
Técnicas de búsqueda y sindicación de información en internet (IMH)

Universidad de Buenos Aires
Facultad de Ingeniería
71.06 Estructura Económica Argentina
Monografía Máquinas Herramientas (Europa-Japón-México)
Docente: Ing. Darío Cagnasso Alumnos:
Camila Di Nella 91821 Gustavo Amboage 92107 Pedro Doroszczuk 92176 Christian Rivas Nieto 92254 Tomás Gentile 91906 Ignacio Puissegur 92154 Francisco Fernandez 91370

Página 2 de 70
Contenido 1. Caracterización del Sector según nomenclatura internacional: ...................................... 4
1.1. Clasificación Industrial Internacional Uniforme de todas las actividades económicas (CIIU): ............................................................................................................................ 4
1.2. Nomenclatura Común del Mercosur (NCM): ............................................................ 4
1.3. Estándar Internacional Trade Classification (SITC): ................................................ 5
2. Abordaje a las Características Tecnológicas del Sector: ................................................ 6
2.1. Definición término Tecnología: ................................................................................ 6
2.2. Diferentes tipos de tecnologías industriales, definición: ........................................... 6
2.3. Descripción de tecnologías: ..................................................................................... 6
2.3.1. Control Numérico Computarizado: .................................................................... 6
2.3.2. Corte por láser: ............................................................................................... 10
2.3.3. Corte por plasma: ........................................................................................... 13
2.3.4. Corte por chorro de agua: ............................................................................... 14
2.4. Descripción de características y principios de funcionamiento: ............................. 17
2.4.1. Torno: ............................................................................................................ 17
2.4.2. Fresadora: ...................................................................................................... 20
2.4.3. Centro de Mecanizados: ................................................................................ 23
2.5. Descripción Forja y Laminación: ............................................................................ 25
2.6. Descripción del proceso industrial de desarrollo, manufactura y comercialización: 28
2.7. TICs Industriales, Sistemas Electrónicos de Gestión y Operación Técnico Industriales (SEGOTI): ................................................................................................. 29
4. Características de la industria de máquinas herramientas en Argentina: ..................... 30
4.1. Evolución argentina de producción de máquinas herramientas (unidades): .......... 30
4.2. Evolución argentina de producción de máquinas herramientas (toneladas): ......... 31
4.3. Posición Argentina en el ranking mundial de productores de M. H. Comparación montos: ........................................................................................................................ 32
4.4. Posición argentina ranking mundial de consumidores de M. H. Comparación montos: ........................................................................................................................ 35
4.5. Argentina en sector de M. H: ................................................................................. 38
4.6. Productos fabricados y ubicación de las empresas asociadas a AAFMHA: ........... 38
4.6.1. Porcentaje empresas localizadas en cada provincia: ...................................... 40
4.6.2. Cantidad de empresas que fabrican: ............................................................... 41
4.6.3. Cantidad de empresas que producen: ............................................................ 41
4.7. Posición Argentina ranking mundial de importadores de M. H: .............................. 41
4.7. Posición Argentina ranking mundial de exportadores de M. H: .............................. 44
4.9. Consumo Argentino explicado por importaciones: ................................................. 46
4.10. Evolución montos exportaciones e importaciones Argentinas: ............................ 47
Página 3 de 70
4.11. Montos totales importaciones y exportaciones: ................................................... 49
4.12. Monto del déficit comercial en Argentina: ............................................................ 50
4.13. Incidencia de cada partida en las importaciones totales: ..................................... 50
4.14. Incidencia de cada partida en las exportaciones totales: ..................................... 51
4.15. Las tres partidas de mayor incidencia en importaciones y exportaciones Argentinas: ................................................................................................................... 51
5. Abordaje a las características de la industria de M. H. a nivel mundial: ....................... 54
5.1. Porcentaje del consumo mundial explicado por principales países: ....................... 54
5.2. Porcentaje de la producción mundial explicado por principales países: ................. 55
5.2.1. Principal productor mundial desde año 2009: ................................................. 56
5.2.2. Porcentajes de producción y exportación del país citado en punto anterior: ... 56
5.2.3. Comparación porcentajes principal productor mundial vs los dos segundos: 56
5.3. Países “ENTREPOT”: ............................................................................................ 57
5.4. Exportaciones de M.H. que trabajan por remoción de material: ............................. 59
5.5. Exportaciones de M.H. que no trabajan por remoción de material: ........................ 60
5.6. Se repite lo aplicado para los puntos 4.10 a 4.15 para México: ............................. 61
Informe Final .................................................................................................................... 67

Página 4 de 70
1. Caracterización del Sector según nomenclatura internacional:
Para abordar la realidad de un Sector o Rama industrial resulta muy importante su previa definición o caracterización. Para realizar dicha tarea resulta conveniente tener en cuenta las diferentes nomenclaturas vigentes en nuestro país y en el mundo, ya que muchos de los datos disponibles en diferentes fuentes, entre otras las publicadas en internet, se encuentran referidas a ellas. Se presentan a continuación tres nomenclaturas de relevancia, y la caracterización del Sector de interés de acuerdo a las mismas.
1.1. Clasificación Industrial Internacional Uniforme de todas las actividades económicas (CIIU): La CIIU fue creada por Naciones Unidas en 1948 y se emplea como criterio general de ordenamiento de las actividades económicas, y en particular industriales, en gran parte del mundo. Su última revisión data de 2008 (Rev. 4). En la CIIU los agrupamientos se realizan en 4 niveles denominados: Sección – División – Grupo – Clase. Los códigos de la CIIU asociados a la Industria de Máquinas Herramienta son: Sección: C: Industrias Manufactureras. División: 28: Fabricación de Maquinarias y Equipo no comprendido en otras partes. Grupo: 282: Fabricación de maquinaria de uso especial. Clase: 2822: Fabricación de maquinaria para la conformación de metales y de máquinas herramientas.
1.2. Nomenclatura Común del Mercosur (NCM): La Nomenclatura Común del Mercosur (NCM) se emplea para ordenar la actividad de comercio exterior en el Bloque Económico correspondiente. Cuenta con una desagregación de 8 dígitos. Los primeros dos dígitos corresponden a ‘Capítulos’, los primeros 4 dígitos corresponden a ‘Partidas’. Al utilizar más de 4 dígitos se habla de ‘Sub-Partidas’. Los códigos de la NCM asociados a la Industria de Máquinas Herramienta son, hasta el nivel de Capítulos: Sección: XVI. Máquinas y aparatos, material eléctrico y sus partes; aparatos de grabación o de reproducción de sonido, aparatos de grabación o de reproducción de imágenes y sonido en televisión, y las partes y accesorios de estos aparatos.

Página 5 de 70
Capítulo: 84 _ Máquinas y aparatos, material eléctrico y sus partes; aparatos de grabación o reproducción de sonido, aparatos de grabación o reproducción de imagen y sonido en televisión, y las partes y accesorios de estos aparatos. Partidas: 84.56 _ Máquinas herramienta que trabajen por arranque de cualquier materia mediante láser u otros haces de luz o de fotones, por ultrasonido, electroerosión, procesos electroquímicos, haces de electrones, haces iónicos o chorro de plasma. 84.57 _ Centros de mecanizado, máquinas de puesto fijo y máquinas de puestos múltiples, para trabajar metal. 84.58 _ Tornos (incluidos los centros de torneado) que trabajen por arranque de metal. 84.59 _ Máquinas (incluidas las unidades de mecanizado de correderas) de taladrar, escariar, fresar o roscar (incluso aterrajar), metal por arranque de materia, excepto los tornos (incluidos los centros de torneado) de la partida 84.58. 84.60 _ Máquinas de desbarbar, afilar, amolar, rectificar, lapear (bruñir), pulir o hacer otras operaciones de acabado, para metal o cermet, mediante muelas, abrasivos o productos para pulir, excepto las máquinas para tallar o acabar engranajes de la partida 84.61. 84.61 _ Máquinas de cepillar, limar, mortajar, brochar, tallar o acabar engranajes, aserrar, trocear y demás máquinas herramienta que trabajen por arranque de metal o cermet, no expresadas ni comprendidas en otra parte. 84.62 _ Máquinas (incluidas las prensas) de forjar o estampar, martillos pilón y otras máquinas de martillar, para trabajar metal; máquinas (incluidas las prensas) de enrollar, curvar, plegar, enderezar, aplanar, cizallar, punzonar o entallar, metal; prensas para trabajar metal o carburos metálicos, no expresadas anteriormente. 84.63 _ Las demás máquinas herramienta para trabajar metal o cermet, que no trabajen por arranque de materia. 84.66 _ Partes y accesorios identificables como destinados, exclusiva o principalmente, a las máquinas de las partidas 84.56 a 84.65, incluidos los portapiezas y portaútiles, dispositivos de roscar de apertura automática, divisores y demás dispositivos especiales para montar en máquinas herramienta; porta-útiles para herramientas de mano de cualquier tipo.
1.3. Estándar Internacional Trade Classification (SITC): Se trata de la ‘Clasificación Uniforme para el Comercio Internacional’ (‘Standard International Trade Classification, SITC’) elaborada por Naciones Unidas. Los códigos de la SITC asociados a la Industria de Máquinas Herramienta son: GRUPOS (a tres cifras): 731: Máquinas herramientas que trabajan por remoción de metal u otro material 733: Máquinas herramientas para trabajar metales, carburos metálicos sinterizados o cermets, sin arranque de material 735: Partes, no comprendidas en otras partes, y accesorios identificables como destinadas, exclusiva o principalmente, a las máquinas de los grupos 731 y 733.

Página 6 de 70
2. Abordaje a las Características Tecnológicas del Sector:
2.1. Definición término Tecnología: Se llama “Tecnología” a todo conocimiento aplicado a la concreción de un fin, tal como la satisfacción de una necesidad o de un deseo.
2.2. Diferentes tipos de tecnologías industriales, definición:
Tecnología de productos: involucra a las características particulares de un producto industrial, es decir sus especificaciones. Tecnología de proceso: involucra a las características particulares de un proceso industrial de fabricación, es decir sus especificaciones. Tecnología de gestión: involucra a las herramientas empleadas en la gestión de una organización industrial en cada una de sus áreas funcionales (ejemplo: software para gestión de la producción, metodologías para gestión de stocks, entre otras). Tecnología de uso: involucra a los conocimientos, técnicas y destrezas requeridos para hacer uso efectivo de productos y servicios industriales.
2.3. Descripción de tecnologías:
2.3.1. Control Numérico Computarizado: La Automatización es el uso de sistemas o elementos computarizados y
electromecánicos para controlar maquinaria y/o procesos industriales. Control Numérico (CN) es el término original de esta tecnología, actualmente es
intercambiable con el término “Control Numérico Computarizado”. Es una forma de automatización programable en la cual un programa que contiene datos alfanuméricos codificados controla las acciones de una parte del equipo (máquina herramienta). Los datos son posiciones absolutas o relativas de un cabezal que aloja la herramienta o de la pieza que se desea trabajar. El objetivo es controlar el movimiento y la velocidad del cabezal en relación a la pieza y la secuencia en la cual se realizan los movimientos para completar una determinada tarea. La primera y principal aplicación de este tipo de tecnología es el maquinado.
Las primeras máquinas de control numérico se construyeron en los años 1940 y 1950. Basadas en las máquinas existentes, se modificó el mando manual de los motores mediante volantes y palancas, a un accionamiento automático siguiendo instrucciones dadas en un sistema de tarjetas perforada, interpretadas por un sistema analógico digital. Años más tarde, el abaratamiento y miniaturización de los microprocesadores ha generalizado la electrónica digital en las máquinas herramienta, lo que dio lugar a la denominación actual (CNC). La aplicación de esta tecnología a las máquinas herramienta ha jugado un papel fundamental en el desarrollo tecnológico del mundo, no solo por la

Página 7 de 70
velocidad de producción y la precisión alcanzada sino porque permiten realizar varios tipo de operaciones en la misma máquina sin necesidad de intervención del operario. De hecho, esta tecnología posibilitó la fabricación de piezas que hasta el momento eran imposibles de realizar. En principio la razón por la cual se desarrolló la tecnología fue el deseo de aumentar la productividad, luego emergieron ventajas no menos importantes como la precisión y la flexibilidad.
Ventajas del CNC:
Posibilidad de realizar piezas de alta complejidad (como superficies tridimensionales para piezas de aeronáutica, etc.)
Trabajo seguro disminuyendo al mínimo la intervención de un operario.
Alta precisión dimensional, dada en parte por el control automático y constante de los movimientos y el sistema de electromecánico de posicionamiento.
Aumento de la productividad, reducción de tiempos en los desplazamientos en vacío (aquel en que la herramienta no está maquinando la pieza), reducción de tiempos en cambios de herramienta. Además, un mismo operario puede operar varias máquinas a la vez, y no requiere de una experiencia de operación.
Aumento de la eficiencia, al reducir los desechos dada la fiabilidad con la que un CNC puede reproducir una pieza; y por consiguiente promueve la repetitividad de las piezas.
El control de calidad, en cuanto al requerimiento dimensional, también puede automatizarse en máquinas controladas por computadora.
Desventajas del CNC:
Alto costo inicial en maquinaria y capacitación.
Alto costo de mantenimiento y herramental.
Para garantizar una operación rentable a través del aprovechamiento de la capacidad instalada, debe contarse con un volumen de demanda adecuado. El CNC es competitivo para volúmenes pequeños, dónde se necesita flexibilidad y bajo set up.
Principio de funcionamiento: A continuación se describirán los módulos de un sistema de control numérico, que
se aplica a todos los procesos de maquinado automatizables.
Componentes de un sistema de control numérico:
a) Un programa de partes:
Es el conjunto detallado de comandos que va a seguir el equipo de procesamiento, también denominado simplemente como “programa” o “rutina”. Cada comando especifica una posición de movimiento que realizar el cabezal de sujeción en relación con el objeto a procesar. Las posiciones se definen con tres coordenadas (x, y, z) pudiendo también detallar la trayectoria a realizar por el cabezal, el sentido y la velocidad del cabezal y

Página 8 de 70
la del husillo, la dirección del eje del husillo, la velocidad de alimentación (relacionada directamente con la tasa de remoción y la velocidad real del proceso completo, limitada por la herramienta y el material a maquinar), y otros comandos relacionados con la operación como el aporte de solución refrigerante, etc. b) La Unidad de Control de Maquina (UCM):
Es la microcomputadora que almacena el programa y lo ejecuta convirtiendo cada comando en acciones mediante el equipo de procesamiento. Su hardware está compuesto por la microcomputadora propiamente dicha, los componentes para hacer interfaz con los equipos de procesamiento y ciertos elementos de control de retroalimentación. El software convierte el lenguaje de programación de partes en una serie de instrucciones que el equipo de procesamiento pueda comprender y ejecutar, además realiza los cálculos necesarios para la interpolación de la trayectoria para lograr movimientos suaves y fluidos. Permite una edición del programa de partes en caso de que contenga errores o se desee modificar una condición de corte en la máquina herramienta misma. c) Equipo de procesamiento:
Realiza una secuencia de pasos para transformar la pieza a trabajar en una terminada. Opera bajo el control de la UCM de acuerdo con el conjunto de instrucciones que contiene el programa de partes, es decir, éste último módulo es el encargado de llevar la tecnología de CNC a diversos tipo de operaciones.
Dibujo
Secuencia de operaciones
Herramientas necesarias
Selección de las condiciones de
corte
Cálculo de coordenadas
Programa de CNC
Verificación de progrma en simulador
Modificaciones finales
Ejecución de programa

Página 9 de 70
Aplicaciones del CNC:
Si bien la tecnología tiene diversas aplicaciones, solo mencionaremos aquellas pertenecientes a la categoría de maquinas herramienta.
Las operaciones de maquinado en las que el CNC aplica son: torneado, taladrado, fresado, esmerilado, prensas de láminas metálicas, doblado de tubos, corte térmico.
Sistema de coordenadas y control de movimiento:
El sistema más general consiste en tres ejes de coordenadas estándar “x, y, z”, y tres ejes rotatorios “a, b, c”, estos últimos permiten que la pieza de trabajo presente diferentes superficies para mecanizado o para modificar el ángulo de maquinado del husillo. Los sistemas pueden ser de punto a punto, donde el cabezal se mueve en trayectoria recta desde una posición inicial a una posición final y luego realiza una operación determinada. Un sistema de trayectoria continua controla la trayectoria que la herramienta sigue con la pieza permitiendo que se ejecute una operación mientras la herramienta se mueve habilitando al sistema para generar curvas y superficies especiales. Las posiciones pueden definirse forma absoluta o incremental. Los datos de las herramientas (diámetro, velocidad máxima de corte, longitud, etc.) se cargan previamente de manera que la MCU pueda determinar los ajustes dependiendo de la herramienta que se haya seleccionado.
Sistemas de posicionamiento:
La función de un sistema de posicionamiento es convertir posiciones especificadas en un programa de partes en una posición relativa entre el cabezal y la pieza a maquinar. En una fresa CNC se prefiere que la pieza se mueva con respecto al cabezal en un plano

Página 10 de 70
“x, y” reservando los desplazamientos en z para el cabezal. Las posiciones de la mesa se logran mediante tornillos guía. Tan importante como el sistema de posicionamiento es el control de posicionamiento, y este puede realizarse de dos maneras: a ciclo abierto, un conjunto de engranajes y un motor paso a paso controlan el movimiento del tornillo sin retroalimentación; a ciclo cerrado, el sistema incluye un sensor de movimiento (comúnmente un codificador óptico), que permite al sistema de posicionamiento verificar la posición alcanzada y eventualmente corregirla. Como los sistemas de posicionamiento poseen realizan los movimientos en forma mecánica, siempre estará sujeto al desgaste y fatiga de los materiales, por lo que un ciclo cerrado puede compensar en parte ese error involuntario.
Si bien esta tecnología tiene aún mas aspectos interesantes para describir, se han explicado los más relevantes y que denotan las ventajas que esta tecnología tiene por sobre los procedimientos de manufactura convencionales.
2.3.2. Corte por láser: La tecnología Laser se ha usado para diversas aplicaciones industriales que
incluyen el tratamiento térmico, la soldadura, el marcado, corte, maquinado y medición. Por lo que lo que el principio de funcionamiento se describirá en forma general y particularmente aplica a la operación de corte.
El termino laser está compuesto por las siglas en ingles de “amplificación luminosa de emisiones de radiación estimulada” (light amplification of stimulated emission of radiation). Fue teorizado por el célebre físico teórico Albert Einstein en 1917, cuando describió su teoría de la emisión estimulada. En 1940 los ingenieros comenzaron a aprovechar la energía con emisiones estimuladas. Los laboratorios Bell fue una de las primeras empresas en encontrar formas de utilizar esta tecnología, a partir de allí, y de forma ininterrumpida se fueron encontrando más utilidades como la cirugía para esta tecnología.
Un laser es un transductor óptico que convierte energía eléctrica en un haz luminoso altamente coherente. Un rayo laser tiene varias propiedades que lo distinguen de otras

Página 11 de 70
formas de luz. Es monocromático (en teoría, la luz tiene una longitud de onda única) y muy alineado (o concentrado), lo que permite enfocar la luz generada por un laser mediante lentes ópticos convencionales, sobre un punto muy pequeño produciendo densidades muy potentes. Dependiendo de la cantidad de energía que contiene el rayo de luz y su grado de concentración en el punto, se realizan diversos procesos industriales.
El corte por laser usa la energía luminosa de un laser para remover material mediante vaporización y desgaste. Durante la operación se concentra la energía del rayo de luz coherente no solo en forma óptica, sino también en términos de tiempo. El rayo se dirige para que la energía liberada produzca un impulso contra la superficie de trabajo, y a su vez una combinación de evaporación y fusión, dando como resultado la salida rápida de material fundido de la superficie. No se considera un proceso de producción masiva y se usa generalmente para materias primas delgadas. El material puede favorecer la operación si es de baja reflectividad y de alta absorción de energía luminosa, baja temperatura de fusión, buena conductividad térmica, la lista de materiales trabajables es extensa e incluye: metales con alta dureza y resistencia, metales suaves, cerámica, vidrio y cristal epóxico, plástico, hule, textiles y madera.
Principio de funcionamiento: Los láseres constan de un medio activo capaz de generar el láser. Hay cuatro
procesos básicos que se producen en la generación del láser, denominados bombeo, emisión espontánea de radiación, emisión estimulada de radiación y absorción.
Bombeo: En el láser el bombeo puede ser eléctrico u óptico, mediante tubos de flash o luz.
Puede provocarse mediante una fuente de radiación como una lámpara, el paso de una corriente eléctrica, o el uso de cualquier otro tipo de fuente energética que provoque una emisión.

Página 12 de 70
Resonador Óptico: Está compuesto por dos espejos que logran la amplificación y a su vez crean la luz
láser. Dos tipos de resonadores: Resonador estable, emite un único haz láser, y Resonador Inestable, emite varios haces.
Emisión estimulada de Radiación: La emisión estimulada, base de la generación de radiación de un láser, se produce
cuando un átomo en estado excitado recibe un estímulo externo que lo lleva a emitir fotones y así retornar a un estado menos excitado. El estímulo en cuestión proviene de la llegada de un fotón con energía similar a la diferencia de energía entre los dos estados. Los fotones así emitidos por el átomo estimulado poseen fase, energía y dirección similares a las del fotón externo que les dio origen. La emisión estimulada descrita es la raíz de muchas de las características de la luz láser. No sólo produce luz coherente y monocroma, sino que también "amplifica" la emisión de luz, ya que por cada fotón que incide sobre un átomo excitado se genera otro fotón.
Absorción: Proceso mediante el cual se absorbe un fotón. El sistema atómico se excita a un
estado de energía más alto, pasando un electrón al estado metaestable. Este fenómeno compite con el de la emisión estimulada de radiación.
Ventajas del corte por laser:
Dependiendo la aplicación de la tecnología pueden identificarse más o menos ventajas.
Bajo coste de operación, comparable con un PC de sobremesa
No hay consumibles que comprar, almacenar ni transportar
Fácil automatización e integración en la línea de producción reemplazando
la necesidad de manipulación manual o fuera de la línea
Elimina necesidad de subcontratación o producción racionalizada
Componentes principales: 1. Medio activo para la formación del láser 2. Energía bombeada para el láser 3. Espejo reflectante al 100% 4. Espejo reflectante al 99% 5. Emisión del rayo láser

Página 13 de 70
Alta fiabilidad, diseñado para trabajar ininterrumpidamente.
Escaso mantenimiento
Sistemas laser con consumo eficiente de potencia
Posibilidad de obtener altas velocidades y adaptación al ciclo de trabajo
existente.
2.3.3. Corte por plasma: La unión de piezas soldadas por arco eléctrico se comenzó a utilizar exitosamente
en 1930, con los años se fue perfeccionando, mejorando el proceso de generación con corriente alterna, introduciendo fundente granulado y gas inerte protector y electrodos no consumibles. En 1954 los científicos descubrieron que al aumentar el flujo de gas al reducir la abertura de la boquilla utilizada en la soldadura, se obtiene un chorro de plasma, este chorro es capaz de cortar metales, lo que dio lugar al proceso de corte por plasma conocido hoy en día.
Un plasma se define como un gas supercalentado eléctricamente y ionizado. El corte con arco de plasma usa una corriente de plasma que opera a altas temperaturas situadas en el rango de 12000°C para cortar metal por fusión. En la acción de corte se dirige la corriente de plasma rápidamente hacia el trabajo esta misma acción funde e impulsa el metal fundido por el canal. El arco de plasma se genera entre un electrodo inerte y la pieza de trabajo. El plasma fluye por una boquilla concéntrica al electrodo enfriada por agua que controla y dirige la corriente a la posición deseada. El chorro de plasma resultante es una corriente de alta velocidad bien alineada con temperaturas extremadamente altas en su centro, y con el calor suficiente para cortar a través de un metal, que en algunos casos tiene un espesor de hasta 6 pulgadas.
Los gases usados para crear el plasma varían entre el nitrógeno, el argón con hidrogeno o una mezcla de estos. Tales fluidos son los gases primarios del proceso ya que también pueden usarse fluidos secundarios para rodear el chorro de plasma a fin de ayudar a confinar el arco y limpiar el canal de metal fundido para evitar la acumulación de este último.
Antiguamente se utilizaba inyección de aire para favorecer al plasma, pero las piezas resultaban muy oxidadas y los electrodos se gastaban muy rápido. Luego se lo protegió con una inyección de agua por la boquilla. Actualmente se utilizan dos gases en el proceso como se mencionó anteriormente. El soplete, que contiene la boquilla, puede ser direccionado manualmente o bajo control numérico, sin embargo, como la separación entre el electrodo y la pieza es crítica para establecer el arco de forma eficiente, se prefiere un control numérico para asegurar la calidad de la operación.
El proceso de corte por plasma se usa para cortar casi cualquier metal eléctricamente conductivo. La velocidad de la operación completa depende de la velocidad con que el soplete realiza la trayectoria, y esta aumenta con el tipo y grosor de material a cortar.

Página 14 de 70
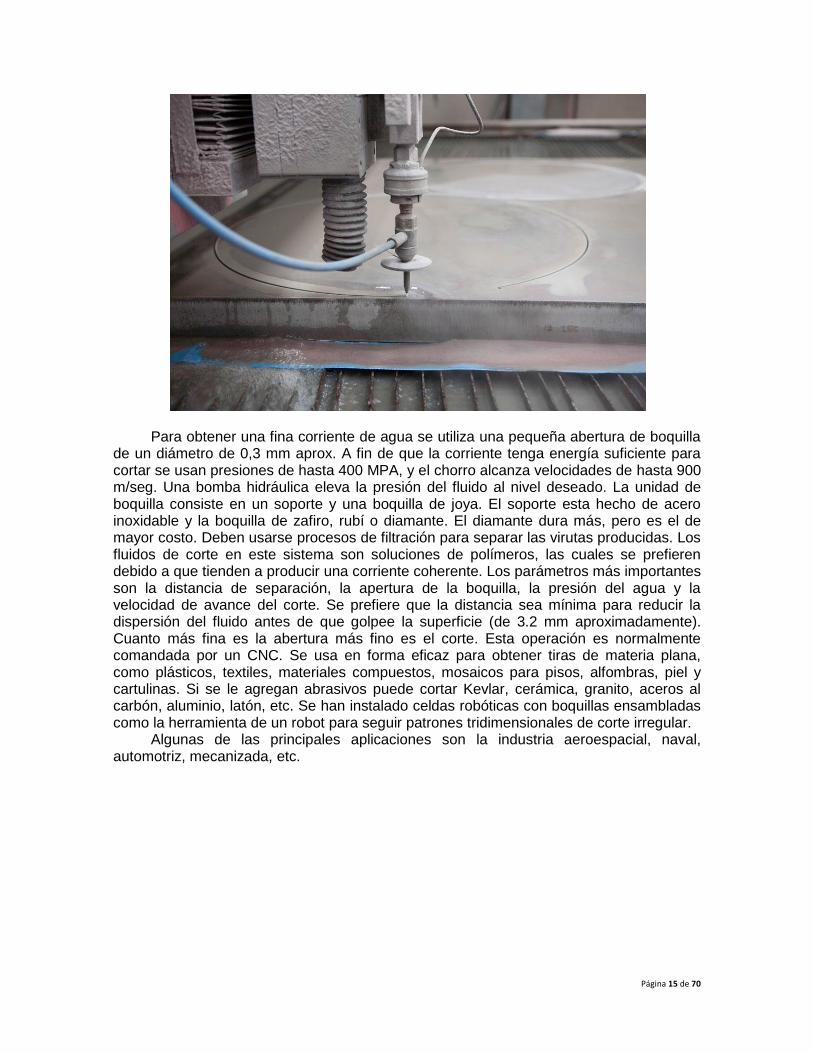
2.3.4. Corte por chorro de agua: El agua se uso en la industria desde sus comienzos, ya sea para la limpieza de las
piezas de fundición como para el lavado de carbón y arena. Recién en 1968 se patentó lo que sería el primer intensificador para corte por chorro de agua, que alcanzaba 700 bar. La tecnología fue desarrollada en los años siguientes, alcanzando 4000 bar de presión, suficiente para cortar una gran variedad de materiales. En algunos casos puede agregarse partículas abrasivas.
El corte por chorro de agua usa una corriente muy fina de agua a alta presión y velocidad dirigida hacia la superficie de trabajo para producir un corte. También se emplea el nombre “maquinado hidrodinámico” para este proceso, pero el corte por chorro de agua es el termino de uso más frecuente en la industria.
Gas Plasma
Gas Protector
Electrodo no consumible
Alimentación de CA
Pieza de trabajo
Arco de plasma
Baño
Agua refrigerante
Página 15 de 70
Para obtener una fina corriente de agua se utiliza una pequeña abertura de boquilla de un diámetro de 0,3 mm aprox. A fin de que la corriente tenga energía suficiente para cortar se usan presiones de hasta 400 MPA, y el chorro alcanza velocidades de hasta 900 m/seg. Una bomba hidráulica eleva la presión del fluido al nivel deseado. La unidad de boquilla consiste en un soporte y una boquilla de joya. El soporte esta hecho de acero inoxidable y la boquilla de zafiro, rubí o diamante. El diamante dura más, pero es el de mayor costo. Deben usarse procesos de filtración para separar las virutas producidas. Los fluidos de corte en este sistema son soluciones de polímeros, las cuales se prefieren debido a que tienden a producir una corriente coherente. Los parámetros más importantes son la distancia de separación, la apertura de la boquilla, la presión del agua y la velocidad de avance del corte. Se prefiere que la distancia sea mínima para reducir la dispersión del fluido antes de que golpee la superficie (de 3.2 mm aproximadamente). Cuanto más fina es la abertura más fino es el corte. Esta operación es normalmente comandada por un CNC. Se usa en forma eficaz para obtener tiras de materia plana, como plásticos, textiles, materiales compuestos, mosaicos para pisos, alfombras, piel y cartulinas. Si se le agregan abrasivos puede cortar Kevlar, cerámica, granito, aceros al carbón, aluminio, latón, etc. Se han instalado celdas robóticas con boquillas ensambladas como la herramienta de un robot para seguir patrones tridimensionales de corte irregular.
Algunas de las principales aplicaciones son la industria aeroespacial, naval, automotriz, mecanizada, etc.

Página 16 de 70
Ventajas:
No hay desgaste de herramienta.
Corte de alta precisión y acabado, no produce rebabas.
El ancho de la ranura es relativamente estrecho comparado con el espesor
que puede cortar (1 mm contra 200 mm)
Aplicable a gran variedad de materiales.
Proceso sin esfuerzos mecánicos ni aporte de calor, por lo que no deja
tensiones residuales en la estructura del material.
No genera contaminación.
Simple operación en CNC
Permite cortar espesores mayores que otras tecnologías de corte.
Desventajas:
Equipos robustos para la manipulación del agua.
La boquilla conduce el agua a través de piedras preciosas o
semipreciosas.
Es un proceso más lento que otras tecnologías de corte.
Tiende a resquebrajar los materiales más frágiles como el vidrio.
Agua a alta presión
Orificio de piedra preciosa
Introducción de partículas abrasivas
Conducto de mezcla

Página 17 de 70
2.4. Descripción de características y principios de funcionamiento:
2.4.1. Torno: Es una máquina herramienta capaz de maquinar piezas de revolución, mediante la
remoción de material por corte.
La pieza a mecanizar gira en un plato, generalmente en dirección horizontal, y la herramienta se acerca por la periferia para realizar el corte moviéndose en el sentido y dirección que se requiera para obtener la forma final.
Esta tecnología, en forma más precaria, se la conoce desde el año 850 a.C. Los diseños fueron evolucionando, desde un accionamiento manual o a pedal hasta una transmisión por correa a biela manivela hacia el siglo XV. Durante la Revolución Industrial, la introducción de una bancada y el carro portaherramientas deslizante permitió la producción en serie de piezas de precisión. Luego se acopló el carro a la transmisión permitiendo un avance constante de la herramienta para la generación de roscas de alta precisión. Más tarde se inventarían el torno copiador, el vertical y el torno revolver. Actualmente un CNC reemplaza a todos ellos, incluso al automático con las ventajas que ya describimos para ese tipo de tecnologías aplicadas a los trabajos de revolución.
A continuación se describen brevemente los distintos tipos de tornos utilizados en la
industria durante los últimos cien años.
Torno Paralelo: Es el más elemental en la industria de principio de siglo, evolucionó de los tornos
más básicos permitiendo una producción de precisión, sin embargo hoy, por su complejidad de ejecución y altos tiempos de operación, ha sido relegado a tareas puntuales o especiales, o para aprendices.
Torno copiador: Opera con un dispositivo hidráulico y electrónico permitiendo que el carro se mueva
copiando el perfil de otra pieza guía, de manera que se reproduce una réplica igual a la

Página 18 de 70
guía. Se utiliza para piezas de poco material excedente, ya que si se quisiera copiar el contorno de una pieza de menores dimensiones que la pieza de partida, debería contemplarse un número de pasadas suficiente como para operar a condiciones de corte adecuadas. Se utiliza mucho en el torneado de maderas y cerámicos.
Torno Revolver: Diseñado para piezas en las que es posible el trabajo de varias herramientas en
simultáneo, con el fin de disminuir el tiempo e mecanizado, típicamente barras alimentadas por el interior del árbol que aloja al plato que sujeta el extremo a maquinar. El carro portaherramientas posee un revolver que aloja varias herramientas alineadas al centro de giro de la pieza.
Torno Automático: Su proceso de trabajo está enteramente automatizado aunque su puesta a punto es
laboriosa. Los movimientos de las herramientas y los silos de trabajo están determinados por excéntricos y sensores electrónicos, y finales de carrera. Pueden ser de un solo husillo (para piezas pequeñas y grandes escalas de producción) o de husillos múltiples (dónde cada husillo va mecanizando una parte de la pieza, se utiliza para piezas grandes). Son capaces de trabajar tolerancias muy estrechas y pueden ser comandados por levas o CNC.
Torno Vertical: Su eje es vertical y fue diseñado para mecanizar piezas de gran tamaño que van
sujetas al plato de garras u otros operadores. Por su diseño, no poseen contrapunto. Las piezas deben ser acercadas al plato de forma controlada mediante puentes grúa o polipastos.
Torno CNC: Es un torno dirigido por control numérico computarizado, ofrece gran capacidad de
producción, posibilita el mecanizado de superficies complejas aunque debe ser programado por un operario capacitado. En resumen, ofrece todas las ventajas de la tecnología CNC aplicadas a una máquina de mecanizados de revolución como lo es el torno. Todas las variables involucradas, particularmente las condiciones de corte, son controladas por el CNC, exentas de errores de operación.
Otros tornos:

Página 19 de 70
Los hay para trabajar madera, ornamental con mármol o granito. Y otras máquinas también llamadas tornos que nada tienen que ver con el principio de funcionamiento de los citados en este trabajo práctico.
Estructura de un torno: Posee cinco componentes principales:
Bancada: Soporte y guía perfectamente calibrado para las demás unidades, ya sea carro porta
herramientas, contrapunta, etc.
Cabezal fijo: Es el responsable del movimiento de la pieza, a él se acopla el plato de sujeción
dónde se aloja la pieza a mecanizar, vinculándose al árbol de transmisión, que a través de un juego de poleas o engranajes se vincula con el motor. Posee los comandos de velocidad de husillo, avance automático, paso del avance y demás. En máquinas herramienta modernas, se evita la transmisión, acoplando el husillo directamente al motor.
Contrapunta: Es el elemento en el extremo opuesto al cabezal que se mueve sobre la bancada y
sirve de apoyo para las piezas largas en voladizo o para realizar taladrados en la pieza.
Carro portátil: Es el carro principal portaherramientas. Se mueve en dirección axial, es decir, en
dirección al eje de giro de la pieza. En su parte superior, posee un segundo carro que aloja la herramienta, comúnmente llamado charriot. Este es capaz de moverse en forma ortogonal a la bancada, para dar profundidad de corte. También permite un cambio del ángulo para realizar chaflanados o pequeños conos.
Cabezal giratorio: Su función consiste en sujetar la pieza, gracias a tres mecanismos principales, juego
de 3 mordazas autocentrantes, juego de cuatro mordazas independiente (para mecanizados excéntricos) y el de boquilla, utilizado en los tornos con alimentación automática de barras.
Cuando la pieza se sujeta entre puntas, se utiliza un perro de arrastre que se solidariza con la pieza y es empujado por el mismo plato para transmitirle movimiento a la pieza.

Página 20 de 70
Las herramientas de un torno se fabrican de acero rápido (su nombre surge de la posibilidad que brindó en un primer momento de mecanizar piezas a mayores velocidades sin sufrir desgastes considerables), de acero cementado, cermets, cerámicos, nitruro de boro cúbico (NBC), de acero con inserto de widia intercambiable (normalizados) o de diamante. El material de la herramienta de corte se selecciona teniendo en cuenta la calidad del material a mecanizar y las condiciones de mecanizado.
2.4.2. Fresadora: Tanto para la fresadora como para el centro de mecanizados que se describirá más
abajo, se hará hincapié en las diferencias con el torno, ya que muchos de los aspectos a describir son generales para las tres.
Una fresadora es una máquina herramienta que permite realizar mecanizados en superficies planas, canaletas, entalladuras, ranuras simples, ranuras para dentados, y demás procesos que no depende de un eje de revolución como en un torno.
En las fresadoras tradicionales, la pieza se sujeta a una mesa y ésta se mueve en todas las direcciones, generando las superficies y avanzando en la profundidad de corte. Las herramientas utilizadas son considerablemente diferentes que en un torno, no solo por su forma, cilíndrica y con múltiples dientes o insertos, sino porque en contraste con su par, la herramienta de una fresadora gira.
Dependiendo de la destreza o el tipo de accionamiento de la máquina pueden
lograrse superficies complejas de matricería para inyección o soplado de plásticos, etc. En cualquier caso, la fresadora, requiere de un operario calificado, con experiencia si se trata

Página 21 de 70
de una fresadora convencional o capacitado para programar un con mando CNC. Aunque en comparación, un mando CNC en fresadora no permite un aumento considerable de la producción, dado que no es posible automatizar completamente la alimentación y sujeción de material a trabajar en cada ciclo (a excepción del transfer), a diferencia de un torno con alimentación automática de barras. Sin embargo, resulta un medio de reducción de costos al reunir diferentes tipos de máquinas en una sola.
Las fresadoras pueden clasificarse según la dirección del eje de giro de la
herramienta o el número de ejes de operación:
Fresa horizontal: Utiliza fresas cilíndricas montadas en un eje horizontal accionado por el cabezal de
la máquina y apoyado en el extremo sin transmisión sobre un rodamiento llamado carnero. Esta máquina permite realizar principalmente trabajos de ranurado con diferentes perfiles o formas de ranura. Las dimensiones de la herramienta condicionan la profundidad de la ranura. Pueden sujetarse varias ruedas dentadas en el eje portaherramientas para realizar varios ranurados al mismo tiempo.
Fresadora vertical: En este caso el eje del husillo está orientado en dirección vertical, perpendicular a la
mesa. Además permite un movimiento vertical en el caso de las fresadoras de mesa. En una fresadora vertical de torreta, el husillo es estático y la mesa realiza el movimiento vertical.
Fresadora universal: Permite trabajar en forma horizontal, o acoplar un husillo especial para trabajar en
forma vertical. Sin embargo, al igual que las fresas horizontales, tiene una limitación en el tamaño de las piezas que puede mecanizar.
Fresadoras especiales: Poseen varios cabezales y la mesa circular giratorio, que permite mas procesos de
mecanizado, como ranurados concéntricos, etc. Otras con las fresadoras copiadoras, con el mismo concepto que los tornos copiadores. Fresadoras de pórtico ó puente, donde el cabezal portaherramientas se halla sobre una estructura con dos columnas en lados opuestos de la mesa moviéndose vertical y transversalmente, dejando a la mesa el movimiento longitudinal. Fresadora de puente móvil, similar a la anterior pero el puente realiza todos los movimientos, se utilizan para mecanizar piezas de grandes dimensiones.
Fresadoras de ejes múltiples: Para realizar diversos movimientos relativos entre la pieza y la herramienta que con
tres ejes convencionales resultan complicados. En cuanto a la estructura de una fresadora, tendremos:
Base: Permite un apoyo correcto del cuerpo o bastidor en el suelo. Es, en general, de
fundición aleada.
Cuerpo o bastidor: Se apoya sobre la base, tiene forma de columna y sostiene a la mesa y el cabezal,
además de tener todos los controles de accionamiento, exceptuando los volantes. AL igual que la base, también se fabrica de fundición aleada.
Mesa: Sujeta al cuerpo, la consola se mueve en forma ortogonal al mismo por unas guías
similares a la bancada de un torno. El resto de la mesa se mueve longitudinal y transversalmente relativa a la consola, mediante volantes mecánicos graduados.
Cabezal:

Página 22 de 70
Se encuentra en la parte superior del cuerpo y aloja el eje portaherramientas. Algunos de ellos permiten al husillo moverse verticalmente. El eje se fabrica de acero aleado al cromo vanadio.
Algunas consideraciones a tener en cuenta son: el tamaño de las piezas a mecanizar estará limitado por el tamaño de la mesa y recorridos; la cantidad de ejes que vamos a necesitar mover en simultáneo; las velocidades de corte a utilizar, en cuanto a la dimensión de la herramienta que el husillo permite, en cuanto a la capacidad y velocidad máxima del motor, etc.; dispositivos electrónicos de control, permitiendo aumentar la productividad; dispositivos de seguridad, como parada de emergencia, sobrecarga, pantallas de protección, etc.; inspecciones para evaluar la precisión de mecanizado; sujeción al suelo, evitando todo tipo de vibración.
En cuanto a las herramientas a utilizar, son de similares características de composición, pero distinta conformación. Suelen ser herramientas con varios dientes de corte, en forma de disco para las fresas horizontales o en forma de broca para las fresas verticales.
Como dijimos anteriormente, una fresa CNC adquiere las ventajas de esta tecnología, limitada solamente por el periférico llamado transfer que asiste en el cambio automático de la pieza a mecanizar.

Página 23 de 70
2.4.3. Centro de Mecanizados: En un principio, con las líneas transferencia, se había alcanzado una alta
automatización, sin embargo distintas operaciones relativamente sencillas seguían realizándose en máquinas distintas. Una línea transfer podía aumentar la productividad pero resultaba demasiado costoso para bajas producciones. En los años 50 se desarrolló un importante concepto, los centros de mecanizado.
Un centro de mecanizado es una estación simple controlada por CNC, una máquina
herramienta capaz de múltiples operaciones de maquinado de corte rotatorio como fresar, taladrar, escariar, etc. Son equipadas con un cambiador automático de herramientas y diseñadas para realizar distintos movimientos sobre una mesa también desplazable. Se destaca entonces por su velocidad de producción pero, en general, con algunas excepciones, significa un alto costo para bajas producciones.
Las siguientes son aspectos generales y ventajas de un centro de mecanizado:
Son máquinas flexibles y versátiles.
Alta velocidad de producción.
Alto grado de automatización.
Alta precisión dimensional y uniformidad de la producción.
Buen acabado superficial.
Posibilidad de que un operario atienda varios centros a la vez.
Si bien se requiere la generación de las instrucciones con cierto criterio operacional, se evitan los errores humanos durante el mecanizado, resulta además una operación más segura que en máquinas convencionales.
Capacidad de alojar hasta cien herramientas distintas.
Como desventajas:
Tiene un elevado costo de adquisición, herramental, accesorios y mantenimiento.
Debido a la anterior, solo una producción elevada puede amortizar tales costos.

Página 24 de 70
Al ser controladas por un sistema CNC, se describirán solo los módulos que la máquina requiere además de los ya mencionados en el correspondiente punto. La unidad electro informática más importante además del CPU y la unidad de almacenamiento es el PLC. El Control Lógico Programable es la unidad de enlace entre las acciones mecánicas y las señales eléctricas, es la unidad encargada de recoger todas las señales de entrada y enviar todas las señales de salida de acuerdo a las instrucciones del CPU. Las señales de entrada provienen de los periféricos de entrada como sensores de movimiento, sensores ópticos, teclado de interfaz, finales de carrera mecánicos, etc. Las señales de salida llegan a los periféricos de salida como los cilindros neumáticos, motor en el husillo, bomba de aporte de aceite soluble, indicadores visuales, monitor de interfaz, etc. En este sentido el PLC controla todas las acciones de la máquina siguiendo las instrucciones del CPU programado por el operario. De esta forma, un centro de mecanizados puede realizar varias operaciones distintas sobre la misma pieza, intercambiado herramientas automáticamente.
Existen dos tipos de centros de mecanizado:
De husillo horizontal: Permite el mecanizado de varias de las superficies de la pieza con la posibilidad de
rotación de la mesa sobre varios ejes. En esta categoría entran también los centros de torneado.
De husillo vertical: Son recomendados para realizar mecanizados sobre superficies lisas con cavidades
profundas, como los trabajos de matricería. Son menos costosos que los de husillo horizontal pero más limitados.
Un centro de mecanizado universal tiene las ventajas de ambos tipos de husillos, sin
embargo son desarrollos relativamente nuevos y más costosos. También existe una subdivisión de categoría donde pueden clasificarse como centros con mesa desplazable o columna desplazable. Los primeros son más aptos para piezas pequeñas y los segundos cuentan con un sistema de grúa para ubicar al husillo dando la posibilidad de mecanizar piezas de gran volumen.
El cambiador de herramientas se denomina torreta y su construcción influye en el aumento de tiempos muertos de la operación. Dado el grado de automatización el aumento de productividad también pasa por el tiempo en que se cambia la herramienta para continuar con las siguientes operaciones. Las torretas pueden girar en uno o los dos sentidos y hasta permiten quitar la herramienta del husillo y ubicar la nueva herramienta en un solo movimiento, en otros casos, el husillo debe buscar la posición previa de la herramienta alojarla allí, buscar la posición de la nueva herramienta y sujetarla el mismo para poder continuar. La complejidad del sistema depende del grado de producción que requiera el usuario. De la misma manera, la sujeción de la pieza bruta sobre la mesa significa un tiempo muerto para la operación. La sujeción puede realizarse con abrazaderas neumáticas o electroimanes, según el material. También existen mesas intercambiables y giratorias para favorecer la sujeción de una pieza mientras se maquina la otra. Algunos mesas son capaces de realizar leves giros para llevar a cabo ciertas operaciones de maquinado.
Los siguientes son factores para la selección del tipo y tamaño de centro de
mecanizado, para asegurar la rentabilidad económica de la inversión:
Material y tamaño de la pieza
Complejidad geométrica del diseño
Tolerancias dimensionales

Página 25 de 70
Tipo de operaciones requeridas y cantidad de herramientas
Velocidad de producción requerida
Potencia del centro y condiciones de corte.
2.5. Descripción Forja y Laminación: Tanto la laminación como la forja son procesos de conformado de deformación
volumétrica. A continuación se describirán los aspectos más importantes de este tipo de conformado en general.
El formado de metales incluye varios procesos de manufactura en los cuales se usa deformación volumétrica plástica para cambiar la forma de las piezas metálicas. Usualmente usan un dado que aplica un esfuerzo que excede la resistencia a la fluencia del metal, por lo tanto la pieza se deforma para tomar la forma que determina la geometría del dado.
Algunos procesos comprimen el material, como el de laminación, y otros lo estiran, como la embutición. Las propiedades requeridas por el material a trabajar son alta ductilidad y baja resistencia a la fluencia, ambas son afectadas por la estructura del grano del metal que es afectado por la temperatura y los esfuerzos aplicados en frío. Los procesos de deformación volumétrica se denominan de esa forma dado que mantienen el volumen constante, es decir, no existe remoción de material (como en los puntos anteriores) y ese produce una deformación a volumen constante.
Los siguientes son los procesos de deformación volumétrica más utilizados en la industria:
Laminado: Proceso de deformación por compresión en el cual el espesor de una plancha o
placa se reduce por medio de herramientas cilíndricas opuestas llamadas rodillos. Los rodillos giran para estirar y realizar el trabajo dentro de la abertura entre ellos y comprimirla.
Estos procesos requieren una alta inversión de capital, por lo que solo se justifica
con una alta producción. El laminado es una operación de tipo primaria en el trabajo de conformación, dado que es la encargada de comenzar a conformar el material luego de que este salió de la colada, en la mayoría de los casos. Los productos laminados son

Página 26 de 70
perfiles estructurales, rieles, placas o láminas metálicas, bovinas de laminados, barras, varillas, etc. Las herramientas de laminación son los rodillos montados en los molinos laminadores, estos pueden disponerse en forma simple, doble, en conjunto, o tándem (trenes de laminados).
También pueden laminarse anillos, cuerdas (fabricación de tornillos) e incluso los
tubos sin costura, mediante mandriles perforadores y rodillos divergentes convergentes que logran la fisura interna.
Forjado: En el forjado se comprime una pieza de trabajo entre dos dados opuestos, de
manera que la forma del dado se imprima para obtener el trabajo requerido. El forjado es un proceso tradicional de trabajo en caliente, pero muchos tipos de forjado se hacen también en frio.
Una forma de clasificar esta operación es el grado en que los dados restringen el flujo del material. Puede realizarse, entonces, forjado en dado abierto, donde los dados superior e inferior son plano y permiten a la pieza comprimirse y ensancharse hasta

Página 27 de 70
alcanzar el espesor necesario. Forjado con dado impresor, la restricción es parcial, normalmente los dados tienen la forma inversa de la pieza a obtener. En el forjado sin rebaba, los dados restringen todo flujo de material, el cual es confinado al interior del dado fijo y se deforma por la presión aplicada por el dado superior adquiriendo la forma adecuada. Las máquinas de forjado son martinetes de forja o prensas, las cuales utilizan sistemas mecánico (biela manivela, o tornillo) o electrohidráulico (pistón) para transmitir los altos esfuerzos de los dados a las piezas.
Extrusión: Es un proceso de compresión en el cual se fuerza el metal de trabajo a fluir a través
de la abertura de un dado para que tome la forma de la abertura de este en su sección transversal.
Estirado: En este proceso de formado, el diámetro de un alambre o barra se reduce cuando
se tira del alambre a través de la abertura del dado. La deformación puede realizarse en diferentes regímenes de temperatura. El trabajo
en frío logra una mejor precisión, un mejor acabado de la superficie, otorga una mayor resistencia y dureza por tensiones residuales, y es de bajo costo relativo, aunque las propiedades mecánicas resultantes estarán orientadas en la dirección del trabajo realizado, se requiere una alta potencia para la operación y la deformación es limitada. Si se deseara eliminar las tensiones residuales puede realizarse un recocido a la pieza para devolverle la estructura de grano original
El trabajo a una temperatura de recristalización, permite que la estructura pueda reacomodarse a medida que aplicamos la deformación, por lo que las tensiones residuales son mucho más bajas, admite una mayor deformación con menos potencia aplicada, sin embargo requiere de un gasto de energía extra en calentar la pieza aunque elimina la necesidad del recocido posterior.
Los trabajos en caliente, por encima de la temperatura de recristalización, consiguen altísimas deformaciones, con una baja relación de potencia, evita las fracturas de la estructura del metal dejando una isotropía sin orientación de grano, no hay endurecimiento permanente de la pieza, aunque la precisión dimensional es baja, requiere de mucha energía para proporcionar calor a la pieza y las superficies se oxidan muy rápido en contacto con la herramienta fría.
Para evitar esta última desventaja del trabajo en frio, puede realizarse un trabajo isotérmico, que consiste en calentar también las herramientas a la temperatura de trabajo para evitar esa reoxidación de la superficie, aunque por supuesto aumenta la cantidad de energía necesaria.
La fricción y el lubricado de los materiales son indispensables para los trabajos de deformación volumétrica. Si la fricción es muy elevada, habrá un retardo en el flujo del metal de trabajo, ocasionando esfuerzos residuales, además se incrementan las fuerzas a aplicar con un consecuente desgaste de las herramientas, aunque es necesario en la operación de laminado.
El lubricado reduce los efectos perjudiciales de la fricción, reduciendo la adherencia, las fuerzas aplicadas, la potencia necesaria y el desgaste de la herramienta. También ayudan a disipar el calor de las herramientas y reducen el grado de oxidación de las superficies resultantes de los trabajos en frio.

Página 28 de 70
2.6. Descripción del proceso industrial de desarrollo, manufactura y comercialización:
Introducción al sector y su actividad: El sector de máquinas herramienta comprende principalmente la fabricación de
máquinas herramienta por arranque de viruta, por deformación, para el trabajo de la madera, máquinas de soldar eléctricas, robots, elementos de automatización y diversos accesorios y equipos afines, entre otros.
El sector reúne casi 300 establecimientos productivos, en su mayoría se trata de pequeñas y medianas empresas de origen nacional que conviven con no más de 5 o 6 grandes empresas. En promedio, la facturación anual no alcanza los 5 millones de pesos. Considerando únicamente la producción de maquinarias herramienta y sus accesorios. El personal ocupado supera las 3.500 personas, esto indica la presencia de un denso entramado de pequeñas empresas con una dotación media de 10 empleados.
La facturación agregada del sector superó en 2007 los 450 millones de dólares, siendo la fabricación de válvulas, prensas y máquinas de arranque de viruta los más importantes. En dicho período se destinó a la exportación alrededor del 35% de su producción (más de 150 millones de dólares). Los mercados más importantes son Brasil, Paraguay, Uruguay y otros países de la región, destacándose también la existencia de destinos como Bélgica, Taiwán y Estados Unidos.
En términos geográficos, los fabricantes de máquinas herramienta se distribuyen principalmente en la Ciudad y la Provincia de Buenos Aires (Avellaneda, Lanús, San Martín, Quilmes, Caseros), Córdoba (San Francisco, Córdoba Capital, Villa María, Morteros) y Santa Fe (Rosario, Rafaela, Gálvez, Las Parejas, Santo Tome, Venado Tuerto, Villa Constitución), aunque también hay producción en Entre Ríos, Mendoza, San Luis y otras provincias.
La venta de máquinas-herramienta en el país tuvo un fuerte impulso desde comienzos del año 2002. En efecto, entre dicho año y 2007 la producción se incrementó en más de un 130%, siendo uno de los sectores industriales más dinámicos. Este incremento de la producción estuvo acompañado por una variación de las exportaciones cercana al 100%, denotando una inserción internacional destacable. Sin embargo, en dicho período las importaciones crecieron en más de un 430%, avanzando en más de un 70% sobre el consumo interno y potenciando la influencia de productos provenientes de China.
Proceso industrial de desarrollo, manufactura y comercialización de máquinas
herramienta: La fabricación de máquinas herramientas se realiza en diferentes etapas, bien
diferenciadas entre sí. La producción comienza con una etapa de diseño de producto en el cual se
especifican las características de la máquina herramienta a producir, como por ejemplo, las normas de calidad y seguridad que debe cumplir, confiabilidad, la capacidad de producción, entre otras características.
El proceso de diseño puede realizarse de un concepto, o bien de un producto anterior al cual se le realizan modificaciones en base a investigaciones y desarrollos, tanto de nuevos materiales, mecanismos, desempeño de la máquina, procesos, etc. y de acuerdo al sector de la industria al que está orientado, aprovechando de esta forma todos los conocimientos y experiencia adquirido en diseños anteriores.
Diseñado el producto se procede a la fabricación de las piezas que componen a la máquina herramienta, ya sea por los mismos fabricantes de máquinas herramientas o por terceros. Estas piezas son generalmente conjuntos y subconjuntos de chapa plegada y

Página 29 de 70
soldada, ruedas dentadas, piezas fundidas como bancadas y carros portaherramientas, sistemas de lubricación, etc.
Ensamblada la parte estructural principal de la máquina se incorporan a la misma los mecanismos complementarios (cajas reductoras, mecanismos de avance, etc.) y los sistemas hidráulicos, electrónicos, neumáticos, etc., que constituyen el control de la máquina. Estos componentes de control son de fabricantes mundiales reconocidos y algunos componentes secundarios (transformadores, motores paso a paso, actuadotes, etc.) son provistos por fabricantes nacionales de acuerdo a la necesidad de cada diseño. En esta etapa juegan un papel fundamental los proveedores de estos elementos comerciales, ya que de ellos depende en gran medida la calidad final del producto.
Entre las materias primas utilizadas en la fabricación podemos mencionar: aceros, fundición gris, metales no ferrosos (bronce, aluminio, latón, etc.), plásticos, caucho, por mencionar algunas. Como elementos comerciales estándar e insumos podemos mencionar rodamientos, bulonería, motores, contactores, cables, sellos, válvulas, actuadores, lubricantes, pintura, etc.
La cadena de valor finaliza con el ensamble de los sistemas de control y las protecciones de seguridad para el operario, posteriormente la comercialización y el servicio de puesta en marcha y posventa.
2.7. TICs Industriales, Sistemas Electrónicos de Gestión y Operación Técnico Industriales (SEGOTI):
Las TICs Industriales son las ‘Tecnologías de la Información y la Comunicación’6 aplicadas en el ámbito de la producción industrial. La importancia de estas tecnologías en dicho ámbito (así como en otros de la economía y de la vida cotidiana en general) es creciente desde hace décadas y su aplicación efectiva se constituye como un aspecto en muchos casos ineludible para competir con suceso en los mercados.
En este sentido, y dentro del ámbito de las TICs Industriales, el término SEGOTI (‘Sistemas Electrónicos de Gestión y Operación Técnico Industriales’) hace referencia a la completa integración, mediante redes informáticas, de elementos tales como procesadores, equipamientos de control, sensores, elementos de accionamiento, controladores, robots, instrumental de medición de parámetros físicos, químicos, etc., y terminales informáticas (computadoras), para llevar adelante, en forma integrada, la gestión de la operación técnica de una instalación industrial, y su gestión administrativa, económica y financiera.
Esos sistemas y sus elementos constitutivos operan sobre los activos fijos y sobre el flujo de producción, procesando asimismo aspectos comerciales, económicos y financieros de la empresa (así como, en caso de haberse diseñado para cumplir tal función, de otras empresas que integran la cadena de valor), permitiendo tomar, en tiempo real, decisiones necesarias para optimizar el volumen de producción de un amplio abanico de productos, ajustar aspectos de calidad, analizar efectos sobre las utilidades, en el retorno del capital invertido y en el uso de recursos de todo tipo.
Por supuesto, las TICs Industriales en general y los SEGOTI en particular tienen una aplicación creciente en la industria de alta competitividad en el mundo, incluida la asociada al Sector analizado en esta guía.

Página 30 de 70
4. Características de la industria de máquinas herramientas en Argentina:
4.1. Evolución argentina de producción de máquinas herramientas (unidades):
A continuación se grafica la evolución de la producción de máquinas herramientas (en unidades) para el período 1990-2006:
Gráfico: 1
En el próximo gráfico se mostrará la evolución para el mismo período, pero para el
caso de las máquinas herramientas para maderas:
Gráfico: 2
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
8.000
Un
ida
de
s
Año
Producción Argentina M. H. para Metales
0
50
100
150
200
250
300
350
400
Un
ida
de
s
Año
Producción Argentina M. H. para Maderas

Página 31 de 70
En ambos casos se percibe los mismos períodos de auge y recesión para esta rama industrial.
4.2. Evolución argentina de producción de máquinas herramientas (toneladas):
A continuación se graficará la evolución para el período 1990- 2010 (cuatro años más que para el punto anterior) pero en lugar de graficar unidades producidas se mostrará las toneladas producidas.
Gráfico: 3
Por otro lado se grafica la producción del mismo sector industrial pero para M. H. Maderas:
Gráfico: 4
0,00
1.000,00
2.000,00
3.000,00
4.000,00
5.000,00
19
90
19
91
19
92
19
93
19
94
19
95
19
96
19
97
19
98
19
99
20
00
20
01
20
02
20
03
20
04
20
05
20
06
20
07
20
08
20
09
20
10
To
ne
lad
as
Año
Producción Argentina M. H. para Metales
0
50
100
150
200
250
300
350
19
90
19
91
19
92
19
93
19
94
19
95
19
96
19
97
19
98
19
99
20
00
20
01
20
02
20
03
20
04
20
05
20
06
20
07
20
08
To
ne
lad
as
Año
Producción Argentina M. H. para Maderas

Página 32 de 70
En estos dos últimos gráficos caben las mismas conclusiones que las realizadas en el punto anterior1.
Observando el gráfico 1 encontramos que a partir del año 1990 (y hasta el año 1995) empezaron a aumentar las unidades producidas en Argentina, pero mirando el gráfico 3 vemos que las toneladas caen drásticamente, esto quiere decir que se produjeron más unidades pero de mucho menor peso. A partir del año 1995 la caída de las unidades producidas es congruente con la caída de las toneladas producidas.
Para el caso de las máquinas herramientas para metales encontramos un comportamiento parecido. Desde el año 1990 hasta el año 2001 las fluctuaciones en las unidades producidas se corresponden con las fluctuaciones en las toneladas producidas. Pero hallamos, luego del año 2001-2002, que las unidades producidas (gráfico 2) apenas alcanzan 150 unidades cuando en el año 2001 alcanzaron a producirse más de 350 unidades. Y encontramos que, en el caso de las toneladas, luego del año 2001-2002 llegan a producirse 300 toneladas muy parecido a lo que se produjo en el año 1991 (un poco más de 250 toneladas). Esto quiere decir que se produjeron muchas unidades menos pero de mayor tonelaje.
4.3. Posición Argentina en el ranking mundial de productores de M. H. Comparación montos:
Como puede verse en la siguiente figura2, en el año 2012, Argentina ocupaba la posición número 28 dentro de los productores de Máquinas Herramientas.
Dado que la orientación de este trabajo práctico es análisis internacional de Europa, Japón y México, se seleccionan unos países representativos para Europa, estos son: Alemania, Italia, España, Austria, Francia, Suecia y Suiza.
1 El material utilizado en esta sección se obtuvo de: http://www.fce.austral.edu.ar/ci/epi.pdf
2 Fuente: http://www.gardnerweb.com/cdn/cms/uploadedfiles/2013wmtocs_SURVEY.pdf

Página 33 de 70
A continuación, y utilizando los datos de la figura arriba mostrada, se construirá un
gráfico comparando el monto de la producción Argentina con el verificado en Japón, Francia, Suecia, México, Alemania, Italia, España, Suiza y Austria.
02000400060008000
100001200014000160001800020000
Monto Producción (Millones U$S)

Página 34 de 70
Por otra parte se procederá a comparar el monto de producción Argentino con el verificado en cada uno de los siguientes países: Japón, Francia, Suecia, México, Alemania, Italia, España, Suiza y Austria.
0,199
99,801
Argentina
Japón
4,322
95,678
Argentina
Francia
15,28
84,72
Argentina
Suecia
22,92
77,08
Argentina
México
0,266
99,734
Argentina
Alemania
0,6381
99,3619
Argentina
Italia
Página 35 de 70
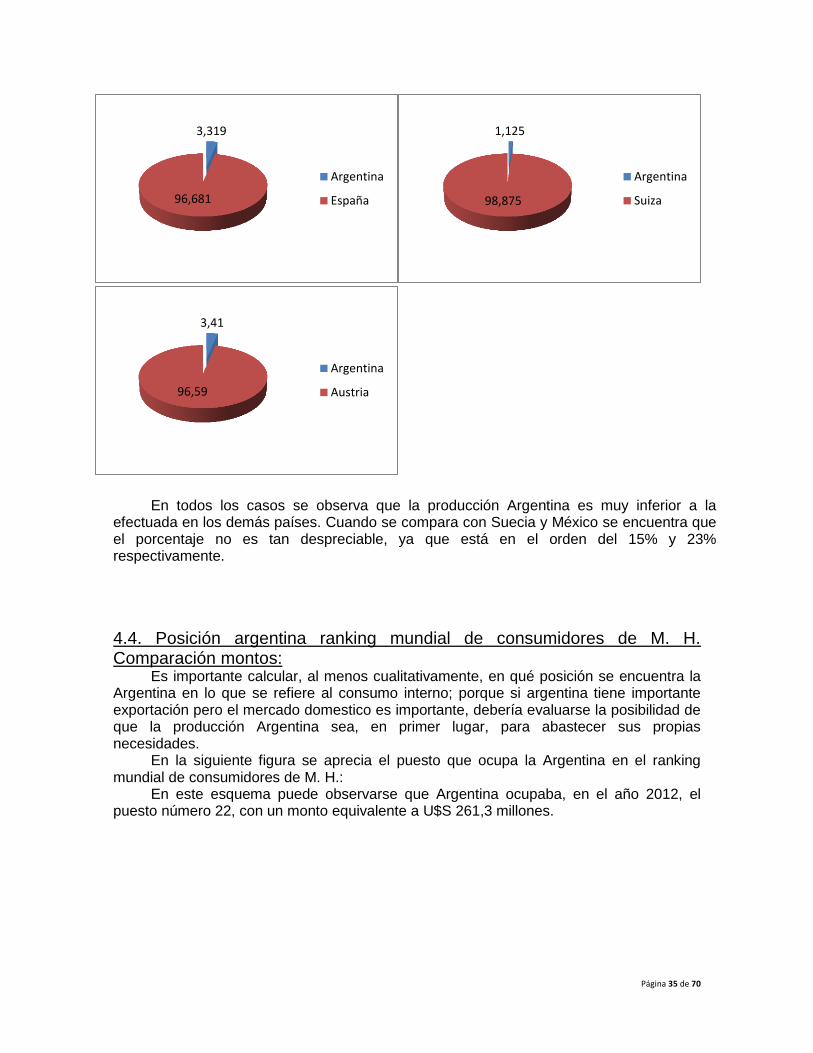
En todos los casos se observa que la producción Argentina es muy inferior a la efectuada en los demás países. Cuando se compara con Suecia y México se encuentra que el porcentaje no es tan despreciable, ya que está en el orden del 15% y 23% respectivamente.
4.4. Posición argentina ranking mundial de consumidores de M. H. Comparación montos:
Es importante calcular, al menos cualitativamente, en qué posición se encuentra la Argentina en lo que se refiere al consumo interno; porque si argentina tiene importante exportación pero el mercado domestico es importante, debería evaluarse la posibilidad de que la producción Argentina sea, en primer lugar, para abastecer sus propias necesidades.
En la siguiente figura se aprecia el puesto que ocupa la Argentina en el ranking mundial de consumidores de M. H.:
En este esquema puede observarse que Argentina ocupaba, en el año 2012, el puesto número 22, con un monto equivalente a U$S 261,3 millones.
3,319
96,681
Argentina
España
1,125
98,875
Argentina
Suiza
3,41
96,59
Argentina
Austria

Página 36 de 70
Por otro lado, puede estudiarse el monto que se consume en países como Japón,
Francia, Suecia, México, Alemania, Italia, España, Suiza y Austria, y compararlo con lo que se consume en la Argentina:
A continuación se muestra el porcentaje de este monto que consume la Argentina frente al resto de los países mencionados en el gráfico inmediato superior:
A continuación se analizará la comparación del monto consumido por Argentina en comparación con el monto consumido por los países de interés (ídem punto anterior):
0
1000
2000
3000
4000
5000
6000
7000
8000
Monto Consumido (Millones U$S)

Página 37 de 70
3,383
96,617
Argentina
Japón
18,94
81,06
Argentina
Francia
3,923
96,077
Argentina
Alemania
43,14
56,86 Argentina
Suecia
16,11
83,89
Argentina
México
39,997
60,003 Argentina
España
30,84
69,16 Argentina
Austria
20,17
79,83
Argentina
Suiza

Página 38 de 70
En donde se observa que, en general, los porcentajes tienen un orden de magnitud más comparable. Es decir, Argentina consume un porcentaje menor pero comparable con el que consumen los demás países de interés.
4.5. Argentina en sector de M. H: Según esta fuente3, Argentina se caracteriza por ser fuertemente importadora dado
el nivel de consumo interno que se verifica, en algunos casos llega a ser de 4 veces la producción nacional.
4.6. Productos fabricados y ubicación de las empresas asociadas a AAFMHA:
En el siguiente cuadro4 se muestran los principales productos fabricados por cada empresa asociada a AAFMHA (Asociación Argentina de Fabricantes de Máquinas Herramientas, Accesorios y Afines). Sólo se consideran aquellas empresas que producen máquinas herramientas.
Empresa Ubicación Principales productos
fabricados
ALAMBRES RUMBOS SA LANÚS, BS. AS. MÁQUINA PARA FABRICAR RESORTES- MÁQUINA PARA SOLDAR- CABLES DE
IZAJE- RESORTES
ASCAM SA SAN JUSTO, BS. AS. MESAS DE CORTE TÉRMICO (PLASMAS
Y/O OXICORTES)- PANTÓGRAFOS
BURANI SRL AVELLANEDA, BS. AS. TALADRADORAS DE COLUMNA, DE
BASTIDOR, RADIALES Y ESPECIALES- TALADRADORAS FRESADORAS-
3 Fuente: http://www.gardnerweb.com/cdn/cms/uploadedfiles/2013wmtocs_SURVEY.pdf
4 Fuente: http://www.aafmha.org.ar
1,27
98,73
Argentina
Italia

Página 39 de 70
MORSAS- MESA CRUZ- MESA CIRCULARES DIVISORIAS
CENA HNOS SRL SAN FRANCISCO, CÓRDOBA CILINDRADORAS- PLEGADORAS-
GUILLOTINAS
CONARCO ALAMBRES Y SOLDADURAS SA
VILLA LINCH, BS. AS. EQUIPOS DE SOLDAR
CT ELECTROMECANICA SRL CABA
ELECTROEROSIONADORAS CONVENSIONALES, ESPECIALES Y POR
HILO- MÁQUINAS DIDÁCTICAS PARA ENSEÑANZA (TORNO CNC, FRESA CNC
Y ELETROEROSIÓN)- MÁQUINAS ESPECIALES DIVERSAS
CUTTER MACHINE DE JUAN C. BONETTO
CÓRDOBA CAPITAL MÁQUINAS DE CORTE PLASMA-
MÁQUINAS DE OXICORTE
ELECTROMECÁNICA LA-SER DE LUZIC DIANA
VIOLETA CASEROS, BS. AS.
SOLDADORAS ELÉCTRICAS- CARGADORES DE BATERÍAS-
ARRANCADORES- ELEVADORES DE TENSIÓN
EQUIPOS KAMI SH LOMAS DE ZAMORA, BS. AS. EQUIPOS DE SOLDADURA Y CORTE
PLASMA
ESTABLECIMIENTO METALÚRGICOS RVC
VILLA BALLESTER, BS. AS.
PRENSAS EXCÉNTRICAS- MÁQUINAS PARA LA FABRICACIÓN DE ENVASES METÁLICOS- PRENSAS A FRICCIÓN E
HIDRÁULICAS- ALIMENTADORES PARA PRENSAS- MÁQUINAS ESPECIALES-
PLEGADORAS- GUILLOTINAS- PUNZADORAS
INDUSTRIAS CAMPORESI CASEROS, BS. AS.
TORNOS AUTOMÁTICOS- TORNOS CNC- BROCHADORAS VERTICALES-
FRESADORAS DE PRODUCCIÓN- LAMINADORAS DE ROSCA- MÁQUINAS DE LEVAS- MÁQUINAS ESPECIALES-
ACCESORIOS PARA TORNOS AUTOMÁTICOS ALIMENTADORES
INDUSTRIAS TAURO SRL ROSARIO, SANTA FÉ
MÁQUINA SOLDADORA POR ARCO TIPO RECTIFICADORA- SOLDADORAS POR ARCO TIPO MIG/MAG- MÁQUINAS DE
SOLDAR POR ARCO TIPO TRANSFORMADOR- EQUIPOS
POSICIONADORES PARA SOLDADURA AUTOMATIZADA- ROBOT SOLDADOR
TIPO CARTESIANO
INTRAUD SA MERCEDES, BS. AS.
SOLDADURAS ELÉCTRICAS DE CA Y CC- EQUIPOS MIG/MAG LÍNEA TALLER E
INDUSTRIAL- SOLDADORAS INVERTER- CONJUNTO CORTE POR PLASMA
(ELECTROMECÁNICO E INVERTER)- CARGADOSRES DE BATERÍA- EQUIPOS
TIG CCY CA
JOSE ITURROSPE SA ROSARIO, SANTA FÉ PRENSAS HIDRÁULICAS- PLEGADORAS
HIDRÁULICAS- GUILLOTINAS HIDRÁULICAS
LEALI DINO E HIJOS SRL VIGOR
CIUDADELA, BS. AS. CIZALLAS Y PLEGADORAS MANUALES-
GUILLOTINAS Y PLEGADORAS HIDRÁULICAS CHICAS Y MEDIANAS
LEITEN SRL CASEROS, BS. AS. DOBLADORAS DE TUBOS- CORTADORAS DE HIERRO
MACH 97 SA CONTINUADORA DE
CARLOS ARRIGONI SRL CABA
PLEGADORAS- PRENSAS- GUILLOTINAS HIDRÁULICAS- PRENSAS MECÁNICAS-
PRENSAS PARA FORJADO- CILINDRADORA
MAQUINARIAS ZEZIOLA SRL VILLA BOSCH, BS. AS
MÁQUINAS CURVADORAS DOBLADORAS DE TUBOS Y PERFILES-
ABOQUILLADORAS- EXPANSORAS RODADORAS
MEGASOL SA AVELLANEDA, BS. AS. EQUIPOS DE SOLDADURA ELÉCTRICA POR ARCO- EQUIPOS DE CORTE POR
PLASMA- MOTOSOLDADORAS
OK INDUSTRIAL SRL VILLA BALLESTER, BS. AS.
CORTADORAS SENSITIVAS PARA CORTE DE PERFILES DE ALUMINIO Y
PVC PARA MECANIZADO DE PERFILES DE ALUMINIO Y PVC- PUNZONADORAS
DE ACCIONAMIENTO MANUAL POR MEDIOP DE PALANCA PARA
MECANIZADO DE PERFILES DE ALUMINIO- PRENSAS DE
ACCIONEMIENTO NEUMÁTICO PARA EL

Página 40 de 70
MECANIZADO DE PERFILES DE ALUMINIO Y PVC- SISTEMAS LINEALES
DE MEDICIÓN (ANALÓGICOS, DIGITALES Y AUTOMÁTICOS MONTADOS SOBRE
RODILLOS)- CORTADORES DE CABEZALES AUTOMÁTICA
CONTROLADA POR CNC PARA EL CORTE DE PERFILES EN BARRA DE ALUMINIO Y PVC- CORTADORES DE DOS CABEZALES SEMI AUTOMÁTICA
PARA EL CORTE DE PERFILES DE BARRAS DE ALUMINIO Y PVC
PELISSETI SA VILLA LOMA HERMOSA, BS.
AS.
FRESADORAS CNC- FRESADORAS- ALESADORAS CNC- CENTRO DE
MECANIZADO
PROMECOR SA CÓRDOBA CAPITAL
TORNOS CNC- CENTROS DE MECANIZADO- MÁQUINAS ESPECIALES-
MÁQUINAS TRANSFER- SISTEMAS FLEXIBLES DE MECANIZADO-
MANIPULACIONES ESTÁNDAR- AUTOMATIZACIONES
ROBLEDO E HIJOS SA ADROGUÉ, BS. AS.
PISTOLAS DE SOLDADURA Y CONSUMIBLES- HORNOS DE SECADO DE ELECTRODOS- CALEFACTORES DE
CO2, REFRIGERADORES- MÁQUINAS DE SOLDAR MIG Y TIG
ROMAN Y MARINIONI SA ROSARIO, SANTA FÉ MÁQUINAS ESPECIALES
ROMULO DELLA NAVE SA CABA MÁQUINAS PARA TRABAJAR CHAPAS
METÁLICAS
SCHNITT CNC CASEROS, BS. AS. MAQUINARIA CNC DE CORTE POR
FRESA, PLASMA, LASER Y CUCHILLA
SOLDADORAS SOMMER TEMPERLEY, BS. AS. EQUIPOS DE SOLDADURA
SUPER TOOLS SA BS. AS. HERRAMIENTAS DE CORTE CON PLACA
POLICRISTALINA
TECNOLOGIA BUENOS AIRES SA
VILLA LINCH, BS. AS.
MÁQUINAS DE SOLDAR POR ARCO- EQUIPOS DE CORTE POR PLASMA-
EQUIPOS DE SOLDADURA POR PLASMA- EQUIPOS DE PROYECCIÓN
METÁLICA
UNIR SA ROSARIO, SANTE FÉ
EQUIPOS DE SOLDADURA MIG/MAG Y TIG Y ELECTRODO- EQUIPOS DE CORTE
PLASMA- FUENTES PARA ARCO SUMERGIDO
WAL MAR SRL BOULONGE, BS. AS. EQUIPOS AUTOMÁTICOS DE
SOLDADURA- PANTÓGRAFOS DE CORTE
4.6.1. Porcentaje empresas localizadas en cada provincia: Del cuadro anterior se obtiene el porcentaje de empresas que se encuentra en cada
provincia. Se diferencia entre las que están en la provincia de Buenos Aires y las que se encuentran en la CABA.

Página 41 de 70
4.6.2. Cantidad de empresas que fabrican: Del cuadro anteriormente mostrado se procederá a obtener qué cantidad de
empresas que producen cada uno de los ítems mencionados a continuación: Centro de Mecanizado: 2 empresas.
Tornos CNC: 3 empresas.
Tornos Automáticos: 1 empresa.
Fresadoras CNC: 3 empresas.
4.6.3. Cantidad de empresas que producen: También se obtiene:
Soldadoras: 8 empresas.
Máquinas para Corte: 13 empresas
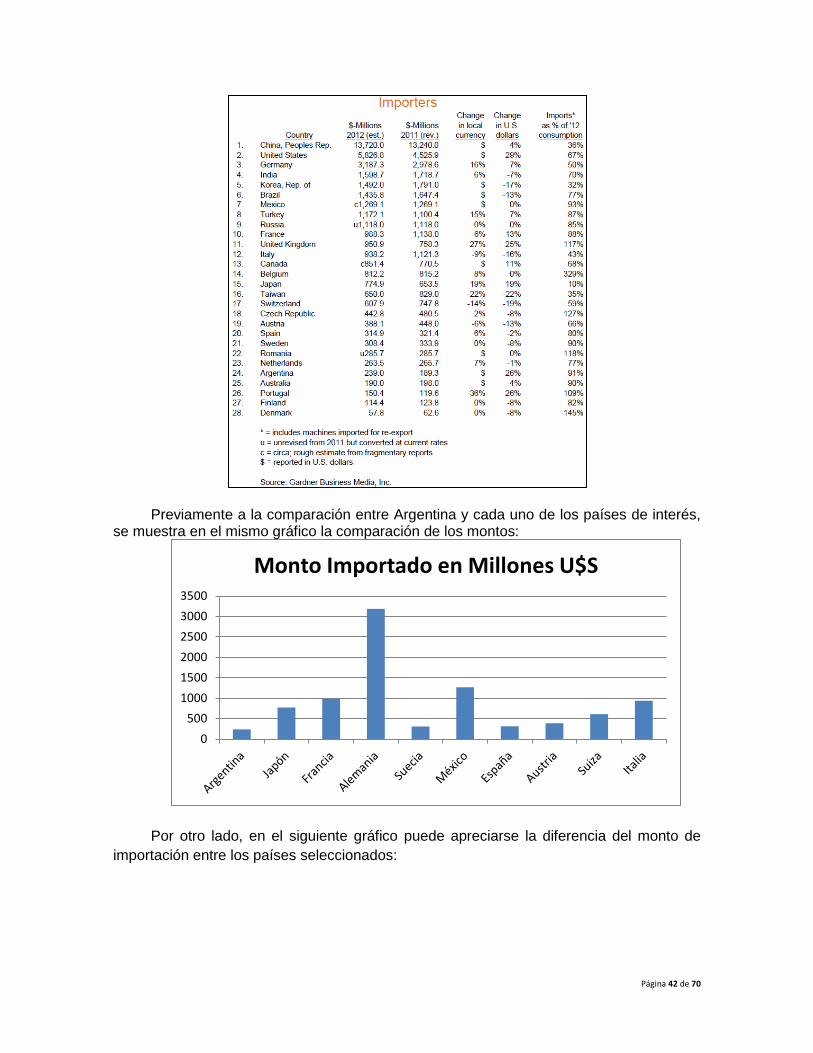
4.7. Posición Argentina ranking mundial de importadores de M. H: En la siguiente figura5 puede apreciarse la posición de los distintos países en cuanto
al monto (en millones de U$S) de importación de Máquinas Herramientas. Puede apreciarse que ocupa la posición número 24 con un monto de 239 millones de U$S. Si se compara con lo obtenido en el punto 4.3) se observa que en el mismo año, 2012, Argentina producía por monto equivalente a 36,4 M U$S.
5 Fuente: http://www.gardnerweb.com/cdn/cms/uploadedfiles/2013wmtocs_SURVEY.pdf
9,677419355
67,74193548
9,677419355
12,90322581
Porcentaje de empresas por provincia
CABA
Buenos Aires
Córdoba
Santa Fé
Página 42 de 70
Previamente a la comparación entre Argentina y cada uno de los países de interés,
se muestra en el mismo gráfico la comparación de los montos:
Por otro lado, en el siguiente gráfico puede apreciarse la diferencia del monto de
importación entre los países seleccionados:
0
500
1000
1500
2000
2500
3000
3500
Monto Importado en Millones U$S

Página 43 de 70
6,975
93,025
Argentina
Alemania
23,57
76,43
Argentina
Japón
19,47
80,53
Argentina
Francia
43,66
56,34 Argentina
Suecia
15,85
84,15
Argentina
México
43,15
56,85 Argentina
España
38,11
61,89 Argentina
Austria
28,22
71,78 Argentina
Suiza

Página 44 de 70
Puede observarse que el porcentaje calculado es comparable con el porcentaje
importado por los países de interés.
4.7. Posición Argentina ranking mundial de exportadores de M. H:
Utilizando la misma fuente que para el punto anterior se obtiene el siguiente cuadro:
En donde se observa que Argentina ocupaba, en el año 2012, el puesto número 28, equivalente a un monto de 14,1 millones U$S.
A continuación se grafica el monto exportado (en millones U$S) para los países de interés:
20,3
79,7
Argentina
Italia

Página 45 de 70
También se grafica el porcentaje relativo que representa el monto de exportación
entre los países de interés:
0
2000
4000
6000
8000
10000
12000
14000
Monto Exportado en Millones U$S
0,135
99,865
Argentina
Alemania
0,122
99,878
Argentina
Japón
2,04
97,96
Argentina
Francia
7,838
92,162
Argentina
Suecia

Página 46 de 70
4.9. Consumo Argentino explicado por importaciones: A continuación se procederá a calcular el porcentaje del consumo argentino de
máquinas herramientas que estuvo explicado por importaciones en el año 2012. Consumo argentino año 2012: 261,3 millones U$S.
Importaciones argentinas año 2012: 239,0 millones U$S.
Esto nos indica que el 91,47% del consumo argentino de máquinas herramientas se
debió, en el año 2012, a importaciones. Quedando el porcentaje restante (8,53%) del consumo argentino explicado por producción nacional.
31,54
68,46 Argentina
México
1,414
98,586
Argentina
España
1,66
98,34
Argentina
Austria
0,506
99,494
Argentina
Suiza
0,317
99,683
Argentina
Italia

Página 47 de 70
4.10. Evolución montos exportaciones e importaciones Argentinas:
Haremos un análisis de las importaciones de máquinas herramienta por posición arancelaria, en el período de 2007 a 2012.
Observamos un pico de importaciones de máquinas de estampar y forjar (84.62) en el año 2008. Estimamos que se debe no solo a las cantidades importadas sino también al costo que incurren, ya que estas se mantienen por encima de la media en todo momento.
2007 2008 2009 2010 2011 2012
84.56 13783 17998 6243 16914 16529 18643
84.57 24903 46843 22394 16404 26290 33022
84.58 33586 49993 18726 21301 29565 37288
84.59 12288 13561 8638 8513 13089 9895
84.60 10264 16310 7307 5871 10199 20718
84.61 6256 24592 9072 6809 12145 38004
84.62 44283 115432 40338 41970 61725 72019
84.63 10470 12006 9160 12201 14109 13999
84.66 21394 30761 20485 24558 32948 29968
0
20000
40000
60000
80000
100000
120000
Mile
s d
e U
SD
Importaciones

Página 48 de 70
Vemos como nuevamente, las máquinas de forja o estampado están por encima del resto de las maquinas.
Como es de esperarse, las exportaciones son sustancialmente menores que las importaciones, dada la tecnología que estas máquinas involucran. Es de público conocimiento que Argentina no se destaca por sus avances en la tecnología, por lo cual requiere importarla para realizar las actividades industriales en el país.
Observamos que a partir del año 2011, hay una tendencia hacia la exportación de productos nacionales, para la mayoría de los productos de las posiciones. Igualmente, no llega a alcanzar a las importaciones, ya que, como se verá más adelante, hay una tendencia negativa en el déficit comercial.
2007 2008 2009 2010 2011 2012
84.56 389 1109 783 190 692 247
84.57 1110 1618 2469 178 206 2408
84.58 2995 4768 4245 1635 1322 2820
84.59 1000 1270 2896 1974 1509 1978
84.60 973 287 285 863 987 691
84.61 973 287 285 863 987 691
84.62 4982 8001 5915 5874 4583 6468
84.63 708 938 5637 549 3262 997
84.66 3157 2611 3402 3454 2855 3930
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
Mile
s d
e U
SD
Exportaciones

Página 49 de 70
4.11. Montos totales importaciones y exportaciones:
Dada la gran diferencia en el orden de las importaciones y exportaciones, desglosaremos las mismas en dos gráficos diferentes, incluyendo luego el grafico de déficit comercial, para la mejor comprensión del lector.
2007 2008 2009 2010 2011 2012
TOTAL 177228 327496 142364 154541 216599 273557
0
50000
100000
150000
200000
250000
300000
350000
Mile
s d
eU
SD
Total Importaciones
2007 2008 2009 2010 2011 2012
TOTAL 16288 20887 25917 15581 16402 20230
0
5000
10000
15000
20000
25000
30000
Mil
es
de
US
D
Total Exportaciones

Página 50 de 70
4.12. Monto del déficit comercial en Argentina:
Para este tipo de producto, es de esperarse un déficit comercial sustancial. Ahondaremos en el análisis del mismo en el informe final.
4.13. Incidencia de cada partida en las importaciones totales: Para el año 2012, calculamos la incidencia de cada una de las partidas listadas, en las importaciones totales de máquinas herramienta y sus partes en Argentina (importaciones en cada partida / importaciones totales de máquinas herramienta). Ordenamos las partidas de mayor a menor incidencia en el total:
2007 2008 2009 2010 2011 2012
Miles U$S 160941 306608 116446 138960 200197 253326
0
50000
100000
150000
200000
250000
300000
350000
DC Miles U$S
26%
14%
14%
12%
11%
7%
7%
5%
4%
Importaciones - Incidencia 2012
84.62
84.61
84.58
84.57
84.66
84.60
84.56
84.63
84.59
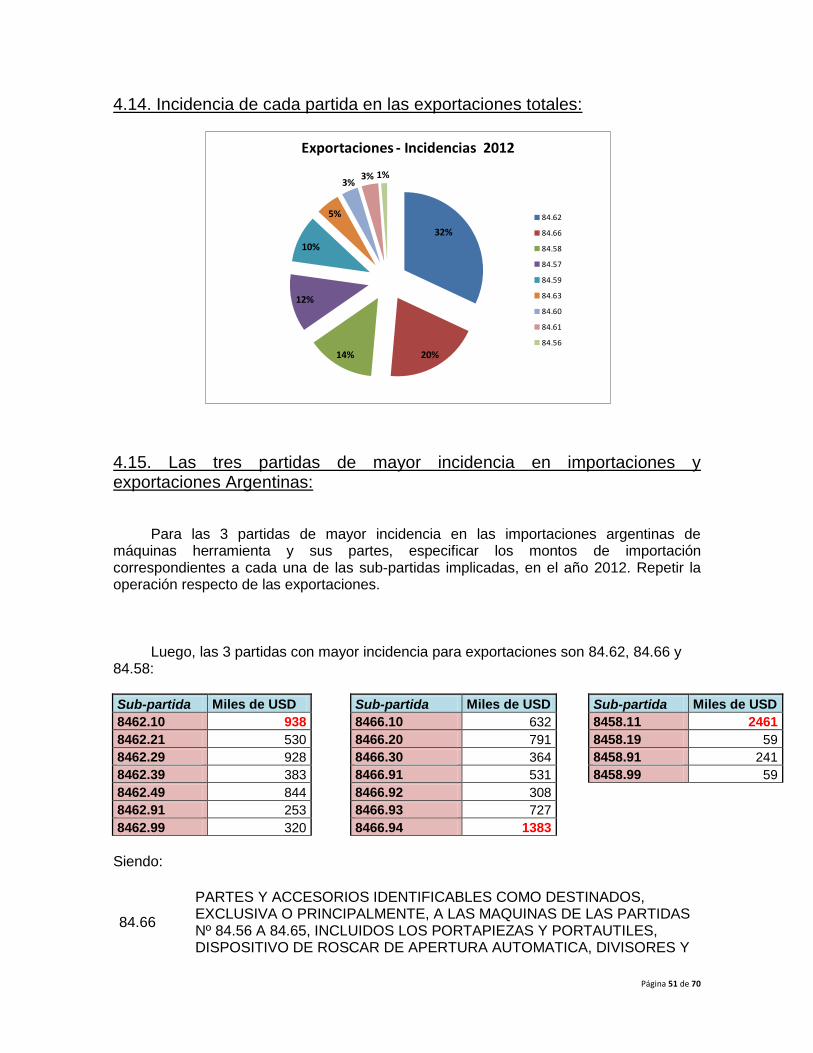
Página 51 de 70
4.14. Incidencia de cada partida en las exportaciones totales:
4.15. Las tres partidas de mayor incidencia en importaciones y exportaciones Argentinas:
Para las 3 partidas de mayor incidencia en las importaciones argentinas de máquinas herramienta y sus partes, especificar los montos de importación correspondientes a cada una de las sub-partidas implicadas, en el año 2012. Repetir la operación respecto de las exportaciones.
Luego, las 3 partidas con mayor incidencia para exportaciones son 84.62, 84.66 y 84.58:
Sub-partida Miles de USD Sub-partida Miles de USD Sub-partida Miles de USD
8462.10 938 8466.10 632 8458.11 2461
8462.21 530 8466.20 791 8458.19 59
8462.29 928 8466.30 364 8458.91 241
8462.39 383 8466.91 531 8458.99 59
8462.49 844 8466.92 308
8462.91 253 8466.93 727
8462.99 320 8466.94 1383
Siendo:
84.66
PARTES Y ACCESORIOS IDENTIFICABLES COMO DESTINADOS, EXCLUSIVA O PRINCIPALMENTE, A LAS MAQUINAS DE LAS PARTIDAS Nº 84.56 A 84.65, INCLUIDOS LOS PORTAPIEZAS Y PORTAUTILES, DISPOSITIVO DE ROSCAR DE APERTURA AUTOMATICA, DIVISORES Y
32%
20%14%
12%
10%
5%
3%3% 1%
Exportaciones - Incidencias 2012
84.62
84.66
84.58
84.57
84.59
84.63
84.60
84.61
84.56

Página 52 de 70
DEMAS DISPOSITIVOS ESPECIALES PARA MONTAR EN MAQUINAS HERRAMIENTA; PORTAUTILES PARA HERRAMIENTAS DE MANO DE CUALQUIER TIPO.
8466.10.00 -Portaútiles y dispositivos de roscar de apertura automática
8466.20 -Portapiezas
8466.20.10 Para tornos
8466.20.90 Los demás
8466.30.00 -Divisores y demás dispositivos especiales para montar en máquinas herramienta
-Los demás
8466.91.00 --Para máquinas de la partida nº 84.64
8466.92.00 --Para máquinas de la partida nº 84.65
8466.93 --Para máquinas de las partidas nº 84.56 a 84.61
8466.93.1 Para máquinas de la partida nº 84.56
8466.93.11 Para máquinas de la subpartida nº 8456.20
8466.93.19 Las demás
8466.93.20 Para máquinas de la partida nº 84.57
8466.93.30 Para máquinas de la partida nº 84.58
8466.93.40 Para máquinas de la partida nº 84.59
8466.93.50 Para máquinas de la partida nº 84.60
8466.93.60 Para máquinas de la partida nº 84.61
8466.94 --Para máquinas de las partidas nº 84.62 u 84.63
8466.94.10 Para máquinas de la subpartida nº 8462.10
8466.94.20 Para máquinas de las subpartidas nº 8462.21 u 8462.29
8466.94.30 Para prensas para extrusión
8466.94.90 Las demás
Luego, las 3 partidas con mayor incidencia para importaciones son 84.62, 84.61 y
84.58:
Sub-partidas Miles de USD Sub-partidas Miles de USD Sub-partidas Miles de USD
8462.10 17050 8461.20 137 8458.11 27788
8462.21 12783 8461.30 5876 8458.19 4113
8462.29 12141 8461.40 24854 8458.91 5090
8462.31 8267 8461.50 6152 8458.99 297
8462.39 2956 8461.90 985
8462.41 6805
8462.49 2578
8462.91 6485
8462.99 2953
Siendo:

Página 53 de 70
84.62
MAQUINAS (INCLUIDAS LAS PRENSAS) DE FORJAR O ESTAMPAR, MARTILLOS PILON Y OTRAS MAQUINAS DE MARTILLAR, PARA TRABAJAR METAL; MAQUINAS (INCLUIDAS LAS PRENSAS) DE ENROLLAR, CURVAR, PLEGAR, ENDEREZAR, APLANAR, CIZALLAR, PUNZONAR O ENTALLAR, METAL; PRENSAS PARA TRABAJAR METAL O CARBUROS METALICOS, NO EXPRESADAS ANTERIORMENTE.
8462.10 -Máquinas (incluidas las prensas) de forjar o estampar, martillos pilón y otras máquinas de martillar
8462.10.1 De control numérico
8462.10.11 Máquinas de estampar
8462.10.19 Las demás
8462.10.90 Las demás
-Máquinas (incluidas las prensas) de enrollar, curvar, plegar, enderezar o aplanar:
84.61
MAQUINAS DE CEPILLAR, LIMAR, MORTAJAR, BROCHAR, TALLAR O ACABAR ENGRANAJES, ASERRAR, TROCEAR Y DEMAS MAQUINAS HERRAMIENTA QUE TRABAJEN POR ARRANQUE DE METAL O CERMETS, NO EXPRESADAS NI COMPRENDIDAS EN OTRA PARTE.
8461.10.00 -Máquinas de cepillar
8461.20 -Máquinas de limar o mortajar
8461.20.10 De mortajar
8461.20.90 Las demás
8461.30 -Máquinas de brochar
8461.30.10 De control numérico
8461.30.90 Las demás
8461.40 -Máquinas de tallar o acabar engranajes
8461.40.1 De control numérico
8461.40.11 Dentadora tipo "Pfauter"
8461.40.12 Redondeadora de dientes
8461.40.19 Las demás
8461.40.9 Las demás
8461.40.91 Redondeadora de dientes
8461.40.99 Las demás
8461.50 -Máquinas de aserrar o trocear
8461.50.10 De cinta sin fin
8461.50.20 Circulares
8461.50.90 Las demás
8461.90 -Las demás
8461.90.10 De control numérico
8461.90.90 Las demás

Página 54 de 70
84.58 TORNOS (INCLUIDOS LOS CENTROS DE TORNEADO) QUE TRABAJEN POR ARRANQUE DE METAL.
-Tornos horizontales:
8458.11 --De control numérico
8458.11.10 Revólver
8458.11.90 Los demás
8458.19 --Los demás
8458.19.10 Revólver
8458.19.90 Los demás
-Los demás tornos:
8458.91.00 --De control numérico
8458.99.00 --Los demás
5. Abordaje a las características de la industria de M. H. a nivel mundial:
5.1. Porcentaje del consumo mundial explicado por principales países:
En el siguiente cuadro se muestra el consumo de los primeros cinco paises de Maquinas Herramientas:
En el año 2012 el gasto total del consumo de todos los países fue aproximadamente 85000 Millones de Dólares.

Página 55 de 70
Los porcentajes aproximados son:
China: 45.8% Estados unidos: 10.3% Japón: 8.8% Alemania: 7.5% Corea: 5.4%
5.2. Porcentaje de la producción mundial explicado por principales países:
En el siguiente cuadro se muestran los primeros 3 países mayores productores de máquinas herramientas:
El total producido en el 2012 fue 93205.4 Millones de dólares.
Los porcentajes son los siguientes: China: 29.5% Japón: 19.6% Alemania: 14.6%
La producción de estos tres países desde el 2002 es la siguiente:

Página 56 de 70
5.2.1. Principal productor mundial desde año 2009:
Según el cuadro precedente, es notorio ver el aumento de la producción de China, que en el 2002 tenia aproximadamente 7%, en el 2009 paso a ser el mayor productor con un 22% y en el 2012 un 29.5%
5.2.2. Porcentajes de producción y exportación del país citado en punto anterior:
Mayoritariamente, China dio más producción de Maquinas Herramientas a su Mercado interno en el 2012, con una cifra de: 13720 Millones de Dólares. A diferencia de lo exportado que fue: 2750 Millones de Dólares en el mismo año.
Los porcentajes de estos mismos son: Importación: 36% Exportación: 10%
5.2.3. Comparación porcentajes principal productor mundial vs los dos segundos:
La relación porcentual de los 3 países solicitados es la siguiente:
Exportación: Importación: Japón: 63% 10% Alemania: 76% 50% China: 10% 36%

Página 57 de 70
5.3. Países “ENTREPOT”:
Del francés, ’entrepôt’ se traduce al español como ´almacén´ o al inglés como ´warehouse´ o ´branchplant´. Son depósitos físicos donde no hay funciones productivas sino que reciben y despachan productos ya terminados. En la fuente citada se utiliza este término para caracterizar a ciertos países según la relación entre exportaciones y producción del mismo. Se dice que un país es ´entrepot´ si sus exportaciones superan a la producción doméstica, es decir, el país exporta más de lo que produce por el simple hecho de que adquiere productos del exterior para después recomercializarlos. De esta forma, los bienes entran en el país, están “almacenados” un tiempo y luego se revenden.
Para determinar cuáles son fueron los principales ’entrepôt’ comparamos los valores de las exportaciones y la producción, aquellos casos en los que el cociente entre ambos valores sea superior a la unidad, serán considerados como tales. De la fuente citada obtenemos las siguientes tablas:
Productores (2012)
Country $-Millions 1. China, Peoples Rep. 27,540.0 2. Japan 18,252.9 3. Germany 13,622.9 4. Korea, Rep. of 5,705.0 5. Italy 5,667.7 6. Taiwan 5,430.0 7. United States 4,983.2 8. Switzerland 3,199.3 9. Spain 1,060.3 10. Austria 1,032.0 11. France 805.8 12. Czech Republic 728.4 13. India 720.7 14. Canada c693.0 15. United Kingdom 649.8 16. Turkey 649.0 17. Brazil 643.2 18. Netherlands 402.3 19. Belgium 296.9 20. Russia u263. 21. Sweden 201.8 22. Finland 185.1 23. Australia 155.0 24. Mexico c122.4 25. Denmark u70.0 26. Portugal 46.3 27. Romania u42.5 28. Argentina 36.4
Exportadores (2012)

Página 58 de 70
Country $-Millions 1. Japan 11,565.0 2. Germany 10,410.0 3. Italy 4,433.9 4. Taiwan 4,236.0 5. Switzerland 2,772.7 6. China, Peoples Rep 2,750.0 7. Korea, Rep. of 2,551.0 8. United States 2,087.5 9. Spain 983.2 10. Belgium 862.4 11. Austria 834.1 12. Czech Republic 822.7 13. United Kingdom 784.5 14. France 676.0 15. Turkey 476.8 16. Netherlands 322.6 17. Canada 288.8 18. Brazil 211.8 19. Sweden 165.8 20. Finland 159.4 21. Australia 135.0 22. Denmark 88.7 23. Romania 85.2 24. Russia 64.0 25. Portugal 59.1 26. India 33.3 27. Mexico 30.6 28. Argentina 14.1
Comparando los montos correspondientes a exportaciones y producción doméstica de cada país entrepot, armamos la siguiente tabla ordenando en forma decreciente:
País Porcentaje exportaciones/producción
Bélgica 290,5%
Rumania 200,5%
Portugal 127,6%
Dinamarca 126,7%
Reino unido 120,7%
República Checa 112,95%
Austria 80,82%
Holanda 80,2%
Austria y Holanda, más allá de que sus exportaciones no superen en más del 100%
a la producción doméstica, fueron incluidos porque consideramos que cuando se habla de países ´entrepot´ merecen, al menos, ser mencionados ya que sus porcentajes siguen siendo elevados.

Página 59 de 70
5.4. Exportaciones de M.H. que trabajan por remoción de material:
Se construye una tabla, y su correspondiente gráfico, con las exportaciones (totales anuales, en millones de dólares) de máquinas herramienta que trabajan por remoción de material para el período 2003-2011, para los siguientes países:
Alemania Suiza Italia Francia Bélgica Japón
Año
2003 3453,3 1379 1110,1 329,2 302,3 4881,1
2004 4200,4 1690,5 1359,5 338,6 389,6 6317,7
2005 4963 1958,4 1438,3 356,2 479,2 7386
2006 5923,7 2238,7 1770 358,9 591,6 7919,7
2007 6689,3 2578,9 2117,1 458,8 765,4 7591,9
2008 7612,5 2878,7 2477,1 480 1009,1 8436,6
2009 5317,1 1479,4 1888,7 310,7 427,5 3445,5
2010 5013,2 1727,1 1818,2 424,9 6950,3
2011 7372,8 2602,7 2353 440 645,3 10740,2
Se repite la operación, ahora especificando la participación (%) de las exportaciones
de máquinas herramienta que trabajan por remoción de material de los países mencionados respecto de las totales mundiales en dicho ítem:
Exportaciones por año
0
2000
4000
6000
8000
10000
12000
2002 2004 2006 2008 2010 2012
año
ex
po
rta
cio
ne
s
alemania Suiza Italia Francia Bélgica Japón
Alemania Suiza Italia Francia Bélgica Japón

Página 60 de 70
5.5. Exportaciones de M.H. que no trabajan por remoción de material:
En el siguiente gráfico se muestran las exportaciones totales anuales, en millones de dólares, de máquinas herramientas que no trabajan por remoción de material:
Porcentajes de exportaciones sobre la mundial a lo largo del tiempo
0
5
10
15
20
25
30
2002 2004 2006 2008 2010 2012
Alemania
Suiza
Italia
Fancia
Bélgica
Japón
Alemania Suiza Italia Francia Bélgica Japón
Año %
2003 19,09 7,63 6,14 1,82 1,67 27
2004 17,75 7,14 5,74 1,43 1,65 26,7
2005 18,22 7,19 5,28 1,31 1,76 27,11
2006 18,48 6,99 5,52 1,12 1,85 24,71
2007 20,49 7,9 6,48 1,41 2,34 23,25
2008 20,6 7,8 6,7 1,3 2,7 22,9
2009 24,7 6,9 8,8 1,4 2 16
2010 18,6 6,4 6,8 1,6 25,8
2011 19,2 6,8 6,1 1,1 1,7 28
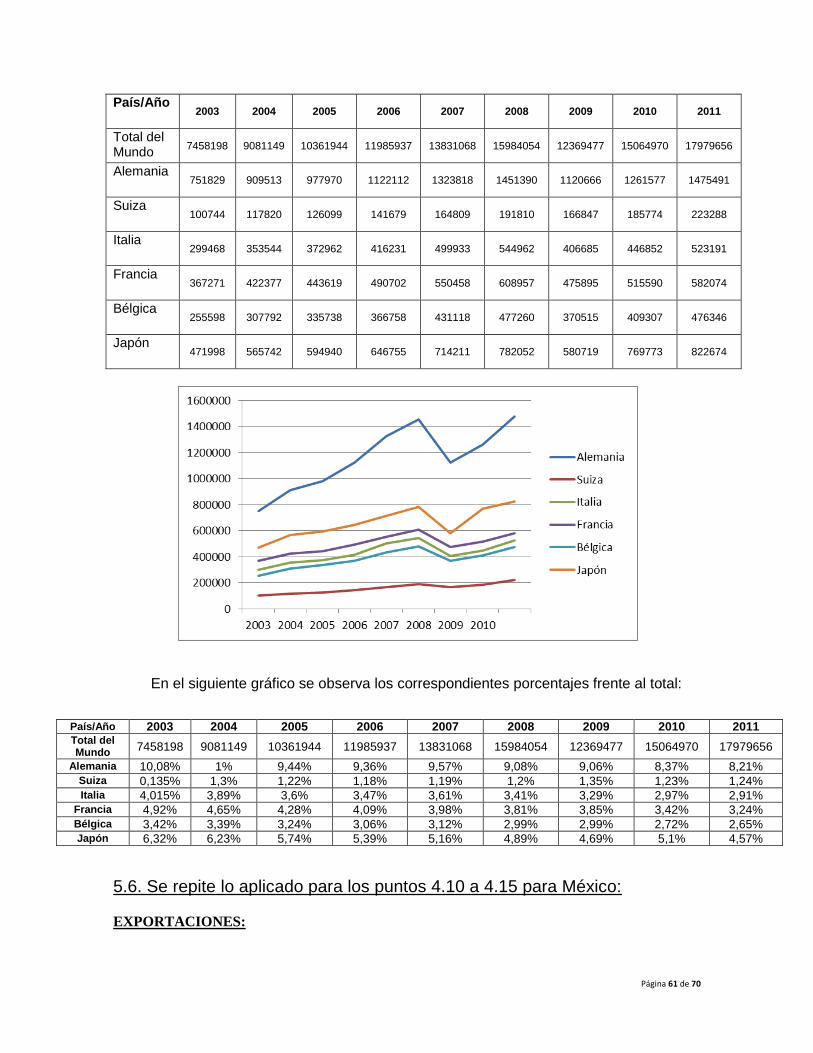
Página 61 de 70
País/Año 2003 2004 2005 2006 2007 2008 2009 2010 2011
Total del Mundo
7458198 9081149 10361944 11985937 13831068 15984054 12369477 15064970 17979656
Alemania 751829 909513 977970 1122112 1323818 1451390 1120666 1261577 1475491
Suiza 100744 117820 126099 141679 164809 191810 166847 185774 223288
Italia 299468 353544 372962 416231 499933 544962 406685 446852 523191
Francia 367271 422377 443619 490702 550458 608957 475895 515590 582074
Bélgica 255598 307792 335738 366758 431118 477260 370515 409307 476346
Japón 471998 565742 594940 646755 714211 782052 580719 769773 822674
En el siguiente gráfico se observa los correspondientes porcentajes frente al total:
País/Año 2003 2004 2005 2006 2007 2008 2009 2010 2011 Total del Mundo
7458198 9081149 10361944 11985937 13831068 15984054 12369477 15064970 17979656
Alemania 10,08% 1% 9,44% 9,36% 9,57% 9,08% 9,06% 8,37% 8,21% Suiza 0,135% 1,3% 1,22% 1,18% 1,19% 1,2% 1,35% 1,23% 1,24% Italia 4,015% 3,89% 3,6% 3,47% 3,61% 3,41% 3,29% 2,97% 2,91%
Francia 4,92% 4,65% 4,28% 4,09% 3,98% 3,81% 3,85% 3,42% 3,24% Bélgica 3,42% 3,39% 3,24% 3,06% 3,12% 2,99% 2,99% 2,72% 2,65% Japón 6,32% 6,23% 5,74% 5,39% 5,16% 4,89% 4,69% 5,1% 4,57%
5.6. Se repite lo aplicado para los puntos 4.10 a 4.15 para México: EXPORTACIONES:

Página 62 de 70
GRUPO 2007 2008 2009 2010 2011 2012
8456 1735 3147 4098 7962 9360 22709
8457 1663 6160 5996 10703 2953 9622
8458 3758 2872 2572 3082 2239 8048
8459 3436 2437 1373 1283 1880 4723
8460 7348 3704 3298 2584 2478 8064
8461 2075 2640 2257 2592 1905 3558
8462 18320 18173 12338 10780 12029 29879
8463 1791 1954 4195 2291 1522 30227
8466 34745 33410 42061 48250 44810 61876
IMPORTACIONES:
GRUPO 2007 2008 2009 2010 2011 2012
8456 73634 84212 52771 69843 98879 137801
8457 299766 294807 214590 171139 277123 401108
8458 163764 162126 98551 119427 175015 243256
8459 140198 97015 49059 61398 85773 208478
8460 126007 121657 77269 67461 104082 155965
8461 114053 87122 37715 52290 80992 81831
8462 545827 454611 321516 332808 457064 482185
8463 91856 120040 64900 61969 67789 69917
8466 490969 481412 300130 390272 499088 550199
0
10000
20000
30000
40000
50000
60000
70000
2007 2008 2009 2010 2011 2012
Evolución de las Partidas (Impos) U$S
84.56
84.57
84.58
84.59
84.60
84.61
84.62
84.63
84.66

Página 63 de 70
Punto 4.12) Se calcula y grafica la evolución del monto total del déficit comercial de México en
máquinas herramientas para el período 2007-2012:
Año EXP Miles U$S IMP Miles U$S SALDO Miles U$S6
2007 74871 2046074 -1971203
2008 74497 1903002 -1828505
2009 78188 1216501 -1138313
2010 89527 1326607 -1237080
2011 79176 1845805 -1766629
2012 178706 2330740 -2152034
6 Este Déficit se grafica con valores positivos, porque al ser déficit ya implica que es negativo.
0
100000
200000
300000
400000
500000
600000
2007 2008 2009 2010 2011 2012
Evolución de las Partidas (Expos) U$S
8456
8457
8458
8459
8460
8461
8462
8463
8466
EXP
0
1000000
2000000
3000000
2007 2008 2009 2010 2011 2012
Expos Vs. Impos Miles U$S
EXP
IMP

Página 64 de 70
Punto 4.13)
Se calcula la incidencia de cada una de las partidas listadas en el punto anterior, en las importaciones totales y sus partes en México.
PARTIDA IMPORTACIONES INCIDENCIA
(%)
8456 137801 5,91
8457 401108 17,21
8458 243256 10,44
8459 208478 8,94
8460 155965 6,69
8461 81831 3,51
8462 482185 20,69
8463 69917 3,0
8466 550199 23,61
TOTAL 2330740
0
500000
1000000
1500000
2000000
2500000
2007 2008 2009 2010 2011 2012
Déficit Miles U$S
0
100000
200000
300000
400000
500000
600000
8456 8457 8458 8459 8460 8461 8462 8463 8466
Importaciones Miles U$S
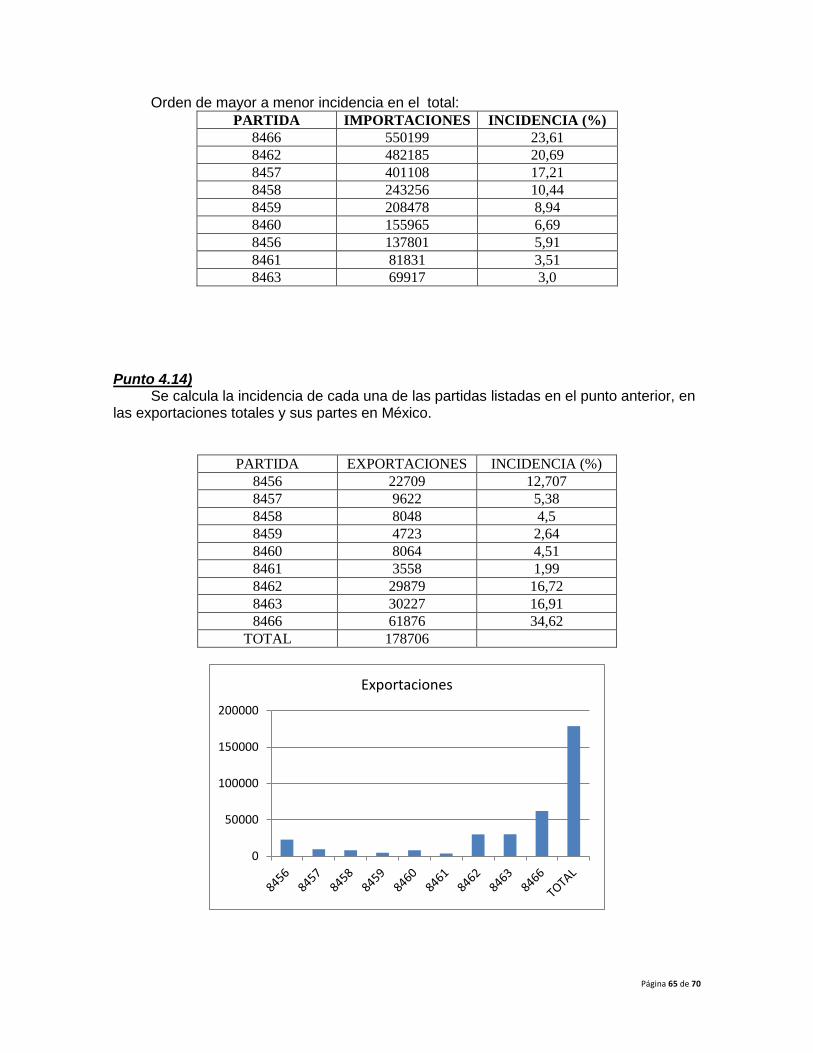
Página 65 de 70
Orden de mayor a menor incidencia en el total:
PARTIDA IMPORTACIONES INCIDENCIA (%)
8466 550199 23,61
8462 482185 20,69
8457 401108 17,21
8458 243256 10,44
8459 208478 8,94
8460 155965 6,69
8456 137801 5,91
8461 81831 3,51
8463 69917 3,0
Punto 4.14) Se calcula la incidencia de cada una de las partidas listadas en el punto anterior, en
las exportaciones totales y sus partes en México.
PARTIDA EXPORTACIONES INCIDENCIA (%)
8456 22709 12,707
8457 9622 5,38
8458 8048 4,5
8459 4723 2,64
8460 8064 4,51
8461 3558 1,99
8462 29879 16,72
8463 30227 16,91
8466 61876 34,62
TOTAL 178706
0
50000
100000
150000
200000
Exportaciones

Página 66 de 70
Orden de mayor a menor incidencia en el total:
PARTIDA EXPORTACIONES INCIDENCIA (%)
8466 61876 34,62
8463 30227 16,91
8462 29879 16,72
8456 22709 12,707
8457 9622 5,38
8460 8064 4,51
8458 8048 4,5
8459 4723 2,64
8461 3558 1,99
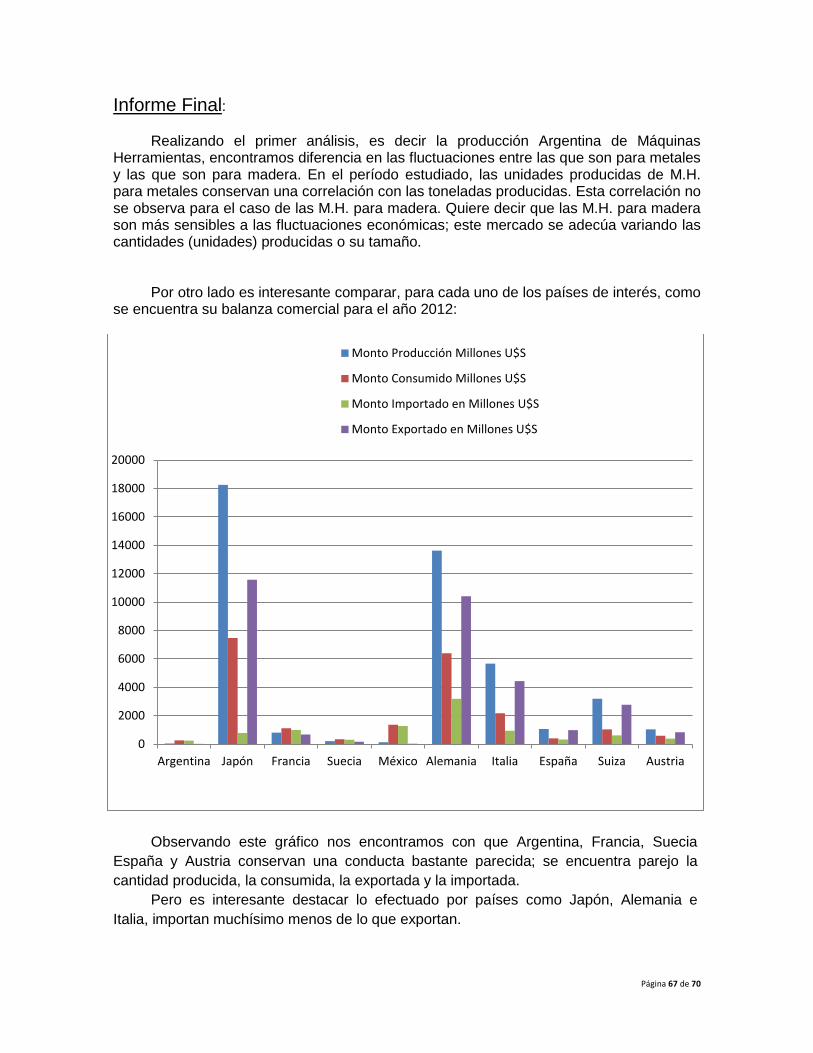
Página 67 de 70
Informe Final:
Realizando el primer análisis, es decir la producción Argentina de Máquinas Herramientas, encontramos diferencia en las fluctuaciones entre las que son para metales y las que son para madera. En el período estudiado, las unidades producidas de M.H. para metales conservan una correlación con las toneladas producidas. Esta correlación no se observa para el caso de las M.H. para madera. Quiere decir que las M.H. para madera son más sensibles a las fluctuaciones económicas; este mercado se adecúa variando las cantidades (unidades) producidas o su tamaño.
Por otro lado es interesante comparar, para cada uno de los países de interés, como
se encuentra su balanza comercial para el año 2012:
Observando este gráfico nos encontramos con que Argentina, Francia, Suecia
España y Austria conservan una conducta bastante parecida; se encuentra parejo la
cantidad producida, la consumida, la exportada y la importada.
Pero es interesante destacar lo efectuado por países como Japón, Alemania e
Italia, importan muchísimo menos de lo que exportan.
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
Argentina Japón Francia Suecia México Alemania Italia España Suiza Austria
Monto Producción Millones U$S
Monto Consumido Millones U$S
Monto Importado en Millones U$S
Monto Exportado en Millones U$S

Página 68 de 70
Si bien México no es un gran jugador en lo que a maquinas herramienta refiere, si
lo son Japón y países europeos tales como Alemania.
En cuanto a lo que Argentina respecta, es de esperarse un alto déficit comercial en
el intercambio de dichos productos.
Vemos como la tendencia es cada vez más a favor de las importaciones, lo cual
refleja nuestro atraso tecnológico, difícil de revertir.
Dicha situación nos condiciona a incurrir en altos costos para la compra de
máquinas herramienta, vitales para el desarrollo de diversas actividades industriales en la
Argentina.
En caso de que Argentina quiera formarse como gran competidor, o al menos
satisfacer su mercado de M. H., debería invertir en dicha la industria y en técnicos know-
how
México es el décimo mercado mundial en consumo de máquina-herramienta con
unas cifras en torno a 1.005,7 millones de euros. Es también, el séptimo importador y se encuentra en posiciones muy alejadas en el ranking tanto en producción como en exportación.
CLASIFICACIÓN ARANCELARIA: Las partidas arancelarias estudiadas y que delimitan el marco de referencia de éste estudio son aquellas comprendidas en los grupos 8456 y 8463 que se indican a continuación en el sistema TARIC (Sistema Armonizado de Aranceles de la Unión Europea).
2007 2008 2009 2010 2011 2012
Miles U$S 160941 306608 116446 138960 200197 253326
0
50000
100000
150000
200000
250000
300000
350000
DC Miles U$S

Página 69 de 70
o 84.56) Máquina-herramienta que trabaje por arranque de cualquier materia mediante láser u otros haces de luz o de fotones, por ultrasonido, electroerosión, procesos electroquímicos, haces de electrones, haces iónicos o chorro de plasma.
o 84.57) Centros de mecanizado, máquinas de puesto fijo y máquinas de puestos múltiples, para trabajar metal.
o 84.58) Tornos, incluidos los centros de torneado, que trabajen por arranque de material.
o 84.59) Máquinas, incluidas las unidades de mecanizado de correderas, de taladrar, escariar, fresar o roscar, incluso aterrajar, metal pro arranque de materia (excepto los tornos de la partida 8458)
o 84.60) Máquinas de desbarbar, afilar, amolar, rectificar, lapear (bruñir), pulir o hacer otras operaciones de acabado, para metal o cermet, mediante muelas, abrasivos o productos para pulir.
o 84.61) Máquinas de cepillar, limar, mortajar, brochar, tallar o acabar engranajes, aserrar, trocear y demás máquina-herramientas que trabajen por arranque de metal o cermet, no expresadas ni comprendidas en otra parte.
o 84.62) Máquinas, incluidas las prensas, de forjar o estampar, matillos pilón y otras máquinas de martillar, para trabajar metal; máquinas, incluidas las prensas de enrollar, curvar, plegar, enderezar, aplanar, cizallar, punzonar o entallar metal; prensas para trabajar metal o carburos metálicos, no expresados anteriormente.
o 84.63) Las demás máquinas-herramientas para trabajar metal o cermet, que no trabajen por arranque de materia.
o 84.64) Máquinas-herramienta para trabajar piedra, cerámica, hormigón, amiantocemento materias minerales similares, o para trabajar el vidrio en frío.
o 84.65) Máquinas-herramientas (incluidas los de clavar, grapar, encolar o ensamble de otro modelo para trabajar madera, corcho, hueso, caucho endurecido, plástico rígido o materias duras similares.
En cuanto al Comercio Exterior, México es considerado por la Organización Mundial de Comercio (OMC) el decimosexto exportador y decimocuarto importador del Mundo. Estados Unidos es el principal socio comercial de México, siendo destino del 80.52% de sus exportaciones y origen del 48% de sus importaciones.

Página 70 de 70
Como es sabido, hay países que mayormente consumen lo que producen
destinando sólo una pequeña porción de su producción doméstica al mercado externo
(caso China) y otros que la mayor parte de lo que generan lo exportan (como es el caso
de Japón). Existe un tercer caso, es el de los países denominados “entrepot”. Estos se
dedican a la compra y venta de máquinas herramienta por lo que no se involucran en
tareas productivas. Entre los mayores referentes se pueden mencionar países como
Bélgica y Rumania cuyas exportaciones superan en más del doble a sus respectivas
producciones domésticas.
La siguiente tabla de datos corresponde a la participación que tienen los países
involucrados en las exportaciones totales a nivel mundial de máquinas herramienta que
trabajan por remoción de material.
Alemania Suiza Italia Francia Bélgica Japón
Año % % % % % %
2003 19,09 7,63 6,14 1,82 1,67 27
2004 17,75 7,14 5,74 1,43 1,65 26,7
2005 18,22 7,19 5,28 1,31 1,76 27,11
2006 18,48 6,99 5,52 1,12 1,85 24,71
2007 20,49 7,9 6,48 1,41 2,34 23,25
2008 20,6 7,8 6,7 1,3 2,7 22,9
2009 24,7 6,9 8,8 1,4 2 16
2010 18,6 6,4 6,8 1,6 25,8
2011 19,2 6,8 6,1 1,1 1,7 28
Se observa que Japón y Alemania dominan en este rubro, suiza e Italia también
tienen una contribución bastante significativa.











![Netex Webinar | Involucra a tus usuarios con Historias y Desafíos [ES]](https://static.fdocuments.ec/doc/165x107/5879b4c01a28ab6b2c8b6627/netex-webinar-involucra-a-tus-usuarios-con-historias-y-desafios-es.jpg)






