Fabricacion de pomo trasero.docx
18
Proyecto: Proceso de Fabricacion Producto: Chapa de perilla para baño Nombre de Pieza: Pomo Trasero Nombre: Arevalo Romero, Jore !nri"ue Carnet: AR## $%& N' de Pieza:( N) de Plano:%*%& INFORMACION PREVIA. !sta pieza denominada Pomo trasero esta diseñ ada para cumplir con la +unci n de abrir la puerta desde el interior de ella, adem-s de este .til y esencial +uncionamiento dentro de la chapa , tambi/n sirve como protector de el seuro pl-stico "ue en su mayor parte esta colocado en el interior de esta pieza de0ando +uera de el pomo solo la parte "ue se une al seuro1 1- Requisi tos d e funcionamiento y/o d esempe o de e! p"o ducto . Requisito de Funcionamiento. !l Pomo Trasero es la pieza "ue tiene la +uncin de proteer y contener en su interior el mecanismo compuesto por el 2euro pl-stico "ue da paso al v-stao del seuidor para entrar en accin internamente con el seuro y asi brindar +i0acin, adem-s permite el movimiento interior "ue le brinda el v-stao al seuro pl-stico para ya sea activar o desactivar el mecanismo de seuridad3 es decir cerrar o abrir la puerta1 Requisitos de desempeo. !l pomo trasero es diseñado con el +in de permitir ser su0etado y aseurado a la puerta, se mantiene +i0o en el lado e4terno de la chapa donde al ser introducida la llave en el pomo delantero acciona todo el mecanismo interno de la chapa produciendo ya sea la activacin de seuridad o la apertura de la puerta, en el pomo trasero se pueden desempeñ ar dos +unciones por medio de procesos manuales 5con solo la utilizacin de la mano6, ya sea activando el sistema de seuridad o simplemente ir-ndolo para poder dar apertura a la puerta1 7 No debe manchar, ni dañar las manos debido a "ue es accionado de +orma manual1 7 8ebe ser lo su+icientemente resiste nte para resistir la +uerza aplicada sobre el, cuando se lleve a cabo su +uncin1 7 8ebe tener super+icie lisa, pero con una ruosidad adecuada para "ue la mano del usuario no se deslice al manipularla1
-
Upload
jorge-arevalo-romero -
Category
Documents
-
view
241 -
download
3
Transcript of Fabricacion de pomo trasero.docx
8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 1/18
Proyecto: Proceso de Fabricacion
Producto: Chapa de perilla para baño
Nombre de Pieza: Pomo Trasero
Nombre: Arevalo Romero, Jore!nri"ue
Carnet: AR##$%&
N' de Pieza:(
N) dePlano:%*%&
INFORMACION PREVIA.
!sta pieza denominada Pomo trasero esta diseñada para cumplir con la +uncin deabrir la puerta desde el interior de ella, adem-s de este .til y esencial +uncionamiento
dentro de la chapa , tambi/n sirve como protector de el seuro pl-stico "ue en sumayor parte esta colocado en el interior de esta pieza de0ando +uera de el pomo solo laparte "ue se une al seuro1
1- Requisitos de funcionamiento y/o desempeo de e! p"oducto.
Requisito de Funcionamiento.
!l Pomo Trasero es la pieza "ue tiene la +uncin de proteer y contener en suinterior el mecanismo compuesto por el 2euro pl-stico "ue da paso al v-staodel seuidor para entrar en accin internamente con el seuro y asi brindar
+i0acin, adem-s permite el movimiento interior "ue le brinda el v-stao alseuro pl-stico para ya sea activar o desactivar el mecanismo de seuridad3 esdecir cerrar o abrir la puerta1
Requisitos de desempeo.
!l pomo trasero es diseñado con el +in de permitir ser su0etado y aseurado ala puerta, se mantiene +i0o en el lado e4terno de la chapa donde al ser introducida la llave en el pomo delantero acciona todo el mecanismo interno dela chapa produciendo ya sea la activacin de seuridad o la apertura de lapuerta, en el pomo trasero se pueden desempeñar dos +unciones por medio de
procesos manuales 5con solo la utilizacin de la mano6, ya sea activando elsistema de seuridad o simplemente ir-ndolo para poder dar apertura a lapuerta1
7 No debe manchar, ni dañar las manos debido a "ue es accionado de +ormamanual1
7 8ebe ser lo su+icientemente resistente para resistir la +uerza aplicada sobre el,cuando se lleve a cabo su +uncin1
7 8ebe tener super+icie lisa, pero con una ruosidad adecuada para "ue la
mano del usuario no se deslice al manipularla1

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 2/18
7 No debe romperse u o4idarse, por lo "ue estar- +abricado de un materialresistente1
#- Posi$!es "equisitos de inte"cam$io.
Puede darse +acilidad de intercambio de esta pieza, pero .nicamenteocurrir- si se cuenta con el modelo y marca de la chapa, debido a "ue eldiseño de +abricacin de la pieza es est-ndar en toda la produccin, porello las dimensiones no variaran adapt-ndose a las dem-s piezas sininterrumpir el +uncionamiento de la chapa1 Aun"ue por su +uncionamiento seriamuy comple0o su intercambio ya "ue el pomo acciona hasta con ( piezasdistintas a la vez al momento de entrar en accin el mecanismo de la chapa, sedi+iculta su intercambio ya "ue posee un apriete con el Porta Cerro0o "ue suseparacin sini+icar9a la des+iuracin ya sea de una o de las dos piezasmencionadas, tomando en cuenta estos +actores se determina "ue elintercambio es posible, mas no es muy +actible1
%- Vida &ti! espe"ada y condiciones en que funciona"a e! p"oducto.
8ado "ue la pieza est- hecha de un material altamente resistente, la vida .tilde la pieza sobrepasa la vida .til del producto, ba0o condiciones de usonormales se estima a #$ años la pieza, en condiciones des+avorables de % a; años1 !stas condiciones se ven estrechamente relacionadas con el materialcon el cual se elabore la pieza, si se le aplico al.n acabado super+icial, asicomo tambi/n se ve aplicado el adecuado uso, el ambiente al cual estee4puesto, adem-s de el cuido "ue se proporcione1
- Fo"ma de uso.
!l uso promedio "ue se le dara diariamente es importante ya "ue por medio deel se oriina el desaste "ue su+re la pieza, claro si e4iste un uso adecuado suvida .til no se vera a+ectada randemente1
- E! am$iente a! cua! esta e'puesto.
<tra condicin "ue se debe tomar en cuenta es la temperatura de el ambiente,es decir si se dispone a hacer uso de esta pieza en condiciones donde elambiente contiene mucha salinidad como lo es a nivel del mar o en zonas
cerca de estas, la pieza debe tener un recubrimiento especial "ue ayude aproteerlas de la corrosin producida por el ambiente salino3 tambi/n se debede tomar en cuenta cuando la pieza sea utilizada ya sea en ambiente +rio otemperatura ambiente, para esto podr9amos recurrir a los tratamientos t/rmicoso bien eleir un material adecuado "ue sea capaz de resistir las temperaturasestipuladas por el cliente1
(- P"onostico de Vo!umen y Ritmo de p"oducci)n.
# +amilia 7= # chapa 7= años

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 3/18
# chapa 7= años
$1% chapas a # año
$1% 4 &$,$$$ +amilias 5dato de prueba6 > #%,$$$ chapas*año
Teniendo la meta de penetrar este mercado al nivel de tener el &$? en nuestrosprimeros d9as, nos da "ue las chapas "ue necesitamos vender son: #%@,%&( 4 $1&$ >&,BB chapas *año
o "ue nos de0a con nuestro volumen de produccin * +o!umen de +entas * &,BBchapas * año
o "ue nos da un ritmo de produccin: 5volumen de ventas * año6 * 589as totales al año4 horas laborales al d9a61
Ritmo de p"oducci)n,
5&,BB chapas*año6* 55% d9as*año6 4 5@ horas*d9a66 > ; unidades 5pomotrasero6 *hora
PAO A PANEAR &N PROCEO E FA0RICACION.
1. An!isis de! p!ano de fa$"icaci)n de !a pie2a
Para este an-lisis se tom en cuenta el plano del Pomo Trasero, elaborando una +icha
de ruta "ue sirve como u9a para el encarado de +abricacin para elaborar esta pieza,
a trav/s de un cuadro "ue le permite interpretar el dibu0o t/cnico de la pieza1
!n la +icha de ruta se especi+ica cada medida "ue es necesaria para la +abricacin de
esta pieza, tomando en cuenta "ue muchos de los detalles son elaborados de manera
muy sencilla debido a "ue su +abricacin se lleva acabo por medio de una
tro"ueleadora3 la cual realizara la operacin de embutido, lueo son e4traidas en +riomanualmente por los operarios1
!n la siuiente +icha de ruta se especi+ican los siuientes puntos "ue son de muchaimportancia en la +uncionabilidad de la pieza3se señala en las especi+icaciones "ue senecesita de un tipo de acabado super+icial ND debido al +uncionmiento de la pieza esaes la ruosidad necesaria3 se especi+ica tambien en el numero #& la medida de (@1%$mm de di-metro e4terior m-4imo "ue es el cual es la medida m-4ima de lo "ue tendr-el contorno de el pomo3 de iual manera se especi+ica en el numero #@ y #B 3 deE#(1$$ y E%%1$$ respectivamente3 en el primer di-metro se especi+ica lo necesariopara poder cumplir al optimo su +uncionabilidad con el seuro 5 pieza de enca0e 6,lueo el siuiente di-metro nos especi+ica un apriete ya "ue en esa parte de el pomose enera un punzonado "ue le da +i0acin ala pieza de unin1

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 4/18
FIC3A E R&4A
epende de Requisitode !aope"aci)n
N' Especificaci)n Mat.P"ima
Mo!de P"oceso O$se"+aciones
1 ista +rontal
# ista superior
% ista iz"uierda
( 8etalle G H I
5 onta0e ista muestra propsito
6 Cantidad 5#6 por unidad
7 !scala %:#
8 Acabado super+icial K K N& K
9 Recubrimientosuper+icial
K Ninuno K
1: Tratamientot/rmico
Ni"uelado
11 !sp1 de materiaprima
Acero AL2L ;$(
1# ateria prima ;1$ ramos
1% Mltima +echa Aceptada
1( (@1($ K K 8imens1 Contorno K
15 #%1($ K K 8imens1 Contorno K
16 E(@1%$ K K 8imens1 Contorno K
17 E;B1$$ K K 8imens1 Contorno
18 E;&1$$ K K 8imens1 Contorno
17 ;1$$ K K 8imens1 Contorno K
18 Au0ero E#(1$$ K Punzonar lado K19 Au0ero E%%1$$ K No permite distorsion K
%( N<TA Ouitense las rebabas
#. Recomendaciones o consu!tas ace"ca de !os cam$ios de! p"oducto

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 5/18
No hay recomendaciones para el departamento de diseño, pues cada uno de losdetalles cumplen con su +uncin al optimo, no se veria el caso de rediseñar alunadimensin1
!n el campo de el material se concluye "ue este es el mas adaptable ya "ue ademas
su costo no ronda por niveles tan altos, tomando en cuenta "ue se necesita "ue seaun material contra la corrosin3 ademas esta proteido contra los aentes ambientalescomo la humedad racias a "ue es un acero ino4idable3 en conclusin no serecomienda "ue el material sea sustituido ya "ue cumple con las caracter9sticas "uese necesitan para el +uncionamiento optimo de esa parte de la chapa1
%. Ope"aciones $sicas "eque"idas
Como operacin b-sica y ademas importante se tiene el !mbutido de el material3 ya"ue es muy .til para la +abricacin de piezas con detalles ya sea randes o pe"ueños
para su completo +uncionamiento, ademas de "ue con el ni"uelado "uedar con une4celente acabado1
No <peracin 8escripcion
# Cizallado de la lamina Consiste en cortar la lamina necesaria para la+abricacin de la pieza
% Preparar dados y matrices 2e preparan los dados y matrices para darlepaso al punzon "ue tiene la +orma en "ue"uedara el producto
; Colocar la lamina a embutir Consiste en colocar la lamina con medidas en
bruto en las matrices para comenzar con elproceso
( !4traer piezas 2e e4trae el producto ya terminado y raciasa las matrices con un producto satis+actorio,apto para cumplir con su +uncin
!4traer el material sobrante 2e e4trae el material "ue "ueda sobrantecomo resultado de la operacin
& impieza 2e limpia la pieza de0-ndola libre de todoresiduo causado al proceso de con+ormado
Ni"uelado !sta operacin es la "ue le brinda la
resistencia necesaria para desempeñarse enel ambiente, ya "ue es una pieza e4terior ,necesita el recubrimiento de ni"uel, para suoptimo desempeño
@ Lnspeccion 2e inspecciona si el producto se loro+abricar con la calidad esperada1
B !mpacado Finalmente se empaca y se trans+iere abodeas para poder ser ya sea ensamblado ovendido1

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 6/18
(. M;todo de fa$"icaci)n ms con+eniente y econ)mico
Primero se analizara las distintas opciones "ue se tiene para llevar acabo cadaoperacin de la +abricacin de el producto, seuidamente se evaluara las ma"uinas"ue son las mas +actibles para nuestro proceso1
Proceso de Corte
Tipo deerramienta
Fuente 8escripcion Costo
2ierra Catalaocaster
2ierra de mano3 +ormada por una ho0ade sierra montada sobre un arco detornillos tensores1 a ho0a de sierra esla "ue proporciona el corte, mientras"ue el soporte incluye un mano "ue
permite "ue la sierra leve acabo su+uncin1
%1$
2ierra Caladora Catalaocaster
2ierra Caladora3 compuesta por undisco cortador de ;$1 mm dedi-metro, de #I, #*%I3 a m-"uinacontiene un carro "ue su0eta la piezay se a0usta a la parte delantera para elcorte1
#,@B$1$$
8isco de corte Cataloo deidri 5Nov1%$#;6
Tipo de 8isco: (I QI con dientesespaciados de %mm1 !l disco se debeadaptar al mano el/ctrico para el+uncionamiento completo del sistema:8isco7ano1
%1
Cizalladora Cataloocaster
!l proceso de cizallado es unaoperacin de corte de l-minas "ueconsiste en disminuir la l-mina a unmenor tamaño1 Para hacerlo el metales sometido a dos bordes cortantes1a cizalla hidr-ulica de uillotinaadopta un marco de traba0o adecuadopara cortar metal con ran precisin,
riidez y velocidad1 !l sistemahidr-ulico usa un cartucho de v-lvulainterado de dos v9as y el control PCse prorama de acuerdo a lasnecesidades de cada traba0o1 Puedee"uiparse con alarma demal+uncionamiento en la pantalla paracorreir a tiempo, protectoroptoelectrnico y una mesa de traba0omovible "ue +acilita el cambio y
reemplazo de los moldes1
,$$1$$

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 7/18
Tro"uelado Cataloocaster
!l tipo de corte es m-s preciso y las+ormas eom/tricas simples sepueden tener en moldes o tro"ueles,tambi/n se puede estampar1Re"uerimientos: !l proceso de
tro"uelado es una operacin en lacual se cortan l-minas someti/ndolasa es+uerzos cortantes, desarrolladosentre un punzn y una matriz, sedi+erencia del cizallado ya "ue este.ltimo solo disminuye el tamaño del-mina sin darle +orma aluna1 !lproducto terminado del tro"ueladopuede ser la l-mina per+orada o laspiezas recortadas1
&,@BB1$$
P"oceso de Confo"mado
Proceso Fuente 8escripcion Costo
aminado caster !l laminado es un proceso en el "uese reduce el espesor de una piezalara a trav/s de +uerzas decompresin1 a +uerza decompresin se e0erce por un 0ueo
de rodillos, "ue iran apretando yhalando la pieza entre ellos1
#,$#$1$
For0ado caster !l proceso de +or0ado +ue el primerode los procesos del tipo decompresin indirecta y esprobablemente el m/todo m-santiuo de +ormado de metales1Lnvolucra la aplicacin de es+uerzosde compresin "ue e4ceden laresistencia de +luencia del metal1 !n
este proceso de +ormado secomprime el material entre dosdados, para "ue tome la +ormadeseada1
B@$1$$
!4trusin caster a e4trusin es un proceso porcompresin1 !l metal de traba0o es+orzado a +luir a trav/s de la aberturade un dado para darle +orma a suseccin transversal1 !0emplos deeste proceso son secciones huecas,
como tubos1
B%$1(

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 8/18
P"ocesos de Pe"fo"ado <4"oque!ado=
Proceso Fuente 8escripcion Costo
!mbutido caster !l !mbutido de Chapaset-licas es uno de losprocedimientos m-s comuneselaboracin de piezas huecas,para diversas aplicaciones "uevan desde el hoar, la o+icina yen la industria en eneral1
@%$1(
Tro"ueleado espanol1rainer1com !l tipo de corte es m-s preciso ylas +ormas eom/tricas simples
se pueden tener en moldes otro"ueles, tambi/n se puedeestampar1 !l proceso detro"uelado es una operacin enla cual se cortan l-minassometi/ndolas a es+uerzoscortantes, desarrollados entre unpunzn y una matriz, sedi+erencia del cizallado ya "ueeste .ltimo solo disminuye el
tamaño de l-mina sin darle +ormaaluna1!l producto terminado deltro"uelado puede ser la l-minaper+orada o las piezas recortadas
&B,#%&1$$
P"oceso de Recu$"imientos
<peracion Fuente 8escripcion Costode
aterial
Costo deorno
Cromado Amoticos1com Proceso en donde se recubre lapieza deseada por el Cromo atemperaturas mayores a los #$)C,y se evita corroer la pieza con eltiempo1
;($1
#@(1($
Ni"uelado Amoticos1com Proceso en donde se recubre lapieza deseada por el N9"uel atemperaturas mayores a los #$)C,y se evita corroer la pieza con eltiempo1
%B$1@$
#@(1($
8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 9/18
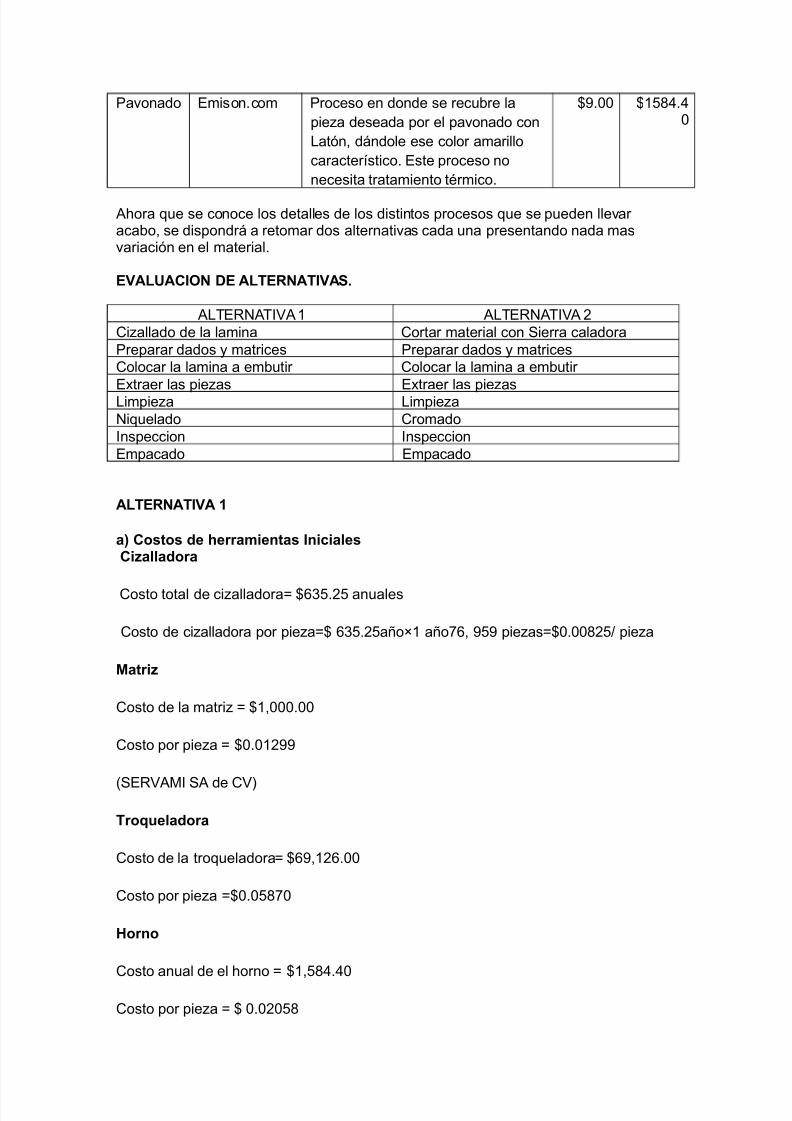
Pavonado !mison1com Proceso en donde se recubre lapieza deseada por el pavonado conatn, d-ndole ese color amarillocaracter9stico1 !ste proceso nonecesita tratamiento t/rmico1
B1$$ #@(1($
Ahora "ue se conoce los detalles de los distintos procesos "ue se pueden llevaracabo, se dispondr- a retomar dos alternativas cada una presentando nada masvariacin en el material1
EVA&ACION E A4ERNA4IVA.
AT!RNATLA # AT!RNATLA %Cizallado de la lamina Cortar material con 2ierra caladoraPreparar dados y matrices Preparar dados y matricesColocar la lamina a embutir Colocar la lamina a embutir !4traer las piezas !4traer las piezasimpieza impiezaNi"uelado CromadoLnspeccion Lnspeccion!mpacado !mpacado
A4ERNA4IVA 1 a= Costos de >e""amientas Inicia!esCi2a!!ado"a
Costo total de cizalladora> &;1% anuales
Costo de cizalladora por pieza> &;1%año# año&, BB piezas>$1$$@%* pieza
Mat"i2
Costo de la matriz > #,$$$1$$
Costo por pieza > $1$#%BB
52!RAL 2A de C6
4"oque!ado"a
Costo de la tro"ueladora> &B,#%&1$$
Costo por pieza >$1$@$
3o"no
Costo anual de el horno > #,@(1($
Costo por pieza > $1$%$@

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 10/18
Costos totales > $1#$$%
$= Costos de mano de o$"a di"ecta
2e tendr-n ( operarios:2alario de operario > #%1$$ *dia
2alario de operario por hora > #1$*hora
Costo total de <8 por seuro pl-stico > $1#&%%*pieza
c= Costos de mate"ia!es
Ace"o Ino'ida$!e AII %:(
Srea disponible: #1m;m >(1 m%
Precio: #$B1%(*lamina
N) de piezas por material > Áreade láminadisponible
Áreadela pieza
Area de la pieza> $1$B@m$1$B@m > $1$$B&$( m%
N) de piezas por material >4.5m2
0.009604m2 > (&@1 piezas > (&@ piezas
Costo de material por pieza >$ 109.24
468 piezas > $1%;(
Nique!
Costo de ni"uel > %B$1@$Costo por pieza > $1$$;
Costo total material por pieza > $1%;
CO4O 4O4AE ? A4ERNA4IVA 1Costo tota! de maquina"ia y >e""amientas @ :.1::5Costo de MO po" pie2a @ :.16##Costo de mate"ia! po" pie2a @ :.#%77Costo tota! po" pie2a @ :.5::(
A4ERNA4IVA #
a= Costos de >e""amientas Inicia!esie""a Ca!ado"a
8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 11/18
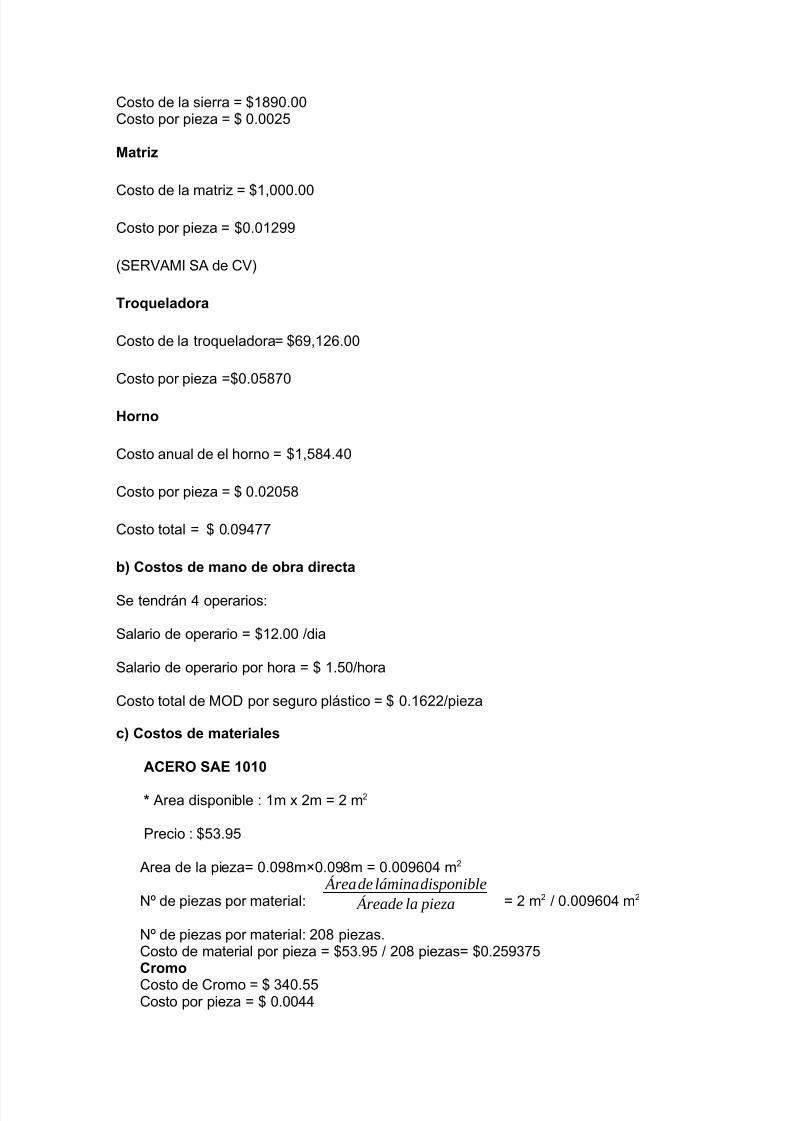
Costo de la sierra > #@B$1$$Costo por pieza > $1$$%
Mat"i2
Costo de la matriz > #,$$$1$$
Costo por pieza > $1$#%BB
52!RAL 2A de C6
4"oque!ado"a
Costo de la tro"ueladora> &B,#%&1$$
Costo por pieza >$1$@$
3o"no
Costo anual de el horno > #,@(1($
Costo por pieza > $1$%$@
Costo total > $1$B(
$= Costos de mano de o$"a di"ecta
2e tendr-n ( operarios:
2alario de operario > #%1$$ *dia
2alario de operario por hora > #1$*hora
Costo total de <8 por seuro pl-stico > $1#&%%*pieza
c= Costos de mate"ia!es
ACERO AE 1:1:
Area disponible : #m 4 %m > % m%
Precio : ;1B
Area de la pieza> $1$B@m$1$B@m > $1$$B&$( m%
N' de piezas por material: Áreade láminadisponible
Áreade la pieza > % m% * $1$$B&$( m%
N' de piezas por material: %$@ piezas1Costo de material por pieza > ;1B * %$@ piezas> $1%B;C"omo
Costo de Cromo > ;($1Costo por pieza > $1$$((

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 12/18
Costo total > $1%&;@
CO4O 4O4AE ? A4ERNA4IVA #Costo tota! de maquina"ia y >e""amientas @ :.:9(7Costo de MO po" pie2a @ :.16##
Costo de mate"ia! po" pie2a @ :.#6%8Costo tota! po" pie2a @ :.5#:7
COMPARACION E A4ERNA4IVA.
0
0.1
0.2
0.3
0.4
0.5
0.6
Alternativa 1
Alternativa 2
Con este ra+ico podemos observar claramente cual es la tendencia de cada una delas alternativas respecto a los costos, en el Costo de la ma"uinaria y herramientas , se
encuentra muy pare0o, siuiendo con el siuiente criterio en <8, se utilizan losmismos operarios asi "ue no varia absolutamente, partiendo de el criterio de los costosde material vemos "ue en la alternativa # el costo es menor, ademas de "ue se.n lascaracter9sticas "ue presentan ambos materiales, es me0or llevar acabo el proceso con AL2L ;$( ya "ue es mas ma"uinable con respecto al proceso de embutido1 !nconclusin se tomo la decisin de tomar la AT!RNATLA #1
5. ecuencia y desc"ipci)n de !as ope"aciones
No <peracin Clase
# Transporte de el material 2ecundaria
% Cizallado de la lamina 2ecundaria; Preparar dados y matrices 2ecundaria
( Colocar la lamina a embutir Primaria
!4traer piezas 2ecundaria
& !4traer el material sobrante 2ecundaria
impieza Au4iliar
@ 2e prepara el material paraNi"uelado
2ecundaria
B 2e enciende el horno 2ecundaria
#$ Ni"uelado Primaria

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 13/18
## Lnspeccion Au4iliar
#% !mpacado 1Au4iliar
3OBA E PROCEO
No./EAPAR4E, NOM0RE/EAPAR4E,
CIEN4E, NIVE/EINENIERIA,
OPEACIONND, 1
NOM0RE/EAOPERACIN,
MA4ERIA,AI-I %:(
INEA,COR4E
A &/AVI&A
1:: mm
1::mm
EPECIFICACIONE /EINENIERIA M&E4RA IN4R&M REACCION
ND CARAC4ERI4ICA /IMENION CA 4AM FREC
1 a"Gotota! 1:: M 1p2a #>" s Ca!i$"ado" 1.etene" e! P"oceso#. O$se"+a" e! tope%.epa"a" Mate"ia!(. AHusta" P"oceso5. A+isa" a! supe"+iso"
# Anc>o tota! 1:: M 1p2a #>" s Ca!i$"ado" Ve"nie"
EC&ENCIA/EOPERACIONE E4AN/ARE/EOPERACION
1.Co!oca"!a p!aca en $"uto so$"e !a mesa de co"te td />" s %7 p2as#.Posiciona"e!mate"ia! pa"a ope"a" con e! disco de co"te.
%.Co" ta" de mane"a t"ans+e"sa! en !a medida aHustada
E!a$o"), AR11:#6Ap"o$),Fec>a, :5/ 11 / #:1(

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 14/18
No./EAPAR4E, NOM0RE/EAPAR4E, CIEN4E, NIVE/EINENIERIA,
OPEACIONND,#
NOM0RE/EAOPERACIN,4RO&EA/O
MA4ERIA,AI-I %:(
INEA,4RO&EA/O
A &/AVI&A
EPECIFICACIONE /EINENIERIA M&E4RA IN4R&M. REACCION ND CARAC4ERI4IC /IMENION CA 4AM FREC1 /iamet"o mayo" J (8.#: mm M 1p2a %>" s Ca!i$"ado 1.etene" e! P"oceso
#. O$se"+a" e! tope%.epa"a" Mate"ia!(. AHusta" P"oceso
5. A+isa" a! supe"+iso"
# a"Go tota! (8.(: mm M 1p2a %>" s Ca!i$"ado"
% AGuHe"o Infe"io" J ##.:: mm M 1 % >"s Ca!i$"ado" ( AGuHe"o upe"io" J 1(.:: mm M 1 % >"s Ca!i$"ado"
EC&ENCIA/EOPERACIONE E4AN/ARE/EOPERACION1.-e co!oca !a pie2a so$"e !as mo"da2as de !a 4"oque!ado"a. td />" s %7 p2as#.e aHusta !a +e!ocidad.% e cam$ia e! t"oque! po" uno con fo"ma deseada.(.-e ope"aK con una fue"2a meno" a 5: N.
E!a$o"), AR11:#6A "o$),Fec>a, :5/ 11 / #:1(

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 15/18
No./EAPAR4E, NOM0RE/EAPAR4E, CIEN4E, NIVE/EINENIERIA,
OPEACIONND,%
NOM0RE/EAOPERACIN,NI&EA/O
MA4ERIA,AI-I %:(
INEA,REC&0RIMIEN4O
A &/AVI&A
EPECIFICACIONE /EINENIERIA M&E4RA IN4 REACCION ND CARAC4ERI4ICA /IMENION CA 4AM FREC
1 a"Gotota! 6# L:.::#: M 1p2a %>" s Ca!i$"ado" 1.etene" e! P"oceso#. O$se"+a" e! tope%.epa"a" Mate"ia!(. AHusta" P"oceso5. A+isa" a! supe"+iso"
# Anc>o tota! (#L:.::1: M 1p2a %>" s Ca!i$"ado"
% Cent"o a desa""o!!o %:.75 M 1 P2a % >"s Ca!i$"ado" ( Confo"mado (1.:: M 1 P2a % >"s Ca!i$"ado"
EC&ENCIA/EOPERACIONE E4AN/ARE/EOPERACION1.-e co!oca !a pie2a so$"e una $ase pa"a e! "ecu$"imiento td />" s %7 p2as#.e p"ocede a aHusta" !a tempe"atu"a de >o"no.%e o$se"+a c/# min pa"a +e"ifica" si todo ma"c>a $ien.
(.ueGo de !os (.OOmin de espe"aK se saca con Guantes y p"otecci)n 5 e deHa "eposa" >asta seca".
E!a$o"), AR11:#6Ap"o$),Fec>a, :5/11/#:1(

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 16/18
CAR4A E PROCEO
Ca"ta de p"oceso&$icaci)n,Tecnolo9a Lndustrial LLL Resumen
Acti+idad,ostrar proceso dePomo Trasero
Acti+idad Actua! P"opuesto
A>o""os
Fec>a,*##*%$#( Ope"aci)n 8
E!a$o"ado po", AR##$%& 4"anspo"te 1
iaG"ama empie2a en,Transporte emo"a 1
iaG"ama te"mina en , Inspecci)n 1
Almacenamiento A!macenaHe 1M;todo, Actual 4iempo <min.= 1#.65i$uHo No,% istancia<pies=
3oHa 1 de 1 Costo
&nidad dedistancia
&nidaddetiempo<min=
m$o!o esc"ipci)n de! p"oceso
$1# O Transporte de material
#1;$ O Corte de material
#1$$ O Preparar dados y matrices#1$$ O Colocar la lamina a embutir
$1;$ O !4traer pieza
$1;$ O !4traer el material sobrante
$1;$ O impieza
$1;$ O Traslado de material a horno
%1$$ O Calentamiento de el horno
(1$$ O Ni"uelado
#1$$ O Lnspeccion
#1$$ O !mpacado
IARAMA E OPERACIONE

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 17/18
Pomo 4"ase"o
Ope"aciones pa"a !a fa$"icaci)n de Pomo 4"ase"o.
1- Co"te de mate"ia! 1.%: min#- P"epa"a" dados y mat"ices 1.:: min
%- Co!oca" !amina a em$uti" 1.:: min(- E't"ae" pie2a :.%: min5- E't"ae" e! mate"ia! so$"ante :.%: min6- impie2a :.%: min7- Ca!entamiento de >o"no #.:: min8- Recu$"imiento de Nique!ado (.:: min9- Inspecci)n 1.:: min
PACA E ACERO AII %:(
6. Equipo de medici)n pa"a e! p"oceso
2
1
3
4
5
6
7
8
9

8/16/2019 Fabricacion de pomo trasero.docx
http://slidepdf.com/reader/full/fabricacion-de-pomo-traserodocx 18/18
• Ca!i$"ado" +e"nie",!ste dispositivo de calibracin es utilizado para la medicin de los detalles cr9ticos de
la pieza , "ue re"uirieren un especial atencin1
4e"m)met"o,
!mpleado para veri+icar si la temperatura en la cual se esta traba0ando en el horno es
la adecuada1