ANTONIL˚NI FREIRE DUARTE MEDEIROS Estudos TØrmicos …alegrias! Nossos ricos debates sobre o...
100
UNIVERSIDADE FEDERAL DE PERNAMBUCO CENTRO DE CI˚NCIAS DA SADE DEPARTAMENTO DE CI˚NCIAS FARMAC˚UTICAS PROGRAMA DE PS-GRADUA˙ˆO EM CI˚NCIAS FARMAC˚UTICAS ANTONIL˚NI FREIRE DUARTE MEDEIROS Estudos TØrmicos de PrØ-formulados de Diferentes FÆrmacos e suas Misturas Secas via Spray Dry Recife PE 2006
Transcript of ANTONIL˚NI FREIRE DUARTE MEDEIROS Estudos TØrmicos …alegrias! Nossos ricos debates sobre o...

UNIVERSIDADE FEDERAL DE PERNAMBUCO
CENTRO DE CIÊNCIAS DA SAÚDE
DEPARTAMENTO DE CIÊNCIAS FARMACÊUTICAS
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIAS FARMACÊUTICAS
ANTONILÊNI FREIRE DUARTE MEDEIROS
Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas
Misturas Secas via Spray Dry
Recife � PE
2006
id757640 pdfMachine by Broadgun Software - a great PDF writer! - a great PDF creator! - http://www.pdfmachine.com http://www.broadgun.com

UNIVERSIDADE FEDERAL DE PERNAMBUCO
CENTRO DE CIÊNCIAS DA SAÚDE
DEPARTAMENTO DE CIÊNCIAS FARMACÊUTICAS
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIAS FARMACÊUTICAS
Estudos Térmicos de Pré-formulados de Diferentes Fármacos e
suas Misturas Secas via Spray Dry
Dissertação apresentada ao curso de
Mestrado em Ciências Farmacêuticas do
Departamento de Ciências Farmacêuticas
da Universidade Federal de Pernambuco, como requisito parcial para obtenção do
título de Mestre em Ciências
Farmacêuticas. Área de concentração
Fármacos e Medicamentos.
Prof. Dr. Rui Oliveira Macêdo
Orientador
Antonilêni Freire Duarte Medeiros
Mestranda
Recife � PE
2006

Medeiros, Antonilêni Freire Duarte
Estudos térmicos de pré-formulados de diferentes fármacos e suas misturas secas via Spray Dry /
Antonilêni Freire Duarte Medeiros. � Recife: O Autor, 2006.
60 folhas : il., tab., fig.
Dissertação (mestrado) � Universidade Federal
de Pernambuco. CCS. Ciências Farmacêuticas, 2006.
Inclui bibliografia, apêndice.
1. Ciências farmacêuticas � Tecnologia de
medicamentos. 2. Spray Dry � Secagem � Pressão de
vapor. 3. Medicamentos � Análise Térmica �
Estabilidade I. Título.
615.07 CDU (2.ed.) UFPE 615.1 CDD (20.ed.) CCS2006-021

UNIVERSIDADE FEDERAL DE PERNAMBUCO
CENTRO DE CIÊNCIAS DA SAÚDE
DEPARTAMENTO DE CIÊNCIAS FARMACÊUTICAS
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIAS FARMACÊUTICAS
Estudos Térmicos de Pré-formulados de Diferentes Fármacos e
suas Misturas Secas via Spray Dry
Banca examinadora:
Membros Internos titulares Prof. Dr. Rui Oliveira Macêdo � UFPE
Prof. Dr. Pedro José Rolim Neto � UFPE
Membro externo titular Prof. Dr. Fábio Santos de Souza � UFPB
Membro Interno Suplente Prof. Dr. Davi Pereira de Santana � UFPE
Membro Externo Suplente Prof. Dra. Ana Cláudia Dantas de Medeiros � UEPB

UNIVERSIDADE FEDERAL DE PERNAMBUCO
CENTRO DE CIÊNCIAS DA SAÚDE
DEPARTAMENTO DE CIÊNCIAS FARMACÊUTICAS
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIAS FARMACÊUTICAS
Reitor
Amaro Henrique Pessoa Lins
Vice - Reitor
Gilson Edmar Gonçalves e Silva
Pró - Reitoria para Assuntos de Pesquisa e Pós-Graduação
Celso Pinto de Melo
Diretor do Centro de Ciências da Saúde
José Thadeu Pinheiro
Vice � Diretor do Centro de Ciências da Saúde
Márcio Antônio de Andrade Coelhos Gueiros
Chefe do Departamento de Ciências Farmacêuticas
Jane Sheila Higino
Vice-Chefe do Departamento de Ciências Farmacêuticas
Samuel Daniel de Sousa Filho
Coordenadora do Mestrado em Ciências Farmacêuticas
Miracy Muniz de Albuquerque
Vice - Coordenador do Mestrado em Ciências Farmacêuticas
Pedro José Rolim Neto

Dedicatória
A realização de um sonho!
A meu pai e minha mãe, dois grandes exemplos.
Aos meus irmãos.
Aos verdadeiros amigos.
Dedico.
Agradecimentos
Ao Mestre Maior, DEUS, sem o qual nada é possível.
Aos meus queridos pais Antônio e Leni, que sempre apostaram na minha educação e
contribuíram para que eu sempre almejasse mais, incentivando meu crescimento a cada dia, e
entendendo o esforço e ausência de minha parte. Meus irmãos Antoniana e Benedito Neto,
pelos momentos de brincadeiras, trocas e abdicações. A Vitor, menino travesso e irmão de
coração.
Ao meu orientador Rui Macêdo, pela oportunidade de aprender assuntos
relacionados à farmácia e à vida! Pela orientação e por me fazer acreditar que tudo na
pesquisa é possível.
Ao amigo Fábio Santos, pelos grandes momentos de aprendizado e ricas discussões,
pelo incentivo, paciência, ajuda e encorajamento!
Aos amigos dos Laboratórios Unificados de Desenvolvimento e Ensaios de
Medicamentos � LUDEM � presentes e os que seguiram: Irinaldo Diniz (Bolinha), Júlia
Beatriz, Francinalva Medeiros (Frantch), Ana Paula Gomes, Louisianny, Francis-Mary,
Jailto, Elisana (Elis), Hallisson, pelos momentos de aprendizado e descontração.
Aos queridos �ICs� Lidiane Pinto (Lidi), Márcia Ferraz (Marcita), Valdilânio
Procópio (Vald, minha memória adicional!); sem vocês, o dia-a-dia de trabalho seria mais
difícil e sem graça! Com certeza, tem um pouquinho de vocês nessas páginas seguintes! Em
cada discussão e pedido de ajuda nunca negado, em cada noite sem dormir ou altas horas de
trabalho; em cada domingo, feriado ou dia santo trabalhado. Nossos cafezinhos, almoços,
lanches e até jantares ficarão na saudade! Grandes banquetes!
A Vald, meu IC especial, que desde o início deste trabalho caminhou ao meu lado,
agüentando dias bons e de crises, sem nunca negar ajuda.
A Ana Flávia Santos, pelo companheirismo, amizade, dicas e ajudas sempre bem
vindas! Ao apoio e ajuda incondicional, aos nossos momentos mútuos de sofrimento e
alegrias! Nossos ricos debates sobre o mestrado de nossas vidas!
A Sílvia Farias e seus pais, Jorge e Margarete, pelo apoio e ajuda prestados, e por
me aturarem também!
A Cinthia Meireles, Youssef Haun, André Menezes, Marigilson Pontes, Priscila
Vasconcelos, Sandra, pelos momentos felizes em sala de aula e também fora dela.
Aos meus colegas de turma de mestrado (2004-2006) da UFPE.
A Nonato Silva Filho, técnico do laboratório de química do LTF/UFPB, que através
de sua amizade com minha mãe despertou minha curiosidade para a pesquisa.
Àqueles que um dia estiveram presentes em minha caminhada inicial na pesquisa,
durante minha iniciação científica em farmacologia, nas pessoas da professora Doutora
Bagnólia Silva, e dos amigos Fabiana Cavalcanti, Fladmir Claudino, Luciano Araújo,
Luciana Matias, Jeorgiana Silva, Joelmir Silva, Janiere, Kaila Alarcón, Rosimeire
Santos e Crispim Duarte.
A Renata Ângela pelos momentos de alegria compartilhados pelos corredores do
laboratório da UFPB, sua determinação é um grande exemplo, suas risadas são inesquecíveis!
Ao pessoal do laboratório de Bromatologia da UFPB, nas pessoas da professora Rita
de Kássia Queiroga, Elieidy e alunos, pela companhia e ajudas prestadas.
Às minhas amigas, pelo apoio, amizade e compreensão por minhas ausências,
Cristina Helena, Carolina Alonso, Liliane Souza, Patrícia, Betânia, Dina, Dona Bete
(família Danda!), Lília, Kleirizane, por nossas farras relaxantes também!
A Ricardo Melo, que mesmo participando de etapas finais, porém não menos
importantes, com sua experiência, paciência e carinho ilimitados contribuiu para que eu
conseguisse realizar esse período de minha caminhada mais calmamente.
À Universidade Federal de Pernambuco, pela oportunidade de fazer parte desse
programa. A todos que fazem o Departamento de Ciências Farmacêuticas da UFPE. A
Coordenação do mestrado da UFPE.
A todo brasileiro, cidadão de qualquer parte do mundo, que acredita na pesquisa
como futuro e progresso dessa nação!
Desejemos e façamos desse mundo um lugar melhor, no qual a pesquisa sirva sempre
de ponte para a sabedoria cada vez mais útil, como ferramenta de cura para dores da alma e do
físico, sem almejar tão somente a ganância ou o poder, seja ele de intelecto ou não... Façamos
a ciência dos homens para os homens, o resto, deixemos que as forças que governam esse
mundo se encarreguem!
A todos que acreditaram neste trabalho e fizeram, direta ou indiretamente, parte dele!
E para os que não acreditam ser possível, resta-nos realizar, para provar o contrário!
MUITO OBRIGADA!
�Education is what you have left when you have forgotten everything you learned in school.�
Albert Einstein
Mensagem
Resista um pouco mais!
Há dias em que temos a sensação de que chegamos ao fim da linha. Não conseguimos vislumbrar
uma saída viável para os problemas que surgem em grande quantidade. Com você não é diferente.
Você também faz parte deste mundo cheio de provas e sofrimentos. Desta escola chamada Terra. E
já deve ter passado por um desses dias, e pensado em desistir...
No entanto, vale a pena resistir! Resista um pouco mais, mesmo que as feridas latejem e que a sua coragem esteja cochilando... Resista mais um minuto, e será fácil resistir aos demais... Resista mais
um instante, mesmo que a derrota seja um ímã, mesmo que a desilusão caminhe em sua direção!
Resista mais um pouco, mesmo que os pessimistas digam para você parar! Mesmo que sua esperança
esteja no fim... Resista mais um momento, mesmo que você não possa avistar, ainda, a linha de
chegada� Mesmo que a insegurança brinque de roda à sua volta! Resista um pouco mais! Ainda que
a sua vida esteja sendo pesada na balança dos insensatos, e você se sinta indefeso como um pássaro
de asas quebradas...
As dores, por mais amargas, passam... Tudo passa... A ilusão fascina, mas se desvanece... A posse
agrada, porém se transfere de mãos... O poder apaixona, entretanto, transita de pessoa. O prazer alegra, todavia, é efêmero. A glória terrestre exalta, e desaparece. O triunfador de hoje, passa, mais
tarde, vencido... Tudo, nesta vida, tem um propósito... A dor aflige, mas também passa! A carência
aturde, porém, um dia se preenche. A debilidade física deprime, todavia, liberta das paixões. O
silêncio que entristece, leva à meditação que felicita. A submissão aflige, entretanto fortalece o
caráter. O fracasso espezinha, ao mesmo tempo, ensina o homem a conquistar-se.
A situação muda, como mudam as estações... O verão brinca de esconde-esconde com a brisa morna, mas cede lugar ao outono, que espalha suas tintas sobre a folhagem. O inverno chega e, sem pedir licença, congela a brisa e derruba as folhas. Tudo parece sem vida, sem cor, sem perfume... Será o
fim? Não! Eis que surge a primavera e estende seus tapetes multicoloridos, espalhando perfume no
ar e reverdecendo novamente a paisagem...
Assim, quando as provas lhe baterem à porta, não se deixe levar pelo desejo de desistir! Resista um pouco mais! Resista, porque o último instante da madrugada é sempre aquele que puxa a manhã pelo
braço... E essa manhã, bonita, ensolarada, sem algemas, nascerá para você em breve, desde que você
resista...
Resista, porque alguém que o ama está sentado na arquibancada do tempo, torcendo muito para que você vença e ganhe o troféu que tanto deseja: a felicidade... Não se deixe abater pela tristeza. Todas
as dores terminam. Aguarde que o tempo, com suas mãos cheias de bálsamo, traga o alívio. A ação
do tempo é infalível, e nos guia suavemente pelo caminho certo, aliviando nossas dores, assim como
a brisa leve abranda o calor do verão. Mais depressa do que supõe você terá a resposta, na
consolação de que necessita. Por tudo isso, resista! E confie nesse abençoado aliado chamado
tempo...
Equipe do site www.momento.com.br, inspirada em mensagem de autoria ignorada, em frases do livro
Momentos de Meditação, ed. LEAL, e no Cap. 178 do livro Minutos de Sabedoria, ed. Vozes.

x
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes
Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife,
2006.
RESUMO O presente estudo teve como objetivos obter misturas de pré-formulados dos fármacos
metronidazol (MT), paracetamol (PC) e hidroclorotiazida (HZ) secos pela técnica de Spray
Drying (SpDr) bem como analisar termicamente tais formulações comparando-as com as misturas convencionais que não sofreram processo de secagem. Para tanto, utilizou-se um aparelho SpDr de bancada da marca LabPlant®, modelo SD-05, com uma agulha de 0,5 mm de diâmetro e fluxo co-corrente. A análise calorimétrica foi realizada num calorímetro
Shimadzu, modelo DSC-50, no qual foram obtidas curvas na razão de aquecimento de 10 ºC.min-1 até 500 ºC em atmosfera de nitrogênio (50 mL.min
-1). O aparelho DSC foi calibrado pelo ponto de fusão e variação de entalpia do padrão índio (156,6 ºC 0,3; ÄH = 410,6 ºC 0,3). Os dados fotovisuais das curvas calorimétricas foram obtidos através do acoplamento do calorímetro ao sistema fotovisual, modelo VCC-520, conectado a um microscópio da marca
Olympus e a uma câmara fotográfica da marca Sanyo, em atmosfera de nitrogênio
(50mL.min-1), até uma temperatura de 500 ºC. O sistema fotovisual foi conectado a um
computador pelo programa Assimetrix, através do qual a imagem da amostra era visualizada em tempo real. As fotos foram obtidas de acordo com o perfil calorimétrico das curvas DSC
observando-se as variações de transição de fases da amostra (± 2,0 mg). As curvas termogravimétricas foram obtidas em aparelho Shimadzu modelo TGA-50H, calibrado com oxalato de cálcio monohidratado, no qual obtiveram-se curvas dinâmicas e isotérmicas em
atmosfera de nitrogênio (50mL.min-1) com ar sintético (20mL.min
-1). As curvas de TG dinâmicas foram obtidas na razão de aquecimento de 10 °C.min
-1 até uma temperatura de 900
°C. As curvas isotérmicas foram realizadas nas temperaturas: 150, 160, 170, 180 e 190 °C
para o MT; 160, 170, 180 e 190 ºC para o PC; 260, 270, 280 e 290 ºC para a HZ; com duração
de 120 min. A massa das amostras analisadas era de 5,0 0,5 mg. Os dados de DSC convencional e acoplado ao sistema fotovisual mostraram homogeneidade na qualidade das misturas de MT convencionais e pré-formuladas independentemente ao tamanho de partículas. Através dos dados de TG, foi possível comparar termicamente a estabilidade das
diferentes misturas, evidenciando comportamento similar em relação ao estágio de
decomposição do MT com os excipientes utilizados nas misturas convencionais e pré-formuladas. Em relação ao PC, os dados de DSC convencional e acoplado ao sistema fotovisual mostraram ligeiras alterações nas temperaturas de fusão, porém, não relacionadas a
incompatibilidades. Ainda, a técnica de TG avaliou termicamente a estabilidade das misturas,
evidenciando que a tecnologia de secagem via SpDr levou a um aumento da estabilidade quando as misturas foram processadas. Os dados de DSC convencional e acoplado ao sistema fotovisual para a HZ mostraram alterações nas temperaturas de fusão das misturas pré-formuladas, sugestivas de possíveis incompatibilidades; a ordem de reação para tais misturas
calculada segundo Arrhenius e confirmada por Ozawa, foi zero, o que tornou possível
determinar as pressões de vapor de tais misturas e evidenciar que o processo de perda de
massa dá-se através de volatilização da amostra. Palavras � chaves: Fármacos � Análise Térmica � Spray-Dry

Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes
Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife,
2006.
ABSTRACT The work had as its objectives to obtain pre-formulated mixtures of the drug substances metronidazole (MT), paracetamol (PC) and hydrochlorothiazide (HZ) dried by Spray Drying technology as well as to analyze thermally such formulations comparing them with the conventional mixtures that did not dry by that process. To this, it was used a laboratorial Spray Dry apparatus (LabPlant®), model SD-05, with a 0.5 mm jet nozzle and co-current flow. The calorimetric analysis was done in a Shimadzu calorimeter; model DSC-50 in a nitrogen atmosphere (50 mL.min-1). The DSC apparatus was calibrated by standard indium melting point and enthalpy variation (156.6 ºC 0.3; ÄH = 410.6 ºC 0.3, respectively). Photovisual data of calorimetric curves were obtained through a calorimeter coupled to a photovisual system; model VCC-520, connected to a microscopy from Olympus and a photographic camera from Sanyo, in a nitrogen atmosphere (50 mL.min-1) up to 500 °C of temperature. The photovisual system was connected to a computer by Assimetrix program through which the image of the sample was visualized in real time. The pictures were obtained according to the calorimetric profile of DSC curves observing the phase�s transitions
variations of samples (± 2.0 mg). Thermogravimetric curves were obtained in a Shimadzu apparatus; model TGA-50H, calibrated with monohydrated calcium oxalate, in which it were obtained dynamic and isothermic curves in nitrogen (50 mL.min-1) atmosphere with synthetic air (20 mL.min-1). The TG dynamic curves were obtained in a heating rate of 10 °C.min-1 up to 900 °C of temperature. Isothermic curves were done in the temperatures of: 150, 160, 170, 180 and 190 °C to MT; 160, 170, 180 and 190 °C to PC; 260, 270, 280 and 290 °C to HZ;
with 120 min of duration. The sample�s mass was 5.0 0.5 mg. The DSC conventional and DSC coupled to photovisual system data showed homogeneity in quality of conventional and pre-formulated mixtures with MT independently of particles sizes. Through the data of TG, it was possible to compare thermally the stability of different mixtures, evidencing a similar behavior in relation to the stage of decomposition of MT with the excipients used in the conventional and pre-formulated mixtures. In relation to PC, DSC conventional and DSC coupled to photovisual system data showed slight alterations in melting temperatures, but not related to incompatibility. Yet, the TG technique evaluated thermally the stability of mixtures, evidencing that the dry technology via SpDr promoted enhance of stability when mixtures were processed. The data of DSC conventional and DSC coupled to photovisual of HZ showed alterations in melting temperatures of pre-formulated mixtures that are suggestive of possible incompatibilities; the reaction order of those mixtures, calculated using the equation of Arrhenius and confirmed using the equation of Ozawa was zero, what made possible to determine the vapor pressures of such mixtures and evidence that the process of mass loss goes through volatilization of the sample. Key-words: Drugs � Thermal Analysis � Spray Dry

xii
Abreviaturas e Siglas
A = fator pré-exponencial A = fator de freqüência A, B e C = constantes empíricas de Antoine á = constante de vaporização °C = grau Celsius dF = diâmetro de Feret dM = diâmetro de Martin DP = Desvio Padrão DSC = Calorimetria de Varredura Diferencial DTA = Análise Térmica Diferencial Ea = Energia de Ativação Evap = Energia de Vaporização g = grama HZ = Hidroclorotiazida J = Joule K = Kelvin k = constante de velocidade KJ = Kilojoule kvap = coeficiente de evaporação log = logarítimo M = Massa molar do vapor de vaporização mg = miligrama min. = minuto mL = mililitro MT = Metronidazol ìm = micrômetro n = ordem de reação P = Pressão de vapor Pa = Pascal PC = Paracetamol P.F. = Ponto de Fusão PVP = polivinilpirrolidona R = constante universal dos gases SD = Spray Drier SpDr = Spray Drying T = Temperatura absoluta Ti = Temperatura inicial Tf = Temperatura final Tint = Temperatura interna Texa = Temperatura de exaustão TG = Termogravimetria UV = Ultravioleta
xiii
Lista de figuras
Capítulo I 1 Figura 1. Aparelho de spray drying modelo SD � 05 LabPlant®..................................... 5 Figura 2. Micrografia elétrica de varredura de partículas de lactose amorfa (A) e de
maltodrextrina (B,C) secas por SpDr..............................................................
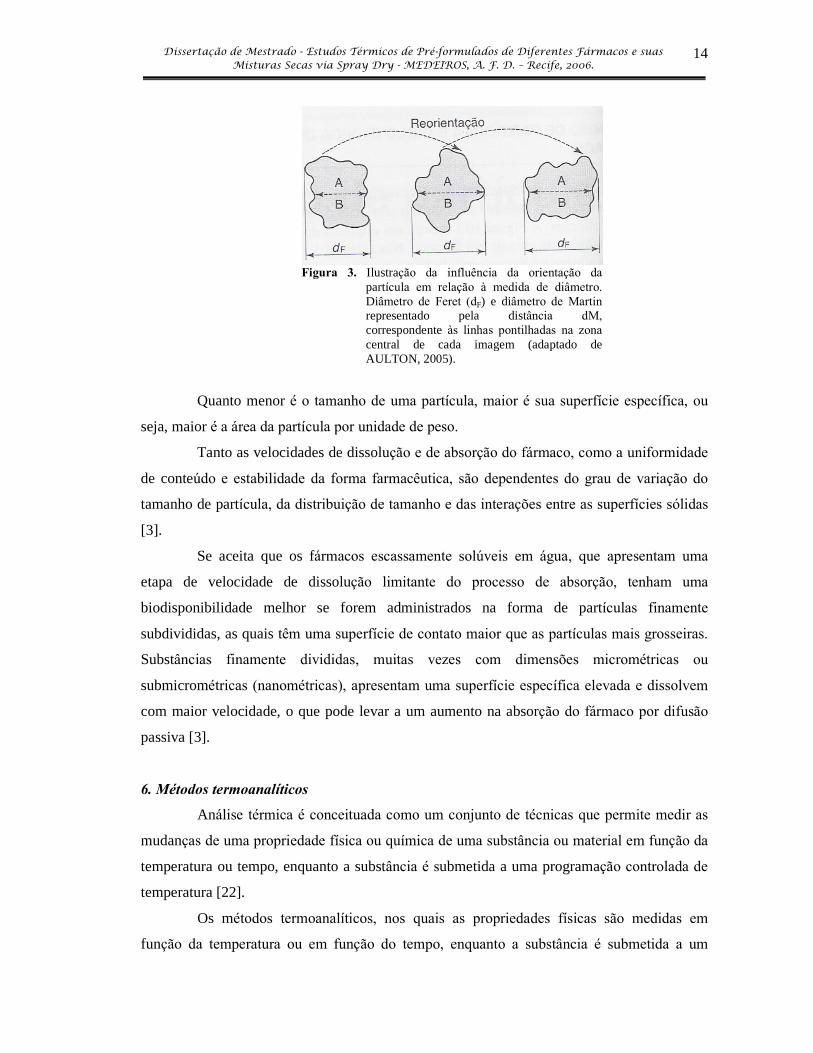
12 Figura 3. Ilustração da influência da orientação da partícula em relação à medida de
diâmetro. Diâmetro de Feret (dF) e diâmetro de Martin representado pela
distância dM, correspondente às linhas pontilhadas na zona central de cada
imagem............................................................................................................
14 Capítulo II 17 Figura 1. DSC fotovisual das misturas de MT convencionais () e pré-formuladas
() e dados térmicos de DSC (1) e TG (2)....................................................
25 Capítulo III 29 Figura 1. DSC fotovisual das misturas de PC convencionais () e pré-formuladas
() e dados térmicos de DSC (1) e TG (2)....................................................
35
Capítulo IV 40
Figura 1. DSC fotovisual das misturas de HZ convencionais () e pré-formuladas () e dados térmicos de DSC (1) e TG (2)....................................................
47
xiv
Lista de Tabelas
Capítulo I 1 Tabela 1. Composição das misturas convencionais......................................................... 14 Tabela 2. Composição das misturas de pré-formulados................................................... 14 Capítulo II 17 Tabela 1. Valores dos pontos de fusão (P.F.) em DSC e energias de ativação (Ea)
para o fármaco MT e suas misturas convencionais e pré-formuladas............
21 Tabela 2. Valores cinéticos de energia cinética, coeficiente de variância, fator de
freqüência e ordem de reação para o MT matéria-prima................................
23 Tabela 3. Constantes de velocidade (k) da decomposição isotérmica do metronidazol
(matéria-prima), e suas misturas convencionais e pré-formuladas via SpDr................................................................................................................
26 Capítulo III 29 Tabela 1. Valores dos pontos de fusão (P.F.) em DSC e energias de ativação (Ea)
para o fármaco PC e suas misturas convencionais e pré-formuladas....................................................................................................
33 Tabela 2. Valores cinéticos de energia cinética, coeficiente de variância, fator de
freqüência e ordem de reação para o PC matéria-prima..............................
37 Tabela 3. Constantes de velocidade (k) para decomposição isotérmica do paracetamol
(MP), e suas misturas convencionais e pré-formuladas via SpDr...................
38 Capítulo IV 40 Tabela 1. Valores dos pontos de fusão (P.F.) em DSC e energias de ativação (Ea)
para o fármaco HZ e suas misturas convencionais e pré-formuladas.......................................................................................................
44 Tabela 2. Valores cinéticos de energia cinética, coeficiente de variância, fator de
freqüência e ordem de reação para a HZ matéria-prima............................................................................................................
46 Tabela 3. Constantes de velocidade (k) da decomposição isotérmica da
hidroclorotiazida (matéria-prima), e suas misturas convencionais e pré-formuladas via SpDr.................................................................................
48

xv
Apêndice A
Figura 1. Curvas de DSC convencional em atmosfera de N2 na razão de 5 mL.min
-1para o MT em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C).
Figura 2. Curvas de TG dinâmicas em atmosfera de N2 na razão de 10 mL.min
-1 para o MT em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C).
Figura 3. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o MT em
misturas convencionais (A) e pré-formuladas (B) com os excipientes amido e Aerosil®.
Figura 4. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o MT em
misturas convencionais (A) e pré-formuladas (B) com os excipientes croscarmelose e Aerosil®.
Figura 5. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o MT em
misturas convencionais (A) e pré-formuladas (B) com os excipientes lactose e Aerosil®.
Figura 6. Curvas de pressão de vapor para o MT em misturas convencionais e pré-formuladas com diferentes excipientes (A) amido, (B) croscarmelose e lactose (C).

xvi
Apêndice B
Figura 1. Curvas de DSC convencional em atmosfera de N2 na razão de 5 mL.min
-1para o PC em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C).
Figura 2. Curvas de TG dinâmicas em atmosfera de N2 na razão de 10 mL.min
-1 para o PC em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C).
Figura 3. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o PC em
misturas convencionais (A) e pré-formuladas (B) com os excipientes amido e Aerosil®
Figura 4. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o PC em
misturas convencionais (A) e pré-formuladas (B) com os excipientes croscarmelose e Aerosil®.
Figura 5. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o PC em
misturas convencionais (A) e pré-formuladas (B) com os excipientes lactose e Aerosil®.
Figura 6. Curvas de pressão de vapor para o PC em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C).

xvii
Apêndice C
Figura 1. Curvas de DSC convencional em atmosfera de N2 na razão de 5 mL.min
-1para o HZ em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C).
Figura 2. Curvas de TG dinâmicas em atmosfera de N2 na razão de 10 mL.min
-1 para o HZ em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C)
Figura 3. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o HZ em
misturas convencionais (A) e pré-formuladas (B) com os excipientes amido e Aerosil®.
Figura 4. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o HZ em
misturas convencionais (A) e pré-formuladas (B) com os excipientes lactose e Aerosil®.
Figura 5. Curvas de pressão de vapor para a HZ em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A) e lactose (B).
xviii
Sumário
Capítulo I 1 1. Introdução�������������................................................................. 2 2. Revisão bibliográfica.................................................................................................... 2 2.1. Secagem na indústria: Spray Drying (SpDr)............................................................ 2
2.2. Processo de secagem por Spray Drying............................................................ 4 2.2.1. Fases do sistema............................................................................................. 5
3. Aplicação da técnica de spray drying............................................................................ 7 4. Tamanho de partícula.................................................................................................... 8 5. Métodos termoanalíticos............................................................................................... 10 6. Pressão de vapor............................................................................................................ 12 7. Objetivos....................................................................................................................... 13 8. Materiais e métodos...................................................................................................... 14
8.1. Substâncias utilizadas....................................................................................... 14 8.2. Preparo das amostras e condições para secagem em SpDr............................... 14 8.3. Análise térmica................................................................................................. 16
Capítulo II 17 Artigo 1. Estudos térmicos de produtos pré-formulados de metronidazol obtidos pela
técnica de spray
drying...........................................................................................
18
Resumo.............................................................................................................................. 18 1.Introdução..................................................................................................................... 18 2. Materiais e métodos.................................................................................................... 19
2.1. Substâncias utilizadas....................................................................................... 19 2.2. Preparação das amostras e condições de secagem em SpDr........................... 19 2.3. Análise térmica................................................................................................. 20
3. Resultados e Discussão................................................................................................. 21 4. Conclusões................................................................................................................ 27 5. Referências............................................................................................................... 27 Capítulo III 29 Artigo 2. Estabilidade térmica do fármaco paracetamol e pré-formulados obtidos por
spray drying....................................................................................................... 30
Resumo.............................................................................................................................. 30 1. Introdução.................................................................................................................... 30 2. Materiais e métodos................................................................................................... 31
2.1. Substâncias utilizadas....................................................................................... 31 2.2. Preparação das amostras e condições de secagem em SpDr............................. 31
2.3. Análise térmica................................................................................................... 32 3. Resultados e Discussão................................................................................................. 33 4. Conclusões.................................................................................................................... 39
xix
5. Referências........................................................................................................................ 39 Capítulo IV 40 Artigo 3. Características térmicas de pré-formulados de hidroclorotiazida obtidos pela
tecnologia de spray drying...................................................................................
41 Resumo.................................................................................................................................. 41 1. Introdução.......................................................................................................................... 41 2. Materiais e métodos........................................................................................................... 42 2.1. Substâncias utilizadas..................................................................................................... 42 2.2. Preparação das amostras e condições de secagem em SpDr.......................................... 42 2.3. Análise térmica............................................................................................................... 43 3. Resultados e Discussão...................................................................................................... 44 4. Conclusões......................................................................................................................... 49 5. Referências........................................................................................................................ 49 Conclusão............................................................................................................................. 50 Capítulo V 51 Referências............................................................................................................................ 52 Apêndices

Introdução
1. Introdução
O setor farmacêutico dispõe de um dinamismo tecnológico que garante uma
constante renovação tanto das metodologias para produção como de controle de qualidade, e
conseqüente obtenção de novas fórmulas. Dessa maneira, a constante busca pela inovação
tecnológica, e também pelo desenvolvimento de produtos, cada vez mais específicos, torna-se
um tema de suma importância para estudo.
A tecnologia de Spray Drying (SpDr) envolve a formação de partículas de tamanhos
bastante reduzidos e uniformes a partir de uma amostra líquida que é nebulizada numa câmara
para secagem na qual um fluxo programado de ar quente promove a secagem das gotículas
lançadas no meio pré-aquecido. São formadas partículas com elevada área superficial e ainda
com homogeneidade. O controle dos parâmetros no processo de secagem, como: velocidade
de entrada do líquido na câmara de secagem, rapidez e tipo de fluxo utilizado, e também a
temperatura de secagem, permitem produzir amostras secas com características variadas.
A análise térmica apresenta-se como um conjunto de técnicas capaz de avaliar as
características físico-químicas de diversas substâncias, e tem se tornado, cada vez mais, uma
ferramenta útil na análise de fármacos e formulações, visto que gera resultados rápidos e
reprodutíveis, o que é bastante desejado nas atividades de rotina de um laboratório
farmacêutico.
Nesse contexto, é de interesse o estudo de particulados produzidos pela tecnologia de
SpDr juntamente com as técnicas termoanalíticas para avaliar as modificações ocorridas
através do processo de secagem.
A escolha dos fármacos aqui estudados deveu-se às diferentes características de
solubilidade dos mesmos.
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006
2

Objetivos

Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
4
2. Objetivos
Gerais
Obter misturas de pré-formulados secos pela técnica de Spray Drying utilizando um
aparelho de bancada;
Analisar termicamente as características das misturas de pré-formulados obtidos
comparando-as com as respectivas misturas convencionais que não sofreram processo de
secagem por Spray Drying.
Específicos
Traçar o perfil calorimétrico das misturas convencionais e dos pré-formulados obtidos por
SpDr;
Obter curvas isotérmicas e dinâmicas das misturas convencionais e dos pré-formulados
obtidos por SpDr;
Construir as curvas de pressão de vapor através da TG para as misturas convencionais e de
pré-formulados obtidos por SpDr.

Capítulo I
Revisão bibliográfica
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
6
3. Revisão bibliográfica
3.1. Secagem na indústria: Spray Drying
Define-se secagem como a operação usada para a remoção de um líquido de um
material por aplicação de calor, o que se consegue por transferência de um líquido a partir de
uma superfície para uma fase gasosa insaturada [1].
Ainda, a secagem consiste em diminuir a atividade da água através da eliminação da
mesma, e é um método de preservação de produtos biológicos, uma vez que não envolve
tratamento por aquecimento severo, e permite estocagem a uma temperatura ambiente.
Grandes quantidades de produtos líquidos (leites desnatados e comuns, frações resultantes de
filtração por membrana e separação cromatográfica) são secas de forma a produzir rações,
alimentos e ingredientes. A maioria desses pós é seco pela técnica de Spray Drying [2].
A tecnologia de secagem por nebulização pode ser realizada utilizando � se o
aparelho Spray Drier (SD), que permite a passagem de uma solução pré � formulada num
sistema previamente aquecido a uma temperatura estabelecida anteriormente.
Por meio da atomização de líquidos em pequenas gotículas, o secador do nebulizado
permite uma elevada área superficial para a transferência de massa e calor. Os líquidos são
aspergidos no meio de uma corrente de ar aquecido, de modo que cada gotícula seca forma
uma partícula sólida individual [3].
Spray Drying � secagem do pó nebulizado � é o processo industrial mais
extensamente utilizado que envolve formação e secagem de partículas. É altamente adequado
para a produção contínua de sólidos secos, seja na forma de pós, granulados ou aglomerados,
a partir de soluções, emulsões ou suspensões. Conseqüentemente, SpDr é um processo ideal
no qual o produto final obedece padrões de qualidade relacionados à distribuição do tamanho
de partícula, do índice de umidade residual, densidade do pó, e forma das partículas [4].
É uma forma eficiente de secagem devido à grande área superficial disponível para
aquecimento e transferência de massa como resultado da atomização do líquido em pequenas
gotículas da ordem de algumas centenas de mícrons [5].
Ainda, a técnica é largamente utilizada na manufatura de muitos produtos
industriais, como: alimentos instantâneos, detergentes para roupas, cerâmicas, e produtos
agroquímicos; o crescimento no setor farmacêutico deve-se às inúmeras vantagens em relação
às tecnologias que utilizam várias etapas de processo e competem com as tecnologias de
redução de partícula [6].

Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
7
Também outra vantagem do processo de secagem por SpDr é a versatilidade de tal
tecnologia visto que diversas são as aplicações da mesma, pois é grande a quantidade de
produtos que podem se utilizar desse tipo de secagem; desde finíssimas partículas para
liberação pulmonar até grandes aglomerados de pós para dosagens orais, de produtos amorfos
a cristalinos e ainda formulações obtidas em etapa única; spray drying oferece múltiplas
oportunidades.
Os produtos secos por nebulização (nebulizados) são facilmente reconhecíveis,
sendo de aparência uniforme. As partículas apresentam uma forma característica de esferas
ocas, algumas vezes com um pequeno orifício, que resulta do processo de secagem. À medida
que a gotícula entra na corrente de ar aquecido, é seca pelo lado externo, formando uma crosta
externa, remanescendo ainda líquido no interior. Esse líquido evapora e o vapor formado
internamente escapa, forçando a passagem e formando o orifício na esfera [3].
A secagem por nebulização tem se tornado um processo muito importante para
desidratação de alimentos fluidos como leite, café e ovos; e ainda, é extensivamente utilizada
nas indústrias química e farmacêutica. A atomização é também, de interesse particular para a
indústria de metais, para geração de pós finos [7].
A encapsulação de componentes ativos em pó tem se tornado um processo bastante
atrativo nas últimas décadas, tanto na indústria farmacêutica como na indústria alimentícia. O
principal objetivo é aprisionar ingredientes sensíveis numa cápsula ou �parede�, isolando-se
fisicamente o ingrediente do seu ambiente. Esta barreira pode conferir proteção contra o
oxigênio, água e/ou luz; permitir uma liberação controlada do ingrediente aprisionado e/ou
prevenir contra o contato com outros constituintes da mistura, por exemplo [8].
Dentre as várias técnicas de encapsulação, spray drying é a mais comum. Partículas
sólidas secas são obtidas por secagem ao ar quente das partículas de líquido (soluções,
emulsões ou suspensões) produzidas na parte superior da câmara de secagem. A secagem
ocorre durante a queda das partículas em direção à parte inferior da câmara, devido ao contato
com o fluxo de ar quente, seja co-corrente, ou contra-corrente [8].
Na indústria farmacêutica, a utilização de adjuvantes farmacotécnicos apropriados,
juntamente com a tecnologia de spray drying, representa um passo importante na garantia da
estabilidade e qualidade de extratos de plantas. Isto se deve ao fato de que os adjuvantes
podem ser alterados, e conseqüentemente, influenciar na biodisponibilidade dos produtos [9].
A avaliação dos materiais utilizados na técnica SpDr é extremamente útil durante o
desenvolvimento da formulação. Por exemplo, a comparação da mesma formulação produzida
através de diferentes processos é importante para a definição dos parâmetros finais de
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
8
produção necessários à fabricação de um produto de qualidade. Da mesma forma, uma
comparação entre formulações contendo diferentes quantidades de um único componente
auxilia na otimização da formulação do produto [10].
Levando em consideração a preparação de partículas de compostos amorfas, spray
drying representa uma tecnologia interessante por diversas razões. Primeiramente, o processo
de formação da partícula pode facilitar a solidificação em forma amorfa [11,12]. Segundo,
propriedades das partículas (tais como forma e tamanho) podem ser controladas e o processo
é ajustável para produção em larga escala [12,13].
3.2. Processo de secagem por Spray Drying
O processo de secagem por SpDr tem como mecanismo aspergir uma forma líquida
de uma determinada substância através de um jato que passa por um sistema fechado no qual
a temperatura previamente programada para aquecer promove a retirada da água e / ou
solvente rapidamente, depositando assim, a forma de pó em finas partículas do produto seco.
Para aquecer o sistema, promove-se a ativação de um fluxo de gás (geralmente o ar)
que ao circular pelo aparato eleva a temperatura do mesmo, com isso, ocorre a evaporação do
líquido presente na amostra, bem como um fluxo livre da amostra seca, e ainda, pode-se
controlar o tamanho das partículas secas.
Dentre as variáveis do processo de secagem, pode-se dizer que são de suma
importância: a razão de evaporação e a distribuição do tamanho da partícula do produto seco.
A razão de evaporação e a diferença de temperatura do processo (temperaturas de entrada e de
saída do sistema) determinam a quantidade de ar necessário para secar a amostra, que por sua
vez, determina o tamanho da partícula seca. Quanto maior for a temperatura de secagem da
amostra, menor será o fluxo de ar necessário para o processo.
O processo de secagem dá-se por uma única etapa. E os componentes do sistema
podem ser visualizados a seguir:

Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
9
Figura 1. Aparelho de spray drying modelo SD � 05 LabPlant®
3.2.1. Fases do sistema
a) Atomizador
A atomização ou redução do tamanho de partículas consiste em produzir gotículas
de tamanho e área superficial específicos, assim, esta é uma etapa crítica da secagem por
SpDr. É justamente a razão de atomização, juntamente com as condições estabelecidas no
processo, que controla o grau de secagem das partículas, e com isso, controla também o
tempo de residência das partículas na câmara de secagem.
Dentre as técnicas de atomização, podemos citar:
1) Atomização por jato pressurizado � o jato de aspersão do líquido forma-se através da força
que o fluido exerce para passar através do pequeno orifício de atomização; a energia requerida
para tal processo é suprida por uma bomba alimentadora. Por este processo, é possível obter
uma distribuição de tamanho de partículas de diâmetros diminutos, assim, é bastante indicado
quando a minimização do diâmetro da partícula é requerida. Ainda, o tamanho de partícula
obtido é uma função do fluxo do líquido aspergido através do jato e também do diâmetro do
orifício do jato de atomização.
2) Atomização por jato de fluido duplo � o jato de aspersão forma-se quando a amostra
líquida juntamente com o gás comprimido passa através do orifício do jato aspersor. A
energia requerida para a atomização é provida pelo gás comprimido, que geralmente é o ar.
Neste processo, são geradas partículas de diâmetros maiores e a média dos tamanhos das
⑤
⑥
⑦
③
②
①
⑧
④
LEGENDA:
① ATOMIZADOR
② CÂMARA DE SECAGEM
③ CICLONE
④ COLETOR
⑤ SISTEMA DE EXAUSTÃO
⑥ BOMBA PERISTÁLTICA
⑦ PAINEL DE CONTROLE

Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
10
partículas produzidas é em função do fluxo do jato de aspersão, e também da razão e pressão
exercidas pelo ar.
3) Atomização centrífuga � o jato de aspersão é formado pela passagem da amostra líquida
através de um disco rotatório, a energia requerida para isto é fornecida pelo motor do
atomizador. São obtidas partículas de diâmetros maiores, o que é determinado em função do
diâmetro do disco rotatório e das rotações por minuto do mesmo.
b) Fluxo de ar / gás
O fluxo de ar ou gás utilizado no processo serve para promover o aquecimento do
sistema, pois à medida que a temperatura aumenta, faz com que o ar aqueça e circule por todo
sistema, aquecendo o mesmo.
A amostra aspergida e o ar quente misturam-se durante a atomização, o que é
bastante importante, pois isto influencia na evaporação, no controle do tamanho de partícula,
na densidade da amostra e na degradação pelo calor. A velocidade, a orientação e a forma
como o fluxo de ar quente ocorre vão influenciar no processo.
Os tipos de fluxo existentes no processo de secagem são:
1) Fluxo co-corrente � neste tipo de fluxo, tanto o jato de aspersão, quanto o fluxo de ar
movimentam-se para baixo na câmara de secagem, e a amostra é aspergida no fluxo de ar
quente, o que aumenta a razão de secagem instantânea.
2) Fluxo contra-corrente � a amostra aspergida e o fluxo de ar têm movimentos de sentidos
opostos, ou seja, a amostra movimenta-se para baixo na câmara de secagem, e o fluxo de ar
movimenta-se para cima; isto faz com que as partículas produzidas tenham um maior
tamanho, pois o movimento contrário do fluxo em relação à amostra aumenta o tempo de
queda da partícula, permitindo com isso, um tempo extra de secagem.
3) Fluxo misto ou fluxo de fonte � o ar quente movimenta-se para baixo na câmara de secagem
e a amostra é aspergida para cima da mesma, ao encontrar o ar quente, a amostra é seca e
desce juntamente com o ar quente na câmara de secagem.
Como foi visto anteriormente, a mistura do fluxo de ar ou gás com a amostra pode
ocorrer de várias formas. Os tipos de fluxo podem ser realizados de forma lenta, ou
turbulenta. A escolha de um ou outro tipo de fluxo varia de acordo com o objetivo desejado,
assim, se a secagem é o único objetivo, por exemplo, é melhor aplicar um fluxo mais rápido;
se o importante é o tamanho da partícula seca, então é desejável utilizar um fluxo mais lento.
O fluxo de mistura lento é utilizado quando é importante a minimização do tamanho
da partícula, pois como a velocidade de mistura da solução aspergida com o gás é menor no
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
11
momento da atomização, ocorre uma maior secagem da partícula, permitindo obter uma
distribuição de tamanho menor da mesma.
Já um fluxo de mistura rápido permite uma secagem instantânea da gotícula
aspergida, produzindo com isso, uma distribuição de tamanho de partículas maiores, isto
porque a turbulência gerada faz com que as gotículas aspergidas circulem mais rápido na
câmara de secagem.
c) Separação das partículas do pó seco
As partículas do pó seco são continuamente depositadas na parte inferior do sistema
de SpDr. O movimento do fluxo de ar quente empurra as partículas secas na direção de um
ciclone, ou ainda em alguns tipos de aparato, existem filtros de separação das partículas secas.
A separação primária da amostra seca ocorre na câmara de secagem, a separação do pó do ar
circulante ocorre no ciclone. Após a passagem pelo ciclone, as partículas de pó são
depositadas num recipiente coletor da amostra, e o ar circulante do sistema sai através de um
exaustor.
d) Bomba de alimentação
A bomba de alimentação é um dispositivo que leva a amostra até o atomizador do
sistema, funcionando a uma velocidade pré-programada, de forma a funcionar rápida ou
lentamente.
4. Aplicação da técnica de Spray Drying
A secagem por nebulização é bastante útil na indústria farmacêutica devido à rapidez
da secagem e à forma única do produto final. Existem três aplicações principais para os
processos de secagem por nebulização: (1) secagem de materiais termo-sensíveis, (2)
alteração da forma física dos materiais para uso na produção de comprimidos e de cápsulas e,
(3) encapsulação de partículas sólidas e líquidas [1].
Diferentes métodos de secagem produzem materiais amorfos com propriedades
físicas diferentes, como por exemplo, em termos de tamanho de partícula, estrutura e área de
superfície, e seu comportamento térmico pode diferir. A lactose seca por SpDr é o excipiente
mais comum nas indústrias farmacêuticas, principalmente como diluente na produção de
comprimidos [14].
Foi demonstrado que a concentração da amostra tem efeito importante nas
propriedades do material seco por SpDr. Um estudo com o excipiente lactose mostrou que um

Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
12
aumento no teor de lactose na amostra da solução ou suspensão a ser seca por SpDr em
preparações mais concentradas resultou numa diminuição da percentagem de lactose amorfa
nos produtos secos via SpDr [15].
Spray drying tem sido uma técnica usada com sucesso na indústria farmacêutica para
processar pós, uma vez que oferece um meio de obtenção de pós com tamanho de partículas e
forma pré-determinados. Adicionalmente, a lactose seca por processo de SpDr é um dos
excipientes mais utilizados na indústria farmacêutica, e tem sido comercializada por muitos
anos, sendo sua maior vantagem ser utilizada para a compressão direta [16].
A cinética de secagem de gotículas de vários tamanhos tem sido um dos
experimentos de secagem mais importantes e largamente realizados em relação ao
entendimento do fenômeno associado à secagem de alimentos relacionados às operações de
secagem por SpDr incluindo a morfologia das partículas [17].
O tempo de secagem varia na ordem de 5-100 segundos; o tamanho das partículas
secas pode variar entre 2-500 ìm, o que depende da configuração do aparelho bem como das
condições empregadas para secagem. Da mesma forma, as características físicas de materiais
secos por SpDr pode consistir em esferas intactas (Fig. 2A), esferas com brotos (Fig. 2A),
esferas com depressões (Fig. 2B), ou até fragmentos de esferas (Fig. 2C) [18].
Figura 2. Micrografia elétrica de varredura de partículas de lactose amorfa (A) [19] e de
maltodrextrina (B,C) [17] secas por SpDr (Adaptado de HAQUE et al 2006 e ALAMILLA-BELTRÁN et al 2005).
5. Tamanho de partícula
A análise granulométrica de partículas sólidas compreende a determinação do
tamanho das mesmas, bem como da freqüência com que ocorrem em uma determinada classe
ou faixa de tamanho [20].
Sistemas particulados de formas farmacêuticas sólidas são freqüentemente descritos
como sistemas heterogêneos com diferentes composições físicas e / ou químicas e com uma
escala de tamanhos de partículas variando de poucos micrômetros a cerca de um milímetro. O
comportamento de tais sistemas particulados, sua mistura, sua fluidez e propriedades de
A B CA B C
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
13
compressão são de importância crítica durante o processo de mistura, o transporte e operações
de transposição de escala [21].
Muitos são os produtos que têm como componentes partículas com propriedades
físicas e químicas específicas, dentre eles, podemos citar plásticos, tintas, detergentes,
alimentos, cosméticos, produtos farmacêuticos, etc. Entre as importantes propriedades
características de cada substância, são relevantes alguns parâmetros, como: o tamanho da
partícula, a distribuição do tamanho da partícula, a forma, a área superficial, o tamanho do
poro dessa partícula, e também a distribuição do tamanho desses poros, sendo estes fatores
críticos para o processo de produção.
É comum considerar o formato das partículas como aproximadamente esférico. Isso
se deve ao fato das partículas de um sólido possuírem formas irregulares, várias faces
diferentes, ou ainda, não ser possível medir mais que uma única dimensão do sólido, o que
dependerá da metodologia empregada para tanto. Sendo assim, faz-se geralmente a medida do
diâmetro equivalente das partículas, pois este é apenas uma aproximação do valor real em
relação ao formato verdadeiro da partícula.
O tamanho da partícula é geralmente medido de acordo com o comprimento ou
diâmetro da mesma. Assim, partículas de formato esférico podem ter seus tamanhos
representados pelo diâmetro da esfera, o qual, nesse caso é um parâmetro único, porém, para
partículas de formato irregular, observa-se uma variação dependendo do método pelo qual
mede-se o tamanho da partícula.
Existem várias técnicas para se medir o tamanho de partículas de uma determinada
amostra, podendo ser citadas a microscopia óptica e/ou eletrônica, a difratometria de raio X, a
difração a laser, o peneiramento, etc.
Quando uma partícula é irregular, é possível gerar-se mais do que uma esfera que
seja equivalente à forma dessa partícula. As medidas de diâmetro de Feret e Martin baseiam-
se na orientação e na forma da partícula, pois a medida segundo esses dois métodos leva a
resultados estatísticos derivados de um valor médio originado de orientações múltiplas
diferentes, que resultam em um valor médio para cada diâmetro de partícula. O diâmetro de
Feret corresponde à distância média estabelecida entre duas linhas paralelas tangenciais ao
perímetro projetado da partícula, já o diâmetro de Martin faz a medida do comprimento médio
do segmento do perímetro projetado da partícula, considerado como a fronteira que separa a
partícula em duas áreas com igual superfície [3].
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
14
Figura 3. Ilustração da influência da orientação da
partícula em relação à medida de diâmetro.
Diâmetro de Feret (dF) e diâmetro de Martin
representado pela distância dM,
correspondente às linhas pontilhadas na zona
central de cada imagem (adaptado de AULTON, 2005).
Quanto menor é o tamanho de uma partícula, maior é sua superfície específica, ou
seja, maior é a área da partícula por unidade de peso.
Tanto as velocidades de dissolução e de absorção do fármaco, como a uniformidade
de conteúdo e estabilidade da forma farmacêutica, são dependentes do grau de variação do
tamanho de partícula, da distribuição de tamanho e das interações entre as superfícies sólidas
[3].
Se aceita que os fármacos escassamente solúveis em água, que apresentam uma
etapa de velocidade de dissolução limitante do processo de absorção, tenham uma
biodisponibilidade melhor se forem administrados na forma de partículas finamente
subdivididas, as quais têm uma superfície de contato maior que as partículas mais grosseiras.
Substâncias finamente divididas, muitas vezes com dimensões micrométricas ou
submicrométricas (nanométricas), apresentam uma superfície específica elevada e dissolvem
com maior velocidade, o que pode levar a um aumento na absorção do fármaco por difusão
passiva [3].
6. Métodos termoanalíticos
Análise térmica é conceituada como um conjunto de técnicas que permite medir as
mudanças de uma propriedade física ou química de uma substância ou material em função da
temperatura ou tempo, enquanto a substância é submetida a uma programação controlada de
temperatura [22].
Os métodos termoanalíticos, nos quais as propriedades físicas são medidas em
função da temperatura ou em função do tempo, enquanto a substância é submetida a um

Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
15
programa de temperatura, são os métodos de escolha para estudar as propriedades de
materiais brutos e fármacos [23].
A implementação da análise térmica na indústria farmacêutica surge como um
método analítico, quantitativo e comparativo, capaz de produzir resultados rápidos e
reprodutíveis, podendo ser utilizada no controle de qualidade de medicamentos, visando à
análise global da qualidade do produto final e a determinação de parâmetros de qualidade
tecnológica de medicamentos [24,25].
Dentre as técnicas termoanalíticas utilizadas na análise térmica podemos citar: a
termogravimetria (TG), a calorimetria de varredura diferencial (DSC) e a análise térmica
diferencial (DTA).
A termogravimetria é uma técnica que consiste em avaliar a variação da massa de
determinada amostra em função de uma programação específica de temperatura (isotérmica
ou não isotérmica) ou do tempo. Dentre as inúmeras aplicações farmacêuticas da TG, pode-se
citar:
Análise da composição de uma formulação ou pré-formulação;
Análise da termodecomposição de sólidos;
Análise da cinética de termodecomposição;
Estudos de compatibilidade e/ou incompatibilidade de misturas;
Processos polimórficos.
Alguns fatores que podem influenciar as curvas termogravimétricas são: massa da
amostra, volume e forma física, tamanho e natureza da amostra, natureza e pressão da
atmosfera na qual a amostra se encontra, bem como a razão de aquecimento.
A calorimetria de varredura diferencial (DSC) é uma técnica termoanalítica bem
estabelecida nas ciências farmacêuticas. Podendo ser utilizada para caracterizar eventos
físicos e químicos via mudanças na entalpia ou calor da amostra [26].
A técnica consiste em medir a diferença de energia liberada ou fornecida entre a
amostra e um material de referência, termicamente inerte, em função da temperatura,
enquanto a amostra e o material referência são submetidos a uma programação de
temperatura. Ao sofrer qualquer tipo de mudança no estado físico ou químico, ocorre
liberação ou absorção de calor, com isso, o DSC mede as variações de energia térmica para
manter em equilíbrio as temperaturas da amostra e do material de referência, enquanto o
evento térmico está ocorrendo.
As mudanças de energia ocorridas na amostra, comparadas com o material
referência, ocorrem devido a transições endotérmicas ou exotérmicas como as causadas por

Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
16
mudança de fase, fusão, inversão da estrutura cristalina, ebulição, sublimação e vaporização,
ou reações tais como, desidratação, dissociação, decomposição, gelatinização e oxidação-
redução [27].
7. Pressão de vapor
A evaporação é um processo de transição de fase através do qual uma substância
sofre mudança na sua forma física, passando de forma líquida a vapor, sem no entanto, alterar
sua composição química.
A pressão de vapor é definida como a pressão exercida por um vapor quando este
está em equilíbrio com o líquido que lhe deu origem, sendo uma propriedade física que
depende do valor da temperatura.
Fatores tais como a pressão de vapor de uma substância, peso molecular, quantidade
de área de superfície exposta, etc. podem alterar o perfil de evaporação. O fator primário que
influencia, entretanto, são as condições de aumento da temperatura na qual a amostra é
submetida. Os parâmetros de evaporação podem ser determinados pela razão de perda de
massa como uma substância sofre uma transição de fase de líquido para vapor. Isto pode ser
alcançado com o programa de aumento da temperatura na análise termogravimétrica [28,29].
Vários estudos têm demonstrado que a termogravimetria é uma técnica rápida e
conveniente para a determinação das curvas de pressão de vapor e entalpias de sublimação e
vaporização para compostos voláteis. Tais estudos têm sido utilizados no exame de pesticidas,
produtos farmacêuticos, absorventes de UV, antioxidantes e componentes de perfumes.
Estudos recentes usaram a TG isotérmica, mais recentemente, um programa de aumento da
temperatura de aquecimento vem sendo utilizado, o que promove a aquisição de dados mais
rapidamente e também reduz a quantidade de amostra requerida [30].
Uma vez que tanto o processo de sublimação quanto o de evaporação obedecem à
cinética de ordem zero, a razão de perda de massa de uma amostra sob condições isotérmicas
devido à vaporização deve ser constante, provendo que a área de superfície livre não se altere
[31].
Existem vários métodos para se construir as curvas de pressão de vapor para
componentes puros, alguns métodos são diretos e outros são indiretos. Um composto padrão,
com constantes de Antoine já determinadas segundo a literatura, serve para calibração e deve
ter a mesma natureza daquela dos compostos que terão suas curvas de pressão vapor
construídas. Uma constante específica deve ser calculada a partir das pressões de vapor para o
composto de calibração e então aplicada a outros compostos para construir suas curvas de
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
17
pressão de vapor. Um ponto a ser levado em consideração é o fato de que somente substâncias
simples puras, e que possuem ordem de reação zero podem ter suas pressões de vapor
calculadas por esse método [32].
A determinação da ordem para cinética de reação de evaporação é ordem zero. O
processo para determinação da ordem de reação tem sido discutido na literatura previamente,
e o método mais aplicado para tanto segue a equação de Arrhenius, visualizada abaixo [32]:
kvap = Ae-Evap/RT
onde: Evap = energia de vaporização, A = fator pré-exponencial, R = constante universal dos
gases, T = temperatura absoluta e kvap = coeficiente de evaporação.
Ainda, para o cálculo da pressão de vapor de substâncias, faz-se necessária a
utilização de duas equações, que são Antoine e Langmuir, as quais seguem:
logP = A-B/(T+C) (Equação de Antoine) [32]
onde P = pressão de vapor, T = temperatura absoluta e A, B e C = constantes empíricas de
Antoine, num intervalo de temperatura específico que foram listadas segundo Stephenson e
Malamowski (1987). Deve-se levar em consideração que tais constantes são empíricas, não
devendo ser atribuído nenhum significado físico aos dados delas, e ainda, que as mesmas
podem ser usadas para definir a pressão de vapor num intervalo de temperatura especificado
[33].
A equação de Langmuir, visualizada como segue:
dm/dt = Pá (M/2ðRT) [32]
onde (dm/dt) = velocidade de perda de massa por unidade de área, P = pressão de vapor, á =
constante de vaporização e M = massa molar do vapor de vaporização; pode ser modificada
de modo a calcular as pressões de vapor de diversos componentes simples de substâncias. As
modificações formam a seguinte equação:
P = [á-1(2ðR)1/2] . [(T/M)1/2(dm/dt)] = k.õ [32]
onde k = á-1(2ðR)1/2 e õ = (T/M)
1/2(dm/dt).
O valor de k é considerado constante num determinado intervalo de temperatura, pois
ð e R são constantes, bem como á que é uma constante e que define o comportamento de
vaporização, independente do material utilizado. Já õ não é constante, pois apresenta os
valores de T que corresponde a um intervalo crescente de temperatura e M que corresponde à
massa em mg a ser vaporizada no respectivo intervalo de temperatura, apesar de dm/dt definir
a variação de perda de massa num intervalo específico que é considerado constante [32].
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
18
8. Materiais e métodos
8.1. Substâncias utilizadas
As matérias-primas utilizadas foram hidroclorotiazida, metronidazol e paracetamol
de grau farmacêutico. Os excipientes usados foram: amido, croscarmelose sódica, dióxido de
silício coloidal (Aerosil®), lactose malha 80 e polivinilpirrolidona (PVP) também grau
farmacêutico. Como veículos, foram utilizados água deionizada, acetona e álcool etílico.
Foram analisadas misturas ternárias convencionais e misturas de pré-formulados dos
fármacos. A composição das misturas convencionais e de pré-formulados obtidos pela técnica
de SpDr foi:
8.2. Preparo das amostras e condições para secagem em SpDr
A preparação das misturas convencionais e pré-formuladas obedeceu aos seguintes
procedimentos:
1) Misturas convencionais
- Amostra de hidroclorotiazida: pesou-se 1,67 g da matéria-prima, 0,166 g de amido e 0,166 g
de Aerosil®, homogeneizaram-se os pós, e acondicionou-se em recipiente limpo e seco.
Seguiu-se o mesmo procedimento quando ao invés do amido, utilizou-se 0,166 g de lactose,
permanecendo a quantidade de Aerosil® fixa.
- Amostra de metronidazol: pesou-se 1,67 g da matéria-prima, 0,166 g de amido e 0,166 g de
Aerosil®, homogeneizaram-se os pós, e acondicionou-se em recipiente limpo e seco. Seguiu-
se o mesmo procedimento quando ao invés de amido, utilizou-se 0,166 g de lactose,
permanecendo a quantidade de Aerosil® fixa. Pesou-se 1,428 g do fármaco, 0,429 g de
croscarmelose e 0,143 g de Aerosil®, homogeneizaram-se os pós, e acondicionou-se em
recipiente limpo e seco.
- Amostra de paracetamol: pesou-se 1,592 g da matéria-prima, 0,159 g de amido, 0,159 g de
Aerosil® e 0,09 g de PVP, homogeneizaram-se os pós, e acondicionou-se em recipiente limpo
e seco. Pesou-se 0,926 g do fármaco, 0,926 g de lactose, 0,093 g de Aerosil® e 0,055 g de
PVP, homogeneizaram-se os pós, e acondicionou-se em recipiente limpo e seco. Igual
procedimento foi realizado quando utilizou-se 0,926 g de croscarmelose ao invés de lactose,
permanecendo constantes os demais constituintes.
2) Misturas de pré-formulados
- Solução de hidroclorotiazida: pesou-se 10 g da matéria-prima, 1,0 g de amido e 1,0 g de
Aerosil®, homogeneizaram-se os pós, e em seguida, acrescentou-se 80 mL de acetona, logo
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
19
após, acrescentou-se 120 mL de água deionizada. Seguiu-se o mesmo procedimento quando,
ao invés de amido, utilizou-se 3,0 g de croscarmelose, ou ainda, 1,0 g de lactose,
permanecendo a quantidade de Aerosil® fixa.
- Solução de metronidazol: pesou-se 10 g da matéria-prima, 1,0 g de amido e 1,0 g de
Aerosil®, homogeneizaram-se os pós, e em seguida, acrescentou-se 80 mL de álcool etílico,
logo após, acrescentou-se 120 mL de água deionizada. Seguiu-se o mesmo procedimento
quando, ao invés de amido, utilizou-se 3,0 g de croscarmelose, ou ainda, 1,0 g de lactose,
permanecendo a quantidade de Aerosil® fixa.
- Solução de paracetamol: pesou-se 10 g do fármaco metronidazol, 1,0 g de amido, 1,0 g de
Aerosil® e 0,6 g de PVP, homogeneizaram-se os pós, e em seguida, acrescentou-se 120 mL de
água deionizada. Seguiu-se o mesmo procedimento quando, ao invés do amido, utilizou-se
10,0 g de croscarmelose, ou ainda 10,0 g de lactose, permanecendo as quantidades de
Aerosil® e PVP fixas.
A secagem das amostras foi realizada num aparelho de SpDr de bancada da marca
LabPlant modelo SD-05. As condições experimentais de secagem foram:
- Solução de hidroclorotiazida: Temperatura interna (Tint) era 100 °C, temperatura de
exaustão (Texa) era 65 °C, fluxo da bomba de aproximadamente 250 mL.h-1, quando o
excipiente utilizado era o amido. Já em experimentos com os excipientes croscarmelose e/ou
lactose, a Tint era 145 ºC, e a Texa era 80 ºC, o fluxo da bomba era o mesmo.
- Solução de metronidazol: Tint era 100 °C, Texa era 60 °C, fluxo da bomba de
aproximadamente 250 mL.h-1, quando o excipiente utilizado era o amido. Já em experimentos
com os excipientes croscarmelose e/ou lactose, a Tint era 140 ºC, e a Texa era 80 ºC, o fluxo da
bomba era o mesmo.
- Solução de paracetamol: Tint era 100 °C, Texa era 65 °C, fluxo da bomba de
aproximadamente 250 mL.h-1, quando o excipiente utilizado era o amido. Já em experimentos
com os excipientes croscarmelose e/ou lactose, a Tint era 145 ºC, e a Texa era 95 ºC, o fluxo da
bomba era o mesmo.
As dispersões das soluções de hidroclorotiazida, metronidazol e paracetamol, eram
agitadas e pré-aquecidas até aproximadamente 50 °C, e só então eram bombeadas através de
uma bomba peristáltica do sistema de SpDr para a câmara de nebulização e atomizadas na
agulha de 0,5 mm diâmetro seguido do processo de secagem num sistema de co-corrente. As
partículas secas eram coletadas num reservatório acoplado ao ciclone do sistema de SpDr e
armazenadas em vidros próprios secos e limpos para posterior análise.

Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
20
8.3. Análise térmica
As curvas calorimétricas das misturas convencionais e pré-formuladas foram obtidas
num calorímetro Shimadzu, modelo DSC-50, calibrado através do ponto de fusão e da
variação de entalpia do padrão índio (156,6 °C 0,3; ÄH = 410,6 ºC 0,3), no qual foram
obtidas curvas numa razão de aquecimento de 5 °C.min-1 até uma temperatura de 500 °C, em
atmosfera de nitrogênio. O peso das amostras analisadas era cerca de 2,0 mg. Os dados
fotovisuais das curvas calorimétricas foram obtidos através do acoplamento de um
calorímetro Shimadzu, modelo DSC-50 ao sistema fotovisual, modelo VCC-520, conectado a
um microscópio da marca Olympus e a uma câmara fotográfica da marca Sanyo, numa
atmosfera de nitrogênio (50 mL.min-1), até uma temperatura de 500 ºC. O sistema fotovisual
foi conectado a um computador pelo programa Assimetrix, através do qual a imagem da
amostra é visualizada imediatamente em tempo real. As fotos foram obtidas de acordo com o
perfil calorimétrico das curvas DSC observando-se as variações de transição de fases da
amostra.
As curvas termogravimétricas foram obtidas em aparelho Shimadzu modelo TGA-
50H, calibrado com oxalato de cálcio monohidratado, no qual se obtiveram curvas dinâmicas
e isotérmicas em atmosfera de nitrogênio (50 mL.min-1) com ar sintético (20 mL.min-1). As
curvas de TG dinâmicas foram obtidas na razão de aquecimento de 10 °C.min-1 até uma
temperatura de 900 °C. As curvas isotérmicas foram realizadas nas temperaturas de 260, 270,
280 e 290 ºC para a hidroclorotiazida; 150, 160, 170, 180 e 190 °C para o metronidazol, e
160, 170, 180 e 190 ºC para o paracetamol, com duração de 120 min a uma razão de
aquecimento de 20 °C.min-1, chegando a uma temperatura final de 900 °C. A massa das
amostras analisadas era de 5,0 0,5 mg.

Capítulo II
Artigo 1
Estudos Térmicos de Produtos Pré-Formulados de Metronidazol
obtidos pela Técnica de Spray Drying
Submetido e aceito para publicação na revista: Journal of Thermal
Analysis and Calorimetry
22
ESTUDOS TÉRMICOS DE PRODUTOS PRÉ-FORMULADOS DE
METRONIDAZOL OBTIDOS PELA TÉCNICA DE SPRAY DRYING
Antonilêni F. D. Medeiros1 (PG), Ana Flávia O. Santos
1 (PG), Fábio S. de Souza2 (PG), Irinaldo Diniz B.
Júnior2 (PG), José Valdilânio V. Procópio
2 (IC), Davi P. de Santana (PQ)1, Rui O. Macêdo1,2 (PQ)
1Departamento de Ciências Farmacêuticas - DCF - Universidade Federal de Pernambuco - UFPE, Av. Artur de
Sá s/n, Cidade Universitária, CEP 740-521, Recife - PE 2Laboratórios Unificados de Desenvolvimento e Ensaios de Medicamentos - LUDEM - Universidade Federal da
Paraíba - UFPB, Campus I, CEP 58059-900, João Pessoa � PB
E-mails: [email protected]; [email protected]
Resumo
A avaliação entre fármacos e excipientes é um dos principais estágios durante o
desenvolvimento de novas formulações. O objetivo do presente trabalho foi desenvolver
misturas de pré-formulados de metronidazol (MT) obtidas pelo processo de pré-formulação
pela técnica de Spray Drying (SpDr) e avaliar o comportamento das propriedades térmicas
analíticas em relação às misturas convencionais. As técnicas utilizadas para esse estudo foram
TG dinâmica e isotérmica, DSC convencional e acoplado ao sistema fotovisual para
caracterizar as misturas convencionais e pré-formuladas obtidas por processo de SpDr
termicamente e também suas compatibilidades. Os dados de DSC convencional e acoplado ao
sistema fotovisual mostraram homogeneidade na qualidade das misturas convencionais e pré-
formuladas independentemente ao tamanho de partículas. Através dos dados de TG, foi
possível comparar termicamente a estabilidade das diferentes misturas, evidenciando
comportamento similar em relação ao estágio de decomposição do MT como os excipientes
utilizados nas misturas convencionais e pré-formuladas.
Palavras chave: Metronidazol, Spray Drying, Análise térmica.
1. Introdução
Spray Drying (SpDr) é o processo industrial mais extensamente utilizado que
envolve formação e secagem de partículas. É altamente adequado para a produção contínua de
sólidos secos, seja na forma de pós, granulados ou aglomerados, a partir de soluções,
emulsões ou suspensões [1].

Estudos Térmicos de Produtos Pré-formulados de Metronidazol obtidos pela Técnica de Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
23
A técnica de SpDr têm sido utilizada com sucesso na microencapsulação de
moléculas bioativas, como enzimas, flavorizantes e fármacos; e também na preparação de
sistemas de liberação de fármacos para uma grande variedade de polímeros [2].
O desenvolvimento de formas de dosagem sólidas utilizando a técnica de SpDr, em
relação às técnicas convencionais, apresenta muitas vantagens como: homogeneidade,
redução e uniformidade do tamanho de partículas, aumento da dissolução e da velocidade de
secagem [3]. Dessa forma, a técnica de SpDr produz melhor qualidade do produto
farmacêutico, com reprodutibilidade e estabilidade térmicas.
O objetivo do presente trabalho foi desenvolver misturas de pré-formulados de
metronidazol (MT) obtidas pelo processo de pré-formulação pela técnica de Spray Drying
(SpDr) e avaliar o comportamento das propriedades térmicas analíticas em relação às misturas
convencionais.
2. Materiais e métodos
2.1. Substâncias utilizadas
As seguintes substâncias de grau farmacêutico foram utilizadas: metronidazol,
amido, dióxido de silício coloidal - Aerosil®, croscarmelose sódica, lactose malha 80, água
deionizada, etanol absoluto.
2.2. Preparação das amostras e condições de secagem em SpDr
A preparação das amostras das misturas convencionais e de pré-formulados
obedeceu aos seguintes procedimentos:
1) Misturas ternárias convencionais
- Amostra A: Foi pesado 1,67 g do fármaco MT, 0,166 g de amido e 0,166 g de Aerosil®, em
seguida, os pós foram homogeneizados e acondicionados em recipiente limpo e seco.
- Amostra B: Foi pesado 1,428 g do fármaco MT, 0,429 g de croscarmelose sódica e 0,143 g
de Aerosil®, em seguida, os pós foram homogeneizados e acondicionados em recipiente limpo
e seco.
- Amostra C: Foi pesado 1,67 g do fármaco MT, 0,166 g de lactose e 0,166 g de Aerosil®, em
seguida, os pós foram homogeneizados e acondicionados em recipiente limpo e seco.
Estudos Térmicos de Produtos Pré-formulados de Metronidazol obtidos pela Técnica de Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
24
2) Misturas ternárias pré-formuladas
- Solução A: Foram pesados 10,0 g do fármaco de MT, 1,0 g de amido e 1,0 g de Aerosil®, em
seguida, os pós foram homogeneizados, e então, adicionados 80 mL de etanol, logo após,
foram adicionados 120 mL de água deionizada.
- Solução B: Foram pesados 10,0 g do fármaco de MT, 3,0 g de croscarmelose sódica e 1,0 g
de Aerosil®, em seguida, os pós foram homogeneizados, e então, adicionados 80 mL de
etanol, logo após, foram adicionados 120 mL de água deionizada.
- Solução C: Foram pesados 10,0 g do fármaco de MT, 1,0 g de lactose e 1,0 g de Aerosil®,
em seguida, os pós foram homogeneizados, e então, adicionados 80 mL de etanol, logo após,
foram adicionados 120 mL de água deionizada.
As amostras forma secas num aparelho de SpDr da LabPlant modelo SD-05. As
condições experimentais foram:
- Solução A: temperatura interna (Tint) 100 ºC, temperatura de exaustão (Texa) 65 ºC, fluxo da
bomba de aproximadamente 250 mL.h-1.
- Solução B: temperatura interna (Tint) 140 ºC, temperatura de exaustão (Texa) 85 ºC, fluxo da
bomba de aproximadamente 250 mL.h-1.
- Solução C: temperatura interna (Tint) 140 ºC, temperatura de exaustão (Texa) 75 ºC, fluxo da
bomba de aproximadamente 250 mL.h-1.
As soluções (A, B e C) eram agitadas e pré-aquecidas até aproximadamente 50 °C, e
só então eram bombeadas através de uma bomba peristáltica do sistema de SpDr para a
câmara de secagem do aparelho, na qual eram atomizadas para que sofressem o processo de
secagem através de um sistema de secagem co-corrente com atomizador de 0,5 mm de
diâmetro. As partículas secas eram coletadas num reservatório acoplado ao ciclone do sistema
de SpDr e armazenadas em vidros próprios secos e limpos para posterior análise.
2.3. Análise térmica
As curvas calorimétricas das misturas convencionais e pré-formuladas foram obtidas
num calorímetro Shimadzu, modelo DSC-50, calibrado através dos pontos de fusão dos
padrões índio (156,6 ºC 0,3) e zinco (410,6 ºC 0,3). O fluxo de calor e a entalpia foram
calibrados através do calor de fusão do índio (28,59 0,30 J.g-1) sob as mesmas condições
para as amostras. As curvas de DSC foram obtidas numa razão de aquecimento de 5 °C.min-1
até uma temperatura de 500 ºC, em atmosfera de nitrogênio. A massa das amostras analisadas
era cerca de 2,0 mg. Os dados fotovisuais das curvas calorimétricas foram obtidos num
calorímetro Shimadzu, modelo DSC-50, acoplado a um sistema fotovisual, modelo VCC-520,

Estudos Térmicos de Produtos Pré-formulados de Metronidazol obtidos pela Técnica de Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
25
conectado a um microscópio Olympus e a uma câmera fotográfica Sony, em atmosfera de
nitrogênio, num fluxo de 50 mL.min-1 até uma temperatura de 500 °C. O sistema fotovisual
era conectado a um computador pelo programa Assimetrix, através do qual as imagens
capturadas das amostras eram visualizadas imediatamente em tempo real. As fotos foram
obtidas de acordo com os perfis calorimétricos das curvas de DSC observando a variação das
transições de fases das amostras.
As curvas termogravimétricas foram obtidas num aparelho Shimadzu, modelo TGA-
50H, calibrado com oxalato de cálcio monohidratado, no qual foram obtidas curvas dinâmicas
e isotérmicas em atmosfera de nitrogênio, num fluxo de 50 mL.min-1, com ar sintético, num
fluxo de 20 mL.min-1. Curvas isotérmicas foram obtidas nas temperaturas de 150, 160, 170,
180 e 190 ºC durante um tempo de 120 minutos; e as curvas dinâmicas, em uma razão de
aquecimento de 10 ºC.min-1, chegando a uma temperatura final de 900 ºC. A massa das
amostras analisadas foi: 5,0 0,5 mg. Os dados termoanalíticos foram analisados utilizando o
software Tasys da Shimadzu.
Utilizando os valores calculados das constantes de Antoine: A = 5,23662; B =
1159,34 e C = -220,03; no intervalo de temperatura de 446-517 K, para as curvas de pressão
de vapor obtidas para o padrão metilparabeno [4] seguindo a equação de Antoine (log P = A-
B/(T+C)) para determinar o valor de �k�, e então, a de Langmuir, que pode ser modificada
para obter os valores de pressão de vapor de muitos componentes simples (P = [á-1(2ðR)
1/2] .
[(T/M)1/2(dm/dt)] = k . õ) [5], obteve-se a constante do metilparabeno na razão de 10 ºC, a
qual foi 125413 ± 1,774 [6], então, construíram-se as curvas de pressão de vapor para o MT e
suas misturas convencionais e pré-formuladas.
3. Resultados e Discussão
As temperaturas de fusão e energias de ativação (Tabela 1) para as misturas
convencionais e pré-formuladas do MT apresentaram-se numa faixa específica da literatura
para o fármaco (158-160 ºC) [7], o que corrobora para uma não interação dos excipientes com
o fármaco.
Tabela 1. Valores dos pontos de fusão (P.F.) em DSC e energias de ativação (Ea) para o fármaco MT e suas
misturas convencionais e pré-formuladas. Amostra MT MT/Amido/Aerosil® MT/Croscarmelose/Aerosil® MT/Lactose/Aerosil®
P.F. mistura convencional (°C)
159,90 160,28 160,21 169,19
Ea mistura convencional (J/g)
- 74,54 - 133,53 - 96,42 - 133,51
P.F. mistura pré-formulada (°C)
- 159,87 (± 0,09)
159,6 (± 0,18)
157,91 (± 0,08)
Ea mistura pré-formulada (J/g)
- - 122,04 (± 22,56)
- 90,66 (± 19,97)
- 119,99 (± 11,08)
Resultados como média ± DP; n = 3 amostras pré-formuladas.

Estudos Térmicos de Produtos Pré-formulados de Metronidazol obtidos pela Técnica de Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
26
As curvas de DSC para misturas convencionais com MT/Amido/Aerosil®,
MT/Croscarmelose/Aerosil®, não mostraram nenhuma diferença em relação à temperatura de
fusão e energia de ativação para as misturas convencionais e pré-formuladas. Isto mostra que
os excipientes (amido e croscarmelose) não promoveram interação química em tais misturas
estudadas. Porém, a mistura pré-formulada contendo MT/Lactose/ Aerosil®, apresentou uma
redução na temperatura relacionada à primeira fase do processo de transição de
aproximadamente 12 ºC, diminuindo a Ea. O processo de SpDr foi capaz de eliminar a
interação entre o fármaco MT e o excipiente lactose, como pôde-se observar segundo o valor
do ponto de fusão do MT obtido na mistura pré-formulada, característico do MT puro. Isto
mostra uma mudança na característica da lactose, a qual é o excipiente principal na
formulação. O que é confirmado através dos dados de DSC fotovisual (Figura 1).
Os dados de DSC fotovisual para as misturas pré-formuladas de:
MT/Amido/Aerosil®, MT/Croscarmelose/Aerosil®, MT/Lactose/Aerosil®, mostraram
pequenas alterações no comportamento térmico, os quais não foram possíveis de avaliar
usando somente a técnica de DSC convencional. Porém, a técnica de DSC fotovisual
apresenta-se como uma ferramenta analítica mais sensível para fazer correlações em
alterações no comportamento térmico e mudanças morfológicas durante as transições de fases
e processos de decomposição (Figura 1).
Isto mostra que o processo para obter as misturas pré-formuladas não altera o
comportamento térmico do fármaco em relação às suas misturas convencionais
correspondentes, exceto no caso da mistura que contém lactose.
Os dados de TG dinâmicos mostraram que o fármaco MT apresenta duas etapas de
decomposição, com uma temperatura inicial (Ti) em 178,25 ºC e temperatura final (Tf) em
296,01 ºC para a primeira etapa; e Ti em 299,01 ºC e Tf em 789,82 ºC para a segunda etapa,
com um resíduo mineral de 1,4%. A mistura convencional de MT/Amido/Aerosil® também
apresentou duas etapas de decomposição, com Ti em 144,11 ºC e Tf em 286,07 ºC para a
primeira etapa de decomposição; e Ti em 286,03 °C e Tf em 775,82 ºC, para a segunda etapa
de decomposição; com um resíduo mineral de 9,2%. A mistura pré-formulada de
MT/Amido/Aerosil® apresentou duas etapas de decomposição, com Ti média em 171,16 (±
26,81) °C e Tf média em 287,99 (± 1,03) °C para a primeira etapa de decomposição; e Ti
média em 287,99 (± 1,03) e Tf média em 707,29 (± 143,74) °C para a segunda etapa de
decomposição; com um resíduo mineral de 11,0%. A mistura convencional de
MT/Croscarmelose/Aerosil® apresentou quatro etapas de decomposição, com Ti em: 84,01;
193,35; 286,38 e 345,90 ºC, respectivamente, para a primeira, a segunda, a terceira e a quarta
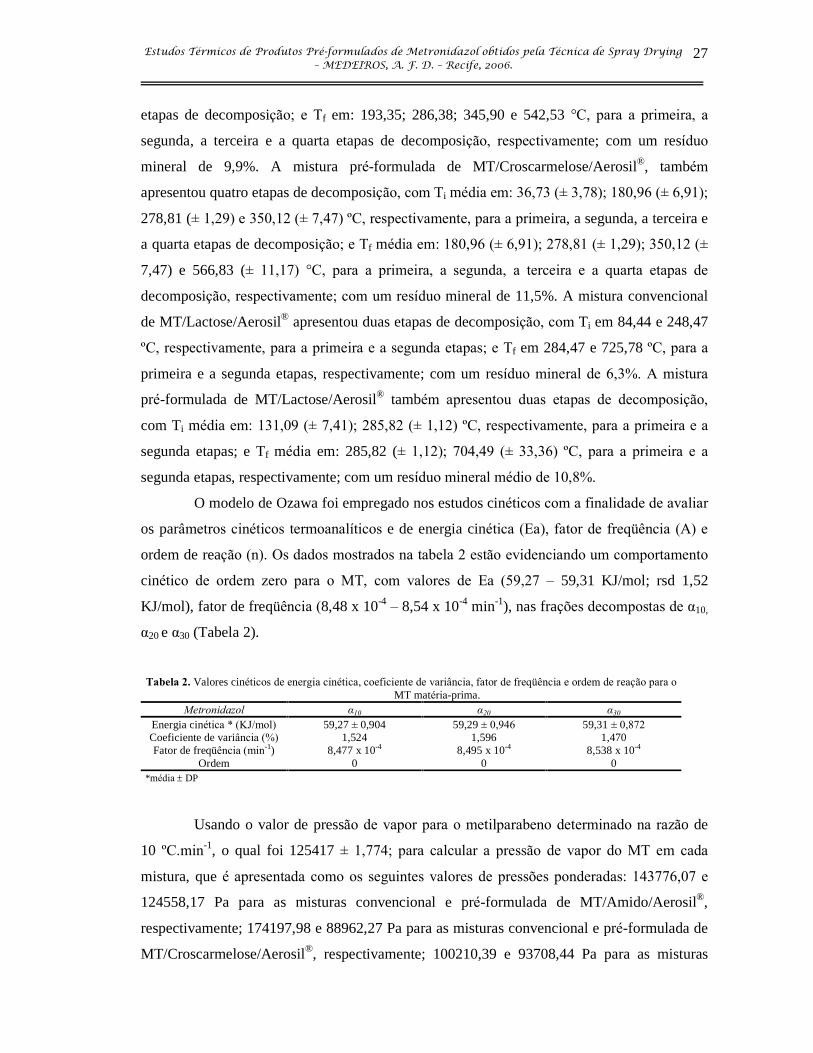
Estudos Térmicos de Produtos Pré-formulados de Metronidazol obtidos pela Técnica de Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
27
etapas de decomposição; e Tf em: 193,35; 286,38; 345,90 e 542,53 °C, para a primeira, a
segunda, a terceira e a quarta etapas de decomposição, respectivamente; com um resíduo
mineral de 9,9%. A mistura pré-formulada de MT/Croscarmelose/Aerosil®, também
apresentou quatro etapas de decomposição, com Ti média em: 36,73 (± 3,78); 180,96 (± 6,91);
278,81 (± 1,29) e 350,12 (± 7,47) ºC, respectivamente, para a primeira, a segunda, a terceira e
a quarta etapas de decomposição; e Tf média em: 180,96 (± 6,91); 278,81 (± 1,29); 350,12 (±
7,47) e 566,83 (± 11,17) °C, para a primeira, a segunda, a terceira e a quarta etapas de
decomposição, respectivamente; com um resíduo mineral de 11,5%. A mistura convencional
de MT/Lactose/Aerosil® apresentou duas etapas de decomposição, com Ti em 84,44 e 248,47
ºC, respectivamente, para a primeira e a segunda etapas; e Tf em 284,47 e 725,78 ºC, para a
primeira e a segunda etapas, respectivamente; com um resíduo mineral de 6,3%. A mistura
pré-formulada de MT/Lactose/Aerosil® também apresentou duas etapas de decomposição,
com Ti média em: 131,09 (± 7,41); 285,82 (± 1,12) ºC, respectivamente, para a primeira e a
segunda etapas; e Tf média em: 285,82 (± 1,12); 704,49 (± 33,36) ºC, para a primeira e a
segunda etapas, respectivamente; com um resíduo mineral médio de 10,8%.
O modelo de Ozawa foi empregado nos estudos cinéticos com a finalidade de avaliar
os parâmetros cinéticos termoanalíticos e de energia cinética (Ea), fator de freqüência (A) e
ordem de reação (n). Os dados mostrados na tabela 2 estão evidenciando um comportamento
cinético de ordem zero para o MT, com valores de Ea (59,27 � 59,31 KJ/mol; rsd 1,52
KJ/mol), fator de freqüência (8,48 x 10-4 � 8,54 x 10-4 min-1), nas frações decompostas de á10,
á20 e á30 (Tabela 2).
Tabela 2. Valores cinéticos de energia cinética, coeficiente de variância, fator de freqüência e ordem de reação para o
MT matéria-prima. Metronidazol á10 á20 á30
Energia cinética * (KJ/mol) 59,27 ± 0,904 59,29 ± 0,946 59,31 ± 0,872 Coeficiente de variância (%) 1,524 1,596 1,470 Fator de freqüência (min-1) 8,477 x 10-4 8,495 x 10-4 8,538 x 10-4
Ordem 0 0 0 *média DP
Usando o valor de pressão de vapor para o metilparabeno determinado na razão de
10 ºC.min-1, o qual foi 125417 ± 1,774; para calcular a pressão de vapor do MT em cada
mistura, que é apresentada como os seguintes valores de pressões ponderadas: 143776,07 e
124558,17 Pa para as misturas convencional e pré-formulada de MT/Amido/Aerosil®,
respectivamente; 174197,98 e 88962,27 Pa para as misturas convencional e pré-formulada de
MT/Croscarmelose/Aerosil®, respectivamente; 100210,39 e 93708,44 Pa para as misturas

Estudos Térmicos de Produtos Pré-formulados de Metronidazol obtidos pela Técnica de Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
28
convencional e pré-formulada de MT/Lactose/Aerosil®, respectivamente; foi confirmado que
a primeira etapa de perda de massa obedece a uma cinética de ordem zero e que o processo foi
caracterizado como volatilização do MT, corroborando com os estudos de Gomes (2006) [7].

Estudos Térmicos de Produtos Pré-formulados de Metronidazol obtidos pela Técnica de Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
29
Figura 1. DSC fotovisual das misturas de MT convencionais () e pré-formuladas () e dados térmicos de
DSC (1) e TG (2).
MT/Amido/Aerosil®
158,10 °C 440,31 °CTA
2
1
2
MT
158,23 °C 200,03 °C1
TA
MT/Amido/Aerosil®
158,49 °C 450,10 °CTA
2
1
MT/Croscarmelose/Aerosil®
160,30 °C 440,04 °CTA
2
1
MT/Croscarmelose/Aerosil®
159,04 °C 435,14 °CTA
2
1
MT/Lactose/Aerosil®
160,11 °C 430,53 °CTA
2
1
MT/Lactose/Aerosil®
160,20 °C 440,09 °CTA
2
1
MT/Amido/Aerosil®
158,10 °C 440,31 °CTA
2
1
2
MT
158,23 °C 200,03 °C1
TA
MT/Amido/Aerosil®
158,49 °C 450,10 °CTA
2
1
MT/Croscarmelose/Aerosil®
160,30 °C 440,04 °CTA
2
1
MT/Croscarmelose/Aerosil®
159,04 °C 435,14 °CTA
2
1
MT/Lactose/Aerosil®
160,11 °C 430,53 °CTA
2
1
MT/Lactose/Aerosil®
160,20 °C 440,09 °CTA
2
1

30
Tabela 3. Constantes de velocidade (k) da decomposição isotérmica do metronidazol (matéria-prima), e suas misturas convencionais e pré-formuladas via SpDr.
Temperatura 150 160 170 180 190
Amostras Constantes Convencional Pré-formulada Convencional Pré-formulada Convencional Pré-formulada Convencional Pré-formulada Convencional Pré-formulada
k0 (r2) 1,42 x 10-5
(-0,9946) ----------- 4,76 x 10-5
(-0,9992) ----------- 1,01 x 10-4
(-0,9999) ----------- 1,68 x 10-4
(-1,000) ----------- 2,44 x 10-4
(-1,000) -----------
k 1 (r 2) 2,01 x 10-5
(-0,9976) ----------- 3,16 x 10-5
(-0,9993) ----------- 8,43 x 10-5
(-0,9998) ----------- 2,10 x 10-4
(-0,9999) ----------- 3,01 x 10-4 (-0,9998) ----------- M
T
k 2 (r 2) 1,51 x 10-5
(0,9946) -----------
5,95 x 10-5
(0,9994) -----------
1,81 x 10-4 (0,9998)
----------- 9,97 x 10-4 (0,9997)
----------- 1,33 x 10-3 (0,9994)
-----------
k 0 (r 2) 2,22 x 10-5
(-0,9982) 2,32 x 10-5
(-0,9980) 5,12 x 10-5
(-0,9997) 4,75 x 10-5
(-0,9994) 9,44 x 10-5
(-0,9999) 1,03 x 10-4
(-0,9999) 1,63 x 10-4
(-1,000) 1,61 x 10-4
(-0,9999) 1,96 x 10-4
(-1,000) 2,14 x 10-4
(-1,000)
k 1 (r 2) 1,46 x 10-5
(-0,9982) 1,46 x 10-5
(-0,9980) 3,51 x 10-5
(-0,9997) 3,33 x 10-5
(-0,9994) 7,56 x 10-5
(-0,9998) 8,56 x 10-5
(-0,9998) 1,79 x 10-4
(-0,9999) 1,81 x 10-4
(-0,9998) 2,30 x 10-4 (-0,9997)
2,98 x 10-4 (-0,9997)
MT
/Am
ido
/
Aero
sil®
k 2 (r 2) 2,44 x 10-5
(0,9982) 2,56 x 10-5
(0,9980) 6,50 x 10-5
(0,9996) 5,91 x 10-5
(0,9994) 1,59 x 10-4 (0,9997)
1,87 x 10-4 (0,9997)
5,33 x 10-4 (0,9996)
5,85 x 10-4 (0,9996)
6,94 x 10-4 (0,9991)
1,17 x 10-3 (0,9991)
k 0 (r 2) 2,06 x 10-5
(-0,9979) 2,22 x 10-5
(-0,9958) 4,16 x 10-5
(-0,9995) 5,04 x 10-5
(-0,9996) 9,93 x 10-5
(-0,9999) 1,03 x 10-4
(-0,9999) 1,54 x 10-4
(-0,9999) 1,46 x 10-4
(-0,9999) 1,84 x 10-4
(-1,000) 1,67 x 10-4
(-0,9999)
k 1 (r 2) 1,28 x 10-5
(-0,9979) 1,45 x 10-5
(-0,9957) 2,90 x 10-5
(-0,9995) 3,67 x 10-5
(-0,9996) 8,26 x 10-5
(-0,9999) 8,79 x 10-5
(-0,9998) 1,55 x 10-4
(-0,9998) 1,43 x 10-4
(-0,9998) 1,99 x 10-4 (-0,9998)
1,76 x 10-4 (-0,9995)
MT
/
Cro
scarm
elo
se/
Aer
osi
l®
k 2 (r 2) 2,25 x 10-5
(0,9979) 2,44 x 10-5
(0,9956) 5,04 x 10-5
(0,9995) 6,37 x 10-5
(0,9996) 1,72 x 10-4 (0,9998)
1,83 x 10-4 (0,9997)
4,29 x 10-4 (0,9996)
3,28 x 10-4 (0,9995)
5,33 x 10-4 (0,9991)
3,97 x 10-3 (0,9987)
k 0 (r 2) 2,23 x 10-5
(-0,9983) 2,30 x 10-5
(-0,9986) 4,90 x 10-5
(-0,9992) 4,56 x 10-5
(-0,9996) 9,53 x 10-5
(-0,9999) 8,25 x 10-5
(-0,9998) 1,49 x 10-4
(-0,9999) 1,24 x 10-4
(-0,9999) 2,06 x 10-4
(-1,000) 1,68 x 10-4
(-1,0000)
k 1 (r 2) 1,46 x 10-5
(-0,9983) 1,50 x 10-5
(-0,9986) 3,42 x 10-5
(-0,9991) 3,20 x 10-5
(-0,9995) 7,69 x 10-5
(-0,9998) 6,38 x 10-5
(-0,9997) 1,48 x 10-4
(-0,9998) 1,09 x 10-4
(-0,9999) 2,63 x 10-4 (-0,9997)
1,76 x 10-4 (-0,9999)
MT
/La
cto
se/
Aero
sil®
k 2 (r 2) 2,45 x 10-5
(0,9983) 2,54 x 10-5
(0,9986) 6,16 x 10-5
(0,9991) 5,61 x 10-5
(0,9995) 1,63 x 10-4 (0,9998)
1,25 x 10-4 (0,9996)
4,46 x 10-4 (0,9996)
2,73 x 10-4 (0,9998)
8,91 x 10-4 (0,9991)
5,12 x 10-4 (0,9996)
Estudos Térmicos de Produtos Pré-Formulados de Metronidazol Obtidos pela Técnica de Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
31
Com os dados isotérmicos de TG, foram calculadas as constantes de velocidade de
decomposição cinética nas temperaturas estudadas seguindo a equação de Arrhenius (Tabela
3). De acordo com os resultados obtidos, as misturas de pré-formulados de
MT/Amido/Aerosil®, MT/Croscarmelose/Aerosil® e MT/Lactose/Aerosil® apresentaram
valores de constantes térmicas similares em relação às suas misturas convencionais nas
temperaturas estudadas. Processos de granulação convencionais de pré-formulados, usando
leito de fluido estático, alteram normalmente o tamanho e a distribuição do tamanho da
partícula, concentrando em faixas granulométricas maiores em relação ao processo de SpDr.
Dessa forma, a alteração no tamanho e na homogeneidade dos grânulos influencia diretamente
na solubilidade e na dissolução do fármaco nos fluidos biológicos. Do ponto de vista
tecnológico, a granulação via processo de SpDr promove uma granulação sem afetar o
tamanho inicial da partícula, e também, mantém boa uniformidade de tamanho de partícula,
produzindo uma melhor reprodutibilidade inter lotes em relação às características intrínsecas
do fármaco presente na formulação. Então, o processo via SpDr não influenciou na
estabilidade dessa mistura de pré-formulado. E pelo fato de melhorar a velocidade de
dissolução do MT por aumento da área superficial de misturas de pós mostrando que a
tecnologia de SpDr é um caminho promissor para desenvolver produtos farmacêuticos com
melhor disponibilidade.
4. Conclusões
Pré-formulados obtidos via processo de SpDr apresentaram comportamento térmico
similar às misturas convencionais, exceto a mistura que continha lactose.
Os parâmetros cinéticos das misturas convencionais e pré-formuladas obtidas por TG
mostraram mesma estabilidade.
Os dados mostraram que a técnica de SpDr pode ser aplicada no desenvolvimento de
produtos farmacêuticos.
5. Referências
[1] Textinfo ed. Disponível em: http://www.niroinc.com/html/drying/fdspraychem.html.
Acesso em: Nov. 28, 2005.
[2] ALVES, G. P.; SANTANA, M. H. A. Powder Technology. 145 (2004) 139�148.
[3] JONO, K.; ICHIKAWA, H.; MIYAMOTO, M., FUKUMORI, Y. Powder Technology.
113 (2000) 269�277.

Estudos Térmicos de Produtos Pré-Formulados de Metronidazol Obtidos pela Técnica de Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
32
[4] STEPHENSON, R. M. & MALAMOWSKI, S.; Handbook of the Thermodynamics of
Organic Compounds, Elsevier, New York, p. 263.
[5] HAZRA A.; ALEXANDER, K.; DOLLIMORE, D.; RIGA, A. Journal of Thermal
Analysis and Calorimetry, 75, (2004) 317-330.
[6] GOMES, A. P. B. In: Desenvolvimento de método termogravimétrico para
determinação do teor de cetoconazol, mebendazol e metronidazol em comprimidos. Tese
de doutorado apresentada à UFPB. João Pessoa (2006) 182 p.
[7] THE MERCK INDEX: An encyclopedia of chemicals and drugs, 9th ed., New Jersey:
Merck & Co., Inc., 1976, 9.856 p.

Capítulo III
Artigo 2
Estabilidade Térmica do Fármaco Paracetamol e Pré-Formulados
obtidos por Spray Drying
Aceito para apresentação Oral no evento: 9th European Symposium on
Thermal Analysis and Calorimetry - ESTAC 9 � 27 - 31 agosto de 2006,
Krakóvia, Polônia.
Submetido para publicação no: Journal of Thermal Analysis and
Calorimetry.
34
ESTABILIDADE TÉRMICA DO FÁRMACO PARACETAMOL E PRÉ-
FORMULADOS OBTIDOS POR SPRAY DRYING
Antonilêni F. D. Medeiros1; Ana Flávia O. Santos
1; Fábio S. de Souza2; José Valdilânio V. Procópio
2; Márcia
Ferraz Pinto2, Rui O. Macêdo1,2
1 Departamento de Ciências Farmacêuticas � Universidade Federal de Pernambuco � Avenida Artur de Sá
s/n, Cidade Universitária, Cep.: 740-521, Recife - PE - Brasil 2 Laboratórios Unificados de Desenvolvimento de Ensaios de Medicamentos � Universidade Federal da
Paraíba - Campus I, Cep.: 58059-900, João Pessoa - PB � Brasil
E-mail: [email protected]; [email protected]
Resumo
A estabilidade de fármacos e produtos é um tema de grande interesse prático, mas de
considerável complexidade para as indústrias e órgãos de regulação. Os estudos térmicos
permitem a verificação de possíveis interações entre fármacos e excipientes [1] e a
determinação de estabilidades térmicas de produtos [2]. O objetivo do presente trabalho foi
obter pré-formulados sólidos de paracetamol (PC) pelo processo de SpDr, bem como avaliar o
comportamento das propriedades térmicas referentes à estabilidade e interações. As técnicas
utilizadas para esse estudo foram TG dinâmica e isotérmica, DSC convencional e acoplado ao
sistema fotovisual para caracterizar as misturas convencionais e pré-formuladas obtidas pro
processo de SpDr termicamente e também suas compatibilidades. Os dados de DSC
convencional e acoplado ao sistema fotovisual mostraram ligeiras alterações nas temperaturas
de fusão, sugerindo incompatibilidades. Os dados de TG sobre a velocidade de decomposição
térmica das misturas, evidenciaram que a secagem via SpDr levou a um amento da
estabilidade dos pré-formulados.
Palavras chave: Análise térmica, Paracetamol, Spray Drying.
1. Introdução
Técnicas modernas de análise térmica, bem como tecnologias emergentes, que
informam sobre características calorimétricas, microscópicas e espectrofotométricas, são
poderosas ferramentas analíticas para o desenvolvimento farmacêutico [3].
Estabilidade Térmica do Fármaco Paracetamol e Pré-formulados obtidos por Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
35
A termogravimetria é utilizada como ferramenta para determinar: a estabilidade de
um medicamento, a cinética de decomposição de um sólido, e ainda, propor o tempo de vida
útil de formas farmacêuticas a partir da velocidade média de degradação para cada
temperatura experimental. Tal técnica permite fazer estudos rápidos durante o
desenvolvimento, e ainda, é uma saída para obter informações de qualidade e formulações
racionais [3-4].
A tecnologia Spray Drying (SpDr) vem sendo cada vez mais utilizada como
ferramenta para produção de pós finamente divididos, granulados ou aglomerados,
microencapsulação de fármacos, revestimento de partículas, e ainda, redução e melhora na
distribuição do tamanho das mesmas [5].
O objetivo do presente trabalho foi desenvolver misturas de pré-formulados sólidos
de paracetamol (PC) pelo processo de SpDr, bem como avaliar a estabilidade e propriedades
térmicas dos mesmos.
2. Materiais e métodos
2.1. Substâncias utilizadas
As seguintes substâncias de grau farmacêutico foram utilizadas: paracetamol (PC),
amido, dióxido de silício coloidal � Aerosil®, croscarmelose sódica, lactose malha 80,
polivinilpirrolidona (PVP), água deionizada.
2.2. Preparação das amostras e condições de secagem em SpDr
A preparação das amostras das misturas convencionais e de pré-formulados
obedeceu aos seguintes procedimentos:
1) Misturas convencionais
- Amostra A: Foi pesado 1,592 g do fármaco PC, 0,159 g de amido, 0,09 g de PVP e 0,159 g
de Aerosil®, em seguida, os pós foram homogeneizados e acondicionados em recipiente limpo
e seco.
- Amostra B: Foi pesado 0,926 g do fármaco PC, 0,926 g de croscarmelose sódica, 0,055 g de
PVP e 0,093 g de Aerosil®, em seguida, os pós foram homogeneizados e acondicionados em
recipiente limpo e seco.
- Amostra C: Foi pesado 0,926 g do fármaco PC, 0,926 g de lactose, 0,055 de PVP e 0,093 g
de Aerosil®, em seguida, os pós foram homogeneizados e acondicionados em recipiente limpo
e seco.

Estabilidade Térmica do Fármaco Paracetamol e Pré-formulados obtidos por Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
36
2) Misturas pré-formuladas
- Solução A: Foram pesados 10,0 g do fármaco PC, 1,0 g de amido, 0,6 g de PVP e 1,0 g de
Aerosil®, em seguida, os pós foram homogeneizados, e então, adicionados 200 mL de água
deionizada.
- Solução B: Foram pesados 10,0 g do fármaco PC, 10,0 g de croscarmelose sódica, 0,6 g de
PVP e 1,0 g de Aerosil®, em seguida, os pós foram homogeneizados, e então, adicionados 200
mL de água deionizada.
- Solução C: Foram pesados 10,0 g do fármaco PC, 10,0 g de lactose, 0,6 g de PVP e 1,0 g de
Aerosil®, em seguida, os pós foram homogeneizados, e então, adicionados 200 mL de água
deionizada.
As amostras forma secas num aparelho de SpDr da LabPlant modelo SD-05. As
condições experimentais foram:
- Solução A: temperatura interna (Tint) 100 ºC, temperatura de exaustão (Texa) 65 ºC, o fluxo
da bomba era aproximadamente 250 mL.h-1.
- Solução B: temperatura interna (Tint) 145 ºC, temperatura de exaustão (Texa) 85 ºC, o fluxo
da bomba era aproximadamente 250 mL.h-1.
- Solução C: temperatura interna (Tint) 145 ºC, temperatura de exaustão (Texa) 75 ºC, o fluxo
da bomba era aproximadamente 250 mL.h-1.
As soluções (A, B e C) eram agitadas e pré-aquecidas até aproximadamente 50 °C,
eram bombeadas através de uma bomba peristáltica do sistema de SpDr para a câmara de
secagem do aparelho, na qual eram atomizadas para que sofressem o processo de secagem
através de um sistema de secagem co-corrente com atomizador de 0,5 mm de diâmetro. As
partículas secas eram coletadas num reservatório acoplado ao ciclone do sistema SpDr e
armazenadas em recipientes secos e limpos para posterior análise.
2.3. Análise térmica
As curvas calorimétricas das misturas convencionais e pré-formuladas foram obtidas
num calorímetro Shimadzu, modelo DSC-50, calibrado com o padrão índio (Ponto de Fusão =
156,6 ºC 0,3; ÄH = 410,6 ºC 0,3) sob as mesmas condições para as amostras. As curvas
DSC foram obtidas numa razão de aquecimento de 5 ºC.min-1 até uma temperatura de 500 ºC,
em atmosfera de nitrogênio. A massa das amostras analisadas era cerca de 2,0 mg. Os dados
fotovisuais foram obtidos num calorímetro Shimadzu, modelo DSC-50, acoplado a um
sistema fotovisual, modelo VCC-520, conectado a um microscópio Olympus e a uma câmera
fotográfica Sony, em atmosfera de nitrogênio, num fluxo de 50 mL.min-1 até uma temperatura

Estabilidade Térmica do Fármaco Paracetamol e Pré-formulados obtidos por Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
37
de 500 °C. O sistema fotovisual era conectado a um computador pelo programa Assimetrix,
através do qual as imagens capturadas das amostras eram visualizadas imediatamente em
tempo real. As fotos foram obtidas de acordo com os perfis calorimétricos das curvas de DSC
observando a variação das transições de fases das amostras.
As curvas termogravimétricas foram obtidas num aparelho Shimadzu, modelo TGA-
50H, calibrado com oxalato de cálcio monohidratado, no qual foram obtidas curvas dinâmicas
e isotérmicas em atmosfera de nitrogênio, num fluxo de 50 mL.min-1, com ar sintético, num
fluxo de 20 mL.min-1. Curvas isotérmicas foram obtidas nas temperaturas de 160, 170, 180 e
190 ºC durante um tempo de 120 minutos; e as curvas dinâmicas, em uma razão de
aquecimento de 10 ºC.min-1, chegando a uma temperatura final de 900 ºC. A massa das
amostras analisadas foi: 5,0 0,5 mg. Os dados termoanalíticos foram analisados utilizando o
software Tasys da Shimadzu.
As pressões de vapor do PC matéria prima, suas misturas convencionais e pré-
formulados por SpDr foram obtidas a partir da constante do metilparabeno [6], usando a
equação de Langmuir.
3. Resultados e discussão
Segundo a literatura, a faixa de fusão para o fármaco PC encontra-se entre 168�172
ºC [7]. Os valores obtidos para as temperaturas de fusão em DSC para o PC matéria-prima,
bem como para as misturas convencionais, estão dentro dessa faixa; porém, as misturas que
passaram pelo processo de SpDr, apresentaram uma pequena diminuição nos valores dessas
temperaturas de fusão, enquanto que a energia de ativação (Ea) aumentou nos pré-formulados
contendo amido ou croscarmelose, permanecendo inalterada com a lactose. A diminuição do
tamanho de partículas em pré-formulados obtidos por SpDr, com subseqüente aumento da
área superficial do material pode ter sido o responsável pelo aumento da entalpia de fusão do
PC (Tabela 1).
Tabela 1. Valores dos pontos de fusão (P.F.) em DSC e energias de ativação (Ea) para o fármaco PC e
suas misturas convencionais e pré-formuladas. Amostra PC PC/Amido/Aerosil® PC/Croscarmelose/Aerosil® PC/Lactose/Aerosil®
P.F. mistura convencional (°C)
170,22 169,16 169,07 168,38
Ea mistura convencional (J/g)
-151,95 -78,82 -70,42 -48,56
P.F. mistura pré-formulada (°C)
- 167,82 (± 0,15) 167,91 (± 0,46) 166,53 (± 0,43)
Ea mistura pré-formulada (J/g)
- -112,58 (± 14,46) -99,71 (± 18,99) -48,69 (± 14,88)
Resultados como média ± DP; n = 3
Estabilidade Térmica do Fármaco Paracetamol e Pré-formulados obtidos por Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
38
A diminuição do tamanho de partícula, bem como a uniformidade na distribuição do
PC na mistura ficou bem revelada com a diminuição do valor da temperatura de fusão.
As alterações nas temperaturas de fusão para as misturas pré-formuladas mostradas
no DSC convencional requisitaram a confirmação visual dos processos. O DSC fotovisual
mostrou pequenas mudanças de coloração das misturas nas respectivas temperaturas de fusão
(Figura 1), evidenciando a liquefação do PC com a permanência dos excipientes no estado
sólido, fato indicativo de não interação entre fármaco e excipientes.

Estabilidade Térmica do Fármaco Paracetamol e Pré-formulados obtidos por Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
39
Figura 1. DSC fotovisual das misturas de PC convencionais () e pré-formuladas () e dados térmicos de DSC (1) e TG (2).
PC
TA 170,07 ºC 300,11 ºC
TA 169,05 ºC 330,52 ºC
TA 169,13 ºC 400,09 ºC
PC/Amido/Aerosil®
PC/Amido/Aerosil®
TA 168,15 ºC 370,15 ºC
PC/Croscarmelose/Aerosil®
PC/Croscarmelose/Aerosil®
TA 167,58 ºC 310,22 ºC
PC/Lactose/Aerosil®
PC/Lactose/Aerosil®
TA 169,78 ºC 316,33 ºC
TA 165,05 ºC 325,08 ºC
1
2
1
2
1
2
1
2
1
2
1
2
1
2
PC
TA 170,07 ºC 300,11 ºC
TA 169,05 ºC 330,52 ºC
TA 169,13 ºC 400,09 ºC
PC/Amido/Aerosil®
PC/Amido/Aerosil®
TA 168,15 ºC 370,15 ºC
PC/Croscarmelose/Aerosil®
PC/Croscarmelose/Aerosil®
TA 167,58 ºC 310,22 ºC
PC/Lactose/Aerosil®
PC/Lactose/Aerosil®
TA 169,78 ºC 316,33 ºC
TA 165,05 ºC 325,08 ºC
PC PC
TA 170,07 ºC 300,11 ºCTA 170,07 ºC 300,11 ºC
TA 169,05 ºC 330,52 ºCTA 169,05 ºC 330,52 ºC
TA 169,13 ºC 400,09 ºCTA 169,13 ºC 400,09 ºC
PC/Amido/Aerosil® PC/Amido/Aerosil®
PC/Amido/Aerosil® PC/Amido/Aerosil®
TA 168,15 ºC 370,15 ºCTA 168,15 ºC 370,15 ºC
PC/Croscarmelose/Aerosil®
PC/Croscarmelose/Aerosil®
PC/Croscarmelose/Aerosil®
PC/Croscarmelose/Aerosil®
TA 167,58 ºC 310,22 ºCTA 167,58 ºC 310,22 ºC
PC/Lactose/Aerosil® PC/Lactose/Aerosil®
PC/Lactose/Aerosil® PC/Lactose/Aerosil®
TA 169,78 ºC 316,33 ºCTA 169,78 ºC 316,33 ºC
TA 165,05 ºC 325,08 ºCTA 165,05 ºC 325,08 ºC
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2

Estabilidade Térmica do Fármaco Paracetamol e Pré-formulados obtidos por Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
40
Os dados TG dinâmicos mostraram que o fármaco PC apresenta duas etapas de
decomposição, com uma temperatura inicial (Ti) em 188,35 ºC e temperatura final (Tf) em
316,81 ºC, para a primeira etapa de decomposição; Ti em 322,86 ºC e Tf em 581,64 ºC, para a
segunda etapa de decomposição, apresentando um resíduo mineral de 4,17%. A mistura
convencional de PC/Amido/Aerosil® também apresentou duas etapas de decomposição, com
Ti em 187,22 ºC e Tf em 307,34 ºC, para a primeira decomposição; Ti em 311,98 ºC e Tf em
589,77 ºC, para a segunda etapa de decomposição, apresentando um resíduo mineral de
20,09%. A mistura pré-formulada de PC/Amido/Aerosil®, da mesma forma que a sua
referente convencional, apresentou duas etapas de decomposição, com Ti média em 187,26 (±
7,21) ºC e Tf média em 308,27 (± 1,74) ºC, para a primeira decomposição; Ti média em
313,54 (± 2,71) ºC e Tf média em 537,73 (± 8,69) ºC, para a segunda etapa de decomposição,
apresentando um resíduo mineral médio de 16,46 (± 1,83%). A mistura convencional de
PC/Croscarmelose/Aerosil® apresentou duas etapas de decomposição, com Ti em 193,28 ºC e
Tf em 302,41 ºC, para a primeira decomposição; Ti em 313,55 ºC e Tf em 549,45 ºC, para a
segunda etapa de decomposição, apresentando um resíduo mineral de 17,53%. A mistura pré-
formulada de PC/Croscarmelose/Aerosil®, da mesma forma que a sua referente convencional,
apresentou duas etapas de decomposição, com Ti média em 188,71 (± 5,87) ºC e Tf média em
311,40 (± 1,56) ºC, para a primeira decomposição; Ti média em 318,21 (± 2,06) ºC e Tf média
em 561,30 (± 13,52) ºC, para a segunda etapa de decomposição, apresentando um resíduo
mineral média de 12,65 (± 0,45%). A mistura convencional de PC/Lactose/Aerosil®
apresentou duas etapas de decomposição, com Ti em 151,81 ºC e Tf em 315,04 ºC para a
primeira etapa; e Ti em 334,45 ºC e Tf em 653,86 ºC para a segunda etapa, com um resíduo
mineral de 11,316%. Também a mistura pré-formulada de PC/Lactose/Aerosil® apresentou
duas etapas de decomposição, com Ti média em 124,41 (± 3,31) ºC e Tf em 295,36 (± 9,62)
ºC para a primeira etapa; e Ti média em 309,74 (± 12,84) ºC e Tf em 695,0 (± 40,08) ºC para a
segunda; com um resíduo mineral médio de 7,62 (± 0,13%).
O modelo de Ozawa foi empregado nos estudos cinéticos com a finalidade de avaliar
os parâmetros cinéticos termoanalíticos e de energia cinética (Ea), fator de freqüência (A) e
ordem de reação (n). Os dados mostrados na tabela 2 estão evidenciando um comportamento
cinético de ordem zero para o PC, com valores de Ea (74,07�74,25 KJ/mol; rsd 1,76 KJ/mol),
e fator de freqüência (1,047 x 106�1,085 x 106 min-1), nas frações decompostas de á10, á20 e á30
(Tabela 2).
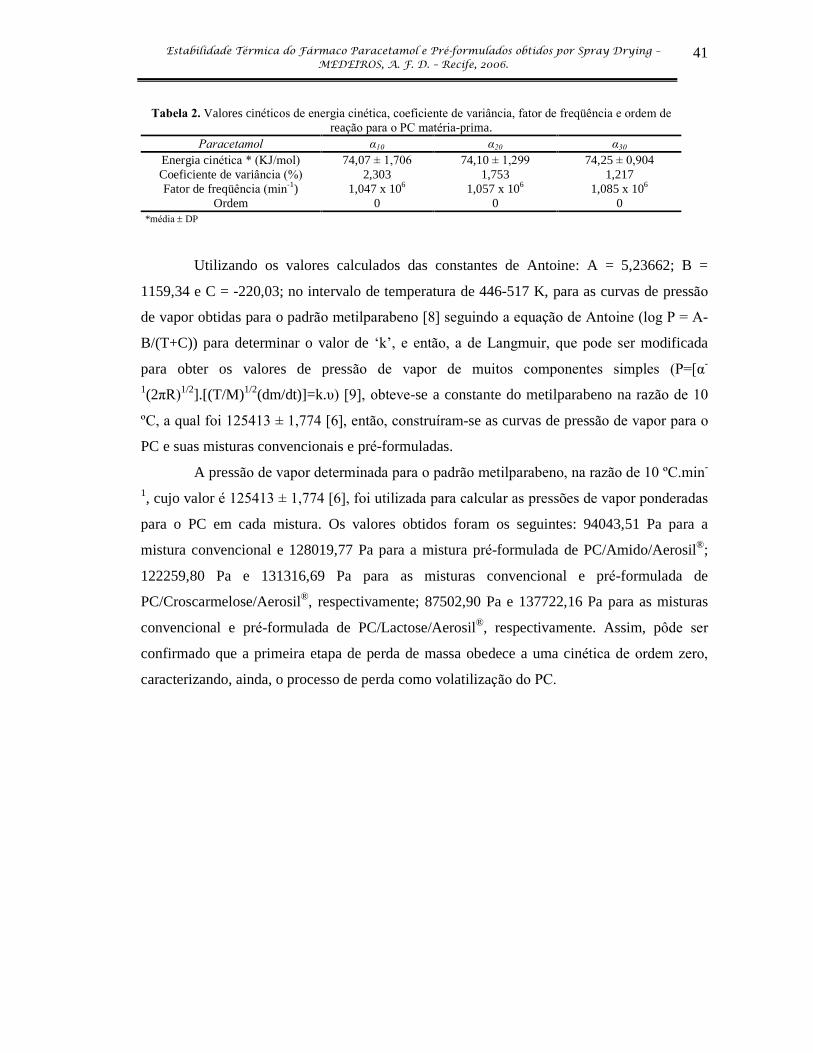
Estabilidade Térmica do Fármaco Paracetamol e Pré-formulados obtidos por Spray Drying � MEDEIROS, A. F. D. � Recife, 2006.
41
Tabela 2. Valores cinéticos de energia cinética, coeficiente de variância, fator de freqüência e ordem de
reação para o PC matéria-prima. Paracetamol á10 á20 á30
Energia cinética * (KJ/mol) 74,07 ± 1,706 74,10 ± 1,299 74,25 ± 0,904 Coeficiente de variância (%) 2,303 1,753 1,217 Fator de freqüência (min
-1) 1,047 x 106 1,057 x 106 1,085 x 106 Ordem 0 0 0
*média DP
Utilizando os valores calculados das constantes de Antoine: A = 5,23662; B =
1159,34 e C = -220,03; no intervalo de temperatura de 446-517 K, para as curvas de pressão
de vapor obtidas para o padrão metilparabeno [8] seguindo a equação de Antoine (log P = A-
B/(T+C)) para determinar o valor de �k�, e então, a de Langmuir, que pode ser modificada
para obter os valores de pressão de vapor de muitos componentes simples (P=[á-
1(2ðR)1/2].[(T/M)1/2(dm/dt)]=k.õ) [9], obteve-se a constante do metilparabeno na razão de 10
ºC, a qual foi 125413 ± 1,774 [6], então, construíram-se as curvas de pressão de vapor para o
PC e suas misturas convencionais e pré-formuladas.
A pressão de vapor determinada para o padrão metilparabeno, na razão de 10 ºC.min-
1, cujo valor é 125413 ± 1,774 [6], foi utilizada para calcular as pressões de vapor ponderadas
para o PC em cada mistura. Os valores obtidos foram os seguintes: 94043,51 Pa para a
mistura convencional e 128019,77 Pa para a mistura pré-formulada de PC/Amido/Aerosil®;
122259,80 Pa e 131316,69 Pa para as misturas convencional e pré-formulada de
PC/Croscarmelose/Aerosil®, respectivamente; 87502,90 Pa e 137722,16 Pa para as misturas
convencional e pré-formulada de PC/Lactose/Aerosil®, respectivamente. Assim, pôde ser
confirmado que a primeira etapa de perda de massa obedece a uma cinética de ordem zero,
caracterizando, ainda, o processo de perda como volatilização do PC.

42
Tabela 3. Constantes de velocidade (k) para decomposição isotérmica do paracetamol (MP), e suas misturas
convencionais e pré-formuladas via SpDr. Temperatura 160 170 180 190
Amostras Constantes Convencional Pré-
formulado Convencional
Pré-
formulado Convencional
Pré-
formulado Convencional
Pré-
formulado
k0 (r2)
2,37 x 10-6
(-0,9354) -----------
4,83 x 10-6
(-0,9721) -----------
1,05 x 10-5
(-0,9926) -----------
1,90 x 10-5
(-0,9982) -----------
k 1 (r 2)
1,42 x 10-6
(-0,9354) -----------
2,91 x 10-6
(-0,9720) -----------
6,65 x 10-6
(-0,9926) -----------
1,19 x 10-5
(-0,9982) ----------- P
C
k 2 (r 2)
2,40 x 10-5
(0,9354) -----------
4,92 x 10-6
(0,9720) -----------
1,10 x 10-5 (0,9926)
----------- 2,06 x 10-5 (0,9982)
-----------
k 0 (r 2)
5,71 x 10-6
(-0,9823) 2,67 x 10-6
(-0,9397) 1,31 x 10-5
(-0,9940) 5,29 x 10-6
(-0,9843) 2,52 x 10-5
(-0,9988) 1,13 x 10-5
(-0,9942) 5,05 x 10-5
(-0,9996) 2,15 x 10-5
(-0,9983)
k 1 (r 2)
3,43 x 10-6
(-0,9823) 1,59 x 10-6
(-0,9397) 8,35 x 10-6
(-0,9940) 3,17 x 10-6
(-0,9843) 1,61 x 10-5
(-0,9988) 6,96 x 10-6
(-0,9942) 3,43 x 10-5
(-0,9996) 1,36 x 10-5
(-0,9983)
PC
/Am
ido/
Aero
sil®
k 2 (r 2)
5,84 x 10-6
(0,9823) 2,69 x 10-6
(0,9397) 1,39 x 10-5
(0,9939) 5,41 x 10-6
(0,9843) 2,81 x 10-5 (0,9988)
1,19 x 10-5 (0,9943)
6,37 x 10-5 (0,9997)
2,36 x 10-5 (0,9983)
k 0 (r 2)
6,12 x 10-6
(-0,9886) 2,47 x 10-6
(-0,9272) 1,27 x 10-5
(-0,9950) 5,83 x 10-6
(-0,9797) 2,38 x 10-5
(-0,9962) 1,29 x 10-5
(-0,9943) 4,53 x 10-5
(-0,9994) 1,92 x 10-5
(-0,9958)
k 1 (r 2)
3,80 x 10-6
(-0,9886) 1,45 x 10-6
(-0,9272) 7,89 x 10-6
(-0,9950) 3,52 x 10-6
(-0,9796) 1,53 x 10-5
(-0,9963) 8,17 x 10-6
(-0,9943) 3,15 x 10-5
(-0,9994) 1,22 x 10-5
(-0,9958) PC
/
Cro
scarm
elo
se/
Aero
sil®
k 2 (r 2) 6,27 x 10-6
(0,9886) 2,49 x 10-6
(0,9273) 1,34 x 10-5
(0,9950) 5,97 x 10-6
(0,9796) 2,64 x 10-5 (0,9964)
1,36 x 10-5 (0,9943)
5,57 x 10-5 (0,9994)
2,09 x 10-5 (0,9957)
k 0 (r 2)
5,77 x 10-6
(-0,9724) 2,86 x 10-6
(-0,9365) 1,19 x 10-5
(-0,9957) 7,11 x 10-6
(-0,9893) 2,25 x 10-5
(-0,9986) 1,42 x 10-5
(-0,9946) 4,48 x 10-5
(-0,9970) 2,85 x 10-5
(-0,9989)
k 1 (r 2)
3,63 x 10-6
(-0,9724) 1,72 x 10-6
(-0,9365) 7,28 x 10-6
(-0,9957) 4,37 x 10-6
(-0,9894) 1,40 x 10-5
(-0,9986) 8,79 x 10-6
(-0,9946) 3,40 x 10-5
(-0,9972) 1,81 x 10-5
(-0,9989)
PC
/Lacto
se/
Aero
sil®
k 2 (r 2)
5,91 x 10-6
(0,9725) 2,90 x 10-6
(0,9365) 1,25 x 10-5
(0,9957) 7,32 x 10-6
(0,9894) 2,49 x 10-4 (0,9986)
1,51 x 10-5 (0,9946)
6,01 x 10-5 (0,9973)
3,22 x 10-5 (0,9989)
Estabilidade térmica do fármaco paracetamol e formulações sólidas de particulados correspondentes obtidos pela técnica de Spray Drying � MEDEIROS, A. F. D. � Recife, 2006
43
A partir dos dados isotérmicos de TG do PC e suas correspondentes misturas
convencionais e pré-formuladas, foram calculadas as constantes de velocidade de
decomposição cinética nas temperaturas estudadas, seguindo o modelo de Arrhenius (Tabela
3). Os resultados obtidos mostraram que as misturas pré-formuladas apresentaram valores de
constantes térmicas menores que os mesmos para as respectivas misturas convencionais, o
que indica que o processo de SpDr tornou as misturas mais estáveis em relação às que não
passaram pelo mesmo processo de secagem.
4. Conclusões
Os pré-formulados de PC obtidos via SpDr demonstraram ser mais estáveis do que as
respectivas misturas convencionais.
A técnica de SpDr mostra-se como ferramenta valiosa na obtenção de produtos
sólidos com menores tamanhos de partículas e maior uniformidade de mistura.
5. Referências
[1] GLASS, B. D.; NOVÁK, Cs.; BROWN, M. E. Journal of Thermal Analysis and
Calorimetry. v. 77. (2004) 1013-1036.
[2] SOUZA, N. A. B. de; MEDEIROS, A. C. D. de; MACÊDO, R. O.; SANTOS, A. F. O.
Journal of Thermal Analysis and Calorimetry. v. 72, (2003) 535-538.
[3] GIRON, D. Pharmaceutical Science & Technology Today. v. 1. n. 5. (1998) 191-199.
[4] GIRON, D. Pharmaceutical Science & Technology Today. v. 1. n. 6. (1998) 191-199.
[5] FUCHS, M.; TURCHIULI, C.; BOHIN, M.; et al. Journal of Food Engineering. 75
(2006) 27-35.
[6] GOMES, A. P. B. In: Desenvolvimento de método termogravimétrico para
determinação do teor de cetoconazol, mebendazol e metronidazol em comprimidos. Tese
de doutorado apresentada à UFPB. João Pessoa (2006) 182 p.
[7] FARMACOPÉIA BRASILEIRA, Parte II, 4 ed., p. 167, São Paulo: Atheneu editora,
2001.
[8] STEPHENSON, R. M. & MALAMOWSKI, S.; Handbook of the Thermodynamics of
Organic Compounds, Elsevier, New York, p. 263.
[9] HAZRA A.; ALEXANDER, K.; DOLLIMORE, D. e RIGA, A. Journal of Thermal
Analysis and Calorimetry, 75, (2004) 317-330.

Capítulo IV
Artigo 3
Características Térmicas de Pré-Formulados de Hidroclorotiazida
obtidos pela Tecnologia de Spray Drying
Artigo a ser submetido na revista: Thermochimica Acta

45
CARACTERÍSTICAS TÉRMICAS DE PRÉ-FORMULADOS DE
HIDROCLOROTIAZIDA OBTIDOS PELA TECNOLOGIA DE SPRAY DRYING
Antonilêni F. D. Medeiros
1 (PG), Ana Flávia O. Santos1 (PG), Fábio S. Santos2 (PG), José Valdilânio V.
Procópio2 (IC), Márcia F. Pinto
2 (IC), Rui O. Macêdo1,2 (PQ)
1Departamento de Ciências Farmacêuticas - DCF - Universidade Federal de Pernambuco - UFPE, Av. Artur de
Sá s/n, Cidade Universitária, CEP 740-521, Recife - PE 2Laboratórios Unificados de Desenvolvimento e Ensaios de Medicamentos - LUDEM - Universidade Federal da
Paraíba - UFPB, Campus I, CEP 58059-900, João Pessoa � PB
E-mails: [email protected]; [email protected]
Resumo
A termogravimetria tem sido utilizada para determinar a cinética de evaporação para
diferentes substâncias. A forma como a curva termogravimétrica se apresenta é uma função
da reação cinética, e consequentemente, pode ser utilizada para avaliar parâmetros cinéticos
para reações que envolvem perda de massa [1,2,3]. O objetivo do presente trabalho foi
desenvolver misturas de pré-formulados de hidroclorotiazida (HZ) obtidas pelo processo de
Spray Drying (SpDr) e avaliar o comportamento das propriedades térmicas em relação às
misturas convencionais, principalmente em relação às suas pressões de vapor. As técnicas
utilizadas para esse estudo foram TG dinâmica e isotérmica, DSC convencional e acoplado a
um sistema fotovisual para caracterizar as misturas convencionais e pré-formuladas obtidas
pelo processo de SpDr termicamente e também suas compatibilidades. Os dados de DSC
convencional mostraram alterações nas temperaturas de fusão dos pré-formulados, sugerindo
incompatibilidades. O DSC acoplado ao sistema fotovisual mostrou a liberação de vapores
para a matéria-prima HZ. Os dados de TG sobre a velocidade de decomposição térmica das
misturas evidenciaram a interação da HZ com o amido e com a lactose.
Palavras chave: Hidroclorotiazida, Spray drying, Análise térmica, Pressão de vapor.
1. Introdução
A pressão de vapor é uma importante propriedade física na reatividade e estabilidade
de produtos. A pressão de vapor é determinada experimentalmente por diversas técnicas [4],
que se fundamentam na obtenção das curvas de pressão de vapor de compostos puros, através
de métodos diretos e indiretos. A termogravimetria é um método para obtenção das curvas de
pressão de vapor de substâncias que apresentam processos cinéticos de ordem zero.
Características Térmicas de Pré-Formulados de Hidroclorotiazida obtidos pela Tecnologia de Spray Drying -- MEDEIROS, A. F. D. � 2006.
46
Para determinar os valores de pressão de vapor para um determinado composto, utiliza-se
duas equações, as quais são: logP=A�B/(T+C), a equação de Antoine; e dm/dt=Pá(M/2ðRT),
a equação de Langmuir, podendo esta última, sofrer modificações e ficar da seguinte forma: P
= [á-1 (2ðR)½] . [(T/M)½ (dm/dt)] = kí [3].
O objetivo do presente trabalho foi desenvolver misturas de pré-formulados de
hidroclorotiazida (HZ) obtidas pelo processo de pré-formulação pela tecnologia de Spray
Drying (SpDr) e avaliar o comportamento das propriedades térmicas em relação às misturas
convencionais, principalmente em relação às suas pressões de vapor.
2. Materiais e métodos
2.1. Substâncias utilizadas
As seguintes substâncias de grau farmacêutico foram utilizadas: hidroclorotiazida,
amido, dióxido de silício coloidal - Aerosil®, croscarmelose sódica, lactose malha 80, água
deionizada, acetona absoluta.
2.2. Preparação das amostras e condições de secagem em SpDr
A preparação das amostras das misturas convencionais e de pré-formulados
obedeceu aos seguintes procedimentos:
1) Misturas ternárias convencionais
- Amostra A: Foi pesado 1,67 g do fármaco HZ, 0,166 g de amido e 0,166 g de Aerosil®, em
seguida, os pós foram homogeneizados e acondicionados em recipiente limpo e seco.
- Amostra B: Foi pesado 1,67 g do fármaco HZ, 0,166 g de lactose e 0,166 g de Aerosil®, em
seguida, os pós foram homogeneizados e acondicionados em recipiente limpo e seco.
2) Misturas ternárias pré-formuladas
- Solução A: Foram pesados 10,0 g do fármaco de HZ, 1,0 g de amido e 1,0 g de Aerosil®, em
seguida, os pós foram homogeneizados, e então, adicionados 80 mL de acetona, logo após,
foram adicionados 120 mL de água deionizada.
- Solução B: Foram pesados 10,0 g do fármaco de HZ, 1,0 g de lactose e 1,0 g de Aerosil®,
em seguida, os pós foram homogeneizados, e então, adicionados 80 mL de acetona, logo após,
foram adicionados 120 mL de água deionizada.
As amostras foram secas num aparelho de SpDr da LabPlant modelo SD-05. As
condições experimentais foram:

Características Térmicas de Pré-Formulados de Hidroclorotiazida obtidos pela Tecnologia de Spray Drying -- MEDEIROS, A. F. D. � 2006.
47
- Solução A: temperatura interna (Tint) 100 ºC, temperatura de exaustão (Texa) 65 ºC, o fluxo
da bomba era aproximadamente 250 mL.h-1.
- Solução B: temperatura interna (Tint) 145 ºC, temperatura de exaustão (Texa) 80 ºC, o fluxo
da bomba era aproximadamente 250 mL.h-1.
As soluções (A e B) eram agitadas e pré-aquecidas até aproximadamente 50 °C, eram
bombeadas através de uma bomba peristáltica do sistema de SpDr para a câmara de secagem
do aparelho, na qual eram atomizadas para que sofressem o processo de secagem através de
um sistema de secagem co-corrente com atomizador de 0,5 mm de diâmetro. As partículas
secas eram coletadas num reservatório acoplado ao ciclone do sistema SpDr e armazenadas
em recipientes secos e limpos para posterior análise.
2.3. Análise térmica
As curvas calorimétricas das misturas convencionais e pré-formuladas foram obtidas
num calorímetro Shimadzu, modelo DSC-50, calibrado com o padrão índio (Ponto de Fusão =
156,6 ºC 0,3; ÄH = 410,6 ºC 0,3) sob as mesmas condições para as amostras. As curvas
DSC foram obtidas numa razão de aquecimento de 5 ºC.min-1 até uma temperatura de 500 ºC,
em atmosfera de nitrogênio. A massa das amostras analisadas era cerca de 2,0 mg. Os dados
fotovisuais das curvas calorimétricas foram obtidos num calorímetro Shimadzu, modelo DSC-
50, acoplado a um sistema fotovisual, modelo VCC-520, conectado a um microscópio
Olympus e a uma câmera fotográfica Sony, em atmosfera de nitrogênio, num fluxo de 50
mL.min-1 até uma temperatura de 500 °C. O sistema fotovisual era conectado a um
computador pelo programa Assimetrix, através do qual as imagens capturadas das amostras
eram visualizadas imediatamente em tempo real. As fotos foram obtidas de acordo com os
perfis calorimétricos das curvas de DSC observando a variação das transições de fases das
amostras.
As curvas termogravimétricas foram obtidas num aparelho Shimadzu, modelo TGA-
50H, calibrado com oxalato de cálcio monohidratado, no qual foram obtidas curvas dinâmicas
e isotérmicas em atmosfera de nitrogênio, num fluxo de 50 mL.min-1, com ar sintético, num
fluxo de 20 mL.min-1. Curvas isotérmicas foram obtidas nas temperaturas de 260, 270, 280, e
290 ºC durante um tempo de 120 minutos; e as curvas dinâmicas, em uma razão de
aquecimento de 10 ºC.min-1, chegando a uma temperatura final de 900 ºC. A massa das
amostras analisadas foi: 5,0 0,5 mg. Os dados termoanalíticos foram analisados utilizando o
software Tasys da Shimadzu.

Características Térmicas de Pré-Formulados de Hidroclorotiazida obtidos pela Tecnologia de Spray Drying -- MEDEIROS, A. F. D. � 2006.
48
As pressões de vapor da HZ matéria prima, suas misturas convencionais e pré-
formulados por SpDr foram obtidas a partir da constante do metilparabeno [3,5], usando a
equação de Langmuir.
3. Resultados e Discussão
Os valores das temperaturas de fusão para as misturas convencionais da HZ (Tabela
1) apresentaram-se dentro da faixa específica da literatura para o fármaco (266-270 ºC) [6],
evidenciando a não interação dos excipientes com o fármaco. Os pré-formulados
apresentaram valores de temperaturas de fusão menores do que a faixa específica para a HZ
segundo a literatura, sugerindo a interação entre os componentes dos pré-formulados durante
o processo de secagem pela tecnologia SpDr. A energia de ativação (Ea) (Tabela 1)
apresentou maior valor no pré-formulado contendo amido em relação à sua mistura
convencional, enquanto que a mesma diminuiu quando o excipiente era a lactose. As
impurezas formadas pelos excipientes nas vizinhanças do fármaco e o tamanho das partículas
são responsáveis pela diminuição da temperatura de fusão. Os grupos funcionais carbonílicos
do amido e principalmente da lactose, são responsáveis pela possível interação entre os
excipientes e o fármaco.
Os dados de DSC fotovisual (Figura 1) mostram as transformações de fase para as
misturas convencionais e os pré-formulados de HZ com os excipientes amido e lactose. Sendo
esta técnica mais uma ferramenta na análise de fármacos, torna possível visualizar os
processos ocorridos com o aumento de temperatura, evidenciando fenômenos que o DSC
convencional não pode mostrar, ou seja, como as etapas ocorrem nas decomposições e
transições de fases nas amostras. Na matéria-prima HZ torna-se visível a liberação de vapores,
evidenciando a sua volatilização pós-fusão. Nas misturas convencionais e pré-formuladas
contendo HZ a volatilização ocorre com menor visibilidade.
Os dados de TG dinâmicos mostraram que o fármaco HZ apresenta duas etapas de
decomposição, com uma temperatura inicial (Ti) em 315,0 ºC e temperatura final (Tf) em
380,0 ºC para a primeira etapa; e Ti em 380,0 ºC e Tf em 750,0 ºC para a segunda etapa, com
Tabela 1. Valores dos pontos de fusão (P.F.) em DSC e energias de ativação (Ea) para o fármaco HZ e
suas misturas convencionais e pré-formuladas. Amostra HZ HZ/Amido/Aerosil
® HZ/Lactose/Aerosil
®
P.F. mistura convencional (°C) 267,41 267,51 (± 0,37) 267,62 (± 0,31) Ea mistura convencional (J/g) - 78,64 - 83,20 (± 4,12) - 85,32 (± 10,80)
P.F. mistura pré-formulada (°C) - 260,90 (± 0,5) 248,58 (± 2,18) Ea mistura pré-formulada (J/g) - - 100,44 (± 9,64) - 67,88 (± 19,56)
Resultados como média ± DP; n = 3
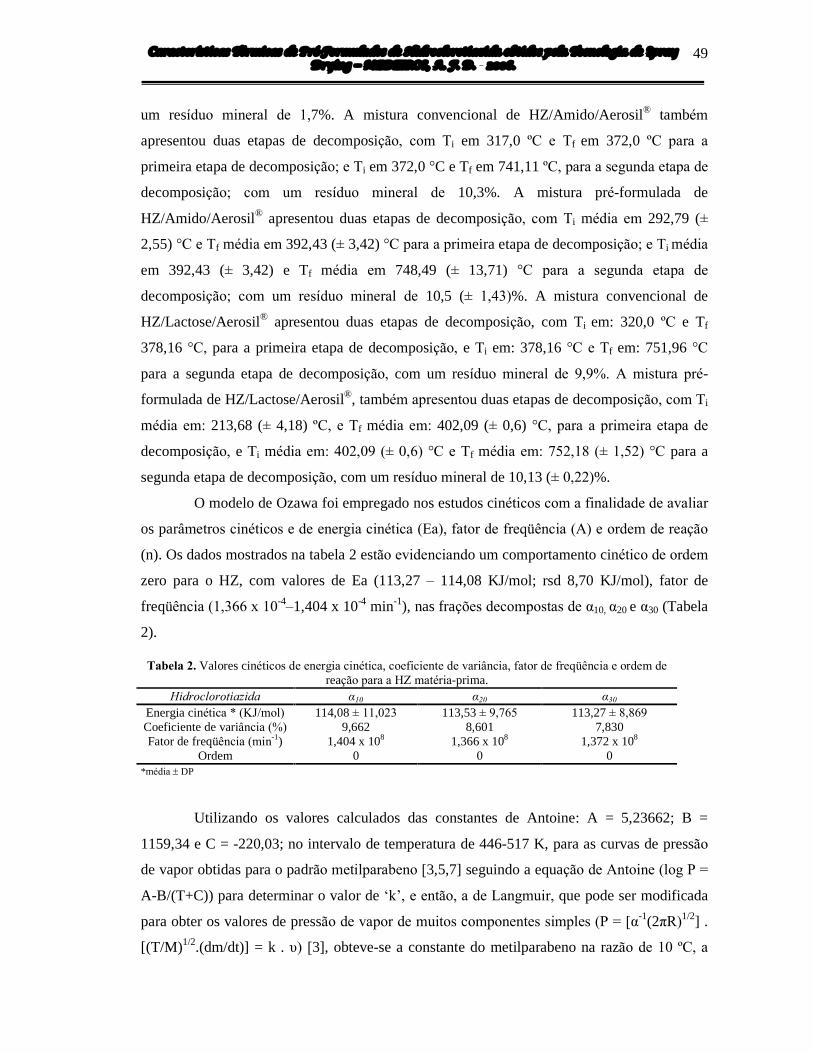
Características Térmicas de Pré-Formulados de Hidroclorotiazida obtidos pela Tecnologia de Spray Drying -- MEDEIROS, A. F. D. � 2006.
49
um resíduo mineral de 1,7%. A mistura convencional de HZ/Amido/Aerosil® também
apresentou duas etapas de decomposição, com Ti em 317,0 ºC e Tf em 372,0 ºC para a
primeira etapa de decomposição; e Ti em 372,0 °C e Tf em 741,11 ºC, para a segunda etapa de
decomposição; com um resíduo mineral de 10,3%. A mistura pré-formulada de
HZ/Amido/Aerosil® apresentou duas etapas de decomposição, com Ti média em 292,79 (±
2,55) °C e Tf média em 392,43 (± 3,42) °C para a primeira etapa de decomposição; e Ti média
em 392,43 (± 3,42) e Tf média em 748,49 (± 13,71) °C para a segunda etapa de
decomposição; com um resíduo mineral de 10,5 (± 1,43)%. A mistura convencional de
HZ/Lactose/Aerosil® apresentou duas etapas de decomposição, com Ti em: 320,0 ºC e Tf
378,16 °C, para a primeira etapa de decomposição, e Ti em: 378,16 °C e Tf em: 751,96 °C
para a segunda etapa de decomposição, com um resíduo mineral de 9,9%. A mistura pré-
formulada de HZ/Lactose/Aerosil®, também apresentou duas etapas de decomposição, com Ti
média em: 213,68 (± 4,18) ºC, e Tf média em: 402,09 (± 0,6) °C, para a primeira etapa de
decomposição, e Ti média em: 402,09 (± 0,6) °C e Tf média em: 752,18 (± 1,52) °C para a
segunda etapa de decomposição, com um resíduo mineral de 10,13 (± 0,22)%.
O modelo de Ozawa foi empregado nos estudos cinéticos com a finalidade de avaliar
os parâmetros cinéticos e de energia cinética (Ea), fator de freqüência (A) e ordem de reação
(n). Os dados mostrados na tabela 2 estão evidenciando um comportamento cinético de ordem
zero para o HZ, com valores de Ea (113,27 � 114,08 KJ/mol; rsd 8,70 KJ/mol), fator de
freqüência (1,366 x 10-4�1,404 x 10-4 min-1), nas frações decompostas de á10, á20 e á30 (Tabela
2).
Utilizando os valores calculados das constantes de Antoine: A = 5,23662; B =
1159,34 e C = -220,03; no intervalo de temperatura de 446-517 K, para as curvas de pressão
de vapor obtidas para o padrão metilparabeno [3,5,7] seguindo a equação de Antoine (log P =
A-B/(T+C)) para determinar o valor de �k�, e então, a de Langmuir, que pode ser modificada
para obter os valores de pressão de vapor de muitos componentes simples (P = [á-1(2ðR)
1/2] .
[(T/M)1/2.(dm/dt)] = k . õ) [3], obteve-se a constante do metilparabeno na razão de 10 ºC, a
Tabela 2. Valores cinéticos de energia cinética, coeficiente de variância, fator de freqüência e ordem de
reação para a HZ matéria-prima. Hidroclorotiazida á10 á20 á30
Energia cinética * (KJ/mol) 114,08 ± 11,023 113,53 ± 9,765 113,27 ± 8,869 Coeficiente de variância (%) 9,662 8,601 7,830 Fator de freqüência (min
-1) 1,404 x 108 1,366 x 108 1,372 x 108 Ordem 0 0 0
*média DP
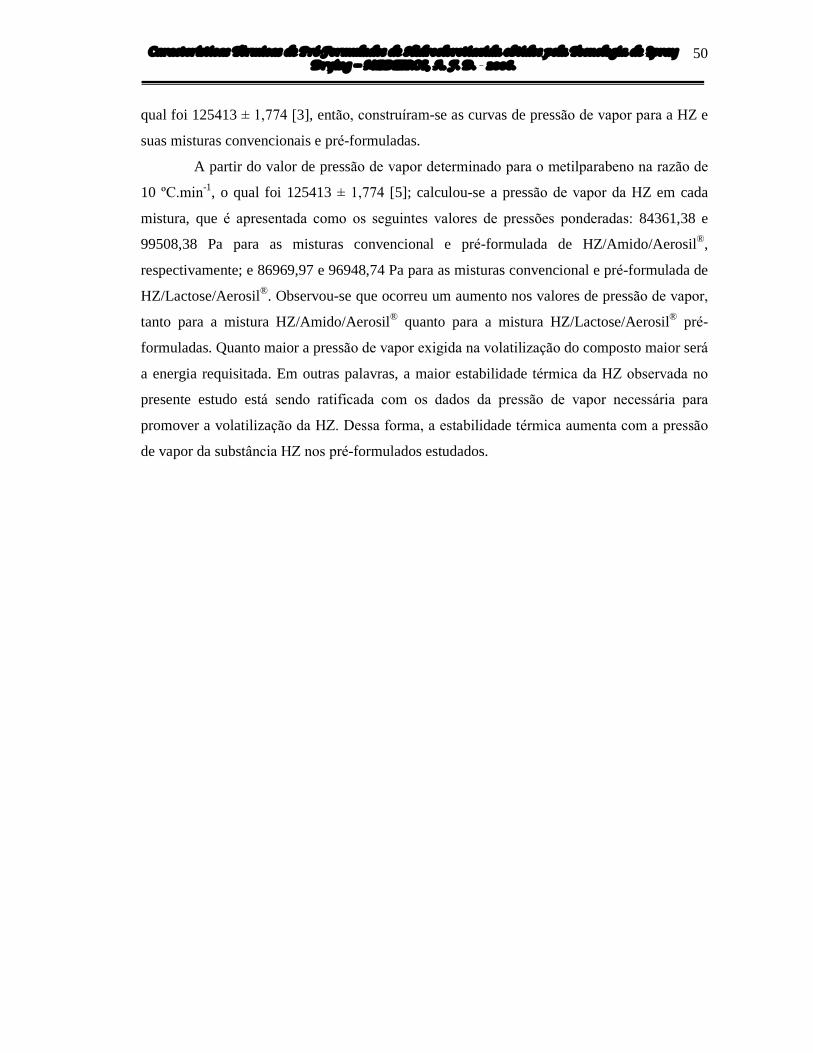
Características Térmicas de Pré-Formulados de Hidroclorotiazida obtidos pela Tecnologia de Spray Drying -- MEDEIROS, A. F. D. � 2006.
50
qual foi 125413 ± 1,774 [3], então, construíram-se as curvas de pressão de vapor para a HZ e
suas misturas convencionais e pré-formuladas.
A partir do valor de pressão de vapor determinado para o metilparabeno na razão de
10 ºC.min-1, o qual foi 125413 ± 1,774 [5]; calculou-se a pressão de vapor da HZ em cada
mistura, que é apresentada como os seguintes valores de pressões ponderadas: 84361,38 e
99508,38 Pa para as misturas convencional e pré-formulada de HZ/Amido/Aerosil®,
respectivamente; e 86969,97 e 96948,74 Pa para as misturas convencional e pré-formulada de
HZ/Lactose/Aerosil®. Observou-se que ocorreu um aumento nos valores de pressão de vapor,
tanto para a mistura HZ/Amido/Aerosil® quanto para a mistura HZ/Lactose/Aerosil® pré-
formuladas. Quanto maior a pressão de vapor exigida na volatilização do composto maior será
a energia requisitada. Em outras palavras, a maior estabilidade térmica da HZ observada no
presente estudo está sendo ratificada com os dados da pressão de vapor necessária para
promover a volatilização da HZ. Dessa forma, a estabilidade térmica aumenta com a pressão
de vapor da substância HZ nos pré-formulados estudados.

Características Térmicas de Pré-Formulados de Hidroclorotiazida obtidos pela Tecnologia de Spray Drying -- MEDEIROS, A. F. D. � 2006.
51
TA 268,72 ºC 328,06 ºC
HZ
HZ/Amido/Aerosil®
TA 267,10 ºC 335,50 ºC
HZ/Amido/Aerosil®
TA 267,39 ºC 320,07 ºC
HZ/Lactose/Aerosil®
TA 267,0 ºC 315,06 ºC
HZ/Lactose/Aerosil®
TA 268,07 ºC 325,18 ºC
1
2
1
2
1
2
1
2
1
2
TA 268,72 ºC 328,06 ºCTA 268,72 ºC 328,06 ºC
HZ HZ
HZ/Amido/Aerosil® HZ/Amido/Aerosil®
TA 267,10 ºC 335,50 ºCTA 267,10 ºC 335,50 ºC
HZ/Amido/Aerosil® HZ/Amido/Aerosil®
TA 267,39 ºC 320,07 ºCTA 267,39 ºC 320,07 ºC
HZ/Lactose/Aerosil® HZ/Lactose/Aerosil®
TA 267,0 ºC 315,06 ºCTA 267,0 ºC 315,06 ºC
HZ/Lactose/Aerosil® HZ/Lactose/Aerosil®
TA 268,07 ºC 325,18 ºCTA 268,07 ºC 325,18 ºC
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
Figura 1. DSC fotovisual das misturas de HZ convencionais () e pré-formuladas () e dados térmicos de DSC (1) e TG (2).
52
Tabela 3. Constantes de velocidade (k) da decomposição isotérmica da hidroclorotiazida (matéria-prima), e suas misturas convencionais e pré-formuladas via SpDr.
Temperatura 260 270 280 290
Amostras Constantes Convencional Pré-formulada Convencional Pré-formulada Convencional Pré-formulada Convencional Pré-formulada
k0 (r2) 4,37 x 10-6
(-0,9668) -----------
6,78 x 10-5
(-0,9994) -----------
9,93 x 10-5
(-0,9955) -----------
1,30 x 10-4
(-0,9947) -----------
k 1 (r 2) 2,60 x 10-6
(-0,9668) ----------- 4,32 x 10-5
(-0,9993) ----------- 6,38 x 10-5
(-0,9949) ----------- 8,28 x 10-5
(-0,9939) ----------- H
Z
k 2 (r 2) 4,38 x 10-6
(0,9668) ----------- 6,93 x 10-5
(0,9992) ----------- 1,03 x 10-4
(0,9942) ----------- 1,36 x 10-4
(0,9930) -----------
k 0 (r 2) 2,65 x 10-6
(-0,9480) 3,32 x 10-5
(-0,9960) 3,94 x 10-5
(-0,9982) 3,64 x 10-5
(-0,9712) 6,83 x 10-5
(-0,9968) 5,77 x 10-5
(-0,9891) 4,50 x 10-1
(-0,9975) 1,37 x 10-4
(-0,9994)
k 1 (r 2) 1,63 x 10-6
(-0,9479) 2,07 x 10-5
(-0,9958) 2,48 x 10-5
(-0,9981) 2,25 x 10-5
(-0,9706) 4,16 x 10-5
(-0,9966) 3,69 x 10-5
(-0,9896) 8,81 x 10-5
(-0,9968) 8,83 x 10-5
(-0,9996)
HZ
/Am
ido/
Aer
osi
l®
k 2 (r 2) 2,65 x 10-6
(0,9479) 3,36 x 10-5
(0,9957) 4,00 x 10-5
(0,9979) 3,69 x 10-5
(0,9700) 6,99 x 10-5 (0,9963)
5,87 x 10-5 (0,9901)
1,44 x 10-4 (0,9959)
1,43 x 10-4 (0,9998)
k 0 (r 2) 1,20 x 100
(-0,9842) 8,69 x 10-5
(-0,9858) 5,02 x 10-5
(-0,9979) 1,89 x 10-4
(-0,9704) 5,43 x 10-5
(-0,9981) 1,49 x 10-4
(-0,8938) 1,19 x 10-4
(-0,9964) 2,65 x 10-4
(-0,9825)
k 1 (r 2) 3,41 x 10-6
(-0,9842) 5,48 x 10-5
(-0,9861) 3,33 x 10-5
(-0,9981) 1,21 x 10-4
(-0,9725) 3,26 x 10-5
(-0,9979) 9,95 x 10-5
(-0,8955) 7,37 x 10-5
(-0,9957) 1,72 x 10-4
(-0,9850)
HZ
/La
ctose
/
Aer
osi
l®
k 2 (r 2) 5,62 x 10-6
(0,9843) 8,92 x 10-5
(0,9869) 5,10 x 10-5
(0,9982) 2,00 x 10-4
(0,9745) 5,54 x 10-5 (0,9977)
1,55 x 10-4 (0,8972)
1,24 x 10-4 (0,9949)
2,88 x 10-4 (0,9874)
53
Os dados isotérmicos de TG foram utilizados para calcular as constantes de
velocidade de decomposição térmica nas temperaturas estudadas seguindo a equação de
Arrhenius (Tabela 3). O pré-formulado de HZ/Amido/Aerosil® apresentou valores de
constantes de decomposição térmica menores do que sua mistura convencional nas
temperaturas estudadas, evidenciando maior estabilidade do produto obtido pela tecnologia de
SpDr. O pré-formulado de HZ/Lactose/Aerosil® apresentou valores de constantes de
velocidade maiores em relação às constantes da mistura convencional. Os dados de
estabilidade confirmam a possível interação entre os grupos carbonílicos da lactose como a
HZ, alterando a integridade da estrutura do fármaco. A formação de partículas menores, uma
maior uniformidade da mistura entre a HZ e os excipientes obtida pela tecnologia de SpDr
revelou a interação da HZ com o amido de forma leve, e intensa com a lactose.
4. Conclusões
As características térmicas dos pré-formulados obtidos pela tecnologia SpDr
contendo HZ mostraram incompatibilidades do fármaco com o amido e a lactose.
5. Referências
[1] WRIGHT, S. F.; DOLLIMORE; D.; DUNN, J. G.; ALEXANDER, K.
Thermochimica Acta. 421 (2004) 25�30.
[2] BURNHAM, L.; DOLLIMORE, D; ALEXANDER, K. Thermochimica Acta. 367-368
(2001) 15�22.
[3] HAZRA, A.; ALEXANDER, K.; DOLLIMORE, D.; RIGA, A. Journal of Thermal
Analysis and Calorimetry. 75 (2004) 317�330.
[4] GODAVARTHY, S. S.; ROBINSON Jr., R. L., GASEM, K. A. M. Fluid Phase
Equilibria. 246 (2006) 39�51.
[5] GOMES, A. P. B. In: Desenvolvimento de método termogravimétrico para
determinação do teor de cetoconazol, mebendazol e metronidazol em comprimidos. Tese
de doutorado apresentada à UFPB. João Pessoa (2006) 182 p.
[6] THE MERCK INDEX: An encyclopedia of chemicals and drugs, 9th ed., New Jersey:
Merck & Co., Inc., 1976, 9.856 p.
[7] STEPHENSON, R. M. & MALAMOWSKI, S.; Handbook of the Thermodynamics of
Organic Compounds, Elsevier, New York, p. 263.

54
Conclusões
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
55
9. Conclusões
A tecnologia de Spray Drying mostrou-se como uma ferramenta valiosa para o
desenvolvimento de produtos farmacêuticos com uniformidade de tamanho de partículas e
estabilidade.
A análise térmica foi capaz de avaliar e caracterizar as amostras quanto à estabilidade
e interações ocorridas.
Os pré-formulados obtidos pela tecnologia de Spray Drying apresentaram melhor
estabilidade quando comparados às misturas convencionais.

56
10. Perspectivas
Aperfeiçoar os estudos relativos à tecnologia de SpDr no que se refere ao uso na
indústria farmacêutica;
Dar continuidade aos estudos de fármacos secos por SpDr utilizando para isso
substâncias com características diversas;
Desenvolver diferentes formulações de fármacos, avaliando as possíveis alterações
sofridas devido ao processo de secagem por SpDr;
Avaliar termicamente as mudanças nas substâncias analisadas, bem como fazer um
estudo mais detalhado da estabilidade das mesmas;
Estudar as características de ordem de reação para mais substâncias;
Aprofundar os estudos de pressão de vapor de fármacos e demais substâncias
valendo-se da técnica de termogravimetria.
57
Capítulo V
Referências

Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
58
REFERÊNCIAS
[1] LACHMAN, L.; LIEBERMAN, H. A.; KANIG, J. Teoria e prática na indústria
farmacêutica. v. I. Lisboa: Fundação Calouste Gulbenkian, 2001. [2] SCHUCK, P.; MÉJEAN, S.; DOLIVET, A.; et al. Thermohygrometric sensor: A tool for optimizing the spray drying process. Innovative Food Science and Emerging Technologies, Rennes Cedex, v. 6, p. 45 � 50, 2005. [3] AULTON, Michael E. Delineamento de formas farmacêuticas. 2. ed. Porto Alegre: Artmed, 2005. [4] Spray drying technology process. Textinfo ed. Disponível em:
http://www.niroinc.com/html/drying/fdspraychem.html. Acesso em: 28 Nov. 2005. [5] FARID, M. A new approach to modelling of single droplet drying. Chemical
Engineering Science, Auckland, v. 58, p. 2985 � 2993, Mar. 2003. [6] cGMP Spray Drying Textinfo ed. Disponível em:
http://www.hovione.com/expertise/spraydry.htm. Acesso em: 27 Dez. 2005. [7] Spray drying process solution. Textinfo ed. Disponível em: http://www.malvern.co.uk/ProcessEng/processes/spraydrying/spraydrying.htm#. Acesso em: 28 Nov. 2005. [8] TURCHIULI, C.; FUCHS, M.; BOHIN, M.; et al. Oil encapsulation by spray drying and fluidized bed agglomeration. Innovative Food Science and Emerging Technologies, Massy Cedex, v.6, p. 29 � 35, 2005. [9] MACÊDO, R. O.; MEDEIROS de, A. C.; MEDEIROS de, I. A. Thermal studies of
Albizia inopinata crude extract in the presence of cyclodextrin and Aerosil® by TG and DSC coupled to the photovisual system. Thermochimica Acta, João Pessoa, p. 93 � 98, Jul. 2001. [10] ÇELIK, M.; WENDEL, S. Uma visão geral sobre o uso da tecnologia de spray drying. Pharmaceutical Technology, São Paulo, p. 31 � 45, Abr. 1998. [11] CORRIGAN, O. I.; CREAN, A. M. Comparative physicochamical properties of hydrocortisone-PVP composites prepared using supercritical carbon dioxide by anti-solvent recrystallisation process, by co-precipitation and spray drying. International Journal of
Pharmaceutics, v. 245, p. 75-82, 2002. [12] BERGGREN, J.; FRENNING, G.; ALDERBORN, G. Compression behaviour and tablet � forming ability of spray - dried amorphous composite particles. European Journal of
Pharmaceutical Sciences, Uppsala, v. 22, p. 191 � 200, Mar. 2004. [13] BROADHEAD, J.; ROVAN, E. S. K.; RHODES, C. T. The spray drying of pharmaceuticals. Drug Dev. Ind. Pharm. v. 18, p. 1169-1206, 1992.

Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
59
[14] KAMRUL HAQUE, Md.; ROOS, Yrjö H. Differences in the physical state and thermal behavior of spray-dried and freeze-dried lactose and lactose/protein mixtures. Innovative
Food Science and Emerging Technologies, Irlanda, 2005. [15] CHIDAVAENZI, O. C.; BUCKTON, G.; KOOSHA, F.; PATHAK, R.; The use of thermal techniques to assess the impact of feed concentration on the amorphous content and polymorphic forms present in spray dried lactose. International Journal of Pharmaceutics, Londres, v. 159, p. 67 � 74, Ago. 1997. [16] REGE, P. R., GARMISE, R. J., BLOCK, L. H. Spray-dried chitinosans Part II: in vitro drug release from tablets made from spray-dried chitinosans. International Journal of
Pharmaceutics, v. 252, p. 53 - 59, EUA, Nov. 2003. [17] ALAMILLA-BELTRÁN, L.; CHANONA-PÉREZ, J.J.; JIMÉNEZ-APARICIO, A.R.; GUTIÉRREZ-LÓPEZ, G.F. Description of morphological changes of particles along spray
drying. Journal of Food Engineering, México, v. 67, p. 179 - 184, Mai. 2005. [18] CORRIGAN, O. I.; Thermal analysis of spray dried products. Thermochimica Acta, Irlanda, v. 248, p. 245-258, Out. 1993. [19] HAQUE, Md. K.; ROOS, Y. H. Differences in the physical state and thermal behavior of spray-dried and freeze-dried lactose and lactose/protein mixtures. Innovative Food Science
and Emerging Technologies, Ireland, v. 7, n. 1-2, p. 62-73, Jun. 2006. [20] LIMA; R. M. F. e LUZ; J. A. M. da. Análise granulométrica por técnicas que se baseiam
na sedimentação gravitacional: Lei de Stokes. Rem: Rev. Esc. Minas. [online]. v.54, n.2, p.155-159, Abr./Jun. 2001. [citado em 08 de junho de 2006]. Disponível em www:
<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0370-44672001000200014&lng=en&nrm=iso>. ISSN 0370-4467. [21] NAVANEETHAN, C. V.; MISSAGHI, S.; FASSIHI, R. Application of powder rheometer to determine powder flow properties and lubrication efficiency of pharmaceutical particulate systems. AAPS PharmSciTech, Filadélfia, v. 6, n. 3, p. 398 � 404, Out. 2005. [22] ARAÚJO de, C. R.; MOTHÉ, C. G. Uso de programa computacional aliado às técnicas
de análise térmica para determinação de parâmetros cinéticos de compósitos de pu/fibra de
curauá. Revista Analytica, Rio de Janeiro, n. 4, p. 37 � 43, Mai. 2003. [23] GIRON, D. Contribution of thermal methods and related techniques to the rational development of pharmaceuticals � Part 1. Pharmaceutical Science & Technology Today, Suíça, v. 1, n. 5, p. 191 � 199, Aug. 1998. [24] MACÊDO, R. O. Controle de qualidade de formas farmacêuticas sólidas através de
dados termogravimétricos. Tese do concurso para professor titular, apresentada ao DCF/CCS/UFPB, João Pessoa, 1996. [25] GOMES, Ana Paula Barrêto. Estudos térmicos e de dissolução da ampicilina. 2002. 141 f. Dissertação de mestrado � Universidade Federal da Paraíba, João Pessoa, 2002.
Dissertação de Mestrado - Estudos Térmicos de Pré-formulados de Diferentes Fármacos e suas Misturas Secas via Spray Dry - MEDEIROS, A. F. D. � Recife, 2006.
60
[26] COLEMAN, N. J.; CRAIG, D. Q. M. Modulated temperature differential scanning calorimetry: a novel approach to pharmaceutical thermal analysis. International Journal of
Pharmaceutics, Londres, v. 135, p. 13 � 29, Jan.1996. [27] NASCIMENTO, Ticiano Gomes do. Estudo de compatibilidade e estabilidade
térmica das misturas binárias e medicamentos anti-hipertensivos utilizando a análise
térmica. 2000. 168 f. Dissertação de mestrado � Universidade Federal da Paraíba, João
Pessoa, 2000. [28] HAINES, P. J. Thermal methods of analysis, principles, applications and problems. Blackie Academic and Professional. Thermochimica Acta, Londres, v. 307, n. 2, p. 205-206, 1997 [29] CHATTERJEE, K.; DOLLIMORE, D.; ALEXANDER, K. A new application for the Antoine equation in formulation development. International Journal of Pharmaceutics, Toledo, v. 213, p. 31 � 44, 2001. [30] WRIGHT, S.F.; DOLLIMORE, D.; DUNN, J.G.; ALEXANDER, K. Determination of the vapor pressure curves of adipic acid and triethanolamine using thermogravimetric analysis. Thermochimica Acta, Toledo, v. 421 p. 25 � 30, 2004. [31] PRICE, D. M.; HAWKINS, M. Calorimetry of two disperse dyes using thermogravimetry. Thermochimica Acta, Reino Unido v. 315 p. 19 � 24, 1998 [32] HAZRA, A.; ALEXANDER, K. DOLLIMORE, D. and RIGA, A. Characterization of some essential oils and their key components. Thermoanalytical techniques, Toledo, v. 75, p. 317 � 330, 2004. [33] STEPHENSON, D. M. e MALAMOWSKI, S. Handbook of the Thermodynamics of
Organic Compounds, New York: Elsevier, p. 295-332, 1987.

Apêndice A
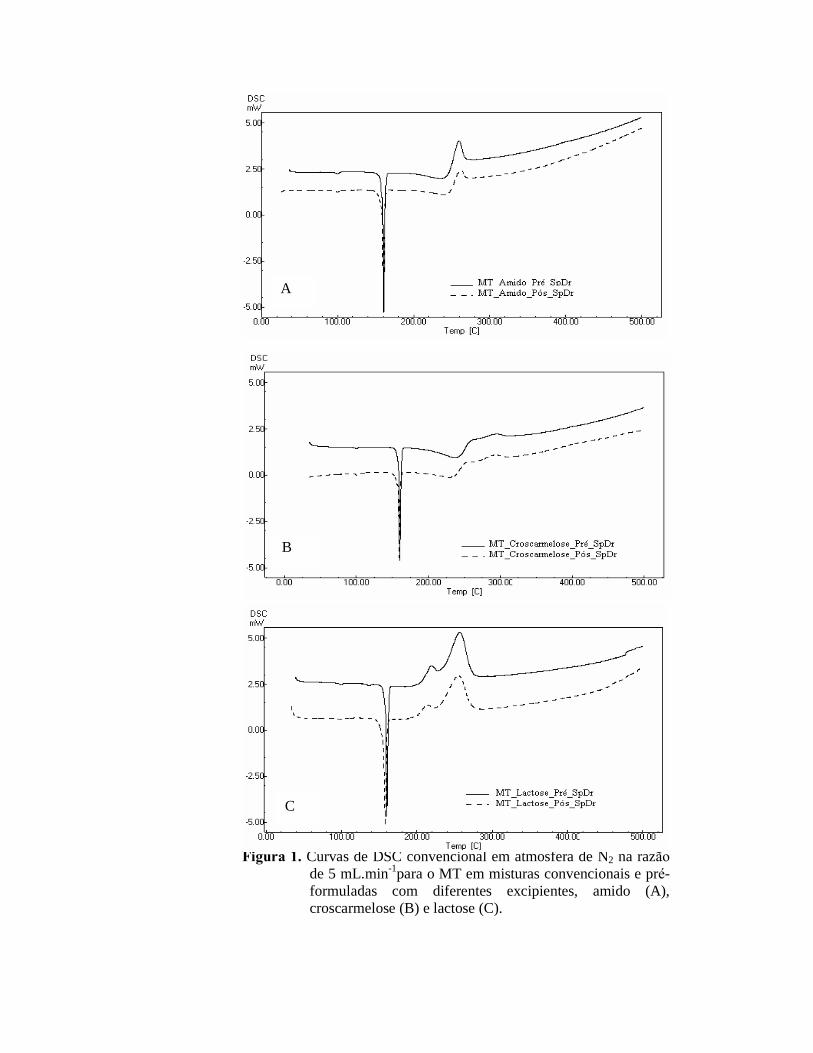
Figura 1. Curvas de DSC convencional em atmosfera de N2 na razão
de 5 mL.min-1para o MT em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C).
A
B
C
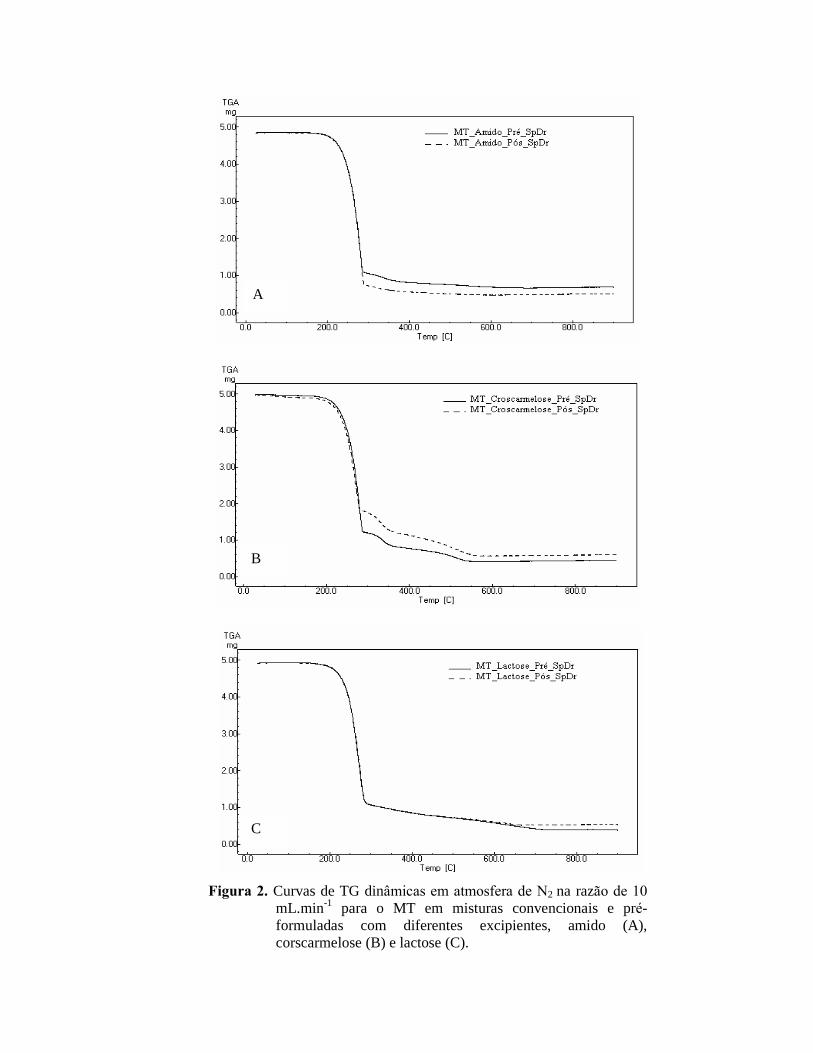
Figura 2. Curvas de TG dinâmicas em atmosfera de N2 na razão de 10
mL.min-1 para o MT em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), corscarmelose (B) e lactose (C).
A
B
C
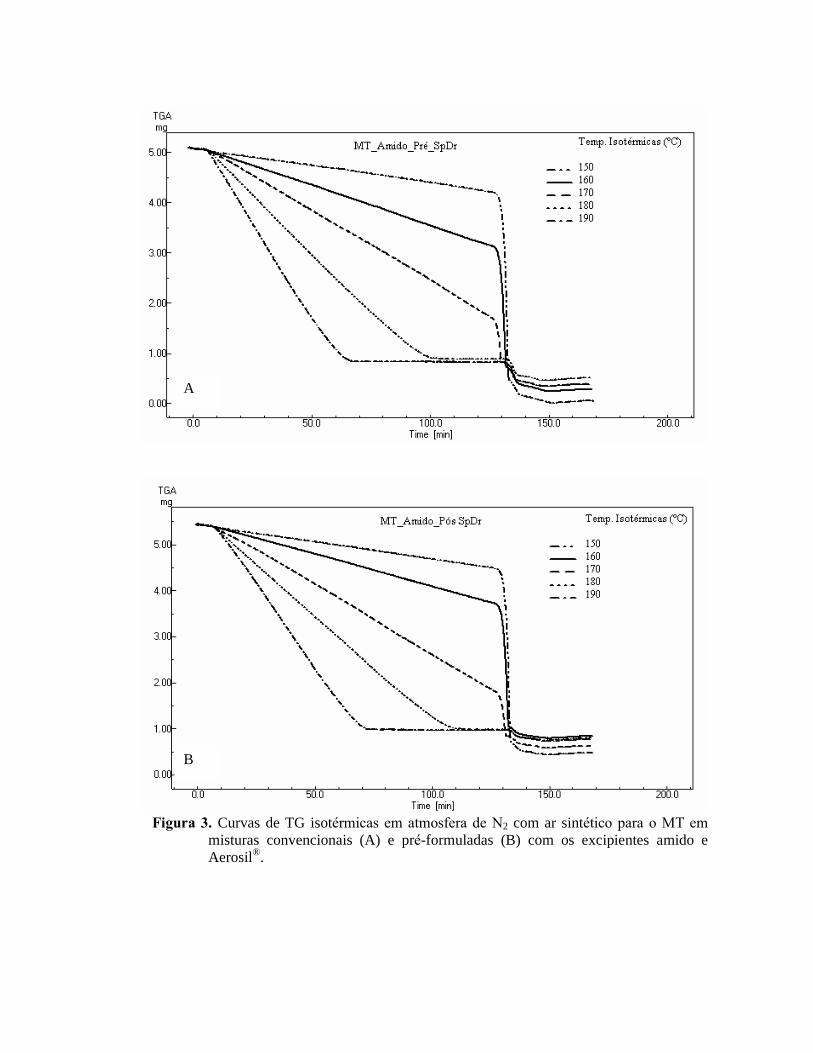
Figura 3. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o MT em
misturas convencionais (A) e pré-formuladas (B) com os excipientes amido e Aerosil®.
A
B

Figura 4. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o MT em
misturas convencionais (A) e pré-formuladas (B) com os excipientes croscarmelose e Aerosil®.
A
B
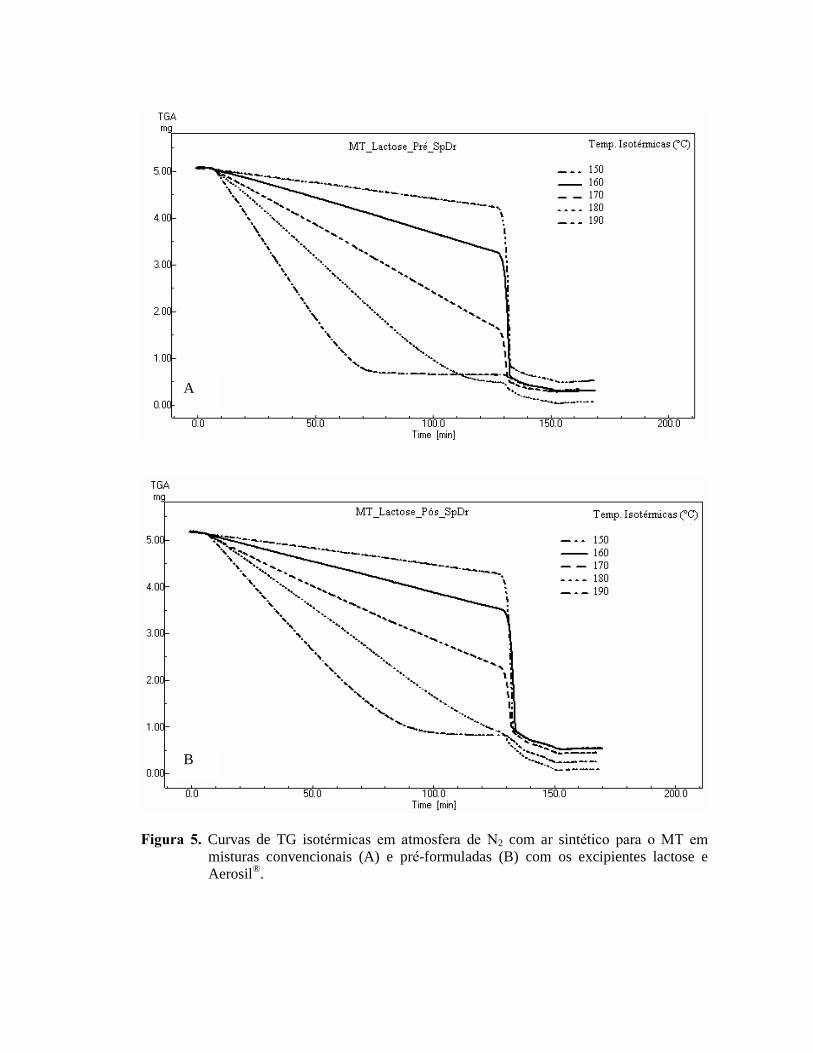
Figura 5. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o MT em
misturas convencionais (A) e pré-formuladas (B) com os excipientes lactose e Aerosil®.
A
B
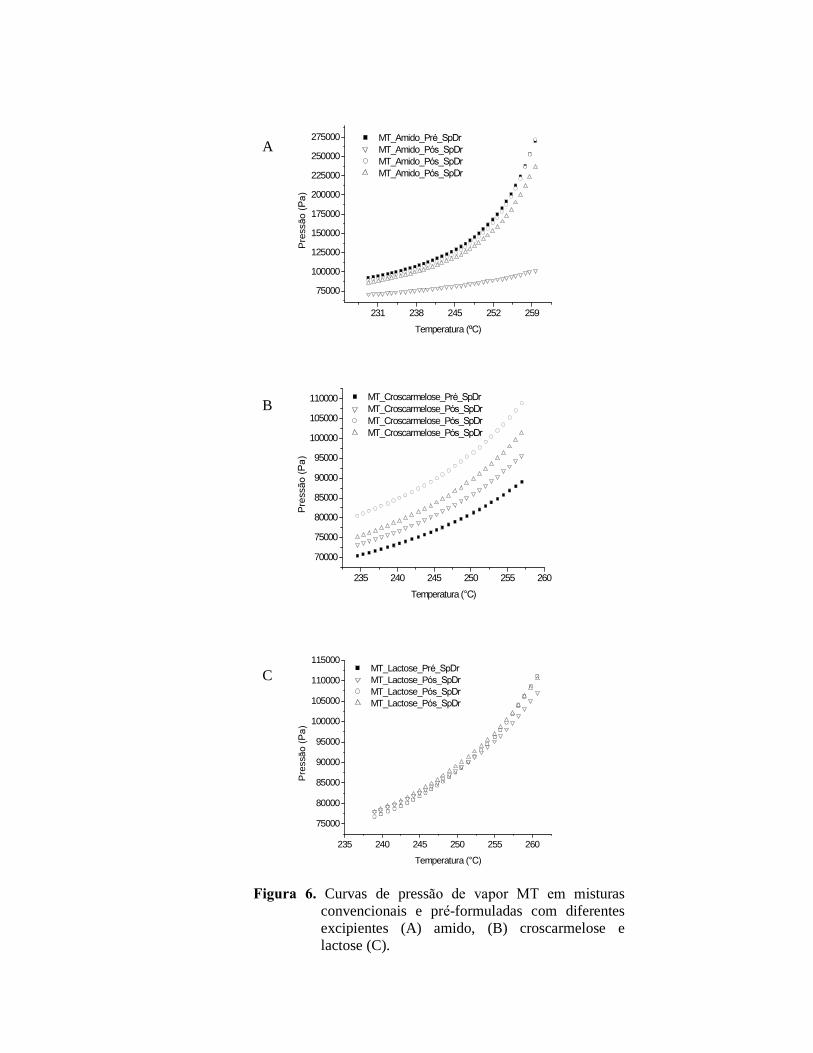
231 238 245 252 259
75000
100000
125000
150000
175000
200000
225000
250000
275000
Pre
ssão
(P
a)
Temperatura (ºC)
MT_Amido_Pré_SpDr
MT_Amido_Pós_SpDr
MT_Amido_Pós_SpDr
MT_Amido_Pós_SpDr
235 240 245 250 255 260
70000
75000
80000
85000
90000
95000
100000
105000
110000
Pre
ssã
o (
Pa
)
Temperatura (°C)
MT_Croscarmelose_Pré_SpDr
MT_Croscarmelose_Pós_SpDr
MT_Croscarmelose_Pós_SpDr
MT_Croscarmelose_Pós_SpDr
235 240 245 250 255 260
75000
80000
85000
90000
95000
100000
105000
110000
115000
Pre
ssã
o (
Pa
)
Temperatura (°C)
MT_Lactose_Pré_SpDr
MT_Lactose_Pós_SpDr
MT_Lactose_Pós_SpDr
MT_Lactose_Pós_SpDr
Figura 6. Curvas de pressão de vapor MT em misturas
convencionais e pré-formuladas com diferentes excipientes (A) amido, (B) croscarmelose e lactose (C).
A
B
C

Apêndice B

Figura 1. Curvas de DSC convencional em atmosfera de N2 na razão
de 5 mL.min-1para o PC em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C).
A
B
C
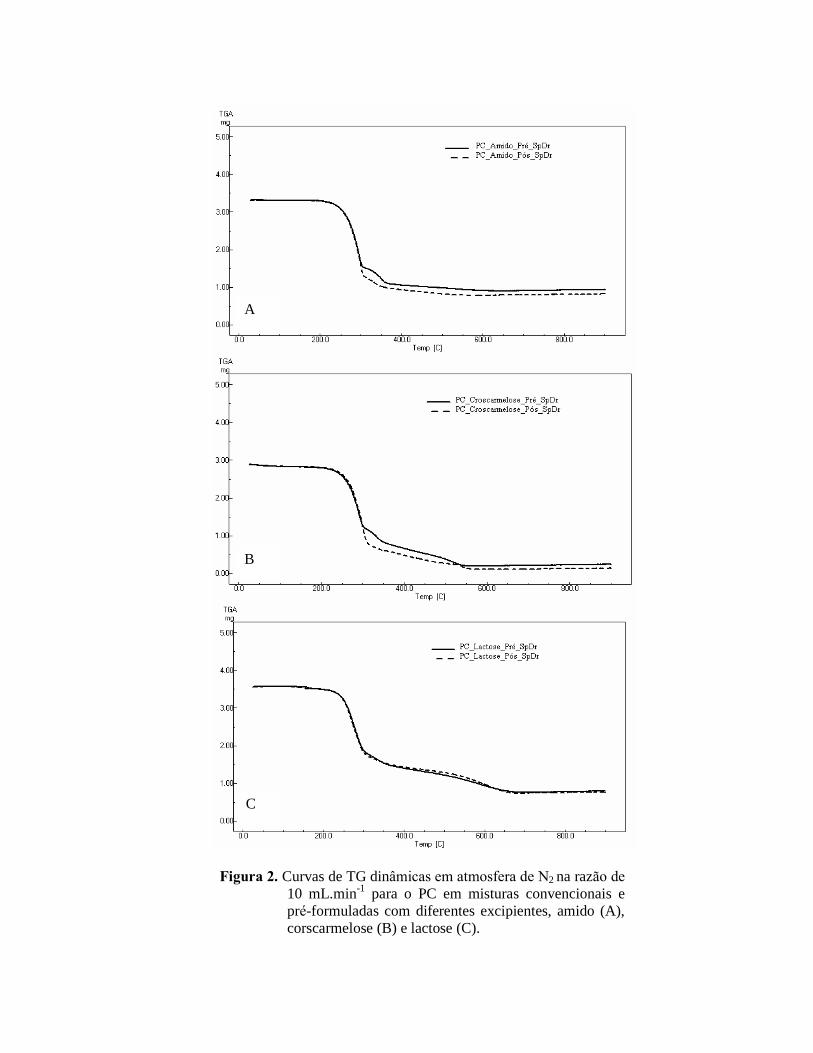
Figura 2. Curvas de TG dinâmicas em atmosfera de N2 na razão de
10 mL.min-1 para o PC em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), corscarmelose (B) e lactose (C).
A
B
C
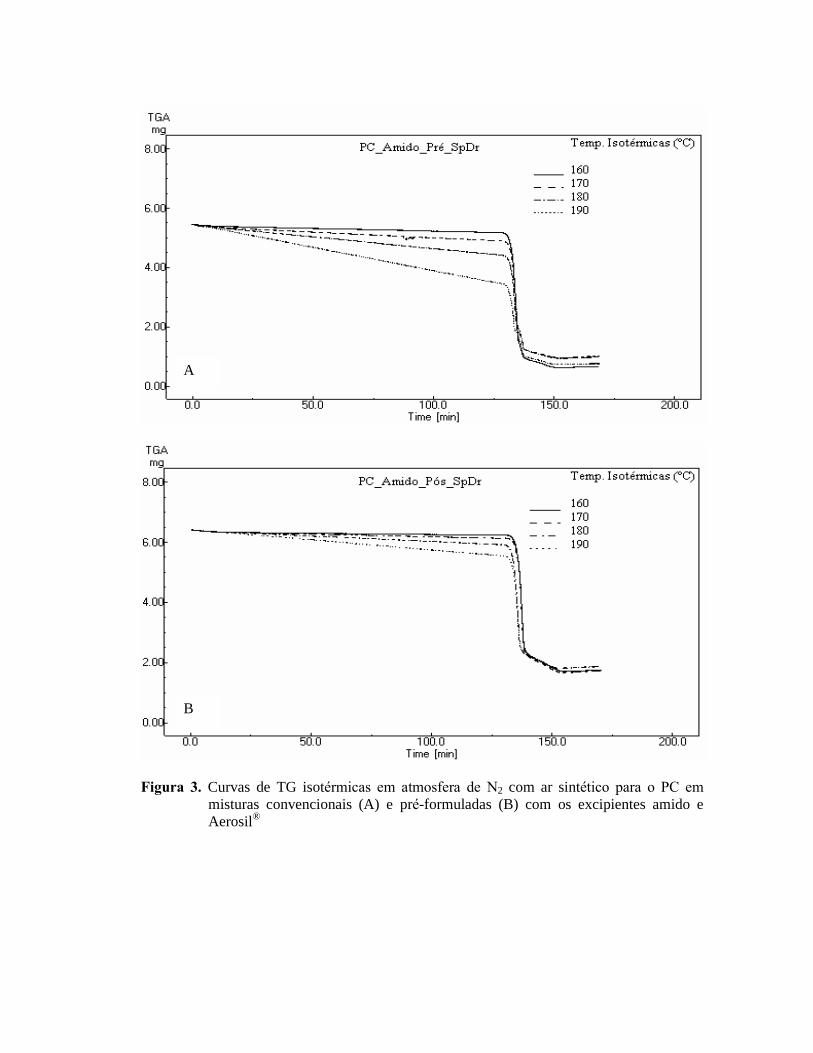
Figura 3. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o PC em
misturas convencionais (A) e pré-formuladas (B) com os excipientes amido e Aerosil®
A
B

Figura 4. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o PC em
misturas convencionais (A) e pré-formuladas (B) com os excipientes croscarmelose e Aerosil®.
A
B

Figura 5. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para o PC em
misturas convencionais (A) e pré-formuladas (B) com os excipientes lactose e Aerosil®.
A
B
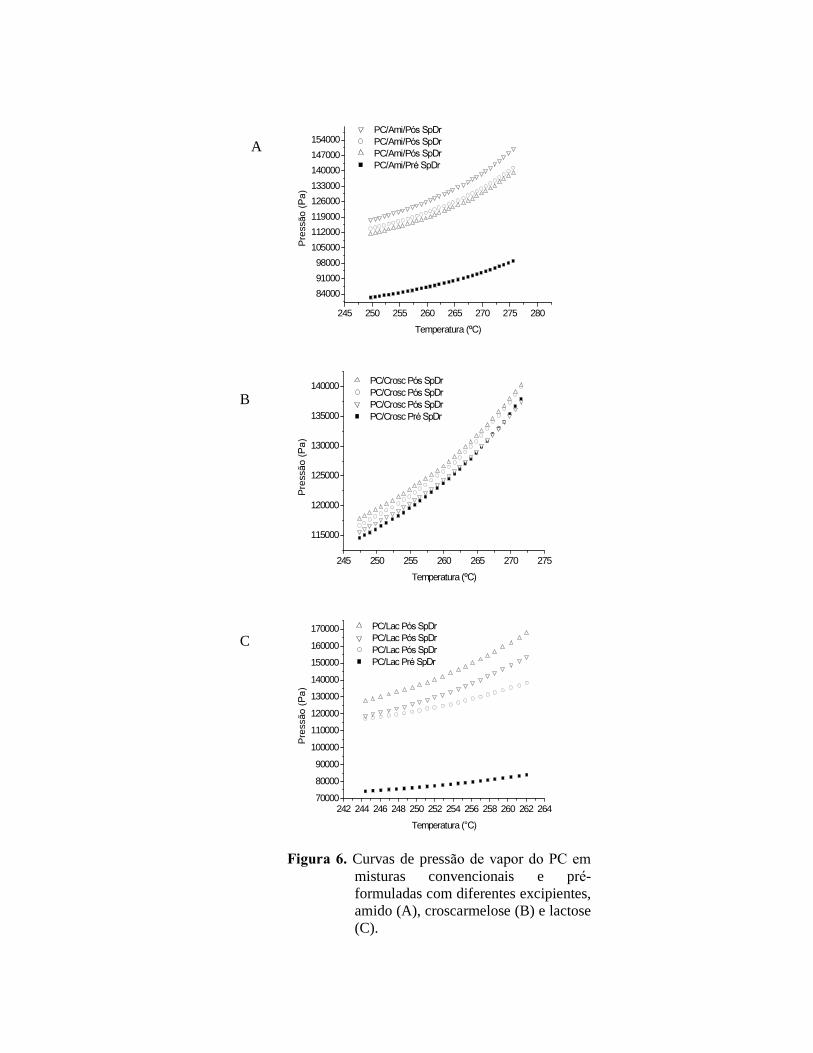
245 250 255 260 265 270 275 280
84000
91000
98000
105000
112000
119000
126000
133000
140000
147000
154000
Pre
ssão
(P
a)
Temperatura (ºC)
PC/Ami/Pós SpDr
PC/Ami/Pós SpDr
PC/Ami/Pós SpDr
PC/Ami/Pré SpDr
245 250 255 260 265 270 275
115000
120000
125000
130000
135000
140000
Pre
ssã
o (
Pa
)
Temperatura (ºC)
PC/Crosc Pós SpDr
PC/Crosc Pós SpDr
PC/Crosc Pós SpDr
PC/Crosc Pré SpDr
242 244 246 248 250 252 254 256 258 260 262 26470000
80000
90000
100000
110000
120000
130000
140000
150000
160000
170000
Pre
ssão
(P
a)
Temperatura (°C)
PC/Lac Pós SpDr
PC/Lac Pós SpDr
PC/Lac Pós SpDr
PC/Lac Pré SpDr
Figura 6. Curvas de pressão de vapor do PC em
misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C).
A
B
C

Apêndice C
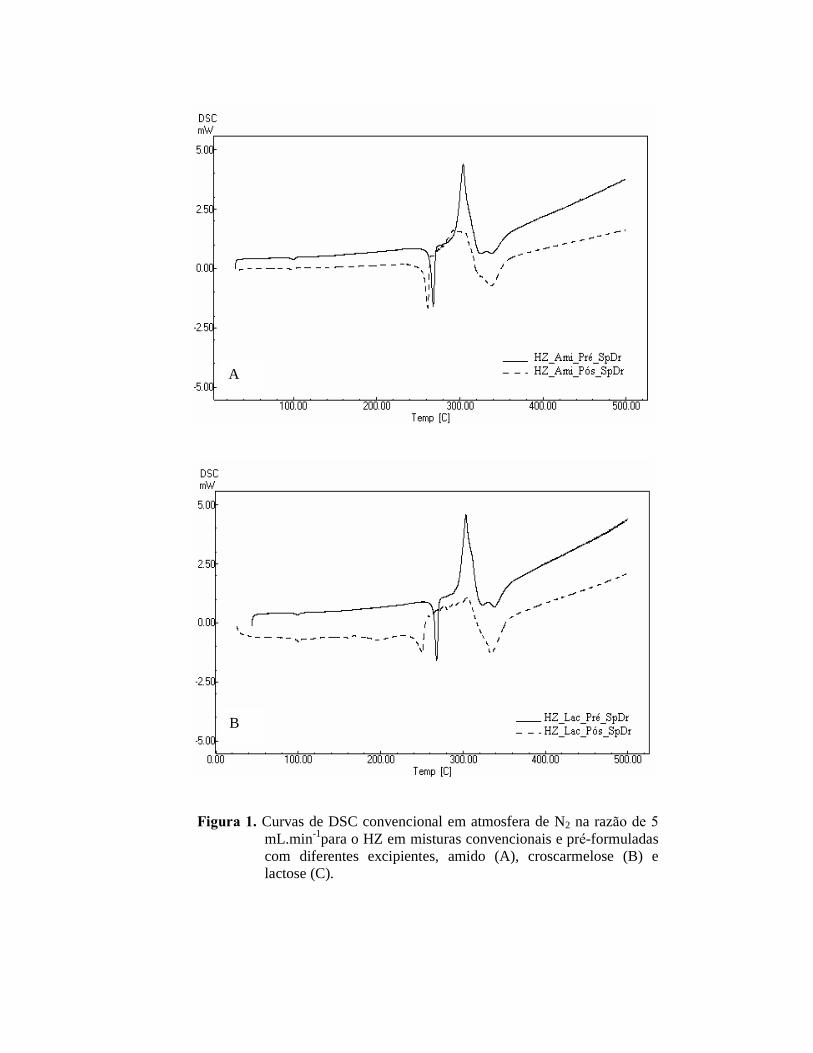
Figura 1. Curvas de DSC convencional em atmosfera de N2 na razão de 5
mL.min-1para o HZ em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C).
A
B

Figura 2. Curvas de TG dinâmicas em atmosfera de N2 na razão de 10 mL.min
-1 para o HZ em misturas convencionais e pré-formuladas com diferentes excipientes, amido (A), croscarmelose (B) e lactose (C).
A
B
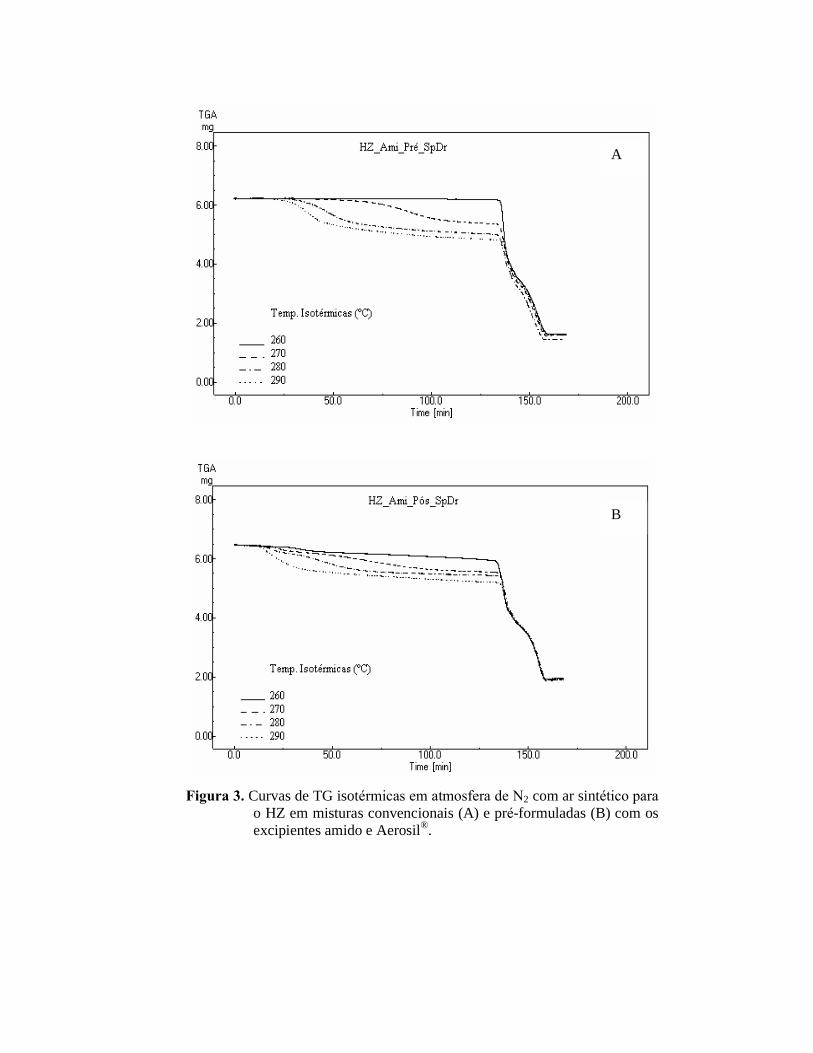
Figura 3. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para
o HZ em misturas convencionais (A) e pré-formuladas (B) com os excipientes amido e Aerosil®.
A
B

Figura 4. Curvas de TG isotérmicas em atmosfera de N2 com ar sintético para
o HZ em misturas convencionais (A) e pré-formuladas (B) com os excipientes lactose e Aerosil®.
A
B

340 342 344 346 348 350 352 354
80000
85000
90000
95000
100000
105000
110000
Pre
ssão (
Pa)
Temperatura (°C)
HZ/Ami Pós SpDr
HZ/Ami Pós SpDr
HZ/Ami Pré SpDr
HZ/Ami Pós SpDr
340 342 344 346 348 350 352 354 356
80000
85000
90000
95000
100000
105000
110000
115000
Pre
ssã
o (
Pa
)
Temperatura (°C)
HZ_Lac_Pós_SpDr
HZ_Lac_Pós_SpDr
HZ_Lac_Pós_SpDr
HZ_Lac_Pré_SpDr
Figura 5. Curvas de pressão de vapor da HZ em misturas convencionais e
pré-formuladas com diferentes excipientes, amido (A) e lactose (B).
A
B