
siderúrgica, en general, es bastante intensiva en capital en
relación con la mano de obra, por ende, ambos procesos
están dotados en de gigantesca maquinarias y equipos
Vía Alto Horno/ Convertidores L.D. tienen 406
trabajadores y ratio de obrero / empleado de 1.7, mientras
que vía Reducción Directa / hornos Eléctricos se utilizan 304
trabajadores y un ratio Obrero / empleado de 2.5. Respecto
de este ratio, en la mayoría de empresas siderúrgicas a nivel
mundial, esta relación es de 20 empleados (ingenieros y
personal administrativo) por 80 obreros (técnicos y
operarios), es decir un ratio 4. Actualmente, esta relación en
SiderPerú es de 50 empleados por 50 obreros (ratio1), lo
cual nos indicaría que hay un exceso de personal
“empleado” (principalmente administrativo)20 Ahora bien en
20 También la relación Operación /Mantenimiento es de 1ª1, cuando debería ser de 2 a 1. Esto puedeexplicarse debido a que : (1) el personal de mantenimiento no esta adecuadamente calificados en todos losniveles y se compensa calidad con cantidad y (2) el personal de operaciones no operan bien los equiposde manera que necesitan la intervención frecuente del personal de mantenimiento
137
una comparación entre empresas diferentes , con relación a
este ratio, debemos tener presente dos aspectos:
1. El equipamiento de la Plantas o de las empresas
que se comparan, y
2. La normas laborales que rijan en ambas empresas
En primer caso las empresas tiene diferentes equipos y
de igual modo, cada empresa siderúrgica esta
acondicionada con diferentes Plantas así es difícil compara
este ratio (obrero/ empleado) entre empresas o plantas.
SIDER PERU no puede comparase con siderurgia
colombiana paz del río, por ejemplo, porque ellos poseen
una Planta de Sinterización y 1 Coquería para lo cual tiene
un mayor número de técnicos y obreros en cambio Perú no
las tiene.
Tampoco se definen a los técnicos y empleados de la
misma manera. Por ejemplo, en SiderPerú se dijo, en un
apoca, que se definían como “empleados” aquellos
queemitían informes y muchos pasaron de técnicos
operarios a “empleados “ aquellos que emitían informes, esto
provocó una masiva comunicación de informes y muchos
pasar5on de técnicos operarios a ´empleados´ por el hecho
de enviar informes. Posteriormente, se dieron mayores
incentivos a obreros por leyes laborales y mejores
beneficios sociales y pagos de sobre tiempo, lo que
implicaba que recibieran mayores ingresos que los
138
empleados. Esto provocó que el personal técnico ahora
prefiera ser obrero antes que empleado. Estos factores
distorsionan la correcta clasificación y el uso de este ratio
para comparaciones entre empresas
b) Productividad de la fuerza de trabajo
En términos generales, el proceso AH/LD ha
demostrado tener mayor productividad que el proceso
RD/HE, debido principalmente a mayor volumen de
producción. En la planta Acería, los convertidores LD tienen
mayor productividad que los hornos Eléctricos (4), debido al
mayor número de coladas por día, utilizando similar número
de trabajadores.
Si analizamos la evaluación de la productividad de la
mano de obra a nivel de toda la empresa (Cuadro 30),
encontramos definidas tres etapas:
1ra. Etapa (1958 – 1967)
Utilizando la vía Hornos Elkem – Hornos Eléctricos 1 y
2 esta etapa se caracterizó por bajas productividades (media
y marginal), altibajos en la producción y contratación de
mano de obra. La productividad promedio anual de la mano
de obra en esta etapa fue de 51 t/ hombre.
2da. Etapa (1968 – 1975)
Con la introducción del Alto Horno- Convertidores LD, y
trabajando paralelamente con los Hornos eléctricos 1 y 2; se
139
producen mayores productividades medias, aumentos de
producción acompañados de mayor contratación de
personal. Las productividades promedio máximas se logran
en esta etapa, de 92.15 tn/ hombre y 91.28 tn/ hombre en
1960 y 1974 respectivamente.
3ra. Etapa (1976 – 1983)
Con la introducción de la Planta Reducción Directa
desde 1980 se da un nuevo proceso: RD/HE. LA
productividad media de la mano de obra decreció a partir de
1981.
4.3.2.5 Maquinarias
La industria siderúrgica en una industria que se
caracteriza por sus bienes de capital enorme y pesado,
difícil de producir en el Perú, por lo que son en su mayoría
importados y con tratamiento complicado. Vamos a evaluar
en esta parte los equipos y maquinaria instalada en las
Plantas de Hierro y de Acero. En la Planta de Hierro se
encuentra el Alto Horno y en la Planta de Acero se
encuentran los siguientes equipos:
2 Hornos eléctricos de arco
1 Mezclador
2 Convertidor L.D.
2 Máquinas de colada continúa
1 Nave de colada
140
En el proceso de evaluación de la “Maquinaria“
hemos encontrado que poseen 3 características
principales: retardo tecnológico, heterogeneidad
tecnológica e ineficiente lay – out.
(i) Retardo Tecnológico
El proceso de industrialización en el Perú se inició a
fines del siglo pasado e y el proceso de formación del
sector industrial no se realizó acompañado de un
desarrollo siderúrgico propio. El incipiente mercado interno
del acero, la falta de inversionistas nacionales interesados
en desarrollar una industria nacional fueron algunos de los
factores que contribuyeron a que recién a mediados del
presente siglo se implantara el primer Complejo
Siderúrgico en el Perú.
Este retardo tecnológico en la implantación de
procesos siderúrgicos (cuadro), comparado a nivel mundial
y de América Latina, ha permitido, sin embargo, tener
algunas “ventajas por llegar tarde“. Nos referimos al clásico
ALTO HORNO que a pesar de haber sido inicialmente
implantado a escala industrial en Inglaterra en 1730., ha
sufrido importantes cambios e invocaciones, se ha ido
perfeccionando y difundiendo a nivel mundial y es aún
utilizado en muchos países del mundo, sobre todo en los
141
países pioneros en tecnología siderúrgica como Alemania
y Japón.
Actualmente, Japón pose en una de sus Plantas (
ORIYIMA ) EL Alto Horno más grande del mundo, con un
crisol de 15 metros de diámetro, lo cual le permite alcanzar
la mayor producción de acero a nivel mundial. Estados
Unidos ha quedado un tanto rezagado tecnológicamente
en la siderurgia; no obstante, posee la mayor cantidad de
HORNOS ELÉCTRICOS en el mundo, ya que cuenta con
la ventaja de poseer la mayor reserva mundial de chatarra,
principal insumo de estos equipos.
En el caso peruano, tenemos ambas tecnologías: los
hornos eléctricos de Arco (1 y 2) que son sus equipos de
mayor antigüedad y que aún siguen funcionando en la
empresa SIDER PERÚ. Son de procedencia francesa y
fueron fabricados e implementados en el año 1957. El
ALTO HORNO, de procedencia alemana, fue construido e
instalado entre 1967 y 1968.
Comparando las tecnologías utilizadas en las
empresas siderúrgicas de los países de la región andina,
encontramos que Perú posee las tecnologías comunes a
las demás plantas integradas de dichos países, con
excepción de la Planta de Sinterización y Coquería.
Colombia es un país que tiene mucha semejanza con
Perú, en materia siderúrgica, ya que poseen ambos un alto
142
horno, dos convertidores y dos horno eléctricos ( de Arco ),
sin embargo, Colombia posee una coquería y su propia
planta de Sinterización, los cuales le permiten un adecuado
abastecimiento de las materias primas, sin problemas de
importación y uso de divisas.
(ii) Heterogeneidad Tecnológica
La empresa siderúrgica SIDERPERÚ es una
empresa “integrada“ esto implica que su actividad incluye
la etapa de producción de arrabio en la planta de hierro, de
ahí pasa a la etapa de Aceración, y luego a la etapa de
laminación. Es decir, su condición de empresa integrada
implica una serie de procesos en los cuales hay una gran
diversidad de equipos instalados en diferentes años y de
diferente fabricante.
Se comprueba la presencia de heterogeneidad
tecnológica en las plantas de la empresa, en la cual
trabajaban paralelamente equipos y maquinarias de
diferentes generaciones. (Cuadro 34).
La producción del acero destinada al área de
laminación sigue el siguiente flujo de producción:
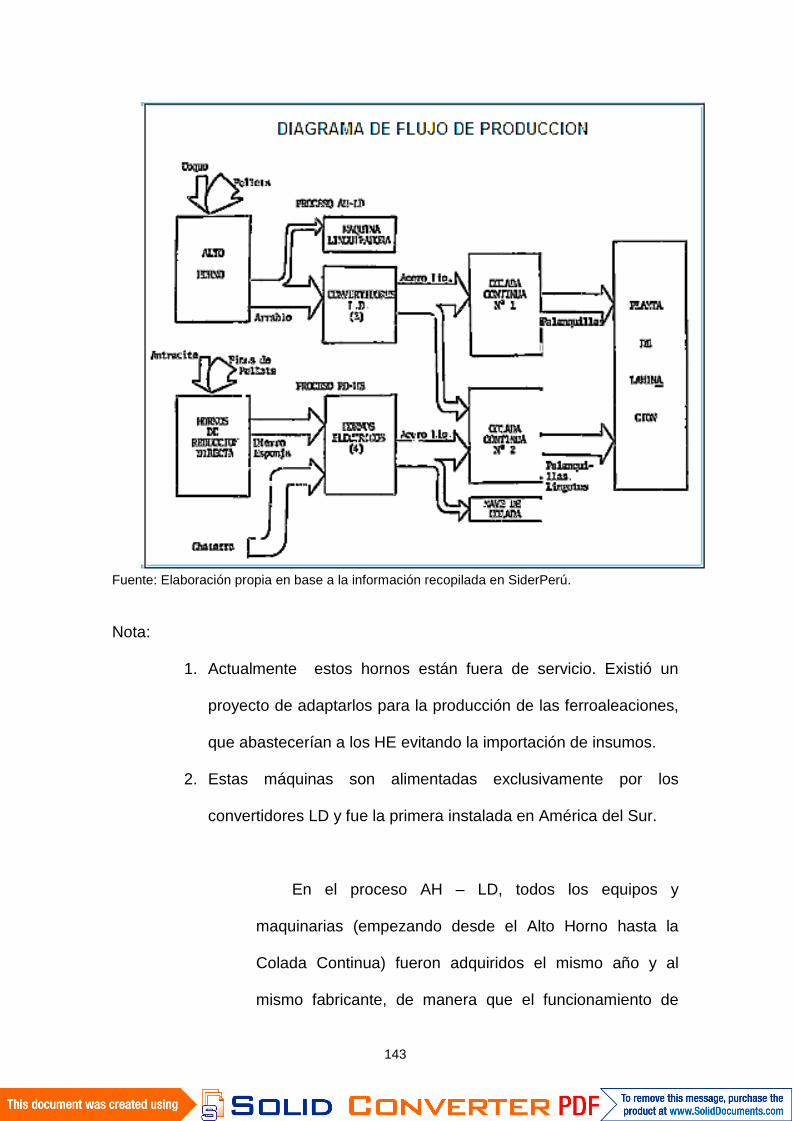
143
Fuente: Elaboración propia en base a la información recopilada en SiderPerú.
Nota:
1. Actualmente estos hornos están fuera de servicio. Existió un
proyecto de adaptarlos para la producción de las ferroaleaciones,
que abastecerían a los HE evitando la importación de insumos.
2. Estas máquinas son alimentadas exclusivamente por los
convertidores LD y fue la primera instalada en América del Sur.
En el proceso AH – LD, todos los equipos y
maquinarias (empezando desde el Alto Horno hasta la
Colada Continua) fueron adquiridos el mismo año y al
mismo fabricante, de manera que el funcionamiento de
144
este proceso está perfectamente sincronizado entre, por
ejemplo, el Alto Horno y Convertidores a la colada continua
N° 1. En cambio, el proceso RD – HE es un proceso
reciente en el cual hemos encontrado problemas de
sincronización y de discontinuidad tecnológica. Inicialmente
el proceso era de Hornos ELKEM – Hornos Eléctricos,
luego fueron dados de baja los Hornos ELKEM por el
elevado consumo de energía eléctrica, y desde 1980 los
Horno eléctricos de Arco empiezan a funcionar con la
Planta de Reducción Directa., abasteciéndole de Hierro
Esponja. El Acero líquido producido en los hornos
Eléctricos pasa a la colada continua N° 2, adquirida en
1977. Acá hay un problema de sincronización entre el
tiempo que dura la producción de acero en los hornos
(160 min. Cada colada) y La capacidad de la máquina de
Colada Continua (la colada en los convertidores dura 45
min.). Los Hornos Eléctricos no estuvieron diseñados
productivo siguiente (laminación), una importante
reducción en tiempo y en costos al no ser necesario el
proceso del lingoteamiento, obviando el pase de estos
lingotes al TREN DESBASTADOR de la Planta de
Laminación No Planos y yendo directamente al TREN
MERCANTIL para su proceso final a Producto Terminado.
(iii) Ineficiente Lay – Out
145
La disposición de la Planta, geográficamente
hablando, debe ser tal que brinde la mayores facilidades
de producción. Sin embargo, esto no siempre es así debido
a dos factores: mal diseño inicial de la planta, y
ampliaciones de equipos o instalaciones. En la Planta de
Hierro se ha encontrado una mala ubicación de algunas
instalaciones como:
- Nave de colada ( ampliación )
- Estufas (por la dirección del viento). La mala disposición de
las estufas hace que los obreros trabajen más y se
intoxiquen.
- Zona de control está detrás del Alto Horno, donde emanan
gases. Esto ha provocado que muchos operadores se
enfermen frecuentemente.
En la Planta Acería inicialmente solo se encontraban
dos Hornos Eléctricos ( N° 1 Y 2 ). Luego, la primera
ampliación se instala dentro de la misma planta:
- Un mezclador
- 2 convertidores L.D.
- Colada Continua N° 1
Años más tarde se produce la segunda ampliación, y
en la misma Planta se agrega:
- Una máquina de colada continua N° 2
Estas incorporaciones de equipos y maquinarias en
una planta que estuvo diseñada para dos Hornos
Eléctricos a reducido el espacio de trabajo, incluyendo
146
negativamente en las soluciones de trabajo, y además en
el normal desempeño de rendimiento de estos equipos. En
una visita efectuada a esta planta se a podido observar las
dificultades de operación que brinda el área con los
consiguientes riesgos y peligros de accidentes de trabajo.
Otra ampliación que se produjo fue la Planta
Laminación Planos que se encuentra ubicada a 1 km. de
distancia de la Planta de Acería. Para el abastecimiento de
los lingotes de Acería, hay una conexión a través de una
línea férrea. Esta lejanía de las áreas genera más gastos,
por cuanto los lingotes que salen de acería no llegan a la
temperatura adecuada por falta de utilización de carros
térmicos lo que determina un tiempo adicional de
calentamiento de la Planta de Laminación, con el
consiguiente gasto de combustible23. Además el
mantenimiento de las vías férreas es insuficiente, lo que se
traduce en un número impresionante de descarrilamientos
24.
En términos generales la disposición de las
instalaciones, tanto de la Planta de Hierro como de Acería,
no es la más adecuada, afectando tanto el rendimiento de
23 El Track – Time (tiempo que corre entre el momento que se cuela el acero líquido en la limontera y surespectivo carguío en los hornos de recalentamiento de laminación) Es demasiado elevado en SIDERPERÚ. En una Planta bien diseñada y organizada no pasa de 45 min. En SiderPerú llega a dos o tres horasdebido a los factores siguientes:
a) demorasen acería para la transferencia a laminación.b) Falta locomotora o de plataforma de carguío.c) Falta de sincronización entre acería y laminación. El acero llega cuando no hay
disponibilidad de hornos para su carguío en laminación24 Según el informe de TRACTIONER Necanarbed, es de 7 por semana o sea un promedio de 1 por día.Sin embargo, personal de la empresa considera que esta cifra está sobre estimada.
147
los trabajadores por las deficientes condiciones de trabajo,
como el rendimiento productivo de los equipos y
generando gastos indebidos.
En conclusión estas características nos demuestran
que si bien “las maquinarías“en las Plantas de Hierro y de
Acero tienen cierta antigüedad, provienen de diferentes
generaciones, existes problemas de sincronización y
discontinuidades tecnológicas, pero a pesar de ello, estos
equipos coexisten trabajando paralelamente. Lo que a
nuestro modo de ver es más grave. , es ineficiente Lay –
Out, en que podría mejorarse con algunas obras de
ampliación que permitan el optimó rendimiento de estas
áreas que son el corazón de todo el complejo siderúrgico.
4.3.2.6 Financiamiento (evaluación de lo realizado)
El último elemento a considerar en la evaluación
técnico económico de los dos procesos productivos es el
funcionamiento. No vamos a evaluar el financiamiento de
adquirir una nueva unidad de dichos equipos, puesto que
estos ya fueron adquiridos, si no se trata más bien de
evaluar el financiamiento realizado en los procesos Altos
Hornos – Convertidores y Hornos Eléctricos,
específicamente sobre los proyectos de ampliación y
modernización ( rehabilitación ).
148
En los capítulos anteriores hemos hecho referencia
a las condiciones y limitaciones en cuanto a capital de
trabajo y al tamaño de mercado interno del acero que,
además de otros factores, influyeron en la elección inicial
por los Hornos Eléctricos recurriendo a la participación del
capital extranjero en el capital social de SOGESA ( ahora
SIDERPERÚ ), El financiamiento fue realizado por la
Corporación Peruana del Santa con entidades financieros
internacionales como la Banca de París y países bajos
dentro de las ampliaciones posteriores, la adquisición del
proceso Alto Horno – Convertidores al oxígeno en 1968
constituyó un cambio significativo en técnicas utilizadas y
tuvo singular importancia por la inversión ejecutada que
representó aproximadamente diez veces las de los
Hornos Eléctricos25, justificada por los mayores niveles de
producción que se obtendrían. Y luego de 16 a 26 años
de operación ( AH / LD y HE respectivamente ) hemos
señalado en la sección anterior sobre el estado actual de
deterioro en que se encuentra trabajando estas unidades
de la empresa Desde inicios de los años 60, la empresa
formuló ante en directorio las necesidades de Complejo
Siderúrgico y a mediados de 1974 la empresa presentó “
el Proyecto de ampliación integral de la Planta Siderúrgica
de Chimbote “ la cual tenía por objetivo alcanzar la
25 Los montos de inversión no han podido ser hallados por la falta de contratos de compra – venta de talesequipos en los archivos de la empresa.
149
producción de acero líquido de 1550 mil toneladas para
1981 y 2350 mil TM para 1989. Afines de 1975 se
reestructuró el proyecto a 4 millones de TM / año para
1989. No obstante, por razones de una inexistente
demanda externa estable, y considerando que ya se
manifestaba abiertamente la crisis financiera en el país y
un previsible contracción de la demanda de la producción
siderúrgica nacional, la condición multisectorial dictaminó
en agosto de 1978 que dicho proyecto “ no ha tenido
viabilidad económica ni financiera “ pero que podría
hacerse viable el funcionamiento de la ampliación si se
habría la propiedad del complejo siderúrgico en Chimbote
a la participación del capital extranjero26 pero los estudios
no términos aquí ni las inversiones que representaban los
mismos. En mayo de 1979 se elaboró el “plan de
ampliación integral “ que proponía una Planta de Coque,
una Planta de Sinterización, dos Altos Hornos, Tres
Convertidores LD entre otras instalaciones que permitirían
una producción total de acero líquido de 2420 mil TN / año
para 1995, conveniente con una inversión total de US $
2660 MILLONES en setiembre de 2979 ( D.L.22696 ) SE
AUTORIZÓ A SIDERPERÚ El Plan de Ampliación de
Corto Plazo ( etapas ), facultándose efectuar operaciones
de créditos con el Banco de la Nación por un monto de
300 millones de dólares. A pesar de ello no se efectuó26 Comisión multisectorial RM. N° 085-78-PM/ONAJ, informe final ( agosto de 1978 )
150
este proyecto y SIDERPERU elaboró un nuevo estudio de
factibilidad del “plan de expansión 1980-1985 “ que
comprendía el proyecto de ampliación y un nuevo
proyecto de modernización ( rehabilitación). Este último
permitiría alcanzar la producción de acero líquido de 550
mil TM / año y elevar la productividad de los equipos de la
Planta en un plazo de 2 años y medio con una inversión
de 90 millones. Por otro lado, el proyecto de ampliación
de este estudio proponía nuevas inversiones en el
proceso productivo: Reducción Directa – Hornos
Eléctricos, a diferencia del proyecto de 1974 que
mostraba una preferencia por el proceso Alto Horno –
Convertidores. El proyecto previa la instalación de dos
Hornos Eléctricos adicional que permitirían ampliar la
capacidad de producción de acero líquido en 400 mil TM /
año; es decir, se alcanzaría con ambos proyectos un total
de 950 mil TM / año. Este plan demanda una inversión
total de 340 millones de dólares.
En diciembre de 1980 se autorizó el financiamiento
para los servicios de asesoría, entrenamiento y estudio
del plan de expansión de corto plazo (1980 – 1985) hasta
por US $ 5 millones a cargo del Banco Mundial quien
recomendó a la firma Belga MECANARBED –
TRACTIONEL para la revisión del estudio. Esta empresa
presentó su informe final en agosto de 1981, concluyendo
151
en dos puntos que merecen ser mencionados: a)
recomiendan principalmente la rehabilitación sin
prioridades, ya que el conjunto forma un todo indisociable
y de ser posible en el curso de los 18 a 24 meses
siguientes y b) existen una seria limitación con relación al
suministro de energía eléctrica con relación al suministro
de energía eléctrica, para la ampliación del complejo con
los hornos eléctricos por lo que deberá “.....asegurarse
que ELECTROPERÚ pueda suministrar los aumentos de
potencia más allá de la capacidad propuesta para la
primera etapa de ampliación, a un precio de KWh
aceptable para SIDERPERÚ ”. Luego de este informe se
propuso el “Proyecto de rehabilitación”, que comprendía el
anterior proyecto de modernización y los servicios de
asesoría y estudios que financiarían con el préstamo del
Banco Mundial. En agosto de 1982, la empresa C
presentó nuevos estudios de factibilidad de este proyecto
y posteriormente en marzo de 1983 presentó “el estudio
actualizado del proyecto de rehabilitación (modernización)
en el cual se incluía un plan de racionalización y ajuste
hacia debajo de la capacidad operativa y del personal que
labora la empresa.
Finalmente, en junio de 1984 el Dpto. de Planeamiento
y Desarrollo de SIDERPERÚ elaboró el “Estudio de
factibilidad del proyecto de rehabilitación – etapa I (1985 –
152
1992)”, El cual es la versión actualizada del último estudio
efectuado por la firma Tractionel – Mecanarved. El monto
total de los requerimientos para dicho estudio es de US $
38 millones (cuadro N° 35). Este proyecto tiene las
siguientes características:
1. Propone usar de manera intensiva las instalaciones
del proceso de Reducción – Hornos Eléctricos como
ruta principal para la producción del acero y, de
manera complementaria la ruta Alto Horno –
Convertidores L.D.
2. Considere el siguiente esquema de producción:
Área: Laminación LINEA LINEA
PRODUCTOS PREFERENCIAL SECUNDARIA
a) Planos Reducción directa +Alto Horno /
Convertidores
H.E. (3 y 4) L.D.
b) No Planos Reducción directa + Alto Horno
/convertidores H.E. (1 y 2) + Colada L.D.
+ Colada Continua Continua 2 Continua 1
3. Tiene como objetivo específico reorientar la
producción hacia PRODUCTOS PLANOS, es decir:
ANTES DE LA REHABILITACIÓN DESPUÉS DE LA REHABILITACIÓN
- Productos Planos 37% - Productos Planos 50%
- Productos No Planos 63% - Productos No Planos 50%
153
4. Después de la rehabilitación, las capacidades
máximas de producción de los cuatro hornos
eléctricos alcanzarían 225 mil TN / año de acero
líquido. (Los convertidores L.D., sin rehabilitación,
superan dicho nivel de producción).
5. El 62% del financiamiento en moneda extranjera es
otorgado por el Banco Mundial y el restante será
cubierto con créditos de exportación y aportes de
capital del Estado; mientras que el 73 % del
financiamiento en moneda nacional será facilitado
por COFIDE y el restante con aportes del Estado
Este proyecto ha sido aprobado y avalado su
financiamiento por el Estado, el cualestá cubriendo el 64%
de los requerimientos financieros totales. Las
posibilidades actuales de auto financiamiento por parte de
la misma empresa son bastante limitadas y sus
perspectivas futuras dependen principalmente del
comportamiento del mercado internacional del acero, del
nivel de precios que se fije en el mercado interno,
acompañado de una coherente política gubernamental
con relación a los derechos de importación de productos
siderúrgicos, y finalmente de precios de sus principales
materias primas e insumos. Nuestro juicio al respecto no
es sobre el funcionamiento a realizarse sino sobre el
contenido del proyecto a financiarse. En primer lugar, el
154
acero producido en los Hornos Eléctricos es de inferior
calidad, en relación con los convertidores L.D. debido a
que el material de carga que recibe contiene elementos
nocivos y a una inadecuada clasificación y composición
de las cargas de materias primas, por lo que no es
aconsejable la utilización intensiva de los Hornos
Eléctricos y menos aún como la línea preferencial para el
área de laminación de los productos planos. En segundo
lugar, la introducción de la empresa privada Laminadora
del Pacifico S.A. competidora con SIDER en sus
productos No Planos hace necesaria la orientación de la
producción de SIDERPERÚ hacia una mayor
especialización en productos planos, los cuales tienen un
alto grado de exigencia, de calidad y para ello el proceso
AH / LD es el más adecuado y no los Horno Eléctricos.
Finalmente la rehabilitación se concentrará en los
Hornos Eléctricos cuya capacidad de producción anual
máxima obtenida de 165,000 T. N. Sería elevada 225,000
TN / año después de la rehabilitación y en la segunda
etapa se adquirirían dos Hornos Eléctricos adicionales. Al
respecto pensamos que el énfasis que se está dando a
este proceso esta errado no sólo por el uso de la
electricidad cuyo costo es elevado y a la chatarra de difícil
disponibilidad en el mercado a nivel mundial, sino además
porque se están tendiendo a dejar de lado el proceso AH /
155
LD, para trabajar exclusivamente con reducción directa –
hornos eléctricos dejando de lado la utilización de
diversos insumos ( mineral de hierro, antracita , etc. ), sub
productos y de mayores niveles de producción ( 290,000
TN / año sin rehabilitación ). Es por ello necesario un
cambio en la orientación de la rehabilitación y de las
líneas preferenciales a utilizarse para los objetivos
dispuestos en el proyecto.
Resumiendo la evaluación comparativa técnico –
económica en sus seis factores tenemos:
1. Basándonos en los datos estadísticos, podemos
afirmar que la forma de trabajo “ AH / LD + RD /HE ” (
período 1975 – 1984 ) es la de mayor producción, 313,
986 TN / año promedio, en relación con la anterior forma
de trabajo “ AH / LD + HE ” ( período 1968 – 1974 ) con
205,363 TN / año promedio así mismo comparando
producción y costos se obtiene menores costos por
tonelada, con la forma de trabajo Alto Horno / LD +Horno
Eléctrico sobre la alternativa AH/ LD + RD / HE . Los
cambios técnicos menores introducidos en estos procesos
tuvieron más éxito en el ensanchamiento de capacidad
antes de la reducción del costo de producción.
2. De acuerdo a las especificaciones técnicas del
producto y el mercado, encontramos tres problemas: a)
Un largo período de excesivo proteccionismo al industria
156
del acero ( 1958 – 1980 9) lo cual no generó los incentivos
necesarios para alcanzar la eficiencia y la productividad
esperada; b) Es un producto que presenta una alta
diversificación en sus productos finales, ocasionado por la
complejidad inherente a sus plantas, a una demanda
diversificada, un tamaño de mercado limitado y la políticas
de la empresa inestables; y c) La “ calidad ” del producto
es inconstante e insuficiente debido a fallas de equipos,
fallas operativas y algunas materias primas/ insumos /
semi terminados no cumplen las especificaciones
exigidas. La forma de trabajo AH/ LD +RD /HE permite
obtener la diversificación necesaria y una mejor calidad,
dentro de la cual orientar el proceso AH / LD para
productos planos es lo deseable por la mayor exigencia
de calidad que puede ser cumplida con esta última vida.
3. En función de las materias primas, trabajar en forma
combinada con ambos procesos AH/LD + RD/HE y no con
uno solo de ellos, resulta más ventajoso debido a la
disminución en la importación del coke y la chatarra,
permitiendo un menor consumo de divisas y una mayor
utilización de recursos nacionales, como el mineral de
hierro y hierro esponja.
157
4. Con relación a la fuerza de trabajo podemos
sintetizaren 3 los problemas encontrados: a) un exceso de
personal empleado (principalmente administrativo antes
que operativo); b) el 43% del personal operativo no tiene
el grado den escolaridad mínimo requerido, y c) 54 % del
área de mantenimiento no tienen la formación técnica
requerida. El nivel de la fuerza de trabajo en los procesos
AH/LD y RD/HE es bastante parejo tanto en calidad como
en cantidad. En ambos es necesaria una mayor formación
y nivelación con los avances tecnológicos, y aunque en
ambos se hayan producido actividades innovadoras
locales no se promueve ni incentiva el desarrollo de éstas.
La interacción de los procesos de trabajo AH/LD +
RD/HE es la alternativa más recomendada, basada en la
práctica.
5 Existen dos graves problemas en cuanto a las
maquinarias y equipos: 1) la heterogeneidad tecnológica,
de diferentes generaciones que ocasiona una falta de
sincronización de los equipos del proceso RD/HE,
limitando su productividad, y 2) inadecuada disposición de
los equipos que ocasionan deficientes condiciones de
trabajo, bajo rendimiento de los equipos y gastos
excesivos en ambos procesos AH/LD y RD/HE. Este
último, ciertamente es un problema que requiere de una
solución inmediata.
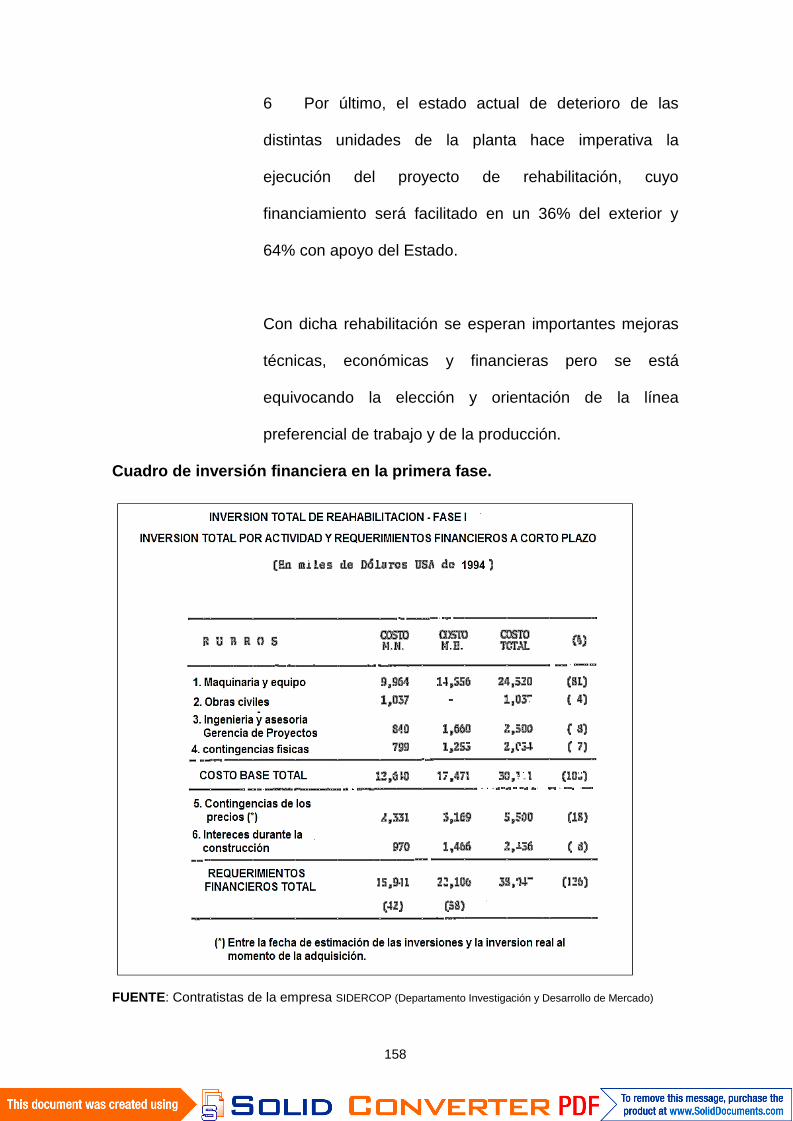
158
6 Por último, el estado actual de deterioro de las
distintas unidades de la planta hace imperativa la
ejecución del proyecto de rehabilitación, cuyo
financiamiento será facilitado en un 36% del exterior y
64% con apoyo del Estado.
Con dicha rehabilitación se esperan importantes mejoras
técnicas, económicas y financieras pero se está
equivocando la elección y orientación de la línea
preferencial de trabajo y de la producción.
Cuadro de inversión financiera en la primera fase.
FUENTE: Contratistas de la empresa SIDERCOP (Departamento Investigación y Desarrollo de Mercado)
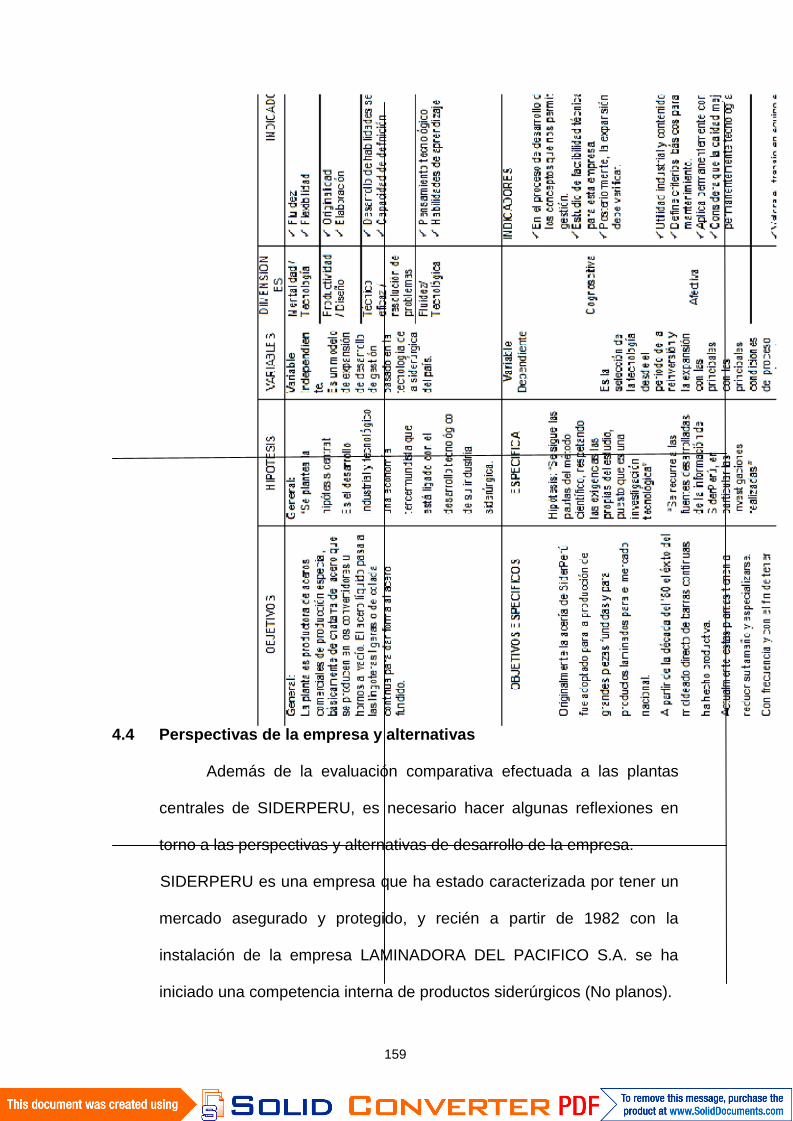
159
4.4 Perspectivas de la empresa y alternativas
Además de la evaluación comparativa efectuada a las plantas
centrales de SIDERPERU, es necesario hacer algunas reflexiones en
torno a las perspectivas y alternativas de desarrollo de la empresa.
SIDERPERU es una empresa que ha estado caracterizada por tener un
mercado asegurado y protegido, y recién a partir de 1982 con la
instalación de la empresa LAMINADORA DEL PACIFICO S.A. se ha
iniciado una competencia interna de productos siderúrgicos (No planos).
160
La complejidad tecnológica de sus plantas le ha permitido demostrar la
presencia de MULTIPROCESOS con discontinuidades tecnológicas, y
MULTIPRODUCTOS fabricados en pequeña escala. Adicionalmente, se
ha desarrollado un flujo de actividades innovadoras locales que ha
desarrollado un flujo de actividades innovadoras locales que ha elevado
la capacidad de producción nominal debido a cambios técnicos menores
introducidos en los equipos y procesos productivos ( adaptación ,
mejoras y modificaciones). Estos cambios técnicos no han estado
motivados exclusivamente a “aumentos de capacidad”, sino orientados
también a sustituir insumos o materias primas con el objeto de reducir
costos y elevar la productividad. El balance final no ha sido del todo
positivo. Los resultados de la evaluación realizada a esta empresa nos
revelan que existen ciertos condicionamientos esenciales que deben
venir juntos para que se produzca elreactivación y desarrollo tecnológico
e industrial en la Siderurgia nacional.
Condicionamientos internos : la continuidad de esfuerzos internos
y de cambio organizativos para lograr la difusión de conocimientos,
buscando la incorporación de nuevos materiales (insumos y materias
primas), que son técnicamente posible pudiendo ser económicamente
viables, buscando el mejoramiento de los procesos y una adecuada
clasificación de la calidad de los productos.
Condicionamientos externos: la dimensión del mercado y la
competencia. La industria siderúrgica es una industria que a nivel
mundial es protegida, y tal protección no depende tanto de que sus
empresas estén incurriendo en elevados costos, sino que influye
161
decisivamente el comportamiento el mercado internacional del acero y
de la situación económica mundial.
Condicionamiento institucional: presencia y acción del Estado. Es
necesaria una reorientación del rol empresarial del Estado y la
elaboración de un Plan de Desarrollo Siderúrgico en el que se adopten
políticas de apoyo integral de largo plazo.
Estos condicionamientos están considerados en las alternativas
propuestas (Cuadro adjunto) y están vinculadas a las mismas variables
que fueron utilizadas en la evaluación comparativa; es decir, la escala
de producción, el mercado, las materias primas e insumos, la fuerza de
trabajo , la maquinaria y el rol del Estado. Estas alternativas no pueden
ser consideradas aisladamente, todas forman parte del conjunto de
medidas a tomarse y es así porque todas las variables están
relacionadas entre sí. El resultado final dependerá de un adecuado
manejo de las alternativas formuladas para cada variable.
La Escala de Producción la hemos asociado a la Maquinaria
utilizada en la siderurgia, que por su complejidad tecnológica requiere de
especial atención. De la evaluación realizada podemos concluir que los
equipos y maquinarias de la empresa requieren con urgencia un
mejoramiento de su estado de deterioro físico actual. El Proyecto de
Rehabilitación previsto por el actual Directorio de la empresa tiene como
objetivo primordial el aumento de la eficiencia técnica de procesos y
equipos de las Plantas de Acería eléctrica (Hornos Eléctricos ) y
Laminación ()para productos planos), y a la vez contribuir a lograr una
producción más competitiva a nivel internacional, sin ser excluyente del
162
mercado interno . Nuestro criterio es que basar toda la producción de
acero bajo una sola vía de fabricación no es la alternativa más
adecuada. Creemos que la forma óptima operar es una combinación de
ambos procesos: Alto Horno Eléctricos, siendo más convenientes
considerar como vía preferencial la vía Alto Horno- Convertidores L.D.,
haciendo un uso más intensivo del mismo por cuanto de él se obtendrían
diversos sub – productos que abastecen a otras plantas de la empresa
y contribuyen a reducir los requerimientos en divisas y, por ende, los
costos de producción de la empresa. Algunos sub – productos que se
utilizarían son. los finos de pellets para la Planta de Reducción Directa
que produce hierro esponja, la chatarra de fábrica 27 (considerada como
chatarra de primera) para la Planta de Acería Eléctrica (Horno
eléctricos), gas del Alto Horno como combustible para las Plantas de
Laminación y la Escoria para usos múltiples.
En definitiva, sugerimos que el proceso Alto Horno –
Convertidores debe ser considerado como la línea preferencial de
fabricación del acero líquido, trabajando complementariamente con el
proceso Reducción Directa Hornos eléctricos, permitiéndose así el uso
óptimo de recursos locales, de los subproductos, de divisas; y una mayor
capacidad productiva (500 mil TM. De acero al año) y de mejor calidad,
que generarían economías de escala con menores costos de
producción.
27 La chatarra de fábrica abastecería el 20% de la carga metálica en los Hornos Eléctricos, el resto seabastece de Hierro Esponja (35%), y de chatarra nacional o importada (45%), En el Perú, aun no se haimplementado el proceso de “carga continua” de hierro esponja en los Hornos eléctricos que permitiríanelevar el porcentaje de participación de hierro esponja, de 35% a 75%.
163
En relación a la segunda variable, el Mercado, vamos a abordar el
problema de la competencia, la protección y de los precios. En
circunstancias actuales en las que el mercado mundial del acero se
encuentra con un exceso de oferta, y la gran mayoría de países apoyan
a sus industrias siderúrgicas con diferentes grados de protección frente
a una competencia desleal de algunos países (dumping), lo más
aconsejable es tomar medidas de protección “programadas y graduales”
acompañadas de medidas que tiendan a elevar la competitividad de sus
productos. Desde una fuerte protección vías licencia previa de
importaciones de productos siderúrgicos para el corto plazo y aranceles
de 20ª 30% para los fabricados en el país, o un mecanismo de
“triggerprices” o precios de referencia para los productos siderúrgicos
importados que se fijan por encima de los precios nacionalizados para
un mediano plazo, hasta una mínima protección de 10 a 15% de
aranceles para todos los productos siderúrgicos en el largo plazo en
función de los resultados favorables que se obtendrían de la
rehabilitación de los equipos y del resto de esfuerzos incluidos en el en
el conjunto de medidas planteadas, que harían más competitiva a esta
industria nacional. Otra medida importante es la reimplantación del
CERTEX para los productos siderúrgicos lo cual beneficiaría al país por
el ingreso de divisas e incentivo al crecimiento industrial; sin embargo,
su principal limitación se encuentra en la actual coyuntura mundial , las
más importantes industrias siderúrgicas a nivel internacional están
orientadas a buscar nuevos mercados para colocar sus elevados
inventarios. En cuanto a los precios internos, se recomienda la libre
164
competencia entre las empresas SIDERPERU y LAMINADORA DEL
PACIFICO, a fin de crear los estímulos necesarios para hacerlas más
eficientes, propiciando los condicionamientos planteados para acelerar el
aprendizaje, la generación y la difusión de cambios técnicos menores
que permitirán elevar los niveles de eficiencia industrial en el país.
Con relación a las “materias primas e insumos”, es aconsejable
que, como medidas complementarias, se ejecuten los proyectos de
mediano y largo plazo orientados a sustituir materiales importados, y en
el corto plazo se optimice el uso de divisa, recursos locales y
subproductos, que se lograrán con el trabajo combinado de ambos
procesos productivos: Alto horno y Hornos eléctricos. Asimismo, otra
medida complementaria se refiere a los incentivos y mejoras de las
condiciones de trabajo, y programas destinados a mejorar la
productividad de la mano de obra. Finalmente, el éxito o fracaso de
todas estas medidas dependerá en gran parte del papel empresarial que
se desempeñe el Estado. Para ello se plantea la elaboración de un Plan
de Desarrollo en el que se contemple cada una de las medidas
anteriores y otros proyectos de inversión que seleccionen las técnicas
más apropiadas para el medio en que serán implantados, buscando el
mejor uso de los recursos locales disponibles (como por ejemplo, el
proceso de “carga continua” para el Hierro Esponja). Pero no solo basta
que se haga el Plan sino que se ejecute y ello dependerá principalmente
de una correcta y honesta administración de parte de los Directores y
todas aquellas personas responsables de la conducción de la empresa.
Una medida adicional para evitar las irregularidades y hechos delictivos
165
que han ocurrido durante muchos años en la empresa SIDERPERU,
sería la creación de un área de INSPECTORIA GENERAL que se
dedique exclusivamente a controlar y fiscalizar las actividades internas
tanto administrativas como técnicas, con el propósito de moralizar y
aconsejar las decisiones técnicas o administrativas más adecuadas.
MATERIALES Y MÉTODOS.
Modificar el diseño del sistema de placas de protección del tragante
Para tratar de evitar la frecuente caída de las placas de protección
del tragante, lo cual cuando ocurre, obliga a parar el Alto Horno hasta por
20 días, los ingenieros de SiderPerú en junio de 2002, recomendaron
cambiar el actual diseño por uno más moderno. Sobre el mismo tema,
hemos leído de este trabajo contacto a los ingenieros especialistas, la cual
en la década de los noventa realizo varios estudios para SIDERPERÚ. Sus
opiniones fueron enviadas en un fax de mayo 5 de 2003, el cual se hizo
conocer al gerente de planta y director del alto horno, quienes han estado
166
analizando esa información con el personal de la gerencia de proyectos,
para elaborar un nuevo diseño el mismo que se ha realizado.
Mejorar el conjunto de la instrumentación del alto horno
El alto horno de SIDERPERÚ posee un conjunto mínimo de
instrumentos para el control del proceso. En opinión del consultor, la
empresa debería adquirir a la mayor brevedad los siguientes instrumentos
para poder obtener un mejor control del proceso:
Instalar en los carros básculas un sistema de pesaje del mineral,
Sinter, caliza y chatarra, en el cual quedan registrados los pesos de
las materias primas que se cargan al alto horno.
Instalar a un metro por debajo del nivel de carga, una sonda que
permita tomar en forma radial, tanto muestras de los gases que están
saliendo por el tope, como las temperaturas de esos gases. Esas
mediciones permiten al personal de operación, conocer cómo están
circulando los gases en su ascenso a través de la carga.
Medir y registrar la temperatura del arrabio cuando está circulando
por las canales.
Esta medición se suprimió hace varios años debido al alto costo de
los cartuchos necesarios para realizar la medición. Sin embargo, este dato
es importante para vigilar el funcionamiento del Alto Horno y también para
el posterior procesamiento del arrabio en la acería.
167
RESULTADOS:
Recomendaciones para aumentar la productividad.
Para aumentar la productividad y mejorar la calidad del acero
fabricado en la planta de acero deSiderPerú, requiere adoptar las
siguientes acciones:
Instalar la metalurgia en cucharas
Esta metalurgia en cuchara, según las especificaciones
establecidas20, debe tener una capacidad máxima de 450.000 toneladas
de acero por año.
Instalar una colada continua
Según las especificaciones establecidas, se debe montar a
continuación de la metalurgia en cuchara, una colada continua con20 APDR. 2001. Proyecto de Reconversión Industrial 500.000 t / año. Nota de SiderPerú.
168
capacidad de 450.000 toneladas de acero por año y en la cual se puedan
colar palanquillas que tengan una sección adecuada a la proporción del
alto horno. Esta colada continua debe estar provista de dos grúas: una
para la manipulación de las cucharas llenas con acero y otra de menor
capacidad para realizar otros servicios, los mismos han sido instalados a la
fecha.
Adquirir equipos para el manejo y preparación de la chatarra
Los equipos requeridos son básicamente una prensa cizalla con una
capacidad de corte de 1.000 ton y un puente grúa dotado de dos grúas con
capacidades de 35 y 15 ton respectivamente.
Recomendaciones para mejorar el rendimiento metálico y reducir los
consumos energéticos en la planta de laminación
Según las opiniones consignadas, la planta de laminación requiere
la instalación de los siguientes equipos para mejorar el rendimiento
metálico y reducir los consumos energéticos.
Adquirir un horno para el recalentamiento de las
palanquillas con una capacidad de 70 ton/hora.
Instalar dos cajas desbastadoras (horizontal – vertical),
para poder incrementar la eficacia del tren existente.
Adquirir e instalar una mesa de enfriamiento para las
barras que se generan en la operación del tren Steckel.
169
DISCUSIÓN:
Costo del proyecto
Basados en las cifras consignadas en diversos informes, más las
opiniones de algunos de los ingenieros que laboran en SIDERPERÚ, y las de
algunos contratistas que han realizado trabajos para SIDERPERÚ, los
consultores ha elaborado un presupuesto el cual asciende a la suma de US$
400millones, una descripción detallada de estos presupuestos, discriminados
para cada una de las dependencias analizadas en el proyecto, se muestran en
el Anexo 1.
Análisis Económico
En el presente apartado se va a realizar un análisis referente a las
implicaciones económicas del proyecto de modernización de la Industria
integrada de SIDERPERÚ, basándose en la alternativa la cual conllevan a un
aumento de producción y una disminución de los gases de efecto invernadero,
causados principalmente por la reducción en los combustibles utilizados para
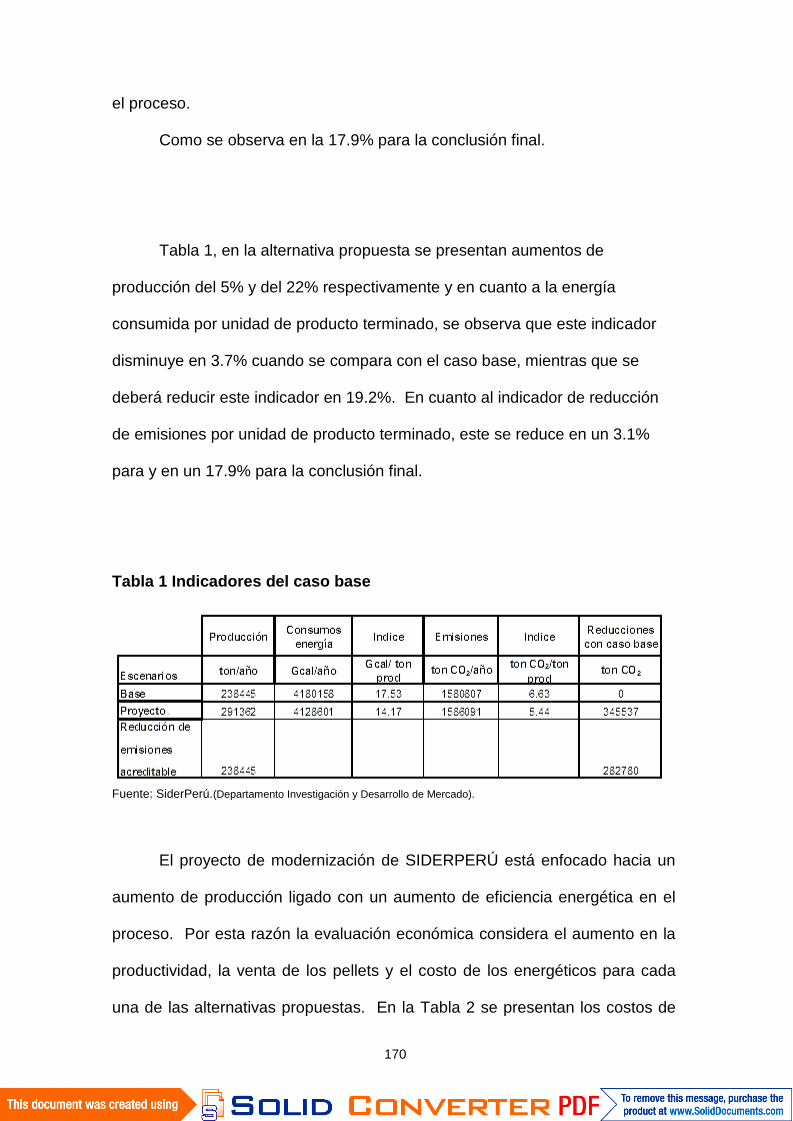
170
el proceso.
Como se observa en la 17.9% para la conclusión final.
Tabla 1, en la alternativa propuesta se presentan aumentos de
producción del 5% y del 22% respectivamente y en cuanto a la energía
consumida por unidad de producto terminado, se observa que este indicador
disminuye en 3.7% cuando se compara con el caso base, mientras que se
deberá reducir este indicador en 19.2%. En cuanto al indicador de reducción
de emisiones por unidad de producto terminado, este se reduce en un 3.1%
para y en un 17.9% para la conclusión final.
Tabla 1 Indicadores del caso base
Fuente: SiderPerú.(Departamento Investigación y Desarrollo de Mercado).
El proyecto de modernización de SIDERPERÚ está enfocado hacia un
aumento de producción ligado con un aumento de eficiencia energética en el
proceso. Por esta razón la evaluación económica considera el aumento en la
productividad, la venta de los pellets y el costo de los energéticos para cada
una de las alternativas propuestas. En la Tabla 2 se presentan los costos de
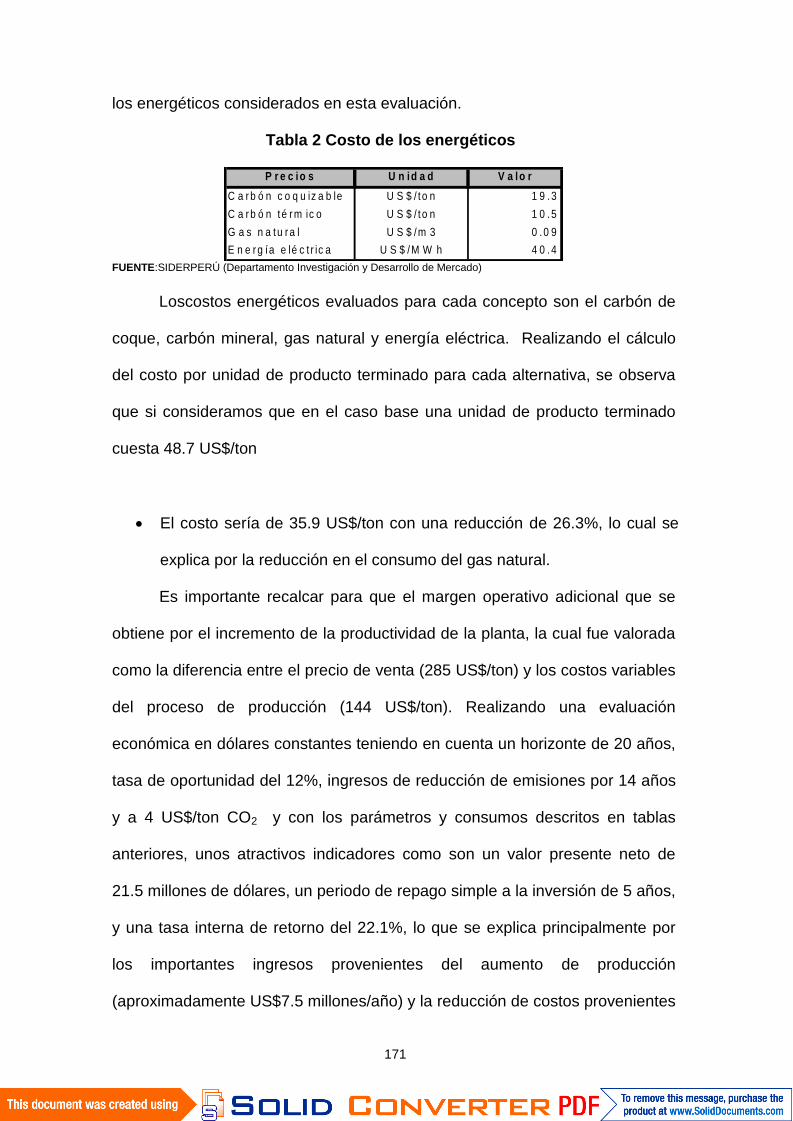
171
los energéticos considerados en esta evaluación.
Tabla 2 Costo de los energéticos
FUENTE:SIDERPERÚ (Departamento Investigación y Desarrollo de Mercado)
Loscostos energéticos evaluados para cada concepto son el carbón de
coque, carbón mineral, gas natural y energía eléctrica. Realizando el cálculo
del costo por unidad de producto terminado para cada alternativa, se observa
que si consideramos que en el caso base una unidad de producto terminado
cuesta 48.7 US$/ton
El costo sería de 35.9 US$/ton con una reducción de 26.3%, lo cual se
explica por la reducción en el consumo del gas natural.
Es importante recalcar para que el margen operativo adicional que se
obtiene por el incremento de la productividad de la planta, la cual fue valorada
como la diferencia entre el precio de venta (285 US$/ton) y los costos variables
del proceso de producción (144 US$/ton). Realizando una evaluación
económica en dólares constantes teniendo en cuenta un horizonte de 20 años,
tasa de oportunidad del 12%, ingresos de reducción de emisiones por 14 años
y a 4 US$/ton CO2 y con los parámetros y consumos descritos en tablas
anteriores, unos atractivos indicadores como son un valor presente neto de
21.5 millones de dólares, un periodo de repago simple a la inversión de 5 años,
y una tasa interna de retorno del 22.1%, lo que se explica principalmente por
los importantes ingresos provenientes del aumento de producción
(aproximadamente US$7.5 millones/año) y la reducción de costos provenientes
P r e c io s U n id a d V a lo rC a r b ó n c o q u iz a b le U S $ / to n 1 9 .3C a r b ó n té r m ic o U S $ / to n 1 0 .5G a s n a tu r a l U S $ /m 3 0 .0 9E n e r g ía e lé c t r ic a U S $ /M W h 4 0 .4
172
del ahorro en combustibles (aproximadamente US$1.1 millones/año).
Relacionado con la implementación del Mecanismo de Desarrollo
Limpio, se observa como el aumento de eficiencia en la planta, visto como un
menor consumo de energía por unidad de producto terminado, se traduce en
una reducción de emisiones, de aproximadamente 50,000 ton CO2. A su vez
al valorar esta reducción de emisiones teniendo en cuenta unos costos de
transacción del 20% para el proyecto, se obtiene que el valor presente de los
ingresos netos de ventas de certificados.
SiderPerú, es la única siderúrgica integrada que existe en el Perú, ha
venido padeciendo una difícil situación económica desde hace
alrededor de 10 años, la cual la ha tenido que privatizarse para que
la producción en el sistema globalizado exista competitividad.
La difícil situación económica a que se ha llegado, se debe
principalmente a los siguientes factores: pobre calidad de las
Materias primas procesadas; obsolescencia de una buena parte de
los equipos utilizados; entrada al país de grandes volúmenes de
acero como resultado del proceso de globalización; elevada carga
prestacional; políticas nocivas de grupos económicos poderosos que
en el pasado tuvieron el control de la empresa y errores
administrativos cometidos por diversas administraciones de la
empresa.
Diferentes firmas extranjeras que han analizado a fondo la situación
actual de SIDERPERÚ, diversos estudios realizados por la propia
empresa, y el análisis realizado por los autores del presente proyecto
173
han coincidido en la apreciación, para que SIDERPERÚ pueda
asegurar su viabilidad es necesario incrementar su productividad,
reducir costos, mejorar sustancialmente las condiciones ambientales
dentro de la planta y fuera de ella, y poniendo en funcionamiento el
Alto Horno.
Para lograr los objetivos mencionados anteriormente, las entidades
citadas coinciden en que para ello será necesario realizar inversiones
en los siguientes aspectos: adquisición de algunos equipos nuevos,
reparación de algunos equipos que se encuentran en malas
condiciones, eliminar algunos “cuellos de botella”, mejorar las
condiciones ambientales e intensificar la capacitación del personal.
Según los resultados obtenidos al elaborar el proyecto, si partimos de
un escenario base que corresponde a una producción de 250.000
ton/año de productos finales, un consumo energético unitario de
17.53 Gcal/t y unas emisiones de 6.63 tCO2/t producto, la
modernización de SIDERPERÚ consistente en las mejoras
propuestas en este proyecto, causarán que la producción se
incremente a 320.000 ton/año de productos terminados, y que el
consumo energético se reduzca a 14.17 Gcal/t de producto y las
emisiones a 5.44 tCO2/t de producto, resultando en una reducción
total anual de emisiones de 280.580 t/CO2
El Mecanismo de Desarrollo Limpio puede jugar un papel
determinante en la implementación del proyecto, dada la importante
participación que logra la venta de Pellets de 50% del porcentaje de
la inversión. Para una posterior etapa se debería pensar en la forma
174
como los Pellets pudieran ser capitalizados como una parte de la
inversión o un instrumento para conseguir una financiación acorde
con el flujo de ingresos proveniente de la reducción de emisiones.
REFERENCIALES.
Básicas:
BANCO WIESE SUDAMERIS (BWS) 2002 Reporte Sectorial Industria
Siderúrgica, Lima: BWS
ERNST & YOUNG 2002 Third-Party Logistics Study. Results and Findings of
the 2001Sixth Annual Study.CapGemini.
FRIDGE 2003 Metals and EngineeringIndustryStudy – Basic Metals
HEYWOOD, J. Brian 2002 El Dilema De la tercerización, La búsqueda de la
Competitividad, España. Prentice Hall.
175
HILL, Charles W.L. y Gareth R. JONES 2001 Administración Estratégica, 3ra.
ed., Colombia, Mc Graw – Hill Interamericana.
MAXIMIXE 2004 Valorización de Corporación Aceros Arequipa
PORTER, Michael E. 1994 Ventajas Competitivas, México, Compañía Editorial
Continental, S.A. de C.V.
ROTHERY, Brian y Ian ROBERTSON 1996 Tercerización La subcontratación,
México. Editorial Limusa S.A. de C.V.
SCHNEIDER, Ben 2004 Tercerización, Colombia, Editorial Norma.
WHITE Robert y Barry JAMES 2000 Manual de Tercerización, España.
Ediciones Gestión 2000.
R. Nonnast. El Proyectista de Estructuras Metálicas. Editorial Paraninfo.
España. 2000.
Miano. Costos y Presupuestos de obras en edificaciones. Editorial Asesores y
Constructores. Lima. 2002.
EdoardoCapello. Tecnología de la fundición. Editorial Gustavo Gile S.A.
Barcelona, España. 1989.
Vidondo Tomas. Tecnología Mecánica. Matricería y Moldes. Editorial Bruño.
España. 1999.
R. Nonnast. Manual de Soldadura Eléctrica. Editorial Paraninfo. España. 2000.
UNI. Reglamento de metrado para obras de edificación. Editorial UNI. Lima.
1998.
Font, Maimo. Rendimiento y Valorización en obra. Editorial Dossat. Madrid.
España. 2000.
KalpakjianSerope. Manufactura, Ingeniería y Tecnología. Editorial Pearson.
México. 2002.
176
Groover, Mikell. Fundamentos de Manufactura Moderna. Editorial Printice Hall.
Nueva York. USA. 2000.
Nicolás Larburo. Maquinas Prontuario. Editorial Paraninfo. España. 2000.
R. Nonnast. Manual de construcciones metálicas. Editorial Paraninfo. España.
2000.
SEROPE KALPAKJIAN-STEVEN SCHMID. ”Manufactura, Ingeniería y
Tecnología”. Editorial Prentice Hall. México 2005.
VIC CHILES. “Principios de Ingeniería de Manufactura” Editorial CECSA.
México 2000.
MIKELL GROOVER. “Fundamentos de Manufactura Moderna” Editorial Prentice
Hispanoamericana S.A. México 1997.
LEO ALTING. “Procesos para Ingeniería de Manufactura” Editorial
Alfaomega. México 1990.
H, KAZANAS. “Procesos Básicos de Manufactura” Editorial Mc Graw-Hill.
México 1993.
GEOFFREY BOOTHROYD. “Fundamentos de Corte de Metales y de las
Máquinas Herramientas” Editorial Mc Graw-Hill. Latinoamericana. S.A.
Bogota, Colombia. 1988.
Complementarias.
Mario Rossi. “Máquinas Herramientas Modernas”. Editorial Hopli.
Barcelona-España 1981.
G.F. Micheletti. “Mecanismo por Arranque de Viruta”. Editorial Reverte.
Barcelona 1979.
177
Sánchez Valverde. “Tecnología del Torno Mecánico”. Editorial UNAC. Callao
Lima-Perú. 2005.
James Bralla. “Manual de Diseño de Producción para Manufactura”.
Editorial Mc Graw-Hill. México. 2003.
Heinrich Gerling. “Alrededor de las Máquinas Herramientas”. Editorial
Reverte España 1993.
Walter Bartsch. ”Alrededor del Torno”. Editorial Reverte España 1989.
KurtGieck. “Manual de Formulas Técnicas”. Editorial Alfaomega. México.
2000.
Kalpakjian-Sánchez.”Manufactura, Ingeniería y Tecnología”. Editorial
Prentice. México 2002.
John Schey. “Procesos de Manufactura”. Editorial Mc Graw Hill. México.
2001.
SÁNCHEZ SÁNCHEZ, ÁNGEL. Manual de Mecánica Industrial. ”Máquinas y
Control Numérico. Madrid-España. Editorial Cultura S.A. 2000.
APÉNDICE Y ANEXOS:
EMPRESA SIDERURGICA DEL PERU S.A.A.
Anexo I: DECLARACION DE RESPONSABILIDAD.
El presente documento contiene información veraz y fehaciente respecto
al desarrollo de Empresa Siderúrgica del Perú, durante el año 2003. Sin
perjuicio de la responsabilidad que compete al emisor, el firmante se hace
responsable por su contenido conforme a las disposiciones del Código de ética
en la empresa.
178
Anexo II: NEGOCIO.
I. DATOS GENERALES:
Datos de Identificación
Razón Social : Empresa Siderúrgica del Perú S.A.A.
Objeto Social : Fundición de Hierro y de Acero
Estructura Accionaria:
Al 31 de diciembre de 2003 la estructura societaria es la siguiente:
Accionista Participación Nacionalidad Grupo Económico
Sidercorp S.A. 96.38 % Peruana El mismo de SiderPerú
Otros 3.62 %
100.00 %
II. DESCRIPCION DE OPERACIONES Y DESARROLLO:
La Sociedad de Gestión de la Planta Siderúrgica y de la Central
Hidroeléctrica del Cañón del Pato (Sogesa) se formó en 1956, empresa que en
1971 mediante D.L. 19034 se transforma en la Empresa Siderúrgica del Perú
S.A.
El Complejo Siderúrgico SIDERPERÚ tiene una capacidad de producción
de 520 mil toneladas de acero líquido (272 mil al momento de su transferencia),
contando para ello con un alto horno (blastfurnace) y dos hornos eléctricos
(EAF), los que aseguran su flexibilidad operativa.
179
El Complejo operativo incluye instalaciones de reducción, aceración,
laminación de productos planos, laminación de productos no planos, productos
planos revestidos, productos tubulares, productos viales y numerosas
instalaciones auxiliares; ocupando un extenso terreno de aproximadamente
550 hectáreas al borde del mar en la ciudad de Chimbote, 420 km. al norte de
Lima. La recepción de los principales insumos importados se efectúa a través
del muelle de su propiedad, habilitado para recibir barcos de hasta 50,000
toneladas.
El abanico de productos, de elevada calidad, que ofrece SIDERPERÚ al
mercado nacional e internacional, se encuentra adecuadamente diversificado,
distribuidos en los principales sectores económicos, según detalle a
continuación:
Cuadro de consumo de acero de las principales industrias.SECTOR PRODUCTOS
Construcción Barras de construcción, alambrón, perfiles, entre otros
Industrial Bobinas, planchas , calaminas, tubos electro soldados,
etc.
Pesquero Planchas navales, otros
Minero Barras de molienda, barras 80B, tubos de soporte de
rocas, entre otrosFUENTE: SIDERPERÚ (Departamento Investigación y Desarrollo de Mercado) Incluye tubos con y sin costura. Estáconsiderado este rubro dentro de Productos Planos (Bobinas y Flejes LAC).
En el sector construcción, SiderPerú comparte el mercado con su principal
competidor, Corporación Aceros Arequipa S.A., mientras que en el sector
industrial el mercado es compartido con diversos importadores, siendo los
principales Corporación Aceros Arequipa, TRADISA y COMASA. Asimismo,
180
SIDERPERU ha desarrollado, con marcado éxito, la fabricación y
comercialización de barras mineras con alto contenido de carbono, insumo vital
para la producción minera, las mismas que se exportan al mercado chileno y se
venden en el mercado nacional, totalizando los despachos de este producto
más de un tercio del total de ventas de la Empresa.
CONTEXTO INTERNACIONAL.
Durante el 2003, China continúo con su espectacular crecimiento
observado a lo largo de los últimos años, particularmente de su industria
siderúrgica. Para ilustrar este espectacular crecimiento, basta mencionar que
durante el 2001 China produjo 141,392 toneladas métricas (t) de acero,
mientras que en el 2002 subió a 181,688t (+28%) y en el 2003 registró una
producción de acero de 220,115t (56% de crecimiento respecto del 2001). La
producción registrada por China en el 2003 constituye un récord histórico
internacional para un solo país y equivale al 23.2% de la producción mundial de
acero.
Por el lado de la demanda, China también se ha constituido en el mayor
consumidor de acero en los últimos años, inclusive requiriendo de importantes
volúmenes complementarios de importación. Ahora bien, desde la crisis del
sudeste asiático en 1998, posteriormente acentuada por las recesiones
observadas en las economías desarrolladas a partir del 2001, la oferta de acero
mundial excedía largamente a la demanda global, lo que dio paso a numerosas
prácticas de comercio desleal (DUMPING) alrededor del mundo,
particularmente desde Rusia y de los países de la ex órbita Soviética, que
181
contaban con enormes excedentes exportables. El caso más dramático de este
comercio desleal lo constituyó la imposición, en el 2001, de salvaguardas
generales al acero en Estados Unidos, país abierto a las exportaciones, luego
de que una treintena de sus acerías debieron ser liquidadas.
Producto de esta mayor demanda, a lo largo del 2003, se observan
continuas y generalizadas alzas tanto en los precios internacionales del acero,
como en los costos de los insumos y servicios requeridos para su fabricación.
Un ejemplo de esto último, lo constituye el coque metalúrgico, donde a lo largo
de muchos años China constituyó el mayor exportador, que, sin embargo,
debido al mencionado crecimiento de su industria siderúrgica comenzó a
restringir sus licencias de exportación a fin de favorecer a sus productores
nacionales con mayores volúmenes y de la mejor calidad, no solo originando
una fuerte alza en el precio de este insumo, sino que además, poniendo en
serio riesgo la continuidad de diversas acerías alrededor del mundo por la
marcada escasez a nivel mundial de este insumo. Similar situación de escasez
mundial se observaron, particularmente hacia finales del 2003, en la mayor
parte de insumos y servicios requeridos por las siderurgias alrededor del
mundo.
Contexto local.
Alo largo del año 2003, se dieron una serie de acontecimientos adversos,
particularmente durante el primer semestre, que impactaron significativamente
los costos de producción, siendo los principales la demora y mala calidad del
coque chino, la continua alza de insumos y servicios críticos, una demora en el
suministro de pellets por braveza de mar en Marcona que obligó al embanque
182
del alto horno en mayo, la postergación de la asistencia técnica de SiderPerú,
los bloqueos de carreteras y el paro de transportistas durante el primer
semestre del 2003 no fue posible trasladar los impactos negativos de estos
factores en los costos de producción a los respectivos mercados. ello, debido a
la incertidumbre generada en los agentes económicos por el conflicto armado
en Irak desacelerando temporalmente el dinamismo tanto del mercado interno
como del internacional. Además de los efectos negativos en los costos, los
menores volúmenes despachados en este período contribuyeron a alterar el
flujo de caja, siendo inevitable reprogramar ciertos pagos del Acuerdo Global
de Refinanciación de obligaciones (“AGR”).
Por otro lado, a lo largo del 2do semestre del año, se comenzó a rectificar la
erosión de los márgenes, observada los primeros meses del 2006, mediante el
traslado de los mayores costos de producción al mercado vía precios de venta.
Asimismo, se consiguió comprometer al proveedor estratégico COLCARBON
para el suministro de los requerimientos de coque de SiderPerú, toda vez que
el coque chino dejó de ser una alternativa viable, debido a su precio y calidad,
desarrollada por la empresa entre los años 2001 y 2003, en anticipación a una
coyuntura como la que hoy se vive. Por otro lado, principalmente debido al
menor flujo de caja generado durante el primer semestre, fue preciso
reprogramar ciertas obligaciones concursales incorporadas al AGR por US$8.3
millones. Finalmente durante diciembre, se realizó el guitado del Alto Horno,
con marcado éxito, dentro del cronograma establecido de 15 días, priorizando
las ventas de productos de acuerdo con las limitaciones generadas por este
mantenimiento..
VENTAS NETAS COMPARATIVASVentas Netas 2002 2003 Variaciones
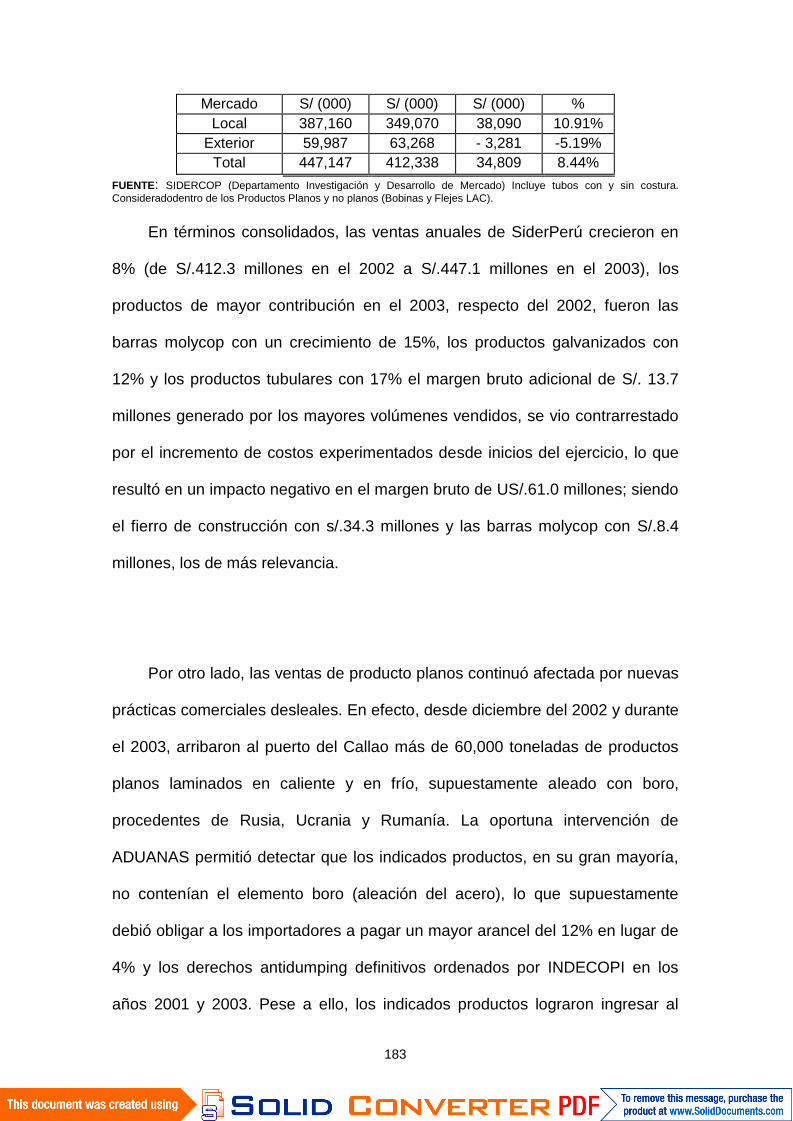
183
Mercado S/ (000) S/ (000) S/ (000) %Local 387,160 349,070 38,090 10.91%
Exterior 59,987 63,268 - 3,281 -5.19%Total 447,147 412,338 34,809 8.44%
FUENTE: SIDERCOP (Departamento Investigación y Desarrollo de Mercado) Incluye tubos con y sin costura.Consideradodentro de los Productos Planos y no planos (Bobinas y Flejes LAC).
En términos consolidados, las ventas anuales de SiderPerú crecieron en
8% (de S/.412.3 millones en el 2002 a S/.447.1 millones en el 2003), los
productos de mayor contribución en el 2003, respecto del 2002, fueron las
barras molycop con un crecimiento de 15%, los productos galvanizados con
12% y los productos tubulares con 17% el margen bruto adicional de S/. 13.7
millones generado por los mayores volúmenes vendidos, se vio contrarrestado
por el incremento de costos experimentados desde inicios del ejercicio, lo que
resultó en un impacto negativo en el margen bruto de US/.61.0 millones; siendo
el fierro de construcción con s/.34.3 millones y las barras molycop con S/.8.4
millones, los de más relevancia.
Por otro lado, las ventas de producto planos continuó afectada por nuevas
prácticas comerciales desleales. En efecto, desde diciembre del 2002 y durante
el 2003, arribaron al puerto del Callao más de 60,000 toneladas de productos
planos laminados en caliente y en frío, supuestamente aleado con boro,
procedentes de Rusia, Ucrania y Rumanía. La oportuna intervención de
ADUANAS permitió detectar que los indicados productos, en su gran mayoría,
no contenían el elemento boro (aleación del acero), lo que supuestamente
debió obligar a los importadores a pagar un mayor arancel del 12% en lugar de
4% y los derechos antidumping definitivos ordenados por INDECOPI en los
años 2001 y 2003. Pese a ello, los indicados productos lograron ingresar al
184
mercado a través de medida judicial contencioso administrativa contraria a
ADUANAS, constituyéndose en un nuevo mecanismo de comercio desleal en
detrimento de la empresa.
ACUERDO GLOBAL DE REFINANCIACION.
Como resultado de los eventos fortuitos enumerados en el Anexo anterior
la compañía se vio obligada a solicitar a sus acreedores una reprogramación
parcial de sus compromisos del 2003. En este sentido el 12 de diciembre de
2003, se celebró la Junta de Acreedores de la empresa en la que se aprobó lo
siguiente:
La reprogramación de los pagos de:
a) los intereses devengados durante el año 2002 ascendentes a US$4.6
millones, cuya fecha de pago era el 31 de diciembre de 2004;
b) Las cuotas fijas de principal de los Acreedores Financieros de la Clase
General ascendentes a US$ 3.2 millones en total, cuyas fechas de pago
eran el 30 de junio, 30 de setiembre y 31 de diciembre de 2004, y;
c) Las cuotas fijas de principal de los Acreedores No Financieros de la
Clase General ascendentes a US$ 593 mil en total, cuyas fechas de pago
eran el 30 de setiembre y 31 de diciembre de 2003 y 31 de marzo de 2004,
precisándose que la reprogramación señalada en a), b) y c) devengará
intereses a la tasa fijada en el AGR para créditos incorporados al Tramo A
(Libor 3meses + 4%); hasta 30 de setiembre de 2004.
ASPECTO TRIBUTARIO.
Actualmente SIDERPERU no mantiene tratamiento tributario especial con
el Estado, porque es la empresa brasileña la asume los activos y pasivos..
RECURSOS HUMANOS.
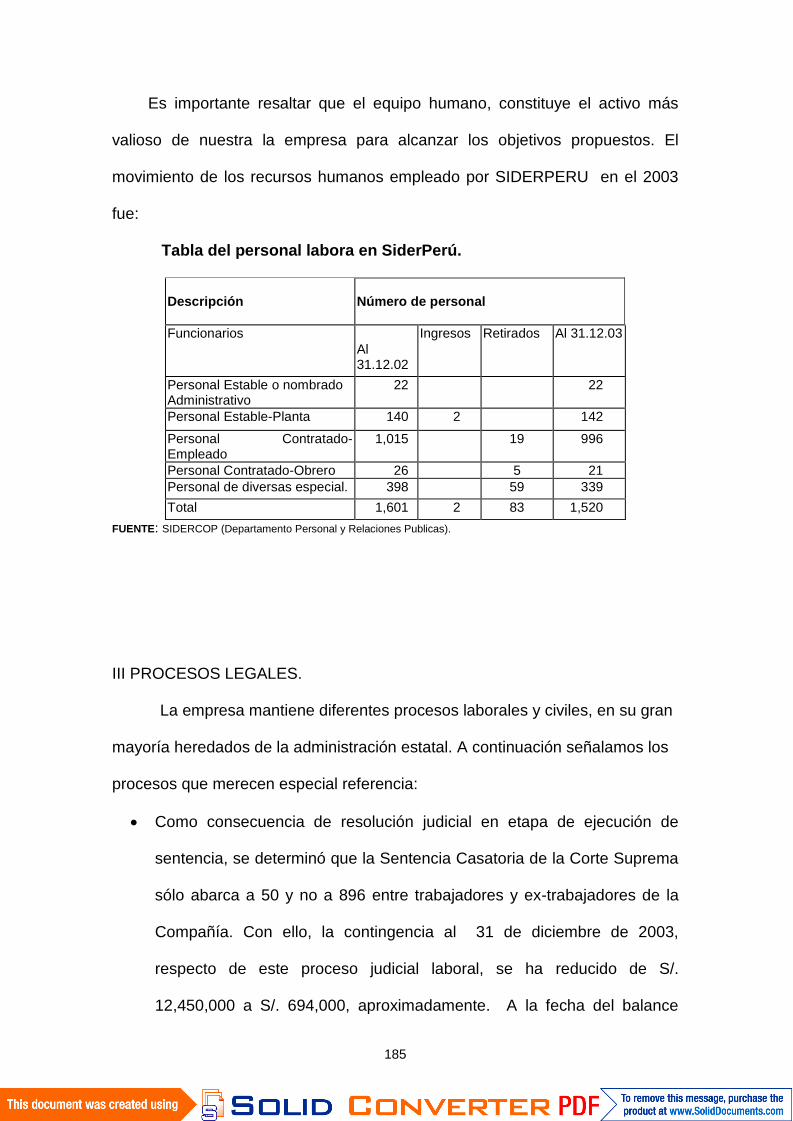
185
Es importante resaltar que el equipo humano, constituye el activo más
valioso de nuestra la empresa para alcanzar los objetivos propuestos. El
movimiento de los recursos humanos empleado por SIDERPERU en el 2003
fue:
Tabla del personal labora en SiderPerú.
Descripción Número de personal
FuncionariosAl31.12.02
Ingresos Retirados Al 31.12.03
Personal Estable o nombradoAdministrativo
22 22
Personal Estable-Planta 140 2 142
Personal Contratado-Empleado
1,015 19 996
Personal Contratado-Obrero 26 5 21Personal de diversas especial. 398 59 339Total 1,601 2 83 1,520
FUENTE: SIDERCOP (Departamento Personal y Relaciones Publicas).
III PROCESOS LEGALES.
La empresa mantiene diferentes procesos laborales y civiles, en su gran
mayoría heredados de la administración estatal. A continuación señalamos los
procesos que merecen especial referencia:
Como consecuencia de resolución judicial en etapa de ejecución de
sentencia, se determinó que la Sentencia Casatoria de la Corte Suprema
sólo abarca a 50 y no a 896 entre trabajadores y ex-trabajadores de la
Compañía. Con ello, la contingencia al 31 de diciembre de 2003,
respecto de este proceso judicial laboral, se ha reducido de S/.
12,450,000 a S/. 694,000, aproximadamente. A la fecha del balance
186
general, la Compañía ha constituido una provisión ascendente a este
último monto.
IV. Administración.
El Directorio de la empresa, elegido en la Junta Anual Obligatoria de
Accionistas, está compuesto por 9 directores titulares y 9 directores alternos.
No existe vinculación por afinidad o consanguinidad entre Directores y la Plana
Gerencial.
Anexo III: Estados financieros.
Durante 2003, las ventas de SiderPerú crecieron en 8% (de S/.412.3
millones en el 2002 a S/.447.1 millones en el 2003). Los productos de mayor
contribución en el 2003, respecto del 2002, fueron las barras molycop con un
crecimiento de 15%, los productos galvanizados con uno de 12% y los
productos tubulares con 17%. El margen bruto adicional generado por los
mayores volúmenes vendidos, se vio contrarrestado por el incremento de
costos experimentados desde inicios del ejercicio, lo que resultó en un impacto
negativo en el margen bruto; siendo el fierro de construcción y las barras
molycop los de más relevancia.
Por otro lado, las acciones correctivas tomadas en el segundo semestre,
vía mayores precios, aportaron mayor margen respecto del 2002; siendo el
fierro de construcción, los productos laminados en caliente y los tubos, los de
mayor aporte. Sin embargo, la importación de material galvanizado ultra fino a
lo largo del 2003, continuó erosionando el precio de estos productos con un
187
impacto negativo en el margen bruto. En resumen al comparar el margen bruto
del 2002 contra el del 2003, los mayores volúmenes de venta aportaron S/.13.7
millones y los mayores precios trasladados al mercado, S/.33.6 millones;
mientras que los mayores costos de producción consumieron S/.61.0 millones y
el efecto de la falta de insumos impactó desfavorablemente en S/.8.6 millones;
resultando de todo ello, una disminución del margen de S/.22.3 millones (de
S/.72.1 millones en el 2002 a S/.49.8 millones en el 2003).
Por su parte, los gastos operacionales virtualmente mantuvieron el
mismo nivel del año 2002, alrededor de S/.41.1 millones, resultando en una
utilidad operativa de S/.8.5 millones, menor en S/.22.5 millones a los S/.31.1
millones del 2002; en tanto que los gastos financieros netos fueron S/.22.2
millones, menores en S/. 3.9 millones a los del año 2002, debido a la reducción
de las tasas de interés sobre las obligaciones luego de la reestructuración y, en
menor medida, a la disminución de S/.19.7 millones en el nivel de pasivos. Por
otro lado, se registra un incremento de S/.0.7 millones en la línea “otros
gastos”, en comparación el año anterior, en el período de 2002 se registró
devolución de impuestos. Este rubro se vio ampliamente compensado por la
variación positiva en el resultado por exposición a la inflación de S/. 6.5
millones (+S/. 4.2 millones versus –S/.2.4 millones). A su turno, las
estimaciones de la compañía para el 2003, han permitido reversar provisiones
de participaciones e impuesto a la renta, observándose una variación positiva
de S/.2.0 millones en comparación al año 2002.
Asimismo, es preciso anotar que la utilidad bruta de la empresa se
vioafectada, durante el 2003, por eventos atípicos que impactaron
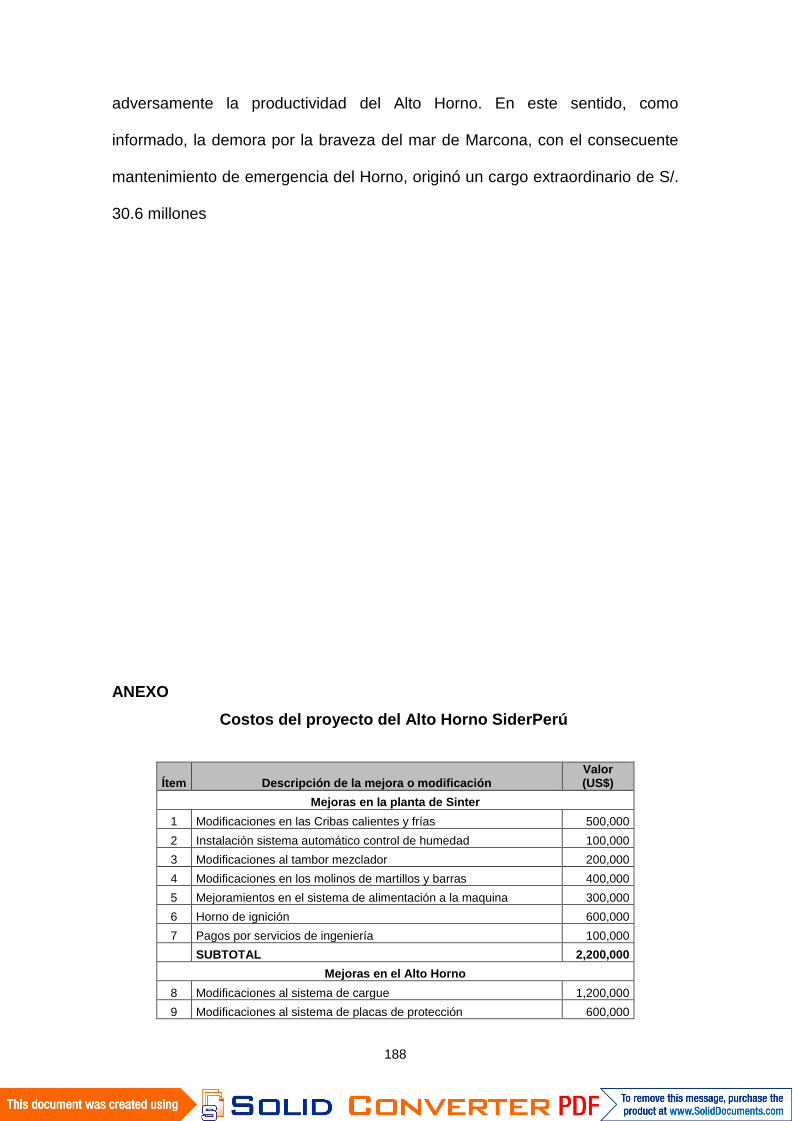
188
adversamente la productividad del Alto Horno. En este sentido, como
informado, la demora por la braveza del mar de Marcona, con el consecuente
mantenimiento de emergencia del Horno, originó un cargo extraordinario de S/.
30.6 millones
ANEXOCostos del proyecto del Alto Horno SiderPerú
Ítem Descripción de la mejora o modificaciónValor(US$)
Mejoras en la planta de Sinter1 Modificaciones en las Cribas calientes y frías 500,0002 Instalación sistema automático control de humedad 100,0003 Modificaciones al tambor mezclador 200,0004 Modificaciones en los molinos de martillos y barras 400,0005 Mejoramientos en el sistema de alimentación a la maquina 300,0006 Horno de ignición 600,0007 Pagos por servicios de ingeniería 100,000
SUBTOTAL 2,200,000Mejoras en el Alto Horno
8 Modificaciones al sistema de cargue 1,200,0009 Modificaciones al sistema de placas de protección 600,000
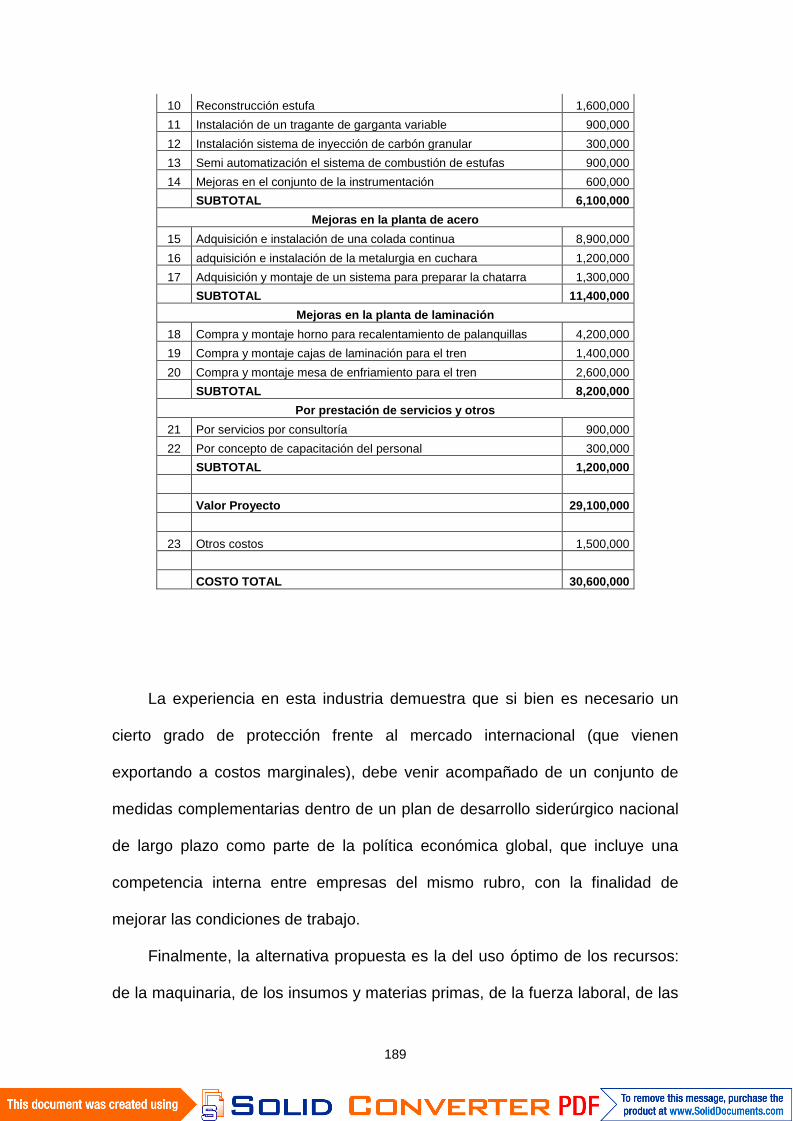
189
10 Reconstrucción estufa 1,600,00011 Instalación de un tragante de garganta variable 900,00012 Instalación sistema de inyección de carbón granular 300,00013 Semi automatización el sistema de combustión de estufas 900,00014 Mejoras en el conjunto de la instrumentación 600,000
SUBTOTAL 6,100,000Mejoras en la planta de acero
15 Adquisición e instalación de una colada continua 8,900,00016 adquisición e instalación de la metalurgia en cuchara 1,200,00017 Adquisición y montaje de un sistema para preparar la chatarra 1,300,000
SUBTOTAL 11,400,000Mejoras en la planta de laminación
18 Compra y montaje horno para recalentamiento de palanquillas 4,200,00019 Compra y montaje cajas de laminación para el tren 1,400,00020 Compra y montaje mesa de enfriamiento para el tren 2,600,000
SUBTOTAL 8,200,000Por prestación de servicios y otros
21 Por servicios por consultoría 900,00022 Por concepto de capacitación del personal 300,000
SUBTOTAL 1,200,000
Valor Proyecto 29,100,000
23 Otros costos 1,500,000
COSTO TOTAL 30,600,000
La experiencia en esta industria demuestra que si bien es necesario un
cierto grado de protección frente al mercado internacional (que vienen
exportando a costos marginales), debe venir acompañado de un conjunto de
medidas complementarias dentro de un plan de desarrollo siderúrgico nacional
de largo plazo como parte de la política económica global, que incluye una
competencia interna entre empresas del mismo rubro, con la finalidad de
mejorar las condiciones de trabajo.
Finalmente, la alternativa propuesta es la del uso óptimo de los recursos:
de la maquinaria, de los insumos y materias primas, de la fuerza laboral, de las
190
divisas y de los recursos financieros. Los eslabonamientos que produce la
industria siderúrgica nos parecen que debe ser rescatado y considerado en el
futuro con planes de desarrollo económico funcional.
EVALUACIÓNDELIMPACTO AMBIENTAL EN SIDERPERÚ.
a. FISIOGRAFÍA
Lafisiografíadelterrenohasidoinfluenciadatantoporfactoresdemográficosco
mo porlaevolucióngeológica. Conalgunasexcepcioneslocalizadas, la
erosiónen el terrenonoessignificativaenlaactualidad.
El terrenoesgeo-morfológicamenteestable,yaquenoseobservanactividades
importantes de erosión en la superficieen evaluación.
b. CALIDADDELAIRE
Comoel polvoeslaemisiónprincipal
asociadaalasactividadesdetransporteenel sector,
seconsideraquelasconcentracionesdepolvoenel sectornosobrepasan los
límitesestablecidos.
c. RUIDO
Eneláreadeestudio,lasprincipalesfuentesdegeneraciónderuidolaconstituyen
los ruidosdeltránsito,yactividadesde la Planta y actividades
comercialesdela población.
d. HIDROGEOLOGÍA
Nosepresentancuerposdeaguasuperficialnisubterráneaeneláreadeestu
dio.
e. RIESGOSNATURALES
191
Los riesgos naturales considerados, son principalmente aquellos
asociados con sismos, enfocándose la potencial preocupación
concerniente en laPlanta. La actividad físicaquepodríaactivar algunafalla,
estánbasadasenladistancia,longituddel
sistemayenlamagnitudmáximadelos eventossísmicoshistóricos.Nosehan
identificadozonasdehuaycosquepuedanponerenpeligroalasinstalacionesdel
Plantaoalasáreaspobladas.
f. SUELOS
Lagranparte delossuelos exhibenpropiedadeseriazas,perodeconsistencia
aceptables.Lamayoríadelsuelono tienevegetaciónnatural.
2. COMPONENTESBIOLÓGICOS
a.FLORA
Esteestudiopermitióobtenerinformaciónsobrelas especiesvegetales quese
presentanenel
áreadeinfluenciadelaPlanta.Noseevidencianespeciespropiasde la zona; sin
embargo, la misma población ha insertado en el área de estudio especies
arbóreasyarbustivas.
EláreadondesedesarrollaráelPlantanopresentavegetaciónalguna.
b.FAUNA
EnelentornodelaPlanta,resaltanlosanimalesdomésticosdeltipo Canidaey
Felidae.Sehaencontradotambién,especies deltipoRodentia. No existefauna
propiade lazona.
3. COMPONENTESOCIAL
a. SOCIOECONÓMICO
Elesfuerzodelalíneabasesocialsecentróenlainteracciónconlaspoblacionesq
192
ue pudieranversedirectaoindirectamenteinvolucradas,así
comoconotrosgruposde interés.
La principal actividad eneldistrito esla pesca, trabajo en la siderúrgica y el
comercio.
Sepronosticaque en laPlanta,tendrá unaconsecuenciasocialpositiva
alta,yse esperaque
laPlantaafecteenformapositivaalascapacidadeslocalesyalas
habilidadesdelafuerzalaboral.
b. ESTÉTICAVISUAL
ElPlantasecaracterizaporestarubicadoen unazona plana,lejos acalles y
avenidas principales.
LaconsecuenciaambientaldelimpactoquegenerarálahabilitacióndelaPlantae
s baja por estar fuera ámbito poblacional.
COMPONENTEFISICO YBIOLOGICO
a.FISIOGRAFÍA
DurantelaetapadeconstruccióndelaPlanta,sehan construido las pistas,
rielesinternas de acceso,seprepararánlos cimientosparalas
instalacionesprincipales.Sehan construidotambiénlos
reservoriosdeaguafresca.Enestaetapalasmodificacionesenlafisiografía
seránmenores,considerandola
eventualmodificacióndelterrenoydeláreatotalaser
afectadadurantelasoperacionesdeminado.
Laidentificacióndeestetemaclaveconllevaaunapreguntaclaveparalafisiografía,
segúnse analizaenla siguientesección.
193
Dirección
La dirección del impacto puede ser positiva, negativa o neutral. El
impacto es negativosielcambioenlas formas delterrenoincrementalos
procesosdeerosióno
inestabilidaddelostaludes.Elimpactoserápositivosilamodificacióndelas
formas delterrenotraecomoconsecuencialaestabilizaciónde los
taludesinestablesode zonas propensasaser erosionadas.
La direcciónseconsiderará neutralparaimpactosinsignificantes.
Magnitud
La magnitud del impacto puede ser insignificante, baja, moderada o
alta, dependiendo de la extensión delárea afectada.
ExtensiónGeográfica
Laextensióngeográficafueclasificadacomopuntual,sielefectofuerestringi
doal áreadelaPlanta olocal siel efectoseextiendefueradel
áreadelaPlanta,enel distrito y la provincia.
Reversibilidad
El impacto puede ser reversible o irreversible dependiendo de si es
factible su remediaciónconlasprácticasderehabilitaciónycierre.
Análisisdel Impacto
Dirección : positiva
Magnitud : baja
Extensióngeográfica : puntual
Duración : largoplazo
Reversibilidad : irreversible
Consecuenciaambiental : baja
194
Ladireccióndelosimpactosespositivapueslaalteracióndela fisiografíaactualporla
construcción,noincrementarála inestabilidadenlos suelos.
LaextensióngeográficadelosefectossobrelafisiografíaselimitaaláreadelaPlanta,
porloqueelimpacto seconsideradeextensiónpuntual.
Porotrolado,lasmodificacionessobrelafisiografíaserándelargoplazoydecarácter
irreversible,puesloscambios en elrelieve localseránpermanentes.
Enconclusión,dadoqueelimpactoesdemagnitudbaja,deextensióngeográficapun
tual ydeunaduracióndelargoplazo;seconsideralaconsecuenciaambientalde
naturaleza baja.
Medidas deMitigación
Las medidas de mitigación que serán implementadas para laPlanta, tienen
estrecha
relaciónconeldiseñodelasinstalaciones.Eldiseñodeingenieríaconsideramedidas
paraprevenirlosprocesosdeerosión,ytambiénprevenirelaumentodelriesgode
inestabilidad en lossuelos.
b.CALIDADDELAIRE
SeidentificaronvariostemaspotencialesconrespectoalefectoquetendríalaPlanta
enlacalidaddelaire.Estostemaspotencialesincluyen:
·
Elpolvogeneradoporlasactividadesproductivasdelacondicionamien
todel terreno industrial;
·
Elincrementodeltráficoenlacarreteradeacceso,particularmentedur
antela fasedela distribución del material y proceso de
laminación ydurantecualquier tipo deoperación,locual
puedeocasionarun incrementoen lageneración depolvoalolargodel
proceso de la transformación del acero.
Elimpactodelas emisiones descargadas ala
195
atmósferapuedeseramplio,presentando
efectosdirectoseindirectossobrelossereshumanosy
animales.Porestasrazones,las
entidadesreguladorasdelmedioambientehanestablecidoconcentracioneslímitesp
ara elaire, paraunavariedaddecompuestosdecalidaddelaire.
¿Qué efectotendránlasemisionesde
polvodelPlantasobrelaCalidaddelAire?
Lasemisionesdematerial por partículas seproduciránporel proceso de la
transformación del acero, porelpolvo generadopor el calor
desarrollado,poreltráficovehicularenelárea por la transformación de los
diversos metales en la fundición.
PolvoenlasVíasenelÁrea
Eltráficovehiculareneláreaquesemovilizaporlascarreterassinpavimentar del
Planta,puede producir emisiones de polvo que variarán según la épocadel año.
Durantela épocadelluvias,se prevéquelascarreterasenel áreasesatureny
probablementelasemisionesdepolvoseanmínimas.Porotrolado,lasemisionesde
polvopodríansersignificativasdurantelos períodosdeestiaje.Paraevitar
quedichas emisionesproduzcanimpactosfueradelsitio,laDireccióndela Planta de
SiderPerú secomprometerá a implementarunprograma de riegodinámicoque
mantendráel
contenidodehumedadrelativamentealtoenlasrutasdeacarreodelárea.Estoasegur
ará unasupresióndepolvodealtacalidaddurantetodoel año.
Polvo Transportado porel Viento
Elpolvotransportadopor
196
elviento,segeneraráporlacarreterasinasfaltarquelimitaal áreadel
Planta,queserámínimo;seespera queexista polvoporerosióneólica
provenientedeestaáreadebidoalanaturalezaeriazadela zona.
Análisisde Impactos
Seprevéquelamayorpartedelosimpactos enlacalidaddelaireasociadosconel
PlantasepresentendurantelasfasesdeconstrucciónyfuncionamientodelPlanta.
Laevaluacióndelosimpactosdelpolvoenlacarreteradeacceso,incluyelaevaluación
delosimpactosenlacalidaddelaireenlasfasesdeconstrucciónyfuncionamientodel
Planta,mientrasquelos otroscomponentesdeevaluaciónseenfocanenlas
operacionesdel Planta.Aunque una cantidad limitada depolvo
provenientede la erosióneólicapodríaseguirocurriendoenla
faseposterioralcierre,seprevéqueestos
efectosseaninsignificantesynohansidoevaluados.
MitigacióndelPolvodelaPlanta
Estasmedidasincluyen losiguiente:
· LaDireccióndelEstablecimientodeSiderPerú
secomprometeaimplementarun programaderiego
dinámicoquemantendrárelativamentealtoscontenidosde
humedadenlasvíasdeaccesointernasyexternasenel
áreayminimizarálas emisionesdepolvo;
c.RUIDO
LosposiblesimpactosdelPlanta sobreelruido:
· Losresidenteseneldistritopodríanser impactadospor el
ruidorelacionadocon
lasactividadesdeconstruccióndelEstablecimientodeSalud;
·
Losresidentesalolargodelacarreteradeaccesopuedenverseafectad
ospor elaumento
197
deruidodebidoaltransportedesuministrosydelpersonal.
· El tráficoseincrementarápor lasactividadesdelPlanta.
¿QuéefectotendrálaPlanta enlosnivelesdeRuidoenel ÁreadelPlanta?
Elnivel deruidoeneláreadelPlantaseveráafectadoporlasoperacionesenel
Establecimientodela Planta de la siderurgia yporeltransportede
productosypersonal,haciaydesdela Planta.
Paraevaluarelnivelenqueimpactaráelruido,sehatomadoencuentalossiguientes
criterios:
Dirección
Seconsideraqueladirecciónespositivacuandolosnivelesderuidoambienta
l disminuyen;mientrasque,ladirecciónesnegativacuandolos
nivelesderuido ambientalaumentan enel área debido ala transformación
de laPlanta.
Magnitud
Paraevaluarla magnitud sehan definidolos siguientes intervalos:
·
Insignificante:Nohayunaumentodelnivelderuidofueradelár
eade lasinstalaciones.
· Baja: Si el aumentoenel nivel deruidoambientalnosupera el
estándar
dereferenciaescogido(80dB)enellímitedeláreadelasinstalacion
es.
· Moderada:Sielaumentoenelnivelderuidosuperaelestándarde
referencia escogidofuera deláreade lasinstalaciones,perono
afectaa los pobladoresdeldistrito.
·
198
Alta:Sielaumentodelnivelderuidosuperaelestándarderefere
ncia en elárea dondese encuentran lospobladoresmás
cercanos.
ExtensiónGeográfica
Laextensióngeográficafueclasificadacomopuntual,sielefectofuerestrin
gidoal áreadelaPlanta de la
siderurgia,sielefectoseextiendefueradeláreadelaPlanta,enel distrito y la
provincia.
Duración
Laduracióneselperíodode ocurrenciadel impactosonoro.
Setienentresposibles períodos:
·
CortoPlazo:menosdedosaños,loscualescorrespondenalaet
apade modificación en las construcciones delasinstalaciones.
· Mediano Plazo: dos a quince años, correspondientes a
lasetapas de operaciónycierredelPlanta.
·
LargoPlazo:másdequinceaños,correspondientealperíodolu
egodel cierredelaPlanta en forma periódica.
Reversibilidad
Elimpactoporruidoes
denaturalezareversible,yaqueunavezquecesanlas
operacioneslasfuentesde ruidodesaparecenyse recuperael nivelde
presiónsonora inicial.
Frecuencia
199
Lafrecuenciadescribecuántasvecesocurre el impacto,y puedeser:
· Baja: el impactosonoro seproduceunavezaldía.
· Media: el impactosonoro seproducedemaneraintermitente.
· Alta:el impactosonoroseproducecontinuamente.
Análisisde Impactos
Dirección : positiva
Magnitud : insignificante
Extensióngeográfica : local
Duración : medianoplazo
Reversibilidad : reversible
Frecuencia : baja
Consecuenciaambiental : baja
Medidas deMitigación
Entrelasmedidasdemitigaciónimplementadasparareducirlosimpactossee
ncuentran lassiguientes:
· Utilizacióndevehículosenbuenascondiciones; y
· Límitesdevelocidad controladosalolargodelaPlanta en todas sus vías
deacceso.
d.HIDROGEOLOGÍA
EldesarrollodelPlantanoocasionarácambiosalentornohidrogeológicodelár
eani influirían al ambiente naturalcomo alambiente humano.
Medidas deMitigación
Comoesterecursonoseráafectado, la únicamedidaqueseha
consideradoesla nivelaciónylacoberturaadicionaldelas zonas
200
libresdeláreaconsueloarcilloso para reducir lainfiltración.
e.RIESGOSNATURALES
Lostemasquepuedenafectarlafisiografíadelárea,oquepuedenserafectado
sporlos riesgosnaturales,ysonlossiguientes:
Inestabilidad del suelo como resultado de la construcción de las
infraestructuras;
Efectos potenciales de un movimiento sísmico en las instalaciones del
Planta siderúrgica.
Losriesgosnaturalesadicionalesquepuedenafectarlasinstalacionesoalperso
nalde Plantason losincendios.
¿Sonlosriesgosdepeligrosnaturalesalpúblicoincrementadoscomoresulta
do de laPlanta?
Losposiblesefectosalainfraestructurade la
Plantaoalosrecursosnaturalesenelárea comoresultadodelosriesgosnaturales
enla Planta(instalaciones) podríanafectarla economíaoestilodevidadelas
poblacionesvecinas.Porejemplo, unmovimiento sísmico, podría afectar la
vía de acceso; perjudicando además las actividades económicasdela Planta.
Análisis de Impacto
Laevaluacióntomaencuentaloscriteriosdediseñoyconsideralos
efectosdeposibles eventossísmicosenel área.Laconsecuenciade
estosefectosconsideralamagnitud potencialdeleventoasícomosu
probabilidaddeocurrencia.
Seenfocólaevaluaciónenlosriesgosnaturalesquepresentanlamayor
probabilidadde ocurrencia en el Distrito y la Provincia. La evaluación de
201
riesgos naturales incluye sismos,
deslizamientoseinundaciones.Laevaluaciónhaconsideradocondicionesde
estabilidad estática(sincargasísmica)ycondicionesseudo-estáticas
(considerandocargasísmica).
Medidas deMitigación
Lasmedidasde mitigación para evitarimpactos en lasinstalacionesdela
Planta debidoa riesgosnaturalesfuerondesarrolladasen loscriterios
dediseñodelasinstalaciones y del terremoto pasado en departamento de
Ancash.
f. SUELOS
LostemasrelacionadosalaalteracióndelsueloenlaPlantasonlossigui
entes:
·
Pérdidafísicaoalteracióndebidoalaremoción,almacenamiento,ree
mplazo,
compactaciónyerosióndelossuelos,conuncambioenlacapacidaddeus
o delossueloseneláreadelaPlanta;
·
Cambiosenlacapacidaddeusodebidoaladisposicióndematerialroco
soy/o alacontaminacióndelossueloseneláreadelaPlanta;y
·
LossuelospuedenverseafectadosporlasactividadesdelaPlantadura
ntelas etapas deconstrucción,operaciónycierre.
202
¿QuéefectotendrálaPlantaenlacantidady capacidad delossuelos?
ElpotencialdelaPlantadeafectar
alossuelosfueevaluadoenfunciónaenlaces
potencialesconlassiguientesactividades:
· Remociónyalmacenamientodelsuelo superficial;
· Compactación;
· Erosión;y
· Contaminación.
Compactación
Lossuelostambiénpuedensercompactados
enaquelloslugaresqueseefectuarán construcciones enla ampliación de la
planta, carreterastemporales,patiosdedepósitodeloscontratistas, entre
otros.
Erosión
La erosión es un problema en todo lugar donde las superficies del
suelo sean expuestasdurantelasetapasdeconstrucciónyoperaciones.
Éstaconstituyeun
problemaespecialmenteenlasáreasqueestánexpuestasavientosfuertes.
Contaminación
Lacontaminaciónde lossuelosdebidoaderramesoinadecuadosmanejosde
insumos dela construccióny transporte constituye es unproblema.
Medidas deMitigación
· No sepermitirá la quema dela
vegetaciónqueseencuentreenlasáreasdelaPlanta, debidoqueestopuede
reducirlacalidaddelsuelo.
203
· Supervisar las operaciones para recuperar los suelos con personal que
tenga experienciaenel medioambiente,afindegarantizar elcontroldesu
calidad;
g. Flora
Se identificaron
lossiguientesaspectosconrespectoalosimpactospotencialesdel
Plantaenlaflora:
· Polvo.
¿QuéefectotendrálaPlantaenlaflora?
Seconsideróqueunáreade50m entornoaladistribucióndelas instalacionesdel
Plantapresentaunareducciónenelpotencialdehábitatdelordendel50%,debidoa
losefectospotencialesdelpolvosobre lavegetación.
Losmayoresnivelesdepolvopuedentenerefectosenlavegetación.
Grandescantidades
depolvopuedenserperjudicialesparaciertasespeciesdeplantasvasculares.
Sinembargo,aunquelacomposicióndelasespecies puedevariar
ylabiomasaqueseencuentrasobreelsuelopuededisminuirdebidoal
polvo,lacubiertadelsuelosemantiene.
Laconsecuenciaambientalserábajaypositiva.
MediasdeMitigación
Lassiguientesmedidasdemitigaciónestándiseñadasparareducirlaalteración
enlas comunidadesvegetales,oparaayudararestablecer los
recursos,enlamedidadelo posible,alacapacidadqueteníanpreviaal desarrollo.
Lasmedidasdemitigaciónincluyen losiguiente:
204
·
Evitaroreducirlosefectosenlascomunidadesvegetalesutilizando,enl
oposible,
áreaspreviamenteconalteración(porejemplo,corredoreslineales);
· LimitareláreadelasinstalacionesdelPlantamedianteelplaneamientode
construcciónyel diseño delasinstalaciones;
·
Controldelaerosiónutilizandoprácticasdemanejoresponsablesyme
diantela revegetaciónde las áreasexpuestas;
· Implementacióndemedidasparael control delasemisionesdepolvo(por
ejemplo, regarlos jardines constantemente)conelfinde
reducirlaproduccióndepolvo;
Enlamedidadeloposiblecolocacióndirectadesueloorgánicoymaterial vegetal;
·
Plantacióndeespeciesapropiadasyefímerasenlassuperficiesnorec
uperadas, mediante la
colocacióndirecta,paraunarápidarevegetacióndelasuperficie expuesta;
Además,todaslasmedidasdemitigaciónestándiseñadasparareducirlosefect
os dela erosión del suelo, su compactación, la mezcla de la capa de suelo
orgánico con materialesmenosfértiles
ylacontaminación.Estasmedidasdemitigaciónmejoraránla humedad del suelo y
la retención de nutrientes, lo que a su vez facilitará el restablecimiento de
lascomunidadesvegetalesen elpaisajerecuperado.
h. Fauna
Lostemaspotencialesenlafaunaincluyenlo siguiente:
205
· Elhábitatdela
faunasepuedeperderomodificarporefectodelaconstrucciónde ampliación
dela Planta;
· La perturbación sensorialdelafauna debidoa impulsosauditivos,
visualesu olfativos puedeoriginarquelos
animalesevitenoabandonenelhábitat que
normalmenteseríaefectivo,creandoasí barreraspotencialesparael
desplazamiento;
· Lainteracciónconlainfraestructuratal como el impactodeavesenla
infraestructura;
¿QuéefectotendráelPlantaenelhábitatdela fauna?
Laperturbaciónsensorialpuedeocasionar unapérdida
indirectadelhábitatdebidoalabandonoo al desplazamientodela
fauna(porejemplo,ruidoyluces),asícomo cambios
enlaabundanciadelafaunalocal.Apesarqueelhábitatpodríacontenertodos los
requisitosdevidanecesarios paraunaespecie determinada,éstepodríanoser
utilizadooutilizadoconmenos frecuenciadebidoalaperturbaciónsensorial.De
esta
manera,elefectoglobalesunaalienacióndelhábitatquepuedeconllevaracambios
en laefectividaddelhábitaty/ocambioseneldesplazamientodelafauna.
Lasemisionesdepolvoreducenladiversidad,afectandodeestamaneralacalidadde
l hábitat delafaunadeespeciestalescomolasavesexistentes,lascuales
requierenuna
coberturadevegetaciónherbácea.Elpolvoseproduceprincipalmenteporla
206
transformación del metal y el tráfico vehicularsobreelsueloexpuesto.
DEBE PONERSE ACTIVIDAD EL ALTO HORNO DE SIDERPERÚ
En reunión con el Sr. Jorge León Ballén, Director Ejecutivo de
PROINVERSION y el Sr. José Gonzáles Quijano, Ministro de la Producción en
reuniones continúas a quienes solicito su intervención a fin de que
SIDERPERU cumpla con el inicio de labores del Alto Horno.
Se planteó al Director Ejecutivo de PROINVERSION que es hora de que
SIDERPERU cumpla con sus compromisos, y habiendo culminado con los
trabajos del Alto Horno y del Horno Eléctrico, empiecen a generar fuentes de
trabajo, lo cual logrará mayor movimiento económico, consiguiendo que
Chimbote vuelva a ser la ciudad con la más grande industria Siderúrgica del
país.
“Es lamentable que habiendo paralizado el alto horno desde noviembre
del 2008, continúe sin operar, pese a que el grupo Gerdau, que controla la
siderúrgica desde el 2006, ha invertido más de US$140 millones en las obras
de modernización y mantenimiento de la planta ubicada en Chimbote”
“La inversión ya está hecha y se considera que la Siderurgia mantiene la
economía de un gran sector de la población, y tiene que volver a ser la primera
fuerza laboral en Chimbote, junto con la pesca”.
Se solicitó al Ministro de Producción, su intervención a fin de lograr el
arancel más óptimo para el Pellet, y de esta manera lograr que SIDERPERU,
pueda competir con otras empresas produciendo desde el Alto Horno, sin tener
necesidad de importar, y fraccionar con ello el procedimiento establecido para
generar el acero y otros productos derivados.
207
Por su parte Gonzáles Quijano, se comprometió a remitir un informe
técnico respecto a los movimientos económicos de la Empresa, como son
importaciones, producción, entre otros, así como evaluar y emitir cifras
respecto a la cantidad de hierro importado lo que servirá como fundamento
para subir el arancel.
SiderPerú mejorará su situación patrimonial con futuro aporte de capital
de US$ 140 millones de Gerdau.
Los resultados de SiderPerú del primer trimestre del 2009 muestran una
pérdida de S/. 160 millones y unos gastos financieros de S/. 71 millones,
superiores en 160% a los gastos financieros del primer trimestre del 2008.
La explicación de las pérdidas y de los gastos financieros en bien sencilla.
La empresa elevó fuertemente su nivel de inventarios durante el año pasado y
el precio del acero se derrumbó a nivel mundial.
Este sobre abastecimiento de inventarios se hizo en gran medida con
deuda lo que ha llevado el nivel de deuda total a patrimonio de SiderPerú a
176%, lo cual es un nivel elevado de endeudamiento en las actuales
circunstancias en que el precio del acero sigue bajo en el mundo entero.
Por ello es que para mejorar la situación de la empresa se hace necesario
mejorar su situación patrimonial. Puesto que, su principal accionista, Gerdau
S.A., en reunión del Consejo de Administración del 05-05-2009, aprobó la
realización de un aporte de capital, en forma de inversión, hasta por el valor de
US$ 140 millones. Los recursos serán usados para futuro aumento de capital
en su controlada SiderPerú.
Sin duda que dicho aporte de capital por aproximadamente S/. 420
millones mejoraran aun la situación de la empresa significativamente.
208
Las exportaciones de un nuevo producto, el acero de alto carbono,
ayudaron a la siderúrgica integrada peruana SiderPerú a combatir el impacto
de una recesión sostenida en uno de sus principales mercados, el sector
nacional de la construcción, citado por el diario empresarial limeño Gestión.
La línea de alto carbono comenzó la producción a principio de año y la
empresa con sede en Chimbote vendió 57.000t en el exterior durante agosto; a
fin de año pretende registrar ventas de 130.000t, indicó el diario.
Ahora, las exportaciones representan casi un 40% de las ventas de la
empresa, mientras que hace cinco años eran el 6%; Chile es el principal
mercado.
Pese a que SiderPerú ha mantenido su participación de 50% en el sector
nacional del acero para la construcción, el mercado se contrajo cerca de un
40%, de 35.000tpm a 20.000t promedio el año pasado.
Después de concluir en el 2000 un programa de inversión a cinco años
por US$78,7millones, SiderPerú planea instalar un alto horno eléctrico el año
próximo para aumentar la producción de chapa de acero a más de 1millon t
anuales. No se entregó una cifra para el desembolso de capital. La capacidad
actual de acero líquido es de 520.000t promedio.
En el ingreso de la empresa Gerdau S.A. era de casi US$87millones con
ganancias operacionales de US$13 millones en los siete primeros meses del
año. Durante agosto, inició un período de operación bajo protección contra la
quiebra para refinanciar su deuda estimada en US$100 millones.
MINERÍA
En cuanto a la minería, la cantera de piedra caliza de SiderPerú, Don
Panchito, tiene que comenzar a operar pronto. La empresa descubrió hierro de
209
buena calidad, con el que se podrían abastecer sus operaciones acereras, a
SiderPerú.
Glosario de términos siderúrgicos
ACERÍA O CONVERTIDOR AL OXÍGENO (Basic OxigenFurnace: BOF):
¿Qué es? Es un horno periforme recubierto interiormente con ladrillos
refractarios que refina y convierte en acero el arrabio fundido de un alto horno y
la chatarra. Hasta el 30% de la carga en este horno puede constituirlo la
chatarra, el resto es arrabio.
¿Por qué se utiliza? Estos hornos (BOF), los cuales pueden refinar una
carga en menos de 45 minutos, reemplazaron a los hornos Siemens - Martín
tradicionales dela década de 1950, los cuales requerían de cinco a seis horas
para procesar el metal. La rápida operación, menores costos y facilidad de
control de los BOFs le otorgan una clara ventaja sobre los métodos previos.
¿Cómo funciona? Se deposita la chatarra al interior del horno, luego se
vacía el metal fundido proveniente del alto horno. De la parte superior baja una
lanza que inyecta oxígeno a alta presión a objeto de causar reacciones
químicas que separen las impurezas como gases y escoria. Una vez refinado,
el acero líquido es vaciado en una olla agregándole las ferroaleaciones y
separado de la escoria
ACERO DE HORNO ELÉCTRICO AL SILICIO (SiliconElectrical Steel):
Tipo de acero especial creado mediante la introducción de silicio en el
BOF durante el proceso de fabricación del acero. El acero de horno eléctrico
210
presenta propiedades magnéticas, las cuales lo hacen óptimo para uso en
transformadores, generadores, y motores eléctricos.
Orientado a la Textura: La textura del metal corre paralela al interior del
acero permitiendo así una fácil magnetización en toda la longitud del acero.
Aunque la producción de este tipo de acero puede ser el doble de costosa,
sus características magnéticas direccionales permiten a los transformadores
de poder - fabricados con este metal - absorber menos energía durante la
operación.
No orientado a la Textura: Puesto que no existe una dirección preferencial
para la magnetización, el mejor uso para este tipo de acero es en aparatos
rotatorios como motores eléctricos.
ACERO ESTRUCTURAL (Estructurales)
Grandes perfiles de acero que se utilizan para el armazón de un edificio.
En esta clasificación se incluyen, entre otros elementos, vigas I, vigas H, y
vigas de alasiguales y desiguales.
ALAMBRÓN (Rod): Acero redondo, largo Semi-elaborado que se lamina a
partir de una palanquilla y se enrolla para procesamiento ulterior. Normalmente
con el alambrón se da forma a alambres o se utiliza para hacer pernos y
clavos. Los trenes de laminación de alambrón pueden correr a una velocidad
de hasta 6 kilómetros por minuto - a más de 360 kilómetros por hora.
AVERIA: Daños que por cualquier causa sufren las mercancías en la
transportación misma o al momento de ser nacionalizadas. Término que se usa
para describir cualquier sacrificio o gasto extraordinario que se ha efectuado
211
razonable e intencionalmente con el propósito de proteger de peligro la
propiedad comprometida en una contingencia náutica o común.
BARRAS (Bars): Son productos largos y delgados de acero que son laminados
a partir de palanquillas. La barra lisa y la barra de hormigón (con resaltes) son
dos categorías comunes de barras. Las barras lisas incluyen redondas, planas,
ángulos, cuadradas y canales que utilizan los fabricantes para generar una
amplia gama de productos tales como muebles, barandas para escaleras y
equipos de uso agrícola. La barra para hormigón se utiliza para reforzar el
concreto en carreteras, puentes y edificios. (véase Planchas de Acero). Otra
categoría de barras son las barras de molienda, usadas para fabricar bolas
para molienda de minerales.
CARGA: Todo bien, mercancía o artículo de cualquier clase transportado en un
vehículo, nave, aeronave o ferrocarril, con exclusión del equipaje de los
tripulantes, suministros y repuestos para el vehículo.
CARGA A GRANEL: Término náutico usado cuando una nave recibe su carga
suelta o a granel.
CARGA CONSOLIDADA: Agrupamiento de mercancías pertenecientes a
varios consignatarios, reunidas para ser transportadas en contenedores
similares, siempre que estén amparadas por un mismo documento de
transporte.
CHATARRA (Scrap): Material ferroso (que contiene hierro) que por lo general
es refundido y vaciado para formar acero nuevo. Las acerías integradas utilizan
chatarra en un porcentaje de hasta 25% de la alimentación de su horno al

212
oxígeno. La chatarra constituye el 100% de la materia prima para un horno
eléctrico en una mini-acería.
Chatarra doméstica: Acero de desecho que se genera al interior de la planta
siderúrgica por medio de recorte de bordes y rechazos. Normalmente se
envía directamente de vuelta al horno.
Chatarra industrial: Excedente del acero que es recortado por los
estampadores automotrices y que es rematado a los compradores de
chatarra como lotes para elaborar. Esta es chatarra de alta calidad producto
de su bajo contenido residual y de su química consistente.
Chatarra Obsoleta: Basura metálica con contenido de hierro. Por ejemplo,
es posible recuperar de los depósitos de chatarra estructuras de
automóviles, refrigeradores viejos, y estanques de almacenamiento inútiles,
para refundirlos. La impureza residual de dicha chatarra normalmente la
relega para uso en mini-acerías. (Heavy Melt)
CHATARRA TRITURADA (ShreddedScrap): Trozos homogéneos del tamaño
de un puño provenientes de estructuras de viejos automóviles. Después de que
los autos pasan por una trituradora, se separa el acero reciclable mediante
magnetos. Las mini-acerías consumen la chatarra triturada en las operaciones
de sus hornos eléctricos.
COLADA CONTINUA (ContinuousCasting): ¿Qué es? Es el método de
moldear el acero en palanquillas, tochos o planchones a través de un proceso
de enfriamiento directamente desde su forma líquida.
213
¿Por qué se utiliza? El método de colada continua hace innecesario el uso de
grandes y costosos laminadores para laminar lingotes y convertirlos en
planchones. Además, los planchones hechos por colada continua se solidifican
en algunos minutos en comparación con las varias horas que demora un
lingote en este proceso. Por esta razón, hay mayor uniformidad en la
composición química y las propiedades mecánicas.
¿Cómo se aplica? El acero líquido proveniente del BOF (horno básico al
oxígeno) u horno eléctrico se vacía en una batea (contenedor de baja
profundidad que se asemeja a una tina de baño) ubicada sobre el colador
continuo. A medida que el acero fluye cuidadosamente descendiendo desde la
batea hacia el molde de cobre hidrorefrigerado del colador, se solidifica
formando una cinta de acero al rojo vivo. En el fondo del colador, los sopletes
cortan al flujo continuo de acero a objeto de formar tochos, planchones y
palanquillas.
HIERRO ESPONJA (Direct-ReducedIron: DRI):
¿Qué es? Mineral de hierro procesado que es lo suficientemente rico en
hierro para utilizarlo como sustituto de la chatarra en acería en hornos
eléctricos.
¿Por qué se utiliza? A medida que las mini-acerías amplían sus
capacidades de producción a las planchas de acero, requieren grados de
chatarra muchos mayores para aproximarse a la calidad integrada de
laminación. Al permitir que las mini-acerías usen mineral de hierro sin el alto
horno, el DRI puede servir como materia prima de baja cantidad residual y
reducir la dependencia de la chatarra por parte de dichas mini-acerías.
214
¿Cómo se aplica? Las impurezas presentes en el mineral de hierro
triturado son expulsadas mediante el uso de grandes cantidades de gas
natural. Aunque el resultado es 97% de hierro puro (en comparación con el
metal caliente del alto horno, el que por su saturación con carbono contiene
sólo 93% de hierro), el DRI es económicamente factible sólo en aquellas
regiones donde el precio del gas natural es inferior a los precios que imperan
en el mundo.
HORNO ELÉCTRICO DE ARCO VOLTAICO (Electric ArcFurnace: EAF):
Horno de acería donde por lo general el 100% de la carga es chatarra.
El calor es suministrado por electricidad en forma de arco que proviene de los
electrodos de grafito hacia el baño de metal. Los hornos pueden ser de
corriente alterna (AC) o de corriente continua (DC). En estas últimas unidades
el consumo de energía y electrodos es menor, no obstante son más costosas.
ISO: Norma de estandarización internacional.
METALURGIA EN CUCHARA DE COLADA (LadleMetallurgy/LME):
Procesamiento intermedio del acero que ocurre inmediatamente después de
salir del Horno Básico al Oxígeno o Eléctrico, pero antes del vaciado, mientras
el acero todavía se encuentra en el cucharón. Al recalentar y revolver el acero,
se controla la temperatura y composición química a fin de mejorar la calidad del
metal.
215
MINERAL DE HIERRO (Iron Ore): Mineral que contiene suficiente hierro para
ser una fuente comercialmente viable del elemento para uso en acería. A
excepción de fragmentos de meteoritos encontrados en la tierra, el hierro no es
un elemento libre; más bien se encuentra atrapado en la corteza de la tierra en
forma oxidada.
PALANQUILLA (Billet): Forma de acero semi terminado que se utiliza para
productos “largos”: barras, canales u otras formas estructurales. Una
palanquilla se diferencia de un planchón por sus dimensiones exteriores; las
palanquillas son de sección cuadrada y normalmente de 5 a 18 centímetros de
arista, mientras que los planchones son 75 a 200 centímetros de ancho y de 5
a 25 centímetros de grosor. En general ambas formas son de colada continua,
no obstante pueden diferir enormemente en su composición química.
PALETAS (PALLET): Dispositivo plano destinado a la reunión de mercancías
para constituir una unidad de carga.
PESO BRUTO: Peso de las mercancías incluyendo todos sus embalajes con
exclusión del equipo de transporte.
PESO NETO: Peso de las mercancías excluyendo el embalaje con que
habitualmente se presenta para su comercialización en una venta al por menor.
PLANCHA DE ACERO (Sheet Steel): Acero delgado y plano. El acero
laminado enrollado responde por más de un tercio de todo el acero
despachado cada año. Es generado en un laminador de planos en caliente al
laminar un planchón plano de acero manteniendo durante el proceso las
dimensiones laterales. El acero maleable puede aumentar su longitud en varios
cientos de metros a medida que es prensado por el laminador. Las diferencias

216
más comunes entre las barras, cintas, planchas y láminas de acero son
simplemente sus dimensiones físicas de ancho y espesor.
TONELADA MÉTRICA: Metric Ton = 2204 libras =1000 Kg.