Control Estadistico
163
ESTADISTICA APLICADA A LA CALIDAD 1
-
Upload
carolina-leon -
Category
Documents
-
view
69 -
download
0
Transcript of Control Estadistico

1
ESTADISTICA APLICADA A LA CALIDAD

CONTENIDO
• JUSTIFICACION :• La gestión de la calidad es una actividad de primera
importancia en las organizaciones modernas. La ISO ha establecido 8 principios de gestión de calidad, siendo uno de ello “El enfoque basado en hechos para la toma de decisión”.
• Este principio basa su aplicabilidad en la utilización sistemática de los datos( resolución y análisis ), siendo el propósito de este modulo Control Estadístico suministrar las técnicas y herramientas que garanticen su cumplimiento

OBJETIVO GENERAL
• Adquirir un conocimiento de las herramientas que mediante la aplicación practica de la probabilidad y la estadística se utilizan para controlar y optimizar la calidad de los productos y servicios
Objetivos Particulares
- Tomar conciencia de la importancia del control estadístico de la calidad
- Identificar situaciones en las cuales se aplican las herramientas estadísticas en las organizaciones para el control de la calidad.
- Adquirir metodologías de análisis de problemas para el mejoramiento continuo
- Aprender a diseñar e interpretar gráficos de control de procesos- Determinar cuando un proceso es capaza de cumplir con las
especificaciones que se le exigen- Aprender a utilizar las tablas de muestreo mas reconocidas en la
industria para decidir sobre la aceptación de un lote de artículos
Contenido del Curso• 1- Relación con ISO 9000• 2- Recolección de datos y tipos de datos• 3- Definiciones básicas• 4- Distribución e histogramas de frecuencias: construcción,
lectura cualitativa y cuantitativa.• 5- Distribución normal y estudios de capacidad de proceso .• 6- Diagramas de mejoramiento• 6.1 Diagrama de Pareto• 6.2 Diagrama de Ishikawa• 6.3 Diagrama de dispersión. Regresión lineal simple y
análisis bivariado y multivariado

7 – Control Estadístico de procesos. Gráficos de control de Shewhart.
7.1 Gráficos por variables: Grafico X – R Grafico x-RS7.2 Gráficos para atributos. np , p ,c ,u8. Inspección por muestreo para aceptación. 8.1 Por atributos .ISO 2859 8.2 Por variables .ISO 3951

BIBLIOGRAFIA-Humberto Gutiérrez Pulido –Román de la Vara Salazar.
Control Estadístico de Calidad y seis Sigma. Mc Graw Hill- Kume Hitoshi. Herramientas estadísticas básicas para el
mejoramiento de la calidad. Norma.- Duncan .Control de calidad y producción industrial.
AlfaOmega- Montgomery Douglas. Control estadístico de la calidad.
Grupo editorial Iberoamérica.- Mariño Navarrete Hernando. El control Estadístico de la
calidad . Icontec.- Ishikawa Kaoru. Guía de control de calidad.

8Jaime Alfonso Vélez

9
Principios de Gestión de Calidad
1. Organización enfocada al cliente2. Liderazgo3. Participación del personal4. Enfoque basado en procesos5. Enfoque de sistema para la gestión6. Mejora continua7. Enfoque basado en hechos para la toma de
decisión8. Relaciones mutuamente beneficiosas con el
proveedor

10
8.1 GENERALIDADES
La organización debe implementar los procesos de seguimiento, medición, análisis y mejora necesarios para:
a) Demostrar la conformidad del producto.
b) Asegurarse de la conformidad del sistema de gestión de la calidad.
c) Mejorar continuamente la eficacia del sistema de gestión de la calidad.
Comprender: La determinación de los métodos aplicables, incluyendo técnicas estadísticas y el alcance de su utilización.

11
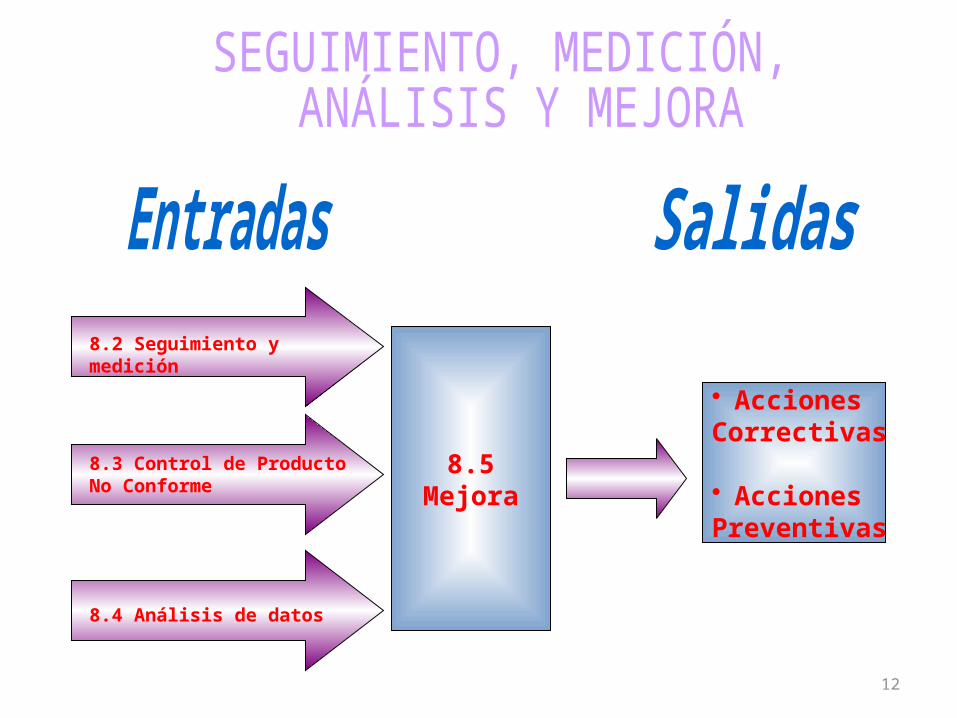
8.2 MEDICIÓN Y SEGUIMIENTO
• Satisfacción del cliente. (8.2.1)
• Desempeño del sistema. (8.2.2)
• Conformidad del proceso. (8.2.3)
• Conformidad del producto o servicio. (8.2.4)
12
8.5Mejora
• Acciones Correctivas
• Acciones Preventivas
8.2 Seguimiento y medición
8.3 Control de Producto No Conforme
8.4 Análisis de datos

13
8.4 ANÁLISIS DE DATOS
Como obtener datos.
1. Establezca objetivos claros.
2. Cuál es su propósito?
3. Son confiables las mediciones?
4. Establezca formas apropiadas de recoger los datos.
14
8.4 ANÁLISIS DE DATOS
El propósito de reunir datos.
1. Datos para ayudar a comprender la situación real.
2. Datos para el análisis.
3. Datos para el control de los procesos.
4. Datos de regulación.
5. Datos para aceptación o rechazo.
15
8.4 ANÁLISIS DE DATOS
Clases de datos.
A. Datos de Medición: Datos continuos. (Longitud, peso, tiempo, etc.)
B. Datos sobre cantidades: Datos de conteo. (Valores Discretos)
16
8.4 ANÁLISIS DE DATOS
Registro de los datos
Cuando se recogen los datos debe tenerse en cuenta:
1. Registrar claramente su origen: Día de la semana, máquina, trabajadores, lotes de materias primas, instrumento utilizado, método de medición, etc.
2. Deben registrarse de tal manera que puedan utilizarse fácilmente.
FECHAHORA
9:00 11:00 13:00Junio 04Junio 05
1.241.26
1.151.18
1.321.27

17
1. Población: Totalidad de valores posibles, (mediciones o conteos) de una característica particular de un grupo especificado de objetos.También se define como la totalidad de los individuos u objetos con una o más características comunes sobre los cuales se realiza un estudio.
2. Muestra: Parte de la población sobre la cual se llevan a cabo los ensayos o análisis.
18
3. Variable: Es un símbolo como A, x, l, etc., que sirve para representar un concepto cualquiera.
4. Variable Continua: Aquella que puede asumir un número infinito de valores en un rango, puede asumir valores fraccionados y es consecuencia de medir.
19
5. Variable Discreta: Puede asumir un número finito o limitado de valores en un rango. Admite solamente valores enteros y es consecuencia de contar.
6. Frecuencia: Número de veces que se repite cada valor de una variable.

20
Histograma de Frecuencias
Que es ?Tipo especial de grafico de barras que despliega la variabilidad dentro de un proceso.
0102030405060708090

21
Cuando se utiliza ?
• Hacer seguimiento del desempeño actual del proceso.
• Seleccionar el siguiente producto o proceso a mejorar.
• Probar y evaluar las revisiones de procesos para mejorar.
• Necesitar obtener una revisión rápida de la variabilidad dentro de un proceso.
Histograma de Frecuencias

22
Cómo se construye ?
1. Después de la recolección de datos, contarlos. (n)2. Organizarlos en filas y columnas.3. Registre los valores más altos y más bajos de cada fila.
Luego determine el mayor y el menor valor de todos los datos.
4. Calcule el Rango. R=X mayor – X menor5. Establezca el número de clases = k
Histograma de Frecuencias
Cantidad de datos (n)Cantidad de clases (k)
Menos de 5051 – 100101 – 250Más de 250
5 – 76 –107 – 1210 -20
23
Histograma de Frecuencias
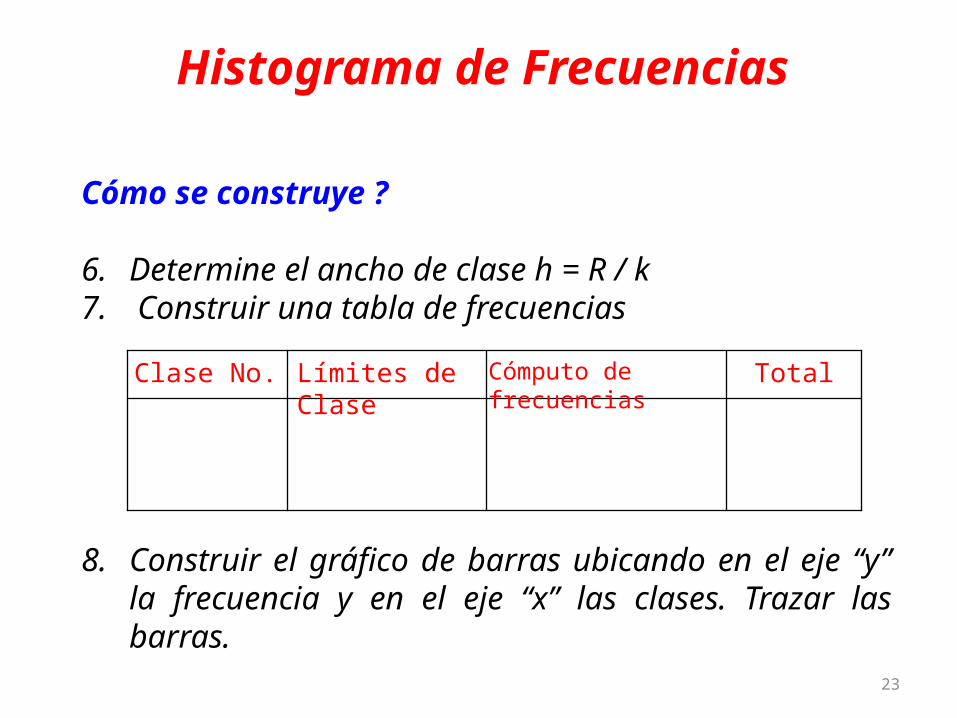
Cómo se construye ?
6. Determine el ancho de clase h = R / k7. Construir una tabla de frecuencias
Clase No. Límites de Clase Cómputo de frecuencias Total
8. Construir el gráfico de barras ubicando en el eje “y” la frecuencia y en el eje “x” las clases. Trazar las barras.

24
Cómo se construye ?
9. Poner título y fecha de la gráfica. Indicar el número total de datos y los límites de especificaciones (si es el caso).
Histograma de Frecuencias
0102030405060708090
Fre
cuen
cia
Variable
n = 100Enero – Junio98
L.I.E. L.S.E.

25
Histograma de Frecuencias
Cómo leerlos ?
a. Tipo general
• Forma simétrica, es la forma más frecuente.
b. Tipo peineta (multimodal)
• Cuando hay una forma particular de aproximar los datos.
0102030405060708090
0102030405060708090

26
Histograma de Frecuencias
Cómo leerlos ?
0
10
20
30
40
50
60
70
c. Tipo sesgo positivo ó sesgo negativo
05
1015202530354045
• Cuando la especificación tiene un solo límite (inferior o superior), o cuando no se presentan valores inferiores o superiores a cierto valor.

27
Histograma de Frecuencias
Cómo leerlos ?
0
10
20
30
40
50
60
70
d. Tipo precipicio a la izquierda o a la derecha
05
1015202530354045
• Cuando se ha presentado, selección el 100% debido a una baja capacidad del proceso.
28
Histograma de Frecuencias
Cómo leerlos ?
05
1015202530354045505560657075
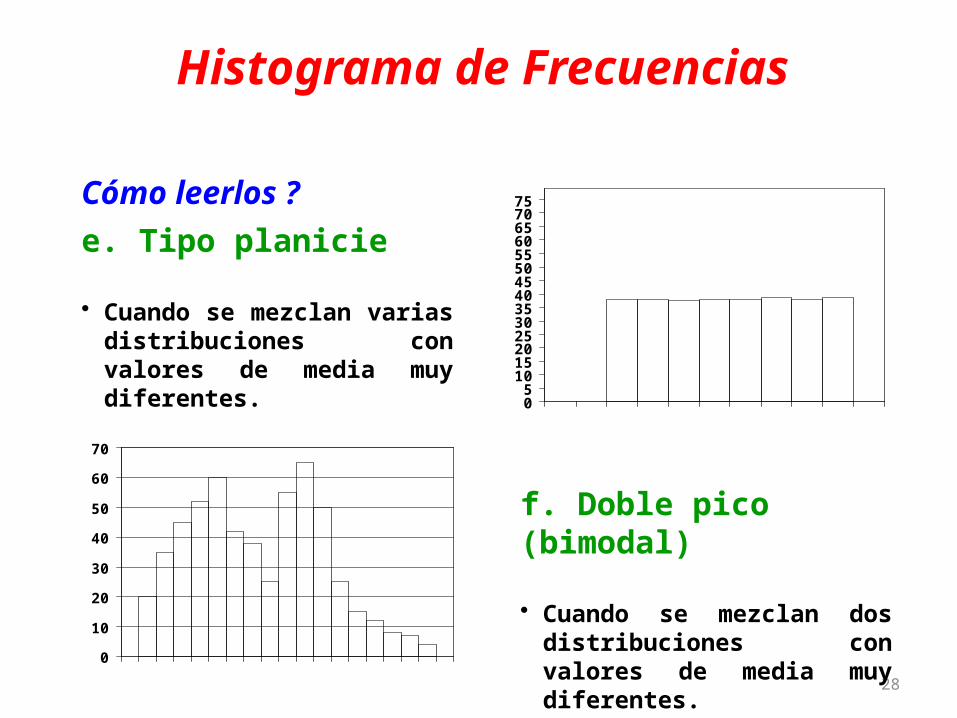
e. Tipo planicie
• Cuando se mezclan varias distribuciones con valores de media muy diferentes.
f. Doble pico (bimodal)
• Cuando se mezclan dos distribuciones con valores de media muy diferentes.
0
10
20
30
40
50
60
70

29
Histograma de Frecuencias
Cómo leerlos ?
g. Tipo aislado
• Cuando se incluye una pequeña cantidad de datos de una distribución diferente.
0
10
20
30
40
50
60
70
30
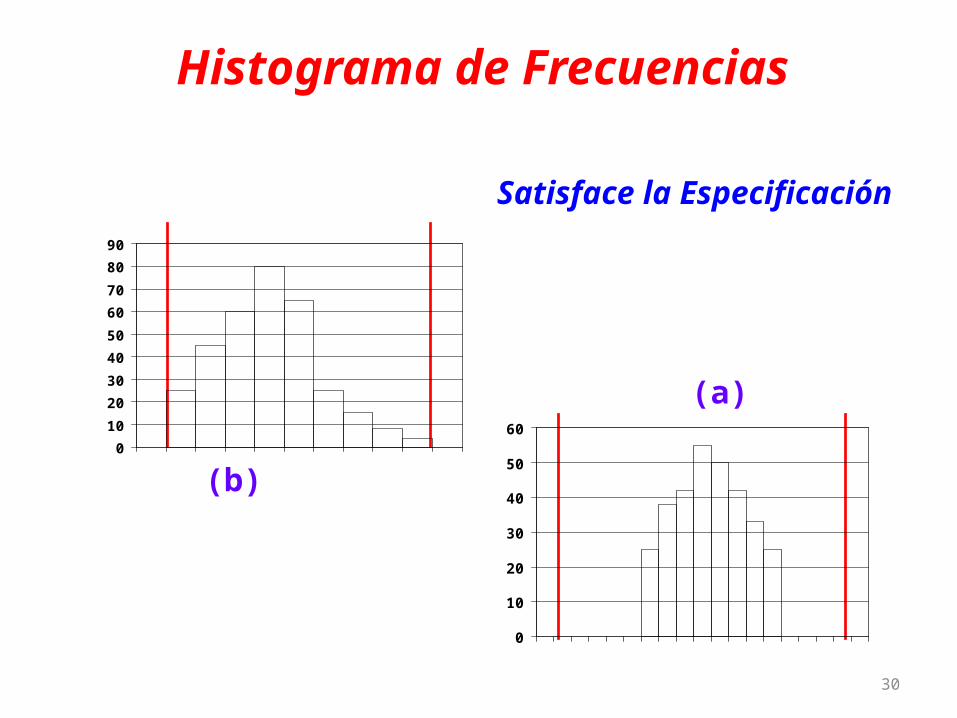
Histograma de Frecuencias
Satisface la Especificación
0102030405060708090
0
10
20
30
40
50
60
(a)
(b)
31
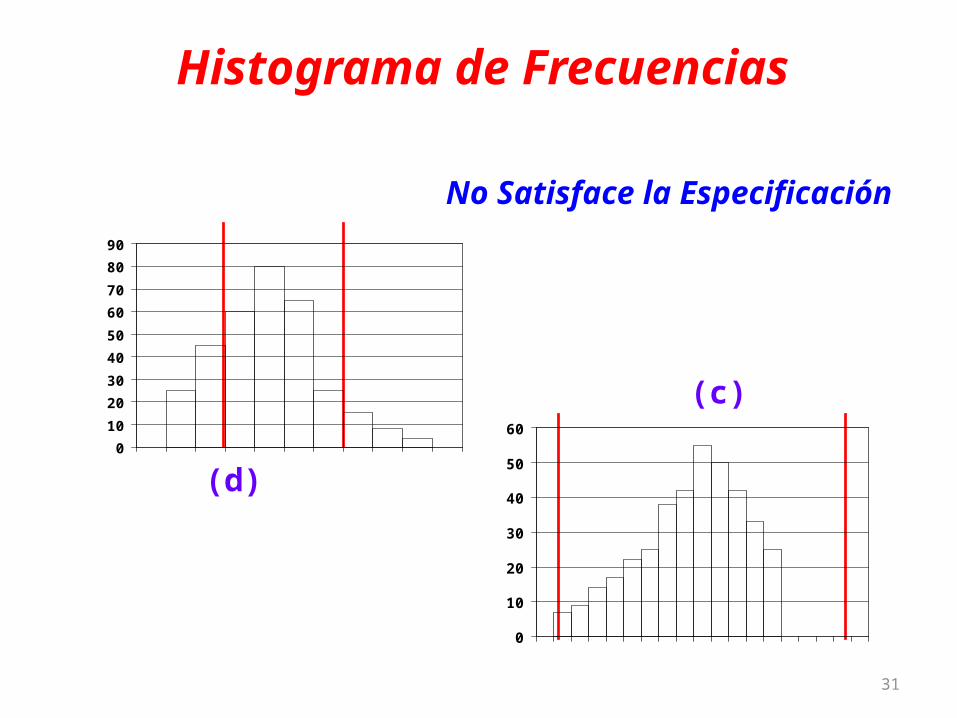
Histograma de Frecuencias
No Satisface la Especificación
0102030405060708090
0
10
20
30
40
50
60
(c)
(d)
32
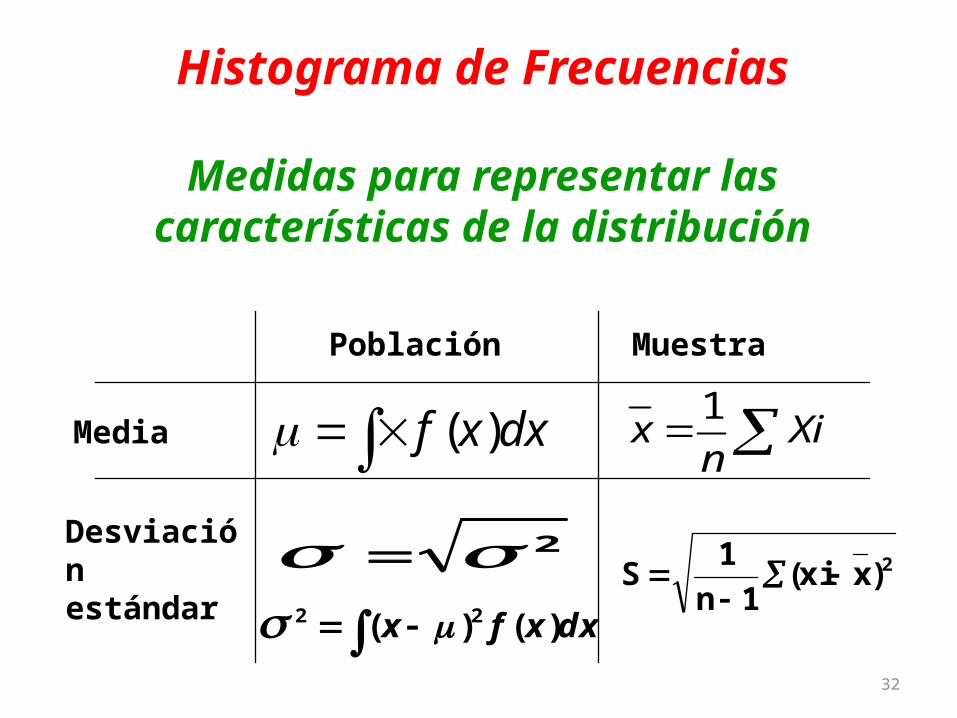
Medidas para representar las características de la distribución
dxxf )( Xin
x 1
Histograma de Frecuencias
Desviación estándar
Media
Población
Muestra
2
dxxfx )()( 22 2)xxi(
1n1S

33
Histograma de Frecuencias
Otras medidas
Rango = R
Coeficiente de Variación =
100 μC.V

34
Distribución normal y sus características
21)( xf
2
2
2)(
x
e
0)( xf
1)( dxxf
b
bxaPdxxf
)()(
c
ccxPdxxf 0)()(
a)
b)
c)
d)
e)

35
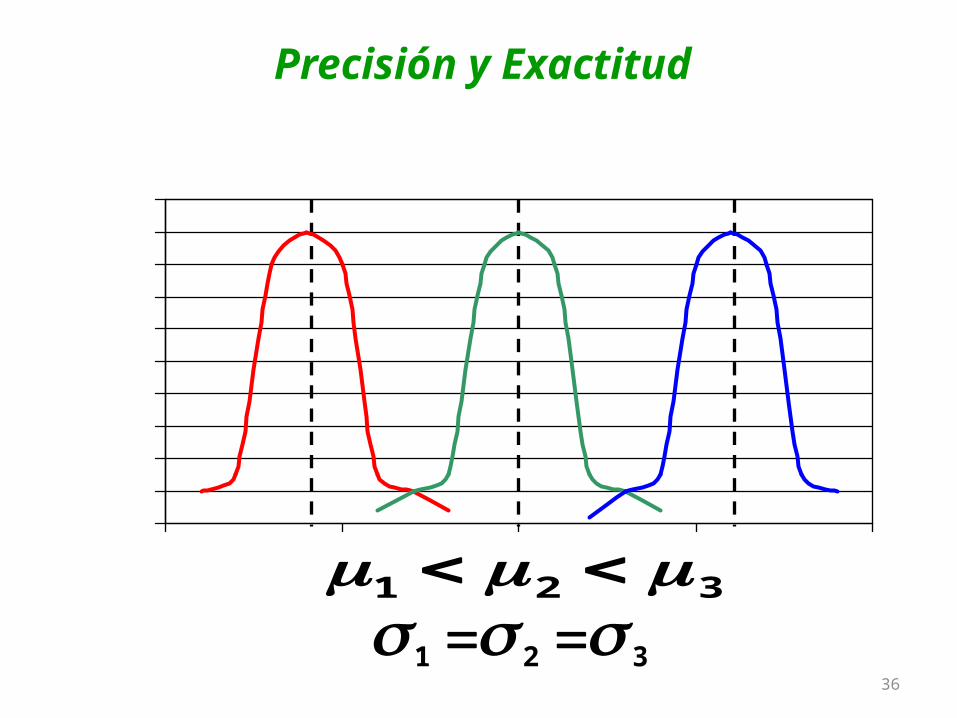
Precisión y Exactitud
0
20
40
60
80
100
120
0 2 4 6 8
1
2
3
321
µ1=µ2=µ3
36
Precisión y Exactitud
0102030405060708090
100
0 5 10 15 20321
321

37
Límites más comúnmente acotados
0
5
10
15
20
25
30
0 1 2 3 4 5 6 7 8 9 10111213141516171819202122232468.26%
95.45%
99.73%
3 2 2 3

38
Índices de Capacidad de Proceso Cp
sEILESLCp
6....
Ó 6.... EILESLCp
sxESLCps
3..
Ó
Ó
3..
ESLCps
sEILxCpi
3..
3.. EILCpi

39
Normas para la evaluación del control del proceso
Se tiene calidad Seis Sigma
Adecuado
Parcialmente Adecuado
No adecuado para el trabajo.
No adecuado para el trabajo.
Cp 2
Cp > 1.33
1 < Cp < 1.33
0.67 < Cp < 1
Cp < 0.67
Clase Mundial
Grado 1
Grado 2
Grado 3
Grado 4
Grado de control en el procesoCpGrado de
proceso

40
Proceso con dobleespecificación
(índice Cp)
Con referencia a una solaespecificación(Cpi, Cps, Cpk)Valor
del índice(Corto Plazo)
% No ConformePartes pormillón NoConforme
% No ConformeParte pormillón NoConforme
0.2 54.8506% 548´506.130 27.4253% 274´253.0650.6 7.1861% 71´860.531 3.5930% 35´930.2661.0 0.2700% 2´699.934 0.1350% 1´349.9671.3 0.0096% 96.231 0.0048% 48.1162.0 0.0000% 0.002 0.0000% 0.00
Los índices Cp, Cpi y Cps, en términos de la cantidad de piezas malas (corto plazo); bajo
normalidad y proceso centrado en el caso de doble especificación.

41
Distribución normal estándar
0
5
10
15
20
25
30
0 1 2 3 4 5 6 7 8 9 101112131415161718192021222324
8070 120
130
90=100
110
2 30 1-1
-2
-3Determinación de fracción no conforme
Z
X
xz
42
Diagrama de Pareto
Que es ?
Técnica para separar los “Pocos Vitales” de los “muchos triviales”.El diagrama separa gráficamente los aspectos significativos de un problema de manera que un equipo sepa donde dirigir sus esfuerzos para mejorar

43
Diagrama de Pareto
Cuando se utiliza ?
• Identificar necesidades de mejora.• Existe necesidad de llamar la atención a los
problemas o causas de forma sistemática.• Analizar diferentes agrupaciones de datos
(producto, segmento, cliente, etc.)• Evaluar resultados antes y después de los cambios.• Cuando los datos pueden clasificarse en
categorías.

44
Diagrama de Pareto
Como construirlo ?
1. Que problema va a investigar.2. Diseñe tabla de conteo de datos
Clase Conteo TotalABCD
I I I I II I I I I I II I I I I
45
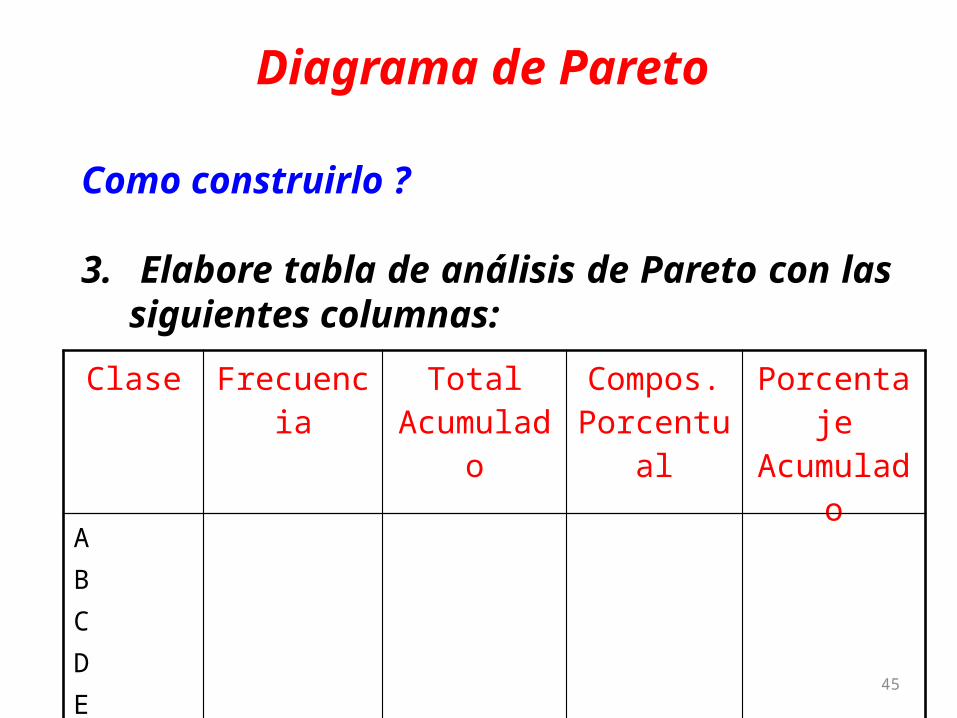
Como construirlo ?
3. Elabore tabla de análisis de Pareto con las siguientes columnas:
Diagrama de Pareto
Clase Frecuencia
Total Acumulad
o
Compos. Porcentu
al
Porcentaje
Acumulado
ABCDEOtros
46
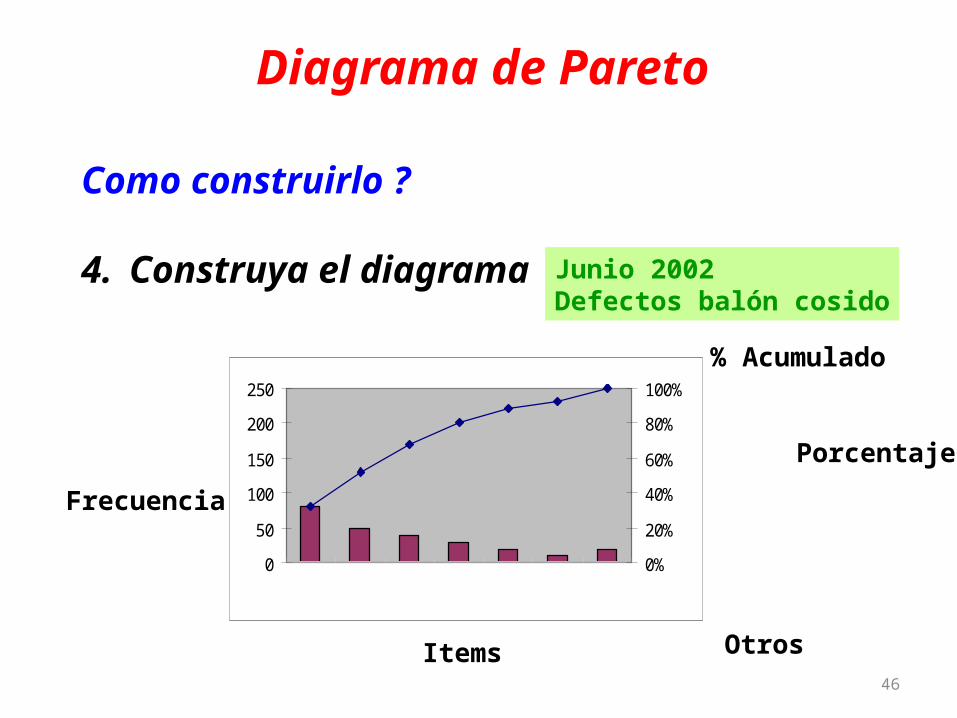
Como construirlo ?
4. Construya el diagrama
Diagrama de Pareto
Porcentaje
Junio 2002Defectos balón cosido
Items Otros
% Acumulado
Frecuencia
0
50
100
150
200
250
1 2 3 4 5 6 70%
20%
40%
60%
80%
100%

47
Que es ?Es la representación de varios elementos (causas) de un sistema que pueden contribuir a un problema (efecto).Herramienta efectiva para estudiar procesos y situaciones, y para desarrollar plan de recolección de datos.
Diagrama de Causa - Efecto
Efecto
Causas
A B C
D E F
48
Cuando se utiliza ?
Es utilizado para identificar las posibles causas de un problema específico.
1. Es necesario identificar las causas principales de un problema?2. Existen ideas u opiniones diferentes sobre las causas de un problema?
Diagrama de Causa - Efecto

49
Pasos para su construcción
1. Efecto o problema2. Escríbalo a la derecha3. Lluvia de ideas4. Flechas secundarias (factores)5. Flechas ramificadas
Técnica de los 5 ¿ Por que ?
Diagrama de Causa - Efecto
50
Que es ?Herramienta de análisis que dibuja pares relacionados de variables para presentar un patrón de relación o correlación.
Diagrama de Dispersión
02468
101214161820
0 5 10X
Y

51
Cuando se utiliza ?* Verificar si el desempeño de un factor está relacionado con otro factor.* Demostrar que un cambio en una condición afectará a la otra.
Diagrama de Dispersión
Como construirlo ?* Reunir pares de datos. (30 – 100)* Valores más altos y bajos de cada factor.* Escala en plano cartesiano y registro de datos.

52
Como leer el Diagrama
Diagrama de Dispersión
02468
101214161820
0 5 10X
Y
1. Puntos apartados

53
Como leer el Diagrama
Diagrama de Dispersión
0
5
10
15
20
25
30
0 5 10
X
Y
2. Formas Típicas
02468
101214161820
0 5 10X
Y
Correlación Positiva
Puede haber correlación positiva
n=30 r=0.90
n=30 r=0.6

54
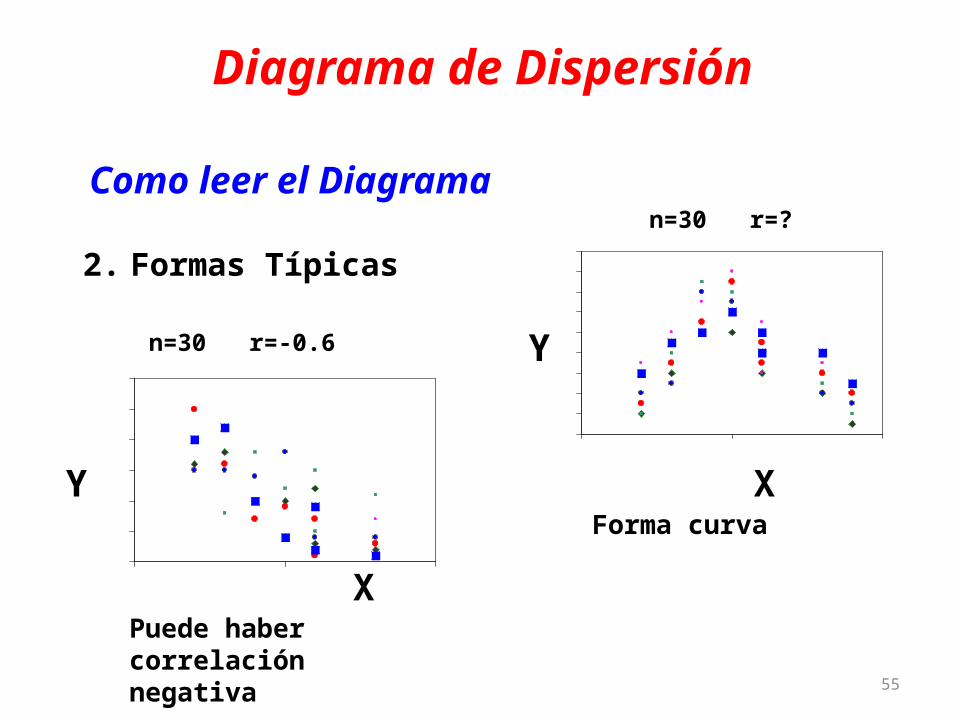
Como leer el Diagrama
Diagrama de Dispersión
0
5
10
15
20
25
30
0 5 10
X
Y
2. Formas Típicas
0
5
10
15
20
25
0 5 10X
Y
No hay correlación
Correlación negativa
n=30 r=0.0
n=30 r=-0.95
55
Como leer el Diagrama
Diagrama de Dispersión
02468
1012141618
0 5 10
X
Y
2. Formas Típicas
X
Y
Puede haber correlación negativa
Forma curva
n=30 r=-0.6
n=30 r=?
0
5
10
15
20
25
30
0 5 10
56
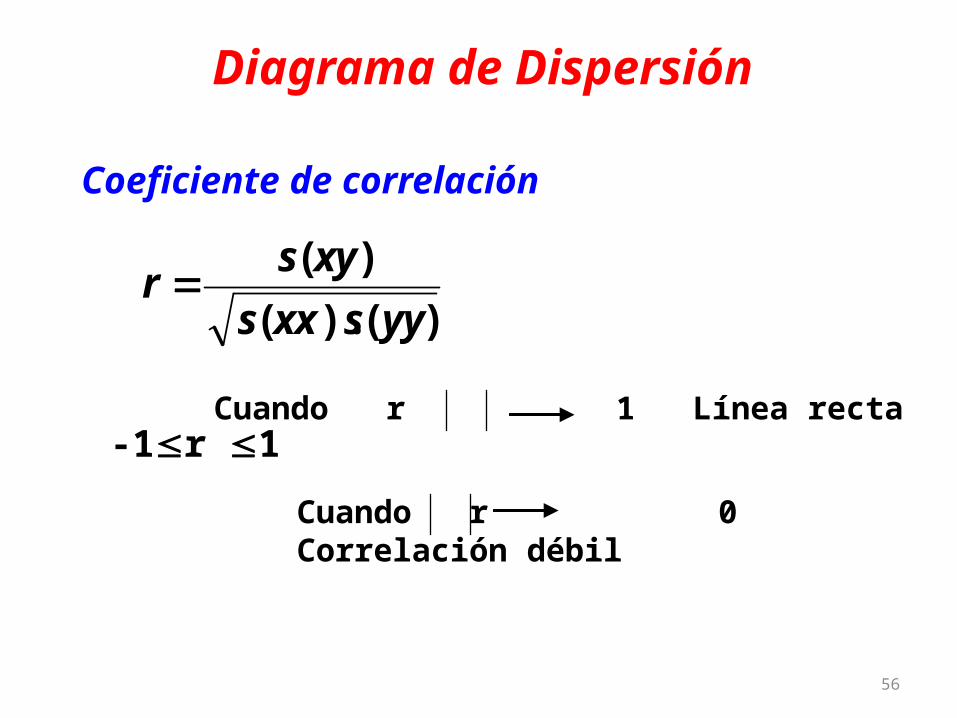
Diagrama de Dispersión
Coeficiente de correlación
)().()(
yysxxsxysr
-1r 1Cuando r 1 Línea recta
Cuando r 0 Correlación débil

57
Diagrama de Dispersión
Coeficiente de correlación
n
i
n
i
n
iii
iiii
n
i
n
iin
ii
n
ii
n
iin
ii
n
ii
n
yxyxyyxxxys
n
yyyyyys
n
xxxxxxs
1
1 1
1
2
1
1
2
1
2
2
1
1
2
1
2
))(())(()(
)()()(
)()()(

58
Diagrama de Dispersión
Notas
1. Coordenadas de ejes2. Estratificación3. Rango de variables4. Correlaciones falsas
Análisis de regresión
Recta:
y=a+bxa= constanteb=coeficiente de regresión

59
Diagrama de Dispersión
Estimación de la línea de regresión
1. Obtener y
2. Calcular s(xx) y s(xy)
3. ;
x y
)()(
xxsxysb xbya

60
Diagrama de Dispersión
Estimación de la línea de regresión
4. Recta
02468
101214161820
0 5 10
y
x

61

62
Gráficos ó Cartas de Control (Shewhart)
LCS
LC
LCI
1 2 3 4 5 6 7 8 9
LCS= Límite de Control SuperiorLC= Línea CentralLCI= Límite de Control Inferior

63
Gráficos ó Cartas de Control (Shewhart)
Que son?
Son instrumentos de Control Estadístico que nos permiten identificar en qué momento la fluctuación de una característica determinada de calidad corresponde a una causa especial de variación.
Nos permite controlar el comportamiento de un proceso a través del tiempo, por medio de mediciones que extraemos del proceso de tiempo en tiempo en relación con la característica de calidad que deseamos controlar.

64
Gráficos ó Cartas de Control (Shewhart)
Causas de variación en un proceso
A. Causas comunes ( o debidas al azar o no asignables)Afectan por igual y en forma casi permanente.• Son inevitables.• No es práctico y a veces económico
eliminarlas en el momento.• Decisión tipo gerencial
B. Causas especiales o asignables• Son evitables y no se pueden pasar por alto:• Se presentan en forma repentina o deben
investigarse y eliminarse.

65
Gráficos ó Cartas de Control (Shewhart)
Causas de variación en un proceso
Ejemplos: • Descuido del operario.• Componente de la máquina que se rompe.• Materia prima contaminada.• Equipo de medición descalibrado.
Decisión:• La causa puede ser detectada eliminada o
corregida por los mismos trabajadores de producción, operarios, supervisores.
66
Gráficos ó Cartas de Control (Shewhart)
Para que sirven los gráficos de control
• Determinar si el proceso está o no bajo control estadístico.
• Determinar los niveles de responsabilidad para tomar acciones correctivas conducentes a mejorar la calidad.
• Determinar los parámetros del proceso.• Determinar la capacidad cualitativa Cp del
proceso.• Mantener el proceso bajo control.
67
Gráficos ó Cartas de Control (Shewhart)
Tipos de Gráficos de Control
Variables Continuas:
Variables Discretas:np: Número de unidades no conformesp: Fracción no conformec: Número no conformidades/unidadu: Número no conformidades/unidad
(Media-Rango)
(Valor individual de x-Rango movil)Rsx
Rx

68
Gráficos de Control R -X
Teorema de la distribución de los promedios
0
20
40
60
80
100
120
0 2 4 6 8 10
Distribución de x
nx
x
Distribución dex
x
x

69
Gráficos de Control
Pasos para diseñar un gráfico
1. Reúna los datos; aproximadamente 100 divididos en 20 ó 25 subgrupos con 4 ó 5 cada uno. Regístrelos.Los subgrupos deben tomarse en los periodos de tiempo definidos para controlar el proceso.Nota: Los subgrupos pueden tener un tamaño diferente, generalmente entre 2 y 10.
2. Calcule el y R para cada subgrupo. Se recomienda calcular con un decimal mas que los datos de x
X X
Subgrupo No.
X1 X2 X3 X4 X5
RX
x R
R -X
70
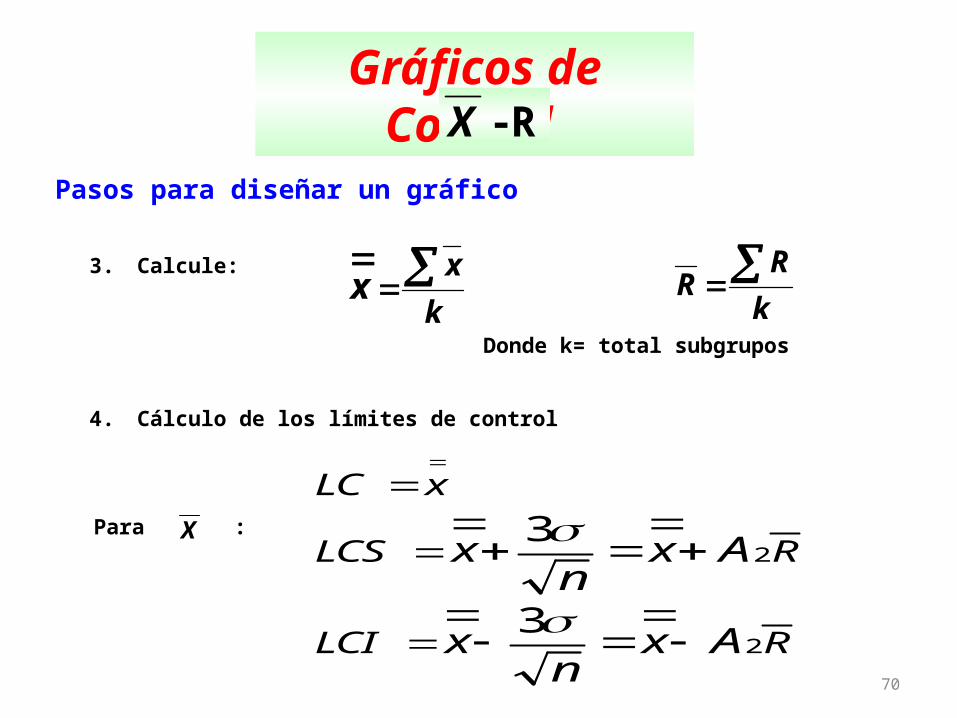
Gráficos de Control R -X
3. Calcule:
4. Cálculo de los límites de control
Pasos para diseñar un gráfico
kxx
k
RR
Donde k= total subgrupos
RLCI
RLCS
xLC
Axn
x
Axn
x
2
2
3
3
Para :X

71
Gráficos de Control R -X
Pasos para diseñar un gráfico
Amplitud Relativa:
2
2;
dR
dwRw
Para R:
RDLCI
RLC
RDLCS
3
4
A2, D4 y D3 Factores
(Estimada)
72
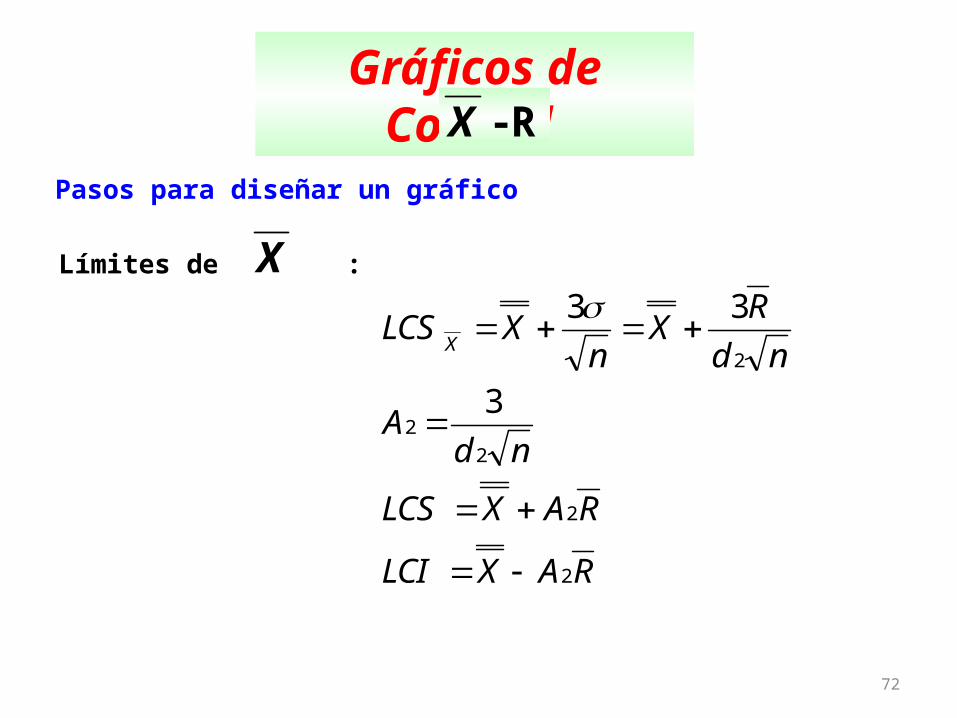
Gráficos de Control R -X
Pasos para diseñar un gráfico
Límites de :X
RAXLCI
RAXLCS
ndA
ndRX
nXLCSX
2
2
22
2
3
33

73
Gráficos de Control R -X
Pasos para diseñar un gráfico
Límites de R:
RDLCIddD
ddRR
ddRRLCI
RDLCSddD
ddRR
ddRRLCS
dRd
ddRwR
R
RR
R
WWR
32
33
2
3
2
3
42
34
2
3
2
3
23
32
31
)31(33
31
)31(33
;;
74
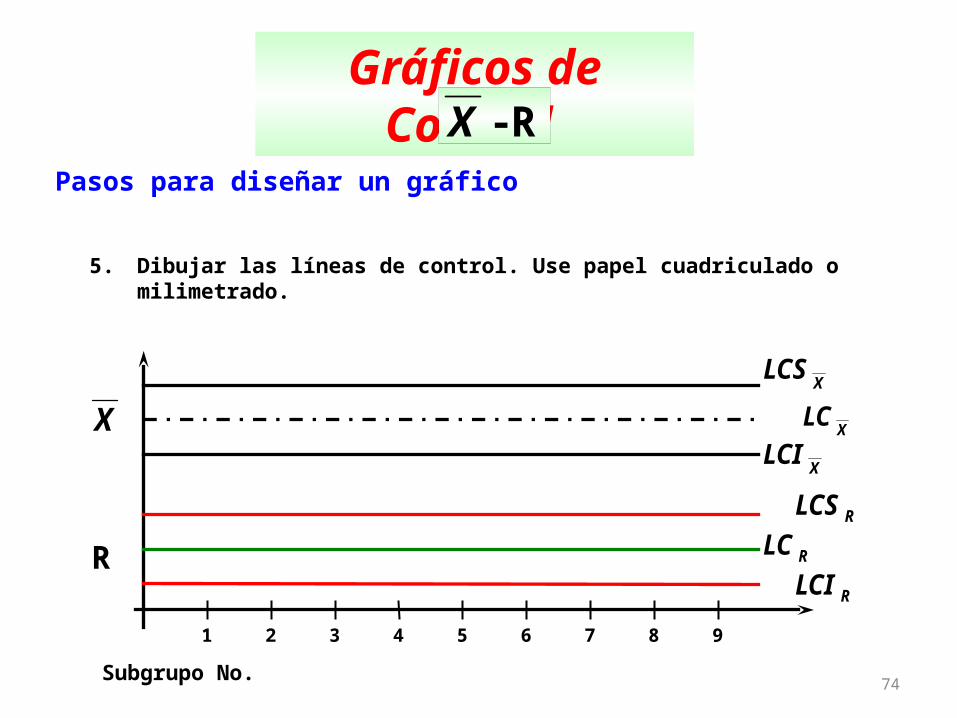
Gráficos de Control R -X
Pasos para diseñar un gráfico
5. Dibujar las líneas de control. Use papel cuadriculado o milimetrado.
X
R
1 2 3 4 5 6 7 8 9
XLCS
XLC
XLCI
RLCS
RLC
RLCI
Subgrupo No.
75
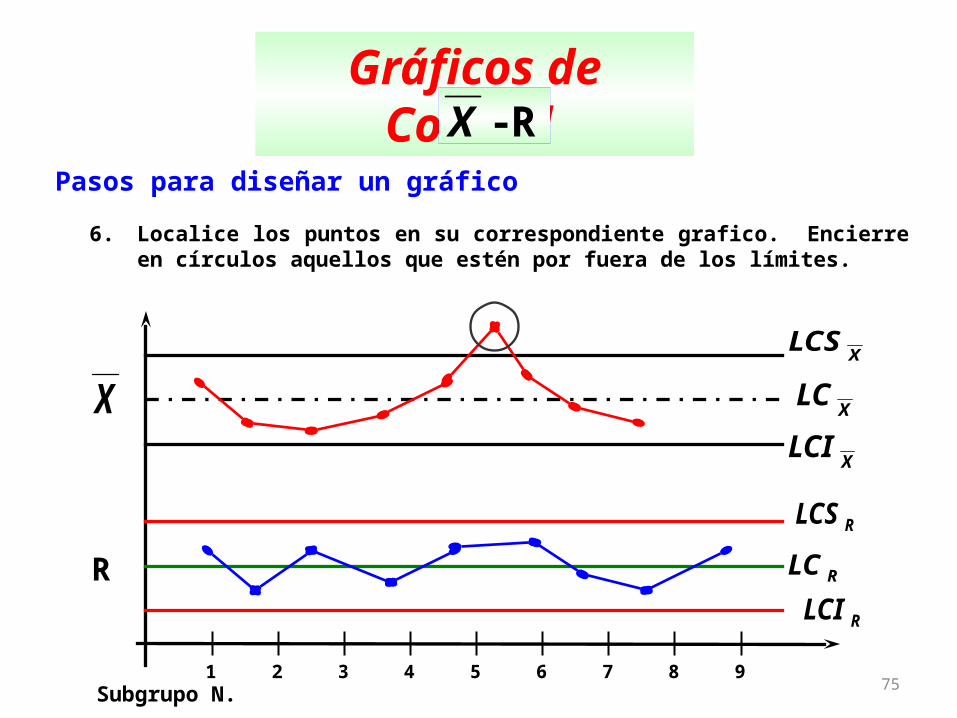
Gráficos de Control R -X
Pasos para diseñar un gráfico6. Localice los puntos en su correspondiente grafico. Encierre en
círculos aquellos que estén por fuera de los límites.
X
R
1 2 3 4 5 6 7 8 9
XLCS
XLC
XLCI
RLCS
RLC
RLCI
Subgrupo N.

76
Gráficos de Control R -X
Pasos para diseñar un gráfico
7. Registre datos que puedan ser de utilidad: n= Tamaño de subgrupo en el extremo superior izquierdo de la grafica
Incluya cualquier otro aspecto relevante para el proceso como:
• Nombre del proceso• Nombre del producto• Característica de control• Periodo• Método de medición• Etc.
x

77
Gráficos de Control R -X
Cómo leer los gráficos de control
1. Puntos fuera de los límites de control
LCS
LC
LCI
1 2 3 4 5 6 7 8 9
78
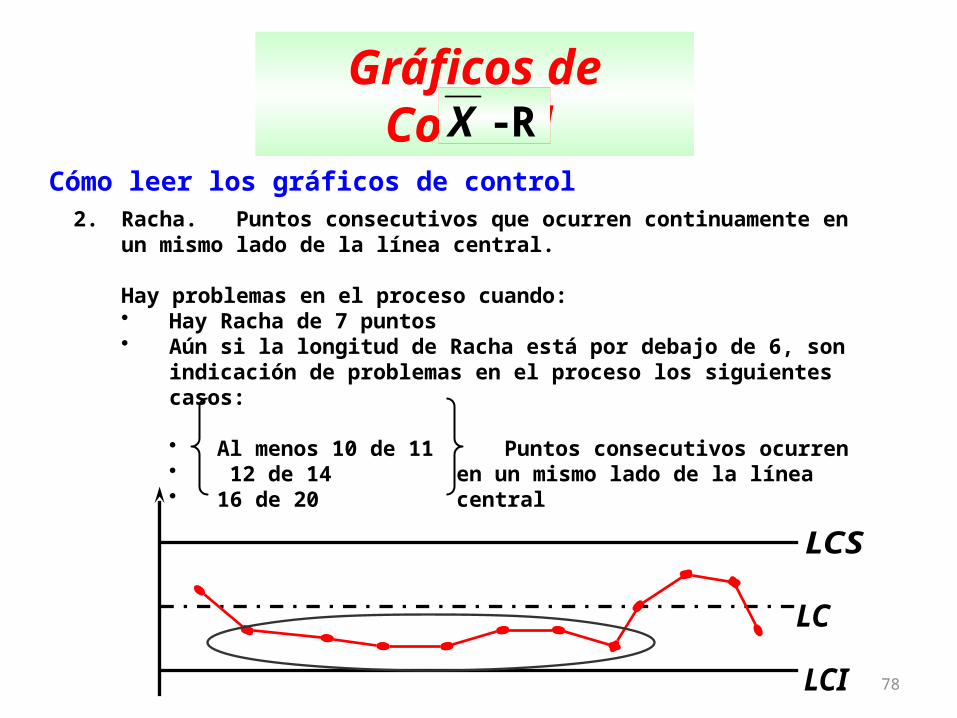
2. Racha. Puntos consecutivos que ocurren continuamente en un mismo lado de la línea central.
Hay problemas en el proceso cuando:• Hay Racha de 7 puntos• Aún si la longitud de Racha está por debajo de 6, son
indicación de problemas en el proceso los siguientes casos:
• Al menos 10 de 11 Puntos consecutivos ocurren
• 12 de 14 en un mismo lado de la línea
• 16 de 20 central
Gráficos de Control R -X
Cómo leer los gráficos de control
LCS
LC
LCI
79
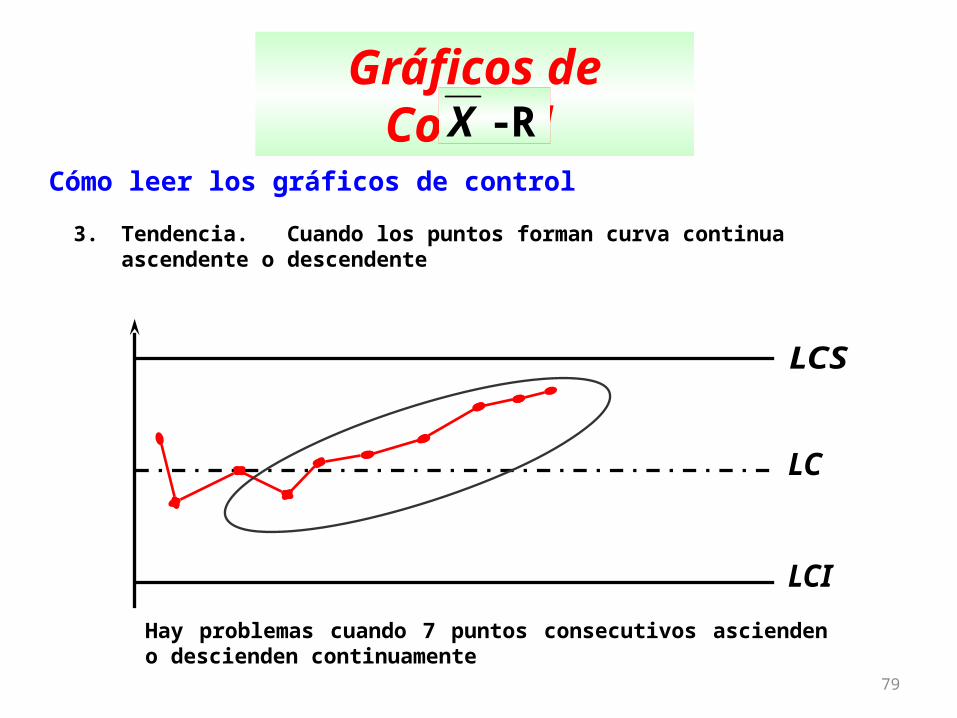
3. Tendencia. Cuando los puntos forman curva continua ascendente o descendente
Gráficos de Control R -X
Cómo leer los gráficos de control
LCS
LC
LCI
Hay problemas cuando 7 puntos consecutivos ascienden o descienden continuamente

80
4. Acercamiento a los límites de control
Gráficos de Control R -X
Cómo leer los gráficos de control
LCS
LC
LCIHay problemas cuando 2 de 3 puntos consecutivos caen en algún tercio exterior a la línea central ó cuando 3 de 7 o 4 de 10 puntos consecutivos

81
5. Acercamiento a la línea central
Gráficos de Control R -X
Cómo leer los gráficos de control
LCS
LC
LCI
Cuando esto se presenta es necesario cambiar la manera de hacer los subgrupos. No significa un estado de control, sino una mezcla de información de diferentes poblaciones en los subgrupos.
5,1
5,1

82
6. Periodicidad. Los puntos presentan la misma pauta de variación a lo largo de intervalos iguales
Gráficos de Control R -X
Cómo leer los gráficos de control
LCS
LC
LCI

83
Determinación de Cp
Gráficos de Control R -X
Lectura cuantitativa
a) Relación del gráfico de control y las especificaciones
Especificación Proceso (Gráfico)
LCS
LC
LCI
No está bajo control
x
0102030405060708090
No cumple
L.I.E L.S.E
84
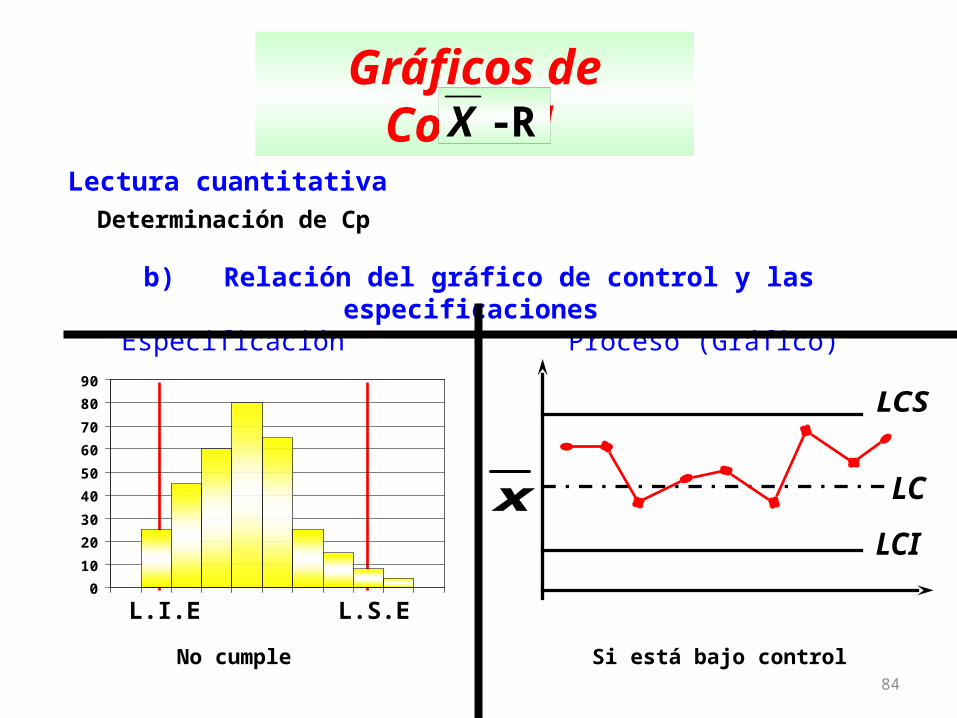
Determinación de Cp
Gráficos de Control R -X
Lectura cuantitativa
b) Relación del gráfico de control y las especificaciones
Especificación Proceso (Gráfico)
LCS
LC
LCI
Si está bajo control
x
0102030405060708090
No cumple
L.I.E L.S.E

85
Determinación de Cp
Gráficos de Control R -X
Lectura cuantitativa
c) Relación del gráfico de control y las especificaciones
Especificación Proceso (Gráfico)
LCS
LC
LCI
No está bajo control
x
0102030405060708090
Si cumpleL.I.E L.S.
E

86
Determinación de Cp
Gráficos de Control R -X
Lectura cuantitativa
d) Relación del gráfico de control y las especificaciones
Especificación Proceso (Gráfico)
LCS
LC
LCI
Si está bajo control
x
0102030405060708090
Si cumpleL.I.E L.S.
E

87
Gráficos de Control R -X
Capacidad de proceso
x
EILESLCp6
....
2dR
33
33
.....
.....
EILEILxCpi
xESLESLCps

88
Gráficos de Control R -X
Consideraciones generales del gráfico
Tamaño de n=?
Depende de: * Costos * Errores Estadísticos
Errores estadísticos: Tipo I
Tipo 2
)()(
Error tipo I = La gráfica muestra un cambio que no ha existido en la realidad.
)(
Para cualquier n; en gráficos de límites.
3 Error tipo I = 0,27%

89
Gráficos de Control R -X
Consideraciones generales del gráfico Error tipo II = Riesgo de que el gráfico no indique un cambio, cuando realmente si ha ocurrido.Es la incapacidad de la carta de indicar oportunamente los cambios ocurridos.
Depende de n.
Ejem. Cual es la probabilidad de cometer el error (Tipo II) cuando un proceso cambia su centramiento de magnitud sin cambiar de dispersión?
)(
)(1
Antes del cambio Después del cambio
Media
Desviación estándar
x
x

90
Gráficos de Control R -X
0
20
40
60
80
100
120
0 5 10 15x
Consideraciones generales del gráfico
x

91
Gráficos de Control R -X
Consideraciones generales del gráfico
Error tipo B=
nótese:
Error Tipo B=
)3(
)3
(
))(
(
);(
)(
n
xNx
LCSxP
zPn
xnxzP
n
xxzP
n
LCS

92
Gráficos de Control R -X
Consideraciones generales del gráfico
Conclusión:
Los tamaños acostumbrados de 4 ó 5 se acercan al óptimo, si los cambios que han de ser detectados son relativamente grandes, o sea si las causas asignables producen un cambio en el proceso de ó más. Si el propósito de la gráfica es detectar cambios en el centramiento del proceso, tan pequeños como los tamaños de 15 ó 20 resultan más favorables.
21
93
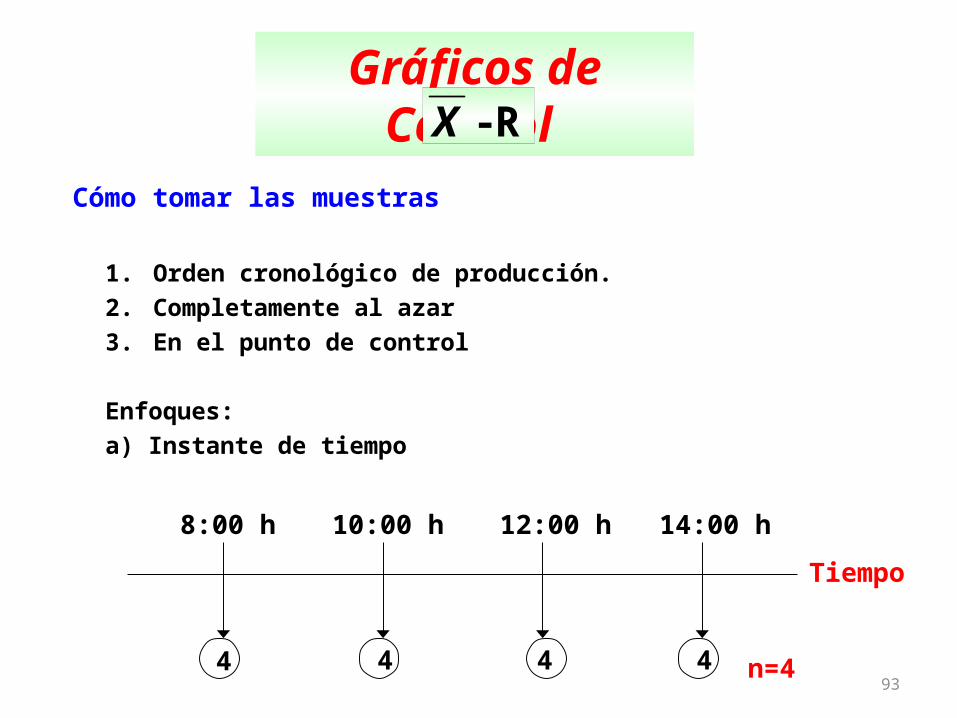
Gráficos de Control R -X
Cómo tomar las muestras
1. Orden cronológico de producción.2. Completamente al azar3. En el punto de control
Enfoques:a) Instante de tiempo
4 44 4
8:00 h 10:00 h 12:00 h 14:00 hTiempo
n=4

94
Gráficos de Control R -X
Cómo tomar las muestras
Enfoques:b) Periodos de tiempo
4
8:00
h
10:0
0 h
12: 0
0 h
14:0
0 h
Tiempo
n=44 4

95Jaime Alfonso Vélez Mayo 2006
Gráficos de Control R -X
Cómo tomar las muestras
Enfoques:c) Volumen de producción
Procesos de alta velocidad y grandes producciones. La muestra (n) se toma por ejemplo cada 25.000 unidades
96Jaime Alfonso Vélez Mayo 2006
Usos • Se utiliza para controlar procesos por variables continuas,
donde no se pueden obtener en periodos relativamente cortos de tiempo muestras conformadas por subgrupos de n unidades discretas.
• Se utiliza en procesos químicos o de alimentos que trabajan por “batches”, “tandas” ó “cargues”. Ejem: Fabricación de pegantes, pinturas, cosméticos, kumis, etc.
• La condición para su uso es que la característica de Calidad definida para el control, tenga distribución normal.
• El rango móvil se calcula de acuerdo con el n definido, que en este gráfico, a diferencia del , está constituido por los lotes, batches o tandas consecutivos (2,3,...) seleccionados.
R -X
Gráficos de Control Rs -x (Valor individual de x-Rango
móvil)

97Jaime Alfonso Vélez Mayo 2006
Gráficos de Control Rs -x (Valor individual de x-Rango
móvil)Fórmulas para los límites de control
Rd3XREXLCI
XLC
Rd3XREXLCS
22
22
Para x:
Cuando se selecciona n=2
R66,2XLCIXLC
R66,2XLCS
RDLCIRLC
RDLCS
3
4
Límites para R:

98Jaime Alfonso Vélez Mayo 2006
LCS
LC
LCI
1 2 3 4 5 6 7 8 9
LCS
LC
LCI
X
R
n=2
Gráficos de Control Rs -x (Valor individual de x-Rango
móvil)
Subgrupo No.

99Jaime Alfonso Vélez Mayo 2006
Gráficos por Atributosnp
Muestra la cantidad de artículos no conformes.Se utiliza cuando el tamaño de muestra es constante.
LCS
LC
LCI
1 2 3 4 5 6 7 8 9
np
Subgrupo No.

100Jaime Alfonso Vélez Mayo 2006
Gráficos por Atributos( np )
Procedimiento:
1. Reúna los datos, por lo menos 30. El tamaño del subgrupo debe ser mayor de 50.
Subgrupo No.
Tamaño del subgrupo n
Cantidad No conformes np
123...
30 n pn

101Jaime Alfonso Vélez Mayo 2006
Procedimiento
2. Calcule:
3. Calcule los límites de control
nnp
p
)1(3
)1(3
ppnpnLCI
pnLC
ppnpnLCS
Gráficos por Atributos( np )

102Jaime Alfonso Vélez Mayo 2006
Procedimiento
4. Construya el gráfico, trazando los límites de control y ubicando los puntos (np)
5. Analice si existen puntos por fuera de los límites de control.
• Si no existen, estos serán los límites para controlar el proceso hacia el futuro.
• Si existen, elimínelos y recalcule los límites.
Gráficos por Atributos( np )

103Jaime Alfonso Vélez Mayo 2006
Gráficos por Atributos( p )
Fracción no conforme (defectuosa). Puede usarse con tamaño de muestra (subgrupo), constante o variable.
Construcción:1. Reúna los datos, por lo menos 30.
Subgrupo No.
Tamaño Subgrupo
(n)
No Conforme
s (np)
Fracción No
Conforme (p)
LCS LCI

104
Gráficos por Atributos( p )
Construcción:2. La fracción no conforme (p) se calcula como:
3. Calcule:
4. Calcule los límites.
nnpp
nnp
p
npppLCI
pLCn
pppLCS
)1(3
)1(3
105Jaime Alfonso Vélez Mayo 2006
Gráficos por Atributos( p )
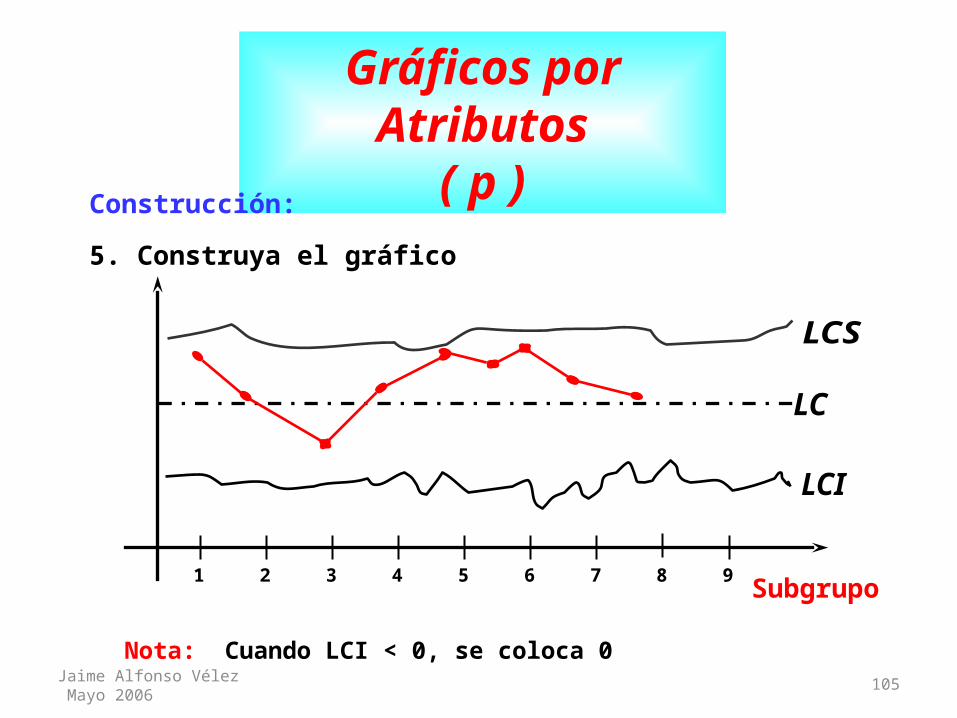
Construcción:5. Construya el gráfico
LCS
LC
LCI
1 2 3 4 5 6 7 8 9 Subgrupo
Nota: Cuando LCI < 0, se coloca 0

106
Gráficos por Atributos( p )
Construcción:6. Analice la gráfica• Puntos por fuera significa que el proceso no está
bajo control estadístico.Para poner el proceso bajo control estadístico, elimine estos puntos y recalcule todos los límites de control.Realizar este paso hasta que sea necesario.

107
Gráficos por Atributos( p )
Construcción:7. Luego que se coloca el proceso bajo control
estadístico, linealice los límites del gráfico para controlar el proceso hacia el futuro.
LCS
LC
LCI
1 2 3 4 5
LCS
LC
LCI
1 2 3 4 5

108
Gráficos por Atributos( p )
Formas de Linealizar: a)
Puede emplearse cuando (n) mayor y (n) menor no están alejados más del 25% con respecto al
n
n
npppLCI
pLCn
pppLCS
)1(3
)1(3
109Jaime Alfonso Vélez Mayo 2006
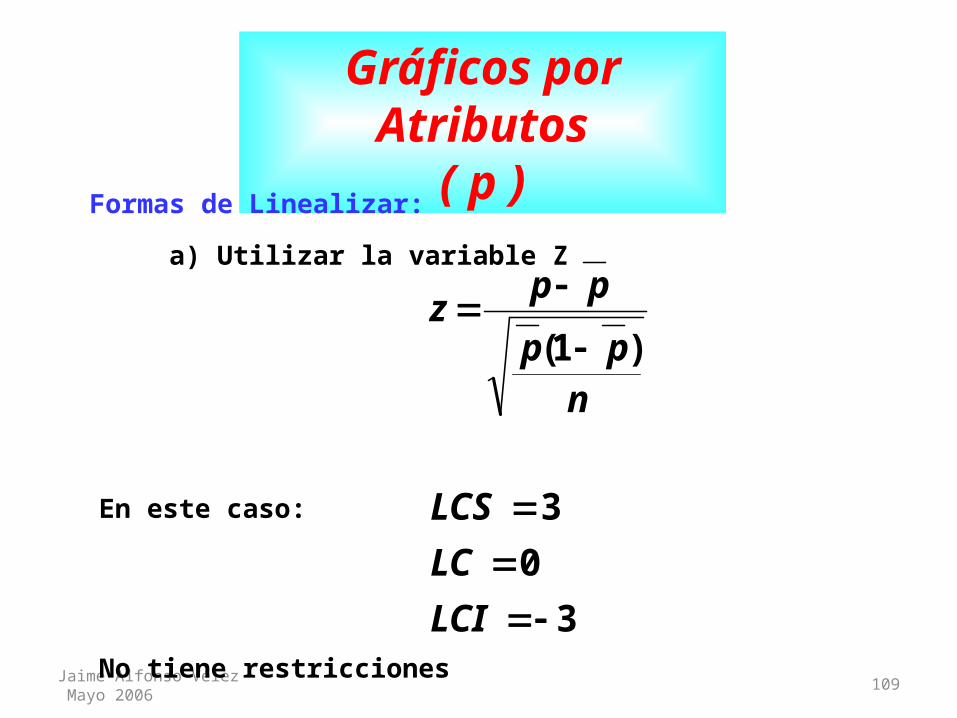
Gráficos por Atributos( p )
Formas de Linealizar: a) Utilizar la variable Z
30
3
)1(
LCILCLCS
npp
ppz
En este caso:
No tiene restricciones
110
Gráficos por Atributos( c )
Se usa para controlar el número de no conformidades por unidad o artículo, cuando es de dimensiones constantes.
Construcción:
1. Reunir datos, por lo menos 30
Muestra No. Cantidad de defectos (c)

111
Gráficos por Atributos( c )
Construcción:
2. Calcule:
3. Calcule los límites
4. Analice para determinar si el proceso está o no bajo control.
• Si no lo está; colocarlo bajo control.
5. Establezca límites de control hacia el futuro.
ccLCI
cLC
ccLCS
kc
c
3
3
K=Numero de muestras
112
Gráficos por Atributos( u )
Controla el número de no conformidades/unidad, cuando es variable o constante.
Construcción:
1. Reúna datos.
Muestra No.
Tamaño de muestra
(n)
Numero de no conformidades
(c)
No conformidades
/ unidad (u)
ncu

113
Gráficos por Atributos( u )
Construcción:
1. Calcule los límites
nc
u
nuuLCI
uLCnuuLCS
3
3
114
Gráficos por Atributos( u )
Construcción:
3. Construya el gráfico
LCS
LC
LCI
1 2 3 4 5 6 7 8 9
115
Gráficos por Atributos( u )
Construcción:
4. Analice: Si no está bajo controlo estadístico, elimine los puntos
correspondientes.Luego de asegurarse del control estadístico, linealice
los límites.LCS
LC
LCI
1 2 3 4 5
LCS
LC
LCI
1 2 3 4 5
u u

116
Linealización: a) promedio
(n) Mayor y (n) Menor < 25% con respecto a
Gráficos por Atributos( u )
nn
nuuLCI
uLCnuuLCS
3
3

117
Linealización: a) Variable Z
Gráficos por Atributos( u )
30
3
zu
zu
LCILCLCS
nu
uuz

118
INSPECCIÓN POR MUESTREO PARA ACEPTACIÓN
OBJETIVO:
Conocer la calidad de un lote de producto y juzgar si se Acepta o Rechaza el lote con base en los resultados de la inspección de una muestra.
Nn
Resultados
LoteAcepto o Rechazo
Muestreo
Análisis
Muestra

119Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR MUESTREO PARA ACEPTACIÓN
CUANDO USARLO?
En muchas etapas de manufactura.
Su mayor campo de aplicación está en el control de Proveedores y en el Control de Calidad del producto final.

120Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR MUESTREO PARA ACEPTACIÓN
QUE MAGNITUD DE INSPECCIÓN REQUIERE?
Depende: * Conocimiento del producto.* Tipo de proceso.* Estado de la maquinaria.* Actuación de personal calificado.
a) No inspecciónb) Inspección al 100%
• Productos Críticos• Capacidad de Proceso, Cp, baja.
c) Inspección por muestreoNo se tiene conocimiento previo del proceso o del producto.

121Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR MUESTREO PARA ACEPTACIÓN
VENTAJAS DEL MUESTREO
• Menor costo.• Menos Inspectores.• Menos daños.• Eleva el nivel de trabajo de inspección.• Aplicable a ensayos destructivos.• Reduce la fatiga de los inspectores.

122Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR MUESTREO PARA ACEPTACIÓN
DESVENTAJAS DEL MUESTREO
• Riesgo de Aceptar lotes “malos” y de Rechazar lotes “buenos”.
• Provee menor información del producto, que la inspección del 100%• Se incrementa la planeación, entrenamiento y documentación correspondiente.

123Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR MUESTREO PARA ACEPTACIÓN
CONSIDERACIONES GENERALES
1. Atributos o variables2. Unidades de productos:
• Discretas • A granel
3. Formación del lote : • No mezclar productos de diferente origen• No acumular productos durante extensos
periodos• Lotes tan grandes como sea posible

124Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR MUESTREO PARA ACEPTACIÓN
CONSIDERACIONES GENERALES
4. Muestreo al azar5. Muestreo estratificado6. Plan de inspección
N= Tamaño del loten= Tamaño de la muestraCriterio de Aceptación o Rechazo

125Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
CURVA DE OPERACIÓN CARACTERISTICA, O.C.
Indica la eficiencia de un plan de muestreo para distinguir entre lotes buenos y malos.Muestra la probabilidad de aceptar un lote sometido a inspección, para cualquier fracción (%) no conforme dado en un lote.

126Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
COMPORTAMIENTO IDEAL DE UN PLAN DE MUESTREO
0,0
1,0
1 2 3 4 5 6 7
Línea de Aceptación
Probabilidadde Aceptación
Fracción no conforme, 100p

127Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
COMPORTAMIENTO REAL DE UN PLAN DE MUESTREO
0%
100%
1 2 3 4 5 6 7 8 9 10 11 12
Línea de Aceptación
Prob
abili
dad
de A
cept
ación
Porcentaje no conforme, 100p
PDTL
NAC
10%

128Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
RIESGO DEL PRODUCTOR )(
Probabilidad de que un lote “bueno” sea rechazado por el plan de muestreo.Se establece conjuntamente con una definición numérica de lo que se considera buena calidad; NAC
NAC= Nivel Aceptable de Calidad (AQL)Máximo porcentaje no conforme o el máximo número de defectos/100 unidades que para efectos de inspección por muestreo puede considerarse como un promedio satisfactorio del proceso.

129Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
RIESGO DEL CONSUMIDOR
Probabilidad de que un lote “malo” sea aceptado por el plan de muestreo.Se establece conjuntamente con una definición numérica de lo que se considera mala calidad; tal como Porcentaje Defectuoso Tolerable en el Lote (PDTL)
Porcentaje Defectuoso Tolerable en el Lote (PDTL)Generalmente corresponde al nivel de calidad para el cual la probabilidad de aceptación es el 10%Es el nivel de no conformidad considerado insatisfactorio, que el plan deberá rechazar.
130Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
CONSTRUCCIÓN DE LA CURVA O.C.
n =Plan = Ac = c
Re = r
donde n = tamaño de la muestra.Ac = c = Número de AceptaciónRe = r = Número de Rechazo

131Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
ENFOQUES PARA LA CONSTRUCCIÓN DE LA CURVA O.C.
Enfoque 1
Cada lote proviene de un número teóricamente infinito de lotes fabricados bajo las mismas condiciones de producción. Es decir, para calcular la Probabilidad de Aceptación se considera el nivel de calidad del proceso.
Se obtienen curvas tipo B.

132Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
ENFOQUES PARA LA CONSTRUCCIÓN DE LA CURVA O.C.
Enfoque 2
El lote proviene de una producción finita y bajo condiciones que no pueden asumirse como continuas.
Genera curvas Tipo A

133Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
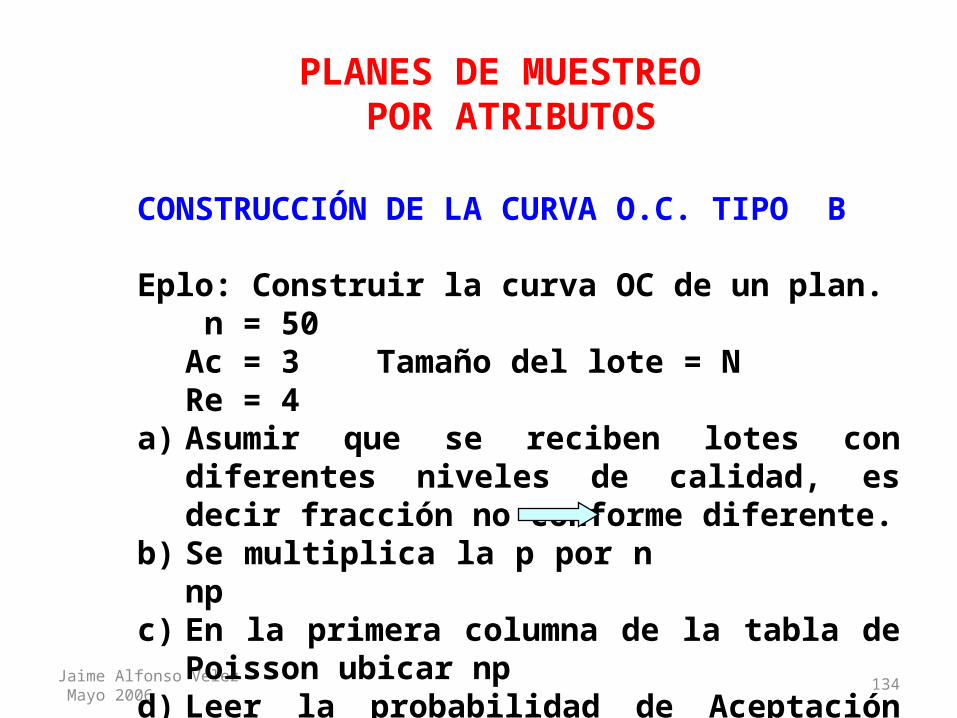
CONSTRUCCIÓN DE LA CURVA O.C. TIPO B
Modelo de Poisson
c = Número de aceptaciónx = Unidades no conformesp = Fracción no conforme
c
0x
xnp
)a( !x)np(e)cx(PP
134Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
CONSTRUCCIÓN DE LA CURVA O.C. TIPO B
Eplo: Construir la curva OC de un plan. n = 50Ac = 3 Tamaño del lote = NRe = 4
a) Asumir que se reciben lotes con diferentes niveles de calidad, es decir fracción no conforme diferente.
b) Se multiplica la p por n np c) En la primera columna de la tabla de Poisson ubicar
npd) Leer la probabilidad de Aceptación correspondiente
a cada valor np y al c.

135Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
CONSTRUCCIÓN DE LA CURVA O.C. TIPO B
Se grafica la probabilidad de aceptación hallada en función de la fracción no conforme, p
98.11.00.0250299.80.50.015011000.00.00500
P(a) %nppn100p

136Jaime Alfonso Vélez Mayo 2006
PLANES DE MUESTREO POR ATRIBUTOS
CONSTRUCCIÓN DE LA CURVA O.C. TIPO B
0%
25%
50%
75%
100%
1 2 3 4 5 6 7 8 9 10 11 12
Fracción no conforme p
Probabilidad de Aceptación

137Jaime Alfonso Vélez Mayo 2006
PLAN DE MUESTREO POR ATRIBUTOS ISO 2859/1
DESCRIPCIÓN:
a) Índice de Calidad= NACSe pueden escoger 26 valores diferentes desde 0,010 hasta 1000
Los NAC 10 fracción no conforme ó no conformidades /100 unidades
Los NAC > 10 No conformidades /100 unidades únicamente
b) Clasificación de las no conformidades A,B,C,D ó Críticas, Mayores, Menores, Leves, etc.
c) Niveles de Inspección• Nivel general: I, II, III• Nivel Especial: S-1, S-2, S-3, S-4

138Jaime Alfonso Vélez Mayo 2006
PLAN DE MUESTREO POR ATRIBUTOS ISO 2859/1
DESCRIPCIÓN:
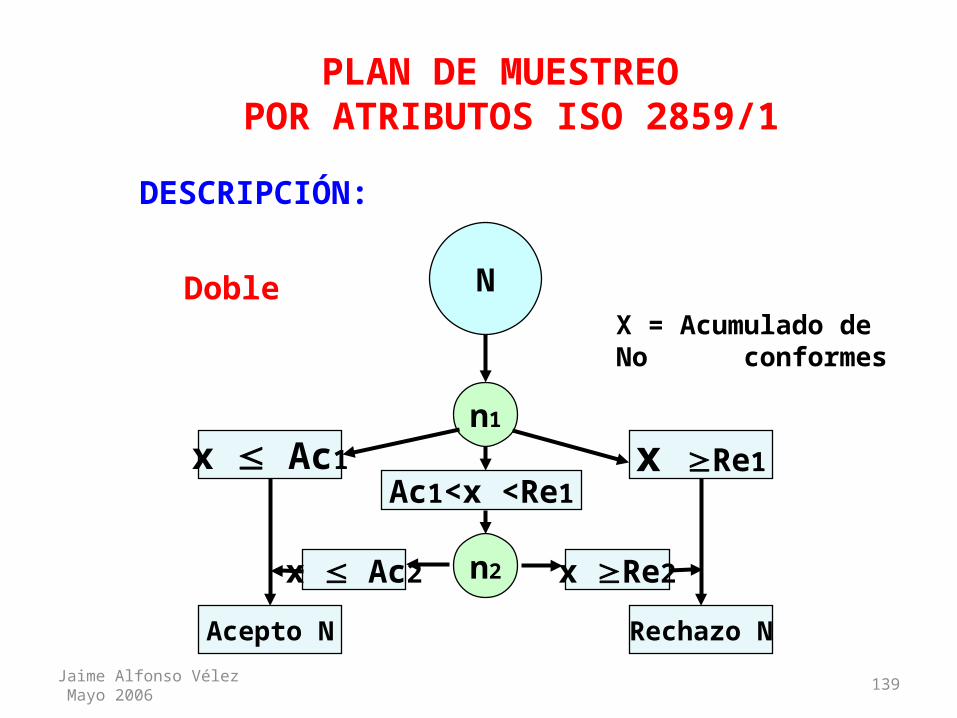
d) Muestreo Sencillo, Doble o Múltiple
N
nx c x Re
Rechazo NAcepto N
Sencillo
139Jaime Alfonso Vélez Mayo 2006
PLAN DE MUESTREO POR ATRIBUTOS ISO 2859/1
DESCRIPCIÓN:
N
n1
x Ac1 x Re1
Rechazo NAcepto N
Doble
x Ac2 x Re2n2
Ac1<x <Re1
X = Acumulado de No conformes

140Jaime Alfonso Vélez Mayo 2006
PLAN DE MUESTREO POR ATRIBUTOS ISO 2859/1
DESCRIPCIÓN:N
n1x Ac1 x Re1
Rechazo NAcepto N
Múltiple
x Ac2 x Re2n2
Ac1<x <Re1
x Ac3 x Re3n3
x Ac7 x Re7n7
...Ac2<x <Re2
Ac3<x <Re3
141Jaime Alfonso Vélez Mayo 2006
PLAN DE MUESTREO POR ATRIBUTOS ISO 2859/1
DESCRIPCIÓN:
REDUCIDA
NORMAL
ESTRICTA(Cerrada ó Rigurosa)
Cambiar de proveedor ó parar producción
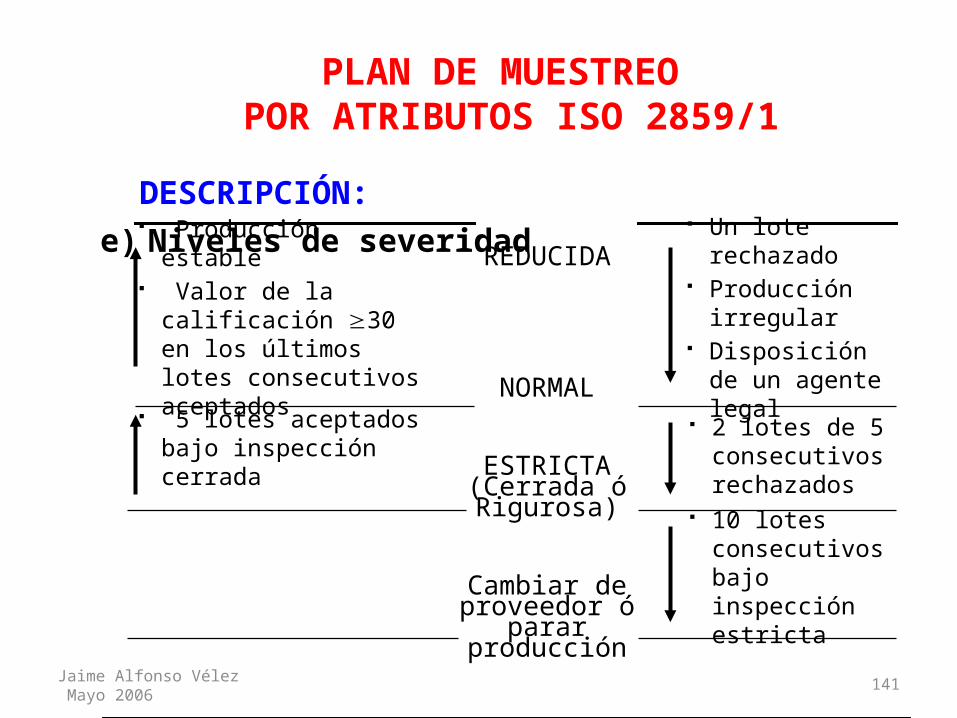
e) Niveles de severidad
10 lotes consecutivos bajo inspección estricta
2 lotes de 5 consecutivos rechazados
5 lotes aceptados bajo inspección cerrada
Un lote rechazado
Producción irregular
Disposición de un agente legal
Producción estable Valor de la
calificación 30 en los últimos lotes consecutivos aceptados

142Jaime Alfonso Vélez Mayo 2006
PLAN DE MUESTREO POR ATRIBUTOS ISO 2859/1
Calificación para el cambio de Normal a Reducida
• La inspección debe empezar en cero (0). Se actualiza con cada inspección subsiguiente normal original.
• Cuando el número de aceptación es dos (2) o más, se agrega tres (3) a la calificación si el lote es aceptado. Si el lote es rechazado se coloca cero (0).
• Cuando el número de aceptación es cero(0) ó uno(1), se agrega dos (2) a la calificación si el lote es aceptado. Si el lote es rechazado, se agrega cero (0).

143Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR VARIABLES
Normal mil-std 414D – ISO 3951
Condición: La variable a medir debe tener distribución normal y la producción se puede considerar continua.
Cuando no exista seguridad de la normalidad, hacer prueba de normalidad.Se recomienda ISO 5479 “Normality Test”
Inspección por Variables: Método que consiste en medir una característica cuantitativa para cada pieza de una población o para una muestra tomada de esa población.

144Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR VARIABLES
Normal mil-std 414D – ISO 3951
Muestreo de Aceptación por Variables:
Procedimiento de aceptación en el cual se mide una característica especificada para determinar estadísticamente la aceptabilidad de un lote a partir del resultado obtenido de las piezas de una muestra.

145Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR VARIABLES
Características generales de los planes mil-std 414D
1. Se basan en el NAC, con 14 valores disponibles desde 0.04 hasta 15.0
2. El tamaño del lote N, se tiene en cuenta para determinar nTambién incide el nivel de inspección, entre 5 disponibles (I, II, III, IV, V); cuando no se especifique usar nivel IV
3. Severidad: Normal – Rigurosa - Reducida

146Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR VARIABLES
Características generales de los planes mil-std 414D
Promedio no conforme últimos 10 lotes > NAC
Promedio no conforme < NAC
Rechace un lote
Promedio no conforme > NAC
REDUCIDA
NORMAL
RIGUROSA
10 últimos lotes aceptados
4. Sólo permite seleccionar planes de muestreo simple.

147Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR VARIABLESCriterios para aceptar un lote ( Forma 1 )
n k
n k
n kPlanes
No existe plan
No existe plan
No existe planI x S
x I
x S
Método Método RMétodo s
conocida desconocidaEspecificación
kQss
xSQS
kQsR
xSQS
kQs
xSQS
kQs
IxQ
I
I
kQR
IxQ
I
I
kQ
IxQ
I
I

148Jaime Alfonso Vélez Mayo 2006
INSPECCIÓN POR VARIABLESCriterios para aceptar un lote ( Forma 1 )
En al tabla anterior:
S= Límite de Especificación Superior
I= Límite de Especificación Inferior
s= Desviación Estándar de la Muestra
= Desviación Estándar del Proceso
149Jaime Alfonso Vélez Mayo 2006
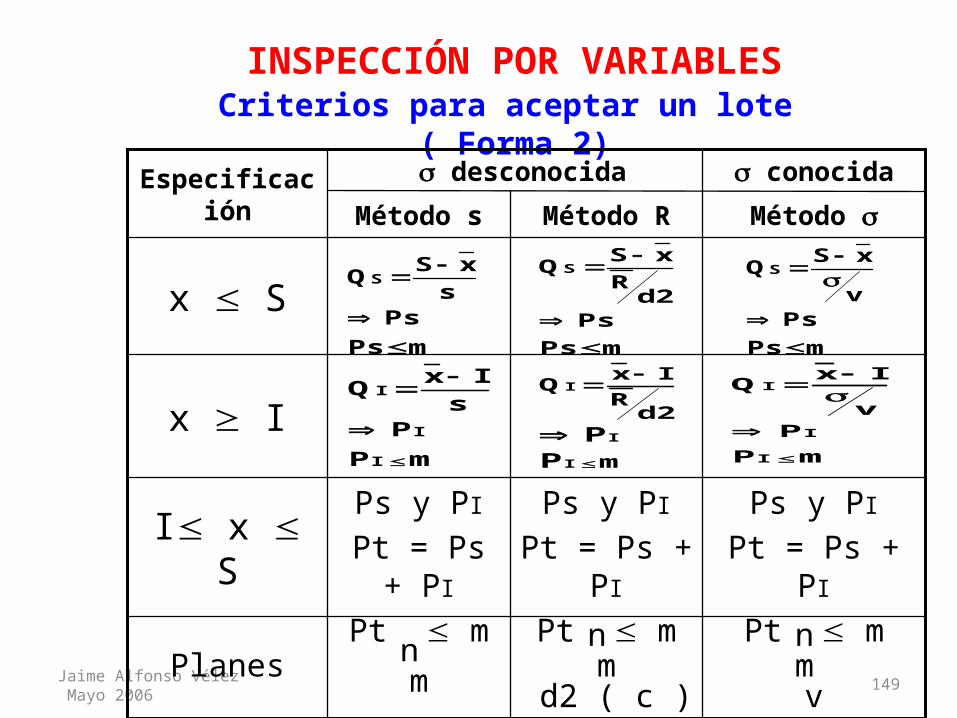
INSPECCIÓN POR VARIABLESCriterios para aceptar un lote ( Forma 2)
n m v
n m
d2 ( c )n mPlanes
Ps y PIPt = Ps + PI
Pt m
Ps y PIPt = Ps +
PIPt m
Ps y PIPt = Ps +
PIPt m
I x S
x I
x S
Método Método RMétodo s conocida desconocidaEspecificaci
ón
mPsPs
sxSQS
mPsPs
2dR
xSQS
mPsPs
v
xSQS
mPP
sIxQ
I
I
I
m
2dR
IxQ
I
I
I
PP
mPP
v
IxQ
I
I
I

150Jaime Alfonso Vélez Mayo 2006
PLAN DE MUESTREO POR VARIABLES
Normal mil-std 414D
Ejemplo 1: Especificación sencilla. Forma 1Variabilidad desconocida. Método de la desviación estándar
La Temperatura máxima de operación para un equipo se especifica en 209°c. Un lote de 40 artículos se somete a inspección, usando nivel IV, Normal, NAC=1%

151Jaime Alfonso Vélez Mayo 2006
PLAN DE MUESTREO POR VARIABLES
Procedimiento:
1. De tabla 22 Letra D2. De tabla 23 Plan : ( n=5 y K=1,53 )3. Se miden las 5 unidades de la muestra.
Supóngase que se obtuvieron estos resultados: 197 – 188 – 184 – 205 – 201
4. Se calcula: y s=8,85. Calcula:
Como 1,159 > 1,53 (Plan) Acepto el lote
195x
59,18,8195209
sxS

152Jaime Alfonso Vélez Mayo 2006
PLAN DE MUESTREO POR VARIABLES
Normal mil-std 414D
Ejemplo 2: Especificación doble. Forma 2Variabilidad desconocida. Método de la desviación estándar
Nota: Cuando la especificación es doble, L.S.E. y L.I.E. sólo se puede usar forma 2.
El peso básico para el papel bond tiene una especificación de 603g/m². Un lote de 125000 hojas se somete a inspección por variables con un nivel I, Normal y NAC=4,0%
153Jaime Alfonso Vélez Mayo 2006
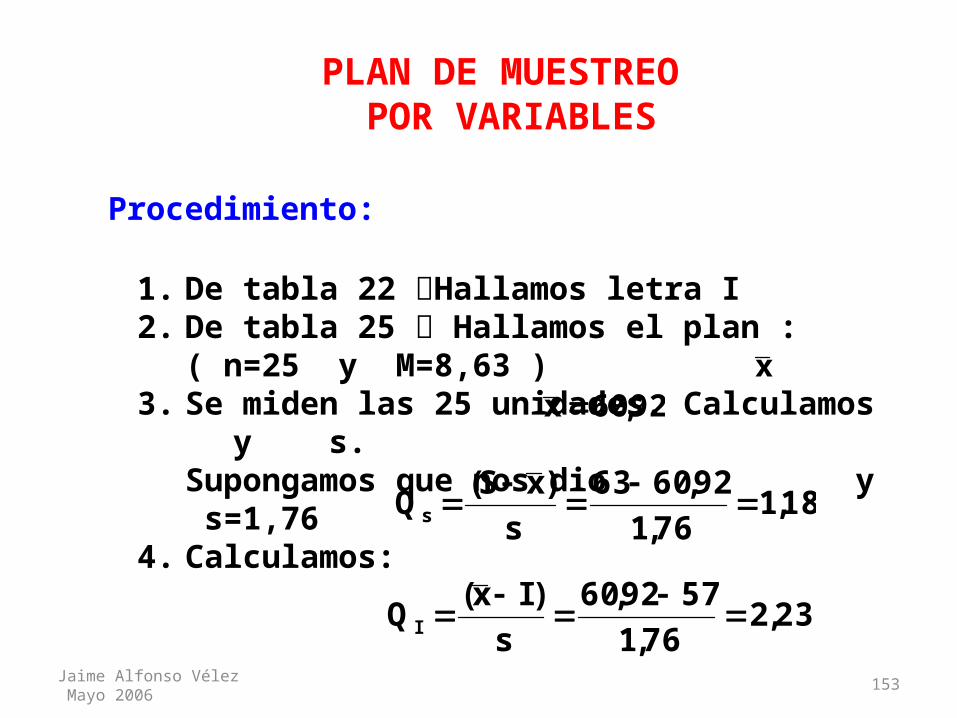
PLAN DE MUESTREO POR VARIABLES
Procedimiento:
1. De tabla 22 Hallamos letra I2. De tabla 25 Hallamos el plan : ( n=25 y M=8,63 )3. Se miden las 25 unidades. Calculamos y s.
Supongamos que nos dio y s=1,764. Calculamos:
92,60x
18,176,1
92,6063s
)xS(Qs
x
23,276,1
5792,60s
)Ix(QI
154Jaime Alfonso Vélez Mayo 2006
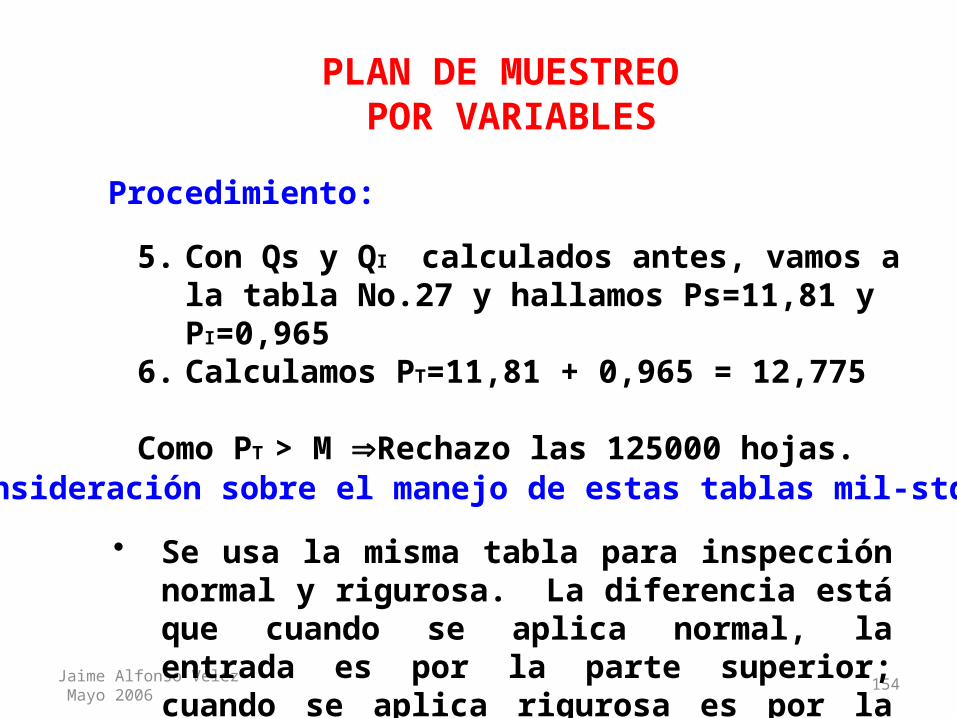
5. Con Qs y QI calculados antes, vamos a la tabla No.27 y hallamos Ps=11,81 y PI=0,965
6. Calculamos PT=11,81 + 0,965 = 12,775
Como PT > M Rechazo las 125000 hojas.
PLAN DE MUESTREO POR VARIABLES
Procedimiento:
Consideración sobre el manejo de estas tablas mil-std 414D
• Se usa la misma tabla para inspección normal y rigurosa. La diferencia está que cuando se aplica normal, la entrada es por la parte superior; cuando se aplica rigurosa es por la parte inferior.

155Jaime Alfonso Vélez Mayo 2006
PLAN DE MUESTREO POR VARIABLES
Normal mil-std 414D
Ejemplo 3: Especificación doble. Forma 2Variabilidad conocida. Método de la desviación estándar
El límite elástico de una pieza de acero debe estar entre 58000 y 67000 psi. Se inspecciona un lote de 500 unidades, con nivel IV, Normal, NAC=1,5%.
Se conoce que la variabilidad del proceso es psi3000

156Jaime Alfonso Vélez Mayo 2006
PLAN DE MUESTREO POR VARIABLES
Procedimiento:
1. De tabla 22 Hallamos letra I2. De tabla 33 El plan es: ( n=10 M=3,63 v=1,054 )3. Se miden las 10 unidades. Calculamos y dio
4. Calculamos: psi63000x
41,13
054,1)6367(v)xS(Qs
x
76,13
054,1)5863(v)Ix(QI

157Jaime Alfonso Vélez Mayo 2006
5. Con Qs y QI calculados antes, vamos a la tabla No.27 y hallamos Ps y PI
Ps=7,27 PI=2,83 Pt=10,1
Como Pt > M Rechazo N.
PLAN DE MUESTREO POR VARIABLES
Procedimiento:

158Jaime Alfonso Vélez Mayo 2006
Normas ISO - NTC
• NTC 2062-1 Estadísticas Vocabulario y SímbolosParte 1. Términos relativos a probabilidades y estadística en general.• NTC 2062-2 Estadísticas Vocabulario y SímbolosParte 2. Control estadístico de calidad• NTC 2062-3 Estadísticas Vocabulario y SímbolosParte 3. Diseño de experimentos• NTC 2224 Control de Calidad. EstadísticaInterpretación estadística de resultados de ensayos. Estimación de la media. Intervalo de confianza.• NTC 3529-1 Primera Actualización. Precisión de los
métodos de medición y de los resultados.Principios generales y definiciones.

159Jaime Alfonso Vélez Mayo 2006
Normas ISO - NTC
• NTC 3529-2 Primera Actualización.Exactitud (Veracidad y Precisión) de métodos de medición y resultados. Parte 2. Método básico para la determinación de repetibilidad y reproducibilidad en un método normalizado de medición.• NTC 3529-3 Primera Actualización.Exactitud (Veracidad y Precisión) de los métodos y resultados de las mediciones. Parte 3. Mediciones intermedias de la precisión de un método normalizado de medición.• NTC 3540 Normas Fundamentales. Interpretación
estadística de datos. Técnicas de estimación y pruebas relacionadas con las medias y las varianzas.
160Jaime Alfonso Vélez Mayo 2006
Normas ISO - NTC
• NTC 4477 Interpretación Estadística de Datos.Determinación de un intervalo de tolerancia estadística.• NTC 4608 Interpretación Estadística de Datos.Comparación de dos medias en el caso de observaciones pareadas.• NTC-ISO 2859-0 1ra. Actualización. Procedimientos
de muestreo para inspección por atributos. Parte 0. Introducción a la serie ISO 2859. Sistema de muestreo por atributos.
• NTC-ISO 2859-1 1ra. Actualización. Planes de muestreo para inspección por atributos. Parte 1. Planes de muestreo determinados por el Nivel Aceptable de Calidad (NAC) para inspección lote a lote.
161Jaime Alfonso Vélez Mayo 2006
Normas ISO - NTC
• NTC-ISO 2859-2 Procedimientos de muestreo para inspección por atributos. Parte 2. Planes de muestreo determinados por la Calidad Límite (CL) para la inspección de un lote aislado.
• NTC-ISO 2859-3 Procedimientos de muestreo para inspección por atributos. Parte 3. Procedimientos de muestreo intermitentes.
• NTC-ISO 3951 Procedimientos de muestreo y gráficos de inspección por variables para porcentaje no conforme.
• NTC-ISO 7870 Gráficos de Control. Guía e introducción generales.
162Jaime Alfonso Vélez Mayo 2006
Normas ISO - NTC
• NTC-ISO 7873 Gráficos de Control para promedio aritmético con límites de advertencia.
• NTC-ISO 8258 Gráficos de Control de Shewhart.• NTC-ISO 9004-4 Administración de la Calidad y
Elementos del Sistema de Calidad. Parte 4. Directrices para el mejoramiento de la calidad.

163Jaime Alfonso Vélez Mayo 2006