Arena Verde
18
“Green Sand Molding” Moldeo en Arena Verde Moldeo en Arena Verde ME58B ME58B Fundición y Soldadura Fundición y Soldadura Integrantes: Integrantes: Gonzalo Chang R. Sandro Garrido E. Felipe Soto B. Camilo
-
Upload
diego-romero -
Category
Documents
-
view
238 -
download
0
description
Moldeo arena verde
Transcript of Arena Verde
“Green Sand Molding”Moldeo en Arena VerdeMoldeo en Arena Verde
ME58BME58B
Fundición y SoldaduraFundición y Soldadura
Integrantes:Integrantes: Gonzalo Chang R.Sandro Garrido E.Felipe Soto B.Camilo Orellana A.
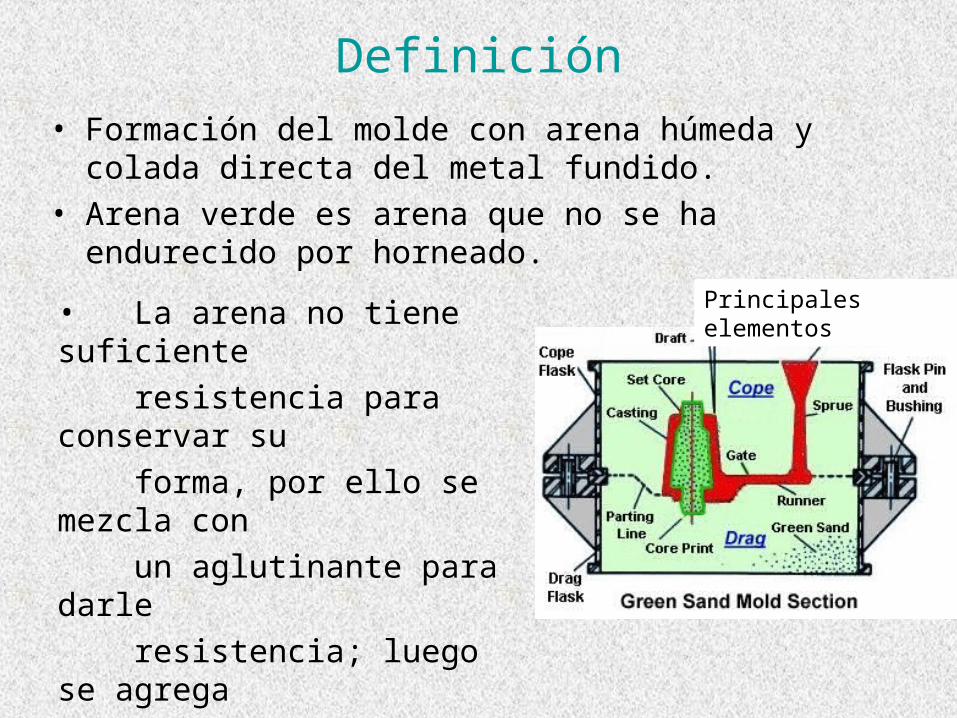
Definición• Formación del molde con arena húmeda y colada directa
del metal fundido.• Arena verde es arena que no se ha endurecido por
horneado.
• La arena no tiene suficiente
resistencia para conservar su
forma, por ello se mezcla con
un aglutinante para darle
resistencia; luego se agrega
un poco de agua para que se adhiera.
Principales elementos
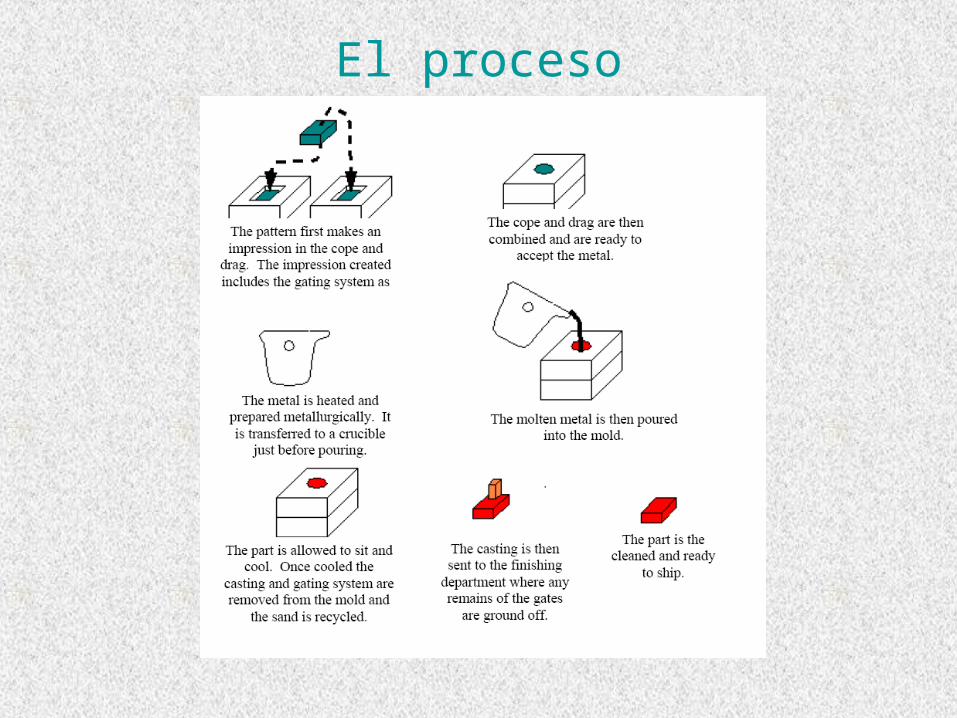
El proceso
Proceso de moldeo en verde• Métodos son exprimidos y moldeados contra un patrón.• Tipos de moldeo. Alta presión a alta velocidad. Placa de fósforo -automática-. Presión contra frasco.
• Moldeo es automático, donde se solidifica y se enfría.• Formas de verter el metal: Horno vertedero Cucharones
• Se divide el bastidor de la arena.• El corredor se reutiliza.
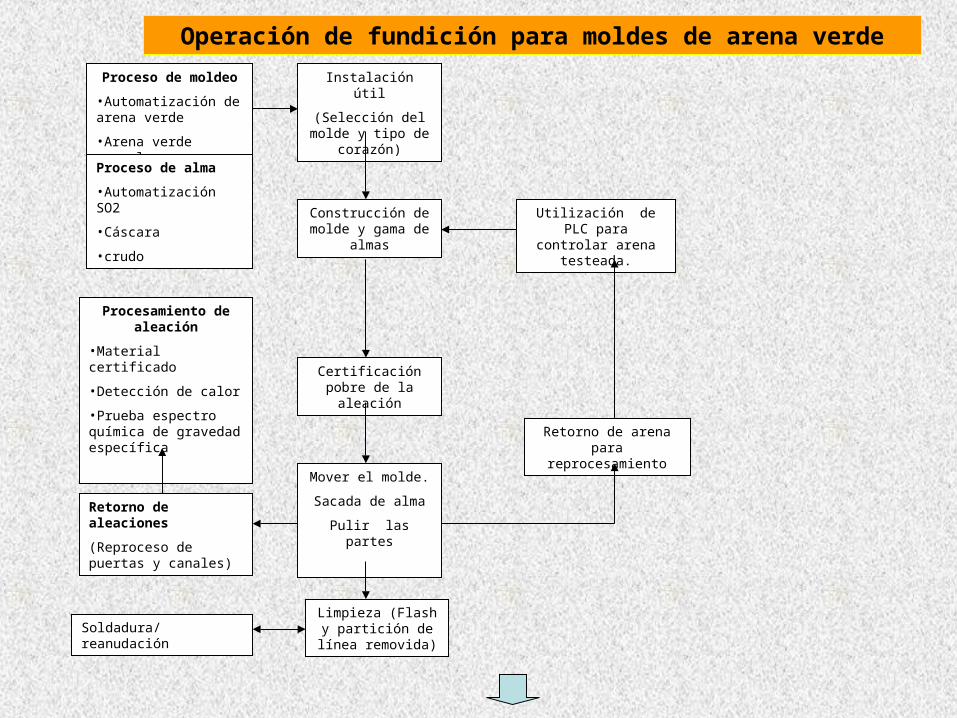
Operación de fundición para moldes de arena verde
Proceso de moldeo
•Automatización de arena verde
•Arena verde manual
Proceso de alma
•Automatización SO2
•Cáscara
•crudo
Instalación útil
(Selección del molde y tipo de corazón)
Certificación pobre de la aleación
Procesamiento de aleación
•Material certificado
•Detección de calor
•Prueba espectro química de gravedad específica
Retorno de aleaciones
(Reproceso de puertas y canales)
Construcción de molde y gama de
almas
Limpieza (Flash y partición de línea
removida)
Mover el molde.
Sacada de alma
Pulir las partes
Retorno de arena para reprocesamiento
Utilización de PLC para controlar arena
testeada.
Soldadura/reanudación
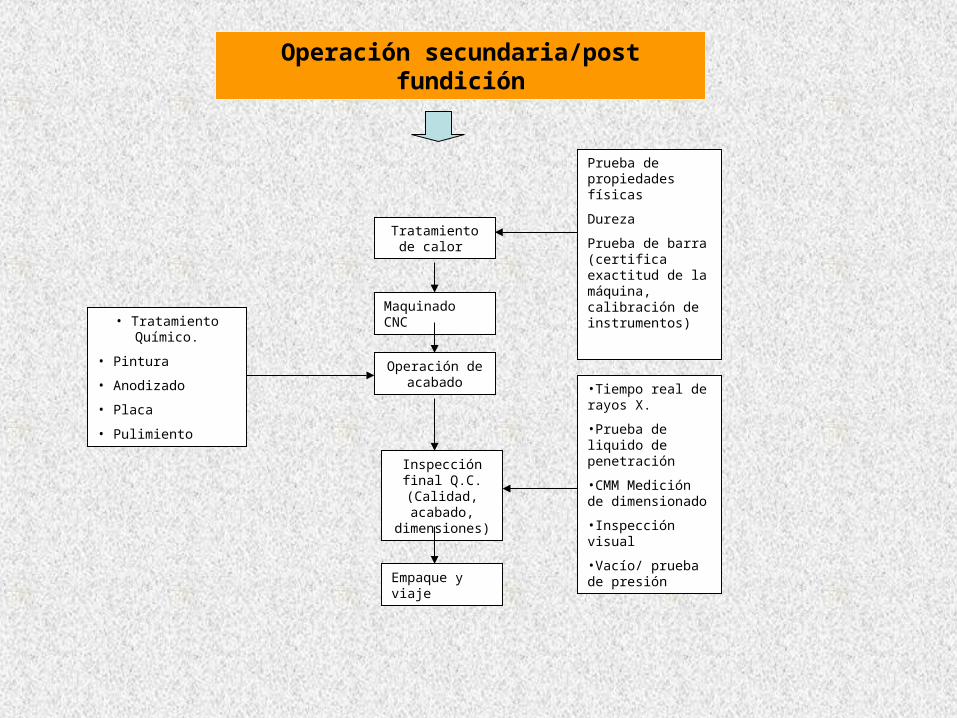
Operación secundaria/post fundición
• Tratamiento Químico.
• Pintura
• Anodizado
• Placa
• Pulimiento
•Tiempo real de rayos X.
•Prueba de liquido de penetración
•CMM Medición de dimensionado
•Inspección visual
•Vacío/ prueba de presión
Prueba de propiedades físicas
Dureza
Prueba de barra (certifica exactitud de la máquina, calibración de instrumentos)
Empaque y viaje
Inspección final Q.C. (Calidad,
acabado, dimensiones)
Operación de acabado
Maquinado CNC
Tratamiento de calor
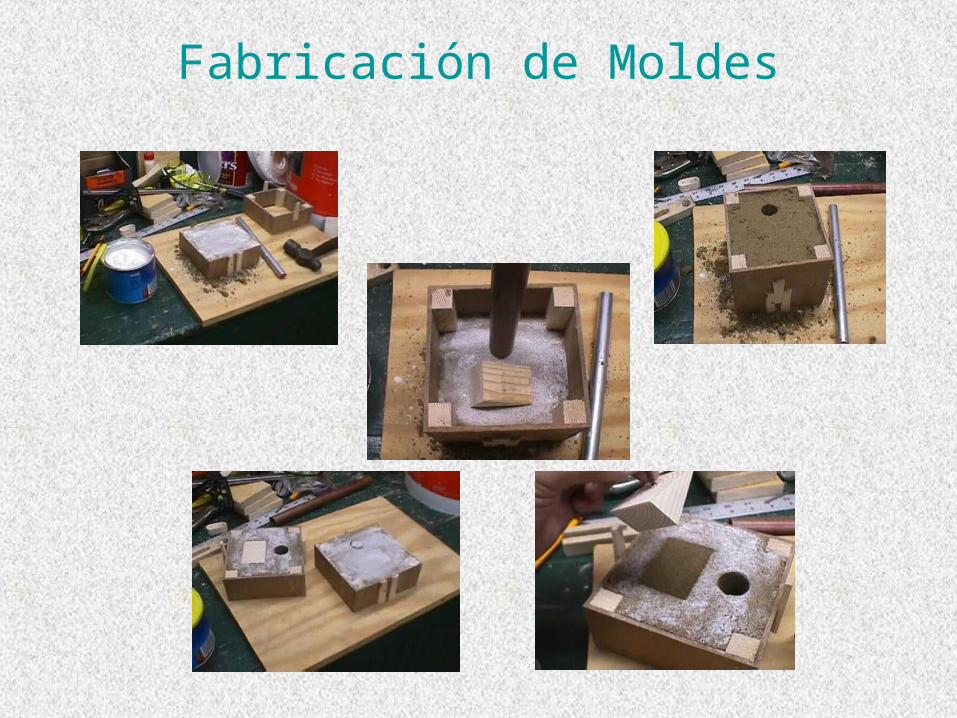
Fabricación de Moldes
• Proporción típica en volumen.– 90% arena (Si02)– 7% arcilla– 3% agua
• Métodos de compactación.– Manual– Presión neumática– Sacudimiento– Lanzamiento de arena a presión
Fabricación de Moldes

Fabricación de Moldes
Propiedades de la Arena
• Flotabilidad• Deformación plástica• Resistencia verde• Resistencia seca• Permeabilidad• Capacidad refractaria• Reutilización
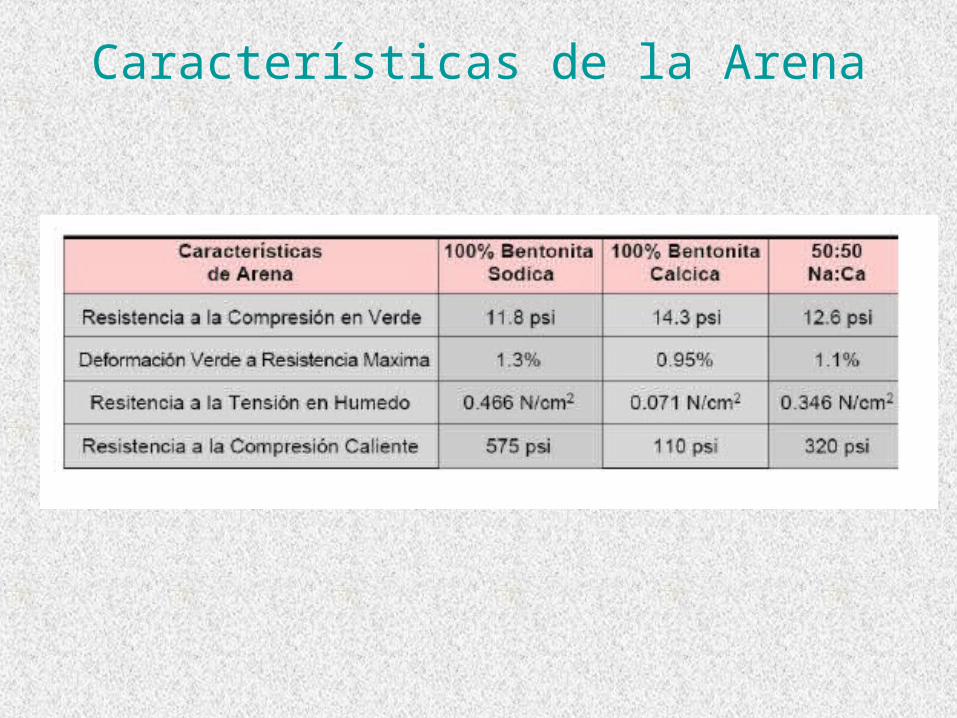
Características de la Arena
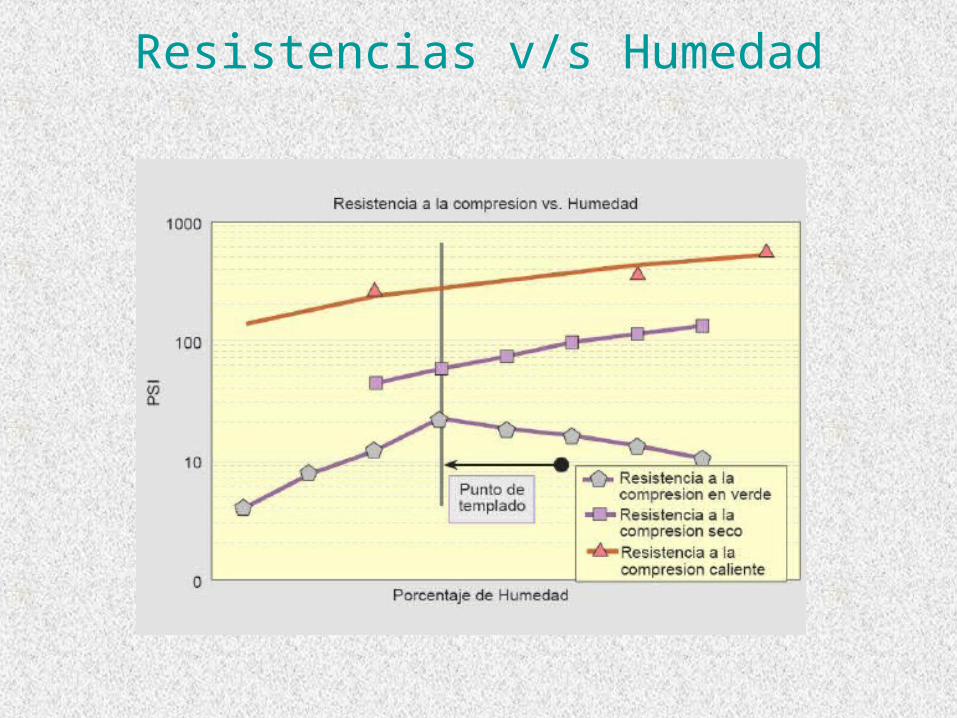
Resistencias v/s Humedad
Ventajas del Moldeo en Arena Verde
• Posibilidad de obtención de piezas delgadas en acero (~3mm.)
• Posibilidad de utilización en casi todo tipo de metales y aleaciones.
• Resistente a altas temperaturas. (titanio 1491K)
• Es un proceso más barato que el resto.
Ventajas del Moldeo en Arena Verde
• No requiere de tolerancia especiales.
• El acabado es uniforme y liso.
• El moldeo es bastante simple.
• El material del molde es reciclable (~95%)
• Costos de materiales bajos y proceso flexible.
Desventajas del Moldeo en Arena Verde
• No es adecuado para piezas grandes.
• No se obtienen tolerancias reducidas.
• No es adecuado para piezas de geometría compleja.
• No se obtienen acabados superficiales óptimos.
Pruebas y Control de Calidad del Moldeo• Control de Humedad Prueba de Compactabilidad.
• Mejoramiento del acabado superficial y reducción de la penetración del metal Adición de carbón.
• Cantidad total de bentonita en la arena Prueba de azul de metileno actuar sobre la cantidad de arcilla.
• Control de la expansión del molde Polvo de carbón (Sea Coat).
• El tipo de arena controla las tolerancias, el acabado superficial y la capacidad de repetición.
Conclusiones
• Características del proceso, costos, flexibilidad, facilidad de producción principal método para producción de piezas por fundición.
• Grandes diferencias entre el proceso manual y el industrial.
• Alto grado de reciclaje de la arena.• Altos requerimientos de la arena (agua y arcilla) para
controlar tolerancias y terminación superficiales de piezas.
• Utilización en piezas pequeñas y medianas.
fin