
APLICACIÓN DEL LEAN MANUFACTURING EN FAGOR:...
24
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos 44 APLICACIÓN DEL LEAN MANUFACTURING EN FAGOR: FMS
Transcript of APLICACIÓN DEL LEAN MANUFACTURING EN FAGOR:...

Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
44
APLICACIÓN DEL LEAN MANUFACTURING EN
FAGOR: FMS
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
45
4 APLICACIÓN DEL LEAN MANUFACTURING EN FAGOR: FMS
FAGOR GROUP, como empresa líder en su sector, orienta sus esfuerzos y gestión hacia una plena satisfacción de las necesidades y expectativas de sus clientes.
La consecución del éxito deseado se asienta en el compromiso firme y activo de toda la organización, para difundir y poner en práctica los principios fundamentales que integran la filosofía y política de Fagor Group.
Fagor Group se encuentra dentro de un mercado manufacturero global. Las empresas integradas en el sector deben afrontar las demandas cada vez más cambiantes y exigentes del mercado actual con productos cada vez más competitivos a nivel de precio, calidad y nivel de servicio. Ante esta situación los sistemas productivos de las empresas deben replantearse con objeto de alcanzar la competitividad requerida por los mercados actuales.
Así pues, dentro de este escenario global, el Comité de Estrategia de Fagor Group, ha puesto bajo la responsabilidad de la Dirección Industrial la consecución de un nuevo sistema de Producción. Tomando esta premisa y como fruto de una reflexión, un estudio de la situación global y de las claves de la organización y gestión industrial actual, surge el modelo denominado Fagor Manufacturing System “FMS”. Este modelo se basa en el modelo productivo de la producción ajustada (Lean Manufacturing) que supone una gestión de procesos innovadora que permite ofrecer bienes y servicios industriales más ajustados a los deseos del cliente, con mucha mayor rapidez, a un coste más bajo y con la calidad asegurada.
El objetivo de las iniciativas Lean siempre debe ser el comunicar el máximo valor a cada etapa de los procesos que integran el flujo de valor de un producto, más allá de los que se llevan a cabo en una empresa determinada y aunar los esfuerzos de las empresas que se encuentran en dicho flujo, persiguiendo la eficiencia de forma conjunta, en lugar de que cada una se centre exclusivamente en aumentar sus beneficios a costa de las demás.
Basándose en lo descrito hasta el momento y después de analizar la situación en todos y cada uno de los Business Groups de los que se compone Fagor Group, se decide cambiar el modelo de producción a uno que se asemeje a los sistemas de producción basados en el Lean Manufacturing.
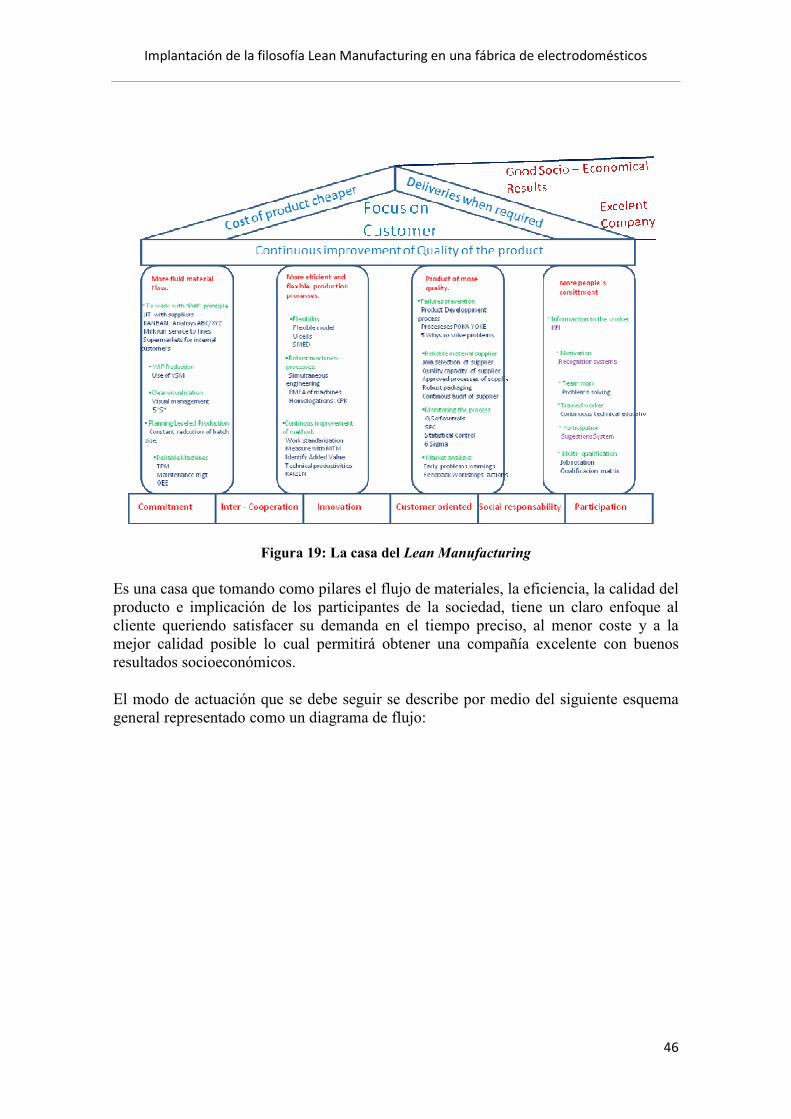
Por ello, y tomando como base los principios nombrados anteriormente se construye lo que se denomina la casa del Lean, la cual se muestra en la siguiente imagen:
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
46
Figura 19: La casa del Lean Manufacturing
Es una casa que tomando como pilares el flujo de materiales, la eficiencia, la calidad del producto e implicación de los participantes de la sociedad, tiene un claro enfoque al cliente queriendo satisfacer su demanda en el tiempo preciso, al menor coste y a la mejor calidad posible lo cual permitirá obtener una compañía excelente con buenos resultados socioeconómicos.
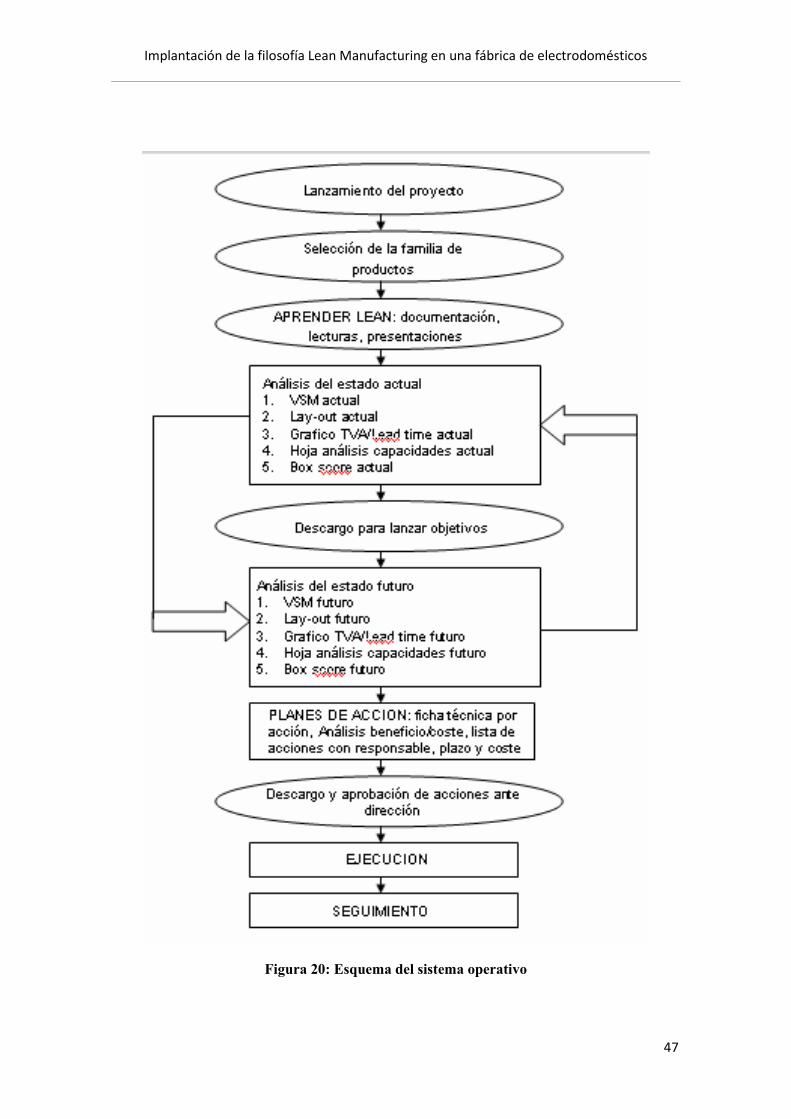
El modo de actuación que se debe seguir se describe por medio del siguiente esquema general representado como un diagrama de flujo:
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
47
Figura 20: Esquema del sistema operativo
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
48
4.1.1 REQUISITOS PREVIOS
En este apartado se van a los requisitos previos que se consideran necesarios para la
implantación de la metodología VSM. Se verán los recursos físicos necesarios, el tiempo de
dedicación, el calendario de trabajo, el equipo de trabajo y la documentación que este deberá
recopilar.
4.1.1.1 RECURSOS FÍSICOS
Para comenzar este proyecto se necesitan unos requisitos mínimos de sala en la que se desarrollará todo el proyecto. Las funciones de esta sala son:
• Un lugar de exposición pública del FMS y sus actividades de mejora desarrolladas o en desarrollo
• Un lugar para impartir conocimientos relacionados con el FMS • Un lugar para reuniones y actividades de seguimiento
Se dispondrá de los siguientes medios en la sala:
• Proyector y pantalla • Pizarra • Mesas de trabajo (individuales y/o en grupo) • Paredes que permitan colgar paneles tamaño A0 con el resultado y el trabajo
realizado. Se recomiendan al menos 2 paredes con un tamaño mínimo de 2x5 metros.
• Material de oficina (lápiz, post-it, celo, rotuladores de colores, tijera, cartulinas de color rosa, blanco y verde)
Estos requisitos de sala serán necesarios por cada VSM que se realice.
4.1.1.2 TIEMPO DE DEDICACIÓN
La sistemática FMS y la elaboración del VSM tienen implícita una dedicación en tiempo que a continuación pasamos a detallar. Estos ritmos deben de respetarse y mantenerse (con excepciones justificadas por falta de información que impida el progreso adecuado del trabajo del grupo). Cabe destacar que llegado a este punto la implicación y responsabilidad de cada integrante del grupo de trabajo es vital para no entorpecer el ritmo del grupo. Así pues,
• Se necesitan 2 semanas de trabajo del grupo designado. Estas semanas estarán separadas entre sí aproximadamente por un intervalo temporal de otras 3 semanas, por lo que si la primera semana de trabajo la denominamos “S”, la segunda semana se corresponderá con la “S+3”.

Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
49
• Durante la semana “S” se desarrollará el análisis actual y durante la semana “S+3” se trabajará en el análisis futuro.
• Durante las 3 semanas intermedias, cada integrante del grupo trabajará en aquellos puntos que sean de su responsabilidad y a los que tenga que dar respuesta en la semana “S+3” para poder hacer el análisis futuro.
• La dedicación de cada miembro del grupo es variable dependiendo de qué parte del análisis se esté elaborando, pero su disponibilidad durante las semanas en la que se trabaje el VSM (“S” y “S+3”) debe ser del 100%
4.1.1.3 CALENDARIO DE TRABAJO
PREVIO SEMANA “S”
1. Ceremonia “kick-off”. El Steering Comittee presenta, basándose “Presentación de Fagor Group”, el objetivo de este proyecto dando una visión global de la metodología.
2. Organización de la actividad. Introducción al proceso que se va a analizar al Project Leader y al experto de MU (Mondragón Unibertsitatea) a través del Lean Manager que se haya asignado.
3. Visita “in situ” a la planta productiva del Project Leader y el experto de MU junto con el Lean Manager, la visita recorrerá las áreas donde se localiza la cadena de valor a analizar (después de realizar esta primera visita se puede ajustar la metodología de trabajo según las nociones e implantaciones Lean que se tengan ya en esa cadena de valor)
4. Creación y presentación del grupo de trabajo (ver 4.1.1.4EQUIPO DE TRABAJO), tras el análisis del jefe del proyecto FMS y las indicaciones de este manual.
5. Realización del planning de trabajo, cerrando fechas con todo el equipo, para que cada persona implicada reserve en su agenda personal las fechas dedicadas al VSM. En general, se dedica una semana a la realización del análisis actual y después de dar un margen de 3 semanas, se trabaja de nuevo durante otra semana más en el análisis futuro (como se ha indicado en 4.1.1.2TIEMPO DE
DEDICACIÓN) 6. Recopilación inicial de los datos generales de fácil recopilación según se detalla
en 4.1.1.5DOCUMENTACIÓN A RECOPILAR.
4.1.1.4 EQUIPO DE TRABAJO
Se constituirá tal y como sigue por cada cadena de valor:
1. Responsable del flujo de valor: Lean Manager, 2. Jefe/a de fabricación, 3. Técnico(s) de área, 4. Técnico(s) de industrialización,
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
50
5. Gestor de área, 6. Responsable(s) de planificación y expediciones 7. Responsable de aprovisionamientos 8. Guía asesor externo (en el caso de los primeros estudios) 9. Auxiliares becarios 10. Jefe de proyecto FMS 11. Responsable financiero
Las responsabilidades de cada uno de los integrantes del grupo serán:
Responsable del flujo de valor: Lean Manager
Es la persona que capitaliza el conocimiento y coordina las actividades. Es el máximo responsable dentro de esa cadena de valor para el VSM se lleve a cabo. En lo que a aplicación práctica se refiere, sus tareas prácticas consistirán en la aprobación y evaluación de los sucesivos hitos que se lleven a cabo durante la aplicación del VSM, así como puesta a disposición de medios para el correcto desarrollo de la aplicación.
Su carga de trabajo se caracterizará sobre todo por la dirección y asistencia a reuniones y asegurar que el calendario y el ritmo de trabajo establecido se cumplen.
Jefe/a de fabricación
Como persona responsable del proceso de fabricación seleccionado, las acciones que se toman tienen repercusión directa en él/ella por lo que su participación es requerida.
Como máximo/a responsable de la fabricación debe traccionar a su equipo para que contribuya a la elaboración del VSM y participe en todas las etapas de forma activa, trasladando la importancia de este proyecto.
Técnico(s) de área
Son expertos con conocimientos más detallados de máquinas y distribución de tareas. Su trabajo consiste en ser un puente entre la gestión de las personas e industrialización, luego todos los posibles cambios y mejoras deben ser evaluados por él/ella para que aplique sus conocimientos y optimice las máquinas y recursos.
Su principal función consiste en proveer de datos del proceso a la persona encargada de la recolección de datos. Así mismo aportará sus conocimientos de cara a informar sobre las limitaciones y problemáticas del proceso productivo y las posibilidades de aplicación práctica de las ideas de mejora que vayan surgiendo.
Técnico(s) de industrialización
Como responsables del diseño de los procesos deben señalar la viabilidad de las mejoras y/o cambios que se puedan sugerir.
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
51
Aportarán todos sus conocimientos en el momento que dentro del grupo de mejora se trate de emprender mejoras en las máquinas productivas asociadas a ese proceso, ya que ellos son los expertos en la viabilidad tanto técnica como económica.
Gestor de área
Persona encargada de organizar y secuenciar el trabajo diario. Su gestión conforme a las necesidades y recursos disponibles conlleva la optimización de las fabricaciones. A su vez también son responsables de las personas de su equipo.
Responsable(s) de planificación y expediciones
A través de expediciones se trata de ver el interés del cliente (voz del cliente).
Participará en el grupo de trabajo aportando su experiencia y conocimientos en su área tanto en la elaboración del mapa actual, como proponiendo mejoras en el mapa futuro. Su presencia es también imprescindible a la hora de trazar los flujos de información dentro de cada mapa.
Responsable de aprovisionamientos
Es el responsable de la gestión de stocks, su punto de vista, experiencia y datos contrastados proporcionan información sobre la posibilidad de reducción de stocks en determinadas zonas del proceso productivo mapeado.
Guía asesor externo (en el caso de los primeros estudios)
Persona experta perteneciente a una organización exterior con la que se ha contratado el proyecto y que contribuye con su “saber hacer”. Es el encargado de la presentación inicial del FMS a cada equipo de trabajo. Bajo su responsabilidad está el trasladar las oportunidades que ofrece la herramienta VSM bajo el paraguas del Lean Manufacturing con objeto de que todo el grupo trabaje con una serie de metas a alcanzar y con el convencimiento de las bondades del FMS para todo Fagor Group. Velará por la calidad de la documentación generada durante todo el proceso y asistirá a las reuniones de descargo con todo el grupo cuidándose de no interferir en las decisiones del mismo
Auxiliares becarios
Dada la gran cantidad de documentación, datos y valores que a lo largo de la elaboración del VSM van surgiendo, debe existir una figura que recopile todos estos datos y utilizando los iconos preestablecidos vaya plasmando la información que cada integrante del equipo le vaya proporcionando en lo relativo al área de la que es responsable. Estará su cargo mantener actualizada toda la información que se expone en la sala del FMS.
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
52
Jefe de proyecto FMS
Persona encargada por el Comité de Dirección para liderar el proyecto a nivel de Fagor Group. Es el representante de la organización referente en todos los equipos de trabajo que traslada claramente los objetivos y propósitos del FMS. Contribuye con su trabajo y dedicación tanto a la elaboración del mapa actual y del mapa futuro como a hacer un seguimiento de todos los proyectos y acciones que puedan surgir tras la elaboración del mapa futuro.
Responsable Financiero
Dado que dentro de todas las etapas del VSM se incluye la elaboración de los indicadores detallados en el Score box, donde adquiere una parte notable la cuantificación económica asociada a cada acción o plan propuesto, es indispensable que alguna persona del departamento financiero tome parte activa del este grupo de trabajo y que pueda aportar los datos financieros que el Lean Manager o Jefe de Proyecto FMS le puedan requerir. Todos los datos de costes que se soliciten estarán encaminados a justificar finalmente el ahorro de costes y la consecución de beneficios.
Una de las primeras etapas al abordar un proyecto VSM consiste en que el equipo adquiera la capacidad técnica para abordar un proyecto VSM, para ello se proyecta la dedicación de una jornada para impartir a todo el equipo la formación básica en lo referente al mapeado de la cadena de valor.
4.1.1.5 DOCUMENTACIÓN A RECOPILAR
Previo a comenzar con el procedimiento operativo, es recomendable disponer de la siguiente información:
A) PRODUCTO
- Referencias y cantidades fabricadas - Identificación de los componentes del producto en relación a su procedencia
interna o externa - Variaciones de la demanda (estacionalidad) - Perspectivas de crecimiento - Perspectivas de nuevos productos
B) MEDIOS DE FABRICACIÓN
- Lay out: identificación de las áreas productivas, almacenaje, montaje - Flujos de producción - Medios de producción, conocimientos y grados de saturación - Información técnica de los puestos de trabajo por donde pasa el flujo de
producto: ritmos de fabricación, tasa de calidad, tamaño de lote, tiempos de
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
53
cambio, número de referencias, funcionamiento…. - Sistemas de planificación de la producción - Prácticas actuales para adaptar la capacidad de la carga - Proveedor: stocks, capacidad de reacción de los proveedores (periodos) - Coordinación compras-proveedor - Modo de unir entre planificación y compras
C) ESTRUCTURA ORGANIZATIVA
- Diagrama de flujo general - Polivalencias en funcionamiento y equipos - Organización de la mejora continúa de la calidad
D) INDICADORES DE FUNCIONAMIENTO
- Indicadores de la relación del nivel de planta, líneas de productos, zonas de trabajo
- Modo de captación, tratamiento, representación y utilización de los indicadores
- Objetivos, evolución reciente, posición respecto a la competencia - Criterio para estimación de coste (especialmente los que están asociados a
stocks)
E) PRECEDENTES EN IMPLEMETACIÓN DE MEJORAS ORIENTADAS AL LEAN
- Proyectos de mejora llevados a cabo. Resultados - Proyectos de mejora efectivos a día de hoy - Actividades de formación llevados a cabo en aspectos Lean (técnicas Lean,
técnicas aplicadas, formación del personal….). Resultados - Prioridades de la compañía para implantar mejoras de tipo Lean
4.1.2 ESQUEMA GENERAL DEL PROCEDIMIENTO OPERATIVO 4.1.2.1 LANZAMIENTO DEL PROYECTO
Se trata de una reunión en la que participa todo el equipo de trabajo, se presenta el proyecto aclarando cuáles son los objetivos, la metodología sobre la que se va a trabajar.
Como objetivo de esta fase de lanzamiento se logra la formalización del compromiso de todo el equipo.
4.1.2.2 SELECCIÓN DE LA FAMILIA DE PRODUCTOS
Con objeto de facilitar la metodología y el análisis, frente a todas las referencias que pueden existir y a las que es imposible hacer un seguimiento individual, se selecciona
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
54
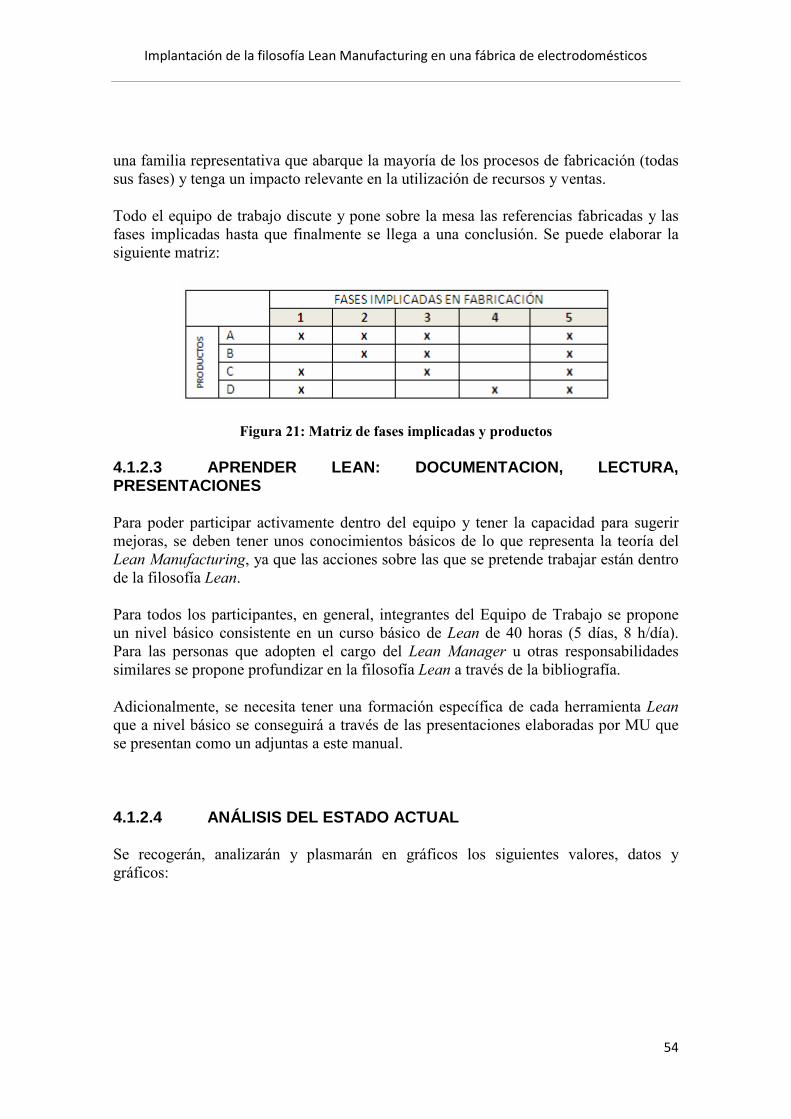
una familia representativa que abarque la mayoría de los procesos de fabricación (todas sus fases) y tenga un impacto relevante en la utilización de recursos y ventas.
Todo el equipo de trabajo discute y pone sobre la mesa las referencias fabricadas y las fases implicadas hasta que finalmente se llega a una conclusión. Se puede elaborar la siguiente matriz:
Figura 21: Matriz de fases implicadas y productos
4.1.2.3 APRENDER LEAN: DOCUMENTACION, LECTURA, PRESENTACIONES
Para poder participar activamente dentro del equipo y tener la capacidad para sugerir mejoras, se deben tener unos conocimientos básicos de lo que representa la teoría del Lean Manufacturing, ya que las acciones sobre las que se pretende trabajar están dentro de la filosofía Lean.
Para todos los participantes, en general, integrantes del Equipo de Trabajo se propone un nivel básico consistente en un curso básico de Lean de 40 horas (5 días, 8 h/día). Para las personas que adopten el cargo del Lean Manager u otras responsabilidades similares se propone profundizar en la filosofía Lean a través de la bibliografía.
Adicionalmente, se necesita tener una formación específica de cada herramienta Lean
que a nivel básico se conseguirá a través de las presentaciones elaboradas por MU que se presentan como un adjuntas a este manual.
4.1.2.4 ANÁLISIS DEL ESTADO ACTUAL
Se recogerán, analizarán y plasmarán en gráficos los siguientes valores, datos y gráficos:
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
55
4.1.2.4.1 REPRESENTACIÓN ESTANDARIZADA DEL VSM ACTUAL
En el VSM se desarrolla la representación e identificación de las etapas y fases de la cadena de valor actual. Para ello debe recogerse la máxima información de cada uno de estos apartados que se detallan.
- Descripción del modo de envío del material al cliente Consumo mensual/diario, por referencia Modo y frecuencia de suministro Tamaño de los lotes de envío Formato de suministro (contenedor, unidades por contenedor…)
- Descripción del flujo interno del material: TC: tiempo de ciclo TVA: tiempo de valor añadido TCR: tiempo de cambio entre referencias de fabricación EF: eficiencia CRC: ciclo de fabricación Tamaño del lote de fabricación Nº referencias distintas que se fabrican Nº operarios Eficiencia (y su desglose: disponibilidad, rendimiento, tasa de calidad) Inventarios (MP, WIP, PT) Lead time
- Descripción del aprovisionamiento del material:
Formato de entrega Tamaño de lotes de entrega Frecuencia de entrega (días de la semana…)
- Descripción del flujo de información:
Flujo de información manual Flujo de información electrónico Sistema de control de producción Detalles relacionados con ajustes de programación “in situ” Modo y frecuencia en la que se recibe información / órdenes Modo y frecuencia en la que se envía información / órdenes Detalles de programación que se pueden dar en ciertos puntos del proceso
- Identificación del Lead-Time y el TVA Inventario MP y PT traducido a días Inventario del Producto en Curso en cada una de las etapas del proceso traducido a días Tiempo estricto que se requiere en cada fase y en el total para aportar valor
Todas estas representaciones se muestran en la Figura 11: Tabla de símbolos VSM, con los modelos de iconos habituales. Además también existe una forma tabulada de recoger los
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
56
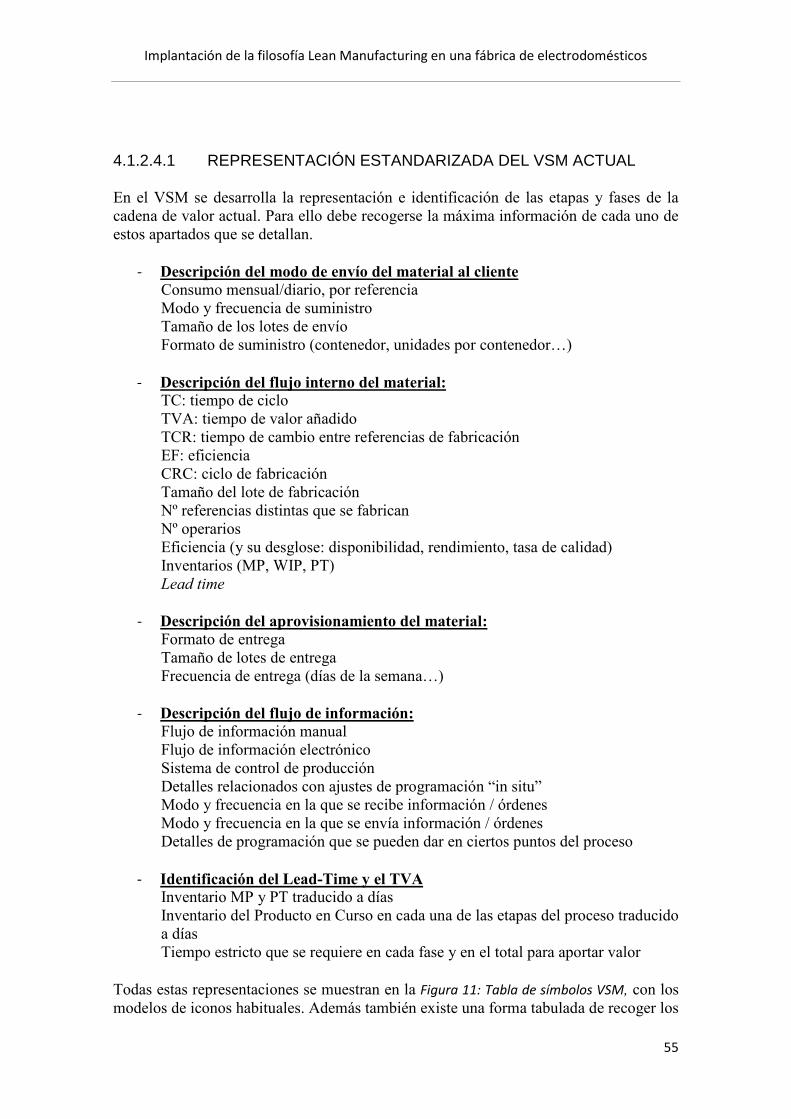
datos del proceso, datos de stock y nombre de la etapa del proceso que queda reflejada según se detalla:
Sobre fondo verde:
Tabla 2: Tabla para descripción del proceso
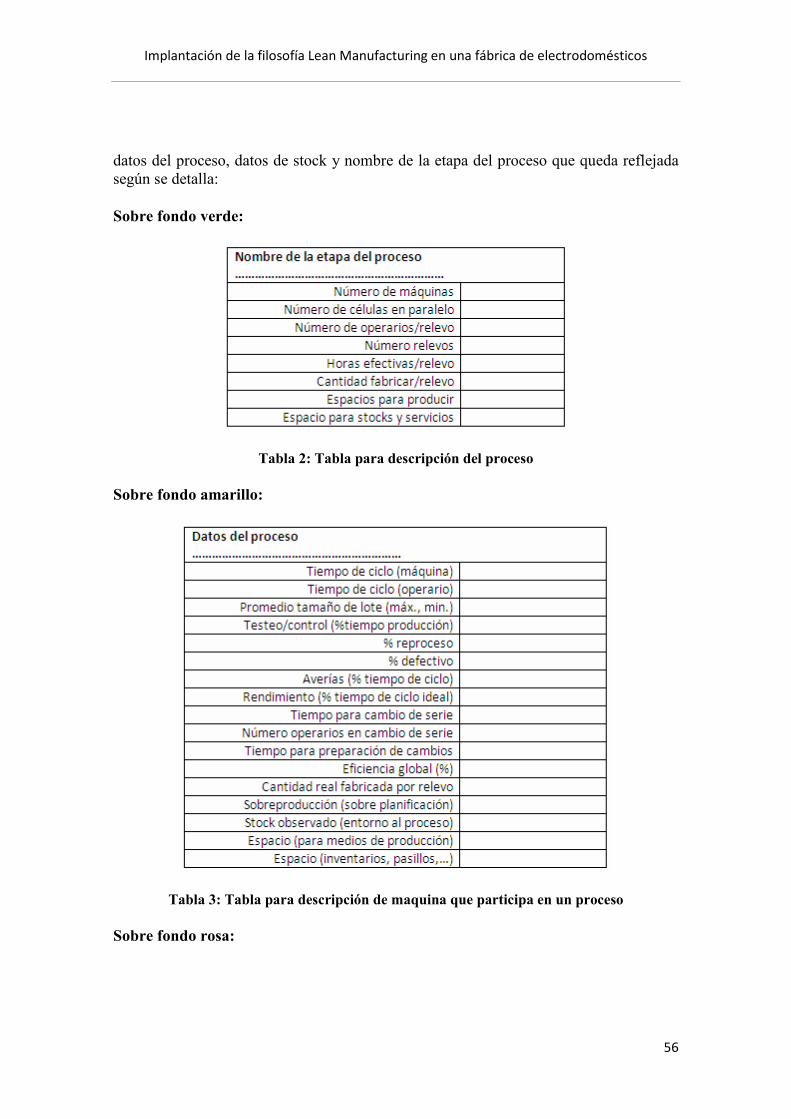
Sobre fondo amarillo:
Tabla 3: Tabla para descripción de maquina que participa en un proceso
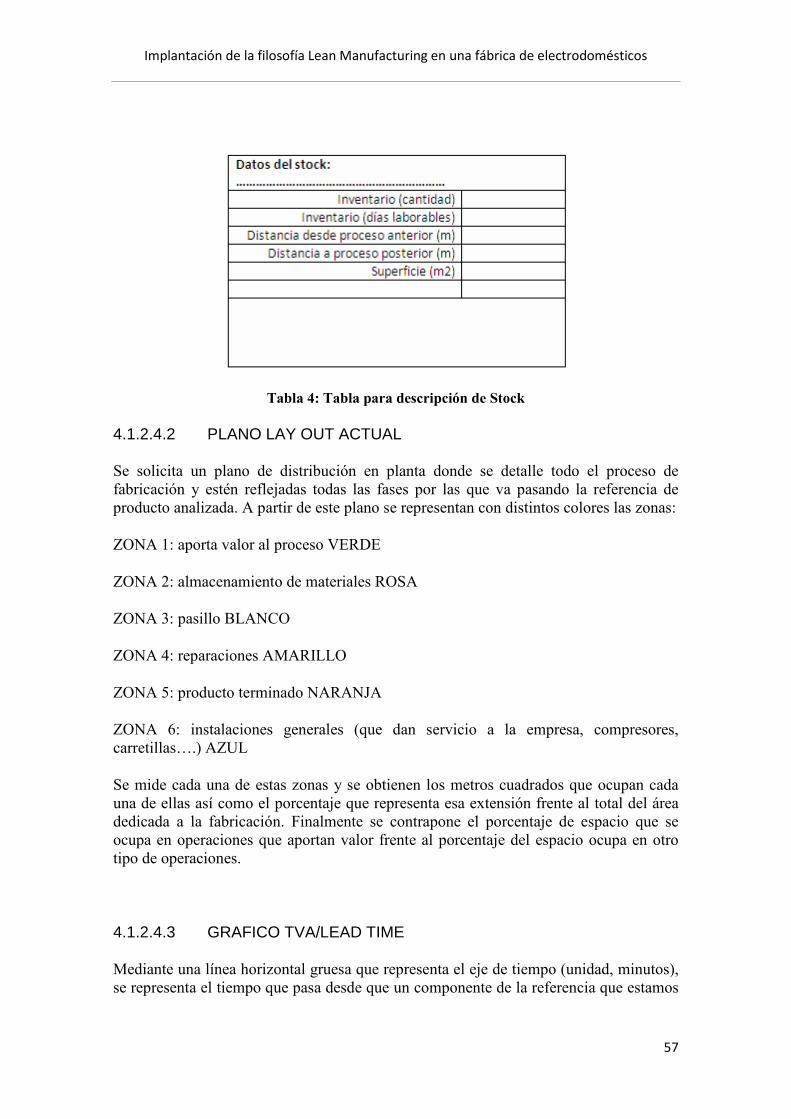
Sobre fondo rosa:
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
57
Tabla 4: Tabla para descripción de Stock
4.1.2.4.2 PLANO LAY OUT ACTUAL
Se solicita un plano de distribución en planta donde se detalle todo el proceso de fabricación y estén reflejadas todas las fases por las que va pasando la referencia de producto analizada. A partir de este plano se representan con distintos colores las zonas:
ZONA 1: aporta valor al proceso VERDE
ZONA 2: almacenamiento de materiales ROSA
ZONA 3: pasillo BLANCO
ZONA 4: reparaciones AMARILLO
ZONA 5: producto terminado NARANJA
ZONA 6: instalaciones generales (que dan servicio a la empresa, compresores, carretillas….) AZUL
Se mide cada una de estas zonas y se obtienen los metros cuadrados que ocupan cada una de ellas así como el porcentaje que representa esa extensión frente al total del área dedicada a la fabricación. Finalmente se contrapone el porcentaje de espacio que se ocupa en operaciones que aportan valor frente al porcentaje del espacio ocupa en otro tipo de operaciones.
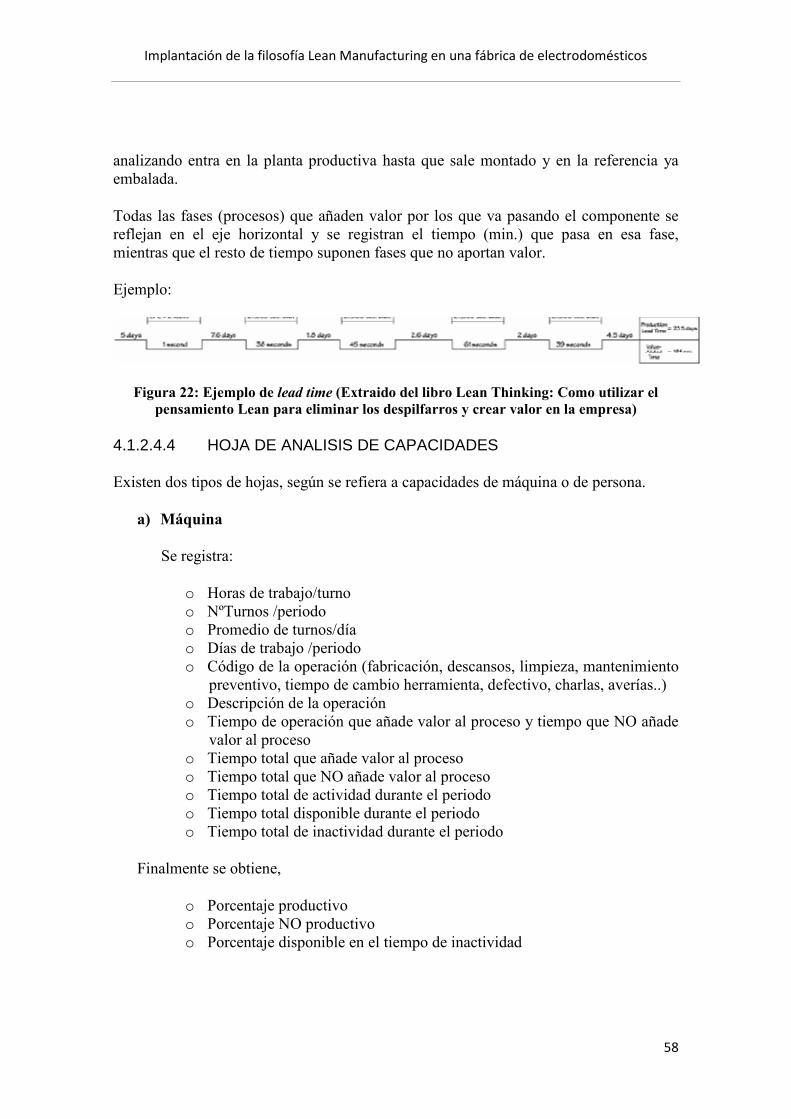
4.1.2.4.3 GRAFICO TVA/LEAD TIME
Mediante una línea horizontal gruesa que representa el eje de tiempo (unidad, minutos), se representa el tiempo que pasa desde que un componente de la referencia que estamos
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
58
analizando entra en la planta productiva hasta que sale montado y en la referencia ya embalada.
Todas las fases (procesos) que añaden valor por los que va pasando el componente se reflejan en el eje horizontal y se registran el tiempo (min.) que pasa en esa fase, mientras que el resto de tiempo suponen fases que no aportan valor.
Ejemplo:
Figura 22: Ejemplo de lead time (Extraido del libro Lean Thinking: Como utilizar el pensamiento Lean para eliminar los despilfarros y crear valor en la empresa)
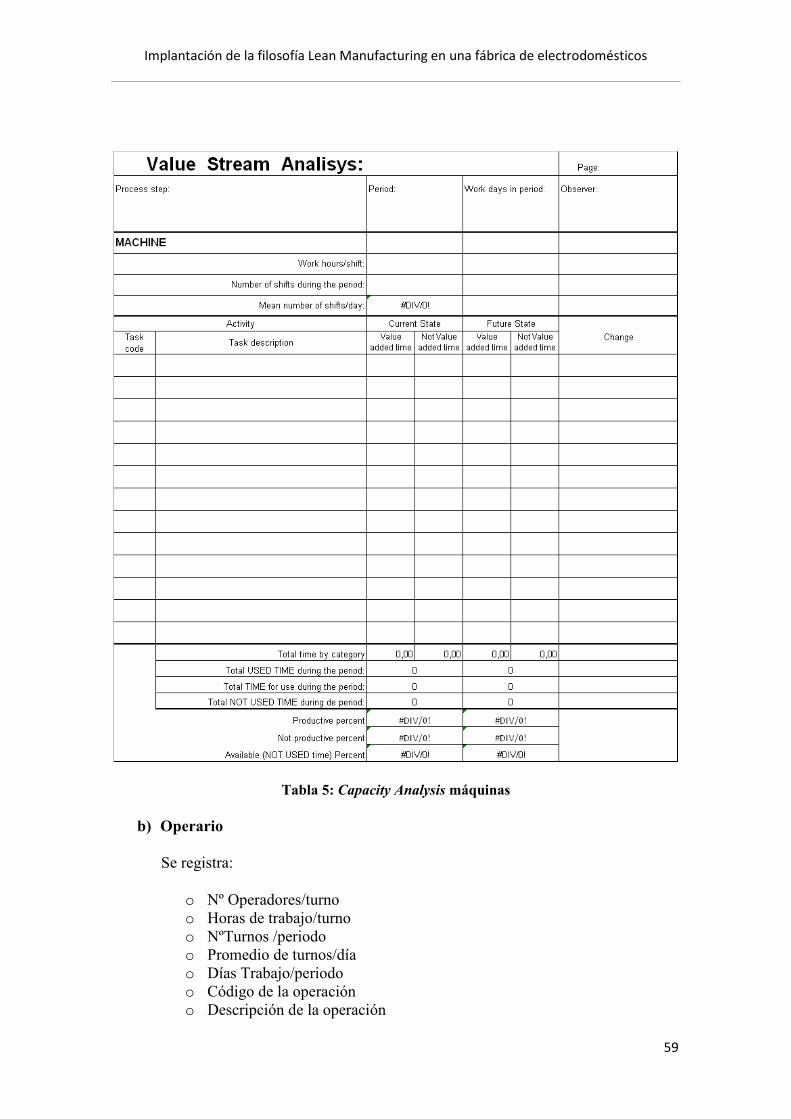
4.1.2.4.4 HOJA DE ANALISIS DE CAPACIDADES
Existen dos tipos de hojas, según se refiera a capacidades de máquina o de persona.
a) Máquina
Se registra:
o Horas de trabajo/turno o NºTurnos /periodo o Promedio de turnos/día o Días de trabajo /periodo o Código de la operación (fabricación, descansos, limpieza, mantenimiento
preventivo, tiempo de cambio herramienta, defectivo, charlas, averías..) o Descripción de la operación o Tiempo de operación que añade valor al proceso y tiempo que NO añade
valor al proceso o Tiempo total que añade valor al proceso o Tiempo total que NO añade valor al proceso o Tiempo total de actividad durante el periodo o Tiempo total disponible durante el periodo o Tiempo total de inactividad durante el periodo
Finalmente se obtiene,
o Porcentaje productivo o Porcentaje NO productivo o Porcentaje disponible en el tiempo de inactividad
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
59
Tabla 5: Capacity Analysis máquinas
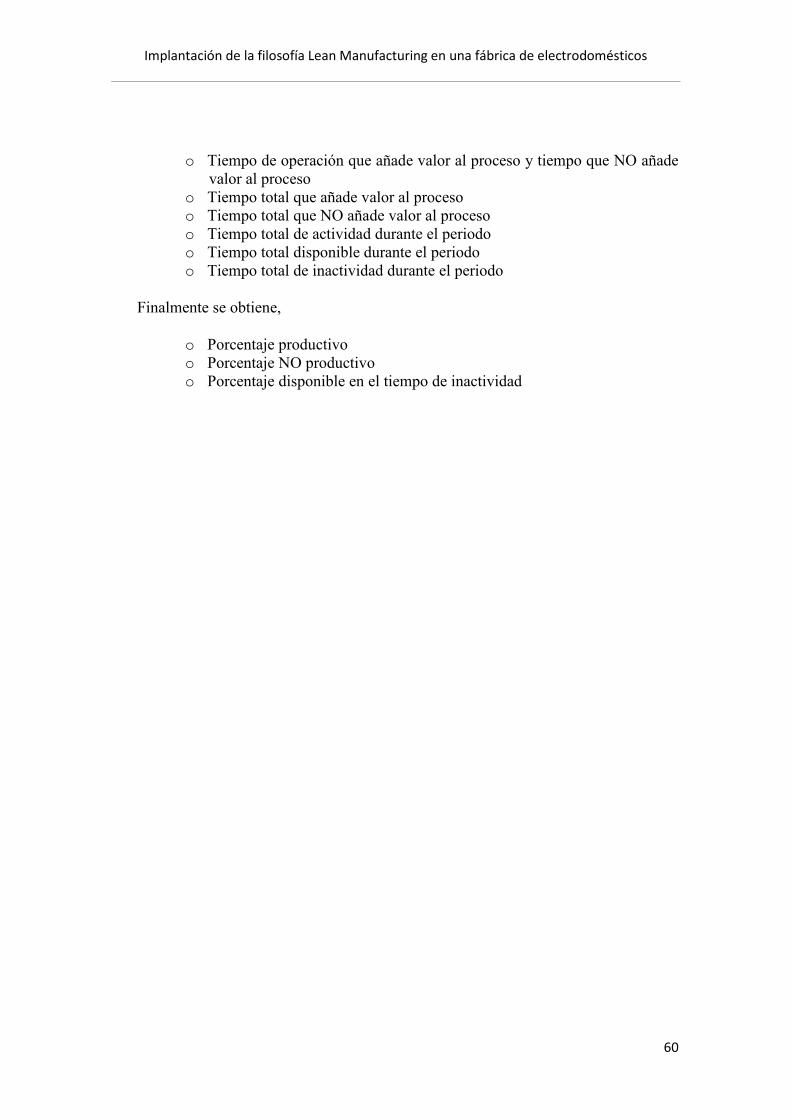
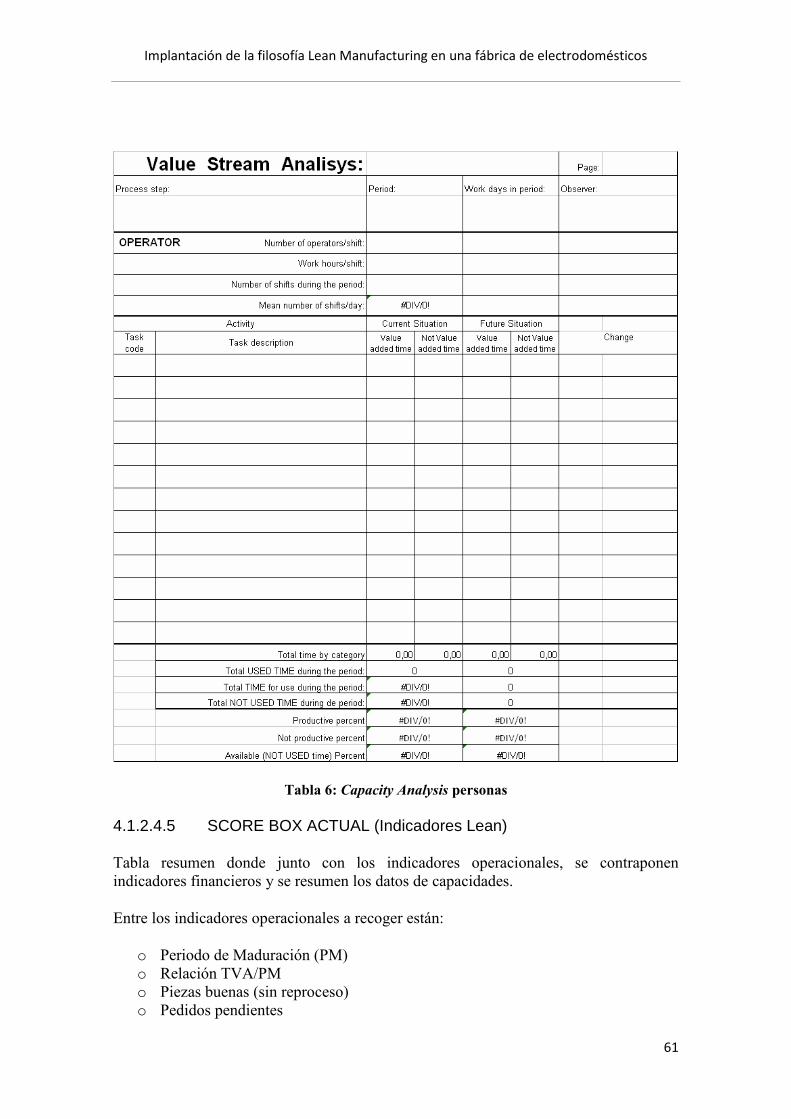
b) Operario
Se registra:
o Nº Operadores/turno o Horas de trabajo/turno o NºTurnos /periodo o Promedio de turnos/día o Días Trabajo/periodo o Código de la operación o Descripción de la operación
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
60
o Tiempo de operación que añade valor al proceso y tiempo que NO añade valor al proceso
o Tiempo total que añade valor al proceso o Tiempo total que NO añade valor al proceso o Tiempo total de actividad durante el periodo o Tiempo total disponible durante el periodo o Tiempo total de inactividad durante el periodo
Finalmente se obtiene,
o Porcentaje productivo o Porcentaje NO productivo o Porcentaje disponible en el tiempo de inactividad
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
61
Tabla 6: Capacity Analysis personas
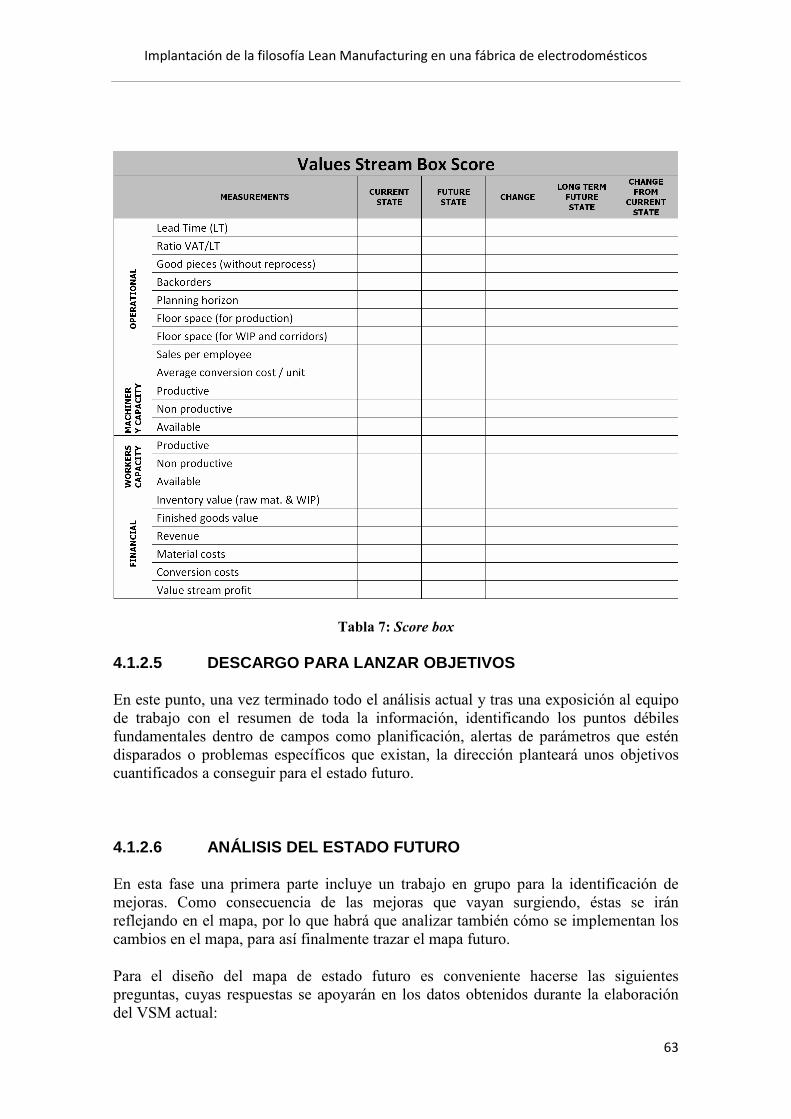
4.1.2.4.5 SCORE BOX ACTUAL (Indicadores Lean)
Tabla resumen donde junto con los indicadores operacionales, se contraponen indicadores financieros y se resumen los datos de capacidades.
Entre los indicadores operacionales a recoger están:
o Periodo de Maduración (PM) o Relación TVA/PM o Piezas buenas (sin reproceso) o Pedidos pendientes
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
62
o Horizonte de planificación o Espacio para producir o Espacio para stocks y pasillos o Fabricaciones por persona o Promedio de coste por unidad
Entre los indicadores financieros se recogen;
o Valor del stock (materia prima y stock intermedio) o Valor del stock (producto acabado) o Ingresos o Coste del material o Coste de conversión o Beneficios de la cadena de valor
En el apartado de capacidades se incluye:
o Capacidad de las máquinas (productivo, no productivo y disponible) o Capacidad de las personas (productivo, no productivo y disponible)
Para completar este Score box es indispensable la participación del departamento financiero para aportar todos los datos relacionados con su área de gestión.
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
63
Tabla 7: Score box
4.1.2.5 DESCARGO PARA LANZAR OBJETIVOS
En este punto, una vez terminado todo el análisis actual y tras una exposición al equipo de trabajo con el resumen de toda la información, identificando los puntos débiles fundamentales dentro de campos como planificación, alertas de parámetros que estén disparados o problemas específicos que existan, la dirección planteará unos objetivos cuantificados a conseguir para el estado futuro.
4.1.2.6 ANÁLISIS DEL ESTADO FUTURO
En esta fase una primera parte incluye un trabajo en grupo para la identificación de mejoras. Como consecuencia de las mejoras que vayan surgiendo, éstas se irán reflejando en el mapa, por lo que habrá que analizar también cómo se implementan los cambios en el mapa, para así finalmente trazar el mapa futuro.
Para el diseño del mapa de estado futuro es conveniente hacerse las siguientes preguntas, cuyas respuestas se apoyarán en los datos obtenidos durante la elaboración del VSM actual:
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
64
• ¿Cuál es el ciclo de producción en función del tiempo de trabajo disponible de los procesos situados más adelante y más cerca del cliente?
• ¿se van a almacenar los productos terminados en un supermercado desde el cual el cliente los retirará cuando le convenga o se van a expedir directamente al mismo?
• ¿en qué fases de la cadena de valor se puede procesar el producto en flujo continuo?
• ¿en dónde se tendrán que colocar los sistemas de tiro “pull” con supermercados para controlar la producción de los procesos anteriores?
• ¿qué punto preciso de la cadena de producción se va a elegir como proceso marcapasos para programar la producción? (las transferencias de material del proceso marcapaso hacia adelante deben procesarse en flujo continuo)
• ¿cómo se va a nivelar la combinación de productos en el proceso marcapasos? • ¿qué incremento regular de trabajo va a utilizar como unidad de tiempo para
retirar los productos del proceso marcapasos? • ¿qué mejoras afines a los procesos se necesitarán para que el flujo de la cadena
de valor sea el que especifica su mapa del estado futuro? (mejoras relacionadas con los medios productivos, métodos…)
Adicionalmente hay unos consejos a seguir en la elaboración del mapa futuro:
• Definición del tiempo de ciclo (Takt Time = tiempo de trabajo disponible turno/ Demanda por turno)
• Determinar el modo de tratamiento de los productos terminados (contra stock o contra pedido)
• Crear flujo continuo siempre que se pueda • Emplear “supermercados” en los puntos en los que no se puede mantener el flujo
continuo (stock en plano) • Definir el proceso que hará de marcapasos • Nivelación de la combinación de productos a fabricar • Regulación del tiempo de producción • Realizar mejoras afines y orientadas
4.1.2.6.1 ELABORACIÓN DEL VSM FUTURO
La elaboración del VSM futuro bajo las premisas arriba enumeradas se realizará siempre, en caso que surja una excepción y no se realice el VSM futuro, habrá que enumerarla y justificarla.
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
65
4.1.2.6.2 PLANO LAY OUT FUTURO
Bajo las mismas pautas señaladas en 4.1.2.4.2PLANO LAY OUT ACTUAL se analizan las zonas en el Lay Out resultante una vez se han hecho las modificaciones y mejoras propuestas
Se vuelven a representar y colorear las zonas establecidas y se compara el lay out actual con el futuro para destacar relación de porcentajes de área productiva y no productiva.
4.1.2.6.3 GRAFICO FUTURO TVA/LEAD TIME
Bajo las mismas pautas señaladas en 4.1.2.4.3GRAFICO TVA/LEAD TIME se realiza un gráfico, con los valores de tiempos que se obtienen después de implementar las mejoras y modificaciones.
4.1.2.7 HOJAS DE ANÁLISIS DE CAPACIDADES FUTURAS
Sobre las tablas detalladas en 4.1.2.4.4HOJA DE ANALISIS DE CAPACIDADES se rellenarán las columnas que hacen referencia a estado futuro.
Se elaborarán también los gráficos resumen de aprovechamiento de recursos y medios futuros. Se trata, pues, de tablas resumen de todas las fichas y gráficos que reflejen todo los datos recogidos en las hojas de capacidades arriba descritas.
Se puede hacer también por zonas, secciones o ámbitos de actuación (zona de estampación o la zona de hors chaine son dos de las zonas en las que se ha implantado en este caso).
4.1.2.7.1 SCORE BOX FUTURO (nuevos indicadores Lean)
Sobre el mismo Score box detallado en 4.1.2.4.5SCORE BOX ACTUAL (Indicadores Lean) se rellenan las columnas Score box estado futuro. Según se explica en ese mismo apartado, se vuelve a rellenar el Score box con los indicadores Lean asociados a la nueva situación de VSM futuro resultante de la implementación de los planes y acciones reflejadas en este análisis futuro.
4.1.2.8 PLAN DE ACCIÓN
Todas estas mejoras y modificaciones del análisis de estado futuro que se han ido reflejando en los gráficos y tablas anteriores suponen una serie de planes de acción asociados, por los que se elaborará una ficha técnica por cada acción propuesta. Esta
Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
66
ficha técnica tiene por objeto el análisis del beneficio vs la inversión. El beneficio se analizará en base a los 3 pilares fundamentales, a saber, coste, servicio al cliente y/o calidad.
Se trabaja a mano utilizando el papelógrafo donde se recogen de manera sencilla todas las propuestas que van surgiendo (ficha técnica).
Paralelamente a la ficha técnica se establecen una lista de acciones con presupuesto, plazo y responsable, como resumen a las fichas técnicas. Ver cuadro inferior.
Tabla 8: Plan de acción
Adicionalmente, según cuadro inferior, se hace un resumen cuantificado de los beneficios vs costes:
Tabla 9: Beneficios inversiones
4.1.2.9 DESCARGO ANTE DIRECCIÓN
Este descargo es un resumen final del trabajo desarrollado durante la 2ª semana, en la que se oficializan ante la dirección los planes propuestos y se recibe por parte de dirección la aprobación o no para seguir adelante.
4.1.2.10 EJECUCIÓN
Durante los siguientes meses se llevan a cabo las modificaciones y planes aprobados.

Implantación de la filosofía Lean Manufacturing en una fábrica de electrodomésticos
67
4.1.2.11 SEGUIMIENTO
En la fase de seguimiento se pretende evaluar el cumplimiento de las acciones y el impacto que éstas tienen sobre el Score box. Así se propone incluir un score box mensual que por parte de la Dirección Industrial se realizará seguimiento para así poder evaluar el progreso del proyecto.


















