
DISEÑO DE UN SISTEMA AUTOMATIZADO PARA LA …
72
I DISEÑO DE UN SISTEMA AUTOMATIZADO PARA LA ENDEREZADORA DE VARILLA CORRUGADA DEL TREN 450 DE ACERÍAS PAZ DEL RIO S.A. PRESENTADA POR: EDGAR FERNANDO GIL SOSA UNIVERSIDAD SANTO TOMÁS SECCIONAL TUNJA DIVISIÓN DE INGENIERÍAS Y ARQUITECTURA FACULTAD DE INGENIERÍA ELECTRÓNICA TUNJA 2020
Transcript of DISEÑO DE UN SISTEMA AUTOMATIZADO PARA LA …

I
DISEÑO DE UN SISTEMA AUTOMATIZADO PARA LA
ENDEREZADORA DE VARILLA CORRUGADA DEL TREN 450 DE
ACERÍAS PAZ DEL RIO S.A.
PRESENTADA POR:
EDGAR FERNANDO GIL SOSA
UNIVERSIDAD SANTO TOMÁS SECCIONAL TUNJA
DIVISIÓN DE INGENIERÍAS Y ARQUITECTURA
FACULTAD DE INGENIERÍA ELECTRÓNICA
TUNJA
2020

II
DISEÑO DE UN SISTEMA AUTOMATIZADO PARA LA
ENDEREZADORA DE VARILLA CORRUGADA DEL TREN 450 DE
ACERÍAS PAZ DEL RIO S.A.
PRESENTADA POR:
EDGAR FERNANDO GIL SOSA
TRABAJO DE GRADO PARA OPTAR POR EL TÍTULO DE INGENIERO
ELECTRÓNICO
TUTOR:
ING. OSCAR EDUARDO UMAÑA MENDEZ
UNIVERSIDAD SANTO TOMÁS SECCIONAL TUNJA
DIVISIÓN DE INGENIERÍAS Y ARQUITECTURA
FACULTAD DE INGENIERÍA ELECTRÓNICA
TUNJA
2020

III
Exoneración De Responsabilidades
Yo Edgar Fernando Gil Sosa identificado con
cedula de ciudadanía No. 1052399205 de Duitama,
estudiante de Ingeniería Electrónica de la
universidad Santo Tomás seccional Tunja, declaro
que el contenido presente en este documento es de
mi autoría y es propiedad intelectual de la
Universidad Santo Tomás.

IV
Aceptación
El trabajo de Pasantía denominado “Diseño de un sistema automatizado para la enderezadora
de varilla corrugada del tren 450 de Acerías Paz de Rio S.A.” desarrollada por Edgar
Fernando Gil Sosa, estudiante de la Universidad Santo Tomás, Seccional Tunja, ha sido
aprobada para obtener el título de Ingeniero Electrónico.
_____________________________
Oscar Eduardo Umaña Méndez
Director del proyecto
_____________________________
Luis Fredy Sosa Quintero
Jurado Lector
_____________________________
Arnold Wiesner Hernández
Jurado Lector

V
Dedicatoria
A
Dios por brindarme salud, la oportunidad de
estudiar, llegar a este punto para cumplir parte
de mis metas y propósitos, haber puesto en mí
camino excelentes personas, oportunidades que
fueron de ayuda para culminar esta etapa.
Mis padres y hermano por ser el pilar, fortaleza
guía y apoyo para que todo esto fuera posible por
colaborarme en el estudio para un futuro,
apoyarme en todo momento a pesar de las
dificultades todo esto se los debo a ustedes José
Jaime Gil, Nelly Sosa, José Luis Gil.
Mi mujer e hija, por ser el motor para culminar
mis metas, por el amor que me brindaron durante
este proceso de formación y sobre todo por el
apoyo que brindaron en momentos difíciles para
seguir adelante, este logro es gracias a las dos,
Sandra Milena Cabra, Luisa Fernanda Gil
VI
Agradecimientos
A Dios.
Por darme la sabiduría y fuerza para culminar esta etapa.
A mis padres.
Que gracias a su sacrificio y esfuerzo fue posible que pudiera culminar esta
etapa de mi vida.
Al ingeniero Oscar Eduardo Umaña.
Que con su ayuda, guía y aporte de conocimientos colaboraron en el
desarrollo de este proyecto.
A Electromontajes J.C Ltda.
Por permitirme realizar mi pasantía en esta empresa, por su aporte de
conocimientos colaboró en el desarrollo de este proyecto.
A los Docentes de la Facultad.
Que, en el trascurso de la carrera, con sus conocimientos y exigencias
permiten que se tenga una guía para desarrollar cada uno de los
parámetros exigidos en esta etapa.
A la Universidad Santo Tomás, Seccional Tunja y a la Facultad de
Ingeniería Electrónica. Porque en ella esta meta y propósito pudo cumplirse.
VII
Contenido
Exoneración De Responsabilidades...................................................................................... III
Aceptación ............................................................................................................................ IV
Dedicatoria............................................................................................................................. V
Agradecimientos ................................................................................................................... VI
Resumen ............................................................................................................................. XII
Prólogo .............................................................................................................................. XIII
Introducción ............................................................................................................................ 1
Justificación ............................................................................................................................ 2
Planteamiento del problema ................................................................................................... 4
Formulación de pregunta .................................................................................................... 4
Descripción del problema ................................................................................................... 4
Alcance del proyecto .......................................................................................................... 5
Objetivos ................................................................................................................................. 6
Objetivo general .................................................................................................................. 6
Objetivos específicos .......................................................................................................... 6
Marco referencial .................................................................................................................... 7
Automatización ................................................................................................................... 7
Detectores y Captadores ..................................................................................................... 9
Actuadores y Preactuadores .............................................................................................. 10
Tecnología cableada ......................................................................................................... 11
Tecnologías programadas ................................................................................................. 13
Ordenador ...................................................................................................................... 13
Autómata programable .................................................................................................. 13
Evolución de la automatización ........................................................................................ 18

VIII
Ventajas del sistema de control ..................................................................................... 19
Definición de sistemas de control ..................................................................................... 20
Ejemplos de sistemas de control ....................................................................................... 20
Reglamento técnico de instalaciones eléctricas industriales. ............................................ 21
Metodología .......................................................................................................................... 22
Resultados ............................................................................................................................. 25
Capítulo 1. Enderezadora tren 450 Acerías Paz del Rio...................................................... 25
Funcionamiento: ............................................................................................................... 25
Riesgos .......................................................................................................................... 28
Eficiencia ....................................................................................................................... 28
Capítulo 2. Diseño del sistema de control y selección de elementos necesarios.................. 29
Elementos necesarios ........................................................................................................ 33
Diseño de planos ............................................................................................................... 36
Cableado desde subestación principal a enderezadora de varilla ..................................... 39
Capítulo 3. Montaje de Tablero e implementación del sistema .......................................... 41
Diseño de Grafcet y Programa .......................................................................................... 43
Protocolo de Mantenimiento ............................................................................................. 48
Recursos disponibles ............................................................................................................ 51
Cronograma .......................................................................................................................... 52
Recomendaciones ................................................................................................................. 53
Conclusiones ........................................................................................................................ |54
Bibliografía ........................................................................................................................... 55
Infografía .............................................................................................................................. 58
Anexos .................................................................................................................................. 59

IX
Lista de figuras
Figura 1 Esquema básico de un sistema de automatización ................................................... 8
Figura 2. Tipos de captadores más usados en la industria .................................................... 10
Figura 3. Tipos de actuadores más usados en la industria .................................................... 11
Figura 4. Diseño básico de automatización por método de tecnología cableada ................. 12
Figura 5. Autómata programable siemens s7-1200 CPU 1214c .......................................... 14
Figura 6. Imagen ilustrativa del proceso de enderezamiento de la varilla. .......................... 26
Figura 7. Diagrama de flujo producto terminado enderezadora de varilla. .......................... 27
Figura 8. Enderezadora de varilla corrugada.. ...................................................................... 28
Figura 9. Ubicación grafica de fin de carrera de entrada...................................................... 30
Figura 10. Ubicación grafica sensores de seguridad.. .......................................................... 31
Figura 11. Ubicación grafica de fin de carrera de salida.. .................................................... 32
Figura 12. Ubicación grafica de termocupla y motor de rechazo. ........................................ 33
Figura 13. Placa de características motor camino de rodillos.. ............................................ 34
Figura 14. Diagrama de fuerza y control motor principal enderezadora.. ............................ 36
Figura 15. Diagrama de fuerza rodillos de entrada enderezadora.. ...................................... 37
Figura 16.Diagrama de control rodillos de entrada enderezadora. ....................................... 38
Figura 17. Diagrama de fuerza rodillos de salida enderezadora........................................... 38
Figura 18. Diagrama de control rodillos de salida................................................................ 39
Figura 19. Diagrama de bandejas porta cables desde subestación a enderezadora.. ............ 40
Figura 20. Tabla de relación calibre de conductor – amperaje máximo soportado .............. 41
Figura 21. Tablero de enderezadora en armado ................................................................... 42
Figura 22. Tablero de sistema de control enderezadora finalizado.. .................................... 42
Figura 23. Diseño de Grafcet para enderezadora de varilla.. ............................................... 43
Figura 24. Definición de entradas y salidas en el programa.. ............................................... 44
Figura 25. Parte del programa diseñado en TIA Portal V14.. .............................................. 45
Figura 26. Red de comunicación asociada a la enderezadora de varilla.. ............................ 45
Figura 27. Diagrama de producción enderezadora por meses.. ............................................ 46

X
Lista de tablas
Tabla1. Elementos necesarios para el diseño del sistema de control……………………53
Tabla2. Cronograma de actividades por semana…………………………..……………67

XI
Glosario
FAI: Lesión con atención de primeros auxilios en enfermería. Hace referencia a un accidente
o incidente que debe ser atendido por el brigadista de turno en la planta, como por ejemplo
una cortadura.
MDI: Lesión con modificación de actividad. Se refiere a un accidente que, por su gravedad,
se debe reubicar al trabajador en otra parte de la planta, ya que del accidente derivado no
puede seguir realizando sus actividades rutinarias.
LTI: Lesión con pérdida de tiempo de más de un día. Hace referencia a un accidente que por
su gravedad genera días de incapacidad al trabajador.
SIF: Incidentes potencialmente fatales. Es el tipo de accidente más grave, derivo en la muerte
del trabajador o en la perdida de algún miembro (amputación).
ITC: Inspecciones técnicas y de control. Sirven para examinar y medir las características de
un producto, así como los componentes y materiales de que está elaborado, o de un servicio
o proceso determinado.
SAM: Acceso seguro a maquinas. Es la forma de bloqueo de energía usada en la planta, para
realizar mantenimientos cortos. Como por ejemplo el des atascamiento de alguna máquina.
LOTO: Bloqueo y etiquetado de equipos. Forma de bloqueo de energías usada en
mantenimientos de más de 4 horas, se usa generalmente cuando se debe realizar un
mantenimiento correctivo en alguna máquina.
DTO: Diagnostico de trabajo operacional. Análisis que se le realiza a la máquina para saber
las condiciones en las que se encuentra y así realizar un plan de mantenimiento.
Potencia (P): Cantidad de energía eléctrica entregada o absorbida por un elemento en un
momento determinado.
Corriente (I): Flujo de carga eléctrica que recorre un material. Puesto que se trata de un
movimiento de cargas, produce un campo magnético.
Voltaje (V): Presión que una fuente de suministro de energía eléctrica o fuerza
electromotriz ejerce sobre las cargas eléctricas o electrones en un circuito eléctrico cerrado.

XII
Resumen
En el desarrollo del siguiente documento se presentan las actividades que se llevaron a cabo
durante la realización de la pasantía en la empresa Electromontajes J.C Ltda. La cual
consistió en el diseño de un sistema de control para la enderezadora de varilla corrugada del
tren 450 de Acerías Paz de Rio S.A. Basado en la necesidad de aumentar la eficiencia de la
máquina, y la calidad del producto. Cabe resaltar que durante la ejecución de la pasantía se
realizaron otras actividades alternas como: mantenimiento de motores en AC, mantenimiento
de motores DC, montaje de sensores, mantenimiento de instrumentación alto horno, diseño
de planos de fuerza y control, montaje de tableros eléctricos, mantenimiento a subestaciones
eléctricas, mantenimiento a transformadores, disyuntores, breakers, montajes de redes de
comunicación Ethernet, etc.
Como consecuencia de la realización del sistema de control se diseñó un Grafcet (diagrama
funcional que describe los procesos a automatizar, teniendo en cuenta las acciones a realizar,
y los procesos intermedios que provocan estas acciones), un plano del tablero a armar, un
programa realizado en TIA PORTAL V14, plano eléctrico de conexiones, parada de
emergencia de la máquina que desactiva inmediatamente el sistema.
XIII
Prólogo
En este documento el autor expresa y comparte la información recolectada durante el
desarrollo de su pasantía universitaria con la empresa ELECTROMONTAJES J.C. Donde su
principal función dentro de la empresa como Ingeniero junior, es supervisar y diseñar
proyectos de automatización e instrumentación industrial, además de la realización de
mantenimiento predictivo y correctivo a equipos eléctricos de nivel industrial.
En este documento denominado por el autor “DISEÑO DE UN SISTEMA
AUTOMATIZADO PARA LA ENDEREZADORA DE VARILLA CORRUGADA
DEL TREN 450 DE ACERÍAS PAZ DEL RIO S.A.” el autor expresa las ideas,
conocimientos y experiencias adquiridas durante la realización de su carrera universitaria
para cumplir con la tarea de realizar el diseño de un sistema de control para la automatización
de la enderezadora de varilla, de una de las empresas siderúrgicas más grandes del país.
El autor para cumplir con los objetivos propuestos durante su pasantía dedicó un tiempo para
la adquisición de conocimientos específicos del funcionamiento del equipo a automatizar,
donde debió adquirir conocimientos del ámbito eléctrico, electrónico y mecánico para poder
plasmar de forma eficaz sus ideas en la automatización de esta máquina indispensable para
cumplir con los altos índices de calidad de la empresa. En este documento además se plasman
cada uno de los aspectos importantes a la hora de calcular los materiales necesarios para
realizar dicha automatización y por supuesto los aspectos importantes para realizar el proceso
de control de esta, como el diseño de un protocolo de pruebas y mantenimiento que
garantizará el correcto funcionamiento del equipo.
Daniel Mauricio Báez Buelvas
Ingeniero Electrónico

1
Introducción
Hoy en día, las empresas deben enfrentarse a un mundo globalizado en el cual, el cliente es
el elemento más importante, puesto que es el que determina la demanda de los productos y/o
servicios ofrecidos por estas; razón por la cual se debe responder de manera oportuna y
eficiente a sus expectativas y necesidades.
Actualmente, es importante mantener un alto nivel de calidad en los productos, lo cual puede
ser el resultado de la calidad en los procesos productivos y administrativos que se realizan
dentro de la organización. Uno de los factores más importantes para poder ser competitivas
es la productividad que está relacionada con los métodos de trabajo, los procesos eficientes,
la mejora continua y el uso o implementación de la tecnología.
El presente proyecto tiene como objetivo responder a la necesidad específica de la empresa
siderúrgica, proponiendo una alternativa de solución basada en la tecnología de
automatización industrial con el fin de mejorar la eficiencia del proceso de enderezamiento
de varilla corrugada, el cual inicia con la entrada de varilla a alta temperatura y finaliza con
el almacenamiento de la misma en bodega.
La metodología utilizada para el desarrollo del proyecto parte de la definición y justificación
del problema, continúa con el análisis de la situación actual y culmina con el diseño e
implementación de un sistema de control que permita resolver los inconvenientes
presentados en la máquina.
2
Justificación
Acerías Paz del Rio es una empresa industrial que se encarga de obtener el mineral del hierro
y transformarlo en barras de acero, que son además trasformada en acero para la construcción
(barras corrugadas), de este proceso de trasformación hace parte el tren 450 que es el tren
laminador con mayor uso y antigüedad.
El tren laminador 450 de Acerías Paz del Rio, se encarga de trasformar las barras de acero
de 12 metros producidas en otros procesos de la compañía siderúrgica, en varillas corrugadas
de diferentes diámetros, durante el proceso de laminación no todas las barras corrugadas
cumplen con los requerimientos de calidad impuestos por la empresa siderúrgica, para evitar
la pérdida de este material se dispuso de una enderezadora para que aquel material que no
cumpla con la forma correcta pueda ser corregido. Esta enderezadora hace unos años ha
presentado problemas en su funcionamiento generando que las barras no cumplan con la
calidad requerida, el proceso de enderezamiento debido a la antigüedad de la maquina es en
un 80% manual lo que además ha generado accidentes sobre los trabajadores de esta área,
bajando los índices de seguridad de la empresa en un 30% y adicionalmente generando una
pérdida de producción del 15% por turno.
A través de una evaluación de producción realizada por los directores de producción de
Acerías Paz del Rio determinaron la necesidad de modernizar la enderezadora debido a dos
razones:
1. Debido a la antigüedad de la máquina, los costos a la hora de realizarle mantenimiento
se elevan ya que se debe contratar terceros para que realicen dicho trabajo.

3
2. El alto riesgo para los operarios de la enderezadora, ya que existe maquinaria en
movimiento que solo se detiene por medio de pulsadores, es decir manualmente.
Debido a la cantidad de accidentes presentados en esta área, la complejidad que conlleva el
realizarle mantenimiento y la dificultad para conseguir sus piezas, Acerías Paz del Rio, por
ser una empresa con altos índices de calidad y de seguridad; ve la necesidad de implementar
un sistema automatizado para el proceso de enderezamiento de la varilla corrugada.

4
Planteamiento del problema
Formulación de pregunta
¿Es necesario el diseño e implementación de un sistema de control para la enderezadora de
varilla corrugada, que permita mejorar la calidad del producto, aumentar la eficiencia de la
máquina y minimizar los posibles riesgos a los que los operadores se exponen habitualmente?
Descripción del problema
Acerías Paz del Rio, en su tren laminador 450, realiza el calentamiento de la palanquilla a
temperaturas de recristalización, temperaturas entre 800 y 900 °C, material que es arrastrado
y dirigido a cilindros que generan una fuerza de compresión generando un adelgazamiento y
alargamiento del material, este es dirigido a otros cilindros hasta alcanzar el diámetro ideal,
al conseguir el diámetro este material es cortado por una cizalla hidráulica que ejerce hasta
200 toneladas de fuerza, sin embargo todo el material no es sale completamente recto.
Acerías paz del rio con la voluntad de perder la menor cantidad de material, durante sus
procesos de fabricación adquiere una enderezadora manual años atrás, que es operada por
personal contratista, esta tarea de enderezamiento es considerada de un alto riesgo, debido
que la realización de esta tarea conlleva riesgos tanto mecánicos (cortes, golpes, proyección
de partículas, etc.) como biomecánicos (malas posturas, manejo inadecuado de cargas,
sobresfuerzos, etc.), de estos riesgos se han presentado varios accidentes donde se involucra
atrapamiento y en algunas ocasiones mutilación de partes de las manos.
5
Alcance del proyecto
Para lograr la culminación no solo en el diseño sino en la implementación del proyecto,
contamos con los equipos (sensores, actuadores y controladores), adquiridos por la empresa,
además se tiene la ventaja de contar con la enderezadora de varilla corrugada en bloque
terminador tren 450 Acerías Paz de Rio S.A existente, que actualmente funciona en un 80%
manualmente y va ser objeto de remodelación.

6
Objetivos
Objetivo general
Diseñar e implementar un sistema de control en la enderezadora de varilla corrugada del
bloque terminador tren 450 Acerías Paz de Rio S.A. Para que su funcionamiento sea más
eficiente y brinde mayor calidad al producto.
Objetivos específicos
• Diseñar un sistema de control que cumpla con los requerimientos de funcionalidad
de la máquina.
• Desarrollar un sistema de control capaz de aumentar la capacidad de producción de
la máquina y así poder obtener un mejor rendimiento de la misma.
• Implementar en la máquina un sistema de control que permita que los procesos sean
controlados y a su vez sea de fácil acceso a los operarios.
7
Marco referencial
Automatización
La automatización es un sistema donde se transfieren tareas de producción, realizadas
habitualmente por operadores humanos a un conjunto de elementos tecnológicos. Un sistema
automatizado consta de dos partes principales:
• Parte operativa
• Parte de mando
La parte operativa es la parte que actúa directamente sobre la máquina. Son los elementos
que hacen que la máquina se mueva y realice la operación deseada. Los elementos que forman
la parte operativa son los actuadores de las maquinas como motores, cilindros, compresores,
etc. Además de los sensores como fotodiodos, fines de carrera, interruptores, etc.
La parte de mando suele ser un autómata programable (equipo electrónico programable en
lenguaje no informático y diseñado para controlar, en tiempo real y en ambiente industrial
los procesos), aunque años atrás cuando estos dispositivos no existían, se usaban relés
electromagnéticos, tarjetas electrónicas o módulos lógicos neumáticos, es decir lógica
cableada. En un sistema de fabricación automatizado el autómata programable está en el
centro del sistema, este debe ser capaz de comunicarse con todos los constituyentes del
sistema automatizado. (Correa y Gómez, 2009)
Dentro de los objetivos de la automatización se encuentran:
• Mejorar la productividad de la empresa, reduciendo costes de la producción y
mejorando la calidad de la misma.

8
• Mejorar las condiciones de trabajo del personal, suprimiendo los trabajos pesados e
incrementando la seguridad.
• Realizar las operaciones imposibles de controlar intelectual o manualmente.
• Mejorar la disponibilidad de los productos, pudiendo proveer las cantidades
necesarias en el momento preciso.
• Simplificar el mantenimiento de forma que el operario no requiera grandes
conocimientos para la manipulación del proceso productivo.
• Integrar la gestión y la producción.
En la figura 1 se pueden observar los distintos elementos que conforman un sistema
automatizado, en donde el diagrama de bloques nos deja ver que lo más importante es el
sistema de control, asignando funciones a los actuadores y recibiendo información de los
sensores.
Figura 1 Esquema básico de un sistema de automatización
Calderón, J. (2009). Esquema de automatización. [Figura]. Recuperado de:
https://www.usmp.edu.pe/publicaciones/boletin/fia/info67/sensores.html
9
De acuerdo al estudio realizado por Middle Child Syndrome de Ricoh Europa, las empresas
priorizan la velocidad y la agilidad y trabajan duro para superar a sus competidores.
(Cisneros, 2003).
Por tanto, al automatizar se tiene en cuenta que:
1) Evita acumulación de trabajo.
2) Optimiza el tiempo.
3) Facilita el acceso a la información.
4) Agiliza las tareas.
5) Actúa y se permite controlar procesos en tiempo real.
Detectores y Captadores
Como las personas necesitan de los sentidos para percibir lo que ocurre en su entorno, los
sistemas automatizados precisan de transductores para adquirir información de la variación
de ciertas magnitudes físicas del sistema o para ver el estado físico de sus componentes. Los
dispositivos encargados de convertir las magnitudes físicas en magnitudes eléctricas se
denominan transductores. Jorge Calderón. (2009). Sensores Industriales. Recuperado de:
www.usmp.edu.pe/publicaciones/boletin/fia/info67/sensores.html
Los transductores se pueden clasificar en función del tipo de señal que transmiten en:
• Transductores todos o nada: suministran una señal binaria claramente diferenciada,
un ejemplo de estos son los fines de carrera.
• Transductores numéricos: transmiten valores numéricos en forma de combinaciones
binarias, un ejemplo son los encoders.

10
• Transductores analógicos: suministran una señal continua que es fiel reflejo de la
variación de la magnitud física medida.
Algunos de los transductores más usados en la industria son: los fines de carrera, fotoceldas,
pulsadores, encoders, etc.
Figura 2. Tipos de captadores más usados en la industria
Gómez, K. (2016). Sensores industriales. [Figura]. Recuperado de:
http://infteckg.blogspot.com/2016/08/actuadores.html
Actuadores y Preactuadores
El actuador, es el elemento final de control que, en respuesta a la señal de mando que recibe,
actúa sobre la variable o elemento final del proceso. Un actuador transforma la energía de
salida del autómata en otra útil para el entorno industrial de trabajo. Estos pueden ser
clasificados en eléctricos, neumáticos e hidráulicos.
Los actuadores más usados en la industria son: cilindros, motores de corriente alterna,
motores de corriente continua, etc. Los actuadores son gobernados por la parte de mando, sin
embargo, pueden estar bajo el control directo de la misma o bien requerir algún preactuador

11
para amplificar la señal de mando. Esta preamplificacion se traduce en establecer o
interrumpir la circulación de energía desde la fuente del actuador. Los preactuadores
disponen de parte de mano o de control que se encarga de conmutar la conexión eléctrica,
hidráulica o neumática entre los cables o conductores del circuito de potencia. Kevin Gómez.
(2016). Sensores y actuadores. Recuperado de:
http://infteckg.blogspot.com/2016/08/actuadores.html.
Figura 3. Tipos de actuadores más usados en la industria
Turmero, P. (2013). Actuadores en la industria. [Figura]. Recuperado de:
https://www.monografias.com/trabajos107/pre-accionadores-y-accionadores/pre-
accionadores-y-accionadores.shtml
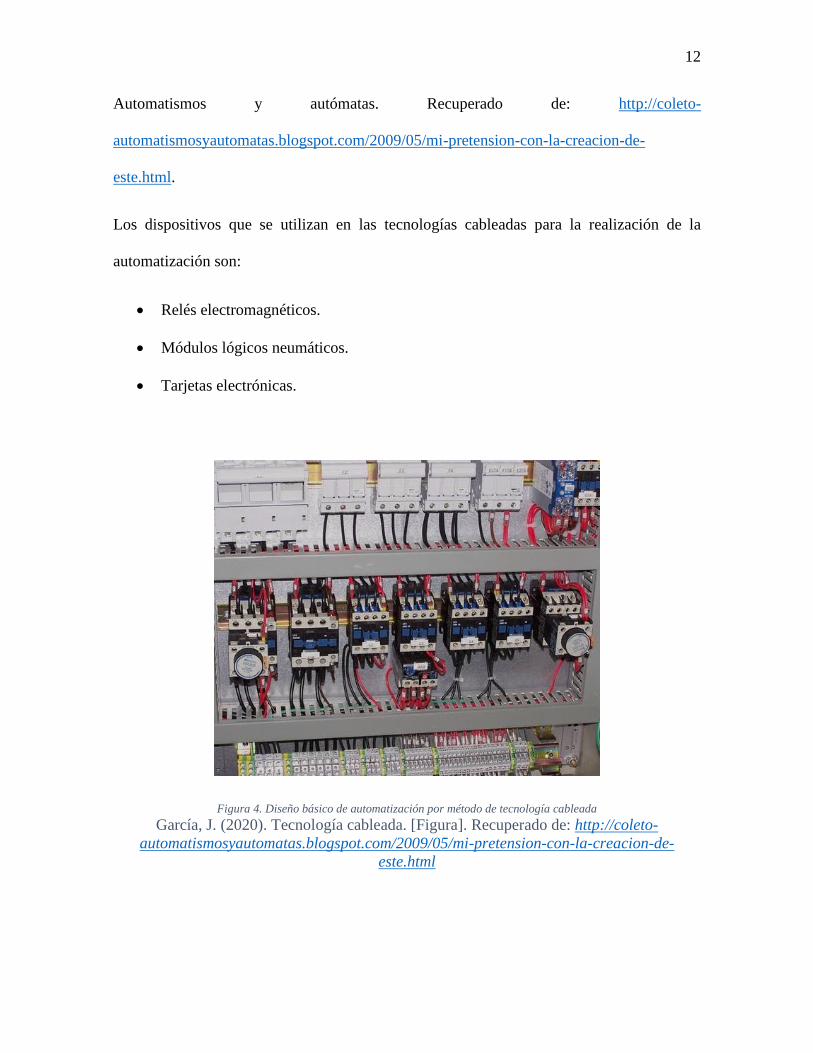
Tecnología cableada
Con este tipo de tecnología, la automatización se realiza interconectando los distintos
elementos que lo integran. Su funcionamiento es establecido por los elementos que lo
componen y por la forma de conectarlos. Esta fue la primera solución que se usó para crear
autómatas industriales, pero presentaba varios inconvenientes. José García. (2020).
12
Automatismos y autómatas. Recuperado de: http://coleto-
automatismosyautomatas.blogspot.com/2009/05/mi-pretension-con-la-creacion-de-
este.html.
Los dispositivos que se utilizan en las tecnologías cableadas para la realización de la
automatización son:
• Relés electromagnéticos.
• Módulos lógicos neumáticos.
• Tarjetas electrónicas.
Figura 4. Diseño básico de automatización por método de tecnología cableada
García, J. (2020). Tecnología cableada. [Figura]. Recuperado de: http://coleto-
automatismosyautomatas.blogspot.com/2009/05/mi-pretension-con-la-creacion-de-
este.html
http://coleto-automatismosyautomatas.blogspot.com/2009/05/mi-pretension-con-la-creacion-de-este.html
http://coleto-automatismosyautomatas.blogspot.com/2009/05/mi-pretension-con-la-creacion-de-este.html
http://coleto-automatismosyautomatas.blogspot.com/2009/05/mi-pretension-con-la-creacion-de-este.html
http://coleto-automatismosyautomatas.blogspot.com/2009/05/mi-pretension-con-la-creacion-de-este.html
13
Tecnologías programadas
Los avances en el campo de los microprocesadores de los últimos años han favorecido la
generalización de las tecnologías programadas. En la realización de automatismos. Los
equipos realizados para este fin son:
• Ordenadores
• Autómatas programables
Ordenador
El ordenador, como parte de mando de una automatización presenta la ventaja de ser
altamente flexible a modificaciones de proceso. Pero, al mismo tiempo y debido a su diseño
no específico para su entorno industrial, resulta un elemento frágil para trabajar en entornos
de líneas de producción.
Autómata programable
Un autómata programable industrial, es un elemento robusto diseñado especialmente para
trabajar en ambientes de talleres, con casi todos los elementos del ordenador. Un autómata
programable industrial (API) o Programable logic controller (PLC), es un equipo electrónico,
programable en lenguaje no informático, diseñado para controlar en tiempo real y en
ambiente de tipo industrial procesos secuenciales.
Anónimo. (2001). Autómatas Programables. Recuperado de:
http://www.sc.ehu.es/sbweb/webcentro/automatica/WebCQMH1/PAGINA%20PRINCIPA
L/index.htm.

14
Un PLC trabaja en base a la información recibida por los captadores y el programa lógico
interno, actuando sobre los accionadores de la instalación.
Figura 5. Autómata programable siemens s7-1200 CPU 1214c.
Siemens. (2006). CPU 1214c. [Figura]. Recuperado de:
https://www.automation24.es/siemens-cpu-1214c-6es7214-1ag40-0xb0
El PLC por sus especiales características de diseño tiene un campo de aplicación muy
extenso. La constante evolución del hardware y software amplía constantemente este campo
para poder satisfacer las necesidades que se detectan en el espectro de sus posibilidades
reales.
Su utilización se da fundamentalmente en aquellas instalaciones en donde es necesario un
proceso de maniobra, control, señalización, etc., por tanto, su aplicación abarca desde
procesos de fabricación industriales de cualquier tipo a transformaciones industriales, control
de instalaciones, etc.

15
Sus reducidas dimensiones, la extremada facilidad de su montaje, la posibilidad de almacenar
los programas para su posterior y rápida utilización, la modificación o alteración de los
mismos, etc., hace que su eficacia se aprecie fundamentalmente en procesos en que se
producen necesidades tales como:
1) Espacio reducido
2) Procesos de producción periódicamente cambiantes
3) Procesos secuenciales
4) Maquinaria de procesos variables
5) Instalaciones de procesos complejos y amplios
No todos los autómatas ofrecen las mismas ventajas sobre la lógica cableada, ello es debido,
principalmente, a la variedad de modelos existentes en el mercado y las innovaciones técnicas
que surgen constantemente. Tales consideraciones hacen referencia a las ventajas que
proporciona un autómata de tipo medio. Las ventajas que este proporciona son:
1) Menor tiempo empleado en la elaboración de proyectos
2) No es necesario dibujar el esquema de contactos
3) No es necesario simplificar las ecuaciones lógicas, ya que, por lo general la capacidad
de almacenamiento del módulo de memoria es lo suficientemente grande.
4) La lista de materiales queda sensiblemente reducida, y al elaborar el presupuesto
correspondiente eliminaremos parte del problema que supone el contar con diferentes
proveedores, distintos plazos de entrega.
5) Posibilidad de introducir modificaciones sin cambiar el cableado ni añadir aparatos.
6) Mínimo espacio de ocupación.
16
7) Menor coste de mano de obra de la instalación.
8) Economía de mantenimiento. Además de aumentar la fiabilidad del sistema, al
eliminar contactos móviles, los mismos autómatas pueden indicar y detectar averías.
9) Posibilidad de gobernar varias máquinas con un mismo autómata.
10) Menor tiempo para la puesta en funcionamiento del proceso al quedar reducido el
tiempo cableado.
11) Si por alguna razón la máquina queda fuera de servicio, el autómata sigue siendo útil
para otra máquina o sistema de producción.
Pablo Turmero. (2008). Preaccionadores y accionadores. Recuperado de:
https://www.monografias.com/trabajos107/pre-accionadores-y-accionadores/pre-
accionadores-y-accionadores.shtml.
Como inconvenientes podríamos hablar, en primer lugar, de que hace falta un programador,
lo que obliga a adiestrar a uno de los técnicos en tal sentido, pero hoy en día ese inconveniente
está solucionado porque las universidades ya se encargan de dicho adiestramiento. El coste
inicial también puede ser un inconveniente.
Dentro de las funciones básicas de un PLC encontramos:
1) Detección: Lectura de la señal de los captadores distribuidos por el sistema de
fabricación.
2) Mando: Elaborar y enviar las acciones al sistema mediante los actuadores
3) Dialogo hombre máquina: Mantener un diálogo con los operarios de producción,
obedeciendo sus consignas e informando del estado del proceso.

17
4) Programación: Para introducir, elaborar y cambiar el programa de aplicación del
autómata. El dialogo de programación debe permitir modificar el programa incluso
con el autómata controlando la máquina.
5) Redes de comunicación: Permiten establecer comunicación con otras partes de
control. Las redes industriales permiten la comunicación y el intercambio de datos
entre autómatas a tiempo real. En unos cuantos milisegundos pueden enviarse
telegramas e intercambiar tablas de memoria compartida.
6) Sistemas de supervisión: También los autómatas permiten comunicarse con
ordenadores provistos de programas de supervisión industrial. Esta comunicación se
realiza por una red industrial o por medio de una simple conexión por el puerto serie
del ordenador.
7) Control de procesos continuos: Además de dedicarse al control de sistemas de eventos
discretos los autómatas llevan incorporadas funciones que permiten el control de
procesos continuos. Disponen de módulos de entrada y salida analógicas y la
posibilidad de ejecutar reguladores PID que están programados en el autómata.
8) Entradas- Salidas distribuidas: Los módulos de entrada salida no tienen por qué estar
en el armario del autómata. Pueden estar distribuidos por la instalación, se comunican
con la unidad central del autómata mediante un cable de red.
9) Buses de campo: Mediante un solo cable de comunicación se pueden conectar al bus
captadores y actuadores, reemplazando al cableado tradicional. El autómata consulta
cíclicamente el estado de los captadores y actualiza el estado de los actuadores.
18
Pablo Turmero. (2008). Preaccionadores y accionadores. Recuperado de:
https://www.monografias.com/trabajos107/pre-accionadores-y-accionadores/pre-
accionadores-y-accionadores.shtml.
Evolución de la automatización
En primer uso del control automático en la industria parece haber sido el regulador
centrífugo de la máquina de vapor de Watt en el año 1775 aproximadamente. Este
aparato fue utilizado para regular la velocidad de la máquina manipulando el caudal de
vapor por medio de una válvula. Por lo tanto, están presentes todos los elementos de
realimentación. Aun cuando el principio de control por realimentación desde muchos
años en la antigüedad, su estudio teórico aparece muy tarde en el desarrollo de la
tecnología y la ciencia.
El primer análisis de control automático es la explicación matemática del regulador
centrífugo por James Clerk Maxwell en 1868. Más tarde la técnica del regulador se
adjudicó a otras máquinas y turbinas y a principio del siglo XX comenzó la aplicación
de reguladores y servomecanismos en reguladores de energía térmica al gobierno de
buques.
La primera teoría general sobre control automático, pertenece a Nyquist en el famoso
artículo “Teoría de la regeneración”. Este estudio sentó las bases para la determinación
de la estabilidad de sistemas sin necesidad de resolver totalmente las ecuaciones
diferenciales. Otros desarrollos en servomecanismos y amplificadores eléctricos dieron
origen a muchas técnicas de frecuencia y lugar geométrico que se usan hoy en día. Las
aplicaciones generales al control de procesos no comenzaron hasta la década de los años
30.

19
Las técnicas de control se consagraron rápidamente, tal es así que ya en los años ’40
funcionaban redes de control relativamente complejas. En casi todas las fases de
procesos industriales se utilizan aparatos de control automático. Se usan corrientemente
en:
1. Industrias de procesamiento como la del petróleo, química, acero, energía y
alimentación para el control de la temperatura, presión, caudal y variables
similares.
2. Manufactura de artículos como repuestos o partes de automóviles, heladeras
y radio, para el control del ensamble, producción, tratamiento térmico y
operaciones similares.
3. Sistemas de transporte, como ferrocarriles, aviones, proyectiles y buques.
4. Máquinas herramientas, compresores y bombas, máquinas generadoras de
energía eléctrica para el control de posición, velocidad y potencia.
Ventajas del sistema de control
Algunas de las muchas ventajas del control automático, ya muy difundidas, son las
siguientes:
1. Aumentó en la cantidad o número de productos.
2. Mejora de la calidad de los productos.
3. Economía de materiales.
4. Economía de energía o potencia.
5. Economía de equipos industriales.
6. Reducción de inversión de mano de obra en tareas no especializada.

20
Estos factores generalmente contribuyen a aumentar la productividad. La difusión de la
aplicación del control automático en la industria ha creado la necesidad de elevar el nivel de
la educación de un sector de obreros semiespecializados, capacitándolos para desempeñar
tareas de mayor responsabilidad: el manejo y mantenimiento de equipos e instrumentos de
control. Oppenheim y Willsky. (1998).
Definición de sistemas de control
Definición de sistema:
1. Un “sistema” es un ordenamiento, conjunto o colección de cosas conectadas o
relacionadas de manera que constituyan un todo.
2. Un “sistema” es un ordenamiento de componentes físicos conectados o
relacionados de manera que formen una unidad completa para que puedan actuar
como tal.
La palabra “control” generalmente se usa para designar regulación, dirección o
comando. Al combinar las definiciones anteriores se tiene:
Un sistema de control es un ordenamiento de componentes físicos conectados de tal
manera que el mismo pueda comandar, dirigir o regularse a sí mismo o a otro sistema.
En el sentido más abstracto es posible considerar cada objeto físico como un sistema
de control. Cada cosa altera su medio ambiente de alguna manera, activa o
positivamente. Moreno. (2001).
Ejemplos de sistemas de control
Los sistemas de control abundan en el medio ambiente del hombre. Antes de mostrar
esto, se definirán los términos entrada y salida que ayudarán a identificar o definir al
sistema de control.

21
La entrada es el estímulo o la excitación que se aplica a un sistema de control desde una
fuente de energía externa, generalmente con el fin de producir de parte del sistema de
control, una respuesta especificada.
La salida es la respuesta obtenida del sistema de control. Puede no ser igual a la
respuesta especificada que la entrada implica. El objetivo del sistema de control
generalmente identifica o define la entrada y la salida. Dadas éstas es posible determinar
o definir la naturaleza de los componentes del sistema.
Los sistemas de control pueden tener más de una entrada o salida. Existen tres tipos
básicos de sistemas de control:
1. Sistemas de control hechos por el hombre.
2. Sistemas de control naturales, incluyendo sistemas biológicos.
3. Sistemas de control cuyos componentes están unos hechos por el hombre y los
otros son naturales.
Reglamento técnico de instalaciones eléctricas industriales.
Para el desarrollo del proyecto se tuvo en cuenta la normatividad vigente en Colombia para
realizar instalaciones eléctricas, debido a su complejidad y extensión; se dejan en un
documento anexo.

22
Metodología
Para lograr dar solución al problema propuesto, se incluyó la realización de una revisión
bibliográfica sobre las teorías, técnicas, instrumentos y herramientas implicadas en el
desarrollo del proceso de enderezamiento en la máquina. Esta revisión bibliográfica se realizó
siguiendo un método de generalización en la búsqueda de artículos y libros.
La metodología seguida en esta investigación se definió de acuerdo con cada uno de los
objetivos específicos planteados como se presenta a continuación:
• Diseñar un sistema de control que cumpla con los requerimientos de
funcionalidad.
Para lograr darle cumplimiento al objetivo, se debe saber cuáles son las funciones específicas
que cumple la máquina, en general cual, y como es el funcionamiento, el mantenimiento que
se le realiza, la cantidad de material que produce por turno y los riesgos que genera para los
operarios y personal que se encuentre en cercanía de la máquina. Así mismo se deben conocer
los procesos anteriores ya que de esta forma podremos tomar en cuenta variables físicas
necesarias para que el proceso pueda ser realizado, y por otro lado al finalizar el proceso se
debe saber que se hace con los productos que cumplen la calidad exigida y con las varillas
que no cumplen los estándares.
Teniendo claridad en el funcionamiento de la máquina, pasamos a realizar una revisión
acerca de que elementos existentes en la maquina nos sirven para el nuevo sistema de control
y cuales se deben adquirir para finalizar el proyecto, debemos realizar inventario de que se
tiene y que se necesita, así como algunos cálculos de corrientes, con el fin de incluir
protecciones en el sistema para evitar averías en la máquina, generando daños y pérdida de
tiempo en el proceso.

23
De esta manera podremos diseñar el sistema de control que reemplace el trabajo manual que
se venía realizando en la enderezadora, cumpliendo con los estándares de seguridad y calidad
exigidos por la empresa.
• Desarrollar un sistema de control capaz de brindar una mayor operatividad de
la máquina y así poder obtener un mejor rendimiento de la misma.
Para lograr mayor operatividad de la máquina, se busca que los tiempos de mantenimiento y
reinicio del sistema sea lo más corto posible. Para el caso de mantenimiento se implementa
el diseño de planos eléctricos que faciliten la ubicación de alimentaciones y protecciones en
la máquina, con el fin de que al realizar un bloqueo eléctrico antes de realizar una pausa de
mantenimiento sea de manera fácil y rápida.
Para mejorar el rendimiento se busca que el sistema de control sea totalmente automático, el
operador actuara más como un supervisor de la máquina, verificando las condiciones del
sistema, con el fin de evitar pérdidas de tiempo en la activación y desactivación de elementos
como se realiza actualmente. Adicionalmente se deben elegir los elementos necesarios para
evitar pérdidas de energía, esto se hace seleccionando el calibre de conductores más adecuado
para cada parte del sistema.
Además, se ubicará el tablero principal cerca a la enderezadora, para que el operario tenga
acceso a las protecciones fácilmente y en dado caso de alguna parada de emergencia por
sobre corriente, se pueda reiniciar el sistema sin mayor pérdida de tiempo.
• Proveer a la máquina de un sistema de control que permita que los procesos sean
controlados y a su vez sea de fácil acceso a los operarios.
El sistema de control será diseñado ya teniendo todos los elementos necesarios
interconectados entre sí, todos estos van directamente relacionados con el PLC, el cual será

24
el que da las órdenes a los actuadores, en función de los sensores. Para el diseño del programa
se seguirá una serie de pasos, descritos en la figura 5.
Figura 5. Pasos para realizar el diseño del programa. Elaboración Propia.
Una vez se tiene el programa y se comunica con los demás procesos del tren, se realiza un
protocolo de mantenimiento para que sea fácil realizar mantenimientos predictivos y
correctivos en el menor tiempo posible, optimizando tiempo y garantizando mejor
rendimiento del sistema.

25
Resultados
Capítulo 1.
Enderezadora tren 450 Acerías Paz del Rio
Funcionamiento:
El proceso de fabricación de la varilla corrugada es un proceso netamente mecánico, donde
la barra al final del proceso en algunas ocasiones puede presentar leves dobleces, condición
que no es bien tomada por los controles de calidad de la compañía, pero como se menciona
en ocasiones anteriores, Acerías Paz Del Rio con el ánimo de recuperar la mayor cantidad de
material selecciona el material en la mesa de enfriamiento del tren este material con
desperfectos leves y lo traslada a la zona de enderezamiento del tren.
En la zona de enderezamiento todo el material que no cumple con las conformidades del
control de calidad es ubicado sobre una mesa para seguir con una serie de pasos.
1. El material individualmente y de forma manual es ubicada en un camino de rodillos,
en este proceso los operarios deben ayudarse con ganchos y pinzas de sujeción,
debido a que el material algunas veces llega a altas temperaturas.
2. Sobre el camino de rodillos un operario mediante el uso de un pirómetro realiza una
inspección de la temperatura a la que se encuentra el material.
3. Para poder realizar el proceso de enderezamiento el material debe estar entre 220 ºC
y 260ºC para que este no pierda resistencia y cumpla con las características del
producto terminado de la compañía. Si el material presenta una temperatura mayor es

26
ubicada en una mesa de enfriamiento a esperar que baje la temperatura y este en
óptimas condiciones para seguir con el proceso de enderezamiento. Si el material
presenta una temperatura menor es descartada para realizar el proceso de
enderezamiento y es enviada a un proceso de reutilización donde básicamente es
considerada como chatarra y entra a un proceso para su fundición.
4. Si el material es apto para el proceso el operador por medio de un pulsador con
enclavamiento inicia el proceso donde el camino de rodillos dirige la varilla a una
serie de rodillos alineados que enderezan la varilla, al terminar el operador debe
desenclavar el pulsador para detener el motor que hace girar los rodillos.
En la figura 6 se observa el proceso básico para enderezar la varilla, por medio de los rodillos
y aprovechando la temperatura de la varilla, se ajustan de forma que la varilla adopte una
forma recta y pueda cumplir con los estándares mínimos de calidad exigidos.
Figura 6. Imagen ilustrativa del proceso de enderezamiento de la varilla. Elaboración Propia.
Si el material no cumple con el enderezamiento deseado el operario por medio de un
pulsador hace que la varilla pase nuevamente por este proceso, si el material cumple

27
con las características de calidad el operario por medio de otro pulsador traslada la
varilla a una zona de almacenamiento del material enderezado.
5. El material almacenado es empaquetado por dos operadores que además lo pesan lo
marquilla y lo envían a una zona de almacenamiento de material termina y listo para
su distribución.
Toda la serie de pasos en el proceso se resumen en el siguiente diagrama de flujo, empezando
con las condiciones mínimas para que se pueda realizar el enderezamiento y terminando con
la distribución y/o almacenamiento.
Figura 7. Diagrama de flujo producto terminado enderezadora de varilla. Elaboración Propia.

28
Figura 8. Enderezadora de varilla corrugada. Elaboración Propia.
Riesgos
El principal riego que existe en la enderezadora es el atrapamiento, ya que al tener piezas
en movimiento y personal operativo en el área es muy probable que ocurra un incidente o
un accidente relacionado con el atrapamiento, en especial de las manos. Por otro lado,
existe el riesgo de electrocución al manipular tableros eléctricos.
Eficiencia
La enderezadora tiene una capacidad de 1200 varillas diarias, y de estas se desechan en
promedio 420 diarias, lo que nos deja una eficiencia de la máquina del 65%.
29
Capítulo 2. Diseño del sistema de control y selección de
elementos necesarios
Para realizar el diseño de control, se tuvieron en cuenta los diferentes motores del camino de
rodillos de entrada y salida, así como el motor principal que acciona un sistema mecánico
que realiza el enderezado de la varilla, y que eran operados por personal contratista, por tanto,
se debía realizar el montaje de sensores que desarrollaran el trabajo del personal y así tener
más exactitud en el proceso y garantizar la seguridad del operador.
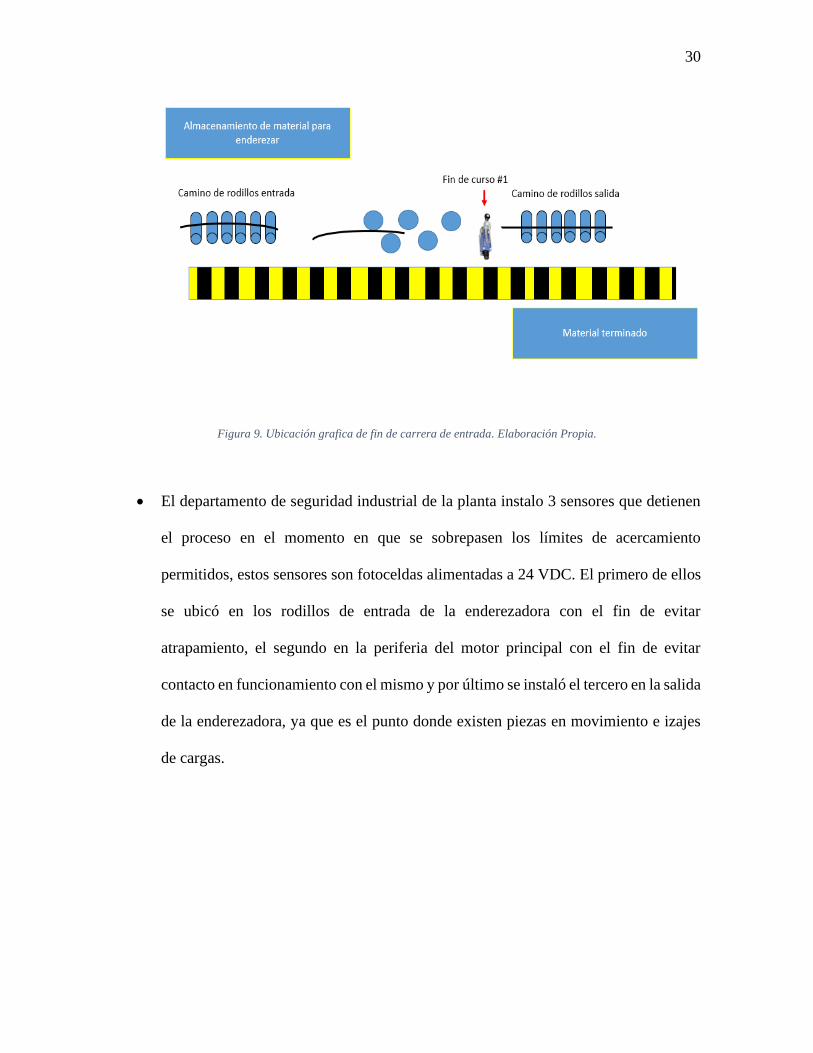
• Se tuvo en cuenta la varilla que estaba en el proceso de enderezando en el momento,
en ocasiones era golpeada por una varilla entrante, si el operador no está atento de
detener los motores del camino de rodillos de entrada. La solución fue realizar el
montaje de un fin de carrera (fin de curso #1), que fuera detectado por la varilla en el
momento de pasar, accionándolo por un contacto físico con el sensor y así detuviera
el camino de rodillos por el tiempo que tomara enderezar la misma.
30
Figura 9. Ubicación grafica de fin de carrera de entrada. Elaboración Propia.
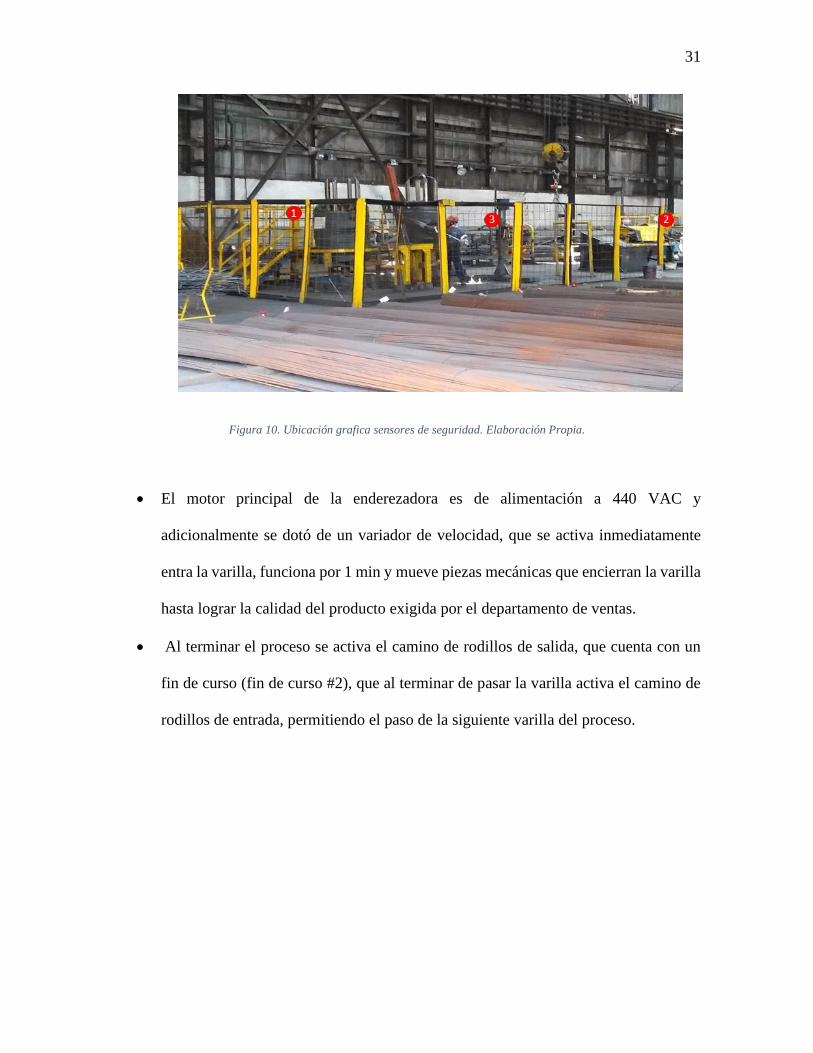
• El departamento de seguridad industrial de la planta instalo 3 sensores que detienen
el proceso en el momento en que se sobrepasen los límites de acercamiento
permitidos, estos sensores son fotoceldas alimentadas a 24 VDC. El primero de ellos
se ubicó en los rodillos de entrada de la enderezadora con el fin de evitar
atrapamiento, el segundo en la periferia del motor principal con el fin de evitar
contacto en funcionamiento con el mismo y por último se instaló el tercero en la salida
de la enderezadora, ya que es el punto donde existen piezas en movimiento e izajes
de cargas.
31
Figura 10. Ubicación grafica sensores de seguridad. Elaboración Propia.
• El motor principal de la enderezadora es de alimentación a 440 VAC y
adicionalmente se dotó de un variador de velocidad, que se activa inmediatamente
entra la varilla, funciona por 1 min y mueve piezas mecánicas que encierran la varilla
hasta lograr la calidad del producto exigida por el departamento de ventas.
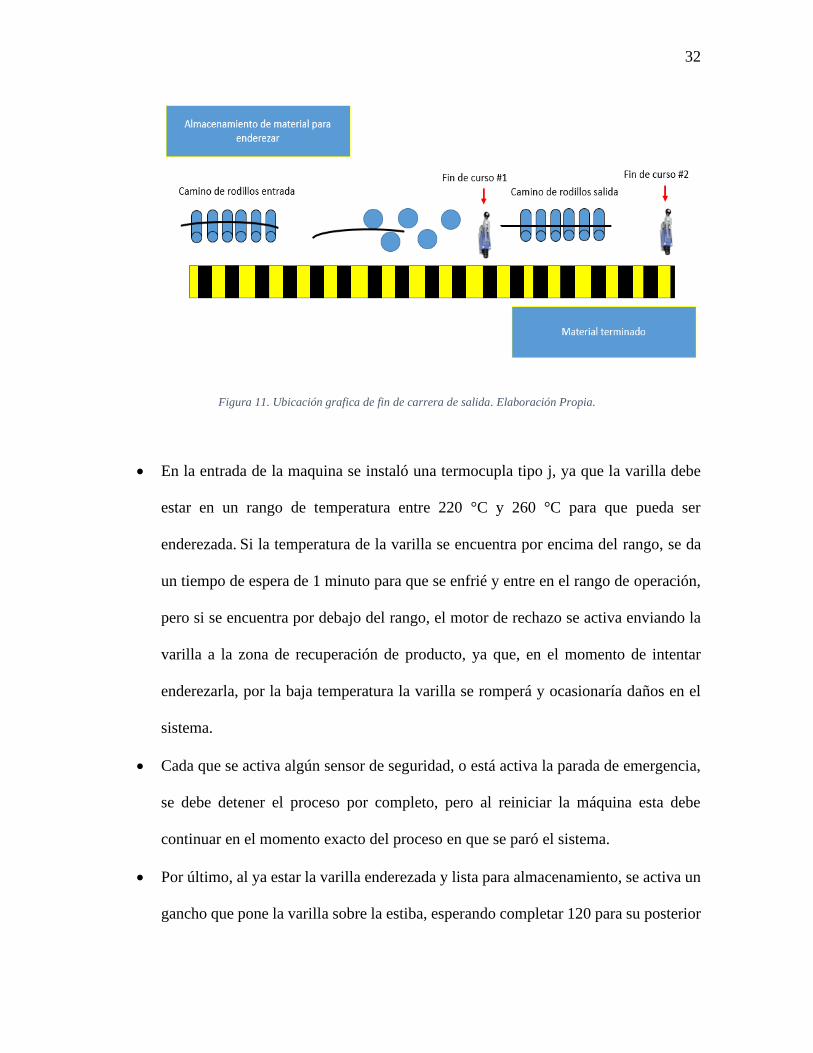
• Al terminar el proceso se activa el camino de rodillos de salida, que cuenta con un
fin de curso (fin de curso #2), que al terminar de pasar la varilla activa el camino de
rodillos de entrada, permitiendo el paso de la siguiente varilla del proceso.
32
Figura 11. Ubicación grafica de fin de carrera de salida. Elaboración Propia.
• En la entrada de la maquina se instaló una termocupla tipo j, ya que la varilla debe
estar en un rango de temperatura entre 220 °C y 260 °C para que pueda ser
enderezada. Si la temperatura de la varilla se encuentra por encima del rango, se da
un tiempo de espera de 1 minuto para que se enfrié y entre en el rango de operación,
pero si se encuentra por debajo del rango, el motor de rechazo se activa enviando la
varilla a la zona de recuperación de producto, ya que, en el momento de intentar
enderezarla, por la baja temperatura la varilla se romperá y ocasionaría daños en el
sistema.
• Cada que se activa algún sensor de seguridad, o está activa la parada de emergencia,
se debe detener el proceso por completo, pero al reiniciar la máquina esta debe
continuar en el momento exacto del proceso en que se paró el sistema.
• Por último, al ya estar la varilla enderezada y lista para almacenamiento, se activa un
gancho que pone la varilla sobre la estiba, esperando completar 120 para su posterior

33
almacenamiento. Este conteo se realiza por medio de una fotocelda y un contador
dentro del programa.
Figura 12. Ubicación grafica de termocupla y motor de rechazo. Elaboración Propia.
Elementos necesarios
Para la selección de los equipos que se necesitan para cumplir las condiciones del sistema,
algunos los tenía Acerías Paz de Rio S.A. En su almacén y otros debieron ser solicitados
para su compra.
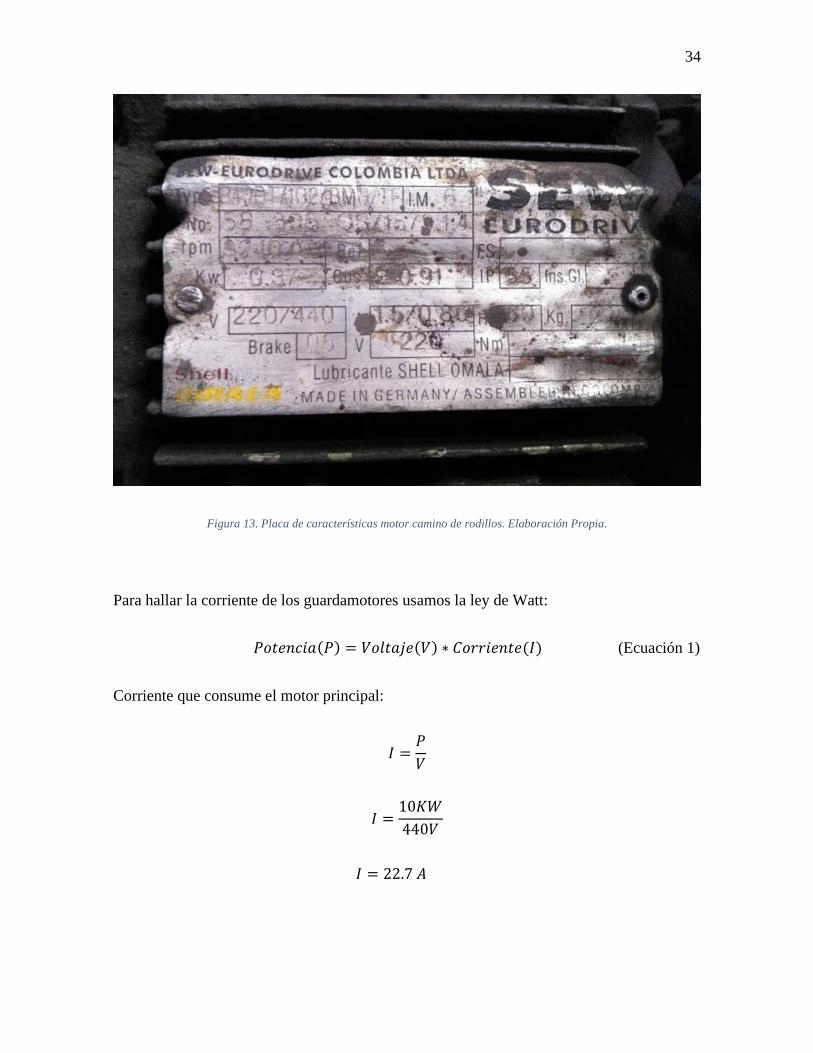
Para hallar la capacidad del guardamotor se tomó en cuenta la potencia de los motores del
camino de rodillos y del motor principal:
Motor principal: 10 KW
Motores camino de rodillos: 0.37 KW
34
Figura 13. Placa de características motor camino de rodillos. Elaboración Propia.
Para hallar la corriente de los guardamotores usamos la ley de Watt:
𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎(𝑃) = 𝑉𝑜𝑙𝑡𝑎𝑗𝑒(𝑉) ∗ 𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒(𝐼) (Ecuación 1)
Corriente que consume el motor principal:
𝐼 =𝑃
𝑉
𝐼 =10𝐾𝑊
440𝑉
𝐼 = 22.7 𝐴
35
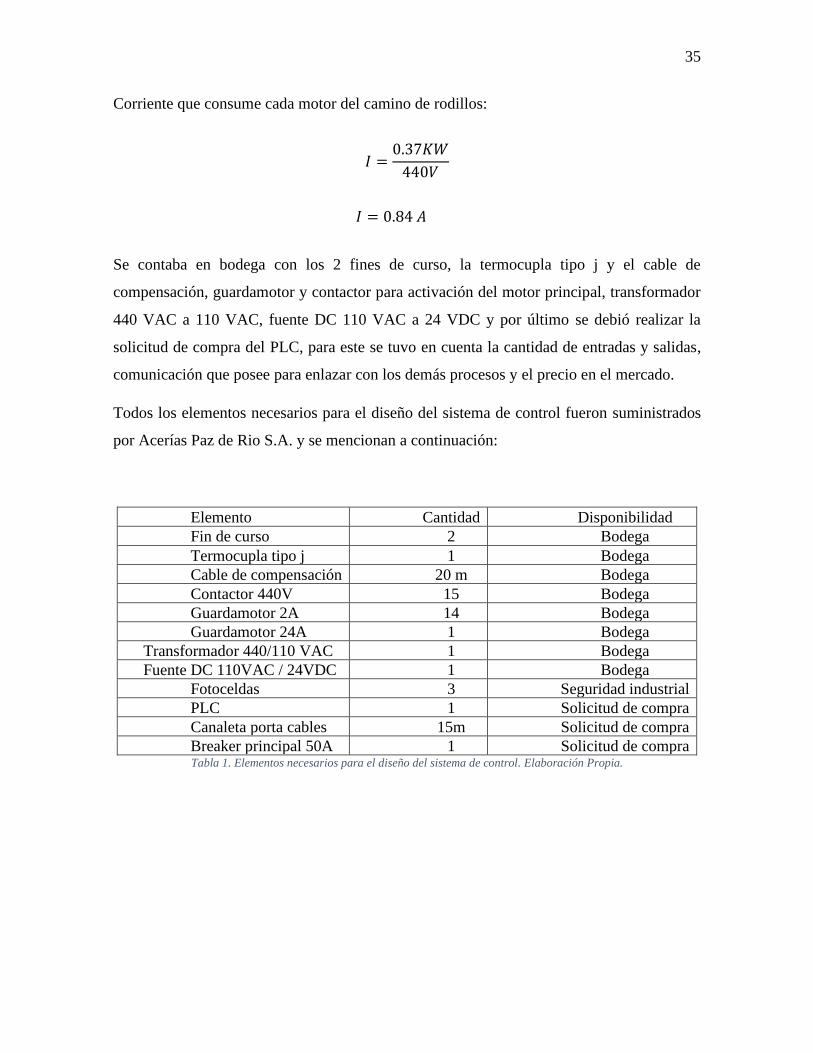
Corriente que consume cada motor del camino de rodillos:
𝐼 =0.37𝐾𝑊
440𝑉
𝐼 = 0.84 𝐴
Se contaba en bodega con los 2 fines de curso, la termocupla tipo j y el cable de
compensación, guardamotor y contactor para activación del motor principal, transformador
440 VAC a 110 VAC, fuente DC 110 VAC a 24 VDC y por último se debió realizar la
solicitud de compra del PLC, para este se tuvo en cuenta la cantidad de entradas y salidas,
comunicación que posee para enlazar con los demás procesos y el precio en el mercado.
Todos los elementos necesarios para el diseño del sistema de control fueron suministrados
por Acerías Paz de Rio S.A. y se mencionan a continuación:
Elemento Cantidad Disponibilidad
Fin de curso 2 Bodega
Termocupla tipo j 1 Bodega
Cable de compensación 20 m Bodega
Contactor 440V 15 Bodega
Guardamotor 2A 14 Bodega
Guardamotor 24A 1 Bodega
Transformador 440/110 VAC 1 Bodega
Fuente DC 110VAC / 24VDC 1 Bodega
Fotoceldas 3 Seguridad industrial
PLC 1 Solicitud de compra
Canaleta porta cables 15m Solicitud de compra
Breaker principal 50A 1 Solicitud de compra Tabla 1. Elementos necesarios para el diseño del sistema de control. Elaboración Propia.

36
Diseño de planos
Se realizó el diseño de planos de fuerza y de control de la máquina, con el fin de saber el
tablero del cual se encuentra alimentado la máquina y poder bloquear en el momento de
realizar mantenimiento, de esta forma se aumenta la eficiencia y se reduce tiempo de
mantenimiento, además se tiene en cuenta las protecciones necesarias para evitar daños en el
equipo. Todos estos fueron diseñados en el programa Autodesk AutoCAD 2016.
A continuación, se evidencian los planos realizados y aprobados por Acerías Paz de Rio S.A.
Figura 14. Diagrama de fuerza y control motor principal enderezadora. Elaboración Propia.

37
Figura 15. Diagrama de fuerza rodillos de entrada enderezadora. Elaboración Propia.
38
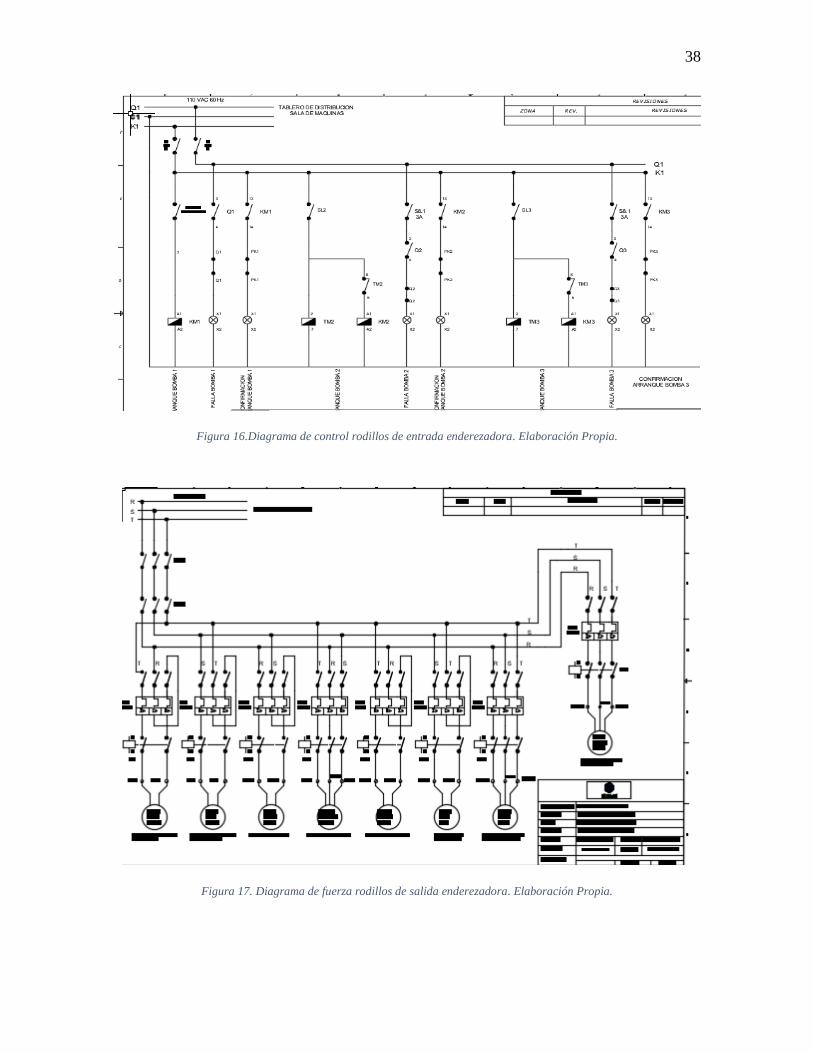
Figura 16.Diagrama de control rodillos de entrada enderezadora. Elaboración Propia.
Figura 17. Diagrama de fuerza rodillos de salida enderezadora. Elaboración Propia.
39
U
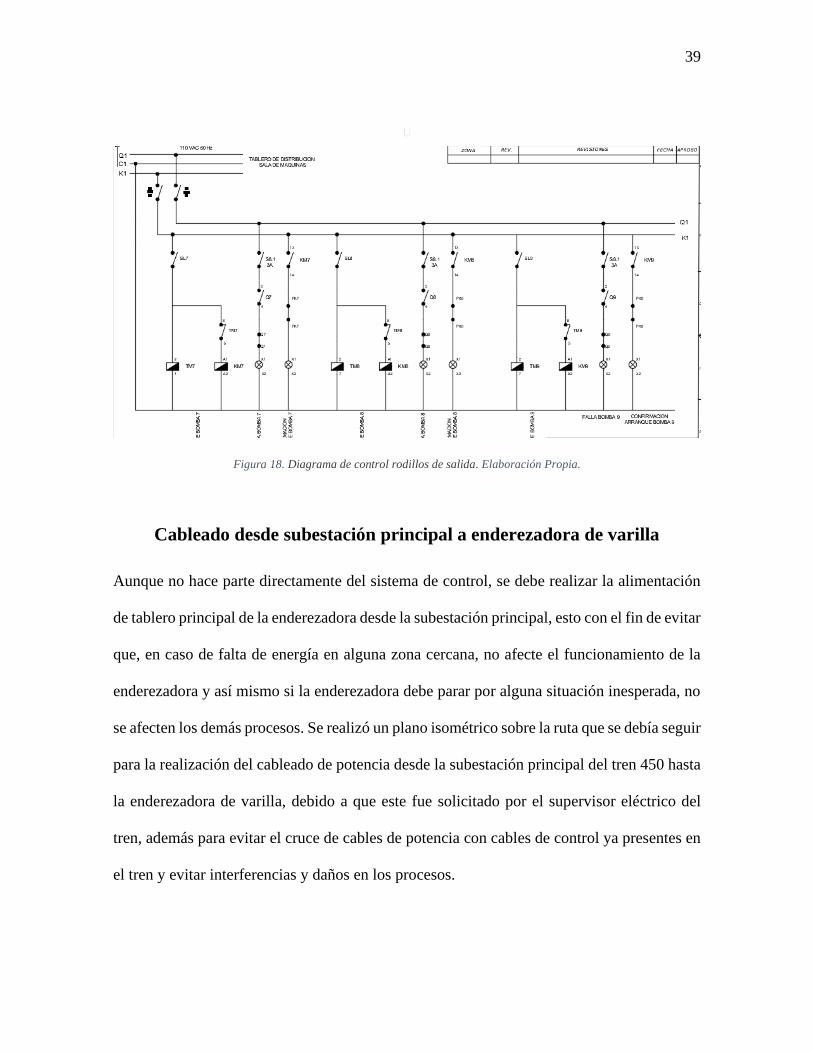
Figura 18. Diagrama de control rodillos de salida. Elaboración Propia.
Cableado desde subestación principal a enderezadora de varilla
Aunque no hace parte directamente del sistema de control, se debe realizar la alimentación
de tablero principal de la enderezadora desde la subestación principal, esto con el fin de evitar
que, en caso de falta de energía en alguna zona cercana, no afecte el funcionamiento de la
enderezadora y así mismo si la enderezadora debe parar por alguna situación inesperada, no
se afecten los demás procesos. Se realizó un plano isométrico sobre la ruta que se debía seguir
para la realización del cableado de potencia desde la subestación principal del tren 450 hasta
la enderezadora de varilla, debido a que este fue solicitado por el supervisor eléctrico del
tren, además para evitar el cruce de cables de potencia con cables de control ya presentes en
el tren y evitar interferencias y daños en los procesos.

40
Figura 19. Diagrama de bandejas porta cables desde subestación a enderezadora. Elaboración Propia.
41
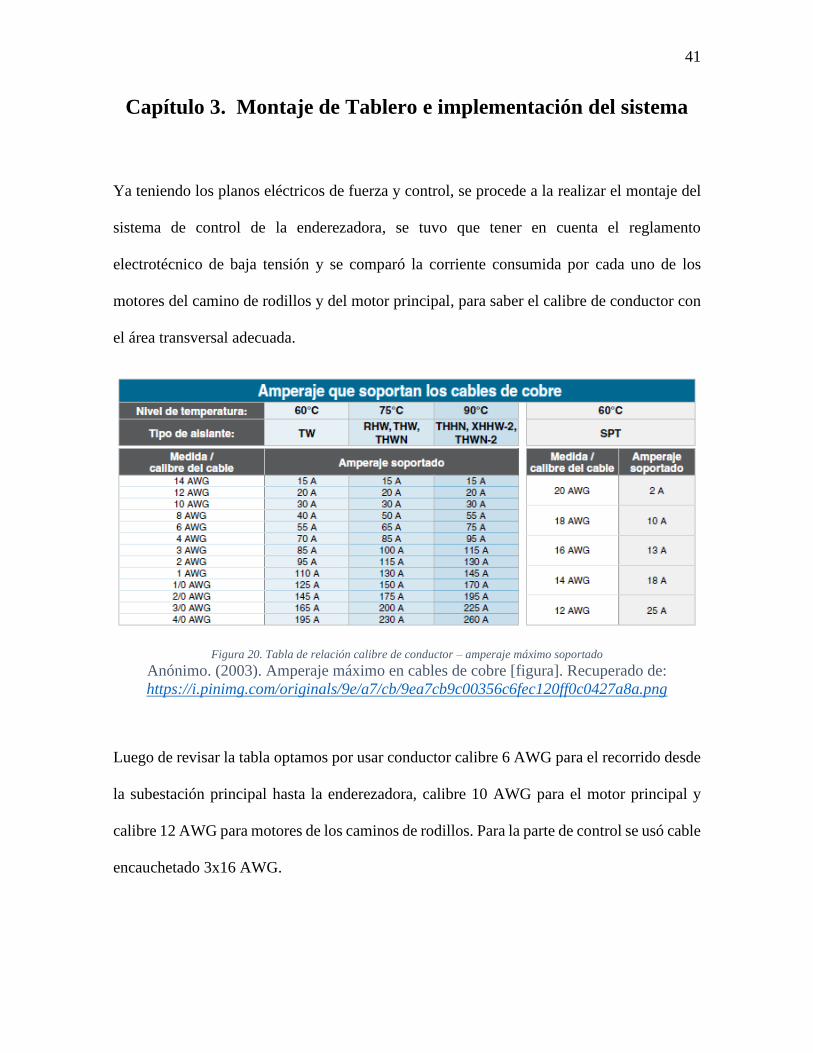
Capítulo 3. Montaje de Tablero e implementación del sistema
Ya teniendo los planos eléctricos de fuerza y control, se procede a la realizar el montaje del
sistema de control de la enderezadora, se tuvo que tener en cuenta el reglamento
electrotécnico de baja tensión y se comparó la corriente consumida por cada uno de los
motores del camino de rodillos y del motor principal, para saber el calibre de conductor con
el área transversal adecuada.
Figura 20. Tabla de relación calibre de conductor – amperaje máximo soportado
Anónimo. (2003). Amperaje máximo en cables de cobre [figura]. Recuperado de:
https://i.pinimg.com/originals/9e/a7/cb/9ea7cb9c00356c6fec120ff0c0427a8a.png
Luego de revisar la tabla optamos por usar conductor calibre 6 AWG para el recorrido desde
la subestación principal hasta la enderezadora, calibre 10 AWG para el motor principal y
calibre 12 AWG para motores de los caminos de rodillos. Para la parte de control se usó cable
encauchetado 3x16 AWG.

42
Luego de revisar toda la normatividad vigente y definir el calibre de los conductores, se
procede a armar el tablero de control y potencia en el que se encontrara a su vez también el
cerebro del sistema de control, el PLC. Una vez terminado de armar se tiene como resultado:
Figura 21. Tablero de enderezadora en armado. Elaboración Propia.
Figura 22. Tablero de sistema de control enderezadora finalizado. Elaboración Propia.
43
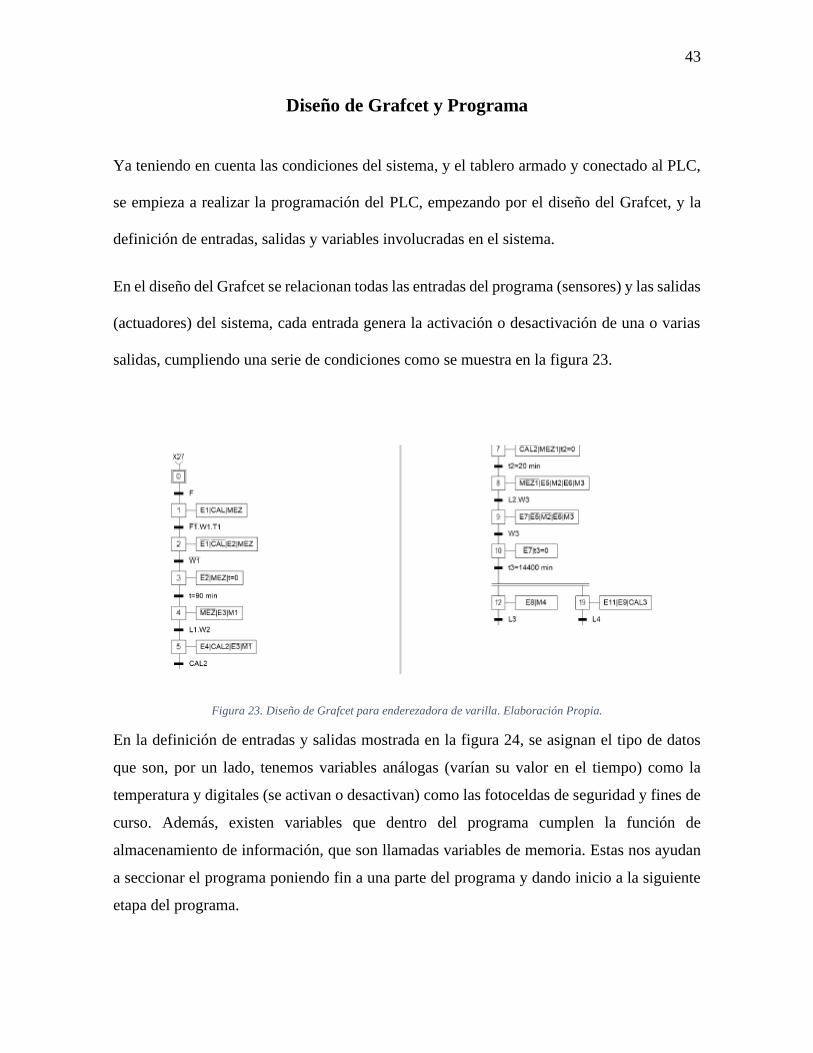
Diseño de Grafcet y Programa
Ya teniendo en cuenta las condiciones del sistema, y el tablero armado y conectado al PLC,
se empieza a realizar la programación del PLC, empezando por el diseño del Grafcet, y la
definición de entradas, salidas y variables involucradas en el sistema.
En el diseño del Grafcet se relacionan todas las entradas del programa (sensores) y las salidas
(actuadores) del sistema, cada entrada genera la activación o desactivación de una o varias
salidas, cumpliendo una serie de condiciones como se muestra en la figura 23.
Figura 23. Diseño de Grafcet para enderezadora de varilla. Elaboración Propia.
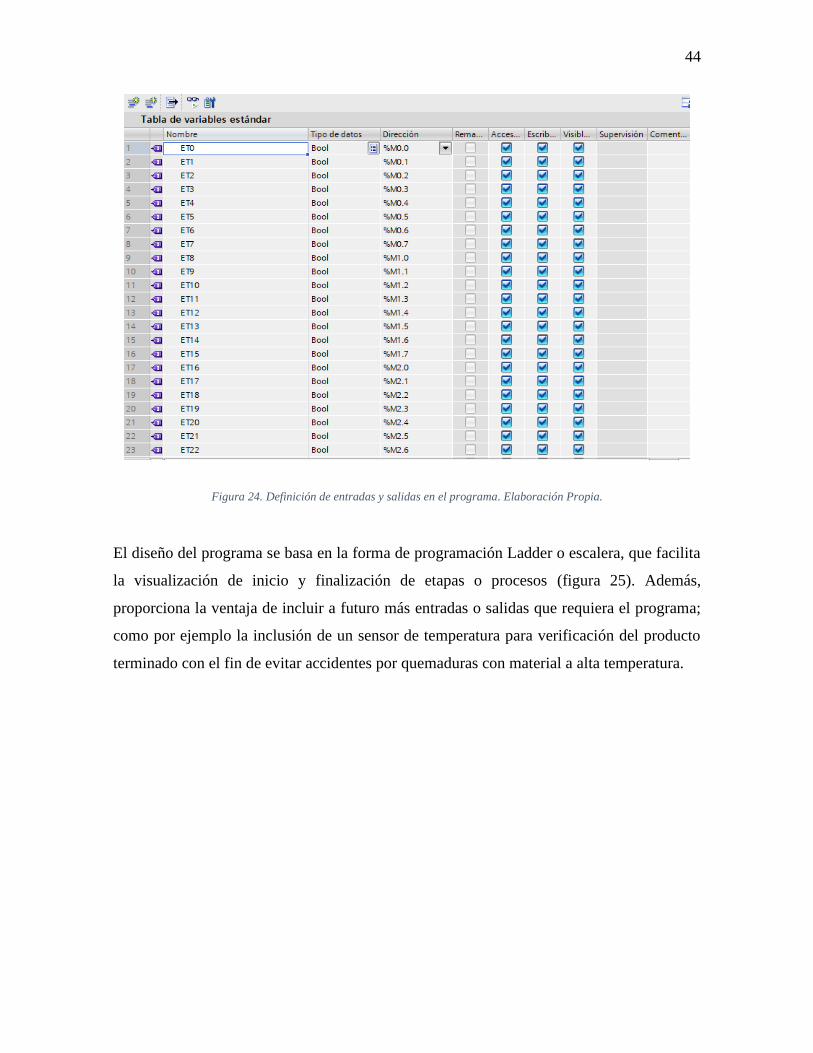
En la definición de entradas y salidas mostrada en la figura 24, se asignan el tipo de datos
que son, por un lado, tenemos variables análogas (varían su valor en el tiempo) como la
temperatura y digitales (se activan o desactivan) como las fotoceldas de seguridad y fines de
curso. Además, existen variables que dentro del programa cumplen la función de
almacenamiento de información, que son llamadas variables de memoria. Estas nos ayudan
a seccionar el programa poniendo fin a una parte del programa y dando inicio a la siguiente
etapa del programa.
44
Figura 24. Definición de entradas y salidas en el programa. Elaboración Propia.
El diseño del programa se basa en la forma de programación Ladder o escalera, que facilita
la visualización de inicio y finalización de etapas o procesos (figura 25). Además,
proporciona la ventaja de incluir a futuro más entradas o salidas que requiera el programa;
como por ejemplo la inclusión de un sensor de temperatura para verificación del producto
terminado con el fin de evitar accidentes por quemaduras con material a alta temperatura.

45
Figura 25. Parte del programa diseñado en TIA Portal V14. Elaboración Propia.
Se realizó comunicación con equipos ya existentes en el tren, con el fin de verificar el estado
del proceso en diferentes puntos del sistema. Esto facilita al operador controlar los procesos
y que se verifique el estado de la varilla antes de entrar a la enderezadora. Así como corregir
problemas en otro punto del proceso; por ejemplo, si la varilla está llegando a la entrada de
la maquina con una baja temperatura, el operario podrá subir dicha variable desde su estación
de trabajo.
Figura 26. Red de comunicación asociada a la enderezadora de varilla. Elaboración Propia.
46
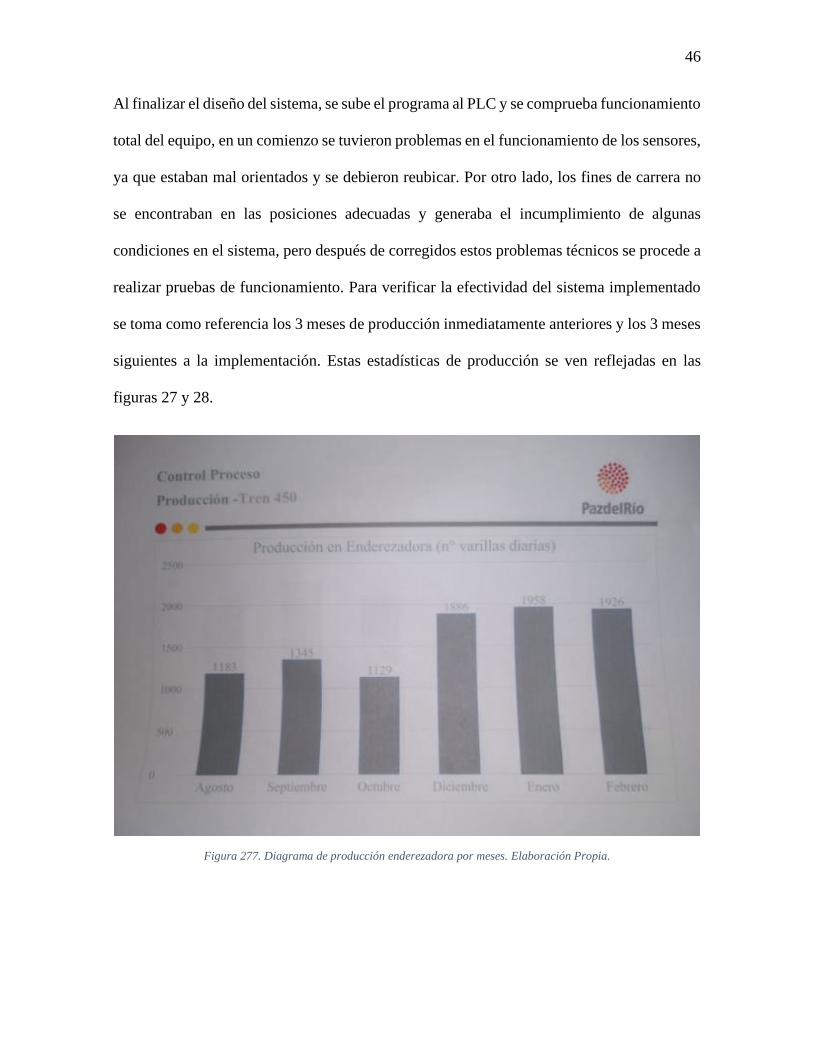
Al finalizar el diseño del sistema, se sube el programa al PLC y se comprueba funcionamiento
total del equipo, en un comienzo se tuvieron problemas en el funcionamiento de los sensores,
ya que estaban mal orientados y se debieron reubicar. Por otro lado, los fines de carrera no
se encontraban en las posiciones adecuadas y generaba el incumplimiento de algunas
condiciones en el sistema, pero después de corregidos estos problemas técnicos se procede a
realizar pruebas de funcionamiento. Para verificar la efectividad del sistema implementado
se toma como referencia los 3 meses de producción inmediatamente anteriores y los 3 meses
siguientes a la implementación. Estas estadísticas de producción se ven reflejadas en las
figuras 27 y 28.
Figura 277. Diagrama de producción enderezadora por meses. Elaboración Propia.

47
Figura 288. Diagrama varillas rechazadas en enderezadora por meses. Elaboración Propia.

48
Protocolo de Mantenimiento
En Acerías Paz de Rio S.A. cuenta con 2 protocolos de mantenimiento, cada uno con
diferentes características, y se elige el que más sea conveniente en el momento, el protocolo
denominado SAM es recomendado en el momento de realizar un mantenimiento correctivo
y LOTO para realizar un mantenimiento preventivo. A continuación, se detallan ambos:
SAM (Secure Access machine-acceso seguro a máquina)
Este protocolo es usado frecuentemente cuando se necesita realizar un mantenimiento corto,
en el que no implique detener todo el proceso, como por ejemplo el cambio de algún sensor,
lubricación de piezas o algún atascamiento que requiera ser eliminado. Dicho protocolo
consta de 6 pasos básicos para efectuar el mantenimiento.
1) Detener el ciclo de la máquina: por medio de los controles poner en stop la maquina
(no usar parada de emergencia ya que es el último recurso).
2) Verificar si la maquina ha parado de moverse: visualmente se observa que las partes
móviles de la maquina estén detenidas por completo.
3) Aplicar dispositivo de seguridad: puede ser un bloqueo local con un candado.
4) Verificar aislamiento, Probar: se usa multímetro o detectores de energía para verificar
ausencia de tensión.
5) Servicio secundario (liberar atascamiento): realizar el mantenimiento programado.
6) Restaurar la máquina para usar: se elimina bloqueo y se restaura la actividad del
sistema.
SAM corrige los defectos observados en los equipamientos o instalaciones, es la forma más
básica de mantenimiento y consiste en localizar averías o defectos para corregirlos o
repararlos, Este mantenimiento que se realiza luego que ocurra una falla o avería en el equipo
49
que por su naturaleza no pueden planificarse en el tiempo, presenta costos por reparación y
repuestos no presupuestadas, pues puede implicar el cambio de algunas piezas del equipo en
caso de ser necesario, siendo muy común en caso de desgaste de las mismas en el equipo.
LOTO (Bloqueo total de energía)
Este protocolo está diseñado para realizar mantenimientos más especializados, como cambiar
algún motor, mantenimiento ha cableado, mantenimientos mecánicos, etc. Por tanto, posee 3
pasos más que SAM, con el fin de garantizar la seguridad de los operarios y personal que
realiza mantenimiento.
1) Identificar las fuentes de energía: se identifican energías eléctricas, neumáticas,
hidráulicas, etc. que estén involucradas.
2) Notificar a otros: se informa a dueño de área y oficial de bloqueo el trabajo que se va
a realizar.
3) Desconexión del equipo: se realiza un corte visible de las energías involucradas.
4) Aislar el equipo: se realiza un aislamiento con un sistema de puestas a tierra.
5) Bloquear y etiquetar: se usa un candado con su respectiva tarjeta, en la que se indica
la persona que tiene bloqueado el equipo, el trabajo que se está realizando y el número
de contacto en caso de emergencias.
6) Liberar energía almacenada: dependiendo de la energía bloqueada, se libera energía
residual.
7) Verificar aislamiento: por medio de un detector de tensión o multímetro, se revisa la
ausencia de tensión.
8) Realizar mantenimiento: se realiza la actividad programada y el mantenimiento
necesario.
50
9) Liberar LOTO: al terminar el mantenimiento se libera bloqueo y se normaliza el
sistema.
LOTO es el destinado a la conservación de equipos o instalaciones mediante la realización
de revisión y limpieza que garanticen su buen funcionamiento y fiabilidad. El mantenimiento
preventivo se realiza en equipos en condiciones de funcionamiento, por oposición
al mantenimiento correctivo que repara o pone en condiciones de funcionamiento aquellos
que dejaron de funcionar o están dañados.
El principal objetivo del mantenimiento es evitar o mitigar las consecuencias de los fallos del
equipo, logrando prevenir las incidencias antes de que estas ocurran. Las tareas de
mantenimiento preventivo pueden incluir acciones como cambio de piezas desgastadas,
cambios de aceites y lubricantes, etc. El mantenimiento preventivo debe evitar los fallos en
el equipo antes de que estos ocurran.
51
Recursos disponibles
Para cumplir con los objetivos planteados para la automatización de la enderezadora de
varilla corrugada en el bloque terminador tren 450 Acerías Paz de Rio S.A. tenemos como
recursos:
• Espacios disponibles: enderezadora varilla corrugada bloque terminador tren 450
• Hardware: se basó en la adquisición de sensores, actuadores y de un controlador
lógico programable, se toma en consideración que todas las partes mecánicas y
neumáticas de la estructura de máquina no presentó ninguna alteración en su forma y
operación
• Software: TIA PORTAL STEP 7 BASIC V14
• Bibliografía
52
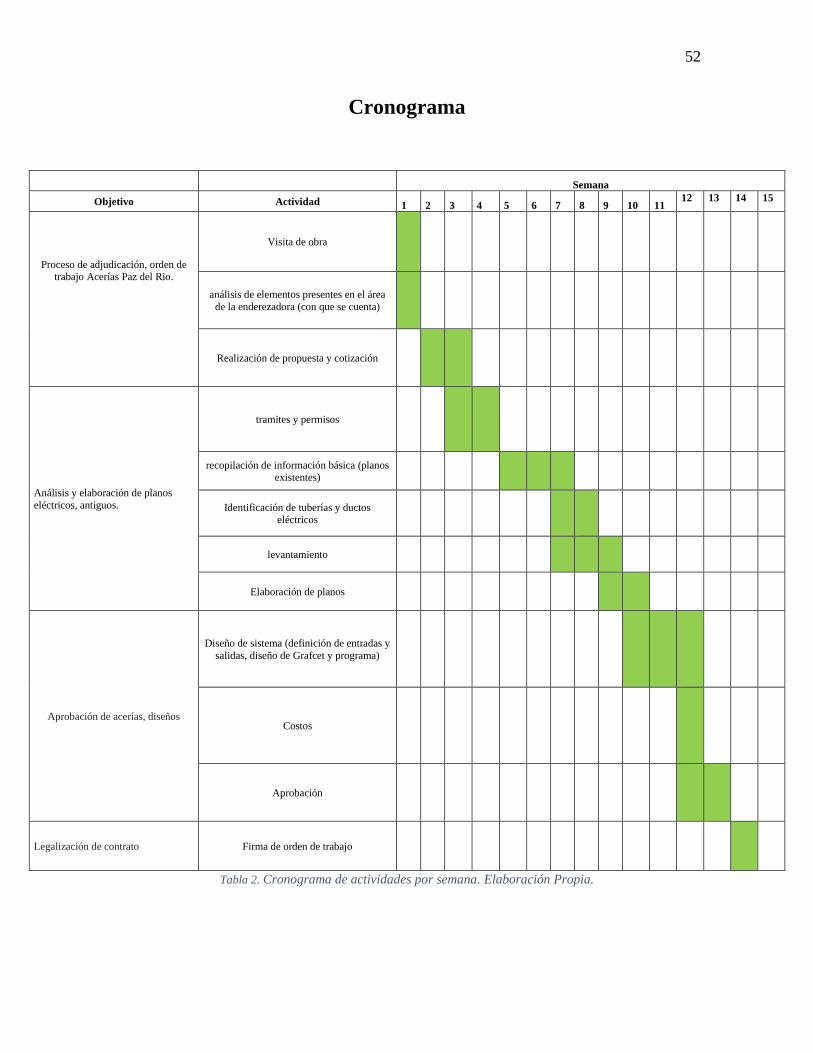
Cronograma
Semana
Objetivo Actividad 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Proceso de adjudicación, orden de trabajo Acerías Paz del Rio.
Visita de obra
análisis de elementos presentes en el área
de la enderezadora (con que se cuenta)
Realización de propuesta y cotización
Análisis y elaboración de planos
eléctricos, antiguos.
tramites y permisos
recopilación de información básica (planos existentes)
Identificación de tuberías y ductos eléctricos
levantamiento
Elaboración de planos
Aprobación de acerías, diseños
Diseño de sistema (definición de entradas y
salidas, diseño de Grafcet y programa)
Costos
Aprobación
Legalización de contrato Firma de orden de trabajo
Tabla 2. Cronograma de actividades por semana. Elaboración Propia.
53
Recomendaciones
Al terminar este proyecto se recomienda que se mantenga en constante actualización el plan
de mantenimiento ya que en esta área existe demasiada polución que no solo afecta partes
móviles sino también el gabinete que alberga todo el sistema de control.
Se recomienda realizar un mantenimiento preventivo por lo menos una vez al mes, esto con
el fin de evitar el daño de los equipos y sobre todo del PLC que es lo más importante y costoso
del sistema.

54
Conclusiones
Al implementar el sistema de control de la enderezadora se aumentó la productividad de la
maquina en un 60%, ya que se pasó de producir 1200 varillas diarias a 1920 varillas diarias,
además la calidad de la varilla paso del 65% al 90% ya que se eliminaban 420 varillas diarias
y ahora se eliminan 120 diarias.
El sistema de control implementado, cumple con los requerimientos técnicos y de seguridad
exigidos por parte de Acerías Paz de Rio S.A., asimismo reduce el riego de accidentalidad
casi en un 90%, dejando el 10 % de accidentalidad a mal uso de la máquina y accidentes
generados del mantenimiento que se realice a la misma, es decir los accidentes que surjan en
la maquina son por errores o falencias del personal operativo.
El plan de mantenimiento implementado asegura que no se deba detener la maquina
completamente por fallas mínimas, reduciendo el tiempo de producción perdido y
asegurando eficiencia de la maquina en etapa de producción.
55
Bibliografía
[1] A. Correa y R. Gómez, Cadena de Suministro en el Sector Minero como Estrategia para
su Productividad. Medellín: Boletín de Ciencias de la Tierra, número 25, pp. 93-102, 2009.
[2] J. Cisneros, Diseño de Explotación a Cielo Abierto. Ecuador: Asociación de Ingenieros
de Minas del Ecuador (AIME), 2003.
[3] Ministerio de Energía y Minas. Boletín de Geología, publicación especial N. º 8, 1981, p.
82. Minerales de Venezuela. Caracas.
[4]Plan de Minas Quinquenal, período: 2014 -2018. Gerencia de Minería, Superintendencia
de Ingeniería de Mina, Jefatura de Área de Planificación de Mina
[5] Especificaciones de Productos Laminados en Caliente según Normas, http:
//www.sidor.com/catalogo-de-productos/planos.html, Ciudad Guayana, Venezuela, abril
2013.
[6] L. Lozano, “Laminación de Productos Planos Caliente”, Manual de entrenamiento
LAC048, SIDOR, Ciudad Guayana, Venezuela, 2011.
[7] C. Herrera, “Caracterización metalográfica y evaluación de las propiedades mecánicas de
tracción e impacto del acero ASTM A 572 Gr 50”. Informe de Trabajo de grado. Universidad
Industrial de Santander: Bucaramanga, Colombia, 2006.
[8] Ginsburg, V. B., High-quality steel rolling: theory and practice. Marcel Dekker, 1993.
[9] J. Temprano, " Diseño De La Arquitectura De Un Sistema Inteligente Para La Detección
Y Toma De Decisión Sobre El Material Defectuoso En La Planta De Laminación En

56
Caliente". Informe de Pasantías. Universidad Católica Andrés Bello, Ciudad Guayana,
Venezuela, 2012.
[10] A. Oppenheim, A. Willsky. Señales y Sistemas, Segunda Edición. Prentice Hall
Hispanoamericana. 1998.
[11] G. Moreno, “Automatización de procesos industriales”, Editorial Alfa Omega, México,
2001.
[12] R. Piedrahita, “Ingeniería de la automatización industrial”, Editorial Alfa Omega,
Bogotá, 2001.
[13] K. Ogata, “Ingeniería de Control Moderna”, 4ª. Edición, Editorial Pearson Education,
Madrid, 2003.
[14] F.C. Shinskey, “Sistemas de control de procesos: Aplicación diseño y sintonización”,
Mc Graw Hill, México, 1996.
[15] A. Mora, “Tecnología del control de procesos industriales”, Facultad de Ingeniería,
Universidad Nacional de Colombia, Bogotá, 1987.
[16] M. Casini, D. Prattichizzo, and A. Vicino, “The automatic control telelab,” IEEE Control
Systems Magazine, vol. 24, no. 3, pp. 36–44, Jun 2004.
[17] Cerrada, M. (2011). Diagnóstico de fallas basado en modelos: Una solución factible para
el desarrollo de aplicaciones SCADA en tiempo real. Revista Ciencia e Ingeniería, 32(3),
163-172.
[18] Gómez, J., Reyes, R. & Guzmán del Río, D. (2008). Temas especiales de
instrumentación y control. Cuba: Editorial Félix Varela.

57
[19] Krutz, R. (2006). Securing SCADA Systems. Indiana: Wiley Publishing Inc.
[20] Pérez, E. & Rangel, R. (2010). Sistemas SCADA. Curso Sistemas Flexibles de
Manufactura. TEC.
[21] Romagosa, J., Gallego, D. & Pacheco, R. (2004). Automatización Industrial.
Recuperado de http://formacion.plcmadrid.es/descargas/docs/proyecto_automatizacion.pdf
[22] Shaw, W. (2006). Cybersecurity for SCADA Systems. Oklahoma: PennWell
Corporation.
[23]Sistema Automático de Telemetría. Recuperado de
http://www.tecmes.com/pdf/TP600_SAT.pdf
[24] Wiebe, M. (1999). A Guide to Utility Automation: AMR, SCADA, and IT Systems.
Oklahoma: PennWell.
[25] Bailey D. & Wright E. (2003). Practical SCADA for Industry. IDC Technologies.

58
Infografía
[1]https://www.usmp.edu.pe/publicaciones/boletin/fia/info67/sensores.html
[2] http://infteckg.blogspot.com/2016/08/actuadores.html
[3]https://www.monografias.com/trabajos107/pre-accionadores-y-accionadores/pre-
accionadores-y-accionadores.shtml
[4]http://coleto-automatismosyautomatas.blogspot.com/2009/05/mi-pretension-con-la-
creacion-de-este.html
[5] https://www.automation24.es/siemens-cpu-1214c-6es7214-1ag40-0xb0
[6]http://www.sc.ehu.es/sbweb/webcentro/automatica/WebCQMH1/PAGINA%20PRINCI
PAL/PLC/plc.htm
[7] https://www.itson.mx/publicaciones/rieeyc/Documents/v1/v1_art4.pdf
http://coleto-automatismosyautomatas.blogspot.com/2009/05/mi-pretension-con-la-creacion-de-este.html

59
Anexos
Adicionalmente al trabajo desarrollado, se adjunta las especificaciones técnicas de:
• Termocupla tipo j
• Fin de curso
• Contactor
• Guardamotor
• Fuente DC
También en la carpeta adjunta se encuentran los artículos guía para la elaboración del
documento:
• Articulo metodología para automatizar
• Artículos IEEE


















