DESARROLLO DE PINTURAS ANTICORROSIVAS PARA …
62
DESARROLLO DE PINTURAS ANTICORROSIVAS PARA PROTECCION DE ACEROS CON BASE EN POLIANILINA ALFONSO ANDRÉS GARCÍA ROJAS DIANA CAROLINA HERNÁNDEZ LOZANO UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA QUÍMICA 2008
Transcript of DESARROLLO DE PINTURAS ANTICORROSIVAS PARA …

DESARROLLO DE PINTURAS ANTICORROSIVAS PARA PROTECCION DE ACEROS
CON BASE EN POLIANILINA
ALFONSO ANDRÉS GARCÍA ROJAS
DIANA CAROLINA HERNÁNDEZ LOZANO
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA
2008

IQ2009119 IQ2009126
DESARROLLO DE PINTURAS ANTICORROSIVAS PARA PROTECCION DE ACEROS
CON BASE EN POLIANILINA
ALFONSO ANDRÉS GARCÍA ROJAS
DIANA CAROLINA HERNÁNDEZ LOZANO
Trabajo de grado para optar al título de
INGENIEROS QUÍMICOS
Asesor:
PABLO ORTIZ
Coasesor:
MARIA TERESA CORTES
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA
2008

IQ2009119 IQ2009126
1
NOTA DE ACEPTACIÓN
__________________________________
__________________________________
__________________________________
__________________________________
Pablo Ortiz – Asesor:
__________________________
María Teresa Cortés Coasesor:
__________________________
Joaquín Tirano Jurado:
__________________________
Bogotá D.C., Enero de 2009

IQ2009119 IQ2009126
2
TABLA DE CONTENIDO
1. RESUMEN ........................................................................................................................... 8
2. INTRODUCCIÓN................................................................................................................. 9
3. OBJETIVOS........................................................................................................................10
3.1. Objetivo general: .........................................................................................................10
3.2. Objetivos específicos: ................................................................................................10
4. FUNDAMENTACIÓN TEÓRICA.......................................................................................11
4.1. Pinturas y recubrimientos .........................................................................................11
4.2. Polímeros conductores ..............................................................................................11
4.2.1. Dopaje ................................................................................................................12
4.2.2. Síntesis ..............................................................................................................13
4.3. Características de la PANI .........................................................................................14
4.3.1. PANI en acero ...................................................................................................15
4.3.2. PANI con otras mezclas anticorrosivas...........................................................16
5. METODOLOGÍA.................................................................................................................18
5.1. Preparación de la PANI...............................................................................................18
5.2. Elaboración de los recubrimientos ..........................................................................19
5.2.1. Prueba reológica ...............................................................................................19
5.2.2. Dispersión ..........................................................................................................20
5.3. Aplicación de los recubrimientos ............................................................................21
5.3.1. Limpieza de los cupones ..................................................................................21
5.3.2. Aplicación...........................................................................................................21
5.4. Caracterización de los recubrimientos ...................................................................22

IQ2009119 IQ2009126
3
5.4.1. Pruebas en cámara salina................................................................................22
5.4.2. Pruebas en inmersión .......................................................................................22
5.4.3. Determinación de propiedades electroquímicas ............................................22
5.4.3.1. Pruebas de potencial en circuito abierto (OCV) .........................................23
5.4.3.2. Prueba de curvas Tafel ................................................................................23
5.4.3.3. Prueba de espectroscopia de impedancias (EIS) ......................................24
5.5. Caracterización de los recubrimientos con surfactante......................................24
6. RESULTADOS Y ANÁLISIS.............................................................................................24
6.1. Preparación de la PANI...............................................................................................24
6.2. Elaboración de los recubrimientos ..........................................................................25
6.2.1. Prueba reológica ...............................................................................................25
6.2.2. Evaluación de dispersión..................................................................................28
6.3. Caracterización de los recubrimientos ...................................................................30
6.3.1. Pruebas en cámara salina................................................................................30
6.3.1.1. Inspección visual en recubrimiento y líneas descubiertas ........................30
6.3.1.2. Tasa de corrosión .........................................................................................33
6.3.2. Pruebas de inmersión .......................................................................................34
6.3.2.1. Inspección visual...........................................................................................34
6.3.2.2. Tasa de corrosión .........................................................................................36
6.3.3. Análisis electroquímico de los recubrimientos................................................37
6.3.3.1. Medio ácido ...................................................................................................37
6.3.3.1.1. Pruebas de potencial en circuito abierto (OCV).....................................37
6.3.3.1.2. Prueba de curvas Tafel ............................................................................37
IQ2009119 IQ2009126
4
6.3.3.1.3. Prueba de espectroscopia de impedancias (EIS)..................................39
6.3.3.2. Medio salino ..................................................................................................42
6.3.3.2.1. Pruebas de potencial en circuito abierto (OCV).....................................42
6.3.3.2.2. Prueba de curvas Tafel ............................................................................42
6.3.3.2.3. Prueba de espectroscopia de impedancias (EIS)..................................43
6.4. Caracterización de los recubrimientos con surfactante......................................45
6.4.1. Pruebas de potencial en circuito abierto (OCV) .............................................45
6.4.2. Prueba de curvas Tafel.....................................................................................46
6.4.3. Prueba de espectroscopia de impedancias (EIS) ..........................................47
7. CONCLUSIONES ..............................................................................................................50
8. BIBLIOGRAFÍA ..................................................................................................................53
IQ2009119 IQ2009126
5
ÍNDICE DE TABLAS
Tabla 1. Resultados de la síntesis de la PANI............................................................................ 25
Tabla 2. Viscosidad y cizallamiento del sistema solventeresina a las 4 concentraciones ......... 25
Tabla 3. Viscosidad y cizallamiento de pintura anticorrosiva comercial...................................... 26
Tabla 4. Resultados de Ley de potencia de Otswald para el sistema solventeresina y para la
pintura comercial......................................................................................................................... 27
Tabla 5. Formulación de los recubrimientos ............................................................................... 29
Tabla 6. Resultado del análisis visual del acero recubierto......................................................... 30
Tabla 7. Resultados del análisis visual para las líneas descubiertas.......................................... 31
Tabla 8 Tasa de corrosión (mpy) de los cupones de acero en niebla salina .............................. 33
Tabla 9. Cambio de coloración, perdida de adhesión y ablandamiento para inspección visual en
prueba de inmersión ................................................................................................................... 34
Tabla 10. Grado de ampollamiento de los recubrimientos en prueba de inmersión................... 35
Tabla 11. Resultados de velocidad de corrosión (mpy) para cupones en inmersión.................. 36
Tabla 12. Datos de potencial, corriente y velocidad de corrosión para las concentraciones y
pintura comercial en medio ácido ............................................................................................... 38
Tabla 13. Datos obtenidos con el circuito propuesto para modelo de impedancias en medio
ácido ........................................................................................................................................... 40
Tabla 14. Datos obtenidos con el circuito de baja resistencia en medio ácido ........................... 41
Tabla 15. Datos de potencial, corriente y velocidad de corrosión para las concentraciones y
pintura comercial en medio salino............................................................................................... 43
Tabla 16. Datos obtenidos con el circuito de baja resistencia en medio salino .......................... 44
Tabla 17. Formulación de los recubrimientos con surfactante.................................................... 45
Tabla 18. Resultados de potencial, corriente y velocidad de corrosión para las concentraciones
de surfactante en medio ácido.................................................................................................... 46
Tabla 19. Resultados de potencial y corriente de corrosión para las concentraciones de
surfactante en medio salino ........................................................................................................ 47
Tabla 20. Resultados circuito equivalente para los recubrimientos con LSS en medio ácido .... 48
Tabla 21. Resultados circuito equivalente para los recubrimientos con LSS en medio ácido .... 49
IQ2009119 IQ2009126
6
ÍNDICE DE FIGURAS
Figura 1. Principales polímeros conductores.................................................................... 12 Figura 2. Estados de oxidación de la PANI ...................................................................... 15 Figura 3. Ley de potencia de Otswald para mezclas solventeresina ............................... 26 Figura 4. Ley de potencia de Otswald para pintura anticorrosiva comercial ..................... 27 Figura 5. Relación del factor de consistencia y relación de la fracción volumétrica de solvente estudiadas de la mezcla solventeresina ........................................................... 28 Figura 6. Imágenes de PANI al 0.1%, 1% y 5% con un aumento de 40 X........................ 29 Figura 7. Matriz de cupones con recubrimientos en prueba de niebla salina con tiempos de 0, 120 y 240 horas. ..................................................................................................... 32 Figura 8. Cupón de espesor 3 concentración 3 y cupón de espesor 3 pintura comercial después de 240 horas en niebla salina. ........................................................................... 33 Figura 9. Cupones en inmersión y detalle de uno de ellos al terminar la prueba .................. 36 Figura 10. Potenciales de equilibrio para recubrimientos con PANI al 0%, 0.1%, 1%, 5% y pintura anticorrosiva comercial en medio ácido................................................................ 37 Figura 11. Curvas Tafel para recubrimientos al 0%, 0.1%, 1%, 5% PANI y pintura anticorrosiva comercial en medio ácido. .......................................................................... 38 Figura 12. Diagrama de Nyquist para los recubrimientos en medio ácido ........................ 39 Figura 13 Circuito propuesto para modelo de impedancias en medio ácido..................... 40 Figura 14. Circuito de baja resistencia de poro para modelo de impedancias en medio ácido .. 41 Figura 15. Potenciales de equilibrio para recubrimientos al 0%, 0.1%, 1%, 5% PANI y pintura anticorrosiva comercial en medio salino............................................................... 42 Figura 16. Curvas Tafel para recubrimientos al 0%, 0.1%, 1%, 5% PANI y pintura anticorrosiva comercial en medio salino........................................................................... 42 Figura 17. Diagrama de Nyquist para los recubrimientos en medio salino ....................... 43 Figura 18. Circuito para los recubrimientos en medio salino ............................................ 44 Figura 19. Potenciales de equilibrio para recubrimientos al 2% y 4% LSS en medio ácido .... 45 Figura 20. Potenciales de equilibrio para recubrimientos al 2% y 4% LSS en medio salino ... 45 Figura 21. Curva Tafel para recubrimientos al 2% y 4% LSS en medio ácido.................. 46 Figura 22. Curva Tafel para recubrimientos a concentración 2% y 4% LSS en medio salino. 47 Figura 23. Diagrama de Nyquist para los recubrimientos con LSS en medio ácido.......... 47 Figura 24. Circuito equivalente para prueba con surfactante medio ácido ....................... 48 Figura 25. Diagrama de Nyquist para los recubrimientos con surfactante en medio salino .... 48 Figura 26. Circuito equivalente para surfactantes en medio salino................................... 49 Figura 27. Imagen de recubrimientos con surfactante al 2% y 4% con un aumento de 40 X.. 50
IQ2009119 IQ2009126
7
ÍNDICE DE ANEXOS
ANEXO 1. Fotografías de prueba en niebla salina .................................................................56
ANEXO 2. Fotografías de corrosión en recubrimiento y líneas en niebla salina.................57
ANEXO 3. Fotografías de Influencia del espesor ..................................................................58
ANEXO 4. Fotografías de fallas mecánicas en los cupones..................................................59
ANEXO 5. Cambio de peso en cupones..................................................................................60

IQ2009119 IQ2009126
8
RESUMEN
El presente estudio analiza el comportamiento anticorrosivo de recubrimientos elaborados
con base en polianilina para la protección del acero en medio ácido y en medio salino. Se
evalúa el efecto de la concentración del polímero, el espesor de película y la
concentración de surfactante por medio de pruebas en cámara salina y electroquímicas
para compararlos con las propiedades de una pintura anticorrosiva comercial. En cámara
salina las pinturas elaboradas con la mayor concentración de polianilina y aplicadas al
mayor espesor, mostraron mejor comportamiento que la pintura comercial, pero
presentaron fallas mecánicas. En las pruebas electroquímicas en medio ácido, la mayor
concentración de polianilina estudiada presentó mejores propiedades anticorrosivas, pero
en medio salino el comportamiento de esta concentración fue superado por el producto
comercial. Esto demuestra que la polianilina se comporta adecuadamente como aditivo
alterno para los recubrimientos anticorrosivos.
IQ2009119 IQ2009126
9
1. INTRODUCCIÓN
La corrosión es la destrucción de un material (usualmente un metal) o de sus propiedades por una reacción con el medio que lo rodea [1]. Este fenómeno representa grandes pérdidas a nivel industrial por el daño que causa en los equipos, tuberías y estructuras involucradas en los procesos de producción. Por esta razón surge la necesidad de desarrollar productos que permitan disminuir el impacto de la corrosión, prolongando así la vida útil de los materiales vulnerables.
Las pinturas son la primera opción para cubrir los materiales e impedir su exposición directa al ambiente. A través del tiempo se han ido perfeccionando las mezclas para obtener mejores resultados, sin embargo, las sustancias que se utilizan actualmente solucionan parcialmente el problema ya que generan graves consecuencias para el ambiente al ser bioacumulables y tóxicas.
Las investigaciones recientes sugieren el uso de los polímeros conductores como posibles sustitutos de esos aditivos, dado que durante los últimos años una gran variedad de ellos ha demostrado formar una barrera electrónica activa en la superficie del metal que lo protege de los efectos de la corrosión.
Hasta el momento estas investigaciones han permitido conocer características de polímeros como la polianilina (PANI), permitiendo explorar sus excelentes cualidades como protector de la corrosión. La PANI tiene la tendencia de formar una capa protectora de oxido (efecto pasivante) que impide que el metal siga reaccionando con el medio. Además presenta una excelente conductividad y puede sintetizarse electroquímica y químicamente, siendo la síntesis química la forma más sencilla de elaboración y la que presenta un mayor rendimiento [2]. Sin embargo, aún es necesario investigar y evaluar las propiedades de la PANI en combinación con otras sustancias para crear un producto que tenga un óptimo rendimiento como recubrimiento anticorrosivo.
Este trabajo pretende elaborar recubrimientos con base en PANI, estudiando el efecto de su concentración, la concentración de surfactante y el espesor de película en el rendimiento de sus propiedades anticorrosivas por medio de pruebas electroquímicas, en cámara salina y en inmersión. Al finalizar, se realizará una comparación de los resultados con las propiedades de una pintura preparada sin PANI y una resina anticorrosiva comercial.

IQ2009119 IQ2009126
10
2. OBJETIVOS
3.1. Objetivo general:
Contribuir al estudio de los recubrimientos con base en PANI obteniendo productos con
alta protección contra la corrosión sobre materiales como el acero.
3.2. Objetivos específicos:
• Estudiar el efecto anticorrosivo de los recubrimientos sobre cupones de acero,
variando la concentración de PANI y el espesor de la película de pintura por
medio de análisis de niebla e inmersión en ambiente salino, pruebas potencio
dinámicas Icorr y Ecorr, curvas de Tafel y diagrama de Nyquist.
• Evaluar la resistencia a la corrosión y la dispersión de distintos recubrimientos,
variando la concentración de surfactante a través de pruebas potencio dinámicas
Icorr y Ecorr, curvas de Tafel y diagrama de Nyquist.
IQ2009119 IQ2009126
11
3. FUNDAMENTACIÓN TEÓRICA
3.1. Pinturas y recubrimientos
A nivel industrial, las pérdidas económicas y de producto originadas por el fenómeno de la
corrosión han hecho evidente la necesidad de desarrollar productos que permitan
disminuir su impacto, prolongando así la vida útil de los materiales. El desarrollo de estos
productos inicia con la creación de recubrimientos que reduzcan la velocidad de corrosión
al ser aplicadas sobre una superficie expuesta. Las pinturas que actualmente se
encuentran en el mercado usan como sustancias inhibidoras de la corrosión plomo (Pb),
cromatos (CrO4), fosfatos (PO4 3 ) y boratos (BO3
3 ) [3]. Estas sustancias solucionan
parcialmente el problema, ya que son perjudiciales para el ambiente al ser
bioacumulables y altamente toxicas.
Estudios más recientes llevaron a considerar el aprovechamiento de las propiedades de
los polímeros conductores como inhibidores de corrosión. Esto representa un reemplazo
de los cromatos y demás sustancias toxicas prohibidas por la legislación. La importancia
de los polímeros conductores radica en la formación de una barrera electrónica activa en
la superficie del metal. Los polímeros conductores más usados como recubrimientos y
aditivos en pinturas son la PANI y el polipirrol.
3.2. Polímeros conductores
Los polímeros conductores son compuestos por elementos de carbono, hidrógeno,
nitrógeno y azufre. Su configuración química es constituida por una cadena larga de
carbonos y presenta una conjugación en sus enlaces, de forma que se alterna uno
sencillo y uno doble.
IQ2009119 IQ2009126
12
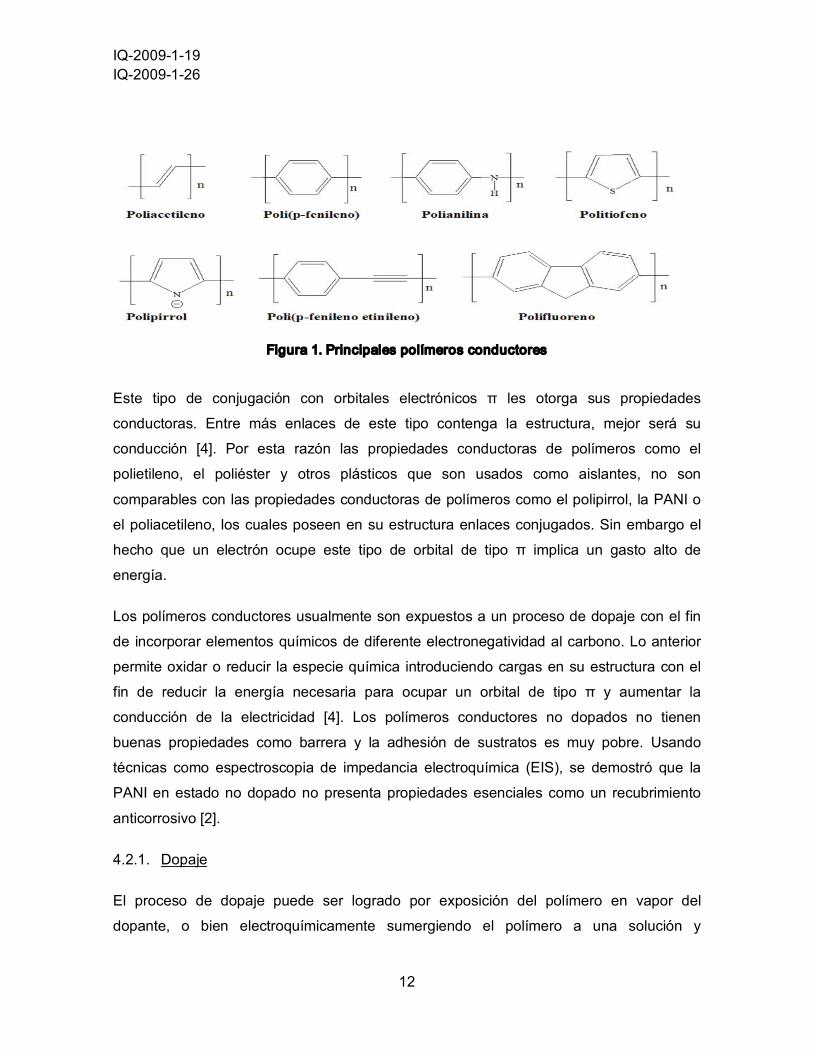
Figura 1. Principales polímeros conductores
Este tipo de conjugación con orbitales electrónicos π les otorga sus propiedades
conductoras. Entre más enlaces de este tipo contenga la estructura, mejor será su
conducción [4]. Por esta razón las propiedades conductoras de polímeros como el
polietileno, el poliéster y otros plásticos que son usados como aislantes, no son
comparables con las propiedades conductoras de polímeros como el polipirrol, la PANI o
el poliacetileno, los cuales poseen en su estructura enlaces conjugados. Sin embargo el
hecho que un electrón ocupe este tipo de orbital de tipo π implica un gasto alto de
energía.
Los polímeros conductores usualmente son expuestos a un proceso de dopaje con el fin
de incorporar elementos químicos de diferente electronegatividad al carbono. Lo anterior
permite oxidar o reducir la especie química introduciendo cargas en su estructura con el
fin de reducir la energía necesaria para ocupar un orbital de tipo π y aumentar la
conducción de la electricidad [4]. Los polímeros conductores no dopados no tienen
buenas propiedades como barrera y la adhesión de sustratos es muy pobre. Usando
técnicas como espectroscopia de impedancia electroquímica (EIS), se demostró que la
PANI en estado no dopado no presenta propiedades esenciales como un recubrimiento
anticorrosivo [2].
4.2.1. Dopaje
El proceso de dopaje puede ser logrado por exposición del polímero en vapor del
dopante, o bien electroquímicamente sumergiendo el polímero a una solución y

IQ2009119 IQ2009126
13
aplicándole determinado potencial. El dopaje del polímero se puede llevar a cabo por
oxidación o por reducción. Si un potencial positivo es aplicado a un polímero conductor
contenido en una solución de la especie dopante, el anión que cumple el papel del
dopante se mueve de la solución al polímero hacia el sitio de carga deslocalizada
correspondiente. El dopaje de tipo aniónico es catalogado como de tipo p. De la misma manera, si la solución es expuesta a un potencial negativo un catión se moverá desde la
solución hasta el polímero. Este tipo de dopaje es catiónico y es catalogada como de tipo n.
Dopaje aniónico: − + → + n
n n ClO Py P mLiClO PY P ) ( ) ( ) ( 4 4
Dopaje catiónico: + − → + n
n n Li PP P mLi PP P ) ( ) ( ) (
4.2.2. Síntesis
La síntesis de los polímeros conductores se puede llevar a cabo química y
electroquímicamente usando métodos de polimerización por condensación, en donde se
unen dos cadenas poliméricas librando agua, o polimerización por adición, donde se unen
ciertas cadenas con determinadas características para seguir una secuencia. Usualmente
cuando se sintetizan los polímeros conductores electroquímicamente se hace por
polimerización por adición, mientras que la síntesis química se elabora por polimerización
por condensación [4].
En la síntesis electroquímica de la PANI, se toman 0.05 ml de la solución de anilina liquida
y se agrega a una solución acuosa 0.2M de H2SO4. La solución se coloca en una celda
electroquímica a 0.5V con un electrodo de tipo Ag/AgCl para llevar a cabo la
polimerización. La síntesis química de la PANI se lleva a cabo cuando se mezcla anilina
en fase liquida con una solución oxidante, la cual suele ser peroxidisulfato de amonio

IQ2009119 IQ2009126
14
0.1M en una solución 2M de HCl. Esta solución se coloca en un baño de hielo a 0 grados
Celsius y se agita por varias horas. El polímero obtenido se lava con metanol y
posteriormente se seca [4].
Para mejorar la procesabilidad de la PANI se han desarrollado diferentes metodologías
alternativas remplazando el HCl por otro tipo de dopantes tales como el ácido
bencensulfónico (BSA), el ácido sulfosalicílico (SSA), el ácido ptoluenosulfónico (TSA) y
el ácido alcanforsulfónico (CSA) [5]. También se han hecho estudios con ácido
dodecilbencensulfónico (DBSA) ([6], [7]), polivinil pirrolidona (PVP) ([5], [8]) y polivinil
acetato [9].
El DBSA cumple simultáneamente tanto el rol de surfactante como el de dopante,
incrementando la procesabilidad y estabilidad de las nanopartículas de PANI y
simplificando el proceso de preparación sin necesidad de utilizar otro dopante [6]. El
DBSA se desempeña adecuadamente como dopante y mejora la eficiencia de la PANI
como protector de la corrosión.
Una alternativa diferente es la preparación de partículas coloidales de PANI en presencia
de un polímero hidrosoluble, tal como la polivinil pirrolidona (PVP). Las partículas
coloidales así obtenidas, se dispersan con mayor facilidad en medios acuosos u orgánicos
[5]. En la investigación realizada por Somani [8] se realiza la polimerización oxidativa de la
anilina en presencia de PVP obteniendo dispersiones estables de PANI. En el trabajo
realizado por Adhikari et al., se demostraron las propiedades anticorrosivas de una PANI
dispersa en polivinilacetato [9].
4.3. Características de la PANI
La PANI por sus propiedades específicas tiene un amplio rango de aplicaciones. Su
principal aplicación es como agente protector de la corrosión. La PANI tiene diferentes
estados de oxidación (ver figura 2), de los cuales el más estable es emeraldine ([10], [11]).

IQ2009119 IQ2009126
15
Figura 2. Estados de oxidación de la PANI
El uso de la PANI como recubrimiento para su uso sola o en diferentes combinaciones ha
sido estudiado. Se han realizado estudios principalmente sobre acero ([9], [10], [12], [13],
[14], [15], [16], [17]), acero inoxidable [18] y aluminio [19], y también se ha tenido en
cuenta el medio y el grosor de la película. A través de curvas Tafel y EIS se pudo
identificar que la protección de la corrosión del recubrimiento se da por la pasivación del
metal [17].
4.3.1. PANI en acero
En el trabajo de Rout et al. [16], se estudiaron las propiedades anticorrosivas de la PANI
en un medio salino de 3.5% NaCl, encontrando que a mayor concentración de PANI sobre
el acero la conductividad aumenta. De igual manera las propiedades de resistencia a la
corrosión mejoran, disminuyendo la densidad de corriente con respecto al acero sin
recubrimiento [12]. Usando la misma concentración de medio salino, Lu, Elsenbaumer y
Wessling [17] encontraron que la velocidad de corrosión con PANI fue dos veces menor
que la velocidad sin recubrimiento, mientras que en medio ácido de 0.1% HCl fue 100
veces menor.
IQ2009119 IQ2009126
16
Aunque en el estudio anterior se demostró una gran efectividad de la PANI en la velocidad
de corrosión, Kraljic, Mandic y Duic [10] encontraron que para la misma concentración de
HCl el tiempo de protección fue significativamente corto.
Ese mismo año, la protección de la corrosión fue investigada cubriendo con una pintura
de PANIHCl paneles de acero. Estos fueron expuestos a diferentes medios (cámara de
clima, cabina de humedad, cámara de spray salino, agua de mar) y se realizaron medidas
potencio dinámicas para encontrar la corriente de corrosión, el potencial y la resistencia a
la polarización. Este estudio dio como resultado que bajas cargas de PANIHCl son muy
efectivas en la protección a la corrosión [16].
Bajo las mismas condiciones del estudio de Lu, Elsenbaumer y Wessling [17]
Sathiyanarayanan et al. [15] estudiaron un recubrimiento de PANI por EIS con el que
demostraron que el incremento en el tiempo de exposición aumenta los valores de
impedancia creando una película pasivante. Este estudio también muestra que los
recubrimientos de PANI son capaces de proteger el acero en medio ácido y neutro.
En 2006 los mismos autores encontraron que la cubierta de PANI ofrece más del 90% de
protección en medio ácido, pero no es protectora en NaCl. Realizaron pruebas con dos
ácidos y encontraron que la PANI es más estable en ácido sulfúrico que en ácido
clorhídrico [18].
4.3.2. PANI con otras mezclas anticorrosivas
El estudio de Tüken, Yazici y Erbil [20], se analiza un recubrimiento de PANI modificado
con deposición de zinc sobre acero en una solución salina de NaCl 3.5%. A partir de
pruebas EIS y curvas de polarización anódica se observó que este tipo de recubrimiento
disminuye la permeabilidad y mejora la protección catódica, formando una película
corrosiva estable.

IQ2009119 IQ2009126
17
En el estudio de Kalendová, Veselý y Stejskal [21], la PANI fue sintetizada por
polimerización oxidativa en condiciones de laboratorio. Estudiaron las propiedades de los
recubrimientos orgánicos que contienen PANI sola y en combinación con otros pigmentos
anticorrosivos. Los resultados revelan que la combinación de PANI y Zn3(Po4)2∙2H2O
tiene la mayor eficiencia como recubrimiento anticorrosivo.
Tan y Blackwood [22] depositaron PANI y polipirrol en acero y acero inoxidable. Usaron
polarización potencio dinámica para demostrar la capacidad de esos copolímeros para
proveer una barrera efectiva contra la corrosión en ambientes de HCl. Para el acero, el
rendimiento de la multicapa no es suficientemente bueno comparado con el de la PANI
debido a la complejidad de los procedimientos de deposición. En el caso de los aceros
inoxidables la multicapa provee una protección mejor que la de PANI sencilla. Se encontró
que para obtener la mayor eficiencia se debe poner la película de PANI sobre la de
polipirrol [19]. Sin embargo Yagan, Pekmez y Yildiz [12] analizaron una capa similar de
PANI y polipirrol por medio de estudios de curvas Tafel y EIS, encontrando que el
polipirrol solo tiene un mejor papel protector sobre el acero en comparación con la bicapa
elaborada a partir de polipirrol y PANI.
En la investigación de Adhikari et al. [9], la PANI fue dopada por polimerización oxidativa y
caracterizada por ftir, uvvis, rayos x y EIS. El polímero es disperso en polivinilacetato y
es puesto sobre acero inoxidable en una solución corrosiva 0.3% de NaCl. Los resultados
muestran que a potenciales altos e impedancias bajas el polímero mantiene su forma
oxidativa y mejora la protección a la corrosión durante el tiempo de exposición.
Se han hecho pruebas diferentes como la realizada por Grgur et al. [13], quienes
analizaron la PANI en una resina epóxica sobre acero para evaluar la absorción, la
protección a la corrosión y la estabilidad térmica. Como resultado se obtuvo que en una
solución de 3% de NaCl hay baja estabilidad térmica y el recubrimiento con PANI
aumenta la protección de la corrosión.

IQ2009119 IQ2009126
18
Kendig, Hon y Warren [23] estudiaron el uso de nanopartículas que trabajan como
inhibidores de la corrosión que se usan con PANI dopada para aleaciones que no generan
capa pasivante. Las investigaciones han mostrado propiedades de la PANI que la hacen
un excelente sustituyente de los cromatos en las pinturas anticorrosivas, ya que es
amigable con el ambiente y ofrece una alta eficiencia como protector de corrosión. Sin
embargo, el uso de los polímeros conductores en el campo de las pinturas anticorrosivas
esta aún abierto a la exploración para encontrar una combinación más eficiente.
Se espera estudiar el efecto del espesor del recubrimiento con PANI, la concentración del
polímero y la concentración de surfactante para determinar su influencia en las
propiedades anticorrosivas del material y producir un recubrimiento con características
idóneas para su aplicación en aceros.
5. METODOLOGÍA
5.1. Preparación de la PANI
El procedimiento experimental descrito corresponde a una síntesis química investigada
para la producción de aproximadamente 5 g de PANI con las mejores propiedades
anticorrosivas usando como dopante lauril sulfato de sodio (LSS) [24]. Para la síntesis la
anilina debe estar en un alto grado de pureza, por lo cual es necesario destilarla
obteniendo anilina pura transparente. Para preparar el polímero se realizan dos
soluciones:
Solución A: Se agregan 4,65 ml de anilina previamente destilada en un erlenmeyer de 250
ml con 12 g de LSS. Se agregan 250 ml de agua desionizada y se lleva a ultrasonido por
10 minutos o hasta dilución completa de tal manera que la solución sea uniforme y
transparente.
Solución B: Se disuelven 11,4 gramos de APS (persulfato de sodio) en 75 ml de agua
desionizada, obteniendo una solución perfectamente uniforme y transparente.

IQ2009119 IQ2009126
19
La solución B se agrega a un embudo de adición mientras que la solución A es
almacenada en un vaso de 500 ml. La solución B se agrega lentamente (gota a gota) a la
solución A manteniendo la solución formante en constante agitación (agitador magnético)
durante 5 horas para que ocurra la reacción de polimerización.
Transcurridas las 5 horas la solución pasa de ser transparente a verde oscura. Se detiene
la síntesis y se filtra por gravedad el polímero obtenido. La torta húmeda se deja secar al
ambiente por 12 horas para optimizar la recuperación de la PANI al final del proceso.
Posteriormente se lava con abundante agua desionizada y finalmente con etanol o
acetona. Una vez el polímero está bien lavado se seca a 70ºC durante 10 horas. La
muestra totalmente seca se macera hasta obtener un fino polvo de PANI de color verde
oscuro y se toma la medida del peso.
5.2. Elaboración de los recubrimientos
Los recubrimientos consisten en una mezcla de resina alquídica (Resina corta en soya
Química Comercial Andina) y PANI a tres diferentes concentraciones (0.1%, 1% y 5% P/P
con respecto a la resina) usando como solvente xileno. La PANI con el solvente se
colocan en un equipo de ultrasonido (FISHER SCIENTIFIC FS30) hasta dilución
completa, se agrega a la resina y se agita hasta obtener una mezcla homogénea.
Para obtener la formulación adecuada de un recubrimiento de aspecto comercial y buenas
características anticorrosivas, fue necesario realizar un análisis reológico y un estudio de
dispersión.
5.2.1. Prueba reológica
Se registran datos de viscosidad y cizallamiento de una pintura anticorrosiva comercial
y de mezclas compuestas por resina y diferentes cantidades de solvente con un
viscosímetro (BROOKFIELD DVE Viscometer). Posteriormente se modelan los fluidos

IQ2009119 IQ2009126
20
estudiados con la ley de potencia Otswald que relaciona el cizallamiento, la viscosidad
y el esfuerzo cortante para fluidos pseudoplásticos. Esta ecuación es una adaptación
de la ecuación de Newton para fluidos newtonianos. Las ecuaciones 1 y 2 describen la
ley de potencias de Otswald, la ecuación 3 corresponde a la linealización de la
ecuación 2.
n kγ τ = (1)
1 − = n k γ µ (2)
) ( ) 1 ( ) ( ) ( γ µ Ln n k Ln Ln − + = (3)
Donde γ es el cizallamiento, τ es esfuerzo cortante, k es el índice de consistencia y n
es el valor de potencia.
La potencia n de la ecuación de Ostwald es menor a la unidad para fluidos
pseudoplásticos y mayor a 1 para fluidos dilatantes [25]. El índice de consistencia k
sugiere que tan viscoso es el fluido. A partir del factor de consistencia de la relación de
la mezcla solventeresina y del factor de consistencia de la pintura comercial que se
obtiene de la ley de potencia, se proponen cantidades de solvente y resina de manera
que la mezcla asuma un comportamiento similar a la mostrada por la pintura
anticorrosiva comercial. De esta manera se propone un modelo matemático que se
ajuste al comportamiento de la mezcla relacionando la fracción volumétrica de
solvente y el factor de consistencia.
5.2.2. Dispersión
Se toman fotografías de pinturas con las concentraciones de PANI vistas mediante
estereoscopio para verificar que los recubrimientos tengan la distribución adecuada
maximizando de esta forma sus propiedades electroquímicas.
IQ2009119 IQ2009126
21
5.3. Aplicación de los recubrimientos
5.3.1. Limpieza de los cupones
Se usan probetas de acero 1020 de 6 cm x 6 cm para las pruebas de cámara salina y de
3 cm x 2 cm para las pruebas electroquímicas. Para el desarrollo de las pruebas, deben
retirarse las marcas de óxidos y mugre adheridas al metal y limpiarse adecuadamente
usando las descripciones de superficie de limpieza SSPCSP1 (limpieza con solventes),
SSPCSP2 (limpieza manual) y SSPCSP8 (Limpieza química). El procedimiento
realizado se presenta a continuación:
En primer lugar se pulió la superficie del metal con lija. Para brillar se usó un papel de lija
para mica de reloj. Luego se sumergieron los cupones en etanol durante 5 minutos y se
lavaron con agua destilada. Posteriormente se sumergieron en una solución de H2SO4
(25% p/p) durante 5 minutos, y se lavaron de nuevo con abundante agua, luego con
etanol y por último se secaron con nitrógeno [3].
5.3.2. Aplicación
Se usa un aplicador de acero previamente lijado adhiriendo a sus extremos trozos de
cinta de polipropileno y polietileno 3M™ (con alta resistencia a solventes). El aplicador se
ubica perpendicular al cupón y se mueve a lo largo del mismo garantizando la uniformidad
del espesor del recubrimiento dado por el espesor de la cinta.
La aplicación de todos los recubrimientos se realiza a una temperatura aproximada de
20°C y una humedad relativa no menor a 60% para garantizar las mismas condiciones y
reducir errores experimentales.
Los 3 recubrimientos realizados se aplican sobre los cupones a tres espesores de
película: 2, 4 y 6 Mills (50, 100 y 150 μm) comprobados con una galga de medición de
película húmeda.

IQ2009119 IQ2009126
22
5.4. Caracterización de los recubrimientos
5.4.1. Pruebas en cámara salina
Se someten las probetas a ambiente salino (en solución de NaCl al 5%) por 240 horas
con monitoreo cada 24 horas. La deposición de la niebla fue realizada con un atomizador.
La cantidad de niebla que debe depositar el atomizador debe ser de 1 a 2 ml por hora en
un área horizontal de 80 cm 2 de acuerdo con la norma ASTM B 117 [26], esto equivale a
421 ml diarios según cálculos realizados.
Las líneas de los cupones se realizan de acuerdo con la norma ASTM D 1654 – 05 [27].
En esta norma se establece el instrumento y la forma en la se deben hacer las fisuras del
recubrimiento para evaluar la corrosión. Se realiza inspección visual sobre el
recubrimiento y las líneas de acuerdo con la norma ASTM D 610 – 06 [28].
5.4.2. Pruebas en inmersión
Se sumergen las probetas con recubrimientos a las tres concentraciones y los tres
espesores en una solución de NaCl al 5% por 120 horas con monitoreo cada 24 horas. La
inspección visual se realiza de acuerdo con la norma ASTM D 870 – 02 [29]. Se evalúa el
cambio de coloración, ampollamiento, pérdida de adhesión y ablandamiento del
recubrimiento.
5.4.3. Determinación de propiedades electroquímicas
Se realizaron pruebas electroquímicas a los recubrimientos compuestos por PANI y
pintura anticorrosiva comercial siguiendo las normas ASTM G359 [30] y ASTM G5 [31].
Las evaluaciones electroquímicas consisten en pruebas de potencial en circuito abierto,
pruebas de Tafel y pruebas de impedancias EIS en medio ácido (Solución 0.1 M de ácido
sulfúrico) y medio salino (solución 0.1 M de cloruro de sodio). Para realizar estas
mediciones se utilizó un potenciostato Gamry Instrument PC 750.

IQ2009119 IQ2009126
23
La celda electroquímica utilizada en estas pruebas consta de un electrodo de referencia
de Ag+/AgCl, un electrodo de trabajo de acero al carbón 1020 sin recubrimiento con un
área de 12 cm 2 y un electrodo de trabajo compuesto por cupones de acero con distintos
recubrimientos a un espesor de película de 100 µm con un área de 7 cm 2 .
5.4.3.1. Pruebas de potencial en circuito abierto (OCV)
Las probetas se someten a un barrido de potenciales durante 30 segundos para
registrar el potencial en el cual las corrientes y velocidades de las reacciones anódicas y
catódicas son iguales, es decir, el potencial de corrosión [32].
5.4.3.2. Prueba de curvas Tafel
La prueba de Tafel muestra curvas que relacionan el potencial y la corriente de las
reacciones anódicas y catódicas que ocurren en el sistema. A partir de una
extrapolación de dichas curvas se obtienen parámetros electroquímicos como la
corriente de corrosión, el potencial de corrosión y los valores de las pendientes anódicas
y catódicas. La corriente de corrosión informa sobre el flujo de carga que ocurre en la
reacción catódica y anódica. Si la corriente de corrosión es baja, el flujo de carga
también lo será y las reacciones anódicas o de oxidación se reducen manifestándose en
menos substratos de corrosión. Las pendientes catódicas y anódicas son parámetros
que sugieren la actividad cinética o de transferencia de carga de las reacciones en el
recubrimiento advirtiendo la frecuencia en la cual ocurren reacciones catódicas o
anódicas. Finalmente, el potencial de corrosión sugiere si las reacciones de oxidación
son propensas o factibles termodinámicamente a partir de la magnitud de su valor [32].
La prueba de Tafel se elaboró siguiendo las normas ASTM G359 en soluciones ácida y
salina implementando un barrido de potencial de 0.2V por encima y por debajo del
potencial de corrosión previamente adquirido por las pruebas de OVC.

IQ2009119 IQ2009126
24
5.4.3.3. Prueba de espectroscopia de impedancias (EIS)
En esta prueba los recubrimientos se someten a un barrido de voltaje a frecuencia
variable y a una amplitud de corriente determinada dando como respuesta datos de
impedancias y ángulo de fase. Los resultados y parámetros electroquímicos arrojados
por esta práctica pueden ser interpretados a partir de curvas de Nyquist que
relacionan los valores reales e imaginarios de las impedancias y por circuitos
eléctricos equivalentes que modelan el sistema compuesto por el metal, el
recubrimiento, la solución y los posibles fenómenos electroquímicos que ocurren en el
sistema [33].
La EIS se elaboró siguiendo los estándares dictados por las normas ASTM G359 y
ASTM G5 e implementando un rango de frecuencia de 0.1 Hz a 300 KHz y una
amplitud de 10 mV a los distintos recubrimientos en soluciones ácida y salina.
5.5. Caracterización de los recubrimientos con surfactante
Se elige la concentración de PANI de mejores propiedades de acuerdo con los resultados
de inspección visual en inmersión y niebla salina para preparar nuevos recubrimientos a
dos concentraciones distintas: 2% y 4% del surfactante LSS, aplicándolos a un espesor
de 100 µm sobre cupones de acero al carbón 1020 de 7cm 2 . Se realizan las pruebas
potencio dinámicas para evaluar la resistencia anticorrosiva del recubrimiento en medio
ácido y medio salino.
6. RESULTADOS Y ANÁLISIS
6.1. Preparación de la PANI
Para el cumplimiento de los intereses del proyecto fue necesario realizar varias síntesis.
Los resultados se muestran en la tabla 1.
IQ2009119 IQ2009126
25
Síntesis Masa Obtenida(g)
1 2,1175
2 6,2370
3 5,2010
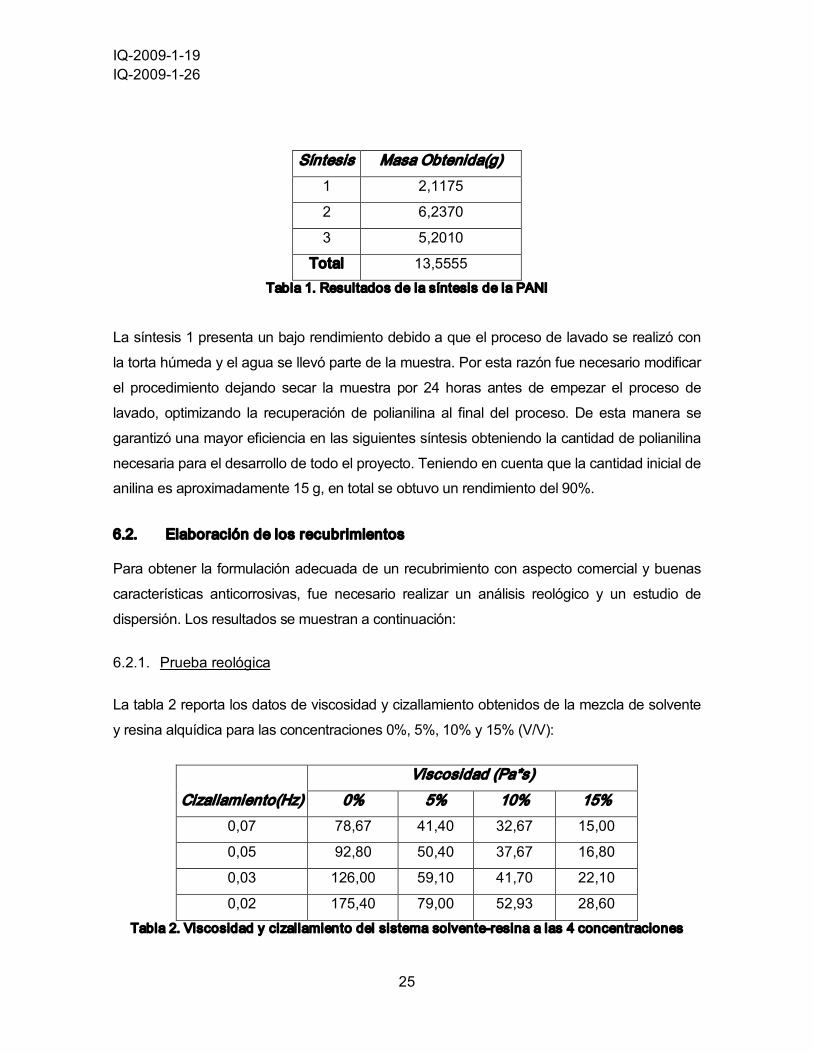
Total 13,5555 Tabla 1. Resultados de la síntesis de la PANI
La síntesis 1 presenta un bajo rendimiento debido a que el proceso de lavado se realizó con
la torta húmeda y el agua se llevó parte de la muestra. Por esta razón fue necesario modificar
el procedimiento dejando secar la muestra por 24 horas antes de empezar el proceso de
lavado, optimizando la recuperación de polianilina al final del proceso. De esta manera se
garantizó una mayor eficiencia en las siguientes síntesis obteniendo la cantidad de polianilina
necesaria para el desarrollo de todo el proyecto. Teniendo en cuenta que la cantidad inicial de
anilina es aproximadamente 15 g, en total se obtuvo un rendimiento del 90%.
6.2. Elaboración de los recubrimientos
Para obtener la formulación adecuada de un recubrimiento con aspecto comercial y buenas
características anticorrosivas, fue necesario realizar un análisis reológico y un estudio de
dispersión. Los resultados se muestran a continuación:
6.2.1. Prueba reológica
La tabla 2 reporta los datos de viscosidad y cizallamiento obtenidos de la mezcla de solvente
y resina alquídica para las concentraciones 0%, 5%, 10% y 15% (V/V):
Cizallamiento(Hz)
Viscosidad (Pa*s)
0% 5% 10% 15%
0,07 78,67 41,40 32,67 15,00
0,05 92,80 50,40 37,67 16,80
0,03 126,00 59,10 41,70 22,10
0,02 175,40 79,00 52,93 28,60 Tabla 2. Viscosidad y cizallamiento del sistema solventeresina a las 4 concentraciones
IQ2009119 IQ2009126
26
Se puede apreciar que a mayor cantidad de solvente, las viscosidades disminuyen. Esto se
debe que el nuevo sistema solventeresina adopta nuevas propiedades a partir de las
sustancias que la componen. De igual manera se registraron los datos de viscosidad y
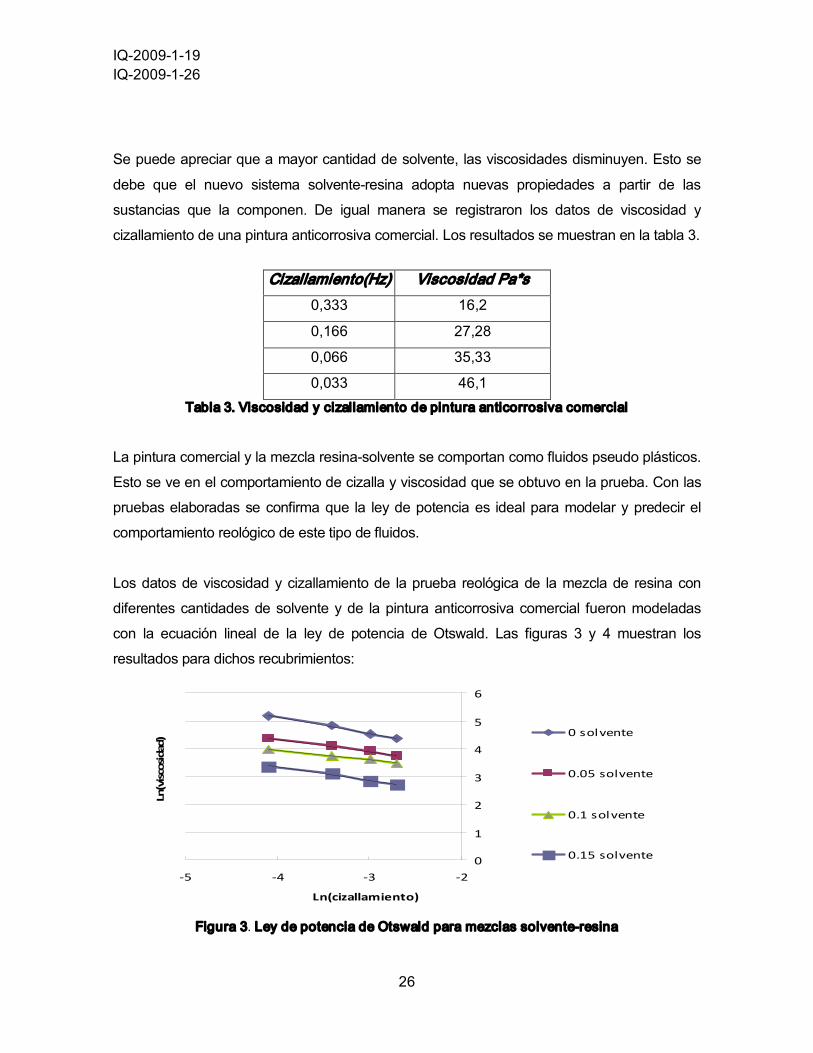
cizallamiento de una pintura anticorrosiva comercial. Los resultados se muestran en la tabla 3.
Cizallamiento(Hz) Viscosidad Pa*s
0,333 16,2
0,166 27,28
0,066 35,33
0,033 46,1 Tabla 3. Viscosidad y cizallamiento de pintura anticorrosiva comercial
La pintura comercial y la mezcla resinasolvente se comportan como fluidos pseudo plásticos.
Esto se ve en el comportamiento de cizalla y viscosidad que se obtuvo en la prueba. Con las
pruebas elaboradas se confirma que la ley de potencia es ideal para modelar y predecir el
comportamiento reológico de este tipo de fluidos.
Los datos de viscosidad y cizallamiento de la prueba reológica de la mezcla de resina con
diferentes cantidades de solvente y de la pintura anticorrosiva comercial fueron modeladas
con la ecuación lineal de la ley de potencia de Otswald. Las figuras 3 y 4 muestran los
resultados para dichos recubrimientos:
0
1
2
3
4
5
6
‐5 ‐4 ‐3 ‐2
Ln(cizallamiento)
Ln(viscosidad) 0 solvente
0.05 solvente
0.1 solvente
0.15 solvente
Figura 3. Ley de potencia de Otswald para mezclas solventeresina

IQ2009119 IQ2009126
27
Figura 4. Ley de potencia de Otswald para pintura anticorrosiva comercial
Con las pendientes y puntos de corte, se calcularon los factores de consistencia y los
valores de n. Los resultados se muestran en la tabla 4.
Fracción volumétrica de solvente K n
0 16,330 0,415
0,05 12,554 0,549
0,1 13,370 0,664
0,15 4,137 0,523
Pintura Comercial 11,023 0,58 Tabla 4. Resultados de Ley de potencia de Otswald para el sistema solventeresina y para la
pintura comercial
Dados los valores de n, se demostró que las mezclas solventeresina y la pintura
anticorrosiva se comportan como fluidos pseudoplásticos.

IQ2009119 IQ2009126
28
y = ‐549,02x 2 + 10,761x + 15,603
R 2 = 0,8714
0 2 4 6 8
10 12 14 16 18
0 0,05 0,1 0,15 0,2
Fracción volumétrica de solvente en resina
Factor de consistencia k
relacion k
Polinómica (relacion k)
Figura 5. Relación del factor de consistencia y relación de la fracción volumétrica de
solvente estudiadas de la mezcla solventeresina
La relación entre el factor de consistencia y la fracción volumétrica de solvente se modeló
con una ecuación de polinomio de segundo grado. Con la ecuación obtenida del modelo
podemos calcular una fracción volumétrica de solvente igualándolo al factor de
consistencia de la pintura comercial previamente calculada. Finalmente, se propone la
relación de solvente y resina que presenta propiedades reológicas similares a la pintura
anticorrosiva comercial
6 , 15 7 , 10 549 23 , 11 2 + + − = x x (4)
De la ecuación 4 el valor sugerido para x es 0.1, de modo que con una fracción
volumétrica 0.1 Vsolvente/Vresina, la mezcla propuesta muestra propiedades reológicas
equivalentes a los del recubrimiento comercial.
6.2.2. Evaluación de dispersión
La PANI debe dispersarse adecuadamente en el recubrimiento para garantizar las
propiedades anticorrosivas adecuadas. Dado que la PANi ejerce una influencia en la
viscosidad del recubrimiento, fue necesario usar una concentración de 15% V/V para
obtener las mejores propiedades como recubrimiento y la mejor dispersión.

IQ2009119 IQ2009126
29
Figura 6. Imágenes de PANI al 0.1%, 1% y 5% con un aumento de 40 X.
Como se puede observar, la PANI tiene una adecuada dispersión en las tres
concentraciones para la formulación con xileno al 15%. La tabla 5 muestra la
formulación final.
P/P PANI CANTIDAD PANI (g) XILENO (ml) RESINA (ml)
0,1% 0,1015 14,5 97
1% 1,015 14,5 97
5% 5,075 14,5 97 Tabla 5. Formulación de los recubrimientos
IQ2009119 IQ2009126
30
6.3. Caracterización de los recubrimientos
6.3.1. Pruebas en cámara salina
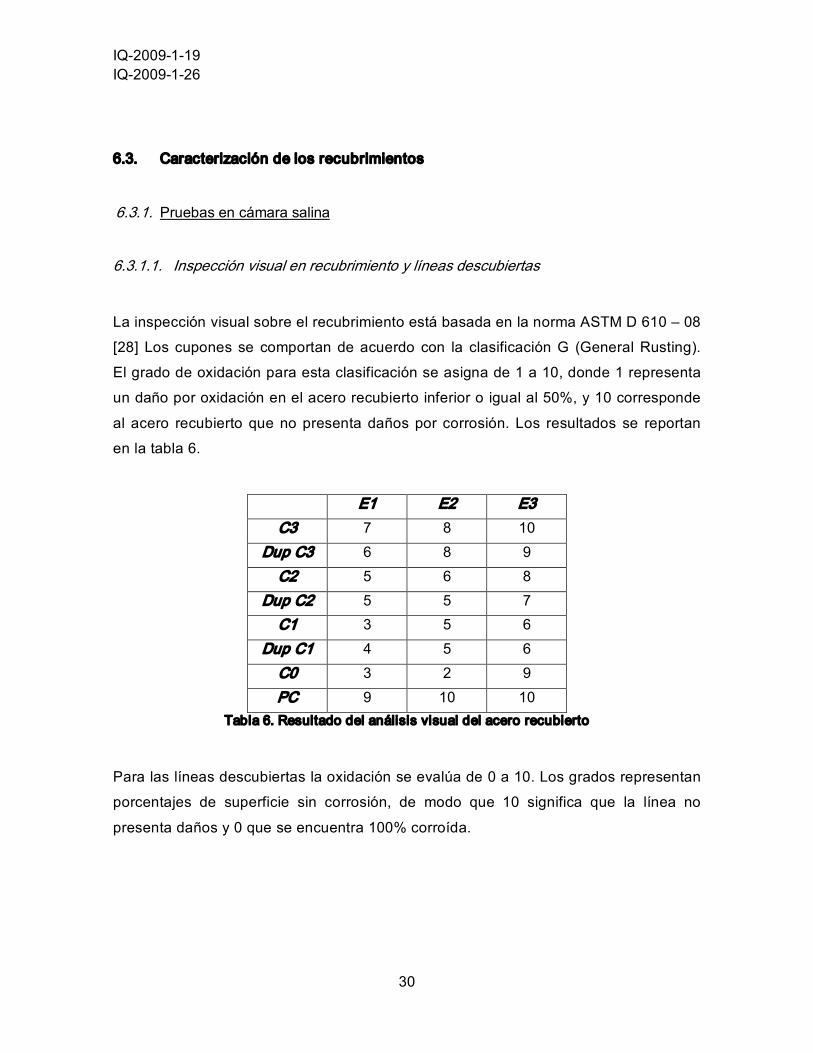
6.3.1.1. Inspección visual en recubrimiento y líneas descubiertas
La inspección visual sobre el recubrimiento está basada en la norma ASTM D 610 – 08
[28] Los cupones se comportan de acuerdo con la clasificación G (General Rusting).
El grado de oxidación para esta clasificación se asigna de 1 a 10, donde 1 representa
un daño por oxidación en el acero recubierto inferior o igual al 50%, y 10 corresponde
al acero recubierto que no presenta daños por corrosión. Los resultados se reportan
en la tabla 6.
E1 E2 E3 C3 7 8 10
Dup C3 6 8 9 C2 5 6 8
Dup C2 5 5 7 C1 3 5 6
Dup C1 4 5 6 C0 3 2 9 PC 9 10 10
Tabla 6. Resultado del análisis visual del acero recubierto
Para las líneas descubiertas la oxidación se evalúa de 0 a 10. Los grados representan
porcentajes de superficie sin corrosión, de modo que 10 significa que la línea no
presenta daños y 0 que se encuentra 100% corroída.

IQ2009119 IQ2009126
31
E1 E2 E3
C3 5 8 9
Dup C3 6 8 10
C2 1 2 3
Dup C2 1 2 3
C1 0 1 1
Dup C1 0 1 1
C0 0 0 1
PC 0 1 1 Tabla 7. Resultados del análisis visual para las líneas descubiertas
De las tablas 6 y 7 se puede inferir que el mejor comportamiento se presenta en los
cupones de espesor 3 y en los cupones de mayor concentración de PANI. Este
comportamiento puede apreciarse en la figura 7C. A medida que aumenta la
concentración de PANI disminuyen las evidencias de corrosión en el recubrimiento y
sobre las líneas, lo cual es consecuente con el efecto pasivante que ejerce la película de
PANI sobre el cupón de acero. De la misma manera es evidente que el mayor espesor
presenta mayor resistencia a la corrosión en todo el recubrimiento. Estos resultados son
comprobados por duplicado.
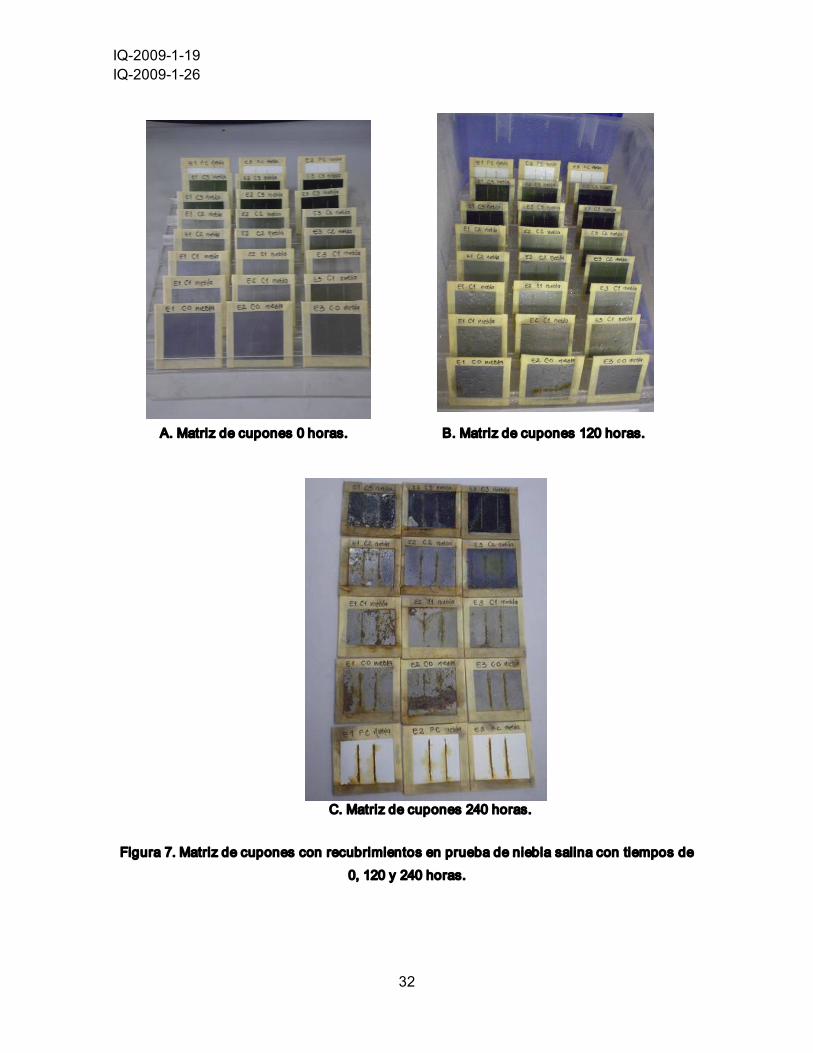
La figura 7 muestra los cupones expuestos a la niebla salina. La figura 8 compara el
cupón de mayor concentración y mayor espesor con el cupón de mayor espesor de
pintura anticorrosiva comercial. El cupón con pintura comercial presenta notoria oxidación
con respecto al recubrimiento anticorrosivo de PANI al 5%. En este último las líneas no
presentan un cambio de coloración significativo y el recubrimiento no presenta daños
considerables.
IQ2009119 IQ2009126
32
A. Matriz de cupones 0 horas. B. Matriz de cupones 120 horas.
C. Matriz de cupones 240 horas.
Figura 7. Matriz de cupones con recubrimientos en prueba de niebla salina con tiempos de
0, 120 y 240 horas.

IQ2009119 IQ2009126
33
Figura 8. Cupón de espesor 3 concentración 3 y cupón de espesor 3 pintura comercial
después de 240 horas en niebla salina.
6.3.1.2. Tasa de corrosión
Los cupones fueron pesados antes y después del tratamiento de niebla salina. La ecuación
5 permite calcular la velocidad de corrosión. Los resultados se presentan en la tabla 8.
T A D W mpy ⋅ ⋅
⋅ = 534 (5)
Donde:
W = Pérdida de peso (mg) A = Área expuesta (in 2 )
D = Densidad de la probeta (g/cm 3 ) T = Tiempo de exposición (hrs)
C0 C1 C2 C3 PC
E 1
557.147 162.539 110.054 56.672 71.641
238.500 147.436 101.381 64.746 70.390
E2
200.071 130.838 58.765 0.5383 15.568
227.883 111.549 37.382 0.9420 18.989
E3
121.717 81.045 24.523 0.2392 0.8353
139.661 61.756 26.915 0.7028 0.1475 Tabla 8 Tasa de corrosión (mpy) de los cupones de acero en niebla salina
IQ2009119 IQ2009126
34
La tabla 8 muestra que a medida que aumenta la concentración y el espesor, la velocidad a la
que se corroe el metal es menor, lo cual es consecuente con la inspección visual. Se puede
observar que según esta prueba, la pintura comercial tiene un comportamiento similar al
recubrimiento de concentración 3, confirmándose así el efecto anticorrosivo de la PANI.
6.3.2. Pruebas de inmersión
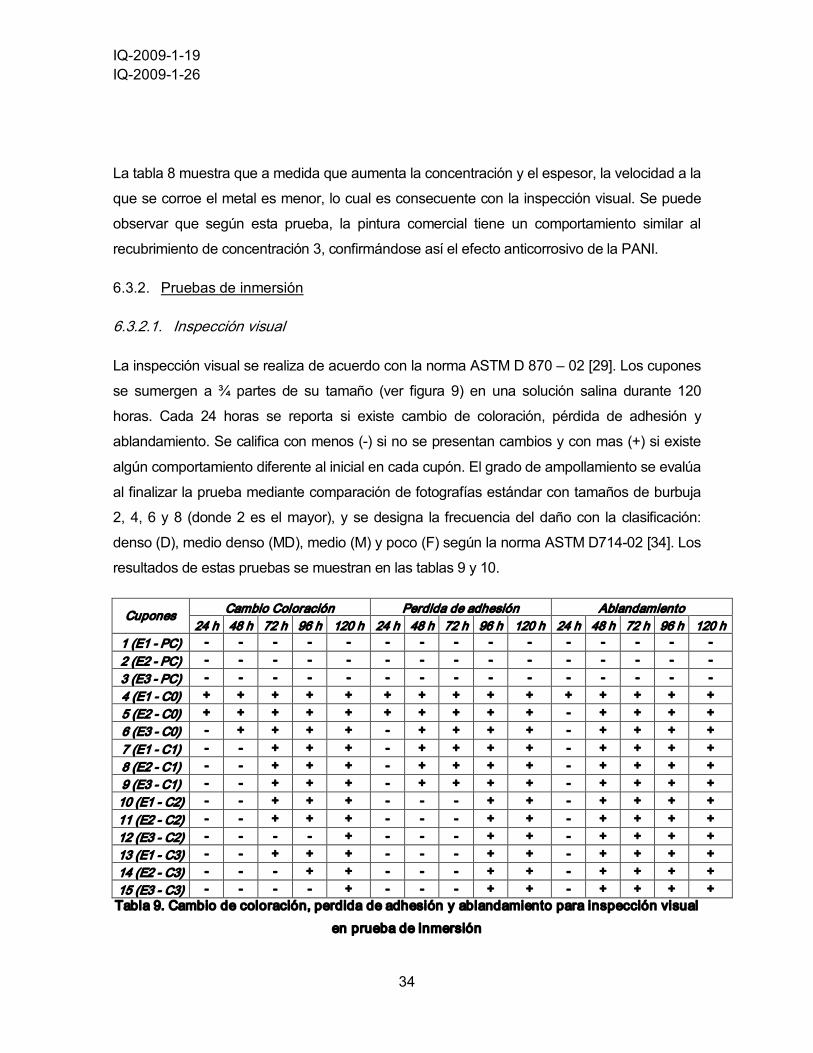
6.3.2.1. Inspección visual
La inspección visual se realiza de acuerdo con la norma ASTM D 870 – 02 [29]. Los cupones
se sumergen a ¾ partes de su tamaño (ver figura 9) en una solución salina durante 120
horas. Cada 24 horas se reporta si existe cambio de coloración, pérdida de adhesión y
ablandamiento. Se califica con menos () si no se presentan cambios y con mas (+) si existe
algún comportamiento diferente al inicial en cada cupón. El grado de ampollamiento se evalúa
al finalizar la prueba mediante comparación de fotografías estándar con tamaños de burbuja
2, 4, 6 y 8 (donde 2 es el mayor), y se designa la frecuencia del daño con la clasificación:
denso (D), medio denso (MD), medio (M) y poco (F) según la norma ASTM D71402 [34]. Los
resultados de estas pruebas se muestran en las tablas 9 y 10.
Cupones Cambio Coloración Perdida de adhesión Ablandamiento 24 h 48 h 72 h 96 h 120 h 24 h 48 h 72 h 96 h 120 h 24 h 48 h 72 h 96 h 120 h
1 (E1 PC) 2 (E2 PC) 3 (E3 PC) 4 (E1 C0) + + + + + + + + + + + + + + + 5 (E2 C0) + + + + + + + + + + + + + + 6 (E3 C0) + + + + + + + + + + + + 7 (E1 C1) + + + + + + + + + + + 8 (E2 C1) + + + + + + + + + + + 9 (E3 C1) + + + + + + + + + + + 10 (E1 C2) + + + + + + + + + 11 (E2 C2) + + + + + + + + + 12 (E3 C2) + + + + + + + 13 (E1 C3) + + + + + + + + + 14 (E2 C3) + + + + + + + + 15 (E3 C3) + + + + + + + Tabla 9. Cambio de coloración, perdida de adhesión y ablandamiento para inspección visual
en prueba de inmersión
IQ2009119 IQ2009126
35
Como se puede observar en la Tabla 9, la pintura comercial muestra excelentes
propiedades mecánicas que la mantienen sin cambios en el transcurso de la prueba. Los
cupones con PANI presentan daños progresivos de ablandamiento y pérdida de adhesión.
Se puede observar que a mayor concentración de PANI y mayor espesor, los cupones
presentan propiedades más estables de adhesión y cambio de coloración. Los
recubrimientos presentan fallas por ablandamiento desde el segundo día, esta
característica se mantiene hasta el final de la prueba. Los cupones sin PANI presentan un
comportamiento muy inestable desde el primer día de inmersión.
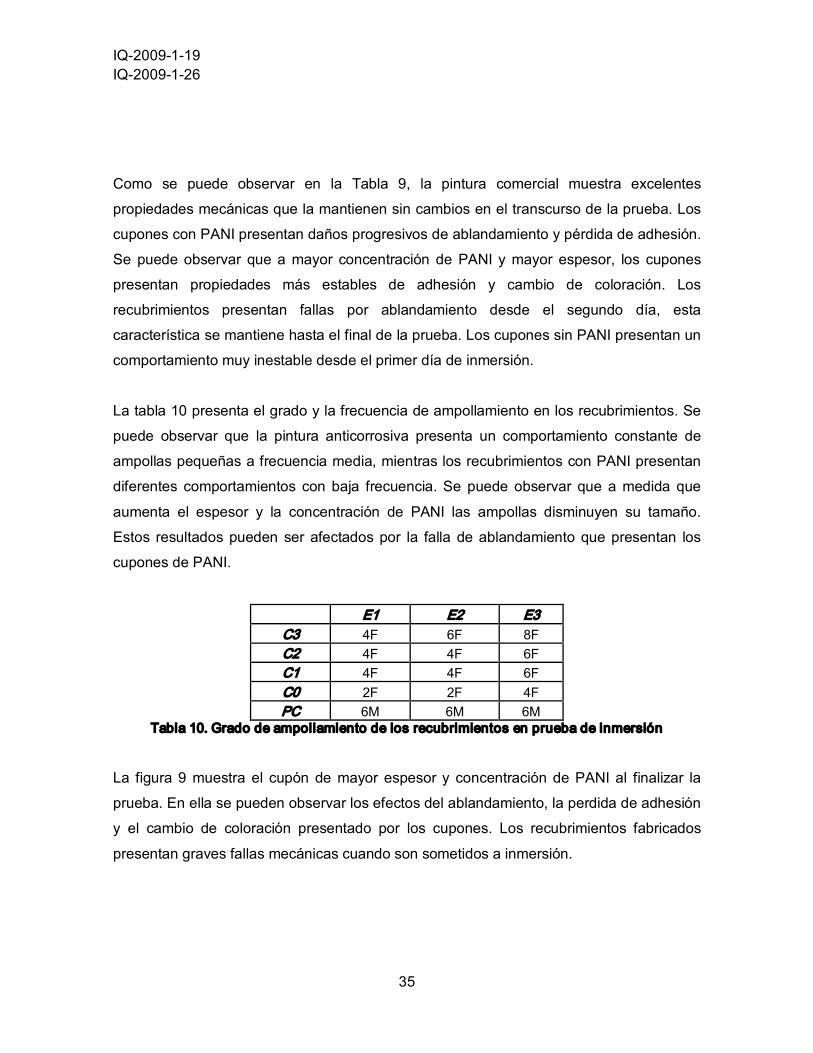
La tabla 10 presenta el grado y la frecuencia de ampollamiento en los recubrimientos. Se
puede observar que la pintura anticorrosiva presenta un comportamiento constante de
ampollas pequeñas a frecuencia media, mientras los recubrimientos con PANI presentan
diferentes comportamientos con baja frecuencia. Se puede observar que a medida que
aumenta el espesor y la concentración de PANI las ampollas disminuyen su tamaño.
Estos resultados pueden ser afectados por la falla de ablandamiento que presentan los
cupones de PANI.
E1 E2 E3 C3 4F 6F 8F C2 4F 4F 6F C1 4F 4F 6F C0 2F 2F 4F PC 6M 6M 6M
Tabla 10. Grado de ampollamiento de los recubrimientos en prueba de inmersión
La figura 9 muestra el cupón de mayor espesor y concentración de PANI al finalizar la
prueba. En ella se pueden observar los efectos del ablandamiento, la perdida de adhesión
y el cambio de coloración presentado por los cupones. Los recubrimientos fabricados
presentan graves fallas mecánicas cuando son sometidos a inmersión.

IQ2009119 IQ2009126
36
Figura 9. Cupones en inmersión y detalle de uno de ellos al terminar la prueba
6.3.2.2. Tasa de corrosión
La prueba de tasa de corrosión arroja valores considerablemente altos. Los
recubrimientos presentaron fallas por ablandamiento y adherencia, lo cual causó cambios
considerables en el peso que no están relacionados con la corrosión. Por esta razón los
datos no son confiables como parámetro para determinar la corrosión, a pesar de que
sean coherentes.
Conc. 0 Conc. 1 Conc. 2 Conc. 3 Pintura
Comercial
Espesor 1 605.894 427.056 290.087 113.343 40.452
Espesor 2 718.639 435.430 202.762 69.681 25.780
Espesor 3 400.141 261.677 117.530 40.672 10.136 Tabla 11. Resultados de velocidad de corrosión (mpy) para cupones en inmersión

IQ2009119 IQ2009126
37
6.3.3. Análisis electroquímico de los recubrimientos
Las siguientes pruebas se elaboraron en cupones de 7 cm 2 con pintura anticorrosiva
comercial y recubrimientos con PANI al 0%, 0.1%,1% y 5% P/P en medio ácido y medio
salino.
6.3.3.1. Medio ácido
6.3.3.1.1. Pruebas de potencial en circuito abierto (OCV)
La figura 10 muestra los potenciales en circuito abierto de los recubrimientos estudiados.
Figura 10. Potenciales de equilibrio para recubrimientos con PANI al 0%, 0.1%, 1%, 5% y
pintura anticorrosiva comercial en medio ácido
El recubrimiento al 5% PANI registra el mayor potencial en equilibrio y el de 0% PANI
registra el menor valor. Los potenciales en equilibrio son asociados a los potenciales de
corrosión, sin embargo no son un parámetro suficiente para sugerir cual de todos los
recubrimientos posee las mejores propiedades anticorrosivas.
6.3.3.1.2. Prueba de curvas Tafel
A través de las curvas Tafel se puede corroborar si el recubrimiento ejerce protección
anódica. La Figura 11 confirma que los potenciales de corrosión más altos son los
mostrados por la pintura anticorrosiva y el recubrimiento con mayor cantidad de PANI. La

IQ2009119 IQ2009126
38
curva del recubrimiento al 5% PANI presenta el pico más alto, sugiriendo una menor
corriente de corrosión.
Figura 11. Curvas Tafel para recubrimientos al 0%, 0.1%, 1%, 5% PANI y pintura
anticorrosiva comercial en medio ácido.
Los siguientes resultados son obtenidos a través del software Gamry Echem Analyst:
E corr(mV) I corr (µA) Beta A
V/decade Beta C
V/decade
0% PANI 492 42,3 7,80E02 1,98E01
0.1% PANI 431 25,9 2,01E01 4,23E01
1% PANI 432 22,1 1,76E01 7,96E01
5% PANI 424 1,66 1,07E01 3,21E01
Pintura 431 23,8 1,13E01 1,86E01
Tabla 12. Datos de potencial, corriente y velocidad de corrosión para las concentraciones y
pintura comercial en medio ácido
El recubrimiento al 0% PANI posee el mayor valor de corriente de corrosión, lo cual indica
que las reacciones de oxidación se presentan en mayor frecuencia facilitando el deterioro
de los cupones. El recubrimiento al 5% PANI registra el menor valor de corriente de
corrosión, demostrando que al aumentar la cantidad de PANI se mejoran las propiedades

IQ2009119 IQ2009126
39
anticorrosivas. En medio ácido, este recubrimiento presentó mejores características
anticorrosivas que las pinturas comerciales.
Con esta información se puede concluir que la PANI como aditivo en los recubrimientos
mejora las propiedades anticorrosivas, dado que brinda una protección anódica en medio
ácido.
6.3.3.1.3. Prueba de espectroscopia de impedancias (EIS)
La prueba de EIS en solución ácida consta de un barrido de impedancias y frecuencias
que se implementan en los recubrimientos. Con los resultados de esta prueba se pueden
inferir propiedades mecánicas y electroquímicas.
Figura 12. Diagrama de Nyquist para los recubrimientos en medio ácido
Los diámetros de los semicírculos de la gráfica son equivalentes a la resistencia de
polarización, la cual es inversamente proporcional a la cantidad de corrosión que se
deposita debajo del recubrimiento. Las curvas de impedancia describen una resistencia a
la polarización de mayor magnitud en el recubrimiento al 5% PANI, reafirmando sus
buenas propiedades anticorrosivas.

IQ2009119 IQ2009126
40
Una de las ventajas de las curvas de impedancia es la posibilidad de proponer un circuito
que sea equivalente a la descripción del sistema conformado por el recubrimiento y el
medio. A partir de este circuito se puede llegar a conclusiones acerca de los daños del
recubrimiento sufridos durante la prueba, la adsorción de humedad del recubrimiento, su
adherencia y propiedades anticorrosivas, entre otros.
Con la ayuda del software Gamry Echem Analyst se propone un circuito que se ajusta al
modelo de impedancias:
Figura 13 Circuito propuesto para modelo de impedancias en medio ácido
Donde:
Re = Resistencia de electrolito.
Cc = Capacitancia del recubrimiento.
Rporo = Resistencia de poro.
Rp = Resistencia a la polarización.
Cdl = Capacitancia de la doble capa.
0%PANI 0,1%PANI 1%PANI 5%PANI pintura
Rporo (ohm) 13,16 ±0,55 0,136±0,08 6,113±1,8 127,5 ±3,6 2,392 ±0,1
Cc (µF) 21,79 ±0,43 5,459 ±1,03 0,026 ±0,010 5,834 ±0,22 2,678 ±0,28
Rp(ohm) 34,8±0,67 75,57±8,2 233,1±1,7 495,8±6,6 79,84±0,6
Cdl (µF) 148,8±7,16 72,83 ±7,5 40,54 ±0,36 43,85 ±1,23 51,74 ±0,59
Re (ohm) 8,272 ±0,05 5,837 ±2,8 0,003±0,001 17,7 ±0,8 6,716 ±0,08
Tabla 13. Datos obtenidos con el circuito propuesto para modelo de impedancias en medio
ácido

IQ2009119 IQ2009126
41
La tabla 13 muestra que la Rp del recubrimiento con 5% PANI registra el mayor valor y una
mejor resistencia a la transferencia de carga. Igualmente registra un bajo valor de Cdl, lo
que implica que entre el electrolito y la superficie del cupón existe poca área de contacto.
De esta forma se disminuyen las reacciones aniónicas u oxidación sobre la superficie de
acero, garantizando así el papel protector del recubrimiento. Sin embargo, se evidencia una
resistencia de poro (Rporo) considerable que puede deberse al taponamiento de los
sustratos de corrosión sobre los poros del recubrimiento. Esta cantidad de poros se debe
posiblemente al tamaño y cantidad de partículas de PANI existentes en el recubrimiento.
En los recubrimientos al 0%, 0,1% y 1% PANI y en la pintura comercial la resistencia de poro
sugiere que los recubrimientos se pueden ajustar mejor a un circuito de baja resistencia de
poro, disminuyendo el margen de error y obteniendo parámetros más exactos.
Figura 14. Circuito de baja resistencia de poro para modelo de impedancias en medio ácido
Rs = Resistencia de electrolito.
Rp = Resistencia a la polarización.
Cf = Capacitancia de la doble capa.
0%PANI 0.1%PANI 1%PANI Pintura
Rp(ohm) 50,89 ±0,31 75,61 ±0,47 233,2 ±1,4 80,41 ±0,48
Rs(ohm) 8,658 ±0,04 5,834 ±0,03 6,051 ±0,03 7,862 ±0,04
Cf(µF) 88,60 ±0,44 78,49±0,72 40,50 ±0,29 42,56 ±0,41
Tabla 14. Datos obtenidos con el circuito de baja resistencia en medio ácido
El circuito propuesto se ajusta mejor al sistema según la magnitud del error en los
parámetros electroquímicos de los recubrimientos. Sin embargo, los parámetros

IQ2009119 IQ2009126
42
electroquímicos no se alejan demasiado de los resultados obtenidos en el doble circuito
propuesto anteriormente.
6.3.3.2. Medio salino
6.3.3.2.1. Pruebas de potencial en circuito abierto (OCV)
Figura 15. Potenciales de equilibrio para recubrimientos al 0%, 0.1%, 1%, 5% PANI y pintura
anticorrosiva comercial en medio salino
En la figura 15 se observa que el potencial de corrosión de la pintura anticorrosiva
comercial presenta el mayor valor, mientras que los recubrimientos compuestos por PANI
muestran tendencias y valores de potencial de corrosión similares entre sí.
6.3.3.2.2. Prueba de curvas Tafel
Figura 16. Curvas Tafel para recubrimientos al 0%, 0.1%, 1%, 5% PANI y pintura
anticorrosiva comercial en medio salino

IQ2009119 IQ2009126
43
Se puede apreciar que el potencial de corrosión de la pintura comercial presenta el mayor
valor. A diferencia a las curvas de Tafel obtenidas en medio ácido, las curvas en solución
salina se manifiestan con un pico menos pronunciado y más abierto debido al incremento
de las pendientes anódicas y catódicas. Este tipo de comportamiento sugiere la presencia
de ruidos o poca sensibilidad en el sistema. Los siguientes resultados son obtenidos a
través del software Gamry Echem Analyst:
E corr(mV) I corr (mA) Beta A V/decade Beta C V/decade
0%PANI 499 10,5 1,58E+03 5,00E+03
0.1%PANI 499,2 19 1,86E+03 5,50E+03
1%PANI 502,5 52,8 1,26E+03 1,40E+03
5%PANI 506 45,21 1,38E+03 1,56E+03
Pintura 426 0,38 3,78E+03 1,00E+07
Tabla 15. Datos de potencial, corriente y velocidad de corrosión para las concentraciones y
pintura comercial en medio salino
Se aprecia que la pintura comercial registra una corriente de corrosión menor a las demás
indicando que posee mejores propiedades anticorrosivas en comparación con los
recubrimientos de PANI en medio salino. Esto es consistente con estudios previos que
advierten que en pH neutro o mayor a 7, la PANi no parece tener influencia en las mejoras
de las propiedades anticorrosivas de los recubrimientos. Se evidencia que el valor de las
pendientes catódicas supera a las anódicas en todos los recubrimientos, garantizando
una reducción en las reacciones de oxidación del sistema.
6.3.3.2.3. Prueba de espectroscopia de impedancias (EIS)
0
50
100
150
200
250
300
0 50 100 150 200 250 300 350
Zimg(ohm)
Zreal(o
hm)
Pintura Comercial
0.1% PANI
5% PANI
1% PANI
0% PANI
Figura 17. Diagrama de Nyquist para los recubrimientos en medio salino

IQ2009119 IQ2009126
44
Como se puede observar en la figura 17 el recubrimiento de la pintura anticorrosiva posee
una mayor resistencia a la polarización en relación con los demás recubrimientos. El
patrón de las curvas en este medio fue diferente al presentado en el medio ácido, ya que
las curvas de Nyquist no muestran las semicircunferencias comúnmente encontradas en
este tipo de pruebas. Debido a esto se propone el siguiente circuito de impedancias con
sus respectivos resultados:
Figura 18. Circuito para los recubrimientos en medio salino
0%PANI 0.1%PANI 1%PANI 5%PANI pintura
Rporo (ohm) 38,25±0,64 24,78±57 23,12±0,64 17,42±0,25 36,02±1,02
Cc (µF) 250,5±8,5 284,1±9,5 970,9±34,2 209,7±9,9 325,7±12,08
Rp 350,3±5,5 316,4±6,25 184,4±5,16 218,4±4,5 430,6±9,4
Cdl (µF) 2522,4±16,52 2546±38 6446±126 3770±60,4 2061±34,3
Re (ohm) 21,92±0,14 19,46±0,1 19,14±0,101 23,21±0,13 31,74±0,173
Tabla 16. Datos obtenidos con el circuito de baja resistencia en medio salino
El circuito equivalente logró ajustarse satisfactoriamente al modelo propuesto por el
sistema, demostrando que la pintura anticorrosiva presenta mayor Rp y las mejores
propiedades anticorrosivas. Además, los altos valores de la Cdl revelan la alta exposición
y baja adherencia que permite el contacto entre la superficie de acero y el electrolito
desarrollando mayores reacciones de corrosión en todas las muestras. También se
evidencia el daño del recubrimiento por los altos valores de las Cc debido al drástico
medio corrosivo de la solución salina.
IQ2009119 IQ2009126
45
6.4. Caracterización de los recubrimientos con surfactante
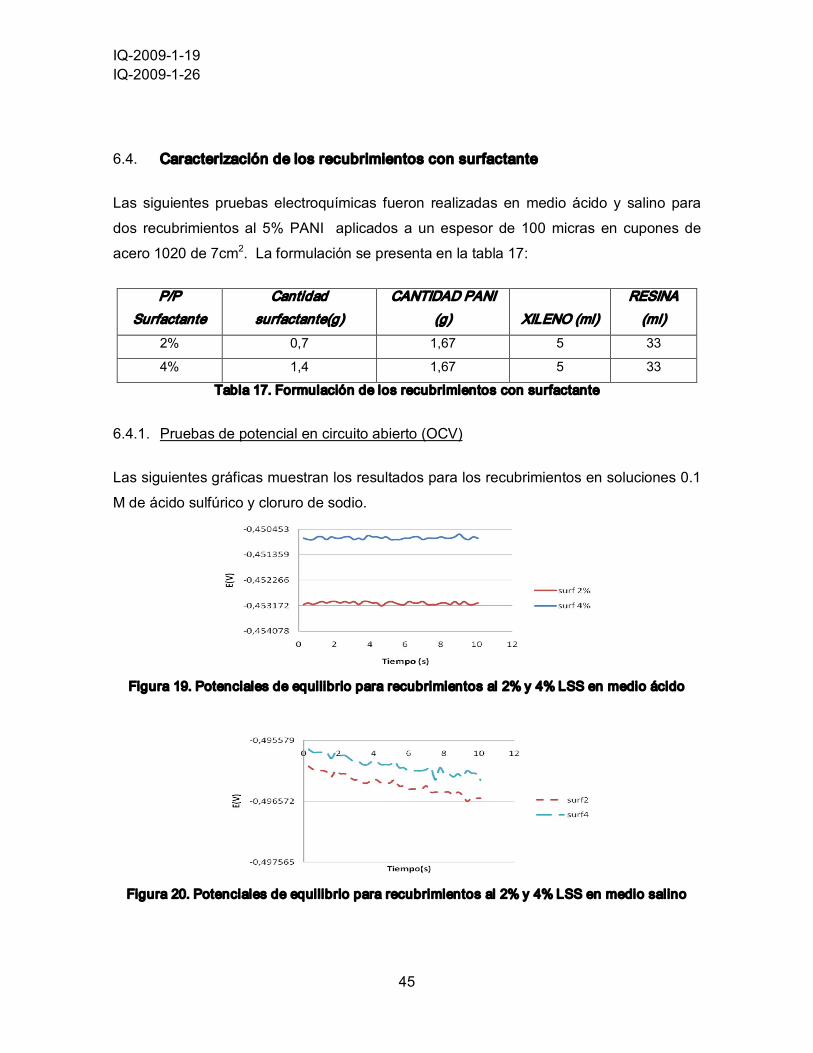
Las siguientes pruebas electroquímicas fueron realizadas en medio ácido y salino para
dos recubrimientos al 5% PANI aplicados a un espesor de 100 micras en cupones de
acero 1020 de 7cm 2 . La formulación se presenta en la tabla 17:
P/P Surfactante
Cantidad surfactante(g)
CANTIDAD PANI (g) XILENO (ml)
RESINA (ml)
2% 0,7 1,67 5 33
4% 1,4 1,67 5 33
Tabla 17. Formulación de los recubrimientos con surfactante
6.4.1. Pruebas de potencial en circuito abierto (OCV)
Las siguientes gráficas muestran los resultados para los recubrimientos en soluciones 0.1
M de ácido sulfúrico y cloruro de sodio.
Figura 19. Potenciales de equilibrio para recubrimientos al 2% y 4% LSS en medio ácido
Figura 20. Potenciales de equilibrio para recubrimientos al 2% y 4% LSS en medio salino

IQ2009119 IQ2009126
46
Las graficas de potencial en circuito abierto muestran que el recubrimiento con
surfactante al 4% presenta un mayor potencial de equilibrio en los dos medios. Sin
embargo, en medio salino los valores de potencial son menores que en el medio ácido, lo
que implica que el medio salino es más favorable para la corrosión.
6.4.2. Prueba de curvas Tafel
A continuación se presentan los resultados obtenidos para los recubrimientos en medio
ácido con las concentraciones de surfactante mencionadas:
Figura 21. Curva Tafel para recubrimientos al 2% y 4% LSS en medio ácido
P/P surfactante E corr(mV) I corr (μA) Beta A V/decade Beta C V/decade
2% Surf 453 65,8 7,28E02 1,13E01
4% surf 450 66,3 7,49E02 1,20E01 Tabla 18. Resultados de potencial, corriente y velocidad de corrosión para las
concentraciones de surfactante en medio ácido
Los datos de la anterior tabla muestran que los valores de las pendientes anódicas (Beta
A) son menores que los valores de las pendientes catódicas (Beta C), mostrando una
protección de los recubrimientos en la superficie del metal. Las dos mostraron corrientes y
potenciales de corrosión similares, sugiriendo que la cantidad de surfactante en el
recubrimiento no es determinante en las propiedades anticorrosivas.
A continuación se presentan los resultados de esta prueba en medio salino:

IQ2009119 IQ2009126
47
‐0,80
‐0,70
‐0,60
‐0,50
‐0,40
‐0,30
‐0,20
‐0,10
0,00
‐11 ‐10 ‐9 ‐8 ‐7 ‐6 ln(I)
E(V)
2% Disp
4% Disp
Figura 22. Curva Tafel para recubrimientos a concentración 2% y 4% LSS en medio salino
Tabla 19. Resultados de potencial y corriente de corrosión para las concentraciones de
surfactante en medio salino
Las curvas Tafel muestran un comportamiento similar en los dos recubrimientos
proponiendo propiedades anticorrosivas equivalentes. Los picos de las curvas son cortos
y poco pronunciados advirtiendo ruido y poca sensibilidad en la prueba. Este fenómeno
también se presentó en las pruebas salinas de los recubrimientos sin surfactantes
descritas anteriormente.
6.4.3. Prueba de espectroscopia de impedancias (EIS)
Los resultados obtenidos para los recubrimientos en medio ácido con las concentraciones
de surfactante mencionadas se muestran a continuación:
0 5
10 15 20
25 30 35
40 45
0 50 100 150
Zimg(ohm)
Zreal(ohm
)
Disp 4%
Disp 2%
Figura 23. Diagrama de Nyquist para los recubrimientos con LSS en medio ácido
P/P surfactante E corr(mV) I corr (mA) Beta A V/decade Beta C V/decade
2% Surf 496,5 83,6 1,85E+03 2,17E+03
4% surf 495,9 73,1 1,78E+03 2,44E+03

IQ2009119 IQ2009126
48
Las curvas de Nyquist indican que el recubrimiento al 4% LSS muestra una Rp mayor,
aunque no difieren en un alto margen. A partir de estos resultados se sugiere un circuito
equivalente que describe el comportamiento del recubrimiento en solución acida:
Figura 24. Circuito equivalente para prueba con surfactante medio ácido
El circuito equivalente logra ajustarse satisfactoriamente al comportamiento de los
recubrimientos en la prueba EIS arrojando los siguientes resultados:
2% 4%
Rp(ohm) 75,08 ±0,48 87,46 ±0,55
Rs(ohm) 7,06±0,037 5,38 ±0,030
Cf(µF) 61,69 ±0,62 56,09 ±0,51
Tabla 20. Resultados circuito equivalente para los recubrimientos con LSS en medio ácido
Los resultados mostrados en la tabla 20 confirman que el recubrimiento elaborado al 4%
LSS presenta un mayor rendimiento anticorrosivo, aunque la diferencia no es muy notoria.
A continuación se presentan los resultados de esta prueba en medio salino:
Figura 25. Diagrama de Nyquist para los recubrimientos con surfactante en medio salino

IQ2009119 IQ2009126
49
Figura 26. Circuito equivalente para surfactantes en medio salino
2%surf 4%surf
Rporo(ohm) 25,45±1,7 36,20±0,65
Cc (µF) 13±0,1 25,45±0,65
Rp 54,15±0,9 81,83±1,3
Cdl (µF) 3155±74,33 420,6±13,65
Re (ohm) 15,0±1,74 19,71±0,12 Tabla 21. Resultados circuito equivalente para los recubrimientos con LSS en medio ácido
Los valores arrojados por la prueba de impedancia y el circuito equivalente propuesto
muestran una Rp mayor en el recubrimiento con surfactante al 4% proponiendo un mejor
comportamiento anticorrosivo. Del mismo modo a través de los valores de Cdl, se infiere
que el recubrimiento con mayor concentración de LSS permite un menor contacto entre el
medio salino y la superficie del acero demostrando una mejor adherencia que el
recubrimiento con menor concentración de surfactante.
A partir de los resultados obtenidos en todas las pruebas realizadas para los dos medios,
se infiere que el surfactante no juega un papel significativo en las propiedades
anticorrosivas. De hecho los recubrimientos sin surfactante realizados muestran mejores
propiedades como barrera de protección, lo cual puede explicarse porque el exceso de
dopantes en la fabricación de un recubrimiento limita la solubilidad de la polianilina en
solventes comunes [38]. Para verificar esta hipótesis se decidió revisar la dispersión de

IQ2009119 IQ2009126
50
los recubrimientos con surfactante, mediante el uso del estereoscopio. La figura 27
muestra el efecto del surfactante al 2% y al 4 %.
Figura 27. Imagen de recubrimientos con surfactante al 2% y 4% con un aumento de 40 X.
Se puede observar que la dispersión de PANI se ve afectada por el exceso de LSS,
haciendo que sus propiedades anticorrosivas disminuyan. A diferencia de los resultados
esperados, el LSS no facilitó la conexión entre las partículas de PANI como aditivo en el
recubrimiento, solo demostró buenas propiedades en su función como dopante en la
síntesis del polímero.
7. CONCLUSIONES
La PANI fue obtenida mediante síntesis química por medio de reacciones de
polimerización con un rendimiento cercano al 86%, presentando buena afinidad con el
solvente (xileno) y buena dispersión en la matriz polimérica compuesta por resina
alquídica. En la prueba de inspección visual en cámara salina se demostró que a
medida que aumenta la concentración de PANI y el espesor de película existe una
mayor resistencia a la corrosión en todo el recubrimiento. Este resultado es consistente
con los valores calculados para la tasa de corrosión.
Con respecto a las pruebas electroquímicas, el recubrimiento con PANI al 5% mostró
las mejores propiedades anticorrosivas entre los recubrimientos estudiados en solución

IQ2009119 IQ2009126
51
ácida, incluso por encima de la pintura anticorrosiva comercial. En la misma solución
se encontró que la corriente de corrosión del recubrimiento al 5% es igual a 1.66 µA,
mientras que al 0% registró una corriente de corrosión de 42.3 µA, mostrando que con
la mayor concentración de PANI se disminuye en casi 25 veces la velocidad de
corrosión en comparación con el recubrimiento sin el polímero conductor. Las buenas
propiedades anticorrosivas del recubrimiento con PANI al 5% en medio acido son
respaldadas por los altos valores de resistencia de polarización y por los bajos niveles
de capacitancia de doble capa, los cuales sugieren un menor contacto entre el
electrolito y la superficie del metal. Como consecuencia se concluye que al aumentar la
cantidad de PANI en los recubrimientos se mejoran las propiedades anticorrosivas en
medio ácido.
Los recubrimientos con PANI en medio salino no mostraron buenas propiedades
anticorrosivas en las pruebas electroquímicas. La pintura anticorrosiva logró los
menores valores de corriente de corrosión, capacitancia de doble capa y la mayor
resistencia de polarización entre los recubrimientos estudiados en este medio. Una
posible explicación de la ineficiencia de la PANI es que en PH neutro o mayor a 7 se
llevan a cabo reacciones de reducción, pasando de su estado salt emeraldine a
leucoemeraldine. La PANI en este estado no presenta buenas propiedades conductivas,
permitiendo que ocurran mayores reacciones de oxidación sobre la superficie del metal
y produciendo sales ferrosas que se manifiestan como corrosión.
Los recubrimientos con 2% y 4% de surfactante mostraron propiedades muy similares
en los dos medios estudiados. Los parámetros electroquímicos obtenidos advierten
que, contrario a lo esperado, los recubrimientos sin surfactante poseen mejores
propiedades anticorrosivas que los recubrimientos con LSS. Este comportamiento se
puede atribuir a que el surfactante no presenta buena afinidad con el xileno, limitando
la dispersión de la PANI en el solvente orgánico y disminuyendo sus propiedades
anticorrosivas.

IQ2009119 IQ2009126
52
Con esta investigación se demuestra que los recubrimientos con PANI presentan
características que los convierten en una excelente alternativa para reemplazar los
aditivos empleados en la actualidad. Si bien la pintura comercial mostró excelentes
propiedades mecánicas, la formulación planteada en este documento puede servir de
base para estudiar el uso de aditivos que reduzcan el ablandamiento y la pérdida de
adhesión del recubrimiento con PANI, logrando un producto competitivo y favorable para
el medio ambiente.

IQ2009119 IQ2009126
53
8. BIBLIOGRAFÍA
1. NATIONAL ASSOCIATION OF CORROSION ENGINEERS. Basic corrosion course:
alphabetical subject index. Houston: 1970.
2. ARAUJO, W. S.; MARGARIT I. C. P.; FERREIRA, M.; MATTOS, O. R. & NETO, L. P.
Undoped polyaniline anticorrosive properties. En: Electrochimica acta. Vol. 46, No.9
(2001); p. 13071312.
3. RODRÍGUEZ, C. E. Elaboración de un recubrimiento con propiedades anticorrosivas
mediante el uso de un polímero conductor (polianilina) y evaluación de su
comportamiento anticorrosivo en medio ácido y en medio salino. Bogotá: Universidad
de los Andes Facultad de Ingeniería Departamento de Ingeniería Química: 2006.
4. CHANDRASEKHAR, P. Conducting polymers, fundamentals and applications: a
practical approach. Boston: Kluwer Academic, 1999.
5. ALCOBA, M.; DELFINO, M.L.; BARBERO, C.A. & MIRAS M.C. Síntesis y caracterización
de nanopartÍculas de polianilina coloidales y en emulsión. Preparación de películas
lubricantes a partir de partículas poliméricas corazóncáscara. Universidad Nacional de
Río Cuarto – Facultad de Ingeniería y Departamento de Química: 2006.
6. HAN M.G.; CHO S.K.; OH S.G. & IM S.S. Preparation and characterization of
polyaniline nanoparticles synthesized from DBSA micellar solution. En: Synthetic
Metals. Vol. 126, No. 1, (2000), p. 5360(8).
7. CHANG, K.C.; LAI, M.C.; PENG, C.W.; CHEN, Y.T.; YEH, J.M.; LIN. C.L. & YANG,
J.C. Comparative studies on the corrosion protection effect of DBSADoped polyaniline
prepared from in situ emulsion polymerization in the presence of hydrophilic Na+MMT
and organophilie organommt clay platelets. En: Electrochimica Acta. Vol. 51, No. 26
(2006), p. 56455653.
8. SOMANI, P.R. Synthesis and characterization of polyaniline dispersions. En: Materials
Chemistry and Physics. Vol. 77, NO. 1 y 2 (2003), p. 8185(5).
9. ADHIKARI, A.; CLAESSON, P.; PAN, J.; LEYGRAF, C.; DEDINAITE, A. &
BLOMBERG, E. Electrochemical behavior and anticorrosion properties of modified
polyaniline dispersed in polyvinylacetate coating on carbon steel. En: Electrochimica
Acta. Vol. 53 (2008), p. 42394247.
IQ2009119 IQ2009126
54
10. KRALJIC, M.; MANDIC, Z. & DUIC, L. Inhibition of steel corrosion by polyaniline
coatings. En: Corrosion science. Vol. 45, No. 1 (2003), p. 181198.
11. TIITU, M.; TALO, A.; FORSÉN, O & IKKALA, O. Aminic epoxy resin hardeners as
reactive solvents for conjugated polymers: Polyaniline base/epoxy composites for
anticorrosion coatings. En: Polymer. Vol. 46, No. 18 (2005), p. 68556861.
12. YAGAN, A.; PEKMEZ, N. Ö. & YILDIZ, A. Inhibition of corrosion of mild steel by
homopolymer and bilayer coatings of polyaniline and polypyrrole. En: Progress in
organic coatings. Vol. 59, No. 4 (2007), p. 297303.
13. GRGUR, B. N.; GVOZDENOVIC, M. M.; MISKOVICSTANKOVIC, V. B. &
KACAREVICPOPOVIC, Z. Corrosion behavior and thermal stability of
electrodeposited PANI/epoxy coating system on mild steel in sodium chloride solution.
En: Progress in organic coatings. Vol. 56, No. 23 (2006), p. 214219.
14. POPOVIC, M. M.; GRGUR, B. N. & MISKOVICSTANKOVIC, V. B. Corrosion studies
on electrochemically deposited PANI and PANI/epoxy coatings on mild steel in acid
sulfate solution. En: Progress in organic coatings. Vol. 52, No. 4 (2005), p. 359365.
15. SATHIYANARAYANAN, S.; MUTHUKRISHNAN, S.; VENKATACHARI G. & TRIVEDI
D. C. Corrosion protection of steel by polyaniline (PANI) pigmented paint coating.
Progress in organic coatings. Vol. 53, No. 4 (2005), p. 297301.
16. ROUT, T. K.; JHA, G.; SINGH, A. K.; BANDYOPADHYAY, N. & MOHANTY, O. N.
Development of conducting polyaniline coating: a novel approach to superior corrosion
resistance. En Surface & coatings technology. Vol. 167, No. 1 (2003), p. 1624.
17. LU, WK.; ELSENBAUMER, R.L. & WESSLING, B. Corrosion protection of mild steel
by coatings containing polyaniline. En: Synthetic Metals. Vol. 71 (1995), p. 21632166.
18. SATHIYANARAYANAN, S.; DEVI, S. % VENKATACHARI, G. Corrosion protection of
stainless steel by electropolymerised pani coating. En: Progress in organic coatings.
Vol. 56, No. 23 (2006), p. 114119.
19. HUERTAVILCA, D. & DE JESUS, S.R. Anodic treatment of aluminum in nitric acid
containing aniline, previous to deposition of polyaniline and its role on corrosion. En:
Synthetic Metals. Vol. 140, No. 1. (2004), p. 2327.
20. TÜKEN, T.; YAZICI, B. & ERBIL, M. Zinc modified polyaniline coating for mild steel
protection. En: Materials chemistry and physics. Vol. 99, No. 23 (2006), p. 459464.
IQ2009119 IQ2009126
55
21. KALENDOVA, A.; VESELY, D. & STEJSKAL, J. Organic coatings containing
polyaniline and inorganic pigments as corrosion inhibitors. En: Progress in organic
coatings. Vol. 62, No. 1 (2008), p. 105116.
22. TAN, C. K. & BLACKWOOD, D. J. Corrosion protection by multilayered conducting
polymer coatings. En: Corrosion science. Vol. 45, No. 3 (2003), p. 545557.
23. KENDIG, M.; HON, M. & WARREN, L. 'Smart' corrosion inhibiting coatings. En:
Progress in organic coatings. Vol. 47, No. 34 (2003), p. 183189.
24. DÍAZ, A. & CORTES, M. T. Resultados preliminares investigación de la PANI. Bogotá:
Universidad de los Andes Facultad de Ciencias Departamento de Química, 2008
(en publicación).
25. BIRD, R. B. Fenómenos de transporte. México: Limusa Wiley, 2006.
26. ASTM Standard B117. “Standard Practice for Operating Salt Spray (fog) Apparatus”
American Society for testing Materials 2005.
27. ASTM Standard D 1654 – 05 “Standard Test Method for Evaluation of Painted or
Coated Specimens Subjected to Corrosive Environments” American Society for testing
and Materials 2005.
28. ASTM Standard D 610 – 08 “Standard Practice for Evaluating Degree of Rusting on
Painting Steel surfaces” American Society for testing and Materials 2008.
29. ASTM Standard D 870 – 02 “Standard Practice for Testing Water Resistance of
Coatings Using Water Immersion” American Society for testing and Materials 2005.
30. ASTM Standard G359 “Tafel Analysis” American Society for testing and Materials 2005
31. ASTM Standard G389 “Standard Practice for Conventions applicable to
Electrochemical Measurements in Corrosion Testing” American Society for testing and
Materials 2005
32. HIBBERT, D. Introduction to electrochemistry. Hampshire: Macmillan, 1993.
33. DEL VALLE, A.; PEREZ, T. & MAERINEZ, M. El fenómeno de la corrosión en
estructuras de concreto reforzado. México: Secretaria de Comunicaciones y
Transportes Instituto Mexicano del Transporte, 2001.
34. ASTM Standard D 714 – 02 “Standard Method for Evaluating degree of Blistering of
paints” American Society for testing and Materials 2002.
IQ2009119 IQ2009126
56
ANEXO 1. Fotografías de prueba en niebla salina
Matriz de cupones día 1 Matriz de cupones día 5
Matriz de cupones día 7 Matriz de cupones día 10

IQ2009119 IQ2009126
57
ANEXO 2. Fotografías de corrosión en recubrimiento y líneas en niebla salina
Corrosión de cupón día 5 Corrosión de cupón día 10
Cupón C3E3 día 10 Cupón Pintura Comercial día 10

IQ2009119 IQ2009126
58
ANEXO 3. Fotografías de Influencia del espesor
Influencia del espesor en la corrosión día 10.
Influencia del espesor y cambio de coloración día 5

IQ2009119 IQ2009126
59
ANEXO 4. Fotografías de fallas mecánicas en los cupones
Cambio de coloración en Niebla salina día 5 Ampollamiento en Niebla salina día 10
Ablandamiento en inmersión día 5 Pérdida de adhesión en inmersión día 5

IQ2009119 IQ2009126
60
ANEXO 5. Cambio de peso en cupones
Conc. 0 Conc. 1 Conc. 2 Conc. 3 Pintura
Espesor 1 Peso Inicial 26,7748 26,6621 27,4806 27,5670 27,6621 Peso final 26,4022 26,5534 27,4070 27,5291 27,5540
Duplicado Peso Inicial 26,5670 27,3442 27,5467 27,4562 26,7859 Peso final 26,4075 27,2456 27,4789 27,4129 26,6987
Espesor 2 Peso Inicial 28,1225 26,9850 26,5836 27,9879 26,6744 Peso final 27,9887 26,8975 26,5443 27,9843 26,6038
Duplicado Peso Inicial 27,5467 26,5428 27,0230 27,1402 28,0736 Peso final 27,3943 26,4682 26,9980 27,1339 28,0074
Espesor 3 Peso Inicial 27,5886 26,5786 27,0284 27,1340 28,4350 Peso final 27,5072 26,5244 27,0120 27,1324 28,3826
Duplicado Peso Inicial 26,8957 27,3202 27,4783 26,1782 27,1306 Peso final 26,8023 27,2789 27,4603 26,1735 27,0828
Cupones en Niebla salina
Conc. 0 Conc. 1 Conc. 2 Conc. 3 Pintura
Espesor 1
Peso Inicial 26,7748 27,3881 26,7750 27,5670 27,6621 Peso final 26,5722 27,2453 26,6780 27,5291 27,5540
Espesor 2
Peso Inicial 26,5678 27,4342 27,5467 27,4562 26,7859 Peso final 26,3275 27,2886 27,4789 27,4329 26,6987
Espesor 3
Peso Inicial 28,1225 26,9850 26,5836 27,9879 26,6744 Peso final 27,9887 26,8975 26,5443 27,9743 26,6038
Cupones en Inmersión