Estudiar La Resistencia Mecánica de Uniones Tipo Brazing de Cañerías de Cobre Comercial...
11
Soldadura Fuerte de Tuberías de Cobre Comercial. ESTUDIO DEL EFECTO DE LA RESISTENCIA MECÁNICA DE UNIONES TIPO BRAZING DE CAÑERIAS DE COBRE COMERCIAL UTILIZANDO DOS MATERIALES DE APORTE DIFERENTE Y TRASLAPE VARIABLE. Rómulo Carrasco, Juan González, Rodolfo Rodríguez. 18 de Junio del 2014 Departamento de Ingeniería Metalúrgica y de Materiales Resumen Se estudia el comportamiento a la tracción de la unión de tuberías de cobre por soldadura fuerte y se realizaron comparaciones en las propiedades mecánicas con un aporte AWS B CuP-2 y AWS RB CuZn-A. Las distancias de traslape usadas fueron de 2, 3, 4 y 5 [mm] y las probetas fabricadas tienen una dimensión de 164[mm] de largo. A partir de lo sugerido por el Brazing Handbook de la American Welding Society y según el tipo de cañería, el traslape optimo es de 3[mm]. El aporte AWS RB CuZn-A posee una composición de cobre y zinc de 59% y 40% respectivamente. En base a los datos obtenidos se corrobora que el traslape óptimo es el de 3 [mm] con un esfuerzo máximo de 201 [MPa] y deformación de 51[mm]. Palabras clave: Soldadura fuerte, traslape, tubería de cobre, metal de aporte. Abstract Tensile behavior of copper pipe joining by brazing is studied and comparisons on the mechanical properties were performed with a contribution AWS B CuP-2 y RB CuZn-A. The overlap distances were used in 2, 3, 4 and 5 [mm] and the specimens fabricated has a dimensión of 164 [mm] in lenght. From suggested by the Brazing Handbook of the American Welding Society and the type of pipe, the optimal overlap is 3 [mm]. AWS RB CuZn-A has a composition of copper and zinc of 59% and 40% respectively. Based on the data obtained it is confirmed that the optimal overlapping is 3 [mm] at a maximum stress of 201 [MPa], and deformation of 51 [mm]. Keywords: brazing, overlap, copper pipes, filler metal 1. Introducción Carrasco, González, RodríguezMET-308 1-2014 Pág. 1/11
-
Upload
juan-ignacio-gonzalez -
Category
Documents
-
view
14 -
download
0
Transcript of Estudiar La Resistencia Mecánica de Uniones Tipo Brazing de Cañerías de Cobre Comercial...

Soldadura Fuerte de Tuberías de Cobre Comercial.
ESTUDIO DEL EFECTO DE LA RESISTENCIA MECÁNICA DE UNIONES TIPO BRAZING DE CAÑERIAS DE COBRE COMERCIAL
UTILIZANDO DOS MATERIALES DE APORTE DIFERENTE Y TRASLAPE VARIABLE.
Rómulo Carrasco, Juan González, Rodolfo Rodríguez.18 de Junio del 2014
Departamento de Ingeniería Metalúrgica y de Materiales
Resumen
Se estudia el comportamiento a la tracción de la unión de tuberías de cobre por soldadura fuerte y se realizaron comparaciones en las propiedades mecánicas con un aporte AWS B CuP-2 y AWS RB CuZn-A. Las distancias de traslape usadas fueron de 2, 3, 4 y 5 [mm] y las probetas fabricadas tienen una dimensión de 164[mm] de largo. A partir de lo sugerido por el Brazing Handbook de la American Welding Society y según el tipo de cañería, el traslape optimo es de 3[mm]. El aporte AWS RB CuZn-A posee una composición de cobre y zinc de 59% y 40% respectivamente. En base a los datos obtenidos se corrobora que el traslape óptimo es el de 3 [mm] con un esfuerzo máximo de 201 [MPa] y deformación de 51[mm].
Palabras clave: Soldadura fuerte, traslape, tubería de cobre, metal de aporte.
Abstract
Tensile behavior of copper pipe joining by brazing is studied and comparisons on the mechanical properties were performed with a contribution AWS B CuP-2 y RB CuZn-A. The overlap distances were used in 2, 3, 4 and 5 [mm] and the specimens fabricated has a dimensión of 164 [mm] in lenght. From suggested by the Brazing Handbook of the American Welding Society and the type of pipe, the optimal overlap is 3 [mm]. AWS RB CuZn-A has a composition of copper and zinc of 59% and 40% respectively. Based on the data obtained it is confirmed that the optimal overlapping is 3 [mm] at a maximum stress of 201 [MPa], and deformation of 51 [mm].
Keywords: brazing, overlap, copper pipes, filler metal
1. Introducción
El brazing o soldadura fuerte es un proceso de unión de dos metales mediante la aplicación de calor y material de aporte con un punto de fusión menor a los materiales a unir (usualmente mayor a 450°C). Este último se añade en una cavidad existente entre las piezas, llamada "traslape" distribuyéndose en ella por acción de la capilaridad. Para una soldadura de calidad juega un rol importante la limpieza de las superficies, evitando tanto suciedad como óxidos.
En específico, se analizarán las uniones de cañerías de cobre de media pulgada con material de aporte AWS RB Cu Zn-A realizando probetas con distintos traslapes y luego sometiéndolas a ensayos de tracción. Según el Brazing Handbook de la American Welding Society, para uniones de tuberías por brazing, la profundidad de inserción o traslape de tres veces el espesor del tubo generará una unión tan resistente como el metal base.
El objetivo primordial del trabajo es encontrar experimentalmente el traslape óptimo para uniones de tuberías de cobre con el material de aporte AWS RB Cu Zn-A en base a los resultados de los ensayos. Se tiene como hipótesis que el punto óptimo coincidirá con la recomendación de la AWS.
Carrasco, González, Rodríguez MET-308 1-2014 Pág. 1/7

Soldadura Fuerte de Tuberías de Cobre Comercial.
Además se realiza una comparación entre las propiedades de una cañería sin soldadura para tener una medida de los cambios asociados en la zona circundante al cordón debido a la alta temperatura.
Finalmente se realiza una comparación de los resultados con los resultados de un experimento anterior, en el cuál bajo las mismas condiciones y dimensiones de traslape se testearon probetas con un distinto material de aporte: AWS B CuP-2.
2. Metodología experimental
Las cañerías fabricadas mediante soldadura fuerte presentan las dimensiones mostradas en la Tabla1, el metal de aporte utilizado es RB CuZn-A y las características del metal de aporte se observan en la Tabla 2. El material de aporte al no poseer fósforo se debe utilizar fundente recomendado por el fabricante del material de aporte. Para este caso el fundente usado es ARGENTA FLUX 200, permite que las aleaciones de aporte penetren profundamente en las juntas, dando como resultado uniones de alta resistencia, debido a la falta de fósforo en el metal de aporte. Disuelve y remueve rápidamente los óxidos con un mínimo burbujeo, eliminando impurezas y porosidades fuera de las uniones soldadas.
Tabla 1: Dimensiones cañería de cobre comercial.Dimensión. Valor [mm]
Diámetro exterior. 16,8Espesor. 1,1
Diámetro interior. 14,6
Tabla 2: Composición y propiedades del metal de aporte RB CuZn-A.
Cu, [%]. Zn, [%].Temp.
Solidus, [°C].
Temp. Liquidus,
[°C].
Rango de temperatura de
Brazing [°C]59,0 40,0 888 899 910-954
Para el dimensionamiento de las probetas de cobre a confeccionar, la Figura 1 indica que además del largo libre necesario para el ensayo de tracción, se debieron dejar cuatro veces el diámetro interno d (14,6 [mm]), además de la distancia de las mordazas de la máquina para tomar la muestra (60[mm]). Se esquematizan las medidas del tapón insertado en la zona de agarre de la máquina, para evitar que la muestra se rompa en esa sección. Para una cañería de diámetro nominal ½ [in], la longitud libre corresponde a 150[mm]. [1]
Carrasco, González, Rodríguez MET-308 1-2014 Pág. 2/7

Soldadura Fuerte de Tuberías de Cobre Comercial.
Figura 1: Modelo de cañerías y tapón para ensayos de tracción. [2]
Las cañerías fueron fabricadas de 164 [mm] de largo y se ensancharon con un punzón de acero SAE 1020 con un diámetro similar a las cañerías de cobre, los traslapes obtenidos para el estudio corresponden a 2, 3,4 y 5 [mm] respectivamente para cada cañería. Para lograr el traslape las cañerías fueron sometidas a calentamiento para su posterior ensanchamiento con los punzones.
En la Ilustración 1 se observa el traslape obtenido de las cañerías fabricadas con el punzón SAE 1020 con un diámetro similar a las cañerías de cobre.
Ilustración 1 Traslape de 3 [mm], cañeria de cobre comercial.
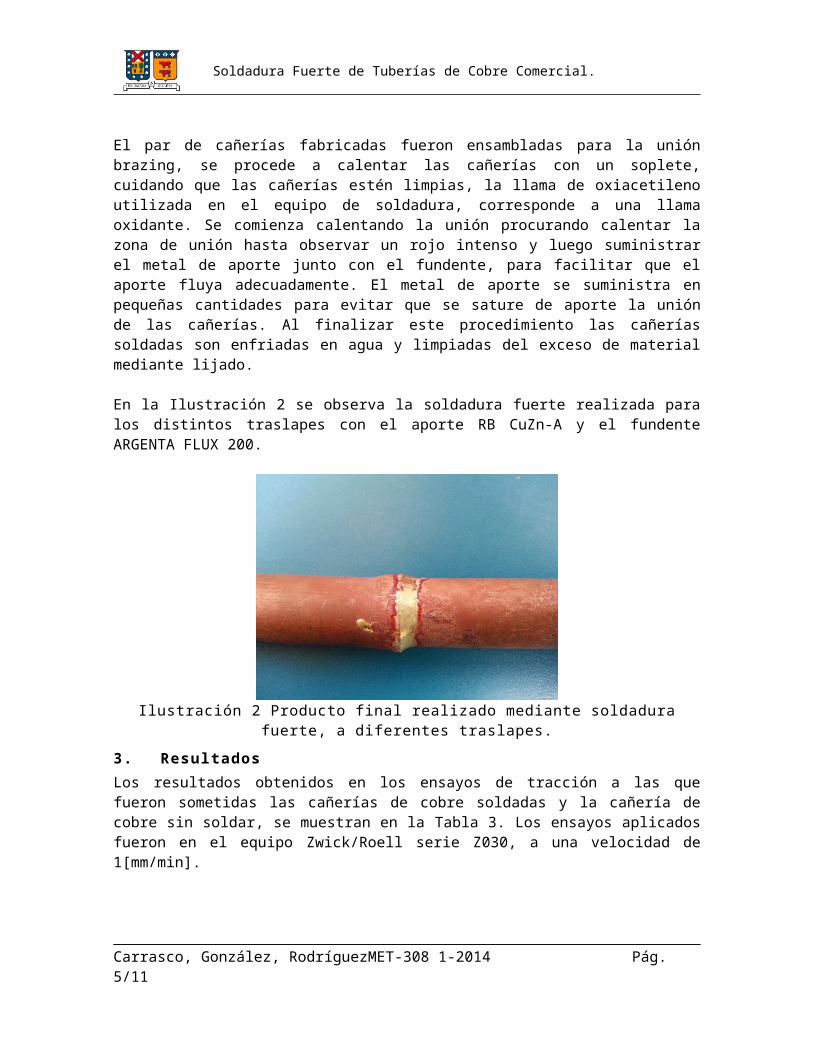
El par de cañerías fabricadas fueron ensambladas para la unión brazing, se procede a calentar las cañerías con un soplete, cuidando que las cañerías estén limpias, la llama de oxiacetileno utilizada en el equipo de soldadura, corresponde a una llama oxidante. Se comienza calentando la unión procurando calentar la zona de unión hasta observar un rojo intenso y luego suministrar el metal de aporte junto con el fundente, para facilitar que el aporte fluya adecuadamente. El metal de aporte se suministra en pequeñas cantidades para evitar que se sature de aporte la unión de las cañerías. Al
Carrasco, González, Rodríguez MET-308 1-2014 Pág. 3/7

Soldadura Fuerte de Tuberías de Cobre Comercial.
finalizar este procedimiento las cañerías soldadas son enfriadas en agua y limpiadas del exceso de material mediante lijado.
En la Ilustración 2 se observa la soldadura fuerte realizada para los distintos traslapes con el aporte RB CuZn-A y el fundente ARGENTA FLUX 200.
Ilustración 2 Producto final realizado mediante soldadura fuerte, a diferentes traslapes.
3. Resultados
Los resultados obtenidos en los ensayos de tracción a las que fueron sometidas las cañerías de cobre soldadas y la cañería de cobre sin soldar, se muestran en la Tabla 3. Los ensayos aplicados fueron en el equipo Zwick/Roell serie Z030, a una velocidad de 1[mm/min].
Tabla 3: Resultados ensayo de tracción de cañerías de cobre comercial unidas con soldadura brazing, material de aporte AWS B CuP-2.
Longitud de traslape [mm]
σmax
[MPa]Def. en
σmax [mm]σfractura
[MPa]Def. en
σfractura [mm]Tiempo de ensayo [s]
Localización fractura.
Cañería de cobre 371 6,9 300 9,1 547,952 197 29,9 45,8 30,4 1821 Metal base-3 201 51 48,9 51,8 3107,6 Metal base.4 198 33 54 33,6 2014,6 Metal base.5 203 34,9 54,5 35,5 2130 Metal base.
En el Gráfico 1 se observa la curva de esfuerzo en MPa versus el porcentaje de deformación para las cañerías de cobre comercial de 2, 3,4 y 5 [mm] de traslape y además la cañería de cobre sometida al ensayo de tracción sin aporte (cañería sin brazing). Estos resultados fueron obtenidos mediante el equipo de ensayo de tracción Zwick/Roell serie Z030, a una velocidad de 1[mm/min].
Carrasco, González, Rodríguez MET-308 1-2014 Pág. 4/7
Soldadura Fuerte de Tuberías de Cobre Comercial.
0 5 10 15 20 25 300
50
100
150
200
250
300
350
400
Cu-Zn Traslape 2 [mm] 3 mm 4 mm5 mm cañeria sin aporte
Deformación [%]
Esfu
erzo
[MPa
]
Gráfico 1 Curva Esfuerzo-Deformación de cañerías de cobre comercial unidas con soldadura brazing, material de aporte AWS RB CuZn-A.
Los resultados obtenidos del estudio anterior se muestran en el Gráfico 2. Estas pruebas se realizaron en el mismo equipo Zwick/Roell serie Z030 a una velocidad de 1[mm/min]. Se observa la curva de esfuerzo en MPa versus el porcentaje de deformación para las cañerías de cobre comercial de 2, 3,4 y 5 [mm] de traslape y además la cañería de cobre sometida al ensayo de tracción sin aporte (cañería sin brazing).
0 2 4 6 8 10 12 14 160
50
100
150
200
250
300
350
400
Cu-P 2 [mm] Cu-P 3 [mm] Cu-P 4 [mm]Cu-P 5 [mm] Cañeria sin Brazing
Deformación [%]
Esfu
erzo
[MPa
]
Gráfico 2 Curva Esfuerzo-Deformación de cañerías de cobre comercial unidas con soldadura brazing, material de aporte AWS B CuP-2.
Carrasco, González, Rodríguez MET-308 1-2014 Pág. 5/7

Soldadura Fuerte de Tuberías de Cobre Comercial.
En el Gráfico 3 de esfuerzo versus deformación se observan todos los resultados obtenidos a los distintos traslapes estudiados, además de comparar los distintos aportes, se comparan con una cañería de cobre comercial de las mismas dimensiones.
0 5 10 15 20 25 300
50
100
150
200
250
300
350
400
Cu-Zn 2 [mm] Cu-P 2 [mm] Cu-Zn 3 [mm]Cu-P 3 [mm] Cu-Zn 4 [mm] Cu-P 4 [mm]Cu-Zn 5 [mm] Cu-P 5 [mm] Cañeria sin Brazing
Deformación [%]
Esfu
erzo
[MPa
]
Gráfico 3 Compración de las distintas probetas, a distintos traslapes y material de aporte.
4. Discusión
Según la Tabla 3 se puede establecer en primera instancia que el traslape optimo es el de 5[mm] ya que presenta un mayor esfuerzo máximo, alcanzando 203 [MPa] y una deformación de 34,9 [mm], pero existe una deficiencia notoria en el porcentaje de deformación lo que lo hace menos tenaz que otro. Es por este motivo que se determinó que en realidad el traslape optimo es el de 3[mm] ya que a pesar de que su esfuerzo máximo es menor al de 5[mm] de traslape, este es muy cercano con un valor de 201[MPa] y además presenta una deformación mayor con una valor igual a 51[mm]. Esto hace suponer la relación que establece la norma, se vuelve a cumplir al igual que el grupo anterior, debido que para distintos tipos de aportes e iguales condiciones operacionales el traslape optimo vuelve a ser el de 3[mm].
Comparando los ensayos realizados con el estudio anterior se puede establecer que el metal de aporte de AWS RB CuZn-A tiene un mejor comportamiento a la tracción que el metal de aporte del tipo AWS CuP-2 que posee un esfuerzo máximo de 188,5[MPa] y una deformación máxima de 23,5[mm]. Esto corrobora lo esperado ya que el aporte usado en esta experiencia posee mayor resistencia a la tracción, prácticamente el doble que el usado por el grupo anterior. La resistencia para la tracción del aporte AWS RB CuZn-A es aproximadamente 400 [MPa] mientras que para el aporte AWS CuP-2 es de 192 [MPa].
En el Gráfico 1 se puede apreciar que existe una gran diferencia de esfuerzo entre las probetas que fueron unidas por brazing con respecto a la tubería de cobre sin unión, la cual alcanzo un esfuerzo máximo de 370 [MPa]. Esta diferencia se atribuye a que al hacer brazing, la unión es tratada a altas temperaturas generando un recocido en la tubería. Como esta temperatura es tan alta (900 [°C] app) y cercana a la temperatura de fusión del cobre, se espera que ocurra etapa de cristalización y crecimiento de grano en la zona tratada térmicamente generando una disminución notoria en la resistencia y dureza del metal. Además se puede agregar que lo más probable es que las tuberías de
Carrasco, González, Rodríguez MET-308 1-2014 Pág. 6/7

Soldadura Fuerte de Tuberías de Cobre Comercial.
cobre hayan sido deformadas en frio en su etapa de fabricación lo cual genera un aumento en las propiedades mecánicas de la pieza, como lo es la dureza y resistencia.
Considerando este mismo análisis de la temperatura aplicada en la zona de unión, se puede establecer que la diferencia que existe de porcentaje de deformación en las distintas piezas ensayadas se puede deber a que el calor aplicado en la zona de unión no fue medido, por lo cual existe una incertidumbre de quien recibió mayor aporte de calor al momento de soldar. Además otro factor a considerar es la poca experiencia como soldador, lo cual nos lleva a generar errores en la manera de aplicar la llama en la soldadura, debido a que creemos que no se entregó de manera homogénea. Por este motivo pueden existir piezas que se afectaron más notoriamente con el calor aplicado generando un menor grado de deformación plástica y por ende una fractura con menor % de deformación.
5. Conclusiones
El traslape óptimo encontrado es de 3 [mm] con un esfuerzo máximo de 201[MPa] y una deformación máxima de 51 [mm]. Independiente que para el traslape de 5 [mm] se tenga un esfuerzo de fluencia superior en 2 [MPa], la gran diferencia se encuentra en la cantidad de deformación que puede soportar la probeta con un traslape de 3 [mm] en comparación con las demás probetas. Con este resultado, se confirma la hipótesis propuesta inicialmente y además se afirma la recomendación del Handbook Welding, Brazing and Soldering de la American Welding Society.
Ninguna de las probetas sufrió fractura en el cordón. Se presentaron en el material base cercana al cordón de soldadura, lo cual se atribuye al efecto de crecimiento de grano del cobre por la alta temperatura a la que fue sometida la tubería. Esto también influye en la gran diferencia entre los esfuerzos máximos soportados por las probetas y el soportado por la cañería de cobre. Llama la atención la poca tenacidad de la cañería de cobre (poco porcentaje de deformación) lo que es atribuible a los procesos de fabricación de la misma como deformación en frio, que aumentan su resistencia y dureza pero disminuyen su tenacidad.
Además comparando los traslapes óptimos (ambos de 3 [mm]) realizados con AWS CuP-2 y AWS RB Cu Zn-A bajo las mismas condiciones de trabajo, se tiene un aumento considerable tanto en el esfuerzo y deformación máxima soportada por la probeta con el último material de aporte utilizado. Esto además se condice con las propiedades entregadas por el fabricante.
Sugerencia: En la fabricación de las probetas, intentar exponerlas el menor tiempo posible a altas temperaturas y que este tiempo sea el mismo para todas.
6. Referencias .
[1] ASTM, «A370, Standart Test Methods and Definitions for Mechanical Testing of Steel Products,» West Conshohocken, PA, p. 11.
[2] ASTM, «E8, Standard Test Methods for Tension Testing of Metallic Materials,» West Conshohocken, PA, 2012, p. 9.
Carrasco, González, Rodríguez MET-308 1-2014 Pág. 7/7