DISEÑO METODOLÓGICO DE LAS CINCO S’S EN LA LÍNEA 6 DE ...
42
DISEÑO METODOLÓGICO DE LAS CINCO S’S EN LA LÍNEA 6 DE REFRESCOS DE FRUTA DE GASEOSAS LUX BOGOTÁ S.A. ANGELA CRISTINA ORJUELA MENDOZA UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD DE INGENIERÍA PROYECTO CURRICULAR INGENIERÍA INDUSTRIAL BOGOTÁ D.C. 21 DE SEPTIEMBRE DE 2016
Transcript of DISEÑO METODOLÓGICO DE LAS CINCO S’S EN LA LÍNEA 6 DE ...

DISEÑO METODOLÓGICO DE LAS CINCO S’S EN LA LÍNEA 6 DE
REFRESCOS DE FRUTA DE GASEOSAS LUX BOGOTÁ S.A.
ANGELA CRISTINA ORJUELA MENDOZA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD DE INGENIERÍA
PROYECTO CURRICULAR INGENIERÍA INDUSTRIAL
BOGOTÁ D.C. 21 DE SEPTIEMBRE DE 2016

2
DISEÑO METODOLÓGICO DE LAS CINCO S’S EN LA LÍNEA 6 DE
REFRESCOS DE FRUTA DE GASEOSAS LUX S.A.
ANGELA CRISTINA ORJUELA MENDOZA
20102015074
Proyecto de grado
Pasantía como trabajo de grado
DIRECTOR
Msc. Cesar Vargas Hernández
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD DE INGENIERÍA
PROYECTO CURRICULAR INGENIERÍA INDUSTRIAL
BOGOTÁ D.C. 21 DE SEPTIEMBRE DE 2016

3
Contenido
INTRODUCCIÓN ..................................................................................................... 6
1. PLANTEAMIENTO DEL PROBLEMA ............................................................... 7
2. OBJETIVOS ......................................................................................................... 8
2.1. OBJETIVO GENERAL................................................................................... 8
2.2. OBJETIVOS ESPECÍFICOS ......................................................................... 8
3. JUSTIFICACIÓN .................................................................................................. 9
4. GENERALIDADES DE LA EMPRESA ............................................................... 10
4.1. RAZÓN SOCIAL .......................................................................................... 10
4.2. DESCRIPCIÓN ........................................................................................... 10
4.3. PORTAFOLIO DE PRODUCTOS ............................................................... 10
4.4. ESTRUCTURA ORGANIZACIONAL ........................................................... 11
5. MARCO CONCEPTUAL .................................................................................... 12
5.1. INTRODUCCIÓN AL MEJORAMIENTO CONTINUO ................................. 12
5.2. METODOLOGÍA “CINCO S’S” .................................................................... 12
5.2.1. Seiri - seleccionar ................................................................................. 13
5.2.2. Seiton – ordenar ................................................................................... 13
5.2.3. Seiso – Limpiar ..................................................................................... 14
5.2.4. Seiketsu - Estandarizar ......................................................................... 14
5.2.5. Shitsuke - Seguimiento ......................................................................... 15
6. RECURSOS ....................................................................................................... 16
6.1. RECURSO HUMANO.................................................................................. 16
6.2. RECURSO FÍSICO ..................................................................................... 16
7. ALCANCES Y LIMITACIONES .......................................................................... 17
7.1. ALCANCE ................................................................................................... 17
7.2. LIMITACIONES ........................................................................................... 17
8. DIAGNÓSTICO INICIAL .................................................................................... 18
Seiton – Orden ................................................................................................... 18
Seiso – Limpieza ................................................................................................ 19
Seiketsu – Estandarizar ..................................................................................... 20

4
9.METODOLOGÍA PROPUESTA .......................................................................... 21
Seiri - Seleccionar .............................................................................................. 21
Seiton – Organizar ............................................................................................. 21
Seiso – Limpiar ................................................................................................... 22
Seiketsu – Estandarizar ..................................................................................... 22
Shitsuke– Seguimiento ....................................................................................... 23
10. DISEÑO DE INDICADORES ........................................................................... 24
10.1. Indicador de cobertura............................................................................... 24
10.2. Indicador de cumplimiento ......................................................................... 24
11. PRESUPUESTO .............................................................................................. 25
12. CRONOGRAMA .............................................................................................. 26
13. CONCLUSIONES ............................................................................................ 27
14. BIBLIOGRAFÍA ................................................................................................ 29
15. ANEXOS .......................................................................................................... 30
ANEXO 1. ENCUESTA – DIAGNÓSTICO INICIAL ............................................ 30
ANEXO 2. RESULTADOS IMPLEMENTACIÓN ENCUESTA DE DIAGNÓSTICO
INICIAL ............................................................................................................... 32
ANEXO 3. FORMATO DE LISTA DE ELEMENTOS NECESARIOS EN LA
LÍNEA NO. 6. ...................................................................................................... 34
ANEXO 4. PLANO DE ZONIFICACIÓN DE PRODUCCIÓN JUGOS ................ 35
ANEXO 5. PLANO ZONIFICACIÓN LÍNEA NO. 6 ............................................. 36
ANEXO 6. SEÑALIZACIÓN ELEMENTOS DE PROTECCIÓN PERSONAL ..... 37
ANEXO 7. MATERIAL SEÑALIZACIÓN ZONAS LÍNEA 6 ................................. 38
ANEXO 8. MATERIAL SEÑALIZACIÓN TIPOS DE LIMPIEZA .......................... 39
ANEXO 9. RECURSOS NECESARIOS PARA IMPLEMENTACIÓN DE LA
METODOLOGÍA ................................................................................................. 40
ANEXO 10. LISTA DE CHEQUEO MENSUAL (SEGURIDAD, ORDEN Y
LIMPIEZA) .......................................................................................................... 41
ANEXO 11. FOLLETO EXPLICATIVO ZONIFICACIÓN .................................... 42

TABLA DE CONTENIDO IMÁGENES
Imagen 1. Video Las 5S, un ambiente para la calidad (Alvarado & Fernando
Amador, 2001). ...................................................................................................... 13
Imagen 2. Línea 6 GASEOSAS LUX BOGOTÁ S.A (Autor, 2016). ....................... 19
Imagen 3. Línea 6 GASEOSAS LUX BOGOTÁ S.A (Autor, 2016). ....................... 20
Imagen 4. Línea 6, Proceso de estandarización (Autor, 2016).............................. 22
Imagen 5. Cronograma de trabajo ......................................................................... 26

INTRODUCCIÓN
El presente proyecto comprende el diseño de la metodología de las Cinco S’s
aplicado a una de las líneas de producción de la planta embotelladora de bebidas
no alcohólicasGaseosas Lux Bogotá S.A. La aplicación de dicha metodología
permite optimizar las prácticas operativas de la línea de producción de refrescos
de fruta (línea 6), la cual embotella jugos HIT jugos TUTTI FRUTTI en
presentación personal (350 ml) de vidrio retornable.
Previo al diseño de la metodología se realizó el diagnóstico a la línea No. 6 de
refrescos de fruta, enfocado en las condiciones de seguridad, orden y limpieza, a
través de registros fotográficos, aplicación de encuestas al personal operativo y
una continua verificación de los procesos. En la siguiente fase, se establecen los
procedimientos a aplicar para obtener el mejoramiento continuo de la línea de
producción y así no alterar su productividad y las características organolépticas del
producto. Posteriormente, se diseñó una serie de indicadores con el fin de medir la
efectividad de la metodología cuando la alta gerencia disponga recursos para su
implementación y, finalmente se socializó el diseño de la metodología planteada
argumentando la importancia y las ventajas de la implementación de la
metodología de las Cinco S’s: Seiri, Seiton, Seiso, Seiketsu y Shitsuke.
La alta gerencia de la planta Gaseosas Lux Bogotá S.A. fue consciente de la
importancia del diseño metodológico de las Cinco S’s y destinó recursos con el fin
de iniciar parte de la implementación del diseño lo cual permitió mostrar en el
presente documento parte de su puesta en marcha y así demostrar la efectividad
de la aplicación de la metodología.

7
1. PLANTEAMIENTO DEL PROBLEMA
La búsqueda de la excelencia es el objetivo principal de las áreasde operaciones
en todas las organizaciones a nivel mundial. Éstas se encuentrandireccionadas a
fijar retos cotidianos que les permitan estar más cerca del cumplimiento de sus
objetivos de forma progresiva y continúa en todos los niveles de la organización, a
partir del trabajo colectivo al interior de la misma.
En la actualidad, la planta Gaseosas Lux Bogotá S.A. está buscando mejorar cada
vez más las condiciones de seguridad, orden y limpieza de la plantade forma
zonificada, para lograr un excelente resultado final. Para ello,la compañía debe
cumplir con estándares que se evalúan a través de las auditorías internas, con el
objetivo de vigilar y controlar el buen funcionamiento de la planta.En
consecuencia,es necesario dar inicio a técnicas de mejoramiento continuo en
zonas críticas y replicarlas a las demás zonas de la planta, para así disminuir el
tiempo no productivo por conversión de equipos, mantener en cero la tasa de
accidentalidad del presente año y fomentar una cultura del orden y la limpieza, en
la línea 6 de producción de refrescos de fruta de la planta Gaseosas Lux Bogotá
S.A.
Así pues, en éste orden ideassurge la necesidad de dar respuesta a la siguiente
pregunta: ¿Al realizar un diseño metodológico de las Cinco S’sen la línea número
6 de Gaseosas Lux S.A. es posible minimizar el riesgo de accidentalidad y
contribuir al aumento de la productividad?

8
2. OBJETIVOS
2.1. OBJETIVO GENERAL
Diseñar la propuesta metodológica de la filosofía Cinco S’s en la línea 6 de
refrescos de fruta de la planta Gaseosas Lux Bogotá S.A. de modo que se
minimice el riesgo de contaminación y aumente la productividad.
2.2. OBJETIVOS ESPECÍFICOS
Elaborar un diagnóstico de la situación actual de la línea de producción No.
6 de la planta Gaseosas Lux Bogotá S.A. respecto a cada una de las Cinco
S’s.
Diseñar la metodología de cada una de las etapas de las Cinco
S’sajustadas a las necesidades de la línea donde se establezcan directrices
de su puesta en marcha.
Establecer indicadores que permitan medir la efectividad de la
implementación de la metodología de las Cinco S’sen línea de producción
No. 6 de la planta Gaseosas Lux Bogotá S.A., teniendo como base el
diagnóstico inicial.
Socializar el diseño de la metodología planteada y sus principios con la Alta
Gerencia y la Jefatura de Producción de Gaseosas Lux Bogotá S.A y el
director externo e interno del proyecto.

9
3. JUSTIFICACIÓN
La necesidad de la línea número 6 de refrescos de fruta de la planta Gaseosas
Lux Bogotá S.A. radica en el fortalecimiento de la mejora continua de los procesos
de producción y manufactura, para seguir presentando a los consumidores un
producto inocuo, y dar continuidad al proceso de optimización de la imagen de los
jugos de las marcas Hit y TuttiFrutti.
En la actualidad, la planta está buscando aumentar su productividada partir de la
mejora continua de lascondiciones de seguridad, orden y limpieza.Para ello, es
necesaria la implementación de las Cinco S’sen la elaboración de un plan de
acción que permita brindar continuamente a los colaboradores, las condiciones
ideales para el cumplimiento de las actividades diarias de su labor, que se
encuentren encaminadas a la consecución de metas organizacionales,
permitiendo ofrecer al mercado, productos que satisfagan las necesidades de
todos y cada uno de los consumidores. Esta mejora se realizará principalmente en
la línea número 6, la cual es una zona crítica, que necesita prepararse para asumir
retos cada vez más exigentes como la implementación de TPM, Lean
Manufacturing y otros sistemas de mejora continua que la seguirán formando
como una empresa de talla mundial.

10
4. GENERALIDADES DE LA EMPRESA
4.1. RAZÓN SOCIAL
POSTOBÓN S.A.
4.2. DESCRIPCIÓN
Postobón es una compañía líder en América Latina que ha dejado huella en
Colombia gracias a su innovación, visión de negocios, capacidad de adaptación y
transformación. Todas ellas, condiciones que le permiten mantener el liderazgo
con compromiso, sostenibilidad y con el desarrollo del país.
La compañía cuenta con la mayor participación de mercado en la industria de las
bebidas no alcohólicas en Colombia y es la empresa con capital 100% colombiano
más grande en ingresos en este sector.
Cuenta con 112 años de historia en los cuales ha sido pionera en el desarrollo de
la mayoría de categorías de bebidas existentes en el mercado colombiano.
La compañía cuenta con 66 sedes entre plantas de producción y centros de
distribución, los cuales le permiten llegar al 90% del territorio nacional. Su talento
humano asciende a cerca de 12.000 personas. Entre sus plantas de producción,
Gaseosas Lux, es una de las tres plantas ubicadas en la ciudad de Bogotá, con
última tecnología y con operación durante 24 horas de domingo a domingo.
Las fortalezas en ventas y distribución hacen que las bebidas de Postobón se
encuentren fácilmente en las tiendas, supermercados, grandes superficies y
restaurantes y los hogares colombianos. De igual forma, se pueden adquirir en los
Estados Unidos, Reino Unido, Aruba, España, Curazao, Panamá e Italia.
Finalmente, se debe resaltar, que la compañía pertenece a la Organización Ardila
Lülle, una de las principales organizaciones industriales de América Latina.
4.3. PORTAFOLIO DE PRODUCTOS
La compañía, actualmente participa en categorías como gaseosas, aguas, jugos,
hidratantes, energizantes y té, contando con un portafolio de más de 35 marcas y
250 referencias, en el cual se destacan las marcas gaseosas Postobón,
Colombiana, Pepsi, Bretaña, Hipinto, Popular, Seven Up, MontainDew, Jugos Hit,
TuttiFrutti, Mr. Tea, Agua Cristal, Agua Oasis, H2Oh!, Gatorade, Squash, Peak y
Lipton Tea, entre otras. Específicamente, la planta Gaseosas Lux participa en las
categorías de gaseosas, jugos, energizantes y té, en donde en la línea número 6
se producen Jugos Hit y TuttiFrutti en envase de vidrio retornable.
11
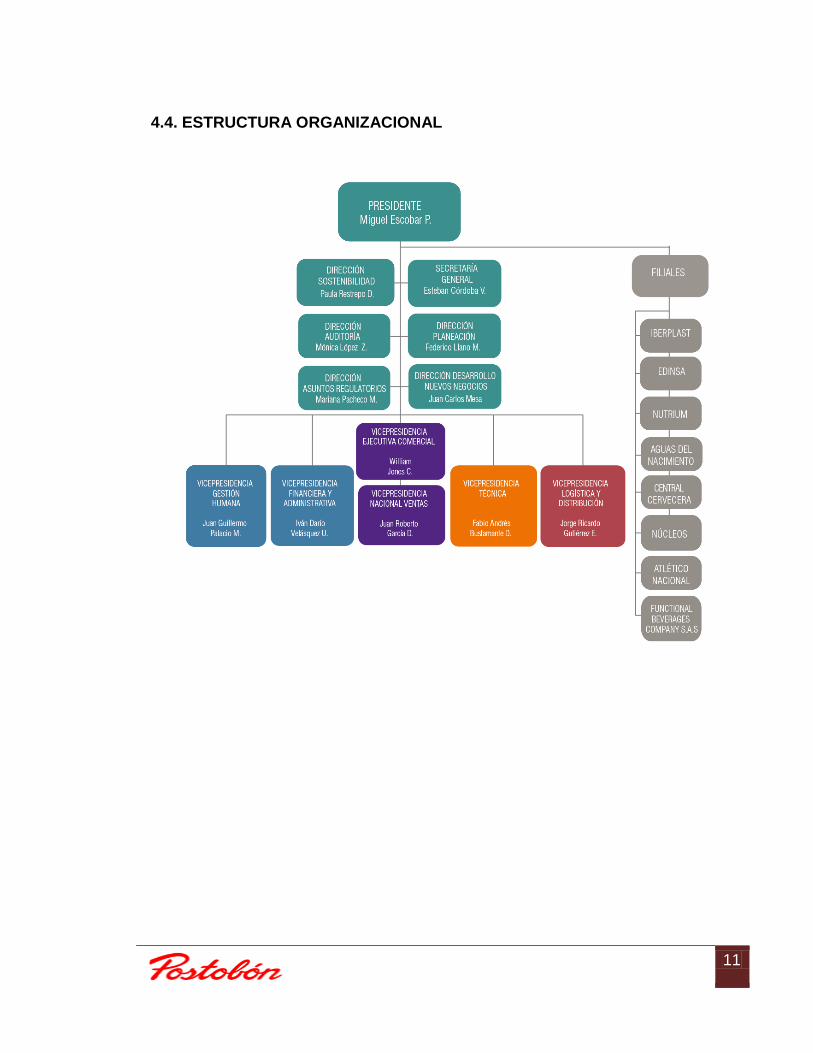
4.4. ESTRUCTURA ORGANIZACIONAL

12
5. MARCO CONCEPTUAL
5.1. INTRODUCCIÓN AL MEJORAMIENTO CONTINUO
El concepto de mejoramiento continuo tiene sus raíces en 1940., primero con los
planteamientos de W. Shewart y luego con el ciclo de E. Deming, conocido
también como ciclo PHVA. (Aldana, 2011). El mejoramiento continuo se refiere al
hecho de que nada puede considerarse como algo terminado o mejorado en forma
definitiva. Siempre se está en proceso de cambio, de desarrollo y con
posibilidades de mejorar (Alvear, 2000).La mejora continua es la que permite
sobrevivir en el mercado, se tiene que dar comparando el desempeño de la propia
organización a través del tiempo y luego compararse con los competidores. (Nava,
2005).
Una manera acertada de lograr el mejoramiento continuo en las organizaciones es
el diseño e implementación de metodologías, las cuales giren en torno al aumento
de la productividad, a partir de la disminución de factores que influyen
negativamente en el clima laboral, siendo una de estas –generalmente la más
destacada-, la metodología “Cinco S’s”.
5.2. METODOLOGÍA “CINCO S’S”
Las “Cinco S’s” es una metodología desarrollada en Japón y fundamentada en
cinco palabras de este origen, cada una de las cuales tiene un significado que
permite la creación de un lugar de trabajo óptimo y seguro en el que las personas
puedan desarrollar mejor sus tareas diarias, obteniendo como resultado productos
y servicios de mejor calidad (Aldana, 2011). Además, permite manejar mejor el
proceso como un todo, contribuyendo a la reducción de los costos (Wheat, 2004).
Los japoneses han demostrado la incidencia positiva que tiene en el trabajador,
laborar en espacios adecuados a través de la metodología de las Cinco S’s, pues
la aplicación de ésta permite contar con instalaciones limpias, ordenadas,
agradables, ahorrar tiempo y costos, evitar desperdicios, dar una buena imagen,
prevenir la contaminación del ambiente y las enfermedades, así como mejorar el
ánimo de los trabajadores y reducir los accidentes de trabajo (Aldana, 2011).
El significado de los cinco términos japoneseses el siguiente:
Seiri(Seleccionar)
Seiton(Organizar)
Seiso(Limpiar)
Seiketsu(Estandarizar)
13
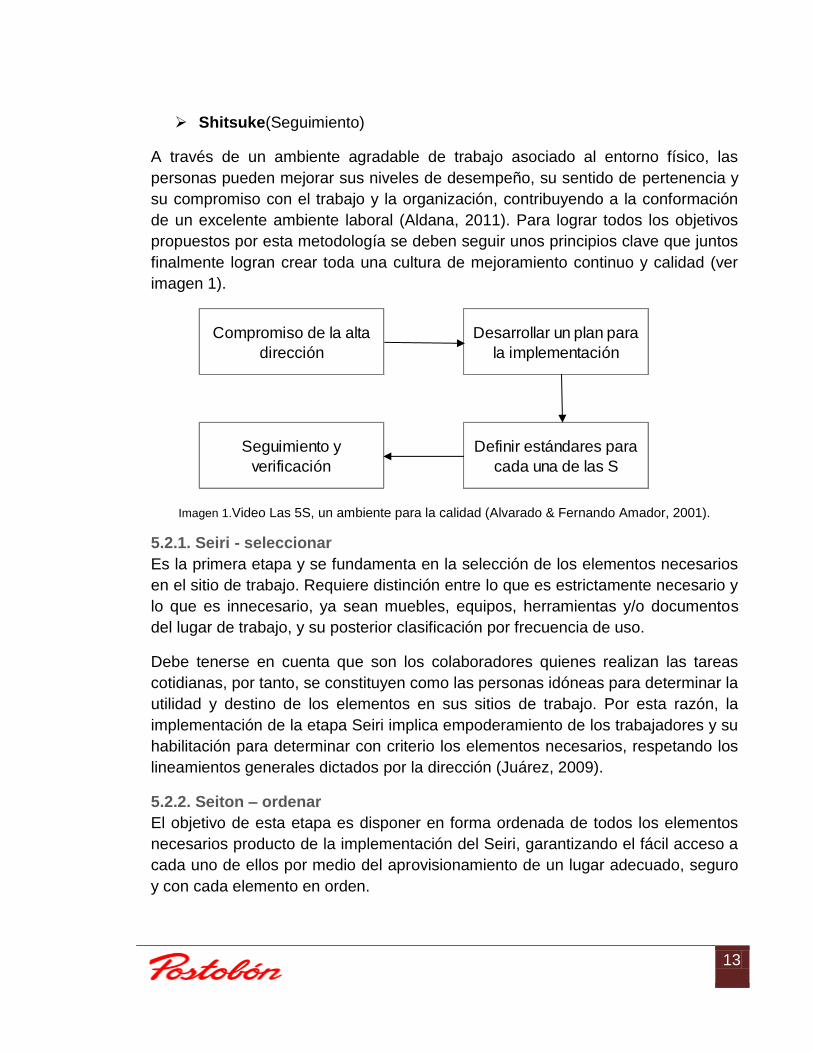
Shitsuke(Seguimiento)
A través de un ambiente agradable de trabajo asociado al entorno físico, las
personas pueden mejorar sus niveles de desempeño, su sentido de pertenencia y
su compromiso con el trabajo y la organización, contribuyendo a la conformación
de un excelente ambiente laboral (Aldana, 2011). Para lograr todos los objetivos
propuestos por esta metodología se deben seguir unos principios clave que juntos
finalmente logran crear toda una cultura de mejoramiento continuo y calidad (ver
imagen 1).
Imagen 1.Video Las 5S, un ambiente para la calidad (Alvarado & Fernando Amador, 2001).
5.2.1. Seiri - seleccionar
Es la primera etapa y se fundamenta en la selección de los elementos necesarios
en el sitio de trabajo. Requiere distinción entre lo que es estrictamente necesario y
lo que es innecesario, ya sean muebles, equipos, herramientas y/o documentos
del lugar de trabajo, y su posterior clasificación por frecuencia de uso.
Debe tenerse en cuenta que son los colaboradores quienes realizan las tareas
cotidianas, por tanto, se constituyen como las personas idóneas para determinar la
utilidad y destino de los elementos en sus sitios de trabajo. Por esta razón, la
implementación de la etapa Seiri implica empoderamiento de los trabajadores y su
habilitación para determinar con criterio los elementos necesarios, respetando los
lineamientos generales dictados por la dirección (Juárez, 2009).
5.2.2. Seiton – ordenar
El objetivo de esta etapa es disponer en forma ordenada de todos los elementos
necesarios producto de la implementación del Seiri, garantizando el fácil acceso a
cada uno de ellos por medio del aprovisionamiento de un lugar adecuado, seguro
y con cada elemento en orden.
Compromiso de la alta
dirección
Desarrollar un plan para
la implementación
Seguimiento y
verificación
Definir estándares para
cada una de las S

14
En esta etapa deben clasificarse los elementos según su frecuencia de uso y
almacenarse bajo este criterio para minimizar el tiempo de búsqueda y esfuerzos,
(Juárez, 2009). Los muebles, estantes, archivos, escritorios, entre otros, debe
ubicarse de forma que se simplifique su acceso, –lo que se usa con mayor
frecuencia debe estar más cerca de quienes lo utilizan-.
Los criterios para ubicar cada elemento deben incluir: La altura que debe permitir
un acceso sencillo y seguro; sistemas de rotación de inventario eficientes como
PEPS (primeros en entrar, primeros en salir); y los objetos que se almacenan en el
piso y los mobiliarios deben tener una ubicación definida y señalada de manera tal
que quede unívocamente determinado (Dorbessan, 2002).
5.2.3. Seiso – Limpiar
La tercera etapa consiste en limpiar y restaurar el entorno de trabajo, incluyendo la
maquinaria y herramientas, así como las instalaciones (pisos, paredes, techos,
áreas peatonales). Las máquinas, equipos y herramientas deben mantenerse
libres de suciedad y con todos sus componentes en correcto funcionamiento.
En esta etapa es claro el compromiso de eliminar la suciedad, los peligros y el
estrés generado por la contaminación audiovisual. Un sitio de trabajo sucio y
desordenado es desagradable y peligroso, atenta contra la seguridad física y
mental de los trabajadores, llegando a afectar directamente su desempeño. El
Seiso es una etapa útil para el propósito de verificar el funcionamiento y estado de
los equipos y herramientas; un operador que limpia una máquina a profundidad y
de manera constante, consigue hallar los defectos de funcionamiento que ésta
presente; por tal razón se considera como una etapa fundamental para el
mantenimiento preventivo de máquinas e instalaciones. Un equipo o herramienta
sucios, ocultan los problemas reales o potenciales de su funcionamiento, cuando
la máquina está cubierta de aceite, hollín y/o polvo, es difícil prever cualquier
problema que esté en desarrollo (Juárez, 2009).
5.2.4. Seiketsu - Estandarizar
El propósito de ésta etapa es diseñar sistemas y procedimientos que aseguren la
continuidad de las tres primeras etapas –seiri, seiton y seiso- estandarizando el
proceso. En esta etapa la comunicación toma un papel fundamental, pues su
objetivo es brindar a todos los empleados la información necesaria acerca de
cómo hacer su trabajo de la mejor manera, dándoles a conocer los posibles
riesgos y formándolos para actuar conforme a las normativas de seguridad de la
empresa (Juárez, 2009).

15
En esta etapa el desarrollo de reglamentos o procedimientos, es habitual para
obtener un resultado específico, normas sencillas y visibles para todos, que
permitan conservar los logros, y evitan que el lugar de trabajo nuevamente llegue
a tener elementos innecesarios, para no perder el estado de orden y limpieza
logrados.
5.2.5. Shitsuke - Seguimiento
En esta etapa se deben implementar medidas que permitan cumplir las normas
establecidas a partir de los acuerdos logrados por el equipo de trabajo. El
cumplimiento de los compromisos adquiridos indica que cada miembro del grupo
está convencido que su conducta es lo que sostiene a todo el grupo (Dorbessan,
2002).
La implementación efectiva del Shitsuke implica la adopción de una filosofía, un
estilo de vida en el lugar de trabajo. La esencia de las Cinco S’s es mantener lo
que se ha establecido, por tal razón, este punto determina la realidad del estado
de implantación de una cultura organizacional. Esto significa romper la
predisposición a acumular elementos innecesarios, mantener las condiciones de
extrema limpieza permanentemente y conservar en el debido orden los elementos
y componentes del taller; también implica cumplir con un esmerado
comportamiento y hábitos higiénicos (Juárez, 2009).

16
6. RECURSOS
Los recursos necesarios para llevar a cabo la implementación del presente diseño
metodológico de las Cinco S’sse presentan a continuación discriminados en
recurso humano y recurso físico.
6.1. RECURSO HUMANO
El recurso humano necesario para dirigir la implementación del diseño
metodológico de las Cinco S’sen la línea número 6 del área de jugos de Gaseosas
Lux es de una persona, quien será responsable de la documentación,
capacitaciones, auditorías, entre otros, que permitirán direccionar a la planta hacia
la implementación de la metodología de las Cinco S’s; teniendo en cuenta que a
su vez se necesita el interés y la disposición de todas las personas que en algún
punto se relacionan con el funcionamiento de la línea 6.
Es de gran importancia que la persona designada para la implementación de esta
metodología esté calificada y tenga las aptitudes necesarias para el
direccionamiento de la implementación, ya que es de ésta de quien depende el
alcance de los objetivos que se plantean, con la puesta en marcha de la
metodología.
6.2. RECURSO FÍSICO
Los recursos físicos que se requieren para la realización de este proyecto son los
siguientes:
Equipo de cómputo (1)
Cámara fotográfica (1)
Elementos de oficina
Se dispone también de toda la infraestructura de la compañía para la realización
de cualquier actividad que sea necesaria dentro del proceso de diseño de la
metodología.

17
7. ALCANCES Y LIMITACIONES
7.1. ALCANCE
El alcance del proyecto comprende las actividades de diseño metodológico de las
Cinco S’s en la línea 6 de refrescos de fruta de la planta Gaseosas Lux Bogotá
S.A. El principal objetivo es realizar únicamente el diseño metodológico, pero se
buscará implementar los primeros aspectos de la metodología Cinco S’s.
El proyecto se iniciará con un diagnóstico a la planta Gaseosas Lux a cerca de los
aspectos contemplados en la metodología Cinco S’s, con el fin de establecer la
situación inicial de la organización, tener claro desde qué puntos debe iniciarse el
proyecto y poder generar un adecuado plan de acción.
Se pretende que una vez realizado el diseño metodológico, la compañía determine
un momento para implementarlo puesto que se evidencia que es una metodología
apropiada y necesaria para atacar importantes problemáticas que se están
llevando a cabo en la línea 6 de la planta.
7.2. LIMITACIONES
Las limitaciones del diseño metodológico son nulas debido a que en ningún
momento se concede como obligatoria su aplicación; en caso de llevar a cabo la
implementación del diseño metodológico de las Cinco S’spodrían existir algunos
casos de resistencia al cambio por parte de las personas directamente
involucradas,como es el caso de los operarios y supervisores de la línea, quienes
podrían no estar dispuestos a modificar sus métodos de ejecución del trabajo.

18
8. DIAGNÓSTICO INICIAL
El diagnóstico inicial de la línea de producción No. 6 es la primera fase del diseño
metodológico de las Cinco S’s, la cual se pondrá en marcha a partir de la
identificación de la situación actual, con el objetivo de definir las bases
comparativas que determinen los índices de mejora de la planta Gaseosas Lux
S.A. Esta fase se debe llevar a cabo mediante un recorrido en planta,
acompañada de registros fotográficos que permitanformular una encuesta,que
deberá ser aplicada a todos los colaboradores dela línea 6, direccionados a
determinar los aspectos que requieren mayor atención(veranexo 1). Asimismo,
para realizar la comparación luego de la puesta en marcha del diseño, se deben
tener registros de los indicadores de productividad medidos en las líneas de
producción.
El registro fotográfico se debe realizar con el propósito de crear una historia visual
de la problemática inicial de limpieza y orden en la línea. Este registro se utilizará
posteriormente en las capacitaciones de los grupos de trabajo, para ejemplificar
los lugares problema y apreciar la mejora obtenida al finalizar la implementación
(ver anexo 2). La evidencia inicial reveló:
Una tendencia a la falta de orden en todos los elementos con los que se
realiza el mantenimiento y la limpieza de los equipos, debido a que los
lugares de almacenamiento de los elementos de trabajo se encuentran
distanciados de la mayoría de los equipos. Motivo por el cual los operarios
consideran el desplazamiento como una conducta que podría ocasionar
paradas de la línea sin solución inmediata.
Existencia de un cronograma de limpieza de equipos y de pisos, el cual se
ejecuta correctamente, pero que se ve entorpecidopor la distancia que
existe entre los lugares de almacenamiento de los elementos de aseo, que
además no cuentan con una adecuada clasificación de los mismos, según
los equipos o áreas que los requieren.
A continuación, se presenta el registro fotográfico obtenido en esta etapa, en el
cual se evalúa la segunda S (orden), la tercera S (limpieza) y la cuarta S
(estandarización) y se presentan los indicadores de productividad del mes de
mayo de 2016.
Seiton – Orden
El diagnóstico inicial en cuanto a orden muestra que:

19
En muchos lugares de la línea 6 se cuentan con los medios necesarios para
la ejecució de esta etapa, sin embargo,no se hace uso de éstos. Ejemplo de
ellos son los contenedores de cofias, guantes y tapabocas.
Los contenedores de las botellas de vidrio retornable y de producto
terminado se colocan en lugares equivocos, pudiendo originar accidentes
laborales.
Hay contenedores de basura en lugares en los que se producen pocos
residuos.
Hay partes de equipos ubicadadas en lugares de alto flujo de personal.
Imagen 2. Línea 6 GASEOSAS LUX BOGOTÁ S.A (Autor, 2016).
Seiso – Limpieza
El diagnóstico inicial en cuanto a limpieza muestra que:
Existen residuos de producto en proceso en las canaletas, a las cuales en
muchas ocasiones no se les realiza el aseo correspondiente.
Se cuenta con contenedores para la disposición de todos los tipos de
residuos.

20
Imagen 3. Línea 6 GASEOSAS LUX BOGOTÁ S.A (Autor, 2016).
Seiketsu – Estandarizar
El diagnóstico de esta etapa muestra que,en cuanto a estandarización, la planta
cuenta con un plan maestro de limpieza e higienización (PMLH) dentro de la
norma de Limpieza e Higienización, el cual describe las actividades básicas y
frecuencias mínimas recomendadas para llevar a cabo los procedimientos de
limpieza e higienización según zona, la cual es determinada por el nivel de
riesgo.Asimismo, muestra detalladamente la clase de riesgos, la clasificación de
las localizaciones por zonas, los métodos de limpieza e higienización, los
productos de limpieza e higienización, indicadores de gestión del proceso de
limpieza e higienización y formatos para realizar el registro del control, limpieza e
higienización. Con las encuestas de diagnóstico inicial se evidencia que los
trabajadores de la línea 6 consideran que la señalización para ubicar sus
herramientas de trabajo es errónea, pero son conscientes de la existencia de
métodos o guías para realizar la limpieza, señalización de áreas de trabajo,
metodologías para ordenar el lugar de trabajo y para seleccionar y clasificar los
equipos y herramientas implementadas en la cotidianidad.
El registro fotográfico permite observar la existencia de los medios para la puesta
en marcha del plan de orden y la limpieza, pero aun así no se lleva a cabo debido
a la falta de seguimiento de los estándares y las normas internas definidas.

21
9.METODOLOGÍA PROPUESTA
La implementación de la metodología de las Cinco S’sse propone como una
herramienta de urgente aplicación en la que se involucren todas las personas
relacionadas con las labores de la línea No. 6, con el fin de alcanzar la mejora
continua de la línea y en un mediano plazo de toda la planta.
Seiri - Seleccionar
La primera etapa de la metodología de selección y clasificación contribuye a la
mejora de la seguridad en el área de trabajo. En esta etapa se propone llevar a
cabo los siguientes pasos:
1. Realizar inventario de los elementos de aseo que se usan en la línea No. 6
para que en la etapa de estandarización se definan cuántos elementos
deben adquirir.
2. Realizar inventario de las herramientas necesarias para llevar a cabo las
labores cotidianas de producción en la línea.
3. Clasificar cada uno de los elementos de acuerdo a la frecuencia y la
necesidad de su uso en un formato donde se permita registrar nombre,
estado, ubicación y cantidad (ver anexo 3).
Seiton – Organizar
La etapa de organizar requiere de un correcto desarrollo de la primera etapa para
lograr organizar de una manera efectiva todos los elementos involucrados en las
labores de aseo, mantenimiento y puesta en marcha de la línea. La propuesta
para esta etapa consiste en:
1. Eliminar objetos que estén en condiciones no aptas para su uso, para cada
uno de los inventarios realizados en la primera etapa.
2. Rehacer los inventarios en caso de haberse cumplido el primer paso de
esta etapa, de lo contrario implementar el paso a continuación.
3. Definir el lugar donde se ubicarán todos los elementos (basándose en los
inventarios) haciendo uso de los muebles con los que se cuentan en la
actualidad.
4. Colocar cada uno de los elementos en el lugar correspondiente. Si no se
cuenta aún con un lugar donde ubicarse, se debe definir este lugar y crear
un espacio temporal hasta que se adquieran los nuevos recursos físicos.

22
Seiso – Limpiar
La limpieza conduce a un aumento significativo de la efectividad de los equipos, se
reducen las mermas de ingredientes y material de empaque. La limpieza de la
línea No. 6 por ser el aspecto mejor evaluado en las encuestas de diagnóstico
inicial debe iniciar por los lugares críticos, los cuales corresponden únicamente a
todas las canaletas de aguas residuales y estos espacios deben ser tenidos en
cuenta al momento de ejecutar el plan maestro de limpieza e higienización con su
correspondiente frecuencia.
Seiketsu – Estandarizar
La estandarización de la metodología de las Cinco S’s es el punto clave para
obtener buenos resultados en el seguimiento de cambio de los aspectos críticos
definidos como opción latente de mejora y es la etapa que permite mantener el
trabajo realizado en las tres etapas iniciales. En esta etapa se propone llevar a
cabo los siguientes pasos:
1. Elaborar plano de zonificación del área de producción de jugos donde se
resalte la línea No. 6 (ver anexo 4 y anexo 5).
2. Elaborar material de señalización de las diferentes zonas de la línea de
producción, dónde se indique de acuerdo a la zona cuáles son los
elementos de protección personal requeridos (ver anexo 6).
3. Elaborar material para señalizar dónde se deben ubicar los elementos de
aseo para cada una de las zonas (verde, amarilla o naranja) (ver anexo 7).
4. Elaborar material para ubicar en la línea, donde se expliquen los diferentes
tipos de limpieza en planta (ver anexo 8).
5. Definir lugares donde se colocará la señalización y así determinar
lacantidad de material requerido para impactar todas las zonas de la línea,
ya sea zona verde, amarilla o naranja (ver anexo 9).
6. Renovar los contenedores de cofias y tapabocas y mantenerlos con sus
respectivos materiales.
Imagen 4. Línea 6, Proceso de estandarización (Autor, 2016).

23
7. Ubicar los contenedores de basura con ayuda del plano de acuerdo a las
zonas donde más se produzca determinado tipo de residuo.
8. Crear una lista de chequeo mensual que permita verificar el cumplimiento
de la segunda y tercera etapa –organizar y limpiar- y a su vez que evalúe
aspectos de seguridad. La lista debe dividirse por cada uno de estos
aspectos a evaluar para facilitar el desarrollo de la siguiente etapa
(seguimiento) (ver anexo 10).
9. Definir grupos de trabajo conformados por personas no involucradas con la
línea 6 para realizar mensualmente la inspección en los aspectos
correspondientes al orden y la limpieza.
10. Definir cronograma de inspecciones mensuales.
11. Diseñar diferentes modelos de capacitación para realizar antes de la puesta
en marcha de la metodología.
12. Elaborar un material expositivo para presentar en las capacitaciones del
programa de las Cinco S’spara favorecer la comprensión y la participación
de los involucrados en las labores de la línea 6 (anexo 11).
13. Definir un cronograma de capacitaciones en el que se impacte todo el
personal involucrado, teniendo en cuenta cada uno de los turnos de
operación.
Al finalizar el desarrollo de la etapa de estandarización, se debe volver a ejecutar
cada una de las etapas anteriores, puesto que antes de iniciar la etapa cinco ya se
debe contar con todo lo necesario para poder realizar la clasificación, el orden y la
limpieza de la línea.
Shitsuke– Seguimiento
Los pasos a llevar a cabo en la última etapa de las Cinco S’s corresponden a:
1. Realizar una auditoría interna (frecuencia mensual) apoyada en la lista de
chequeo creada en la etapa anterior.
2. Realizar un registro fotográfico que evidencie cada uno de los aspectos en
los que se encuentran fallas.
3. Realizar registro fotográfico que evidencia los aspectos en los que se ha
encontrado mejoría en comparación con el informe del mes inmediatamente
anterior.

24
10. DISEÑO DE INDICADORES
La fase de diseño de indicadores aplica únicamente a la última etapa de la
metodología (seguimiento) puesto que es en ésta donde se evalúa el cumplimiento
de los pasos establecidos y a partir de los indicadores se pueden crear acciones
preventivas y correctivas por parte de la alta gerencia, para abordar todos y cada
uno de los aspectos involucrados al no alcanzar el 100% del cumplimiento. Los
indicadores sugeridos para realizar el seguimiento de las primeras cuatro etapas
iniciales de la metodología son:
10.1. Indicador de cobertura
𝑪𝒐𝒃𝒆𝒓𝒕𝒖𝒓𝒂 = 𝑪𝒂𝒏𝒕𝒊𝒅𝒂𝒅 𝒅𝒆 𝒑𝒆𝒓𝒔𝒐𝒏𝒂𝒍 𝒊𝒎𝒑𝒂𝒄𝒕𝒂𝒅𝒐 𝒆𝒏 𝒄𝒂𝒑𝒂𝒄𝒊𝒕𝒂𝒄𝒊𝒐𝒏𝒆𝒔
𝑻𝒐𝒕𝒂𝒍 𝒑𝒆𝒓𝒔𝒐𝒏𝒂𝒍 𝒅𝒆 𝒍𝒂 𝒍í𝒏𝒆𝒂 𝟔∗ 𝟏𝟎𝟎
El indicador de cobertura muestra el porcentaje del personal de la línea 6 que ha
sido participe de capacitaciones o entrenamientos acerca de la metodología de las
Cinco S’S y cómo se implementa en su lugar de trabajo. Este indicador debe ser
medido una vez al mes debido a la alta rotación de personal de la planta, con el
objetivo de mantener la cultura del orden y la limpieza,sin que se distorsione con la
llegada de nuevo personal, el cual puede modificar el ambiente laboral. Con ayuda
de este indicador se construye el cronograma de capacitaciones. El ideal es
obtener en este indicador un resultado igual o superior a 90%.
10.2. Indicador de cumplimiento
𝑪𝒖𝒎𝒑𝒍𝒊𝒎𝒊𝒆𝒏𝒕𝒐𝒔𝒆𝒈𝒖𝒓𝒊𝒅𝒂𝒅 = 𝑪𝒂𝒏𝒕. 𝒅𝒆 𝒊𝒕𝒆𝒎𝒔 𝒅𝒆 𝒔𝒆𝒈𝒖𝒓𝒊𝒅𝒂𝒅 𝒄𝒖𝒎𝒑𝒍𝒊𝒅𝒐𝒔
𝑻𝒐𝒕𝒂𝒍 𝒊𝒕𝒆𝒎𝒔 𝒅𝒆 𝒔𝒆𝒈𝒖𝒓𝒊𝒅𝒂𝒅 𝒆𝒗𝒂𝒍𝒖𝒂𝒅𝒐𝒔∗ 𝟏𝟎𝟎
𝑪𝒖𝒎𝒑𝒍𝒊𝒎𝒊𝒆𝒏𝒕𝒐𝒐𝒓𝒅𝒆𝒏 = 𝑪𝒂𝒏𝒕. 𝒅𝒆 𝒊𝒕𝒆𝒎𝒔 𝒅𝒆 𝒐𝒓𝒅𝒆𝒏 𝒄𝒖𝒎𝒑𝒍𝒊𝒅𝒐𝒔
𝑻𝒐𝒕𝒂𝒍 𝒊𝒕𝒆𝒎𝒔 𝒅𝒆 𝒐𝒓𝒅𝒆𝒏 𝒆𝒗𝒂𝒍𝒖𝒂𝒅𝒐𝒔∗ 𝟏𝟎𝟎
𝑪𝒖𝒎𝒑𝒍𝒊𝒎𝒊𝒆𝒏𝒕𝒐𝒍𝒊𝒎𝒑𝒊𝒆𝒛𝒂 = 𝑪𝒂𝒏𝒕. 𝒅𝒆 𝒊𝒕𝒆𝒎𝒔 𝒅𝒆 𝒍𝒊𝒎𝒑𝒊𝒆𝒛𝒂 𝒄𝒖𝒎𝒑𝒍𝒊𝒅𝒐𝒔
𝑻𝒐𝒕𝒂𝒍 𝒊𝒕𝒆𝒎𝒔 𝒅𝒆 𝒍𝒊𝒎𝒑𝒊𝒆𝒛𝒂 𝒆𝒗𝒂𝒍𝒖𝒂𝒅𝒐𝒔∗ 𝟏𝟎𝟎
El indicador de cumplimiento muestrael grado de consecución de tareas y/o
trabajos para cada uno de los aspectos evaluados en la lista de chequeo
(seguridad, orden y limpieza). Este indicador contribuye a que la compañía se
direccione por el camino correcto para lograr las metas establecidas. El ideal es
obtener en este indicador un resultado igual o superior a 90%.
25
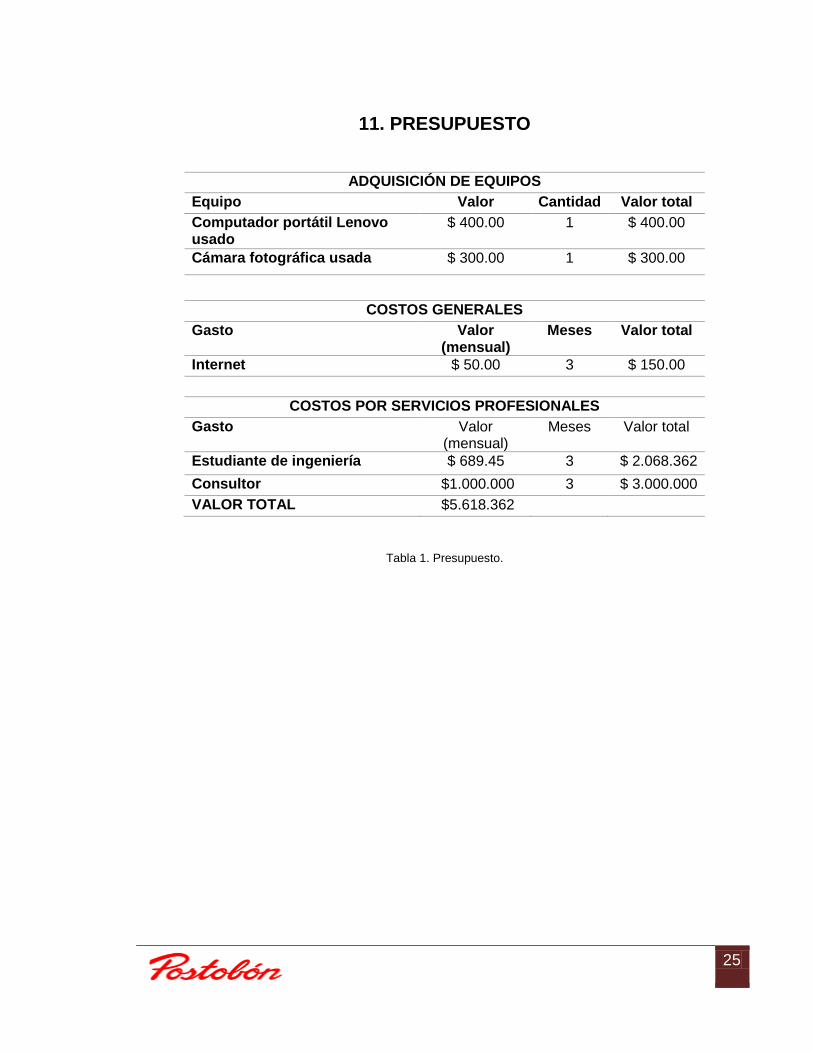
11. PRESUPUESTO
ADQUISICIÓN DE EQUIPOS
Equipo Valor Cantidad Valor total
Computador portátil Lenovo usado
$ 400.00 1 $ 400.00
Cámara fotográfica usada $ 300.00 1 $ 300.00
COSTOS GENERALES
Gasto Valor (mensual)
Meses Valor total
Internet $ 50.00 3 $ 150.00
COSTOS POR SERVICIOS PROFESIONALES
Gasto Valor (mensual)
Meses Valor total
Estudiante de ingeniería $ 689.45 3 $ 2.068.362
Consultor $1.000.000 3 $ 3.000.000
VALOR TOTAL $5.618.362
Tabla 1. Presupuesto.

12. CRONOGRAMA
Imagen 5. Cronograma de trabajo
13. CONCLUSIONES
La realización del diagnóstico inicial permitió observar el estado de las
etapas: seleccionar, ordenar, limpiar y estandarizar. El registro fotográfico y
las encuestas fueron fundamentales en la primera capacitación sobre Cinco
S’s en la línea puesto que había personal creando resistencia debido a que
en oportunidades anteriores se intentó la implementación de esta
metodología pero en ningún momento fue fructífera; por lo tanto, el personal
pudo evidenciar los buenos resultados de la implementación.
Al momento de realizar el diseño y socializar la metodología de las Cinco
S’s aplicada a la línea No 6. de Gaseosas Lux S.A. se observó que la planta
cuenta con personal directivo que posee disposición para implementar
acciones preventivas y correctivas en pro de la mejora de la inocuidad de
sus productos y del ambiente de trabajo del personal involucrado en planta
Así mismo, se observó que en la planta cuentan con diferentes
herramientas que al direccionarse de la manera correcta pueden contribuir
en gran magnitud a la seguridad, el orden y la limpieza.
El diseño y la implementación de los indicadores son la base de la medición
del impacto de la metodología en cuanto a seguridad, orden y limpieza
siendo parte de la etapa de seguimiento. La efectividad de la
implementación de la metodología basados en los indicadores claves de
desempeño (KPI’s) no puede ser medida debido a que en los KPI’s influyen
factores que no sólo conciernen a estas condiciones, lo cual haría que se
castigue u otorgue crédito a la metodología, el cual no le corresponde. Las
auditorías internas y los indicadores de cumplimiento son lo más cercano a
la medición de la efectividad.
Las condiciones de orden, limpieza y seguridad en la línea No. 6 de la
Gaseosas Lux Bogotá S.A mejoraron notablemente, pues el lugar de
trabajo se observa en la actualidad sin objetos que obstaculicen el trabajo,
las herramientas se encuentran ordenadas, las áreas críticas en limpieza se
encuentran aseadas, existe un lugar para cada elemento de aseo y la tasa
de accidentalidad disminuyó.

28
La capacitación para los operarios, auxiliares y supervisores de la línea No.
6 se realizó únicamente para la mitad de ellos, otorgando a los participantes
los conocimientos necesarios para hacer correcto uso de las herramientas
de señalización ubicadas en planta. En la actualidad, se encuentra definida
la fecha de la siguiente capacitación con la que se conseguirá impactar al
100% del personal involucrado en las labores de la línea de envasado No.
6.

29
14. BIBLIOGRAFÍA
Aldana, L. Álvarez, M. Bernal, C. Díaz, M. González, C. Galindo, O. Villegas, A.
(2011). Administración por calidad. Bogotá, Colombia. Alfaomega Colombiana S.A.
Alvear, C. (2000). Calidad total II: Aseguramiento y mejora continua. México.
Editorial Limusa.
Dorbessan, J. R. (2002). Las 5S, herramientas de cambio. San Nicolas, Argentina:
Universidad Tecnológica Nacional.
Hernández, R. Fernández, C & Baptista, P. (2010). Metodología de la
Investigación (5ª ed.). Mc Graw Hill: México.
Juárez, C. (2009). Propuesta para implementar metodología 5S´s en el
departamento de cobros de la subdelegación Veracruz Norte IMSS. Xalapa.
Veracruz, México: Universidad Veracruzana¸ Facultad de Estadística e
Informática.
Nava, V. (2005). ISO 9000:2000 Estrategias para implantar la norma de calidad
para la mejora continua. Ciudad de México, México. Editorial Limusa.
Postobon (2016). Quiénes somos. Recuperado de: http://www.postobon.com/la-
compania/quienes-somos.
Sosa, D. (2014). Conceptos y herramientas para la mejora continúa. México.
Editorial Limusa.
Tuarez, C (2013). Diseño de un sistema de mejora continua en una embotelladora
y comercializadora de bebidas gaseosas de la ciudad de Guayaquil por medio de
la aplicación del TPM (Mantenimiento productivo total).
Wheat, B. Mills, C. Carnell, M. (2004).Seis sigma, una parábola sobre el camino
hacia la excelencia y una empresa “esbelta”. New York, Estados Unidos. Editorial
Norma.
30
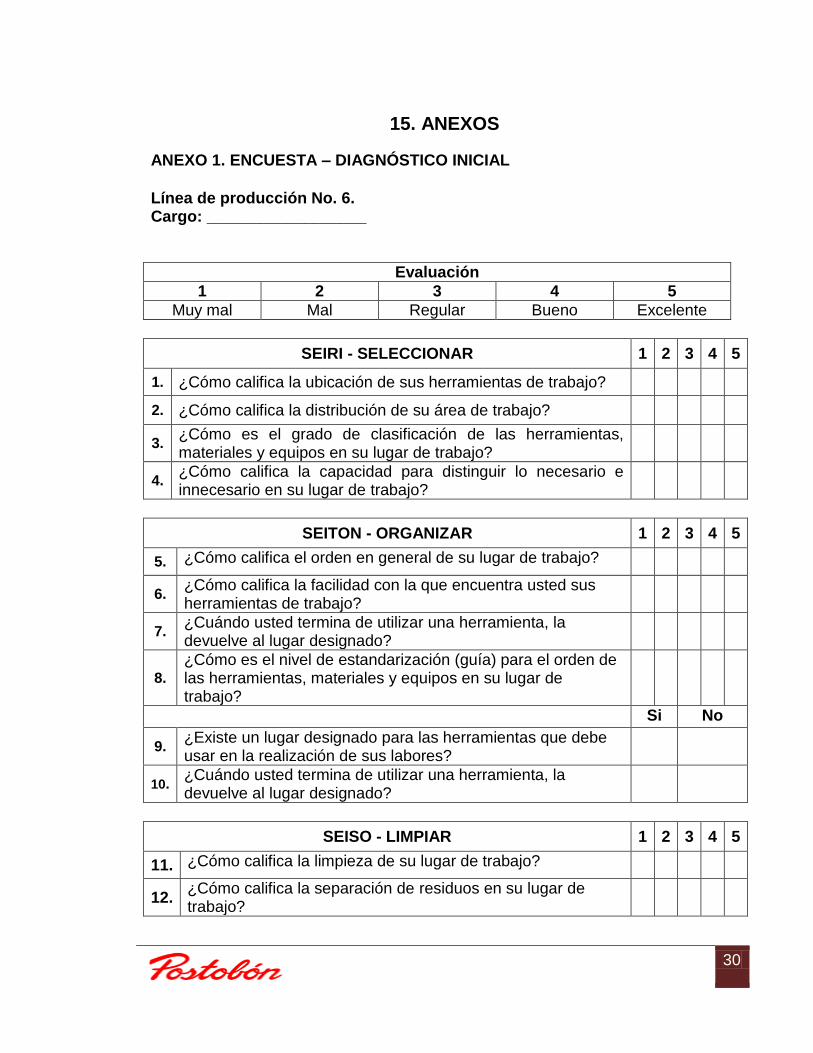
15. ANEXOS
ANEXO 1. ENCUESTA – DIAGNÓSTICO INICIAL
Línea de producción No. 6. Cargo: __________________
Evaluación
1 2 3 4 5
Muy mal Mal Regular Bueno Excelente
SEIRI - SELECCIONAR 1 2 3 4 5
1. ¿Cómo califica la ubicación de sus herramientas de trabajo?
2. ¿Cómo califica la distribución de su área de trabajo?
3. ¿Cómo es el grado de clasificación de las herramientas, materiales y equipos en su lugar de trabajo?
4. ¿Cómo califica la capacidad para distinguir lo necesario e innecesario en su lugar de trabajo?
SEITON - ORGANIZAR 1 2 3 4 5
5. ¿Cómo califica el orden en general de su lugar de trabajo?
6. ¿Cómo califica la facilidad con la que encuentra usted sus herramientas de trabajo?
7. ¿Cuándo usted termina de utilizar una herramienta, la devuelve al lugar designado?
8.
¿Cómo es el nivel de estandarización (guía) para el orden de las herramientas, materiales y equipos en su lugar de trabajo?
Si No
9. ¿Existe un lugar designado para las herramientas que debe usar en la realización de sus labores?
10. ¿Cuándo usted termina de utilizar una herramienta, la devuelve al lugar designado?
SEISO - LIMPIAR 1 2 3 4 5
11. ¿Cómo califica la limpieza de su lugar de trabajo?
12. ¿Cómo califica la separación de residuos en su lugar de trabajo?
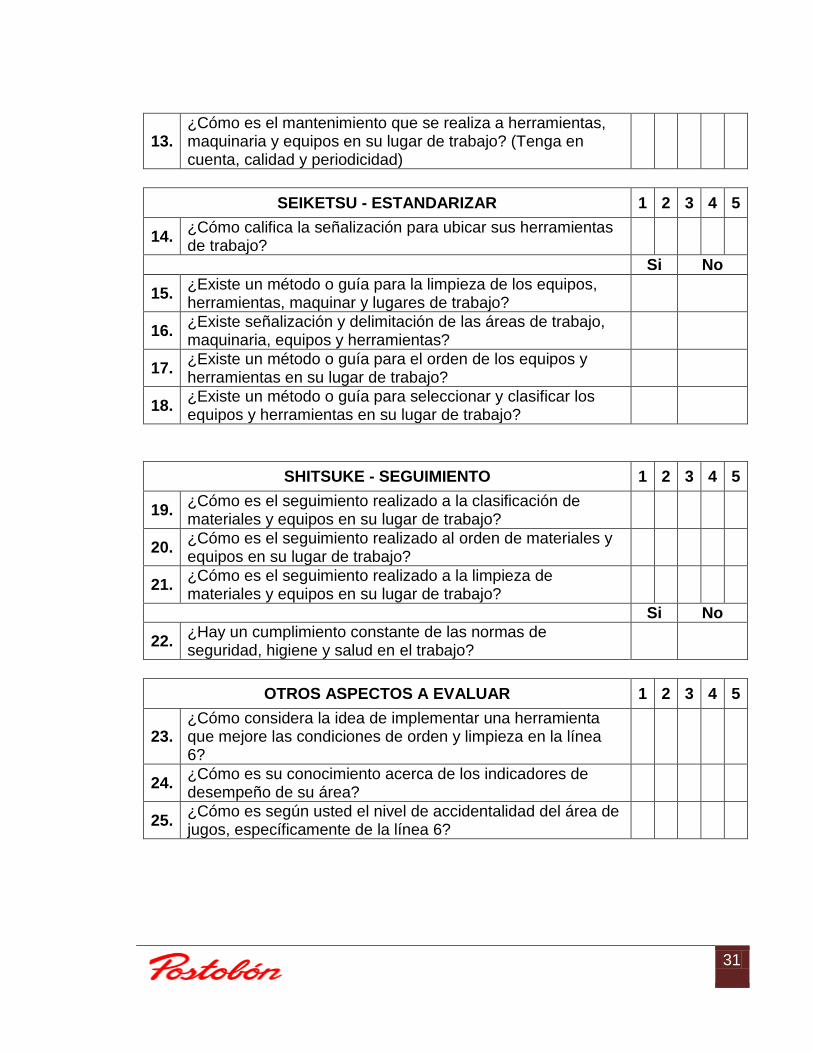
31
13. ¿Cómo es el mantenimiento que se realiza a herramientas, maquinaria y equipos en su lugar de trabajo? (Tenga en cuenta, calidad y periodicidad)
SEIKETSU - ESTANDARIZAR 1 2 3 4 5
14. ¿Cómo califica la señalización para ubicar sus herramientas de trabajo?
Si No
15. ¿Existe un método o guía para la limpieza de los equipos, herramientas, maquinar y lugares de trabajo?
16. ¿Existe señalización y delimitación de las áreas de trabajo, maquinaria, equipos y herramientas?
17. ¿Existe un método o guía para el orden de los equipos y herramientas en su lugar de trabajo?
18. ¿Existe un método o guía para seleccionar y clasificar los equipos y herramientas en su lugar de trabajo?
SHITSUKE - SEGUIMIENTO 1 2 3 4 5
19. ¿Cómo es el seguimiento realizado a la clasificación de materiales y equipos en su lugar de trabajo?
20. ¿Cómo es el seguimiento realizado al orden de materiales y equipos en su lugar de trabajo?
21. ¿Cómo es el seguimiento realizado a la limpieza de materiales y equipos en su lugar de trabajo?
Si No
22. ¿Hay un cumplimiento constante de las normas de seguridad, higiene y salud en el trabajo?
OTROS ASPECTOS A EVALUAR 1 2 3 4 5
23. ¿Cómo considera la idea de implementar una herramienta que mejore las condiciones de orden y limpieza en la línea 6?
24. ¿Cómo es su conocimiento acerca de los indicadores de desempeño de su área?
25. ¿Cómo es según usted el nivel de accidentalidad del área de jugos, específicamente de la línea 6?

32
ANEXO 2. RESULTADOS IMPLEMENTACIÓN ENCUESTA DE DIAGNÓSTICO
INICIAL
Total encuestados: 15
Seiri - Seleccionar
Seiton - Organizar
Seiso - Limpiar
Seiketsu - Estandarizar
Shitsuke - Seguimiento
1 2 3 4 5 1 2 3 4 5
Pregunta Muy mal Mal Regular Bueno Excelente Muy mal Mal Regular Bueno Excelente
1 1 3 7 3 1 7% 20% 47% 20% 7%
2 0 0 9 5 1 0% 0% 60% 33% 7%
3 0 1 9 4 1 0% 7% 60% 27% 7%
4 0 3 2 7 3 0% 20% 13% 47% 20%
Sele
ccio
nar
5 1 3 3 6 2 7% 20% 20% 40% 13%
6 0 7 4 3 1 0% 47% 27% 20% 7%
7 2 0 0 6 7 13% 0% 0% 40% 47%
8 0 4 6 5 0 0% 27% 40% 33% 0%
Pregunta si no si no
9 9 6 60% 40%
10 10 5 67% 33%
Org
aniz
ar
Pregunta Muy mal Mal Regular Bueno Excelente Muy mal Mal Regular Bueno Excelente
11 0 0 8 5 2 0% 0% 53% 33% 13%
12 0 0 6 7 2 0% 0% 40% 47% 13%
13 0 0 5 10 0 0% 0% 33% 67% 0%
Lim
pia
r
14 3 1 3 6 2 20% 7% 20% 40% 13%
Pregunta si no si no
15 10 5 67% 33%
16 10 5 67% 33%
17 10 5 67% 33%
18 10 5 67% 33%
Esta
nd
ariz
ar
33
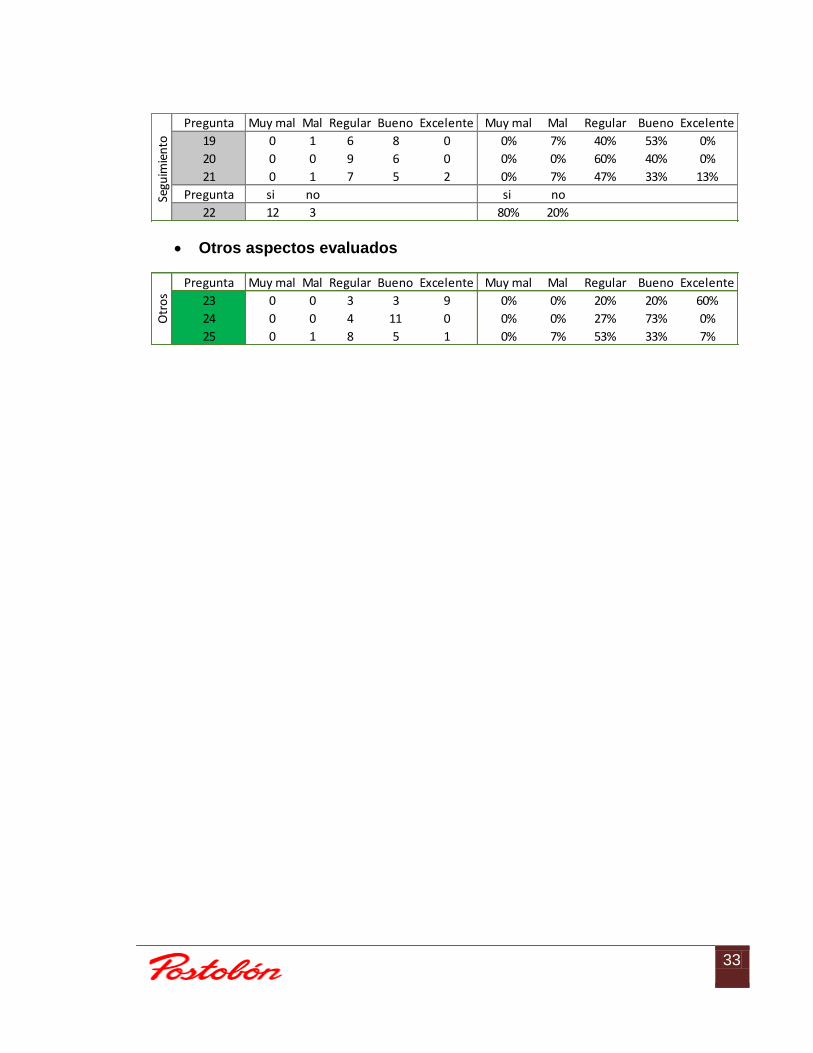
Otros aspectos evaluados
Pregunta Muy mal Mal Regular Bueno Excelente Muy mal Mal Regular Bueno Excelente
19 0 1 6 8 0 0% 7% 40% 53% 0%
20 0 0 9 6 0 0% 0% 60% 40% 0%
21 0 1 7 5 2 0% 7% 47% 33% 13%
Pregunta si no si no
22 12 3 80% 20%
Segu
imie
nto
Pregunta Muy mal Mal Regular Bueno Excelente Muy mal Mal Regular Bueno Excelente
23 0 0 3 3 9 0% 0% 20% 20% 60%
24 0 0 4 11 0 0% 0% 27% 73% 0%
25 0 1 8 5 1 0% 7% 53% 33% 7%
Otr
os

34
ANEXO 3. FORMATO DE LISTA DE ELEMENTOS NECESARIOS EN LA LÍNEA
NO. 6.
LISTA DE ELEMENTOS NECESARIOS EN LA LÍNEA NO. ____
No. Nombre Cantidad Estado Ubicación
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.

ANEXO 4. PLANO DE ZONIFICACIÓN DE PRODUCCIÓN JUGOS
Pulid
ore
s
20000 2000020000
57005700
5700
Tetra Drink
H2o Destilada
PA
TEU
RIZ
AD
OR
LIN
EA
6
AZÚCAR
CPUC
20000
v
Caj
ero
Oficin
a P
roducció
n
Jugos
Of icinaMantenimiento
AREA 111
AREA 111
AREA 223
AREA 222
Tanque 1
Tanque 1
Tanque 4
SISTEMA E
AREA 222
Scanima
Tanque 2
Tanque 1Tanque 2Tanque 3
Tanque 1 Tanque 2Tanque 3
Tanque 2
Tanque 3
Hot Fill
1500010000
10000
15000
DesairadorDesaireador
Triblender No. 2
Triblender No. 1
Oficin
a S
ala
de
Pre
para
ció
nLabora
torio
1000015000
AREA 224
AREA 225
10000 10000
T. de Ing.
300
T. de Ing.200
Agua
Agua RecuperadaAcido
Soda
AREA 291
3
Líneas deImpulsión CIP
2
1
Cuarto Eléctrico
1000
Soda
Acido
Aditivo
Soda
Tolva
T. # 1 T. # 2
LLEN
AD
OR
A
A3 F
LEX
300
LLEN
AD
OR
AA
3FLEX
400
LLEN
AD
OR
A A
3-S
PEED
20002000 2000
Usted se encuentra en este punto de partida
Red Alcalinos
Red Azúcarados
TABLA DE CONVENCIONES
Lava Ojos
Azucaradas
Alcalinas
Botoneras
Ruta Evacuación
AREA 221
Tetra Flex
TanqueAséptico
Homogenizadores Ultra Pasteurizador UHT
Helix
Cap
Cap
Pitillera
Helix
Helix
ALA
MA
CEN
MA
TER
IAS
PR
IMA
S
Encartonadora
Encartonadora
Encartonadora
v
Taller
Cuarto de Tapa
Llenadora KRONES
Inspector Electronico
Lavadora de Botellas
Desempacadora
Depaletizadora
Paletizadora
Empacadora
Cooler
Lavadora de cajas
Tunel
Cuarto de Aditivos
Baños
Locke
r
Laboratorio Calidad Jugos Hit
y Tutti Frutti
Sala de Juntas
1
2
4
5
6
9
Puntos de aseo
3
7
8

36
ANEXO 5. PLANO ZONIFICACIÓN LÍNEA NO. 6

ANEXO 6. SEÑALIZACIÓN ELEMENTOS DE PROTECCIÓN PERSONAL

38
ANEXO 7. MATERIAL SEÑALIZACIÓN ZONAS LÍNEA 6

39
ANEXO 8. MATERIAL SEÑALIZACIÓN TIPOS DE LIMPIEZA
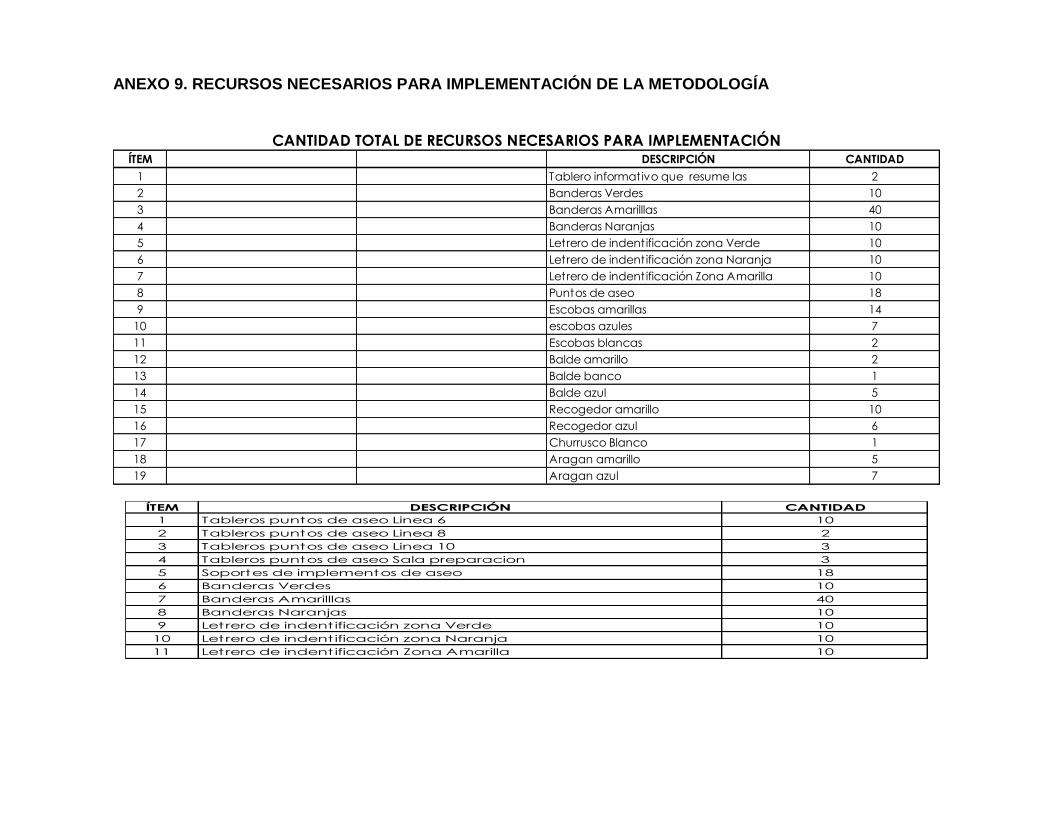
ANEXO 9. RECURSOS NECESARIOS PARA IMPLEMENTACIÓN DE LA METODOLOGÍA
ÍTEM CANTIDAD
1 2
2 10
3 40
4 10
5 10
6 10
7 10
8 18
9 14
10 7
11 2
12 2
13 1
14 5
15 10
16 6
17 1
18 5
19 7
DESCRIPCIÓN
Tablero informativo que resume las
Banderas Verdes
CANTIDAD TOTAL DE RECURSOS NECESARIOS PARA IMPLEMENTACIÓN
Banderas Naranjas
Letrero de indentificación zona Verde
Letrero de indentificación zona Naranja
Letrero de indentificación Zona Amarilla
Puntos de aseo
Churrusco Blanco
Aragan amarillo
Aragan azul
Escobas blancas
Balde amarillo
Balde banco
Balde azul
Recogedor amarillo
Recogedor azul
Escobas amarillas
escobas azules
Banderas Amarilllas
ÍTEM CANTIDAD
1 10
2 2
3 3
4 3
5 18
6 10
7 40
8 10
9 10
10 10
11 10Letrero de indentificación Zona Amarilla
Soportes de implementos de aseo
Banderas Verdes
Banderas Amarilllas
Banderas Naranjas
Letrero de indentificación zona Verde
Letrero de indentificación zona Naranja
Tableros puntos de aseo Linea 10
Tableros puntos de aseo Sala preparacion
DESCRIPCIÓN
Tableros puntos de aseo Linea 6
Tableros puntos de aseo Linea 8

41
ANEXO 10. LISTA DE CHEQUEO MENSUAL (SEGURIDAD, ORDEN Y LIMPIEZA)
Planta:
Area:
Fecha de la inspección:
Diligenciada por:
CONDICIONES A REVISAR Cumple No cumple No aplica Hallazgos
Seguridad y Orden general del área de trabajo 0 0 0
¿Los pisos, vías peatonales, pasillos, entradas y salidas se encuentran libres de obstáculos y basura?
¿Las vías de circulación de personas y vehículos están diferenciadas y demarcadas ?
¿Todos los drejanes del área de trabajo están cubiertos y funcionan adecuadamente?
¿El cableado de equipos se encuentra debidamente canalizados y no genera riesgo de caidas o de
incendio?
¿Las zonas del área de trabajo se encuentran adecuadamente demarcadas y con marcación?
¿Los Interruptores y "breakers" están visibles y situados para un fácil acceso en caso de emergencia?
Califique con 1 en la columna según corresponda dependiendo de si CUMPLE, NO CUMPLE o NO APLICA el enunciado.
LISTA DE CHEQUEO SEGURIDAD ORDEN Y LIMPIEZA
¿Las superficies de trabajo en el área se encuentran debidamente pintadas?
¿Los elementos, equipos, páneles eléctricos o demás que puedan riesgos están debidamente
etiquetados (simbólica y alfabéticamente) de manera que sean fácilmente identificables?
¿El área de trabajo se encuentra libre de basura, polvo, aceite, agua , combustibles o materiales
combustibles (como paños engrasados), productos de limpieza y otros que podrían convertirse en
un peligro a la salud y de incendio?
¿En el ára de trabajo se encuentra un kit completo para atención de emergencias según las
actividades propias del área?
¿Las mangueras para incendios y extintores se encuentran en su lugar correspondiente el cual es de
fácil acceso?
¿El área de trabajo se encuentra libre de basura, polvo, aceite, agua , combustibles o materiales
combustibles (como paños engrasados), productos de limpieza y otros que podrían convertirse en
un peligro a la salud y de incendio?
¿El área de trabajo se encuentra libre de cajas, muebles, equipos o partes descartables que
corresponden a otra área de la planta?
¿Las áreas sanitarias se encuentran libres de basuras y los objetos están en su lugar?
¿Los patios están en orden, sin basura y materiales innecesarios?
¿Las áreas donde se encuentran los equipos están libres de filtraciones, aceites y grasas?
¡Las áreas donde se encuentran ubicados los equipos estan limpias y libres de materiales
innecesarios?

ANEXO 11. FOLLETO EXPLICATIVO ZONIFICACIÓN