
CHECK LIST y Mejoramiento POES
8
18 UNIVERSIDAD DEL VALLE 1. Ingeniera en Industrias Alimentarias [email protected] 2. Egresada Ingeniería en Industrias Alimentarias [email protected] Universidad del Valle Artículo Científico (u Original) DISEÑO DE BUENAS PRÁCTICAS DE MANUFACTURA Y PROCEDIMIENTOS OPERACIONALES ESTANDARIZADOS DE SANIDAD EN EL FAENEO DEL COMPLEJO AVÍCOLA TORRICO S.R.L. PARA SU IMPLEMENTACIÓN Good design manufacturing and standardized operating procedures for health resort in the poultry Torrico working surfaces S.R.L. for its implementation Ing. Paula Mejía Arze 1 Docente Universidad del Valle - Cochabamba Carol V. Vallejos F. 2 RESUMEN El presente trabajo de grado fue realizado en la Em- presa Avícola Torrico S.R.L., que se dedica al faeneo y comercialización de pollos; se tuvo como objetivo di- señar y mejorar los procedimientos que aseguran la calidad sanitaria del producto: las Buenas Prácticas de Manufactura (BPM) y los Procedimientos Operaciona- les Estandarizados de Sanidad (POES) en la línea de faeneo. Dichos sistemas contribuyen al aseguramiento de la calidad del producto final, garantizando de este modo un producto apto para el consumo humano. El trabajo fue realizado por un período de cinco meses, cuando se pudo evidenciar, en primera instancia, la falta de higiene que se tiene en la etapa del sacrificio de las aves, una de las más susceptibles de contami- nación, y la ausencia de control en cada una de las etapas de faeneo; seguidamente al diagnóstico, se procedió a redactar una serie de documentos y regis- tros que ayudará a sistematizar el proceso y, de la misma forma, se efectuaron capacitaciones al perso- nal para que la empresa pueda tener un autocontrol en sus procesos y, al mismo tiempo, lograr una mejora continua, pudiéndose entregar al mercado un producto saludable. Palabras Clave: Inocuidad alimentaria, Buenas Prác- ticas de manufactura, procedimientos operacionales estandarizados de sanidad. ABSTRACT This was done graduate work in Torrico Poultry Com- pany Ltd., which is dedicated to working surfaces and marketing of chickens, was taken to design and im- prove procedures to ensure the sanitary quality of the product: the Good Manufacturing Practices (GMP) and Standardized Operating Procedures of Health (POES) Páginas 17 a 24 Fecha de recepción: 21/11/2010 Fecha de aprobación: 10/01/2011
-
Upload
arianna-baryiut-jorgge-llaguno -
Category
Documents
-
view
2.006 -
download
4
description
CHECKLIST for good BPM
Transcript of CHECK LIST y Mejoramiento POES

18UNIVERSIDAD DEL VALLE
1. Ingeniera en Industrias [email protected]
2. Egresada Ingeniería en Industrias [email protected]
Universidad del Valle
Artículo Científico (u Original)
DISEÑO DE BUENAS PRÁCTICAS DEMANUFACTURA Y PROCEDIMIENTOSOPERACIONALES ESTANDARIZADOS
DE SANIDAD EN EL FAENEO DELCOMPLEJO AVÍCOLA TORRICO
S.R.L. PARA SU IMPLEMENTACIÓN
Good design manufacturing andstandardized operating
procedures for health resort in thepoultry Torrico working surfaces
S.R.L. for its implementation
Ing. Paula Mejía Arze 1Docente Universidad del Valle - CochabambaCarol V. Vallejos F. 2
RESUMENEl presente trabajo de grado fue realizado en la Em-presa Avícola Torrico S.R.L., que se dedica al faeneoy comercialización de pollos; se tuvo como objetivo di-señar y mejorar los procedimientos que aseguran lacalidad sanitaria del producto: las Buenas Prácticas deManufactura (BPM) y los Procedimientos Operaciona-les Estandarizados de Sanidad (POES) en la línea defaeneo. Dichos sistemas contribuyen al aseguramientode la calidad del producto final, garantizando de estemodo un producto apto para el consumo humano.
El trabajo fue realizado por un período de cinco meses,cuando se pudo evidenciar, en primera instancia, lafalta de higiene que se tiene en la etapa del sacrificiode las aves, una de las más susceptibles de contami-nación, y la ausencia de control en cada una de lasetapas de faeneo; seguidamente al diagnóstico, seprocedió a redactar una serie de documentos y regis-
tros que ayudará a sistematizar el proceso y, de lamisma forma, se efectuaron capacitaciones al perso-nal para que la empresa pueda tener un autocontrol ensus procesos y, al mismo tiempo, lograr una mejoracontinua, pudiéndose entregar al mercado un productosaludable.
PalabrasClave: Inocuidad alimentaria, Buenas Prác-ticas de manufactura, procedimientos operacionalesestandarizados de sanidad.
ABSTRACTThis was done graduate work in Torrico Poultry Com-pany Ltd., which is dedicated to working surfaces andmarketing of chickens, was taken to design and im-prove procedures to ensure the sanitary quality of theproduct: the Good Manufacturing Practices (GMP) andStandardized Operating Procedures of Health (POES)
Páginas 17 a 24Fecha de recepción: 21/11/2010Fecha de aprobación: 10/01/2011
JOURNAL BOLIVIANO DE CIENCIAS • VOLUMEN 8 • NÚMERO 22 • ISSN 2075-8936
19 FACULTADES DE INFORMÁTICA Y ELECTRÓNICA - TECNOLOGÍA - ARQUITECTURA Y TURISMO
on the line working surfaces. These systems contributeto ensuring final product quality, thereby ensuring aproduct suitable for human consumption. The work was done for a period of five months, wasevident in the first instance the lack of hygiene is at thestage of culling, one of the most susceptible to conta-mination, and lack of control in each stage of workingsurfaces, then the diagnosis, we proceeded to draft aset of documents and records that help to systematizethe process and, in the same way, were made to stafftraining and the company may have self-control in itsprocesses At the same time, continuous improvement,being able to deliver to market a healthy product.
KeyWords: Food Safety, Good Manufacturing Practi-ces, standard operating procedures health.
INTRODUCCIÓNEn el actual comercio alimentario nacional e interna-cional, la calidad y la inocuidad o calidad higiénico-sa-nitaria tienen mucha importancia en la producción dealimentos. La tecnología de los alimentos ha jugadosiempre un papel importante en la vida del hombre,quien busca satisfacer su primera necesidad básica:alimentarse. Las diferentes tecnologías llegan a ser pi-vote en el mejoramiento de la calidad nutricional de losalimentos, asegurando su inocuidad, previniendo en-fermedades transmitidas por ellos, reduciendo las pér-didas por el deterioro o contaminación.
De esta manera, surge la necesidad de implementarnuevas técnicas y alternativas de calidad en la indus-tria alimentaria, para identificar peligros y estimar ries-gos que puedan afectar la inocuidad del alimento.Cualquier empresa que pretenda ser competitiva en elmercado actual debe tener una política de calidad es-tructurada a partir de la aplicación de los programasconocidos Buenas Prácticas de Manufactura y Proce-dimientos Operacionales Estandarizados de Sanidaden la elaboración de cualquier alimento o producto,transporte y comercialización.
El “Complejo Avícola Torrico S.R.L.”, fundado en la ciu-dad de Cochabamba en el año 2000, inició sus activi-dades en mayo de 2002, consagrándose en el rubrode la avicultura (faeneo y comercialización de pollos).Actualmente, la empresa tiene como meta entrar enotros mercados; por este motivo, busca mejorar la ca-lidad sanitaria y comercial de sus productos día a día;ve en la necesidad de establecer un sistema de ino-cuidad. Consecuentemente, el presente Proyecto deGrado plantea el diseño de las Buenas Prácticas deManufactura (BPM) y los Procedimientos Operaciona-les Estandarizados de Sanidad (POES), para asegurarla inocuidad de los productos.
OBJETIVOSGeneral
Diseñar las Buenas Prácticas de Manufactura y losProcedimientos Operacionales Estandarizados de Sa-nidad en el área de faeneo del Complejo Avícola To-rrico S.R.L. para su implementación.Específicos
• Realizar un diagnóstico del estado actual de la em-presa en las condiciones sanitarias de faeneo, exis-tentes basado en los principios de las BuenasPrácticas de Manufactura (BPM) y los Procedimien-tos Operacionales Estandarizados de Sanidad(POES).
• Elaborar los manuales de las Buenas Prácticas deManufactura (BPM) y los Procedimientos Operacio-nales Estandarizados de Sanidad (POES) para laempresa.
• Desarrollar planillas de control para las Buenas Prác-ticas de Manufactura (BPM) y los ProcedimientosOperacionales Estandarizados de Sanidad (POES)para la empresa.
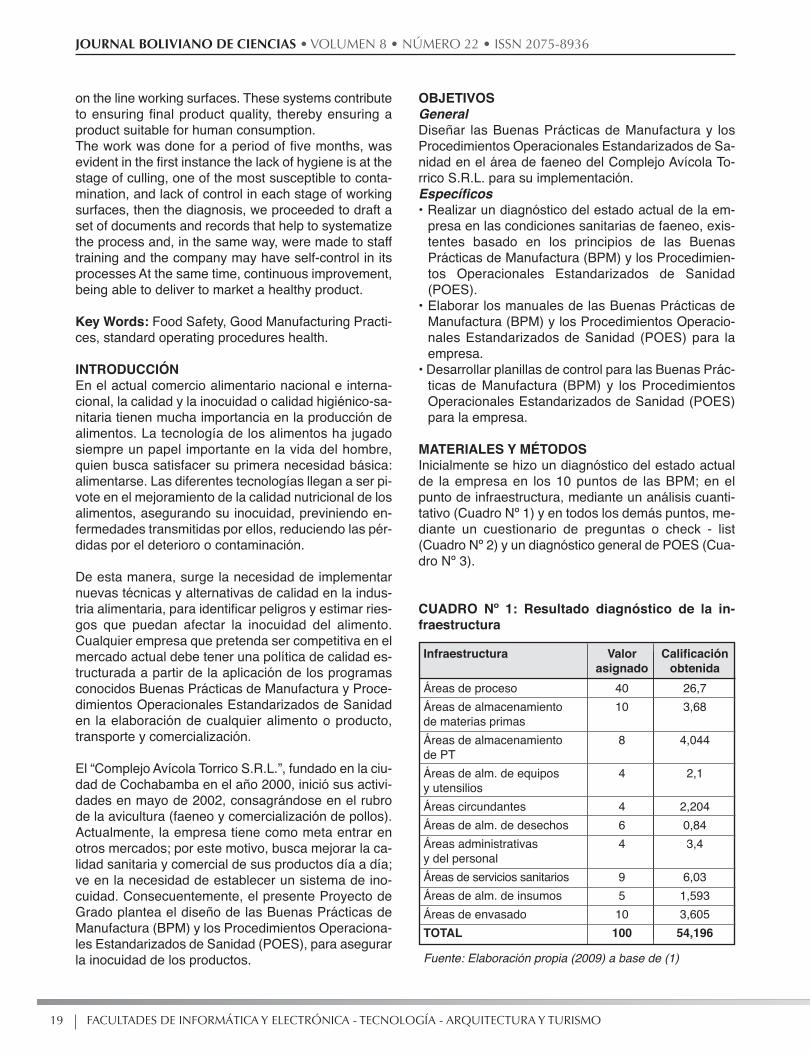
MATERIALESYMÉTODOSInicialmente se hizo un diagnóstico del estado actualde la empresa en los 10 puntos de las BPM; en elpunto de infraestructura, mediante un análisis cuanti-tativo (Cuadro Nº 1) y en todos los demás puntos, me-diante un cuestionario de preguntas o check - list(Cuadro Nº 2) y un diagnóstico general de POES (Cua-dro Nº 3).
CUADRO Nº 1: Resultado diagnóstico de la in-fraestructura
Infraestructura Valor Calificaciónasignado obtenida
Áreas de proceso 40 26,7
Áreas de almacenamiento 10 3,68de materias primas
Áreas de almacenamiento 8 4,044de PT
Áreas de alm. de equipos 4 2,1y utensilios
Áreas circundantes 4 2,204
Áreas de alm. de desechos 6 0,84
Áreas administrativas 4 3,4y del personal
Áreas de servicios sanitarios 9 6,03
Áreas de alm. de insumos 5 1,593
Áreas de envasado 10 3,605
TOTAL 100 54,196
Fuente: Elaboración propia (2009) a base de (1)
20UNIVERSIDAD DEL VALLE
JOURNAL BOLIVIANO DE CIENCIAS • VOLUMEN 8 • NÚMERO 22 • ISSN 2075-8936
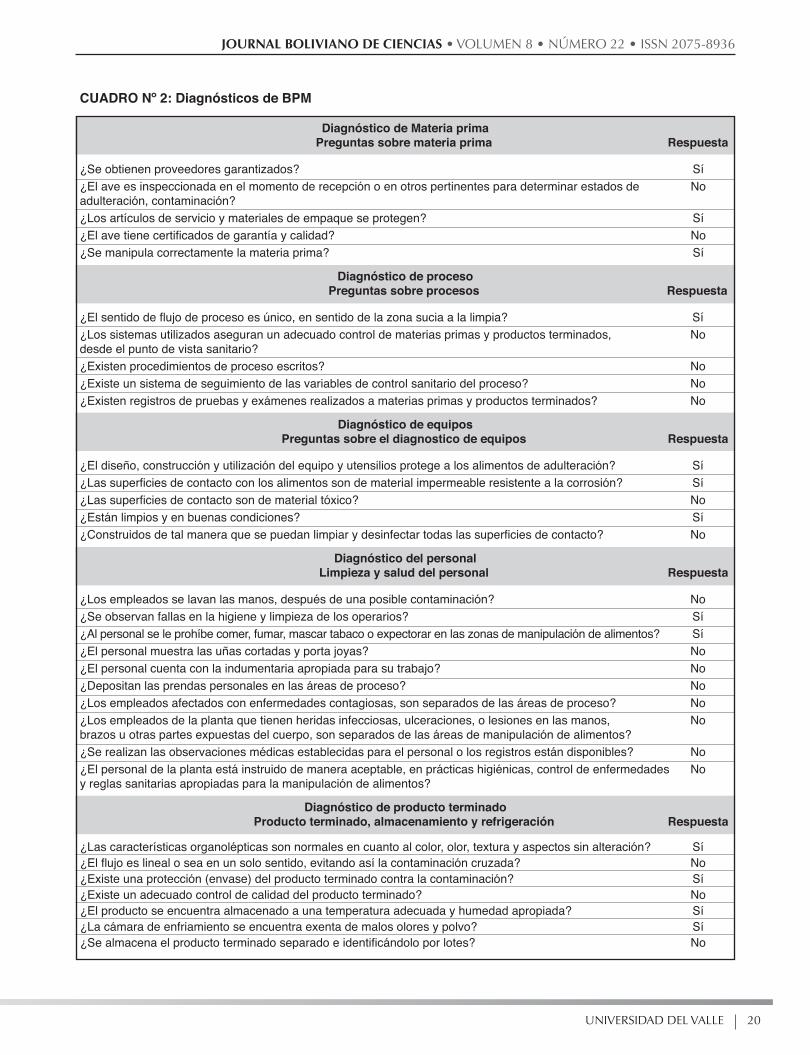
CUADRONº2:DiagnósticosdeBPM
DiagnósticodeMateriaprimaPreguntassobremateriaprima Respuesta
¿Se obtienen proveedores garantizados? Sí
¿El ave es inspeccionada en el momento de recepción o en otros pertinentes para determinar estados de Noadulteración, contaminación?
¿Los artículos de servicio y materiales de empaque se protegen? Sí
¿El ave tiene certificados de garantía y calidad? No
¿Se manipula correctamente la materia prima? Sí
DiagnósticodeprocesoPreguntassobreprocesos Respuesta
¿El sentido de flujo de proceso es único, en sentido de la zona sucia a la limpia? Sí
¿Los sistemas utilizados aseguran un adecuado control de materias primas y productos terminados, Nodesde el punto de vista sanitario?
¿Existen procedimientos de proceso escritos? No
¿Existe un sistema de seguimiento de las variables de control sanitario del proceso? No
¿Existen registros de pruebas y exámenes realizados a materias primas y productos terminados? No
DiagnósticodeequiposPreguntassobreeldiagnosticodeequipos Respuesta
¿El diseño, construcción y utilización del equipo y utensilios protege a los alimentos de adulteración? Sí
¿Las superficies de contacto con los alimentos son de material impermeable resistente a la corrosión? Sí
¿Las superficies de contacto son de material tóxico? No
¿Están limpios y en buenas condiciones? Sí
¿Construidos de tal manera que se puedan limpiar y desinfectar todas las superficies de contacto? No
DiagnósticodelpersonalLimpiezaysaluddelpersonal Respuesta
¿Los empleados se lavan las manos, después de una posible contaminación? No
¿Se observan fallas en la higiene y limpieza de los operarios? Sí
¿Al personal se le prohíbe comer, fumar, mascar tabaco o expectorar en las zonas de manipulación de alimentos? Sí
¿El personal muestra las uñas cortadas y porta joyas? No
¿El personal cuenta con la indumentaria apropiada para su trabajo? No
¿Depositan las prendas personales en las áreas de proceso? No
¿Los empleados afectados con enfermedades contagiosas, son separados de las áreas de proceso? No
¿Los empleados de la planta que tienen heridas infecciosas, ulceraciones, o lesiones en las manos, Nobrazos u otras partes expuestas del cuerpo, son separados de las áreas de manipulación de alimentos?
¿Se realizan las observaciones médicas establecidas para el personal o los registros están disponibles? No
¿El personal de la planta está instruido de manera aceptable, en prácticas higiénicas, control de enfermedades Noy reglas sanitarias apropiadas para la manipulación de alimentos?
DiagnósticodeproductoterminadoProductoterminado,almacenamientoyrefrigeración Respuesta
¿Las características organolépticas son normales en cuanto al color, olor, textura y aspectos sin alteración? Sí ¿El flujo es lineal o sea en un solo sentido, evitando así la contaminación cruzada? No ¿Existe una protección (envase) del producto terminado contra la contaminación? Sí ¿Existe un adecuado control de calidad del producto terminado? No ¿El producto se encuentra almacenado a una temperatura adecuada y humedad apropiada? Sí ¿La cámara de enfriamiento se encuentra exenta de malos olores y polvo? Sí ¿Se almacena el producto terminado separado e identificándolo por lotes? No
JOURNAL BOLIVIANO DE CIENCIAS • VOLUMEN 8 • NÚMERO 22 • ISSN 2075-8936
21 FACULTADES DE INFORMÁTICA Y ELECTRÓNICA - TECNOLOGÍA - ARQUITECTURA Y TURISMO
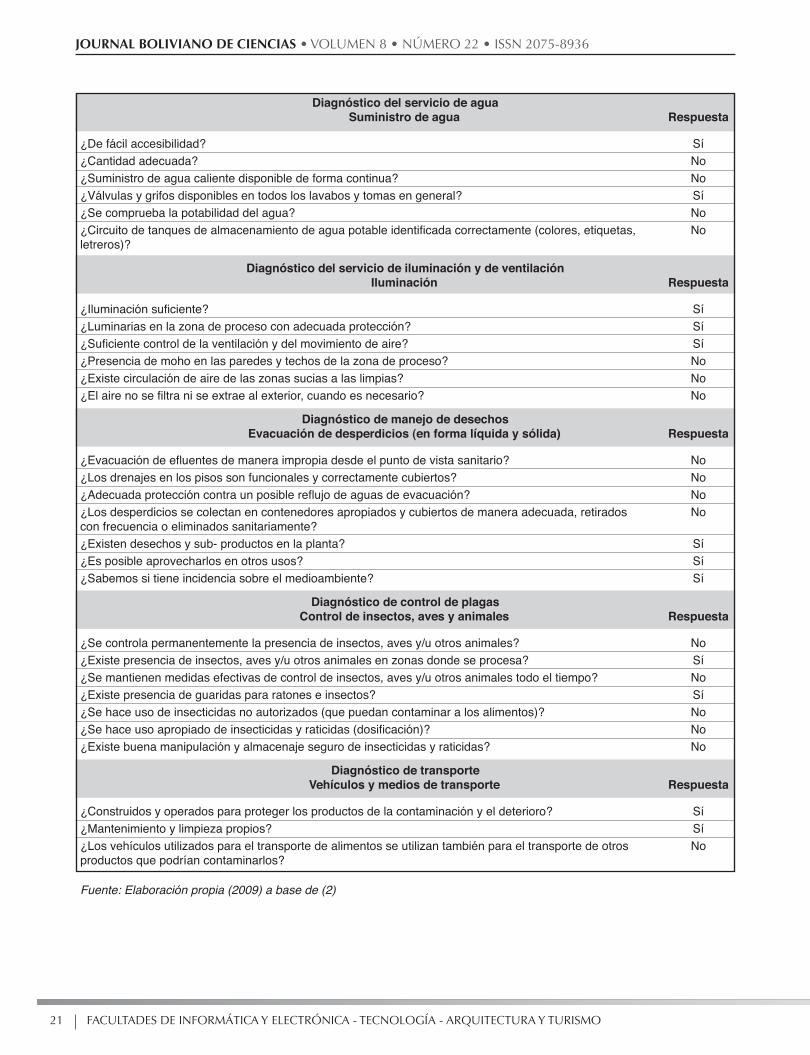
DiagnósticodelserviciodeaguaSuministrodeagua Respuesta
¿De fácil accesibilidad? Sí
¿Cantidad adecuada? No
¿Suministro de agua caliente disponible de forma continua? No
¿Válvulas y grifos disponibles en todos los lavabos y tomas en general? Sí
¿Se comprueba la potabilidad del agua? No
¿Circuito de tanques de almacenamiento de agua potable identificada correctamente (colores, etiquetas, Noletreros)?
DiagnósticodelserviciodeiluminaciónydeventilaciónIluminación Respuesta
¿Iluminación suficiente? Sí
¿Luminarias en la zona de proceso con adecuada protección? Sí
¿Suficiente control de la ventilación y del movimiento de aire? Sí
¿Presencia de moho en las paredes y techos de la zona de proceso? No
¿Existe circulación de aire de las zonas sucias a las limpias? No
¿El aire no se filtra ni se extrae al exterior, cuando es necesario? No
DiagnósticodemanejodedesechosEvacuacióndedesperdicios(enformalíquidaysólida) Respuesta
¿Evacuación de efluentes de manera impropia desde el punto de vista sanitario? No
¿Los drenajes en los pisos son funcionales y correctamente cubiertos? No
¿Adecuada protección contra un posible reflujo de aguas de evacuación? No
¿Los desperdicios se colectan en contenedores apropiados y cubiertos de manera adecuada, retirados Nocon frecuencia o eliminados sanitariamente?
¿Existen desechos y sub- productos en la planta? Sí
¿Es posible aprovecharlos en otros usos? Sí
¿Sabemos si tiene incidencia sobre el medioambiente? Sí
DiagnósticodecontroldeplagasControldeinsectos,avesyanimales Respuesta
¿Se controla permanentemente la presencia de insectos, aves y/u otros animales? No
¿Existe presencia de insectos, aves y/u otros animales en zonas donde se procesa? Sí
¿Se mantienen medidas efectivas de control de insectos, aves y/u otros animales todo el tiempo? No
¿Existe presencia de guaridas para ratones e insectos? Sí
¿Se hace uso de insecticidas no autorizados (que puedan contaminar a los alimentos)? No
¿Se hace uso apropiado de insecticidas y raticidas (dosificación)? No
¿Existe buena manipulación y almacenaje seguro de insecticidas y raticidas? No
DiagnósticodetransporteVehículosymediosdetransporte Respuesta
¿Construidos y operados para proteger los productos de la contaminación y el deterioro? Sí
¿Mantenimiento y limpieza propios? Sí
¿Los vehículos utilizados para el transporte de alimentos se utilizan también para el transporte de otros Noproductos que podrían contaminarlos?
Fuente: Elaboración propia (2009) a base de (2)
22UNIVERSIDAD DEL VALLE
JOURNAL BOLIVIANO DE CIENCIAS • VOLUMEN 8 • NÚMERO 22 • ISSN 2075-8936
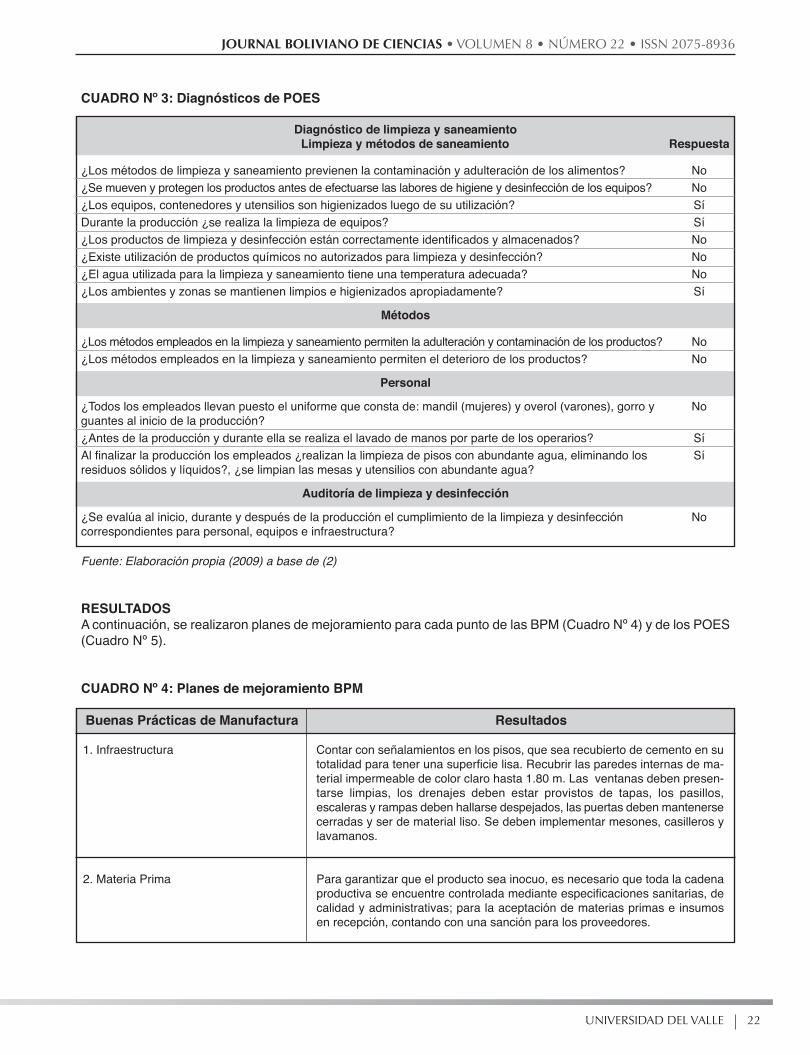
CUADRONº3:DiagnósticosdePOES
DiagnósticodelimpiezaysaneamientoLimpiezaymétodosdesaneamiento Respuesta
¿Los métodos de limpieza y saneamiento previenen la contaminación y adulteración de los alimentos? No
¿Se mueven y protegen los productos antes de efectuarse las labores de higiene y desinfección de los equipos? No
¿Los equipos, contenedores y utensilios son higienizados luego de su utilización? Sí
Durante la producción ¿se realiza la limpieza de equipos? Sí
¿Los productos de limpieza y desinfección están correctamente identificados y almacenados? No
¿Existe utilización de productos químicos no autorizados para limpieza y desinfección? No
¿El agua utilizada para la limpieza y saneamiento tiene una temperatura adecuada? No
¿Los ambientes y zonas se mantienen limpios e higienizados apropiadamente? Sí
Métodos
¿Los métodos empleados en la limpieza y saneamiento permiten la adulteración y contaminación de los productos? No
¿Los métodos empleados en la limpieza y saneamiento permiten el deterioro de los productos? No
Personal
¿Todos los empleados llevan puesto el uniforme que consta de: mandil (mujeres) y overol (varones), gorro y Noguantes al inicio de la producción?
¿Antes de la producción y durante ella se realiza el lavado de manos por parte de los operarios? Sí
Al finalizar la producción los empleados ¿realizan la limpieza de pisos con abundante agua, eliminando los Síresiduos sólidos y líquidos?, ¿se limpian las mesas y utensilios con abundante agua?
Auditoríadelimpiezaydesinfección
¿Se evalúa al inicio, durante y después de la producción el cumplimiento de la limpieza y desinfección Nocorrespondientes para personal, equipos e infraestructura?
Fuente: Elaboración propia (2009) a base de (2)
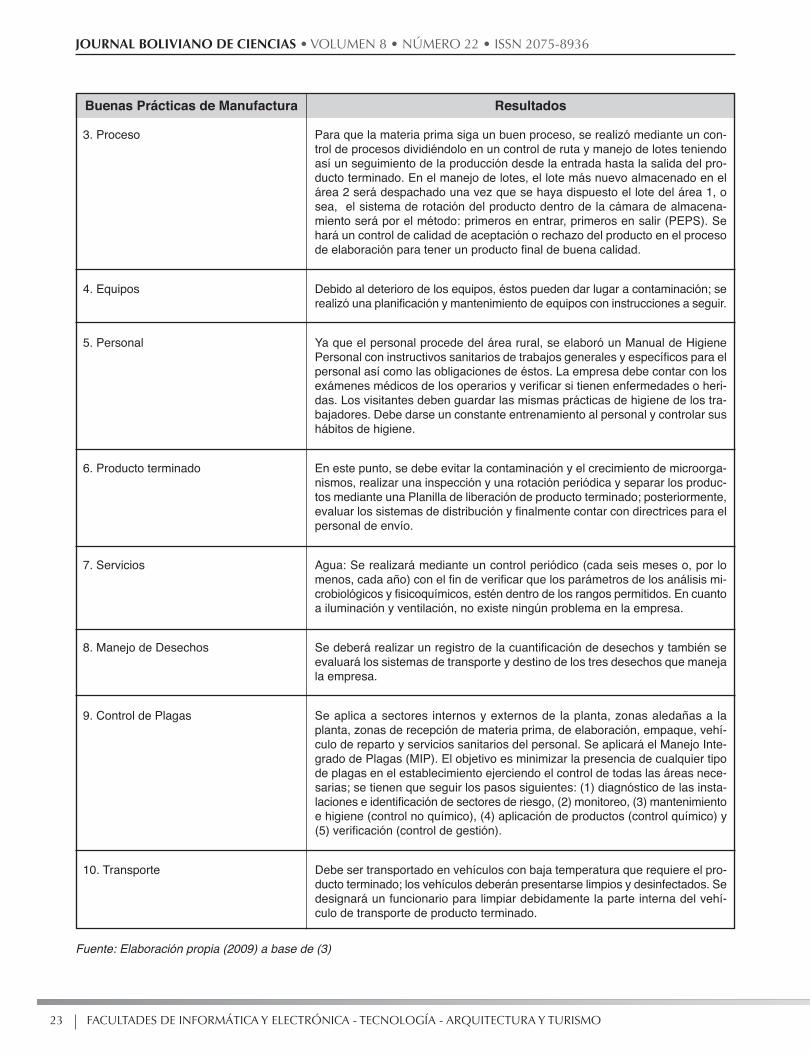
RESULTADOSA continuación, se realizaron planes de mejoramiento para cada punto de las BPM (Cuadro Nº 4) y de los POES(Cuadro Nº 5).
CUADRONº4:PlanesdemejoramientoBPM
BuenasPrácticasdeManufactura Resultados
Contar con señalamientos en los pisos, que sea recubierto de cemento en sutotalidad para tener una superficie lisa. Recubrir las paredes internas de ma-terial impermeable de color claro hasta 1.80 m. Las ventanas deben presen-tarse limpias, los drenajes deben estar provistos de tapas, los pasillos,escaleras y rampas deben hallarse despejados, las puertas deben mantenersecerradas y ser de material liso. Se deben implementar mesones, casilleros ylavamanos.
Para garantizar que el producto sea inocuo, es necesario que toda la cadenaproductiva se encuentre controlada mediante especificaciones sanitarias, decalidad y administrativas; para la aceptación de materias primas e insumosen recepción, contando con una sanción para los proveedores.
1. Infraestructura
2. Materia Prima
JOURNAL BOLIVIANO DE CIENCIAS • VOLUMEN 8 • NÚMERO 22 • ISSN 2075-8936
23 FACULTADES DE INFORMÁTICA Y ELECTRÓNICA - TECNOLOGÍA - ARQUITECTURA Y TURISMO
3. Proceso
4. Equipos
5. Personal
6. Producto terminado
7. Servicios
8. Manejo de Desechos
9. Control de Plagas
10. Transporte
BuenasPrácticasdeManufactura Resultados
Para que la materia prima siga un buen proceso, se realizó mediante un con-trol de procesos dividiéndolo en un control de ruta y manejo de lotes teniendoasí un seguimiento de la producción desde la entrada hasta la salida del pro-ducto terminado. En el manejo de lotes, el lote más nuevo almacenado en elárea 2 será despachado una vez que se haya dispuesto el lote del área 1, osea, el sistema de rotación del producto dentro de la cámara de almacena-miento será por el método: primeros en entrar, primeros en salir (PEPS). Sehará un control de calidad de aceptación o rechazo del producto en el procesode elaboración para tener un producto final de buena calidad.
Debido al deterioro de los equipos, éstos pueden dar lugar a contaminación; serealizó una planificación y mantenimiento de equipos con instrucciones a seguir.
Ya que el personal procede del área rural, se elaboró un Manual de HigienePersonal con instructivos sanitarios de trabajos generales y específicos para elpersonal así como las obligaciones de éstos. La empresa debe contar con losexámenes médicos de los operarios y verificar si tienen enfermedades o heri-das. Los visitantes deben guardar las mismas prácticas de higiene de los tra-bajadores. Debe darse un constante entrenamiento al personal y controlar sushábitos de higiene.
En este punto, se debe evitar la contaminación y el crecimiento de microorga-nismos, realizar una inspección y una rotación periódica y separar los produc-tos mediante una Planilla de liberación de producto terminado; posteriormente,evaluar los sistemas de distribución y finalmente contar con directrices para elpersonal de envío.
Agua: Se realizará mediante un control periódico (cada seis meses o, por lomenos, cada año) con el fin de verificar que los parámetros de los análisis mi-crobiológicos y fisicoquímicos, estén dentro de los rangos permitidos. En cuantoa iluminación y ventilación, no existe ningún problema en la empresa.
Se deberá realizar un registro de la cuantificación de desechos y también seevaluará los sistemas de transporte y destino de los tres desechos que manejala empresa.
Se aplica a sectores internos y externos de la planta, zonas aledañas a laplanta, zonas de recepción de materia prima, de elaboración, empaque, vehí-culo de reparto y servicios sanitarios del personal. Se aplicará el Manejo Inte-grado de Plagas (MIP). El objetivo es minimizar la presencia de cualquier tipode plagas en el establecimiento ejerciendo el control de todas las áreas nece-sarias; se tienen que seguir los pasos siguientes: (1) diagnóstico de las insta-laciones e identificación de sectores de riesgo, (2) monitoreo, (3) mantenimientoe higiene (control no químico), (4) aplicación de productos (control químico) y(5) verificación (control de gestión).
Debe ser transportado en vehículos con baja temperatura que requiere el pro-ducto terminado; los vehículos deberán presentarse limpios y desinfectados. Sedesignará un funcionario para limpiar debidamente la parte interna del vehí-culo de transporte de producto terminado.
Fuente: Elaboración propia (2009) a base de (3)
24UNIVERSIDAD DEL VALLE
JOURNAL BOLIVIANO DE CIENCIAS • VOLUMEN 8 • NÚMERO 22 • ISSN 2075-8936
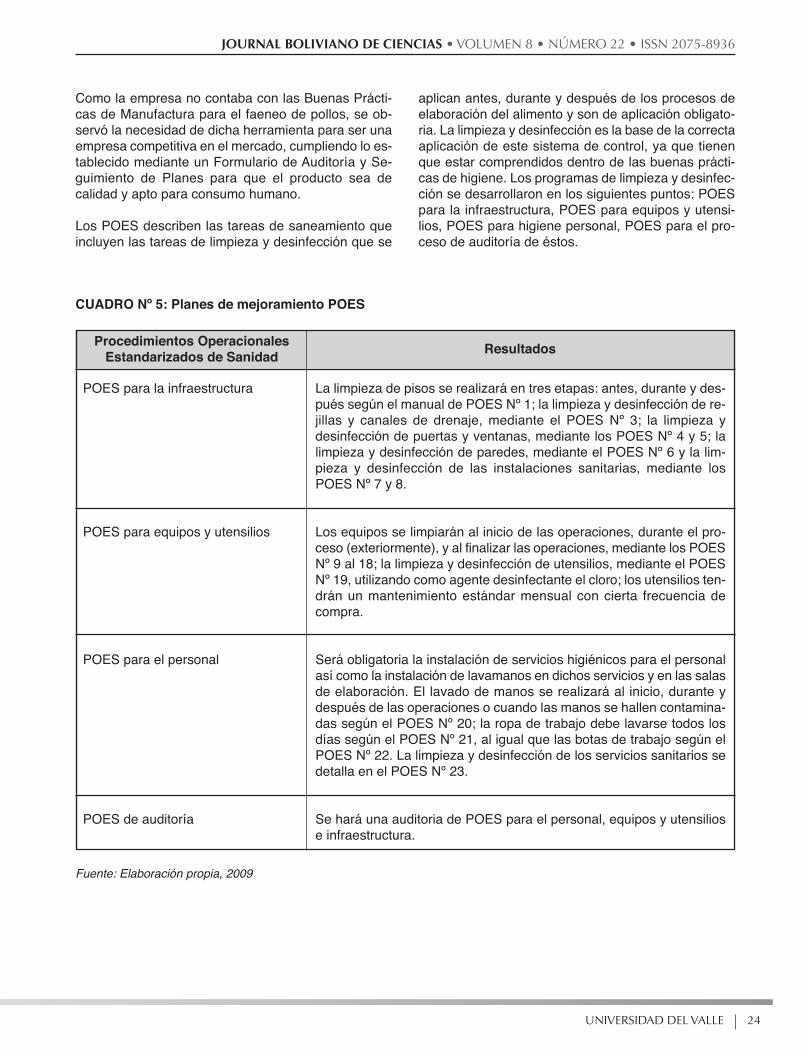
Como la empresa no contaba con las Buenas Prácti-cas de Manufactura para el faeneo de pollos, se ob-servó la necesidad de dicha herramienta para ser unaempresa competitiva en el mercado, cumpliendo lo es-tablecido mediante un Formulario de Auditoría y Se-guimiento de Planes para que el producto sea decalidad y apto para consumo humano.
Los POES describen las tareas de saneamiento queincluyen las tareas de limpieza y desinfección que se
aplican antes, durante y después de los procesos deelaboración del alimento y son de aplicación obligato-ria. La limpieza y desinfección es la base de la correctaaplicación de este sistema de control, ya que tienenque estar comprendidos dentro de las buenas prácti-cas de higiene. Los programas de limpieza y desinfec-ción se desarrollaron en los siguientes puntos: POESpara la infraestructura, POES para equipos y utensi-lios, POES para higiene personal, POES para el pro-ceso de auditoría de éstos.
Resultados
POES para la infraestructura
POES para equipos y utensilios
POES para el personal
POES de auditoría
ProcedimientosOperacionalesEstandarizadosdeSanidad
CUADRONº5:PlanesdemejoramientoPOES
Fuente: Elaboración propia, 2009
La limpieza de pisos se realizará en tres etapas: antes, durante y des-pués según el manual de POES Nº 1; la limpieza y desinfección de re-jillas y canales de drenaje, mediante el POES Nº 3; la limpieza ydesinfección de puertas y ventanas, mediante los POES Nº 4 y 5; lalimpieza y desinfección de paredes, mediante el POES Nº 6 y la lim-pieza y desinfección de las instalaciones sanitarias, mediante losPOES Nº 7 y 8.
Los equipos se limpiarán al inicio de las operaciones, durante el pro-ceso (exteriormente), y al finalizar las operaciones, mediante los POESNº 9 al 18; la limpieza y desinfección de utensilios, mediante el POESNº 19, utilizando como agente desinfectante el cloro; los utensilios ten-drán un mantenimiento estándar mensual con cierta frecuencia decompra.
Será obligatoria la instalación de servicios higiénicos para el personalasí como la instalación de lavamanos en dichos servicios y en las salasde elaboración. El lavado de manos se realizará al inicio, durante ydespués de las operaciones o cuando las manos se hallen contamina-das según el POES Nº 20; la ropa de trabajo debe lavarse todos losdías según el POES Nº 21, al igual que las botas de trabajo según elPOES Nº 22. La limpieza y desinfección de los servicios sanitarios sedetalla en el POES Nº 23.
Se hará una auditoria de POES para el personal, equipos y utensiliose infraestructura.

JOURNAL BOLIVIANO DE CIENCIAS • VOLUMEN 8 • NÚMERO 22 • ISSN 2075-8936
25 FACULTADES DE INFORMÁTICA Y ELECTRÓNICA - TECNOLOGÍA - ARQUITECTURA Y TURISMO
La empresa cumple con la parte de limpieza de ma-nera relativa pero sin hacer cumplir la parte de desin-fección, por lo que se elaboraron los manuales dePOES para que la Empresa Avícola Torrico S.R. L.cumpla con estos procedimientos y así se tenga un ali-mento de calidad y en buenas condiciones de higiene.
CONCLUSIONESLos resultados más importantes del presente Proyectode grado fueron:1) Se realizó un diagnóstico del estado actual de la em-presa basado en las Buenas Prácticas de Manufactura(BPM) y los Procedimientos Operacionales Estandari-zados de Sanidad (POES) en las condiciones sanita-rias de faeneo, de manera cuantitativa para lainfraestructura y por medio de preguntas en los demáspuntos.• Se encontraron deficiencias en las áreas de: alma-
cenamiento de materia prima, de procesado, de pro-ducto terminado y de servicios sanitarios; losdiagnósticos, sugerencias y planes de mejoramientose detallan en R`esultados.
• Las especificaciones de materia prima con las quecuenta la empresa deben ser ampliados.
• Se hallaron deficiencias en cuanto a los hábitos dedesinfección.
2) Se elaboraron manuales de las Buenas Prácticasde Manufactura (BPM) y los Procedimientos Opera-cionales Estandarizados de Sanidad (POES) para laempresa.
3) El Complejo Avícola Torrico S.R.L. posee hábitos delimpieza pero no de desinfección, los cuales no se ha-llan documentados, por lo que se concluye que:• A los procedimientos actuales de limpieza, se nece-
sita incorporar los procedimientos de desinfección yse requiere basarse en los POES.
REFERENCIASBIBLIOGRÁFICAS
(1) BAYA B. ANA (2003). “Herramientas de auditoríapara el sistema de Buenas Prácticas de Manufactura yProcedimientos Estandarizados de Operaciones Sani-tarias para la industria alimentaria en Bolivia” En: Jour-nal Boliviano de Ciencias, Vol. 5, Nº12, Universidad delValle.
(2) SERVICIO NACIONAL DE SANIDAD AGROPE-CUARIA E INOCUIDAD ALIMENTARIA (2001). Acta deinspección de recinto, Unidad de Inocuidad Alimenta-ria. SENASAG. Bolivia.
(3) BALDERRAMA J. y ZAMBRANA F. (2003). Diseñodel Sistema HACCP para el Aseguramiento de la Ino-cuidad y los Programas Pre Requisitos para la Em-presa Deshidratadora “Tropical Fruit Deligth AgroinboS.R.L.” Tesis de Grado. Cochabamba, Bolivia. Univer-sidad Privada del Valle


















