Empleo de las ruedas dentadas - · PDF fileEngranajes y formas de las ruedas dentadas. Dos o...
5
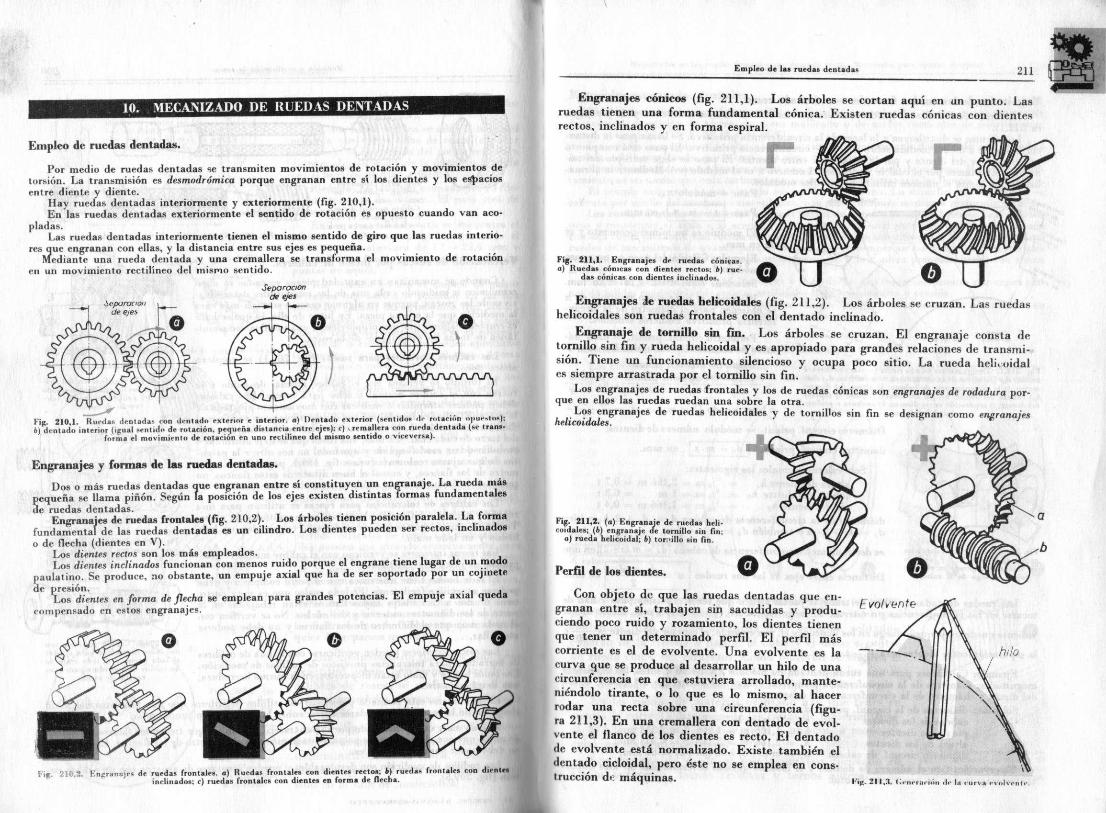
10. MECANIZADO DE RUEDAS DENTADAS Empleo de ruedas dentadas. Por medio de ruedas dentadas se transmiten movimientos de rotación y movimientos de torsión. La transmisión es desmodrárnica porque engranan entre sí los dientes y los espacios entre diente y diente. Hay ruedas dentadas interiormente y exteriormente (fig. 210,1). En las ruedas dentadas exteriormente el sentido de rotación es opuesto cuando van aco- pladas. Las ruedas dentadas interiormente tienen el mismo sentido de giro que las ruedas interio- res que engranan con ellas, y la distancia entre sus ejes es pequeña. Mediante una rueda dentada y una cremallera se transforma el movimiento de rotación en un movimiento rectilíneo del mismo sentido. Separación de ejes Engranajes y formas de las ruedas dentadas. Dos o más ruedas dentadas que engranan entre sí constituyen un engranaje. La rueda más pequeña se llama piñón. Según la posición de los ejes existen distintas formas fundamentales de ruedas dentadas. . ' Engranajes de ruedas frontales (fig. 210,2). Los árboles tienen posición paralela. La forma fundamental de las ruedas dentadas es un cilindro. Los dientes pueden ser rectos, inclinados o de flecha (dientes en V). Los dientes rectos son los más empleados. Los dientes inclinados funcionan con menos ruido porque el engrane tiene lugar de un modo paulatino. Se produce, no obstante, un empuje axial que ha de ser soportado por un cojinete de presión. . • • i j Los dientes en forma de flecha se emplean para grandes potencias. El empuje axial queda compensado en estos engranajes. Fie. 2!0.2. Engranaje» de ruedas frontales, a) Ruedas frontales con dientes rectos; b) ruedas frontales con diente, inclinados; e ) r u e d a s frontales con dientes en forma de flecha. \ Empleo de l a s r u e d a s dentadas 211 Engranajes cónicos (fig. 211,1). Los árboles se cortan aquí en un punto. Las ruedas tienen una forma fundamental cónica. Existen ruedas cónicas con dientes rectos, inclinados y en forma espiral. Fig. 211,1. Engranajes de ruedas cónicas. a) Ruedas cónicas con dientes rectos; b) rue- das cónicas con dientes inclinados. Engranajes Je ruedas helicoidales (fig. 211,2). Los árboles se cruzan. Las ruedas helicoidales son ruedas frontales con el dentado inclinado. Engranaje de tornillo sin fin. Los árboles se cruzan. E l engranaje consta de tornillo sin fin y rueda helicoidal y es apropiado para grandes relaciones de transmi- sión. Tiene un funcionamiento silencioso y ocupa poco sitio. L a rueda helkoidal es siempre arrastrada por el tornillo sin fin. Los engranajes de ruedas frontales y los de ruedas cónicas son engranajes de rodadura por- que en ellos las ruedas ruedan una sobre la otra. Los engranajes de ruedas helicoidales y de tornillos sin fin se designan como engranajes helicoidales. Fig. 211,2. (a) Engranaje de ruedas heli- coidales; (6) engranaje de tornillo sin fin; a) rueda helicoidal; b) tornillo sin fin. Perfil de los dientes. Con objeto de que las ruedas dentadas que en- granan entre sí, trabajen sin sacudidas y produ- ciendo poco ruido y rozamiento, los dientes tienen que tener un determinado perfil. El perfil más corriente es el de evolvente. Una evolvente es la curva que se produce al desarrollar un hilo de una circunferencia en que estuviera arrollado, mante- niéndolo tirante, o lo que es lo mismo, al hacer rodar una recta sobre una circunferencia (figu- ra 211,3). E n una cremallera con dentado de evol- vente el flanco de los dientes es recto. E l dentado de evolvente está normalizado. Existe también el dentado cicloidal, pero éste no se emplea en cons- trucción di; máquinas. Evolvente V 211,3. <;
Transcript of Empleo de las ruedas dentadas - · PDF fileEngranajes y formas de las ruedas dentadas. Dos o...
10 . M E C A N I Z A D O D E R U E D A S D E N T A D A S
E m p l e o de ruedas dentadas.
Por medio de ruedas dentadas se t ransmiten movimientos de rotación y movimientos de torsión. L a transmisión es desmodrárnica porque engranan entre sí los dientes y los espacios entre diente y diente.
H a y ruedas dentadas inter iormente y exteriormente ( f ig . 210,1). E n las ruedas dentadas exteriormente el sentido de rotación es opuesto cuando v a n aco
pladas. Las ruedas dentadas inter iormente tienen el mismo sentido de giro que las ruedas inter io
res que engranan con ellas, y la distancia entre sus ejes es pequeña. Mediante una rueda dentada y una cremallera se transforma el mov imiento de rotación
en un mov imiento rectilíneo del mismo sentido. Separación
de ejes
E n g r a n a j e s y formas de las ruedas dentadas.
Dos o más ruedas dentadas que engranan entre sí const ituyen u n engranaje. L a rueda más pequeña se l lama piñón. Según la posición de los ejes existen dist intas formas fundamentales de ruedas dentadas. . '
Engranajes de ruedas frontales ( f ig. 210,2). Los árboles tienen posición paralela. La forma fundamenta l de las ruedas dentadas es un c i l indro . Los dientes pueden ser rectos, inclinados o de flecha (dientes en V ) .
Los dientes rectos son los más empleados. Los dientes inclinados funcionan con menos ruido porque el engrane tiene lugar de u n modo
paulat ino . Se produce, no obstante, u n empuje axial que ha de ser soportado por un cojinete de presión. . • • i j
Los dientes en forma de flecha se emplean para grandes potencias. E l empuje axial queda compensado en estos engranajes.
F i e . 2 ! 0 . 2 . E n g r a n a j e » d e r u e d a s f r o n t a l e s , a) R u e d a s f r o n t a l e s c o n d i e n t e s r e c t o s ; b) r u e d a s f r o n t a l e s c o n d i e n t e , i n c l i n a d o s ; e ) r u e d a s f r o n t a l e s c o n d i e n t e s e n f o r m a d e f l e c h a .
\
E m p l e o d e l a s r u e d a s d e n t a d a s 211
E n g r a n a j e s cónicos (fig. 211,1) . L o s árboles se c o r t a n aquí en un p u n t o . L a s ruedas t ienen u n a f o r m a f u n d a m e n t a l cónica. E x i s t e n ruedas cónicas con dientes rectos , incl inados y en forma espira l .
F i g . 2 1 1 , 1 . E n g r a n a j e s d e r u e d a s c ó n i c a s . a) R u e d a s c ó n i c a s c o n d i e n t e s r e c t o s ; b) r u e
d a s c ó n i c a s c o n d i e n t e s i n c l i n a d o s .
E n g r a n a j e s Je ruedas helicoidales (fig. 211,2) . L o s árboles se c r u z a n . L a s ruedas helicoidales son ruedas frontales con el dentado i n c l i n a d o .
E n g r a n a j e de tornil lo s in f i n . L o s árboles se c r u z a n . E l engranaje consta de tornil lo s in fin y r u e d a hel icoidal y es apropiado p a r a grandes relaciones de t r a n s m i sión. T i e n e u n funcionamiento silencioso y o c u p a poco sitio . L a r u e d a h e l k o i d a l es s iempre a r r a s t r a d a por el tornil lo s i n f in .
Los engranajes de ruedas frontales y los de ruedas cónicas son engranajes de rodadura porque en ellos las ruedas ruedan una sobre la o t ra .
Los engranajes de ruedas helicoidales y de torni l los sin fin se designan como engranajes helicoidales.
F i g . 2 1 1 , 2 . ( a ) E n g r a n a j e d e r u e d a s h e l i c o i d a l e s ; ( 6 ) e n g r a n a j e d e t o r n i l l o s i n f i n ;
a) r u e d a h e l i c o i d a l ; b) t o r n i l l o s i n f i n .
Perfi l de los dientes.
C o n objeto de que las ruedas dentadas que e n granan entre sí, t r a b a j e n sin sacudidas y p r o d u ciendo poco ruido y rozamiento , los dientes t ienen que tener u n d e t e r m i n a d o perf i l . E l perfi l más corriente es el de evolvente . U n a evolvente es la c u r v a que se produce a l desarrol lar u n hilo de u n a c ircunferencia en que e s t u v i e r a arrol lado , m a n t e niéndolo t i r a n t e , o lo que es lo m i s m o , a l h a c e r rodar u n a r e c t a sobre u n a c ircunferencia (figura 211,3) . E n u n a cremal lera con dentado de e v o l vente el f lanco de los dientes es recto . E l dentado de evolvente está n o r m a l i z a d o . E x i s t e también el dentado c ic lo idal , pero éste no se e m p l e a en construcción di; máquinas.
Evolvente
V 2 1 1 , 3 . <;

! I 2 M á q u i n a y h e r r a m i e n t a
Magnitudes de las ruedas frontales con dentado recto. L a forma de los dientes queda l i m i t a d a por las circunferencias de cabeza y de pie [tif(U
ra 212,1). Los dientes se d is tr ibuyen a lo largo de la circunferencia p r i m i t i v a . Se l lama paso la distan
cia de diente a diente medida sobre el arco de circunferencia p r i m i t i v a . E l paso está compui M por el espesor del diente y por la separación entre dientes. E l paso se elige múltiplo ilt- l un mero TI. E l número por el cual se m u l t i p l i c a el número n es el módulo (m). Mediante Uwnormi lización se l i m i t a el número i n f i n i t o de posibles módulos.
Paso = módulo n\ Flanco ttrl dmntt
Paso t = m • 7i
Cábela I ditntm
d) d„ F i g . 2 1 2 , 1 . D e s i g n a c i o n e s e n u n a r u e d a t r o n t a l c o n d i e n t e s r e c t o s . a\i) D i á m e t r o d e l a c i r c u n f e r e n c i a p r i m i t i v a ; d \ ) d i á m e t r o d e l a c i r c u n f e r e n c i a d e c a b e z a ; h) a l t u r a d e l d i e n t e ; lit) c a b e z a d e l d i e n t e ; h,) p i e d e l d i e n t e ; I) p a s o ; s ) e s p e s o r d e l d i e n t e ; / ) s e p a r a c i ó n e n t r e d i e n t e s ; 6 ) a n c h u r a o p r o f u n
d i d a d d e l d i e n t e .
E l módulo es un número concreta ) • da en m m .
Ejemplo : Cálculo del paso en min pari u n módulo 2.
Solución: t — m-rc = 2 - 3 , 1 4 — 6,211 i Eligiendo el paso como múltiplo d i
se obtienen para el diámetro de la ci l ferencia p r i m i t i v a números sencillos
Perímetro circunf. p r i m i t . = paso mero de dientes. U=t-z o bien f / m
• Mi
Diámetro circunf. p r i m i t . perímetro circunf. p r i m i t .
d.
o bien, siendo U = mzrt, da =
Diámetro circunf. p r i m i t . = módulo número de dientes;
diámetro circunf. p r i m i t . | d„ = m-z\ en m m .
Son valores normales los siguientes: a l tura del diente hz — ' 7<¡ m = 2,166 m = 0,7 I cabeza del diente n» = "/« m = 1 m = 0,3 t pie del diente h, = '/« m = L166 m = 0,4 t
diámetro de la circunferencia de cabeza d , = d0 + 2-h» i dk = d„ + 2 - m o también dk. = m-z - f 2 m
F i g . 2 1 2 , 2 . P a r d e r u e d a s d e n t a d a s e n g r a n a n d o e n t r e s í . Si) J u e g o d e l o s f l a n c o s ( e x a g e r a d o e n e l d i b u
j o ) ; St) j u e g o d e l a c a b e z a .
es decir, diámetro circunferencia de cabeza |dt = m (z-| 2)| i-n o.o.
Distancia entre ejes de las dos ruedas dpi +. dai
Las ruedas dentadas que han de t raba jar juntas tienen que tener el mismo paso y han Úi tocarse en las circunferencias p r i m i t i v a s . E l juego de cabeza sA vale 0,166 m m . Entre d i r n l l
39 y diente queda un pequeño juego en los flancos, y si, por ejemplo, el espesor del diente es I
, 4 1 la separación entre dientes será t .
y 80 Ejemplo : Calcúlense para una rueda dentada de módulo 2 y de 30 dientes, las signo m.
magnitudes: diámetro de la circunferencia p r i m i t i v a , cabeza del diente, pie del diente, altUffl del diente y diámetro de la circunferencia de cabeza.
Solución: diámetro de la c ircunf . p r i m i t . da = m-z — 2-30 = 60 m m ; cabeza de los dientes h¡. pie de los dientes />/ a l tura de los dientes h¡ diámetro circunf. de cabeza dk
Observación: Con el número de dientes y el módulo quedan determinadas las más ímpol tantes magnitudes de una rueda f r on ta l .
1 -m = 1-2 = 2 m m ; 1,166-m = 1,166-2 = 2,333 m m ; 2,166-m = 2,166-2 = 4,333 m m ; m (z+2) = 2 (30 + 2) = 64 m m ;
M a g n i t u d e s d e l a s r u e d a s f r o n t a l e s c o n d e n t a d o r e c t o — M a t e r i a l e s p a r a r u e d a s d e n t a d a » 213
Materiales p a r a ruedas dentadas. Ruedas dentadas de materiales metálicos. Para cargas reducidas se construyen las ruedas
dentadas de fundición de hierro, de acero moldeado o de aceros corrientes ile construcción, como, por ejemplo, los St 50.11 y St 60.11.
Las ruedas sometidas a fuertes cargas se t r a t a n térmicamente después de mecanizadas, cementando o templando , por ejemplo, la zona de los flancos.
Para el cementado son necesarios aceros con pequeño contenido de carbono. Mediante calentamiento en un medio que ceda carbono se enriquecen en esta sustancia los flancos de los dientes.
E l temple exige aceros con elevado contenido de carbono. L a superficie de los flancos se calienta por medio del mechero oxiacetilénico y se enfría después mediante inmersión en agua.
Las ruedas dentadas de mater ia l prensado tienen un funcionamiento silencioso, son de poco peso y resistentes al agua y al aceite. Toda rueda de mater ia l prensado trabaja emparejada con una rueda metálica. Las ruedas de mater ia l prensado no son adecuadas para t raba jar como ruedas de mecanismos de avance porque al embragar se romperían los dientes. Los materiales empleados son la tela dura hecha con resina ar t i f i c ia l y la madera prensada hecha con resina ar t i f i c ia l .
E n t r e los primeros figuran el N o v o t e x t y el Resitext , que están compuestos por capas planas de te j ido , conseguidas de resinas artificiales bajo temperatura y presión.
E n t r e los segundos materiales citaremos el L igno fo l—Z y están formados por madera en hojas, prensada con resinas sintéticas a alta temperatura .
Fabricación de cuerpos de r u e d a p a r a ser dentados. Los cuerpos de rueda para pequeñas ruedas dentadas de acero se cortan, con sierra, de re
dondos de acero o se for jan de ese mismo mater ia l , soldándoles a menudo los cubos correspondientes ( f ig. 213,1).
F i g . 2 1 3 , 1 . E j e m p l o s d e p r e p a r a c i ó n d e c u e r p o s d e r u e d a . a) A s e r r a d o ; b) f o r j a d o : r ) V ' / ! c u b o s s o l d a d o s a l c u e r p o
d e r u e d a .
L o s cuerpos de rueda p a r a grandes ruedas se p r e p a r a n por fundición (acero moldeado, fundición de hierro) o por so ldadura . L o s cuerpos de r u e d a m u y grandes , soldados, constan de la corona o l l a n t a , el cubo y el disco o centro de r u e d a con o s in refuerzos. C o m o m a t e r i a l se emplea el acero. L a s ruedas so ldadas son más l igeras que las fundi das , de modo que se economiza m a t e r i a l con el las .
E n las ruedas de m a t e r i a l prensado h a y que tener en cuenta la correcta dirección de las capas de m a t e r i a l (figura 213,2) . F r e c u e n t e m e n t e se mete a presión, a modo de cubo, u n m a n g u i t o de acero.
L o s cuerpos de r u e d a se m e c a n i z a n por torneado en tornos ordinarios , tornos revólver y tornos automáticos.
F i g . 2 1 3 , 2 . D i r e c c i ó n d e l a s c a p a s d e m a t e r i a l e n r u e d a s d e m a t e r i a l p r e n s a d o , a) D i r e c c i ó n c o r r e c t a ; o) d i r e c c i ó n d e f e c t u o s a .
214 M á q u i n a y h e r r a m i e n t a
Ejecución del dentado.
E l dentado se hace , por lo general , mediante a r r a n q u e de v i r u t a . E n este procedimiento se forman los dientes v a c i a n d o los espacios comprendidos entre ellos. L o s métodos de t rabajo más frecuentes son el fresado, el m o r t a j a d o o el cepil lado y el esmeri lado .
E n casos especiales, se e j e c u t a el dentado sin a r r a n q u e de v i r u t a , por e jemplo , cuando se h a c e n las ruedas dentadas por fundición o por e s t a m p a d o .
F r e s a d o de dientes.
E n el fresado de dientes puede emplearse el procedimiento de plato divisor o el procedimiento continuo.
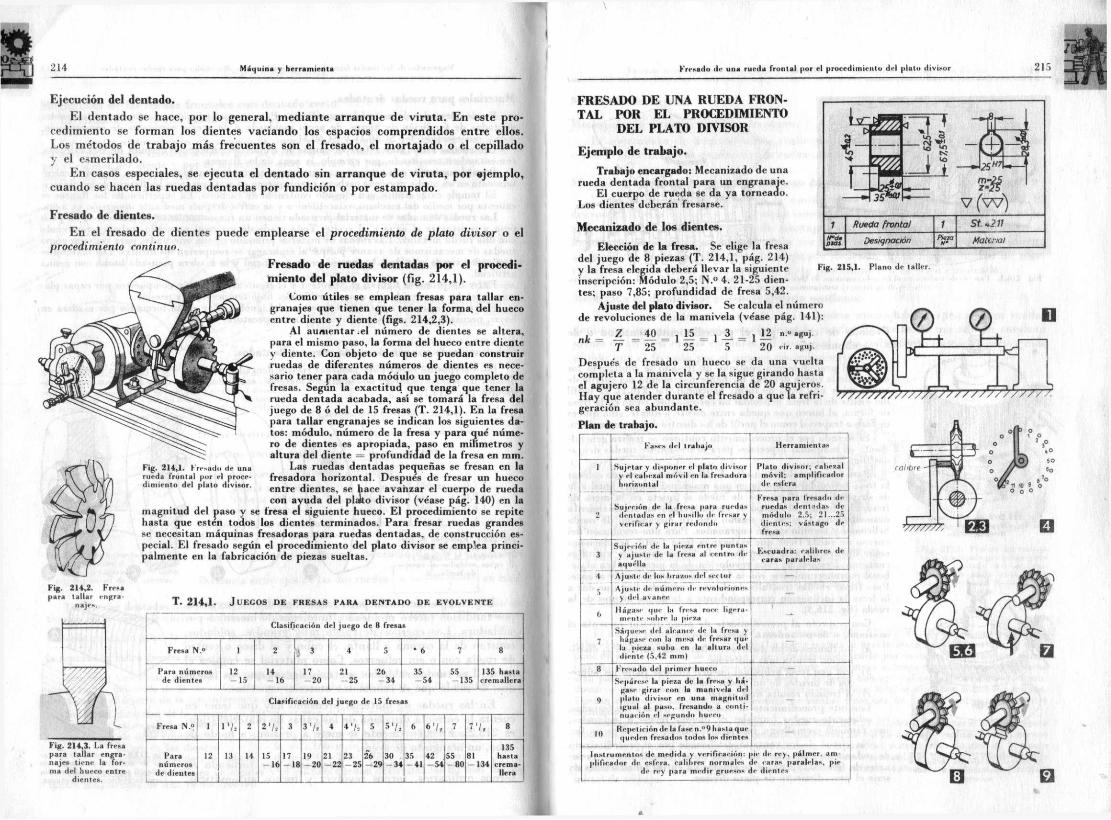
F r e s a d o de ruedas dentadas por el procedi miento del plato divisor (fig. 214,1) .
Como útiles se emplean fresas para ta l lar engranajes que tienen que tener la forma, del hueco entre diente y diente (figs. 214,2,3).
A l aumentar .el número de dientes se altera, para el mismo paso, la forma del hueco entre diente y diente. Con objeto de que se puedan construir ruedas de diferentes números de dientes es necesario tener para cada módulo u n juego completo de fresas. Según la exact i tud que tenga que tener la rueda dentada acabada, así se tomará la fresa del juego de 8 ó del de 15 fresas (T . 214,1). E n la fresa para ta l lar engranajes se indican los siguientes datos: módulo, número de la fresa y para qué número de dientes es apropiada, paso en milímetros y a l tura del diente = pro fundidad de la fresa en m m .
Las ruedas dentadas pequeñas se fresan en la fresadora hor izontal . Después de fresar un hueco entre dientes, se hace avanzar el cuerpo de rueda con ayuda del plano divisor (véase pág. 140) en la
magni tud del paso y se fresa el siguiente hueco. E l procedimiento se repite hasta que estén todos los dientes terminados. Para fresar ruedas grandes se necesitan máquinas fresadoras para ruedas dentadas, de construcción especial. E l fresado según el procedimiento del p lato divisor se emplea p r i n c i palmente en la fabricación de piezas sueltas.
F i g . 2 1 4 , 1 . F r e s a d o d e u n a r u e d a f r o n t a l p o r e l p r o c e d i m i e n t o d e l p l a t o d i v i s o r .
F i g . 2 1 4 , 2 . F r e s a p a r a t a l l a r e n g r a
n a j e s . T . 214,1- J U E G O S D E F R E S A S P A R A D E N T A D O D E E V O L V E N T E
F r e s a N . ° 2 4 5 • 6 7 8
P a r a n ú m e r o s 1 2 1 4 1 7 2 1 2 6 3 5 5 5 1 3 5 h a s t a d e d i e n t e s - 1 5 - 1 6 - 2 0 - 2 5 - 3 4 - 5 4 1 3 5 c r e m a l l e r a
F i g . 2 1 4 , 3 . L a f r e s a p a r a t a l l a r e n g r a n a j e s t i e n e l a f o r m a d e l h u e c o e n t r e
d i e n t e s .
C l a s i f i c a c i ó n d e l j u e g o d e 8 f r e s a s
C l a s i f i c a c i ó n d e l j u e g o d e 1 5 f r e s a s
F r e s a 1N.° > 1 ' / . 2 «'/.' 3 3 ' / ! 4 * ' ) , 5 6 » 7 , 7 TI, 8
2 6 1 3 5
P a r a 12 1 3 1 4 1 5 1 7 1 9 2 1 2 3 2 6 3 0 3 5 4 2 5 5 8 1 h a s t a n ú m e r o s - 1 6 - 1 8 - 2 0 - 2 2 - 2 5 - 2 9 - 3 4 - 4 1 - 5 4 - 8 0 - 1 3 4 c r e m a
d e d i e n t e s l l e r a
\
F r e s a d o d e u n a r u e d a f r o n t a l p o r e l p r o c e d i m i e n t o d e l p l a t o d i v i s o r 215
F R E S A D O D E U N A R U E D A F R O N T A L P O R E L P R O C E D I M I E N T O
D E L P L A T O D I V I S O R
E j e m p l o de trabajo .
Trabajo encargado: Mecanizado de una rueda dentada f ronta l para u n engranaje.
E l cuerpo de rueda se da ya torneado. Los dientes deberán fresarse.
Mecanizado de los dientes.
Elección de la fresa. Se elige la fresa del juego de 8 piezas (T . 214,1, pág. 214) y la fresa elegida deberá l levar la siguiente inscripción: Módulo 2,5; N . u 4. 21-25 dientes; paso 7,85; pro fundidad de fresa 5,42.
Ajuste del plato divisor. Se calcula el número de revoluciones de la manivela (véase pág. 141):
v ( w ) Rueda frontal
Designación
St. +2.11 Matinal
F i g . 2 1 5 , 1 . P l a n o d e t a l l e r .
nk ^ = *2 = 115 = 1 - ? i = 11? T 25 25 5 20 <<t. a g u j .
Después de fresado un hueco se da una vuelta completa a la manivela y se la sigue girando hasta el agujero 12 de la circunferencia de 20 agujeros. H a y que atender durante el fresado a que l a re f r i geración sea abundante.
Plan de trabajo.
F a s e s d e l t r a b a j o H e r r a m i e n t a s
1 S u j e t a r y d i s p o n e r e l p l a t o d i v i s o r V e l c a b e z a l m ó v i l e n l a f r e s a d o r a h o r i z o n t a l
P l a t o d i v i s o r ; c a b e z a l m ó v i l ; a m p l i f i c a d o r d e e s f e r a
2 S u j e c i ó n d e l a f r e s a p a r a r u e d a s
d e n t u d a s e n e l h u s i l l o d e f r e s a r y v e r i f i c a r y g i r a r r e d o n d o
F r e s a p a r a f r e s a d o d e r u e d a s d e n t a d a s d e m ó d u l o 2 , 5 ; 21 . . . 2 5 d i e n t e s ; v a s t a g o d e f r e s a
3 S u j e c i ó n d e l a p i e z a e n t r e p u n t a s
y a j u s t e d e l a f r e s a a l c e n t r o d e a q u é l l a
K s e u a d r a : c a l i b r e s d e c a r a s p a r a l e l a s
4 A j u s t e d e l o s l i r a / . o s d e l s e c t o r —
S A j u s l e d e n ú m e r o d e r e v o l u c i o n e s
y d e l a v a n c e -(.
H á g a s e ( fue l a f r e s a r o c e l i g e r a m e n t e s o h r e l a p i e z a
7
S a q ú e s e d e l a l c a n c e d e l a f r e s a y h á g a s e c o n l a m e s a d e f r e s a r q u e l a p i e z a s u b a e n l a a l t u r a d e l d i e n t e ( 5 , 4 2 m m )
-
F r e s a d o d e l p r i m e r h u e c o —
9
S e p á r e s e l a p i e z a d e l a f r e s a y h á g a s e g i r a r c o n l a m a n i v e l a d e ) p l a t o d i v i s o r e n u n a m a g n i t u d i g u a l a l p a s o , f r e s a n d o a c o n t i n u a c i ó n e l s e g u n d o h u e c o
10 R e p e t i c i ó n d e l a f a s e n . " 9 h a s t a q u e
q u e d e n f r e s a d o s l o d o s l o s d i e n t e s
I n s t r u m e n t o s d e m e d i d a y v e r i f i c a c i ó n : | p l i f i c a d o r d e e s f e r a , e a l i h r e s n o r m a l e s i
d e r e y p a r a m e d i r g r u e s o s <
l ie d e r e y . p a l m e r , a m -le c a r a s p a r a l e l a s , p i e e d i e n t e s
V77777Z
M á q u i n a
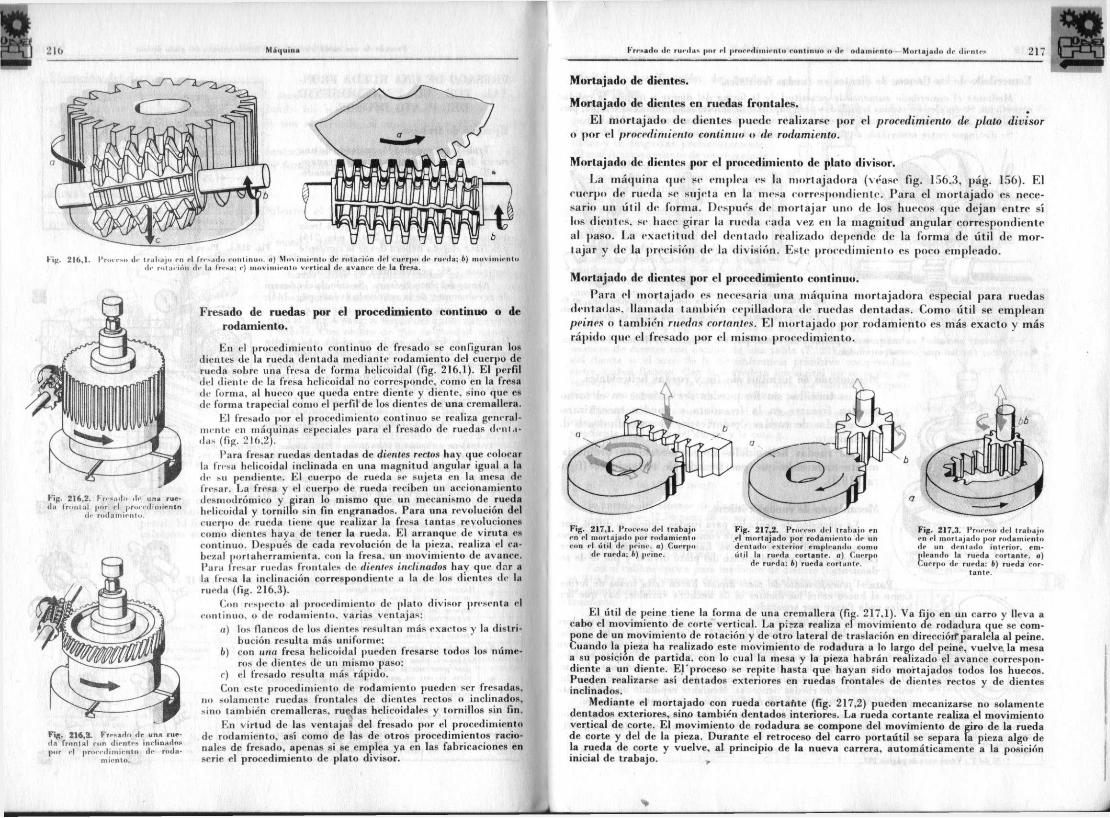
Ufi. 2 1 6 , 1 . I ' r o c r t r a b a j o e n e l f r e s a d o c o n t i n u o , n ) M o v i m i e n t o d e r o t a c i ó n d e l c u e r p o d e r u e d a : 6 ) m o v i m i e n t o d e r o t a c i / i t a d e l a f r e s a : r ) m o v i m i e n t o v e r t i c a l d e a v a n c e d e l a f r e s a .
u n a r u e -
F i g . 2 1 6 , 3 . F r e s a d o d e u n a r u e d a f r o n t a l c o n d i e n t e s i n c l i n a d o s
e l p r o c e d i m i e n t o d e r o d a -por
Fresado de ruedas por el procedimiento continuo o de rodamiento.
En el procedimiento continuo de fresado se configuran los dientes de la rueda dentada mediante rodamiento del cuerpo de rueda sobre una fresa de forma helicoidal ( f ig. 216.1). E l perf i l del diente de la fresa helicoidal no corresponde, como en la fresa de forma, al hueco que queda entre diente y diente, sino que es de forma trapecial como el perfi l de los dientes de una cremallera.
E l fresado por el procedimiento continuo se realiza generalmente en máquinas especiales para el fresado de ruedas d c n l . i -das ( f ig. 216,2).
Para fresar ruedas dentadas de dientes rectos hay que colocar la fresa helicoidal inclinada en una magni tud angular igual a la de su pendiente. E l cuerpo de rueda se sujeta en la mesa de fresar. La fresa y el cuerpo de rueda reciben un accionamiento desmodrómico y giran lo mismo que un mecanismo de rueda helicoidal y torn i l l o sin f in engranados. Para una revolución del cuerpo de rueda tiene que realizar la fresa tantas revoluciones como dientes haya de tener la rueda. E l arranque de v i r u t a es continuo. Después de cada revolución de la pieza, realiza el cabezal portaherramienta . con la fresa, un movimiento de avance. Para fresar ruedas frontales de dientes inclinados hay que dar a la fresa la inclinación correspondiente a la de los dientes de la rueda (f ig. 216,3).
Con respecto al procedimiento de plato divisor presenta el continuo, o de rodamiento, varias ventajas:
a) los flancos de los dientes resultan más exactos y la d i s t r i bución resulta más uniforme:
6) con uno fresa helicoidal pueden fresarse todos los números de dientes de un mismo paso:
r) el fresado resulta más rápido. Con este procedimiento de rodamiento pueden ser fresadas,
no solamente ruedas frontales de dientes rectos o inclinados, sino también cremalleras, ruedas helicoidales y tornil los sin fin.
E n v i r t u d de las ventajas del fresado por el procedimiento de rodamiento, así como de las de otros procedimientos racionales de fresado, apenas si se emplea ya en las fabricaciones en serie el procedimiento de plato divisor.
F r e n a d o d e r u e d a s p o r e l p r o c e d i m i e n t o c o n t i n u o o d e o d a ni i e n t o M o r t a j a d o d e d i c n l e - 217
Mortajado de dientes.
Mortajado de dientes en ruedas frontales.
E l m o r t a j a d o de dientes puede realizarse por el procedimiento de plato divisor o por el procedimiento continuo o de rodamiento.
Mortajado de dientes por el procedimiento de plato divisor.
L a máquina que se emplea es la m o r t a j a d o r a (véase l ig . 156,3, pág. 156). E l cuerpo de rueda se s u j e t a en la mesa correspondiente . P a r a el m o r t a j a d o es necesario un útil de forma. Después de m o r t a j a r uno de los huecos que de jan entre sí los dientes , se hace girar la rueda c a d a vez en la m a g n i t u d angular correspondiente al paso. L a e x a c t i t u d del dentado realizado depende de la forma de útil de mortajar y de la precisión de la división. E s t e procedimiento es poco empleado .
Mortajado de dientes por el procedimiento continuo.
P a r a el m o r t a j a d o es necesaria una máquina m o r t a j a d o r a especial p a r a ruedas dentadas , l l a m a d a también cepi l ladora de ruedas dentadas . Como útil se emplean peines o también ruedas cortantes. E l m o r t a j a d o por rodamiento es más exacto y más rápido que el fresado por el m i s m o procedimiento .
E l útil de peine tiene la forma de una cremallera ( f ig. 217.1). Va fijo en un carro y lleva a cabo el movimiento de corte vert i ca l . La p i ; za realiza el movimiento de rodadura que se com-
one de un mov imiento de rotación y de otro lateral de traslación en dirección*paralela al peine. uando la pieza ha realizado este mov imiento de rodadura a lo largo del peine, vuelve, la mesa
a su posición de p a r t i d a , con lo cual la mesa y la pieza habrán realizado el avance correspondiente a un diente. El 'proceso se repite hasta que hayan sido mortajados todos los huecos. Pueden realizarse así dentados exteriores en ruedas frontales de dientes rectos y de dientes inclinados.
Mediante el morta jado con rueda cortante ( f ig . 217,2) pueden mecanizarse no solamente dentados exteriores, sino también dentados interiores. La rueda cortante realiza el movimiento vert i ca l de corte. E l mov imiento de rodadura se compone del mov imiento de giro de la rueda de corte y del de la pieza. Durante el retroceso del carro portaútil se separa la pieza algo de la rueda de corte y vuelve, al pr incipio de la nueva carrera, automáticamente a la posición in ic ia l de trabajo . »
218 M á q u i n a y h e r r a m i e n t a
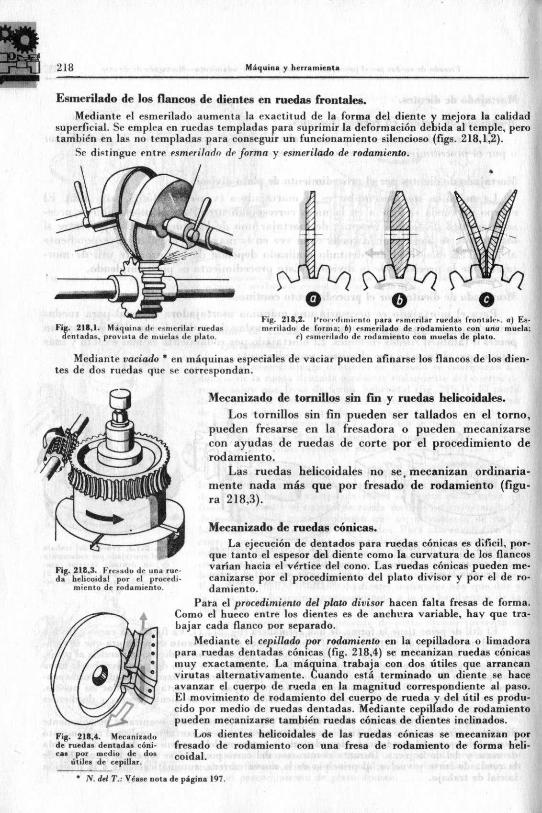
E s m e r i l a d o de los flancos de dientes en ruedas frontales. Mediante el esmerilado aumenta la exact i tud de la forma del diente y mejora la calidad
superficial. Se emplea en ruedas templadas para supr imir la deformación debida al temple , pero también en las no templadas para conseguir un funcionamiento silencioso (figs. 218,1,2).
Se distingue entre esmerilado de forma y esmerilado de rodamiento.
o o F i g . 2 1 8 , 1 . M á q u i n a ( le e s m e r i l a r r u e d a s
d e n t a d a s , p r o v i s t a d e m u e l a s d e p l a t o .
F i g . 2 1 8 , 2 . I ' r o e e d i n i i e n l o p a r a e s m e r i l a r r u e d a s f r o n t a l e s , a) E s m e r i l a d o d e f o r m a ; 6 ) e s m e r i l a d o d e r o d a m i e n t o c o n una m u e l a ;
c) e s m e r i l a d o d e r o d a m i e n t o c o n m u e l a s d e p l a t o .
Mediante vaciado * en máquinas especiales de vaciar pueden afinarse los flancos de los d ientes de dos ruedas que se correspondan.
F i g . 2 1 8 , 3 . F r e s a d o d e u n a r u é d a h e l i c o i d a l p o r e l p r o c e d í
m i e n t o d e r o d a m i e n t o .
F i g . 2 1 8 , 4 . M e c a n i z a d o d e r u e d a s d e n t a d a s c ó n i c a s p o r m e d i o d e d o s
ú t i l e s d e c e p i l l a r .
Mecanizado de tornillos s in fin y ruedas helicoidales . L o s tornillos s in fin pueden ser tal lados en el torno,
pueden fresarse en la fresadora o pueden m e c a n i z a r s e con a y u d a s de ruedas de corte por el procedimiento de rodamiento .
L a s ruedas helicoidales no se , m e c a n i z a n o r d i n a r i a mente n a d a más que por fresado de rodamiento (figur a 218,3) .
Mecanizado de ruedas cónicas. La ejecución de dentados para ruedas cónicas es difícil, por
que tanto el espesor del diente como la curvatura de los flancos varían hacia el vértice del cono. Las ruedas cónicas pueden mecanizarse por el procedimiento del p lato divisor y por el de rodamiento .
Para el procedimiento del plato divisor hacen falta fresas de forma. Como el hueco entre los dientes es de anchura variable , hav que t r a bajar cada flanco por separado.
Mediante el cepillado por rodamiento en la cepilladora o l imadora para ruedas dentadas cónicas ( f ig . 218,4) se mecanizan ruedas cónicas m u y exactamente. L a máquina t raba ja con dos útiles que arrancan v i rutas a l ternat ivamente . Cuando está terminado un diente se hace avanzar el cuerpo de rueda en la m a g n i t u d correspondiente al paso. E l mov imiento de rodamiento del cuerpo de rueda y del útil es producido por medio de ruedas dentadas. Mediante cepillado de rodamiento pueden mecanizarse también ruedas cónicas de dientes inclinados.
Los dientes helicoidales de las ruedas cónicas se mecanizan por fresado de rodamiento con una fresa de rodamiento de forma hel i coidal .
* A i . del T.: V é a s e n o t a d e p á g i n a 1 9 7 .