Diseno de una planta de gas
17
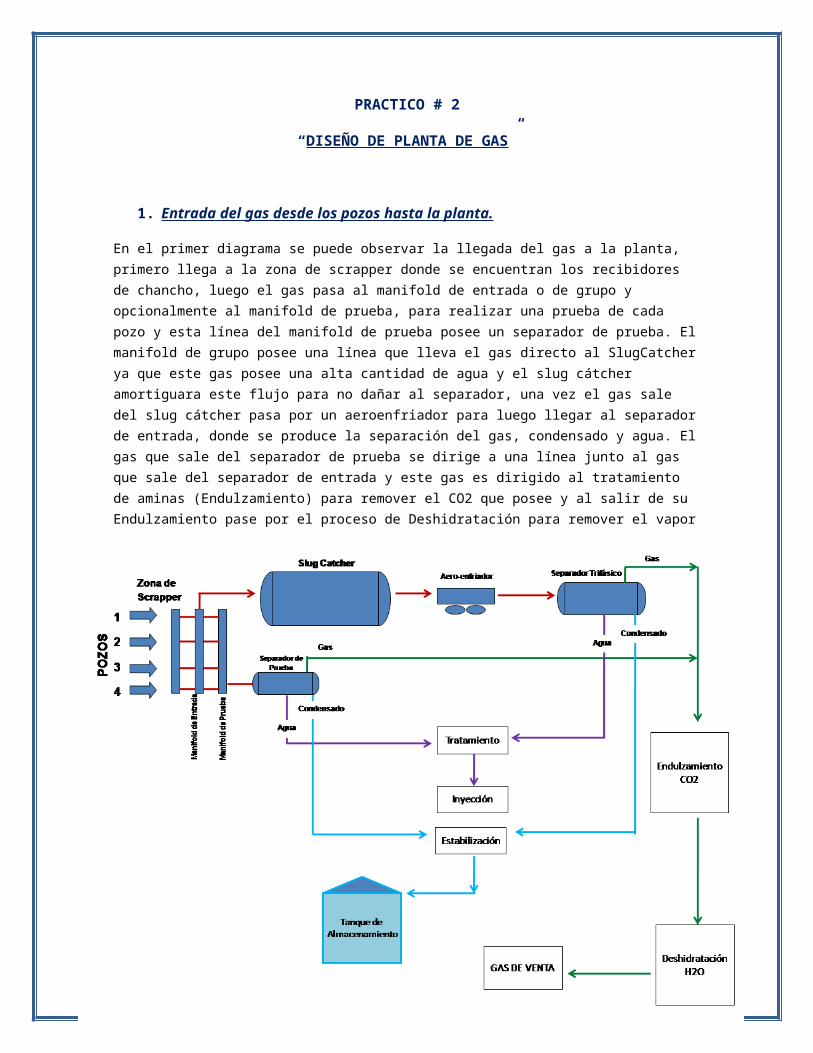
PRACTICO # 2 “DISEÑO DE PLANTA DE GAS ” 1. Entrada del gas desde los pozos hasta la planta. En el primer diagrama se puede observar la llegada del gas a la planta, primero llega a la zona de scrapper donde se encuentran los recibidores de chancho, luego el gas pasa al manifold de entrada o de grupo y opcionalmente al manifold de prueba, para realizar una prueba de cada pozo y esta línea del manifold de prueba posee un separador de prueba. El manifold de grupo posee una línea que lleva el gas directo al SlugCatcher ya que este gas posee una alta cantidad de agua y el slug cátcher amortiguara este flujo para no dañar al separador, una vez el gas sale del slug cátcher pasa por un aeroenfriador para luego llegar al separador de entrada, donde se produce la separación del gas, condensado y agua. El gas que sale del separador de prueba se dirige a una línea junto al gas que sale del separador de entrada y este gas es dirigido al tratamiento de aminas (Endulzamiento) para remover el CO2 que posee y al salir de su Endulzamiento pase por el proceso de Deshidratación para remover el vapor
-
Upload
gerardo-l-cazon-b -
Category
Documents
-
view
114 -
download
5
description
Diseno
Transcript of Diseno de una planta de gas
PRACTICO # 2
“DISEÑO DE PLANTA DE GAS”
1. Entrada del gas desde los pozos hasta la planta.
En el primer diagrama se puede observar la llegada del gas a la planta, primero llega a la zona de scrapper donde se encuentran los recibidores de chancho, luego el gas pasa al manifold de entrada o de grupo y opcionalmente al manifold de prueba, para realizar una prueba de cada pozo y esta línea del manifold de prueba posee un separador de prueba. El manifold de grupo posee una línea que lleva el gas directo al SlugCatcher ya que este gas posee una alta cantidad de agua y el slug cátcher amortiguara este flujo para no dañar al separador, una vez el gas sale del slug cátcher pasa por un aeroenfriador para luego llegar al separador de entrada, donde se produce la separación del gas, condensado y agua. El gas que sale del separador de prueba se dirige a una línea junto al gas que sale del separador de entrada y este gas es dirigido al tratamiento de aminas (Endulzamiento) para remover el CO2 que posee y al salir de su Endulzamiento pase por el proceso de Deshidratación para remover el vapor de agua y de esta manera se pueda cumplir con las especificaciones de venta del gas. El condensado que se obtiene tanto del separador de prueba como del separador de entrada se dirige a un proceso de estabilización y luego al tanque de almacenamiento. El Agua obtenida tanto del separador de prueba como del separador de entrada es dirigida a un proceso donde es tratada para luego ser inyectada.

2. Proceso de Endulzamiento con Aminas.
Se realiza el proceso de Endulzamiento con la finalidad de remover el CO2 contenido en el gas, el gas pasa del separador de entrada donde el gas sale por su parte superior y en enviado hacia una torre de absorción donde el gas entra por la sección baja del absorbedor y en la parte superior es ingresa una amina pobre, la cual desciende por la torre de absorción y entra en contacto con el gas hasta llegar a la parte inferior del absorbedor donde sale la amina rica que absorbió el contaminante CO2 del gas , el gas sale por la cabeza de la torre absorbedora y se dirige a un separador de salida donde por su parte superior obtiene un gas dulce que será enviado a el proceso de Endulzamiento y por la parte inferior se obtienen líquidos que pueden ser aminas y petróleo o condensado y estos líquidos se dirigen a un tanque de flasheo junto con la amina rica, donde los hidrocarburos son enviados a estabilización y la amina es enviada a su regeneración, la amina pasa por un filtro y luego por un intercambiador de calor de amina Rica/Pobre donde se precalienta para luego entrar a la torre regeneradora donde se le inyecta un desespumante a la entrada de la torre, por la cabeza de la torre sale el gas acido y se dirige a un condensador y luego a un acumulador donde el gas acido sale por la parte superior de este y es enviado a él quemador o flare y el liquido recuperado en la parte inferior es bombeado a la torre regeneradora. Por la parte inferior de esta torre sale la amina pobre, una parte de esta amina se dirige a hacia el rehervidor o reboiler para ser calentado y volver a ingresar a la regeneradora y la otra parte de esta amina se dirige hacia la torre absorbedora pasando por un intercambiador de amina rico/pobre donde su temperatura disminuye, en el camino esta amina es acompañada por una amina que se tuvo en el acumulador y luego es bombeada pasando por un filtro y un aero-enfriador de amina y se le inyecta un desespumante y nuevamente bombeado hacia la torre absorbedora, de esta manera el ciclo se repite para la regeneración de la amina.

3. Proceso de Deshidratación con Glicol (TEG).
El gas dulce que sale del Endulzamiento es enviado hacia el proceso de Deshidratación donde se le removera el vapor de agua que contenga y así cumpla con las especificaciones de venta del gas, el gas dulce ingresa a un separador donde los líquidos van a sus respectivos procesos de estabilización para los hidrocarburos líquidos y el agua a su respectivo tratamiento, el gas es enviado hacia una torre contactora donde el gas ingresa por la parte media de la torre, por la parte superior ingresa un glicol pobre (TEG) y por la parte inferior sale el glicol rico denominado así por que el glicol al entrar en contacto con el gas absorbe el agua, este glicol rico debe regenerarse para reutilizarse y para el proceso de regeneración es enviado por pre-calentador donde existe un intercambio de calor glicol rico/pobre y este glicol llega a un tanque de expansión donde el gas sale por la parte superior y es enviado al quemador, el condensado que se obtiene se lleva a un proceso de estabilización y el glicol al salir de el tanque de expansión pasa por un filtro y purificador para luego parar por un calentador o intercambiador de calor glicol rico/pobre y es enviado al serpentin del reboiler donde el vapor de agua sale por la parte superior y por la parte inferior se obtiene el glicol pobre regenerado que se deposita en un acumulador para luego ser enviado a la torre contactora y en este trayecto pasa por el calentador y pre-calentador donde existe un intercambio de calor glicol rico/pobre y luego es bombeado hacia la torre contactora donde por última vez entra en un intercambiador gas/glicol para luego ingresar a la contactora. Por la parte superior de la contactora se obtiene el gas seco y antes de ser enviado a gasoducto pasa por el intercambiador gas/glicol donde sale el gas seco con las 7Lbs/MMpcs exigidas por las normas de venta del gas.

Equipos utilizados en la planta.
1. Manifold: Es un conjunto de válvulas de dos o tres vías con manometros,válvulas de retención y conexiones, sus principales funciones son:
a) Centralizar en un solo lugar el control de los pozos
b) Distribuir los pozos a diferentes Separadores según el pozo este siendo medido
c) Enviar la producción de los demás pozos al separador general o a los separadores de grupo
2. Separadores: Los separadores son dispositivos empleados para separar la mezcla gas- liquido que llega del pozo en sus tres componentes primarios: Gas,Petróleo y agua.
Tipos de separadores:
Verticales:
Horizontales
Esfericos
Bifasicos Trifasicos
Alta Presion Baja presion
Bifasicos Trifasicos
Alta Presion Baja presion

3.Aeroenfriador: sirve para bajar la temperatura del gas y asi poder condensar los componentes más pesados del gas. Este equipo permite la transferencia de calor del fluido que lo recorre al medio ambiente.
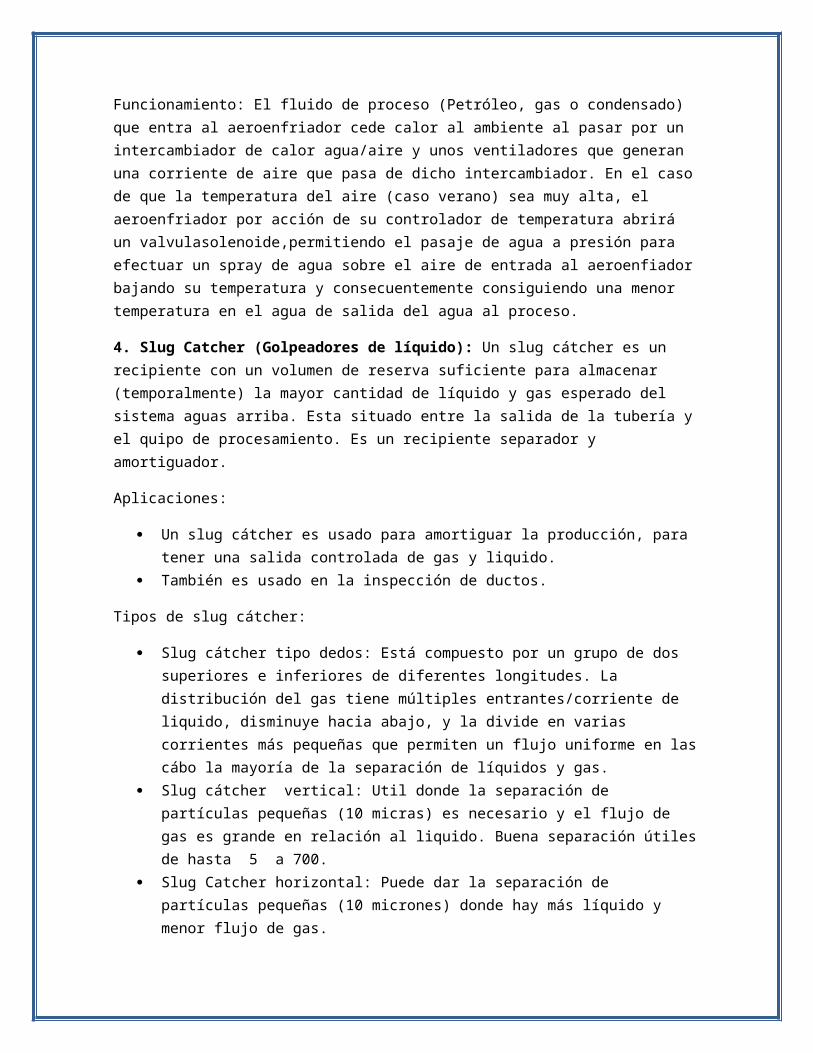
Funcionamiento: El fluido de proceso (Petróleo, gas o condensado) que entra al aeroenfriador cede calor al ambiente al pasar por un intercambiador de calor agua/aire y unos ventiladores que generan una corriente de aire que pasa de dicho intercambiador. En el caso de que la temperatura del aire (caso verano) sea muy alta, el aeroenfriador por acción de su controlador de temperatura abrirá un valvulasolenoide,permitiendo el pasaje de agua a presión para efectuar un spray de agua sobre el aire de entrada al aeroenfiador bajando su temperatura y consecuentemente consiguiendo una menor temperatura en el agua de salida del agua al proceso.
4. Slug Catcher (Golpeadores de líquido): Un slug cátcher es un recipiente con un volumen de reserva suficiente para almacenar (temporalmente) la mayor cantidad de líquido y gas esperado del sistema aguas arriba. Esta situado entre la salida de la tubería y el quipo de procesamiento. Es un recipiente separador y amortiguador.
Aplicaciones:
Un slug cátcher es usado para amortiguar la producción, para tener una salida controlada de gas y liquido.
También es usado en la inspección de ductos.
Tipos de slug cátcher:
Slug cátcher tipo dedos: Está compuesto por un grupo de dos superiores e inferiores de diferentes longitudes. La distribución del gas tiene múltiples entrantes/corriente de liquido, disminuye hacia abajo, y la divide en varias corrientes más pequeñas que permiten un flujo uniforme en las cábo la mayoría de la separación de líquidos y gas.
Slug cátcher vertical: Util donde la separación de partículas pequeñas (10 micras) es necesario y el flujo de gas es grande en relación al liquido. Buena separación útiles de hasta 5 a 700.
Slug Catcher horizontal: Puede dar la separación de partículas pequeñas (10 micrones) donde hay más líquido y menor flujo de gas.
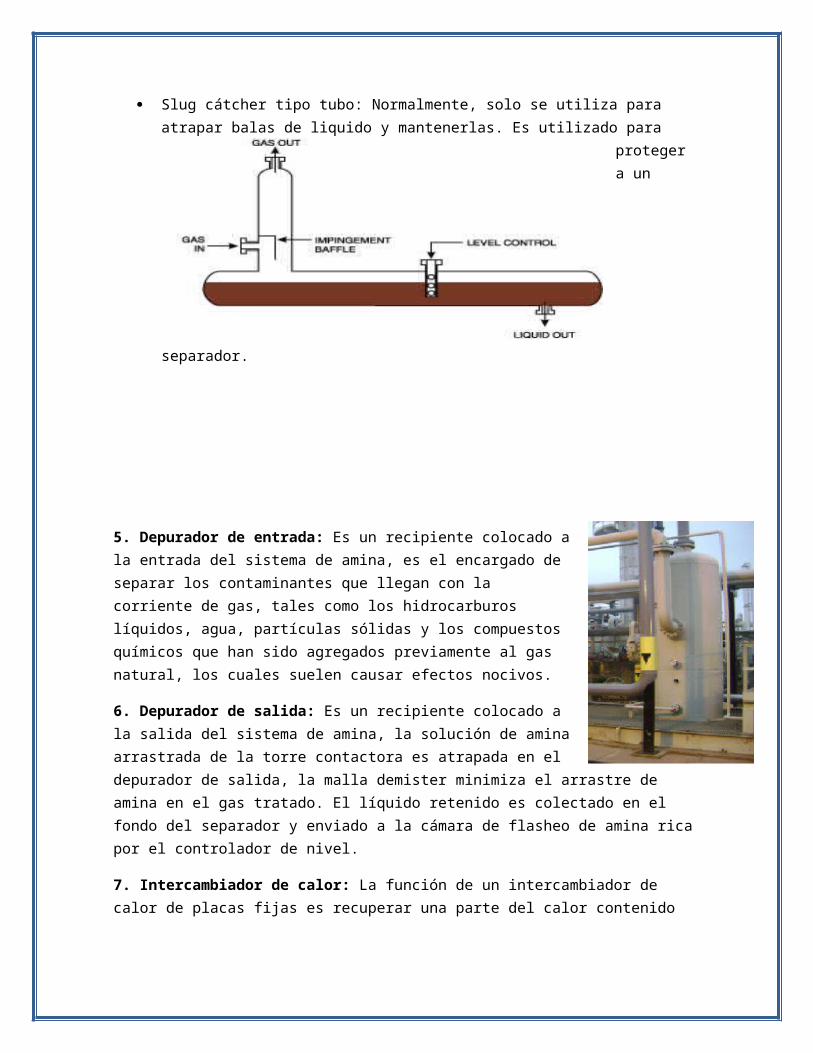
Slug cátcher tipo tubo: Normalmente, solo se utiliza para atrapar balas de liquido y mantenerlas. Es utilizado para proteger a un separador.
5. Depurador de entrada: Es un recipiente colocado a la entrada del sistema de amina, es el encargado de separar los contaminantes que llegan con la corriente de gas, tales como los hidrocarburos líquidos, agua, partículas sólidas y los compuestos químicos que han sido agregados previamente al gas natural, los cuales suelen causar efectos nocivos.
6. Depurador de salida: Es un recipiente colocado a la salida del sistema de amina, la solución de amina arrastrada de la torre contactora es atrapada en el depurador de salida, la malla demister minimiza el arrastre de amina en el gas tratado. El líquido retenido es colectado en el fondo del separador y enviado a la cámara de flasheo de amina rica por el controlador de nivel.
7. Intercambiador de calor: La función de un intercambiador de calor de placas fijas es recuperar una parte del calor contenido en la solución regenerada caliente que sale de la torre regeneradora y transferirlo a la solución de amina rica.
Un problema comun es la corrosión/erosión, es causado por la liberación de gases ácidos a la salida de la amina rica.
El potencial de corrosión se aumenta cuando la carga de los gases ácidos se aumenta por una redución en el flujo de amina o en la concentración de amina.
Es importante mantener suficiente flujo de amina y presión para mantener un fase en el flujo.
8. Tanque de flasheo: Es utilizado para flashear hidrocarburos que están disueltos en la solución de amina. Los hidrocarburos producidos se usan como combustible o se manda a quemar.
El gas de flash contiene un alto porcentaje de CO2 al separarse de la solución de aminas (más del 20% molar). Esto lo convierte en un gas de poder calorífico pobre y con fuerte carácter corrosivo, potenciado por el hecho de que se encuentra saturado de agua al haberse separado de una solución acuosa.
9. Torre regeneradora y Reboiler: La función de la torre regeneradora y el rehervidor es remover el gas ácido contenido en la solución rica de amina mediante el suministro de suficiente calor a la solución para invertir el sentido de la reacción ácido-base que ocurrió en la torre absorbedora. Esto se logra tratando la amina con el vapor producido en el rehervidor. Alrededor del 90 al 95 % del gas ácido se elimina de la solución de aminas en la torre regeneradora. El otro 5 a 10 % se elimina en el rehervidor.
10. Acumulador de reflujo: El acumulador de reflujo es, en esencia, un separador gas-líquido, Los vapores que salen por el tope de la torre regeneradora son una mezcla de vapor de agua y gas ácido. Al pasar por los condensadores sale el vapor como (una mezcla de agua y gases ácidos) y entran al acumulador de reflujo. Los gases que han sido removidos de la torre regeneradora salen por el tope del acumulador de reflujo por medio de una válvula de control de presión y son enviados a la atmósfera.
El agua y la posible amina que caen al acumulador es bombeada por las bombas de recirculación como reflujo, hacia el tope de la torre de regeneración.
11. Enfriadores de soluciones pobre y rica.- La función del enfriador es enfriar la amina pobre del intercambiador de calor a través de las persianas controladas automáticamente por un lazo de control de temperatura que controlan que la temperatura de la amina pobre sea ligeramente mayor que la temperatura del gas de entrada en el contactor. El condensador de cabeza es un intercambiador de calor enfriado por aire. El vapor de cabeza esta constituido principalmente por vapor de agua, CO2 y pequeñas cantidades de hidrocarburos y otros componentes.
9. Filtros: En los sistemas de deshidratación del gas normalmente se usan dos tipos de filtros: filtros de sólidos son de malla fina de media o cartucho usados para eliminar sólidos, partículas que pueden causar erosión de los émbolos de las bombas, sellos de los discos y válvulas, atascamiento del equipo y formación de espuma.
Filtros de carbón activado.- son usados para eliminar hidrocarburos, productos de degradación del glicol, surfactantes, químicos usados para tratamientos de pozos, aceites lubricantes de compresores.
10. Tanque de flasheo o separador de gas -condensado – glicol: Sirve para recuperar el gas que esta disuelto en la solucion de glicol en el contactor, tambien como cualquier hidrocarburo liquido que sea transportado fuera del contactor por la solucion de glicol.El gas sale por la parte superior del recipiente y es venteado o puede ser usado para suplir el gas combustiblerequerido para el reherbidor.

11. Bombas de glicol: Son las únicas partes movibles de toda la unidad, retorna el glicol pobre de baja presión al contactor de alta presión, se usan de tres tipos: operación a alta presión (texsteam), operadas con líquido a alta presión (Kimray) y las impulsadas por motor eléctrico. Para unidades más grandes de deshidratación se usan bombas de desplazamiento positivo, de cilindros múltiples. Montadas horizontalmente e impulsada por un motor eléctrico.
12. Tanque de compensación o Acumulador: Es un recipiente usado para almacenar glicol regenerado para la succión de la bomba, generalmente esta construido como parte integral del rehervidor o en forma separada.
13. Absorbedor o contactor (torre Contactora): La función del absorbedor es poner en contacto el gas húmedo con el glicol, para que el glicol pueda remover el vapor de agua del gas húmedo. Existen contactores que usan bandejas (tipo burbuja o campanas) o empaques regulares en su parte interna para efectuar el contacto directo del gas y el glicol. En cualquiera de los dos casos el contacto es en flujo inverso.
14. Intercambiadores de calor.- El intercambiador glicol-glicol quita el calor del glicol pobre , caliente, que retorna al absorbedor y lo entrega al glicol rico que va al destilador ahorrando energía. El intercambiador glicol-gas sirve para calentar ligeramente el gas seco que sale del absorbedor y enfriar ligeramente el glicol caliente entrante.

15. Reherbidor: Es el recipiente que suministra calor para separar el glicol y el agua por simple destilación. El glicol es calentado a una temperatura entre 380 y 400°F. Para remover suficiente vapor de agua para regenerar el glicol en 98.5 -99%. Los reherbidores pueden ser de fuego directo o calentados por vapor o aceite caliente. El nivel de glicol en el reherbidor es mantenido por un vertedero de derrame. El exceso de glicol fluye hacia dentro del tanque de compensación por gravedad.
16. Tanque de flash de amina: Es un separador trifásico que permite la separación de la amina rica, gases acidos y vapores de hidrocarburos.
Beneficios del tanque de fash:
Se reduce la corrosión en el intercambiador de calor Minimiza el contenido de hidrocarburos en la solución de amina rica Reduce la carga de vapores a la torre regeneradora de amina Se disminuye la demanda calorífica de la torre regeneradora de amina El gas que se recupera puede usarse como combustible.
17. Flare o Quemador: Utilizados para quemar el gas acido proveniente del endulzamiento y tambien usada como medida de seguridad en caso de un paro de planta, todas las lineas son enviadas a este quemador y asi evitar que suceda una explosion en la planta.
PRACTICO # 3

“PROCESOS DE SEPARACION DE LIQUIDOS”
SISTEMA DE FRACCIONAMIENTO
El sistema de fraccionamiento se refiere al fraccionamiento o separación que se le hace al producto de licuables separado del lean oil en la destiladora, es decir a los procesos que llevarán a desprender al propano del butano y la gasolina, y por último al butano de la gasolina para su posterior almacenamiento y bombeo hacia los lugares de requerimiento.
Para este cometido se cuenta con dos torres: la Depropanizadora y la Debutanizadora, las cuales se encargan de hacer el corte de estos dos licuables, obviamente ayudados de una serie de equipos para optimizar dicho corte.
Depropanizadora
Como habíamos explicado anteriormente una buena parte del producto de licuables salidos del tanque de reflujo de la destiladora es bombeado hacia un intercambiador de calor calentado por gasolina y del cual salía a 164 °F, sin embargo necesita ganar más calor por tanto estos licuables se dirigen a un reboiller calentado por coraza por aceite magro y en el cual elevan su temperatura hasta 206 °F.
A esa temperatura ingresan como alimento por el cuello de la torre depropanizadora en donde siguiendo el mismo el principio de las anteriores torres, en este caso ocurrirá el corte de C3 H8, el cual se irá por arriba (por la cabeza de la torre) en forma gaseosa, dejando en la parte inferior (fondo de la torre) al butano y la gasolina natural.
El propano desprendido en forma de gas sale de la cabeza a una temperatura de 130 °F y va a enfriarse a los enfriadores para salir de ellos a 105 °F. Este propano se va luego al tanque de reflujo de donde una parte se bombea hacia la cabeza de la torre depropanizadora como reflujo a la temperatura del tanque 90 °F y la otra parte, a la misma temperatura, se envía a un pequeño intercambiador gas-gas en forma de “U” (alimentado por gas combustible a 32 °F extraído de la línea de gas residual) y en el cual reduce su temperatura saliendo a 70°F. De esa manera el propano en estado líquido se encuentra listo para ser enviado en su mayor parte a los tanques de almacenamiento y otra pequeña cantidad hacia el tanque acumulador del sistema de refrigeración.
Ahora bien el butano y la gasolina aún con una pequeña cantidad de propano y que han quedado en el fondo de la torre a una temperatura de 230 °F salen por la parte inferior de la torre para entrar por cabeza a un reboiller calentado por lean oil del fondo de la destiladora y de esa manera asegurarse del mayor desprendimiento de propano, el cual sale por la parte superior del reboiller para dirigirse nuevamente a la torre depropanizadora y continuar el circuito, mientras que los compuestos más pesados: butano y gasolina natural salen por debajo del reboiller para dirigirse al cuello de la debutanizadora.
Debutanizadora

Este producto de butano y gasolina se dirigen como alimento al plato del cuello de la torre debutanizadora y la cual trabaja con el mismo principio de la torre depropanizadora, es decir realiza en este caso el corte de C4 H10 de la gasolina. Este butano desprendido se va en forma de gas por la cabeza de la torre a una presión de 170 psi y una temperatura de 168 °F y en la cual recibe a contracorriente una inyección de reflujo del mismo butano ya condensado para afinar el corte.
Este butano desprendido entra a unos enfriadores y reduce su temperatura hasta 100 °F para de esa manera condensarse y pasar al tanque de reflujo y el cual esta a una temperatura de 96 °F. De manera similar una parte de este butano se va a los tanques de almacenamiento y la otra parte se bombea a la cabeza de la torre como reflujo. La gasolina natural que quedo en el fondo de la torre con cierta cantidad de butano se dirige a afinar el corte con temperatura hacia un reboiller calentado por lean oil del fondo de la destiladora, al cual entra a una temperatura de 270 °F desprendiendo el butano que sale a 320 °F para dirigirse nuevamente a la torre debutanizadora.
Mientras que la gasolina al ser más pesada sale por la parte inferior del reboiller rumbo a un intercambiador para ceder calor a los licuables (C3, C4, gasolina) que vienen del tanque de reflujo de la destiladora.
Circuito de la Gasolina Natural
Al ceder calor la gasolina baja su temperatura a 140 °F y se dirige hacia un cooler para bajar aún más su temperatura. Es así que a la salida del enfriador su temperatura se reduce a 115 °F en una línea a la cual se une el aceite de circulación pesado bombeado desde el sistema de regeneración de lean oil. Luego ambos fluidos se dirigen al tanque depurador de gasolina en donde se elimina por una línea de venteo cualquier vestigio de gas que pudiera arrastrar. Este tanque depurador trabaja a una presión de 45 psi y a una temperatura de 85 °F.
Esta gasolina ya se encuentra estabilizada y puede ser mezclada con el condensado producido en la planta si se es requerido.
En tal sentido presentamos una tabla con los valores promedio de algunos parámetros que puede presentar:

La gasolina también puede ser estabilizada mediante una torre estabilizadora siguiendo el siguiente proceso.
La gasolina pasa por el intercambiador de calor (El intercambiador puede ser tipo tubo-cáscara), con el objetivo de precalentar, luego este fluido se dirige a la torre de estabilización donde ocurre intercambios de calor y masa, la gasolina recibe calor y desprende hidrocarburos livianos, así este fluido se dirige al horno donde se calentará hasta una temperatura de 450 °F, posterior de ser calentada la gasolina vuelve a la torre de estabilización para desprenderse de más hidrocarburos livianos, hasta este punto se ha conseguido gasolina estabilizada con una TVR ‹ 12 requerido para la venta, ahora se debe bajar la temperatura, para esto se dirige a un aero enfriador luego al tanque final donde se puede almacenar momentáneamente o ser bombeada de acuerdo a los requerimientos.
Así también es destacable mencionar que los gases de cabeza de la torre de estabilización salen por una línea hacia un aero enfriador que condensará parte del vapor, todo este fluido se dirige al tanque de reflujo que hace que por un lado el condensado se dirija otra vez a la torre de estabilización por la parte superior como reflujo y el vapor se una a la línea de gas de de la planta.