Empresas c y Ed Nuevo
28
“Año de la Diversificación Productiva y del Fortalecimiento de la Educación” FACULTAD DE CIENCIAS AGROPECUARIAS ESCUELA DE ING.AGROINDUSTRIAL CURSO: TERMODINÁMICA DOCENTE: Ing. RUIS PADILLA, Carlos ALUMNA: - FACHIN TORRES, Rayza Geraldine - FLORES PALOMINO, Giovana Esther - MAGUIÑA MARTINEZ, Camery Yersinia - POVIS ANTARA, Kaila Dalila - TARICUARIMA GARAY, Grecia Sarina CICLO: IV UNIVERSIDAD NACIONAL DE UCAYALI INFORME DE VISITAS TECNICAS
-
Upload
yersinia-maguina-martinez -
Category
Documents
-
view
19 -
download
0
description
gfsjhjghjfjhgfjyftdfjjggfgj
Transcript of Empresas c y Ed Nuevo
“Año de la Diversificación Productiva y del Fortalecimiento de la Educación”
FACULTAD DE CIENCIAS AGROPECUARIAS
ESCUELA DE ING.AGROINDUSTRIAL
CURSO: TERMODINÁMICA
DOCENTE: Ing. RUIS PADILLA, Carlos
ALUMNA:
- FACHIN TORRES, Rayza Geraldine- FLORES PALOMINO, Giovana Esther- MAGUIÑA MARTINEZ, Camery Yersinia- POVIS ANTARA, Kaila Dalila- TARICUARIMA GARAY, Grecia Sarina
CICLO: IV
PUCALLPA – PERÚ
2015
UNIVERSIDAD NACIONAL DE UCAYALI
INFORME DE VISITAS TECNICAS
PLANTA CONSERVAS INVERSIONES ESTRELLA DE
DAVID S.A.C.
I. INTRODUCCIÓN
Estrella de David S.A.C es una empresa pesquera que cuenta con una planta
procesadora de conservas ubicada en la Av. Brasil MZ. I LT. 2 – 7 Villa María –
Nuevo Chimbote, 043 Chimbote.
El presente informe detalla los procesos, funcionamientos, y cuestiones afines
con respecto a la planta de conservas, debido a que este fue el motivo de la visita,
en la cual se realizó un recorrido y explicación de las actividades que se realizan
para elaboración de productos hidrobiológicos enlatados.
En el trabajo se realiza la descripción general de la empresa, de los procesos
(diagrama de bloques, flujograma del proceso y balance de materia), operaciones
en las cuales se aplica la termodinámica y la importancia de la presión de vacío
para el proceso.
Con esta y otras visitas a plantas se espera que contribuya con nuestra formación
académica y profesional debido que al conocer y observar este campo laboral
se pueda generar en los alumnos una visión de competencia y exigencia en el
mundo actual.
II. OBJETIVOS
- Conocer los diferentes tipos de productos ya sea por su forma de presentación, liquido de gobierno, especies hidrobiológicas a utilizar, etc.
- Conocer los puntos críticos de los diversos procesos (línea de crudos y cocidos) de producción y los métodos utilizados por la empresa para afrontar estos problemas.
- Identificar maquinarias y equipos que se emplean en la producción de conservas de pescado.
III. DESCRIPCIÓN GENERAL DE LA PLANTA
Dirección : AV. BRASIL MZ. I LT. 2 – 7, VILLA MARÍACiudad : NVO. CHIMBOTE, ANCASHPaís : PERÚTeléfono : (+51) 043-315550Fax : (+51) 043-346438
Historia
En el año 2004, se constituye la EMPRESA INVERSIONES ESTRELLA DE
DAVID SAC, la principal actividad de la empresa es la elaboración de conservas
de pescado en sus líneas de cocidos y de crudos, a su vez se encuentra ubicada en
la Av. Brasil Mz. I lte 2 – 7 Villa María – Nuevo Chimbote.
Quienes somos
Empresa inversiones Estrella de David SAC, es una de las empresas que
continuamente está creciendo dentro del sector pesquero en el Perú, dedicada a la
prestación de servicios de producción y comercialización de conservas.
Empresa Inversiones Estrella de David SAC cuenta con una cartera de clientes
reconocidos así como también cuenta con unas instalaciones totalmente equipadas
y con tecnología de punta.
Principios y Valores
Visión
Lograr una posición de liderazgo a nivel local y nacional en la prestación de
servicios de producción de conservas de pescado y a fin de lograr una óptima
creación de valor para nuestros clientes, trabajadores, la sociedad y los
accionistas.
Misión
Optimización de los recursos para la producción de conservas de pescado a fin de
lograr una óptima creación de valor para sus clientes, ofreciéndoles productos de
alta calidad acorde con las necesidades del mercado manteniendo un compromiso
permanente para la conservación de los recursos hidrobiológicos disponibles,
reflejando con ello su respeto a los trabajadores , la sociedad y los accionistas.
Pilares de la empresa
Empresa Inversiones Estrella de David SAC se rige por un conjunto de principios
que le han permitido, durante estos 8 años, convertirse en una empresa sólida,
eficiente y en constate crecimiento. Su filosofía de trabajo se basa en siete pilares
fundamentales, sobre los cuales ha construido un clima de confianza y estabilidad
con sus clientes, proveedores, trabajadores y la comunidad en general.
1. Siempre visionarios y emprendedores.
2. Orgullosos de nuestra labor.
3. Tecnología y calidad.
4. Constante innovación y creatividad.
5. Somos parte del hogar.
6. Una empresa abierta al mundo.
7. Comprometidos con nuestra comunidad

IV. DESCRIPCIÓN DE LOS PROCESOS
Flujograma proceso de elaboración de conserva de pescado- línea cocido.
PCC1
Recepción de la materia prima
Almacenamiento
Selección, corte y viscerado
Pelado y lavado
Encanas tillado
Cocción
Enfriado
Mezclado (opcional)
Molienda
Envasado
Adición de líquido de Gobierno
Formación de vacío
Limpieza y empacado
Enfriado
Esterilizado
Sellado
Envases vegetales, aceite, agua y sal
Cabeza, cola
Agua y aceite
Agua y aceite de pescado
PCC2
PCC3

IV.1. Recepción de Materia Prima
La materia prima ( Anchoveta , Caballa y Jurel ) llega a la planta en cámaras isotérmicas las cuales contienen el pescado estibado en cubetas plásticas con hielo. La cámara ingresa a planta y pasa por un rodiluvio en el cual se le hace un lavado de las ruedas con solución de hipoclorito de calcio a 120 ppm.
IV.2. Peso por cubeta:
Se toman 8 cubetas de la cámara durante la descarga de la misma, de la puerta, centro y fondo, se les extrae el hielo y agua y se realiza el pesado respectivo para estimar el peso por cubeta y con el total de cubetas determinar cuántas toneladas llegaron en la cámara e informar al usuario.
IV.3. Frescura:
Observar las características de frescura tales como el ¨arco iris¨ en la parte dorsal y el color plateado en la parte ventral, traslucidez y convexidad en los ojos y no percibir olor amoniacal debajo de las agallas las cuales debe de estar integras elasticidad del tejido en los lomos del pescado.
IV.4. Calidad de materia prima:
Inspeccionar si con la materia prima vienen otras especies y establecer las proporciones de estas en peso por cubeta,
IV.5. Peso, talla y madurez sexual:
Determinar el peso y talla promedio de cada pieza y el estadio sexual(macho y hembra); esto con la finalidad de informar al usuario así como también a las autoridades pesqueras (ITP, DIREPRO, etc.) referente a la edad a la que está siendo capturada al recurso hidrobiológico.
Despacho
Etiquetado
AlmacenamientoEtiquetas
Pegamento

IV.6. Contenido graso:
Es importante determinar el contenido graso para establecer, en función a esto el tiempo de proceso en las cocinas estáticas. Para esto no establecemos una medición objetiva sino sensorial, haciendo fricción del tejido sobre las manos u observando las gotas grasas sobre la superficie libre del agua de la cremolada.
IV.7. Corte
IV.8. Pesado
El personal de corte, una vez llena sus bandejas, y en coordinación con la controladora general y controladoras de línea se alinean para pesar al pescado cortado. Previamente la balanza ha sido tarada para descontar el peso de las bandejas y el peso de 0.96 Kg como política de producción de la planta. Durante el pesado la controladora general observa e inspecciona las bandejas verificando que el corte se haya realizado de manera correcta y no hayan dejado vísceras que puedan comprometer la calidad final del producto en su aspecto y presentación.

Este procedimiento persigue los siguientes objetivos:
Evaluar al personal en su capacidad de corte
Registrar el peso del pescado cortado para la posterior remuneración al personal
Establecer el rendimiento de corte al final del proceso
IV.9. Lavado El pescado en bandeja es vaciado sobre bandejas cosecheras, las cuales se sumergen en un lavatorio metálico lleno de agua proveniente del pozo tubular y se agita a modo de lavar el pescado cortado.
IV.10. Escaldado - Pelado Este proceso se lleva a cabo en una maquina diseñada especialmente para esta labor, esta máquina es comúnmente denominada ´´Peladora´´.
El pescado una vez lavado es depositado desde las bandejas cosecheras hacia la malla de acero inox, de alimentación de la peladora, ahí pasa a través de una ducha de agua a presión a modo de lavado, luego por medio de un canal pasa a depositarse sobre la parte ancha de la botella la cual se halla parcialmente sumergida en agua calentada a 72 °C por vapor vivo. L pescado cortado avanza por el mecanismo de tornillo sinfín incorporado en el interior de la botella mientras se escala a dicha temperatura frenando la descomposición enzimática, en esta fase la piel se ampolla debido al contacto de la malla metálica en caliente con la piel del pescado.
El pescado pasa luego a la parte más estrecha de la botella que está por encima del nivel de agua caliente, una vez ahí la piel ampollada es retirada por agua a presión a través de dos flautas ubicadas a los costados. El pescado sale de la botella sin piel y es depositado hacia una malla de acero inox. De salida la cual a su vez tiene en la parte superior una ducha de agua a presión que elimina cualquier remanente.
El pescado es cargado sobre bandejas plásticas sanitizada a la salida de la malla y posteriormente es estibada a los carros de cocido para su carga en las cocinas estáticas.
IV.11. Cocción
El proceso de cocción se realiza en las cocinas estáticas . Una vez completado los carros de cocido y dispuestos en el área contigua a cocinas ;el operador de cocina procede a ingresar los mismos en los calcinadores estáticos .
La primera cocina a llenar es la cocina con (capacidad: 07 carros de cocido) con la finalidad de verificar que el tiempo de proceso sea efectivo para la calidad de materia prima que se esta utilizando sin comprometer el rendimiento de la producción.

Se realiza el tiempo de cocción según los tiempos programados y controlados por los parámetros establecidos por el usuario (presión y temperatura) (tiempo de venteo; tiempo de proceso) visualizados en los instrumentos del equipo (manómetro y termómetro) y del tiempo según la calidad de la materia prima reportados por
IV.12. Enfriamiento
Los carros de cocido son traslados del área de cocción al área de enfriamiento donde se encuentran ubicados 2 ventiladores que enfrían al pescado en 4 minutos. En este intervalo de tiempo el personal queda restringido de transitar por esa zona.
a) Molienda
El personal de selecciones ubicadas en la mesa de molido trasladan los carros al área de molido y voltean las bandejas sobre la mesa. Seleccionan el gratad y en el caso de encontrar de encontrar algún desperfecto informan a aseguramiento de calidad.
El personal de selección arrastra el grated con el uso de paletas de acero inoxidables hacia la faja la cual ingresa el grated a los molidos mediante bandejas plásticas.
b) Envasado
Las cubetas son llevadas a las envasadoras por jornales los voltean las cubetas sobre la mesa de envasado. Los envases son lanzados desde el mecanice en cajas y son
P T
Válvula de ingreso de vapor
Válvula de purga
Línea de vapor
COCINA ESTATICA

recepcionados por jornales ubicados en la parte inferior y estos suministran de envases a las envasadoras. Las envasadoras deben contar con balanzas de contrapeso, apisonadores y un peso patrón suministrado por las técnicas de aseguramiento de calidad que deben elaborar estos patrones en base a los parámetros de peso establecido por el usuario. El peso envasado programado para conserva de grated de anchoveta en agua y sal 1/2Lb tuna x 48 unidades . Es de 12 gramos.
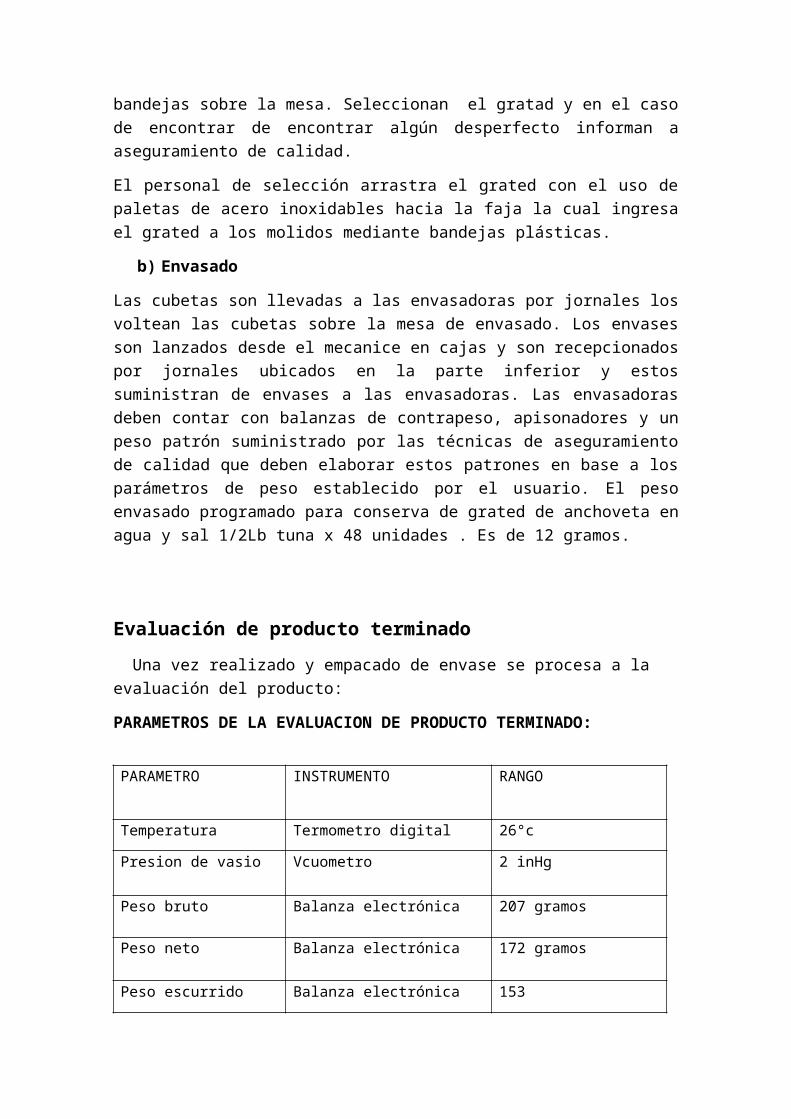
Evaluación de producto terminado
Una vez realizado y empacado de envase se procesa a la evaluación del producto:
PARAMETROS DE LA EVALUACION DE PRODUCTO TERMINADO:
PARAMETRO INSTRUMENTO RANGO
Temperatura Termometro digital 26°c
Presion de vasio Vcuometro 2 inHg
Peso bruto Balanza electrónica 207 gramos
Peso neto Balanza electrónica 172 gramos
Peso escurrido Balanza electrónica 153
Liquido de gobierno Probeta 19 ml
Aspecto y presentación Inspección visual Ausencia de materias prima ajenas a los insumos.Turbidez de líquido de gobierno.Aroma
IV.13. CODIFICADO:a) Codificación mecánica:
La operadora de máquinas cerradoras, antes del inicio de la operación de sellado, procede a coordinar con el jefe de producción respecto al código a emplear. Una vez hecho las coordinaciones, procede a preparar y colocar los “tipos” en la codificadora de la maquina selladora, siguiendo y respetando para ello con las disposiciones que la autoridad competente a asignado a la empresa.
b) Codificación por inyección de tinta:
El jefe de producción al realizar sus cálculos de rendimiento, determina el número de tapas que requieren ser codificadas e informa al operador de codificadora.
El operador de la codificadora procede a disponer de tal cantidad en su área de trabajo para su posterior codificado.
El operador de máquina y personal de apoyo deberán cumplir con todos los procedimientos de higienización estipulados en el programa de higiene y saneamiento, así como estar adecuadamente uniformados. El empleo de guantes, toca, y tapaboca son necesarios de modo tal que no permita la contaminación cruzada
Las tapas son sacadas de su empaque y son limpiadas con un paño seco y limpio, permitiendo retirar todo tipo de polvo, partículas extrañas y/o grasas que pudieran dificultar una correcta impresión de los códigos.
Asimismo, la faja que transporta las tapas al inkjet, deberá ser sanitizada con un paño con alcohol metílico.
El equipo, única y exclusivamente es operado por el técnico de máquina, mientras que el personal de apoyos limita por un lado de alimentar la faja del equipo que atravesará el inkjet, mientras que el otro grupo recoge y estiba nuevamente en cajas para su posterior uso.
IV.14. Almacenamiento
Una vez empacado el producto, es puesto a disposición del jefe de almacén.
Producto empacado es estibado sobre parihuelas y apilado hasta un máximo de 10 cajas de altura. Estos productos son almacenados en ambientes especialmente e inclemencias del medio ambiente.
El jefe de almacen recibe el parte del supervisor de línea de limpieza y empacado y procede a registrar el ingreso en una ficha , anotando la cantidad recibida , los códigos producidos, el tipo de producto y fechas de ingreso . El jefe de almacén nuevamente reportara esta información al jefe de aseguramiento de calidad ; poniéndose de esta forma a disposición la información del stock de almacén.
Se tendrá especial cuidado en procurar que los primeros productos que salgan de almacenes sean los primeros en haberse intentado. Queda terminantemente prohibido y bajo responsabilidad del jefe de almacén que el producto sea estibado sobre sobre el piso y/o maltratado por mala manipulación.
IV.15. Etiquetado
Esta operación solo se realiza en caso de que los clientes lo solicitan.
El personal operario vacia las cajas sobre las mesas de etiquetado y procede a etiquetar manualmente una por una . El personal operario coloca un punto de goma sintética en la conserva, permitiendo fijar la etiqueta al mismo, para luego envolverlo con el resto del cuerpo y de la etiqueta.

V. CONCLUSIONES
- Conocimos las diversas fases de producción para las conservas..
- Identificamos el parámetro de control en cada proceso (PPC).
- Las especies en conserva son Caballa, Jurel y Anchoveta en diversas preparaciones.
- Identificamos las maquinarias que se emplean para la producción.
- Establecer las características generales de planta, tales como capacidad de
producción, capacidad instalada, estructura física, líneas de producción y
disposición de planta.
VI. RECOMENDACIONES
- Desarrollar los mecanismos de monitoreo, control y sanciones para prevenir o reducir la captura, directa o indirecta, de especies amenazadas.
- Deberíamos hacer más visitas técnicas en las industrias de todo el sector industrial, para así familiarizarnos más con nuestra carrera.
PLANTA HARINA Y ACEITE DE PESCADO
COPEINCA S.A.C.

I. INTRODUCCIÓN
En el Perú la industria pesquera se ha convertido en una de las principales
actividades económicas, en nuestra ciudad esta actividad ha ido modernizando de
acuerdo al avance tecnológico por lo que existen numerosas fábricas dedicadas al
procesamiento del pescado, tanto en harina como en aceites.
El presente informe contiene la información y conocimientos compartidos durante
nuestra visita a la empresa pesquera COPEINCA S.A.C, localizada en la Av.
Industrial 1240 – Chimbote. Empresa dedicada a la producción de harina y aceite
de pescado, posee la planta industrial más grande de Sudamérica y la tercera en
el Mundo. Procesa 250 toneladas de materia prima por hora, exporta harina y
aceite de pescado, siendo su principal mercado el Japón.
En el Perú cuenta con plantas industriales en los departamentos de Ancash, Piura,
La Libertad, y Lima.
También en este informe se realiza la descripción general de la empresa, de los
procesos (diagramas de bloques, flujograma del proceso y balance de materia),
operaciones en las cuales se aplica la termodinámica y la identificación de las
propiedades del agua a diferentes condiciones de temperatura y presión aplicadas
en la producción.
II. OBJETIVOS
- Conocer de manera más específica el proceso de producción de harina y aceite crudo de pescado, con sus etapas, materias primas utilizadas y distintas operaciones de fabricación.

III. DESCRIPCIÓN GENERAL DE LA EMPRESA
DATOS DE: CORPORACION PESQUERA INCA S.A.C. COPEINCA S.A.C. - RUC: 20224748711
Razón social: CORPORACION PESQUERA INCA S.A.C. COPEINCA S.A.C. Nombre comercial: COPEINCA RUC: 20224748711 Inicio de actividades: 13/07/1994 Actividad de comercio exterior: IMPORTADOR/EXPORTADOR Dirección: CAL. LOS FRESNOS MZA. F1 LOTE. 16 URB. MIRAFLORES IETAPA (ESPALDAS DE LA IGLESIA MORMONA) PIURA - PIURA - CASTILLA Teléfono: - - - 349535 - 349536 - - Fax: 348494 Condición: HABIDO Estado: ACTIVO Datos actualizados al: 2015-05-22
BREVE RESEÑA HISTÓRICA DE LA EMPRESA
• 1994
Corporación Pesquera Inca (COPEINCA ASA) fue fundada en julio de 1994. Sus socios fundadores principales fueron Luis Dyer Ampudia, Rosa Coriat Valera, Edward Dyer Ampudia y Samuel Dyer Ampudia. Ese mismo año adquirimos la primera planta para la producción de harina y aceite de pescado, ubicada en la bahía de Bayóvar, departamento de Piura, y contaba con una capacidad de 68 TM /h.
• 1995
COPEINCA ASA inició sus operaciones de producción.
• 1996
A fines de este año, adquirimos nuestras tres primeras embarcaciones, con lo cual obtuvimos una capacidad de bodega total de 600 TM.
• 1997
El primer intento de diversificarnos se llevó a cabo mediante la construcción de nuestra planta descongelados en Bayóvar, que inició operaciones en el mes de diciembre, con una capacidad de 70 TM /día de producto terminado. También

adquirimos tres embarcaciones adicionales, con una capacidad total de900 TM de bodega.
• 1998
El sector fue severamente golpeado por el fenómeno natural de “El Niño”. Logramos salir airosos de esta situación gracias a las previsiones que tomamos y a nuestro bajo nivel de endeudamiento.
• 1999
Este fue un año de recuperación, en el cual se replanteó nuestra estrategia de crecimiento. Se inició un proceso de reingeniería, que fue encargada a la empresa consultora internacional Plexus. Este trabajo fue concluido en el primer trimestre del 2000, logrando obtener ahorros anuales superiores a USD 1 millón. Afines del año iniciamos la ampliación de nuestra planta de Bayóvar, lo cual incrementó nuestra capacidad en 50 TM /h.
• 2000
Adquirimos una planta de harina de pescado de 50 TM /h ubicada en Caleta Vidal, Supe, y dos embarcaciones con 670 TM de capacidad de bodega combinada. Esto marcó el inicio de nuestra expansión a lo largo del litoral peruano.
• 2002
Durante el segundo semestre de este año, iniciamos la construcción de una planta de harina de pescado de 50 TM /h en el estratégico puerto de Chicama. También en el 2002, en Bayóvar construimos nuestra primera planta de harina de pescado especial secada a vapor, con 50 TM /h de capacidad. Esta planta inició su producción durante la primera temporada de pesca del 2003. Como intento de asegurar el autoabastecimiento de materia prima para las plantas, también adquirimos cuatro embarcaciones adicionales, con 880 TM de capacidad de bodega.
• 2003
Los dos grupos familiares Dyer-Coriat y Dyer-Osorio-Fernández, accionistas del 100% de COPEINCAASA en ese momento, tomaron una serie de medidas orientadas hacia el fortalecimiento la empresa y el logro de su desarrollo sostenido. La medida más importante fue la implementación de buenas prácticas de gobierno corporativo, que incluyó la elaboración de protocolos familiares que abarcaban los temas de sucesión, la profesionalización de los cargos de la gerencia y el directorio, la inclusión de directores externos independientes, y la creación de diversos comités en el directorio. A fines del año 2003, iniciamos el traslado de

las dos plantas ubicadas en Supe hacia el puerto de Chicama, a fin de incrementar la capacidad de esta última planta a 120 TM /h.
• 2004
Con el objetivo de continuar nuestra expansión en el litoral peruano, alquilamos dos plantas de harina de pescado. Una está ubicada en Chimbote, con una capacidad de 65 TM /h de harina FAQ y 25 TM /h de harina SD; y la otra en Casma, con una capacidad de 80 TM /h de harina SD. Adquirimos dos embarcaciones con 730 TM /h de capacidad, y adquirimos los primeros cuatro sistemas de bombeo al vacío Transvac a través de un crédito del Exim Bank, USA. Este fue el primer crédito otorgado por dicha entidad al sector pesquero en más de 8 años, siendo ésta una señal clara de confianza en COPEINCA ASA. Hacia el final del año, COPEINCA ASA decidió adquirir e implementar el sistema SAP y nombró a IBM para implementarlo. La inversión alcanzó USD 2.5 millones.
• 2005
Logramos estructurar un financiamiento considerable por el monto de USD 31 millones con el Credit Suisse, lo cual nos permitió mejorar el perfil de nuestra deuda, y sobre todo, realizar la compra del 100%de las acciones de la pesquera Del Mar S.A. Con estas facilidades de crédito también pudimos hacer efectiva la adquisición de los activos del Grupo Tauro, los cuales incluían una planta de harina SD de 80TM/h en Casma y cinco embarcaciones con 1,800 TM de capacidad de bodega.
• 2009
En el 2009 nuestra prioridad fue la de prepararnos para operar según la nueva Ley y los Reglamentos sobre los Límites Máximos de Captura por Embarcación (Ley ITQ), establecidos por el Gobierno del Perú, y de concretar las inversiones que nos habíamos propuesto. Asimismo, de acuerdo a los estándares mundiales más elevados, continuamos haciendo avances en temas de conservación del medio ambiente y de responsabilidad social, algunos de los cuales han sido incorporados en las leyes recientemente promulgadas por el Gobierno.
• 2010
En el 2010 estuvimos enfocados en terminar la reestructuración del uso de nuestros activos y la primera parte de un Plan de Inversión de dos años por USD 80 millones. USD 55 millones del Plan de Inversión fueron empleados en nuestras plantas y embarcaciones, para lograr mejorar nuestros rendimientos de producción, mientras cumplimos con los nuevos reglamentos ambientales. Los volúmenes fueron significativamente menores debido a dos moderados “El Niño” y “La Niña”, sin embargo la calidad de la producción y el rendimiento tuvo un aumento importante comparado con años anteriores.

• 2011
En el 2011 aprovecharemos totalmente los beneficios de la Ley ITQ (Límites Máximos de Captura por Embarcación). Operaremos con 26 embarcaciones, 5 plantas y 1,400 colaboradores comparados con 64,12 y 2,200 respectivamente en el 2008. Esto permitirá a la Empresa obtener mejores rendimientos, producir 100% SD de harina de pescado, y por lo tanto, vender a precios más altos.
IV. DESCRIPCIÓN DE LOS PROCESOS
Efluentes de Fábricas de Harina y Aceite de Pescado
Corporación Pesquera Inca S.A.C.
1. Bahía el Ferrol
1.1 Agua de Mar de Torre Barométrica
1.2 Agua de Mar Clara entre E/P y E/P
1.3 Agua de Torre Lavadora de Gases
1.4 Agua de Mar para Condensación de Vahos.
2. Emisor Submarino
2.1 Agua de Bombeo 750 m3/h
2.2 Agua de Sanguaza 44 m3/h
(10h)
2.3 Agua de Condensado Sucio 70 m3/h
2.4 Agua de Cola Pama 70 m3/h
2.5 Lodos de Centrífugas 2 m3/h
2.6 Aguas de Lavados Químicos, agua de limpieza y otros. 400 m3/día
a. Limpieza química con NaOH y HNO3
b. Agua de purgas de calderos
c. Agua de laboratorio
d. Agua de limpieza de equipos, tanques, paredes, pisos y superficies
externas.
e. Agua de refrigeración Sistema Hidráulico de prensas.
f. Agua de sellos mecánicos de bombas
g. Agua de regeneración de ablandadores
h. Agua de limpieza de grava y atarjea de agua de río
i. Agua rodaluvio, agua de cola o concentrado sobrante.

2.7 Agua de purgas de tanque de aceite y limpieza del mismo.
2.8 Aguas residuales domesticas (SS.HH. - Cocina).
V. CONCLUSIONES
- La principal actividad de la empresa es la producción de harina y aceite de pescado.
- La planta está diseñada para cumplir con las exigencias técnicas sanitario que le permitan elaborar productos inocuos y que estos sean aceptados en los mercados nacionales e internacionales como: Comunidad Económica Europea y Estados Unidos de América.
- Conocimos las actividades desarrolladas para un buen control de proceso en la elaboración de harina y aceite crudo de pescado.
VI. RECOMENDACIONES
- Para tener una herramienta que oriente a proyectar la calidad de la harina a obtener, se recomienda hacer un seguimiento de los tiempos de pos-captura (TDC) de la materia prima y relacionarlo con su análisis de BVNT (Bases Volátiles Nitrogenadas Totales). Para ello se debe tener cuidado con la limpieza de las bodegas ya que un mala práctica de saneamiento daría un valor erróneo de análisis.