ANÁLISIS, DISEÑO Y CONSTRUCCIÓN DE MATRICES DE...
360
ANÁLISIS, DISEÑO Y CONSTRUCCIÓN DE MATRICES DE ASPECTOS E IMPACTOS AMBIENTALES Y MATRICES DE RIESGOS ENFOCADAS PARA LA INTEGRACIÓN DE LOS SISTEMAS DE GESTIÓN BASADOS EN LAS NORMAS ISO 14001, OHSAS 18001 E ISO 9001 PARA LA EMPRESA DE PLÁSTICOS PVC GERFOR S.A Autora: LEIDY PAOLA ORTEGA ORTEGA COD: 20102015063 Directora Interna: ISABEL ESCOBAR Directora Externa: DIANA CAROLINA LEÓN UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD DE INGENIERÍA INGENIERÍA INDUSTRIAL BOGOTÁ D.C
Transcript of ANÁLISIS, DISEÑO Y CONSTRUCCIÓN DE MATRICES DE...

ANÁLISIS, DISEÑO Y CONSTRUCCIÓN DE MATRICES DE ASPECTOS E IMPACTOS
AMBIENTALES Y MATRICES DE RIESGOS ENFOCADAS PARA LA INTEGRACIÓN DE
LOS SISTEMAS DE GESTIÓN BASADOS EN LAS NORMAS ISO 14001, OHSAS 18001 E
ISO 9001 PARA LA EMPRESA DE PLÁSTICOS PVC GERFOR S.A
Autora:
LEIDY PAOLA ORTEGA ORTEGA
COD: 20102015063
Directora Interna:
ISABEL ESCOBAR
Directora Externa:
DIANA CAROLINA LEÓN
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD DE INGENIERÍA
INGENIERÍA INDUSTRIAL
BOGOTÁ D.C

RESUMEN EJECUTIVO
GERFOR es una multinacional 100% Colombiana con 45 años de experiencia en la producción y
comercialización de tuberías y accesorios de PVC, grifería de uso doméstico, tejas en PVC y
Geosistemas; con presencia en diferentes países de Latinoamérica. Se encuentra certificado bajo
la NTC ISO 9001:2008 y en busca del desarrollo integral de la compañía, de los trabajadores y
del medio ambiente se fija como objetivo la implementación del Sistema de gestión ambiental y
sistema de gestión de seguridad y salud en el trabajo para su posterior integración con el Sistema
de gestión de Calidad. Surge la necesidad de analizar, diseñar y construir matrices de aspectos e
impactos ambientales y matrices de identificación de riesgos enfocadas para la integración de los
sistemas de gestión.
Estas matrices se realizan tanto para las áreas operativas como administrativas, iniciando con la
identificación de las actividades realizadas por proceso, etapas y frecuencia de realización de las
actividades.
Se realizaron 47 Matrices de aspectos e impactos ambientales, arrojando que las áreas críticas
donde se generan impactos ambientales significativos y de más relevancia son las áreas de
Fundición y Cromado.
Tabla Nº1
Impactos Significativos
Nº IMPACTOS SIGNIFICATIVOS
Cromado 12
Fundición 1
En la Figura 1, refleja los índices de accidentabilidad para las áreas de la empresa lo que
evidencia la falta de análisis en la identificación de riesgos, por esto se realizaron 33 Matrices de
Identificación de riesgos, donde las áreas productivas son quienes están expuestas a mayor
cantidad de riesgos, como lo puede soportar la siguiente tabla, donde los accidentes presentados
fueron en las áreas productivas.
Figura 1: Accidentes Año 2015 Fuente PVC GERFOR
Proceso A.T. %
Extrusión 14 25%
Producto Terminado 8 14%
Iny. Tubosistemas 5 9%
Mantenimiento 4 7%
Mezclas 3 5%
Fundición 3 5%
Moldes Inyección 2 4%
Conformidad 2 4%
Iny. Grifería 2 4%
Ensamble 2 4%
Moldes de extrusión 2 4%
Taller proyectos 2 4%
Gestión Ambiental 2 4%
Acc. manufacturados 1 2%
Soldadura 1 2%
Servicios generales 1 2%
Recuperados 1 2%
Gerencia Manufactura 1 2%
Seguridad Fisica 1 2%

Con esto se busca tener las bases para la implementación de los sistemas de Gestión ISO, ISO
14001 y OHSAS 18001, así GERFOR podrá desarrollar de manera integral todos sus sistemas de
gestión enfocados a la satisfacción de los clientes y el mejoramiento continuo.

TABLA DE CONTENIDO
1.1 Planteamiento del problema ...................................................................................................... 1
2. Marco teórico ...................................................................................................................................... 3
2.1 Normas OHSAS 18001:2007 Sistemas de Gestión en Seguridad y Salud Ocupacional ........ 3
2.2 Normas ISO 14001: 2004 Sistema de Gestión Ambiental ........................................................ 4
2.3 Ciclo PHVA ................................................................................................................................. 4
3. Marco referencial ................................................................................................................................ 6
3.1 Presentación de PVC GERFOR S.A ......................................................................................... 6
3.1.1 Conformación legal de la organización ............................................................................. 6
3.2 Reseña histórica .......................................................................................................................... 6
3.3 Mapa de procesos de la organización ....................................................................................... 7
3.4 Productos de la compañía........................................................................................................... 8
3.5 Filosofía organizacional .............................................................................................................. 9
3.6 Diagnóstico ................................................................................................................................. 11
3.7 Áreas a evaluar .......................................................................................................................... 11
3.7.1 Áreas productivas ............................................................................................................. 12
3.7.2 Áreas administrativas ....................................................................................................... 13
4. Gestión y clasificación de residuos en PVC Gerfor ........................................................................ 15
4.1 Residuos Peligrosos ................................................................................................................... 16
4.2 Hospitalarios .............................................................................................................................. 17
4.3 Ordinarios .................................................................................................................................. 17
4.4 Plásticos ...................................................................................................................................... 17
4.5 Cartón ........................................................................................................................................ 17
5. Matrices de aspectos e impactos ambientales ................................................................................. 18
5.1 Cromado .................................................................................................................................... 18
5.2 Fundición ................................................................................................................................... 21
5.3 Soldaura ..................................................................................................................................... 23
5.4 Mezclas ....................................................................................................................................... 24
5.5 Extrusión .................................................................................................................................... 25
5.6 Curvas y manufacturados ........................................................................................................ 27

5.7 Inyección .................................................................................................................................... 28
5.7.1 Inyeción tubosistemas ....................................................................................................... 29
5.7.2 Inyección grifería .............................................................................................................. 30
5.8 Ensamble .................................................................................................................................... 31
5.9 Recuperados .............................................................................................................................. 32
5.10 Almacenes .................................................................................................................................. 32
5.10.1 Almacenes de insumos y semielaborados ....................................................................... 33
5.10.2 Almacenes producto terminado ....................................................................................... 33
5.11 Despachos................................................................................................................................... 34
5.12 Mantenimiento .......................................................................................................................... 35
5.12.1 Mantenimiento extrusión-inyección-electrico ................................................................ 35
5.12.2 Mantenimiento servicios ................................................................................................... 36
5.13 Moldes ........................................................................................................................................ 37
5.13.1 Moldes inyección ............................................................................................................... 38
5.13.2 Moldes extrusión ............................................................................................................... 39
5.14 Taller de proyectos .................................................................................................................... 40
5.15 Laboratorio de conformidad .................................................................................................... 41
5.16 Metrología .................................................................................................................................. 42
5.17 Gestión humana ........................................................................................................................ 44
5.18 Compras y proveedores ............................................................................................................ 44
5.19 Crédito y cartera ....................................................................................................................... 45
5.20 Mercadeo y ventas ..................................................................................................................... 45
5.21 Asistencia técnica ...................................................................................................................... 46
5.22 Tecnología de la información ................................................................................................... 46
5.23 Seguridad y salud en el trabajo ............................................................................................... 47
5.24 Gestión ambiental ..................................................................................................................... 48
5.25 Servicios generales .................................................................................................................... 49
5.26 Innovación y desarrollo ............................................................................................................ 49
5.27 Gestión de mejora ..................................................................................................................... 50
6. Matrices de identificación de panoramas de riesgos ...................................................................... 51
6.1 Cromado .................................................................................................................................... 51
6.2 Fundición ................................................................................................................................... 52

Recomendaciones y observaciones ...................................................................................................... 52
6.3 Soldadura ................................................................................................................................... 53
6.4 Mezclas ....................................................................................................................................... 54
6.5 Extrusión .................................................................................................................................... 55
6.6 Curvas y manufacturados ........................................................................................................ 55
6.7 Inyección .................................................................................................................................... 55
6.7.1 Inyección Tubosistemas .................................................................................................... 56
6.7.2 Inyección grifería .............................................................................................................. 57
6.8 Ensamble .................................................................................................................................... 58
6.9 Recuperados .............................................................................................................................. 58
6.10 Almacenes .................................................................................................................................. 58
6.11 Despachos................................................................................................................................... 58
6.12 Mantenimiento .......................................................................................................................... 59
6.13 Moldes ........................................................................................................................................ 59
6.13.1 Moldes de inyección grifería ............................................................................................ 59
6.13.2 Moldes inyección Tubosistemas ....................................................................................... 59
6.13.3 Moldes de extrusión .......................................................................................................... 60
6.14 Taller de proyectos .................................................................................................................... 60
6.15 Laboratorio de conformidad .................................................................................................... 60
6.16 Metrología .................................................................................................................................. 60
6.17 Áreas administrativas ............................................................................................................... 60
7. Conclusiones ...................................................................................................................................... 62
Bibliografía ................................................................................................................................................ 63

Glosario1
ISO: International Organization for Standardization. (Organización Internacional de
Normalización).
SISTEMA DE GESTIÓN DE LA CALIDAD (SGC): Es la forma como una organización
realiza la gestión empresarial asociada con la calidad. En términos generales consta de la
estructura organizacional junto con la documentación, procesos y recursos que emplea para
alcanzar los objetivos de calidad y cumplir con los requisitos de los clientes.
SISTEMA DE GESTIÓN AMBIENTAL (SGA): Parte del sistema de gestión de una
organización, empleada para desarrollar e implementar su política ambiental y gestionar sus
aspectos ambientales.
PARTE INTERESADA: Persona o grupo que tiene interés o está afectado por el desempeño
ambiental o en seguridad y salud ocupacional de una organización.
SISTEMA DE GESTIÓN DE SEGURIDAD Y SALUD OCUPACIONAL (S&SO): Parte
del sistema de gestión total, que facilita la administración de los riesgos de S&SO asociados con
el negocio de la organización. Incluye la estructura organizacional, actividades de planificación,
responsabilidades, prácticas procedimientos, procesos y recursos, para desarrollar, implementar,
cumplir, revisar y mantener la política y objetivos de S&SO.
ASPECTO AMBIENTAL: Elemento de las actividades, productos o servicios de una
organización que pueden interactuar con el medio ambiente.
IMPACTO AMBIENTAL: Cualquier cambio en el medio ambiente, ya sea adverso o
beneficioso, como resultado total o parcial de los aspectos ambientales de una organización.
1 Definiciones consultadas en las Normas ISO 9001:2008, ISO 14001:2004 Y OHSAS 18001:2007.

PELIGRO: Es una fuente o situación con potencial de daño en términos de muerte, lesión o
enfermedad, daño de propiedad, al ambiente de trabajo o condición de estos.
RIESGO: Combinación de las probabilidades con las consecuencias de que ocurra un evento
peligroso específico.
SEGURIDAD: Condición de estar libre de un riesgo inaceptable.
RIESGO TOLERABLE: Riesgo que se ha reducido a un nivel que la organización puede
soportar respecto a sus obligaciones legales y a su propia política de S&SO.
EVALUACIÓN DE RIESGOS: Proceso general de estimar la magnitud de un riesgo y decidir
si éste es tolerable o no.

1
1. Introducción
1.1 Planteamiento del problema
PVC Gerfor S.A es una multinacional 100% colombiana con 45 años de experiencia en la
producción y comercialización de tuberías y accesorios de PVC, grifería de uso doméstico, tejas
en PVC y Geosistemas; con presencia en diferentes países de Latinoamérica. Exporta productos
a más de 10 destinos dentro de América, cuenta con plantas de producción en Cota – Colombia,
Perú y Guatemala; y centros de distribución en El Salvador y Honduras, por ello es importante
para la organización en un futuro llegar a integrar los sistemas de gestión aumentando su calidad,
competitividad y buen nombre dentro del mercado al que pertenece, ya que en este momento
cuenta con la certificación del sistema de gestión de calidad bajo la NTC ISO 9001:2008, así
como de 16 sellos de calidad y 2 sellos de reglamentos técnicos emitidos por el ICONTEC.
Para esto, se realizará la construcción de matrices de aspectos e impactos ambientales en todos
los procesos en la organización; como también las matrices de identificación de riesgos para
diagnosticar, proponer controles y soluciones con base en lo evaluado para alcanzar
eventualmente la integración y certificación de las normas ISO 14001, OHSAS 18000 e ISO
9001.
1.2 Objetivos
1.2.1 Objetivo General
Analizar, diseñar y construir matrices de aspectos e impactos ambientales y matrices
de riesgos que soportarán la integración de los sistemas de gestión basados en las
normas ISO 14001, OHSAS 18001 e ISO 9001 para la empresa de plásticos PVC
GERFOR S.A.
1.2.2 Objetivos específicos
1. Identificar los procesos y actividades relacionadas con la operación de la
organización.

2
2. Identificar y valorar aspectos e impactos ambientales por proceso para la
construcción de matrices ambientales en PVC Gerfor S.A con base a la norma
ISO 14001.
3. Identificar los riesgos asociados a las actividades de la organización para la
construcción de matrices bajo panoramas de riesgo con respecto a la norma
OHSAS 18001.
4. Identificar los impactos significativos para el medio ambiente y así determinar los
controles bajo la metodología ERRRIA.
5. Difundir los resultados en toda la organización para una futura integración de los
Sistemas de gestión en la organización.

3
2. Marco teórico
2.1 Normas OHSAS 18001:2007 Sistemas de Gestión en Seguridad y Salud
Ocupacional
Norma OHSAS 18001:2007, fue desarrollada como respuesta a la urgente demanda de los
clientes por contar con una norma reconocida en Seguridad y Salud Ocupacional, con base en la
cual su sistema de gestión puede ser evaluado y certificado.
OHSAS 18001 ha sido desarrollada de manera que sea compatible con la norma ISO 9001: 2000
( calidad) e ISO 14001 : 2004 ( ambiental ), con el fin de facilitar la integración voluntaria de los
sistemas de gestión de calidad, ambiente, seguridad y salud ocupacional por parte de las
organizaciones.
Las normas OHSAS sobre seguridad y salud ocupacional (S y SO), están previstas para brindar a
las organizaciones los elementos necesarios para un sistema eficaz que se puede integrar a otros
requisitos de gestión y ayudan a las organizaciones a lograr los objetivos de S y SO controlando
los riesgos y mejorando el desempeño.
El éxito del sistema depende del compromiso de todos los niveles y funciones de la organización
y especialmente de la alta dirección. Un sistema de este tipo permite a una organización
desarrollar una política de S y SO, establecer objetivos y procesos para alcanzar los
compromisos de la política, tomar las acciones necesarias para mejorar su desempeño y
demostrar la conformidad del sistema con los requisitos de esta norma OHSAS. El objetivo
global de esta norma es apoyar y promover las buenas prácticas de Seguridad y Salud en los
Trabajadores en equilibrio con las necesidades socioeconómicas y control de los riesgos,
mejorando así el desempeño de la organización.
La gestión de S y SO abarca una gama completa de aspectos, incluidos aquellos con
implicaciones estratégicas y competitivas. La organización puede usar esta demostración de una
implementación exitosa de esta norma OHSAS para asegurar a las partes interesadas que cuenta
con un sistema de gestión de S y SO apropiado.

4
El nivel de detalle y complejidad del sistema de gestión de S y SO, la extensión de la
documentación y los recursos dedicados a él dependen de varios factores tales como el alcance
del sistema, el tamaño de una organización y la naturaleza de sus actividades, productos y
servicios, y la cultura organizacional. Este puede ser el caso particular de las pequeñas y
medianas empresas.
2.2 Normas ISO 14001: 2004 Sistema de Gestión Ambiental
Las normas internacionales sobre gestión ambiental tienen como finalidad proporcionar a las
organizaciones los elementos de un sistema de gestión ambiental (SGA) eficaz que puedan ser
integrados con otros requisitos de gestión y para ayudar a las organizaciones a lograr metas
ambientales y económicas.
La norma ISO 14001 Gestión Ambiental está orientada hacia la prevención y protección de la
contaminación ambiental, en equilibrio con las necesidades socioeconómicas.
El éxito del sistema depende del compromiso de todos los niveles y funciones de la organización
y especialmente de la alta dirección. Un sistema de este tipo permite a la organización desarrollar
una política ambiental y establecer objetivos y procesos para alcanzar los compromisos de la
política, tomar acciones necesarias para mejorar su rendimiento y demostrar la conformidad del
sistema con los requisitos de la norma internacional.
2.3 Ciclo PHVA
Planificar: Establecer los objetivos y procesos necesarios para conseguir resultados de acuerdo
con la política de S y SO de la organización.
Hacer: Implementar los procesos.
Verificar: Realizar el seguimiento y la medición de los procesos con respecto a la política,
objetivos, requisitos legales y otros de S y SO, e informar sobre los resultados.
Actuar: Tomar acciones para mejorar continuamente el desempeño de S y SO. Muchas
organizaciones manejan sus operaciones mediante la aplicación de un sistema de procesos y sus
interacciones, que se puede denominar como "enfoque basado en procesos".

5
La norma ISO 9001 promueve el uso de un enfoque basado en procesos. Ya que la metodología
PHVA se puede aplicar a todos los procesos, es por esto que las Normas OHSAS 18001 e ISO
14001, están basadas en la misma metodología.

6
3. Marco referencial
3.1 Presentación de PVC GERFOR S.A
3.1.1 Conformación legal de la organización
RAZÓN SOCIAL: PVC GERFOR S.A
ACTIVIDAD ECONÓMICA PVC GERFOR: Fabricación, adquisición, exportación,
distribución, importación de toda clase de materiales para la construcción, utensilios para el
hogar y demás accesorios que se puedan elaborar mediante la inyección de PVC material plástico
o fundición en cobre o hierro.
UBICACIÓN DE INSTALACIONES ADMINISTRATIVAS Y OPERATIVAS
Municipio: Cota
Dirección: Autopista Medellín Km. 2, 600 metros vía Cota – Entrada Parcelas
Teléfono: 8776800/20
REPRESENTANTE LEGAL: María Paola Forero Molina
HORARIOS DE TRABAJO
Área administrativa: De 07:00 a 17:15
Área operativa: turnos desde las 06:00 hasta las 14:00, desde las 14:00 hasta las 22:00 y desde
las 22:00 hasta las 06:00 rotativos.
3.2 Reseña histórica
En 1967 nace Gerfor como una compañía dedicada a la comercialización de grifos y válvulas. En
1978 se incluye dentro el sector industrial con la fabricación de grifería plástica. En 1985 amplía
su portafolio de producción con el lanzamiento de la línea PVC Tubosistemas. En 1991 Gerfor
lanza la marca “Inalgrifos” para su línea de grifería plástica y metálica para el hogar, Gerfor en
1993 lanza al mercado su nueva línea de cubiertas plásticas traslúcidas en PVC.

7
Luego de esto, en 1994 realiza innovación en tuberías aligeradas de doble pared, en 1996 lanza la
línea de tubería de polietileno de alta densidad.
El 22 de diciembre de 1998 Gerfor inicia operaciones en Guatemala, en 1999 realiza apertura de
planta en Neiva- Huila/ Colombia, En 2004 da inicio a sus operaciones en Honduras y El
Salvador consolidando su presencia en Centro América. En ese mismo año realiza la apertura de
planta de producción en Barranquilla/ Colombia.
En el 2007 Gerfor se consolida como Líder del mercado del agua en Colombia y unifica sus
plantas de producción en Cota, en el 2010 cambia su imagen corporativa, en ese mismo año
inicia operaciones en Perú.
3.3 Mapa de procesos de la organización
Figura 2: Mapa de procesos PVC GERFOR S.A
Fuente: PVC GERFOR S.A

8
3.4 Productos de la compañía
A continuación se exponen las familias de productos que se fabrican en PVC Gerfor:
Productos de extrusión:
Figura 3: Productos Extrusión

9
Productos Inyección:
Figura 4: Productos Inyección
3.5 Filosofía organizacional
La empresa en este momento cuenta con la certificación en la norma ISO 9001:2008 y dentro de
su filosofía organizacional tiene establecidas la misión, visión y política de calidad.
Misión: Fabricamos y Comercializamos tuberías, accesorios, grifería y cubiertas
plásticas con tecnologías que garantizan la calidad y funcionalidad de nuestros productos,
con precios competitivos, el respeto por el medio ambiente, el desarrollo integral de
nuestro equipo humano, y la completa satisfacción de nuestros clientes; generando así
bienestar, crecimiento, riqueza y rentabilidad para Colombia, accionistas y empleados en
todos los países en que operamos.
Visión: GERFOR, se consolidará en el año 2015 como la empresa colombiana número
uno, líder en la producción y comercialización de tuberías, accesorios, grifería y cubiertas

10
plásticas, en el suministro de soluciones integrales para el mercado del agua, con enfoque
en los segmentos de la construcción, infraestructura y riego.
Política de calidad: Gerfor se encuentra comprometido con la calidad adoptándola como
su filosofía organizacional, la calidad y la eficiencia se encuentran presentes en todas las
actividades desarrolladas para el mejoramiento continuo, en la búsqueda de la plena
satisfacción de nuestros clientes, por medio del enfoque de nuestro personal, al
cumplimiento de los compromisos adquiridos y los requisitos establecidos para sus
productos y servicios.
Pilares estratégicos:
Figura 5: Pilares Estratégicos
1. Modelo de distribución: Gerfor cuenta con socios estratégicos en el cual estos se
encargan de la distribución a ferreterías y a minoristas.
2. Producto: Se centra en la calidad percibida( color, brillo, apariencia)
3. Portafolio: GERFOR quiere que sus clientes encuentren todo lo que necesiten en nuestro
portafolio y no necesiten ir a la competencia para conseguirlo
4. Servicio: Ofrece un acompañamiento constante en toda la experiencia del cliente para
con GERFOR

11
Figura 6: Valor agregado del servicio
5. Marca: El secreto industrial mejor guardado.
6. Eficiencia operativa: Gerfor cuenta con tres plantas de producción ubicadas en
Colombia, Guatemala y Perú, y dos centros de distribución ubicados en Honduras y
Salvador.
3.6 Diagnóstico
Con base en una metodología de observación participativa, se pudo concluir que la empresa PVC
GERFOR S.A, tiene implementado, controlado, actualizado y certificado el Sistema de Gestión
de Calidad. Es importante centrarse en los siguientes aspectos a evaluar para la construcción de
matrices en cuestión:
Áreas a evaluar.
Vertimientos.
Residuos sólidos. .
Identificación de riesgos y aspectos ambientales.
3.7 Áreas a evaluar
PVC Gerfor cuenta con áreas productivas y administrativas para sus operaciones manufactureras,
se tomarán todas las áreas productivas y se seleccionará un grupo de áreas administrativas
pertenecientes al sistema de gestión de calidad para la aplicación de las matrices de aspectos e
impactos ambientales e identificación de riesgos, ya que se quiere lograr el mismo alcance que

12
tiene actualmente el sistema de gestión de calidad que se refleja en el mapa de procesos de la
compañía (Figura 2)
3.7.1 Áreas productivas
1. Cromado.
2. Fundición.
3. Soldadura.
4. Mezclas.
5. Extrusión.
Extrusión Sólida.
Extrusión Supraxial.
Extrusión Corrugada.
Extrusión Perfilada.
Extrusión Teja.
Extrusión Supraflex.
6. Inyección Tubo Sistemas.
7. Curvas y manufacturados.
8. Ensamble.
Metálica.
Plástica.
9. Inyección Grifería.
10. Recuperados.
11. Almacenes.
Materias Primas.

13
Insumos.
Semielaborados.
Producto Terminado.
12. Distribución.
13. Mantenimiento.
Servicios.
Extrusión.
Inyección.
Eléctrico.
14. Moldes
Inyección.
Extrusión.
15. Proyectos.
16. Laboratorio de conformidad.
17. Metrología.
3.7.2 Áreas administrativas
1. Gestión Humana.
2. Compras y Proveedores.
3. Crédito y Cartera.
4. Mercadeo y Ventas.
5. Asistencia Técnica.
6. Innovación y desarrollo.
7. Tecnología de la información.

14
8. Seguridad y Salud en el trabajo.
Consultorio Médico.
Consultorio Odontológico.
9. Gestión Ambiental.
10. Servicios Generales.

15
4. Gestión y clasificación de residuos en PVC Gerfor
Clasificación de residuos:
Peligrosos.
Hospitalarios.
Ordinarios.
Plásticos.
Cartón.
Gerfor cuenta con 18 puntos ecológicos, que se distribuyen en la planta de producción y en las
áreas administrativas.
Para las áreas administrativas los puntos ecológicos son los siguientes:
Figura 7: Punto ecológico oficinas
Fuente: PVC Gerfor
Para las áreas de planta los puntos ecológicos son los siguientes:

16
Figura 8: Punto ecológico Planta
Fuente: PVC Gerfor
4.1 Residuos Peligrosos
Los residuos peligrosos en PVC GERFOR estan identificados con el color rojo o contenedores
de este mismo color para su almancenamiento y posterior disposición.
Dentro de los residuos peligrosos se pueden encontrar:
Envases con sustancias químicas.
Estopa o franela contaminada con sustancias químicas.
Residuos de aceites, lubricantes y sustancias químicas.
Elementos contaminados con sustancias químicas.
Lodos Inorgánicos.
Aguas que contienen sustancias químicas.
Baterías.
Luminaría.
Mangeras, filtros, residuos del mantenimiento.

17
Por medio del proveedor Biolodos se realiza la disposición adecuada de los residuos generados
en la organización cumpliendo con la normatividad vigente.
4.2 Hospitalarios
En PVC GERFOR se encuentran en funcionamiento un consultorio médico y un consultorio
odontológico, por ende se generan residuos hospitalarios que se almacenan y se identifican con
el color rojo.
4.3 Ordinarios
Los residuos ordinarios son generados por el desempeño normal de la empresa, estos residuos se
generan en oficinas, pasillos, áreas comunes, cafeterías, salas de espera, auditorios y en general
en todos los sitios del establecimiento, y esos son identificados con el color verde.
4.4 Plásticos
Como su nombre lo dice, son residuos generados por el desempeño de la empresa de naturaleza
plástica y son identificados con el color azul.
4.5 Cartón
Son todos los residuos que contienen papel o cartón que son identificados con el color gris.

18
5. Matrices de aspectos e impactos ambientales
Para diligenciar correctamente la matriz de aspectos e impactos ambientales por proceso en la
orgnización se elaboró un procedimiento que se evidenciará en el anexo A.
Para todos los procesos de producción se realizó el listado de las actividades que se realizan
dentro de cada área, para poder determinar los aspectos e impactos ambientales asociados.Las
matrices de aspectos e impactos ambientales para todos los procesos se pueden encontrar en el
anexo B.
Además de esto la normatividad asociada a cada impacto ambiental se puede resumir en la
Matriz legal Ambiental que se puede encontrar en el Anexo C.
ÁREAS DE PRODUCCIÓN:
5.1 Cromado
Dentro del proceso se identificaron impactos significativos para con el medio ambiente y se
examinaron qué controles actualmente se estan realizando para mitigar estos impactos, que se
podrán ver detalladamente dentro de las matrices de evaluacion de aspectos el impactos
ambientales:
Etapa de Mordentado:
Agotamiento del agua, contaminación del agua al contacto de los agentes
químicos al realizar la solución de mordentado y enjuague de las piezas.
Contaminación del suelo por vertimiento de desechos y restantes del proceso de
producción deteriorando materiales de concreto o cemento.
Etapa adición al mordentado:
Contaminación del aire por exposición de agentes químicos.
Agotamiento y contaminación del agua por preparación del baño de mordentado.
Etapa activado:
Agotamiento y contaminación del agua en el enjuague de las piezas.
Etapa acelerado:
Agotamiento y contaminación del agua.

19
Etapa níquel químico:
Contaminación del aire por emisiones de sustancias químicas.
Etapa adición al níquel químico:
Contaminación del aire por emisiones de sustancias químicas.
Etapa mantenimiento al tanque del níquel químico
contaminación del aire por exposición a sustancias químicas.
Etapa cobre ácido:
Agotamiento del agua.
Etapa níquel brillante:
Agotamiento y contaminación del agua.
Etapa Cromo:
Contaminación del agua.
Etapa Desplaque de producto no conforme:
Contaminación del agua.
Etapa Desplaque de Gancheras:
Contaminación del aire.
RESULTADO DE CONTROLES DENTRO DE LA METODOLOGÍA ERRIA:
Aguas:
En PVC GERFOR S.A no se realizan vertimientos de agua de ningún tipo, ya por su ubicación
geográfica no cuenta con alcantarillado en la zona donde se encuentra, por producción limpia
reutiliza el toda el agua utilizada en los proceso de producción (exceptuando las aguas
provenientes de cromado) y aguas domésticas residuales.
Para las aguas del área de cromado, se hace disposición mediante la empresa BIOLODOS, la
cual se encarga de realizar la disposición adecuada al agua, ya que esta contiene químicos y
metales pesados que son difíciles de tratar y re utilizar.
Gerfor cuenta con planta de tratamiento de aguas domésticas e industriales donde más adelante
se explicara su funcionamiento.

20
Aire:
Se encuentra en etapa de planeación el proyecto de cambio de extractores en el área, la cual los
estractores tendrán filtros que minimizarán la emisión de sustancias químicas al medio ambiente.
Residuos:
En el área de cromado se generan los siguientes residuos:
Tabla 2
Residuos Cromado
Fuente: Propia
En el área se identifican tres tipos de residuos:
Peligrosos: elementos de protección personal contaminados con sustancias químicas, estopa o
fanela contaminada con sustancias químicas, embases con residuos de sustancias químicas y
agua contaminada proveniente de los baños utilizados durante el proceso, estos se almacenan en
isotanques para los líquidos y para sólidos en bolsas rojas.
Residuos no aprovechables: estos son enviados directamente a escombreras o al relleno
sanitario y no tienen una disposición especial, dentro de ellos se encuentran el barrido que se
identifica en la categoria residuos ordinarios.
Residuos generados durante el
proceso
Aprovechable No aprovechable Peligroso
EPP con sustancias químicas X X
Elementos contaminados X X
Cartón o Papel X
Envolturas plásticas X
Barrido X
Residuos líquidos con
sustancias químicas
X X
Agua contaminada X X

21
Residuos Aprovechables: estos pueden ser reutilizados o reciclados que son cartón o papel
identificados con el color gris y envolturas plásticas identificados por el color azul.
5.2 Fundición
Dentro del proceso de fundición se encontró un impacto significativo al ambiente en una etapa
fundamental de este :
Etapa de fundición y coquillado
Contaminación del aire por exposición de sustancias químicas y liberación de
compuestos al ambiente.
En esta etapa de fundición y coquillado, se encuentra un horno el cual funciona a 400 ºC
realizando aleaciones con Latón, Bronce, Zinc, Cromo, Cobre, Magnesio y Plomo. Al momento
de fundir estos materiales se emíten humos y gases al medio ambiente. En el momento se
encuentra un extractor para que todas las sustancias químicas que están en el aire dentro del
horno de fundición salgan al medio ambiente. Esta operación causa un impacto sgnificativo al
medio ambiente ya que el horno está en funcionamiento las 24 horas del día.
RESULTADO DE CONTROLES DENTRO DE LA METODOLOGÍA ERRIA:
Agua:
El consumo de agua dentro del área es poca, y esta es re utilizada durante todo el proceso, ya que
en PVC GERFOR no realiza ningún tipo de vertimientos de agua, esta es tratada y re utilizada.
Aire:
Dentro de los extractores tienen filtros que controlan la cantidad se sustancias químicas( Material
particulado) al médio ambiente.
Residuos:
En el área se generan los siguentes residuos:

22
- Residuos aprovechables: Dentro de los residuos aprovechables se encuentran la ceniza
de latón, arena de coquilla, óxido de zinc, viruta de cobre, cartón y papel. Estos residuos
se venden ya que por su naturaleza, se pueden reciclar o reutilizar.
- Residuos peligrosos: Arena de grafito, arena de granalla y residuos de lubricantes, estos
residuos tiene un riesgo para el ambiente y para los trabajdores, se disponen
adecuadamente para no generar riesgos.
- Residuos No aprovechables: Residuos que no se pueden utilizar y se disponen
directamente a escombreras.
Tabla 3
Residuos fundicón
Residuos generados Aprovechable No aprovechable Peligroso
Escoria X
Arena de corazones X
Ceniza de latón X
Arena de coquilla X
Arena de grafito X
Óxido de zinc X
Limadura limpia y sucia X
Arena de granalla X X
Viruta de cobre X

23
Residuos de lubricantes X
Estopa contaminada X
Cartón y papel X
Barrido X
Fuente Propia
5.3 Soldaura
El proceso de soldadura está totalmente automatizado y existe un peligro tanto de seguridad y
salud en el trabajo como para el medio ambiente, ya que el proceso porductivo utiliza materia
prima de carácter inflamable lo cual genera un riesgo de explosión, es por esto que su estructura
es de contención a incendios y explosiones mitigando y minimizando el riesgo de explosión.
Por la cantidad de residuos peligrosos que genera el área, impacta significativamente al
ambiente. Los residuos generados son los siguentes:
Tabla 4
Residuos Soldadura
Residuos generados Aprovechable No aprovechable Peligroso
Soldadura plastificada X X
Franela o estopa contaminada X
Vidrios rotos X
Envase hojalata contaminado X X
Bolsas plásticas X

24
Tapa plástica X
Vidrio blanco X
Bigbags dañados X
Zuncho X
Papel X
Barrido X
Sellos de seguridad X
Residuos inflamables
peligrosos
X X
Fuente Propia
RESULTADO DE CONTROLES DENTRO DE LA METODOLOGÍA ERRIA:
Residuos:
Como se puede observar en la Tabla 4, los residuos generados por el proceso son de natruraleza
aprovechables, no aprovechables y peligrosos. En el proceso se genera gran cantidad de reiduos
peligrosos por la utilización de sustancias inflamables.
5.4 Mezclas
Dentro del proceso no hay impactos significativos para con el medio ambiente. A continuación
se analizan los residuos generados:

25
Tabla 5
Residuos mezclas
Residuos generados Aprovechable No aprovechable Peligroso
Isotanques contaminados x x
Franela y material
contaminado
x
Zuncho x
Plástico x
Madera x
Material no conforme que no
puede reprocesar(desecho)
x
Aceites x
Papel con estabilizante x
Metales x
Cartón x
Caucho x
Fuente propia
La mayoria de los residuos generados son aprovechables y re utilizables.
5.5 Extrusión
Dentro del proceso de extrusión hay 6 sub procesos:

26
- Extrusión Supraxial.
- Extrusión Sólida.
- Extrusión Corrugada.
- Extrusión Teja.
- Extrusión Perfilada.
- Extrusión Supraflex.
Sin embargo las actividades para cada una de estas lineas de produccióon son similares y tienen
en común que no existen impatos significativos, los residuos están relacionados en la siguiente
tabla para toda la familia de procesos de extrusión:
Tabla 6
Residuos Familia Extrusión
Residuos generados Aprovechable No aprovechable Peligroso
Barrido X
Plástico( envolturas
plásticas, lonas)
X
Cartón y papel X
Elementos contaminados(
estopa, franela y cartón
contaminado)
X
Isotanques y tanques
vacíos
X X
Lubricantes contaminados X X
Agua residual X
Bigbags no funcionales X

27
Producto no conforme X
Zunchos X
Hidro sellos X
Viruta X
Madera X
Fuente propia
La mayoria de los residuos generados son aprovechables y re utilizables.
Agua:
Las Aguas utlizadas para el proceso de producción en el área de extrusión son re utilizadas y
pasan por un proceso de clorificación disminuyendo la temperatura del agua saliente del proceso
a temperatura ambiente y vuelve para ser utilizado en la refirgeración de los moldes y de la
tubería.
5.6 Curvas y manufacturados
Dentro del proceso curvas y manufacturados existen 4 lineas de producción, donde se utilizan
diferente recursos según las activdades realizadas, por cada linea de producto de realizó una
matriz de aspectos e impactos ambientales, para poder identificar que linea de producto impacta
o no al medio ambiente.
- Accesorios Manufacturados.
- Conduit.
- Curvas- Presión.
- Tuberia Riego.

28
Dentro del proceso y por cada linea de producción no se generan impactos significativos y los
residuos generados no son de gran volumen.
Esta área es muy organizada son concientes del impacto ambiental ocasionado por el proceso de
producción.
Como se ha mencionado PVC GERFOR cuenta con planta de tratamiento de aguas residuales
domesticas e industriales. Por lo tanto no se realiza vertimiento de aguas, y toda el agua es re
utilizada dentro del proceso.
El agua es utilizada en el proceso para refrigerar la maquinaria y estabilizar la temperatura luego
de haber doblado o acampanado el tubo.
Tabla 7
Residuos General curvas y manufacturados
Fuene propia
5.7 Inyección
Dentro del proceso de Inyección se encuentran dos áreas, Inyección tubosistemas ques se
encarga de la fabricación de acesorios para las tuberías e inyección grifería que se encarga de la
fabricación piezas y accesorios para la grifería.
Residuos generados Aprovechable No aprovechable Peligroso
Barrido X
Plástico o lona X
Elementos contaminados:
estopa y franela
X X
Viruta X
Residuos de pegantes,
solventes
X X

29
5.7.1 Inyeción tubosistemas
En el área de inyección tubosistemas cuenta con 34 inyectoras para la fabricación de accesorios
para tubería, y no se encuentran impactos significativos al medio ambiente con respcto a las
actividades realizadas.
Agua:
Las aguas utilizadas en el área para refrigeración de los moldes son reutilizadas y tratadas por la
PTARD que tiene GERFOR en sus instalaciones.
Residuos:
La candidad de residuos que genera el área no es de volumen alto, sin embargo se analizan los
tipos de residuos generados, como se puede observar en la tabla 8
Tabla 8
Residuos Inyección Tubosistemas
Residuos generados Aprovechable No
aprovechable
Peligroso
Barrido x
Plástico( envolturas plásticas, lona) x
Cartón y papel x
Elementos contaminados(estopa,
franela y cartón contaminado)
x
Aceites: lubricantes e hidráulicos
contaminados.
x x
Velas y rebaba x
Contenedores tanques e Isotanques
contaminados
x x

30
Producto no conforme x
Fuente propia
5.7.2 Inyección grifería
En el área de inyección grifería cuenta con 15 inyectoras para la fabricación de piezas y
accesorios para grifería. Al igual que toda la organización las aguas utilizadas para la
refrigeración de los moldes y para la operación de la organización se reutiliza, y esta es tratada
por la planta de tratamiento de aguas ubicada en PVC GERFOR.
En sus actividades no generan impactos significativos al ambiente.
Tabla 9
Residuos Inyección grifería
Residuos generados Aprovechable No
aprovechable
Peligroso
Barrido X
Plástico( envolturas plásticas,
lona)
X
Cartón y papel X
Elementos
contaminados(estopa, franela y
cartón contaminado)
X
Aceites: lubricantes e
hidráulicos contaminados.
X X
Velas y rebaba X
Contenedores tanques e
Isotanques contaminados
X X

31
Producto no conforme X
Fuente propia
La candidad de residuos que genera el área no es de volumen alto, sin embargo se analizan los
tipos de residuos generados, como se puede observar en la tabla 8
5.8 Ensamble
Dentro del área de ensamble se divide por el tipo de material de la grifería, la grifería metálica y
la grifería plástica, que varian sus actividades según el material de la griferia a ensamblar, es por
esto que se realiza una matriz de aspectos e impactos ambientales por cada línea de producción.
Dentro de la linea plástica se encuentran:
- Linea ducha.
- Linea lavamanos.
- Linea Lavaplatos.
- Linea Griferia Sanitario.
En general en el área se generan los siguientes residuos:
Tabla 10
Residuos General Ensamble
Residuos generados Aprovechable No aprovechable Peligroso
Barrido X
Papel-cartón X
Plástico( bolsas plásticas) X
Trapos contaminados X X

32
Espuma X X
Fuente propia
La cantidad de residuos generada en el área es de bajo volumen, más que todo se genera plástico
y cartón que son residuos aprovechables y re utilizables.
El agua utilizada para la realización de pruebas, se reutiliza como todo el agua en la
organización.
5.9 Recuperados
El scrap( producto no conforme) generado de las áreas de Inyección Tubosistemas y Extrusión es
direccionado al área de recuperados, moliendo y pulverizando el material y así devolviéndolo al
proceso para su posterior reutilización.
Es por esto, que el área no genera impactos significativos al ambiente.
Tabla 11
Residuos Recuperados
º Aprovechable No aprovechable Peligroso
Estibas deterioradas X
Bigbags no funcionales X
Cuchillas no funcionales X
Fuente propia
En el área no se generan gran cantidad de residuos y estos no son aprovechables.
5.10 Almacenes
PVC GERFOR cuenta con 4 almacenes dentro de la planta de producción, divididos de la
siguiente forma:

33
Almacén de insumos.
Almacén de semielaborados.
Almacen de producto termiando ( Aduanas y Patios).
5.10.1 Almacenes de insumos y semielaborados
Tabla 12
Residuos Almacenes insumos y semielaborados
Residuos generados Aprovechable No aprovechable Peligroso
Papel y cartón X
Plástico( envolturas plásticas,
lonas)
X
Estibas de madera no
funcionales
X
Marcadores gastados X
Fuente propia
Los almacenes no generan impactos significativos y los residuos generados en su mayor cantidad
son plásticos y cartones.
5.10.2 Almacenes producto terminado
Dentro de los almacenes se generan emisiones ambientales por fuentes móviles, ya que se
utilizan montacargas que funcionan a gas,sin embargo no se genera impactos significativos al
ambiente.
Tabla 13
Residuos Almacenes de producto terminado
Residuos generados Aprovechable No aprovechable Peligroso
Papel y cartón X
Plástico( envolturas plásticas, X

34
lonas)
Estibas de madera no
funcionales
X
Marcadores gastados X
Zunchos X
Fuente propia
5.11 Despachos
El área de despachos genera un impacto significativo al medio ambiente por emisiones de gases,
debido a los vehiculos que transportan la mercancia para los clientes mayoristas. Esta operación
de transporte no lo realiza directamente PVC GERFOR, si no que le proveen este servicio, sin
embar se encuentra dentro de las operaciones de la organización y de los impactos asociados.
Los residuos generados por el área se pueden encontrar en la tabla 14.
Tabla 14
Residuos Despachos
Residuos generados Aprovechable No aprovechable Peligroso
Papel y cartón x
Plásticos( envoltorios plásticos) x
Marcador permanente gastado x
Estibas no funcionales x
Zunchos x
Fuente propia

35
5.12 Mantenimiento
El área de mantenimiento está dividido en 4 sub áreas:
Mantenimiento Extrusión.
Mantenimeinto Inyección.
Mantenimiento Eléctrico.
Mantenimiento de servicios.
Para cada uno de las áreas se realizó matrices de aspectos e impactos ambientales.
5.12.1 Mantenimiento extrusión-inyección-electrico
Dentro de las sub áreas de mantenimiento, se genera un impacto significativo por la cantidad de
residuos generados y por el tipo de disposición que se realiza para los residuos peligrosos, y no
aprovechables.
Tabla 15
Residuos Mantenimiento extrusión, inyección y eléctrico
Residuos generados Aprovechable No
aprovechable
Peligroso
Plástico ( envolturas plásticas) X
Barrido X
Cartón y papel X
Cuchillas de corte, bisagras X
Franela y estopa contaminada X
Latas contaminadas X X

36
Grasas, Aceites X X
Lubricantes X X
Solventes X X
Filtros( mangueras y elementos
contaminados con hidrocarburos)
X X
Partes de maquinaria
descompuestas( piezas metálicas)
X
Madera X
Baterías. X
Agua contaminada. X
Restos de pinturas X X
Correas. X
Fuente propia
5.12.2 Mantenimiento servicios
Mantenimiento servicios no genera impactos significativos al medio ambiente, en la tabla 16 se
podrá observar los residuos generados por el área.
Tabla 16
Residuos Mantenimiento servicios
Residuos generados Aprovechable No aprovechable Peligroso
Cuchillas X

37
Piezas metálicas X
Iluminarias X
grapas X
Plástico ( envolturas
plásticas)
X
Barrido X
Cartón y papel X
Franela y estopa
contaminada
X
Latas contaminadas X X
Aceites X X
Lubricantes X X
Solventes X X
Fuente propia
5.13 Moldes
Dentro de la planta de producción se encuentran moldes para Inyección grifería, Inyección
Tubosistemas y para el área de Extrusión, se realizan matrices de aspectos e impactos
ambientales.

38
El mantenimiento de los moldes y el montaje de estos para las inyectoras y extrusoras son de
gran importancia, ya que dependiendo del estado de este se verá representado en la conformidad
de la tubería, accesorios y grifería.
5.13.1 Moldes inyección
No se generan impactos significativos en el área de moldes de inyección, se generan los
siguientes residuos:
Tabla 17
Residuos Moldes de Inyección
Residuos generados Aprovechable No aprovechable Peligroso
Plástico ( envolturas plásticas) X
Barrido X
Cartón y papel X
Franela y estopa contaminada X
Latas contaminadas X X
Restos de Aceites X X
Restos de Lubricantes X X
Restos de Solventes X X
Viruta X
Cauchos y tapones X

39
Contenedores con residuos de
sustancias químicas
X X
Fuente propia
5.13.2 Moldes extrusión
No se generan impactos significativos dentro del área, los residuos correspondientes se
encuentran en la siguiente tabla:
Tabla 18
Residuos Moldes de extrusión
Residuos generados Aprovechable No
aprovechable
Peligroso
Plástico ( envolturas plásticas) x
Barrido x
Cartón y papel x
Franela y estopa contaminada x x
Latas contaminadas x x
Restos de Aceites x x
Restos de Lubricantes x x
Restos de Solventes x x
Viruta x
Cauchos y tapones x

40
Contenedores con residuos de sustancias
químicas
x x
Fuente Propia
5.14 Taller de proyectos
El área de proyectos en el encargado de realizar todas las herramientas para el mecanizado en
fundición, mantenimiento de moldes de inyección y extrusión y mantenimiento a alguna
maquinaria.
Tabla 19
Residuos Taller de proyectos
Residuos generados Aprovechable No
aprovechable
Peligroso
Barrido X
Envolturas plásticas X
Cartón y Papel X
Estopa , franela y cartón contaminado X X
Envases contaminados con sustancias
químicas o hidrocarburos
X X
Virutas no ferrosas X
Virutas ferrosas X
Lijas desgastadas X
Residuos de: Aceite, gasolina, tiner,
limpiador industrial y aceite dieléctrico
X X

41
Madera X
Zunchos X
Chatarra X
Fuente propia
Los residuos como virutas ferrosas y no ferrosas son aprovechables, estas se venden para ser re
utilizadas así mismo con toda la chatarra metálica.
5.15 Laboratorio de conformidad
El laboratorio de conformidad es el encargado de realizar los ensayos correspondientes a cada
producto para determinar la conformidad o no conformidad de estos. Dentro de los ensayos se
resaltaron los que más realizan y con base en esos se diligenció la matriz de aspectos e impactos
ambientales.
Tabla 20
Residuos Laboratorio de Conformidad
Residuos generados Aprovechable No
aprovechable
Peligroso
Carbonato de sodio X X
Sulfato de sodio X X
Cloruro de sodio X X
Ácido sulfúrico X X
Ácido clorhídrico X X
Ácido acético X X

42
Hidróxido de sodio X X
Ciclohexanona X X
Papelería X
Agua residual X
Recipientes vacíos X X
Papel filtro contaminado X
Materia prima o compuestos sobrantes X X
Materia prima degenerada X
Restos de Agua destilada X
Barrido X
Plástico X
Fuente propia
Para realizar los ensayos se utiliza agua potable, y los residuos generados son muy pocos, en su
mayoría son peligrosos pero estos se generan esporádicamente.
El área no genera impactos significativos para con el medio ambiente.
5.16 Metrología

43
Metrología se encarga de la calibración para todos los equipos de medición que se utiliza en PVC
GERFOR, no generan impactos significativos al ambiente, los residuos generados son los
siguientes:
Tabla 21
Residuos Metrología
Residuos generados Aprovechable No
aprovechable
Peligroso
Varsol X X
Alcohol Industrial X X
Tiner X X
Aceites lubricantes X X
Glicerina X X
Vaselina y grasas X
Estopa contaminada X X
Baterías X
Deshechos metálicos( chatarra de acero o
bronce)
X
Guantes de nitrilo X X

44
Lija X
Papelería X
Fuente propia
Es necesario colocar puntos ecológicos en metrología para que se puedan depositar los residuos
generados.
ÁREAS ADMINISTRATIVAS:
5.17 Gestión humana
Gestión humana por la naturaleza de su proceso genera impacto significativo por la presión de
los recursos naturales ya que se genera un alto consumo de papelería y tóner.
Tabla 22
Residuos Gestión Humana
Residuos generados Aprovechable No
aprovechable
Peligroso
Pape1eria X
Cartón X
Residuos ordinarios X
Tóner X X
Tintas X X
Plásticos X
Luminaria X X
Fuente Propia
Para las demás áreas administrativas no generan impactos significativos, y sus residuos no son en
gran volumen y en la mayoría aprovechables.
5.18 Compras y proveedores
Tabla 23

45
Residuos Compras y Proveedores
Residuos generados Aprovechable No
aprovechable
Peligroso
Papelería y cartón X
Ordinarios X
Plásticos X
Tóner X X
Luminaria X X
Fuente Propia
5.19 Crédito y cartera
Tabla 24
Residuos Crédito y Cartera
Residuos generados Aprovechable No
aprovechable
Peligroso
Papelería X
Tóner X X
Cartón X
Plástico X
Residuos Ordinarios X
Luminaria X
Fuente Propia
5.20 Mercadeo y ventas
Tabla 25
Residuos Mercadeo y Ventas
Residuos generados Aprovechable No
aprovechable
Peligroso
Papelería X
Tóner X X

46
Cartón X
Plástico X
Residuos Ordinarios X
Fuente Propia
5.21 Asistencia técnica
Tabla 26
Residuos Asistencia Técnica
Residuos generados Aprovechable No
aprovechable
Peligroso
Papelería X
Revistas- Catálogos X
Plástico X
Cartón X
Residuos Ordinarios X
Tóner X X
Luminaria X
Fuente Propia
5.22 Tecnología de la información
Tabla 27
Residuos Tecnología de la Información
Residuos generados Aprovechable No
aprovechable
Peligroso
RAEE ( Residuos de aparatos
eléctricos y electrónicos)
X X
Papelería X
Plásticos X
Residuos Ordinarios X
Tóner X X
Fuente Propia

47
Los RAEE están compuestos por equipos informáticos (computadoras (incluyendo unidades
centrales), notebook, monitores, teclados, Mouse); equipos de conectividad (decodificadores,
módems, interruptores, etc.); equipos de impresión (impresoras, copiadoras, etc.); equipos de
telefonía fija y celular (teléfonos, celulares, centrales telefónicas, faxes, avanteles).
5.23 Seguridad y salud en el trabajo
En PVC GERFOR S.A cuenta con un consultorio odontológico y consultorio médico para
atender a todos los colaboradores, es por esto que se analizó los consultorios y se realizó una
matriz para estos.
Tabla 28
Residuos Seguridad y salud en el trabajo
Residuos generados Aprovechable No aprovechable Peligroso Residuo
hospitalario
EPP Contaminados de
Cromado
X X
EPP Contaminados del resto
de la organización
X X
Dotación Contaminada X X
Papelería X
Material Contaminado con
fluidos corporales
X X X
Residuos Ordinarios (
servilletas lavado de manos y
secado instrumental)
X
Gasas X X X
Aplicadores X X X
Algodones X X X
Guantes X X X
Eyectores X X X
Copas de caucho X X X
48
Petos X X X
Jeringas desechables X X X
Tiras de Mirlard X X X
Crápulas de anestesia usadas
y vacías
X X X
Agujas, limas, alambres,
bandas
X X X
Papel Higiénico X X X
Toallas sanitarias X X X
Fuente Propia
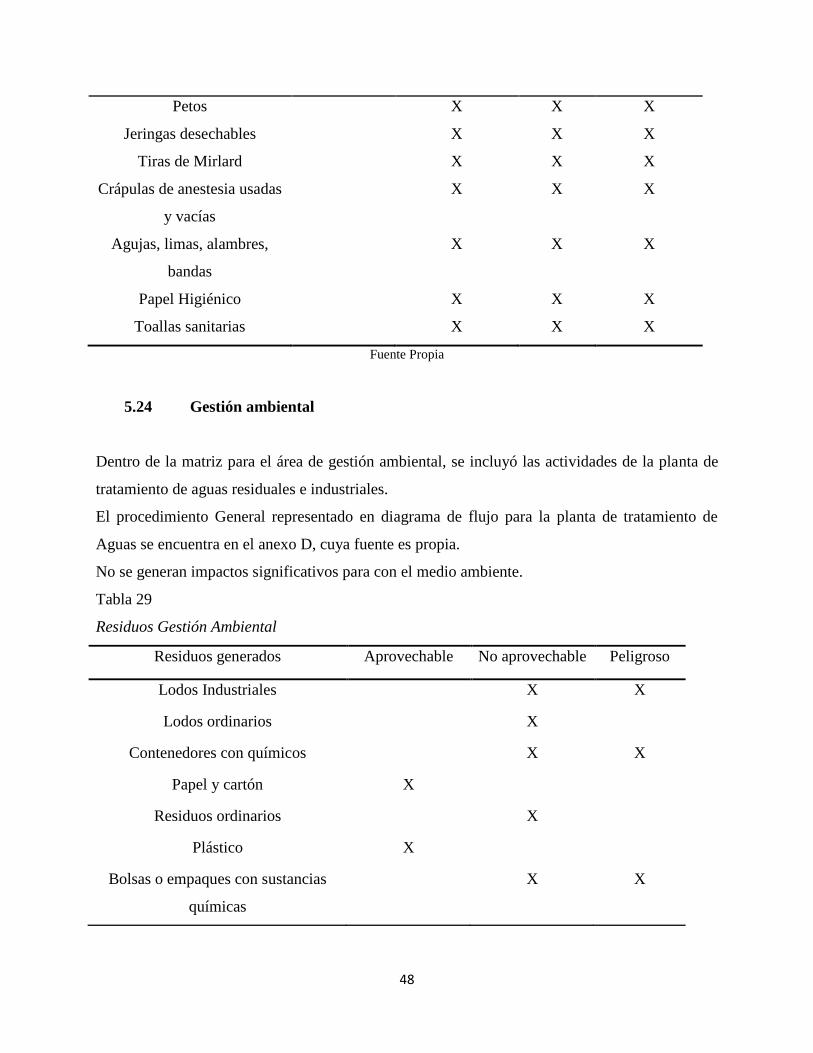
5.24 Gestión ambiental
Dentro de la matriz para el área de gestión ambiental, se incluyó las actividades de la planta de
tratamiento de aguas residuales e industriales.
El procedimiento General representado en diagrama de flujo para la planta de tratamiento de
Aguas se encuentra en el anexo D, cuya fuente es propia.
No se generan impactos significativos para con el medio ambiente.
Tabla 29
Residuos Gestión Ambiental
Residuos generados Aprovechable No aprovechable Peligroso
Lodos Industriales X X
Lodos ordinarios X
Contenedores con químicos X X
Papel y cartón X
Residuos ordinarios X
Plástico X
Bolsas o empaques con sustancias
químicas
X X

49
Agua de regeneración de resinas X
Fuente Propia
5.25 Servicios generales
Dentro de la matriz de servicios generales, se incluyeron los servicios de baños, aseo, cafetín,
jardinería y otros.
Se genera un impacto significativo en el consumo de agua, sin embargo se tiene el control a este
impacto que es la planta de tratamiento de aguas.
Tabla 30
Residuos Servicios Generales
Residuos generados Aprovechable No aprovechable
Residuos de alimentos X
Plástico X
Residuos Ordinarios ( Papel higiénico, toallas
de papel)
X
Aguas residuales X
Envases con sustancias químicas de aseo X
Guantes X
Tapabocas X
Icopor X
Contenedores vacíos de productos de aseo X
Fuente Propia
5.26 Innovación y desarrollo
Tabla 31
Residuos Innovación y desarrollo
Residuos generados Aprovechable No aprovechable Peligroso
Tóner X X

50
Papelería X
Plásticos X
Residuos Ordinarios X
Fuente Propia
5.27 Gestión de mejora
Tabla 32
Residuos Gestión de mejora
Residuos generados Aprovechable No aprovechable Peligroso
tóner X X
Residuos ordinarios X
Papelería X
Plástico X
Fuente Propia

51
6. Matrices de identificación de panoramas de riesgos
Se realizó matrices de identificación de panoramas de riesgos para las áreas productivas y
una para las áreas administrativas, ya que para estas áreas los riesgos a los que están
expuestos son los mismos, por sus actividades permanecen la mayor parte del tiempo en el
escritorio.
El listado de factores de riesgo para cada una de las áreas se encuentra en el anexo E.
En el Anexo G se podrá encontrar las matrices de riesgos para todas las áreas implicadas,
además de esto en el anexo F se encuentra el procedimiento para diligenciar la matriz.
6.1 Cromado
Para el área de cromado se realizaron observaciones y recomendaciones:
Recomendaciones:
- Se necesita re ubicar las canecas de agua para el enjuague del baño de mordentado y
reductor, ya que estas son las que generan mayor reguero de agua
- Cambiar las pasarelas de las diferentes fases de los baños del área, ya que se
encuentran en un estado de deterioro alto y presentan el riesgo de resbalarse.
Observaciones:
La ducha de seguridad para algún tipo de quemadura o irritación en el cuerpo se
encuentra dañada.
Figura 9: Ducha de seguridad
Fuente PVC GERFOR

52
Los tableros que señalan el tiempo para sacar o introducir las gancheras en su mayoría
no los utilizan o están dañas, puede que no se esté cumpliendo el tiempo de proceso.
Figura 10: Tableros sin funcionar
Fuente PVC GERFOR
No se realizan pausas activas y en más de una ocasión los operarios piden este tipo de
actividades.
No hay rotación de personal en las diferentes actividades, a cada operario se le asigna
una actividad y durante todo su turno, realiza la misma actividad ya que están
expuestos a sustancias químicas se debería rotar las actividades del operario.
El jefe del área recomienda el uso adecuado de los elementos de protección,
mantenimiento de los tanques y sobre todo verificar el estado de los elementos que
utilizan antes de su uso por partes de los operarios.
Se realiza exámenes anuales en la orina para identificar el nivel de cromo en ésta.
6.2 Fundición
Recomendaciones y observaciones
Marcar zona de seguridad (Señalización de seguridad y protección en las zonas de
trabajo).
Los operarios se quejan de dolores de espalda, muy probablemente levantan cargas de
manera repetitiva durante la jornada laboral.
Los operarios se encuentran cansados de los ojos por el brillo generado por el horno.
Piden gafas oscuras preferiblemente y un peto completo ya que el traje de protección
se daña muy fácilmente por la actividad realizada.

53
Se recomienda revisar la asignación o idoneidad de los EPP para el cuarto de
separación de residuos del horno, ya que el polvo generado en dicha zona es bastante,
y la medida de control actual es dotar de tapabocas a los operarios, pero dicho por
ellos mismos, no son suficientes y no son los adecuados para dicha labor.
Se recomienda realizar capacitaciones a los operarios diferentes a la inicial, con el fin
que conozcan más sobre el proceso que realizan, las máquinas que utilizan y los
aspectos relevantes de su labor diaria. Además de esto, se requiere generar conciencia
sobre los peligros y riesgos que presenta el proceso, ya que se evidencia cierta
negligencia por parte de los operarios a la hora de utilizar los elementos de protección
Si al levantar alguna canasta, barril o cualquier otro elemento, el peso excede los 25
kg (peso permisible para hombres), se debe utilizar algún equipo para el
levantamiento de la carga o más de un operario para la actividad.
Los operarios se quejan de la frecuencia en que limpian los filtros de los extractores
del área de fundición, ya que no se realiza constantemente y por ende el aire se
encuentra contaminado por los gases y vapores propios del proceso expandiéndose a
las áreas cercanas, provocando malestar a los colaboradores.
6.3 Soldadura
Recomendaciones y Observaciones:
La salida de emergencia es inadecuada para su función, al salir por ella se
encuentra una reja que no permite el libre movimiento por el área. Además, al
exterior de la misma se encuentran elementos de almacenaje de productos para el
proceso de recuperado. Para salir del área enrejada, existe una puerta, la cual se
encuentra cerrada con pasador y candado (el control de las llaves lo tiene el
personal de seguridad), imposibilitando su apertura y por ende obstaculizando
nuevamente la salida de personal. Además del pasador y el candado, hay una
columna ubicada inmediatamente después de la puerta de la reja, impidiendo que
se realice una evacuación rápida del área. Todo esto señala que en vez de actuar
como una salida de emergencia, esta puerta se convierte en una trampa para el
personal, ya que al salir por ella se quedarían encerrados.

54
No hay presencia de extractores de vapores en la zona de los tanques
subterráneos, y los operarios manifiestan que son muy necesarios debido a la gran
concentración de vapores que allí se presenta, sobre todo a la hora del vaciado de
las canecas. Además de esto, a los que se localizan en la zona de envasado no se
les realiza el mantenimiento conforme a la frecuencia establecida.
6.4 Mezclas
Recomendaciones y observaciones:
Los operarios se quejan de la frecuencia en que limpian los filtros de los extractores
del área de fundición, ya que no se realiza constantemente y por ende el aire se
encuentra saturado por los gases y vapores propios del proceso.
Los operarios de pesaje de masterbatch recomiendan que sea implementado un
mueble con cajones para depositar los aditivos utilizados en el proceso, en vez de
trabajar con los bultos en que vienen almacenados, ya que de esta manera se agilizaría
y facilitaría en gran medida el trabajo realizado.
Los operarios manifiestan que las zonas de acceso al sótano presentan riesgo de caída,
ya que no hay barreras que impidan esto, además de haber huecos en el piso sin
ninguna cubierta.
En el almacenamiento de compuestos en big bags, para evitar que estos se caigan, se
utilizan unas barreras de contención metálicas, las cuales no están aptas para dicho
fin, ya que muchas de estas barreras se encuentran amarradas con suncho a pesar que
tienen huecos para ensamblarlas mediante tornillos. Además, hay algunas que no se
encuentran ancladas al piso.
En la plataforma de los turbo mezcladores, no es suficiente la cantidad de extractores
de aire para mantener en condiciones adecuadas el ambiente de trabajo. Esto también
es manifestado por los operarios de la zona. De igual manera en la descarga de la
mezcla de silos a big bag, son los dos procesos donde se genera mayor polución de
material particulado.

55
6.5 Extrusión
Para el área de extrusión se realizó una matriz de riesgos general para el área.
Recomendaciones y observaciones:
El peso de la tolva es de 183 Kg cuando está vacía y 700-800Kg cuando está llena;
sin embargo depende de la cantidad a producir; esto es transportado por el operario
auxiliar de mezclas
Se recomienda extrema precaución a la hora de limpiar las cuchillas de corte de la
máquina cortadora, ya que pueden presentarse cortaduras y quemaduras por los
elementos involucrados.
Se recomienda ubicar mejor las diferentes máquinas, en algunas de ellas hay
obstrucción del paso, siendo esto incómodo para los trabajadores y posibles
accidentes.
6.6 Curvas y manufacturados
Recomendaciones y observaciones:
Se recomienda tener extrema precaución a la hora de manipular la sierra radial, ya
que esta no tiene una parada de emergencia.
Se recomienda tener extrema precaución con el horno radios grandes, no tiene parada
de emergencia.
Se recomienda manipular con guantes de temperatura los tramos de tubo que salen del
horno, ya que se pueden presentar quemaduras.
Se recomienda cubrir área de formado de codo para evitar derrames y desperdicio de
agua, ya que salpica agua por parrilla angosta, generando peligro de pisos mojados.
6.7 Inyección
El área de Inyección está conformada por Inyección Grifería e Inyección Tubosistemas.

56
6.7.1 Inyección Tubosistemas
Recomendaciones y observaciones:
Se recomienda mejorar la iluminación de esta área en especial la zona del centro,
varios operarios y supervisores se han quejado de improductividad en las noches,
piezas no conformes, quejas de salud en los operarios, es de vital importancia realizar
limpieza y mantenimientos a las luces y si es posible, en las noche ubicar lámparas
cerca al puesto de trabajo del operario para una mejor iluminación.
Se recomienda ubicar mejor el depósito de producto terminado (altura) de la parte
inferior de las inyectoras, los ayudantes tienen que inclinarse para recoger productos,
genera problemas en la espalda y la silla no es la adecuada, expresado por los
operarios.
Figura 11: Posición operario
Fuente PVC GERFOR
Ya que el uso de cuchillo, tijeras, bisturís es peligroso, se recomienda tener cuidado
con el uso de estos elementos, ya han ocurrido accidentes como cortadas, chuzadas
entre otros, de igual forma en algunas ocasiones estos cuchillos no se encuentran con
el filo adecuado generando una exigencia física mayor por parte del operario.
Velas muy gruesas que al cortarla genera trauma en las manos, muñeca y antebrazo.
Máquinas de mano pesadas.

57
Figura 12: Máquina caladora
Fuente Propia
El área de inyección queda al lado del área de mezclas, cuando se hace descargas del
masterbatch se presenta mucha polución en el área igual para el área de Moldes de
inyección y los trabajadores presentan problemas de dolor de garganta y
contaminación en los ojos por este motivo. Actualmente no utilizan ningún tipo de
protección para este tema.
6.7.2 Inyección grifería
Recomendaciones y observaciones:
Operarios recomiendan que la intensidad de luz en las noches sea mayor, en las piezas
de cromado depende de la luz para ver si esta rayadas o dañadas, si no se cuenta con
buena luz no se puede ver bien la pieza.
En el área de pesaje o bascula de inyección, el operario debe levantar en promedio 10
cajas por turno y cada una de ellas con un peso promedio de 35 Kg, se recomienda
que se disminuya este peso al establecido (25Kgr) o levantar la carga entre 2
operarios, puesto que puede generar traumas y accidentes ya que a la hora de levantar
estas canastas y formar 4 o 5 pisos se genera un riesgo para el operario.
se recomienda extremo cuidado a la hora de abrir compuerta e introducir las manos
dentro de los moldes para introducir machos de la pieza, puede haber atrapamiento
aunque sirva el sistema de parado de emergencia.

58
Existen moldes automáticos, semi automáticos y manuales, para los moldes semi
automáticos y manuales el operario debe introducir sus manos en la inyectora y en el
molde para retirar la pieza de este, se pueden ocasionar accidentes por este motivo.
6.8 Ensamble
Recomendaciones y observaciones:
Cuando se utiliza el pegante Tolueno, este tiene un fuerte olor y emite vapores, las
colaboradoras que están contacto directo con el tolueno tienen la mascarilla adecuada
para los vapores, sin embargo las demás colaboradoras no están en contacto directo
pero si muy cerca del tolueno y absorben los vapores. Cuando se utilice el tolueno lo
recomendable es que todas las colaboradoras utilicen la mascarilla.
6.9 Recuperados
Recomendaciones y observaciones:
Los operarios están expuestos a polución del material al pulverizarlo y no utilizan
tapabocas u otro elemento de protección personal.
6.10 Almacenes
Recomendaciones y observaciones:
El vidrio del sistema de riesgos contra incendios está roto, se sugiere poner extintor.
Se recomienda la compra de otro estibador eléctrico, la disponibilidad del único que
hay es baja ya que lo utilizan los almacenes de repuestos y semielaborados, se pierde
tiempo esperando o transportando este estibador, de igual forma al cargar este equipo
se transporta la batería y se pierde tiempo.
Se recomienda no exceder los límites permisibles de almacenamiento, hasta tres
torres de estibas de altura. Puede haber riesgo de desplome.
6.11 Despachos

59
Recomendaciones y observaciones:
Se recomienda tener cuidado con el levantamiento de cargas en el cargue a vehículos,
se está excediendo el peso máximo permisible de 25 Kg por hombre.
Se recomienda realizar mantenimiento a la rueda de los carros, algunos ya están
deteriorados y los operarios realizan excesos de fuerza al empujar.
6.12 Mantenimiento
Recomendaciones y observaciones:
Se recomienda el uso de careta en la operación de corte cuando la viruta salta por la
velocidad del torno.
Cuando los colaboradores están soldando, no usan careta, es indispensable el uso de
esta. Se recomienda capacitación para los trabajadores.
6.13 Moldes
6.13.1 Moldes de inyección grifería
Recomendaciones y observaciones:
Tener cuidado con la manipulación de la viruta en el torno, y así mismo de la viruta
que salta en dirección a la cara.
6.13.2 Moldes inyección Tubosistemas
Recomendaciones y observaciones:
El área queda al lado del área de mezclas, cuando se hace descargas del masterbatch
se presenta mucha polución en el área y los trabajadores presentan problemas de dolor
de garganta y contaminación en los ojos por este motivo, y estos no utilizan ningún
tipo de protección para este tema.

60
6.13.3 Moldes de extrusión
Recomendaciones y observaciones:
Se recomienda la utilización de escaleras, andamios u otro medio para trabajar
cómodamente a la altura deseada. Los operarios se suben encima de la maquinaria
para la manipulación de los moldes y esta zona es caliente.
Se recomienda la dotación de linternas para esta área, es necesaria para el alistamiento
del molde.
6.14 Taller de proyectos
Recomendaciones y observaciones:
Tener extrema precaución en el uso de los torno, fresas ya que tienen alto riesgo de
machucones o de lesiones a los trabajadores.
6.15 Laboratorio de conformidad
Se realizó la matriz de riesgos con los ensayos más relevantes en el laboratorio de
conformidad.
6.16 Metrología
Recomendaciones y observaciones:
Mejor iluminación y ventilación ya que se utilizan químicos y estos quedan en el
ambiente.
6.17 Áreas administrativas
Recomendaciones y observaciones:

61
Realizar pausas activas todos los días, ayudará al colaborador a ejercitar su cuerpo, ya
que permanece todo el día en el escritorio.

62
7. Conclusiones
Según los impactos ambientales identificados para cada proceso de la organización, se deben
tomar medidas para mitigar el impacto ambiental, según recursos y disposición de la alta
dirección.
En el momento el departamento de Gestión Ambiental no está creado y registrado en la CAR
(Corporación Autónoma Regional), esto le permitirá a la organización demostrar que se está
comprometida con acciones para producción limpia y así poder aplicar a beneficios tributarios.
Con la realización de las matrices de evaluación de aspectos e impactos ambientales se obtiene
una base para el diagnóstico de la organización y continuar con el proceso para la
implementación del SGA en PVC GERFOR.
Luego de la identificación de riesgos, es necesario emprender la fase de valoración de cada uno
de estos y así determinar el grado de afectación para el colaborador, pero esta decisión la realiza
la alta dirección según su disposición. Igualmente, estas matrices de identificación de panoramas
de riesgos son la base para el diagnóstico en temas de seguridad y salud en el trabajo, ya que por
normatividad todas las empresas deben contar con un sistema de gestión de seguridad y salud en
el trabajo a más tardar en julio del presente año para las de 10 trabajadores hasta 200 y en enero
de 2017 para las de más de 201 trabajadores, según el Decreto 171 del 1° de febrero de 2016.
Luego de la construcción de las natrices de riesgos y de aspectos e impactos ambientales, se
realizó la socialización de cada matriz con el dueño de proceso, identificando mejoras y
correcciones a las matrices.
Finalmente, se espera que con base al trabajo presentado se continúe con el proceso de
integración de los sistemas de gestión (Calidad ISO 9001, Ambiental ISO 14001 y OHSAS
18001).

63
Bibliografía
Tejada Hugo (2001), Modelo de un sistema integrado de gestión para la subdirección redes de transmisión energía Enfocado en las normas ISO 9001, ISO 14001 y OSHAS 18001. García Gutiérrez, D. M. (2008). Cambios en la Gestión de la Pyme originados por la implantación de sistemas de calidad: Estudio empírico. Universidad de Cádiz. Gonzáles Gonzáles, A., & Gonzáles Rodríguez, R. A. (2008). Diseño de un sistema de Gestión del a calidad con un enfoque de Ingeniería de la calidad. Industrial, XXIX (3). ISO. (2008). Norma Internacional ISO 9001: Sistemas de gestión de la Calidad. Requisitos. Suiza. San salvador Selles, M. E. (2008). La gestión de la calidad total en la Pyme a partir de los sistemas ISO 9001. ICE, 157-170. B.S. Sosa, R.B. Banda-Noriega y E.M. Guerrero (2012) Industrias de fundición: aspectos ambientales e indicadores de condición ambiental. Revista de metalurgia. Argentina. Garzón Héctor, Suarez Guillermo. (2013). Estrategias para integrar sistemas de gestión. INLAC Quintero Oscar. Salchis Adrián (2007). Gestión ambiental para una producción más limpia en la Región centro de argentina. Diagnóstico ambiental e identificación de oportunidades de mejora. Fundación libertad. Pérez Alicia, Roig Mercedes (2006). Cuaderno de impactos ambientales y buenas prácticas en el puesto de trabajo en el sector mecanizado. AIMME. Fundación Biodiversidad, Fondo social Europeo. Miguel Ángel Carmona Calvo (2008). La integración de sistemas de gestión normalizados sobre la base de los procesos. Centro Andaluz. Instituto de desarrollo Urbano. Alcaldía Mayor de Bogotá (2011). Matriz de identificación de aspectos ambientales del instituto de desarrollo urbano. CORPONOR (2011). Identificación y determinación de significancia de aspectos e impactos ambientales. Campillo Torres Irma. (2010). Sistema de gestión integral de documentos de archivo para empresas de la construcción del territorio de Camagüey. Granada. Universidad de Granada. Universidad de la Habana. Pinzón Tatiana. Bedoya Claudia. (2013) Diseño de un Manual para la implementación de un Sistema Integrado de Gestión bajo los requisitos de las normas NTC-ISO 9001:2008, NTC- ISO 14001:2004, NTCISO 18001:2007 y 17025:2005 para el Laboratorio de Toxicología del Instituto Nacional de Medicina Legal y Ciencias Forenses Regional Noroccidente. Universidad Pontificia Bolivariana. Medellín. Huayameve Elizabeth. (2013) Modelo para la implementación de un sistema integrado de gestión en calidad, seguridad y salud ocupacional en la división de pilotaje de una empresa constructora. Guayaquil. Universidad Politécnica Salesiana.

64
Hernández Andrea. Gutiérrez Lorena. (2008) Diseño del sistema de gestión integral basado en la ISO 14001 y OHSAS 18001 para el centro de orientación juvenil Luis amigó (cajicá, Cundinamarca). Universidad de la Salle. Bogotá D.C Quintero Martha. (2011). Gestión sostenible integral: la responsabilidad social empresarial en la integración de los sistemas de gestión. Universidad Politécnica de Valencia. Osorio Jackeline. Arbeláez Anabelle. (2005) Integración de sistemas de gestión de la calidad en salud y el sistema único de acreditación en la clínica CES de la ciudad de Medellín. Universidad de Antioquia. Montoya Luz. (2010) Gestión de sistemas de integración empresarial desde una perspectiva biológica. Universidad Nacional de Colombia. Bogotá D.C GARCÍA B., Antonio. “El sistema de gestión integral de prevención de riesgos laborales en Alta Gestión”. En: Revista Capital Humano. Vol. 15, No. 158, septiembre de 2002. ps. 42-44. ICONTEC. “Normas y documentos de apoyo para la implementación, mantenimiento y mejora de los sistemas de gestión ambiental”, Norma NTC- ISO 14001:2004, año 2005. 3 p. LÓPEZ CARRIZOSA, Manuel. “ISO 9000 y la planificación de la calidad”. Bogotá- Colombia: Editorial Icontec, 2004. ps. 33 – 35. RUBIO ROMERO, Juan Carlos. “Gestión de la prevención de riesgos laborales”. 1ª edición. Editorial Díaz de Santos, 2002. Ps. 75, 168, 171-174, 176-179. Liviano, A., & Molina, W. (2014). Diseño del modelo de sistema integrado de gestión para Informática Documental S.A. Bogotá: Escuela Colombiana de Ingeniería Julio Garavito. Molina, D., & Briñez, R. (2014). Diseño del sistema integrado de Gestión con base en las normas ISO 9001:2008, ISO 14001:2004 y OHSAS 18001:007 para la empresa Well Loggin S.A.S. Bogotá D.C.: Escuela Colombiana de Ingeniería Julio Garavito. WELL LOGGING S.A.S. (15 de Abril de 2015). WELL LOGGING. Obtenido de http://www.wlogging.com/

ANEXO A: PROCEDIMIENTO PARA
DILIGENCIAR LA MATRIZ DE ASPECTOS
E IMPACTOS AMBIENTALES

Procedimiento Identificación de A&I Ambientales
CÓDIGO:
Versión: 01
IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
CONTENIDO
1. OBJETIVO 2. DEFINICIONES 3. PROCEDIMIENTO 4. DIAGRAMA DE FLUJO 5. ANEXOS

Procedimiento Identificación de A&I Ambientales
CÓDIGO:
Versión: 01
1. OBJETIVO: Establecer el procedimiento que se debe seguir para identificar y evaluar los aspectos e impactos ambientales que se presenten, y así, determinar cuales son aquellos que realizan un impacto significativo en el ambiente y priorizar las acciones para controlarlo dentro del marco de los sistemas de Gestión ambiental. 2. DEFINICIONES:
Ambiente: Entorno en el cual ocurren las interrelaciones entre las actividades de la organización con los recursos naturales y los seres humanos. Aspecto ambiental: Elemento de las actividades, productos o servicios de una organización que puede interactuar con el medio ambiente. Impacto ambiental: Cualquier cambio en el medio ambiente, ya sea adverso o beneficioso, como resultado total o parcial de los aspectos ambientales de una organización. Sistema de Gestión Ambiental: Parte de un sistema de gestión de una organización empleada para desarrollar e implementar su política ambiental, como las ha expresado formalmente la alta dirección. Política Ambiental: intenciones y dirección generales de una organización relacionadas con su desempeño ambiental, como lo ha expresado formalmente la alta dirección. Proceso: Conjunto de etapas mutuamente relacionadas o que interactúan, las cuales transforman elementos de entrada en resultados. Etapa: Es una parte del proceso, conformada por actividades comunes Actividad: Es un conjunto mínimo de tareas, capaz de producir un resultado coherente, con el propósito de la etapa, a la cual pertenece. Los aspectos y peligros se deben identificar en estas actividades. Tarea: Es la acción más pequeña que se realiza dentro de una actividad y generalmente está a cargo de un individuo o grupos pequeños. Es aquí, donde los incidentes y accidentes de trabajo están latentes y se desarrollan. Condición rutinaria (normal): la que acompaña habitualmente al curso de la actividad. No rutinaria (anormal): la que no es habitual. Condición de emergencia: situación inesperada que ponga en peligro la vida de las personas, bienes o instalaciones) o genere un impacto irreversible al medio ambiente. Severidad del impacto: Es el nivel esperado de las consecuencias por la presencia del aspecto, o materialización del impacto, medido en extensión del daño, pérdidas económicas y número o tipo de lesiones. Control: Son todas aquellas acciones que garantizan la prevención y/o minimización del impacto al medio ambiente derivado de las operaciones que realiza la empresa.

Procedimiento Identificación de A&I Ambientales
CÓDIGO:
Versión: 01
Legislación aplicable: Conjunto de normas externas o procedimientos internos que regulan o aplican a cada proceso de la organización. Son parámetros que debe cumplir la organización para estar acorde con lo ordenado por la legislación Corporativa, Nacional o Local en lo referente a tema ambiental.
3. PROCEDIMIENTO: Etapa: Escriba la etapa o área geográfica del proceso productivo evaluada. Actividades: Describa la actividad de la etapa evaluada. Condición de operación: Determine si es una operación rutinaria, no rutinaria o de emergencia. Aspectos: Identifique los aspectos ambientales de la actividad que pretende evaluar. Impactos: Identifique el impacto ambiental que genera la actividad (aspecto ambiental) que pretende evaluar. Identifíquelo como “Contaminación” y refiéralo al medio que pueda contaminar (agua, aire, suelo y visual). Determine si el impacto causado es de orden ambiental u Organizacional. CRITERIO DE CALIFICACIÓN: Califique los criterios según su naturaleza y ponderación. Tipo de impacto: Indica el efecto perjudicial de las diferentes actividades realizadas en la empresa que puedan tener un impacto positivo o negativo en el ambiente.
Positivo: Cuando el impacto genera efectos positivos sobre el ambiente se califica con 0
Negativo: cuando el impacto tiene efectos negativos en el ambiente se califica con 1
Acción: Es la manifestación de la actividad que genera el impacto sobre el ambiente como consecuencia de una acción determinada expresando la relación causa y efecto.
Directa: es el impacto directo que se presenta sobre el medio ambiente producto de la actividad de la empresa. Calificación 1
Indirecta: impacto indirecto sobre el ambiente pero que no se relacionan directamente con las actividades de la empresa. Calificación 2
Sensibilidad Pública: Indica si el impacto tiene una afectación a la comunidad aledaña donde se realiza la actividad.
Si: Afectación directa del impacto en una comunidad aledaña. Calificación 1
No: No tiene afectación directa en alguna comunidad aledaña. Calificación 0
Alcance: Son los límites geográficos hasta los cuales interviene el impacto sobre el ambiente.
Local: El alcance del impacto no trasciende los límites distritales o municipales. Calificación 1

Procedimiento Identificación de A&I Ambientales
CÓDIGO:
Versión: 01
Zonal: El alcance del impacto no trasciende los límites regionales. Calificación 2
Global: El alcance del impacto no trasciende los límites nacionales. Calificación 3
Legislación aplicable: Existencia de leyes locales, nacionales o tratados internacionales que se refieran al tipo de impacto o elemento afectado.
Cumplimiento legislación: Existe legislación aplicable para reducir el impacto y la empresa la cumple. Calificación: 0
Cumplimiento parcial: Existe legislación aplicable para reducir el impacto y la empresa cumple parcialmente con esta. Calificación: 1
No cumplimiento: No existe legislación para reducir el impacto o la empresa no cumple. Calificación: 2
Severidad: Representa el grado de incidencia de la impacto sobre el ambiente.
Muy alta: El impacto generado ocasiona daños graves en el ambiente. Calificación 4.
Media: El impacto generado ocasiona considerables pero no graves en el ambiente. Calificación 3
Moderada: El impacto generado ocasiona efectos en el ambiente pero no con gran severidad Calificación 2
Baja: No ocasiona daños graves en el ambiente Calificación 1 Frecuencia: Número de veces estimadas que ocurre el impacto.
Mensual: el impacto se presenta una o dos veces al mes. Calificación 0
Semana: el impacto se presenta cada semana
Un turno al día: el impacto se presenta sólo en un turno al día
Dos o más turnos: el impacto se presenta en dos o 3 turnos que se trabajan en la organización.
Duración: Refleja el tiempo en que dura el impacto en el ambiente.
Permanente: El impacto permanece en el ambiente.
Intermitente: El impacto no es constante en el ambiente.
Esporádico: su permanencia el ambiente es inusual.
No ha ocurrido: no se presenta impactos. RANGO DE CALIFICACIÓN:
Significativo: Un impacto se considera significativo, cuando la sumatoria de la evaluación realizada de los criterios es mayor o igual a 15 puntos.
No significativo: Se considera no significativo cuando esa sumatoria se encuentra en el rango de 0 a 14 puntos.
CONTROL MEDIANTE LA TECNOLOGÍA ERRRIA: De acuerdo a los aspectos identificados y valorados, se determinan los controles que se deben contemplar para la mitigación de los mismos según la siguiente clasificación de la metodología ERRRIA: E: Eliminar (Verificar si el impacto o la actividad que lo genera se puede eliminar).

Procedimiento Identificación de A&I Ambientales
CÓDIGO:
Versión: 01
R: Reducir (Verificar si el impacto o la actividad que lo genera se puede Reducir). R: Reutilizar (Verificar si en el impacto o la actividad que lo genera se pueden realizar actividades de reutilización). R: Reciclar (Verificar si en el impacto o la actividad que lo genera se pueden realizar actividades de reciclaje) I: Controles de ingeniería (Verificar si en el impacto o la actividad que lo genera se pueden realizar adecuaciones o modificaciones a las máquinas o equipos con el fin de mitigar el impacto) A: Advertencias o Controles administrativos o ambos. (Verificar si en el impacto o la actividad que lo genera se pueden realizar capacitaciones, señalización, campañas, entre otros, con el fin de mitigar el impacto) Recomendaciones: Escriba las recomendaciones que debe tener en cuenta la organización. Para le manejo y control adecuado de los impactos ambientales. Aspectos significativos: Determine que aspectos ambientales identificados generan un impacto significativo al ambiente según la ponderación utilizada, dándole priorización a estos. 4. DIAGRAMA DE FLUJO

Procedimiento Identificación de A&I Ambientales
CÓDIGO:
Versión: 01

Procedimiento Identificación de A&I Ambientales
CÓDIGO:
Versión: 01
5. ANEXOS No aplica

ANEXO B: MATRICES DE ASPECTOS E
IMPACTOS AMBIENTALES

CROMADO
PAOLA ORTEGA
REINA ENIT ALAYON-LUIS ANTONIO MONRROY
1Revisión que las cantidades concuerden con lo estipulado en el sistema y organización del producto en cajas contra la pared,
Normal
2Revisión de producto a transformar, y el traslado de las gancheras hasta la zona de enganche inicial. Normal
Resolución 909 del 2008, Art 4Resolución 6982 del 2011, art 3Decreto 948 1995, Arti 3,5, 73
Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
Decreto 3930 2010, Cap II, Art 7
NormalDecreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28Reslución 1362 de 1986, art 2,4,5Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27Resolución 1402 de 2007, art 4
6 Traslada lado de las gancheras hacia la zona de reductor.Normal
presión sobre los recursos naturales
Resolución 909 del 2008, Art 4
Resolución 6982 del 2011, art 3
8Preparación de la solución de ácido crómico (al 99.85%) en agua des ionizada caliente (800ml de agua/ Kg. de ácido crómico). Decreto 948 1995, Arti 3,5, 73
Decreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28
Reslución 1362 de 1986, art 2,4,5Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27Resolución 1402 de 2007, art 4
Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
Decreto 3930 2010, Cap II, Art 7
11medición y adición del tensoactivo a sobre la superficie del baño de mordentado
Presión sobre los recursos naturales
Normal Presión sobre los recursos naturales
Normal Decreto1534 de 1984, Art 20,21Contratro 402--39 2014
Decreto 3930 2010, Cap II, Art 7
Decreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28
Reslución 1362 de 1986, art 2,4,5
Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27
14 Traslado de gancheras hacia la zona de activado. Normal Resolución 1402 de 2007, art 4
Normal Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
Decreto 3930 2010, Cap II, Art 7
NormalPresión sobre los recursos naturales.
Agotamiento y contaminación del agua por preparación del baño de mordentado
Adición del ácido crómico y ácido sulfúrico al tanque de mordentado
Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague.
A normal
Normal
9Dilución del ácido sulfúrico al 50% con agua des ionizada caliente, adicionando el ácido sobre el agua lentamente. Dejar enfriar
Pesado del ácido crómico que se requiera y transporte hacia la campana extractora del mordentado.
Contaminación del suelo por vertimiento de desechos y restantes del proceso de producción deteriorando materiales de
concreto o cemento
5Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague.
4 Sacar gancheras del mordentado y sacudirlas. Normal
Agotamiento del agua, contaminación del agua al contacto de los agentes químicos para la solución de mordentado y enjuague de las piezas.
A
Contaminación del suelo por vertimientos de desechos de baño de mordentado y
agua contaminada.
A
Contaminación del aire por presencia de agentes químicos
Baño de Ácido clorhídrico y Neutracel 38 a 40 °C.
AMBIEN
TAL:A / OCUPA
CIO
NAL: O
IMPACTO
Emisiones de ácido sulfúrico, Ácido crómico y materiales tensoactivos.
Consumo de agua para la preparación del baño del
mordentado, y para el enjuague con manguera de las piezas.
Vertimientos de desechos de la solución de mordentado y
enjuagues. Utilización de materias primas. Consumo de energía.
Consumo de aire
ASPECTO LEGISLACIÓN APLICABLE
Utilización de Insumos: gancheras
Contaminación y agotamiento del agua en la preparación del baño reductor.
Presión sobre los recursos naturales O
Utilización de materia prima, Consumo de agua, Consumo de energía. vertimientos de desechos
liquidos. Utilización de aire
Consumo de agua para la preparación del baño de
mordentado, utilización de agentes químicos en diferentes
composiciones. Emisiones de ácido crómico y sulfúrico. Utilización de
energía para la campana extractora.
Contaminación del suelo por vertimientos de agua contaminada y de agentes
químicos peligrosos
Contaminación del aire por exposición de agentes químicos.
Agotamiento y contaminación del agua en el enjuague de las piezas
A
A
7
10
Baño de Ácido crómico, tensoactivo, ácido sulfúrico y agua des ionizada a 70 °C.
Consumo de agua para la preparación del baño reductor, utilización de agentes químicos.
Baño de Ácido clorhídrico y Neutracel 38 a 40 °C.
Pre-electrolítico
Mordentado
13
3
Adición al tanque reductor
MATERIAS PRIMAS
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
Baño de Ácido crómico, tensoactivo, ácido sulfúrico y agua des ionizada a 70 °C.
Productos de ABS sin acabado.
Normal
Recepción de piezas en ABS
Enganche inicial
ETAPA
Adición al tanque de mordentado
ACTIVIDAD
Sumergir las gancheras en el mordentado durante 10 minutos.
Medición y elaboración de ácido clorhídrico (al 37%) obre el baño reductor15
PROCESO
ELABORADO POR
REVISADA POR
Reductor
Sumergir gancheras en el reductor durante 3 minutos.12
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES

AMBIEN
TAL:A / OCUPA
CIO
NAL: O
IMPACTOASPECTO LEGISLACIÓN APLICABLEMATERIAS PRIMAS
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
ETAPA ACTIVIDAD
16 Sumergir gancheras en el activado durante 3 minutos. Normal Decreto1534 de 1984, Art 20,21
17 Sacar gancheras del activado y sacudirlas.
Normal
Contratro 402--39 2014
18 Introducción de las gancheras al baño y a los 2 tanques de enjuague.Normal
Decreto 3930 2010, Cap II, Art 7
19 Traslado de gancheras hacia la zona de acelerado.Normal
Presión sobre los recursos naturales.
Normal Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
Decreto 3930 2010, Cap II, Art 7
21Medición de la cantidad de paladio que se requiera en una probeta plástica y adicionar al baño .
Normal
Presión sobre los recursos naturales.
22 Sumergir gancheras en el acelerado durante 3 minutos. Normal Decreto1534 de 1984, Art 20,21Contratro 402--39 2014
23 Sacar gancheras del acelerado y sacudirlas. Normal Decreto 3930 2010, Cap II, Art 7
Decreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28
Reslución 1362 de 1986, art 2,4,5Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27Resolución 1402 de 2007, art 4
25 Traslado de gancheras hacia la zona de níquel químico.Normal
Presión sobre los recursos naturales
Normal Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
NormalDecreto 3930 2010, Cap II, Art 7
Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
Decreto 3930 2010, Cap II, Art 7
Decreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28Reslución 1362 de 1986, art 2,4,5Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27Resolución 1402 de 2007, art 4
29 Lavado de las bolsas de tela y devolver la solución, filtrándola nuevamenteCarga al relleno sanitario por desechos
sólidos.Normal Resolución 909 del 2008, Art 4
Normal Resolución 6982 del 2011, art 3
Decreto 948 1995, Arti 3,5, 73
Decreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28
Reslución 1362 de 1986, art 2,4,5
Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27
32 Traslado de las gancheras hacia la zona de re-enganche. Normal Resolución 1402 de 2007, art 4
Normal Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
Decreto 3930 2010, Cap II, Art 7Resolución 909 del 2008, Art 4Resolución 6982 del 2011, art 3Decreto 948 1995, Arti 3,5, 73
Normal presión sobre los recursos naturales.
A
A
Contaminación y agotamiento del agua en la preparación del tanque de acelerado
Normal
Agotamiento y contaminación del agua en el enjuague de las piezas
Exposición de sustancias químicas como el amoniaco. Consumo de agua, generación de residuos líquidos. Consumo de energía, utilización de materias primas. Contaminación del suelo por vertimiento
de sustancias químicas.
Agotamiento y contaminación del agua.
Consumo de agua para la preparación del baño reductor, utilización de agentes químicos.
Consumo de energía.
A
Contaminación y agotamiento del agua en la preparación del tanque de activado.
A
Baño de Ácido clorhídrico, Estabilizador de coloide y Paladio
catalizador a Temperatura ambiente.
Baño de Ácido clorhídrico, Estabilizador de coloide y Paladio
catalizador a Temperatura ambiente.
Complex 69
Complex 69
Mantenimiento tanques de reductor, activado y acelerado
Consumo de agua para la preparación del baño reductor, utilización de agentes químicos.
Consumo de agua para en enjuague de las piezas, vertimiento
de sustancias líquidas.
Medición y preparación de ácido clorhídrico que se requiera sobre el baño de activado
Medición de pH del baño y determinación la cantidad de amoniaco necesaria para aumentar a pH 8,8.
34
26
20
Acelerado
Pre-electrolítico
Activado
Adición al tanque de activado
Adición al tanque de acelerado
Pesado de la cantidad de Complex-69 requerido.
Níquel Químico
Adición al tanque de
níquel químico
31
33 Consumo de agua para la preparación del tanque de níquel químico. utilización de agentes químicos como el amoníaco,
emisiones de sustancias químicas. Consumo de energía
Contaminación del aire
Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague.
Medición de la cantidad de amoni 60 y 61 que se requiera y adición directamente al baño.
Contaminación y agotamiento del agua en la preparación del tanque de acelerado
Uso de Amoni - 60C, Amoni - 61C y Amoniaco.
Normal
A
27 Pesado de la solución a un tanque auxiliar, filtrando con bolsas de tela Agotamiento y contaminación del agua
Generación de residuos sólidos: bolsas de tela. Vertimientos de agua con sustancias químicas de aseo. Consumo de agua, consumo
de energíaContaminación del suelo por vertimientos de agua con sustancias químicas de aseo.
28 Limpieza del tanque vacío con agua y espuma
NormalContaminación del suelo por vertimientos de desechos del tanque de acelerado y
agua contaminada.24
Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague.
Consumo de agua, vertimiento de desechos líquidos. Utilización de materia prima. Consumo de
energía.
30 Tomar gancheras y sumergirlas en el níquel químico durante 10 minutos.Contaminación del aire por emisiones de
sustancias químicas.
A
Normal

AMBIEN
TAL:A / OCUPA
CIO
NAL: O
IMPACTOASPECTO LEGISLACIÓN APLICABLEMATERIAS PRIMAS
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
ETAPA ACTIVIDAD
Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
Decreto 3930 2010, Cap II, Art 7
Resolución 909 del 2008, Art 4
Resolución 6982 del 2011, art 3
Decreto 948 1995, Arti 3,5, 73Decreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28Reslución 1362 de 1986, art 2,4,5Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27
Resolución 1402 de 2007, art 4
Normal Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
Decreto 3930 2010, Cap II, Art 7
NormalDecreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28
Reslución 1362 de 1986, art 2,4,5Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27
Resolución 1402 de 2007, art 4
40Calibración del voltaje y corriente depende la referencia que se está trabajando Normal
41 Tomar gancheras y sumergirlas en el cobre ácido durante 10-15 minutos. Normal
Normal Decreto1534 de 1984, Art 20,21
Normal Contratro 402--39 2014
43Tomar, introducir, sacudir y sacar las gancheras de los 4 tanques de enjuague. Normal
44 Traslado de gancheras hacia la zona de níquel brillante. Normal
Normal Decreto1534 de 1984, Art 20,21
Normal Contratro 402--39 2014
46Pesado de la cantidad requerida de sulfato de cobre y dilución en la solución de cobre de la caneca. Normal
Decreto 3930 2010, Cap II, Art 7
47Medición en una probeta plástica la cantidad de ácido sulfúrico analítico (96%) requerido y adición directamente al baño. Normal
Presión sobre los recursos naturales
NormalDecreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28
Reslución 1362 de 1986, art 2,4,5
49Pesado y lavado de la cantidad de cobre necesario en el primer enjuague del cobre. Normal
Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27
50 Llenado de canastas de titanio con cobre metal Normal Resolución 1402 de 2007, art 4
NormalDecreto1534 de 1984, Art 20,21
Contratro 402--39 2014
NormalDecreto 3930 2010, Cap II, Art 7
52Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague. Normal
53 Traslado gancheras hacia la zona de cromo.Normal
54 Baño de níquel y llevarlo a una caneca Normal55 tomado de muestra y realización de análisis químicos correspondientes. Normal
56Pesado de la cantidad requerida de sulfato de níquel, cloruro de níquel y ácido bórico y dilución en la solución de níquel de la caneca. Normal Contratro 402--39 2014
57Medición de cantidad requerida de abrillantador, base, purificador y antipit y adición directamente al baño Normal Decreto 3930 2010, Cap II, Art 7
58Pesado y lavado de la cantidad de níquel metal necesario en el primer enjuague y escurrir. Normal
59 Llenar las canastas de titanio con níquel metal Normal
Uso de Sulfato de níquel, Cloruro de níquel, Ácido bórico, Base para níquel, Tecnibright, Purificador, Antipit y Níquel metal a
60 °C.
A
37 Enjuague del tanque con agua limpia y con solución de níquel químico
Sumergir en níquel brillante durante 7 minutos.51
Revisión de las piezas que estén brillantes y sin problemas de conformidad42
medición de una muestra y realización de un análisis químico correspondiente.
45
Medición de cantidad requerida de abrillantadores mezclar y ordenamiento de los recipientes que alimentan las bombas dosificadoras.
48
A
A
Agotamiento y contaminación del agua
Agotamiento y contaminación del agua
Consumo de energía. Consumo de agua. Utilización de materias
primas.
Presión sobre los recursos naturales
Consumo de agua en el lavado del tanque, utilización de ácido
nítrico. Exposición de sustancias químicas. Vertimiento de residuos líquidos luego del enjuague del tanque. Consumo de energía
Consumo de energía. Consumo de agua. Utilización de materias primas, generación de residuos
líquidos.Contaminación del suelo por desechos
restante de la preparación a los tanques de cobre ácido.
Consumo de energía. Consumo de agua. Utilización de materias
primas.
Presión sobre los recursos naturales
Agotamiento y contaminación del agua
Presión sobre los recurso naturales
Agotamiento del agua
Consumo de energía, Consumo de agua., Utilización de materias
primas
Contaminación del suelo por vertimiento de agua resultante a la limpieza del tanque
y las sustancias químicas
Acido nítrico
contaminación del aire por exposición a sustancias químicas.
Uso de Sulfato de níquel, Cloruro de níquel, Ácido bórico, Base para níquel, Tecnibright, Purificador, Antipit y Níquel metal a
60 °C.
Uso de ácido sulfúrico analítico, sulfato de
cobre, abrillantadores y cobre metal a 21°C.
Uso de ácido sulfúrico analítico, sulfato de
cobre, abrillantadores y cobre metal a 21°C.
Electrolítico
Cobre Ácido
Adición a los tanques de cobre ácido
Níquel brillante
Adición a los tanques de
níquel brillante
Mantenimiento tanque de
níquel químico (frecuencia 2 veces en el
mes)
A
Decreto 3930 2010, Cap II, Art 7
Normal
Pre-electrolítico
Lavado de bomba de
níquel químico
A
Decreto1534 de 1984, Art 20,21
Agotamiento y contaminación del agua35 Pesado de la solución a un tanque auxiliar, con la bomba de filtración
36 Adición de 5 a 10 lt de ácido nítrico (al 50%) sobre el tanque vacío.
A
Agotamiento y contaminación del agua
39 Enjuague del tanque con agua limpia y con solución de níquel químico Contaminación del suelo por vertimientos.
Consumo de agua y Vertimientos de agua contaminada
38 Remover los filtros de la bomba y lavar con 500 mL de ácido nítrico al 50%

AMBIEN
TAL:A / OCUPA
CIO
NAL: O
IMPACTOASPECTO LEGISLACIÓN APLICABLEMATERIAS PRIMAS
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
ETAPA ACTIVIDAD
60 Pasado de la solución al tanque auxiliar con la bomba de filtración Presión sobre los recursos naturales
Resolución 909 del 2008, Art 4Resolución 6982 del 2011, art 3Decreto 948 1995, Arti 3,5, 73
Decreto1534 de 1984, Art 20,21Contratro 402--39 2014Decreto 3930 2010, Cap II, Art 7Decreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28
Reslución 1362 de 1986, art 2,4,5Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27
Resolución 1402 de 2007, art 4
Normal Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
66 Armado de la bomba y cargar con ayuda filtro Normal Decreto 3930 2010, Cap II, Art 7
Decreto1534 de 1984, Art 20,21Contratro 402--39 2014Decreto 3930 2010, Cap II, Art 7
Normal Resolución 909 del 2008, Art 4Resolución 6982 del 2011, art 3Decreto 948 1995, Arti 3,5, 73
Normal Decreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28Reslución 1362 de 1986, art 2,4,5
69Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague. Normal
Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27
70 Organización de las gancheras en el carro móvil Normal Resolución 1402 de 2007, art 4
Decreto1534 de 1984, Art 20,21Contratro 402--39 2014Decreto 3930 2010, Cap II, Art 7
Normal Resolución 909 del 2008, Art 4
Resolución 6982 del 2011, art 3Decreto 948 1995, Arti 3,5, 73
73 Medición y adición directamente al baño la cantidad de cromist N-70 Normal Decreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28Reslución 1362 de 1986, art 2,4,5Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27
74 Activado del baño durante una hora a 7 voltios con varilla de hierroNormal
Resolución 1402 de 2007, art 4
75 Limpieza del tanque con agua y espuma
76 Gratar los ánodos de plomo
Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
Decreto 3930 2010, Cap II, Art 7
78 Traslado en un carro móvil al horno durante 10 minutos. Normal79 Retirado del carro del horno y ubicar en el área de inspección Normal80 Limpieza de piezas y revisión de producto conforme y no conforme Normal
81Organización de piezas conformes en las cajas para entregar, el producto no conforme se debe organizar para desplaque Normal
82 Revisión con conformidad producto conforme. Normal83 Realización de remisión de producto terminado. Normal
84Llenado del formato de producto no conforme y cuadernos de producción por turno y remisiones diarias Normal
NormalDecreto1534 de 1984, Art 20,21
Contratro 402--39 2014
Normal Decreto 3930 2010, Cap II, Art 7Resolución 909 del 2008, Art 4Resolución 6982 del 2011, art 3Decreto 948 1995, Arti 3,5, 73
Normal Decreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28Reslución 1362 de 1986, art 2,4,5Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27
A normal Resolución 1402 de 2007, art 4
Contaminación del suelo por vertimientos de agua con sustancias químicas.
NormalContaminación del aire
Electrolítico
A normal Agua y espuma
Mantenimiento tanque níquel
brillante
77
Cromo
64
72
71
A
A
Preparación del desplaque: llenado del tanque con la cantidad de agua requerida, vaciado sobre ella 160g/l de cloruro férrico (al 99.6%).
85
Consumo de agua, utilización de insumos: espuma
Presión sobre los recursos naturales
Piezas terminadas Cloruro férrico, Acido
Nítrico
Piezas terminadas
Contaminación del aire
Consumo de agua, emisiones de cloruro férrico y ácido nítrico. Generación de residuos líquidos después de la limpieza de las piezas con agua. Consumo de
energía.
Agotamiento del agua
presión sobre los recursos naturales
Agotamiento del agua
Consumo de agua, exposición de sustancias químicas, generación de
residuos líquidos.
Utilización de Insumos: cajas
Consumo de energía Presión sobre los recursos naturales
Entrega de piezas desplacadas al almacén de semielaborados con el formato correspondiente para reproceso
87
Devolución de la solución al tanque limpio
Contaminación del aire, Presión sobre los recursos naturales.
Consumo de agua Agotamiento y contaminación del agua.
Cromac 82F, Cromist N-70, agua ionizada y Ácido
sulfúrico.
Cromac 82F, Cromist N-70, agua ionizada y Ácido
sulfúrico.
Desplaque de producto no conforme
88 Cambio del desplaque cada vez que se descomponga.
Secado (Horno)
Inspección
Adición al tanque de cromo
Lavado de bomba de
cobre ácido y níquel brillante
Mantenimiento tanque de cromo
A
A
A
A
A
Agotamiento y contaminación del agua.Activado de las piezas durante un minuto en el primer enjuague del cromo
Medición en una probeta plástica la cantidad de ácido sulfúrico analítico (96%) requerido y adición directamente al baño.
A
contaminación del suelo, por desechos después de la adición al tanque de
cromado.
Agotamiento y contaminación del agua
Contaminación del aireLavado en ácido sulfúrico al 2% las bolsas anódicas y Lavado con agua las canastas de titanio
61 Utilización de materias primas, consumo de agua, Emisiones de ácido sulfúrico, generación de
residuos líquidos.
Agua, Acido sulfúrico, espuma
A normal
Limpieza del tanque vacío con agua y espumacontaminación del suelo, por residuos
luego haber lavado las canastas de titanio con agua y espuma.
65 Removido de los filtros de la bomba y lavado con agua limpia
67Normal
Consumo de agua, exposición y emisión de sustancias químicas, generación de residuos líquidos.
Consumo de energía.contaminación del suelo, por desechos después de la operación de cromado.
68 Traslado las gancheras al baño de cromo y activado.
NormalPesado de la cantidad requerida de Cromac 82F. Disolución de solución del tanque de cromo.
Agotamiento y contaminación del agua.

AMBIEN
TAL:A / OCUPA
CIO
NAL: O
IMPACTOASPECTO LEGISLACIÓN APLICABLEMATERIAS PRIMAS
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
ETAPA ACTIVIDAD
Decreto1534 de 1984, Art 20,21
Contratro 402--39 2014
Decreto 3930 2010, Cap II, Art 7
Resolución 909 del 2008, Art 4
Resolución 6982 del 2011, art 3
Decreto 948 1995, Arti 3,5, 73
Decreto 4741 de 2005, art 1,5,6,9,9,10,11,12,13,14,15,19,27,28
Reslución 1362 de 1986, art 2,4,5
Resolución 222 de 2011, art 2,4,7,8,11,12,13,23,27
Resolución 1402 de 2007, art 4
APROVECHABLE NO APROVECHABLE PELIGROSOx xx
xx
xx xxx
90
91 Enjuague de la ganchera.
Contaminación del aire
Agotamiento y contaminación del agua. Presión sobre los recursos naturales.
NormalConsumo de agua, Exposición de sustancias químicas, generación de
residuos líquidos.
Contaminación del suelo, por vertimientos de agua con sustancias químicas
Acido Nítrico, Stripper mantenimiento, Acido acético y Stripper make
up y soda
EPP con sustancias químicasElementos contaminados: Estopa, franela.
Cartón o Papel
89Adición de 40g/l de soda cáustica (al 98%) en la cantidad de agua requerida en el tanque
Adición del total del volumen del tanque 10% de Stripped make up (sales acidas carboxílicas al 30%), 15% Stripped mantenimiento (sales acidas carboxílicas al 30%) y acido acético para mantener el pH en 3.5
Desplaque de gancheras
RESIDUOS GENERADOS DURANTE EL PROCESO
BarridoResiduos líquidos con sustancias químicas
Lodos
A
Envolturas plásticas
Proyecto: Plan para el cambio de sistema de extración dentro del área,está fase de planeación
NOTAS
El proyecto: Implementación de extractores en las zonas está fase de planeación
Proyecto: Plan de mejoramiento para el tratamiento y reutilización de agua,está fase de planeación
Agua contamianda
La legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión ambiental

CROMADO
PAOLA ORTEGA
REINA ENIT ALAYON-LUIS ANTONIO MONRROY
Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
1Revisión que las cantidades concuerden con lo estipulado en el sistema y organización del producto en cajas contra la pared,
2Revisión de producto a transformar, y el traslado de las gancheras hasta la zona de enganche inicial.
6 Traslada lado de las gancheras hacia la zona de reductor. presión sobre los recursos naturales 1 1 4 1 1 1 1 1 0 11 NO SIGNIFICATIVO
8Preparación de la solución de ácido crómico (al 99.85%) en agua des ionizada caliente (800ml de agua/ Kg. de ácido crómico).
11medición y adición del tensoactivo a sobre la superficie del baño de mordentado
Presión sobre los recursos naturales 1 1 4 1 1 1 1 0 10 NO SIGNIFICATIVO
Presión sobre los recursos naturales 1 1 4 1 2 1 1 1 12 NO SIGNIFICATIVO
14 Traslado de gancheras hacia la zona de activado.
Presión sobre los recursos naturales. 1 1 3 1 2 1 1 1 0 11 NO SIGNIFICATIVO
PROCESO
ELABORADO POR
REVISADA POR
Contaminación del suelo por vertimientos de desechos de baño de mordentado y agua
contaminada.
Agotamiento y contaminación del agua por preparación del baño de mordentado
Agotamiento y contaminación del agua en el enjuague de las piezas
Contaminación del suelo por vertimientos de agua contaminada y de agentes químicos peligrosos
Contaminación y agotamiento del agua en la preparación del baño reductor.
IMPACTO
Presión sobre los recursos naturales
Contaminación del aire por presencia de agentes químicos
Agotamiento del agua, contaminación del agua al contacto de los agentes químicos para la solución de mordentado y enjuague de las piezas.
Contaminación del suelo por vertimiento de desechos y restantes del proceso de producción deteriorando
materiales de concreto o cemento
Contaminación del aire por exposición de agentes químicos.
12 Sumergir gancheras en el reductor durante 3 minutos.
13Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague.
15 Medición y elaboración de ácido clorhídrico (al 37%) obre el baño reductor
Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague.
7Pesado del ácido crómico que se requiera y transporte hacia la campana extractora del mordentado.
9Dilución del ácido sulfúrico al 50% con agua des ionizada caliente, adicionando el ácido sobre el agua lentamente. Dejar enfriar
10 Adición del ácido crómico y ácido sulfúrico al tanque de mordentado
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ACTIVIDAD
3 Sumergir las gancheras en el mordentado durante 10 minutos.
4 Sacar gancheras del mordentado y sacudirlas.
1 1 NO SIGNIFICATIVO13
13
0
11 1 22
1
15 SIGNIFICATIVO1 1 12
1 12
4
1 1 4
1 1 1412 NO SIGNIFICATIVO1 1 4 0
13
1
3
16
1 01 4
11
3 1
4 3 3 1 1
1 01
5
1 41
11
1
1
1 1 4
3
4
1
31
1
113
Acción
CRITERIO
Severidad Duración
SIGNIFICATIVO
Sensibilidad
Pública
--
FrecuenciaLegislación Aplicable
TOTA
L
Tipo de impacto
AlcanceReversibilidad
-- ---- -- -- ---- -- -- -- ----
2 14
------
15
SIGNIFICATIVO
17
Proyeto: Plan para el cambio de sistema de
extración dentro del
área.
Gestión de disposición
adecuada de residuos.
Ninguno
SIGNIFICATIVO
NO SIGNIFICATIVO
SIGNIFICATIVO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
-- -- -- --
1
-- -- ----
1
-- --
3
Ninguno
2
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Regeneración del baño
Ninguno
Gestión de disposición
adecuada de residuos.
Proyeto: Plan para el cambio de sistema de
extración dentro del
área.
2 1 1
Regeneración del baño
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
1
Ninguno
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
1
1
0 NO SIGNIFICATIVO
NO SIGNIFICATIVO13
2
Proyecto: Implementación de extractor en el proceso
Proyecto: Implementación de extractor en el proceso
Ninguno Ninguno
Gestión de disposición
adecuada de residuos.
Gestión de disposición
adecuada de residuos.
NO SIGNIFICATIVO0----------

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
Acción
CRITERIO
Severidad Duración
SIGNIFICATIVO
Sensibilidad
PúblicaFrecuencia
Legislación Aplicable
TOTA
L
Tipo de impacto
AlcanceReversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
16 Sumergir gancheras en el activado durante 3 minutos.
17 Sacar gancheras del activado y sacudirlas.
18 Introducción de las gancheras al baño y a los 2 tanques de enjuague.
19 Traslado de gancheras hacia la zona de acelerado. Presión sobre los recursos naturales. 1 1 4 1 2 1 1 1 0 12 NO SIGNIFICATIVO
NO SIGNIFICATIVO
21Medición de la cantidad de paladio que se requiera en una probeta plástica y adicionar al baño .
Presión sobre los recursos naturales. 1 1 2 1 2 1 1 1 0 10 NO SIGNIFICATIVO
22 Sumergir gancheras en el acelerado durante 3 minutos.
23 Sacar gancheras del acelerado y sacudirlas.
NO SIGNIFICATIVO
25 Traslado de gancheras hacia la zona de níquel químico. Presión sobre los recursos naturales 1 1 4 1 3 1 1 1 0 13 NO SIGNIFICATIVO
29 Lavado de las bolsas de tela y devolver la solución, filtrándola nuevamente Carga al relleno sanitario por desechos sólidos. 1 1 1 2 1 1 1 1 0 9 NO SIGNIFICATIVO
32 Traslado de las gancheras hacia la zona de re-enganche.NO SIGNIFICATIVO
presión sobre los recursos naturales. 1 1 4 1 1 1 1 0 10 NO SIGNIFICATIVO
Contaminación del aire por emisiones de sustancias químicas.
Contaminación del suelo por vertimiento de sustancias químicas.
Contaminación y agotamiento del agua en la preparación del tanque de acelerado
Contaminación del aire
Agotamiento y contaminación del agua en el enjuague de las piezas
Contaminación del suelo por vertimientos de desechos del tanque de acelerado y agua
contaminada.
Contaminación y agotamiento del agua en la preparación del tanque de acelerado
Agotamiento y contaminación del agua
Contaminación del suelo por vertimientos de agua con sustancias químicas de aseo.
Contaminación y agotamiento del agua en la preparación del tanque de activado.
Agotamiento y contaminación del agua.
Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague.
33Medición de la cantidad de amoni 60 y 61 que se requiera y adición directamente al baño.
34Medición de pH del baño y determinación la cantidad de amoniaco necesaria para aumentar a pH 8,8.
27 Pesado de la solución a un tanque auxiliar, filtrando con bolsas de tela
28 Limpieza del tanque vacío con agua y espuma
30 Tomar gancheras y sumergirlas en el níquel químico durante 10 minutos.
20Medición y preparación de ácido clorhídrico que se requiera sobre el baño de activado
24Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague.
26 Pesado de la cantidad de Complex-69 requerido.
1 10 NO SIGNIFICATIVO1 12 11
1
1
15
2
1
4 1
11 1 4
1 1
1 1
1
3 11
1
Ninguno
Ninguno
Gestión de disposición
adecuada de residuos.
Proyecto: Implementación de extractor en el proceso
Gestión de disposición
adecuada de residuos.
Gestión de disposición
adecuada de residuos.
Ninguno
Gestión de disposición adecuada de residuos.
Ninguno Ninguno
3
12
3
Ninguno
1
13
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Regeneración del baño
SIGNIFICATIVO
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno
Regeneración del baño
Ninguno
Ninguno
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
SIGNIFICATIVO
NingunoNO SIGNIFICATIVO
Proyeto: Plan para el cambio de sistema de
extración dentro del área.
Ninguno
0 14
2
4
Gestión de disposición adecuada de residuos.
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno Ninguno Ninguno
31
3 141 1
Gestión de disposición adecuada de residuos.
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Regeneración del baño
Ninguno
1
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno141
1 1
16
1 121 12
NO SIGNIFICATIVO
1 10
SIGNIFICATIVO
NO SIGNIFICATIVO
21
1 1
2
3
34 21
1 1 2 3 12 1 1 1
1
1
1 1 0
4
1 1 1
1
31
1
3 181 1
1 12 1
131 1 1 1
1 1 2 3 3 2 151 1 SIGNIFICATIVO1

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
Acción
CRITERIO
Severidad Duración
SIGNIFICATIVO
Sensibilidad
PúblicaFrecuencia
Legislación Aplicable
TOTA
L
Tipo de impacto
AlcanceReversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
NO SIGNIFICATIVO
40Calibración del voltaje y corriente depende la referencia que se está trabajando
41 Tomar gancheras y sumergirlas en el cobre ácido durante 10-15 minutos.
43 Tomar, introducir, sacudir y sacar las gancheras de los 4 tanques de enjuague.
44 Traslado de gancheras hacia la zona de níquel brillante.
46Pesado de la cantidad requerida de sulfato de cobre y dilución en la solución de cobre de la caneca.
47Medición en una probeta plástica la cantidad de ácido sulfúrico analítico (96%) requerido y adición directamente al baño.
Presión sobre los recursos naturales 1 1 2 2 1 1 1 1 10 NO SIGNIFICATIVO
49Pesado y lavado de la cantidad de cobre necesario en el primer enjuague del cobre.
50 Llenado de canastas de titanio con cobre metal
52Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague.
53 Traslado gancheras hacia la zona de cromo.
54 Baño de níquel y llevarlo a una caneca55 tomado de muestra y realización de análisis químicos correspondientes.
56Pesado de la cantidad requerida de sulfato de níquel, cloruro de níquel y ácido bórico y dilución en la solución de níquel de la caneca.
57Medición de cantidad requerida de abrillantador, base, purificador y antipit y adición directamente al baño
58Pesado y lavado de la cantidad de níquel metal necesario en el primer enjuague y escurrir.
59 Llenar las canastas de titanio con níquel metal
Contaminación del suelo por desechos restante de la preparación a los tanques de cobre ácido.
Agotamiento y contaminación del agua
Presión sobre los recursos naturales
Agotamiento y contaminación del agua
Presión sobre los recursos naturales
Agotamiento y contaminación del agua
contaminación del aire por exposición a sustancias químicas.
Contaminación del suelo por vertimientos.
Presión sobre los recurso naturales
Agotamiento del agua
Agotamiento y contaminación del agua
Contaminación del suelo por vertimiento de agua resultante a la limpieza del tanque y las sustancias
químicas
Agotamiento y contaminación del agua
48 Medición de cantidad requerida de abrillantadores mezclar y ordenamiento de los recipientes que alimentan las bombas dosificadoras.
51 Sumergir en níquel brillante durante 7 minutos.
39 Enjuague del tanque con agua limpia y con solución de níquel químico
42 Revisión de las piezas que estén brillantes y sin problemas de conformidad
45 medición de una muestra y realización de un análisis químico correspondiente.
36 Adición de 5 a 10 lt de ácido nítrico (al 50%) sobre el tanque vacío.
37 Enjuague del tanque con agua limpia y con solución de níquel químico
38 Remover los filtros de la bomba y lavar con 500 mL de ácido nítrico al 50%
35 Pesado de la solución a un tanque auxiliar, con la bomba de filtración
1
2
2 3 1
2
1
1 4
2
1 4 3 3 1
1 1 1
11 2
2
13
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno Ninguno Ninguno
NO SIGNIFICATIVO
Ninguno
NO SIGNIFICATIVO
Ninguno
NO SIGNIFICATIVO
11
11
NO SIGNIFICATIVO
SIGNIFICATIVO16
140
Ninguno
1 34 3
3
1
1
4
1 11
1 11 1
1 03 1 1
2 2 1
Gestión de disposición adecuada de residuos.
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno Ninguno
1 13 NO SIGNIFICATIVO
16 SIGNIFICATIVO
NO SIGNIFICATIVO1311
1
1
1 1
1
NingunoGestión de disposición adecuada de residuos.
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno Ninguno
0
1
1 1
01 1
1 1
2
1
2
2
Proyecto: Implementación de extractor en
el proceso
Gestión de disposición adecuada de residuos.
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Regeneración del baño
Ninguno
Gestión de disposición adecuada de residuos.
NO SIGNIFICATIVO
NO SIGNIFICATIVO
1 1
1
01
Proyecto: Plan para el cambio de sistema de
extración dentro del área.
Gestión de disposición adecuada de residuos.
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Aumento de la vida útil del baño del níquel brillante
Ninguno
NingunoNingunoGestión de disposición adecuada de residuos.
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno Ninguno
13
12
1
13
NO SIGNIFICATIVO1
1
3
11
22
1
1
1
1
1
1
1
1
1
1
322
1 2
1 1
1
1
SIGNIFICATIVO1 1 2 153
21 1
3
8
111
1 1
1 1 1 11

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
Acción
CRITERIO
Severidad Duración
SIGNIFICATIVO
Sensibilidad
PúblicaFrecuencia
Legislación Aplicable
TOTA
L
Tipo de impacto
AlcanceReversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
60 Pasado de la solución al tanque auxiliar con la bomba de filtración Presión sobre los recursos naturales 1 1 1 1 1 1 1 1 8 NO SIGNIFICATIVO
66 Armado de la bomba y cargar con ayuda filtro
69Introducción de las gancheras al baño, y sacudir y sumergir al baño de enjuague.
70 Organización de las gancheras en el carro móvil
73 Medición y adición directamente al baño la cantidad de cromist N-70
74 Activado del baño durante una hora a 7 voltios con varilla de hierro
75 Limpieza del tanque con agua y espuma
76 Gratar los ánodos de plomo
78 Traslado en un carro móvil al horno durante 10 minutos.
79 Retirado del carro del horno y ubicar en el área de inspección
80 Limpieza de piezas y revisión de producto conforme y no conforme
81Organización de piezas conformes en las cajas para entregar, el producto no conforme se debe organizar para desplaque
82 Revisión con conformidad producto conforme.83 Realización de remisión de producto terminado.
84Llenado del formato de producto no conforme y cuadernos de producción por turno y remisiones diarias
Agotamiento y contaminación del agua.
Contaminación del aire, Presión sobre los recursos naturales.
contaminación del suelo, por desechos después de la adición al tanque de cromado.
presión sobre los recursos naturales
Agotamiento del agua
Presión sobre los recursos naturales
Contaminación del aire
Presión sobre los recursos naturales
Agotamiento del agua
Contaminación del aire
Agotamiento y contaminación del agua.
Agotamiento y contaminación del agua.
Contaminación del aire
contaminación del suelo, por desechos después de la operación de cromado.
Agotamiento y contaminación del agua
contaminación del suelo, por residuos luego haber lavado las canastas de titanio con agua y espuma.
88 Cambio del desplaque cada vez que se descomponga.
72Medición en una probeta plástica la cantidad de ácido sulfúrico analítico (96%) requerido y adición directamente al baño.
77 Devolución de la solución al tanque limpio
85Preparación del desplaque: llenado del tanque con la cantidad de agua requerida, vaciado sobre ella 160g/l de cloruro férrico (al 99.6%).
67 Activado de las piezas durante un minuto en el primer enjuague del cromo
68 Traslado las gancheras al baño de cromo y activado.
71Pesado de la cantidad requerida de Cromac 82F. Disolución de solución del tanque de cromo.
61Lavado en ácido sulfúrico al 2% las bolsas anódicas y Lavado con agua las canastas de titanio
0
3 1 1
1
1 187Entrega de piezas desplacadas al almacén de semielaborados con el formato correspondiente para reproceso
Contaminación del suelo por vertimientos de agua con sustancias químicas.
1
64 Limpieza del tanque vacío con agua y espuma
65 Removido de los filtros de la bomba y lavado con agua limpia
1 1 2 1 111
2 11
1
1
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO12
1
2
1
1 1 2 3 1 1 1 0
11 NO SIGNIFICATIVO
14 NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
2
12 3
1 2 11
1
1 1
12 1 1 1 11 NO SIGNIFICATIVO NingunoGestión de disposición adecuada de residuos.
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno
Proyecto: Plan para el cambio de sistema de
extración dentro del área.
Gestión de disposición adecuada de residuos.
Ninguno Ninguno
Gestión de disposición adecuada de residuos.
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Regeneración del baño
Ninguno
Ninguno NingunoNinguno
Ninguno
11
Gestión de disposición adecuada de residuos.
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno Ninguno10
1 1
NO SIGNIFICATIVO11
4
4
1 3 Ninguno1Gestión de disposición adecuada de residuos.
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de Ninguno Ninguno Ninguno
11 NO SIGNIFICATIVO1 1
1
4
1
2
1 0
4
3
3
1Gestión de disposición adecuada de residuos.
--
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
-- -- --
1 23 11
1
1
1
SIGNIFICATIVOGestión de disposición adecuada de residuos.
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno Ninguno
Proyecto: Implementación de extractores en
la zona de desplaque.
Ninguno
14
172
14
1
1
1
1
1
NO SIGNIFICATIVO13
1
1
01
1 1
1
1 1
3
1 1 12
1
11 1
11 2 1
1 1 1
1
1
11
1 NO SIGNIFICATIVO1 1 1 Ninguno Ninguno
NO SIGNIFICATIVO2 11
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
0 9
Gestión de disposición adecuada de residuos.
1
NO SIGNIFICATIVO
Ninguno9
1
4
4
4 3
3 NO SIGNIFICATIVO
1
1 1411 1
3 1 1 18 SIGNIFICATIVO22
112 1 111 1
1 1 2 1 1 133 1 1 2

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
Acción
CRITERIO
Severidad Duración
SIGNIFICATIVO
Sensibilidad
PúblicaFrecuencia
Legislación Aplicable
TOTA
L
Tipo de impacto
AlcanceReversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
Agotamiento y contaminación del agua. Presión sobre los recursos naturales.
Contaminación del aire
Contaminación del suelo, por vertimientos de agua con sustancias químicas91 Enjuague de la ganchera.
89Adición de 40g/l de soda cáustica (al 98%) en la cantidad de agua requerida en el tanque
90Adición del total del volumen del tanque 10% de Stripped make up (sales acidas carboxílicas al 30%), 15% Stripped mantenimiento (sales acidas carboxílicas al 30%) y acido acético para mantener el pH en 3.5
2
0
1 11 1 24
1 11 3 14 11 1
1 1 4 14
2
NO SIGNIFICATIVO
NO SIGNIFICATIVO14
17 SIGNIFICATIVOProyecto:
Implementación de extractores en
la zona de desplaque.
Gestión de disposición adecuada de residuos.
Ninguno
Proyecto: Plan de mejoramiento para el
tratamiento y reutilización de agua.
Ninguno Ninguno
13 112
3

FUNDICIÓN
PAOLA ORTEGA.
REINA ENIT ALAYON- JHON FORERO
1 Vertimiento de 850 gr de resina a la mezcladora Normal2 Mantenimiento de las máquinas. Normal
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Ley 29 de 1992
Normal Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
5 Clasificación de pieza conforme en canasta y desechado pieza imperfecta en canasta de no conforme. NormalDecreto 1541 de 1978, Art 143
6 Transporte de piezas en canasta a zona de fundición y registrar la operación Normal Resolucón 1207 de 2007, Art 6,7
Normal Resolución 909 de 2008 Art 4,6
Decreto 948 1995, Art 3,4 y 73
8 Transporte del carro móvil a zona de fundición y colocarlas en el suelo. Normal Resolución 6982 de 2011
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Ley 29 de 1992
10 Eliminación de escoria de la superficie y depositar en tanque mediano. Normal
11 Verificación de la mezcla que posea el color justo (permite calidad de la pieza). Normal Ley 373 de 1997, Art 1,2 y 5
12Verificación de la máquina que este funcionado adecuadamente y los moldes de la coquilladora sean los adecuadas para la pieza a producir.
NormalDecreto 1541 de 1978, Art 143
13Verificación que las placas que dan forma a la pieza estén limpias, cierren bien y no estén húmedas. Nota: Al estar húmedas las placas pueden generar una explosión, limpieza con rastrillo las cavidades.
NormalResolucón 1207 de 2007, Art 6,7
14 Limpieza de las placas del molde, en caso de que sea necesario. Normal15 Utilización de la pistola de aire para secar placas del molde. Normal16 Vertimiento del material fundido en el molde Normal19 Separación de las placas Normal
20Clasificación de la pieza conforme en el carro móvil o y pieza no conforme en zona de materia prima para el horno (Piso).
Normal
21 Sumergimiento de piezas en grafito. Normal
22 Transporte en el carro móvil a zona de granallado, estampado o troquelado, dependiendo de la pieza. Normal
23 Transporte del tanque de escoria por medio de carro móvil a cuarto de separación de residuos de horno. Normal
24 Limpieza de máquina y área al final del turno. Normal25 Funcionamiento y ajuste del molino. Normal26 Vertimiento de material particulado al molino Normal27 Vertimiento de residuos generados por el molino a la zaranda. Normal
28Disposición de cenizas en la canasta , la canasta de materia prima gruesa y la canasta de materia prima residuo mediano. (contenido de metales).
Normal
Normal Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
30Transporte de barriles de ceniza a almacenamiento y barriles de materias primas gruesa y mediana a fundición.
NormalDecreto 4741 de 2005 art 32
31 Limpieza del área alrededor del cuarto. A Normal Ley 29 de 1992
32Verificación del funcionamiento de la estampadora y utilización del soplete para el calentamiento de los tochos.
Normal
Normal Normal
34 Sacar pieza de la estampadora. Normal
35 Limpieza del piso en el momento que lo requiera y limpieza de la máquina y área al final del turno. Normal
36 Ajuste de la troqueladora (Montaje y desmontaje de troquel) Normal37 Posicionar pieza sobre la troqueladora. Normal
Normal Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
39 Eliminación de rebaba de la máquina con ayuda de la pistola de aire. Normal Resolucón 1207 de 2007, Art 6,7
40 Transporte de piezas conformes a pulido, y piezas no conformes, vaciaderos y rebaba a fundición. Normal
41 Limpieza del piso en el momento que lo requiera y limpiar máquina y área al final del turno. NormalNo hay normatividad asociada
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Ley 1575 de 2007, Art 10
Presión sobre los recursos naturales por utilización de materia prima.
No hay normatividad asociada
A
38
Fund
ición y co
quillad
oTroq
uelado
Molido
CONDICIÓN OPERACIÓN
Normal = Rutinaria
Anormal = No Rutinaria
Emergencia
Mez
clad
o y
Cor
azon
ado
Estampa
dora
Normal
Disposición de vaciaderos y rebaba (residuo de pieza) en carro móvil de no conforme o barril.
7 Verificación de que el horno posea material suficiente y se encuentre a la temperatura apropiada.
Encendido del soplete a gas para calentar tochos33
Alimentación de material al horno, en caso de que lo requiera. Nota: La viruta recolectada de los demás procesos y la rebaba de las piezas (vaciadero) son puestas en el suelo, y recolectadas mediante una pala.
9
Residuos del horno
Tochos
Lingotes, viruta, Latón, Bronce, Zinc, Cromo,
Cobre, Magnesio, Plomo, Catalizador
29 Clasificación de ceniza, materias primas gruesa y mediana en sus respectivos barriles.
AMBIEN
TAL:A / OCUPA
CIONAL: S Y SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ETAPA ASPECTO IMPACTO LEGISLACIÓN APLICABLE
Contaminación del aire por exposición de sustancias químicas y liberación de compuestos al ambiente
A
Agotamiento y contaminación del agua por solventes, lubricantes y sustancias químicas de aseo
Presión sobre los recursos naturales
A
Agotamiento de agua de torres de enfriamiento
Presión sobre los recursos naturales
Arena sílice, Resina.
Presión de recursos naturales por consumo de energía
Consumo de Agua, Consumo de energía, Utilización de materias primas, Generación de
residuos( Ceniza de latón, Arena coquilla( residuo peligroso), arena de grafito, ceniza de latón, escoria, Oxido de Zinc). Emisiones de
material particulado, metales,monóxido de carbono (CO),
compuestos orgánicos volátiles, humus inorgánico.
Agotamiento y contaminación del agua enfriamiento de la función y limpieza de los moldes
MATERIAS PRIMAS UTILIZADAS
Utilización de materias primas, Consumo de energía, consumo de agua, Generación de residuos( esccoria, arena de corazones).
Consumo de energía, Generación de residuos(Ceniza, latón recuperado)
Consumo de energía, Consumo de aire, Generación de residuos( limadura, lubricantes),
consumo de gas natural.
Consumo de energía, Utilización del aire. Generación de residuos sólidos: rebaba, trapos.
Consumo de agua en la limpieza de piso y maquinaría.
A
A
Alteración de las características, físicas químicas y biológicas de los recursos naturales (Incremento en la
cantidad de residuos sólidos generados)
Carga al relleno sanitario por barredura con metales en polvo
Presión sobre los recursos naturales
Alteración de las características, físicas químicas y biológicas de los recursos naturales (Incremento en la
cantidad de residuos sólidos generados)
Presión sobre los recursos naturales.
Contaminación del suelo: metales en polvo.
Empujado de la mezcla contenida en la tolva de alimentación.
4 Eliminación de la rebaba, ya sea con cuchillo o mano.
3 Carga a la escombrera. Normal

CONDICIÓN OPERACIÓN
Normal = Rutinaria
Anormal = No Rutinaria
Emergencia
AMBIEN
TAL:A / OCUPA
CIONAL: S Y SO
ACTIVIDADETAPA ASPECTO IMPACTO LEGISLACIÓN APLICABLEMATERIAS PRIMAS
UTILIZADAS
42 Verificación del funcionamiento del esmeril. Normal Presión sobre los recursos naturales
Normal Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
44 Traslado piezas conformes a granallado 2. Normal Resolucón 1207 de 2007, Art 6,7
45 Traslado de la viruta y polvillo a zona de fundición, para su reutilización , junto con piezas no conformes. Normal
46 Limpieza del piso cuando lo requiera y limpieza del esmeril al final del turno. Normal
47Introducción de piezas dentro de la granalladora, durante 15-20 minutos con granallas para quitar bolsas de aire.
Normal
48 Transporte de piezas a área de mecanizado. Normal49 Limpieza máquina y área al final del turno. Normal
50 Ajustar, calibrar, montar y desmontar máquina y sus herramientas, según pieza a mecanizar. Normal
51 Colocar piezas en máquina y Presionar botón, dándole la orden a la máquina que mecanice piezas. Normal
52Transportar piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
Normal
53 Limpieza de viruta constantemente generada durante el mecanizado, en la máquina y piso. Normal
54 Ajuste calibración, montaje y desmontaje de máquina. Normal55 Desplazamiento de la palanca derecha hacia abajo, logrando perforar la pieza. Normal56 Limpieza de viruta de la máquina y el piso. Normal Ley 1575 de 2007, Art 10
57Transporte de piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
NormalLey 373 de 1997, Art 1,2 y 5
Mecanizado (Taladro de árbol)
58 Procedimiento similar al taladro chino Normal TornilloDecreto 1541 de 1978, Art 143
59 Ajuste calibración, montaje y desmontaje de máquina Normal Resolucón 1207 de 2007, Art 6,7
60 Desplazamiento de la palanca derecha hacia abajo, logrando perforar la pieza. Normal61 Limpieza de viruta de la máquina y el piso. Normal
62Transporte de piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
Normal
63 Ajuste calibración, montaje y desmontaje de máquina Normal64 Desplazamiento de la palanca derecha hacia abajo, logrando perforar la pieza. Normal65 Limpieza de viruta de la máquina y el piso. Normal
Normal Normal
67 Funcionamiento del torno automático. Normal68 Limpieza de viruta generada de la máquina y piezas Normal69 Verificación de diámetros y longitudes especificadas. Normal
70 Trasladado piezas a almacén de producto conforme, y piezas no conformes y viruta a fundición. Normal
71 Limpieza del torno a mayor profundidad, cuando se termine el turno. Normal
72 observación de que no se presenten burbujas en el agua, mientras las piezas se encuentran sumergidas. Normal
73 Clasificación de piezas conformes y no conformes en sus respectivas canastas. Normal
74 Transporte de piezas conformes a almacén y piezas no conformes a curado. Normal Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
75 Cambio de agua del tanque cada vez que se requiera. A normal Decreto 1541 de 1978, Art 143
76 Limpiar constantemente el piso, área y máquina al final del turno. Normal Resolucón 1207 de 2007, Art 6,7
No hay normatividad asociada
Consumo de energía, generación de residuos: viruta de cobre, líquidos lubricantes, Consumo
de agua del chiller.
Mec
anizad
o (T
rans
fer
etxe
tar)
Granalla
Agotamiento y contaminación del agua por solventes,ácidos,. Aguas residuales
con solventes y grasas
Presión sobre los recursos naturales
Transporte de piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
Prue
ba de
Hermeticidad
(p
roba
dor)
66
Torno
auto
mático
Mec
anizad
o (T
orno
revo
lver)
Mec
anizad
o (T
alad
ro
chino)
Granallado
Mec
anizad
o (trans
fer Gnu
tti)
Pulid
o y/o co
rte
43 Eliminación de la rebaba que contenga la pieza.
Consumo de energía, generación de Arena de granalla y desperdicio de granalladora,
Consumo de aire.
Refrigerante Mobilcut 102, Tubo o varilla de bronce
(1/4", 3/16" y 1/2")
Consumo de energía, Generación de residuos sólidos: Limadura limpia y sucia, ceniza de
latón, Consumo de agua en la limpieza de piso y maquinaría.
Presión sobre los recursos naturales
Agotamiento del agua
Consumo de agua potable, utilización del aire, generación de residuos: Agua contaminada.
Consumo de energía.A
A
A
A
Alteración de las características, físicas químicas y biológicas de los recursos naturales
Alteración de las características, físicas químicas y biológicas de los recursos naturales
Agotamiento del agua contenida en el chiller.
Presión sobre los recursos naturales,
No hay normatividad asociada

CONDICIÓN OPERACIÓN
Normal = Rutinaria
Anormal = No Rutinaria
Emergencia
AMBIEN
TAL:A / OCUPA
CIONAL: S Y SO
ACTIVIDADETAPA ASPECTO IMPACTO LEGISLACIÓN APLICABLEMATERIAS PRIMAS
UTILIZADAS
77 Disposición de piezas con fuga en canasta metálica. Normal
78 Disposición de la canasta con piezas en tanque y vertimiento de silicato de sodio al tanque. Normal
79 Limpieza de las piezas sumergidas en el tanque. Normal80 Vertimiento de piezas en agua caliente durante 20 minutos. Normal Ley 1575 de 2007, Art 10
81 Transporte de piezas a probador y realizarles la inspección. Normal Ley 373 de 1997, Art 1,2 y 5
82 Transporte de piezas conformes a almacén y no conformes a fundición. Normal Decreto 1541 de 1978, Art 143
83 Limpieza constantemente el piso, área y tanque al final del turno. Normal Resolucón 1207 de 2007, Art 6,7
APROVECHABLE NO APROVECHABLE PELIGROSO
x
x
x
x x
x
x
x
x
x
x
Barrido
Arena de grafito
Arena de coquilla
Ceniza de latón
Arena de granalla
Viruta de cobre
x
Cartón y papel
Oxido de zinc
Limadura limpia y sucia
x
Residuos de lubricantes
Estopa contaminada
x
RESIDUOS GENERADOS
Escorria
Arena de corazones
Curad
o
Silicato de sodio,Utilización de materias primas, consumo de
energía, consumo de agua, consumo de aire.
Presión sobre los recursos naturales.
A
La legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión ambiental
NOTAS
Proyecto: Reparación de los extractores en fundición y coquillado, se encuentra en fase de planeación.
Agotamineto y contaminación del agua

FUNDICIÓN
PAOLA ORTEGA.
REINA ENIT ALAYON- JHON FORERO
Positivo
Negativo
Directa
Indirecta
Mensual
Semanal
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderada
Baja
Permanente
Intermitente
Esporádico
No ha ocurrido
Local
Zonal
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento parcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
1 Vertimiento de 850 gr de resina a la mezcladora
2 Mantenimiento de las máquinas.
5Clasificación de pieza conforme en canasta y desechado pieza imperfecta en canasta de no conforme.
6 Transporte de piezas en canasta a zona de fundición y registrar la operación
8 Transporte del carro móvil a zona de fundición y colocarlas en el suelo.
10 Eliminación de escoria de la superficie y depositar en tanque mediano.
11 Verificación de la mezcla que posea el color justo (permite calidad de la pieza).
12Verificación de la máquina que este funcionado adecuadamente y los moldes de la coquilladora sean los adecuadas para la pieza a producir.
13Verificación que las placas que dan forma a la pieza estén limpias, cierren bien y no estén húmedas. Nota: Al estar húmedas las placas pueden generar una explosión, limpieza con rastrillo las cavidades.
14 Limpieza de las placas del molde, en caso de que sea necesario. 15 Utilización de la pistola de aire para secar placas del molde.16 Vertimiento del material fundido en el molde19 Separación de las placas
20Clasificación de la pieza conforme en el carro móvil o y pieza no conforme en zona de materia prima para el horno (Piso).
21 Sumergimiento de piezas en grafito.
22Transporte en el carro móvil a zona de granallado, estampado o troquelado, dependiendo de la pieza.
23Transporte del tanque de escoria por medio de carro móvil a cuarto de separación de residuos de horno.
24 Limpieza de máquina y área al final del turno.
25 Funcionamiento y ajuste del molino.
26 Vertimiento de material particulado al molino27 Vertimiento de residuos generados por el molino a la zaranda.
28Disposición de cenizas en la canasta , la canasta de materia prima gruesa y la canasta de materia prima residuo mediano. (contenido de metales).
30Transporte de barriles de ceniza a almacenamiento y barriles de materias primas gruesa y mediana a fundición.
31 Limpieza del área alrededor del cuarto.
32Verificación del funcionamiento de la estampadora y utilización del soplete para el calentamiento de los tochos.
34 Sacar pieza de la estampadora.
35Limpieza del piso en el momento que lo requiera y limpieza de la máquina y área al final del turno.
36 Ajuste de la troqueladora (Montaje y desmontaje de troquel)
37 Posicionar pieza sobre la troqueladora.
39 Eliminación de rebaba de la máquina con ayuda de la pistola de aire.
40Transporte de piezas conformes a pulido, y piezas no conformes, vaciaderos y rebaba a fundición.
41Limpieza del piso en el momento que lo requiera y limpiar máquina y área al final del turno.
Agotamiento y contaminación del agua por solventes, lubricantes y sustancias químicas de aseo
Alteración de las características, físicas químicas y biológicas de los recursos naturales (Incremento en la
cantidad de residuos sólidos generados)
Presión sobre los recursos naturales por utilización de materia prima.
Presión sobre los recursos naturales
Carga al relleno sanitario por barredura con metales en polvo
Presión sobre los recursos naturales.
Alteración de las características, físicas químicas y biológicas de los recursos naturales (Incremento en la
cantidad de residuos sólidos generados)
Presión sobre los recursos naturales
IMPACTO
Presión sobre los recursos naturales
Carga a la escombrera.
Agotamiento de agua de torres de enfriamiento
Contaminación del aire por exposición de sustancias químicas y liberación de compuestos al ambiente
Contaminación del suelo: metales en polvo.
Agotamiento y contaminación del agua enfriamiento de la función y limpieza de los moldes
Presión de recursos naturales por consumo de energía
7Verificación de que el horno posea material suficiente y se encuentre a la temperatura apropiada.
9Alimentación de material al horno, en caso de que lo requiera. Nota: La viruta recolectada de los demás procesos y la rebaba de las piezas (vaciadero) son puestas en el suelo, y recolectadas mediante una pala.
29 Clasificación de ceniza, materias primas gruesa y mediana en sus respectivos barriles.
PROCESO
ACTIVIDAD
3 Empujado de la mezcla contenida en la tolva de alimentación.
4 Eliminación de la rebaba, ya sea con cuchillo o mano.
38Disposición de vaciaderos y rebaba (residuo de pieza) en carro móvil de no conforme o barril.
33 Encendido del soplete a gas para calentar tochos
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ELABORADO POR
REVISADA POR
3
4
4
1
1
1
Gestión de disposición
adecuada de los residuos
Ninguno
NingunoNingunoFundición de limadura, sobrante de piezas para posterior utilización.
Ninguno
Ninguna Ninguno
Gestión de disposición
adecuada de los residuos
Gestión de disposición
adecuada de los residuos.
Proyecto: Reparación de los extractores en
fundición y coquillado.
Ninguna
Ninguno
Gestión de disposición
adecuada de los residuos.
Gestión de disposición
adecuada de los residuos.
Ninguno
Ninguno NingunoReutilización de materia prima de arena sílice para los próximos corazones
Ninguno Ninguno
Reutilización de producto no conforme, materia prima sobrante, viruta, restantes de corte a fundir de nuevo.
Fundición de limadura, sobrante de piezas para posterior utilización.
Ninguno Ninguno
Ninguno
11
3
1
1
1 1
Ninguno
2 3 14
1
1
1
3
Tipo de impacto
CRITERIO
Severidad DuraciónSensibilidad
Pública
Legislación Aplicable
TOTAL
SIGNIFICATIVO
AlcanceReversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AFrecuenciaAcción
Planes para la venta o transformación en otros productos la arena sílice sobrante en el proceso
Tratamiento de aguas con grafito en la PTAR,
proveniente de coquillado
Separación de materia prima que se encuentra dentro del polvo y arena
para disposición a fundición. Venta de
óxido de zinc.
3
4 1 11
1 1 2
1 2
1 11
13
12
NO SIGNIFICATIVO
NO SIGNIFICATIVO1
2
22 1
3
13
1 1
1 1
11 1
1 34
4
1
1 1 12 3 11 14
SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
18
13
1 1 2 1 1 1 11
1 1 2 11
NO SIGNIFICATIVO
NO SIGNIFICATIVO1 1
1
9,00
10,001
91 11 1
1 11 1011 1
NO SIGNIFICATIVO
NO SIGNIFICATIVO
1 4 11
4
1 11
1 11 11
1 4 11
10
1 11
1
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
11
4 31 1
1
1
2
1
141 1
11 2 1 NO SIGNIFICATIVO1 10

Positivo
Negativo
Directa
Indirecta
Mensual
Semanal
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderada
Baja
Permanente
Intermitente
Esporádico
No ha ocurrido
Local
Zonal
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento parcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
Tipo de impacto
CRITERIO
Severidad DuraciónSensibilidad
Pública
Legislación Aplicable
TOTAL
SIGNIFICATIVO
AlcanceReversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AFrecuenciaAcción
42 Verificación del funcionamiento del esmeril. Presión sobre los recursos naturales 1 4 1 2 1 1 1 11 NO SIGNIFICATIVO
44 Traslado piezas conformes a granallado 2.
45Traslado de la viruta y polvillo a zona de fundición, para su reutilización , junto con piezas no conformes.
46 Limpieza del piso cuando lo requiera y limpieza del esmeril al final del turno.
47Introducción de piezas dentro de la granalladora, durante 15-20 minutos con granallas para quitar bolsas de aire.
48 Transporte de piezas a área de mecanizado.
49 Limpieza máquina y área al final del turno.
50Ajustar, calibrar, montar y desmontar máquina y sus herramientas, según pieza a mecanizar.
51Colocar piezas en máquina y Presionar botón, dándole la orden a la máquina que mecanice piezas.
52Transportar piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
53Limpieza de viruta constantemente generada durante el mecanizado, en la máquina y piso.
54 Ajuste calibración, montaje y desmontaje de máquina.
55 Desplazamiento de la palanca derecha hacia abajo, logrando perforar la pieza.
56 Limpieza de viruta de la máquina y el piso.
57Transporte de piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
58 Procedimiento similar al taladro chino
59 Ajuste calibración, montaje y desmontaje de máquina
60 Desplazamiento de la palanca derecha hacia abajo, logrando perforar la pieza.61 Limpieza de viruta de la máquina y el piso.
62Transporte de piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
63 Ajuste calibración, montaje y desmontaje de máquina
64 Desplazamiento de la palanca derecha hacia abajo, logrando perforar la pieza.
65 Limpieza de viruta de la máquina y el piso.
67 Funcionamiento del torno automático.68 Limpieza de viruta generada de la máquina y piezas 69 Verificación de diámetros y longitudes especificadas.
70Trasladado piezas a almacén de producto conforme, y piezas no conformes y viruta a fundición.
71 Limpieza del torno a mayor profundidad, cuando se termine el turno.
72observación de que no se presenten burbujas en el agua, mientras las piezas se encuentran sumergidas.
73 Clasificación de piezas conformes y no conformes en sus respectivas canastas.
74 Transporte de piezas conformes a almacén y piezas no conformes a curado.
75 Cambio de agua del tanque cada vez que se requiera.
76 Limpiar constantemente el piso, área y máquina al final del turno.
Agotamiento del agua contenida en el chiller.
Alteración de las características, físicas químicas y biológicas de los recursos naturales
Presión sobre los recursos naturales
Agotamiento del agua
Agotamiento y contaminación del agua por solventes,ácidos,. Aguas residuales
con solventes y grasas
Alteración de las características, físicas químicas y biológicas de los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales,
66Transporte de piezas conformes a probador, almacén o máquina para mecanizado y
piezas no conformes y viruta a zona de fundición.
43 Eliminación de la rebaba que contenga la pieza.
1
1 1 1
1 1
11
1
1
2
1
2
3
3
1
12,00
NO SIGNIFICATIVO
NO SIGNIFICATIVO
1
1
1
1
Ninguno NingunoArena de granalla que es
vendida a otra organización.
Fundición de la viruta y limadura para su
posterior utilización
NingunoRe utilización del agua para varias pruebas de
hermeticidad.Ninguno NingunoNinguno
Ninguno
--10,00 NO SIGNIFICATIVO
10,00
Ninguno
Reutilización de los lubricantes en su
totalidad para posteriores funcionamiento de la máquina, así como la
reutilización del agua para la refrigeración
Ninguno Ninguno Ninguno
Vendido de desechos a otras
organizaciones para su adecuda
disposición Gestión de disposición adecuada de los
residuos.
Vendido de arena a otra organización.
Gestión de disposición
adecuada de los
Ninguno
Ninguno
Gestión de disposición
adecuada de los residuos.
Gestión de disposición
adecuada de los residuos.
Ninguno Ninguno1 1
3 11
1
3 1
1 24 2
241 2
NO SIGNIFICATIVO
NO SIGNIFICATIVO
13
13
1
1
2
3
3
1 1 1
2
1
4
1 24
1 1
14
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
13
14
14
1 1
1
1
1
1
11 1

Positivo
Negativo
Directa
Indirecta
Mensual
Semanal
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderada
Baja
Permanente
Intermitente
Esporádico
No ha ocurrido
Local
Zonal
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento parcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
Tipo de impacto
CRITERIO
Severidad DuraciónSensibilidad
Pública
Legislación Aplicable
TOTAL
SIGNIFICATIVO
AlcanceReversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AFrecuenciaAcción
77 Disposición de piezas con fuga en canasta metálica.
78Disposición de la canasta con piezas en tanque y vertimiento de silicato de sodio al tanque.
79 Limpieza de las piezas sumergidas en el tanque.
80 Vertimiento de piezas en agua caliente durante 20 minutos.
81 Transporte de piezas a probador y realizarles la inspección.
82 Transporte de piezas conformes a almacén y no conformes a fundición.
83 Limpieza constantemente el piso, área y tanque al final del turno.
Presión sobre los recursos naturales.
Agotamineto y contaminación del agua
2 1 11
Agua con silicato de sodio re utilizado para el lavado
de pisos del área.
11 NO SIGNIFICATIVO
NingunoNingunoTratamiento de aguas
en la PTAR de la organización.
Ninguno
Gestión de disposición
adecuada de los residuos.
3 21
22 11 12 NO SIGNIFICATIVO1 1 13

SOLDADURA
PAOLA ORTEGA
REINA ENIT ALAYON- GIOVANY MORENO
Normal Ley 29 de 1992
Decreto 741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
2 Verificación que no se perciban olores del compuesto. Normal Decreto 1713 del 2002, Art, 14,15,16,17,44
3 Transporte de canecas estivadas hacia el corredor frente al área de soldadura mediante un monta cargas. Normal
4 Entrar las estibas al área de soldadura mediante una estibadora. Normal
5 Acercar las canecas al tanque correspondiente por solvente, acoplar bomba neumática para desocupar la caneca Normal
6 Al final escurrirla para dejarla completamente vacía. Normal Ley 29 de 1992
7 Una vez la caneca este desocupada, estibarla, forrarla con vinipel y llevarlas al centro de acopio. NormalDecreto 741 de 2005 art 1,5,9,10,13 y 19
8 Recibir resina en bigbags o en bultos Normal Reslución 2309 de 1986, Art 14,18,19,21,29,66
9 Llenar tolva de alimentación del sistema OGA con la resina NormalDecreto 1713 del 2002, Art, 14,15,16,17,44
10 Inicio del sistema de dosificación automática GSE e ingreso de la fórmula correspondiente. Normal
11 Oprimir START e iniciar el proceso de preparación de formula. Normal
Normal Ley 29 de 1992
Decreto 741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
13Registrar lote a producir y cantidades (Kg.) de componentes utilizados en el formato F=150000 (Registro de control del proceso de soldadura PVC, CPVC y limpiador de PVC y CPVC
Normal
Decreto 1713 del 2002, Art, 14,15,16,17,44
14 Solicitud y recepción de insumos (Cajas de embalaje, tapas, envases, etiquetas) Normal
15 Tomar caja sin armar y verificar optimas condiciones. Normal
16 Colocar rombos de seguridad (Líquido inflamable, y norma NFPA 704) Normal
17 Pegar base con Pegamento y cinta, colocar primera división interna y apilar. Normal
18 Pegar etiqueta de referencia y código de barras al exterior de la caja Normal
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Presión sobre los recursos naturales.
A
Manipulación de sustancias químicas como resina PVC o CPVC. Consumo de
energía. Generación de residuos peligrosos
Contaminación del suelo.
Utilización de materias primas Presión sobre los recursos naturales.
A
Ingreso de materias primas
Preparación de orden de
trabajo
Alistamiento de insumos
Resina PVC o CPVC t master
Cajas, etiquetas, envases, pegamento, cinta
MATERIAS PRIMAS LEGISLACIÓN APLICABLE
A
IMPACTOETAPA ASPECTO
Solventes para soldadura, resina PVC o CPVC
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
Exposición de sustancias químicas como solventes para soldadura, resina PVC o CPVC, Utilización del aire. Generación
de residuos peligrosos
Presión sobre los recursos naturales.
Contaminación del suelo.
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
Recepción
de materias
primas Verificación que las canecas que contienen la materia prima estén en buenas condiciones.1
AContaminación del suelo.
12Una vez realizada la mezcla de la formula, se debe tomar una muestra de aproximadamente 1 Kg. Para que sea analizada por el departamento de conformidad.
Exposición de sustancias químicas inflamables.
Solventes para soldadura

MATERIAS PRIMAS LEGISLACIÓN APLICABLE IMPACTOETAPA ASPECTO
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SOACTIVIDAD
de materias
19Rompimiento de los plásticos de los empaques de los envases de la solución, así como las cajas que contienen las tapas y subtapas si corresponde.
Normal Presión sobre los recursos naturales.
Normal Ley 29 de 1992
Decreto 741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
21Durante el proceso se mantiene una constante inspección al producto, para identificar las no conformidades y actuar de la manera apropiada.
NormalDecreto 1713 del 2002, Art, 14,15,16,17,44
22 Tomar caja apilada y poner en la mesa de trabajo. Normal
23 Empaque del producto terminado en las cajas e inspección del envase esté llenado correctamente, Normal
24 Apilamiento de las cajas sobre la estiba y disposición a conformidad. Normal
Liberación de producto terminado
25 Realizar inspección de conformidad de producto terminado. Normal -- -- A
APROVECHABLE NO APROVECHABLE PELIGROSO
No hay normatividad asociada
x x
x
x
x
x
x
x
x
x
x
x
x x
Residuos inflamables peligrosos
Zuncho
Papel
Barrido
Sellos de seguridad
x x
Utilización de materias primas Presión sobre los recursos naturales.
A
Contaminación del suelo.
A
Empaque de
producto
terminado
Envasado y etiquetado
La legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión ambiental
NOTAS
Proyecto en planeación: Extracción de vapores presentes en el área
Cajas
RESIDUOS GENERADOS
Soldadura plastificada
Franela o estopa contaminada
Vidrios rotos
Bigbags dañados
Envase hojalata contaminado
Bolsas plásticas
Tapa plástica
Vidrio blanco
20Llenado bandeja de alimentación y vibradores con envases y con tapas y subetapas respectivamente y según corresponda.
Consumo de energía, consumo de aire , generación de residuos líquidos
inflamables.

Posi
tivo
Neg
ativ
o
Dir
ecta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
más
tur
nos
Muy
Alt
a
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmit
ente
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irre
vers
ible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
2 Verificación que no se perciban olores del compuesto.
3Transporte de canecas estivadas hacia el corredor frente al área de soldadura mediante un monta cargas.
4 Entrar las estibas al área de soldadura mediante una estibadora.
5Acercar las canecas al tanque correspondiente por solvente, acoplar bomba neumática para desocupar la caneca
6 Al final escurrirla para dejarla completamente vacía.
7Una vez la caneca este desocupada, estibarla, forrarla con vinipel y llevarlas al centro de acopio.
8 Recibir resina en bigbags o en bultos
9 Llenar tolva de alimentación del sistema OGA con la resina
10Inicio del sistema de dosificación automática GSE e ingreso de la fórmula correspondiente.
11 Oprimir START e iniciar el proceso de preparación de formula.
13Registrar lote a producir y cantidades (Kg.) de componentes utilizados en el formato F=150000 (Registro de control del proceso de soldadura PVC, CPVC y limpiador de PVC y CPVC
14Solicitud y recepción de insumos (Cajas de embalaje, tapas, envases, etiquetas)
15 Tomar caja sin armar y verificar optimas condiciones.
16Colocar rombos de seguridad (Líquido inflamable, y norma NFPA 704)
17Pegar base con Pegamento y cinta, colocar primera división interna y apilar.
18Pegar etiqueta de referencia y código de barras al exterior de la caja
PROCESO
ELABORADO POR
REVISADA POR REINA ENIT ALAYON- GIOVANY MORENO
SOLDADURA
PAOLA ORTEGA
Presión sobre los recursos naturales.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
IMPACTO
Contaminación del suelo.
Presión sobre los recursos naturales.
Contaminación del suelo.
Presión sobre los recursos naturales.
Contaminación del suelo.
ACTIVIDAD
1Verificación que las canecas que contienen la materia prima
estén en buenas condiciones.
12Una vez realizada la mezcla de la formula, se debe tomar una muestra de aproximadamente 1 Kg. Para que sea analizada por el departamento de conformidad.
NO SIGNIFICATIVO
Extracción de vapores
presentes en el área
NingunoNinguno Ninguno Ninguno Ninguno1 0 1011 2
Gestión de residuos
peligrosos
1 1 3
Ninguno Ninguno
1
Ninguno
1
Extracción de vapores
presentes en el área
Ninguno
35
14
SIGNIFICATIVO
NO SIGNIFICATIVO1
133
3
10
13
3 1
Ninguno Ninguno
NO SIGNIFICATIVO
NO SIGNIFICATIVO
Ninguno Ninguno
Extracción de vapores
presentes en el área
Gestión de residuos
peligrosos
01
1 01
3
2
3
1
1
Extracción de vapores
presentes en el área
10 NO SIGNIFICATIVO Ninguno1
TOTA
L
1
1
1 1
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AAlcance
Reversibilidad
CRITERIO
Severidad DuraciónSensibili
dad Pública
SIG
NIF
ICA
TIV
O
Legislación Aplicable
Tipo de impacto
FrecuenciaAcción
3
3
1 1
1 1 3
331
NingunoNingunoNingunoNinguno
1 0
0
0
01 2 11

Posi
tivo
Neg
ativ
o
Dir
ecta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
más
tur
nos
Muy
Alt
a
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmit
ente
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irre
vers
ible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
IMPACTOACTIVIDAD
TOTA
L
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AAlcanceReversib
ilidad
CRITERIO
Severidad DuraciónSensibili
dad Pública
SIG
NIF
ICA
TIV
O
Legislación Aplicable
Tipo de impacto
FrecuenciaAcción
19Rompimiento de los plásticos de los empaques de los envases de la solución, así como las cajas que contienen las tapas y subtapas si corresponde.
Presión sobre los recursos naturales. 1 1 3 2 3 1 1 1 13 NO SIGNIFICATIVO
21Durante el proceso se mantiene una constante inspección al producto, para identificar las no conformidades y actuar de la manera apropiada.
22 Tomar caja apilada y poner en la mesa de trabajo.
23Empaque del producto terminado en las cajas e inspección del envase esté llenado correctamente,
24Apilamiento de las cajas sobre la estiba y disposición a conformidad.
25 Realizar inspección de conformidad de producto terminado. -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- 0 NO SIGNIFICATIVO -- -- -- -- -- --
Contaminación del suelo.
Presión sobre los recursos naturales.
20Llenado bandeja de alimentación y vibradores con envases y con tapas y subetapas respectivamente y según corresponda.
1 NO SIGNIFICATIVO1 1 131Gestión de residuos
peligrososNinguno Ninguno Ninguno Ninguno
Extracción de vapores
presentes en el área
Ninguno
1 3
Gestión de residuos
peligrosos
1 1 3
Ninguno
1 1 1
Extracción de vapores
presentes en el área
Ninguno
15 SIGNIFICATIVO0
Ninguno
4 331 1

MEZCLAS
PAOLA ORTEGA
REINA ENIT ALAYON- SONIA SANCHEZ
1Inventario de compuestos, materias primas por referencia, en silos en big bag, producto terminado,en proceso y almacenado en el área de mezclas.
Normal
2Evaluación de la capacidad de cada uno de los turbo mezcladores para programar de acuerdo a lascantidades.
Normal
3 Programación las actividades del área por turno, batches, referencia y turbo mezclador. Normal
4 Verificar materias primas solicitadas en cada proceso Normal
5Recepción del turno anterior, las cantidades de masterbatch y aditivos existentes en el área,verificando que el inventario de las mismas sean correctas.
Normal Presión sobre los recursos naturales
Normal Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Normal Ley 29 de 1992
8 Revisión del programa de producción diaria por turno. Normal
9 Recibir las materias primas requeridas para la fabricación del compuesto. Normal
10 Cargado de la resina en cada tolva o del material asignad. Normal
11 Verificar las condiciones de trabajo del equipo establecidas Normal
Normal Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
Normal Resolucón 1207 de 2007, Art 6,7
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Ley 29 de 1992
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
contaminación del suelo
Generación de residuos, conusmo de agua, consumo de materia prima
AConsumo de energía, Consumo de materia
prima, generación de residuos
Contaminación del suelo
Presión sobre los recursos naturales, ,
Compuestos para el masterbatch
Solicitud, alistamiento y recepción de
materias primas
Planeación y distribución de Compuestos
para masterbatch
ETAPA
Consumo de energía, consumo de materia prima
Presión sobre los recursos naturales A
LEGISLACIÓN APLICABLEASPECTO
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
MATERIAS PRIMAS
Materias primas del proceso
AMBIENTA
L:A / OCUPA
CIO
NAL: S Y SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTO
A
13Fabricación de los compuestos de batch sencillo o doble para la planta de Inyección o extrusión en
el turbo mezclador CACCIA o PLASMEC.
Elaboración de com
puestos
6 Verificación de las condiciones de operación de la báscula al inicio de turno.
Programación del turbo mezclador para trabajar en batche sencillo o doble.12
Normal
Materias primas del proceso
14Descargar las materias primas y la mezcla en el mezclador y enfriador respectivamente, a una
temperatura y tiempo establecidos.
7Tarar el recipiente o bolsa que va a contener el masterbatch con el fin de descontar el peso exacto de las materias primas.
agotamiento del agua

ETAPA LEGISLACIÓN APLICABLEASPECTO
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
MATERIAS PRIMAS
AMBIENTA
L:A / OCUPA
CIO
NAL: S Y SO
ACTIVIDAD IMPACTO
15 Almacenamiento de la mezcla realizada.(big bag) Normal Decreto 4741 de 2005 art 1,5,9,10,13 y 19
16 Alistamiento de la mezcla para ser entregada a las áreas NormalReslución 2309 de 1986, Art 14,18,19,21,29,66
17 Pesado de big bag y descargarlo en el inventario. Normal Decreto 4741 de 2005 art 32
18 Traslado y asignar la ubicación del material. Normal Ley 29 de 1992
APROVECHABLE NO APROVECHABLE PELIGROSO
x
x
x
x
x
x
x
x
x
x x
Generación de residuos, conusmo de aire, consumo de energía.
Contaminación del suelo, presión sobre los recursos naturales.
ACompuesto terminado
Aceites
Papel con estabilizante
Plástico
Madera
Materia particulado que no puede reprocesar(desecho)
RESIDUOS GENERADOS
Isotanques contaminados
Caucho
Metales
Cartón
NOTASLa legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión
ambiental
Zuncho x
Almacenamiento, manejo y entrega de
compuestos de PVC en
Franela y material contaminado

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
1Inventario de compuestos, materias primas por referencia, ensilos en big bag, producto terminado, en proceso y almacenadoen el área de mezclas.
2Evaluación de la capacidad de cada uno de los turbo mezcladorespara programar de acuerdo a las cantidades.
3Programación las actividades del área por turno, batches,referencia y turbo mezclador.
4 Verificar materias primas solicitadas en cada proceso
5Recepción del turno anterior, las cantidades de masterbatch yaditivos existentes en el área, verificando que el inventario de lasmismas sean correctas.
Presión sobre los recursos naturales
1 1 4 2 3 1 1 0 13 NO SIGNIFICATIVO
8 Revisión del programa de producción diaria por turno.
9Recibir las materias primas requeridas para la fabricación delcompuesto.
10 Cargado de la resina en cada tolva o del material asignad.
11 Verificar las condiciones de trabajo del equipo establecidas
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Ninguno Ninguno
Material particulado en el piso, re utilización del agua utilizada en los
sistemas de enfriamiento ( aguas lluevias, aguas
grasas)
Ninguno Ninguno
Gestión de disposición
adecuada de residuos
PROCESO
ELABORADO POR
REVISADA POR
MEZCLAS
PAOLA ORTEGA
REINA ENIT ALAYON- SONIA SANCHEZ
13Fabricación de los compuestos de batch sencillo o doble para la planta de Inyección o extrusión en el turbo mezclador CACCIA o
PLASMEC.
14Descargar las materias primas y la mezcla en el mezclador y
enfriador respectivamente, a una temperatura y tiempo establecidos.
IMPACTO
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales, ,
agotamiento del agua
contaminación del suelo
ACTIVIDAD
6Verificación de las condiciones de operación de la báscula al
inicio de turno.
7Tarar el recipiente o bolsa que va a contener el masterbatch con el fin de descontar el peso exacto de las materias primas.
12Programación del turbo mezclador para trabajar en batche
sencillo o doble.
TOTA
L
DuraciónSensibilidad
Pública
Legislación Aplicable
FrecuenciaAcción AlcanceReversibilidad
SIGNIFICATIVO
Tipo de impacto
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
CRITERIO
Severidad
1 1 4 11 NingunoNinguno Ninguno Ninguno Ninguno0
3
NO SIGNIFICATIVO Ninguno3
Ninguno
121
Gestión de disposición
adecuada de residuos
Ninguno NingunoMaterial particulado en el
pisoNinguno
1
1
013
2 3
1
13
14
41 1
2
4
4
NO SIGNIFICATIVO
NO SIGNIFICATIVO1
1 0
3 0
11
1 1 4
1 1
13 3 0 0 141
0
NO SIGNIFICATIVO
1
14 NO SIGNIFICATIVO

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
TOTA
L
DuraciónSensibilidad
Pública
Legislación Aplicable
FrecuenciaAcción AlcanceReversibilidad
SIGNIFICATIVO
Tipo de impacto
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
CRITERIO
Severidad
15 Almacenamiento de la mezcla realizada.(big bag)
16 Alistamiento de la mezcla para ser entregada a las áreas
17 Pesado de big bag y descargarlo en el inventario.
18 Traslado y asignar la ubicación del material.
Contaminación del suelo, presión sobre los recursos naturales.
4 31 1 13 14 NO SIGNIFICATIVO1 0 Ninguno
Gestión de disposición
adecuada de residuos
Ninguno NingunoMaterial particulado en el
pisoNinguno0

EXTRUSIÓN PALETIZADORA
PAOLA ORTEGA
REINA ALAYON- JOHN BETANCUR
1 Apagado completamente de la extrusora.
2 Abrir la compuerta de la máquina cortadora
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 1434 Cierre de la compuerta de la máquina cortadora y asegurarla. Resolucón 1207 de 2007, Art 6,7
5Prendido de la máquina cortadora y colocar fuente de aire de agitación (Esto evita que elmaterial caliente se quede pegado a las cuchillas).
Decreto 4741 de 2005 art 1,5,9,10,13 y 19Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32Ley 29 de 1992Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
8 Verificación de que el material este llegando a la tolva de almacenamiento del enfriador.
9 Verificación del aspecto del tuvo cumpla con todos los requisitos.
10 Apagar el enfriador y el vibrador y vaciar zona de refrigeración. Normal11 Colocar big bag sobre la estiba y engancharla al soporte de la salida del enfriador. Normal12 Prender el vibrador y el enfriador y esperar a que la big bag este lleno. Normal
13 Una vez esté llena el big bag, apagar el vibrador y el enfriador. Normal
14Introducir una estibadora en la estiba, sacar la big bag de debajo de la salida del enfriador ydisponer del producto terminado.
Normal
15 Colocar nuevamente la estiba y el big bag debajo de la salida del enfriador y repetir el Normal
APROVECHABLE NO APROVECHABLE PELIGROSO
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Consultar Matriz Legal- energía
Consultar Matriz Legal- energía
La legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión ambiental
NOTAS
Limpieza de la boquilla para retirar toda la purga que haya quedado (esto evita que las cuchillas se rompan con el material frío y endurecido que sale del molde de la extrusora).
3
6 Encender la extrusora y verificar el correcto funcionamiento del proceso.
7 Encendido del succionador, el vibrador y el enfriador de la línea.
Cartón y papel
Producto no conforme
Normal
Agua contaminada
Bigbags no funcionales
Elementos contaminados( estopa, franela y cartón contaminado)
Iso tanques y tanques contaminados
Lubricantes contaminados
RESIDUOS GENERADOS
Barrido
Plástico( envolturas plásticas, lonas)
Presión sobre los recursos naturales
Agotamiento del agua
Carga al relleno sanitario.
Consultar Matriz Legal- energía A
Consumo de materia prima, generación de residuos sólidos, consumo de
energía.ACompuesto
AM
BIEN
TAL:A / O
CUPA
CIO
NAL: S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
Dispo
sición
de
prod
ucto
te
rmin
ado
Big BagConsumo de energía, utilización de
materia primaPresión sobre los recursos naturales
Presión sobre los recursos naturales
Agotamiento del agua
ETAPA
Enfriam
ient
o de
l m
ater
ial
IMPACTO
Consumo de energía, consumo de agua.
Lim
piez
a de
cuc
hilla
s
A
CONDIC
IÓN O
PERACIÓ
NNor
mal = R
utinar
iaAno
rmal = N
o Rut
inar
iaEm
erge
ncia
MATERIA PRIMA ASPECTO LEGISLACIÓN APLICABLE
A normal
x
x
x
x
x x
x x
x
x
x

Positivo
Neg
ativo
Direc
ta
Indirecta
Men
sual
Seman
al
Un tu
rno al día
Dos
o m
ás tur
nos
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmiten
te
Espo
rádico
No ha
ocu
rrido
Loca
l
Zona
l
Globa
l
Rev
ersible
Irreve
rsible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcial
No cu
mple
Elim
inar
Red
ucir
Reu
sar
Rec
iclar
Con
trol de Inge
niería
Con
trol A
dministrat
ivo
1 Apagado completamente de la extrusora.
2 Abrir la compuerta de la máquina cortadora
4 Cierre de la compuerta de la máquina cortadora y asegurarla.
5Prendido de la máquina cortadora y colocar fuente de aire de agitación(Esto evita que el material caliente se quede pegado a las cuchillas).
8Verificación de que el material este llegando a la tolva de almacenamientodel enfriador.
9 Verificación del aspecto del tuvo cumpla con todos los requisitos.
10 Apagar el enfriador y el vibrador y vaciar zona de refrigeración.
11 Colocar big bag sobre la estiba y engancharla al soporte de la salida del 12 Prender el vibrador y el enfriador y esperar a que la big bag este lleno.
13 Una vez esté llena el big bag, apagar el vibrador y el enfriador.
14Introducir una estibadora en la estiba, sacar la big bag de debajo de lasalida del enfriador y disponer del producto terminado.
15 Colocar nuevamente la estiba y el big bag debajo de la salida del enfriador
PAOLA ORTEGA
REINA ALAYON- JOHN BETANCUR
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
EXTRUSIÓN PALETIZADORA
IMPACTO
Presión sobre los recursos naturales
Agotamiento del agua
Carga al relleno sanitario.
Agotamiento del agua
Presión sobre los recursos naturales
ACTIVIDAD
3Limpieza de la boquilla para retirar toda la purga que haya quedado (esto evita que las cuchillas se rompan con el material frío y endurecido que sale del molde de la extrusora).
6 Encender la extrusora y verificar el correcto funcionamiento del proceso.
7 Encendido del succionador, el vibrador y el enfriador de la línea.
1
11 NO
SIGNIFICATIVO34 11 1
1 0
1 1
11311 1 2
1 03 121 1 2
1 1 01 22
Ninguno
Producto no conforme pasa
a ser recuperado
para su posterior utilización.
Ninguno
1 1
Ninguno12 NO
SIGNIFICATIVONinguno Ninguno01 1 121
Presión sobre los recursos naturales
Ninguno
PTAR para el agua
consumida en la organización
Gestión de disposición adecuada de
residuos.
1 1 4
Agua para la refrigeración, se reutiliza
varias veces en los procesos.0 13
NO SIGNIFICATIVO
14
1 1
Ninguno Ninguno
1 1
3 14 1
Ninguno
PTAR para el agua
consumida en la organización
12
11
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
10
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AAlcanceReversibilidad
Gestión de disposición adecuada de
residuos.
Ninguno NingunoAgua de limpieza
CRITERIO
Severidad DuraciónSensibili
dad Pública
Legislación Aplicable
TOTA
L
Tipo de impacto
1
SIGNIFIC
ATIVO
FrecuenciaAcción

EXTRUSIÓN CORRUGADA
PAOLA ORTEGA
REINA ALAYON- JOHN BETANCUR
1 Parado de la corrugadora. Normal
2Deslizar orugas de referencia anterior hacia fuera del Magazine (están acopladas mediante patines que permiten su fácil montaje y desmontaje).
Normal
3 Alinear la corrugadora con la boquilla del molde de la extrusora. Normal
4 Iniciar la corrugadora. Normal
Check List 5Programación de la extrusora, la corrugadora, el rotulador y la sierra con la velocidad que el producto a fabricar requiera.
Normal Consumo de energía Presión sobre los recursos naturales. Consultar Matriz Legal- Energía A
6Solicitud del carbonato en la cantidad necesaria y verificación una vez sea llevado a la línea (El carbonato es necesario en el proceso cuando del diámetro de la referencia a producir es mayor o igual a 200 mm).
Normal
7 Tomar los bultos de carbonato y vaciarlos en un barril designado para su almacenamiento. Normal
8 Conectar el transituber a la tolva del material y prenderlo. Normal
9Verificar la extracción del material hacia la máquina y empujar la mezcla golpeando la tolva de la máquina con ayuda de un chipote.
Normal
10 Esperar a que el material salga por el molde de la extrusora. Normal
11 Parar la -máquina. Normal
12 Correr la corrugadora hasta que la boquilla del molde quede por dentro de el. Normal
13Verificar que el tubo salga al otro lado de la corrugadora, y comenzar a ajustar las variables de la línea para estabilizar la forma del tubo.
Normal
14Verificación del adecuado funcionamiento de la corrugadora, y que a su salida el tubo cumpla con los requerimientos de calidad establecidos.
Normal Presión sobre los recursos naturales. Consultar Matriz Legal- Energía
Normal Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
16 Rotulado del tubo Normal Resolucón 1207 de 2007, Art 6,7
17Verificar el adecuado funcionamiento de la sierra y que a su salida el tubo cumpla con los requerimientos de calidad establecidos para el mismo.
Normal
18 Quitar residuos en el borde del tubo con ayuda de un cuchillo. Normal
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Ley 29 de 1992
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
A
Normal
Consumo de energía, Generación de residuos
Consultar Matriz Legal- Energía
Verificación de que a la salida de la corrugadora la campana del tubo este formada de manera adecuada y cumpla con los requerimientos de calidad establecidos para el producto a fabricar.
15
19 Verificar la apariencia, diámetro, espesor y longitud del tubo, una vez haya sido cortado.
Corte
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
MATERIA PRIMA
Alimentación de materia prima (carbonato)
AMBIEN
TAL:A / OCUPA
CIO
NAL: S Y SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTOETAPA ASPECTO LEGISLACIÓN APLICABLE
Cambio molde orugas de corrugado
Enhebramiento de la máquina.
Formado del tubo
Carbonato
A
A
Consumo de energía
Consumo de energía, utilización de materias primas.
Consumo de energía
Consumo de energía, consumo de agua, consumo de tinta.
Tinta
A
A
Consultar Matriz Legal- Energía
Consultar Matriz Legal- Energía
Consultar Matriz Legal- Energía
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Agotamiento del agua.
Presión sobre los recursos naturales.
Carga al relleno sanitario

CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
MATERIA PRIMA
AMBIEN
TAL:A / OCUPA
CIO
NAL: S Y SO
ACTIVIDAD IMPACTOETAPA ASPECTO LEGISLACIÓN APLICABLE
20Colocar el sello manualmente en extremo del tubo. Nota: El tubo corrugado de riego alcantarillado (color gris) se colocan 2 sellos en el extremo del tubo.
Normal
21 Envolver sello en cinta para su protección. Normal
APROVECHABLE NO APROVECHABLE PELIGROSO
Barrido
Plástico( envolturas plásticas, lonas)
Envases de solventes y pintura
Agua residual
Bigbags no funcionales
Producto no conforme
Zunchos
Hidro sellos
Viruta
Madera
Isotanques y tanques vacios
Lubricantes contaminados
Elementos contaminados( estopa, franela y cartón contaminado)
Cartón y papel
Sellado sellos, cinta
RESIDUOS GENERADOS
Consumo de materia prima A
NOTASLa legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de
Gestión ambiental
Consultar Matriz Legal- EnergíaPresión sobre los recursos naturales.
x
x
x
x
x x
x x
x
x
x
x
x
x
x
x x

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
1 Parado de la corrugadora.
2Deslizar orugas de referencia anterior hacia fuera del Magazine (están acopladas mediante patines que permiten su fácil montaje y desmontaje).
3 Alinear la corrugadora con la boquilla del molde de la extrusora.
4 Iniciar la corrugadora.
5Programación de la extrusora, la corrugadora, el rotulador y la sierra con la velocidad que el producto a fabricar requiera.
Presión sobre los recursos naturales.
1 1 4 1 2 1 1 0 11 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
6Solicitud del carbonato en la cantidad necesaria y verificación una vez sea llevado a la línea (El carbonato es necesario en el proceso cuando del diámetro de la referencia a producir es mayor o igual a 200 mm).
7Tomar los bultos de carbonato y vaciarlos en un barril designado para su almacenamiento.
8 Conectar el transituber a la tolva del material y prenderlo.
9Verificar la extracción del material hacia la máquina y empujar la mezcla golpeando la tolva de la máquina con ayuda de un chipote.
10 Esperar a que el material salga por el molde de la extrusora.
11 Parar la -máquina.
12 Correr la corrugadora hasta que la boquilla del molde quede por dentro de el.
13Verificar que el tubo salga al otro lado de la corrugadora, y comenzar a ajustar las variables de la línea para estabilizar la forma del tubo.
14Verificación del adecuado funcionamiento de la corrugadora, y que a su salida el tubo cumpla con los requerimientos de calidad establecidos.
Presión sobre los recursos naturales.
1 1 4 2 3 1 1 1 14 NO SIGNIFICATIVO
16 Rotulado del tubo
17Verificar el adecuado funcionamiento de la sierra y que a su salida el tubo cumpla con los requerimientos de calidad establecidos para el mismo.
18 Quitar residuos en el borde del tubo con ayuda de un cuchillo.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
EXTRUSIÓN CORRUGADA
PAOLA ORTEGA
REINA ALAYON- JOHN BETANCUR
ACTIVIDAD
15Verificación de que a la salida de la corrugadora la campana del tubo este formada de manera adecuada y cumpla con los requerimientos de calidad establecidos para el producto a fabricar.
19Verificar la apariencia, diámetro, espesor y longitud del tubo, una vez haya
sido cortado.
IMPACTO
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Agotamiento del agua.
Ninguno Ninguno
Viruta, partes de tubo cortado y producto no conforme pasa a ser recuperado para su posterior utilización.
Ninguno NingunoNinguno
13 NO SIGNIFICATIVO
1
1 13 14 11 1
Presión sobre los recursos naturales.
Carga al relleno sanitario
4
DuraciónTipo de impacto
FrecuenciaAcción SeveridadSensibilidad
Pública
Legislación Aplicable
TOTA
L
SIGNIFICATIVO
Ninguno
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
Ninguno Ninguno NingunoNinguno
AlcanceReversibilidad
CRITERIO
Ninguno Ninguno Ninguno
Ninguno
Ninguno Ninguno
Scrap, velas, viruta recuperada para ser utilizada como MP
Ninguno
Ninguno
Ninguno
Ninguno
31 1 21 NO SIGNIFICATIVO
1 1
1 1001 Ninguno
4 2 3 14 NO SIGNIFICATIVO1 1
1 1 4
Ninguno Ninguno1
12 NO SIGNIFICATIVO1 01 13
1 1 1 3 1 01
Agua y lubricantes que se reutilizan
durante todo el proceso y turnos
Ninguno
PTAR dentro de la organización que trata el agua utilizada en las operaciones
Gestión de disposición adecuada de residuos.
Ninguno
13 NO SIGNIFICATIVO
1 1 4 21 1 11 12 NO SIGNIFICATIVO
0

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
ACTIVIDAD IMPACTO
DuraciónTipo de impacto
FrecuenciaAcción SeveridadSensibilidad
Pública
Legislación Aplicable
TOTA
L
SIGNIFICATIVO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AAlcanceReversibilidad
CRITERIO
20Colocar el sello manualmente en extremo del tubo. Nota: El tubo corrugado de riego alcantarillado (color gris) se colocan 2 sellos en el extremo del tubo.
21 Envolver sello en cinta para su protección.
Presión sobre los recursos naturales.
41 1 11 1 01 Ninguno10 NO SIGNIFICATIVO NingunoNinguno Ninguno Ninguno Ninguno

EXTRUSIÓN TEJA
PAOLA ORTEGA
REINA ALAYON- JOHN BETANCUR
Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5
2 Conexión del sistema de refrigeración al nuevo moldeDecreto 1541 de 1978, Art 143
3 Verificar estado del nuevo molde y su correcto funcionamiento.Resolucón 1207 de 2007, Art 6,7
Check list de la línea 4 Programación de la extrusora, el halador y la cizalla con la velocidad que el producto a fabricar requiera. Normal Consumo de energía. Presión sobre los recursos naturales. Consultar Matriz Legal- Energía A
5 Esperar a que el material salga por el molde de la extrusora.
6 Parar extrusora y cortar la lámina en v y hacer un hueco en la punta.
7Introducción de la punta de la lámina entre el primer y segundo rodillo de la calandra (de abajo haciaarriba).
8Recepción de la lámina al otro lado de la calandra e introducir entre el segundo y tercer rodillo de la misma(de abajo hacia arriba).
9Recepción de la lámina al otro lado de la calandra e introducir entre la persiana. Cuando salga del onduladorse corta el cable hasta que se estabilice su forma
10Una vez la lámina haya salido por la persiana se amarra un cable al hueco hecho anteriormente, el cual estaentre el ondulador, y se comienza a halar la lámina.
Ley 1575 de 2007, Art 10
11 Una vez su forma se haya estabilizado, introducirla en halador.Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
13Verificación del adecuado funcionamiento de la extrusora y que el material salga de esta cumpliendo losrequerimientos de calidad establecidos para el producto, y de los rodillos de la calandradora.
14Calibración del molde para que el espesor de la lámina sea el correcto. Verificación de la apariencia de lalámina en todo el proceso como el funcionamiento de la persiana de la calandra.
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
Resolucón 1207 de 2007, Art 6,7Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
17 Clasificación de tejas conformes y no conformes.Ley 29 de 1992
Consultar Matriz Legal- Energía
Consultar Matriz Legal- Energía
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Normal
Normal
Normal
A
AAgotamiento del agua, Presión sobre
los recursos naturales
Presión sobre los recursos naturales.
Agotamiento del agua.
Consumo de energía, consumo de agua.
Consumo de energía, consumo de agua, consumo de materia prima.
Consumo de energía, Consumo de agua, consumo de lubricantes, generación de
residuos.
Contaminación del suelo por residuos
A
Cambio de molde
Enhebramiento de la máquina.
ETAPA ASPECTO
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
Formado de la teja
AMBIEN
TAL:A / OCUPA
CIO
NAL: S Y SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTOMATERIA PRIMA LEGISLACIÓN APLICABLE
Introducción de la lámina saliente del halador a la cizalla, cuidando de que encaje perfectamente en la cizalla para que no se estrelle.
12
1Cambio de molde de Onduladora y torque cierra dependiendo de la referencia de la teja. (se encuentran
solo 2 tipos de moldes)
Agotamiento del agua15Verificar el adecuado funcionamiento del ondulador (El ondulador es una máquina que da la forma ondulada a la teja, cuya temperatura oscila entre 114-250 °C).
Presión sobre los recursos naturales.
Compuesto
Compuesto
16Verificar el adecuado funcionamiento del sistema de refrigeración del ondulador, además del rotulador, la
impresión y el funcionamiento del halador y crizalla sea el adecuado.

ETAPA ASPECTO
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
AMBIEN
TAL:A / OCUPA
CIO
NAL: S Y SO
ACTIVIDAD IMPACTOMATERIA PRIMA LEGISLACIÓN APLICABLE
Cambio de molde de Onduladora y torque cierra dependiendo de la referencia de la teja. (se encuentran
18Transporte de tejas conformes en la estibadora o en el montacargas (dependiendo el peso, por lo general laestiba llena pesa dos toneladas) a báscula.
19 Transportar tejas a centro de acopio ubicado en frente de extrusión corrugado.
20 Separar el scrap del conforme (Clasificar).
21 Depositar scrap en el carro de pesaje (rojo) y llevar a báscula para su pesaje.
APROVECHABLE NO APROVECHABLE PELIGROSO
NOTAS
La legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión ambiental
Consultar Matriz Legal- Energía
x
x x
x
x
x x
x
x
Normal AConsumo de energía. Presión sobre los recursos naturales.
Disposición de producto terminado
Disposición de producto no conforme
RESIDUOS GENERADOS
Barrido
Plástico( envolturas plásticas, lonas)
Agua contaminada
Producto no conforme
Cartón y papel
Iso tanques y tanques contaminados
Lubricantes contaminados

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
2 Conexión del sistema de refrigeración al nuevo molde
3 Verificar estado del nuevo molde y su correcto funcionamiento.
4Programación de la extrusora, el halador y la cizalla con la velocidad que elproducto a fabricar requiera.
Presión sobre los recursos naturales. 1 1 4 1 2 1 1 0 0 11 NO
SIGNIFICATIVONinguno Ninguno Ninguno Ninguno Ninguno Ninguno
5 Esperar a que el material salga por el molde de la extrusora.
6 Parar extrusora y cortar la lámina en v y hacer un hueco en la punta.
7Introducción de la punta de la lámina entre el primer y segundo rodillo de lacalandra (de abajo hacia arriba).
8Recepción de la lámina al otro lado de la calandra e introducir entre el segundoy tercer rodillo de la misma (de abajo hacia arriba).
9Recepción de la lámina al otro lado de la calandra e introducir entre la persiana.Cuando salga del ondulador se corta el cable hasta que se estabilice su forma
10Una vez la lámina haya salido por la persiana se amarra un cable al hueco hechoanteriormente, el cual esta entre el ondulador, y se comienza a halar la lámina.
11 Una vez su forma se haya estabilizado, introducirla en halador.
13Verificación del adecuado funcionamiento de la extrusora y que el material salgade esta cumpliendo los requerimientos de calidad establecidos para el producto,y de los rodillos de la calandradora.
14Calibración del molde para que el espesor de la lámina sea el correcto.Verificación de la apariencia de la lámina en todo el proceso como elfuncionamiento de la persiana de la calandra.
17 Clasificación de tejas conformes y no conformes.
Contaminación del suelo por residuos
PROCESO
ELABORADO POR
REVISADA POR
EXTRUSIÓN TEJA
PAOLA ORTEGA
REINA ALAYON- JOHN BETANCUR
15Verificar el adecuado funcionamiento del ondulador (El ondulador es una máquina que da la forma ondulada a la teja, cuya temperatura oscila entre 114-250 °C).
16Verificar el adecuado funcionamiento del sistema de refrigeración del ondulador, además del rotulador, la impresión y el funcionamiento del halador y crizalla sea
el adecuado.
IMPACTO
Agotamiento del agua, Presión sobre los recursos naturales
Presión sobre los recursos naturales.
Agotamiento del agua.
Presión sobre los recursos naturales.
Agotamiento del agua
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ACTIVIDAD
1Cambio de molde de Onduladora y torque cierra dependiendo de la referencia
de la teja. (se encuentran solo 2 tipos de moldes)
12Introducción de la lámina saliente del halador a la cizalla, cuidando de que
encaje perfectamente en la cizalla para que no se estrelle.
0
PTAR para el tratamiento de agua utilizado en el
proceso
0 0
NingunoNinguno
Agua para el sistema de
refrigeración de la máquina y lubricantes.
Ninguno
13
13
Ninguno
NO SIGNIFICATIVO
1
1
1
1
1
12
121
0
2 3
2
1
1 0
0
1
PTAR para el tratamiento de agua utilizado en el
proceso11
NO SIGNIFICATIVO
Ninguno11
2 2
21
Ninguno
NO SIGNIFICATIVO
NO SIGNIFICATIVO
2131 1
NO SIGNIFICATIVO
NO SIGNIFICATIVO
4
Ninguno Ninguno
Agua para el sistema de
refrigeración de la máquina y lubricantes.
Producto No conforme, scrap, velas para ser utilizado como
compuesto luego de ser recuperado
Ninguno
Gestión de disposición adecuada de residuos.
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIA
NingunoAgua del sistema
de refrigeración del molde.
Ninguno
Tipo de impacto
FrecuenciaAcción AlcanceReversibilidad
CRITERIO
Severidad DuraciónSensibilid
ad Pública
Legislación Aplicable
TOTA
L
SIGNIFICATIVO
1 1 4
1 1 4
1 1
1 1 4 03
11 1 2 1
1
0 12
0
1
1
4

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
Cambio de molde de Onduladora y torque cierra dependiendo de la referencia
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIATipo de impacto
FrecuenciaAcción AlcanceReversibilidad
CRITERIO
Severidad DuraciónSensibilid
ad Pública
Legislación Aplicable
TOTA
L
SIGNIFICATIVO
18Transporte de tejas conformes en la estibadora o en el montacargas(dependiendo el peso, por lo general la estiba llena pesa dos toneladas) abáscula.
19 Transportar tejas a centro de acopio ubicado en frente de extrusión corrugado.
20 Separar el scrap del conforme (Clasificar).
21 Depositar scrap en el carro de pesaje (rojo) y llevar a báscula para su pesaje.
Presión sobre los recursos naturales. NingunoNinguno Ninguno
Producto No conforme, scrap, velas para ser utilizado como
compuesto luego de ser recuperado
Ninguno11 NO
SIGNIFICATIVONinguno1 01211 1 4

EXTRUSIÓN PERFILADA
PAOLA ORTEGA
REINA ALAYON-JOHN BETANCUR
Cambiar molde 1 Graduar diámetro en la enrolladora según la referencia a fabricar. A Normal Consumo de energía Presión sobre los recursos naturales. Consultar Matriz Legal A
2Calentamiento de la máquina y verificación del correcto funcionamiento de todas las máquinas de la línea (extrusora, enrollador y resistencias que calientan lado inferior de material a la salida del molde)
3 Programación de la extrusora y el enrollador con la velocidad que el producto a fabricar requiera.
4 Esperar a que el material salga por el molde de la extrusora. Normal
5Cuando el perfil que sale del molde toque el enrollador, hacer un hueco con un cuchillo en el mismo, introducir en el hueco el gancho del extremo de la eslinga enrollada y mojar con agua en abundancia para endurecer el perfil con el fin de que no se rasgue a medida que el enrollador lo va halando.
Normal
Normal
Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143
7Cuando el primer tramo del perfil enrollado salga del enrollador, soltar el gancho, soltar la eslinga del enrollador y cortar el perfil para facilitar su desplazamiento.
Normal
Resolucón 1207 de 2007, Art 6,7Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Ley 29 de 1992
9 Verificación de que el material salga adecuadamente del molde y la apariencia en la enrolladora.
10Verificación de que el rotulador funcione adecuadamente, y que la impresión sobre el material sea legible y describa las especificaciones correctas.
11Verificación del adecuado funcionamiento de las resistencia que calienta el borde del perfil saliente del molde que facilita el posterior pegue en el enrollador.
Presión sobre los recursos naturales, Consultar Matriz Legal
12 Marcado del tubo a 21,5 cm del borde y al final del tubo 6,5 m. Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
14 Cortado del tubo con la caladora siguiendo la marca hecha. Ley 29 de 1992
15 Traer el puente grúa hacia el tubo.
16 Colocar una eslinga de tela alrededor del tubo para amarrarlo y enganchar al puente grúa.
17Transporte del tubo a las bases que lo sostiene, las cuales están hechas con otro tubo y se les ha dado la forma para poder acunar los tubos.
18 Soltar la eslinga del puente grúa y quitarla de alrededor del tubo.
19 Dejar caer el tubo al suelo desde la posición después del transporte inicial.
20Inspeccionar el tubo y verificar que no posea aberturas; es decir, que los perfiles no se hayan despegado ni roto.
21 En caso de falla, colocar el tubo no conforme en la zona designada para scrap.
22Transporte del tubo hasta el acampanador y verificar que la banda transportadora coloque el extremo del tubo en el horno.
23Verificación de la banda transportadora, coloque el tubo en el acampanador correctamente y empuje del tubo hacia las bases.
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Consultar Matriz Legal
Destaponar los conductos del molde que forman el perfil, para que el material fluya por todos los orificios, permitiendo que se estabilice la forma del perfil.
6Enhebramiento de la máquina.
Normal
Consumo de energía, consumo de agua, generación de residuos líquidos y sólidos.
Contaminación del suelo
13 Verificación del funcionamiento de la caladora
Presión sobre los recursos naturales.
Agotamiento del agua
Consumo de energía. Presión sobre los recursos naturales.
Consultar Matriz Legal
Consultar Matriz Legal
8Fijar las resistencias y ruedas que calientan y guían el perfil respectivamente, para facilitar el pegue del
mismo.
Consumo de energía. Consumo de energía. AConsultar Matriz Legal
-- -- AConsultar Matriz Legal
AConsultar Matriz Legal
A
Carga al relleno sanitario.
Consumo de energía, consumo de agua, Consumo de materia prima
Presión sobre los recursos naturales. A
Consumo de energía. Consumo de materia prima.
Presión sobre los recursos naturales. A
Consumo de energía, generación de residuos
Normal
Normal
Normal
Normal
Normal
Transporte inicial
Inspección de calidad
Acampanado Normal
Tinta
A
MATERIA PRIMA
Compuesto
LEGISLACIÓN APLICABLE IMPACTOETAPA ASPECTO
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
Check list de la línea
Formado del perfil
Formado del tubo
AMBIEN
TAL:A / OCUPA
CIO
NAL: S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR

MATERIA PRIMA LEGISLACIÓN APLICABLE IMPACTOETAPA ASPECTO
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
AMBIEN
TAL:A / OCUPA
CIO
NAL: S Y
SOACTIVIDAD
24Eliminación de la rebaba en ambos bordes del tubo para facilitar el taponamiento de los canales expuestos del tubo.
Presión sobre los recursos naturales. Consultar Matriz Legal
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32
Ley 29 de 1992
27 Aplicación de soldadura en el borde de ambos extremos del tubo.Decreto 4741 de 2005 art 1,5,9,10,13 y 19
28 Colocar, manualmente, el sello de unión de la campana y en el otro lado, colocar el sello de biselado.Reslución 2309 de 1986, Art 14,18,19,21,29,66
29 Envolvimiento del sello en cinta para su protección. Decreto 4741 de 2005 art 32
30 Aplicar lubricante en ambos sellos de las placas. Ley 29 de 1992
31 Traer el puente grúa hacia el extremo del tubo.
32 Colocar una eslinga de tela alrededor del tubo y amarrar al mismo.
33 Transporte el tubo a la zona de prueba de aire o a plancha para su almacenaje.
34 Acomodación del tubo con el tapón entre las placas.
35 Verificación de que el tubo quede acomodado adecuadamente en las placas.
36Mover las palancas de las placas para acercarlas o alejarlas del tubo: Cuando las placas se van acercando al tubo, ellas automáticamente paran sin causar daños en el mismo.
37 Medición de 60 cm del borde del tubo hacia el medio. Presión sobre los recursos naturales.
38 Colocar el tapete con el logo de GERFOR sobre el tubo.
39 Pintar sobre el tapete y verificar que el logo quede adecuado y legible.
25Aplicación de soldadura al tapón y la colocación en la abertura realizada y empuje hacia el fondo del
canal expuesto.,
26Aplicación en cada abertura la mezcla de soldadura y resina, previamente elaborada, con el fin de sellar
el hueco del canal taponado.
Consultar Matriz Legal
No hay normatividad relacionanda
Presión sobre los recursos naturales.Normal
Consultar Matriz Legal
Consumo de aire Presión sobre los recursos naturales.
Consumo de energía
Consumo de energía, Consumo de materia prima, generación de residuos peligrosos(
restos de pintura)A
Alteración de las características, físicas químicas y biológicas de los recursos naturales
A
A
Generación de residuos líquidos, Consumo de materia prima.
Contaminación del suelo por residuos líquidos. A
Generación de residuos, Consumo de energía. Consumo de materia prima.
A
Carga al relleno sanitario.
NormalImpresión del logo
GERFOR
Taponamiento de canales expuestos
Colocación de hidro-sellos
Transporte intermedio
Prueba de aire
Normal
Normal
Normal
Pintura
Soldadura, resina.
Lubricante, sello de unión de campana, cinta

MATERIA PRIMA LEGISLACIÓN APLICABLE IMPACTOETAPA ASPECTO
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
AMBIEN
TAL:A / OCUPA
CIO
NAL: S Y
SOACTIVIDAD
40 Traer el puente grúa hacia el extremo del tubo.
41 Colocar una eslinga de tela alrededor del tubo y amarrar al mismo.
42 Mover las palancas de las placas, para alejarlas del tubo y permitir su movilización.
43 Transporte del tubo conforme a plancha para almacenaje y no conforme a área de scrap.
44 Separar el scrap del conforme (Clasificar).
45 Depositar scrap en el carro móvil y llevar a báscula para su pesaje.
APROVECHABLE NO APROVECHABLE PELIGROSO
NOTASLa legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de
Gestión ambiental
Consultar Matriz Legal
Consultar Matriz LegalConsumo de energía Presión sobre los recursos naturales A
Consumo de energía. Presión sobre los recursos naturales. ANormal
Normal
Disposición de producto terminado
Disposición de scrap
Bigbags no funcionales
Producto no conforme
RESIDUOS GENERADOS
Barrido
Plástico( envolturas plásticas, lonas)
Cartón y papel
Elementos contaminados( estopa, franela y cartón contaminado)
Iso tanques y tanques contaminados
Lubricantes contaminados
Agua contaminada
x
x
x
x
x x
x x
x
x
x

EXTRUSIÓN PERFILADA
PAOLA ORTEGA
REINA ALAYON-JOHN BETANCUR
Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
1 Graduar diámetro en la enrolladora según la referencia a fabricar. Presión sobre los recursos naturales. 1 1 3 1 1 1 1 0 9 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
2Calentamiento de la máquina y verificación del correcto funcionamiento de todas las máquinas de la línea (extrusora, enrollador y resistencias que calientan lado inferior de material a la salida del molde)
3Programación de la extrusora y el enrollador con la velocidad que el producto a fabricar requiera.
4 Esperar a que el material salga por el molde de la extrusora.
5
Cuando el perfil que sale del molde toque el enrollador, hacer un hueco con un cuchillo en el mismo, introducir en el hueco el gancho del extremo de la eslinga enrollada y mojar con agua en abundancia para endurecer el perfil con el fin de que no se rasgue a medida que el enrollador lo va halando.
7Cuando el primer tramo del perfil enrollado salga del enrollador, soltar el gancho, soltar la eslinga del enrollador y cortar el perfil para facilitar su desplazamiento.
9Verificación de que el material salga adecuadamente del molde y la apariencia en la enrolladora.
10Verificación de que el rotulador funcione adecuadamente, y que la impresión sobre el material sea legible y describa las especificaciones correctas.
11Verificación del adecuado funcionamiento de las resistencia que calienta el borde del perfil saliente del molde que facilita el posterior pegue en el enrollador.
Presión sobre los recursos naturales, 1 1 4 1 3 1 1 0 12 NO SIGNIFICATIVO
12 Marcado del tubo a 21,5 cm del borde y al final del tubo 6,5 m.
14 Cortado del tubo con la caladora siguiendo la marca hecha.
15 Traer el puente grúa hacia el tubo.
16Colocar una eslinga de tela alrededor del tubo para amarrarlo y enganchar al puente grúa.
17Transporte del tubo a las bases que lo sostiene, las cuales están hechas con otro tubo y se les ha dado la forma para poder acunar los tubos.
18 Soltar la eslinga del puente grúa y quitarla de alrededor del tubo.
19 Dejar caer el tubo al suelo desde la posición después del transporte inicial.
20Inspeccionar el tubo y verificar que no posea aberturas; es decir, que los perfiles no se hayan despegado ni roto.
21 En caso de falla, colocar el tubo no conforme en la zona designada para scrap.
22Transporte del tubo hasta el acampanador y verificar que la banda transportadora coloque el extremo del tubo en el horno.
23Verificación de la banda transportadora, coloque el tubo en el acampanador correctamente y empuje del tubo hacia las bases.
PROCESO
ELABORADO POR
REVISADA POR
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Consumo de energía.
IMPACTO
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Agotamiento del agua
Contaminación del suelo
Presión sobre los recursos naturales.
ACTIVIDAD
6Destaponar los conductos del molde que forman el perfil, para que el material fluya por todos los orificios, permitiendo que se estabilice la forma del perfil.
8Fijar las resistencias y ruedas que calientan y guían el perfil respectivamente,
para facilitar el pegue del mismo.
13 Verificación del funcionamiento de la caladora
NingunoLubricantes, agua para refrigeración durante todo el proceso.
Ninguno NingunoGestión de
disposición adecuada de residuos
0 14 NO SIGNIFICATIVO
Ninguno
1 1
1
3 14 21 1
Ninguno Ninguno Ninguno Ninguno0 Ninguno Ninguno12 NO SIGNIFICATIVO1 11 34
-- -- -- -- --
1 1
-- -- -- -- -- Ninguno0 NO SIGNIFICATIVO-- -- -- -- -- ---- -- -- -- -- ---- ----
Presión sobre los recursos naturales. Ninguno Ninguno Ninguno Ninguno
-- -- -- -- -- --
0 Ninguno Ninguno1 11 341 1
3
NingunoGestión de
disposición adecuada de residuos
Ninguno Ninguno
Viruta o partes de tubo cortado generada en el proceso pasan a recurado para su posterior utilización
Ninguno
13 NO SIGNIFICATIVO1 0 01241 1 Carga al relleno sanitario.
PTAR dentro de la organización,
tratando el agua utilizada en los
procesos
Ninguno14 NO SIGNIFICATIVO Ninguno NingunoAgua de refrigeración, reutilizada durante todo el proceso
Ninguno1 12 31 1
1 11
12 NO SIGNIFICATIVO
1
1
SIGNIFICATIVO
NO SIGNIFICATIVO
15
14
34 3
Ninguno011 Ninguno11 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno4 1 21
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
1
Sensibilidad
Pública
Legislación Aplicable
Tipo de impacto
AlcanceReversibilidad
Severidad Duración
SIGNIFICATIVO
TOTA
L
FrecuenciaAcción
CRITERIO
1 1
1 1
4 1 3 1 1
4

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI ASensibilidad
Pública
Legislación Aplicable
Tipo de impacto
AlcanceReversibilidad
Severidad Duración
SIGNIFICATIVO
TOTA
L
FrecuenciaAcción
CRITERIO
24Eliminación de la rebaba en ambos bordes del tubo para facilitar el taponamiento de los canales expuestos del tubo.
Presión sobre los recursos naturales. 1 1 4 1 3 1 1 0 12 NO SIGNIFICATIVO
27 Aplicación de soldadura en el borde de ambos extremos del tubo.
28Colocar, manualmente, el sello de unión de la campana y en el otro lado, colocar el sello de biselado.
29 Envolvimiento del sello en cinta para su protección.
30 Aplicar lubricante en ambos sellos de las placas.
31 Traer el puente grúa hacia el extremo del tubo.
32 Colocar una eslinga de tela alrededor del tubo y amarrar al mismo.
33 Transporte el tubo a la zona de prueba de aire o a plancha para su almacenaje.
34 Acomodación del tubo con el tapón entre las placas.
35 Verificación de que el tubo quede acomodado adecuadamente en las placas.
36Mover las palancas de las placas para acercarlas o alejarlas del tubo: Cuando las placas se van acercando al tubo, ellas automáticamente paran sin causar daños en el mismo.
37 Medición de 60 cm del borde del tubo hacia el medio. Presión sobre los recursos naturales. 1 1 4 2 2 1 1 0 12 NO SIGNIFICATIVO
38 Colocar el tapete con el logo de GERFOR sobre el tubo.
39 Pintar sobre el tapete y verificar que el logo quede adecuado y legible.
Carga al relleno sanitario.
Contaminación del suelo por residuos líquidos.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Alteración de las características, físicas químicas y biológicas de los recursos naturales
1
Ninguno Ninguno NingunoGestión de
disposición adecuada de residuos
Ninguno
NO SIGNIFICATIVO
Ninguno
141 1 12 34
Ninguno Ninguno Ninguno Ninguno Ninguno
1 1
0 11 NO SIGNIFICATIVO Ninguno1 11 1
Ninguno NingunoNO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno
1 1 4
101 01 11
Ninguno
1 1 4
NO SIGNIFICATIVO Ninguno1 Ninguno Ninguno Ninguno
Disposición adecuada de los
residuos generados en la etapa del
proceso productivo.
1 1 0 142 34
Ninguno
NO SIGNIFICATIVO
Ninguno NingunoGestión de
disposición adecuada de residuos
1 1
1 0
Ninguno Ninguno
141 12 34
25Aplicación de soldadura al tapón y la colocación en la abertura realizada y
empuje hacia el fondo del canal expuesto.,
26Aplicación en cada abertura la mezcla de soldadura y resina, previamente
elaborada, con el fin de sellar el hueco del canal taponado.
1 1

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI ASensibilidad
Pública
Legislación Aplicable
Tipo de impacto
AlcanceReversibilidad
Severidad Duración
SIGNIFICATIVO
TOTA
L
FrecuenciaAcción
CRITERIO
40 Traer el puente grúa hacia el extremo del tubo.
41 Colocar una eslinga de tela alrededor del tubo y amarrar al mismo.
42Mover las palancas de las placas, para alejarlas del tubo y permitir su movilización.
43Transporte del tubo conforme a plancha para almacenaje y no conforme a área de scrap.
44 Separar el scrap del conforme (Clasificar).
45 Depositar scrap en el carro móvil y llevar a báscula para su pesaje.
NingunoProducto no conforme y
velas llevadas a recuperado para su posterior utilización
NingunoGestión de
disposición adecuada de residuos
Ninguno Ninguno Ninguno
12 NO SIGNIFICATIVO Ninguno Ninguno1 01 3 141 1Presión sobre los recursos naturales
0 Ninguno12 NO SIGNIFICATIVO Ninguno Ninguno1 11 34Presión sobre los recursos naturales. 1 1

EXTRUSIÓN SUPRAFLEX
PAOLA ORTEGA
REINA ALAYON- JOHN ALAYON
1 Parar la corrugadora. Normal
2 Alinear la corrugadora con la boquilla del molde de la extrusora. Normal
3 Iniciar la corrugadora. Normal
Che
ck list de
la líne
a
4Calentamiento de la máquina, y Programación la extrusora, la corrugadora, el rotulador y la sierra con la velocidad que el producto a fabricar requiera.
Normal Consumo de energía.Presión sobre los recursos
naturales.Consultar Matriz Legal- Energía A
Presión sobre los recursos naturales,
Consultar Matriz Legal- Energía
Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
Decreto 4741 de 2005 art 1,5,9,10,13 y 19Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32Ley 29 de 1992
7Verificación el adecuado funcionamiento del enrollador e ir acomodando el tubo correctamente en el mismo.
Normal
8 Corte del tubo con ayuda del cuchillo. Normal
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Agotamiento del agua.
Verificar el adecuado funcionamiento del rotulador, y que el rotulo sobre el tubo cumpla con los parámetros establecidos para el mismo
Normal
Compuesto
Consumo de energía, consumo de agua. Consumo de materia prima, Consumo de lubricantes, generación
de residuos líquidos
Contaminación del suelo
Form
ado y corrug
ado de
l tub
o
6
5Verificar el adecuado funcionamiento de la corrugadora, y que a su salida el tubo cumpla con los requerimientos de calidad establecidos para el producto.
Normal
MATERIA PRIMA
Presión sobre los recursos naturales.
AMBIEN
TAL:A / OCUPA
CIONAL: S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
Cam
bio de
molde
Enrollado
y transpo
rte
CONDICIÓN OPE
RACIÓN
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
IMPACTOETAPA ASPECTO
A
Consumo de energía. A
LEGISLACIÓN APLICABLE
Consultar Matriz Legal- Energía
Ley 1575 de 2007, Art 10

MATERIA PRIMA
AMBIENTA
L:A / OCUPA
CIONAL: S Y
SOACTIVIDAD
CONDICIÓN OPE
RACIÓN
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
IMPACTOETAPA ASPECTO LEGISLACIÓN APLICABLE
9 Forrado del tubo enrollado con papel vinipel Normal10 Abrir un hueco (pequeño circulo) en la mitad de la boca forrada del tubo. Normal Ley 373 de 1997, Art 1,2 y 5
11 Colocar sobre el empaque (papel vinipel) un estique de identificación del producto. NormalDecreto 1541 de 1978, Art 143
12 Transporte de la estiba con 4 tubos enrollados aproximadamente, a pesaje. Normal
13 Limpiar las máquinas y el área de trabajo al final del turno. Normal
APROVECHABLE NO APROVECHABLE PELIGROSO
NOTASLa legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar
en la Matriz Legal de Gestión ambiental
Agua residual
Bigbags no funcionales
Producto no conforme
Elementos contaminados( estopa, franela ycartón contaminado)
Isotanques y tanques vacios
Lubricantes contaminados
RESIDUOS GENERADOS
Barrido
Cartón y papel
Enrollado
y transpo
rte
Estiquer, papel vinipel.
Consumo de energía, consumo de materia prima. Consumo de agua.
A
Resolucón 1207 de 2007, Art 6,7
Zunchos
Hidro sellos
Viruta
Madera
Agotamiento del agua, Presión sobre los recursos naturalres
Plástico( envolturas plásticas, lonas)
x
x
x
x
x x
x x
x
x
x
x
x
x
x

Positivo
Negativo
Directa
Indirecta
Mensual
Semanal
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderada
Baja
Perm
anente
Interm
itente
Esporádico
No ha ocurrido
Local
Zonal
Global
Reversible
Irreversible
Si No
Cum
plimiento legislación
No existe
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
1 Parar la corrugadora.
2 Alinear la corrugadora con la boquilla del molde de la extrusora.
3 Iniciar la corrugadora.
4Calentamiento de la máquina, y Programación la extrusora, la corrugadora, el rotulador y la sierra con la velocidad que el producto a fabricar requiera.
Presión sobre los recursos naturales.
1 1 4 1 3 1 1 0 12 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Presión sobre los recursos naturales,
1 1 4 1 3 1 1 1 13 NO SIGNIFICATIVO
7Verificación el adecuado funcionamiento del enrollador e ir acomodando el tubo correctamente en el mismo.
8 Corte del tubo con ayuda del cuchillo.
PROCESO
ELABORADO POR
REVISADA POR
EXTRUSIÓN SUPRAFLEX
PAOLA ORTEGA
REINA ALAYON- JOHN ALAYON
6Verificar el adecuado funcionamiento del rotulador, y que el rotulo sobre el tubo cumpla con los parámetros establecidos para el mismo
IMPACTO
Presión sobre los recursos naturales.
Agotamiento del agua.
Contaminación del suelo
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ACTIVIDAD
5Verificar el adecuado funcionamiento de la corrugadora, y que a su salida el tubo cumpla con los requerimientos de calidad establecidos para el producto.
Ninguno NingunoAgua para
refrigeración y lubricantes
Producto no conforme, velas y scrap para ser
recuperados para su posterior utilización
NingunoDisposición
adecuada a los residuos líquidos.
1 14 3 1
1
11 1 1 14 NO SIGNIFICATIVO
0 1211 14 2
SIGNIFICATIVO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI ATipo de impacto
FrecuenciaAcción AlcanceReversibilidad
Producto no
NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno
NO SIGNIFICATIVO
Ninguno1 0 12
CRITERIO
Severidad DuraciónSensibilidad
Pública
Legislación Aplicable
TOTA
L
1 1
1 1 Ninguno1 34 1

Positivo
Negativo
Directa
Indirecta
Mensual
Semanal
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderada
Baja
Perm
anente
Interm
itente
Esporádico
No ha ocurrido
Local
Zonal
Global
Reversible
Irreversible
Si No
Cum
plimiento legislación
No existe
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
SIGNIFICATIVO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI ATipo de impacto
FrecuenciaAcción AlcanceReversibilidad
CRITERIO
Severidad DuraciónSensibilidad
Pública
Legislación Aplicable
TOTA
L
9 Forrado del tubo enrollado con papel vinipel10 Abrir un hueco (pequeño circulo) en la mitad de la boca forrada del
11Colocar sobre el empaque (papel vinipel) un estique de identificación del producto.
12Transporte de la estiba con 4 tubos enrollados aproximadamente, a pesaje.
13 Limpiar las máquinas y el área de trabajo al final del turno.
Agotamiento del agua, Presión sobre los recursos naturalres
1 Ninguno NingunoAgua para
refrigeración y lubricantes
Producto no conforme, velas y scrap para ser
recuperados para su posterior utilización
34 1 011 1 Ninguno Ninguno13 NO SIGNIFICATIVO1

EXTRUSIÓN SUPRAXIAL
PAOLA ORTEGA
REINA ENIT ALAYON-JOHN FREDY BETANCUR
1 Revisión del tipo de producción a realizar y sus especificaciones (orden de producción)
2Verificar que el equipo instalado en la máquina sea el adecuado para el producto a fabricar. De no ser así, realizar los cambios necesarios (cambio de molde).
3 Alistamiento y verificación de cada uno de los ítems presentados en el formato
4Verificación y corrección del estado de resistencias, termocuplas y las bases y alojamientos de dichas termocuplas.
5 Transporte del cabezal, molde y caja de herramientas en mesa, hasta la máquina. Reslución 2309 de 1986, Art
14,18,19,21,29,66
6Instalación y conexión de la resistencia y base de la termocupla, conexión calefacción en la máquina, verificar consumos y funcionamiento de la resistencia interna y de la termocupla del cabezal.
Decreto 4741 de 2005 art 32
7Verificación de la referencia a producir requiere el cambio de copa, revolver y casquillo en el orientador, y realizar el respectivo cambio (depende del espesor del tubo a obtener).
Ley 29 de 1992
8Desplazar carro de scrap hasta el molde y correr la tolva principal, para iniciar la purga de la máquina.
9Introducir la tolva auxiliar en su orificio, sumergir el imán dentro de la misma y verter la purga correspondiente.
Decreto 4741 de 2005 art
1,5,9,10,13 y 19Reslución 2309 de 1986, Art
14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Ley 29 de 1992
11 Calentamiento de la máquina Normal
12 Verificar cada uno de los ítems presentados en el formato Normal
13Programar extrusora, halador, sierra y botador (etapa de preforma) con las especificaciones requeridas por el producto a fabricar
Normal
14 Observación y verificación de que la tolva se encuentre vacía y en buen estado de limpieza.
15 Transporte tolva vacía a mezclas.
16 Transporte de la tolva con el material hasta la máquina.
17 Entubar la tolva a la máquina
18 Empujar la mezcla hacia el fondo de la tolva, con la ayuda del chipote.
19 Verificación de la extracción del material hacia la máquina.
20Abrir la zona de des gasificación del barril y observación de que los tornillos estén llenos del compuesto.
21 Verificar la apariencia del tubo (brillo y forma), durante todo el proceso
22 Verificar que la impresión (rótulo) sobre el tubo sea legible.
Consultar Matriz Legal- Energia
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Consultar Matriz Legal- Energia
Consultar Matriz Legal- Energia
Consultar Matriz Legal- Energia
AMBIEN
TAL:A / OCUPA
CIONAL: S Y
SOIMPACTOASPECTO LEGISLACIÓN APLICABLE
Planeación de la producción
ACTIVIDAD
-- -- A
CONDICIÓN OPE
RACIÓN
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
MATERIAS PRIMAS
Normal
Cam
bio
de m
olde
s (e
xtru
sora
y m
olec
or)
Che
ck li
st d
e la
lín
eaA
limen
taci
ón d
e m
ater
ia p
rima
ETAPA
Pre-
form
ado
del t
ubo
PROCESO
ELABORADO POR
REVISADA POR
--
Normal
PREFORMA
Componentes de tubo supraxial.
Tinta
Generación de residuos luego del mantenimiento.
Contaminación del suelo. A
Consumo de energía.Presión sobre los recursos
naturalesA
Consumo de energía, consumo de materia prima
Presión sobre los recursos naturales
A
Consumo de energía, consumo de materia prima
Presión sobre los recursos naturales
A
Normal
Normal
Presión sobre los recursos naturales
A
Decreto 4741 de 2005 art
1,5,9,10,13 y 19
10
Verificar que el amperaje de la extrusora esté entre 75 y 80 ( El brillo, la textura lisa y la forma cilíndrica de la purga, los tornillos llenos de la misma y el amperaje adecuado y la
presión menor a 100 Bar, indican que la temperatura en el barril y en el molde es adecuada para el uso del compuesto).
Normal purga
Utilización de materia prima, generación de residuos sólidos, Consumo de energía, Utilización
de lubricantes
Contaminación del sueloPurg
a de
la m
áqui
na

AMBIEN
TAL:A / OCUPA
CIONAL: S Y
SOIMPACTOASPECTO LEGISLACIÓN APLICABLE ACTIVIDAD
CONDICIÓN OPE
RACIÓN
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
MATERIAS PRIMASETAPA
23Programar Horno, orientador y Corte (etapa de orientación) con las especificaciones requeridas por el producto a fabricar.
Presión sobre los recursos naturales
Consultar Matriz Legal- Energia
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
Resolucón 1207 de 2007, Art
6,7
Decreto 4741 de 2005 art
1,5,9,10,13 y 19
Reslución 2309 de 1986, Art
14,18,19,21,29,66
Decreto 4741 de 2005 art 32
26 Verificar el adecuado funcionamiento del extractor.Ley 29 de 1992
27 Ajuste de las especificaciones al orientador.
28 Verificación del adecuado transporte del tubo desde el horno hasta el orientador.
29 Verificación de la apariencia del tubo a la salida del orientador.
30 Verificación del adecuado funcionamiento de la fresa.
31Una vez termine el proceso, verificar la longitud, diámetro, espesor y apariencia del tubo terminado. (Si es necesario pulir, lijar, rectificar diámetros)
32 Marcado del espigo del tubo (Línea que indica el tope de unión).
33Transporte del producto no conforme a báscula para realizar pesaje y luego a zona de no conforme.
34Contabilización del material que queda en el bache y las tolvas para la fabricación de los últimos tubos.
35 Apagado del dosificador cuando el último tubo salga de extrusora.
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
37 Bajar todas las temperaturas a 120 °C, durante una hora.Decreto 1541 de 1978, Art 143
Consultar Matriz Legal- Energia
Consultar Matriz Legal- Energia
Consultar Matriz Legal- Energia
Sus
pens
ión
de o
pera
cion
es e
n la
líne
a
ORIENTA
CIÓN
Hor
noO
rient
ador
Cor
te e
insp
ecci
ón f
inal
purga, compuesto
Consumo de energía. Generación de residuos,
consumo de aguaA
Consumo de energíaPresión sobre los recursos
naturales.A
Consumo de energía, consumo de agua, consumo de aire
A
Consumo de energíaPresión sobre los recursos
naturales.A
Normal
Normal
Normal
A normal
25 Verificación que la temperatura del horno sea la correspondiente al proceso.
carga a escombreras.
Presión sobre los recursos naturales, ,
Agotamiento del agua
Agotamiento del agua
36Corrido de la tolva principal, introducir la tolva auxiliar en el orificio de alimentación,
sumergir el imán dentro de la misma y verter la purga correspondiente.
24 Verificación de que la máquina retire la viruta del tubo.

AMBIEN
TAL:A / OCUPA
CIONAL: S Y
SOIMPACTOASPECTO LEGISLACIÓN APLICABLE ACTIVIDAD
CONDICIÓN OPE
RACIÓN
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
MATERIAS PRIMASETAPA
38Cierre de los registros de agua del tanque de refrigeración y apagado la bomba de vacío de la extrusora y la bomba de agua y de vació del tanque de refrigeración. Resolucón 1207 de 2007, Art
6,7
39 Cerrar las llaves de aire y llamar al operario para el cierre del registro del compresor. Decreto 4741 de 2005 art
1,5,9,10,13 y 19
40 Apagar el Chiller y la central de refrigerante.Reslución 2309 de 1986, Art
14,18,19,21,29,66
41Programación la central de agua caliente para que disminuya la temperatura y apagar la central cuando indique una temperatura de 40°C.
Decreto 4741 de 2005 art 32
42 Des energización del horno y luego el orientador. Ley 29 de 1992
43Verificación de que la extrusora no tenga una presión mayor a 3500 Bar; de manera que se asegure que no está trabajando forzada.
44 Encendido de la cámara de refrigeración, halador, sierra y botador.
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
46 Calibrar los diámetros del halador con ayuda de la guía. Resolucón 1207 de 2007, Art 6,7
Decreto 4741 de 2005 art
1,5,9,10,13 y 19
Reslución 2309 de 1986, Art
14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Ley 29 de 1992
APROVECHABLE NO APROVECHABLE PELIGROSO
Consultar Matriz Legal- Energia
La legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión ambiental
x
x
NOTAS
x
x
x
x
x
x x
x x
x
x
x
Lubricantes contaminados
Barrido
Plástico( envolturas plásticas, lonas)
Cartón y papel
Elementos contaminados( estopa, franela ycartón contaminado)
Sus
pens
ión
de o
pera
cion
es e
n la
líne
aEn
hebr
ar la
s m
áqui
nas
RESIDUOS GENERADOS
Isotanques y tanques vacios
proveniente de mezclas
Tinta, compuesto
comprimido, Consumo de lubricantes.
A
Contaminación del suelo por desechos de lubricantes
Consumo de energía, consumo de agua, consumo de aire comprimido, Consumo de
lubricantes.
A
Presión sobre los recursos naturales,
Agotamiento del agua
Contaminación del suelo por desechos de lubricantes
Agua residual
Bigbags no funcionales
Producto no conforme
Normal
A normal
x
Zunchos
48 Prender la bomba de vacío de la extrusora, tanque de vacío y rotulador.
47Extraer la quía de la sierra y verificar que el tubo saliente logre entrar adecuadamente al halador y a la sierra (antes de llegar a la sierra, se debe cortar el tubo hasta que se estabilice su forma).
Hidro sellos
Viruta
Madera
45Introducción de la guía (Tubo ya formado del mismo diámetro que el tubo a producir) en la sierra, el halador, la cámara de refrigeración y el tanque de vacío, y enganchar el tubo saliente del molde al borde de la guía.

Positivo
Negativo
Directa
Indirecta
Mensual
Semanal
Un turno al día
Dos más turnos
Muy Alta
Media
Moderada
Baja
Perm
anente
Interm
itente
Esporádico
No ha ocurrido
Local
Zonal
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
1Revisión del tipo de producción a realizar y sus especificaciones (orden de producción)
2Verificar que el equipo instalado en la máquina sea el adecuado para el producto a fabricar. De no ser así, realizar los cambios necesarios (cambio de molde).
3Alistamiento y verificación de cada uno de los ítems presentados en el formato
4Verificación y corrección del estado de resistencias, termocuplas y las bases y alojamientos de dichas termocuplas.
5Transporte del cabezal, molde y caja de herramientas en mesa, hasta la máquina.
6
Instalación y conexión de la resistencia y base de la termocupla, conexión calefacción en la máquina, verificar consumos y funcionamiento de la resistencia interna y de la termocupla del cabezal.
7
Verificación de la referencia a producir requiere el cambio de copa, revolver y casquillo en el orientador, y realizar el respectivo cambio (depende del espesor del tubo a obtener).
8Desplazar carro de scrap hasta el molde y correr la tolva principal, para iniciar la purga de la máquina.
9Introducir la tolva auxiliar en su orificio, sumergir el imán dentro de la misma y verter la purga correspondiente.
11 Calentamiento de la máquina
12Verificar cada uno de los ítems presentados en el formato
13Programar extrusora, halador, sierra y botador (etapa de preforma) con las especificaciones requeridas por el producto a fabricar
14Observación y verificación de que la tolva se encuentre vacía y en buen estado de limpieza.
15 Transporte tolva vacía a mezclas.
16 Transporte de la tolva con el material hasta la máquina.
17 Entubar la tolva a la máquina
18Empujar la mezcla hacia el fondo de la tolva, con la ayuda del chipote.
19Verificación de la extracción del material hacia la máquina.
20Abrir la zona de des gasificación del barril y observación de que los tornillos estén llenos del compuesto.
21Verificar la apariencia del tubo (brillo y forma), durante todo el proceso
22Verificar que la impresión (rótulo) sobre el tubo sea legible.
REINA ENIT ALAYON-JOHN FREDY BETANCUR
PAOLA ORTEGA
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
EXTRUSIÓN SUPRAXIAL
Contaminación del suelo.
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
10
Verificar que el amperaje de la extrusora esté entre 75 y 80 ( El brillo, la textura lisa y la forma cilíndrica de la purga, los tornillos llenos de la misma y el amperaje
adecuado y la presión menor a 100 Bar, indican que la temperatura en el barril y en el molde es adecuada para
el uso del compuesto).
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AAlcance
Reversibilidad
CRITERIO
Severidad DuraciónSensibilid
ad Pública
Legislación Aplicable
TOTA
L
SIGNIFICATIVO
Tipo de impacto
FrecuenciaAcción
ACTIVIDAD IMPACTO
-- -- -- -- ---- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- 0 NO SIGNIFICATIVO
1 1 2
1 2
2 11 1 10 NO SIGNIFICATIVO1
1 1 0
1 1 1 1 2 1 1 0 8 NO SIGNIFICATIVO
1 1 4 1 3 1 1 0 12 NO SIGNIFICATIVO
1 1 4 1 3 11 12 NO SIGNIFICATIVO0
--
Ninguno Ninguno Ninguno
-- --
Ninguno NingunoRe utilización de
lubricantes para demás mantenimientos
Ninguno NingunoGestión de disposición
adecuada de los residuos
-- -- --
Gestión de disposición adecuada de los residuos
Ninguno
Ninguno Ninguno NingunoMaterial no conforme luego
de ser recuperado.Ninguno Ninguno
Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno Ninguno
1
1
1
1 4 11 NO SIGNIFICATIVO
4 2 3 NO SIGNIFICATIVO1 1 1
0
0
Ninguno Ninguno
Se re usa la purga para otras ocasiones. Re
utilización de los lubricantes para todo el
proceso, varias ocasiones.
Ninguno NingunoGestión de disposición
adecuada de los residuos
14

Positivo
Negativo
Directa
Indirecta
Mensual
Semanal
Un turno al día
Dos más turnos
Muy Alta
Media
Moderada
Baja
Perm
anente
Interm
itente
Esporádico
No ha ocurrido
Local
Zonal
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AAlcance
Reversibilidad
CRITERIO
Severidad DuraciónSensibilid
ad Pública
Legislación Aplicable
TOTA
L
SIGNIFICATIVO
Tipo de impacto
FrecuenciaAcción
ACTIVIDAD IMPACTO
23Programar Horno, orientador y Corte (etapa de orientación) con las especificaciones requeridas por el producto a fabricar.
Presión sobre los recursos naturales 1 1 4 1 2 1 1 0 11 NO SIGNIFICATIVO
26 Verificar el adecuado funcionamiento del extractor.
27 Ajuste de las especificaciones al orientador.
28Verificación del adecuado transporte del tubo desde el horno hasta el orientador.
29Verificación de la apariencia del tubo a la salida del orientador.
30 Verificación del adecuado funcionamiento de la fresa.
31Una vez termine el proceso, verificar la longitud, diámetro, espesor y apariencia del tubo terminado. (Si es necesario pulir, lijar, rectificar diámetros)
32Marcado del espigo del tubo (Línea que indica el tope de unión).
33Transporte del producto no conforme a báscula para realizar pesaje y luego a zona de no conforme.
34Contabilización del material que queda en el bache y las tolvas para la fabricación de los últimos tubos.
35Apagado del dosificador cuando el último tubo salga de extrusora.
37Bajar todas las temperaturas a 120 °C, durante una hora.
Agotamiento del agua
carga a escombreras.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales, ,
Agotamiento del agua
24 Verificación de que la máquina retire la viruta del tubo.
25Verificación que la temperatura del horno sea la
correspondiente al proceso.
1 13 NO SIGNIFICATIVO1 11 2 141 1
1 2 1 1 1 0
1 1 4 12 NO SIGNIFICATIVO1 1
1 1
01 3
4 1 3 1 1 12 NO SIGNIFICATIVO0
36Corrido de la tolva principal, introducir la tolva auxiliar en el orificio de alimentación, sumergir el imán dentro
de la misma y verter la purga correspondiente.
1
2 2 1
NingunoNingunoViruta llevada a recuperado para utilizarla nuevamente
como materia prima
Ninguno
Ninguno
Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
NingunoAgua para refrigeración, lubricantes utilizados en
el proceso
Ninguno Ninguno Ninguno
Viruta, pedazos te tubos cortados y producto no
conforme es recuperado para su posterior utilización
Ninguno
NingunoAgua para refrigeración, lubricantes utilizados en NingunoNinguno
La purga es llevada a recuperados donde se puede
PTAR dentro de la organización para el
1 1 4 12
1 1 3 1 1 12
1 1 3 2 1 1 1 12
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO1

Positivo
Negativo
Directa
Indirecta
Mensual
Semanal
Un turno al día
Dos más turnos
Muy Alta
Media
Moderada
Baja
Perm
anente
Interm
itente
Esporádico
No ha ocurrido
Local
Zonal
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AAlcance
Reversibilidad
CRITERIO
Severidad DuraciónSensibilid
ad Pública
Legislación Aplicable
TOTA
L
SIGNIFICATIVO
Tipo de impacto
FrecuenciaAcción
ACTIVIDAD IMPACTO
38
Cierre de los registros de agua del tanque de refrigeración y apagado la bomba de vacío de la extrusora y la bomba de agua y de vació del tanque de refrigeración.
39Cerrar las llaves de aire y llamar al operario para el cierre del registro del compresor.
40 Apagar el Chiller y la central de refrigerante.
41Programación la central de agua caliente para que disminuya la temperatura y apagar la central cuando indique una temperatura de 40°C.
42 Des energización del horno y luego el orientador.
43Verificación de que la extrusora no tenga una presión mayor a 3500 Bar; de manera que se asegure que no está trabajando forzada.
44Encendido de la cámara de refrigeración, halador, sierra y botador.
46 Calibrar los diámetros del halador con ayuda de la guía.
Presión sobre los recursos naturales,
Agotamiento del agua
Contaminación del suelo por desechos de lubricantes
45
Introducción de la guía (Tubo ya formado del mismo diámetro que el tubo a producir) en la sierra, el halador, la cámara de refrigeración y el tanque de vacío, y enganchar el tubo saliente del molde al borde de la guía.
47
Extraer la quía de la sierra y verificar que el tubo saliente logre entrar adecuadamente al halador y a la sierra (antes de llegar a la sierra, se debe cortar el tubo hasta que se estabilice su forma).
48Prender la bomba de vacío de la extrusora, tanque de
vacío y rotulador.
Contaminación del suelo por desechos de lubricantes
3
4
1
Ninguno lubricantes utilizados en el proceso
Ninguno
Ninguno NingunoAgua para refrigeración, lubricantes utilizados en
el proceso
Producto no conforme es llevado a ser recuperado.
PTAR dentro de la organización para el tratamiento del agua
utilizada en la organización.
Ninguno
Ninguno recuperados donde se puede volver a utilizar.
tratamiento del agua utilizada.
1
1 1 3 3 3 1 01 14
1 1 4
1
112
1 11 1 3 1 2 1
1 1 1 1
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
1 1
12
NO SIGNIFICATIVO
14
0 11
1

CURVAS Y MANUFACTURADOS-ACCESORIOS DE PRESIÓN
PAOLA ORTEGA
REINA ENIT ALAYON- JONH GONZALES
1 Recepción de tubería procedente de extrusión Normal
2 Clasificación de tubería en el módulo del área destinado para dicho fin. Normal
3 Calibración de la longitud de corte de la sierra, mediante el tope de corte de la misma. Normal Presión sobre los recursos naturales.
Consultar Matriz Legal
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32Ley 29 de 1992
6 Calentamiento del tubo según la referencia a producir. Normal
7 Introducción del tubo al horno número 2 Normal
8Acampanamiento del tubo en el acampanador SICA o el otro (depende del diámetro deltubo)
Normal
9 Verificación del acampanamiento del tubo cumpla con los requisitos Normal
10 Inspección del tubo por medio de una galga. Normal
11Programación de las zonas del horno grandes radios con la temperatura requerida por elaccesorio a fabricar. (F0520003B)
Normal
12Introducción de las válvulas de aire en cada extremo del tubo, y llenando de aire, para queayuden a mantener la presión interna del tubo.
Normal
13introducción del tubo dejando la campana por fuera cuando el horno llegue a la temperaturaadecuada de ciclo.
Normal
14 Cubrimiento del espigo para evitar deformación por calentamiento. Normal
Normal Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143
16Utilización de las mangueras de agua sobre el monde disminuir la temperatura y así lograr laestabilización de la forma.
NormalResolucón 1207 de 2007, Art 6,7
17 Escape de aire de la para reducir el tamaño de las válvulas y poder retirarla del tubo. Normal
18Retirado y limpieza del molde para la eliminación del residuo de agua que queda de larefrigeración.
Normal
19 Doblado en forma de corazón para facilitar su introducción dentro de la campana del tubo. Normal
20 Introducción del sello doblado en la campana, soltarlo para que recupere su forma original. Normal
21 Verificar que el sello haya quedado bien acomodado dentro de la ranura de la campana. Normal
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
15 Formado del tubo por medio del molde formador del codo UM, para formar el codo.
A
A
A
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
MATERIA PRIMA
--
A
AMBIEN
TAL:A / OCUPA
CIO
NAL: S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTOETAPA ASPECTO
Formado del codo (solo aplica
para codos)
Recepción de tubos
Corte
Acampanado (F0520003)
Pre Calentamiento (Solo aplica para
codos)
--
Colocación de hidro-sellos
Consumo de energía para el funcionamiento del horno y de la
acampanadora.
Consumo de energía para el funcionamiento de los hornos,
consumo de aire
Utilización de materia prima: Hidro sellos
Consumo de energía al utilizar la maquinaría sierra. Generación de
residuos
LEGISLACIÓN APLICABLE
Presión sobre los recursos naturales.
--
Hidro-sellos
Agua
No hay normatividad asociada
Presión sobre los recursos naturales.
Consumo de agua para el enfriamiento de los codos,
Utilización del aire
Consultar Matriz Legal
Consultar Matriz Legal
Contaminación del suelo, carga al relleno sanitario.
Agotamiento del agua.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
5
4Ubicación del tubo en la sierra ajustando la altura de la misma y accionamiento de a palanca de aseguramiento de los tornillos guía superiores para garantizar un corte perpendicular al
eje del tubo. Normal
Normal
No hay normatividad asociada
Accionar la palanca de desplazamiento de la sierra y para el funcionamiento del sistema de giro automático del tubo para garantizar el corte total del mismo.

CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
MATERIA PRIMA
AMBIEN
TAL:A / OCUPA
CIO
NAL: S Y
SOACTIVIDAD IMPACTOETAPA ASPECTO LEGISLACIÓN APLICABLE
22 Cortar el tramo de tubo a la longitud indicada por la orden de producción. Normal Consultar Matriz Legal
23 Enviar el tubo al área de mecanizado para que le realicen la rosca en el espigo. Normal Consultar Matriz Legal
24 Acampanar el extremo sin rosca. NormalDecreto 4741 de 2005 art 1,5,9,10,13 y 19
Normal Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
26Verificar el adecuado ensamble del acople rápido al tramo de tubo, y que el accesorio cumplacon los requerimientos de calidad establecidos para dicho accesorio.
Normal Ley 29 de 1992
27 Identificación por medio de etiqueta del producto a cada tubo conforme. Normal
28 Empaque en cajas la cantidad requerida por referencia, Normal
29 Selección del scrap del producto no conforme. Normal
30Pesado del scrap generado y descontar de la materia prima del proceso, para que no hayadesfase en la orden de producción.
Normal
APROVECHABLE NO APROVECHABLE PELIGROSO
Proyecto: Reparación de los extractores en fundición y coquillado, se encuentra en fase de planeación.
La legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión ambiental
NOTAS
A
A
Manufacturado de acoples rápidos
Disposición de producto terminado
Disposición de scrap
Consumo de energía por báscula
RESIDUOS GENERADOS
Residuos de pegantes, solventes
Barrido
Plástico o lona
Elementos contaminados: estopa y franela
Viruta
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Etiquetas
Consumo de energía por la utilización de la fresadora y
acampanadora, generación de residuos
Utilización de materia prima: Adhesivo de papel y cartón
A
No hay normatividad asociada
Consultar Matriz Legal
Presión sobre los recursos naturales.
contaminación del suelo, carga en el relleno sanitario.
x
x
x
x x
x
25Tomar el acople rápido "cierre o sin cierre" (Este componente se compra a un tercero), colocar el oring anti fugas en su interior, y roscarlo en el espigo del tubo.

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
1 Recepción de tubería procedente de extrusión
2 Clasificación de tubería en el módulo del área destinado para dicho fin.
3 Calibración de la longitud de corte de la sierra, mediante el tope de corte de la misma. Presión sobre los recursos naturales. 1 1 4 1 3 1 1 0 12 NO SIGNIFICATIVO
6 Calentamiento del tubo según la referencia a producir.
7 Introducción del tubo al horno número 2
8Acampanamiento del tubo en el acampanador SICA o el otro (depende del diámetro deltubo)
9 Verificación del acampanamiento del tubo cumpla con los requisitos
10 Inspección del tubo por medio de una galga.
11Programación de las zonas del horno grandes radios con la temperatura requerida porel accesorio a fabricar. (F0520003B)
12Introducción de las válvulas de aire en cada extremo del tubo, y llenando de aire, paraque ayuden a mantener la presión interna del tubo.
13introducción del tubo dejando la campana por fuera cuando el horno llegue a latemperatura adecuada de ciclo.
14 Cubrimiento del espigo para evitar deformación por calentamiento.
16Utilización de las mangueras de agua sobre el monde disminuir la temperatura y asílograr la estabilización de la forma.
17 Escape de aire de la para reducir el tamaño de las válvulas y poder retirarla del tubo.
18Retirado y limpieza del molde para la eliminación del residuo de agua que queda de larefrigeración.
19Doblado en forma de corazón para facilitar su introducción dentro de la campana deltubo.
20Introducción del sello doblado en la campana, soltarlo para que recupere su formaoriginal.
21 Verificar que el sello haya quedado bien acomodado dentro de la ranura de la campana.
CURVAS Y MANUFACTURADOS-ACCESORIOS DE PRESIÓN
PAOLA ORTEGA
REINA ENIT ALAYON- JONH GONZALES
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
15 Formado del tubo por medio del molde formador del codo UM, para formar el codo.
IMPACTO
--
Contaminación del suelo, carga al relleno sanitario.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Agotamiento del agua.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ACTIVIDAD
4Ubicación del tubo en la sierra ajustando la altura de la misma y accionamiento de a palanca de aseguramiento de los tornillos guía superiores para garantizar un corte
perpendicular al eje del tubo.
5Accionar la palanca de desplazamiento de la sierra y para el funcionamiento del sistema
de giro automático del tubo para garantizar el corte total del mismo.
PROCESO
ELABORADO POR
REVISADA POR
1
1
SIGNIFICATIVO
Legislación Aplicable
-- ------ --
TOTA
L
Tipo de impacto
FrecuenciaAcción DuraciónSensibilidad
PúblicaSeveridad
-- -- -- --
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AAlcanceReversibilidad
CRITERIO
-- ---- NO SIGNIFICATIVO -- ---- ----
1
Ninguno
12
-- -- --
3
1
Ninguno
Gestión de disposición
adecuada de residuos.
Ninguno Ninguno
Viruta, producto no conforme
pasa a recuperado para
su posterior utilización.
1 Ninguno Ninguno12 NO SIGNIFICATIVO Ninguno
Producto no conforme pasa a recuperado para
su posterior utilización
1 1
Ninguno1 0 0
3
1
4 1 12 Ninguno Ninguno1 Ninguno01 Ninguno0 Ninguno Ninguno
Gestión de disposición
adecuada de residuos.
Ninguno
Agua utilizada para la
refrigeración de los codos luego
del formado
Tratamiento de aguas PETAR
GERFOR.
Tratamiento de aguas PETAR
GERFOR.
4 1
Ninguno
1
1
0
1 2 0
3
-- -- -- -- -- --
1 Ninguno NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno121
---- -- -- --
41 1
41 1 Ninguno
1 1 NO SIGNIFICATIVO
1 1 4
1 13 0 0
1 1
1 14 3 1 1 1
14
14
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
SIGNIFICATIVO
Legislación Aplicable
TOTA
L
Tipo de impacto
FrecuenciaAcción DuraciónSensibilidad
PúblicaSeveridad DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AAlcance
Reversibilidad
CRITERIO
22 Cortar el tramo de tubo a la longitud indicada por la orden de producción.
23 Enviar el tubo al área de mecanizado para que le realicen la rosca en el espigo.
24 Acampanar el extremo sin rosca.
26Verificar el adecuado ensamble del acople rápido al tramo de tubo, y que el accesoriocumpla con los requerimientos de calidad establecidos para dicho accesorio.
27 Identificación por medio de etiqueta del producto a cada tubo conforme.
28 Empaque en cajas la cantidad requerida por referencia,
29 Selección del scrap del producto no conforme.
30Pesado del scrap generado y descontar de la materia prima del proceso, para que nohaya desfase en la orden de producción.
Presión sobre los recursos naturales.
contaminación del suelo, carga en el relleno sanitario.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
25Tomar el acople rápido "cierre o sin cierre" (Este componente se compra a un tercero), colocar el oring anti fugas en su interior, y roscarlo en el espigo del tubo. 1
1
Gestión de disposición
adecuada de residuos.
Ninguno Ninguno
NO SIGNIFICATIVO
4
14
Ninguno
Cartón y papelería
sobrante del proceso que se pueda reciclar
NO SIGNIFICATIVO
Ninguno Ninguno Ninguno
Ninguno0 11 NingunoNinguno41 1 1
1
NO SIGNIFICATIVO1 1 1
11 1 1 0 0 10 NO SIGNIFICATIVO1 Ninguno Ninguno Ninguno
Producto no conforme pasa a recuperado para
su posterior utilización
Gestión de disposición
adecuada de residuos.
Ninguno
Gestión de disposición
adecuada de residuos.
1 1 4 1 2 1 01 0 11
1 1 4 2 3 1 01

CURVAS Y MANUFACTURADOS-CONDUIT
PAOLA ORTEGA
REINA ENIT ALAYON
1 Recepción de tubería precedente de extrusión. Normal
2 Clasificación de tubería en el módulo del área destinado para dicho fin. Normal
3Calibración de la sierra para cortar los tubos a la longitud solicitada por la orden deproducción.
Normal
4 Accionamiento de la sierra para corte los tubos a la longitud deseada. Normal
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
6 Calentamiento del tubo, y trasporte a dobladora Normal Ley 29 de 1992Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143
8 Verificación del tubo con la galga de conformidad según especificaciones técnicas. NormalResolucón 1207 de 2007, Art 6,7
9Introducción del tubo en el horno 1, después de pasado el tiempo, se realiza laintroducción al horno 2
Normal
10 Introducción del caucho formador dentro del tubo. Normal
11 Introducción del tubo con el caucho dentro del molde de formado. Normal
12 Se retira el caucho formador, sin extraer el tubo del molde. Normal
13 Precalentado del horno a la temperatura requerida por la referencia a acampanar. Normal
14 Introducción de las piezas al horno Normal
15Una vez pasado el tiempo de calentamiento, sacar la unión del horno y colocarla en elformador de terminales eléctricas.
Normal
16Accionado de los botones que hacen que el macho del formador baje y forme elabocardado.
Normal
17 Empacar terminales en cajas (la cantidad depende de la referencia). Normal
18 Empaque de los accesorios Normal
19 Sellar caja con pistola de ganchos neumática Normal
20Reporte del cumplimiento a la orden de producción y disponer como productoterminado.
Normal
21 Llevar la caja hasta la zona de producto terminado. Normal
Normal
Normal
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
-- --
LEGISLACIÓN APLICABLE
Presión sobre los recursos naturales.
Presión sobre los recursos naturales
CajasUtilización del aire por pistola neumática.
Utilización de materias primas: cartón.
Consumo de energía eléctrica por la utilización del horno y el formador de terminales eléctricas.
Utilización de materias primas: cartón. Presión sobre los recursos naturales
Consumo de energía al realizar el acampanado del tubo. Consumo de agua.
Presión sobre los recursos naturales.
Consumo de energía por utilización del horno 1 y horno 2
Consumo de energía por la utilización de la sierra. Generación de residuos: viruta después
del corte de los tubos.
Contaminación del suelo, carga al relleno sanitario.
Presión sobre los recursos naturales.
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
MATERIAS PRIMAS
AM
BIEN
TAL:
A /
OC
UPA
CIO
NA
L: S
Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTOETAPA ASPECTO
Corte de los tubos
Disposición de producto terminado
Doblado
Doblado manual (Referencias de diámetro mayor a
1")
Recepción de tubos
Abocardado de terminales eléctricas
7 Introducción del macho formador de campana y dejar que se enfríe a temperatura ambiente.
5Accionamiento el botón de la bandeja de la sierra para que los tubos caigan a la canasta de la siguiente etapa del proceso.
A
A
A
A
ANo hay normatividad asociada
Consultar con La Matriz Legal
Consultar con La Matriz Legal
A

LEGISLACIÓN APLICABLE
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
MATERIAS PRIMAS
AM
BIEN
TAL:
A /
OC
UPA
CIO
NA
L: S
Y
SOACTIVIDAD IMPACTOETAPA ASPECTO
Disposición de scrap 22 Clasificación de producto no conforme y scrap. Normal -- -- A
APROVECHABLE NO APROVECHABLE PELIGROSO
La legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión ambiental
NOTAS
x x
x
x
x
xPlástico o lona
Barrido
Elementos contaminados: estopa y franela
Viruta
Residuos de pegantes, solventes
RESIDUOS GENERADOS

Posi
tivo
Neg
ativ
o
Dir
ecta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás t
urno
s
Muy
Alt
a
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmit
ente
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irre
vers
ible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1 Recepción de tubería precedente de extrusión.
2 Clasificación de tubería en el módulo del área destinado para dicho fin.
3Calibración de la sierra para cortar los tubos a la longitud solicitada por la orden deproducción.
4 Accionamiento de la sierra para corte los tubos a la longitud deseada.
6 Calentamiento del tubo, y trasporte a dobladora
8 Verificación del tubo con la galga de conformidad según especificaciones técnicas.
9Introducción del tubo en el horno 1, después de pasado el tiempo, se realiza laintroducción al horno 2
10 Introducción del caucho formador dentro del tubo.
11 Introducción del tubo con el caucho dentro del molde de formado.
12 Se retira el caucho formador, sin extraer el tubo del molde.
13 Precalentado del horno a la temperatura requerida por la referencia a acampanar.
14 Introducción de las piezas al horno
15Una vez pasado el tiempo de calentamiento, sacar la unión del horno y colocarlaen el formador de terminales eléctricas.
16Accionado de los botones que hacen que el macho del formador baje y forme elabocardado.
17 Empacar terminales en cajas (la cantidad depende de la referencia).
18 Empaque de los accesorios
19 Sellar caja con pistola de ganchos neumática
20Reporte del cumplimiento a la orden de producción y disponer como productoterminado.
21 Llevar la caja hasta la zona de producto terminado.
CURVAS Y MANUFACTURADOS-CONDUIT
PAOLA ORTEGA
REINA ENIT ALAYON
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
ACTIVIDAD
5Accionamiento el botón de la bandeja de la sierra para que los tubos caigan a la canasta de la siguiente etapa del proceso.
7 Introducción del macho formador de campana y dejar que se enfríe a temperatura ambiente.
IMPACTO
--
Presión sobre los recursos naturales.
Contaminación del suelo, carga al relleno sanitario.
Presión sobre los recursos naturales.
1
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
-- --
SIG
NIF
ICA
TIV
O
DuraciónSensibili
dad Pública
Legislación Aplicable
-- -- -- --
TOTA
L
Tipo de impacto
FrecuenciaAcción AlcanceReversib
ilidad
CRITERIO
Severidad
-- -- --
1 1
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- 0 NO SIGNIFICATIVO -- -- -- -- -- --
4 2 3 1 1 0 14 NO SIGNIFICATIVO Ninguno Ninguno
Agua para la refrigeración de los tubos re
utilizada en todo el proceso
Ninguno Ninguno
Gestión de disposición adecuada de
residuos sólidos
1 1 4 1 3 1 1 0 12 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno
Gestión de disposición adecuada de
residuos sólidos
1 1 4 1 2 1 1 0 11 NO SIGNIFICATIVO Ninguno Ninguno NingunoCajas de cartón no utilizadas para
reciclajeNinguno
Gestión de disposición adecuada de
residuos sólidos
1 1 4 1 2 1 11 NO SIGNIFICATIVO1 0
Gestión de disposición adecuada de
residuos sólidos
Ninguno
Gestión de disposición adecuada de
residuos sólidos
Viruta o piezas cortadas para su
posterior recuperación y utilización
Viruta o piezas cortadas para su
posterior recuperación y utilización
NingunoNinguno Ninguno NingunoCajas de cartón no utilizadas para
reciclaje
2
1 3 1
1
Ninguno Ninguno
0
0
1 1 12
14
NO SIGNIFICATIVO
NO SIGNIFICATIVO
14
1 1 4 3 1 1

Posi
tivo
Neg
ativ
o
Dir
ecta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás t
urno
s
Muy
Alt
a
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmit
ente
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irre
vers
ible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
ACTIVIDAD IMPACTO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
SIG
NIF
ICA
TIV
O
DuraciónSensibili
dad Pública
Legislación Aplicable
TOTA
L
Tipo de impacto
FrecuenciaAcción AlcanceReversib
ilidad
CRITERIO
Severidad
22 Clasificación de producto no conforme y scrap. -- 1 1 4 1 2 1 1 0 11 NO SIGNIFICATIVO Ninguno Ninguno Ninguno
Producto no conforme pasa a recuperado para su posterior
utilización
Ninguno
Gestión de disposición adecuada de
residuos sólidos

CURVAS Y MANUFACTURADOS-ACCESORIOS MANUFACTURADOS
PAOLA ORTEGA
REINA ALAYON- JOHN GONZALES
1 Recepción de tubería proveniente de extrusión Normal
2 Clasificación y ubicación de la tubería en el módulo del área destinado para dicho fin. Normal
Decreto 4741 de 2005 art 1,5,9,10,13 y 19Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32Ley 29 de 1992
4(Si el accesorio es una silla) Marcado de líneas de corte mediante un aro o molde condichas marcas; si se trata de codos, la marcación se hace sin necesidad de aro o molde.
Normal
5 Llevar a la sierra sin fin y cortar el tubo siguiendo las marcaciones hechas anteriormente. Normal Consultar la Matriz Legal
6 Calentamiento de sillas entre 5 y 10 minutos, dependiendo de la referencia a producir. Normal
7Colocar la pieza caliente sobre la plantilla de moldeo (tubo referencia) y presionar, para queadquiera el diámetro de curvatura requerido por el accesorio a fabricar.
Normal
8 Realización del alistamiento de la CNC, verificar optimas condiciones. NormalPresión sobre los recursos
naturalesConsultar la Matriz Legal
Normal Decreto 4741 de 2005 art 1,5,9,10,13 y 19Reslución 2309 de 1986, Art 14,18,19,21,29,66
10 Montaje de la pieza sobre la base y ajuste mediante mordazas. Normal Decreto 4741 de 2005 art 32
11 Corte de las piezas. Normal Ley 29 de 1992
12Programación del acampanador serving con los tiempos requeridos para calentar, alistarherramental y acampanar el tramo de tubo.
Normal
13 Horneado del tubo según especificaciones técnicas Normal
14Retirar el tubo del acampanador y verificación de la campana que haya quedado formadasegún especificaciones.
Normal
15 Remate de los bordes en el esmeril con el fin de quitar los filos a la pieza NormalDecreto 4741 de 2005 art 1,5,9,10,13 y 19
16Realizar el chaflán en el segmento cuerpo y segmento derivación donde se va a realizar elensamble o pegue del accesorio.
NormalReslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32
NormalLey 29 de 1992
18Realización de un pegado inicial de las piezas, para facilitar su posterior manipulación enconjunto.
Normal
19Introducción del cordón de soldadura, y aplicarlo en el contorno de la unión de las piezasque conforman el accesorio, verificando que quede dentro del chaflán hecho anteriormente.
Normal
20 Acampanado de los extremos de los tramos de tubo cortados anteriormente. NormalPresión sobre los recursos naturales.
Normal Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
22 Colocar hidro-sello al tubo corrugado y cinta. Normal Ley 29 de 1992 Normal Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32
24 Eliminación de la rebaba con un cuchillo Normal Ley 29 de 1992
25 Etiquetar cada accesorio según corresponda a la orden de producción. Normal
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
23Limpieza de la superficie del accesorio con tela, que no quede ningún tipo de contaminante ni rebaba, por dentro y fuera del accesorio. Generación de residuos
9 Ubicación de la base, según la referencia a mecanizar, en la bancada de la fresadora LAGUN.
17Verificación si el chaflán quedo bien hecho, midiendo entre las partes del accesorio a ensamblar, y corrección en el esmeril si es necesario.
21Corte de tramos de tubo a la longitud requerida por la referencia a producir y aplicación del soldadura líquida dentro de la campana del tubo corrugado
3 Corte de tubos según las especificaciones Contaminación del suelo, carga al relleno sanitario.
Normal
Consultar la Matriz Legal
Consultar la Matriz Legal
Consultar la Matriz Legal
No hay normatividad asociada
LEGISLACIÓN APLICABLE
Mecanizado de piezas
Acampanado
Remate de bordes
Ensamble del accesorio
Limpieza del accesorio
Disposición de producto
Corte tubo, cuerpo y derivación
Moldeo de sillas
Recepción de tubos
Manufacturado de adaptadores
Soldadura PVC GERFOR, Hidro-Sellos y cinta
ASPECTO
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTOMATERIA PRIMAETAPA
Cordón de soldadura
Limpiador de PVC
Estiquer, cajas
--
Generación de residuos, utilización de materia prima. Consumo de
energía
Consumo de energíaPresión sobre los recursos
naturales.
--
Presión sobre los recursos naturales
Generación de residuos Contaminación del suelo, carga al
relleno sanitario.
Contaminación del suelo, carga al relleno sanitario
Consumo de energía por el funcionamiento de la máquina CNC,
generación de residuos
Consumo de energía por utilización de la pistola caliente y de materia
prima
Consumo de energía en el funcionamiento de el acampanador serving de la acampanadora si el tubo requiere acampanar ambos
extremos, y del horno.
Contaminación del suelo, carga al relleno sanitario.
Utilización de materia primaPresión sobre los recursos
naturales.
Presión sobre los recursos naturales.
Consumo de energía por el funcionamiento de la sierra,
generación de residuos Contaminación del suelo, carga al relleno sanitario.
Presión sobre los recursos naturales.

LEGISLACIÓN APLICABLE ASPECTO
CONDICIÓ
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
ACTIVIDAD IMPACTOMATERIA PRIMAETAPA
26 Llevar la caja o el accesorio suelto hasta la zona de producto terminado. Normal
Decreto 4741 de 2005 art 1,5,9,10,13 y 19Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32Ley 29 de 1992
28Pesado del scrap generado y descontar de la materia prima del proceso, para que no hayadesfase en la orden de producción.
NormalPresión sobre los recursos
naturales.
APROVECHABLE NO APROVECHABLE PELIGROSO
La legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión ambiental
NOTAS
27 Selección del scrap del producto no conforme (clasificar), viruta y desechos de tubo. NormalContaminación del suelo, carga al
relleno sanitario.
Generación de residuos. Consumo de energía
x x
x
x
x
x
No hay normatividad asociada
Disposición de scrap
producto terminado
Residuos de pegantes, solventes
RESIDUOS GENERADOS
Barrido
Plástico o lona
Elementos contaminados: estopa y franela
Viruta
Estiquer, cajas Utilización de materia primanaturales.

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
1 Recepción de tubería proveniente de extrusión
2Clasificación y ubicación de la tubería en el módulo del área destinadopara dicho fin.
4(Si el accesorio es una silla) Marcado de líneas de corte mediante un aroo molde con dichas marcas; si se trata de codos, la marcación se hace sinnecesidad de aro o molde.
5Llevar a la sierra sin fin y cortar el tubo siguiendo las marcaciones hechasanteriormente.
6Calentamiento de sillas entre 5 y 10 minutos, dependiendo de lareferencia a producir.
7Colocar la pieza caliente sobre la plantilla de moldeo (tubo referencia) ypresionar, para que adquiera el diámetro de curvatura requerido por elaccesorio a fabricar.
8 Realización del alistamiento de la CNC, verificar optimas condiciones. Presión sobre los recursos naturales
1 1 4 1 3 1 1 0 12 NO SIGNIFICATIVO
10 Montaje de la pieza sobre la base y ajuste mediante mordazas.
11 Corte de las piezas.
12Programación del acampanador serving con los tiempos requeridos paracalentar, alistar herramental y acampanar el tramo de tubo.
13 Horneado del tubo según especificaciones técnicas
14Retirar el tubo del acampanador y verificación de la campana que hayaquedado formada según especificaciones.
15 Remate de los bordes en el esmeril con el fin de quitar los filos a la pieza
16Realizar el chaflán en el segmento cuerpo y segmento derivación donde seva a realizar el ensamble o pegue del accesorio.
18Realización de un pegado inicial de las piezas, para facilitar su posteriormanipulación en conjunto.
19Introducción del cordón de soldadura, y aplicarlo en el contorno de launión de las piezas que conforman el accesorio, verificando que quededentro del chaflán hecho anteriormente.
20Acampanado de los extremos de los tramos de tubo cortadosanteriormente.
Presión sobre los recursos naturales.
1 1 4 1 2 1 1 1 12 NO SIGNIFICATIVO
22 Colocar hidro-sello al tubo corrugado y cinta.
24 Eliminación de la rebaba con un cuchillo
25 Etiquetar cada accesorio según corresponda a la orden de producción.
CURVAS Y MANUFACTURADOS-ACCESORIOS MANUFACTURADOS
PAOLA ORTEGA
REINA ALAYON- JOHN GONZALES
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
PROCESO
ELABORADO POR
REVISADA POR
Presión sobre los recursos naturales.
Contaminación del suelo, carga al relleno sanitario.
Presión sobre los recursos naturales.
Contaminación del suelo, carga al relleno sanitario.
Contaminación del suelo, carga al relleno sanitario.
Presión sobre los recursos naturales.
IMPACTO
--
Contaminación del suelo, carga al relleno sanitario.
Presión sobre los recursos naturales
Presión sobre los recursos naturales.
Contaminación del suelo, carga al relleno sanitario
21Corte de tramos de tubo a la longitud requerida por la referencia a producir y aplicación del soldadura líquida dentro de la campana del tubo corrugado
23Limpieza de la superficie del accesorio con tela, que no quede ningún tipo de contaminante ni rebaba, por dentro y fuera del accesorio.
ACTIVIDAD
3 Corte de tubos según las especificaciones
9Ubicación de la base, según la referencia a mecanizar, en la bancada de la fresadora LAGUN.
17Verificación si el chaflán quedo bien hecho, midiendo entre las partes del accesorio a ensamblar, y corrección en el esmeril si es necesario.
1
13 NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
1 0 02 341 1
41
41
1
1
1
4 1 0
1
Gestión de disposición adecuada de
Ninguno
Gestión de disposición adecuada de residuos.
Ninguno
1 1
1 0 0
1 1
2 3
Ninguno
Gestión de disposición adecuada de residuos.
Ninguno
Ninguno Ninguno
Gestión de disposición adecuada de residuos.
Gestión de disposición adecuada de residuos.
Ninguno
1 1 1 013
0
Ninguno1
13
Gestión de disposición adecuada de residuos.
Ninguno
Ninguno12
0
-- -- -- -- -- -- -- --
1
--
Ninguno
Gestión de disposición adecuada de residuos.
Ninguno
Reciclaje de papelería y cartón utilizada en los
Ninguno
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
-- -- -- -- --
1 1 12 NO SIGNIFICATIVO Ninguno1
Ninguno
1 1
13 NO SIGNIFICATIVO Ninguno
Ninguno
1 1 0 Ninguno Ninguno12 21 1
4
4
Ninguno Ninguno
131
Ninguno
1 1 0 NO SIGNIFICATIVO
Ninguno
13
Ninguno
Ninguno
Viruta, partes de tubo cortado va a recuperados para
su posterior utilización
Ninguno
4
Ninguno
12 NO SIGNIFICATIVO
4
1
Ninguno
12 NO SIGNIFICATIVO Ninguno Ninguno
Ninguno
3 1
1 NO SIGNIFICATIVO
1
1 0
1
34 1
Ninguno
Viruta, partes de tubo cortado va a recuperados para
su posterior utilización
Ninguno
NingunoNinguno Ninguno
Ninguno
12 NO SIGNIFICATIVO Ninguno
1
1 0 Ninguno Ninguno11 341 1
1
Ninguno
1
1 2
Viruta, partes de tubo cortado va a recuperados para
su posterior utilización
-- -- 0 NO SIGNIFICATIVO
11
Ninguno --
-- -- -- -- -- ---- -- -- -- -- ---- --
Acción AlcanceTipo de impacto
--
SIGNIFICATIVO
CRITERIO
Severidad DuraciónSensibilidad
Pública
Legislación Aplicable
TOTA
L
FrecuenciaReversibilidad

Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Global
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
IMPACTOACTIVIDAD
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI AAcción Alcance
Tipo de impacto
SIGNIFICATIVO
CRITERIO
Severidad DuraciónSensibilidad
Pública
Legislación Aplicable
TOTA
L
FrecuenciaReversibilidad
26 Llevar la caja o el accesorio suelto hasta la zona de producto terminado.
28Pesado del scrap generado y descontar de la materia prima del proceso,para que no haya desfase en la orden de producción.
Presión sobre los recursos naturales.
1 1 4 1 1 1 1 0 10 NO SIGNIFICATIVO
Contaminación del suelo, carga al relleno sanitario.
naturales.
27Selección del scrap del producto no conforme (clasificar), viruta y desechos de tubo.
11 NO SIGNIFICATIVO 1 1 01 14 11 1
1adecuada de residuos.
Ninguno Ninguno
Producto no conforme pasa a recuperado para su posterior utilización
NingunoNinguno
1 1 Ningunoutilizada en los
procesos
Ninguno
Ninguno
1 1 12 NO SIGNIFICATIVO Ninguno1 1 1 Ninguno4

CURVAS Y MANUFACTURADOS-TUBERÍAS RIEGO
PAOLA ORTEGA
REINA ENIT ALAYON
1 Recibir tubería procedente de extrusión. Normal 1
2 Clasificar y ubicar la tubería en el módulo del área destinado para dicho fin. Normal 2
3 Medición de la longitud del tubo según especificaciones. Normal Decreto 4741 de 2005 art 1,5,9,10,13 y 19 3
4 Marcado de la longitud con marcador de color negro por norma NormalReslución 2309 de 1986, Art 14,18,19,21,29,66
4
5 Corte del tubo con segueta en la medida de la norma Normal Decreto 4741 de 2005 art 32 56 Desechar pedazo de corte a Scrap Normal Ley 29 de 1992 6
7Encendido de resistencias que calientan los extremos del tubo, colocando la temperatura adecuada para elproceso.
Normal 7
8 Formado de la pestaña del tubo Normal 8
Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
10Medición de 95 centímetros desde la resistencia de calentamiento de abocardado hasta la primeramordaza.
Normal Presión sobre los recursos naturales. 10
11A partir de la primera mordaza de ventana se realiza la medición cada 1,5 metros, ubicar en cada marcauna mordaza de ventana hasta que se complete la longitud del tubo.
Normal Decreto 4741 de 2005 art 1,5,9,10,13 y 19 11
Normal Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
13 Eliminación de la rebaba que quede de la actividad anterior. NormalLey 29 de 1992
13
Normal Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143
Normal Resolucón 1207 de 2007, Art 6,7
MATRIZ DE IDENTIFICACIÓNDE ASPECTOS E IMPACTOS AMBIENTALES
15
9
12
14
12Perforación del tubo y seguir el contorno del agujero de la mordaza para hacer las ventanas en el tubo,
haciendo esto en cada una de las marcas realizadas anteriormente.
15 Enfriamiento del tubo con abundante agua.
14Girar el volante del extremo del abocardado interno del formador, para introducir la copa que ovala el espigo del tubo
9 Normal Agotamiento del agua.
Consumo de energía por funcionamiento de la acampanadora y al prender la resistencias para el
calentamiento del tubo. Consumo de agua
Presión sobre los recursos naturales. A
LEGISLACIÓN APLICABLE
A
A
A
-- --
Utilización de insumos: Marcador negro. Generación de residuos
sólidos: Viruta
Presión sobre los recursos naturales. Contaminación del suelo, carga al relleno sanitario.
Consumo de energía en el funcionamiento de la ruteadora.
Generación de residuos Utilización materia prima
Consumo de energía en el funcionamiento de el abocardado y
Consumo de agua,
Presión sobre los recursos naturales. Agotamiento y desperdicio de agua.
Contaminación del suelo, carga sobre el relleno sanitario.
MATERIA PRIMA
Marcador negro
Tinta
Agua
Abocardado
Recepción de tubos
Corte
Ruteado del tubo
(Ventanas)
Abocardado interno del espigo
Enfriamiento del tubo con abundante agua.
AMBIEN
TAL:A / O
CUPA
CIO
NAL: S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTOETAPA ASPECTO
CONDICIÓ
N O
PERACIÓ
N
Normal = Rutinaria
Ano
rmal = N
o Rutinaria
Emerge
ncia
A

LEGISLACIÓN APLICABLE MATERIA PRIMA
AMBIENTA
L:A / O
CUPA
CIO
NAL: S Y
SOACTIVIDAD IMPACTOETAPA ASPECTO
CONDICIÓ
N O
PERACIÓ
N
Normal = Rutinaria
Ano
rmal = N
o Rutinaria
Emerge
ncia
16 Verificación de la pestaña del abocardado haya quedado de manera adecuada. Normal 16
17Verificación de las ventanas del tubo estén hechas de la manera adecuada y cumplan con los estándares decalidad establecidos para el producto.
Normal 17
18 Colocar sello de producto conforme. Normal 18 Normal Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32
Normal Ley 29 de 1992
APROVECHABLE NO APROVECHABLE PELIGROSO
19
20Pesar el scrap generado y descontar de la materia prima del proceso, para que no haya desfase en la orden
de producción.20
Seleccionar el scrap del producto no conforme (clasificar), viruta y desechos de tubo.19
NOTASLa legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión
ambiental
x
Contaminación del suelo, carga al relleno sanitario.
A
A
No hay normatividad asociada
Elementos contaminados: estopa y franela
Viruta
Residuos de pegantes, solventes
papel adhesivo.
RESIDUOS GENERADOS
Barrido
Plástico o lona
Disposición de producto terminado
Disposición de scrap
x
Utilización de materia prima Presión sobre los recursos naturales.
manipulación de residuos sólidos: viruta y desechos de tubo.
x x
x
x

Positivo
Neg
ativo
Directa
Indirecta
Men
sual
Seman
al
Un turno al día
Dos o m
ás turno
s
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Interm
iten
te
Espo
rádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plim
iento
Cum
plim
iento pa
rcial
No cumple
Elim
inar
Red
ucir
Reu
sar
Reciclar
Con
trol de Inge
niería
Con
trol Adm
inistrativo
Recibir tubería procedente de extrusión.Clasificar y ubicar la tubería en el módulo del área destinado paradicho fin.
Medición de la longitud del tubo según especificaciones.
Marcado de la longitud con marcador de color negro por norma
Corte del tubo con segueta en la medida de la norma
Desechar pedazo de corte a Scrap
Encendido de resistencias que calientan los extremos del tubo,colocando la temperatura adecuada para el proceso.
Formado de la pestaña del tubo
Medición de 95 centímetros desde la resistencia de calentamientode abocardado hasta la primera mordaza.
Presión sobre los recursos naturales.
1 1 4 2 3 1 1 1 14 NO SIGNIFICATIVO
A partir de la primera mordaza de ventana se realiza la medicióncada 1,5 metros, ubicar en cada marca una mordaza de ventanahasta que se complete la longitud del tubo.
Eliminación de la rebaba que quede de la actividad anterior.
Presión sobre los recursos naturales. Agotamiento y
desperdicio de agua.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
IMPACTO
--
Presión sobre los recursos naturales. Contaminación del
suelo, carga al relleno sanitario.
Presión sobre los recursos naturales.
Agotamiento del agua.
Contaminación del suelo, carga sobre el relleno sanitario.
Enfriamiento del tubo con abundante agua.
ACTIVIDAD
Enfriamiento del tubo con abundante agua.
Perforación del tubo y seguir el contorno del agujero de la mordaza para hacer las ventanas en el tubo, haciendo esto en cada una de
las marcas realizadas anteriormente.
Girar el volante del extremo del abocardado interno del formador, para introducir la copa que ovala el espigo del tubo
PTAR dentro de la organización
Ninguno
1
1 SIGNIFICATIVO
12 NO SIGNIFICATIVO1
15
1 3 14
Sensibilidad
Pública
1 1 0
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
SIGNIFICATIVO
TOTA
L
Tipo de impacto
FrecuenciaAcción AlcanceReversibilidad
CRITERIO
Severidad DuraciónLegislación Aplicable
-- -- -- -- -- -- -- -- -- ---- -- -- ---- -- -- -- -- ---- -- -- -- -- -- -- --0 NO SIGNIFICATIVO-- -- --
41 1 22 1 0 01 Ninguno
Viruta o piezas cortadas para su
posterior recuperación y utilización
Ninguno Ninguno12 NO SIGNIFICATIVO Ninguno
Gestión de disposición adecuada de residuos.
1 1 4 2 3 1
Ninguno Ninguno
Re utilización de Agua para la
refrigeración de los tubos durante todo s las operaciones.
Ninguno
4
1 1
32 1 1 01
Ninguno
Viruta o piezas cortadas para su
posterior recuperación y utilización
Ninguno NingunoNinguno
14 NO SIGNIFICATIVO
4
Gestión de disposición adecuada de residuos.
1 1 11 3 13 NO SIGNIFICATIVO1 0 Ninguno NingunoNinguno Ninguno
Re utilización de Agua para la
refrigeración de los tubos durante todo s las operaciones.
Ninguno
1 1

Positivo
Neg
ativo
Directa
Indirecta
Men
sual
Seman
al
Un turno al día
Dos o m
ás turno
s
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Interm
iten
te
Espo
rádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plim
iento
Cum
plim
iento pa
rcial
No cumple
Elim
inar
Red
ucir
Reu
sar
Reciclar
Con
trol de Inge
niería
Con
trol Adm
inistrativo
IMPACTOACTIVIDAD
Sensibilidad
Pública
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
SIGNIFICATIVO
TOTA
L
Tipo de impacto
FrecuenciaAcción AlcanceReversibilidad
CRITERIO
Severidad DuraciónLegislación Aplicable
Verificación de la pestaña del abocardado haya quedado de maneraadecuada.
Verificación de las ventanas del tubo estén hechas de la maneraadecuada y cumplan con los estándares de calidad establecidos parael producto.
Colocar sello de producto conforme.
Presión sobre los recursos naturales.
Contaminación del suelo, carga al relleno sanitario.
Seleccionar el scrap del producto no conforme (clasificar), viruta y desechos de tubo.
Pesar el scrap generado y descontar de la materia prima del proceso, para que no haya desfase en la orden de producción.
141 1 21 1 01 Ninguno NingunoReciclaje de papelería durante el proceso
Ninguno12 NO SIGNIFICATIVO Ninguno
4
Ninguno
1 1 11 2 12 NO SIGNIFICATIVO1 1 0 Ninguno
Gestión de disposición adecuada de residuos.
Ninguno Ninguno NingunoProducto no conforme pasa a recuperado para su posterior utilización

INYECCIÓN GRIFERÍA
PAOLA ORTEGA
REINA ALAYON- DARWIN LEÓN
1 Alistamiento de materiales para la mezcla.
2 Mezclado en la lona antes de echar en la tolva ya sea 50%-50%, 20%-80%.
3 Vaciado al tanque de presecado de compuesto ABS. Ley 373 de 1997, Art 1,2 y 5
4 Descarga de porción de material a utilizar del presecado en una canasta y llevar compuesto a mezclador.
5 Llenado del barril del mezclador con el respectivo compuesto.
6 Prendido de la maquina y ajustar los 24 minutos de mezcla (esto aplica para todas las mezclas)
7Descargue de material del carro y situarlo al lado de la escalera para su posterior alimentación a la tolva dela maquina de inyección.
Decreto 4741 de 2005 art 1,5,9,10,13 y 19Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32Ley 29 de 1992Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
Resolucón 1207 de 2007, Art 6,7
10Una vez estén estabilizadas las temperaturas y presiones, colocar la máquina en ciclo automático y realizarinyecciones de material para asegurarse que se estén llenando por completo las cavidades del molde.
Consultar Con Matriz Legal
11 Revisión de las presiones del sistema con el fin de asegurar que no salgan piezas incompletas. Consultar Con Matriz Legal
12 Verificación del correcto funcionamiento de la máquina. Consultar Con Matriz Legal
13Verificación que el material se este inyectando de manera completa en el molde, en algunas maquinas sedebe quitar material de la boquilla con una varilla de bronce.
Consultar Con Matriz Legal
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Ley 29 de 1992Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
17Pesado de material en bascula y registro de peso neto en formato para posterior registro en Sipics poroperario de bascula.
18Moler las velas y/o SCRAP y recoger en una canasta el material molido y llevarlo a calentar, mezclar,almacenar o a inyectora según sea el caso.
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Normal
Normal
Normal
Normal
Consumo de energía, agua, materias primas. Generación de residuos sólidos por
Scrap y velas. Generación de residuos sólidos como la rebaba .
8Revisión de que no se presenten fugas de ningún tipo en las manqueras de la máquina o cualquier comportamiento
Carga al relleno sanitario por aceites, trapos, purga de máquina.
Ley 1575 de 2007, Art 10
Resolucón 1207 de 2007, Art 6,7
Decreto 1541 de 1978, Art 143
Agotamiento del agua.
Presión sobre los recursos naturales.
A
A
9 Verificación que el cierre del molde se esté realizando de manera adecuada.
Una vez el grupo de piezas haya sido liberado del molde, tomarlo con la mano o tarro y separar los accesorios de las velas mediante pinzas o tijeras.
14
15Verificación de que la pieza no presente defectos como mariposa, gusano, contaminadas, quemadas, chispeadas, rechupe o mala apariencia (color y brillo).
Papelería, compuesto
A
AConsultar Con Matriz Legal
Eliminación mediante un cuchillo la rebaba, vela que quede en la pieza
Carga al relleno sanitariocon repuestos, trapos, aceites,
y empaques.
Generación de residuos. Consumo de energía por operación de la máquina.
Utilización de materia prima, consumo de agua
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Carga al relleno sanitario por desperdicios y producto no
conforme.
Agotamiento del agua
MATERIA PRIMA LEGISLACIÓN APLICABLE Manejo de velas
Y SC
RAP
(produ
cto no
conforme)
Consumo de energía, Consumo de materia prima, Generación de residuos al cambiar el
barril y limpiarlo.
Consumo de energía .
Dióxido de titanio, masterbatches, negro de humo, verdes muscapel,
pigmentos. ABS. Acetal, PC, PVC, PP, Molido.
AMBIENTAL:A / OCUPACIONAL: S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTO
CONDICIÓN OPERACIÓNNormal = Rutinaria
Anormal = No RutinariaEmergencia
16
Inyección e Inspección
.ETAPA ASPECTO
Mezclar y distribuir material
Alistar maquina

MATERIA PRIMA LEGISLACIÓN APLICABLE
AMBIENTAL:A / OCUPACIONAL: S Y
SOACTIVIDAD IMPACTO
CONDICIÓN OPERACIÓNNormal = Rutinaria
Anormal = No RutinariaEmergencia
ETAPA ASPECTO
19 Cortar espumas y cartón a la medida de la canasta para el almacenamiento de las piezas Generación de residuos aprovechables.
Consultar Con Matriz Legal A
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Ley 29 de 1992
21Pesado y empacado del material en la báscula y registrar en SIPIAS las cantidades, y número de referencias,al igualmente el registro de cada ciclo de la maquina
Consultar Con Matriz Legal A
22Al terminar de registrar cantidades de productos, llevarlos a almacén semielaborados o dejarlos en frentedel área de almacén hasta que confirmen la orden de producto totalmente conforme, que lo emite cromadoal hacer prueba de cromado en las piezas
Consultar Con Matriz Legal A
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
24 Montaje de los finales de carrera o micros según corresponda al molde.Ley 29 de 1992
25Desmontaje del molde que se encuentra en la máquina, desconectando todos sus sistemas eléctricos,hidráulicos y de refrigeración.
Consultar Con Matriz Legal
26Una vez el molde se encuentre fijo en la máquina, conectar los finales de carrera o micros, el sistemaeléctrico, hidráulico y de refrigeración si así es requerido por el molde.
Consultar Con Matriz Legal
27Programación de las válvulas del molde y los parámetros de funcionamiento del mismo (Tiempos deapertura y cierre, cotas de apertura y cierre).
Consultar Con Matriz Legal
28Entregar la máquina con el nuevo molde montado al operador encargado de la puesta en marcha.Constantemente lubricar con aceite las partes del molde.
APROBECHABLE NO APROBECHABLE PELIGROSO
Normal
Carga al relleno sanitario con residuos sólidos ordinarios
A
Krap y Lona
Aceites: lubricantes e hidraulicos contaminados.
Producto no conforme
Velas y rebaba
Contenedores tanques e iso tanques contaminados
Normal A
Presión sobre los recursos naturales.
Generación de residuos sólidos Consumo de energía , consumo de materia prima
Carga al relleno sanitario por estopa, franela, cartón contaminado, envases
contaminados, solventes de tinta.
Presión sobre los recursos naturales.
Generación de residuos sólidos como desechos de papel, cartón, espumas y
cintas, Consumo de energía por utilización de la báscula. Consumo de energía por
utilización de computadores para el ingreso al sistema Sipics
Cinta, espumas, cartón.
Lubricantes, aceites
Verificación de los sistemas de refrigeración, eléctricos e hidráulicos del molde si este lo requiere, así como escoger el plato centrado y la barra expulsora acorde a sus dimensiones.
Pesar, empacar y almacenar
Cam
biar de molde
20Recoger producto conforme de las inyectoras que estén produciendo y llevarlas en el carro hasta bascula para pesar materiales (se realiza de 2 a 3 veces por turno). En el caso de las piezas que van para cromado, se tapa la canasta con plástico y cinta, se debe realizar por asegurar la calidad del producto.
23
Elementos contaminados(estopa, franela y cartón contaminado)
RESIDUOS GENERADOS
Barrido
Plástico( envolturas plásticas, lona)
Cartón y papel
x
x
x
x
x x
x
x
x x
x

Posi
tivo
Neg
ativ
o
Dir
ecta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás t
urno
s
Muy
Alt
a
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmit
ente
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irre
vers
ible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1 Alistamiento de materiales para la mezcla.
2 Mezclado en la lona antes de echar en la tolva ya sea 50%-50%, 20%-80%.
3 Vaciado al tanque de presecado de compuesto ABS.
4Descarga de porción de material a utilizar del presecado en una canasta yllevar compuesto a mezclador.
5 Llenado del barril del mezclador con el respectivo compuesto.
6Prendido de la maquina y ajustar los 24 minutos de mezcla (esto aplica paratodas las mezclas)
7Descargue de material del carro y situarlo al lado de la escalera para suposterior alimentación a la tolva de la maquina de inyección.
10Una vez estén estabilizadas las temperaturas y presiones, colocar la máquinaen ciclo automático y realizar inyecciones de material para asegurarse que seestén llenando por completo las cavidades del molde.
11Revisión de las presiones del sistema con el fin de asegurar que no salganpiezas incompletas.
12 Verificación del correcto funcionamiento de la máquina.
13Verificación que el material se este inyectando de manera completa en elmolde, en algunas maquinas se debe quitar material de la boquilla con unavarilla de bronce.
17Pesado de material en bascula y registro de peso neto en formato paraposterior registro en Sipics por operario de bascula.
18Moler las velas y/o SCRAP y recoger en una canasta el material molido yllevarlo a calentar, mezclar, almacenar o a inyectora según sea el caso.
PROCESO
ELABORADO POR
REVISADA POR
INYECCIÓN GRIFERÍA
PAOLA ORTEGA
REINA ALAYON- DARWIN LEÓN
Agotamiento del agua
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Carga al relleno sanitario por desperdicios y producto no conforme.
Agotamiento del agua.
Presión sobre los recursos naturales.
15Verificación de que la pieza no presente defectos como mariposa, gusano, contaminadas, quemadas, chispeadas, rechupe o mala apariencia (color y brillo).
16 Eliminación mediante un cuchillo la rebaba, vela que quede en la pieza
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ACTIVIDAD
8Revisión de que no se presenten fugas de ningún tipo en las manqueras de la máquina o cualquier comportamiento
9 Verificación que el cierre del molde se esté realizando de manera adecuada.
IMPACTO
Carga al relleno sanitariocon repuestos, trapos, aceites,
y empaques.
Carga al relleno sanitario por aceites, trapos, purga de máquina.
131 NO SIGNIFICATIVO
Ninguno Ninguno
Re utilizar agua para la
refrigeración del tubo y
lubricantes durante todo el
proceso
1 04 2 31 1
13
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO1 0 114 1 31 1
1 1211 3 13
14Una vez el grupo de piezas haya sido liberado del molde, tomarlo con la mano o tarro y separar los accesorios de las velas mediante pinzas o tijeras.
3 014 1
1
0
1 1 4
2
011 3
1 1
41 1
1 0 0 11 NO SIGNIFICATIVO41 1
Ninguno
Molido del material como
velas y scrap para ser utilizado
posteriormente.
Disposición adecuada de los
residuos generados durante la operación
Disposición adecuada de los
residuos generados durante la operación
Scrap, velas para ser procesadas
para su posterior utilización
Ninguno Ninguno
Molido del material como
velas y scrap para ser utilizado
posteriormente.
Disposición adecuada de los
residuos generados durante la operación
Disposición adecuada de los
residuos generados durante la operación
Scrap, velas para ser
procesadas para su posterior utilización
12
13
NingunoNinguno 1 12
Ninguno Ninguno
1 0 1211 3
Venta del Krap y de la lona en el que
está empacada la materia prima.
Ninguno Ninguno
Molido del material como
velas y scrap para ser utilizado
posteriormente.
Disposición adecuada de los
residuos generados durante la operación.
0 0 Ninguno 12 NO SIGNIFICATIVO1 11 341 1
1 1
DuraciónSensibili
dad Pública
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA HERRI ALegislación Aplicable
TOTA
L
SIG
NIF
ICA
TIV
O
Tipo de impacto
Acción AlcanceSeveridadReversib
ilidad
CRITERIO
Frecuencia

Posi
tivo
Neg
ativ
o
Dir
ecta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás t
urno
s
Muy
Alt
a
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmit
ente
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irre
vers
ible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
ACTIVIDAD IMPACTO
DuraciónSensibili
dad Pública
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA HERRI ALegislación Aplicable
TOTA
L
SIG
NIF
ICA
TIV
O
Tipo de impacto
Acción AlcanceSeveridadReversib
ilidad
CRITERIO
Frecuencia
19Cortar espumas y cartón a la medida de la canasta para el almacenamiento de las piezas
Generación de residuos aprovechables. 0 1 4 1 3 1 1 0 11 NO SIGNIFICATIVO
21Pesado y empacado del material en la báscula y registrar en SIPIAS lascantidades, y número de referencias, al igualmente el registro de cada ciclode la maquina
22
Al terminar de registrar cantidades de productos, llevarlos a almacénsemielaborados o dejarlos en frente del área de almacén hasta queconfirmen la orden de producto totalmente conforme, que lo emitecromado al hacer prueba de cromado en las piezas
24 Montaje de los finales de carrera o micros según corresponda al molde.
25Desmontaje del molde que se encuentra en la máquina, desconectandotodos sus sistemas eléctricos, hidráulicos y de refrigeración.
26Una vez el molde se encuentre fijo en la máquina, conectar los finales decarrera o micros, el sistema eléctrico, hidráulico y de refrigeración si así esrequerido por el molde.
27Programación de las válvulas del molde y los parámetros de funcionamientodel mismo (Tiempos de apertura y cierre, cotas de apertura y cierre).
28Entregar la máquina con el nuevo molde montado al operador encargado dela puesta en marcha. Constantemente lubricar con aceite las partes delmolde.
Carga al relleno sanitario con residuos sólidos ordinarios
Presión sobre los recursos naturales.
Carga al relleno sanitario por estopa, franela, cartón contaminado, envases contaminados,
solventes de tinta.
Presión sobre los recursos naturales.
20
Recoger producto conforme de las inyectoras que estén produciendo y llevarlas en el carro hasta bascula para pesar materiales (se realiza de 2 a 3 veces por turno). En el caso de las piezas que van para cromado, se tapa la canasta con plástico y cinta, se debe realizar por asegurar la calidad del producto.
NO SIGNIFICATIVO
0 0 12 NO SIGNIFICATIVO1 11 34
11 3
0
1 1 4
1 11 1
1 1 0
1
Ninguno Ninguno Ninguno
Cartón, papelería, plásticos
2
2
1 1 2
Planes de reciclaje dentro de la organización
Ninguno
Ninguno
Disposición adecuada de los
residuos generados durante la operación
Ninguno
Ninguno NingunoCartón,
papelería, plásticos
1 0 0 12
9
NO SIGNIFICATIVO
NO SIGNIFICATIVO
2 1
1 1
23Verificación de los sistemas de refrigeración, eléctricos e hidráulicos del molde si este lo requiere, así como escoger el plato centrado y la barra expulsora acorde a sus dimensiones.
1
11
1

ENSAMBLE METÁLICA
PAOLA ORTEGA
REINA ALAYON-EDWIN VALDEZ
1 Revisión de las ordenes de producción y verificación de los inventarios disponibles. Normal
2 Ubicación de las piezas en su respectivo puesto de trabajo. Normal
3Ensamble del brazo procedente de fundición con tornillo de sujeción y mediante torques neumáticos pararoscarlo hasta que quede acoplado.
Normal
4 Verificación de que no hayan quedado espacios entre los dientes de ambos componentes. Normal
5 Emsable del sello trompo y untar su espigo con unifix( altamente corrosivo) Normal
6Alineación del dispositivo para colocar oring con el vástago y, mediante un cuchillo, deslizar un oring hacia elvástago, hasta que encaje en la cavidad destinada para dicho fin.
Normal
7 Inspección de que no queden espacios entre el sello trompo y el vástago y que el oring quede bien ajustado. Normal
8 Inspección del cuerpo válvula con el fin de garantizar que se encuentre en óptimas condiciones. Normal
9Acople del brazo ya ensamblado en cuerpo válvula, garantizando también que quede adecuadamenteacoplado al vástago.
Normal
10ensamble del tornillo de fijación en el orificio del soporte del brazo del cuerpo válvula y mediante un torqueneumático roscarlo hasta que ajuste completamente.
Normal
11 Verificar que el brazo suba y baje libremente y que al hacerlo accione el movimiento del vástago. Normal
Normal Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
NormalResolucón 1207 de 2007, Art 6,7
14Una vez verificado esto, se realiza el funcionamiento de la válvula y se verifica que el vástago se mueva yque la salida de agua sea uniforme.
Normal
15Pasar las válvulas conformes a una canasta para escurrir el exceso de agua y las no conformes deben serdesensambladas y pasadas a fundición para ser curadas o reprocesadas según corresponda.
Normal
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
No hay normatividad asociada
No hay normatividad asociada
No hay normatividad asociada
MATERIAS PRIMAS
Todos los componentes involucrados en el proceso
Brazo, palanca, tornillo fijación
LEGISLACIÓN APLICABLE ASPECTO
Sello trompo, vástago, oring
Cuerpo válvula, vástago ya ensamblado, tornillo fijación
Válvula ensamblada
Presión sobre los recursos naturales
AUtilización del aire.
A
CO
NDIC
ION O
PERACIÓ
N
Nor
mal
= R
utin
aria
Ano
rmal
= N
o Rut
inar
ia
Emer
genc
ia
Ensamble de brazo
Ensamble de vástago
Ensamble de válvula
Recepción de producto semi-
elaborado
Probado de válvula
AM
BIEN
TAL:A / O
CUPA
CIO
NAL: S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTOETAPA
Manipulación de sustancias químicas corrosivas ( pegante
Unifix).
Presión sobre los recursos naturales
--
Presión sobre los recursos naturales.
A
A
Consumo de agua al realizar el probado de la válvula en la
probadora y utilización del aire.
Agotamiento del agua.
Presión sobre los recursos naturales.
Utilización del aire
No hay normatividad asociada
12 Tomado de las válvulas ensambladas y colocar de a dos en el molde de la máquina probadora.
13Verificación a las válvulas cerradas, que no se presente goteo a la salida del agua de la válvula y que no se presenten poros por donde se pueda escapar el agua.

16 Ensamble en la válvula la varilla que llevará el flotador acoplado. Normal
17Empacaque de la válvula completamente ensamblada en una bolsa plastificada individua y sellado en lamáquina selladora.
Normal
18 Pesaje del producto y empacado en cajas Normal
APROVECHABLE NO APROVECHABLE PELIGROSO
Trapos contaminados
Espuma
No hay normatividad asociadaVarilla del flotador, válvula ya
ensamblada y probadaPresión sobre los recursos
naturalesA
RESIDUOS GENERADOS
Barredura
Papel-cartón
Plástico( bolsas plásticas)
Utilizacion de materia prima: Bolsas plásticas y cartón
Ensamble de varilla y empaque
x
x x
x
NOTAS
La legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión ambiental
x x
x

Positivo
Neg
ativo
Direc
ta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tur
nos
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmiten
te
Espo
rádi
co
No
ha o
currid
o
Loca
l
Zona
l
Globa
l
Rev
ersibl
e
Irre
versib
le
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol d
e In
geni
ería
Con
trol A
dmin
istrat
ivo
1 Revisión de las ordenes de producción y verificación de los inventarios disponibles.
2 Ubicación de las piezas en su respectivo puesto de trabajo.
3Ensamble del brazo procedente de fundición con tornillo de sujeción y mediantetorques neumáticos para roscarlo hasta que quede acoplado.
4Verificación de que no hayan quedado espacios entre los dientes de amboscomponentes.
5 Emsable del sello trompo y untar su espigo con unifix( altamente corrosivo)
6Alineación del dispositivo para colocar oring con el vástago y, mediante un cuchillo,deslizar un oring hacia el vástago, hasta que encaje en la cavidad destinada paradicho fin.
7Inspección de que no queden espacios entre el sello trompo y el vástago y que eloring quede bien ajustado.
8Inspección del cuerpo válvula con el fin de garantizar que se encuentre en óptimascondiciones.
9Acople del brazo ya ensamblado en cuerpo válvula, garantizando también quequede adecuadamente acoplado al vástago.
10ensamble del tornillo de fijación en el orificio del soporte del brazo del cuerpoválvula y mediante un torque neumático roscarlo hasta que ajuste completamente.
11Verificar que el brazo suba y baje libremente y que al hacerlo accione elmovimiento del vástago.
14Una vez verificado esto, se realiza el funcionamiento de la válvula y se verifica queel vástago se mueva y que la salida de agua sea uniforme.
15Pasar las válvulas conformes a una canasta para escurrir el exceso de agua y las noconformes deben ser desensambladas y pasadas a fundición para ser curadas oreprocesadas según corresponda.
PAOLA ORTEGA
REINA ALAYON-EDWIN VALDEZ
Agotamiento del agua.
Presión sobre los recursos naturales.
MATRIZ DE IDENTIFICACION Y EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
ENSAMBLE METÁLICA
ACTIVIDAD
12Tomado de las válvulas ensambladas y colocar de a dos en el molde de la máquina probadora.
13Verificación a las válvulas cerradas, que no se presente goteo a la salida del agua de la válvula y que no se presenten poros por donde se pueda escapar el agua.
IMPACTO
Presión sobre los recursos naturales.
Presión sobre los recursos naturales
Presión sobre los recursos naturales
1
1
1
1
1
Gestión de disposición
adecuada de residuos
Ninguno Ninguno
Piezas no conformes, son
llevadas a recuperación para su posterior utilización.
Ninguno NingunoNinguno
Ninguno NingunoAgua de probado
para varios procesos.
Ninguno
12
0
1
1
11 2
1 21 4
41 1
1 Ninguno Ninguno0 12 NO
SIGNIFICATIVO11 1 4
1 0 Ninguno12 NO
SIGNIFICATIVONinguno Ninguno Ninguno
Piezas no conformes, son
llevadas a recuperación para su posterior utilización.
1 2 1
Piezas no conformes, son
llevadas a recuperación para su posterior utilización.
Ninguno Ninguno
4
NO SIGNIFICATIVO
Ninguno Ninguno Ninguno0
12
111 21 1 4
CRITERIO
Sensibilidad
Pública
1 2
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
-- -- -- -- -- --
Tipo de impacto
SIGNIF
ICATI
VO
AlcanceSeveridad DuraciónLegislación Aplicable
TOTA
L
FrecuenciaAcción
--
Reversibilidad
-- ---- -- -- ---- ---- -- -- NO
SIGNIFICATIVO-- -- -- --
0
-- -- ----
1 1
---- ---- --
NO SIGNIFICATIVO
NO SIGNIFICATIVO
1 11
0
1

16 Ensamble en la válvula la varilla que llevará el flotador acoplado.
17Empacaque de la válvula completamente ensamblada en una bolsa plastificadaindividua y sellado en la máquina selladora.
18 Pesaje del producto y empacado en cajas
Presión sobre los recursos naturales 1 NingunoNinguno NingunoPapeleria, plástico y cartón generados del
proceso.Ninguno13
NO SIGNIFICATIVO
Ninguno1 01221 1 4

ENSAMBLE PLÁSTICA LINEA SANITARIO
PAOLA ORTEGA
REINA ALAYON-EDWIN VALDEZ
1Revisión de las ordenes de producción y verificación de los inventariosdisponibles.
Normal
2 Ubicación de las piezas en su respectivo puesto de trabajo. Normal
3 Aplicación del pegante Tolueno en el tubo y dejarlo 5 min Normal
4 Eliminar el exceso de Tolueno en la pieza Normal
5Introducción del cilindro en el tubo de entrada, ajustándolo hasta el tope,garantizando que entre el pitillo del tubo de entrada y las orejas de soportedel brazo se forme un ángulo de 90°.
Normal
6 Puegue a la válvula de entrada. Normal
7Introducci+on del tubo de acomentido a un balde con pegante de tolueno ydejar por un minuto
Normal
8Inspección de la válvula no presente fisuras y reposar por 24 horas para relizarla prueba de estanqueidad.
Normal
Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
10Verificarción que la válvula no presente fugas ni filtraciones, observando queno hayan burbujas de aire saliendo de la misma, además de verificar que lospitillos del tubo de entrada se encuentren destapados.
NormalPresión sobre los recuros
naturales.No hay normatividad asociada
11Ensamble del brazo flotador y mediante un taladro neumático fijo, roscar elorificio por donde se acopla con la palanca del émbolo de la válvula.
Normal
12Introducción del oring 110 y el sello trompo en las cavidades correspondientesa cada uno.
Normal
13Introdución el émbolo en el orificio del cilindro de la válvula de entrada yajustar hasta el tope
Normal
14Golpeado suavemente con un martillo de caucho a la palanca émbolo en lasorejas de la válvula ya probada.
Normal
15Llenado de pegante mek en una bandeja metálica y tomar el tubo rebose ycolocarlo en la bandeja y dejar actuar sobre el tubo aproximadamente 3minutos
NormalPresión sobre los recursos
natrales
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
-- --
Utilizacion de materias primas a base de compuestos quimicos: Pegante Tolueno
Presión sobre los recuros naturales.
A
Brazo flotador, palanca del émbolo, tornillo ABS, émbolo, oring 110, sello trompo, pasador
Tubo rebose, cuerpo
Consumo de agua y utilización del aire para la utilización de la máquina
probadora
Utilización del aire para el funcionamiento de el taladro neumático fijo
Presión sobre los recursos natrales
Utilizacion de materias primas a base de compuestos quimicos: Pegante
--
LEGISLACIÓN APLICABLE METERIAS PRIMAS
Todas las involucradas en el proceso
Tubo de entrada, cilindro, tubo
acometida, pegante tolueno
Pegue válvula
Pegue válvula de entrada
Prueba de estanqueidad.
Ensamble válvula de entrada
Recepción de producto semi-elaborado
A
CO
NDIC
ION O
PERACIÓ
N
Nor
mal
= R
utin
aria
Ano
rmal
= N
o Rut
inar
ia
Emer
genc
ia
AM
BIEN
TAL:A / O
CUPA
CIO
NAL: S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTOETAPA ASPECTO
No hay normatividad asociada
No hay normatividad asociada
A
Accionamiento de los pulsadores de la máquina, para que los pisadores aseguren la válvula y sumerjan el molde en el tanque de probado.
9 Agotamiento del agua. Normal

16 Eliminación del exceso de pegante con un pincel. NormalDecreto 4741 de 2005 art 1,5,9,10,13 y 19Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32Ley 29 de 1992
18 Ensamble del cuello en el cono de agua stop con sello puesto.. Normal
19Accionado los dos pulsadores de la máquina para que el usillo baje y acople elcuerpo al cono del agua stop
Normal
20Retirado del agua stop ya ensamblado del molde de la máquina y verificar quehaya quedado adecuadamente ensamblado.
Normal
21Colocar en una canasta el producto conforme y pasarlo a ensamble de laválvula de salida.
Normal
22Inspección de la válvula de salida, asegurándose de que no presente fisuras enel pegue ni manchas de mek en ninguna parte
Normal
23Tomar el agua stop ya ensamblado y acoplarlo a los soportes del cuerpo de laválvula de salida
Normal
24Las válvulas no conformes son desensambladas y enviadas a inyección griferíapara molido y reproceso.
Normal
25 Inspección para notar defectos de acabdao. Normal
26Emsamble de la manija con el miple e introdicir en su orificio la plancahaladora.
Normal
27 Verificación a la palanca que no se presente rotura ni abolladuras. Normal
Decreto 4741 de 2005 art 1,5,9,10,13 y 19Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32Ley 29 de 1992Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
Resolucón 1207 de 2007, Art 6,7
31Aplicación del pegante Toluen en la carcaza macho del flotador y pegarla en lacarcaza hembra.
Normal
32 Ensamble del flotador y dejar reposar por una hora. Normal
Normal Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143
Normal Resolucón 1207 de 2007, Art 6,7
Empaque 35Empacar, dependiendo de la solicitud de la orden de producción, la grifería enconjunto o por separado como unidad de empaque.
NormalCajas. Bolsas,
producto terminadoUtilización de materias primas: Bolsas
plasticas, cajasPreisión sobre los recursos
naturales.No hay normatividad asociada A
APROVECHABLE NO APROVECHABLE PELIGROSO
x
x
x
x
x
x
A
Agotamiento del agua.
A
Agotamiento del agua.
Utilizacion de materias primas a base de compuestos quimicos: Pegante Tolueno
Consumo del agua para depositar los probadores
Presión sobre los recursos natrales
AConsumo de energíaPresión sobre los recursos
natrales
Consumo de energíaPresión sobre los recursos
natrales A
A
Consumo de energíaPresión sobre los recursos
natrales A
Carcasa hembra, carcasa macho, pegante tolueno
Tubo rebose, cuerpo válvula, pegante mes
Cuerpo agua stop, cono agua stop, sello
agua stop
Válvula de salida sub-ensamblada, agua stop ensamblado
Manija cromada, miple, palanca haladora
compuestos quimicos: Pegante Mek.Generación de residuos: sobrante de
pegante Mek Contaminación del suelo, carga al relleno sanitario.
Papel-cartón
Plástico( bolsas plásticas)
Pegue válvula salida
17Introdución del tubo rebose, por el lado que ha tenido contacto con el pegante mek, dentro de la cavidad del cuerpo válvula destinada para tal fin, ajustando hasta el tope.
Vástago, resorte, sello perforado, oring 110 cuerpo válvula, arandela
Consultar Matriz Legal
Consultar Matriz Legal
Consultar Matriz Legal
Viruta( desecho)
Trapos contaminados
Espuma
Ensamble y prueba del flotador inyectado
Ensamble agua stop
Ensamble válvula de salida
Ensamble manija haladora
Ensamble y prueba de válvula de regulación
RESIDUOS GENERADOS
30Verificación del vástago que gire libremente dentro del cuerpo válvula y colocar la válvula ensamblada en máquina probadora para verificar su completa estanqueidad.
Barredura
Normal
Ampliación de las ranuras del vástago en la ranuradora e introducción del resorte en la cavidad del vástago y el oring en las ranuras ampliadas.
28 Contaminación del suelo, carga al relleno sanitario.
29Eliminación de rebaba de las priezas procedentes de fundición e inspección que las piezas esten en buenas condiciones.
Normal
Normal
Generacion de residuos sólidos: rebaba, consumo de agua
Disposicion de las piezas en una coneca con agua para la verificacion de que no se presenten filtraciones en la pieza
33
34 Clasificación de producto conforme y no conforme.
No hay normatividad asociada

Positivo
Neg
ativo
Direc
ta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tur
nos
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmiten
te
Espo
rádi
co
No
ha o
currid
o
Loca
l
Zona
l
Globa
l
Rev
ersibl
e
Irre
versib
le
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol d
e In
geni
ería
Con
trol A
dmin
istrat
ivo
1Revisión de las ordenes de producción y verificación de losinventarios disponibles.
2 Ubicación de las piezas en su respectivo puesto de trabajo.
3 Aplicación del pegante Tolueno en el tubo y dejarlo 5 min
4 Eliminar el exceso de Tolueno en la pieza
5Introducción del cilindro en el tubo de entrada, ajustándolo hastael tope, garantizando que entre el pitillo del tubo de entrada y lasorejas de soporte del brazo se forme un ángulo de 90°.
6 Puegue a la válvula de entrada.
7Introducci+on del tubo de acomentido a un balde con pegante detolueno y dejar por un minuto
8Inspección de la válvula no presente fisuras y reposar por 24 horaspara relizar la prueba de estanqueidad.
10
Verificarción que la válvula no presente fugas ni filtraciones,observando que no hayan burbujas de aire saliendo de la misma,además de verificar que los pitillos del tubo de entrada seencuentren destapados.
Presión sobre los recuros naturales.
1 1 4 1 2 1 1 1 1 13 NO SIGNIFICATIVO
11Ensamble del brazo flotador y mediante un taladro neumático fijo,roscar el orificio por donde se acopla con la palanca del émbolo dela válvula.
12Introducción del oring 110 y el sello trompo en las cavidadescorrespondientes a cada uno.
13Introdución el émbolo en el orificio del cilindro de la válvula deentrada y ajustar hasta el tope
14Golpeado suavemente con un martillo de caucho a la palancaémbolo en las orejas de la válvula ya probada.
15Llenado de pegante mek en una bandeja metálica y tomar eltubo rebose y colocarlo en la bandeja y dejar actuar sobre el tuboaproximadamente 3 minutos
Presión sobre los recursos natrales
1 1 4 2 2 1 1 0 12 NO SIGNIFICATIVO
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO ENSAMBLE PLÁSTICA LINEA SANITARIO
ELABORADO POR PAOLA ORTEGA
REVISADA POR REINA ALAYON-EDWIN VALDEZ
IMPACTO
--
Presión sobre los recuros naturales.
Agotamiento del agua.
Presión sobre los recursos natrales
Accionamiento de los pulsadores de la máquina, para que los pisadores aseguren la válvula y sumerjan el molde en el tanque de probado.
TOTA
L
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
--
AlcanceReversibilidad
--
ACTIVIDAD
9
CRITERIO
Severidad DuraciónSensibili
dad Pública
Tipo de impacto
FrecuenciaAcción
SIGNIF
ICATI
VO
Legislación Aplicable
--
1 1
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- NO SIGNIFICATIVO-- -- -- -- 0 -- ---- -- -- --
4 1 1 1 NO SIGNIFICATIVO1 0 11 Ninguno NingunoNinguno Ninguno Ninguno Ninguno
1 1 4 11
Ninguno
1 0 Ninguno
13
Ninguno Ninguno NO SIGNIFICATIVO Ninguno11 Ninguno1 Ninguno
Ninguno
Re utilización del agua
para varias pruebas.
Ninguno Ninguno Ninguno
1
1
11 1 4 1 11 2 NO SIGNIFICATIVO1

16 Eliminación del exceso de pegante con un pincel.
18 Ensamble del cuello en el cono de agua stop con sello puesto..
19Accionado los dos pulsadores de la máquina para que el usillo bajey acople el cuerpo al cono del agua stop
20Retirado del agua stop ya ensamblado del molde de la máquina yverificar que haya quedado adecuadamente ensamblado.
21Colocar en una canasta el producto conforme y pasarlo a ensamblede la válvula de salida.
22Inspección de la válvula de salida, asegurándose de que nopresente fisuras en el pegue ni manchas de mek en ninguna parte
23Tomar el agua stop ya ensamblado y acoplarlo a los soportes delcuerpo de la válvula de salida
24Las válvulas no conformes son desensambladas y enviadas ainyección grifería para molido y reproceso.
25 Inspección para notar defectos de acabdao.
26Emsamble de la manija con el miple e introdicir en su orificio laplanca haladora.
27 Verificación a la palanca que no se presente rotura ni abolladuras.
31Aplicación del pegante Toluen en la carcaza macho del flotador ypegarla en la carcaza hembra.
32 Ensamble del flotador y dejar reposar por una hora.
35Empacar, dependiendo de la solicitud de la orden de producción, lagrifería en conjunto o por separado como unidad de empaque.
Preisión sobre los recursos naturales.
1 1 4 1 2 1 1 0 1 12 NO SIGNIFICATIVO Ninguno Ninguno NingunoCajas, bolsas
plásticas sobrantesNinguno Ninguno
Agotamiento del agua.
Presión sobre los recursos natrales
Presión sobre los recursos natrales
Presión sobre los recursos natrales
Contaminación del suelo, carga al relleno sanitario.
Agotamiento del agua.
Presión sobre los recursos natrales
Contaminación del suelo, carga al relleno sanitario.
30Verificación del vástago que gire libremente dentro del cuerpo válvula y colocar la válvula ensamblada en máquina probadora para verificar su completa estanqueidad.
33Disposicion de las piezas en una coneca con agua para la verificacion de que no se presenten filtraciones en la pieza
34 Clasificación de producto conforme y no conforme.
17Introdución del tubo rebose, por el lado que ha tenido contacto con el pegante mek, dentro de la cavidad del cuerpo válvula destinada para tal fin, ajustando hasta el tope.
28Ampliación de las ranuras del vástago en la ranuradora e introducción del resorte en la cavidad del vástago y el oring en las ranuras ampliadas.
29Eliminación de rebaba de las priezas procedentes de fundición e inspección que las piezas esten en buenas condiciones.
0 0
130
11
11 3
1 1
NO SIGNIFICATIVO
1
0
0
4 1
1
4 2 2 1 1
Ninguno NingunoNinguno Ninguno Ninguno Ninguno
12 NO SIGNIFICATIVO
1 1 24 1 Ninguno Ninguno Ninguno NO SIGNIFICATIVO Ninguno11 Ninguno1 01
1 1 4 1 2 NO SIGNIFICATIVO1 0 Ninguno NingunoNinguno Ninguno Ninguno Ninguno1
1 1 4 1 2 1 Ninguno Ninguno Ninguno NO SIGNIFICATIVO Ninguno11 Ninguno
1
1 0
1 1 1
Ninguno NingunoNinguno Ninguno
Re utilización del agua
para varias pruebas.
Ninguno
1
1 1
1
24
4
1
2
12
12
NO SIGNIFICATIVO
NO SIGNIFICATIVO1
11
Ninguno
Re utilización del agua
para varias pruebas.
Ninguno Ninguno
Ninguno
Ninguno
Ninguno Ninguno
1 1 4 1 3 1 0 0 12 NO SIGNIFICATIVO
1
1

ENSAMBLE PLÁSTICA LINEA DUCHAS
PAOLA ORTEGA
REINA ALAYON-EDWIN VALDEZ
1 Revisión de las ordenes de producción y verificación de los inventarios disponibles. Normal
2 Ubicación de las piezas en su respectivo puesto de trabajo. Normal
3 Roscado del regulador al cono de la ducha Normal
4Introducción del tubo bola en la tuerca superior y colocarlo en la parte del cono que alojael sello caucho y roscado.
Normal
5 Deposición en canaste de producto terminado para empaque. Normal
6 Depositar en canasta de producto terminado y pasar a empaque. Normal
7 Ensamble del cuerpo interior de la ducha en el cono. Normal
8Ensamble del sello tuerco bola y del regulador para el roscado de estos al cuerpo interioirde la ducha.
Normal
9 Inspección de producto terminado y clasificación del conforme y no conforme. Normal
Empaque 10 Empaque de las piezas en bolsas y en cajas según su referencia. NormalCajas. Bolsas,
producto terminadoutilización de materia prima: Bolsas
plásticas, cajas.Presión sobre los recursos naturales No hay normatividad asociadas A
APROVECHABLE NO APROVECHABLE PELIGROSO
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
Espuma x
NOTASLa legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en
la Matriz Legal de Gestión ambiental
Viruta( desecho) x
Trapos contaminados x x
Papel-cartón x
Plástico( bolsas plásticas) x
RESIDUOS GENERADOS
Barredura x
Ensamble ducha dos funciones
Válvula de entrada sub-ensamblada
-- -- --
Ensamble ducha oxaca
Tubo de entrada, cilindro, tubo
acometida, pegante tolueno
Utilización de sustancias químicas: Pegante Toluneno.
Presión sobre los recursos naturales. No hay normatividad asociadas A
Recepción de producto semi-elaborado
Todas las involucradas en el proceso
-- -- --
IMPACTO LEGISLACIÓN APLICABLE
AM
BIEN
TAL:A / O
CUPA
CIO
NAL: S Y
SO
PROCESO
ELABORADO POR
REVISADA POR
ETAPA ACTIVIDAD
CO
NDIC
ION O
PERACIÓ
N
Nor
mal
= R
utin
aria
Ano
rmal
= N
o Rut
inar
ia
Emer
genc
ia
MATERIAS PRIMAS ASPECTO

Positivo
Neg
ativo
Direc
ta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tur
nos
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmiten
te
Espo
rádi
co
No
ha o
currid
o
Loca
l
Zona
l
Globa
l
Rev
ersibl
e
Irre
versib
le
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol d
e In
geni
ería
Con
trol A
dmin
istrat
ivo
1Revisión de las ordenes de producción yverificación de los inventarios disponibles.
2Ubicación de las piezas en su respectivo puestode trabajo.
3 Roscado del regulador al cono de la ducha
4Introducción del tubo bola en la tuerca superiory colocarlo en la parte del cono que aloja elsello caucho y roscado.
5Deposición en canaste de producto terminadopara empaque.
6Depositar en canasta de producto terminado ypasar a empaque.
7Ensamble del cuerpo interior de la ducha en elcono.
8Ensamble del sello tuerco bola y del reguladorpara el roscado de estos al cuerpo interioir de laducha.
9Inspección de producto terminado y clasificacióndel conforme y no conforme.
10Empaque de las piezas en bolsas y en cajassegún su referencia.
Presión sobre los recursos naturales
1 1 4 1 1 1 1 0 1 11 NO SIGNIFICATIVO Ninguno Ninguno NingunoPapel, cartón y bolsas plásticas
Ninguno Ninguno
PROCESO ENSAMBLE PLÁSTICA LINEA DUCHAMATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ACTIVIDAD IMPACTO
--
Presión sobre los recursos naturales.
ELABORADO POR PAOLA ORTEGA
REVISADA POR REINA ALAYON-EDWIN VALDEZ
Ninguno Ninguno Ninguno Ninguno-- -- 0 NO SIGNIFICATIVO Ninguno Ninguno-- -- -- -- -- ---- -- -- -- -- ---- -- -- -- -- ---- -- -- -- -- --
Ninguno Ninguno Ninguno Ninguno1 11 NO SIGNIFICATIVO Ninguno Ninguno1 01 14 11 1
Ninguno Ninguno Ninguno Ninguno-- 0 NO SIGNIFICATIVO Ninguno Ninguno-- -- -- -- -- ---- -- -- -- -- ---- -- -- -- -- ---- -- -- -- -- --
AlcanceReversibilidad
Sensibilidad
Pública
Legislación Aplicable
TOTA
L
SIGNIF
ICATI
VO
CRITERIO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIATipo de impacto
Acción Frecuencia Severidad Duración

ENSAMBLE PLÁSTICA LINEA LAVAMANOS
PAOLA ORTEGA
REINA ALAYON-EDWIN VALDEZ
1 Revisión de las ordenes de producción y verificación de los inventarios disponibles. Normal
2 Ubicación de las piezas en su respectivo puesto de trabajo. Normal
3Introducción del cartucho en el cuerpo válvula asegurándose de que comience a roscaradecuadamente, y mediante un torque neumático, roscar hasta que quede bien ajustado.
Normal
4Inspección minuciosa del componente, asegurándose de su correcto ensamble y que nopresenten rebabas, para poder pasarlo a la siguiente etapa del proceso.
Normal
5Ensamble de en cada extremo de entrada del agua una tuerca acople, una arandela y unacople cónico en dicho orden, y en el extremo de la salida del agua colocar los oringcorrespondientes en las ranuras destinadas para tal fin.
Normal
6Accionamiento de los dos pulsadores de la máquina para que los pisadores de esta asegurenlos cuerpos y sumerjan el molde en el tanque de probado.
Normal Agotamiento del agua
7Verificación de que no se presenten filtraciones en el cuerpo válvula, mirando que no salganburbujas de aire (el ciclo de probado dura aproximadamente 15 seg.).
Normal
8 Clasificación de producto confome y no conforme Normal
9Roscado del cuerpo válvula en el cartucho la tuerca Atrato, Almaguer o suplemento, segúncorresponda, hasta que quede bien ajustada.
Normal
Ley 1575 de 2007, Art 10
10Introducción del maneral en el vástago del cartucho, y asegurarse que al abrir el cartucho y elel tornillo de fijación entre el orificio de cada manija y mediante el torque roscarlo
Normal
Ley 373 de 1997, Art 1,2 y 5
11Colocar el tornillo de fijación entre el orificio de cada manija y mediante el torque roscarlohasta que queden bien ajustado.
NormalDecreto 1541 de 1978, Art 143
12Inspección visual de las partes cromadas, asegurandose que el acabado esté en perfectascondiciones.
NormalResolucón 1207 de 2007, Art 6,7
13Calentado del tapón del surtidor unto con el hueco del surtidor, mediante una pistola de airecaliente.
Normal No hay normatividad asociada
14Una vez los dos componentes alcancel la temperatura de plastificación, introducir el tapón enel huevo del surtidor hasta sellar por completo, asegurando un pegue estético y adecuado.
Normal
No hay normatividad asociada
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
Pegue del tapón del surtidor
Tapón del surtidor, surtidor. Consumo de energíaPresión sobre los recursos
natrales A
Ensamble de bases y manijas
Manerales, inserto, tuerca Atrato, Almaguer o suplemento según
corresponda, tornillo de fijación, tapón
correspondiente al maneral.
Utilización de meterias primasPresión sobre los recursos
natrales A
presión sobre los recuros naturales.
Prueba de goteo
Cuerpo válvula con cartucho roscado
Consumo de agua y utilización del aire para la utilización de la máquina
probadora A
Sub-ensamble cuerpo válvula y tubo 180
Cuerpo válvula, tuerca inferior, sello, cartucho azul o rojo dependiendo de la referencia, oring 115
Utilización del aire para el funcionamiento de el taladro
neumático fijo
Presión sobre los recursos natrales
A
Recepción de producto semi-elaborado
Todas las involucradas en el proceso
-- -- --
IMPACTO LEGISLACIÓN APLICABLE
AM
BIEN
TAL:A / O
CUPA
CIO
NAL: S Y
SO
PROCESO
ELABORADO POR
REVISADA POR
ETAPA ACTIVIDAD
CO
NDIC
ION O
PERACIÓ
N
Nor
mal
= R
utin
aria
Ano
rmal
= N
o Rut
inar
ia
Emer
genc
ia
MATERIAS PRIMAS ASPECTO

15Colocar canastilla, rejilla, mallas, adaptador, botón y oring dentro de la carcasa roscada, lacual viene del área de cromado. Este conjunto es conocido como aireador.
Normal
16Realización el montaje en la máquina probadora de cuellos, ensamblando las manqueras deagua de la máquina a un tubo 180 ya ensamblado.
Normal
17Verificación que no se presenten fugas entre el aireador y el surtidor, y que el chorro deagua salga uniforme.
Normal
18 Perforación con el taladro fresador en el surtidor para ensamble de la acrcaza Normal
19 Inspección de las carcaza cromada en busca de imperfecciónes de acabado. NormalDecreto 4741 de 2005 art 1,5,9,10,13 y 19
20Montaje en el dispositivo de ensamble y colocar surtidor sobre la carcaza y golpearsuavemente con un cuchillo para que se acoplen.
Normal
Reslución 2309 de 1986, Art 14,18,19,21,29,66
21Introdución de los tornillos de fijación en los huecos del surtidor y mediante un torqueneumático roscarlos hasta que queden bien ajustados.
Normal
Decreto 4741 de 2005 art 32
22Empacaque del surtidor en una bolsa plástica individual, sin etiqueta, y proceder a suempaque final.
NormalCarga al relleno sanitario por
viruta. Ley 29 de 1992
23Emsamble del sello interior y la arandela al tubo sifón integral, e introducri la tuerca defijación de tal forma que la arandela quede entre el sello inferior y la tuerca.
Normal
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
24Introducción del sello superior por el extremo roscado del tubo sifón, hasta que llegue atocar el sello inferior.
NormalReslución 2309 de 1986, Art 14,18,19,21,29,66
25Iinspección de que la pieza tenga un adecuado acabado, luego roscarlo en el tubo sifón, detal manera que el sello superior quede entre el flanche y el sello inferior.
Normal
Decreto 4741 de 2005 art 32
26 Tomar el botón cromado y roscarlo al extremo de la varilla con la rosca mas corta. Normal
Ley 29 de 1992
Empaque 27 Empacado dependiendo de la solicitud de la orden de producción. NormalCajas. Bolsas, producto
terminadoUtilización de materias primas :
bolsas de plásticoPresión sobre los recursos
natrales A
APROVECHABLE NO APROVECHABLE PELIGROSO
No hay normatividad asociada
Espuma x
NOTASLa legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de
Gestión ambiental
Viruta( desecho) x
Trapos contaminados x
Papel-cartón x
Plástico( bolsas plásticas) x
RESIDUOS GENERADOS
Barredura x
Ensamble de desagüe
Tubo sifón integral, sello inferior y superior, arandela, tuerca de fijación, fleje perforado cromado, botón cromado, varilla haladora de
émbolo.
Consumo de materia primaPresión sobre los recursos
natrales A
Contaminación del suelo
Ensamble de carcasa y surtidor
Surtidor, carcasa metálica, tornillos de fijación.
Generación de residuos sólidos: viruta luego del taladrado, consumo
de energía
Presión sobre los recursos natrales
A
Ensamble y probado del aireador
Componentes del aireador, surtidor,.
Consumo de agua y utilización del aire para la utilización de la máquina
probadora
Agotamiento del agua, presión sobre los recuros naturales.
A

Positivo
Neg
ativo
Direc
ta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tur
nos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmiten
te
Espo
rádi
co
No
ha o
currid
o
Loca
l
Zona
l
Globa
l
Rev
ersibl
e
Irre
versib
le
Si No
Cum
plim
ient
o legi
slac
ión
No
existe
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol d
e In
geni
ería
Con
trol A
dmin
istrat
ivo
1Revisión de las ordenes de producción y verificación de los inventariosdisponibles.
2 Ubicación de las piezas en su respectivo puesto de trabajo.
3Introducción del cartucho en el cuerpo válvula asegurándose de quecomience a roscar adecuadamente, y mediante un torque neumático,roscar hasta que quede bien ajustado.
4Inspección minuciosa del componente, asegurándose de su correctoensamble y que no presenten rebabas, para poder pasarlo a lasiguiente etapa del proceso.
5
Ensamble de en cada extremo de entrada del agua una tuerca acople,una arandela y un acople cónico en dicho orden, y en el extremo de lasalida del agua colocar los oring correspondientes en las ranurasdestinadas para tal fin.
6Accionamiento de los dos pulsadores de la máquina para que lospisadores de esta aseguren los cuerpos y sumerjan el molde en eltanque de probado.
Agotamiento del agua 1 1 4 1 1 1 1 0 10 NO SIGNIFICATIVO
7Verificación de que no se presenten filtraciones en el cuerpo válvula,mirando que no salgan burbujas de aire (el ciclo de probado duraaproximadamente 15 seg.).
8 Clasificación de producto confome y no conforme
9Roscado del cuerpo válvula en el cartucho la tuerca Atrato, Almaguero suplemento, según corresponda, hasta que quede bien ajustada.
10Introducción del maneral en el vástago del cartucho, y asegurarse queal abrir el cartucho y el el tornillo de fijación entre el orificio de cadamanija y mediante el torque roscarlo
11Colocar el tornillo de fijación entre el orificio de cada manija ymediante el torque roscarlo hasta que queden bien ajustado.
12Inspección visual de las partes cromadas, asegurandose que el acabadoesté en perfectas condiciones.
13Calentado del tapón del surtidor unto con el hueco del surtidor,mediante una pistola de aire caliente.
14Una vez los dos componentes alcancel la temperatura de plastificación,introducir el tapón en el huevo del surtidor hasta sellar por completo,asegurando un pegue estético y adecuado.
PROCESO
ELABORADO POR
REVISADA POR
ENSAMBLE PLÁSTICA LINEA LAVAMANOS
PAOLA ORTEGA
REINA ALAYON-EDWIN VALDEZ
--
Presión sobre los recursos natrales
presión sobre los recuros naturales.
Presión sobre los recursos natrales
Presión sobre los recursos natrales
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ACTIVIDAD IMPACTO
Ninguno NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno1 0 101 111 4
Ninguno Ninguno
1
10 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno1 01 14 11 1
10 NO SIGNIFICATIVO1 01 14 1
Ninguno Ninguno Ninguno
1 1
Ninguno Ninguno
Ninguno Ninguno
Re utilización del agua
para varias pruebas.
10 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno1 01 14 11 1
-- -- ---- 0 NO SIGNIFICATIVO -- -- ---- -- -- -- -- ---- -- -- -- -- ---- -- -- -- -- ---- -- -- -- -- --
AlcanceReversibilidad
Sensibilidad
Pública
Legislación
Aplicable
TOTA
L
SIGNIF
ICATI
VO
CRITERIO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI ATipo de impacto
Acción Frecuencia Severidad Duración

15Colocar canastilla, rejilla, mallas, adaptador, botón y oring dentro de lacarcasa roscada, la cual viene del área de cromado. Este conjunto esconocido como aireador.
16Realización el montaje en la máquina probadora de cuellos,ensamblando las manqueras de agua de la máquina a un tubo 180 yaensamblado.
17Verificación que no se presenten fugas entre el aireador y el surtidor,y que el chorro de agua salga uniforme.
18Perforación con el taladro fresador en el surtidor para ensamble de laacrcaza
19Inspección de las carcaza cromada en busca de imperfecciónes deacabado.
20Montaje en el dispositivo de ensamble y colocar surtidor sobre lacarcaza y golpear suavemente con un cuchillo para que se acoplen.
21Introdución de los tornillos de fijación en los huecos del surtidor ymediante un torque neumático roscarlos hasta que queden bienajustados.
22Empacaque del surtidor en una bolsa plástica individual, sin etiqueta, yproceder a su empaque final.
Carga al relleno sanitario por viruta. 1 1 4 1 1 1 1 0 10 NO SIGNIFICATIVO
23Emsamble del sello interior y la arandela al tubo sifón integral, eintroducri la tuerca de fijación de tal forma que la arandela quedeentre el sello inferior y la tuerca.
24Introducción del sello superior por el extremo roscado del tubo sifón,hasta que llegue a tocar el sello inferior.
25Iinspección de que la pieza tenga un adecuado acabado, luego roscarloen el tubo sifón, de tal manera que el sello superior quede entre elflanche y el sello inferior.
26Tomar el botón cromado y roscarlo al extremo de la varilla con la roscamas corta.
27 Empacado dependiendo de la solicitud de la orden de producción. Presión sobre los recursos natrales 1 1 1 1 1 1 1 0 7 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno
Gestión de disosición
adecuada de residuos sólidos
Presión sobre los recursos natrales
Contaminación del suelo
Presión sobre los recursos natrales
Agotamiento del agua, presión sobre los recuros naturales.
Ninguno Ninguno Ninguno7 NO SIGNIFICATIVO Ninguno Ninguno Ninguno1 01 11 11 1
1 02 14 1
Ninguno Ninguno
Gestión de disosición
adecuada de residuos sólidos
1 1
11 NO SIGNIFICATIVO
Ninguno Ninguno Ninguno
11 NO SIGNIFICATIVO
1 02 14 11 1
Ninguno Ninguno
Re utilización del agua
para varias pruebas.
Ninguno Ninguno Ninguno0 10 NO SIGNIFICATIVO1 11 141 1

ENSAMBLE PLÁSTICA LÍNEA LAVAPLATOS
PAOLA ORTEGA
REINA ALAYON-EDWIN VALDEZ
1 Revisión de las ordenes de producción y verificación de los inventarios disponibles. Normal
2 Ubicación de las piezas en su respectivo puesto de trabajo. Normal
3 Tomar el tubo procedente de inyección e introducirlo en la ranuradora. NormalDecreto 4741 de 2005 art 1,5,9,10,13 y 19
4Accionar la ranuradora oprimiendo el pulsador que se encuentra al lado derecho de lamisma y esperar a que sean realizadas las ranuras en el tubo.
Normal
Reslución 2309 de 1986, Art 14,18,19,21,29,66
5Una vez el tubo esté ranurado, retirarlo de la máquina e inspeccionar que las ranurashayan quedado adecuadamente hechas.
Normal
Decreto 4741 de 2005 art 32
6Depositar el tubo en la canasta de producto conforme para pasar a la siguienteoperación del proceso y depositar el scrap en la canasta de producto no conforme.
Normal
7 Retirar de la máquina la viruta que va quedando de la operación de ranurado. Normal
8Calentamiento del tubo ranurado en la máquina de termo conformado. El tiempo quetarda la estación en calentar el tubo es de aproximadamente 1 minuto.
Normal
9Doblado del tubo, colocado en el molde de conformado aproximadamente 15segundos.
Normal
10 Limpieza del molde por medio de la pistola de aire. Normal
11Inspección del tubo para saber si cumple o no con los requerimientos de calidadestablecidos para el mismo.
Normal
12 Accionamiento la sierra para que esta corte el extremo sobrante del tubo. NormalPresión sobre los recursos
naturales.
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Ley 29 de 1992
15Mojar la boca sin ranuras del cuello con soldadura MEG y colocarlo en el molde de lamesa del soldador de ultra sonido.
Normal
16Colocar el racor sobre la boca del tubo que queda debajo del usillo del soldador,asegurándose de que quede bien acomodado.
Normal
17Accionamiento de los pulsadores para que el usillo del soldador baje y efectúe elensamble del racor a la boca del tubo sin ranuras.
Normal
18Inspección de que el ensamble haya quedado adecuadamente hecho, colocar elproducto conforme en la canasta para pasar al área de cromado y el scrap en zona deproducto no conforme.
Normal
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Depositar el tubo en la canasta de producto conforme para pasar a cromado y depositar el scrap en la canasta de producto no conforme.
14
Normal
Utilización de materia prima a base de compuestos químicos: Soldadura
MEG, consumo de energíaPresión de los recursos naturales.
Ley 29 de 1992
13Retirado del tubo ya cortado del molde de la sierra, Eliminar la rebaba que queda del corte e inspección que la pieza haya quedado adecuadamente cortado.
IMPACTOETAPA ASPECTO
Pegado del racor
Recepción de producto semi-elaborado
Ranurado del cuello
Termo-conformado del
cuello
Corte del cuello
CO
NDIC
IÓN O
PERACIÓ
N
Nor
mal
= R
utin
aria
Ano
rmal
= N
o Rut
inar
ia
Emer
genc
ia
MATERIAS PRIMAS
AM
BIEN
TAL:A / O
CUPA
CIO
NAL: S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
LEGISLACIÓN APLICABLE
Tubo doblado y ranurado
Cuello ya formado, racor, pegante mek
Contaminación del suelo, carga del relleno sanitario
A
--
consumo de energía de la máquina dobladora. Generación de residuos
sólidos( rebaba y viruta)
Tubo procedente de inyección
Tubo ranurado
--
consumo de energía de la máquina termo conformado y dobladora.
Utilización del aire.
Presión sobre los recursos naturales.
Consumo de energía, generación de residuos sólidos: viruta
Presión de los recursos naturales, carga al relleno sanitario.
A
--
A
A

19 Ensamblar las piezas con el aireador asegurándose que quede bien fija. Normal
20Ensamblar la tuerca en el cuello además del oring y el pin de seguridad en la ranurasdel cuello con el fin de que no hayan filtraciones de agua.
Normal
21 Inspección de que la pieza haya quedado bien ensamblada. Normal
Normal Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
23Verificación de que no se presenten filtraciones entre el tubo y el racor, entre el racor yel aireador, y que el chorro de agua salga uniforme.
Normal
24 Clasificación de conformes y no conformes Normal
25Pegado del tubo y el cuerpo de la llave en la máquina pegadora dependiendo del tipode llane que se quiera pegar.
Normal
26Accionamiento de la máquina ara que los actuadores aprisionen los componentes de lallave y las resistencias calienten los bordes que han de ser pegados.
Normal
27Ensamble de los cartuchos dentro del orificio del tubo de la llave y realización de untorque se rosca.
Normal
28 Clasificación de conformes y no conformes Normal
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
Resolucón 1207 de 2007, Art 6,7
30Verificación de que no se presenten fugas de aire en la llave, ni el la salida de la llave(Goteo), como en el pegue del cuerpo y la base (Pegue). La máquina igualmente indicasi se presentan fugas mediante unas mangueras que arrojan aire al tanque.
Normal
31 Clasificación de conformes y no conformes Normal
32Ensamble de la tuerca de sujeción y mediante el torque fijo roscar hasta que haya quedado bien ajustada.
Normal Decreto 4741 de 2005 art 1,5,9,10,13 y 19
33Tomar las manijas con los insertos ya puestos y colocarlas en las cabezas de loscartuchos, cuidando que el sentido de apertura y cierre de las llaves se mantenga segúnel estándar del accesorio.
Normal Reslución 2309 de 1986, Art 14,18,19,21,29,66
34 Ensamble de los tapones de las manijas en sus orificios y mediante un martillo. Normal Decreto 4741 de 2005 art 32
35Limpieza del mezclador, Inspeccionándolo en busca de imperfecciones en la superficie ocolor inadecuado de las piezas cromadas.
Normal Ley 29 de 1992
36Ensamble del sello, la guía y la tuerca de sujeción, ajustando manualmente hasta eltope.
Normal Decreto 4741 de 2005 art 1,5,9,10,13 y 19
37Introducción del conjunto anterior dentro del filtro y hacer presión hasta que quedebien ajustado.
Normal Reslución 2309 de 1986, Art 14,18,19,21,29,66
Normal Agotamiento del agua.29Accionamiento de los pulsadores para que el módulo baje y sumerja las llaves en el tanque de agua de la máquina y comience a inyectar aire a la llave.
Agotamiento del agua22Accionamiento de los pulsadores para que el molde asegure los cuellos y permita el
paso del agua a través de ellos.
Utilización de materia prima.Presión sobre los recursos
naturales.
Consumo de agua y utilización del aire para la utilización de la máquina
probadora
No hay normatividad asoiadaEnsamble del cuello
Prueba de goteo del cuello
Ensamble de válvulas
Prueba de goteo y pegue de la llave
Ensamble de la base
Ensamble de Cuerpo canastilla, sello superior, sello inferior,
Canastilla, rejilla, botón adaptador, oring, cuello con racor pegado, oring del cuello, arandela de bloqueo, tuerca Atrato, suplemento o Almaguer según corresponda a la
referencia
Cuello ya ensamblado
Cuerpo válvula, tubo 180 o tubo 90 según corresponda a la
referencia, cartucho azul y/o rojo según corresponda a la
referencia, oring 115
Válvula ya ensamblada
Presión de los recursos naturales.
Consumo de agua y utilización del aire para la utilización de la máquina
probadora
presión sobre los recursos naturales.
A
A
Gestión de disposición adecuada de residuos sólidos
presión sobre los recursos naturales.
Consumo de energía por la máquina pegadora
Contaminación del suelo, carga del relleno sanitario
A
Manerales, tapones, carcasa cromada, insertos, tornillos de fijación,
plataforma, bases Atrato, Almaguer o suplemento según corresponda a la referencia, válvulas ya probadas, tuercas de
fijación
A
A

38Ensamble del botón cromado en el pin por el lado del filtro, y nuevamente presionarhasta ajustar y el conjunto en la prensa manual y bajar la palanca, para garantizar quelos componentes del filtro queden bien ensamblados.
Normal Decreto 4741 de 2005 art 32
39 Colocar el filtro ya ensamblado dentro de la canastilla y pasar a empaque Normal Ley 29 de 1992
40 Empacado del cuello en una bolsa plástica individual. Normal
41Empacado del cuello junto con el mezclador o la llave individual, dependiendo el casoen una bolsa plástica más grande.
Normal
APROVECHABLE NO APROVECHABLE PELIGROSO
NOTASLa legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la
Matriz Legal de Gestión ambiental
Trapos contaminados
Espuma
Viruta( desecho)
RESIDUOS GENERADOS
Barredura
Papel-cartón
Plástico( bolsas plásticas)
No hay normatividad asoiada
Empaque y disposición de producto terminado
Ensamble de canastilla
superior, sello inferior, tuerca de fijación, pin de fijación, botón cromado del filtro, , tubo sosco
Producto ensambladoUtilización de materia prima: bolsas
plásticas.Presión sobre los recursos
naturales.
A
A
x
Contaminación del suelo, carga del relleno sanitario
Gestión de disposición adecuada de residuos sólidos
x
x
x
x
x

Positivo
Neg
ativo
Direc
ta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tur
nos
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmiten
te
Espo
rádi
co
No
ha o
currid
o
Loca
l
Zona
l
Glo
bal
Rev
ersibl
e
Irre
versib
le
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de In
geni
ería
Con
trol
Adm
inistrat
ivo
1Revisión de las ordenes de producción y verificación de los inventariosdisponibles.
2 Ubicación de las piezas en su respectivo puesto de trabajo.
3 Tomar el tubo procedente de inyección e introducirlo en la ranuradora.
4Accionar la ranuradora oprimiendo el pulsador que se encuentra al ladoderecho de la misma y esperar a que sean realizadas las ranuras en el tubo.
5Una vez el tubo esté ranurado, retirarlo de la máquina e inspeccionar que lasranuras hayan quedado adecuadamente hechas.
6Depositar el tubo en la canasta de producto conforme para pasar a lasiguiente operación del proceso y depositar el scrap en la canasta de productono conforme.
7 Retirar de la máquina la viruta que va quedando de la operación de ranurado.
8Calentamiento del tubo ranurado en la máquina de termo conformado. Eltiempo que tarda la estación en calentar el tubo es de aproximadamente 1minuto.
9Doblado del tubo, colocado en el molde de conformado aproximadamente 15segundos.
10 Limpieza del molde por medio de la pistola de aire.
11Inspección del tubo para saber si cumple o no con los requerimientos decalidad establecidos para el mismo.
12 Accionamiento la sierra para que esta corte el extremo sobrante del tubo. Presión sobre los recursos naturales.
15Mojar la boca sin ranuras del cuello con soldadura MEG y colocarlo en elmolde de la mesa del soldador de ultra sonido.
16Colocar el racor sobre la boca del tubo que queda debajo del usillo delsoldador, asegurándose de que quede bien acomodado.
17Accionamiento de los pulsadores para que el usillo del soldador baje yefectúe el ensamble del racor a la boca del tubo sin ranuras.
18Inspección de que el ensamble haya quedado adecuadamente hecho, colocarel producto conforme en la canasta para pasar al área de cromado y el scrapen zona de producto no conforme.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
ENSAMBLE PLÁSTICA LÍNEA LAVAPLATOS
PAOLA ORTEGA
REINA ALAYON-EDWIN VALDEZ
IMPACTO
--
Presión de los recursos naturales, carga al relleno sanitario.
Presión sobre los recursos naturales.
Contaminación del suelo, carga del relleno sanitario
Presión de los recursos naturales.
ACTIVIDAD
13Retirado del tubo ya cortado del molde de la sierra, Eliminar la rebaba que queda del corte e inspección que la pieza haya quedado adecuadamente cortado.
14Depositar el tubo en la canasta de producto conforme para pasar a cromado y depositar el scrap en la canasta de producto no conforme.
12 NO SIGNIFICATIVO Ninguno NingunoNinguno Ninguno Ninguno Ninguno1 014 1 31 1
Ninguno12 NO SIGNIFICATIVO Ninguno
Gestión de disposición
adecuada de residuos
Ninguno Ninguno1 0 0
Viruta o preoducto no confrome es
llevada a recuperado para
su posterior utilización
14 1 3
Ninguno NingunoNinguno Ninguno Ninguno Ninguno0 11 NO SIGNIFICATIVO1 11 2
Gestión de disposición
adecuada de residuos
1 1
Ninguno Ninguno
Viruta o preoducto no confrome es
llevada a recuperado para
su posterior utilización
Ninguno10 NO SIGNIFICATIVO Ninguno
--
1 1 0
-- -- 0 NO SIGNIFICATIVO-- -- -- -- -- ---- -- ---- ---- -- -- -- ----
1 1
Reversibilidad
Legislación Aplicable
TOTA
L
CRITERIO
Severidad DuraciónSensibili
dad Pública
Tipo de impacto
FrecuenciaAcción
SIGNIF
ICATI
VO
Alcance DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIA
Ninguno Ninguno Ninguno Ninguno NingunoNinguno
11
-- -- -- --
41 1
4
--

19 Ensamblar las piezas con el aireador asegurándose que quede bien fija.
20Ensamblar la tuerca en el cuello además del oring y el pin de seguridad en laranuras del cuello con el fin de que no hayan filtraciones de agua.
21 Inspección de que la pieza haya quedado bien ensamblada.
23Verificación de que no se presenten filtraciones entre el tubo y el racor, entreel racor y el aireador, y que el chorro de agua salga uniforme.
24 Clasificación de conformes y no conformes
25Pegado del tubo y el cuerpo de la llave en la máquina pegadora dependiendodel tipo de llane que se quiera pegar.
26Accionamiento de la máquina ara que los actuadores aprisionen loscomponentes de la llave y las resistencias calienten los bordes que han de serpegados.
27Ensamble de los cartuchos dentro del orificio del tubo de la llave y realizaciónde un torque se rosca.
28 Clasificación de conformes y no conformes
30
Verificación de que no se presenten fugas de aire en la llave, ni el la salidade la llave (Goteo), como en el pegue del cuerpo y la base (Pegue). Lamáquina igualmente indica si se presentan fugas mediante unas manguerasque arrojan aire al tanque.
31 Clasificación de conformes y no conformes
32Ensamble de la tuerca de sujeción y mediante el torque fijo roscar hasta que haya quedado bien ajustada.
33Tomar las manijas con los insertos ya puestos y colocarlas en las cabezas delos cartuchos, cuidando que el sentido de apertura y cierre de las llaves semantenga según el estándar del accesorio.
34Ensamble de los tapones de las manijas en sus orificios y mediante unmartillo.
35Limpieza del mezclador, Inspeccionándolo en busca de imperfecciones en lasuperficie o color inadecuado de las piezas cromadas.
36Ensamble del sello, la guía y la tuerca de sujeción, ajustando manualmentehasta el tope.
37Introducción del conjunto anterior dentro del filtro y hacer presión hasta quequede bien ajustado.
Presión sobre los recursos naturales.
Agotamiento del agua
presión sobre los recursos naturales.
Presión de los recursos naturales.
Agotamiento del agua.
presión sobre los recursos naturales.
22Accionamiento de los pulsadores para que el molde asegure los cuellos y
permita el paso del agua a través de ellos.
1 029Accionamiento de los pulsadores para que el módulo baje y sumerja las llaves en el tanque de agua de la máquina y comience a inyectar aire a la llave.
Contaminación del suelo, carga del relleno sanitario
1 1312 2
11 NO SIGNIFICATIVO
NO SIGNIFICATIVO1
1 0 11 14 11 1
1
1
Ninguno
Ninguno
Ninguno
4
1 0 01 Ninguno Ninguno Ninguno10 NO SIGNIFICATIVO Ninguno Ninguno14 11 1
0 12 NO SIGNIFICATIVO
NingunoNinguno NingunoRe utilización del agua para varias
pruebas.Ninguno
1 12 2
1 0
1 1
Ninguno Ninguno Ninguno10 NO SIGNIFICATIVO Ninguno Ninguno1 14 11 1
11 NO SIGNIFICATIVO
Ninguno NingunoNinguno NingunoRe utilización del agua para varias
pruebas.Ninguno
1 02 14 1
Ninguno11 NO SIGNIFICATIVO Ninguno NingunoNinguno Ninguno1 0 Ninguno1 14 11 1
4
1 1

38Ensamble del botón cromado en el pin por el lado del filtro, y nuevamentepresionar hasta ajustar y el conjunto en la prensa manual y bajar la palanca,para garantizar que los componentes del filtro queden bien ensamblados.
39 Colocar el filtro ya ensamblado dentro de la canastilla y pasar a empaque
40 Empacado del cuello en una bolsa plástica individual.
41Empacado del cuello junto con el mezclador o la llave individual, dependiendoel caso en una bolsa plástica más grande.
Presión sobre los recursos naturales.
Contaminación del suelo, carga del relleno sanitario
1Reciclaje de
Cartón y bolsas plásticas
Ninguno Ninguno11 NO SIGNIFICATIVO Ninguno Ninguno1 Ninguno1 014 11 1
Ninguno NingunoNinguno Ninguno Ninguno Ninguno0 0 10 NO SIGNIFICATIVO1 11 11 1 4

RECUPERADOS
PAOLA ORTEGA
REINA ALAYON- HERNANDO COGOLLOS
1 Planeación de la producción para las áreas. Normal
2 Pedir materiales o planear reutilización de Batches (Big Bags). Normal
3 Almacenamiento de batches con scrap y registro en el sistema SIPICS Normal
4 Transporte del material a la moledora con ayuda de un gato o montacargas Normal
5 Transporte del compuesto desde el lugar de almacenamiento hasta moledoras. Normal
6 Ubicar compuesto en frente de la moledora y retirar gato hidráulico móvil de la estiba si se utiliza este medio. Normal
7 Limpieza de la maquinaria cada vez que se cambia de referencia. NormalDecreto 4741 de 2005 art 1,5,9,10,13 y 19
8 Alimentar a la máquina con el Scrap Normal Estiba Reslución 2309 de 1986, Art 14,18,19,21,29,66
9 Prendido del soplador y moledor PALLMAN Normal Big Bag Decreto 4741 de 2005 art 32
10 Verificación el correcto funcionamiento de la maquina. Normal
Ley 29 de 1992Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
12 Pesado y registro del producto molido en el sistema SIPICS Normal Consultar Matriz Legal
13 Transporte del producto a las áreas requeirdas. Normal Consultar Matriz Legal
14 Verificación de la orden de producción para seguir en línea la producción cada vez que se entregue el turno. Normal Consultar Matriz Legal
15 Alimentación a la tolva de la máquina con los big bag Normal Consultar Matriz Legal
16 El producto pasa por un imán para la clasificación cuando un producto viene con uno o más compuestos. Normal EstibaLey 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143
18 Verificación del correcto guncionamiento de la moledora. Normal Resolucón 1207 de 2007, Art 6,7
19 Pesado de los baches ya molidos Normal
20Registro del peso en el sistema SIPICS y aclarar para donde se va el material, para Extrusión (solo pulverizado),Inyección (molido), mezclas (pulverizado) o almacén recuperados.
Normal
21 Levar material al área que corresponda. Normal
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
A
Consumo de energía en el funcionamiento de la moledora
ZERMA, consumo de agua caraga al relleno sanitario por barredura con compuesto, contaminación del suelo.
Presión sobre los recursos naturales,
Consumo de energía por utilizacion de computadores.
Presión sobre los recursos naturales.
A
Consumo de combustible.Presión sobre los recursos
naturales.A
Consultar Matriz Legal
A
Contaminación del suelo
generación de residuos sólidos como: trapos, acirtes,
agua.Consumo de energía en el funcionamento del moledor
PALLMAN, consumo de agua
Presión sobre los recursos naturales.
LEGISLACIÓN APLICABLE
No hay normatividad asociadaUtilización de materia prima.Presión sobre los recursos
naturales.
consumo de energía en la utilización de computadores para el ingreso al
sisema SIPICS
Presión sobre los recursos naturales.
A
A
PESAR
IMPACTOETAPA ASPECTO
MOLE
DORA ZER
MA
(FOLC
IERI)
CO
ND
ICIO
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
MATERIAS PRIMAS
Papelería.
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
Planeación de la producción
Recepción material
Transporte
MOLE
DORA PALL
MAN
Consultar Matriz Legal
No hay normatividad asociada
11 Una vez esté llena el Big Bag, apagar la moledora y el soplador. Normal Agotamiento del agua.
Big Bag17
Funcionamiento de la máquina y se debe cumplir con el orden para moler deacuerdo a los colores claoros u oscuros.
Normal

LEGISLACIÓN APLICABLE IMPACTOETAPA ASPECTO
CO
ND
ICIO
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
MATERIAS PRIMAS
AM
BIEN
TAL:
A /
OC
UPA
CIO
NA
L: S
Y
SOACTIVIDAD
22 Recepción del material de Báscula o almacén directamente y almacenamiento en frente de pulverizadoras. Normal Consultar Matriz Legal
23 Verificación del correcto funcionamiento de las pulverizadoras, cuchillas, tamizadores entre otros. Normal Consultar Matriz Legal
24 Tapado del batche para minimizar polución al ambiente de compuesto y evita perder material. Normal Consultar Matriz Legal
25 Prendido de las pulverizadoras (PALLMAN o REDUCTION) y verificar condiciones del proceso. Normal
26 Alimentación a la tolva el material molido y registro de la catidad molida en SIPICS Normal
27Quitar el producto molido que queda sobre el tamizador y volver a echarlo sobre la tolva que esta alimentandoel pulverizador.
Normal
28 Apagar y desenergizar totalmente la moledora o pulverizadora. NormalPresión sobre los recursos
naturalesConsultar Matriz Legal
Decreto 4741 de 2005 art 1,5,9,10,13 y 19Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32
30 Verificación del correcto ensamble de las cuchillas. Normal Contamiancion del suelo.
APROVECHABLE NO APROVECHABLE PELIGROSO
A
Presión sobre los recursos naturales.
Emisión de material particulado
A
PULV
ERIZAR
Mantenimiento de cuchillas
Cuchillas. Normal
Bigbags no funcionales
Cuchillas no funcionales
RESIDUOS GENERADOS
Estibas deterioradas
x
x
x
NOTAS
La legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión ambiental
Decreto 948 1995, Art 3,4 y 73
Carga al relleno sanitario por cuchillas que ya no funcionan, 29
Tomar nuevas cuchillas e instalarlas en el cilindro de la moledora o pulverizadora, algunas cuchillas todavía funcionan por lo que la dejan un tiempo mas de uso.
Contaminación del aire.
Generación de residuos sólidos: cuchillas que ya no funcionan,
Consumo de energía para verificar el correcto funcionamiento de las
cuchillas
Consumo de energía al realizar mantenimiento y funcionamiento de
la pulverizadora.
Ley 29 de 1992

Posi
tivo
Neg
ativ
o
Dir
ecta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás t
urno
s
Muy
Alt
a
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmit
ente
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irre
vers
ible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1 Planeación de la producción para las áreas.
2 Pedir materiales o planear reutilización de Batches (Big Bags).
3Almacenamiento de batches con scrap y registro en el sistemaSIPICS
4Transporte del material a la moledora con ayuda de un gato omontacargas
5Transporte del compuesto desde el lugar de almacenamientohasta moledoras.
6Ubicar compuesto en frente de la moledora y retirar gatohidráulico móvil de la estiba si se utiliza este medio.
7Limpieza de la maquinaria cada vez que se cambia dereferencia.
8 Alimentar a la máquina con el Scrap
9 Prendido del soplador y moledor PALLMAN
10 Verificación el correcto funcionamiento de la maquina.
12 Pesado y registro del producto molido en el sistema SIPICS
13 Transporte del producto a las áreas requeirdas.
14Verificación de la orden de producción para seguir en línea laproducción cada vez que se entregue el turno.
15 Alimentación a la tolva de la máquina con los big bag
16El producto pasa por un imán para la clasificación cuando unproducto viene con uno o más compuestos.
18 Verificación del correcto guncionamiento de la moledora.
19 Pesado de los baches ya molidos
20Registro del peso en el sistema SIPICS y aclarar para donde seva el material, para Extrusión (solo pulverizado), Inyección(molido), mezclas (pulverizado) o almacén recuperados.
21 Levar material al área que corresponda.
PAOLA ORTEGA
REINA ALAYON- HERNANDO COGOLLOS
caraga al relleno sanitario por barredura con compuesto, contaminación del suelo.
Presión sobre los recursos naturales.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
RECUPERADOS
IMPACTO
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Contaminación del suelo
Agotamiento del agua.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales,
ACTIVIDAD
11 Una vez esté llena el Big Bag, apagar la moledora y el soplador.
17Funcionamiento de la máquina y se debe cumplir con el orden para moler deacuerdo a los colores claoros u oscuros.
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO12
1 0
21
1 1
1
3
3
4 1
1
11 1
10
0 12
1
1
4
41 1
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
Ninguno Ninguno Ninguno Ninguno
Legislación Aplicable
TOTA
L
CRITERIO
Severidad DuraciónSensibili
dad Pública
Tipo de impacto
FrecuenciaAcción
SIG
NIF
ICA
TIV
O
AlcanceReversib
ilidad
1 1 4
4
11 2 0 111 NO SIGNIFICATIVO Ninguno Ninguno
1 1 24 1 Ninguno Ninguno Ninguno11 NO SIGNIFICATIVO Ninguno Ninguno1 01
1 1 11 2 11 NO SIGNIFICATIVO1 0 Ninguno NingunoNinguno Ninguno Ninguno Ninguno
1 41
1
Re utilización de material de tamaño
grande luego de ser molido
Ninguno NingunoNinguno
1
1 1 4 1 1
1 0
0 11
Ninguno
Gestión de disposición
adecuada de residuos.
Ninguno Ninguno
Re utilización de material de tamaño
grande luego de ser molido
Ninguno
NO SIGNIFICATIVO
2 11 111 0 Ninguno Ninguno
Gestión de disposición
adecuada de residuos.
NO SIGNIFICATIVO Ninguno Ninguno Ninguno
Gestión de disposición
adecuada de residuos.
Ninguno
1 1
Ninguno
1 1 2 1 1 0 8 NO SIGNIFICATIVO

Posi
tivo
Neg
ativ
o
Dir
ecta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás t
urno
s
Muy
Alt
a
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmit
ente
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irre
vers
ible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
IMPACTOACTIVIDAD
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI ALegislación Aplicable
TOTA
L
CRITERIO
Severidad DuraciónSensibili
dad Pública
Tipo de impacto
FrecuenciaAcción
SIG
NIF
ICA
TIV
O
AlcanceReversib
ilidad
22Recepción del material de Báscula o almacén directamente yalmacenamiento en frente de pulverizadoras.
23Verificación del correcto funcionamiento de las pulverizadoras,cuchillas, tamizadores entre otros.
24Tapado del batche para minimizar polución al ambiente decompuesto y evita perder material.
25Prendido de las pulverizadoras (PALLMAN o REDUCTION) yverificar condiciones del proceso.
26Alimentación a la tolva el material molido y registro de lacatidad molida en SIPICS
27Quitar el producto molido que queda sobre el tamizador yvolver a echarlo sobre la tolva que esta alimentando elpulverizador.
28 Apagar y desenergizar totalmente la moledora o pulverizadora.Presión sobre los recursos
naturales1 1 1 2 3 1 1 0 10 NO SIGNIFICATIVO
30 Verificación del correcto ensamble de las cuchillas. Contamiancion del suelo. 1 1 1 1 3 1 1 0 9 NO SIGNIFICATIVO
Presión sobre los recursos naturales.
Contaminación del aire.
Carga al relleno sanitario por cuchillas que ya no funcionan, 29
Tomar nuevas cuchillas e instalarlas en el cilindro de la moledora o pulverizadora, algunas cuchillas todavía funcionan por lo que la dejan un tiempo mas de uso.
1 11 1
1 1 2
4
4 3
3
11
11
0 13
Ninguno
13
NO SIGNIFICATIVO
NO SIGNIFICATIVO
Gestión de disposición
adecuada de residuos.
Ninguno Ninguno Ninguno Ninguno Ninguno
Gestión de disposición
adecuada de residuos.
Ninguno Ninguno NingunoDuctos de ventilación
1 1 1 11 3 9 NO SIGNIFICATIVO1 0

ALMACENES-REPUESTOS E INSUMOS
PAOLA ORTEGA
REINA ALAYON
1 Recepción de factura de orden de compra, verificar orden y autorizar el descargue. Normal
2 Alistamiento de estibas, VINIPEL y otros elementos para el descargue. Normal
3Verificación de las cantidades y referencias que estan descritas en la orden sean las que lleguen en la tractomula, camiónu otros vehículos.
Normal
4Pesado de todas las referencias en la bascula, normalmente son compuestos para fundición, como bronce, latón zinc entrootros.
Normal
5 Registro en SIPICS la entrada de material al almacén de materias primas o insumos. Normal
6Envolvimiento de algunas materias primas con VINIPEL, evita polución de materiales, ajusta los bultos estibados,desplome de materiales de varios pisos.
Normal VINIPEL
7 Etiquetado de los productos como conforme, no confome y espera. Normal Etiquetas
8Recepción y alistamiento de pedidos ya sea insumos, repuestos, activos, entre otros y dejarlos en un lugar destinado paramateriales que llegan al almacén, normalmente lo dejan ahí por falta de tiempo para almacenar.
Normal
9 Envolvimiento en VINIPEL, poner cedulas a productos en las estibas o marcarlos con marcador Normal
10 Utilización del estibador eléctrico para el almacenaje en el segundo piso. Normal Estiba de madera
11Marcado de las piezas que se entreguen con el numero de referencia, numero de orden o requisición y saldo, parareferenciar los materiales.
NormalPapelería, marcadores,
VINIPEL
12Mensualmente se revisa en el sistema que ha salido y que ha llegado, realizan un inventariado por SIPICS. Se deben depedir unidades de Stock de seguridad.
Normal
13 Verificación de las cantidades y referencias de los activos a salir. Normal
14 Pesado de los elementos de la estiba y registro en la orden. Normal
15 Realización de las transferencias y/o el registro por el sistema SIPICS con previas autorizaciones. Normal
16Planeación de los pedidos a llevar y recoger materiales, activos, cromados, reparaciones, mantenimientos durante lasemana o en el mismo día, se realiza según priorizaciones, las urgencias se atienden primero.
NormalTablero acrílico, marcadores.
17 Autorización de salida y el conductor debe planear la ruta para la minimización de recorridos. Normal Papelera
18 Recepción de elementos que debe están descritos en la orden, se realiza el respectivo registro de la entrega Normal
19 Registrar en el sistema la entrada a almacén de la requisición. Normal
20 Registro en el sistema SIPICS la entrada a almacén de la requisición. Normal
Devoluciones 21 Registro de las debolucipnes al sistema, ya sea por producto no conforme o reparación Normal PapeleríaConsumo de materias primas,
generación de residuosPresión sobre los recursos
naturales.No hay normatividad asociada A
APROVECHABLE NO APROVECHABLE PELIGROSO
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
x
x
x
x
Consultar Normatividad aplicable
Consultar Normatividad aplicable
No hay normatividad asociada
Orden, remisión.
Utilización de materias primas, generación de residuos
Presión sobre los recursos naturales.
Consultar Normatividad aplicable A
Marcadores gastados
Papel y cartón
Plástico( envolturas plásticas, lonas)
Estibas de madera no funcionales
Almacenamiento (Operación, despacho, entradas)
Salida y recepción de
activos.
Envíos (Conductores.)
Entrega de proveedores
externos ventana pequeña.
CONDICIO
N OPE
RACIÓ
N
Normal = Rutinaria
Anorm
al = No Rutinaria
Emergencia
Recepción Materias Primas
e insumos de proveedores en
vehículos.
MATERIA PRIMA
Utilización de materias primas: Vinipel y etiquetas. Consumo de energía por la váscula y acceso al
sistema SIPICS, generación de residuos
RESIDUOS GENERADOS
A
AMBIEN
TAL:A / OCUPA
CIO
NAL: S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTOETAPA ASPECTO LEGISLACIÓN APLICABLE
Consultar Normatividad aplicablePresión sobre los recursos
naturales.
Consumo de energía, utilización de materia prima, generación de
residuos
A
A
AConsumo de energía, generación de
residuosPresión sobre los recursos
naturales.
Consumo de energía, generación de residuos
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.

ALMACENES-REPUESTOS E INSUMOS
PAOLA ORTEGA
REINA ALAYON
Positivo
Negativo
Directa
Indirecta
Mensual
Seman
al
Un turno al día
Dos o más turnos
Muy Alta
Media
Moderad
a
Baja
Perm
anente
Interm
itente
Esporádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plimiento
Cum
plimiento pa
rcial
No cumple
Eliminar
Reducir
Reusar
Reciclar
Control de Ingeniería
Control Adm
inistrativo
1 Recepción de factura de orden de compra, verificar orden y autorizar el descargue.
2 Alistamiento de estibas, VINIPEL y otros elementos para el descargue.
3Verificación de las cantidades y referencias que estan descritas en la orden sean lasque lleguen en la tractomula, camión u otros vehículos.
4Pesado de todas las referencias en la bascula, normalmente son compuestos parafundición, como bronce, latón zinc entro otros.
5 Registro en SIPICS la entrada de material al almacén de materias primas o insumos.
6Envolvimiento de algunas materias primas con VINIPEL, evita polución demateriales, ajusta los bultos estibados, desplome de materiales de varios pisos.
7 Etiquetado de los productos como conforme, no confome y espera.
8Recepción y alistamiento de pedidos ya sea insumos, repuestos, activos, entreotros y dejarlos en un lugar destinado para materiales que llegan al almacén,normalmente lo dejan ahí por falta de tiempo para almacenar.
9Envolvimiento en VINIPEL, poner cedulas a productos en las estibas o marcarlos conmarcador
10 Utilización del estibador eléctrico para el almacenaje en el segundo piso.
11Marcado de las piezas que se entreguen con el numero de referencia, numero deorden o requisición y saldo, para referenciar los materiales.
12Mensualmente se revisa en el sistema que ha salido y que ha llegado, realizan uninventariado por SIPICS. Se deben de pedir unidades de Stock de seguridad.
13 Verificación de las cantidades y referencias de los activos a salir.
14 Pesado de los elementos de la estiba y registro en la orden.
15Realización de las transferencias y/o el registro por el sistema SIPICS con previasautorizaciones.
16Planeación de los pedidos a llevar y recoger materiales, activos, cromados,reparaciones, mantenimientos durante la semana o en el mismo día, se realizasegún priorizaciones, las urgencias se atienden primero.
17Autorización de salida y el conductor debe planear la ruta para la minimización derecorridos.
18Recepción de elementos que debe están descritos en la orden, se realiza elrespectivo registro de la entrega
19 Registrar en el sistema la entrada a almacén de la requisición.
20 Registro en el sistema SIPICS la entrada a almacén de la requisición.
21Registro de las debolucipnes al sistema, ya sea por producto no conforme oreparación
Presión sobre los recursos naturales. 1 1 3 1 1 1 1 0 1 10 NO SIGNIFICATIVO Ninguno Ninguno NingunoPepeleria, cartón desecho del proceso.
Ninguno
Gestión de dispoción de residuos sólidos.
ACTIVIDAD IMPACTO
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
Ninguno NingunoPepeleria, cartón desecho del proceso.
Ninguno1 1Presión sobre los recursos naturales.
Gestión de dispoción de residuos sólidos.
9 NO SIGNIFICATIVO1 0 Ninguno
Ninguno
Gestión de dispoción de residuos sólidos.
3 1
Ninguno Ninguno NingunoPepeleria, cartón desecho del proceso.
11 NO SIGNIFICATIVO01 1
NingunoPepeleria, cartón desecho del proceso.
0 Ninguno Ninguno
1 3 1 2
1 12 11
Gestión de dispoción de residuos sólidos.
Ninguno
Gestión de dispoción de residuos sólidos.
10 NO SIGNIFICATIVO
Ninguno10 NO SIGNIFICATIVO Ninguno
3
Ninguno2
Pepeleria, cartón desecho del proceso.
Ninguno1 01
Ninguno Ninguno1
11 3
10 NO SIGNIFICATIVO1 01 21
1
1
1
1
Reversibilidad
Ninguno
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
CRITERIO
Sensibilidad
Pública
SIGNIFICATIVO
Legislación Aplicable
TOTA
L
Pepeleria, cartón desecho del proceso.
Ninguno
Gestión de dispoción de residuos sólidos.
3
1
AlcanceSeveridad DuraciónTipo de impacto
FrecuenciaAcción
Presión sobre los recursos naturales. 1
1

ALMACENES- PRODUCTO TERMINADO PATIOS
PAOLA ORTEGA
REINA ALAYON
1Verificación de cantidades y productos que estén descritas en el tiquete entregado porbascula.
Normal
2Registrar cantidades y referencia que ingresa a almacén de producto terminados en formato ysistema SIPICS.
Normal
3 Almacenado en patio los productos terminados entregados. NormalPresión sobre los recursos
naturales.
NormalDecreto 948 1995, Art 3,4 y 73Resolución 910 de 2008
5 Transporte y descarga de paquuetes para ser almacenados. Normal
6 Almacenar la tubería alineada y uno encima de otro. Normal
7 Re organizar los tubos. Normal
8 Autorizar la entrada del camión a las instalaciones de la planta. Normal
9Descargar material del vehículo y almacenarlo en patios o afuera de la planta de producción.(depende de la referencia y disponibilidad).
Normal
10 Tapar con plásticos los productos. Normal
11 Amarrar con zuncho los productos. Normal
APROVECHABLE NO APROVECHABLE PELIGROSO
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
x
x
x
x
No hay notrmatividad asociada
No hay notrmatividad asociada AUtilización de materia prima
MATERIA PRIMA.
Plásticos
Consumo de energía
LEGISLACIÓN APLICABLE
Presión sobre los recursos naturales.
IMPACTO
A
A
Recepción de tubos menores a 20"
Almacenamiento de tubería amarrada
(Zunchos).
Presión sobre los recursos naturales.
Generación de residuosPresión sobre los recursos
naturales.
ETAPA ASPECTO
CO
ND
ICIO
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
Zunchos
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
RESIDUOS GENERADOS
Papel y cartón
Plástico( envolturas plásticas, lonas)
Marcadores gastados
Estibas de madera no funcionales
NOTASLa legislación aplicable a cada uno de los impactos a la matriz están asociada con la legislación especifica, las de cumplimiento general se pueden consultar en la Matriz Legal de Gestión
ambiental
Contaminación del aire por fuente móvil 4 Con ayuda de carros móviles y estibas almacenar en las estanterias.
Almacenamiento de tubos sueltos en
estantería
Consumode de combustible ( gas)para el funcionamiento del
montacargas
Recepción de proveedores externos
(geosistemas)
x

Posi
tivo
Neg
ativ
o
Dir
ecta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás t
urno
s
Muy
Alt
a
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmit
ente
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irre
vers
ible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1Verificación de cantidades y productos que estén descritas enel tiquete entregado por bascula.
2Registrar cantidades y referencia que ingresa a almacén deproducto terminados en formato y sistema SIPICS.
3 Almacenado en patio los productos terminados entregados. Presión sobre los recursos naturales. 1 1 4 1 1 1 1 0 10 NO SIGNIFICATIVO
5 Transporte y descarga de paquuetes para ser almacenados.
6 Almacenar la tubería alineada y uno encima de otro.
7 Re organizar los tubos.
8 Autorizar la entrada del camión a las instalaciones de la planta.
9Descargar material del vehículo y almacenarlo en patios oafuera de la planta de producción. (depende de la referencia ydisponibilidad).
10 Tapar con plásticos los productos.
11 Amarrar con zuncho los productos.
Presión sobre los recursos naturales.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
ALMACENES- PRODUCTO TERMINADO PATIOS
PAOLA ORTEGA
REINA ALAYON
ACTIVIDAD
4Con ayuda de carros móviles y estibas almacenar en las
estanterias.
Ninguno
Gestión de disposición adecuada a los residuos
Gestión de disposición adecuada a los residuos
Ninguno Ninguno Ninguno10 NO
SIGNIFICATIVO1 011 1
NO SIGNIFICATIVO
Ninguno
4Papelería,
cartón
1 01114
10 NO SIGNIFICATIVO NingunoNinguno Ninguno NingunoPapelería,
cartón 011141 1
1
1
IMPACTO
Presión sobre los recursos naturales.
Contaminación del aire por fuente móvil
Presión sobre los recursos naturales.
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
TOTA
L
Reversibilidad
1
1
Acción
SIG
NIF
ICA
TIV
O
Legislación Aplicable
AlcanceSeveridad DuraciónTipo de impacto
Frecuencia
CRITERIO
Sensibilidad
Pública
1 1 4 2 2 1 1
1
NO SIGNIFICATIVO
Ninguno
0 2 14
Ninguno10
Ninguno NingunoPapelería,
cartón Ninguno
Gestión de disposición adecuada a los residuos
Gestión de disposición adecuada a los residuos
Ninguno NingunoPapelería,
cartón

DISTRIBUCIÓN DESPACHOS.
PAOLA ORTEGA
REINA ALAYON
1Recibir mercancía en la aduana.(son 4 aduanas habilitadas, soldaduras entrega por la puerta principal, siempredebe estar cerrada la puerta interior hasta que se termine el operario encargado del área en descargar material).
Normal
2 Proceder a almacenar. Normal
3 Reubicar cajas en las estanterías para liberar espacio a otras referencias. Normal
4 Almacenar en bolsas o cajas productos que quedan por unidades. Normal
5 Verificación de las cantidades y referencias que se deben codificar. Normal
6Revisar en la estantería de código de barras de productos si se encuentra impresa la referencia, coger etiquetas ydirigirse a la estantería a codificar de lo contrario imprimir etiquetas.
Normal
7 Codificación de los productos mediante el pegado de etiquetas. Normal Etiquetas estiquer.
8Depositar producto codificado en una nueva caja (esta caja puede ser nueva o alguna disponible en elmomento).
Normal Cajas de cartón
9 Cerrar cajas con Cosedora industrial o cinta. Normal Cinta
10 Estibar caja sobre la respectiva estantería. Normal
11 Verificación del estado de la estantería del 1° y 2° piso. Normal
12 Abastecer zonas si se encuentra desocupado alguna referencia del picking. Normal
13 Verificación del orden en mano de devolución las cantidades y referencias que estén completas. Normal
14 Generar reporte de la devolución sobre el formato establecido y por el sistema SIPICS. Normal
15 Reempacar los productos que están en buenas condiciones en cajas o bolsas. Normal
APROVECHABLE NO APROVECHABLE PELIGROSO
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
Marcadores gastados x
Zunchos x
Plástico( envolturas plásticas, lonas) x
Estibas de madera no funcionales x
RESIDUOS GENERADOS
Papel y cartón x
Devoluciones. Cajas bolsas, cinta ganchosConsumo de energía, utilización de
materias primas, generación de residuos
Presión sobre los recursos natrurales
A
Abastecer zona de Picking.
-- -- A
Codificar productos.
Utilización de materia prima, generación de residuos
Presión sobre los recursos natrurales
No hay normatividad asociada A
Almacenamiento.
Bolsas, cajasUtilización de materia prima,
generación de residuosPresión sobre los recursos
natruralesNo hay normatividad asociada A
Recepción en ADUANAS.
-- -- --
IMPACTO LEGISLACIÓN APLICABLE
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
PROCESO
ELABORADO POR
REVISADA POR
ETAPA ACTIVIDAD
CO
ND
ICIO
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
MATERIA PRIMA, ASPECTO

Posi
tivo
Neg
ativ
o
Dir
ecta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás t
urno
s
Muy
Alt
a
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmit
ente
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irre
vers
ible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1
Recibir mercancía en la aduana.(son 4 aduanas habilitadas,soldaduras entrega por la puerta principal, siempre debe estarcerrada la puerta interior hasta que se termine el operarioencargado del área en descargar material).
2 Proceder a almacenar.
3Reubicar cajas en las estanterías para liberar espacio a otrasreferencias.
4Almacenar en bolsas o cajas productos que quedan porunidades.
5Verificación de las cantidades y referencias que se debencodificar.
6Revisar en la estantería de código de barras de productos sise encuentra impresa la referencia, coger etiquetas y dirigirsea la estantería a codificar de lo contrario imprimir etiquetas.
7Codificación de los productos mediante el pegado deetiquetas.
8Depositar producto codificado en una nueva caja (esta cajapuede ser nueva o alguna disponible en el momento).
9 Cerrar cajas con Cosedora industrial o cinta.
10 Estibar caja sobre la respectiva estantería.
11 Verificación del estado de la estantería del 1° y 2° piso.
12Abastecer zonas si se encuentra desocupado alguna referencia del picking.
13Verificación del orden en mano de devolución las cantidadesy referencias que estén completas.
14Generar reporte de la devolución sobre el formato establecidoy por el sistema SIPICS.
15Reempacar los productos que están en buenas condiciones encajas o bolsas.
--
Presión sobre los recursos natrurales
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
DISTRIBUCIÓN DESPACHOS.
ACTIVIDAD IMPACTO
--
Presión sobre los recursos natrurales
Presión sobre los recursos natrurales
PAOLA ORTEGA
REINA ALAYON
NingunoPapelería, plásticos y
cartónNinguno
Gestión de disposición
adecuada de residuos
11 NO SIGNIFICATIVO Ninguno Ninguno1 02 14 11 1
-- -- -- ---- 0 NO SIGNIFICATIVO -- ---- -- -- -- -- ---- -- -- -- -- ---- -- -- -- -- ---- -- -- -- --
NingunoPapelería, plásticos y
cartónNinguno
Gestión de disposición
adecuada de residuos
1 12 NO SIGNIFICATIVO Ninguno Ninguno1 02 14 11 1
NingunoPapelería, plásticos y
cartónNinguno
Gestión de disposición
adecuada de residuos
1 12 NO SIGNIFICATIVO Ninguno Ninguno1 02 14 11 1
-- -- -- ---- 0 NO SIGNIFICATIVO -- ---- -- -- -- -- ---- -- -- -- -- ---- -- -- -- -- ---- -- -- -- -- --
AlcanceReversib
ilidad
Sensibilidad
Pública
Legislación Aplicable
TOTA
L
SIG
NIF
ICA
TIV
O
CRITERIO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI ATipo de impacto
Acción Frecuencia Severidad Duración

DESPACHOS
PAOLA ORTEGA.
REINA ALAYON
1 Recepción de orden de alistamiento y planeación de ruta de almacenamiento. Normal
2 Levantamiento, ubicación de los tubos necesarios hasta cumplir la orden sobre el carro. Normal
3Continuar con el descargue de la tubería al carro. Se puede almacenar tubos dentro deotros según diámetros y pesos.
Normal
4Transporte del carro a la respectiva ADUANA si ya se completo la orden o se exceda lacapacidad del carro
Normal
5 Transporte del carro hasta la referencia de la tubería. Normal
6Ubicación de tuberia sobre el carro, se puede almacenar tubos dentro de otros segúndiámetros y pesos.
Normal
7Al terminar de descargar todos los tubos, llevar el carro a ADUANAS o terminar dealistar todos los tubos que se especifican en la orden.
Normal
8 Ubicación de tubos sueltos sobre una estantería seleccionada para estos. Normal
9 Pedir orden de alistamiento y verificación de cantidades y referencias a extraer. Normal
10Llevar el carro móvil hasta la referencia, si es en el segundo, tercero o cuarto piso pediral montacargas que levante el carro móvil sobre el "burro" y acomodarlo en frente delestante.
Normal
11Almacenamiento de los tubos sobre el carro de tal forma que queden alineados y unoencima del otro se puede almacenar tubos dentro de otros según diámetros y pesos.
Normal
12Verificación de las cantidades descargadas y las descritas en la orden y escribir conmarcados sobre un tubo hacia que aduana se dirige. Si sobran tubos, devolverlos y sifaltan traer los faltantes.
Normal
13 Transporte hasta el área de las ADUANAS para posterior almacenamiento en la aduana. Normal
14 Dirigirse hasta la referencia de la tubería que se necesita. Normal
15 Levantamiento del tubo hasta y bajarlo hasta el carro o llevarlo hasta las ADUANAS. Normal
16 Al terminar de bajar los tubos y completar las cantidades, desenganchar eslinga y Normal
17Transportar "gato" hasta la próxima referencia a almacenar o llevarlo al lugar asignado odejarlo donde se trabajó.
Normal
18 Descargue de tubería de devolución en muelles, patios o aduanas según sea el caso. Normal
19Análisis de la razón de la devolución: daño en el transporte, caja dañada, tejas rotas, apariencia entre otros.
Normal
20 Reporte de devoluciones a administración de producto terminado y servicio al cliente. Normal
21 Dirigirse hasta la referencia de los accesorios manufacturados que se necesita. Normal
22 Verificar con orden de alistamiento en mano cantidades y productos. Normal
23 Coger y apilar sobre la estiba los productos que se requieran. Normal
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
Consultar con la Matriz Legal
Consultar con la Matriz Legal
No hay normatividad asociada
Consultar con la Matriz Legal
Consumo de energía
Consumo de energía, generación de residuos
Utilización de materia prima
Consumo de energía
A
Consumo de energía
A
A
A
APresión sobre los recursos
naturales.
Presión sobre los recursos naturales.
LEGISLACIÓN APLICABLE IMPACTO
AMBIEN
TAL:A / O
CUPA
CIO
NAL: S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ETAPA ASPECTO
CONDICIO
N O
PERACIÓ
N
Normal = Rutinaria
Ano
rmal = N
o Rutinaria
Emerge
ncia
Recepción de devoluciones.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
A
MATERIAS PRIMAS UTILIZADAS
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Utilización de materia prima
Alistamiento tubería planchas
Alistamiento tubería estantería amarrada
Alistamiento tubería estantería suelta.
Alistamiento tubería mayor 20" con montacargas
Alistamiento y despacho productos
de presión manufacturados
Consultar con la Matriz Legal
No hay normatividad asociada
Zunchos
Papelería
Papelería

24 Transporte de productos hasta la aduana correspondiente. Normal
25Transporte de cantidades y referencias de geosistemas desde patios hasta el lasADUANAS, realizar posterior verificación de productos según la orden de alistamiento.
Normal
26Transporte material de geosistemas desde el almacén por fuera de la planta hasta elvehículo del comprador.
Normal
27 Levantamiento del material con una montacargas material y ubicarlo dentro del Normal
28Autorizar el paso del vehículo dentro de las instalaciones de la empresa para posteriorcargue.
Normal
29Cargue de producto por producto con ayuda de un montacargas, operarios y otrorecurso que se necesite para la operación.
Normal
30 Entregar recibo al conductor de la orden cargada para el registro en la salida. Normal
31Recibir orden de alistamiento emitido por el coordinador y realización de chequeo de la orden con las referencias y cantidades a alistar
Normal
32 Alistamiento de las referencias emitidas por la orden depositandolas en cajas o bolsas. Normal
33 Sellamiento de la caja con cinta o ganchos y bolsa con la selladora. Normal
34Coger caja por caja y apilar sobre la estiba.Apilar cajas de tal forma que queden todas las etiquetas de la caja hacia fuera para posterior revisión de auxiliar de despacho y
Normal
35Colocar etiqueta a las cajas que no tienen. Se deben imprimir y programar la impresión por sistema SIPICS.
Normal
36 Pesar cajas o bolsas que tienen diferentes unidades sueltas empacadas Normal
37 Marcar referencia, cantidades y peso sobre la caja. Normal
38 Cubrir con VINIPEL las cajas. Previene que se desplome las cajas. Normal
39 Entregar orden de alistamiento a auxiliar de despacho. Normal
40Recepción de orden de alistamiento y verfificación de referencias, y marcado de cajas con marcador permanente
Normal
41Abrir caja con varilla o mano y verificar que estén las cantidades indicadas en la referencia.
Normal
42 Verifiación del peso y sellar la caja con cinta o cosedora neumática. Normal
43Entregar orden de alistamiento a despachos para posterior autorización y registro de orden lista.
Normal
44 Recepción de orden de alistamiento y registrar en el formato la orden. Normal
45 Marcado en la caja la respectiva aduana a la que se debe llevar. Normal
46Transporte de las cajas sobre la estiba hasta la respectiva ADUANA, después de autorización y correo emitido por despachos.
Normal
47 Entregar orden de despacho al auditor para revisión de cantidades y referencias Normal
48Levantar tubos y ubicarlo en la aduana, organizarlos unos encima de otros e intercalandocampana con sellos si los tiene.
Normal
49Descargar todos los productos, al terminar llevar carro hasta el lugar asignado ocontinuar el alistamiento de la mismo orden.
Normal
50 Contar y verificar cantidades y productos para posterior revisión de auditor. Normal
--
Consultar con la Matriz Legal
Consultar con la Matriz Legal
Consultar con la Matriz Legal
No hay normatividad asociada
A
A
A
A
A
--
Presión sobre los recursos naturales.
Utilización de materia prima
Utilización de materia prima, Consumo de energía, generación de residuos
Utilización de materia prima, consumo de aire, generación
de residuos
Alistamiento de orden grifería y accesorios
Presión sobre los recursos naturales.
manufacturados
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Despachar ordenes.Grifería y accesorios
Descargue en ADUANAS
Despacho de productos de geosistemas.
--
Utilización de materia prima, Consumo de energía, generación de residuos
Papelería Caja o bolsas, Cinta, estiquer,
Marcador permanente, VINIPEL
Papelería
Marcador permanente, Cinta
Papeleria, Marcador permanante
--
Verificación de orden de alistamiento.
Grifería y accesorios

51 verificación y conteo de las cantidades y referencias necesarias. Normal
52 Almacenamiento de las tejas en una estiba. Normal
53 Transporte de estiba hasta aduanas. Normal
54Autorización del paso del vehículo dentro de las instalaciones de la empresa paraposterior cargue.
Normal
55 Pesar camión en la bascula ubicada en la entrada de la portería. Normal
56 Abrir puerta de la ADUANA Normal
57 Cargue de los porductos en los camiones según la orden Normal Decreto 948 1995, Art 3,4 y 73
58Informe al auditor de que verifique cantidades cargadas al camión y firmar con elconductor la orden de despacho.
Normal
59 Despachar al conductor ( recibos copias y documentación necesaria). Normal
APROVECHABLE NO APROVECHABLE PELIGROSO
----
Consumo de energía, consumo de combustible,
emisión de gases al ambiente
A
A
--
Plásticos( envoltorios plásticos)
Marcador permanente gastado
RESIDUOS GENERADOS
Papel y cartón
Alistamiento tejas
Cargue de camiones.
--
Estibas no funcionales
Zunchos
x
x
x
x
x
Presión sobre los recursos naturales.
Contaminación del aireResolución 910 de 2008
Consultar con la Matriz Legal

DESPACHOS
PAOLA ORTEGA.
REINA ALAYON
Positivo
Neg
ativo
Directa
Indirecta
Men
sual
Seman
al
Un turno al dia
Doso más turno
s
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Interm
iten
te
Espo
rádico
No ha
ocurrido
Local
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plim
iento
Cum
plim
iento pa
rcial
No cumple
Elim
inar
Red
ucir
Revisar
Reciclar
Con
trol de Inge
niería
Con
trol Adm
inistrativo
1Recepción de orden de alistamiento y planeación de rutade almacenamiento.
2Levantamiento, ubicación de los tubos necesarios hastacumplir la orden sobre el carro.
3Continuar con el descargue de la tubería al carro. Se puedealmacenar tubos dentro de otros según diámetros y pesos.
4Transporte del carro a la respectiva ADUANA si ya secompleto la orden o se exceda la capacidad del carro
5 Transporte del carro hasta la referencia de la tubería.
6Ubicación de tuberia sobre el carro, se puede almacenartubos dentro de otros según diámetros y pesos.
7
Al terminar de descargar todos los tubos, llevar el carro aADUANAS o terminar de alistar todos los tubos que seespecifican en la orden.
8Ubicación de tubos sueltos sobre una estanteríaseleccionada para estos.
9Pedir orden de alistamiento y verificación de cantidades yreferencias a extraer.
10
Llevar el carro móvil hasta la referencia, si es en elsegundo, tercero o cuarto piso pedir al montacargas quelevante el carro móvil sobre el "burro" y acomodarlo enfrente del estante.
11Almacenamiento de los tubos sobre el carro de tal formaque queden alineados y uno encima del otro se puedealmacenar tubos dentro de otros según diámetros y pesos.
12
Verificación de las cantidades descargadas y las descritasen la orden y escribir con marcados sobre un tubo haciaque aduana se dirige. Si sobran tubos, devolverlos y sifaltan traer los faltantes.
13Transporte hasta el área de las ADUANAS para posterioralmacenamiento en la aduana.
14 Dirigirse hasta la referencia de la tubería que se necesita.
15Levantamiento del tubo hasta y bajarlo hasta el carro ollevarlo hasta las ADUANAS.
16 Al terminar de bajar los tubos y completar las cantidades,
17Transportar "gato" hasta la próxima referencia a almacenaro llevarlo al lugar asignado o dejarlo donde se trabajó.
18Descargue de tubería de devolución en muelles, patios oaduanas según sea el caso.
19Análisis de la razón de la devolución: daño en el transporte, caja dañada, tejas rotas, apariencia entre otros.
20Reporte de devoluciones a administración de productoterminado y servicio al cliente.
21 Dirigirse hasta la referencia de los accesorios
22Verificar con orden de alistamiento en mano cantidades yproductos.
23Coger y apilar sobre la estiba los productos que serequieran.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
ACTIVIDAD IMPACTO
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Ninguno Papelería Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Ninguno Papelería Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno Ninguno
Gestión de disposición adecuada de
residuos sólidos
Ninguno Ninguno Ninguno NingunoNinguno Ninguno
Ninguno Ninguno
0
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Ninguno Ninguno
Ninguno Ninguno11 111 1 4
1 011141 1
011 111 1 4
1 01111 1 4
1 0114
1 1
1
NO SIGNIFICATIVO
10
0
1
4
10
11
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
11
10
10
NO SIGNIFICATIVO
1
1
NO SIGNIFICATIVO1 1 1
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibilidad
Pública
Legislación Aplicable
TOTA
L
SIGNIFICATIVO
AlcanceReversibilidad
FrecuenciaAcción
CRITERIO
SeveridadTipo de impacto
1
1

24 Transporte de productos hasta la aduana correspondiente.
25Transporte de cantidades y referencias de geosistemasdesde patios hasta el las ADUANAS, realizar posteriorverificación de productos según la orden de alistamiento.
26Transporte material de geosistemas desde el almacén porfuera de la planta hasta el vehículo del comprador.
27 Levantamiento del material con una montacargas material
28Autorizar el paso del vehículo dentro de las instalacionesde la empresa para posterior cargue.
29Cargue de producto por producto con ayuda de unmontacargas, operarios y otro recurso que se necesite parala operación.
30Entregar recibo al conductor de la orden cargada para elregistro en la salida.
31Recibir orden de alistamiento emitido por el coordinador y realización de chequeo de la orden con las referencias y cantidades a alistar
32Alistamiento de las referencias emitidas por la orden depositandolas en cajas o bolsas.
33Sellamiento de la caja con cinta o ganchos y bolsa con la selladora.
34Coger caja por caja y apilar sobre la estiba.Apilar cajas de tal forma que queden todas las etiquetas de la caja hacia
35Colocar etiqueta a las cajas que no tienen. Se deben imprimir y programar la impresión por sistema SIPICS.
36Pesar cajas o bolsas que tienen diferentes unidades sueltas empacadas
37 Marcar referencia, cantidades y peso sobre la caja.38
Cubrir con VINIPEL las cajas. Previene que se desplome las cajas.
39 Entregar orden de alistamiento a auxiliar de despacho.
40Recepción de orden de alistamiento y verfificación de referencias, y marcado de cajas con marcador permanente
41Abrir caja con varilla o mano y verificar que estén las cantidades indicadas en la referencia.
42Verifiación del peso y sellar la caja con cinta o cosedora neumática.
43Entregar orden de alistamiento a despachos para posterior autorización y registro de orden lista.
44Recepción de orden de alistamiento y registrar en el formato la orden.
45Marcado en la caja la respectiva aduana a la que se debe llevar.
46Transporte de las cajas sobre la estiba hasta la respectiva ADUANA, después de autorización y correo emitido por despachos.
47Entregar orden de despacho al auditor para revisión de cantidades y referencias
48Levantar tubos y ubicarlo en la aduana, organizarlos unosencima de otros e intercalando campana con sellos si lostiene.
49Descargar todos los productos, al terminar llevar carrohasta el lugar asignado o continuar el alistamiento de lamismo orden.
50Contar y verificar cantidades y productos para posteriorrevisión de auditor.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
-- -- ---- -- -- --
Ninguno
Gestión de disposición adecuada de
residuos sólidos
Ninguno Ninguno Ninguno Ninguno
Ninguno
Gestión de disposición adecuada de
residuos sólidos
Ninguno Ninguno Ninguno Ninguno
Ninguno
Gestión de disposición adecuada de
residuos sólidos
Ninguno Ninguno NingunoPapereria, cartón
0
Ninguno NingunoNinguno Ninguno Ninguno Papelería0
-- -- -- ---- -- -- ---- -- -- ---- -- -- ---- -- -- ---- -- -- --
011 111 1 4
1 011141 1
11 111 1 4
111141 1 11
0
10
10
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO10
NO SIGNIFICATIVO
1
NO SIGNIFICATIVO
--

51verificación y conteo de las cantidades y referenciasnecesarias.
52 Almacenamiento de las tejas en una estiba.
53 Transporte de estiba hasta aduanas.
54Autorización del paso del vehículo dentro de lasinstalaciones de la empresa para posterior cargue.
55Pesar camión en la bascula ubicada en la entrada de laportería.
56 Abrir puerta de la ADUANA57 Cargue de los porductos en los camiones según la orden
58Informe al auditor de que verifique cantidades cargadas alcamión y firmar con el conductor la orden de despacho.
59Despachar al conductor ( recibos copias y documentaciónnecesaria).
--
Ninguno Ninguno Ninguno Ninguno
---- ---- ----
Ninguno Ninguno
1
-- -- -- ---- -- -- ---- -- -- ---- -- -- ---- ---- -- -- -- -- -- 0 NO SIGNIFICATIVO --
1
1
Presión sobre los recursos naturales.
Contaminación del aire
1 4 2 1 1 0 11
1 4 2 2 1 1 14
NO SIGNIFICATIVO
NO SIGNIFICATIVO2

MANTENIMIENTO EXTRUSIÓN
PAOLA ORTEGA.
ALEJANDRO RESTREPO
1 Recepción por medio de un correo, llamada, solicitud escrita o verbal comunicado sobrealgún mantenimiento correctivo que se debe realizar en el área de extrusión.
2 Diagnostico del tipo de mantenimiento a realizar y posibles correcciones de averías.
3 Cambio de la manquera de transporte de agua.
4 Arreglo del sistema de guía de corte en cortadoras de las líneas de extrusión.
5 Mantenimiento a bisagras del sistema de recibido.
6 Verificación de graseras para las chumaceras de la cadena del acampanado.
7 Lubricación con aceites, grasas, mon pen, superficies que estén sometidas a fricción.
8 Verificación del correcto estado de los flujometros.Ley 1575 de 2007, Art 10
9 Arreglo del el sistema de dosificación, que el recibidor este alimentando correctamente.Ley 373 de 1997, Art 1,2 y 5
10 Verificación del correcto funcionamiento del sistema de dosificación de la maquina,motores, manómetros, salida del compuesto. Decreto 1541 de 1978, Art 143
11 Cambio de las boquillas del sistema de refrigeración, realizar cortes o cambiosdependiendo del diagnostico que se le de. Resolucón 1207 de 2007, Art 6,7
12 Ensamble correctamente las guardas de seguridad.
13 Revisión de la bomba de vacío del tanque, correcta posición concéntrica de calibradoresde vacío y que el manómetro indique la contrapresión correcta.
Decreto 4741 de 2005 art 1,5,9,10,1
14 Lubricación del riel y ruedas del tanque de refrigeración. Reslución 2309 de 1986, Art 14,18,
15 Cambio de zapatas del halador, y dejarlos fijos en el piso para que no se desplace al halar.Decreto 4741 de 2005 art 32
16 Lubricación del piñón y cremallera del tanque, si los dientes de la cremallera estándesgastadas, se mecanizan o realizar cambio. Ley 29 de 1992
17 Arreglo del sistema de aire que no presente fugas.
18 Soldado de bandas de la líneas de extrusión.19 Soldado de base para moldes.20 Reconstrución de tapas de los motores de extrusión.21 Fabricación de los soportes de sierra de las maquinas de corrugado.
Decreto 4741 de 2005 art 1,5,9,10,1
Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32
Ley 29 de 1992
24 Revisión del motor del sistema dosificación, refrigeración, hidráulico, neumático,cortadoras, haladoras y acampanadoras por vibraciones y/o ruido.
Decreto 4741 de 2005 art 1,5,9,10,1
25 Cambio de unidades de motor que estén para cambio.Reslución 2309 de 1986, Art 14,18,
26Cambio del motor para mantenimiento preventivo, se lleva otro motor del área demantenimiento se cambia y se lleva para el respectivo mantenimiento, incluye revisión detornillería, bobinaje (eléctrico). Entre otros.
27 Cambio de los dispositivos indicadores de temperatura de los mandriles o barriles si estánrotos
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Decreto 4741 de 2005 art 32
22 Soldado de ejes de los moldes, tornillería y hierros del sistema de desagüe.
23 Soldado de platinas base de la extrusora.
Mantenimiento correctivo.
Soldar Eletrodos.Piezas metalicas.
Normal
Papelería, Cuhcillas de corte, Bisagras, Grasas, aceites, lubricantes, ACPM, Mon-
escudo, LIJA, MONPEN, OKS 2101, Guardas
Generación de residuos sólidos, utilización de
materia prima, cosnumo de agua, consumo de
energía, consumo de aire.
Conusmo de energía, consumo de materia
prima, generación de residuos.
NormalC
ON
DIC
IÓN
OPE
RA
CIÓ
N
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
LEGISLACIÓN APLICABLE IMPACTOMATERIAS PRIMAS UTILIZADAS
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ETAPA ASPECTO
Presión sobre los recursos naturales.
contaminación del suelo.
A
A
Presión sobre los recursos naturales
agotamiento del agua
contaminación del suelo
Contaminación del suelo.

MANTENIMIENTO EXTRUSIÓN
PAOLA ORTEGA.
ALEJANDRO RESTREPO
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
LEGISLACIÓN APLICABLE IMPACTOMATERIAS PRIMAS UTILIZADAS
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ETAPA ASPECTO
28Pintado de la superficies externas de la maquinas de extrusión, incluye compuertas,guardas, motores, tolva, varillas guías, sistema de enfriamiento, tableros de control, cajadel sistema de extrusión, compuertas de cortadora, halador y acampanado.
29 Instalación del dispositivo indicador en la tina de vacío.
30 Instalación de horometros a la extrusora, haladora, cortadora o acampanadora si serequiere.
31 Fijación de las abrazaderas del sistema de mangueras al sistema hidráulico.
32 Ajuste de las tornillería de platinas sueltas.33 Revisión del motor del reductor, tolva y ventilación.
34 Cambio de mangueras neumáticas al culminar vida útil o por mal estado.
35 Instalación del sistema de fijación de la guarda de seguridad.
36 Instalación de manómetros en el halador.37 Limpieza del sistema de control neumático.
38 Mantenimiento al sistema de aceite, fugas, purificación, etc.
39 Aplicar grasa a todo el sistema de cadenas de reparto de las maquinas de perfilado.
40 Diagnostico de las posibles fallas o averías del sistema giratorio de perfilado y sistema derepartición.
41 Cambio preventivo de correas de repartición de la maquinaria.
Ley 29 de 1992
Mantenimiento Preventivo. Normal
Unidades de motor, Indicadores de tablero, Pintura, Indicadores,
Horometros, Abrazaderas, Tornillos, Mangueras,
Grasas, aceites, lubricantes, Correas
Generación de residuos sólidos, utilización de
materia prima consumo de energía, consumo de
aire.
presión sobre los recursos naturales.
A

Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Rev
isar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1Recepción por medio de un correo, llamada, solicitudescrita o verbal comunicado sobre algún mantenimientocorrectivo que se debe realizar en el área de extrusión.
2 Diagnostico del tipo de mantenimiento a realizar y posiblescorrecciones de averías.
3 Cambio de la manquera de transporte de agua.
4 Arreglo del sistema de guía de corte en cortadoras de laslíneas de extrusión.
5 Mantenimiento a bisagras del sistema de recibido.
6 Verificación de graseras para las chumaceras de la cadenadel acampanado.
7 Lubricación con aceites, grasas, mon pen, superficies queestén sometidas a fricción.
8 Verificación del correcto estado de los flujometros.
9 Arreglo del el sistema de dosificación, que el recibidor estealimentando correctamente.
10Verificación del correcto funcionamiento del sistema dedosificación de la maquina, motores, manómetros, salidadel compuesto.
11Cambio de las boquillas del sistema de refrigeración,realizar cortes o cambios dependiendo del diagnostico quese le de
12 Ensamble correctamente las guardas de seguridad.
13Revisión de la bomba de vacío del tanque, correcta posición concéntrica de calibradores de vacío y que el manómetroindique la contrapresión correcta.
14 Lubricación del riel y ruedas del tanque de refrigeración.
15 Cambio de zapatas del halador, y dejarlos fijos en el pisopara que no se desplace al halar.
16Lubricación del piñón y cremallera del tanque, si los dientesde la cremallera están desgastadas, se mecanizan orealizar cambio
17 Arreglo del sistema de aire que no presente fugas.
18 Soldado de bandas de la líneas de extrusión.19 Soldado de base para moldes.20 Reconstrución de tapas de los motores de extrusión.21 Fabricación de los soportes de sierra de las maquinas de
corrugado
24Revisión del motor del sistema dosificación, refrigeración,hidráulico, neumático, cortadoras, haladoras yacampanadoras por vibraciones y/o ruido.
25 Cambio de unidades de motor que estén para cambio.
26Cambio del motor para mantenimiento preventivo, se llevaotro motor del área de mantenimiento se cambia y se llevapara el respectivo mantenimiento, incluye revisión detornillería, bobinaje (eléctrico). Entre otros.
27 Cambio de los dispositivos indicadores de temperatura delos mandriles o barriles si están rotos
PROCESO
ELABORADO POR
REVISADA POR
MANTENIMIENTO EXTRUSIÓN
PAOLA ORTEGA.
ALEJANDRO RESTREPO
IMPACTO
Presión sobre los recursos naturales
agotamiento del agua
contaminación del suelo
Presión sobre los recursos naturales.
contaminación del suelo.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ACTIVIDAD
22 Soldado de ejes de los moldes, tornillería y hierros del sistema de desagüe.
14
1
23 Soldado de platinas base de la extrusora.
1
3
1
2 13
13
14
4
Ninguno
Gestión de disposición adecuada
de residuos sólidos
Ninguno Ninguno Ninguno
Gestión de disposición adecuada
de residuos sólidos
Ninguno Ninguno
SIG
NIF
ICA
TIVO
Alcance Reversibilidad
Ninguno Ninguno NO SIGNIFICATIVO
Ninguno Ninguno
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIAFrecuenciaAcción
CRITERIO
Severidad DuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
Tipo de impact
o
1
1
1
01
2
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
1 0 111
1 1
1 1
14 13 0
1 1 1 13
34 01
1 1
13
1 0 03
1Contaminación del suelo. 4
144
112 3 NO SIGNIFICATIVO14

Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Rev
isar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
PROCESO
ELABORADO POR
REVISADA POR
MANTENIMIENTO EXTRUSIÓN
PAOLA ORTEGA.
ALEJANDRO RESTREPO
IMPACTO
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ACTIVIDAD
SIG
NIF
ICA
TIVO
Alcance Reversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIAFrecuenciaAcción
CRITERIO
Severidad DuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
Tipo de impact
o
28
Pintado de la superficies externas de la maquinas deextrusión, incluye compuertas, guardas, motores, tolva,varillas guías, sistema de enfriamiento, tableros de control,caja del sistema de extrusión, compuertas de cortadora,halador y acampanado.
29 Instalación del dispositivo indicador en la tina de vacío.
30 Instalación de horometros a la extrusora, haladora,cortadora o acampanadora si se requiere.
31 Fijación de las abrazaderas del sistema de mangueras alsistema hidráulico.
32 Ajuste de las tornillería de platinas sueltas.33 Revisión del motor del reductor, tolva y ventilación.
34 Cambio de mangueras neumáticas al culminar vida útil opor mal estado.
35 Instalación del sistema de fijación de la guarda deseguridad.
36 Instalación de manómetros en el halador.37 Limpieza del sistema de control neumático.
38 Mantenimiento al sistema de aceite, fugas, purificación, etc.
39 Aplicar grasa a todo el sistema de cadenas de reparto delas maquinas de perfilado.
40 Diagnostico de las posibles fallas o averías del sistemagiratorio de perfilado y sistema de repartición.
41 Cambio preventivo de correas de repartición de lamaquinaria.
Ninguno Ninguno
Gestión de disposición adecuada
de residuos sólidos
Ninguno Ninguno
1 1
Ninguno
1presión sobre los recursos naturales. 1 3 11 4 NO
SIGNIFICATIVO13

MANTENIMIENTO INYECCIÓN
PAOLA ORTEGA.
ALEJANDRO RESTREPO
1 Planear el mantenimiento que se debe realizar a la respectiva maquinaria. Normal
2 Desconección del sistema eléctrico, hidráulico, mecánico y de refrigeración. Normal
3 Desensamble de maquinaria (incluye carro de inyección, molde, sistema de inyección, sistema derefrigeración, sistema de cierre y apertura del molde).
Normal
4 Limpieza y mantenimiento general a la maquina. Normal
5 Pintado de superficies externas de la maquina. Normal Ley 1575 de 2007, Art 10
6 Verificación del correcto funcionamiento de tornillería, cierre, pasadores, sistema hidráulico, etc. NormalLey 373 de 1997, Art 1,2 y 5
7 Cambio de aceite o purificación de aceite, quitar y poner tapones de refrigeración. NormalDecreto 1541 de 1978, Art 143
8 Verificación del correcto funcionamiento de los ejes del sistema de apertura y cierre del molde. NormalResolucón 1207 de 2007, Art 6,7
9 Realizar un diagnostico de las condiciones de la maquina donde incluya (viscosidad de aceite, tornillos,cierre, pasadores, sistema mecánico e hidráulico. Normal
Decreto 4741 de 2005 art 1,5,9,10,
10Conectar sistema hidráulico, mecánico, refrigeración, eléctrico, mangueras con abrazaderas, ventilación,dosificación, alarmas, neumático, tornillería, émbolo de presión, rodamientos, motor y engranes del husillo,pistones, entre otros.
Normal
Reslución 2309 de 1986, Art 14,18,
11 Realizar mantenimiento y pruebas del sistema de paradas de emergencias de las máquinas al abrir o cerrarcompuertas.Arreglar guardas de seguridad de las maquinas.
Normal
Decreto 4741 de 2005 art 32
12 Aplicar grasa a las partes de la inyectora que lo requiera. NormalLey 29 de 1992
13 Recpción del correo, mensaje, llamada por avantel, solicitud de mantenimiento o personalmente notificaciónde algún mantenimiento correctivo que se debe de realizar. Normal
14 Realizar diagnostico de posibles daños potenciales de la maquina. Normal
15Realizar el respectivo mantenimiento a la maquinaria (incluye cualquier parte de las inyectoras, cilindro defijación, guías, Moldes, Placa fija, Husillo, Tolva y sistema de dosificación, unidad de control, unidad deinyección, bandas calentadoras, unidad de cierre, sistema hidráulico, motores, bombas, fluidos hidráulicos,engranajes, reguladores, tornillería, sistema hidráulico, mecánico, dosificación, refrigeración,
Normal
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
A
Presión sobre los recursos naturales.
A
Presión sobre los recursos naturales.
Agotamiento del agua
contaminación del suelo.
Consumo de energía, consumo de agua, consumo de materia prima,
generación de residuos.
Consumo de energía, consumo de agua, consumo de materia prima,
generación de residuos.
MATERIAS PRIMAS UTILIZADAS LEGISLACIÓN APLICABLE ASPECTO IMPACTO
CO
ND
ICIO
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S
Y SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ETAPA
Mantenimiento Preventivo Inyectoras.
Mantenimiento Correctivo Inyectoras
Papelería, ACPM, Mon-escudo, LIJA, MONPEN, OKS 2101, AceiteCinta teflón, Abrazaderas, Grasas,
aceite, lubricantes.
Grasas, aceites, lubricantes, ACPM, Mon-escudo, LIJA, MONPEN, OKS 2101

MANTENIMIENTO INYECCIÓN
PAOLA ORTEGA.
ALEJANDRO RESTREPO
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
MATERIAS PRIMAS UTILIZADAS LEGISLACIÓN APLICABLE ASPECTO IMPACTO
CO
ND
ICIO
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S
Y SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ETAPA
Normal Decreto 4741 de 2005 art 1,5,9,10,
Reslución 2309 de 1986, Art 14,18,
Decreto 4741 de 2005 art 32
NormalLey 29 de 1992
18 Verificación del correcto funcionamiento del torno. Normal
19 Verificación de las condiciones de los buriles y otras herramientas de mecanizado, si están dañadasdesecharlas, si se pueden arreglar proceder a pulir y sacar filo a la herramienta. Normal
20 Prensado de la pieza en el husillo y plato del torno, centrar pieza con un comparador de carátula.(se colocanlaminas "Chim" de bronce sobre macho para que no se rayo.
Normal
21 Instalación de herramientas en la torre portaherramientas. A Normal Ley 1575 de 2007, Art 10
22 Medición de longitudes de corte, ángulos y demás mediciones que necesite la pieza para posteriormecanizado.
NormalLey 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143 Normal Resolucón 1207 de 2007, Art 6,7
24 Verificación del correcto mecanizado, que la viruta no este quemada, buen uso del buril y refrigeraciónmanual si es necesario. Normal
Decreto 4741 de 2005 art 1,5,9,10, Normal Reslución 2309 de 1986, Art 14,18,
Decreto 4741 de 2005 art 32
26 Verificación que la pieza a tornear está correcta y firmemente sujeta. NormalLey 29 de 1992
27 Verificación de que la máquina funcione correctamente. Normal
28 Ajuste, calibración, montaje y desmontaje de las partes de la maquina y sus herramientas, según pieza a mecanizar. Normal
Normal Decreto 4741 de 2005 art 1,5,9,10,
Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32
Normal Ley 29 de 1992
31 Soldado de las carcaza de las resistencias de las inyectoras. Normal
32 Soldado de las piezas partidas. Normal
Normal Decreto 4741 de 2005 art 1,5,9,10,Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32
Normal Ley 29 de 1992
contaminación del suelo.
Presión sobre los recursos naturales
Agotamiento del agua.
Consumo de energía, consumo de materia prima, generación de
residuos.
Consumo de energía, consumo de agua, consumo de materia prima,
generación de residuos.
Consumo de energía, consumo de materia prima, generación de
residuos.
contaminación del suelo.
Torno (Inyección y Extrusión).
Fresadora.
Soldar
Buril, lija, Comparador de caratula, Goniómetro, calibrador vernier.
Brocas
Electro lodos
A
A
contaminación del suelo.
Presión sobre los recursos naturales.
A
Presión sobre los recursos naturales.
contaminación del suelo.
16 Registrar todos los movimientos que se realicen en el arreglo correctivo.Solicitar a jefatura algún repuesto o arreglo a proveedores externos. (Salida de activos), si se requiere.
17Enviar compuesto que este dañado al área de mantenimiento para que realicen el respectivo mantenimiento en la mesas de trabajo con los equipos necesarios. Prensas, cierras, esmeril, equipos de soldadura, motortools, taladros, pulidoras, lijadoras, router, entre otros.
23 Realización del mecanizado, activando el torno con las palancas de la caja Norton. (se utiliza un buril inicial para desbaste o una barra de Alezar).
25 Soltar pieza del husillo al terminar el mecanizado, si la pieza necesita otro tipo de mecanizado, volver a hacer los cálculos correspondientes.
29 Ajuste de la pieza en el taladro con los sistemas de ajuste que se considere.
30 Limpiar y recoger viruta de la máquina y el piso.
Rellanado de los huecos rotos, roturas de piezas o superficies.
34 Soldado de tolvas, escaleras utilizadas en las maquinas de inyección tubosistemas.
33

Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
dia
Dos
o m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
oC
umpl
imie
nto
parc
ial
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
A
dmin
istr
ativ
o
1 Planear el mantenimiento que se debe realizar a la respectivamaquinaria.
2 Desconección del sistema eléctrico, hidráulico, mecánico y derefrigeración.
3Desensamble de maquinaria (incluye carro de inyección,molde, sistema de inyección, sistema de refrigeración, sistemade cierre y apertura del molde).
4 Limpieza y mantenimiento general a la maquina.5 Pintado de superficies externas de la maquina.
6 Verificación del correcto funcionamiento de tornillería, cierre,pasadores, sistema hidráulico, etc.
7 Cambio de aceite o purificación de aceite, quitar y ponertapones de refrigeración.
8 Verificación del correcto funcionamiento de los ejes delsistema de apertura y cierre del molde.
9Realizar un diagnostico de las condiciones de la maquinadonde incluya (viscosidad de aceite, tornillos, cierre,pasadores, sistema mecánico e hidráulico.
10Conectar sistema hidráulico, mecánico, refrigeración, eléctrico,mangueras con abrazaderas, ventilación, dosificación, alarmas,neumático, tornillería, émbolo de presión, rodamientos, motor yengranes del husillo, pistones, entre otros.
11Realizar mantenimiento y pruebas del sistema de paradas deemergencias de las máquinas al abrir o cerrarcompuertas.Arreglar guardas de seguridad de las maquinas.
12 Aplicar grasa a las partes de la inyectora que lo requiera.
13Recpción del correo, mensaje, llamada por avantel, solicitud demantenimiento o personalmente notificación de algúnmantenimiento correctivo que se debe de realizar.
14 Realizar diagnostico de posibles daños potenciales de lamaquina.
15
Realizar el respectivo mantenimiento a la maquinaria (incluyecualquier parte de las inyectoras, cilindro de fijación, guías,Moldes, Placa fija, Husillo, Tolva y sistema de dosificación,unidad de control, unidad de inyección, bandas calentadoras,unidad de cierre, sistema hidráulico, motores, bombas, fluidoshidráulicos, engranajes, reguladores, tornillería, sistemahidráulico, mecánico, dosificación, refrigeración,
PAOLA ORTEGA.
ALEJANDRO RESTREPO
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
MANTENIMIENTO INYECCIÓN
IMPACTO
Presión sobre los recursos naturales.
Agotamiento del agua
contaminación del suelo.
ACTIVIDAD
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO14
11
11121Presión sobre los recursos naturales.
13
2 2
1 1 013
12
1 1 2
1 11
2
2 2
112 1
1 1
2 11
2
3
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
SIG
NIF
ICA
TIVO
Alcance Reversibilidad
Tipo de impact
o FrecuenciaAcción
CRITERIO
Severidad
4
Gestión de disposición
adecuada de residuos
Ninguno Ninguno Ninguno Ninguno Ninguno
Gestión de disposición
adecuada de residuos
Ninguno Ninguno Ninguno NingunoNinguno
1

Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
dia
Dos
o m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
oC
umpl
imie
nto
parc
ial
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
A
dmin
istr
ativ
o
PAOLA ORTEGA.
ALEJANDRO RESTREPO
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
MANTENIMIENTO INYECCIÓN
IMPACTOACTIVIDAD
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
SIG
NIF
ICA
TIVO
Alcance Reversibilidad
Tipo de impact
o FrecuenciaAcción
CRITERIO
Severidad
18 Verificación del correcto funcionamiento del torno.
19Verificación de las condiciones de los buriles y otrasherramientas de mecanizado, si están dañadas desecharlas, sise pueden arreglar proceder a pulir y sacar filo a laherramienta.
20Prensado de la pieza en el husillo y plato del torno, centrarpieza con un comparador de carátula.(se colocan laminas"Chim" de bronce sobre macho para que no se rayo.
21 Instalación de herramientas en la torre portaherramientas.
22 Medición de longitudes de corte, ángulos y demás medicionesque necesite la pieza para posterior mecanizado.
24Verificación del correcto mecanizado, que la viruta no estequemada, buen uso del buril y refrigeración manual si esnecesario.
26 Verificación que la pieza a tornear está correcta y firmementesujeta.
27 Verificación de que la máquina funcione correctamente.
28 Ajuste, calibración, montaje y desmontaje de las partes de la maquina y sus herramientas, según pieza a mecanizar.
31 Soldado de las carcaza de las resistencias de las inyectoras.
32 Soldado de las piezas partidas.
contaminación del suelo.
Presión sobre los recursos naturales
Agotamiento del agua.
contaminación del suelo.
Presión sobre los recursos naturales.
contaminación del suelo.
Presión sobre los recursos naturales.
Soldado de tolvas, escaleras utilizadas en las maquinas de inyección tubosistemas.
25 Soltar pieza del husillo al terminar el mecanizado, si la pieza necesita otro tipo de mecanizado, volver a hacer los cálculos
29 Ajuste de la pieza en el taladro con los sistemas de ajuste que se considere.
30 Limpiar y recoger viruta de la máquina y el piso.
16Registrar todos los movimientos que se realicen en el arreglo correctivo.Solicitar a jefatura algún repuesto o arreglo a proveedores externos. (Salida de activos), si se requiere.
17
Enviar compuesto que este dañado al área de mantenimiento para que realicen el respectivo mantenimiento en la mesas de trabajo con los equipos necesarios. Prensas, cierras, esmeril, equipos de soldadura, motortools, taladros, pulidoras, lijadoras, router, entre otros.
23Realización del mecanizado, activando el torno con las palancas de la caja Norton. (se utiliza un buril inicial para desbaste o una barra de Alezar).
NO SIGNIFICATIVO0 0 114
12
NO SIGNIFICATIVO
NO SIGNIFICATIVO
0 11 NO SIGNIFICATIVO
0
0 024
114
13
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
11
10
011 1
0
3 2
151 0 SIGNIFICATIVO2 34 2 111contaminación del suelo.
1 1 1
Ninguno Ninguno
1 1
1 1
Gestión de disposición
adecuada de residuos
Ninguno Ninguno Ninguno Ninguno
3
2
3
3 1
0112
1
1
1
1 1
1
1
1
12
2
1
1 41
133 Rellanado de los huecos rotos, roturas de piezas o superficies.
34
1 2
21
1
1
1
1
Ninguno
Ninguno Ninguno Ninguno
Gestión de disposición
adecuada de residuos
Ninguno
Gestión de disposición
adecuada de residuos
Ninguno Ninguno Ninguno Ninguno
1 1 1

MANTENIMIENTO ELÉCTRICO
PAOLA ORTEGA.ALEJANDRO RESTREPO
1 Arreglo del cableado eléctrico de la extrusora en el sistema decalentamiento de barriles y mandriles. Normal
2Inspección del sistema de bobinaje de los motores utilizados en lasdiferentes maquinas de la planta de inyección, extrusión, curvas ymanufacturados.
Normal
3Revisión del sistema eléctrico de las alarmas de las maquinas,cambiar cables, botones de activación, iluminarias y bombillos dealarmas
Normal
4 Medición de los Ohmios de las resistencias y verificar que no esténseparadas o dañadas. Normal
5Arreglo, cambio o instalación de amperímetros en los tableros decontrol de las extrusoras, sierras, haladoras y/o acampanadoras einyectoras.
Normal
Decreto 4741 de 2005 art 1,5,9,10,1
6 Realizar mantenimiento preventivo a los extractores, sensores,actuadores, sierras. Normal
Reslución 2309 de 1986, Art 14,18,
7 Instalación de polos a tierra a maquinaria o circuitos que no lotengan. Normal
8 Verificación con aparatos de medición voltajes, resistencia de lazona de precalentamiento de inyección grifería. Normal
9 Verificación de la correcta instalación de circuito montado en lostableros de control y que la máquina funcione correctamente. Normal
10 Cambio de cables que están en malas condiciones. Normal
11 Instalación de termocuplas sobre mandriles del molde de extrusión Normal
12 Medición de voltaje, resistividad y corriente a las conexiones de elmolde. Normal
13 Verificación de las correctas condiciones de estos elementoseléctricos. Normal
Decreto 4741 de 2005 art 1,5,9,10,1
14 Corte de cables a medida si así se requiere. Normal Reslución 2309 de 1986, Art 14,18,
15 Pegar con silicona caliente cables a resistencias del molde. Normal Decreto 4741 de 2005 art 32
16 Verificación de que la zona de precalentamiento en la boquilla ybarriles este calentando. Normal
Ley 29 de 1992
17 Cambio de las resistencias del moldes si presentan alguna avería. Normal
18 Adaptación del sistema de conteo, velocidades, horometros, tacos,sistema de emergencias, motores, correas. Normal
Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
Normal Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143
Normal Resolucón 1207 de 2007, Art 6,7
A
Presión sobre los recursos naturales.
Contaminación del suelo.
Ley 29 de 1992
Decreto 4741 de 2005 art 32
Agotamiento del agua.
Presión sobre los recursos naturales
Contaminación del suelo.
Mantenimiento General
Conexión a tableros de control
extrusión.
Otros
Consumo de energía, Utilización de materias primas, generación de
residuos.
A
A
CO
ND
ICIO
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S
Y SOACTIVIDAD
PROCESO
ELABORADO POR
Presión sobre los recursos naturales,
ETAPA ASPECTO IMPACTOMATERIAS PRIMAS UTILIZADAS LEGISLACIÓN APLICABLE
Indicadores de tablero, fusibles, cableado, resistencias, tomas
electricas, proto board, tacos, termocuplas,
cable de cobre, cinta negra, entre otros.
Indicadores de tablero, fusibles, cableado, resistencias, tomas
electricas, proto board, tacos, termocuplas,
cable de cobre, cinta negra, entre otros.
Indicadores de tablero, fusibles, cableado, resistencias, tomas
electricas, proto board, tacos, termocuplas, cinta negra, entre
otros.
Consumo de energía, Utilización de materias primas, generación de
residuos.
Contaminación del suelo19 Verificación del correcto funcionamiento de los planos eléctricos, que funcione el sistema del circuito, abre y cierre del sistema
Consumo de energía, Utilización de materias primas, generación de
residuos, consumo de agua.
20 Lectura de los planos trifilares y unifilares de la maquina y realizar el respectivo diagnóstico de los posibles daños de la maquina.
21 Arreglo de los problemas con las válvulas del sistema de aguas.
Normal
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
REVISADA POR

Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
dia
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
oC
umpl
imie
nto
parc
ial
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
A
dmin
istr
ativ
o
1Arreglo del cableado eléctrico de la extrusora enel sistema de calentamiento de barriles ymandriles
2Inspección del sistema de bobinaje de losmotores utilizados en las diferentes maquinas dela planta de inyección, extrusión, curvas ymanufacturados.
3Revisión del sistema eléctrico de las alarmas delas maquinas, cambiar cables, botones deactivación iluminarias y bombillos de alarmas
4 Medición de los Ohmios de las resistencias yverificar que no estén separadas o dañadas.
5Arreglo, cambio o instalación de amperímetros en los tableros de control de las extrusoras, sierras,haladoras y/o acampanadoras e inyectoras.
6 Realizar mantenimiento preventivo a losextractores, sensores, actuadores, sierras.
7 Instalación de polos a tierra a maquinaria ocircuitos que no lo tengan.
8Verificación con aparatos de medición voltajes,resistencia de la zona de precalentamiento deinyección grifería.
9Verificación de la correcta instalación de circuitomontado en los tableros de control y que lamáquina funcione correctamente.
10 Cambio de cables que están en malascondiciones.
11 Instalación de termocuplas sobre mandriles delmolde de extrusión
12 Medición de voltaje, resistividad y corriente a lasconexiones de el molde.
13 Verificación de las correctas condiciones deestos elementos eléctricos.
14 Corte de cables a medida si así se requiere.
15 Pegar con silicona caliente cables a resistenciasdel molde
16 Verificación de que la zona de precalentamientoen la boquilla y barriles este calentando.
17 Cambio de las resistencias del moldes sipresentan alguna avería.
18Adaptación del sistema de conteo, velocidades,horometros, tacos, sistema de emergencias,motores, correas.
19Verificación del correcto funcionamiento de los planos eléctricos, que funcione el sistema del circuito, abre y cierre del sistema
20Lectura de los planos trifilares y unifilares de la maquina y realizar el respectivo diagnóstico de los posibles daños de la maquina.
21 Arreglo de los problemas con las válvulas del sistema de aguas.
SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO1
0 15
1 4 1 2 1
1
1 4
3 3
13
1 1
134
4
4
1
1 1
NO SIGNIFICATIVO
1 1
Ninguno
12
142
Gestión de dispociicón
adecuada de los residuos
sólidos
Ninguno
Gestión de dispociicón
adecuada de los residuos
sólidos
Ninguno
Gestión de dispociicón
adecuada de los residuos
sólidos
13
Ninguno
Ninguno
1 1
NO SIGNIFICATIVO
0 12
1
1 1
1
1
1 0
0
1 3
1
1
1
1
1 3
3
Tipo de impact
o FrecuenciaAcción
CRITERIO
Severidad
ACTIVIDAD
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
SIG
NIF
ICA
TIVO
Alcance Reversibilidad
Ninguno Ninguno
Ninguno
Ninguno
Ninguno Ninguno
Ninguno Ninguno
Ninguno
Ninguno
1
1
1
1 4
1 1Contaminación del suelo
Agotamiento del agua.
4 2 3 1 1 1 0 14 NO SIGNIFICATIVO
1
IMPACTO
Presión sobre los recursos naturales.
Contaminación del suelo.
Presión sobre los recursos naturales
Contaminación del suelo.
Presión sobre los recursos naturales,
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO PORREVISADA POR
MANTENIMIENTO ELÉCTRICO
PAOLA ORTEGA.ALEJANDRO RESTREPO

MANTENIMIENTO SERVICIOS
PAOLA ORTEGA.
ALEJANDRO RESTREPO
1Desinstalación de cada una de las cuchillas que tiene el cilindro dela moledora aproximadamente 80 cuchillas y las pulverizadorasson discos o pastillas, depende de la pulverizadora
Normal
2Instalación de las nuevas cuchillas en el cilindro de la moledora opulverizadora, algunas cuchillas todavía funcionan por lo que ladejan un tiempo mas de uso.
Normal
3 Energización de la maquina y prendido, verificación del correctofuncionamiento de la maquina y de las cuchillas. Normal
4Verificación del correcto funcionamiento del sistema depulverización. (Caja de pulverización, ejes de rotación, sistema dedosificación de material molido).
Normal Decreto 4741 de 2005 art 1,5,9,10,1
5 Realizar cambio de cuchillas de la pulverizadora PALLMAN oREDUCTION. Normal Reslución 2309 de 1986, Art 14,18,
6Revisón de los motores del sistema de molido y pulverizado. Encaso de requerir otros mantenimientos externos, realizar papeleo ycotizaciones a proveedores externos para el respectivo arreglo.
Normal Decreto 4741 de 2005 art 32
7Mantenimiento a tamizador de las pulverizadoras del área derecuperados, si el daño es severo y es necesario el mantenimientode proveedores, enviar como salida de activos para posteriorarreglo
Normal Ley 29 de 1992
Cuchillas
Presión sobre los recursos naturales
AConsumo de energía, generación de residuos
sólidos
PROCESO
ELABORADO POR
LEGISLACIÓN APLICABLE IMPACTOMATERIAS PRIMAS UTILIZADAS
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S
Y SO
REVISADA POR
ETAPA ASPECTO
Contaminación del suelo.
ACTIVIDAD
CO
ND
ICIO
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
Man
teni
mie
nto
maq
uina
s de
recu
pera
dos.
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES

MANTENIMIENTO SERVICIOS
PAOLA ORTEGA.
ALEJANDRO RESTREPO
PROCESO
ELABORADO POR
LEGISLACIÓN APLICABLE IMPACTOMATERIAS PRIMAS UTILIZADAS
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S
Y SO
REVISADA POR
ETAPA ASPECTO ACTIVIDAD
CO
ND
ICIO
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
MATRIZ DE IDENTIFICACION DE ASPECTOS E IMPACTOS AMBIENTALES
8 Construcción de mesas metálicas. Normal
9 Arreglo de ruedas de los carros de patios utilizados para eltransporte de tubería. Normal
10 Reconstrucción de la bomba impeller Normal
11 Fabricación de zaranda de los silos de mezclas Normal
12 Soldado de los ejes de bomba. Normal
13 Fabricación de soporte de baches mezclas. Normal
14 Soldado de tapas de aluminio del sistema de dosificación. Normal Decreto 4741 de 2005 art 1,5,9,10,1
15 Soldado de superficies de los carros de alimentación de inyeccióny de el tamiz de las tolvas de extrusión. Normal
16 Soldado del acople alimentador sellos de acampanado. Normal
17 Soldado de la base bascula mezclas. Normal
18 Soldado de la puerta tablero de control de cualquier maquinaria. Normal
19 Soldado de la base tubería acampanado en el área de extrusión. Normal20 Soldado de piezas de maquinas de fundición. Normal
21 Mantenimiento a los carros móviles de las diferentes áreas, cambiarruedas o soldar superficies rotas. Normal
22 Soldado de cualquier pieza que se requiera sin importar el área. Normal
23 Mantenimientos a los haladores y adaptarlos a la línea de extrusióncorrespondiente.
Normal
24 Pulido de los dientes de los piñones del sistema de piñones delhalador.
NormalDecreto 4741 de 2005 art 1,5,9,10,1
Normal Reslución 2309 de 1986, Art 14,18,
Decreto 4741 de 2005 art 32
26 Mecanizado de los huecos a medida para los botones de lostableros de control.
NormalLey 29 de 1992
27 Alistamiento de las herramientas de según necesidades. Normal
28 Realización del respectivo mantenimiento de las iluminarias. Normal
Normal Decreto 4741 de 2005 art 1,5,9,10,1
Reslución 2309 de 1986, Art 14,18,
Decreto 4741 de 2005 art 32Normal Ley 29 de 1992
Ley 29 de 1992
Decreto 4741 de 2005 art 32
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Iluminarias. A29
25 Aplicado de grasa a todo el sistema de cadenas de reparto de las maquinas
Cambio de bombillos, limpieza de superficies.
30 Mantenimiento a la tubería ubicada en alturas, o cualquier otro trabajo que se requiera con el auto elevador.
A
MantenimientoInsoin
mecanizados América
Electrodos.Piezas metálicas.
Electrodos.Piezas metálicas, cuchillas,
grapas, piedra esmeril, segueta.
Soldar A
Consumo de energía, consumo de materia prima,
generación de residuos sólidos.
Consumo de materia prima, generación de residuos
sólidos, consumo de energía.
Consumo de materia prima, generación de residuos
sólidos, consumo de energía.
Mantenimiento Locativo.
Presión sobre los recursos naturales
Contaminación del suelo.
Contaminación del suelo.
Presión sobre los recursos naturales.
Presión sobre los recursos naturales.
Contaminación del suelo.

MANTENIMIENTO SERVICIOS
PAOLA ORTEGA.
ALEJANDRO RESTREPO
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
dia
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
oC
umpl
imie
nto
parc
ial
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
A
dmin
istr
ativ
o
1Desinstalación de cada una de las cuchillas que tieneel cilindro de la moledora aproximadamente 80cuchillas y las pulverizadoras son discos o pastillas,depende de la pulverizadora
2Instalación de las nuevas cuchillas en el cilindro de lamoledora o pulverizadora, algunas cuchillas todavíafuncionan por lo que la dejan un tiempo mas de uso.
3Energización de la maquina y prendido, verificacióndel correcto funcionamiento de la maquina y de lascuchillas.
4Verificación del correcto funcionamiento del sistemade pulverización. (Caja de pulverización, ejes derotación, sistema de dosificación de material molido).
5 Realizar cambio de cuchillas de la pulverizadoraPALLMAN o REDUCTION.
6
Revisón de los motores del sistema de molido ypulverizado. En caso de requerir otrosmantenimientos externos, realizar papeleo ycotizaciones a proveedores externos para elrespectivo arreglo.
7Mantenimiento a tamizador de las pulverizadoras delárea de recuperados, si el daño es severo y esnecesario el mantenimiento de proveedores, enviarcomo salida de activos para posterior arreglo
Ninguno Ninguno Ninguno
1
Ninguno
Gestión de disposición
adecuada de residuos sólidos
Ninguno
1 1
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
SIG
NIF
ICA
TIVO
AlcanceAcción
CRITERIO
Severidad ReversibilidadFrecuencia
Tipo de impact
o
1 1 111 2
2 11 2 1 01 10
NO SIGNIFICATIVO
NO SIGNIFICATIVO
8
Contaminación del suelo.
ACTIVIDAD
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
IMPACTO
Presión sobre los recursos naturales

MANTENIMIENTO SERVICIOS
PAOLA ORTEGA.
ALEJANDRO RESTREPO
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
dia
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
oC
umpl
imie
nto
parc
ial
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
A
dmin
istr
ativ
o
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
SIG
NIF
ICA
TIVO
AlcanceAcción
CRITERIO
Severidad ReversibilidadFrecuencia
Tipo de impact
o
ACTIVIDAD
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
IMPACTO
8 Construcción de mesas metálicas.
9 Arreglo de ruedas de los carros de patios utilizadospara el transporte de tubería.
10 Reconstrucción de la bomba impeller11 Fabricación de zaranda de los silos de mezclas
12 Soldado de los ejes de bomba.13 Fabricación de soporte de baches mezclas.
14 Soldado de tapas de aluminio del sistema dedosificación.
15 Soldado de superficies de los carros de alimentaciónde inyección y de el tamiz de las tolvas de extrusión.
16 Soldado del acople alimentador sellos deacampanado.
17 Soldado de la base bascula mezclas.18 Soldado de la puerta tablero de control de cualquier
maquinaria.19 Soldado de la base tubería acampanado en el área 20 Soldado de piezas de maquinas de fundición.
21 Mantenimiento a los carros móviles de las diferentesáreas, cambiar ruedas o soldar superficies rotas.
22 Soldado de cualquier pieza que se requiera sinimportar el área.
23 Mantenimientos a los haladores y adaptarlos a lalínea de extrusión correspondiente.
24 Pulido de los dientes de los piñones del sistema depiñones del halador.
26 Mecanizado de los huecos a medida para losbotones de los tableros de control.
27 Alistamiento de las herramientas de segúnnecesidades
28 Realización del respectivo mantenimiento de lasiluminarias
1
1
Ninguno
1 NO SIGNIFICATIVO
NO SIGNIFICATIVO
31
NingunoNinguno
NO SIGNIFICATIVO
NO SIGNIFICATIVO
Ninguno
Ninguno
Ninguno
1
1
1 1
Ninguno
Gestión de disposición
adecuada de residuos sólidos
Ninguno
Ninguno Ninguno Ninguno
Ninguno
0 7
9
0 11
0Ninguno
Gestión de disposición
adecuada de residuos sólidos
Gestión de disposición
adecuada de residuos sólidos
0
9
Ninguno
Ninguno
1
1
1
1
21
3
1 01
1 1 22 1 1 01
11 1 2
1 2
12 1
22 1 11
1 11
2 11
NO SIGNIFICATIVO
NO SIGNIFICATIVO12
10
29 Cambio de bombillos, limpieza de superficies.
30Mantenimiento a la tubería ubicada en alturas, o cualquier otro trabajo que se requiera con el auto
elevador
Presión sobre los recursos naturales
Contaminación del suelo.
Presión sobre los recursos naturales.
25 Aplicado de grasa a todo el sistema de cadenas de reparto de las maquinas Contaminación del suelo.
Presión sobre los recursos naturales.
Contaminación del suelo.

PROYECTOS
PAOLA ORTEGA.
WILLIAM CASTRO
1 Recepción de planos de piezas a mecanizar, y nuevos moldes a producir por parte de innovación y desarrollo
2 Evaluación de los planos en solidworks y determinar los cortes que se debe realizar para realizar la pieza.
Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
5 Accionamiento de la palanca, para el encendido del torno.
6 Funcionamiento del torno
7 Desmontaje de la pieza mecanizada
8 Limpieza de viruta generada de la máquina y piezas
9 Verificación de diámetros y longitudes especificadas.
10 Determinación de producto conforme y no conforme
11 Limpieza del torno a mayor profundidad, cuando se termine el turno.
Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
14 Instalación de bridas, mordazas, calzos, gatos, escuadras según pieza y mecanizado a trabajar
15 Montaje de la pieza en la fresadora.
16 Marcado en la pieza los lugares en el cual se va a mecanizar la pieza
17 Manipulación de las palancas eje X,Y y Z para el respectivo mecanizado
18 lubricación de la pieza si se requiere
19 Encendido de la fresadora
20 Mecanizado activando las palancas y botones de la fresadora
21 Limpieza de la máquina y de la viruta generadaDecreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
24 Instalación de bridas, mordazas, calzos, gatos, escuadras según pieza y mecanizado a trabajar
25 Montaje de la pieza en la fresadora.
26 Marcado en la pieza los lugares en el cual se va a mecanizar la pieza
27 Manipulación de las palancas eje X,Y y Z para el respectivo mecanizado
28 lubricación de la pieza si se requiere
29 Encendido de la fresadora
30 Mecanizado activando las palancas y botones de la fresadora
31 Limpieza de la máquina y de la viruta generada
32 Ajuste calibración, montaje y desmontaje de máquina.
33 Desplazamiento de la palanca derecha hacia abajo, logrando perforar la pieza.
34 Limpieza de viruta de la máquina y el piso. Utilización de materias primas
Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
Generación de residuos Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
37 Afilamiento de buriles, brocas, escariador, herramientas. Utilización de materias prima
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Consumo de energíaPresión sobre los recursos
naturales AAcero, acero
inoxidable, bronce, aluminio, cobre,
aleaciones, refrigerantes y
lubricantes
22 Verificación del correcto uso de la máquina
23 Instalación de la broca en el cabezal según la pieza a mecanizar
Normal
Acero, acero inoxidable, bronce,
aluminio, cobre, aleaciones,
refrigerantes y lubricantes
3 Alistamiento de las herramientas y del torno
4 Montaje de la pieza que se vaya a mecanizar
Taladro Árbol
35Transporte de piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
13
36 Verificación del funcionamiento del esmeril Agotamiento del agua A
Normal
Generación de residuos Contaminación el suelo A
No hay normativisdad asociada
ETAPA IMPACTO
Mec
aniz
ado
conv
enci
onal
con
arra
nque
de
viru
ta
Fresadora convencional de
torreta
Fresadora convencional
universal
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ASPECTO LEGISLACIÓN APLICABLE
Consumo de energía
Consumo de aire
MATERIAS PRIMAS UTILIZADAS
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
Torno paralelo convencional Normal
Esmeril
Normal
Instalación de la broca en el cabezal según la pieza a mecanizar
Consumo de aire
Utilización de materia prima
Lija, acero, acero inoxidable, bronce,
aluminio, cobre, aleaciones.
Normal
Acero, acero inoxidable, bronce,
aluminio, cobre, aleaciones,
refrigerantes y lubricantes
Generación de residuos
Consumo de energía
Generación de residuos
P ió b l
Contaminación del suelo
Presión sobre los recursos naturales
Acero, acero inoxidable, bronce,
aluminio, cobre,
Utilización de materia prima
Generación de residuos Contaminación del suelo
Consumo de energía
Presión sobre los recursos naturales
Consumo de aire
Utilización de materia prima
Contaminación del suelo
Presión sobre los recursos naturales
Consumo de materia prima Presión sobre los recursos naturales
Recepción de planos y especificaciones
técnicasNormal Papelería
12 Verificación del correcto uso de la máquinaA
A
A
A
A
A
A

PROYECTOS
PAOLA ORTEGA.
WILLIAM CASTRO
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ETAPA IMPACTO
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ASPECTO LEGISLACIÓN APLICABLE MATERIAS PRIMAS UTILIZADAS
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
38 Quitar rebabas de piezas mecanizadas.
39 Limpieza de la máquina y de la viruta generadaDecreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
42 Activado el desplazamiento de la máquina, del carro y ajuste de la profundidad de la pieza
43 Mecanizado de la pieza
44 Si la pieza necesita acabado en otra cara, desmontar y realizar el mismo procedimiento
45 Limpieza de la maquinaria y viruta generada
46 Búsqueda de la pieza a mecanizar.
47 Programación de los cortes de la pieza a mecanizar en el Mastercam.
48 Montaje de la pieza.
49 Alineación de la pieza para ser referenciada en la máquina.
50 Prendido de la fresadora
51 Funcionamiento automático de la fresadoraDecreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
Resolucón 1207 de 2007, Art 6,7
54 Búsqueda de la pieza a mecanizar.
55 Programación de los cortes de la pieza a mecanizar en el Mastercam.
56 Montaje de la pieza.
57 Alineación de la pieza para ser referenciada en la máquina.
58 Prendido de la fresadora
59 Funcionamiento automático de la fresadoraDecreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
Resolucón 1207 de 2007, Art 6,7
62 Búsqueda de la pieza a mecanizar.
63 Programación de los cortes de la pieza a mecanizar en el Mastercam.
64 Montaje de la pieza.
65 Alineación de la pieza para ser referenciada en la máquina.
66 Prendido de la fresadora
67 Funcionamiento automático de la fresadoraDecreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
71 Realización del programa para el mecanizado de la pieza según especificaciones Consumo de energía
Mec
aniz
ado
de c
ontro
l num
éric
o co
n ar
ranq
ue d
e vi
ruta
53 Limpieza de la fresa al cambiar de material a mecanizar
Fresadora LEACLWELL
Agotamiento del agua A
Normal
Acero, acero inoxidable, bronce,
aluminio, cobre, aleaciones, refrigerantes
(agua+refrigerante) y lubricante
Consumo de agua
Presión sobre los recursos naturales
Limpieza de la fresa al cambiar de material a mecanizar
Normal
Acero, acero inoxidable, bronce,
aluminio, cobre, aleaciones, refrigerantes
(agua+refrigerante) y lubricante
Consumo de agua Agotamiento del agua A
Consumo de energía
Consumo de aire
Consumo de materia prima
68 Cambio manual de herramientas de la maquinaria
69 Desmontaje de la pieza mecanizada
61
Fresadora MAZAC
Limpieza de la fresa al cambiar de material a mecanizar
Normal
Acero, acero inoxidable, bronce,
aluminio, cobre, aleaciones, refrigerantes
(agua+refrigerante) y lubricante
Consumo de agua Agotamiento del agua
Contaminación del suelo A
40 Montaje y Ajuste de la pieza que se va a realizar el acabado.
41 Encendido de la piedra
52 Desmontaje de la pieza mecanizada
70
60 Desmontaje de la pieza mecanizada Generación de residuos Contaminación del suelo A
Rectificadora
Fresadora CNC HAAS
Generación de residuos
Presión sobre los recursos naturalesConsumo de energía
Normal
Acero, acero inoxidable, bronce,
aluminio, cobre, aleaciones
refrigerantes y lubricantes
Consumo de energía
Consumo de aire
Consumo de materia prima
Presión sobre los recursos naturales
aleaciones.
Consumo de energía
Presión sobre los recursos naturalesConsumo de aire
Consumo de materia prima
Consumo de energía
Generación de residuos
Consumo de materia primaPresión sobre los recursos
naturales
Contaminación el suelo
Generación de residuos Contaminación del suelo
A
A
A
A
A
A
A
A

PROYECTOS
PAOLA ORTEGA.
WILLIAM CASTRO
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ETAPA IMPACTO
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ASPECTO LEGISLACIÓN APLICABLE MATERIAS PRIMAS UTILIZADAS
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
72 Programación en la máquina CNC
73 Montaje del material
74 Prendido y funcionamiento del torno
75 Extracción de viruta que queda pegada en la pieza
76 Cambio de herramientas de forma manual Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
80 Montaje, alineación y ajuste del electrodo fijándolo a 90 grados a la mesa magnética
81 Montaje, alineación y ajuste de la pieza a mecanizar fijándolo a 90 grados del electrodo.
82 Programación de la electroerocinadora según el mecanizado que se vaya a realizar
83 Graduación del amperaje según especificaciones del material de la pieza a mecanizar
84 Llenado del aceite dieléctrico necesario para el mecanizado
85 Funcionamiento de la electroerocionadora
86 Desmontaje de la pieza Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32
88 Limpieza de la maquinaria y de los residuos generadosLey 29 de 1992
89 Recepción de las piezas mecanizadas a ajustar y ensamblar en el molde según las especificaciones técnicas
90 Limpieza de las superficies del molde
91 Limpieza de las cavidades de refrigeración del molde
92 Pulido, lijado y limado de las superficies del molde, placas, machos, columnas, cavidades, entre otros.
93 Lubricación de las piezas con grasa, aceite u otro material de lubricación. Decreto 4741 de 2005 art 1,5,9,10,1
94 Rectificación de las medidas de cavidades, machos y placas Reslución 2309 de 1986, Art 14,18,
95 Modificaciones del molde si se requieren realizar Decreto 4741 de 2005 art 32
96 Mantenimiento del molde que sea necesario, y esté sobre el alcance del trabajador Ley 29 de 1992
97 Envío del molde a realizar pruebas para la verificación de su funcionamiento
98 Probado del molde en la máquina
99Registro del resultado de la prueba y determinación si el molde cumple con las especificaciones, si no lo hace se lleva a mesa de trabajo a ser arreglado
100 Envío al laboratorio para que decida si es no conforme o conforme
Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
102 Envío del molde al área requerida. Normal -- -- -- --
A
87 Verificación de las dimensiones según especificaciones técnicas
Papelería, purga, lubricantes
Generación de residuos Contaminación del suelo
Prueba de funcionamiento del
molde
101 Determinación de las fallas del molde probado y se corrigen estas fallas en mesa de trabajo
Normal
Presión sobre los recursos naturalesConsumo de aire
Consumo de materia prima
77 Desmontaje de la pieza ya mecanizada
Acero, acero inoxidable, bronce,
aluminio, cobre, aleaciones, refrigerantes
(agua+refrigerante) y lubricante
Consumo de agua Agotamiento del agua A
78 Verificación de las dimensiones de la pieza cumpla con las especificaciones
Torno CNC MILLTRONICS
79 Limpieza del torno al cambiar de material a mecanizar
A
Consumo de energía
Consumo de materia prima
Presión sobre los recursos naturales
Ajuste de los moldes en mesa de trabajo
mon.-Pen, Aceite dieléctrico, estopa, lija,
papelería, racoresNormal
Consumo de materia prima
Generación de residuos
Liberación del molde
Generación de residuos
Normal
Presión sobre los recursos naturales
Contaminación del suelo
Contaminación del suelo
Electro
erocio
nado
ra
Normal
Aceite dieléctrico, Acero, acero inoxidable,
bronce, aluminio, cobre, aleaciones.
Consumo de aire
Consumo de energíaPresión sobre los recursos
naturales
Contaminación del suelo
Mec
aniz
ado
sin
desp
rend
imie
nto
de v
iruta
Consumo de materia prima
Generación de residuos
A
A
A
A
A
A

PROYECTOS
PAOLA ORTEGA.
WILLIAM CASTRO
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1Recepción de planos de piezas a mecanizar, y nuevos moldes a producir por parte de innovación y desarrollo
2Evaluación de los planos en solidworks y determinar los cortes que se debe realizar para realizar la pieza
5 Accionamiento de la palanca, para el encendido del torno.
6 Funcionamiento del torno
7 Desmontaje de la pieza mecanizada
8 Limpieza de viruta generada de la máquina y piezas
9 Verificación de diámetros y longitudes especificadas.
10 Determinación de producto conforme y no conforme
11 Limpieza del torno a mayor profundidad, cuando se termine el turno.
14 Instalación de bridas, mordazas, calzos, gatos, escuadras según pieza y mecanizado a trabajar
15 Montaje de la pieza en la fresadora.
16 Marcado en la pieza los lugares en el cual se va a mecanizar la pieza
17 Manipulación de las palancas eje X,Y y Z para el respectivo mecanizado
18 lubricación de la pieza si se requiere
19 Encendido de la fresadora
20 Mecanizado activando las palancas y botones de la fresadora
21 Limpieza de la máquina y de la viruta generada
24 Instalación de bridas, mordazas, calzos, gatos, escuadras según pieza y mecanizado a trabajar
25 Montaje de la pieza en la fresadora.
26 Marcado en la pieza los lugares en el cual se va a mecanizar la pieza
27 Manipulación de las palancas eje X,Y y Z para el respectivo mecanizado
28 lubricación de la pieza si se requiere
29 Encendido de la fresadora
30 Mecanizado activando las palancas y botones de la fresadora
31 Limpieza de la máquina y de la viruta generada
32 Ajuste calibración, montaje y desmontaje de máquina.
33 Desplazamiento de la palanca derecha hacia abajo, logrando perforar la pieza.
34 Limpieza de viruta de la máquina y el piso.
37 Afilamiento de buriles, brocas, escariador, herramientas.
PROCESO
ELABORADO POR
REVISADA POR
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Contaminación del suelo
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación el suelo
Agotamiento del agua
P ió b l
IMPACTO
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
36 Verificación del funcionamiento del esmeril
13 Instalación de la broca en el cabezal según la pieza a mecanizar
22 Verificación del correcto uso de la máquina
23 Instalación de la broca en el cabezal según la pieza a mecanizar
ACTIVIDAD
3 Alistamiento de las herramientas y del torno
4 Montaje de la pieza que se vaya a mecanizar
12 Verificación del correcto uso de la máquina
8 NO SIGNIFICATIVO1 0
0 12 NO SIGNIFICATIVO
1
Ninguno Ninguno
1 0
10
14 2 21 135Transporte de piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
1 1 1
Re utilización de los lubricantes y
de los refrigerantes
usados
Ninguno
Gestión de disposición adecuada
de residuos
Gestión de disposición adecuada
de residuos sólidos
Gestión de disposición adecuada
de residuos sólidos
Ninguno Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno
1 1
Gestión de disposición adecuada
de residuos sólidos
Ninguno
Ninguno
Gestión de disposición adecuada
de residuos sólidos
Ninguno
Re utilización de los lubricnates y
de los refrigerantes
usados
Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno
12
11
Ninguno Ninguno
12
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
Ninguno Ninguno
Ninguno Ninguno
Re utilización de los lubricantes y
de los refrigerantes usados en el
torno
Ninguno
Ninguno10
Ninguno
1
Tipo de impact
o Frecuencia
SIG
NIF
ICA
TIVO
AlcanceAcción
CRITERIO
Severidad Reversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
1 1 1 01 123
1 1
41 1 1
1 2 11
2 2 1
4 0 11
00
4 22 11 1 0 01
1 1 1 2
4
4
2 2 0
01 1
1 0 121
41 1 1 2 01 11
1 1
1
1 14
11
1 01
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO

PROYECTOS
PAOLA ORTEGA.
WILLIAM CASTRO
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
PROCESO
ELABORADO POR
REVISADA POR
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
IMPACTOACTIVIDAD
Tipo de impact
o Frecuencia
SIG
NIF
ICA
TIVO
AlcanceAcción
CRITERIO
Severidad Reversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
38 Quitar rebabas de piezas mecanizadas.
39 Limpieza de la máquina y de la viruta generada
42 Activado el desplazamiento de la máquina, del carro y ajuste de la profundidad de la pieza
43 Mecanizado de la pieza
44 Si la pieza necesita acabado en otra cara, desmontar y realizar el mismo procedimiento
45 Limpieza de la maquinaria y viruta generada
46 Búsqueda de la pieza a mecanizar.
47 Programación de los cortes de la pieza a mecanizar en el Mastercam.
48 Montaje de la pieza.
49 Alineación de la pieza para ser referenciada en la máquina.
50 Prendido de la fresadora
51 Funcionamiento automático de la fresadora
54 Búsqueda de la pieza a mecanizar.
55 Programación de los cortes de la pieza a mecanizar en el Mastercam.
56 Montaje de la pieza.
57 Alineación de la pieza para ser referenciada en la máquina.
58 Prendido de la fresadora
59 Funcionamiento automático de la fresadora
62 Búsqueda de la pieza a mecanizar.
63 Programación de los cortes de la pieza a mecanizar en el Mastercam.
64 Montaje de la pieza.
65 Alineación de la pieza para ser referenciada en la máquina.
66 Prendido de la fresadora
67 Funcionamiento automático de la fresadora
71 Realización del programa para el mecanizado de la pieza según especificaciones
Contaminación del suelo
Agotamiento del agua
Presión sobre los recursos naturales
Contaminación del suelo
Agotamiento del agua
Contaminación el suelo
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
Agotamiento del agua
Presión sobre los recursos naturales
Presión sobre los recursos naturales
70 Limpieza de la fresa al cambiar de material a mecanizar
61 Limpieza de la fresa al cambiar de material a mecanizar
68 Cambio manual de herramientas de la maquinaria
69 Desmontaje de la pieza mecanizada
52 Desmontaje de la pieza mecanizada
53 Limpieza de la fresa al cambiar de material a mecanizar
60 Desmontaje de la pieza mecanizada
40 Montaje y Ajuste de la pieza que se va a realizar el acabado.
41 Encendido de la piedra
0 1 8 NO SIGNIFICATIVO1 11 11
1
1 1
1
Ninguno
Re utilización de los lubricantes y
de los refrigerantes
usados
1 0 1 81 1
Ninguno
1
1
1
0 811 NO SIGNIFICATIVO11 1 1
121 0 01 NO SIGNIFICATIVO4 2
12 NO SIGNIFICATIVO
2
0 012 2 14
1
1 1
Ninguno Ninguno
Gestión de disposición adecuada
de residuos sólidos
Ninguno Ninguno
Re utilización de los lubricantes y
de los refrigerantes
usados
Ninguno
Ninguno
Gestión de disposición adecuada
de residuos sólidos
Ninguno
Gestión de disposición adecuada
de residuos sólidos
Re utilización de los lubricantes y
de los refrigerantes
usados
Ninguno
Ninguno
Gestión de disposición adecuada
de residuos sólidos
de residuos sólidos
1 1
Re utilización de los lubricantes y
de los refrigerantes
usados
Ninguno Ninguno
Ninguno Ninguno Ninguno
1 1 4 11 2 0 111
1 1 4 2 2 1 0 01
2
12
1 1 14 1
4
11
1 1
01
132 3 1 1 0
1 1 4 2 2 01 12
1 1
1
4 1 1
4
10
1 1
01 1
0 0 111 2 11
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO

PROYECTOS
PAOLA ORTEGA.
WILLIAM CASTRO
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
PROCESO
ELABORADO POR
REVISADA POR
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
IMPACTOACTIVIDAD
Tipo de impact
o Frecuencia
SIG
NIF
ICA
TIVO
AlcanceAcción
CRITERIO
Severidad Reversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
72 Programación en la máquina CNC
73 Montaje del material
74 Prendido y funcionamiento del torno
75 Extracción de viruta que queda pegada en la pieza
76 Cambio de herramientas de forma manual
Presión sobre los recursos naturales
77 Desmontaje de la pieza ya mecanizada
78 Verificación de las dimensiones de la pieza cumpla con las especificaciones
9
Ninguno
Gestión de disposición adecuada
de residuos sólidos
NO SIGNIFICATIVO
Ninguno
1
0
1
Re utilización de los lubricantes y
de los refrigerantes
usados
Ninguno
1 01 1 21 179 Limpieza del torno al cambiar de material a mecanizar
Contaminación del suelo
Agotamiento del agua
Ninguno
4 1 11 1 11
2
10
1 1 14 1 11001 NO SIGNIFICATIVO
NO SIGNIFICATIVO
80 Montaje, alineación y ajuste del electrodo fijándolo a 90 grados a la mesa magnética
81 Montaje, alineación y ajuste de la pieza a mecanizar fijándolo a 90 grados del electrodo.
82 Programación de la electroerocinadora según el mecanizado que se vaya a realizar
83 Graduación del amperaje según especificaciones del material de la pieza a mecanizar
84 Llenado del aceite dieléctrico necesario para el mecanizado
85 Funcionamiento de la electroerocionadora
86 Desmontaje de la pieza
88 Limpieza de la maquinaria y de los residuos generados
89Recepción de las piezas mecanizadas a ajustar y ensamblar en el molde según las especificaciones técnicas
90 Limpieza de las superficies del molde
91 Limpieza de las cavidades de refrigeración del molde
92 Pulido, lijado y limado de las superficies del molde, placas, machos, columnas, cavidades, entre otros.
93 Lubricación de las piezas con grasa, aceite u otro material de lubricación.
94 Rectificación de las medidas de cavidades, machos y placas
95 Modificaciones del molde si se requieren realizar
96 Mantenimiento del molde que sea necesario, y esté sobre el alcance del trabajador
97 Envío del molde a realizar pruebas para la verificación de su funcionamiento
98 Probado del molde en la máquina
99Registro del resultado de la prueba y determinación si el molde cumple con las especificaciones, si no lo hace se lleva a mesa de trabajo a ser arreglado
100 Envío al laboratorio para que decida si es no conforme o conforme
102 Envío del molde al área requerida. -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- 0 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Contaminación del suelo
87 Verificación de las dimensiones según especificaciones técnicas
101 Determinación de las fallas del molde probado y se corrigen estas fallas en mesa de trabajo
12
11
12
NO SIGNIFICATIVO
Ninguno Ninguno Ninguno
1 0 0 12
Ninguno Ninguno Ninguno Ninguno
1 1
Gestión de disposición
adecuada de residuos sólidos
Ninguno
Ninguno
NingunoRe utilización de los lubricantes y de los
refrigerantes usados Ninguno Ninguno
4
Ninguno
Ninguno
Gestión de disposición
adecuada de residuos sólidos
1
Ninguno
2
11 NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
02 11
1
1 4 11
1 0 022
011 24 1
4
1 1
1 1
2
41 1 1
4
12 2
1 1
NO SIGNIFICATIVO
2 2 0 0
0
NO SIGNIFICATIVO1211

CONFORMIDAD
PAOLA ORTEGA.
FREDY ACHURY
1 Recepción materia prima y se comunica a conformidad de la llegada de esta Utilización de materia prima Presión sobre los recursos
naturalesNo hay normatividad asociada A
2Realización de inspección , pesaje, almacenamiento y se coloca la etiqueta de materia prima: Amarilla en espera de inspección y blanca en desarrollo.
3 Realización de la recepción de materia prima y posteriormente se continua co la inspección.
4 Llenado del formato F0240044 " Informe de inspección en la recepción de materias primas"
5 Muestreo de materias primas según el plan ya establecido
6 Realización de ensayos de acuerdo a lo establecido en el plan de calidad
7 Montaje del cilindro medidor de acero inoxidable. Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
9 Vertimiento de la mezcla dentro del embudo Decreto 1713 del 2002, Art, 14,15,1
10 Destapado del embudo y dejar caer libremente el material dentroden cilindro para mantener un flujo continuo
11 Tomar tiempo con el cronometro
12 Pesaje del cilindro y restado del peso del cilindro vacío paradeterminar el peso del material en él.
13 Cálculo de la densidad aparente y de la fluidez medianteecuaciones ya establecidas.
14 Registro de los resultados de la prueba en el formato F0580002
Decreto 4741 de 2005 art 1,5,9,10,1
Reslución 2309 de 1986, Art 14,18,Acetona. Decreto 4741 de 2005 art 32
Ley 29 de 1992
17 Preparación de la solución con una concentración de 5 Kg./m3 ± 0.1Kg./m3 a 25ºC: Decreto 1713 del 2002, Art, 14,15,1
18 Pesaje de resina y vertido en un vaso volumétrico de 50 ml Resina
19 Adición de 40 ml de Ciclohexanona con agitación para que no segeneren grumos. Ciclohexanona
20 Agitación de la resina por 60 minutos con temperatura ente 80 AC y85 °C.
21 Observación de la solución y enfriar a 25 °C ± 0.5 °C. Ley 1575 de 2007, Art 1022 Filtrado de la solución utilizando embudo y papel filtro Papel filtro Ley 373 de 1997, Art 1,2 y 5
23 Medición del tiempo de flujo del solvente y sumergir el viscosímetroen el baño termostático. Decreto 1541 de 1978, Art 143
24 Realización del cálculo de los resultados.
25 Registro de los resultados de la prueba en el formato F0580022
26 Encendido del reómetro y el computador con el software del mismo.Iniciar el programa del reómetro.
27 Precalentado del reómetro hasta que alcance una temperatura destock de 188 °C y de controles de 190 °C.
28 Pesaje de 60 g de muestra de compuesto de PVC Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,1
30 Extracción del compuesto fundido y limpieza de los restos decompuestos de la cámara y los tormillos.
31 Registro de los resultados de la prueba
32 Pesado de la muestra en el aire Consumo de energía
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Pesaje del cilindro vacío con una precisión de 0,1 g8
15 Limpieza del viscosímetro con mezclas de volúmenes iguales de ácido sulfúrico, solución saturada de dicromato de potasio en agua
16 Enjuague con acetona y secado con aire seco y filtrado.
A
A
A
A
A
A
A
A
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Presión sobre los recursos
A
Contaminación del suelo
Presión sobre los recursos naturales
Agotamiento del agua
No hay normatividad asociada
Generación de residuos
Consumo de materia prima
Consumo de agua
Consumo de energía
Generación de residuos
Utilización de materia prima
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
Consumo de energía
Consumo de materia prima
Generación de residuos
Consumo de materias primas
A
Normal
Materia primas o compuestos
Materia primas o compuestos, papelería
Consumo de energía
Ácido sulfúrico, solución saturada de dicromato de
potasio, Agua.
Compuesto de PVC, formulado con la mezcla
variable de Resina de PVC, estabilizante térmico,
lubricantes, ayuda de proceso, modificadores de impacto,
pigmentos y rellenos.
Normal
Normal
Ensayo de determinación de
densidad aparente y
fluidez
Ensayo de viscosidad y del
valor K
Insp
ecci
ón d
e m
ater
ias
prim
as y
com
pues
tos
29Introducción del pistón dentro de la tolva y encima de este colocar la pesa, cuando la curva de torque indique que se ha alcanzado el máximo torque de fusión se retira la tolva y el peso.
Ensayo de reología
No hay normatividad asociada
Resolucón 1207 de 2007, Art 6,7
ETAPA
Recepción de materias primas
Muestreo
Normal
Normal
Materia primas o compuestos
No hay normatividad asociada
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ASPECTO IMPACTOMATERIAS PRIMAS UTILIZADAS
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
LEGISLACIÓN APLICABLE

CONFORMIDAD
PAOLA ORTEGA.
FREDY ACHURY
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ETAPA
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ASPECTO IMPACTOMATERIAS PRIMAS UTILIZADAS
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
LEGISLACIÓN APLICABLE
33Unión de un alambre fino a la balanza de tal forma que quedesuspendido aproximadamente 25 mm por encima del soporte delvaso.
Consumo de materia prima
Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143
35 Determinación de la masa suspendida en el agua. Resolucón 1207 de 2007, Art 6,7
36 Marcado en el alambre marca del nivel de inmersión en el agua.Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
38 Cálculo de los resultados con las ecuaciones ya establecidas.Decreto 1713 del 2002, Art, 14,15,1
39 Identificación de materia prima o compuesto conforme con etiquetaverde
40 Identificación de materia prima conforme o compuesto con etiquetaroja
41 Almacenamiento de materia prima en la zona de producto noconforme
42
Comunicación formal por medio de correo electrónico a las partesinteresadas( Gerentes de planta, extrusión, inyección, procesos y aljefe de mezclas así como al dirección de conformidad), de laliberación o rechazo de la materia prima evaluada.
Muestreo 43 Determinación de los insumos necesarios para hacer inspección. Normal
44 Antes de realizar en ensayo la muestra permanece 1 hora en ellaboratorio para que se adapte a las condiciones del ambiente
45 Tarar de cada tamiz y el colector terminal, con aproximación de0.01 gramo.
46 Registro de la masa inicial de éstos empezando por la malla demenor abertura
47 Vertimiento de la muestra en el tamiz y encendido del equipo por 10minutos Decreto 4741 de 2005 art 1,5,9,10,1
48 Separación cuidadosamente el conjunto de tamices comenzandopor el superior, y se pesa cada malla Reslución 2309 de 1986, Art 14,18,
49 Determinación del material remanente en cada tamiz por resta deltamiz tarado del total del peso final de cada tamiz Decreto 4741 de 2005 art 32
50 Determinación del tamaño de partícula Ley 29 de 199251 Registro y comunicación de los resultados Decreto 1713 del 2002, Art, 14,15,1
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
54Colocar el termómetro dentro del tubo de ensayo y éste a su vezdentro de un baño de temperatura, el cual se forma con aceitemineral térmico en el vaso de precipitado de 600 ml.
Consumo de energía
55Regular el incremento de temperatura a aproximadamente 1 ºC porminuto hasta que se observe que caiga la primera gota de materialdel termómetro
Consumo de materia prima
Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
57 Registro y comunicación de resultadosDecreto 1713 del 2002, Art, 14,15,1
58 Pesado de la muestra 50 gramos y colocarla en una cápsula deporcelana o en otro recipiente adecuado
59Colocar el erlenmeyer vacío (sin tapón y sin termómetro) y lacápsula con la muestra en una estufa a 11 ºC por encima del puntode congelación esperado
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143
56 Cálculo de punto o Temperatura de Gota
60Observación de que la muestra que está girando con el bulbo, leer inmediatamente con aproximación a los 0.2 ºC cuando la gota cese de fluir y, registrar dicha temperatura
Pesaje del alambre en el agua con inmersión a la misma profundidad que se colocó la muestra
Agentes antiestáticos. Metanol grado reactivo, Di-iso-
propileno (DIPA) o negro de humo.
52Fundido de la muestra lentamente en un vaso de 50 ml, hasta una temperatura de 10 ºC a 11 ºC por encima del punto de gota esperado.
53 Enfriado con agua helada el bulbo del termómetro a una temperatura igual o menor a 10 ºC.
No hay normatividad asociada
A
A
A
A
A
A
A
A
A
A
A
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Agotamiento del agua
Contaminación del suelo
Generación de residuos
Consumo de energía
Consumo de agua
Agua helada con temperatura menor o igual a 10ºC. Aceite
mineral, térmico.
Contaminación del suelo
Agotamiento del agua
Presión sobre los recursos naturales
Contaminación del suelo
Generación de residuos
Consumo de agua
Presión sobre los recursos naturales
Agotamiento del agua
Generación de residuos
Utilización de materia prima
Consumo de agua
Consumo de energía
Ensayo de determinación del tamaño de
partículas
Ensayo para la determinación de
punto gota.
Normal
Presión sobre los recursos naturales
Normal
Normal
Normal
Ensayo para la determinación de
punto de congelación
Insp
ecci
ón d
e in
sum
os
Etiquetas rojas o verdesNormal
Normal
Ensayo de determinación
del peso específico y
densidad
Alambre, muestra, agua
Almacenamiento de producto conforme
Determinación de producto
conforme y no conforme.
34 Montaje de inmersión sobre el soporte y sumergido sobre la muestra suspendida.
37
A
Consumo de energía
Consumo de materia prima

CONFORMIDAD
PAOLA ORTEGA.
FREDY ACHURY
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ETAPA
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ASPECTO IMPACTOMATERIAS PRIMAS UTILIZADAS
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
LEGISLACIÓN APLICABLE
Resolucón 1207 de 2007, Art 6,7
62 Identificación del insumo conforme con etiqueta verde
63 Identificación del insumo conforme con etiqueta roja
64 Verificación de las herramientas e instrumentos de medición delturno anterior estén en buen estado y completos
65 Registro en el formato de inventario de herramienta
66 Revisión de las balizas en cada una de las plantas( Limpieza yorden)
67Examinación y evaluación de los atributos a los productos(Apariencia, contaminación, quemaduras, grietas, cortes, ralladuras,burbujas, chispeados, color, entre otros) de un producto
68 Verificación que cumpla con los atributos
Determinación de producto no conforme
69 Identificación de producto no conforme o en espera dependiendo dela gravedad de la falla Normal Utilización de materia prima Presión sobre los recursos
naturalesNo hay normatividad
asociada A
70 Ajuste las condiciones del proceso con el fin de mejorar el atributoque está fallando
71 Verificación de la no conformidad y disposición del productoretenido
72 Determinación del producto no conforme se envía a molino orevisado por el jefe de laboratorio.
73 Realización de muestreo de los respectivos productos a evaluar
74 Traslado de las muestras a laboratorio para acondicionar parapoder realizar las pruebas correspondientes
75 Verificación de la temperatura, para poder realizar el ensayo debeestar entre 23°C ± 2°C
76 Tomar las dimensiones del producto según las especificaciones deldocumento MN0240003
77 De acuerdo al producto se realizan los ensayos requeridos
78 Preparación de las muestras y verificación que no presentenfisuras, rayas o imperfecciones visibles Consumo de aire Presión sobre los recursos
naturalesNo hay normatividad
asociada A
Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7
80 Llenado del espécimen con agua su temperatura varia con respectoal tipo de muestra Consumo de energía Presión sobre los recursos
naturales ADecreto 4741 de 2005 art 1,5,9,10,1
Reslución 2309 de 1986, Art 14,18,
Decreto 4741 de 2005 art 32
Ley 29 de 1992
Decreto 1713 del 2002, Art, 14,15,1
82 Preparación de los agentes químicos necesarios Consumo de energía
83 Verificación que se cuentan con todos los instrumentos delaboratorio Consumo de materia prima
Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
85 Limpieza de los equipos con que se realizó la solución Decreto 1713 del 2002, Art, 14,15,1
86 Introducción de las muestras en recipientes completamente con losagentes químicos Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
84 Preparación de la solución.
87 Cálculo de la masa de las muestras
A
Ensayo de presión
81 Incremento de presión a la muestra, y evaluación de estas para los resultados
Normal
Generación de residuos
61 Registro y comunicación de resultados
79Acoplamiento de los especimenes a las piezas de conexión,
cerciorándose que exista un perfecto ensamble de los elementos de tal manera que se asegure una buena hermeticidad de la unión.
Consumo de agua Agotamiento del agua A
No hay normatividad asociada
No hay normatividad asociada
A
A
A
A
A
A
A
A
A
Presión sobre los recursos naturales
Contaminación del suelo
Agotamiento del agua
Contaminación del suelo
Presión sobre los recursos naturales
--
Utilización de materia prima
--
--
--
Utilización de materia prima Presión sobre los recursos naturalesNormal
Normal
Determinación de producto
conforme y no conforme.
Ensayo de resistencia
química
Normal
Agua destilada, carbonato de sodio, sulfato de sodio,
hidróxido de sodio, cloruro de sodio, jabón de tocador,
desengrasante casero, ácido sulfúrico, ácido chohídrico,
ácido acético
Etiquetas de producto conforme
Normal
Normal
Normal
Normal
Insp
ecci
ón y
ens
ayo
en p
lant
a Verificación al inicio del turno
Inspección primaria
Presión sobre los recursos naturalesConsumo de energía
Generación de residuos
Consumo de agua
--
--
Ajuste a condiciones de
proceso
Toma de muestras
Análisis Dimensional

CONFORMIDAD
PAOLA ORTEGA.
FREDY ACHURY
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ETAPA
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ASPECTO IMPACTOMATERIAS PRIMAS UTILIZADAS
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
LEGISLACIÓN APLICABLE
88 Evaluación de las muestras Resolucón 1207 de 2007, Art 6,7
89 Introducción de las muestras en el horno a 50°C +/- 2°C durante 24horas Consumo de energía
90 Enfriado y cálculo de la masas Consumo de materia primaDecreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,1
93 Ubicación de las muestras sobre la base de manera perpendicularal eje de la muestra
94 Realización de los golpes según la tubería
95 Observación de la apariencia de la muestra luego se ser ensayado.
Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143
97 Preparación de las uniones roscadas( adaptadores hembra ymacho) Resolucón 1207 de 2007, Art 6,7
Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
99 Asegurar los tubos de la base en lo montajes específicos para cadamuestra.
Decreto 1713 del 2002, Art, 14,15,1
100 Llenado con agua, para la comprobación de que no quede aireatrapado.
101 Análisis de resultados del ensayo102 Preparación de las muestras que se van a ensayar103 Cálculo del diámetro reducido104 Registro de la temperatura y humedad antes del ensayo
105 Colocar la probeta en la máquina de ensayos y aplicar una cargacon velocidad de 12.5 mm/min ± 0.5 mm/min
106 Llevar la probeta hasta la rotura107 Cálculo de el área transversal108 Cálculo de la resistencia de la tracción.
109 Realización de ensayos con respecto a la muestra en particular sepodrá consultar en el manual MN0240003
110 Identificación de producto conforme con etiqueta verde
111 Identificación de producto conforme con etiqueta roja
112 Identificación del lote al cual se le va a realizar la trazabilidad
113 Seguimiento del lote de conformidad mediante fecha y tunos defabricación
114 Seguimiento del código y descripción del producto
115 Seguimiento de la calidad
116 Seguimiento de la estación de trabajo
117 Comunicación por medio de correo electrónico, vía llamadas lasreclamaciones acerca de fallas de materias primas e insumos
118 Recepción de reclamaciones por los clientes acerca de una falla enlos producto
119 Análisis e identificación del producto para conocer si el productoestá fallando
120 Conocer las causas de la falla del producto
121 Realizar una devolución al cliente por producto que ha fallado.
122 Informar al dueño del proceso la liberación de la materia prima,insumo o producto de acuerdo a los resultados arrojados Normal Consumo de energía Presión sobre los recursos
naturales A
92 Determinar la masa después de 1 minuto de secado.
91 Introducción en contenedor con agua destilada durante 24 horas.
96 Limpieza de las superficies de los accesorios a probar.
No hay normatividad asociada
No hay normatividad asociada
No hay normatividad asociada
A
A
A
A
A
A
A
A
A
A
A
A
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Agotamiento del agua
Contaminación del suelo
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Consumo de materia prima
Consumo de energía
Consumo de energía
Consumo de materia prima
Normal
Normal
Verificación de la trazabilidad
Recepción y emisión de reclamaciones
Libración de materia prima, insumo o
producto.
Normal
Normal
Papelería
Papelería
Determinación de producto
conforme y no conforme.
Ensayo de hermeticidad
Ensayo de absorción de
agua
Ensayo de resistencia al
impacto
Ensayo resistencia a la
tracciónNormal
Normal 98 Ensamblaje de los elementos constitutivos de la Universal (Buje Liso, Buje Roscado y Tuerca) Generación de residuos
Consumo de energía
Consumo de energía
Etiquetas de producto conforme y co conforme Utilización de materia prima
Agua
Agua destilada
Generación de residuos
Consumo de energía
Normal
Consumo de agua

CONFORMIDAD
PAOLA ORTEGA.
FREDY ACHURY
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1 Recepción materia prima y se comunica a conformidad de la llegada de esta
Presión sobre los recursos naturales 1 1 3 1 1 1 1 0 9 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
2Realización de inspección , pesaje, almacenamiento y se coloca la etiqueta de materia prima: Amarilla en espera de inspección y blanca en desarrollo.
3 Realización de la recepción de materia prima y posteriormente se continua co la inspección.
4 Llenado del formato F0240044 " Informe de inspección en la recepción de materias primas"
5 Muestreo de materias primas según el plan ya establecido
6 Realización de ensayos de acuerdo a lo establecido en el plan de calidad
7 Montaje del cilindro medidor de acero inoxidable.
9 Vertimiento de la mezcla dentro del embudo
10 Destapado del embudo y dejar caer libremente el materialdentro den cilindro para mantener un flujo continuo
11 Tomar tiempo con el cronometro
12 Pesaje del cilindro y restado del peso del cilindro vacío paradeterminar el peso del material en él.
13 Cálculo de la densidad aparente y de la fluidez medianteecuaciones ya establecidas.
14 Registro de los resultados de la prueba en el formatoF0580002
17 Preparación de la solución con una concentración de 5 Kg./m3± 0.1 Kg./m3 a 25ºC:
18 Pesaje de resina y vertido en un vaso volumétrico de 50 ml
19 Adición de 40 ml de Ciclohexanona con agitación para que nose generen grumos.
20 Agitación de la resina por 60 minutos con temperatura ente 80AC y 85 °C.
21 Observación de la solución y enfriar a 25 °C ± 0.5 °C.22 Filtrado de la solución utilizando embudo y papel filtro
23 Medición del tiempo de flujo del solvente y sumergir elviscosímetro en el baño termostático.
24 Realización del cálculo de los resultados.
25 Registro de los resultados de la prueba en el formatoF0580022
26 Encendido del reómetro y el computador con el software delmismo. Iniciar el programa del reómetro.
27 Precalentado del reómetro hasta que alcance una temperaturade stock de 188 °C y de controles de 190 °C.
28 Pesaje de 60 g de muestra de compuesto de PVC
30 Extracción del compuesto fundido y limpieza de los restos decompuestos de la cámara y los tormillos.
31 Registro de los resultados de la prueba
32 Pesado de la muestra en el aire
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
Agotamiento del agua
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Presión sobre los
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Limpieza del viscosímetro con mezclas de volúmenes iguales de ácido sulfúrico, solución saturada de dicromato de potasio en agua
16 Enjuague con acetona y secado con aire seco y filtrado.
29
Introducción del pistón dentro de la tolva y encima de este colocar la pesa, cuando la curva de torque indique que se ha alcanzado el máximo torque de fusión se retira la tolva y el peso.
ACTIVIDAD
8 Pesaje del cilindro vacío con una precisión de 0,1 g
15
1
1
1
NO SIGNIFICATIVO
Gestión de disposición
adecuada de residuos
Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno
Gestión de disposición
adecuada de residuos
Ninguno Ninguno
Los residuos son llevados al
molino para su posterior re utilización
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno Ninguno Ninguno Ninguno
Ninguno
Compuestos y materia prima sobrante se
reutiliza en su proceso de origen
Ninguno Ninguno
Ninguno
Ninguno Ninguno Ninguno
Ninguno
Ninguno Ninguno
Gestión de disposición
adecuada de residuos
Ninguno
Compuestos y materia prima sobrante se
reutiliza en su proceso de origen
Ninguno Ninguno Reciclaje de papelería
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno Ninguno
Ninguno
Ninguno NingunoNinguno
Ninguno
Ninguno
1 01 1011 1
10
1 1
0
3
11 12 0
1 01 9
1 1 3
3 11
011
1 1
1 101
10
1 1
1 13 01 1
0 0
1 1
111 1
1 01
22
2 10
1 1 3
2
3 1
1 0 011 10
1 1
1
3
0 1011
1 01 91 13
3
1 1
1 1
1 1
NO SIGNIFICATIVO
NO SIGNIFICATIVO
Tipo de impact
o Frecuencia
SIG
NIF
ICA
TIVO
AlcanceAcción
CRITERIO
Severidad Reversibilidad
IMPACTO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
NO SIGNIFICATIVO
NO SIGNIFICATIVO
3
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
1
Ninguno Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno

CONFORMIDAD
PAOLA ORTEGA.
FREDY ACHURY
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
ACTIVIDAD
Tipo de impact
o Frecuencia
SIG
NIF
ICA
TIVO
AlcanceAcción
CRITERIO
Severidad Reversibilidad
IMPACTO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
33Unión de un alambre fino a la balanza de tal forma que quedesuspendido aproximadamente 25 mm por encima del soportedel vaso.
35 Determinación de la masa suspendida en el agua.
36 Marcado en el alambre marca del nivel de inmersión en elagua.
38 Cálculo de los resultados con las ecuaciones ya establecidas.
39 Identificación de materia prima o compuesto conforme conetiqueta verde
40 Identificación de materia prima conforme o compuesto conetiqueta roja
41 Almacenamiento de materia prima en la zona de producto noconforme
42
Comunicación formal por medio de correo electrónico a laspartes interesadas( Gerentes de planta, extrusión, inyección,procesos y al jefe de mezclas así como al dirección deconformidad), de la liberación o rechazo de la materia primaevaluada.
43 Determinación de los insumos necesarios para hacerinspección. Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
44Antes de realizar en ensayo la muestra permanece 1 hora enel laboratorio para que se adapte a las condiciones delambiente
45 Tarar de cada tamiz y el colector terminal, con aproximaciónde 0.01 gramo.
46 Registro de la masa inicial de éstos empezando por la mallade menor abertura
47 Vertimiento de la muestra en el tamiz y encendido del equipopor 10 minutos
48 Separación cuidadosamente el conjunto de tamicescomenzando por el superior, y se pesa cada malla
49 Determinación del material remanente en cada tamiz por restadel tamiz tarado del total del peso final de cada tamiz
50 Determinación del tamaño de partícula51 Registro y comunicación de los resultados
54Colocar el termómetro dentro del tubo de ensayo y éste a suvez dentro de un baño de temperatura, el cual se forma conaceite mineral térmico en el vaso de precipitado de 600 ml.
55Regular el incremento de temperatura a aproximadamente 1ºC por minuto hasta que se observe que caiga la primera gotade material del termómetro
57 Registro y comunicación de resultados
58 Pesado de la muestra 50 gramos y colocarla en una cápsulade porcelana o en otro recipiente adecuado
59Colocar el erlenmeyer vacío (sin tapón y sin termómetro) y lacápsula con la muestra en una estufa a 11 ºC por encima delpunto de congelación esperado
Contaminación del suelo
Presión sobre los recursos naturales
Agotamiento del agua
Contaminación del suelo
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
Agotamiento del agua
Presión sobre los recursos naturales
Agotamiento del agua
60Observación de que la muestra que está girando con el bulbo, leer inmediatamente con aproximación a los 0.2 ºC cuando la gota cese de fluir y, registrar dicha temperatura
37 Pesaje del alambre en el agua con inmersión a la misma profundidad que se colocó la muestra
52Fundido de la muestra lentamente en un vaso de 50 ml, hasta una temperatura de 10 ºC a 11 ºC por encima del punto de gota esperado.
53 Enfriado con agua helada el bulbo del termómetro a una temperatura igual o menor a 10 ºC.
34 Montaje de inmersión sobre el soporte y sumergido sobre la muestra suspendida.
1
1
1
1
Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Ninguno1 0
Ninguno
Gestión de disposición
adecuada de residuos
Ninguno Ninguno Ninguno Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Ninguno2
Ninguno NingunoNinguno Ninguno Ninguno Ninguno
Gestión de disposición
adecuada de residuos
Ninguno Ninguno
Compuestos y materia prima sobrante se
reutiliza en su proceso de origen
Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno
Ninguno
Ninguno
Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno
Gestión de disposición
adecuada de residuos
Ninguno
Ninguno
Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno NingunoNinguno
Ninguno
1 01 3 1211 1 3
1111 3
12
1 1
0
3
112 03
101 0
31 156 Cálculo de punto o Temperatura de Gota
13 11 1Presión sobre los recursos naturales
1 123 021 1
1
2 1
3 0 02
01 1
1
NO SIGNIFICATIVO
1 1 2
NO SIGNIFICATIVO
NO SIGNIFICATIVO
2 2
11
NO SIGNIFICATIVO11
NO SIGNIFICATIVO11
1 02 121 1 3
1 01 101 1
10
1 1 3
12 1 0
121 0
031 1 1
3 2 2
9
1 1 1
1 13 01 11 1
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
1 3
NO SIGNIFICATIVO
NO SIGNIFICATIVO
1

CONFORMIDAD
PAOLA ORTEGA.
FREDY ACHURY
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
ACTIVIDAD
Tipo de impact
o Frecuencia
SIG
NIF
ICA
TIVO
AlcanceAcción
CRITERIO
Severidad Reversibilidad
IMPACTO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
62 Identificación del insumo conforme con etiqueta verde
63 Identificación del insumo conforme con etiqueta roja
64 Verificación de las herramientas e instrumentos de medicióndel turno anterior estén en buen estado y completos
65 Registro en el formato de inventario de herramienta
66 Revisión de las balizas en cada una de las plantas( Limpieza yorden)
67
Examinación y evaluación de los atributos a los productos(Apariencia, contaminación, quemaduras, grietas, cortes,ralladuras, burbujas, chispeados, color, entre otros) de unproducto
68 Verificación que cumpla con los atributos
69 Identificación de producto no conforme o en esperadependiendo de la gravedad de la falla
Presión sobre los recursos naturales 1 1 4 1 2 1 1 0 1 12 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
70 Ajuste las condiciones del proceso con el fin de mejorar elatributo que está fallando
71 Verificación de la no conformidad y disposición del productoretenido
72 Determinación del producto no conforme se envía a molino orevisado por el jefe de laboratorio.
73 Realización de muestreo de los respectivos productos aevaluar
74 Traslado de las muestras a laboratorio para acondicionar parapoder realizar las pruebas correspondientes
75 Verificación de la temperatura, para poder realizar el ensayodebe estar entre 23°C ± 2°C
76 Tomar las dimensiones del producto según lasespecificaciones del documento MN0240003
77 De acuerdo al producto se realizan los ensayos requeridos
78 Preparación de las muestras y verificación que no presentenfisuras, rayas o imperfecciones visibles
Presión sobre los recursos naturales 1 1 3 1 2 1 1 0 1 11 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
80 Llenado del espécimen con agua su temperatura varia conrespecto al tipo de muestra
Presión sobre los recursos naturales 1 1 3 1 2 1 1 0 10 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
82 Preparación de los agentes químicos necesarios
83 Verificación que se cuentan con todos los instrumentos delaboratorio
85 Limpieza de los equipos con que se realizó la solución
86 Introducción de las muestras en recipientes completamentecon los agentes químicos
Agotamiento del agua
--
Presión sobre los recursos naturales
Agotamiento del agua
Contaminación del suelo
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Presión sobre los recursos naturales
--
81 Incremento de presión a la muestra, y evaluación de estas para los resultados
84 Preparación de la solución.
87 Cálculo de la masa de las muestras
61 Registro y comunicación de resultados
79
Acoplamiento de los especimenes a las piezas de conexión, cerciorándose que exista un perfecto ensamble de los elementos de tal manera que se asegure una buena
hermeticidad de la unión.
0 Ninguno Ninguno NingunoNinguno1 0
Gestión de disposición
adecuada de residuos
11 NO SIGNIFICATIVO Ninguno11 31 1 3
1
0 111 1 12 NO SIGNIFICATIVO1
Ninguno NingunoNinguno Ninguno Ninguno Ninguno
Ninguno
Gestión de disposición
adecuada de residuos
Ninguno Ninguno Re utilización de químicos Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Ninguno1
Ninguno NingunoNinguno Ninguno Ninguno Ninguno1
Ninguno NingunoNinguno Ninguno Ninguno Ninguno0
Ninguno NingunoNinguno Ninguno Ninguno Ninguno0--
Ninguno NingunoNinguno Ninguno Ninguno Ninguno--
Ninguno NingunoNinguno Ninguno Ninguno Ninguno110
Ninguno NingunoNinguno Ninguno Reciclaje de papelería Ninguno11
1
0
3
4
1
11
131 0 03 13 3
1 12
1 1
3 021 1
0 11
3 1
3 11 1 1
2 11 1
3
-- -- -- -- --
1
-- -- -- ---- -- -- -- --
-- -- -- -- ---- --
-- -- -- -- --
--
--
-- --
-- -- --
---- -- -- ---- -- -- -- ---- -- --
-- ---- -- -- -- -- -- 0-- -- -- -- -- ---- -- -- ---- -- -- --
14 11 1 2 1
1 03 2 111 1
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO

CONFORMIDAD
PAOLA ORTEGA.
FREDY ACHURY
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
ACTIVIDAD
Tipo de impact
o Frecuencia
SIG
NIF
ICA
TIVO
AlcanceAcción
CRITERIO
Severidad Reversibilidad
IMPACTO
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
88 Evaluación de las muestras
89 Introducción de las muestras en el horno a 50°C +/- 2°Cdurante 24 horas
90 Enfriado y cálculo de la masas
93 Ubicación de las muestras sobre la base de maneraperpendicular al eje de la muestra
94 Realización de los golpes según la tubería
95 Observación de la apariencia de la muestra luego se serensayado.
97 Preparación de las uniones roscadas( adaptadores hembra ymacho)
99 Asegurar los tubos de la base en lo montajes específicos paracada muestra.
100 Llenado con agua, para la comprobación de que no quede aireatrapado.
101 Análisis de resultados del ensayo102 Preparación de las muestras que se van a ensayar103 Cálculo del diámetro reducido104 Registro de la temperatura y humedad antes del ensayo
105 Colocar la probeta en la máquina de ensayos y aplicar unacarga con velocidad de 12.5 mm/min ± 0.5 mm/min
106 Llevar la probeta hasta la rotura107 Cálculo de el área transversal108 Cálculo de la resistencia de la tracción.
109 Realización de ensayos con respecto a la muestra en particularse podrá consultar en el manual MN0240003
110 Identificación de producto conforme con etiqueta verde
111 Identificación de producto conforme con etiqueta roja
112 Identificación del lote al cual se le va a realizar la trazabilidad
113 Seguimiento del lote de conformidad mediante fecha y tunosde fabricación
114 Seguimiento del código y descripción del producto
115 Seguimiento de la calidad
116 Seguimiento de la estación de trabajo
117Comunicación por medio de correo electrónico, vía llamadaslas reclamaciones acerca de fallas de materias primas einsumos
118 Recepción de reclamaciones por los clientes acerca de unafalla en los producto
119 Análisis e identificación del producto para conocer si elproducto está fallando
120 Conocer las causas de la falla del producto
121 Realizar una devolución al cliente por producto que ha fallado.
122 Informar al dueño del proceso la liberación de la materia prima,insumo o producto de acuerdo a los resultados arrojados
Presión sobre los recursos naturales 1 1 4 1 2 1 1 0 11 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Agotamiento del agua
Contaminación del suelo
Introducción en contenedor con agua destilada durante 24 horas.
92 Determinar la masa después de 1 minuto de secado.
96 Limpieza de las superficies de los accesorios a probar.
98 Ensamblaje de los elementos constitutivos de la Universal (Buje Liso, Buje Roscado y Tuerca)
Ninguno
NingunoReciclaje de papelería
Ninguno NingunoNinguno Ninguno Ninguno
Ninguno1 Ninguno Ninguno Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Ninguno0
Ninguno NingunoNinguno Ninguno Ninguno Ninguno104
Ninguno NingunoNinguno Ninguno Ninguno Ninguno10
Ninguno NingunoNinguno Ninguno Ninguno Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Ninguno1
1
Ninguno
Gestión de disposición
adecuada de residuos
Ninguno Ninguno Ninguno Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Ninguno3
Ninguno
Gestión de disposición
adecuada de residuos
Ninguno Ninguno Ninguno Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Ninguno
0
14
11
12
12
11
11
1 0
0
133 1
1
4 2
32
1 1
1 1 14
112
12
1 1
12 11
4 1
1 12
1 1
141 1 2 1
1 3 1 1 01 1 3
1 0 111 331 1Presión sobre los recursos naturales
12 3 11 1 0 0
1
3
03 1
1 0
1 1 13
1 3 11 1
9112 33 0 121
0 11
1 1
1 11 1 1 33
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO

METROLOGÍA
PAOLA ORTEGA.FEDERICO PACHECO
1 Generación de programas anuales de calibración
2 Revisión diaria del cumplimiento del programa anual de calibración
3 Definir dispositivos de medición y seguimiento necesarios para el control de los diferentes procesos
4 Solicitud de los instrumentos en la planta según el programa Ley 1575 de 2007, Art 10
5 Lavado, quitan etiquetas, rectificado de punta y ajuste del cero.Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
Resolucón 1207 de 2007, Art 6,7
7 Registro de los datos calibración
8 verificación de los dispositivos de medición y seguimiento
Ley 1575 de 2007, Art 10Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolucón 1207 de 2007, Art 6,7Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,1
13Por medio de correo electrónico se informa al jefe del áreaencargado de la falla en la calibración o instrumento se tomen lamedidas necesarias para el remplazo del instrumento
14 Solicitud de reposición del instrumento ya sea por uno nuevo, o quese encuentre en almacén
15 Re adquisición y se genera la orden del instrumento solicitado Consumo de materia prima
16 Creación de un código metrológico y se abre una hoja de vidautilizando el formato F0220000 Consumo de energía
17 Se realiza un protocolo de calibración utilizando el F0220001
18 Aprobado y firmado por el director de conformidad
19 Archivado de los protocolos según código consecutivo designado.
20 Entrega del instrumento al área designada para la calibración
21 Actualización de los indicadores, mensualmente
22 Análisis correspondiente de los indicadores
MATRIZ DE IDENTIFICACIÓN Y EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
No hay normatividad asociada
No hay nomatividad asociada
No hay normatividad asociada con el desecho de
elementos metálicos
A
A
A
A
A
A
Consumo de materia prima
Consumo de energía
Presión sobre los recursos naturales
Presión sobre los recursos naturales
A
Normal
Normal Agua
A
A
-- --
Consumo de agua Agotamiento del agua
Presión sobre los recursos naturales
Agotamiento del agua
Contaminación del suelo
Normal
Varsol, alcohol industrial, tiner, agua,
aceites lubricantes, glicerina, vaselina y
grasas, pintura
Contaminación del suelo
Presión sobre los recursos naturales
Normal Papelería
Calibración correspondiente según lo indicado en el manual MN0220000
Consumo de materia prima
Consumo de agua
Generación de residuos
Normal Papelería
Generación de residuos
Revisión programa de calibración
Alistamiento de los equipos
Calibración del equipo y/o
instrumento
Cambio del equipo o
instrumento
Protocolo de calibración
6Alistamiento de los equipos de acuerdo al Manual MN02200000 MANUAL DE EQUIPOS DE CALIBRACIÓN Y OPERACIÓN DE EQUIPOS DE MEDICIÓN.
9
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S
Y SOACTIVIDAD
PROCESO
ELABORADO PORREVISADA POR
ETAPA ASPECTO IMPACTOMATERIAS PRIMAS UTILIZADAS
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
LEGISLACIÓN APLICABLE
10 Verificación si el instrumento es conforme en la calibración y si no ha sufrido daños que no permitan su calibración.
11 Si el instrumento no es conforme, se recalibra ,ajusta, y se repara este.
12si el instrumento no cumple con la calibración se procede a identificar( pintar con color rojo) la parte del instrumento donde se coloca la etiqueta de calibración.

Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
ó m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
oC
umpl
imie
nto
parc
ial
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
A
dmin
istr
ativ
o
1 Generación de programas anuales de calibración
2 Revisión diaria del cumplimiento del programa anual de calibración
3 Definir dispositivos de medición y seguimiento necesarios para el control de los diferentes procesos
4 Solicitud de los instrumentos en la planta según el programa
5 Lavado, quitan etiquetas, rectificado de punta y ajuste del cero.
7 Registro de los datos calibración
8 verificación de los dispositivos de medición y seguimiento
13Por medio de correo electrónico se informa al jefe delárea encargado de la falla en la calibración oinstrumento se tomen la medidas necesarias para elremplazo del instrumento
14 Solicitud de reposición del instrumento ya sea por unonuevo, o que se encuentre en almacén
15 Re adquisición y se genera la orden del instrumentosolicitado
16 Creación de un código metrológico y se abre una hojade vida utilizando el formato F0220000
17 Se realiza un protocolo de calibración utilizando elF0220001
18 Aprobado y firmado por el director de conformidad
19 Archivado de los protocolos según códigoconsecutivo designado.
20 Entrega del instrumento al área designada para lacalibración
21 Actualización de los indicadores, mensualmente
22 Análisis correspondiente de los indicadores
Contaminación del suelo
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
12si el instrumento no cumple con la calibración se procede a identificar( pintar con color rojo) la parte del instrumento donde se coloca la etiqueta de
IMPACTO
--
Agotamiento del agua
Presión sobre los recursos naturales
Agotamiento del agua
Contaminación del suelo
9 Calibración correspondiente según lo indicado en el manual MN0220000
10 Verificación si el instrumento es conforme en la calibración y si no ha sufrido daños que no permitan
11 Si el instrumento no es conforme, se recalibra ,ajusta, y se repara este.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO PORREVISADA POR
METROLOGÍA
PAOLA ORTEGA.FEDERICO PACHECO
Ninguno Ninguno
Ninguno Ninguno
Ninguno
Ninguno Ninguno
6
Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno
Re utilización
de papelería.
Ninguno Ninguno Ninguno
Ninguno
Ninguno
Ninguno Ninguno
Ninguno Ninguno Ninguno
Ninguno
Ninguno
Ninguno
10
NO SIGNIFICATIVO
Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno
--
Ninguno
Gestión de disposición
adecuada de residuos
Ninguno
Gestión de disposición
adecuada de residuos
Ninguno Ninguno
-- -- -- -- --
Ninguno Ninguno Ninguno
Ninguno
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
0
12
12
12
12
11
10
11
1 02 13 1
0
1 1
1 11 23
1 0
1 1
11 21 1 3
1 02 13 1
0 0
1 1
1 123 3
1 0
1 1
12 21 3
1 011 31 1 3
1 02 13 2
-- -- -- -- --
1 1
-- -- -- -- -- ---- -- -- -- -- ---- -- -- -- -- ---- --
1
Alistamiento de los equipos de acuerdo al Manual MN02200000 MANUAL DE EQUIPOS DE CALIBRACIÓN Y OPERACIÓN DE EQUIPOS DE
Tipo de impact
o FrecuenciaAcción
CRITERIO
Severidad Reversibilidad
ACTIVIDAD
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIADuraciónSensibi
lidad Pública
Legislación Aplicable
TOTA
L
SIG
NIF
ICA
TIVO
Alcance
1
1
1
1
1

GESTIÓN HUMANA
PAOLA ORTEGA YENNY PEREZ
1 Verificación de requisición de personal
2 Publicación del concurso
3 Revisión de la hoja de vida de los candidatos
4 Realización de pruebas psicotécnicas Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
Decreto 1713 del 2002, Art, 14,15,1
7 Análisis de los resultados
8 Informe de evaluación de las competencias
9 Visita domiciliaria
Resolución 1207 de 2007, Art 4,6,7Decreto 1541 de 1978, Art 143
11 Contratación y firmado del contrato. Ley 373 de 1997, Art 1,2 y 5
12 Definición de la matriz de competencias
13 Evaluación de las competencias del personal
14 Análisis de los requisitos y determinación si el personal cumple conestos
10 Notificación de ingreso a la compañía
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
REVISADA POR
IMPACTOETAPA ASPECTO
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
MATERIAS PRIMAS
6
Presión sobre los recursos naturales
Agotamiento del agua
LEGISLACIÓN APLICABLE
Consumo de energía
Generación de residuos
Consumo de materia prima
Proceso de selección
Entrevista de selección( Psicóloga, Jefe inmediato, Presidente) Papelería, tóner, tintas
5 Análisis y verificación de las pruebas psicotécnicas
Consumo de energía
Consumo de agua en la utilización de baños
Presión sobre los recursos naturales
Contaminación del suelo
Normal
Presión sobre los recursos naturales
A
A
A
A
ANo hay normatividad asociada

GESTIÓN HUMANA
PAOLA ORTEGA YENNY PEREZ
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO POR
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
REVISADA POR
IMPACTOETAPA ASPECTO
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
MATERIAS PRIMAS LEGISLACIÓN APLICABLE
15 Planeación del programa de formación y capacitación
16 Ejecución del programa de formación y capacitaciónDecreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,1Resolución 1207 de 2007, Art 4,6,7Decreto 1541 de 1978, Art 143
20 Archivado de los documentos Ley 373 de 1997, Art 1,2 y 5
21 Trámite de préstamos para los empleados
22 Trámite de solicitud de subsidio de viviendaDecreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,1
24 Realización de eventos deportivos Emisiones de gases por las rutas para los colaboradores Contaminación del aire Resolución 910 de 2008 art 6 A
25 Realización de eventos lúdicos de bienestar Consumo de combustibles por la utilización de las rutas
Presión sobre los recursos naturales
No hay normatividad asociada A
26 Disposición de rutas para el transporte de los colaboradores Consumo de materia prima Presión sobre los recursos naturales
No hay normatividad asociada A
Contaminación del suelo A
18 Re entrenamiento y re capacitación al personal que no niveló su competencia
17 Evaluación de la efectividad de la capacitación
Consumo de agua en la utilización de baños
Consumo de energía
Proceso de formación y capacitación
Normal Papelería, tóner, tintas
23 Trámite de solicitud de subsidio educativo ( Colaborador e hijos)
Realización de soportes e informes por la capacitación o la formación.
Generación de residuos
Papelería, tóner Normal
19
Consumo de materia prima
Generación de residuos
Bienestar
Presión sobre los recursos naturales
Contaminación del suelo
Agotamiento del agua
Presión sobre los recursos naturales
A
A
A
A
No hay normatividad asociada

GESTIÓN HUMANA
PAOLA ORTEGA YENNY PEREZ
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1 Verificación de requisición de personal
2 Publicación del concurso
3 Revisión de la hoja de vida de los candidatos
4 Realización de pruebas psicotécnicas
7 Análisis de los resultados
8 Informe de evaluación de las competencias
9 Visita domiciliaria
11 Contratación y firmado del contrato.
12 Definición de la matriz de competencias
13 Evaluación de las competencias del personal
14 Análisis de los requisitos y determinación si elpersonal cumple con estos
IMPACTO
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Agotamiento del agua
Presión sobre los recursos naturales
6 Entrevista de selección( Psicóloga, Jefe inmediato, Presidente)
10 Notificación de ingreso a la compañía
PROCESO
ELABORADO PORREVISADA POR
ACTIVIDAD
5 Análisis y verificación de las pruebas psicotécnicas
Legislación Aplicable
TOTA
L
Frecuencia
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Tipo de impacto
ReversibilidadDuración
12
1
1
1
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIAAcción
CRITERIOSensibi
lidad Pública
SIG
NIF
ICA
TIVO
AlcanceSeveridad
0112 311
1 13 0 012
31 1 3
31 1
141 01
1 011 2
1 1 3 3 3 1 131 0
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno3
Ninguno NingunoGestión de disposición adecuada de residuos
sólidos101
Reciclaje de papelería, cartón y
demás residuos aprovechables
Ninguno Ninguno3
Planta de tratamiento de aguas residuales. NingunoNinguno Ninguno Ninguno Ninguno11
Ninguno NingunoNinguno Ninguno Ninguno Ninguno
Reciclaje de
NO SIGNIFICATIVO
NO SIGNIFICATIVO

GESTIÓN HUMANA
PAOLA ORTEGA YENNY PEREZ
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
IMPACTO
PROCESO
ELABORADO PORREVISADA POR
ACTIVIDAD
Legislación Aplicable
TOTA
L
Frecuencia
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Tipo de impacto
ReversibilidadDuración DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIAAcción
CRITERIOSensibi
lidad Pública
SIG
NIF
ICA
TIVO
AlcanceSeveridad
15 Planeación del programa de formación ycapacitación
16 Ejecución del programa de formación ycapacitación
20 Archivado de los documentos
21 Trámite de préstamos para los empleados
22 Trámite de solicitud de subsidio de vivienda
24 Realización de eventos deportivos Contaminación del aire 1 1 3 2 2 1 1 0 2 13 NO SIGNIFICATIVO
25 Realización de eventos lúdicos de bienestar Presión sobre los recursos naturales 1 1 3 1 2 1 1 0 1 11 NO SIGNIFICATIVO
26 Disposición de rutas para el transporte de loscolaboradores
Presión sobre los recursos naturales 1 1 3 3 3 1 1 0 1 14 NO SIGNIFICATIVO
Presión sobre los recursos naturales
Contaminación del suelo
Agotamiento del agua
Presión sobre los recursos naturales
Contaminación del suelo
18 Re entrenamiento y re capacitación al personal que no niveló su competencia
19 Realización de soportes e informes por la capacitación o la formación.
23 Trámite de solicitud de subsidio educativo ( Colaborador e hijos)
17 Evaluación de la efectividad de la capacitación
Ninguno Ninguno Ninguno
1
NingunoGestión de disposición adecuada de residuos
sólidos
10 NO SIGNIFICATIVO0 0
Reciclaje de papelería, cartón y
demás residuos aprovechables
2 1131 1
1
1 1
1 31 3 151 1
3
4
01 11 2
1 1 3 1 2 1 1 0 11
1 1 3 2 3 1 1 0 12
SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
0
NO SIGNIFICATIVO
Ninguno NingunoNinguno Ninguno Ninguno papelería, cartón y demás residuos aprovechables
01
NingunoGestión de disposición adecuada de residuos
sólidosNinguno Ninguno Ninguno Ninguno
Ninguno Ninguno
10
Planta de tratamiento de aguas residuales. Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Ninguno
Ninguno Ninguno

COMPRAS Y PROVEEDORES
PAOLA ORTEGA YEIMY ABRIL
1 Revisión de las requisiciones en el SIPCS
2 Solicitud de Cotizaciones, negociación y definición de orden de compra
3 Aprobación y firmas de la orden de compra
4 Envío de la orden de compra al proveedor por medio de correo electrónico
5 Seguimiento al cumplimiento de tiempos de entrega al proveedor
Decreto 4741 de 2005 art 1,5,9,10,
Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
8 Realización de acciones correctivas, preventivas o de mejora según a evaluar. Decreto 1713 del 2002, Art, 14,15,1
9 Generación Orden de compra y/o requisición para la importación de lo que se requiera. Consumo de energía Presión sobre los recursos naturales A
Decreto 4741 de 2005 art 1,5,9,10,Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992
Decreto 1713 del 2002, Art, 14,15,1
11 Si es exportación de productos, se realiza el envío del listado a despachos para confirmar envío.
12 Realizar y documentar declaraciones de importación y exportación.
13Planear el desarrollo del proveedor por medio de la revisión documental, que incluye: análisis y búsqueda de proveedores y hacer comparativo de la información solicitada.
14 Evaluación del primer servicio o de las primeras muestras del proveedor, Incluye: inscripción, pruebas, selección inicial
15 Evaluación de proveedores críticos.
16 Calificación de desempeño de proveedores críticos.
Decreto 4741 de 2005 art 1,5,9,10,Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,1
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
17 Reuniones de seguimiento a los resultados.
18 Toma de Acciones, y re evaluaciones con respecto a los resultados de la evaluación de los proveedores.
Normal
Generación de residuos Contaminación del suelo A
6 Seguimiento de eficiencia de proveedorescríticos de bienes
7 Análisis del comportamiento de los proveedores al que se le realizó la compra
Normal
NormalCompras al exterior
Evaluación de proveedores
10 Gestión de trámites para importación de equipos, materias primas y repuestos necesarios para las actividades de la compañía.
MATERIAS PRIMAS
Compras nacionales Papelería, tóner
Papelería, tóner
Papelería, tóner
ETAPA ASPECTO
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO PORREVISADA POR
IMPACTO LEGISLACIÓN APLICABLE
Consumo de materia prima
Presión sobre los recursos naturales
Contaminación del suelo
A
Consumo de energía
Consumo de materia prima
Generación de residuos
Consumo de energía
Consumo de materia prima
Generación de residuos
A
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
A
A
A
A
A
No hay normatividad asociada
No hay normatividad asociada
No hay normatividad asociada

Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1 Revisión de las requisiciones en el SIPCS
2 Solicitud de Cotizaciones, negociación y definición de orden de compra
3 Aprobación y firmas de la orden de compra
4 Envío de la orden de compra al proveedor por medio de correo electrónico
5 Seguimiento al cumplimiento de tiempos de entrega al proveedor
8 Realización de acciones correctivas, preventivas o de mejora según a evaluar.
9 Generación Orden de compra y/o requisición para la importación de lo que se requiera.
Presión sobre los recursos naturales 1 1 3 2 3 1 1 0 12 NO SIGNIFICATIVO Ninguno Ninguno Ninguno Reciclaje de residuos
aprovechables Ninguno Ninguno
11 Si es exportación de productos, se realiza el envío del listado a despachos para confirmar envío.
12 Realizar y documentar declaraciones de importación y exportación.
13Planear el desarrollo del proveedor por medio de la revisión documental, que incluye: análisis y búsqueda de proveedores y hacer comparativo de la información solicitada.
14 Evaluación del primer servicio o de las primeras muestras del proveedor, Incluye: inscripción, pruebas, selección inicial
15 Evaluación de proveedores críticos.
16 Calificación de desempeño de proveedores críticos.
PROCESO
ELABORADO PORREVISADA POR
COMPRAS Y PROVEEDORES
PAOLA ORTEGA YEIMY ABRIL
Contaminación del suelo
Contaminación del suelo
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
10Gestión de trámites para importación de equipos, materias primas y repuestos necesarios para las actividades de la compañía.
17 Reuniones de seguimiento a los resultados.
18 Toma de Acciones, y re evaluaciones con respecto a los resultados de la evaluación de los proveedores.
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ACTIVIDAD
6 Seguimiento de eficiencia de proveedorescríticos de bienes
7 Análisis del comportamiento de los proveedores al que se le realizó la compra
IMPACTO
Presión sobre los recursos naturales
Presión sobre los recursos naturales
1
1 1
1
Ninguno Reciclaje de residuos aprovechables Ninguno Ninguno11 NO SIGNIFICATIVO Ninguno Ninguno0 0111 331 1
Reversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIAAcción
CRITERIOSensibi
lidad Pública
SIG
NIF
ICA
TIVO
Alcance Legislación Aplicable
TOTA
L
Frecuencia Severidad DuraciónTipo de impacto
1 1 3 2 3 01
31 1
1 1
1 0
3 1 011 3
1 1 3 1 3 1 1 0 121
3 2 3 1 1 0 12
1 1 3 11 3
31 1 1 3 1 1 0 0 11
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
11
Ninguno NingunoNinguno Ninguno Ninguno Reciclaje de residuos aprovechables11
Ninguno Ninguno Ninguno Reciclaje de residuos aprovechables3 1
NingunoNinguno Ninguno Ninguno Reciclaje de residuos aprovechables
Ninguno Ninguno
0 11
Ninguno NingunoNinguno Ninguno Ninguno Reciclaje de residuos aprovechables
Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Reciclaje de residuos aprovechables
Ninguno Ninguno Ninguno Reciclaje de residuos aprovechables121 0
Ninguno NingunoNinguno Ninguno Ninguno Reciclaje de residuos aprovechables
Ninguno Ninguno

MERCADO Y VENTAS
PAOLA ORTEGA WILLIAM PEÑA
1 Análisis de la información del mercado
2 Análisis de la Información de los clientes
3 Realización del análisis DOFA
4 Definición de objetivos
5 Definición de las necesidades del cliente y tendencias
6 Elaboración del presupuesto anual
7 Realización del plan de mercadeo
8 Ejecución del plan y de presupuesto de mercadeo Decreto 4741 de 2005 art 1,5,9,10,1
9 Realización de encuestas de satisfacción al cliente Reslución 2309 de 1986, Art 14,18,
10Verificación de la ejecución y seguimiento al plan y al presupuesto
de mercadeoDecreto 4741 de 2005 art 32
11 Análisis de los resultados Ley 29 de 1992
12Implementación de acciones de mejora con respecto a los datos
evaluados.Decreto 1713 del 2002, Art, 14,15,1
13 Identificar las necesidades y requisitos del cliente
14 Identificación de oportunidades de nuevos mercados
15 Definición del Programa de ventas (pesos y unidades) anuales, con seguimiento mensual.
16 Planes de acción en los resultados no favorables reflejados en la encuesta de satisfacción del cliente.
17 Ejecución del programa y plan de ventas
18 Implementación de planes de trabajo con elproceso de mercadeo
19 Establecimiento de los criterios del cliente para la solicitud del desarrollo de nuevos productos
20 Realización de planes de acción y necesidades de nuevosproductos
Decreto 4741 de 2005 art 1,5,9,10,1
21 Análisis de rentabilidad de nuevosproductos
Reslución 2309 de 1986, Art 14,18,
22 Análisis de comportamiento del mercado frente al nuevo producto Decreto 4741 de 2005 art 32
23 Análisis de resultados de investigación y desarrollo Ley 29 de 1992
24 Implementación de planes de acción y acción en pro de cumplir los objetivos trazados
Decreto 1713 del 2002, Art, 14,15,1
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Mercadeo
Ventas
A
No hay normatividad asociada
MATERIAS PRIMAS
Generación de residuos
Consumo de materia prima
Consumo de energía
Normal
Normal
Papelería, tóner
Papelería, tóner
Contaminación del suelo
A
No hay normatividad asociada
Consumo de energía
Consumo de materia prima
Generación de residuos
Presión sobre los recursos naturales
Presión sobre los recursos naturales
LEGISLACIÓN APLICABLE ETAPA ASPECTO
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S
Y SOACTIVIDAD
PROCESO
ELABORADO PORREVISADA POR
IMPACTO
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
A
A
A
A

Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
oC
umpl
imie
nto
parc
ial
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
A
dmin
istr
ativ
o
1 Análisis de la información del mercado
2 Análisis de la Información de los clientes
3 Realización del análisis DOFA
4 Definición de objetivos
5 Definición de las necesidades del cliente y tendencias
6 Elaboración del presupuesto anual
7 Realización del plan de mercadeo
8 Ejecución del plan y de presupuesto de mercadeo
9 Realización de encuestas de satisfacción al cliente
10Verificación de la ejecución y seguimiento al plan y al
presupuesto de mercadeo11 Análisis de los resultados
12Implementación de acciones de mejora con respecto a
los datos evaluados.
13 Identificar las necesidades y requisitos del cliente
14 Identificación de oportunidades de nuevos mercados
15 Definición del Programa de ventas (pesos y unidades) anuales, con seguimiento mensual.
16 Planes de acción en los resultados no favorables reflejados en la encuesta de satisfacción del cliente.
17 Ejecución del programa y plan de ventas
18 Implementación de planes de trabajo con elproceso de mercadeo
19 Establecimiento de los criterios del cliente para la solicitud del desarrollo de nuevos productos
20Realización de planes de acción y necesidades de nuevosproductos
21 Análisis de rentabilidad de nuevosproductos
22 Análisis de comportamiento del mercado frente al nuevo producto
23 Análisis de resultados de investigación y desarrollo
24 Implementación de planes de acción y acción en pro de cumplir los objetivos trazados
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO PORREVISADA POR
MERCADO Y VENTAS
PAOLA ORTEGA WILLIAM PEÑA
Reciclaje de residuos aprovechables
ACTIVIDAD IMPACTO
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
Ninguno
Ninguno Gestión de disposición adecuada de residuos
12
11
Ninguno
Ninguno
Ninguno Ninguno
Ninguno
0 10 NO SIGNIFICATIVO
Ninguno Ninguno Ninguno Ninguno
Ninguno1 0
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
2 111 1 3
1 1
Reversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIALegislación Aplicable
TOTA
L
Frecuencia Severidad
3
Acción
CRITERIOSensibi
lidad Pública
SIG
NIF
ICA
TIVO
AlcanceDuraciónTipo de impacto
1 1
12 3
1 2 1 1 0
1
11 2 0 10
12
1 0
0
11
1 1
3
3
3 011 1 13
Ninguno Ninguno
Ninguno NingunoNO SIGNIFICATIVO
Ninguno Ninguno Ninguno
2
Ninguno Ninguno Reciclaje de residuos aprovechables
Ninguno Ninguno Ninguno Ninguno
Ninguno
131 1 2 11
Gestión de disposición adecuada de residuos
Ninguno Ninguno Ninguno Ninguno
NingunoNinguno
1
10

ASISTENCIA TÉCNICA
PAOLA ORTEGA REINA ALAYON
1 Recepción de los reclamos del cliente. Normal
2Registro del reclamo realizado en el SIPICS, especificando la información descrita por los clientes
Normal
3En caso de ser un servicio técnico, se especifica el enfoque de la asistencia técnica
Normal
4Recepción de las muestras necesarias del producto, así como también datos e información que permitan conocer las causas del reclamo.
Normal
5Envío de muestras con objeto de reclamo al laboratorio de conformidad, para que se le realicen las pruebas correspondientes
Normal
6 Análisis de los resultados provenientes del laboratorio Normal
7Determinación de las acciones a seguir, que incluye legalización
del reclamo y el tipo de solución y respuestaNormal
Normal Decreto 4741 de 2005 art 1,5,9,10,
Reslución 2309 de 1986, Art 14,18,Normal Decreto 4741 de 2005 art 32
Ley 29 de 1992
10 Documentación de la respuesta del reclamo NormalDecreto 1713 del 2002, Art, 14,15,1
11 Capacitación del personal en acciones correctivas A normal
12 Evaluación y análisis de la capacitación realizada A normal
13 Programación de visitas Gestión de obra. Normal
14 Realización de visitas Gestión de obra. Normal
15 Seguimiento visitas de gestión. Normal
Normal Decreto 4741 de 2005 art 1,5,9,10,
Reslución 2309 de 1986, Art 14,18,
Decreto 4741 de 2005 art 32
Ley 29 de 1992Normal Decreto 1713 del 2002, Art, 14,15,1
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
A
A
A
No hay normatividad asociada
No hay normatividad asociada
MATERIAS PRIMAS LEGISLACIÓN APLICABLE ETAPA ASPECTO
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S Y
SO
ACTIVIDAD
PROCESO
ELABORADO PORREVISADA POR
IMPACTO
A
A
Consumo de energía
A
8
Presión sobre los recursos Naturales
Contaminación del suelo
Consumo de energía
Consumo de materia prima
Presión sobre los recursos Naturales
Presión sobre los recursos Naturales
Contaminación del suelo
Presión sobre los recursos Naturales
Generación de residuos9Envío de la respuesta del reclamo al distribuidor o al mayorista que solicitó el servicio vía coreo electrónico
16 Análisis al seguimiento a visitas de gestión de obra
17 Toma de acciones con respecto al seguimiento de la gestión de obra
Reclamos
Visitas Gestión de obra
Papelería, tóner
Consumo de materia prima
Generación de residuos
Papelería, tóner
Aprobación de las acciones propuestas a seguir dentro del módulo SIPICS

Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcia
l
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1 Recepción de los reclamos del cliente.
2Registro del reclamo realizado en el SIPICS, especificando la información descrita por los
3En caso de ser un servicio técnico, se especifica el enfoque de la asistencia técnica
4Recepción de las muestras necesarias del producto, así como también datos e información que permitan conocer las causas del reclamo
5Envío de muestras con objeto de reclamo al laboratorio de conformidad, para que se le
li l b di t6 Análisis de los resultados provenientes del
laboratorio
7Determinación de las acciones a seguir, que incluye legalización del reclamo y el tipo de solución y respuesta
10 Documentación de la respuesta del reclamo
11 Capacitación del personal en acciones correctivas
12 Evaluación y análisis de la capacitación realizada
13 Programación de visitas Gestión de obra.
14 Realización de visitas Gestión de obra.
15 Seguimiento visitas de gestión.
Contaminación del suelo
PROCESO
ELABORADO PORREVISADA POR
ASISTENCIA TÉCNICA
PAOLA ORTEGA REINA ALAYON
16 Análisis al seguimiento a visitas de gestión de obra
17 Toma de acciones con respecto al seguimiento de la gestión de obra
IMPACTO
Presión sobre los recursos Naturales
Presión sobre los recursos Naturales
Contaminación del suelo
Presión sobre los recursos Naturales
Presión sobre los recursos Naturales
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
ACTIVIDAD
8Aprobación de las acciones propuestas a seguir dentro del módulo SIPICS
9Envío de la respuesta del reclamo al distribuidor o al mayorista que solicitó el servicio vía coreo electrónico
Ninguno
Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno
Ninguno
Ninguno Ninguno Ninguno Reciclaje de residuos aprovechables Ninguno Ninguno
Ninguno1
Ninguno
Ninguno NingunoNinguno Ninguno Ninguno Ninguno
Ninguno
Ninguno Ninguno
Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
Reciclaje de residuos aprovechables
Ninguno Ninguno Ninguno Ninguno
1 0 0 12123 31 1
Reversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIALegislación Aplicable
TOTA
L
11
NO SIGNIFICATIVO
Acción
CRITERIOSensibi
lidad Pública
SIG
NIF
ICA
TIVO
AlcanceFrecuencia Severidad DuraciónTipo de impacto
2 1 011
12
1 1 3
1 03 13 2
0 12
1 1
2 1 013
11
1 1 3
1 02 13 1
12
1 1
012 3 131 1
1

TECNOLOGÍA DE LA INFORMACIÓN
PAOLA ORTEGA JAVIER RIVEROS
1 Análisis, diseño y desarrollo de los sistemas informáticos.
2 Supervisión de los servicios informáticos externos.
3Administración y aseguramiento de la disponibilidad de las redes, comunicación y SIPICS
4 Mantener la seguridad de la red informática
5Mantenimiento preventivo y correctivo al Hardware y Software dentro de la organización.
6Recepción de fallas de hardware en servidores, PC ,impresoras y
demás aparatos electrónicos
7Realizar soporte técnico a los colaboradores por medio telefónico,
correo electrónico, lync o presencial atendiendo sus solicitudes
8Instalación de aplicaciones desarrolladas o necesarias a el equipo
nuevo o reparado, según las necesidades de cada colaborador
9 Cambio de equipo obsoleto e instalación del nuevo
10 Capacitaciones en adopción en tecnología
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S
Y SOACTIVIDAD
PROCESO
ELABORADO PORREVISADA POR
IMPACTOASPECTO
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
LEGISLACIÓN APLICABLE MATERIAS PRIMASETAPA
Consultar Normatividad
Consumo de energía
Consultar Normatividad
Consultar Normatividad
Unidad de desarrollo Normal
Soporte Normal
Consumo de materias primas
Papeleria, silicona, tóner.
Generación de residuos
Papelería, silicona, tóner.
Presión sobre los recursos naturales A
Presión sobre los recursos naturales A
Contaminación del suelo A

Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
o le
gisl
ació
nN
o ex
iste
1 Análisis, diseño y desarrollo de los sistemas informáticos.
2Supervisión de los servicios informáticos externos.
3Administración y aseguramiento de la disponibilidad de las redes, comunicación y
4 Mantener la seguridad de la red informática
5Mantenimiento preventivo y correctivo al Hardware y Software dentro de la
i ió
6Recepción de fallas de hardware en servidores, PC ,impresoras y demás aparatos electrónicos
7Realizar soporte técnico a los colaboradores
por medio telefónico, correo electrónico,
lync o presencial atendiendo sus solicitudes
8Instalación de aplicaciones desarrolladas o
necesarias a el equipo nuevo o reparado,
según las necesidades de cada colaborador
9 Cambio de equipo obsoleto e instalación del nuevo
10 Capacitaciones en adopción en tecnología
TECNOLOGÍA DE LA INFORMACIÓN
PAOLA ORTEGA JAVIER RIVEROS
ACTIVIDAD IMPACTO
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMPROCESO
ELABORADO PORREVISADA POR
1 3 1
1
2 1 1 0
3 13 1
DuraciónTipo de impacto Acción
CRITERIOSensibi
lidad Pública
SIG
NIF
ICA
TIVO
AlcanceFrecuencia Severidad Reversibilidad
Legislación
Aplicable
TOTA
L
11
1 0 11
10
12 2
0
1
3
NO SIGNIFICATIVO
NO SIGNIFICATIVO
1
1 1
NO SIGNIFICATIVO1

SEGURIDAD Y SALUD EN EL TRABAJO
PAOLA ORTEGA MARIO GUIO
1Descripción de las condiciones laborales y ambientales en que se
encuentra un trabajador, un grupo de trabajadores en una sección o
área determinada
2Es la determinación del lugar u oficio en donde se efectúa el panorama de factores de riesgo.
3Identificación de los riesgos que existen en el lugar de trabajo con respecto a los posibles factores de riesgo existentes.
4 Investigación de accidentes ocurridos en la planta
5 Clasificación de los riesgos encontrados.6 Documentación de los riesgos
7 Programación del horario para entrega de elementos de protección personal y dotación Consumo de materia prima Presión de los recursos
naturales A
Decreto 4741 de 2005 art 1,5,9,10,13 y Reslución 2309 de 1986, Art 14,18,19,2Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,16,17
9 Recepción de doctacion y EPP dañados y contaminados Decreto 4741 de 2005 art 1,5,9,10,13 y 10 Cambio de EPP y dotación al trabajador Reslución 2309 de 1986, Art 14,18,19,2
11 Documentación de los EPP y dotación recibida y entregadaDecreto 4741 de 2005 art 32
12Calcificación para la disposición de los elementos según EPP si
corresponden al área de cromado, y del resto de la organización Ley 29 de 1992
13Clasificación de la dotación contaminada( Botas, busos, chaquetas
y overoles) Decreto 1713 del 2002, Art, 14,15,16,17
14 Primeros auxilios al trabajador Consumo de agua Agotamiento del aguaLey 373 de 1997, Art 1,2
A
15 Valoración del paciente Consumo de energía Presión de los recursos naturales A
16 Curación de cortadas, heridas leves Consumo de materia prima Presión de los recursos naturales No hay notmatividad asociada A
Decreto 2676 200 art 8Decreto 1669 de 2002 art 3,7Decreto 4126 de 2005 art 1 y 2Resolución 1164 de 2002 art 1y 2
18 Preparación del tema a capacitar
19 Capacitación en seguridad20 Evaluación de las charlas realizadas de seguridad21 Documentación de los resultados22 Valoración del paciente Decreto 2676 200 art 8
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Normal
Normal
Consumo de energía
Consumo de materia prima
Papelería, tóner Normal
A
A
Contaminación del suelo A
Presión de los recursos naturales A
Realización de charlas de seguridad
OFI
CIN
A D
E SA
LUD
Y S
EGU
RID
AD
OC
UPA
CIO
NA
L
Papelería
Gasa, jeringas
Identificación de riesgos
Cambio de EPP y dotación
8
Entrega de Elementos de Protección Personal
(EPP) y Dotación Documentación de los elementos entregados al trabajador
Normal
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S
Y SOACTIVIDAD
PROCESO
ELABORADO PORREVISADA POR
ASPECTO
Presión de los recursos naturales
LEGISLACIÓN APLICABLE IMPACTO
No hay notmatividad asociada
No hay normatividad asociada
Generación de residuos
Generación de residuos
Consumo de materia prima
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
MATERIAS PRIMAS
Consumo de energía
Contaminación del suelo
Presión de los recursos naturales A
Presión de los recursos naturales A
ETAPA
Papelería, Tóner
Generación de residuos Contaminación del suelo A
17 A
Atención inicial al paciente
Receta de medicamentos iniciales según patología del trabajador Generación de residuos hospitalarios Contaminación del suelo
Normal
No hay notmatividad asociada

SEGURIDAD Y SALUD EN EL TRABAJO
PAOLA ORTEGA MARIO GUIO
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S
Y SOACTIVIDAD
PROCESO
ELABORADO PORREVISADA POR
ASPECTO LEGISLACIÓN APLICABLE IMPACTO
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
MATERIAS PRIMASETAPA
23 Diagnóstico al paciente Decreto 1669 de 2002 art 3,724 Prevención de caries dental Decreto 4126 de 2005 art 1 y 225 Prevención de enfermedades periodontal Resolución 1164 de 2002 art 1y 226 Prevención de malocusiones27 Prevención de los traumatismos dentales28 Valoración del paciente29 Identificación de las lesiones de los tejidos duros del diente30 Correción de caries31 Tratamiento de las lesiones 32 Blanqueamiento de dientes33 Valoración del paciente34 Tratamiento de conductos35 Tratamiento de canal36 Extracción de dientes37 Tratamiento para la endodoncia 38 Limpieza de camilla39 Limpieza del polvo en muros40 Limpieza de muebles y enseres41 Trapeado y desinfectado de los pisos
42 Limpieza y desinfección de la friferia, lavamanos, espejos e inodoroDecreto 2676 200 art 8
43 Limpieza de contenedores reutilizables de materiales dentalesDecreto 1669 de 2002 art 3,7
44 Decreto 4126 de 2005 art 1 y 2
45 Esterilización de instrumental de odontología que entran en contacto con membranas mucosas intactas o las atraviesan
Resolución 1164 de 2002 art 1y 2
46 Valoración del paciente
47 Curaciones de heridas: heridas infectadas, erosiones y contusiones
48 Aplicación de inyectabless intramusculares
49 Control de funciones vitales principales Presión arterial y temperatura
50 Controles de peso, talla, perimetro abdominal y cálculo del índice de masa corporal
Decreto 2676 200 art 8
Decreto 1669 de 2002 art 3,752 Emisión de incapacidades médicas Decreto 4126 de 2005 art 1 y 2
53 Primeros auxilios al trabajadorResolución 1164 de 2002 art 1y 2
54 Seguimiento al paciente55 Generación de historia clinica56 Lectura y evaluación de exámenes médicos
Cirugia
Prevención
Operatoria Normal
Normal
Generación de residuos hospitalarios
Algodón, cepillos y copas, cubetas plásticas,
eyectores de salida
Resinas, algodón, fresas, bandad metálicas, lijas metálicas y plásticas,
aplicadores, separadores de lengua, eyectores de
salida, papel articular
Algodón, gasa, agujas, jeringa, cárbolas de anestecia metálica y
plástica.
Normal
Consumo de aire
Balletillas, jabón multiusos
Consumo de materia prima
Generación de residuos hospitalarios
CONSULTORIO MÉDICO Normal
algodón, gasas, vendas, jeringas, , cotonetes o
aplicadores, papel higiénico, parches, curitas, micropore, cinta adhesiva,
guantes, sabanasdesechables, alcochol,
isodine, jabón quirúrgico,
Consumo de agua
Consumo de energía
Limpieza y Esterilización Normal
CO
NSU
LTO
RIO
DE
OD
ON
TOLO
GÍA
Consumo de agua
Consumo de energía
Agotamiento del agua A
Contaminación del suelo A
Presión de los recursos naturales A
Presión de los recursos naturales A
Presión de los recursos naturales A
Contaminación del suelo A
A
A
Presión de los recursos naturales A
Agotamiento del agua A
Ley 373 de 1997, Art 1,2
No hay normatividad asociada
No hay normatividad asociada
Ley 373 de 1997, Art 1,2
51 Dispensación y administración de medicamentos según indicación médica
Generación de residuos hopitalarios y otros Contaminación del suelo

RIDAD Y SALUD EN EL TRABAJO
PAOLA ORTEGA MARIO GUIO
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
oC
umpl
imie
nto
parc
ial
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
A
dmin
istr
ativ
o
1Descripción de las condiciones laborales y ambientales en que se encuentra un trabajador, un grupo de trabajadores en una sección o área determinada
2Es la determinación del lugar u oficio en donde se efectúa el panorama de factores de riesgo.
3Identificación de los riesgos que existen en el lugar de trabajo con respecto a los posibles factores de
4 Investigación de accidentes ocurridos en la planta
5 Clasificación de los riesgos encontrados.6 Documentación de los riesgos
7 Programación del horario para entrega de elementos de protección personal y dotación
Presión de los recursos naturales 1 1 3 1 2 1 1 0 10 NO SIGNIFICATIVO
9 Recepción de doctacion y EPP dañados y
10 Cambio de EPP y dotación al trabajador
11 Documentación de los EPP y dotación recibida y entregada
12Calcificación para la disposición de los elementos según EPP si corresponden al área de cromado, y del resto de la organización
13Clasificación de la dotación contaminada( Botas,
busos, chaquetas y overoles)
14 Primeros auxilios al trabajador Agotamiento del agua 1 1 3 1 2 1 1 0 2 12 NO SIGNIFICATIVO
15 Valoración del paciente Presión de los recursos naturales 1 1 3 1 3 1 1 0 11 NO SIGNIFICATIVO
16 Curación de cortadas, heridas leves Presión de los recursos naturales 1 1 3 1 2 1 1 0 1 11 NO SIGNIFICATIVO
18 Preparación del tema a capacitar
19 Capacitación en seguridad20 Evaluación de las charlas realizadas de seguridad21 Documentación de los resultados22 Valoración del paciente
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO PORREVISADA POR
Presión de los recursos naturales
Presión de los recursos naturales
IMPACTO
Presión de los recursos naturales
Contaminación del suelo
Presión de los recursos naturales
Contaminación del suelo
Contaminación del suelo
ACTIVIDAD
8 Documentación de los elementos entregados al trabajador
17 Receta de medicamentos iniciales según patología del trabajador
NO SIGNIFICATIVO
1
1
1
1
Ninguno Ninguno Ninguno
12
10
Gestión de disposición adeuada de residuos
Ninguno Ninguno
Ninguno Ninguno
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
Ninguno
34 1
1 1
11
2 12 11
1 1
0
12 2 1 1 0
0
0 11
12
NO SIGNIFICATIVO1Ninguno Ninguno Ninguno Ninguno Gestión de disposición
adeuada de residuos
10
14
Ninguno
24 3
Tipo de impacto
1 1
Acción
CRITERIOSensibi
lidad Pública
SIG
NIF
ICA
TIVO
AlcanceFrecuencia Severidad Duración Reversibilidad
0
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIALegislación Aplicable
TOTA
L
1
1 1
Ninguno Ninguno
1 1 1 33
Gestión de disposición adeuada de residuos
2 03
1
2 11
1
1
1
1
24 3 131 0 01 NO SIGNIFICATIVO
Ninguno Ninguno Ninguno Ninguno
1
Ninguno Gestión de disposición adeuada de residuos
1 1 3Contaminación del suelo 3 132 1 1 0
Ninguno
Plan de gestión integral de residuos
Hospitalarios (PGIRH)
Gestión de disposición adeuada de residuos
NO SIGNIFICATIVO
Ninguno Ninguno Ninguno
1

RIDAD Y SALUD EN EL TRABAJO
PAOLA ORTEGA MARIO GUIO
Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
oC
umpl
imie
nto
parc
ial
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
A
dmin
istr
ativ
o
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO PORREVISADA POR
IMPACTOACTIVIDAD
Tipo de impacto Acción
CRITERIOSensibi
lidad Pública
SIG
NIF
ICA
TIVO
AlcanceFrecuencia Severidad Duración Reversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIALegislación Aplicable
TOTA
L
23 Diagnóstico al paciente24 Prevención de caries dental25 Prevención de enfermedades periodontal26 Prevención de malocusiones27 Prevención de los traumatismos dentales28 Valoración del paciente29 Identificación de las lesiones de los tejidos duros de30 Correción de caries31 Tratamiento de las lesiones 32 Blanqueamiento de dientes33 Valoración del paciente34 Tratamiento de conductos35 Tratamiento de canal36 Extracción de dientes37 Tratamiento para la endodoncia 38 Limpieza de camilla39 Limpieza del polvo en muros40 Limpieza de muebles y enseres41 Trapeado y desinfectado de los pisos
42 Limpieza y desinfección de la friferia, lavamanos, espejos e inodoro
43 Limpieza de contenedores reutilizables de materiales dentales
44
45Esterilización de instrumental de odontología que entran en contacto con membranas mucosas intactas o las atraviesan
46 Valoración del paciente
47 Curaciones de heridas: heridas infectadas, erosiones y contusiones
48 Aplicación de inyectabless intramusculares
49 Control de funciones vitales principales Presión arterial y temperatura
50 Controles de peso, talla, perimetro abdominal y cálculo del índice de masa corporal
52 Emisión de incapacidades médicas
53 Primeros auxilios al trabajador
54 Seguimiento al paciente55 Generación de historia clinica56 Lectura y evaluación de exámenes médicos
Presión de los recursos naturales
Agotamiento del agua
Contaminación del suelo
Contaminación del suelo
Agotamiento del agua
Presión de los recursos naturales
Presión de los recursos naturales
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
2 24
51 Dispensación y administración de medicamentos según indicación médica
Presión de los recursos naturales
Contaminación del suelo
1 1
1 1
1 1 0 13
4 1 2 1 1 0 2 13
1 1 4 1 3 1 1 0 12
1 1 4 1 2 1 1 0 12
1 1 4 2 3 1 1 0 14
1 1 4 2 2 1 1 0 13
1 1 4 1 3 1 1 0 12
1 1 4 1 2 13
1 1
11 20
2
4
24 1
1 2 1
131 0
1 0 12
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno
Ninguno
Plan de gestión integral de residuos
Hospitalarios (PGIRH)
Ninguno Ninguno Ninguno Ninguno
Gestión de disposición adecuada de residuos
Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Ninguno
Ninguno Ninguno
Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Plan de gestión integral de residuos
Hospitalarios (PGIRH)
Gestión de disposición adecuada de residuos
Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Ninguno
1
1
1
1
1
11 1

CRÉDITO Y CARTERA
PAOLA ORTEGA HECTOR GONZALES
1 Identificar las necesidades financieras de acuerdo al tipo de cliente Consumo de energía
2 Verificación de la existencia del cliente Consumo de materia prima
Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,1
4 Recepción de solicitudes de crédito
5Establecimiento de los criterios para el tramite de solicitudes referentes a crédito
6Análisis documental del cumplimiento de los criterios establecidos para tramite de solicitudes.
7 Recepción y análisis de las planillas de recaudo.
Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,1
10 Clasificación tipos de notas y asignar responsable
11Validación de datos y registros soporte
de acuerdo al tipo de nota.
12Registro de la nota la cliente mediante el
SIPICS.13 Aprobación física a cada nota
Decreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,1
15 Registro de datos para el cálculo de nómina de los empleados Consumo de energía
16 Elaborar el reporte previo de la nómina
17 Deposición de la nómina en la cuenta de los empleadosDecreto 4741 de 2005 art 1,5,9,10,1Reslución 2309 de 1986, Art 14,18,Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,1
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
18
Nómina normal
Generación de residuos. Contaminación del suelo AEntrega del desprendible de pago por medio correo electrónico, o físico.
Consumo de materia prima
8 Verificar y asignar el cupo aprobado.
14
Notas débito/crédito
Enviar nota al cliente y realizar seguimiento de recepción.
Asignación de cupos crédito
normal Papelería, tóner
Creación de nuevos Clientes al sistema Generación de residuos.
Papelería, tóner
Contaminación del suelo
normal
A
Presión sobre los recursos naturales
Consumo de materia prima
A
A
A
normal Papelería, tóner
9Seguimiento cumplimiento por parte del Cliente y rotación del cupo
asignado.
Consumo de energía
Consumo de materia prima
Generación de residuos
A
Papelería, tóner
A
Presión sobre los recursos naturales
Contaminación del suelo
Generación de residuos Contaminación del suelo
Consumo de energía
Presión sobre los recursos naturales A
AM
BIE
NTA
L:A
/ O
CU
PAC
ION
AL:
S
Y SOACTIVIDAD
PROCESO
ELABORADO PORREVISADA POR
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
Presión sobre los recursos naturalesCreación de
nuevos clientes en el sistema
3
LEGISLACIÓN APLICABLE MATERIAS PRIMAS IMPACTOETAPA ASPECTO

Posi
tivo
Neg
ativ
o
Dire
cta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás tu
rnos
Muy
Alta
Med
ia
Mod
erad
a
Baj
a
Perm
anen
te
Inte
rmite
nte
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irrev
ersi
ble
Si No
Cum
plim
ient
oC
umpl
imie
nto
parc
ial
No
cum
ple
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
A
dmin
istr
ativ
o
1 Identificar las necesidades financieras de acuerdo al tipo de cliente
2 Verificación de la existencia del cliente
4 Recepción de solicitudes de crédito
5Establecimiento de los criterios para el tramite de solicitudes referentes a crédito
6Análisis documental del cumplimiento de los criterios establecidos para tramite de solicitudes
7 Recepción y análisis de las planillas de recaudo
10Clasificación tipos de notas y asignar
responsable
11Validación de datos y registros soporte
de acuerdo al tipo de nota.
12Registro de la nota la cliente mediante el
SIPICS.13 Aprobación física a cada nota
15 Registro de datos para el cálculo de nómina de los empleados
16 Elaborar el reporte previo de la nómina
17 Deposición de la nómina en la cuenta de los empleados
Contaminación del suelo
PROCESO
ELABORADO PORREVISADA POR
PAOLA ORTEGA HECTOR GONZALES
CRÉDITO Y CARTERA MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Seguimiento cumplimiento por parte del
Cliente y rotación del cupo asignado.
14Enviar nota al cliente y realizar seguimiento de recepción.
18 Entrega del desprendible de pago por medio correo electrónico, o físico.
IMPACTO
Presión sobre los recursos naturales
Contaminación del suelo
Presión sobre los recursos naturales
Contaminación del suelo
ACTIVIDAD
3 Creación de nuevos Clientes al sistema
8 Verificar y asignar el cupo aprobado.
9
Ninguno Ninguno
NO SIGNIFICATIVO
Ninguno Ninguno NingunoReciclaje de
residuos aprovechables
Ninguno
Ninguno Ninguno NingunoReciclaje de
residuos aprovechables
Ninguno Ninguno
Ninguno NingunoReciclaje de
residuos aprovechables
0 0
Ninguno
10 NO SIGNIFICATIVO
Ninguno
1 11 23
0 0 10
1 1
1 11 21 3
Presión sobre los recursos naturales
Contaminación del suelo
10 NO SIGNIFICATIVO1 0 02 111 1
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
3 2
12
1 01
12
1 1 0
1 012 3
1
1 3
3
1
1
1 1
Reciclaje de residuos
aprovechables
1 011
Ninguno Ninguno
0 12
Ninguno Ninguno
12
Ninguno
111 1 3Presión sobre los recursos naturales
3
3
3 2 3 1
Duración
2 3
Acción
CRITERIOSensibi
lidad Pública
SIG
NIF
ICA
TIVO
Legislación Aplicable
TOTA
L
Frecuencia SeveridadTipo de impacto
1
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRIA
0 102
ReversibilidadAlcance
1
NO SIGNIFICATIVO

SERVICIOS GENERALES
PAOLA ORTEGA
REINA ALAYON
1 Preparación de bebidas calientes y frías para refrigerios Consumo de energíaPresión sobre los recursos
naturalesA
2 Preparación de alimentos Generación de residuos Contaminación del suelo No hay normatividad asociadaA
3 Aseo de instrumentos de cocina( losa, cubiertos, ollas, entre otros) Consumo de agua Agotamiento del aguaLey 373 de 1997, Art 1,2 A
4 Calentamiento de almuerzos en microondas y horno
5 Limpieza y aseo de cafetería y casinos
6 Lavado de implementos de aseo ( traperos, limpiones, bayetillas, entre otros) Consumo de agua Agotamiento del aguaLey 373 de 1997, Art 1,2 A
7 Aseo de escritorios y pisos Consumo de energíaPresión sobre los recursos
naturales A
8 Aseo de ventanas Generación de residuos Contaminación del suelo No hay normatividad asociada A
Generación de residuos Contaminación del suelo No hay normatividad asociadaA
Consumo de energíaPresión sobre los recursos
naturalesA
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143Resolución 1207 de 2007, Art 6,7
Consumo de gas propanoPresión sobre los recursos
naturales A
Resolución 1207 de 2007, Art 4,6,7
Decreto 1541 de 1978, Art 143
Ley 373 de 1997, Art 1,2 y 5
11 Abono de plantas Consumo de agua Agotamiento del aguaLey 373 de 1997, Art 1,2 A
12 Riego con aspersores Consumo de energíaPresión sobre los recursos
naturalesA
13 Mantenimiento de espacios verdes Generación de residuos Contaminación del suelo No hay normatividad asociada
14 Cultivo de plantas
15 Mantenimiento de fuentes
Consumo de airePresión sobre los recursos
naturalesNo hay normatividad asociada
A
Consumo de energíaPresión sobre los recursos
naturales A
Consumo de agua Agotamiento del aguaLey 373 de 1997, Art 1,2 A
Consumo de materia primaPresión sobre los recursos
naturalesNo hay normatividad asociada
A
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
A
No hay normatividad asociada
Consumo de materia prima, consumo de gas propano
Presión sobre los recursos naturales
No hay normatividad asociada
A
Disposición de heces
Uso de baños Uso de baños y duchas 10
Contaminación del agua A
Consumo de agua Agotamiento del agua A
Consumo de productos químicos
AM
BIEN
TAL:A / O
CUPA
CIO
NAL: S Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
IMPACTOETAPA ASPECTO
CONDIC
IÓN O
PERACIÓ
N
Nor
mal = R
utinar
ia
Ano
rmal = N
o Rut
inar
ia
Emer
genc
ia
MATERIAS PRIMAS LEGISLACIÓN APLICABLE
Actividades de limpieza y aseo
Normal
Productos de aseo( Jabones, detergentes, desinfectantes, entre
otros), agua
Normal Actividades de
jardinería Agua, abono
16Lavado de carros Agua, productos de aseoUso de la hidolavadora
Productos de aseo, agua, alimentos, guantes
Normal Agua, papel higiénico, toallas de papel, jabón
Aseo y limpieza de baños en la organización
Presión sobre los recursos naturales
A
Cafetería, casinos y cocina de presidencia
Normal
Consumo de materia prima
9Presión sobre los recursos
naturalesNo hay normatividad asociada

Positivo
Neg
ativo
Direc
ta
Indire
cta
Men
sual
Seman
al
Un tu
rno al día
Dos
o m
ás tur
nos
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmiten
te
Espo
rádico
No ha
ocu
rrido
Loca
l
Zona
l
Globa
l
Rev
ersible
Irre
versible
Si No
Cum
plim
ient
o
Cum
plim
ient
o pa
rcial
No cu
mple
Elim
inar
Red
ucir
Reu
sar
Rec
iclar
Con
trol de In
genier
ía
Con
trol A
dministrat
ivo
1 Preparación de bebidas calientes y frías para refrigerios Presión sobre los recursos naturales 1 2 4 2 2 1 1 0 13 NO SIGNIFICATIVO
2 Preparación de alimentos Contaminación del suelo1 2 4 1 2 1 1 0 1
13 NO SIGNIFICATIVO
3 Aseo de instrumentos de cocina( losa, cubiertos, ollas, entre otros) Agotamiento del agua1 2 3 2 2 1 1 0 2
14 NO SIGNIFICATIVO
4 Calentamiento de almuerzos en microondas y horno
5 Limpieza y aseo de cafetería y casinos
6Lavado de implementos de aseo ( traperos, limpiones, bayetillas, entre
otros)Agotamiento del agua
1 2 4 1 2 1 1 0 214 NO SIGNIFICATIVO
7 Aseo de escritorios y pisos Presión sobre los recursos naturales1 2 4 1 3 1 1 0
13 NO SIGNIFICATIVO
8 Aseo de ventanas Contaminación del suelo 1 2 4 2 2 1 1 0 1 14 NO SIGNIFICATIVO
Contaminación del suelo 1 2 4 2 2 1 1 0 1
14 NO SIGNIFICATIVO
Presión sobre los recursos naturales 1 2 4 1 2 1 1 0 12 NO SIGNIFICATIVO
Presión sobre los recursos naturales1 2 4 2 2 1 1 0
13 NO SIGNIFICATIVO
11 Abono de plantas Agotamiento del agua1 2 3 1 2 1 1 0 2
13 NO SIGNIFICATIVO
12 Riego con aspersores Presión sobre los recursos naturales 1 2 2 1 2 1 1 0 10 NO SIGNIFICATIVO
13 Mantenimiento de espacios verdes Contaminación del suelo 1 2 2 1 1 1 1 0 1 10 NO SIGNIFICATIVO
14 Cultivo de plantas
15 Mantenimiento de fuentes
Presión sobre los recursos naturales1 2 2 1 1 1 1 0 1
10 NO SIGNIFICATIVO
Presión sobre los recursos naturales1 2 2 1 1 1 1 0
9 NO SIGNIFICATIVO
Agotamiento del agua1 2 2 1 1 1 1 0 2
11 NO SIGNIFICATIVO
Presión sobre los recursos naturales1 2 2 1 1 1 1 0 1
10 NO SIGNIFICATIVO
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
SERVICIOS GENERALES
PAOLA ORTEGA
REINA ALAYON
IMPACTO
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Agotamiento del agua
Contaminación del agua
Presión sobre los recursos naturales
9 Aseo y limpieza de baños en la organización
10 Uso de baños
16 Uso de la hidolavadora
0 NO SIGNIFICATIVO1 131 11 24
13 NO SIGNIFICATIVO
Agua tratada en la PTAR, es utilizada en los inodoros en toda la
organización.
Gestión de disposición adecuada de residuos
1 2
1 0 12 14 11 2
1 14 NO SIGNIFICATIVO1 02 14 21 2
0 1 151 12 32 41
Acción
CRITERIO
Sensibilidad
Pública
SIGNIFIC
ATIVO
ACTIVIDAD
Reversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI ALegislación Aplicable
TOTA
L
AlcanceFrecuencia SeveridadTipo de impacto
Duración
1 2 2 1 11 0 1011
Gestión de disposición adecuada de residuos
Ninguno
NO SIGNIFICATIVO
Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno
SIGNIFICATIVO
Ninguno Ninguno
Ninguno NingunoGestión de disposición adecuada de residuos
Ninguno Ninguno Ninguno Ninguno Ninguno
Ninguno NingunoGestión de disposición adecuada de residuos
Gestión de disposición adecuada de residuos
Ninguno Ninguno Ninguno Ninguno
Ninguno Ninguno

INNOVACIÓN Y DESARROLLO
PAOLA ORTEGA
REINA ALAYON
1 Identificar necesidad de desarrollo
2 Realizar requisición con los requisitos de desarrollo
3 Diseñar plano de producto
4 Diseñar maquinaria y/o herramentales
5 Desarrollo del producto, maquinaria y/o herramnetal
6 Con base a las pruebas realizadas por conformidad, se realiza el lote piloto
7Con base a las pruebas realizadas por conformidad, se realiza acciones
correctivas al diseño Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32
Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,16,17,44
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
Generación de residuos
Presión sobre los recursos naturales
A
Contaminación del suelo A
Presión sobre los recursos naturales
AINNOVACIÓN Y DESARROLLO
Normal
Consumo de energía
Consumo de materia prima
MATERIAS PRIMAS LEGISLACIÓN APLICABLE IMPACTOETAPA ASPECTO
CONDICIÓ
N O
PERACIÓ
N
Normal = Rutinaria
Ano
rmal = N
o Rutinaria
Emerge
ncia
AMBIEN
TAL:A / O
CUPA
CIO
NAL: S Y SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
Comunicación a partes interesadas.
Papeleria, tonerNo hay normativida asociada
8 Entrega a producción
9

Positivo
Neg
ativo
Directa
Indirecta
Men
sual
Seman
al
Un turno al día
Dos o m
ás turno
s
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Interm
iten
te
Espo
rádico
No ha
ocu
rrido
Loca
l
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plim
iento
Cum
plim
iento pa
rcial
No cu
mple
Elim
inar
Red
ucir
Reu
sar
Reciclar
Con
trol de Inge
niería
Con
trol Adm
inistrativo
1 Identificar necesidad de desarrollo
2 Realizar requisición con los requisitos de desarrollo
3 Diseñar plano de producto
4 Diseñar maquinaria y/o herramentales
5 Desarrollo del producto, maquinaria y/o herramnetal
6Con base a las pruebas realizadas por conformidad, se
realiza el lote piloto
7Con base a las pruebas realizadas por conformidad, se
realiza acciones correctivas al diseño
REINA ALAYON
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
INNOVACIÓN Y DESARROLLO
PAOLA ORTEGA
Reciclaje de residuos aprovechabkes
Ninguno Ninguno Ninguno
ACTIVIDAD
8 Entrega a producción
9 Comunicación a partes interesadas.
NO SIGNIFICATIVO
NO SIGNIFICATIVO
10
1
1
1
1 Gestión de disposición adecuada de residos
Ninguno
1 2
NO SIGNIFICATIVO
11
AlcanceFrecuencia SeveridadReversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI ALegislación Aplicable
TOTA
LIMPACTO
DuraciónTipo de impacto
Acción
CRITERIO
Sensibilidad
Pública
SIGNIFICATIVO
1
0
1 0
10
1 11
0
0
23
12 111 3
31
1

GESTIÓN DE LA MEDICIÓN, ANÁLISIS Y MEJORA
PAOLA ORTEGA
REINA ALAYON
1 Evaluación estado de los procesos
2 Generación e resultados de la evaluación general de los procesos
3 Recomendaciones para la mejora
4 Seguimiento al desempeño de los procesos
5 Planteamiento de planes de acción y cambios al sistema de gestión
6Coordinación de la implementación de acciones de mejora, correctivas o
preventivas
7 Coordinación de proyectos enfocados a la mejora Decreto 4741 de 2005 art 1,5,9,10,13 y 19
8 Seguimiento de acciones Reslución 2309 de 1986, Art 14,18,19,21,29,66
9 Medición de la eficacia de los proyectos y acciones implementadas Decreto 4741 de 2005 art 32
10 Soporte en el ajuste o generación de nuevos proyectos o accionesLey 29 de 1992
11 Soporte en la medición de la eficacia, con los indicadoresDecreto 1713 del 2002, Art, 14,15,16,17,44
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
IMPACTO
AM
BIEN
TAL:
A /
OC
UPA
CIO
NA
L: S
Y
SOACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
ETAPA ASPECTO
CO
ND
ICIÓ
N O
PER
AC
IÓN
Nor
mal
= R
utin
aria
Ano
rmal
= N
o R
utin
aria
Emer
genc
ia
MATERIAS PRIMAS LEGISLACIÓN APLICABLE
Consumo de energía
Consumo de materia prima Gestión de la medición, análisis y
mejora Normal Tóner, papelería
Generación de residuos Contaminación del suelo A
Presión sobre los recursos naturales
A
Presión sobre los recursos naturales
ANo hay normatividad asociada

Posi
tivo
Neg
ativ
o
Dir
ecta
Indi
rect
a
Men
sual
Sem
anal
Un
turn
o al
día
Dos
o m
ás t
urno
s
Muy
Alt
a
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Inte
rmit
ente
Espo
rádi
co
No
ha o
curr
ido
Loca
l
Zona
l
Glo
bal
Rev
ersi
ble
Irre
vers
ible
Si No
Cum
plim
ient
o le
gisl
ació
n
No
exis
te
Elim
inar
Red
ucir
Reu
sar
Rec
icla
r
Con
trol
de
Inge
nier
ía
Con
trol
Adm
inis
trat
ivo
1 Evaluación estado de los procesos
2Generación e resultados de la evaluación general
de los procesos
3 Recomendaciones para la mejora
4 Seguimiento al desempeño de los procesos
5 Planteamiento de planes de acción y cambios al sistema de gestión
6Coordinación de la implementación de acciones de
mejora, correctivas o preventivas
7 Coordinación de proyectos enfocados a la mejora
8 Seguimiento de acciones
9 Medición de la eficacia de los proyectos y acciones implementadas
10Soporte en el ajuste o generación de nuevos
proyectos o acciones
11Soporte en la medición de la eficacia, con los
indicadores
ACTIVIDAD IMPACTO
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
GESTIÓN DE LA MEDICIÓN, ANÁLISIS Y MEJORA
PAOLA ORTEGA
REINA ALAYON
PROCESO
ELABORADO POR
REVISADA POR
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
31
3
2 3
1 1 02 1
DuraciónTipo de impacto
3
SIG
NIF
ICA
TIV
O
AlcanceFrecuencia SeveridadReversib
ilidadDETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI A
Legislación
Aplicable
TOTA
L
Acción
CRITERIO
Sensibilidad
Pública
1 2
011
1 1
1 1
121
1 01 10
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
10
NingunoReciclaje de papelería y residuos aprovechables
Ninguno NingunoNinguno Ninguno

GESTIÓN AMBIENTAL
PAOLA ORTEGA
REINA ALAYON
1 Recolección de residuos en puntos ecológicos (36 en toda la planta)
2 Recolección de residuos en puntos móviles (8 en toda la planta)
3 Recolección de residuos que requieren visto bueno de auditoria
4 Limpieza de puntos ecológicos y móviles
5 Colocar bolsas en la canecas
6 Transporte de los residuos hasta centro de acopio
7 Descargue de residuos
8Clasificación de tipo de residuos ( Aprovechables- no aprovechables(
Inservibles)-Peliigrosos)
9 Cargue para diposcicón final de residuos
10 Entrega oficial de los residuos a proveedores o compradores
11Registro del flujo saliente y entrante de agua en los contadores de toda la
organización
12 Revisión del tunel, niveles de tanques aguas lluvias
13 Retrolavado de filtros a gravedad
14 Revolver lecho filtrante, filtro pulidor
15 Limpieza rejilla de entrada
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143Resolución 1207 de 2007, Art 6,7
18 Tratamiento de agua
19 Retrolavado de los filtros de aguas lluvias
20 Toma del nivel tanque de agua lluvia
21 Aplicación de cloro y medición de este
22 Toma de medición de contadores de los vestieres
23 Retrolavado del tren de desmineralizado de agua de tunel
24 Resisión de planta domestica Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,16,17,44
27 Recolección de lodo de la trampa de grasas reator a baldados
28 Evacuar lodos de lechos de secado
29 Organizar y clasificar las canecas de lodos
30 Limpieza de lodos sobre nadantes
31 Toma de medición del caudal Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
32Toma de medicioenes in situ ( Nivel de lodos, prueba de cloro, ph, conductividad, od) Resolución 1207 de 2007, Art 6,7
Decreto 4741 de 2005 art 1,5,9,10,13 y 19Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,16,17,44
35 Análisi de muestras tunerl entrada y salida
36 Tratamiento de agua de compresores, grafito y filtoprensar lodos
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
No hay normatividad asociada
No hay normatividad asociada
LEGISLACIÓN APLICABLE
No hay normatividad asociada
No hay normatividad asociada
No hay normatividad asociada
Normal
A
A
A
A
A
A
Contaminación de agua y del suelo
Presión sobre los recursos naturales
Consumo de agua
Consumo de energía
Agotamiento del agua
Presión sobre los recursos naturales
No hay normatividad asociada
No hay normatividad asociada
Consumo de materia prima A
A
Presión sobre los recursos naturales
Consumo de aire
Consumo de materia prima
Generación de residuos
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Normal Papelería
Agua( lluvia o potable), aire, cloro
Lodos
Normal
Normal Consumo de materia prima
Cloro, agua
Consumo de agua
Generación de residuos, Generación de residuos ( ver anexo residuos
generados)
Consumo de materia prima
A
Agotamiento del agua
Contaminación del suelo
Presión sobre los recursos naturales
A
Normal
Normal
Bolsas de basura( azules, verdes, grises y rojas),
Papeleria
Papeleria
DEP
ARTA
MEN
TO D
E GES
TIÓN
AMBIENTA
L
INSPECCIONES INICIALES
RECOLECCIÓN DE RESIDUOS DE PRODUCCIÓN
CLASIFICACIÓN DE RESIDUOS
PLANTA
DE TR
ATA
MIENTO
DE AGUAS ITES
A
RETROLAVADO
LODOS
ANÁLISIS DE MUESTRAS
IMPACTOETAPA ASPECTO
CONDICIÓ
N O
PERACIÓ
N
Normal = Rutinaria
Ano
rmal = N
o Rutinaria
Emerge
ncia
MATERIAS PRIMAS
AMBIENTA
L:A / O
CUPA
CIO
NAL: S Y SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
A
A
Consumo de materia prima
Consumo de materia prima
Presión sobre los recursos naturales
Presión sobre los recursos naturales
17
33 Toma de muestras para análisis físico y químico
34 Análisis de las muestras
16 Limpieza de caja de entrada
Dosificación de cloro y toma de muestras cono in off
26 Enviar agua a las torres y bajar niveles de tanques de agua clarificada
Dosificación de química25

GESTIÓN AMBIENTAL
PAOLA ORTEGA
REINA ALAYON
MATRIZ DE IDENTIFICACIÓN DE ASPECTOS E IMPACTOS AMBIENTALES
LEGISLACIÓN APLICABLEIMPACTOETAPA ASPECTO
CONDICIÓ
N O
PERACIÓ
N
Normal = Rutinaria
Ano
rmal = N
o Rutinaria
Emerge
ncia
MATERIAS PRIMAS
AMBIENTA
L:A / O
CUPA
CIO
NAL: S Y SO
ACTIVIDAD
PROCESO
ELABORADO POR
REVISADA POR
37 Limpieza reactor biloógico Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66
Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,16,17,44
40 Picado lodos eras de secado Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143
42 Aseo general baño almacenamiento de residuos Resolución 1207 de 2007, Art 6,7
43 Limpieza y evacuación de sedimentado
44 Limpieza bombas sumergibles, limpieza bombas a presión
45 Surtido de material filtrante y cambio, retoque de pintura
46 Limpieza tanque de equilibrio agua tratada
47 Recepción de aguas domesticas en la organización
48 Cultivo en lodos de bacterias anaerobias
49 Sedimentación del agua doméstica
50 Adición de las bacterias anaerobias, al tanque con el agua sedimentada
51 Transporte del agua por medio de presión para ser filtrada
52 Filtro de arena de la materia que están en el agua
53 Filtro de carbón al agua tratada
54 Filtro con resinas al agua tratadaDecreto 4741 de 2005 art 1,5,9,10,13 y 19Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32Ley 29 de 1992
57 Secado de los lodos Decreto 1713 del 2002, Art, 14,15,16,17,44
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5Decreto 1541 de 1978, Art 143
Resolución 1207 de 2007, Art 6,7
Ley 1575 de 2007, Art 10
Ley 373 de 1997, Art 1,2 y 5
Decreto 1541 de 1978, Art 143Resolución 1207 de 2007, Art 6,7
62 Floculación de laas particulas que están desestabilizadas en el agua
63 Proceso de sedimentacion de la aglomeracion de particulas floculada
64 Proceso de filración fon arena, carbón, resina Aniónica y resina cationica Utilización del airePresión sobre los recursos
naturalesNo hay normatividad asociada A
Decreto 4741 de 2005 art 1,5,9,10,13 y 19
Reslución 2309 de 1986, Art 14,18,19,21,29,66Decreto 4741 de 2005 art 32Ley 29 de 1992Decreto 1713 del 2002, Art, 14,15,16,17,44
67 Recepción de aguas industriales utilizadas en la planta
68 Disminución de temperatura
69 Descontaminación del agua
70 Recirculación del agua para ser usada
A
A
A
A
A
A
Consumo de agua
Consumo de energía
Generación de residuos ( ver anexo residuos generados)
Agotamiento del agua
Presión sobre los recursos naturales
Contamianación del suelo
Consumo de agua
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Contaminación del suelo
Agotamiento del agua
Consumo de energía
Utilización del aire
Consumo de materia prima
Generación de residuos ( ver anexo residuos generados)
Consumo de energía
Consumo de materia prima
Contaminación del suelo
Agotamiento del agua
Presión sobre los recursos naturales
Presión sobre los recursos naturales
No hay normatividad asociadaUtilización de materia primaPresión sobre los recursos
naturalesA
No hay normatividad asociada
No hay normatividad asociada
No hay normatividad asociada
A
A
A
A
38
39
41 Evacuar lodos de eras de secado
Generación de residuos ( ver anexo residuos generados)
LIMPIEZAPintura, agua( lluvia o potable), elementos de
aseoConsumo de agua
PLANTA
DE TR
ATA
MIENTO
DE AGUAS ITES
A
TRATAMIENTO AGUAS DOMESTICAS Con el pulidor que está compuesto a base de carbón se elimina los reisduos
que queden en el agua
58
Agua, ( Anexo materias primas tratamiento de aguas industriales y
residuales)
Agua, ( Anexo materias primas tratamiento de aguas industriales y
residuales)
Sulfato de aliuminio, cloro
A normal
Normal
TRATAMIENTO DE AGUAS
INDUSTRIALES
TUNEL
Normal
Normal
56 A
A
Limpieza reactor sedimentador
Limpieza a trampa de grasas
Recepción de aguas industriales que necesiten ser tratadas
se realixa pruebas de micrología para determinar la calidad del agua
55
65Se realiza la cloración del agua para determinar la calidad del agua para ser resirculada
Envio de agua a tamques para su re utilización.66
Filtroprensar el lodo para homogenizar con polimeros
59 Clasificación del agua como de reuso, siguiendo la normatividad técnica
61 Cuabulación del agua
60

Positivo
Neg
ativo
Directa
Indirecta
Men
sual
Seman
al
Un turno al día
Dos o m
ás turno
s
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Interm
iten
te
Espo
rádico
No ha
ocu
rrido
Loca
l
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plim
iento
Cum
plim
iento pa
rcial
No cu
mple
Elim
inar
Red
ucir
Reu
sar
Reciclar
Con
trol de Inge
niería
Con
trol Adm
inistrativo
1 Recolección de residuos en puntos ecológicos (36 en toda la planta)
2 Recolección de residuos en puntos móviles (8 en toda la planta)
3 Recolección de residuos que requieren visto bueno de auditoria
4 Limpieza de puntos ecológicos y móviles
5 Colocar bolsas en la canecas
6 Transporte de los residuos hasta centro de acopio
7 Descargue de residuos
8 Clasificación de tipo de residuos ( Aprovechables- no aprovechables( Inservibles)-Peliigrosos)
9 Cargue para diposcicón final de residuos
10 Entrega oficial de los residuos a proveedores o compradores
11 Registro del flujo saliente y entrante de agua en los contadores de toda la organización
12 Revisión del tunel, niveles de tanques aguas lluvias
13 Retrolavado de filtros a gravedad
14 Revolver lecho filtrante, filtro pulidor
15 Limpieza rejilla de entrada
18 Tratamiento de agua
19 Retrolavado de los filtros de aguas lluvias
20 Toma del nivel tanque de agua lluvia
21 Aplicación de cloro y medición de este
22 Toma de medición de contadores de los vestieres
23 Retrolavado del tren de desmineralizado de agua de tunel
24 Resisión de planta domestica
27 Recolección de lodo de la trampa de grasas reator a baldados
28 Evacuar lodos de lechos de secado
29 Organizar y clasificar las canecas de lodos
30 Limpieza de lodos sobre nadantes
31 Toma de medición del caudal
32 Toma de medicioenes in situ ( Nivel de lodos, prueba de cloro, ph, conductividad, od)
35 Análisi de muestras tunerl entrada y salida
36 Tratamiento de agua de compresores, grafito y filtoprensar lodos
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
GESTIÓN AMBIENTAL
PAOLA ORTEGA
REINA ALAYON
Presión sobre los recursos naturales
Agotamiento del agua
Contaminación del suelo
Presión sobre los recursos naturales
IMPACTO
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Presión sobre los recursos naturales
Agotamiento del agua
33 Toma de muestras para análisis físico y químico
34 Análisis de las muestras
Limpieza de caja de entrada
17 Dosificación de cloro y toma de muestras cono in off
25 Dosificación de química
26 Enviar agua a las torres y bajar niveles de tanques de agua clarificada
Gestión de disposición adecuada de residuos
ACTIVIDAD
16
Ninguno
Ninguno Ninguno Ninguno Ninguno Ninguno Ninguno
Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno
Ninguno Ninguno Ninguno
1 2
1 2
12
1
0 12
1
1 01 14 21 2Contaminación de agua y del
suelo
1 0 1211 11 2Presión sobre los recursos
naturales
111 01Presión sobre los recursos
naturales
11
0
1 1
Ninguno Ninguno Ninguno Ninguno
012 131 1
0
4 1
1 12
0 0
1
12 2
1 2
4
31 2
1 01 2
0
1 2 3
NingunoUtilización de aguas
lluvias para el retrolavado
Ninguno
1 1
14
1
1
4
4
2
Ninguno
Ninguno
Ninguno NingunoNinguno
Reciclaje de papeleria y/o residuos aprovechables
Reciclaje de papeleria y/o residuos aprovechables
Ninguno
Ninguno Ninguno
Ninguno11
13
13
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
Frecuencia SeveridadTipo de impacto
Reversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI ALegislación Aplicable
TOTA
L
Acción
CRITERIO
Sensibilidad
Pública
SIGNIFICATIVO
AlcanceDuración
2
1
2
NO SIGNIFICATIVO
NO SIGNIFICATIVO
4
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
0
12 1
111
4
14
12
0 11
1
11 11 2
0
4
1 11 241 1
1 1
1 2
1 2
1
1
1
1
1

Positivo
Neg
ativo
Directa
Indirecta
Men
sual
Seman
al
Un turno al día
Dos o m
ás turno
s
Muy
Alta
Med
ia
Mod
erad
a
Baja
Perm
anen
te
Interm
iten
te
Espo
rádico
No ha
ocu
rrido
Loca
l
Zona
l
Globa
l
Reversible
Irreversible
Si No
Cum
plim
iento
Cum
plim
iento pa
rcial
No cu
mple
Elim
inar
Red
ucir
Reu
sar
Reciclar
Con
trol de Inge
niería
Con
trol Adm
inistrativo
MATRIZ DE EVALUACIÓN DE ASPECTOS E IMPACTOS AMBIENTALESPROCESO
ELABORADO POR
REVISADA POR
GESTIÓN AMBIENTAL
PAOLA ORTEGA
REINA ALAYON
IMPACTOACTIVIDAD
Frecuencia SeveridadTipo de impacto
Reversibilidad
DETERMINACIÓN DE CONTROLES POR LA METODOLOGÍA ERRRI ALegislación Aplicable
TOTA
L
Acción
CRITERIO
Sensibilidad
Pública
SIGNIFICATIVO
AlcanceDuración
37 Limpieza reactor biloógico
40 Picado lodos eras de secado
42 Aseo general baño almacenamiento de residuos
43 Limpieza y evacuación de sedimentado
44 Limpieza bombas sumergibles, limpieza bombas a presión
45 Surtido de material filtrante y cambio, retoque de pintura
46 Limpieza tanque de equilibrio agua tratada
47 Recepción de aguas domesticas en la organización
48 Cultivo en lodos de bacterias anaerobias
49 Sedimentación del agua doméstica
50 Adición de las bacterias anaerobias, al tanque con el agua sedimentada
51 Transporte del agua por medio de presión para ser filtrada
52 Filtro de arena de la materia que están en el agua
53 Filtro de carbón al agua tratada
54 Filtro con resinas al agua tratada
57 Secado de los lodos
62 Floculación de laas particulas que están desestabilizadas en el agua
63 Proceso de sedimentacion de la aglomeracion de particulas floculada
64 Proceso de filración fon arena, carbón, resina Aniónica y resina cationicaPresión sobre los recursos
naturales1 2 4 1 2 1 0 1 12 NO SIGNIFICATIVO
67 Recepción de aguas industriales utilizadas en la planta
68 Disminución de temperatura
69 Descontaminación del agua
70 Recirculación del agua para ser usada
Presión sobre los recursos naturales
Contaminación del suelo
Agotamiento del agua
Agotamiento del agua
Presión sobre los recursos naturales
Contamianación del suelo
Contaminación del suelo
Agotamiento del agua
58 Filtroprensar el lodo para homogenizar con polimeros
59 Clasificación del agua como de reuso, siguiendo la normatividad técnica
60 Recepción de aguas industriales que necesiten ser tratadas
41 Evacuar lodos de eras de secado
55Con el pulidor que está compuesto a base de carbón se elimina los reisduos que queden en el agua
56 se realixa pruebas de micrología para determinar la calidad del agua
38 Limpieza reactor sedimentador
Ninguno Ninguno
Ninguno
Gestión de disposición adecuada de residuos
Ninguno
Reducción de consumo de agua potable o lluvias mediante la implementación de aire en el proceso
Utilización de aguas lluvias en
el proceso Ninguno Ninguno
Gestión de disposición adecuada de residuos
NingunoNinguno
1 2
Presión sobre los recursos naturales
Presión sobre los recursos naturales
1 2
1 2 1
Presión sobre los recursos naturales
Presión sobre los recursos naturales
1 2 1
1 2 1
39 Limpieza a trampa de grasas
1 2 1
2Presión sobre los recursos
naturalesNinguno Ninguno Ninguno NingunoNinguno0 121 1 11 2
131 01 024 2
141 014 2 31 2
0 121 01 2 11 2 4
61 Cuabulación del agua
Reducción de consumo de agua potable o lluvias mediante la implementación de aire en el proceso
Utilización de aguas lluvias en
el proceso Ninguno Ninguno
13
Ninguno
13
13
1 01 2 14
0 0 13
1 2
1 14 2
2
2
01
0
14 1
1 11 2
14
1 2
1 01
9
4 2 3
1 0 11 11
801 111
01 12 1 101 NingunoUso de aguas lluvias
para limpieza
1 0 91 02 1
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
NO SIGNIFICATIVO
4
1 2
1 265 Se realiza la cloración del agua para determinar la calidad del agua para ser resirculada
66 Envio de agua a tamques para su re utilización.
3
1
1
1
1

ANEXO C: MATRIZ LEGAL
AMBIENTAL

Empresa: P.V.C. Gerfor S.A. / Setip S.A.S Fecha:
CUMPLE
%ACCIÓN
Artículo 1 PROGRAMA PARA EL USO EFICIENTE Y AHORRO DE AGUA, es el conjunto de proyectos y acciones que deben elaborar
y adoptar usuarios del recurso hídrico.Toda la empresa
Artículo 2
CONTENIDO DEL PROGRAMA: El programa de uso eficiente y ahorro de agua, será quinquenal y deberá estar basado
en el diagnóstico de la oferta hídrica de las fuentes de abastecimiento y la demanda de agua, y contener las metas
anuales de reducción de pérdidas, las campañas educativas a la comunidad, la utilización de aguas superficiales, lluvias y
subterráneas, los incentivos y otros aspectos que definan las Corporaciones Autónomas Regionales y demás autoridades
ambientales
Toda la empresa
Artículo 5
REUSO OBLIGATORIO DEL AGUA. Las aguas utilizadas, sean éstas de origen superficial, subterráneo o lluvias, en
cualquier actividad que genere afluentes líquidos, deberán ser reutilizadas en actividades primarias y secundarias
cuando el proceso técnico y económico así lo ameriten y aconsejen según el análisis socioeconómico y las normas de
calidad ambiental.
Toda la empresa 100
PTAR DOMESTICA: reúso de aguas tratadas en pesetas, lavados de traperos, sanitarios y reposición torres de enfriamiento.
PTAR INDUSTRIAL CROMADO: Se realiza disposición final ante Biolodos. PTARI TUNEL Y PTARI COMPRESORE: Se realiza tratamiento y
reutilización del agua.
Título 6, Artículo 24
Prohibiciones. No se admite vertimientos:
5. En cuerpos de agua que la autoridad ambiental competente declare total o parcialmente protegidos, de acuerdo con
los artículos 70 y 137 del Decreto-ley 2811 de 1974.
6. En calles, calzadas y canales o sistemas de alcantarillados para aguas lluvias, cuando quiera que existan en forma
separada o tengan esta única destinación.
8. Sin tratar, provenientes del lavado de vehículos aéreos y terrestres, del lavado de aplicadores manuales y aéreos, de
recipientes, empaques y envases que contengan o hayan contenido agroquímicos u otras sustancias tóxicas.
9. Que alteren las características existentes en un cuerpo de agua que lo hacen apto para todos los usos determinados
en el artículo 9° del presente decreto.
10. Que ocasionen altos riesgos para la salud o para los recursos hidrobiológicos.
Toda la empresa 90Formular y desarrollar como se realiza el lavado de vehículos de la compañía, y su vertimiento llegue a la PTARDomestica.
Documentación relacionada con el desarrollo del proyecto de reúso de agua
Artículo 25
Actividades no permitidas. No se permite el desarrollo de las siguientes actividades.
2. La utilización del recurso hídrico, de las aguas lluvias, de las provenientes de acueductos públicos o privados, de
enfriamiento, del sistema de aire acondicionado, de condensación y/o de síntesis química, con el propósito de diluir los
vertimientos, con anterioridad al punto de control del vertimiento.
3. Disponer en cuerpos de aguas superficiales, subterráneas, marinas, y sistemas de alcantarillado, los sedimentos,
lodos, y sustancias sólidas provenientes de sistemas de tratamiento de agua o equipos de control ambiental y otras tales
como cenizas, cachaza y bagazo. Para su disposición deberá cumplirse con las normas legales en materia de residuos
sólidos
Toda la empresa 100
PVC GERFOR y PLASKROM no realizan vertimientos, y tratan todas sus aguas industriales y domesticas, reinyectándolas en los
procesos industriales de enfriamiento y saneamiento básico.
Los residuos solidos provenientes de estos tratamientos (lodos) son entregados a Biolodos (entidad que cuenta con licencia ambiental
pertinentes para tal fin) quienes se encargan de su tratamiento y disposición final.
Se deja constancia de esta actividad mediante actas de disposición final donde se especifican las cantidades, fechas y procedimientos
utilizados.
Artículo 29
Rigor subsidiario de la norma de vertimiento . La autoridad ambiental competente con fundamento en el Plan de
Ordenamiento del Recurso Hídrico, podrá fijar valores más restrictivos a la norma de vertimiento que deben cumplir los
vertimientos al cuerpo de agua o al suelo.
Así mismo, la autoridad ambiental competente podrá exigir valores más restrictivos en el vertimiento, a aquellos
generadores que aún cumpliendo con la norma de vertimiento, ocasionen concentraciones en el cuerpo receptor, que
excedan los criterios de calidad para el uso o usos asignados al recurso. Para tal efecto, deberá realizar el estudio técnico
que lo justifique.
Parágrafo. En el cuerpo de agua y/o tramo del mismo o en acuíferos en donde se asignen usos múltiples, los límites a
que hace referencia el presente artículo, se establecerán teniendo en cuenta los valores más restrictivos de cada uno de
los parámetros fijados para cada es
Toda la empresa
Artículo 31
Soluciones individuales de saneamiento. Toda edificación, concentración de edificaciones o desarrollo urbanístico,
turístico o industrial, localizado fuera del área de cobertura del sistema de alcantarillado público, deberá dotarse de
sistemas de recolección y tratamiento de residuos líquidos y deberá contar con el respectivo permiso de vertimiento
Toda la empresa
Capítulo VII
De la obtención de los permisos de vertimiento y planes de cumplimiento :
Requisitos generales y específicos de: requerimiento y requisitos del permiso, evaluación ambiental de vertimientos,
procedimientos para la obtención del permiso (tiempos y actividades), visita técnica, otorgamiento y procedimientos
posteriores a la obtención del permiso.
Toda la empresa
Artículo 65
Procedencia de la reglamentación de vertimientos. La autoridad ambiental competente con el fin de obtener un mejor
control de la calidad de los cuerpos de agua, podrá reglamentar, de oficio o a petición de parte, los vertimientos que se
realicen en estos, de acuerdo con los resultados obtenidos en el Plan de Ordenamiento del Recurso Hídrico.
El objetivo de esta reglamentación consiste en que todos los vertimientos realizados al cuerpo de agua permitan
garantizar los usos actuales y potenciales del mismo y el cumplimiento de los objetivos de calidad.
Toda la empresa
EXIGENCIA DEL REQUISITO LEGALARTÍCULO/ CAPÍTULO/
TÍTULO APLICABLEDESCRICPCIÓN DE LA NORMAAÑONÚMERO
ENTIDAD QUE EXPIDE (Ministerio, Congreso, Secretaria, Presidencia,
Alcaldía, etc.)
PRESIDENCIA DE LA REPUBLICA DE
COLOMBIA
PROCESOS A QUE
APLICA
TIPO DE NORMA
(ley, decreto, resolución,
jurisprudencia, sentencia etc. )
Ley
2010
Por la cual se establece el programa para el uso eficiente del
agua.
Normatividad General
Decreto 3930
373 1997 CONGRESO DE LA REPÚBLICA
1. Documentar el PROGRAMA DE AHORRO Y USO EFICIENTE DEL AGUA .
1,1 Definir los diferentes campos de acción a tener en cuenta (SEGUN USO aguas de uso humano, aguas de uso industrial, aguas de
riego y aseo, SEGUN SU PROCEDENCIA aguas lluvias, agua de acueducto, etc.)
1,2. Hacer mediciones de consumos, perdidas, fugas y derrames en las diferentes áreas, junto con mediciones de calidad de agua.
identificar oportunidades de ahorro y reutilización, junto con cantidades mínimas requeridas en cada uso o área.
1,3. Definir estrategias de ahorro, reutilización y disposición final por áreas
1,4. Definir metas anuales de disminución de consumos, reutilización, ahorros por fugas y derrames por áreas de proceso.
1,5. Elaboración del programa de ahorro y uso eficiente de agua
1,6. Presentación y radicación del programa a la CAR.
1,7. Difusión a toda la organización
Existe Procedimiento para atención de incidentes con materiales peligrosos, este se debe revisar verificando que cubra lo que el
artículo menciona. 2, Culminar proyecto de reúso (Tema lavado de vehículos)
0
43
Por el cual se reglamenta parcialmente el Título I de la Ley 9ª
de 1979, así como el Capítulo II del Título VI -Parte III- Libro II
del Decreto-ley 2811 de 1974 en cuanto a usos del agua y
residuos líquidos y se dictan otras disposiciones.

Decreto 1575 2007 CONGRESO DE LA REPÚBLICAPor el cual se establece el Sistema para la Protección y Control
de la Calidad del Agua para Consumo Humano.Artículo 10
RESPONSABILIDAD DE LOS USUARIOS. Todo usuario es responsable de mantener en condiciones sanitarias adecuadas
las instalaciones de distribución y almacenamiento de agua para consumo humano a nivel intradomiciliario, para lo cual,
se tendrán en cuenta además, los siguientes aspectos:
1. Lavar y desinfectar sus tanques de almacenamiento y redes, como mínimo cada seis (6) meses.
2. Mantener en adecuadas condiciones de operación la acometida y las redes internas domiciliarias para preservar la
calidad del agua suministrada y de esta manera,
ayudar a evitar problemas de salud pública.
3. En edificios públicos y privados, conjuntos habitacionales, fábricas de alimentos, hospitales, hoteles, colegios, cárceles
y demás edificaciones que conglomeren individuos, los responsables del mantenimiento y conservación locativa,
deberán realizar el lavado y desinfección de los tanques de almacenamiento de agua para consumo humano, como
mínimo cada seis (6) meses. La autoridad sanitaria podrá realizar inspección cuando lo considere pertinente
Toda la empresa 90 Se reporta al área de manto locativo el estado de corrosión de un tramo de la tubería de agua potable ubicada debajo de la cancha
múltiple, al respecto el área se encuentra realizando cotizaciones para dicho cambio
Artículo 15
Toda persona natural o jurídica que utilice elementos susceptibles de producir contaminación, está en la obligación de
informar al Gobierno Nacional y a los consumidores acerca de los peligros que el uso de dichos elementos pueda
ocasionar a la salud humana o al ambiente
Toda la empresa
Artículo 16
El Estado será civilmente responsables por los daños ocasionados al hombre o a los recursos naturales de propiedad
privada como consecuencia de acciones que generen contaminación o detrimento del medio ambiente. Los particulares
lo serán por las mismas razones y por el daño o uso inadecuado de los recursos naturales de propiedad del Estado.
Toda la empresa
Decreto 1541 1978 CONSTITUCIÓN NACIONAL
Por el cual se reglamenta la Parte III del Libro II del Decreto-Ley
2811 de 1974: "De las aguas no marítimas" y parcialmente la
Ley 23 de 1973.
Artículo 143
Sin perjuicio del dominio público de las aguas lluvias, y sin que pierdan tal carácter, el dueño, poseedor o tenedor de un
predio puede servirse sin necesidad de concesión para el uso de las aguas lluvias cuando estas aguas forman un cauce
natural que atraviese varios predios, y cuando aún sin encauzarse salen de inmueble.
Toda la empresa 100 Gerfor cuenta con un tanque de almacenamiento de 1100 m3, para recolectar aguas lluvias
Resolución 1207 2007MINISTERIO DE AMBIENTE Y DESARROLLO
SOSTENIBLE
Por la cual se adoptan disposiciones relacionadas con el uso de
aguas residuales tratadasArtículo 4
Si la totalidad de las aguas residuales tratadas se entregan para reúso no se requerirá permiso de vertimientos por parte
del usuario generador y no habrá lugar al pago de la correspondiente tasa Retributiva, por la utilización directa e
indirecta del agua como receptor de los vertimientos puntuales
Planta de tratamiento de
aguas60
Si existe reúso de aguas, sin embargo se debe caracterizar las aguas de acuerdo a lo indicado en la norma según arti. 7, Respecto al
Articulo 5. Aunque no se esta en el marco de permiso de vertimientos y/o concesión de aguas, La autoridad ambiental solicito el
Balance hídrico.
Resolución 631 2015MINISTERIO DE AMBIENTE Y DESARROLLO
SOSTENIBLE
Por la cual se establecen los parámetros y valores limites
máximos permisibles en los vertimientos puntuales a cuerpos
de agua superficiales y a los sistemas de alcantarillado publico
y se dictan otras disposiciones
Artículo 5
Del Balance de materia o de masa: Tanto el usuario generador como el usuario receptor deberán entregar a la
autoridad ambiental competente los respectivos balances de materia o de masa en términos de las cantidades de agua
en su sistema, en el marco del tramite de la concesión de aguas y/o permiso de vertimientos.
Procesos productivos 90 Actualmente no hay servicio de alcantarillado , sin embargo se validara el cumplimiento del futuro vertimiento
Capítulo III, Artículo 7
Parámetros de modelación calidad de agua . 1.
DBO5: Demanda bioquímica de oxígeno a cinco (5) días.
2. DQO: Demanda química de oxígeno.
3. SS: Sólidos suspendidos.
4. pH: Potencial del Ion hidronio, H+
5. T: Temperatura.
6. OD: Oxígeno disuelto.
7. Q: Caudal.
8. Datos Hidrobiológicos.
9. Coliformes Totales y Coliformes Fecales.
Cromado 100Las aguas producidas y tratadas por pvc gerfor y plaskrom, son evaluadas por laboratorios aprobados por el ideam para tal fin.
Estas mediciones contemplan los parámetros establecidos en este numeral de la ley.
Capitulo IV, Artículo 9
Usos del agua.
6. Industrial Toda la empresa
Capitulo IV, Artículo 16Uso industrial. Se entiende por uso industrial del agua, su utilización en actividades tales como:
1. Procesos manufactureros de transformación o explotación, así como aquellos conexos y complementarios.Toda la empresa
Título 6, Artículo 24
Prohibiciones. No se admite vertimientos:
5. En cuerpos de agua que la autoridad ambiental competente declare total o parcialmente protegidos, de acuerdo con
los artículos 70 y 137 del Decreto-ley 2811 de 1974.
6. En calles, calzadas y canales o sistemas de alcantarillados para aguas lluvias, cuando quiera que existan en forma
separada o tengan esta única destinación.
8. Sin tratar, provenientes del lavado de vehículos aéreos y terrestres, del lavado de aplicadores manuales y aéreos, de
recipientes, empaques y envases que contengan o hayan contenido agroquímicos u otras sustancias tóxicas.
9. Que alteren las características existentes en un cuerpo de agua que lo hacen apto para todos los usos determinados
en el artículo 9° del presente decreto.
10. Que ocasionen altos riesgos para la salud o para los recursos hidrobiológicos.
Toda la empresa 90 Formular y desarrollar como se realiza el lavado de vehículos de la compañía, y su vertimiento llegue a la PTARDomestica.
Artículo 35
Plan de Contingencia para el Manejo de Derrames Hidrocarburos o Sustancias Nocivas . Los usuarios que exploren,
exploten, manufacturen, refinen, transformen, procesen, transporten o almacenen hidrocarburos o sustancias nocivas
para la salud y para los recursos hidrobiológicos, deberán estar provistos de un plan de contingencia y control de
derrames, el cual deberá contar con la aprobación de la autoridad ambiental competente.
Toda la empresa 43Existe Procedimiento para atención de incidentes con materiales peligrosos, este se debe revisar verificando que cubra lo que el
articulo menciona. 2, Culminar proyecto de reúso (Tema lavado de vehículos)
Artículo 20 Clasificación de sustancias de interés sanitario ( Cloro, níquel, cromo) Cromado
Artículo 21 Entiéndase por usuario de interés sanitario aquel cuyos vertimientos contengan las sustancias señaladas en el artículo
anteriorCromado
Artículo 6
De los usos establecidos para agua residual tratada. Las aguas residuales tratadas se podrán utilizar en los siguientes
usos: Uso Industrial. En actividades de:
*Intercambio de calor en torres de enfriamiento y en calderas.
*Descarga de aparatos sanitarios.
*Limpieza mecánica de vías.
*Riego de vías para el control de material particulado.
*Sistemas de redes contraincendios.
Parágrafo 1°. Cuando el agua residual tratada se utilice en la descarga de aparatos sanitarios, las aguas residuales
resultantes deberán someterse a tratamiento como agua residual no doméstica.
Parágrafo 2°. En lo que respecta a los cultivos alimenticios que no son de consumo directo para humanos o animales, y
que han sido sometidos a procesos físicos o químicos, puede usarse el agua residual tratada para riego siempre y cuando
se cumplan las normas de la autoridad sanitaria y agrícola en el ámbito de sus competencias.
Toda la empresa
Artículo 7Criterios de calidad. El uso de agua residual tratada deberá cumplir previamente los siguientes criterios de calidad:
Criterios de calidad. El uso de agua residual tratada deberá cumplir previamente los siguientes criterios de calidad.
Planta de tratamiento de
agua
Contrato 402- 2 - 39 2014 AGUAS DE LA SABANA
Contrato de condiciones especiales para el Servicio de
Alcantarillado suscrito entre Aguas de la sabana de Bogotá y
pvc gerfor
Clausula cuarta
OBLIGACIONES ESPECIALES DEL SUSCRIPTOR POTENCIAL, Numeral 8, Dar cumplimiento a las siguientes disposiciones
técnicas (condiciones de acceso y operación): 8,1 Calidad de agua a entregar que cumpla la norma nacional vigente para
entregar a alcantarillados sanitarios públicos según su sector productivo
Toda la empresa 90Realizar caracterizaciones de la planta de tratamiento Domestica, con el fin de validar el cumplimiento del vertimiento a Alcantarillado
s/n Norma. El alcantarillado recibe aguas domesticas no Industriales
2010
MINISTERIO DE AMBIENTE Y DESARROLLO
SOSTENIBLE2007
1984
Por el cual se reglamenta parcialmente el Título I de la Ley 9ª
de 1979, así como el Capítulo II del Título VI -Parte III- Libro II
del Decreto-ley 2811 de 1974 en cuanto a usos del agua y
residuos líquidos y se dictan otras disposiciones.
Ley
PRESIDENCIA DE LA REPUBLICA DE
COLOMBIA Decreto 1594
Normatividad Especifica
PRESIDENCIA DE LA REPUBLICA DE
COLOMBIA
CONGRESO DE LA REPÚBLICA1973PVC GERFOR y PLASKROM realizan el registro de generadores de residuos peligrosos donde se informan materias primas y consumos,
generación de residuos y cantidades generadas de sus procesos
Si existe reúso de aguas, sin embargo se debe caracterizar las aguas de acuerdo a lo indicado en la norma según arti. 7, Respecto al
Articulo 5. Aunque no se esta en el marco de permiso de vertimientos y/o concesión de aguas, La autoridad ambiental solicito el
Balance hídrico.
Por el cual se conceden facultades extraordinarias al Presidente
de la República para expedir el Código de Recursos Naturales y
de Protección al Medio Ambiente y se dictan otras
disposiciones.
10023
Resolución 1207
Decreto 3930
PVC GERFOR Y PLASKROM utilizan aguas superficiales provenientes de el acueducto municipal, ratificada según la certificación emitida
por ASB, de prestación de servicio y disponibilidad del mismo.
Estas aguas son utilizadas en procesos industriales y servicios de saneamiento.
Pvc gerfor no genera vertimiento, con este tipo de sustancias, La Aguas de cromado se disponen ante una entidad con Licencia
ambiental "Biolodos"100
Por el cual se reglamenta parcialmente el Título I de la Ley 09
de 1979, así como el Capítulo II del Título VI - Parte III - Libro II
y el Título III de la Parte III Libro I del Decreto 2811 de 1974 en
cuanto a usos del agua y residuos líquidos.
Derogado parcialmente por el Decreto 3930 de 2010.
60Por la cual se adoptan disposiciones relacionadas con el uso de
aguas residuales tratadas
100

Empresa: P.V.C. Gerfor S.A. / Setip S.A.S Fecha:
CUMPLE
%ACCIÓN
Artículo 1 La gestión integral, tiene por objeto prevenir la generación de residuos o desechos peligrosos, así como regular el manejo de los residuos o desechos generados, con el fin de proteger la salud humana y el ambiente.
Toda la empresa 100PVC GERFOR y Plaskrom, identifican, clasifican en la fuente, reutilizan cuando es posible y disponen
adecuadamente los residuos generados de su actividad productiva
Artículo 5
CLASIFICACION DE LOS RESIDUOS PELIGROS. Los residuos o desechos incluidos en el Anexo 1 y Anexo II del presente decreto se considerarán peligrosos a menos que no presenten ninguna de la características de peligrosidad descritas en el Anexo III.El generador podrá demostrar ante la autoridad ambiental que sus residuos no presentan ninguna característica de peligrosidad, para lo cual deberá efectuar la caracterización físico-química de sus residuos o desechos. Para tal efecto, el generador podrá proponer a la autoridad ambiental los análisis de caracterización de peligrosidad a realizar, sobre la base del conocimiento de sus residuos y de los procesos que los generan, sin perjuicio de lo cual, la autoridad ambiental podrá exigir análisis adicionales o diferentes a los propuestos por el generador.La mezcla de un residuo o desecho peligroso con uno que no lo es, le confiere a este último características de peligrosidad y debe ser manejado como residuo o desecho peligroso.
Toda la empresa
Artículo 6Articulo 6. CARACTERISTICAS QUE CONFIEREN A UN RESIDUO LA CARACTERISTICA DE PELIGROSO. La calidad de peligroso es conferida a un residuo o desecho que exhiba características corrosivas, reactivas, explosivas, toxicas, inflamables, infecciosas y radiactivas; definidas en el Anexo II! del presente decreto.
Toda la empresa
Artículo 7
PROCEDIMIENTO MEDIANTE EL CUAL SE PUEDE IDENTIFICAR UN PRODUCTO COMO PELIGROSO. Para identificar si un residuo o desecho es peligroso se puede utilizar el siguiente procedimiento:a) Con base en el conocimiento técnico sobre las características de los insumos y procesos asociados con el residuo generado, se puede identificar si el residuo posee una o varias de las características que le otorgarían la calidad de peligroso.b) A través de las listas de residuos o desechos peligrosos contenidas en el Anexo I y II del presente decreto.c) A través de la caracterización físico-química de los residuos o desechos generados.Parágrafo 3. Actualización de la caracterización. El generador de un residuo o desecho peligroso debe actualizar la caracterización de sus residuos o desechos peligrosos, particularmente si se presentan cambios en el proceso que genera el residuo en cuestión; esos cambios pueden incluir, entre otros, variaciones en los insumos y variaciones en las condiciones de operación.
Toda la empresa
Artículo 9DE LA PRESENTACION DE LOS RESIDUOS Y DESECHOS PELIG ROSOS. Los residuos o desechos peligrosos se deben envasar, embalar, rotular, etiquetar y transportar en armonía con lo establecido en el Decreto No. 1609 de 2002 o por aquella norma que la modifique o sustituya.
Artículo 10
OBLIGACIONES DEL GENERADOR. De conformidad con lo establecido en la Ley, en el marco de la gestión integral de los residuos o desechos peligrosos, el generador debe:a) Garantizar la gestión y manejo integral de los residuos o desechos peligrosos que genera.b) Elaborar un plan de gestión integral de los residuos o desechos peligrosos que genere tendiente a prevenir la generación y reducción en la fuente, así como, minimizar la cantidad y peligrosidad de los mismos. En este plan deberá igualmente documentarse el origen, cantidad, características de peligrosidad y manejo que se de a los residuos o desechos peligrosos. Este plan no requiere ser presentado a la autoridad ambiental, c) Identificar las características de peligrosidad de cada uno de los residuos o desechos peligrosos que genered) Garantizar que el envasado o empacado, embalado y etiquetado de sus residuos o desechos peligrosos se realice conforme a la normatividad vigente.e) Dar cumplimiento a lo establecido en el Decreto 1609 de 2002 o aquella norma que la modifique o sustituya, cuando remita residuos o desechos peligrosos para ser transportados.f) Registrarse ante la autoridad ambiental competente por una sola vez y mantener actualizada la información de su registro anualmente, g) Capacitar al personal encargado de la gestión y el manejo de los residuos o desechos peligrosos en sus instalacionesh) Contar con un plan de contingencia actualizado para atender cualquier accidente o eventualidad que se presente y contar con personal preparado para su implementación.i) Conservar las certificaciones de almacenamiento, aprovechamiento, tratamiento o disposición final que emitan los respectivos receptores, hasta por un tiempo de cinco (5) años.j) Tomar todas las medidas de carácter preventivo o de control previas al cese, cierre, clausura o desmantelamiento de su actividad con el fin de evitar cualquier episodio de contaminación que pueda representar un riesgo a la salud y al ambiente,
Toda la empresa 100
1.Revisión, ajuste y actualización del PGIR para Gerfor y Plaskrom el cual incluye ( objetivos y metas de
control, reutilización y minimización en la generación de residuos, estrategias de control, reutilización y
minimización en la generación de residuos, Revisión de cumplimiento legal (contratos, licencias
ambientales y permisos, entrega de actas de disposición) de las compañías prestadoras de servicios de
tratamiento y disposición de respel, Difusión a la organización de objetivos, metas y responsabilidades
definidas según el PGIR, Elaboración del plan de contingencias en derrames, que incluya diagnostico,
estrategias y recursos para la atención de derrames en planta y aseguramiento de el cumplimiento por
parte de contratistas y presentación ante la CAR para su aprobación, Entrenamiento y difusión a los
responsables de la contingencia de derrames, Difusión a los contratistas de responsabilidades y
exigencias de cumplimiento.
14.01.2007 informe técnico: presentar diagnostico de residuos, presentar plan de manejo integral de
residuos, implementar medidas de control para el cumplimiento de la reglamentación en transporte,
elaborar plan de contingencia en derrames, presentar contratos de manejo de residuos convencionales
y peligrosos
24.05.2010 informe técnico 895 se verifica conformidad del registro de generadores de residuos
peligrosos, definir metas de prevención y minimización de respel, verificar el cumplimiento legal de
todas las hojas de seguridad
03.05.2010 informe técnico 360 plakrom. recomendaciones: desarrollar PGIR, definir metas de
reducción y mejora en la generación de residuos.
24.05.2010 radicación de metas propuestas para la reducción de residuos
Artículo 11
RESPONSABILIDAD DEL GENERADOR. El generador es responsable de los residuos o desechos peligrosos que él
genere. La responsabilidad se extiende a sus afluentes, emisiones, productos y subproductos, por todos los efectos
ocasionados a la salud y al ambiente.
Toda la empresa 100
1. Diseñar lista de chequeo de cumplimiento legal e inspección de aseguramiento de cumplimiento a las
compañías encargadas de el tratamiento de respel.
2. Realizar visitas de seguimiento e inspección de procesos y cumplimiento a las compañías encargadas
de realizar el tratamiento y disposición de residuos peligrosos.
3. Entrega de resultados a las compañías y seguimiento al cumplimiento.
PVC GERFOR y PLASKROM, registran la generación de residuos peligrosos en todas sus áreas de proceso
y contratan con empresas que cumplen todos los requisitos de funcionamiento y procesos
técnicamente avalados para el tratamiento y disposición de estos residuos.
Se cuentan con actas de disposición que avalan estos tratamiento y cantidades dispuestos y tratados.
Artículo 12SUBSISTENCIA DE LA RESPONSABILIDAD . La responsabilidad integral del generador subsiste hasta que el residuo o desecho peligroso sea aprovechado como insumo o dispuesto con carácter definitivo.
Artículo 13CONTENIDO NO DECLARADO . El generador continuará siendo responsable en forma integral por los efectos ocasionados a la salud o al ambiente, de un contenido químico o biológico no declarado al receptor y a La autoridad ambiental.
Artículo 14
OBLIGACION DEL FABRICANTE O IMPORTADOR DE UN PRODUC TO O SUSTANCIA CON CARACTERISTICAS PELIGROSAS. De conformidad con lo establecido en la Ley, en el marco de la gestión integral de los residuos o desechos peligrosos, el fabricante o importador de un producto o sustancia química con propiedad o característica peligrosa debe: a) Garantizar el manejo seguro y responsable de los envases, empaques, embalajes y residuos del producto o sustancia química con propiedad peligrosa. b) Cumplir con las obligaciones establecidas para generadores contenidas en el artículo 9o del presente decreto, para los residuos o desechos peligrosos generados en las actividades de fabricación o importación. c) Declarar a los consumidores y a los receptores el contenido químico o biológico de los residuos o desechos peligrosos que su producto o sustancia pueda generar.
Artículo 15
RESPONSABILIDAD DEL FABRICANTE O IMPORTADOR. El fabricante o importador de un producto o sustancia química con propiedad peligrosa, para los efectos del presente decreto se equipara a un generador, en cuanto a la responsabilidad por el manejo de los embalajes y residuos del producto o sustancia. La responsabilidad integral subsiste hasta que el residuo o desecho peligroso sea aprovechado como insumo o dispuesto con carácter definitivo.
Artículo 19
DE LA RESPONSABILIDAD ACERCA DE LA CONTAMINACION Y LA REMEDIACION . Aquellas personas que resulten responsables de la contaminación de un sitio por efecto de un manejo o una gestión inadecuada de residuos o desechos peligrosos, estarán obligados entre otros, a diagnosticar, remediar y reparar el daño causado a la salud y el ambiente, conforme a las disposiciones legales vigentes.
Procesos productivos 100
PVC GERFOR y PLASKROM realizan una disposición final responsable de todos sus residuos peligrosos, y
hacen aseguramiento del cumplimiento de los gestores de sus respel mediante visitas programadas a
sus instalaciónes y revisión de sus procesos y cumplimiento legal.
De igual manera, cuenta con actas de disposición final que sustentan esta gestión
REGISTRO/ EVIDENCIA
TIPO DE
NORMA
(ley, decreto,
resolucion,
jurisprudencia,
sentencia etc )
NÚMERO AÑOENTIDAD QUE EXPIDE
(Ministerio, Congreso, Secretaria, Presidencia,
Alcaldia, etc)
DESCRICPCIÓN DE LA NORMAARTÍCULO/ CAPÍTULO/ TÍTULO
APLICABLEEXIGENCIA DEL REQUISITO LEGAL
Los residuos peligrosos se embalan y se entregan a una entidad ambiental
100
100
Toda la empresa
100
PROCESOS A QUE
APLICA
Los Residuso Peligrosos se han identificado mediante la hoja de seguridad del residuo que la genera, los
residuos principalmente del area de Fundicion han sido caracterizados con laboratorio Certificado
Decreto
1. Diseñar lista de chequeo de cumplimiento legal e inspección de aseguramiento de cumplimiento a las
compañías encargadas de el tratamiento de respel.
2. Realizar visitas de seguimiento e inspección de procesos y cumplimiento a las compañías encargadas
de realizar el tratamiento y disposición de residuos peligrosos.
3. Entrega de resultados a las compañías y seguimiento al cumplimiento.
PVC GERFOR y PLASKROM, registran la generación de residuos peligrosos en todas sus áreas de proceso
y contratan con empresas que cumplen todos los requisitos de funcionamiento y procesos
técnicamente avalados para el tratamiento y disposición de estos residuos.
Se cuentan con actas de disposición que avalan estos tratamiento y cantidades dispuestos y tratados.
PRESIDENCIA DE LA REPUBLICA DE
COLOMBIA
Por el cual se reglamenta parcialmente la prevención y el manejo de
los residuos o desechos peligrosos generados en el marco de la
gestión integral.
741 2005

Artículo 27
DEL REGISTRO DE GENERADORES . El Ministerio de Ambiente, Vivienda y Desarrollo Territorial expedirá dentro de los
seis (6) meses siguientes a la entrada en vigencia del presente decreto, el acto administrativo sobre el Registro de
Generadores de Residuos o Desechos Peligrosos, de acuerdo con los estándares para el acopio de datos,
procesamiento, transmisión, y difusión de la información que establezca el IDEAM para tal fin.
Procesos productivos
Artículo 28
DE LA INSCRIPCION EN EL REGISTRO DE GENERADORES. Los generadores de residuos o desechos peligrosos están
obligados a inscribirse en el Registro de Generadores de la autoridad ambiental competente de su jurisdicción,
teniendo en cuenta las siguientes categorías y plazos :
a) Gran Generador. Persona que genera residuos o desechos peligrosos en una
cantidad igual o mayor a 1,000.0 kg/mes calendario considerando los períodos
de tiempo de generación del residuo y llevando promedios ponderados y media
móvil de los últimos seis (6) meses de las cantidades pesadas. 12 MESES
Procesos productivos
Resolución 1402 2007MINISTERIO DE AMBIENTE Y DESARROLLO
TERRITORIAL
Por la cual se desarrolla parcialmente el Decreto 4741 del 30 de
diciembre de 2005, en materia de residuos o desechos peligrosos.Artículo 4
De conformidad con la Ley 430 del 16 de enero de 1998, es obligación y responsabilidad de los generadores identificar
las características de peligrosidad de cada uno de los residuos o desechos peligrosos que genere, para lo cual podrá
tomar como referencia cualquiera de las alternativas establecidas en el artículo 7º del Decreto 4741 del 30 de
diciembre de 2005. La autoridad ambiental podrá exigir la caracterización fisicoquímica de los residuos o desechos,
cuando lo estime conveniente o necesario.
Toda la empresa 100
Los RESPEL se han caracterizado por medio de análisis fisicoquímicos, balances de masa y conocimiento
especifico de los procesos
Los residuos líquidos peligrosos generados en las plantas de tratamiento de agua, son caracterizados por
laboratorios autorizados por el IDEAM para tal fin, clasificados como residuos biológicos los generados
en la planta de tratamiento de aguas domesticas y residuos tóxicos los generados en la planta de
tratamiento de aguas industriales
Los residuos solidos peligrosos generados de todas las áreas son clasificados según su procedencia (hojas
de seguridad de los insumos y transformaciones en los procesos) y separados para evitar su
contaminación.
Los residuos reciclables y aprovechables, de igual manera son separados y clasificados en la fuente
PVC GERFOR y PLASKROM se encuentran inscritos en el registro de generadores de residuos peligrosos
y cumplen anualmente con el reporte en las fechas programadas para tal fin.
Al entrar en vigencia el RUA las compañias realizaron la migracion a este sistema y realizan el registro
periodicamente hasta el momento.
Artículo 2
Solicitud de Inscripción en el Registro de Generadores de Residuos o Desechos Peligrosos. Todas las personas
naturales o jurídicas, públicas o privadas que desarrollen cualquier tipo de actividad que genere residuos o desechos
peligrosos, deberán solicitar inscripción en el Registro de Generadores de Residuos o Desechos Peligrosos, mediante
comunicación escrita dirigida a la autoridad ambiental de su jurisdicción de acuerdo con el formato de carta
establecido
en el Anexo No. 1 de la presente resolución.
La solicitud de inscripción en el registro de generadores se debe efectuar de acuerdo con las categorías y plazos
establecidos en el Artículo 28º del Decreto 4741 de 2005. Dichos plazos empezarán a contarse, a partir de la fecha de
Toda la empresa
Artículo 4
Información a ser diligenciada en el Registro de Generadores de Residuos o Desechos Peligrosos. Con el número de
registro, todo generador de residuos o desechos peligrosos deberá ingresar al sitio Web de la autoridad ambiental de
su jurisdicción y diligenciar a través del aplicativo vía Web desarrollado para el Registro de Generadores de Residuos ó
Desechos Peligrosos, las variables de información establecidas en el Anexo No. 2 de la presente resolución. El
diligenciamiento de esta información se debe efectuar dentro de los plazos establecidos en la Tabla No. 2 del Artículo
28º del Decreto 4741 de 2005.
Toda la empresa
Artículo 5
Actualización de la información diligenciada en el Registro de Generadores de Residuos o Desechos Peligrosos. Los
generadores que se hayan registrado en el Registro de Generadores de Residuos o Desechos Peligrosos deben
actualizar anualmente ante la autoridad ambiental, a más tardar hasta el 31 de marzo de cada año, la información
reportada en el Registro de Generadores de Residuos ó Desechos Peligrosos.
Toda la empresa
Artículos 14. 18.19. 21 . 29
El generador de residuos especiales debe disponer, almacenar e identificar adecuadamente de cada uno de estos
residuos generados y los envases que se han utilizado para su almacenamiento. Para realizar esta actividad debe
contratar con empresas autorizadas para este fin
Toda la empresa
Artículo 64
AUTORIZACION SANITARIA PARA MANEJO DE RESIDUOS ESPECIALES. Toda persona natural o jurídica, de carácter
público o privado, que genere, transporte, trate o disponga residuos especiales, deberá obtener autorización sanitaria
por parte del Servicio Seccional de Salud o de la Secretaría de Salud de su jurisdicción.
PARAGRAFO. La autorización sanitaria podrá ser concedida por una o varias de las actividades mencionadas en este
artículo, cuando quiera que aquella o ésta sean realizadas por una sola persona.
Toda la empresa
Artículo 65
REGISTRO COMO REQUISITO PARA OBTENER AUTORIZACION SANITARIA. Para efectos de obtener la Autorización
Sanitaria a que hace referencia el artículo anterior, el interesado deberá registrarse ante el Servicio Seccional de Salud
o ante la Secretaría de Salud de su jurisdicción, en formulario elaborado por el Ministerio de Salud.
PARAGRAFO. El registro deberá efectuarse en un lapso no mayor a doce (129 meses contados a partir de la vigencia
de esta Resolución.
Toda la empresa
Artículo 66DE LA SOLICITUD DE AUTORIZACION SANITARIA EN EL FORMULARIO DE REGISTRO.
En el formulario de registro diligenciado por el interesado, se hará solicitud de Autorización Sanitaria.Toda la empresa
Artículo 2
CONTENIDO Y ALCANCE DEL DECRETO. El presente Decreto establece normas orientadas a reglamentar el servicio
público de aseo en el marco de la gestión integral de los residuos sólidos ordinarios, en materias referentes a sus
componentes, niveles, clases, modalidades, calidad, y al régimen de las personas prestadoras del servicio y de los
usuarios.
Toda la empresa
Artículo 14
OBLIGACION DE ALMACENAR Y PRESENTAR. El almacenamiento y presentación de los residuos sólidos, son
obligaciones del usuario. Se sujetarán a lo dispuesto en este decreto, en el Plan de Gestión Integral de Residuos
Sólidos de los Municipios o Distritos, en los respectivos programas para la prestación del servicio de aseo y a las demás
obligaciones establecidas por las autoridades ambientales y de servicios públicos. El incumplimiento generará las
sanciones establecidas en la normatividad vigente.
Toda la empresa
Artículo 15
PRESENTACION DE RESIDUOS SOLIDOS PARA RECOLECCION. Los residuos sólidos que se entreguen para la
recolección deben estar presentados de forma tal que se evite su contacto con el medio ambiente y con las personas
encargadas de la actividad y deben colocarse en los sitios determinados para tal fin, con una anticipación no mayor de
tres (3) horas a la hora inicial de recolección establecida para la zona.
La presentación se adecuará a los programas de separación en la fuente y aprovechamiento que se establezcan en
desarrollo del Plan de Gestión Integral de Residuos Sólidos del respectivo Municipio o Distrito.
Toda la empresa
Artículo 16
OBLIGACION DE ALMACENAR CONJUNTAMENTE LOS RESIDUOS DE LAS EDIFICACIONES Y ANDENEES. Los residuos
sólidos provenientes del barrido de andenes e interiores de las edificaciones deberán ser almacenados y presentados
por los usuarios junto con los residuos sólidos originados en las mismas.
Toda la empresa
Artículo 17
CARACTERISTICAS DE LOS RECIPIENTES RETORNABLES PARA ALMACENAMIENTO DE RESIDUOS SOLIDOS. Los
recipientes retornables utilizados por los usuarios del servicio de aseo para el almacenamiento y presentación de los
residuos sólidos, deberán estar construidos de material impermeable, liviano, resistente, de fácil limpieza y cargue, de
forma tal que faciliten la recolección y reduzcan el impacto sobre el medio ambiente y la salud humana.
Parágrafo. Los recipientes retornables para almacenamiento de residuos sólidos en el servicio ordinario, deberán ser
lavados por el usuario con una frecuencia tal que sean presentados en condiciones sanitarias adecuadas.
Toda la empresa
Artículo 18
CARACTERISTICAS DE LOS REICPIENTES DESECHABLES. Los recipientes desechables, utilizados para almacenamiento y
presentación de los residuos sólidos deberán tener las siguientes características básicas
1. Proporcionar seguridad, higiene y facilitar el proceso de recolección convencional o recolección selectiva.
2. Permitir el aislamiento de los residuos generados del medio ambiente.
3. Tener una capacidad proporcional al peso, volumen y características de los residuos que contengan.
4. Ser de material resistente y preferiblemente biodegradable.
5. Facilitar su cierre o amarre.
Toda la empresa
Artículo 41RECOLECCION IDUSTRIAL Y COMERCIAL. Los residuos sólidos ordinarios producidos por las actividades industriales y
comerciales, están incluidos en el servicio de aseo ordinario, con la clasificación tarifaria correspondiente.Toda la empresa
Por la cual se dictan normas para el cumplimiento del contenido del
titulo III de la parte 4 del libro 1 del decreto ley número 2811 de 1974
y de los titulos I, III y XL de la ley 9 de 1979, en cuanto a residuos
especiales.
Desarrollar el proyecto de construcción y acondicionamiento de acopio de residuos peligrosos y
reutilizables.20
Normatividad General
PVC GERFOR y PLASKROM se encuentran inscritos en el registro de generadores de residuos peligrosos
y cumplen anualmente con el reporte en las fechas programadas para tal fin.
Al entrar en vigencia el RUA las compañias realizaron la migracion a este sistema y realizan el registro
periodicamente hasta el momento.
100
100
Resolución 2309 1986 MINISTERIO DE SALUD
PVC GERFOR y PLASKROM se encuentran inscritos en el registro de generadores y cumplen anualmente
con el reporte en las fechas programadas para tal fin.
Resolución 1362 1986MINISTERIO DE AMBIENTE Y DESARROLLO
TERRITORIAL
Por la cual se dictan normas para el cumplimiento del contenido del
titulo III de la parte 4 del libro 1 del decreto ley número 2811 de 1974
y de los titulos I, III y XL de la ley 9 de 1979, en cuanto a residuos
especiales.
DECRETO 1713
Por el cual se reglamenta la Ley 142 de 1994, la Ley 632 de 2000 y la
Ley 689 de 2001, en relación con la prestación del servicio público de
aseo, y el Decreto Ley 2811 de 1974 y la Ley 99 de 1993 en relación
con la Gestión Integral de Residuos Sólidos
2002PRESIDENCIA DE LA REPUBLICA DE
COLOMBIA
La recolección y disposición temporal de los residuos ordinarios , es adecuada y de acuerdo a los
requisitos de este decreto.
Es realizada por la compañía de aseo del municipio, Aguas de la Sabana de Bogotá, Se cuenta con un
acopio temporal para los residuos ordinarios generados por la compañia y se hacen recolecciones por
parte de la compañia de aseo, diariamente. No se cumple con el almacenamiento temporal de
residuos.
50

Artículo 44
RECOLECCION DE ESCOMBROS. Es responsabilidad de los productores de escombros su recolección, transporte y
disposición en las escombreras autorizadas. El Municipio o Distrito y las personas prestadoras del servicio de aseo son
responsables de coordinar estas actividades en el marco de los programas establecidos para el desarrollo del
respectivo Plan de Gestión Integral de Residuos Sólidos, PGIRS.
La persona prestadora del servicio público de aseo podrá prestar este servicio, de acuerdo con los términos de la
Resolución 541 de 1994 del Ministerio del Medio Ambiente o la que la sustituya o modifique. En cualquier caso, la
recolección, transporte y disposición final de escombros deberá efectuarse en forma separada del resto de residuos
sólidos.
Toda la empresa
DECRETO 1609 2002 MINISTERIO DE TRANSPORTE
Por el cual se reglamenta el manejo y transporte terrestre automotor
de mercancías peligrosas
por carretera
Artí. 4.;Art 5;Art 11. ;Art 12. .;Art 13. ;Art 14. ;Art
15.;Art 17.
El presente decreto aplica al transporte terrestre y manejo de mercancías peligrosas, los cuales comprenden todas las
operaciones y condiciones relacionadas con la movilización de estos productos, la seguridad en los envases y
embalajes, la preparación, envío, carga, segregación, transbordo, trasiego, almacenamiento en tránsito, descarga y
recepción en el destino final. El manejo y transporte se considera tanto en condiciones normales, como las ocurridas
en accidentes que se produzcan durante el traslado y almacenamiento en tránsito.
Cuando se trate de transporte de desechos peligrosos objeto de un movimiento transfronterizo, se debe dar
aplicación en lo dispuesto en el Convenio de Basilea, ratificado por la Ley 253 de 1996.
El presente reglamento aplica a todos los actores que intervienen en la cadena del transporte, es decir el remitente
y/o dueño de la mercancía, destinatario (personas que utilizan la infraestructura del transporte de acuerdo con lo
establecido en el artículo 9° de la Ley 105 de 1993), empresa transportadora, conductor del vehículo y propietario o
tenedor del vehículo de transporte de carga .
Cumplir con las disposiciones legales exigidas por el presente decreto.Artí. 4.;Art 5;Art 11. ;Art 12. .;Art 13. ;Art 14.
;Art 15.;Art 17.
Toda la empresa 50
1. Elaboración del plan de contingencias en derrames, que incluya diagnostico, estrategias y recursos
para la atención de derrames en planta y aseguramiento de el cumplimiento por parte de contratistas y
presentación ante la CAR para su aprobación.
2. Entrenamiento y difusión a los responsables de la contingencia de derrames.
3. Difusión a los contratistas de responsabilidades y exigencias de cumplimiento.
4. Elaboración lista de chequeo de cumplimiento de decreto 1609 para transportadores de insumos y
residuos peligrosos. Revisión de pagos de seguridad social, pólizas de responsabilidad, plan de
contingencias, certificación del SENA en manejo de sustancias peligrosas, equipos de contingencia de
derrames, extinción de incendios, primeros auxilios, equipo de carretera, señalización de vehículos, etc.
5. Difusión a transportadores de exigencias y controles en el ingreso a planta.
6. Implementación del control a los transportadores.
Se realizo el procedimeitno de verificacion de lista de chequeo, no se ha realizado el plan de
contingencia de derrames de residuos
Decreto 741 2005PRESIDENCIA DE LA REPUBLICA DE
COLOMBIA
Por el cual se reglamenta parcialmente la prevención y el manejo de
los residuos o desechos peligrosos generados en el marco de la
gestión integral.
Artículo 32
Se prohíbe:
a) Introducir al territorio nacional residuos nucleares y desechos tóxicos.
b) Importar residuos o desechos que contengan o estén constituidos por Contaminantes Orgánicos Persistentes
(Aldrín, Clordano, Dieldrín, Endrín, Heptacloro, Hexaclorobenceno, Mirex, Toxafeno, Bifenilos Policlorados, DDT)
c) Importar equipos o sustancias que contengan Bifenilos Policlorados (PCB), en una concentración igual o superior a
50 mg/kg.
d) Quemar residuos o desechos peligrosos a cielo abierto.
e) Ingresar residuos o desechos peligrosos en rellenos sanitarios, sino existen celdas de seguridad dentro de éste,
autorizadas para la disposición final de este tipo de residuos.
f) Transferir transformadores o equipos eléctricos en desuso con aceite y aceites dieléctricos usados mediante
remates, bolsas de residuos, subastas o donaciones públicas o privadas sin informar previamente a la autoridad
ambiental
competente los resultados de las caracterizaciones físico-químicas efectuadas para determinar el contenido o no de
bifenilos policlorados.
g) La disposición o enterramiento de residuos o desechos peligrosos en sitios no autorizados para esta finalidad por la
autoridad ambiental competente.
h) El abandono de residuos o desechos peligrosos en vías, suelos, humedales, parques, cuerpos de agua o en cualquier
otro sitio
Procesos procuctivos 100
PVC GERFOR y PLASKROM realizan una disposición final responsable de todos sus residuos peligrosos, y
hacen aseguramiento de el cumplimiento de los gestores de sus respel mediante visitas programadas a
sus instalación y revisión de sus procesos y cumplimiento legal.
De igual manera, cuenta con actas de disposición final que sustentan esta gestión
Decreto 2676 2000PRESIDENCIA DE LA REPUBLICA DE
COLOMBIA
Por el cual se reglamenta la gestión integral de los residuos
hospitalarios y
similares
Artículo 8
OBLIGACIONES DEL GENERADOR. Son obligaciones del generador:
1. Garantizar la gestión integral de sus residuos hospitalarios y similares y velar por el cumplimiento de los
procedimientos establecidos en el Manual para tales efectos.
2. Velar por el manejo de los residuos hospitalarios hasta cuando los residuos peligrosos sean tratados y/o dispuestos
de manera definitiva o aprovechados en el caso de los mercuriales. Igualmente esta obligación se extiende a los
afluentes, emisiones, productos y subproductos de los residuos peligrosos, por los efectos ocasionados a la salud o al
ambiente.
El fabricante o importador de un producto o sustancia química con propiedad peligrosa que de lugar a un residuo
hospitalario o similar peligroso, se equipara a un generador, en cuanto a responsabilidad por el manejo de los
embalajes y residuos del producto o sustancia, de conformidad con la Ley 430 de 1998.
3. Garantizar ambiental y sanitariamente un adecuado tratamiento y disposición final de los residuos hospitalarios y
similares conforme a los procedimientos exigidos por los Ministerios del Medio Ambiente y Salud. Para lo anterior
podrán contratar la prestación del servicio especial de tratamiento y la disposición final.
4. Responder en forma integral por los efectos ocasionados a la salud o al medio ambiente como consecuencia de un
contenido químico o biológico no declarado a la Empresa Prestadora del Servicio Especial de Aseo y a la autoridad
Consultorio médico,
odontológico y oficina de
sesguridad y salud en el
trabajo
80
Artículo 3
Modifícanse los numerales 1.1, 2.1.4 y 2.2.1 del artículo 5° del Decreto 2676 de 2000, los cuales quedarán así:
2.2.1 Fármacos parcialmente consumidos, vencidos, deteriorados, alterados y/o excedentes: Son aquellos
medicamentos vencidos, deteriorados, alterados y/o excedentes de las sustancias que han sido empleadas en
cualquier tipo de procedimiento. Dentro de estos se encuentran los residuos producidos en laboratorios
farmacéuticos que no cumplen los estándares de calidad y sus empaques o por productores de insumos médicos”.
Consultorio médico,
odontológico y oficina de
sesguridad y salud en el
trabajo
100
Artículo 7
Modifícase el numeral 2 del artículo 13 del Decreto 2676 de 2000 de la siguiente manera:
2. Residuos Peligrosos
2.1 Residuos infecciosos. La desactivación, el tratamiento y la disposición final de los residuos hospitalarios y similares
infecciosos, sean éstos anatomopatológicos, biosanitarios, cortopunzantes y de animales, se realizará de la siguiente
manera:
Los residuos hospitalarios y similares peligrosos infecciosos deben desactivarse y luego ser tratados en plantas de
incineración, o en hornos de las plantas productoras de cemento, que posean los permisos, autorizaciones o licencias
ambientales correspondientes y reúnan las características técnicas determinadas por el Ministerio del Medio
Ambiente, o se podrán usar métodos de desactivación de alta eficiencia con excepción de los residuos
anatomopatológicos, que garanticen la desinfección de los demás residuos infecciosos, para su posterior disposición
en rellenos sanitarios, siempre y cuando se cumpla con los estándares máximos de microorganismos establecidos por
los Ministerios del Medio Ambiente y de Salud.
2.2 Residuos químicos. Los residuos químicos tales como: fármacos parcialmente consumidos, vencidos, deteriorados
y/o alterados, citotóxicos, deben ser desactivados y tratados conforme a los procedimientos establecidos por los
Ministerios del Medio
Ambiente y Salud, previa obtención de las autorizaciones, licencias o permisos ambientales pertinentes. PRSENTACION
INFORME 1164 SECRETARIA DE SALUD
Consultorio médico,
odontológico y oficina de
sesguridad y salud en el
trabajo
100
Decreto 4126 2005PRESIDENCIA DE LA REPUBLICA DE
COLOMBIA
por el cual se modifica parcialmente el Decreto 2676 de 2000,
modificado por el Decreto 2763 de 2001 y el Decreto 1669 de 2002,
sobre la gestión integral de los residuos hospitalarios y similares
Artículo1 y 2
Artículo 1°. Modifíquese el artículo 2° del Decreto 2676 de 2000, modificado por el artículo 1° del Decreto 1669 de
2002, el cual quedará así:
Artículo 2°. Alcance. Las disposiciones del presente decreto se aplican a las personas naturales o jurídicas que presten
servicios de salud a humanos y/o animales e igualmente a las que generen, identifiquen, separen, desactiven,
empaquen, recolecten, transporten, almacenen, manejen, aprovechen, recuperen, transformen, traten y dispongan
finalmente
los residuos hospitalarios y similares, en desarrollo de las actividades, manejo e instalaciones relacionadas con:
e) Consultorios, clínicas, farmacias, centros de pigmentación y/o tatuajes, laboratorios
veterinarios, centros de zoonosis y zoológicos;
Consultorio médico,
odontológico y oficina de
sesguridad y salud en el
trabajo
100
Por el cual se modifica parcialmente el Decreto 2676 de 2000La compañia cuenta con un plan para la gestión ambiental y sanitaria interna de sus residuos
hospitalarios . En este momento ete plan esta siendo revisado para verificar el cumplimiento de la
normatividad.
Se contratan los servicios de disposición final y neutralización si hubiere lugar con una empresa
autorizada para tal efecto (incineración) Se han realizado capacitaciones técnicas a sus funcionarios de
servicios generales en las acciones y actividades exigidas en el plan para la gestión integral ambiental y
sanitaria de sus residuos hospitalarios y similares.
Decreto 1669PRESIDENCIA DE LA REPUBLICA DE
COLOMBIA 2002

Artículo 1Adoptar el Manual de Procedimientos para la Gestión Integral de los Residuos Hospitalarios y similares, MPGIRH,
adjunto a la presente resolución, de acuerdo con lo determinado en los artículos 4° y 21 del Decreto 2676 de 2000.
Consultorio médico,
odontológico y oficina de
sesguridad y salud en el
trabajo
100
Artículo 2
Los procedimientos, procesos, actividades y estándares establecidos en el manual para la gestión integral de los
residuos hospitalarios y similares, serán de obligatorio cumplimiento por los generadores de residuos hospitalarios y
similares y prestadores de los servicios de desactivación y especial de aseo, de conformidad con lo dispuesto en el
Decreto 2676 de 2000.
Consultorio médico,
odontológico y oficina de
sesguridad y salud en el
trabajo
100
Artículo 2
Las medidas establecidas mediante la presente resolucion aplican a todas las personas naturales o juridicas, publicas o
privadas que sean propietarios de equipos o desechos que consistan contengan o esten contaminados con bifenilos
policlorados. (Bifenilos Policlorados (PCB): Compuestos aromáticos formados de tal manera que los átomos de
hidrógeno en la molécula bifenilo (2 anillos bencénicos unidos entre sí por un enlace único carbono-carbono) pueden
ser sustituidos por hasta diez átomos de cloro.)
Artículo 4
De la responsabilidad de identificación y marcado. Los propietarios de equipos y desechos que consisten, contienen o
estén contaminados con Bifenilos Policlorados (PCB), deben identificar y marcar sus existencias para efectos de
planear y ejecutar las medidas necesarias para la gestión ambiental integral, de conformidad con los requisitos
establecidos en esta Resolución.
Artículo 7
De la clasificación en grupos para el inventario. Los propietarios deberán declarar el inventario de todos sus equipos
que hayan contenido o contengan fluidos aislantes, como los transformadores eléctricos, condensadores eléctricos,
interruptores, reguladores, reconectores u otros dispositivos, y los desechos que hayan estado en contacto con los
fluidos aislantes de dichos equipos, según corresponda, en los siguientes grupos:
1. Equipos fabricados con fluidos de PCB y desechos contaminados con PCB.
2. Equipos y desechos que contienen o pueden contener PCB.
3. Equipos y desechos contaminados con PCB.
4. Equipos y desechos NO PCB.Equipos que sean sometidos a procesos de descontaminación, sólo podrán clasificarse
en este grupo con base en el análisis cuantitativo de PCB realizado seis (6) meses después del proceso de
descontaminación
Artículo 8
Del marcado. Para efectos de inventario los propietarios deben marcar todos los equipos y desechos, incluidos en el
inventario, conforme avancen en el cumplimiento de las metas que establece el artículo 9 de esta resolución,
precisando como mínimo la siguiente información:
1. Para equipos en uso o en desuso:
a) Fecha del marcado (día, mes y año)
b) Número de identificación asignado por el propietario
c) Clasificación según el artículo 7° de la presente resolución: Grupo 1, 2, 3 o 4
d) En caso de estar clasificado en el Grupo 1, 2 o 3 el letrero “CONTAMINADO CON PCB”
e) En caso de accidente o derrame reportarlo a: NOMBRE y TELÉFONO
f) Nombre del propietario del equipo
2. Para residuos o desechos contaminados con PCB:
a) Fecha del marcado (día, mes y año)
b) Número de identificación asignado por el propietario
c) Incluir letrero “RESIDUO CONTAMINADO CON PCB”
d) Tipo de residuo y/o desecho (líquido contenido (litros), suelo contenido (kg), otros)
e) Clasificación según el artículo 7° de la presente resolución: Grupo 1, Grupo 2 o Grupo 3
f) En caso de accidente o derrame reportarlo a NOMBRE y TELÉFONO
g) Nombre del generador del residuo
Artículo 11
Solicitud de inscripción en el Inventario de PCB. Todas las personas naturales o jurídicas, públicas o privadas, que se
encuentren en el campo de aplicación de la presente resolución, deberán solicitar inscripción en el Inventario de PCB,
ante la Autoridad Ambiental en cuya jurisdicción tengan los equipos y desechos objeto de este inventario, a través de
un vínculo habilitado por esta entidad en su portal Web institucional para acceder al aplicativo correspondiente,
teniendo en cuenta la información descrita en el Anexo 1, sección 1, capítulo 1, de la presente resolución.
Artículo 12 Plazo de inscripción en el Inventario de PCB. Toda persona natural o jurídica, pública o privada, que se encuentre en
el campo de aplicación de la presente resolución deberá inscribirse entre el 1° de julio y el 31 de diciembre de 2012.
Artículo 13
Asignación de nombre de usuario y contraseña. Una vez realizada la inscripción, el aplicativo generará
automáticamente un usuario y una contraseña a cada propietario, lo que le permitirá ingresar a través del vínculo
habilitado en el portal Web de la autoridad ambiental respectiva, para diligenciar y actualizar la información del
Inventario de PCB.
Artículo 23
Del almacenamiento de equipos y desechos contaminados con PCB. Los propietarios de equipos contaminados con
PCB pueden realizar el almacenamiento, previo a la eliminación, en sus instalaciones hasta por un periodo de doce
(12) meses. En casos debidamente sustentados y justificados los propietarios podrán solicitar ante la autoridad
ambiental competente, prórroga de dicho período
Artículo 27
Metas de eliminación de desechos contaminados con PCB. Los propietarios de desechos contaminados con PCB
deberán haberlos eliminado, de manera ambientalmente adecuada, a más tardar en el año 2028 de acuerdo con las
siguientes metas de eliminación:
1) El total de las existencias y desechos contaminados con PCB, identificados y marcados al año 2016 debe eliminarse
de una forma ambientalmente segura a más tardar el 31 de diciembre de 2017.
2) El total de las existencias, desechos contaminados con PCB identificados y marcados al año 2020 debe eliminarse de
una forma ambientalmente segura, a más tardar el 31 de diciembre de 2022.
3) El total de las existencias desechos contaminados con PCB identificados y marcados al año 2024 debe eliminarse de
una forma ambientalmente segura, a más tardar el 31 de diciembre de 2028.
Parágrafo. Para las Zonas No Interconectadas, el total de las existencias identificadas y marcadas debe eliminarse, de
una forma ambientalmente segura, a más tardar el 31 de diciembre de 2028.
Artículo 2
Ámbito de aplicación. Las disposiciones establecidas mediante el presente decreto aplican a las personas naturales o
jurídicas, públicas o privadas que generen, identifiquen, separen, empaquen, recolecten, transporten, almacenen,
aprovechen, traten o dispongan finalmente los residuos generados en desarrollo de las actividades relacionadas con:
1. Los servicios de atención en salud, como actividades de la práctica médica, práctica odontológica, apoyo
diagnóstico, apoyo terapéutico y otras actividades relacionadas con la salud humana, incluidas las farmacias y
farmacias-droguerías.
Toda la empresa Actualizar el PGIRH, de acuerdo a lo indicado en el Decreto
Artículo 6
Artículo 6°. Obligaciones del generador. Además de las disposiciones contempladas en las normas vigentes, en el
marco de la gestión integral de los residuos generados en la atención en salud y otras actividades, el generador tiene
las siguientes obligaciones:
1. Formular, implementar, actualizar y tener a disposición de las autoridades ambientales, direcciones
departamentales, distritales y municipales de salud e Invima en el marco de sus competencias, el plan de gestión
integral para los residuos generados en la atención en salud y otras actividades reguladas en el presente decreto,
conforme a lo establecido en el Manual para la Gestión Integral de Residuos Generados en la Atención en Salud y otras
Actividades.
2. Capacitar al personal encargado de la gestión integral de los residuos generados, con el fin de prevenir o reducir el
riesgo que estos residuos representan para la salud y el ambiente, así como brindar los elementos de protección
personal necesarios para la manipulación de estos.
3. Dar cumplimiento a la normatividad de seguridad y salud del trabajador a que haya lugar.
4. Contar con un plan de contingencia actualizado para atender cualquier accidente o eventualidad que se presente y
contar con personal capacitado y entrenado para su implementación.
5. Tomar y aplicar todas las medidas de carácter preventivo o de control previas al cese, cierre, clausura o
desmantelamiento de su actividad con el fin de evitar cualquier episodio de contaminación que pueda representar un
riesgo a la salud y al ambiente, relacionado con sus residuos peligrosos.
6. Los generadores que realicen atención en salud extramural, serán responsables por la gestión de los residuos
peligrosos generados en dicha actividad y por lo tanto su gestión debe ser contemplada en el Plan de Gestión Integral
de Residuos.
7. Dar cumplimiento a lo establecido en el Decreto número 1609 de 2002 o la norma que la modifique o sustituya,
cuando remita residuos peligrosos para ser transportados.
8. Suministrar al transportista de los residuos o desechos peligrosos las respectivas hojas de seguridad.
9. Responder por los residuos peligrosos que genere. La responsabilidad se extiende a sus afluentes, emisiones,
Consultorios médicos
Manual 2002 MINISTERIO DE LA PROTECCION SOCIAL
Establecer los procedimientos, procesos y actividades para la gestión
integral de residuos hospitalarios y similares, en cumplimiento de lo
establecido en el Decreto 2676 de 2000.
Artículo 1Adoptar el Manual de Procedimeitnos para la Gestion Integral de Residuos Hospitalarios y Similares de acuerdo a lo
determinado en el articulo 4 y 21 Decreto 2676 de 2000Toda la empresa
Guia 45 2002
MINISTERIO DE AMBIENTE, VIVIENDA Y
DESARROLLO TERRITORIAL-
CONSEJO COLOMBIANO DE SEGURIDAD
Almacenamiento de sustancias químicas y residuos peligrososguias_ambientales_almacenam_transp_x_carretera_sust_quim_res_pelig.pdf
Normas y preceptos técnicos para el almacenamiento de sustancias químicas peligrosas y residuos peligrososToda la empresa Pendiente almacenamiento adecuado de Respel
Normatividad Especifica
Normatividad de
referencia
DECRETO 351 2014Por el cual se reglamenta la gestión integral de los residuos generados
en la atención en salud y otras actividades
MINISTERIO DE SALUD Y PROTECCIÓN
SOCIAL,MINISTERIO DE AMBIENTE,
DESARROLLO SOSTENIBLE Y MINISTERIO
DE TRASNPORTE
Por la cual se establecen requisitos para la gestión ambiental integral
de equipos y desechos que consisten, contienen o están
contaminados con Bifenilos Policlorados (PCB)
60
Ya se realizo el registro ante el ideam para Gerfor y Plaskrom, pendiente hacer el marcado de PCBS. 2,
Validar el articulo 2 de la norma aplicado a las compañias del grupo. 3, De acuerdo a la ultima visita de la
CAR, se debe hacer el plan de Gestion de PC
Por la cual se adopta el Manual de Procedimientos para la Gestión
Integral de los residuos hospitalarios y similaresMINISTERIO DE LA PROTECCION SOCIAL2002RESOLUCIÓN 1164
RESOLUCIÓN 222 2011MINISTERIO DE AMBIENTE Y DESARROLLO SOSTENIBLE

Empresa: P.V.C. Gerfor S.A. / Setip S.A.S Fecha:
CUMPLE
%ACCIÓN
Normatividad General Ley 29 1992 CONGRESO DE LA REPUBLICA 2763 de 2001 y el Decreto 1669 de 2002, sobre la
gestión integral de los residuos
Determina cuales son las sustancias agotadoras de
la capa de ozono, se establecen planes para la
eliminación de estas sustancias a nivel mundial.
fundición,
cromado0
verificar sustancias utilizadas en chiller,
aires acondicionados, refrigeradores,
neveras, etc
Resolución 1023 2010MINISTERIO DE AMBIENTE, VIVIENDA Y
DESARROLLO TERRITORIAL
Por la cual se adopta el protocolo para el
monitoreo y seguimiento del Subsistema de
Información sobre Uso de Recursos Naturales
Renovables – SIUR, para el sector manufacturero
y se dictan otras disposiciones.
EXIGENCIA DEL REQUISITO LEGAL
PVC GERFOR Y PLASKROM no utilizan en sus procesos sustancias agotadoras de la capa de ozono
Anexo A: Grupo I (compuestos clorofluorocarbonados – CFC)
CFCl3 CFC-11 Triclorofluorometano
CF2Cl2 CFC-12 Diclorodifluorometano
C2F3Cl3 CFC-113 Triclorotrifluoroetano
C2F4Cl2 CFC-114 Diclorotetrafluoroetano
C2F5Cl CFC-115 Cloropentafluoroetano
Anexo A: Grupo II (halones)
CF2BrCl Halon-1211 Bromoclorodifluorometano
CF3Br Halon-1301 Bromotrifluorometano
C2F4Br2 Halon-2402 Dibromotetrafluoroetano
Anexo B: Grupo I (otros compuestos clorofluorocarbonados – otros CFC)
CF3Cl CFC-13 Clorotrifluorometano
C2FCl5 CFC-111 Pentaclorofluoroetano
C2F2Cl4 CFC-112 Tetraclorodifluoroetano
C3FCl7 CFC-211 Heptaclorofluoropropano
C3F2Cl6 CFC-212 Hexaclorodifluoropropano
C3F3Cl5 CFC-213 Pentaclorotrifluoropropano
C3F4Cl4 CFC-214 Tetraclorotetrafluoropropano
C3F5Cl3 CFC-215 Tricloropentafluoropropano
C3F6Cl2 CFC-216 Diclorohexafluoropropano
C3F7Cl CFC-217 Cloroheptafluoropropano
Anexo B: Grupo II
CCl4 TCC Tetracloruro de Carbono
Anexo B: Grupo III
C2H3Cl3 1,1,1-tricloroetano Metilcloroformo
OBSERVACIONES
TIPO DE
NORMA
(ley, decreto,
resolucion,
jurisprudencia,
sentencia etc )
NÚMERO AÑOENTIDAD QUE EXPIDE
(Ministerio, Congreso, Secretaria, Presidencia,
Alcaldia, etc)
DESCRICPCIÓN DE LA NORMA
ARTÍCULO/
CAPÍTULO/
TÍTULO
APLICABLE
PROCESOS
A QUE
APLICA

Empresa: P.V.C. Gerfor S.A. / Setip S.A.S Fecha:
ACCIÓN
Artículo 1.
CONTENIDO Y OBJETO El presente Decreto contiene el Reglamento de Protección y Control de la Calidad del Aire, de
alcance general y aplicable en todo el territorio nacional, mediante el cual se establecen las normas y principios
generales para la protección atmosférica, los mecanismos de prevención, control y atención de episodios por
contaminación del aire generada por fuentes contaminantes fijas y móviles, las directrices y competencias para la
fijación de las normas de calidad del aire o niveles de inmisión, las normas básicas para la fijación de los estándares
de emisión y descarga de contaminantes a la atmósfera, las de emisión de ruido y olores ofensivos, se regulan el
otorgamiento de permisos de emisión, los instrumentos y medios de control y vigilancia, el régimen de sanciones por
la comisión de infracciones y la participación ciudadana en el control de la contaminación atmosférica.
El presente Decreto tiene por objeto definir el marco de las acciones y los mecanismos administrativos de que
disponen las autoridades ambientales para mejorar y preservar la calidad del aire; y evitar y reducir el deterioro del
medio ambiente, los recursos naturales renovables y la salud ocasionados por la emisión de contaminantes químicos
y físicos al aire; a fin de mejorar la calidad de vida de la población y procurar su bienestar bajo el principio del
Desarrollo Sostenible.
Procesos productivos
Artículo 3.
TIPOS DE CONTAMINANTES DEL AIRE. Son contaminantes de primer grado, aquellos que afectan la calidad del aire o
el nivel de inmisión, tales como el ozono troposférico o smog fotoquímico y sus precursores, el monóxido de
carbono, el material particulado, el dióxido de nitrógeno, el dióxido de azufre y el plomo.
Son contaminantes tóxicos de primer grado aquellos que emitidos, bien sea en forma rutinaria o de manera
accidental, pueden causar cáncer, enfermedades agudas o defectos de nacimiento y mutaciones genéticas.
Son contaminantes de segundo grado, los que sin afectar el nivel de inmisión, generan daño a la atmósfera, tales
como los compuestos químicos capaces de contribuir a la disminución o destrucción de la capa estratosférica de
ozono que rodea la Tierra, o las emisiones de contaminantes que aún afectando el nivel de inmisión, contribuyen
especialmente al agravamiento del "efecto invernadero", o cambio climático global.
Se entiende por contaminación primaria, la generada por contaminantes de primer grado; y por contaminación
secundaria, la producida por contaminantes del segundo grado.
La autoridad ambiental dará prioridad al control y reducción creciente de las emisiones de estas sustancias y de los
tipos de contaminación atmosférica de que trata este artículo.
Procesos productivos
Artículo 4.
ACTIVIDADES ESPECIALMENTE CONTROLADAS Sin perjuicio de sus facultades para ejercer controles sobre cualquier
actividad contaminante, se considerarán como actividades, sujetas a prioritaria atención y control por parte de las
autoridades ambientales, las siguientes:
a) Las quemas de bosque natural y de vegetación protectora y demás quemas abiertas prohibidas;
b) La quema de combustibles fósiles utilizados por el parque automotor;
c) La quema industrial o comercial de combustibles fósiles;
d) Las quemas abiertas controladas en zonas rurales;
e) La incineración o quema de sustancias, residuos y desechos tóxicos peligrosos;
f) Las actividades industriales que generen, usen o emitan sustancias sujetas a los controles del: Protocolo de
Montreal, aprobado por Ley 29 de 1992;
g) Las canteras y plantas trituradoras de materiales de construcción.
Procesos productivos
Artículo 5.
DE LAS DISTINTAS CLASES DE NORMAS Y ESTANDARES. Las normas para la protección de la calidad del aire son:
a) Norma de calidad del aire o nivel de inmisión;
b) Norma de inmisión o descarga de contaminantes al aire;
c) Norma de emisión de ruido;
d) Norma de ruido ambiental, y
e) Norma de evaluación y emisión de olores ofensivos.
Cada norma establecerá los estándares o límites permisibles de emisión para cada contaminante, salvo la norma de
evaluación de olores ofensivos, que establecerá los umbrales de tolerancia por determinación estadística.
Procesos productivos
Artículo 15.
CLASIFICACION DE SECTORES DE RESTRICCION DE RUIDO AMBIENTA L. Para la fijación de las normas de ruido
ambiental el Ministerio del Medio Ambiente atenderá a la siguiente sectorización:
1) Sectores A. (Tranquilidad y Silencio), áreas urbanas donde estén situados hospitales, guarderías, bibliotecas,
sanatorios y hogares geriátricos.
2) Sectores B. (Tranquilidad y Ruido Moderado), zonas residenciales o exclusivamente destinadas para desarrollo
habitacional, parques en zonas urbanas, escuelas, universidades y colegios.
3) Sectores C. (Ruido Intermedio Restringido), zonas con usos permitidos industriales y comerciales, oficinas, uso
institucional y otros usos relacionados.
4) Sectores D. (Zona Suburbana o Rural de Tranquilidad y Ruido Moderado), áreas rurales habitadas destinadas a la
explotación agropecuaria, o zonas residenciales suburbanas y zonas de recreación y descanso.
Procesos productivos
Artículo 26
Prohibición de incineración de llantas, baterías y otros elementos que produzcan tóxicos al aire. Queda prohibida la
quema abierta, o el uso como combustible en calderas u hornos en procesos industriales, de llantas, baterías,
plásticos y otros elementos y desechos que emitan contaminantes tóxicos al aire.Procesos productivos
OBSERVACIONESPROCESOS A QUE APLICA REGISTRO/ EVIDENCIA
Pendiente Determinar si se requiere permiso de
emision atmosferica, hasta que se realice la medicion
directa solicitada por la CAR y asi dar respuesta que
esta pendiente de comunicación del mes de Febrero de
2014
Presentaciones dadas a la Gerencia
de Investigacion y desarrollo
acerca del proyecto
EXIGENCIA DEL REQUISITO LEGAL
Por el cual se reglamentan, parcialmente la Ley 23 de 1973, los
artículos 33, 73, 74, 75 y 75 del Decreto-Ley 2811 de 1974; los
artículos 41, 42, 43, 44, 45, 48 y 49 de la Ley 9 de 1979; y la Ley 99
de 1993, en relación con la prevención y control de la
contaminación atmosférica y la protección de la calidad del aire.
Decreto 948 1995PRESIDENCIA DE LA REPUBLICA DE
COLOMBIA
ARTÍCULO/
CAPÍTULO/
TÍTULO APLICABLE
TIPO DE NORMA
(ley, decreto,
resolucion,
jurisprudencia,
sentencia etc )
ENTIDAD QUE EXPIDE (Ministerio, Congreso, Secretaria, Presidencia,
Alcaldia, etc)
DESCRICPCIÓN DE LA NORMA
Normatividad General
NÚMERO AÑO

Artículo 27.
Incineración de Residuos Patológicos e Industriales. Los incineradores de residuos patológicos e industriales deberán
contar obligatoriamente con los sistemas de quemado y postquemado de gases o con los sistemas de control de
emisiones que exijan las normas que al efecto expidan el Ministerio del Medio Ambiente, sin perjuicio de las normas
que expidan las autoridades de salud dentro de la órbita de su competencia. Ver la Resolución del Min. Ambiente 58
de 2002
Procesos productivos
Artículo 28.
Quema de Bosque y Vegetación Protectora. Queda prohibida la quema de bosque natural y de vegetación natural
protectora en todo el territorio nacional. Procesos productivos
Artículo 29. Quemas Abiertas. Queda prohibido dentro del perímetro urbano de ciudades, poblados y asentamientos humanos, y
en las zonas aledañas que fije la autoridad competente, la práctica de quemas abiertas.Procesos productivos
Artículo 73.
CASOS QUE REQUIEREN PERMISO DE EMISION ATMOSFERICA. Requerirá permiso previo de emisión atmosférica la
realización de alguna de las siguientes actividades, obras o servicios, públicos o privados:
a) Quemas abiertas controladas en zonas rurales;
b) Descargas de humos, gases, vapores, polvos o partículas por ductos o chimeneas de establecimientos industriales,
comerciales o de servicio;
c) Emisiones fugitivas o dispersas de contaminantes por actividades de explotación minera a cielo abierto;
d) Incineración de residuos sólidos, líquidos y gaseosos;
e) Operaciones de almacenamiento, transporte, carga y descarga en puertos susceptibles de generar emisiones al
aire;
f) Operación de calderas o incineradores por un establecimiento industrial o comercial;
g) Quema de combustibles, en operación ordinaria, de campos de explotación de petróleo y gas;
h) Procesos o actividades susceptibles de producir emisiones de sustancias tóxicas;
i) Producción de lubricantes y combustibles;
j) Refinación y almacenamiento de petróleo y sus derivados; y procesos fabriles petroquímicos;
k) Operación de Plantas termoeléctricas;
l) Operación de Reactores Nucleares;
m) Actividades generadoras de olores ofensivos;
n) Las demás que el Ministerio del Medio Ambiente establezca, con base en estudios técnicos que indiquen la
necesidad de controlar otras emisiones.
Parágrafo 1º.- En los casos previstos en los literales a), b), d), f) y m) de este artículo, el Ministerio del Medio
Ambiente establecerá los factores a partir de los cuales se requerirá permiso previo de emisión atmosférica,
teniendo en cuenta criterios tales como, los valores mínimos de consumo de combustibles, los volúmenes de
producción, el tipo y volumen de las materias primas consumidas, el tamaño y la capacidad instalada, el riesgo para
la salud humana y el riesgo ambiental inherente, la ubicación, la vulnerabilidad del área afectada, el valor del
proyecto obra o actividad, el consumo de los recursos naturales y de energía y el tipo y peligrosidad de residuos
generados, según sea el caso.
Procesos productivos
Resolución 6982 2011SECRETARIA DE MEDIO AMBIENTE DE
BOGOTA
Por la cual se dictan normas sobre prevención y control de la
contaminación atmosférica por fuentes fijas y protección de la
calidad del aire
Artículo 3
ÁMBITO DE APLICACIÓN. Las disposiciones de la presente resolución, se establecen para todas las actividades
industriales, comerciales y de servicios, y los equipos de combustión externa, presentes en el perímetro urbano del
Distrito Capital.
Procesos productivos
Implementar el proyecto de reducción de emisiones en
los procesos, donde se realizaran las mediciones
pertinentes, para calcular alturas y controles en los
ductos y chimeneas para garantizar los parámetros
exigidos por la ley
Resolucion 1309 2010 MAVD Por la cual se modifica la resolucion 909 del 5 Junio de 2008 Artículo 1
Modifiquese el articulo 3 de la Resolucion 909 de 2008. Articulo 3, Ambiento de Aplicación, Las disposiciones de la
presente resolucion se establecen para todas las actividades industriales, los equipos de combustion externa, los
motores de combustion interna con capacidad de 1MW en actividades industriales, instalaciones de incineracion y
hornos crematorios
Procesos productivos
Artículo 9
Estándares máximos permisibles de emisión de ruido. En la Tabla 1 de la presente resolución se establecen los
estándares máximos permisibles de niveles de emisión de ruido expresados en decibeles ponderados A (dB(A)):
Sector C. Ruido Intermedio Restringido - Zonas con usos permitidos industriales, como i industrias en general, zonas
portuarias, parques industriales, zonas francas.
DIA: 75 dB
NOCHE: 75 dB
Procesos productivos
Artículo 17
Estándares Máximos Permisibles de Niveles de Ruido Ambiental. En la Tabla 2 de la presente resolución, se
establecen los estándares máximos permisibles de niveles de ruido ambiental expresados en decibeles ponderados A
(dB(A)).
sector C. Ruido Intermedio Restringido
Zonas con usos permitidos industriales, como industrias en general, zonas portuarias, parques industriales, zonas
francas.
DIA: 75 dB
NOCHE: 70dB
Procesos productivos
Artículo 4
Estándares de emisión admisibles de contaminantes al aire para fuentes fijas puntuales de actividades industriales
Estándares de emisión admisibles para actividades industriales. En la Tabla 1 se establecen los estándares de emisión
admisibles de contaminantes al aire para las actividades industriales definidas en el artículo 6° de la presente
resolución.
Estándares de emisión admisibles de contaminantes al aire para actividades industriales a condiciones de referencia
(25 ºC y 760 mm Hg) con oxígeno de referencia del 11%
Artículo 6
Actividades industriales y contaminantes a monitorear por actividad industrial. En la Tabla 3 se establecen las
actividades industriales y los contaminantes que cada una de las actividades industriales debe monitorear.
Fundición de bronce y latón -Hornos de reverbero, eléctricos y hornos de cubilote (cúpula), entre otros. MP
Procesos de galvanotecnia - Procesos de desengrasado, decapado, desmetalizados, recubrimiento con películas
Resolución 910 2008 MAVD
Por la cual se reglamentan los niveles permisibles de emisión de
contaminantes que deberán cumplir las fuentes móviles terrestres,
se reglamenta el artículo 91 del Decreto 948 de 1995 y se adoptan
otras disposiciones.
Artículo 6
Límites máximos de emisión permisibles para vehículos bicombustibles gasolina-gas natural vehicular o gasolina-GLP.
En la tabla 2 se establecen los máximos niveles de emisión que podrá emitir toda fuente móvil clasificada como
vehículo automotor convertido a gas natural vehicular o GLP, durante su funcionamiento en velocidad de crucero y
en condición de marcha mínima, ralentí o prueba estática, a temperatura normal de operación, operando con gas
natural vehicular o GLP, respectivamente.
Logistica-producto terminado- patios
909 2008 MAVD
Por la cual se establecen las normas y estándares de emisión
admisibles de contaminantes a la atmósfera por fuentes fijas y se
dictan otras disposiciones.
Fundición
Se verifico con la CAR, unicamente aplica el proceso de
Fundicion , no aplica el de cromado DEBIDO A QUE NO
ES UN PROCESO DE COMBUSTION
Resolución 627 2006 MAVDPor la cual se establece la norma nacional de emisión de ruido y
ruido ambiental.
Resolución
Normatividad Especifica

Empresa: P.V.C. Gerfor S.A. / Setip S.A.S Fecha:
CUMPLE
%
Artículo 3
ÁMBITO DE APLICACION . La presente resolución se aplicará a los establecimientos cuya actividad productiva principal se encuentre incluida en la Sección D – Industrias Manufactureras, divisiones 15 a 37 de la Clasificación Industrial Internacional Uniforme – CIIU, Revisión 3.0 adaptada para Colombia por el Departamento Administrativo Nacional de Estadística, DANE, o aquella que la modifique o sustituya, que de acuerdo a la normativa ambiental vigente, requiera de licencia ambiental, plan de manejo ambiental, permisos, concesiones, y demás autorizaciones ambientales, así como aquellas actividades que requieran de registros de carácter ambiental.
Articulo 6
INFORMACION QUE DEBE SER DILIGENCIADA EN EL RUA PAR A EL SECTOR MANUFACTURERO . Con el número de inscripción asignado, el establecimiento deberá ingresar al sitio web de la autoridad ambiental competente y diligenciar, a través del aplicativo vía web desarrollado para el RUA del sector Manufacturero, la información requerida en dicho registro. El diligenciamiento inicial o actualización anual de esta información se debe efectuar dentro de los plazos establecidos en el artículo 8o de la presente resolución.
Articulo 8
PLAZOS . Los establecimientos están obligados a realizar el diligenciamiento inicial y la actualización anual del RUA para el sector manufacturero ante la autoridad ambiental competente, en los siguientes plazos:Último dígito del NIT (sin código de verificación) – Plazo para el diligenciamiento inicial y la actualización anual a partir del año 20110 a 2 Entre el 1o y el 31 de Enero de cada año3 a 6 Entre el 1o y el 28 de Febrero de cada año7 a 9 Entre el 1o y el 31 de Marzo de cada año.Parágrafo. Para el primer año de implementación del RUA para el sector manufacturero, que será el año 2011, el establecimiento deberá diligenciar la información correspondiente a los períodos de balance 2009 y 2010.
Artículo 49
De la Obligatoriedad de la Licencia Ambiental. La ejecución de obras, el establecimiento de industrias o el desarrollo de cualquier actividad, que de acuerdo con la ley y los reglamentos, pueda producir deterioro grave a los recursos naturales renovables o al medio ambiente o introducir modificaciones considerables o notorias al paisaje requerirán de una Licencia Ambiental. Reglamentado Decreto Nacional 1753 de 1994 Reglamentado por el Decreto 1728 de 2002;
Artículo 50
De la Licencia Ambiental. Se entiende por Licencia Ambiental la autorización que otorga la autoridad ambiental competente para la ejecución de una obra o actividad, sujeta al cumplimiento por el beneficiario de la licencia de los requisitos que la misma establezca en relación con la prevención, mitigación, corrección, compensación y manejo de los efectos ambientales de la obra o actividad autorizada. Reglamentado Decreto Nacional 1753 de 1994 licencias ambientales.
Artículo 3
Concepto y alcance de la licencia ambiental. La Licencia Ambiental, es la autorización que otorga la autoridad ambiental competente para la ejecución de un proyecto, obra o actividad, que de acuerdo con la ley y los reglamentos pueda producir deterioro grave a los recursos naturales renovables o al medio ambiente o introducir modificaciones considerables o notorios al paisaje; la cual sujeta al beneficiario de esta, al cumplimiento de los requisitos, términos, condiciones y obligaciones que la misma establezca en relación con la prevención, mitigación, corrección, compensación y manejo de los efectos ambientales del proyecto, obra o actividad autorizada.La Licencia Ambiental llevará implícitos todos los permisos, autorizaciones y/o concesiones para el uso, aprovechamiento y/o afectación de los recursos naturales renovables, que sean necesarios por el tiempo de vida útil del proyecto, obra o actividad.El uso aprovechamiento y/o afectación de los recursos naturales renovables, que sean necesarios por el tiempo de vida útil del proyecto, obre o actividad.El uso aprovechamiento y/o afectación de los recursos naturales renovables, deberán ser claramente identificados en el respectivo Estudio de Impacto Ambiental.La Licencia Ambiental deberá obtenerse previamente a la iniciación del proyecto, obra o actividad. Ningún proyecto, obra o actividad requerirá más de una Licencia Ambiental.Parágrafo. Las Corporaciones Autónomas Regionales y demás autoridades ambientales no podrán otorgar permisos, concesiones o autorizaciones ambientales, cuando estos formen parte de un proyecto cuya licencia ambiental sea de competencia privativa del Ministerio de Ambiente, Vivienda y Desarrollo Territorial.
Articulo 8
Competencia del Ministerio de Ambiente, Vivienda y Desarrollo Territorial. El Ministerio de Ambiente, Vivienda y Desarrollo Territorial, otorgará o negará de manera privativa la licencia ambiental para los siguientes proyectos, obras o actividades: 11. La importación y/o producción de aquellas sustancias, materiales o productos sujetos a controles por virtud de tratados, convenios y protocolos internacionales de carácter ambiental, salvo en aquellos casos en que dichas normas indiquen una autorización especial para el efecto. Tratándose de Organismos Vivos Modificados - OVM, para lo cual se aplicará en su evaluación y pronunciamiento únicamente el procedimiento establecido en la Ley 740 de 2002, y en sus decretos reglamentarios o las normas que lo modifiquen sustituyan o deroguen.
Artículo 9
Competencia de las Corporaciones Autónomas Regionales. Las Corporaciones Autónomas Regionales, las de Desarrollo Sostenible, los Grandes Centros Urbanos y las autoridades ambientales creadas mediante la Ley 768 de 2002, otorgarán o negarán la licencia ambiental para los siguientes proyectos, obras o actividades, que se ejecuten en el área de su jurisdicción
15. La industria manufacturera para la fabricación de:a) Sustancias químicas básicas de origen mineral;b) Alcoholes;c) Ácidos inorgánicos y sus compuestos oxigenados;16. Los proyectos cuyo objeto sea el almacenamiento de sustancias peligrosas, con excepción de los hidrocarburos.
20.05.2011 INVERSIONES GERFOR SAS, INVERSIONES FORERO MOLINA SAS
EN LIQUIDACION, INGERMOLSA, INFORMOL SA, INVERFOREMOL SAS,
FORERO MOLINA ACTIVOS SAS EN LIQUIDACION, segun el radicado concepto
CAR 09112102525 no se requieren licencia ambiental, ni permiso de
concesión de aguas, ni permiso de emisiones atmosféricas, ni
aprovechamiento forestal. Si requiere permiso de vertimientos y ocupación
de cause para el mismo en vertimiento al rio Bogotá
20.05.2011 INVERSIONES GERFOR SAS, INVERSIONES FORERO MOLINA SAS
EN LIQUIDADCION, INGERMOLSA, INFORMOL SA, INVERFOREMOL SAS,
FORERO MOLINA ACTIVOS SAS EN LIQUIDACION, segun el radicado concepto
CAR 09112102525 no se requieren licencia ambiental, ni permiso de
concesión de aguas, ni permiso de emisiones atmosféricas, ni
aprovechamiento forestal. Si requiere permiso de vertimientos y ocupación
de cause para el mismo en vertimiento al rio Bogotá
20.05.2011 INVERSIONES GERFOR SAS, INVERSIONES FORERO MOLINA SAS
EN LIQUIDACION, INGERMOLSA, INFORMOL SA, INVERFOREMOL SAS,
FORERO MOLINA ACTIVOS SAS EN LIQUIDACION, segun el radicado concepto
CAR 09112102525 no se requieren licencia ambiental, ni permiso de
concesión de aguas, ni permiso de emisiones atmosféricas, ni
aprovechamiento forestal. Si requiere permiso de vertimientos y ocupación
de cause para el mismo en vertimiento al rio Bogotá
100
PVC GERFOR Y PLASKROM no realizan vertimientos al rio bogota ni a
cualquier otro alfuente hidrico.
Desarrollan proyectos para el tratamiento de sus residuos y hacen
disposicion adecuada de los mismos con compañias autorizadas para
estos fines
PVC GERFOR Y PLASKROM no realizan vertimientos al rio bogota ni a
cualquier otro alfuente hidrico.
Desarrollan proyectos para el tratamiento de sus residuos y hacen
disposicion adecuada de los mismos con compañias autorizadas para
estos fines
PVC GERFOR Y PLASKROM no realizan vertimientos al rio bogota ni a
cualquier otro alfuente hidrico.
Desarrollan proyectos para el tratamiento de sus residuos y hacen
disposicion adecuada de los mismos con compañias autorizadas para
OBSERVACIONES
ARTÍCULO/
CAPÍTULO/
TÍTULO
APLICABLE
Toda la empresa
06.10.2008 Radicado CAR en el cual el representante legal de la
compañía registra la conformación del Departamento de Gestión
Ambiental, junto con sus funciones y responsabilidades
LEY 99 1993 CONGRESO DE LA REPUBLICA
Por la cual se crea el Ministerio del Medio
Ambiente, se reordena el Sector Público
encargado de la gestión y conservación del
medio ambiente y los recursos naturales
renovables, se organiza el Sistema Nacional
Ambiental, SINA y se dictan otras
disposiciones.
Toda la empresa 100
Por la cual se adopta el protocolo para el
monitoreo y seguimiento del Subsistema de
Información sobre Uso de Recursos
Naturales Renovables – SIUR, para el sector
manufacturero y se dictan otras
disposiciones”
2820
PROCESOS A
QUE APLICAREGISTRO/ EVIDENCIA
2010 PRESIDENCIA DE LA REPUBLICAPor el cual se reglamenta el Título VIII de la
Ley 99 de 1993 sobre licencias ambientales.Toda la empresa
100
EXIGENCIA DEL REQUISITO LEGAL
TIPO DE
NORMA
(ley, decreto,
resolucion,
jurisprudencia,
sentencia etc )
NÚMERO AÑOENTIDAD QUE EXPIDE
(Ministerio, Congreso, Secretaria, Presidencia,
Alcaldia, etc)
DESCRICPCIÓN DE LA NORMA
Decreto
Normatividad General
Resolución 1023 2010MINISTERIO DE AMBIENTE, VIVIENDA Y
DESARROLLO TERRITORIAL

Artículo 47
Del Registro Único Ambiental (RUA). El Ministerio de Ambiente, Vivienda y Desarrollo Territorial, adoptará mediante acto administrativo los Protocolos para el Monitoreo y Seguimiento del Subsistema de Información Sobre Uso de Recursos Naturales Renovables a cargo de Ideam para los diferentes sectores productivos, cuya herramienta de captura y de salida de información es el Registro Único Ambiental (RUA).En la medida en que se vayan adoptando los protocolos para cada sector, los titulares de licencias o planes de manejo ambiental informarán periódicamente el estado de cumplimiento ambiental de sus actividades a través del RUA. De igual manera, las autoridades ambientales realizarán el seguimiento ambiental utilizando esta herramienta, en lo que le fuere aplicable.
PVC GERFOR y PLASKROM se encuentran inscritos en el registro de
generadores y cumplen anualmente con el reporte en las fechas
programadas para tal fin.
Artículo 3
Artículo 3° . ÁMBITO DE APLICACION. La presente resolución se aplicará a los establecimientos cuya actividad productiva principal se encuentre incluida en la Sección D – Industrias Manufactureras, divisiones 15 a 37 de la Clasificación Industrial Internacional Uniforme – CIIU, Revisión 3.0 adaptada para Colombia por el Departamento Administrativo Nacional de Estadística, DANE, o aquella que la modifique o sustituya, que de acuerdo a la normativa ambiental vigente, requiera de licencia ambiental, plan de manejo ambiental, permisos, concesiones, y demás autorizaciones ambientales, así como aquellas actividades que requieran de registros de carácter ambiental.
Artículo 6 °. INFORMACION QUE DEBE SER DILIGENCIADA EN EL RUA PARA EL SECTOR MANUFACTURERO. Con el número de inscripción asignado, el establecimiento deberá ingresar al sitio web de la autoridad ambiental competente y diligenciar, a través del aplicativo vía web desarrollado para el RUA del sector Manufacturero, la información requerida en dicho registro. El diligenciamiento inicial o actualización anual de esta información se debe efectuar dentro de los plazos establecidos en el artículo 8o de la presente resolución.
Artículo 8° . PLAZOS. Los establecimientos están obligados a realizar el diligenciamiento inicial y la actualización anual del RUA para el sector manufacturero ante la autoridad ambiental competente, en los siguientes plazos:Último dígito del NIT (sin código de verificación) – Plazo para el diligenciamiento inicial y la actualización anual a partir del año 20110 a 2 Entre el 1o y el 31 de Enero de cada año3 a 6 Entre el 1o y el 28 de Febrero de cada año7 a 9 Entre el 1o y el 31 de Marzo de cada año.Parágrafo. Para el primer año de implementación del RUA para el sector manufacturero, que será el año 2011, el establecimiento deberá diligenciar la información correspondiente a los períodos de balance 2009 y 2010.
PVC GERFOR y PLASKROM se encuentran inscritos en el registro de
generadores y cumplen anualmente con el reporte en las fechas
programadas para tal fin.
Resolución 1023 2010MINISTERIO DE AMBIENTE, VIVIENDA Y
DESARROLLO TERRITORIAL
Por la cual se adopta el protocolo para el
monitoreo y seguimiento del Subsistema de
Información sobre Uso de Recursos
Naturales Renovables – SIUR, para el sector
manufacturero y se dictan otras
disposiciones”
Toda la empresa 100 mantener registros
disposicion adecuada de los mismos con compañias autorizadas para
estos fines

ANEXO D: PROCEDIMIENTO PTARD GERFOR S.A



ANEXO E: LISTADO DE FACTORRES DE
RIESGOS

GRUPO FACTOR DE RIESGO CÓDIGO DESCRIPCIÓN1A Temperatura extrema : calor o frío1B Humedad relativa o presencia de agua1C Aireación natural inadecuada1D Niveles de luz natural inadecuados1F Presiones barométricas inusuales2A Ruido2B Vibraciones
2CRadiación ionizantes: alfa, beta, rayos x, gamma
2DRadiaciones no ionizantes: luz visible directa; ultravioleta (UV), infrarroja (IR), láser
2E Polvo2F Humo2G Rocío2H Niebla2I Vapores, gases2J Ácidos, bases2K Disolvente2L Desechos2M Plaguicidas2N Vectores2Ñ Animales venenosos o enfermos2O Plantas venenosas o urticantes2P Microorganismos2Q Parásitos macroscópicos3A Basuras3B Aseo servicios sanitarios3C Alcantarillado3D Lavatorio insalubre3E Ropa trabajo faltante3F Zona de alimentación3G Vestier3H Abastos agua3I Suministro elementos aseo
4APosiciones inadecuadas: sentado, parado acostado
4BPostura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
4CTipo de trabajo: liviano, moderado, pesado, dinámico, estático
4DOrganización trabajo: jornada, ritmo, descanso, incentivo, exceso atención
5A Turnos: rotativos nocturnos
5BTarea monótona rutinaria fragmentadas repetitivas sin valorar
5C Alta concentración5D Estilo de mando5E Amenaza seguridad laboral y extralaboral5F Relaciones tensas5G Alta decisión y responsabilidad5H Políticas de estabilidad6A Máquinas peligrosas sin protecciones6B Motores primarios peligrosos6C Herramientas manuales defectuosas6D Vehículos de pasajeros, carga mal mantenida6E Bandas transportadoras6F Sistemas de izar
6GSustancias o materiales: combustibles / inflamable / reactivos productores de incendio
6HSustancias o materiales: combustibles / inflamable / reactivos productores de explosiones
6I Incendio por corto circuito
6JIncendios por llamas abiertas, descargas eléctricas
6K Estado de techos6L Estado de paredes, ventanas
De insalubridad
4Productores de sobrecarga física
6
Productores de inseguridad tipo mecánico
Productores de inseguridad tipo físico-químico
5Productores de sobrecarga síquica
3
LISTA DE VERIFICACIÓN DE FACTORES DE RIESGO
1Del ambiente de trabajo.Microclima
2
Contaminantes del ambientetipo físico
Contaminantes del ambientetipo químico
Contaminantes del ambientetipo biológico

6M Estado de pisos6N Estado de escaleras6Ñ Puertas de interiores y salidas6R Zonas de almacenamiento6S Zona vecinos6T Desorden y desaseo6O Vías y pasillos6P Distribución de puestos6Q Estado instalación eléctrica6X Trabajos en alturas o profundidades6Y Áreas abiertas, descargas eléctricas
6ZSuperficies de trabajo inadecuadas de trabajo y máquinas
Productores de inseguridad tipo locativo

ANEXO F: PROCEDIMIENTO PARA DILIGENCIAR LA MATRIZ DE RIESGOS


ANEXO G: MATRICES DE
IDENTIFICACIÓN DE PANORAMAS DE
RIESGOS

Fundición22 (8/ turno 1, 7/turno 2 y 7/ turno 3).
2A 2C 4C 4A 5A 6M 6U 6E 6J 6F 6G
PROCESO TURNO 1 TURNO 2 TURNO 3 MATERIAS PRIMAS HERRAMIENTAS O EQUIPOS FUENTE MEDIO TRABAJADOR
1 1 1 1 X X X X X X X
2 1 1 1 X X X X X X X
3 1 1 1 X X X X X X X
4 1 1 1 X X X X X X X
5 1 1 1 X X X X X X X
6 1 1 1 X X X X X X X
7 1 1 1 X X X X X X X
8 1 1 1 X X X X X X X X
9 1 1 1 X X X X X X X
10 1 1 1 X X X X X X X
11 1 1 1 X X X X X X X
12 1 1 1 X X X X X X X
13 1 1 1 X X X X X X X
14 1 1 1 X X X X X X X
15 1 1 1 X X X X X X X
16 3 3 3 X X X X X X X X X
17 3 3 3 X X X X X X X X X
18 3 3 3 X X X X X X X X X
19 3 3 3 X X X X X X X X X
20 3 3 3 X X X X X X X X X
21 3 3 3 X X X X X X X X X
22 3 3 3 X X X X X X X X X
23 3 3 3 X X X X X X X X X
24 3 3 3 X X X X X X X X X
25 3 3 3 X X X X X X X X X
ACTIVIDAD / TAREA / OFICIO
En caso que falte materia prima: Cargar y poner matera prima de almacén en carro móvil. Nota: Tiras de latón pesa 60 Kg, levantada por 2 personas; barras de zinc 11 Kg, levantada por 1 personas y barril con metales 100 Kg, levantada por 1 persona.
Transportar carro móvil a zona de fundición y colocarlas en el suelo.
Mez
clad
o y
Cor
azon
ado
Registrar operación en el control de horario de producción y condiciones de proceso (F0140001).
Levantar y echar bulto a mezcladora. Nota: El bulto pesa aproximadamente 25 Kg.
Esperar a que la mezcla quede uniforme y traer canasta hacia la compuerta de la mezcladora.
Verter 850 gr de resina a mezcladora. Nota: Resina no tóxica.
Abrir compuerta, barrer mezcla y verificar que no quede compuesto en la mezcladora.
Empujar mezcla contenida en la tolva de alimentación.
Trasladar canasta hacia al lado de la máquina y tapar la mezcla, evitando que se seque.
Revisar producción (tipo de pieza y cantidad) a realizar.
Ajustar y realizar mantenimiento a la máquina (incluye montar y desmontar placas). Nota: Las placas pesan 5 Kg, cada una y son alzado por una persona.
Nota: Actualmente se encuentra 1 operario en cada turno; sin embargo, hay 3 coquilladoras, por lo que hay 3 puestos de trabajo. Revisar producción (tipo de pieza y cantidad) a realizar.
Horno. Carro móvil, pala, cucharón, tanque de escoria, placas de
coquillaodra, pistola de aire, pinzas, tanque de agua y grafito, rastrillo
Verificar que el horno posea material suficiente y se encuentre a la temperatura apropiada. Nota: El horno permanece a una temperatura de 900 °C., por lo que general.
Verificar que la máquina este funcionado adecuadamente y los moldes de la coquilladora sean las adecuadas para la pieza a producir.
SISTEMA DE CONTROL ACTUAL
PELIGRO
Echar material al horno, en caso de que lo requiera. Nota: La viruta recolectada de los demás procesos y la rebaba de las piezas (vaciadero) son puestas en el suelo, y recolectadas mediante una pala.
Transportar piezas en canasta a zona de fundición. Nota: Peso de canasta significativo
Tomar y llenar recipiente pequeño con la mezcla.
Subir escalera y llenar tolva con la mezcla.
Verificar que corazonera este funcionando adecuadamente y las placas sean las correctas para la pieza a producir.
Mezcladora, corazonera, canastas. Cuchillas, alambre
Tomar pieza y quitar rebaba, ya sea con la mano o cuchilla.
Nro. PERSONAS
Revolver mezcla con el cucharon.
Quitar escoria de la superficie y colocarla en tanque mediano. Nota: El tanque puede llagar a pesar 100 Kg; sin embargo, en promedio se llena un poco menos de la mitad; es decir, 40 Kg alzado por 1 persona.
Verificar que la mezcla posea el color justo (permite calidad de la pieza).
Fund
ició
n y
coqu
illad
o
Tapabocas, peto, gafas de seguridad, pasamontañas, botas, guantes de franela, guantes de hilo y traje de
protección.
Ajustar máquina y montar y desmontar moldes, si es necesario. Nota: Las placas del molde pesan entre 6 a 26 Kg, cargándola 1 persona.
Arena, resina.
Colocar pieza conforme en canasta y desechar pieza imperfecta en canasta de no conforme.
MATRIZ DE RIESGOSPROCESO:
Nro.Trabajadores del Area:
Overol, botas punta de acero, gafas de seguridad, tapa-oídos, peto, polainas, guantes de carnaza, tapa-
bocas, careta.

26 3 3 3 X X X X X X X X X
27 3 3 3 X X X X X X X X X
28 3 3 3 X X X X X X X X X
29 3 3 3 X X X X X X X X X
30 3 3 3 X X X X X X X X X
31 3 3 3 X X X X X X X X X
32 3 3 3 X X X X X X X X X
33 3 3 3 X X X X X X X X X
34 3 3 3 X X X X X X X X X
35 3 3 3 X X X X X X X X X
36 3 3 3 X X X X X X X X X
37 3 3 3 X X X X X X X X X
38 3 3 3 X X X X X X X X X
39 3 3 3 X X X X X X X X X
40 1 1 1 X X X X X X X
41 1 1 1 X X X X X X X
42 1 1 1 X X X X X X X
43 1 1 1 X X X X X X X
44 1 1 1 X X X X X X X
45 1 1 1 X X X X X X X
46 1 1 1 X X X X X X X
47 1 1 1 X X X X X X X
48 1 1 1 X X X X X X X
49 1 1 1 X X X X X X X
50 1 1 1 X X X X X X X
51 1 1 1 X X X X X X X
52 1 1 1 X X X X X X X
53 1 1 1 X X X X X X X
54 1 1 1 X X X X X X
55 1 1 1 X X X X X X X
56 1 1 1 X X X X X X X
57 X X X X X X X
Sepa
ración
de
residu
os d
el h
orno
Tomar gato y posicionarlo entre las estibas.
Transportar barriles de ceniza a su almacenamiento y barriles de materias primas gruesa y mediana a fundición.
Ajustar molino, en caso de que sea necesario.
Recoger y echar los residuos generados en el molino a la zaranda, con ayuda de la pala. Nota: El molino muele los residuos y los vierte al piso, durante 30 minutos o 1 hora.
Tapabocas, tapaoidos sencillo y de copa, peto,
gafas de seguridad, pasamontañas, botas,
guantes, careta y traje de protección.
Transportar tanque de escoria por medio de carro móvil a cuarto de separación de residuos de horno (pesar en bascula de moldes inyección). Nota: Tanque de escoria pesa 40 Kg aproximadamente y lo carga 1 persona.
Hechar ceniza, materias primas gruesa y mediana en sus respectivos barriles.
Levantar barriles para ponerlos en las estibas. Nota: Un barril de cenizas pesa 100 Kg, materias primas grueso 400 kg y materias primas mediana 300 Kg. Estos barriles son levantados en 2 o 3 operarios.
Barrer área alrededor del cuartico. Nota: el cuarto de separación de estos residuos nunca es limpiado.
Sacar tanque, cerrar puerta del cuarto y prender molino.
Luego de 20 minutos, recoger la canasta de cenizas, la canasta de materia prima gruesa y la canasta de materia prima residuo mediano. Nota: La máquina procesa los residuos separándolos en cenizas, materias primas gruesa y mediana, (contenido de metales). Las canastas de materias primas media y gruesa pesan 15 y 20 Kg, respectivamente; y la canasta de cenizas no es considerable.
Esta
mpa
dora
Traje de protección, tapabocas, tapaoidos, botas
y guantes de carnaza.
Tomar, colocar y acomodar pieza en base de la máquina.
Presionar botón o pedal, dependiendo de la pieza a realizar.
Ajustar estampadora (Montar y desmontar troquel), en caso de ser necesario. Nota: El troquel pesa 25 Kg y es alzado por 1 persona
Oprimir botón de la máquina o coquillaodra para que las placas sean sumergidas al tanque de agua y grafito.
Colocar pieza conforme en el carro móvil o canasta y colocar pieza no conforme en zona de materia prima para el horno (Piso).
Presionar pedal para que las placas cierren y apreté el macho o corazón.
Tomar, sumergir, levantar cucharon con el material fundido. Nota: EL cucharon pesa aproximadamente 2 Kg.
Sacar pieza cuando la máquina separe las placas.
Tomar barril de residuos del horno y tirarlo en el piso del cuarto. Nota: Este barril pesa 100 Kg aproximadamente y es cargado por 2 personas.
Verificar que el molino funcione correctamente.
Echar residuo (material particulado) del piso al molino con ayuda de la pala.
Limpiar placas de molde, en caso de que sea necesario. Nota: Cada 15 - 20 piezas se debe realizar este procedimiento. .
Utilizar pistola de aire para secar placas del molde, en caso de que sea necesario
Repetir actividad 21 hasta la 35, hasta que se llene el carro móvil.
Limpiar máquina y área al final del turno.
Transportar carro móvil a zona de granallado, estampado o troquelado, dependiendo de la pieza.
Fund
ició
n y
coqu
illad
o
Colocar macho o corazón en la placa. Nota: El macho y corazón permite darle Los orificios a la pieza.
Sacar pieza de la estampadora.
Verter material fundido en el molde.
Verificar que las placas que dan forma a la pieza estén limpias, cierren bien y no estén húmedas. Nota: Al estar húmedas las placas pueden generar una explosión, limpiar con rastrillo las cavidades.
Verificar el funcionamiento de la estampadora y prender soplete para calentar tochos.
Barril mediano, tanque y molino, pala, zaranda, estibadora
Residuos del horno
TochosEstampadora, carro móvil,
soplete.
Lingotes, viruta, Latón, Bronce, Zinc,
Cromo, Cobre, Magnesio, Plomo,
Catalizador
Horno. Carro móvil, pala, cucharón, tanque de escoria, placas de
coquillaodra, pistola de aire, pinzas, tanque de agua y grafito, rastrillo
Campana extractora de gases
Overol, botas punta de acero, gafas de seguridad, tapa-oídos, peto, polainas, guantes de carnaza, tapa-
bocas, careta.
Encender soplete a gas para calentar tochos

58 1 1 1 X X X X X X X
59 1 1 1 X X X X X X X
60 1 1 1 X X X X X X X
61 1 1 1 X X X X X X
62 1 1 1 X X X X X X
63 1 1 1 X X X X X X
64 1 1 1 X X X X X X
65 1 1 1 X X X X X X
66 1 1 1 X X X X X X
67 1 1 1 X X X X X X
68 1 1 1 X X X X X X
69 1 1 1 X X X X X X
70 1 1 1 X X X X X X
71 2 2 2 X X X X X X X X
72 2 2 2 X X X X X X X X
73 2 2 2 X X X X X X X X
74 2 2 2 X X X X X X X X
75 2 2 2 X X X X X X X X
76 2 2 2 X X X X X X X X
77 2 2 2 X X X X X X X X
78 2 2 2 X X X X X X X X
79 2 2 2 X X X X X X X X
80 1 1 1 X X X X X X X
81 X X X X X X X X
82 1 1 1 X X X X X X X
83 1 1 1 X X X X X X X
84 1 1 1 X X X X X X X
85 1 1 1 X X X X X X
86 1 1 1 X X X X X X
87 1 1 1 X X X X X X
88 1 1 1 X X X X X X
89 1 1 1 X X X X X X
90 1 1 1 X X X X X X
91 1 1 1 X X X X X X
92 1 1 1 X X X X X X
Mec
anizad
o (t
rans
fer Gnu
tti)
Voltear pieza y presionar botón.
Limpiar y recoger viruta constantemente generada durante el mecanizado, en la máquina y piso.
Esta
mpa
dora
Transportar piezas conformes a pulido, y piezas no conformes, vaciaderos y rebababa a fundición.
Traje de protección, tapabocas, tapaoidos, botas
y guantes de carnaza o caucho.
Limpiar máquina y área al final del turno.
Introducir piezas dentro de la granalladora, para aumentar su brillocidad uopacidad, dependiendo de la pieza.
Esperar entre 15 y 30 minutos (SEGÚN PIEZA), abrir compuerta de granalladora, sacar y colocar piezas en carro móvil.
Subir escalera e introducir granalla a la granalladora.
Transportar piezas a área de mecanizado.
Traje de protección, tapabocas, tapaoidos, botas
y guantes de carnaza.
y guantes de carnaza.
Transportar piezas no conformes a zona de fundición y piezas conformes a troquelado o a pulido. Nota: Algunas piezas requieren el proceso de troquelado y luego de pulido.
Colocar piezas conformes en su carro móvil y piezas con imperfecciones en su barril.
Troqueladora, fagoneta, pistola de aire, carro móvil.
Troq
uela
do
Quitar rebaba de la máquina con ayuda de la pistola de aire.
Tomar pieza del carro móvil y posicionar pieza sobre la troqueladora.
Presionar botones laterales, dando orden a máquina de bajar peso.
Sacar pieza de la máquina con ayuda de las varilla y fagoneta. Nota: herramientas que son elaboradas por los mismos operarios.
Colocar pieza conforme y no conformes en los carros móviles respectivos.
Verificar funcionamiento de la troqueladora.
Ajustar troqueladora (Montar y desmontar troquel), en caso de ser necesario. Nota: El troquel pesa 30 Kg y es alzado entre 2 personas).
Limpiar piso en el momento que lo requiera y limpiar máquina y área al final del turno.
Colocar pieza conforme en canasta o carro móvil y colocar pieza imperfecta en canasta para piezas no conformes.
Verificar el funcionamiento del esmeril.
Ajustar esmeril y cambiar disco, si es necesario.
Limpiar piso cuando lo requiera y limpiar esmeril al final del turno.
Poner piezas en canastas de conformes y no conformes. Nota: Repetir proceso 85 hasta 87, cuando que se llene canasta o carro móvil.
Transportar piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
Pulid
o y/
o co
rte
Gra
nalla
do
Limpiar máquina y área al final del turno.
soplete.
Tapabocas, tapaoidos sencillo y de copa, peto,
gafas de seguridad, pasamontañas, botas,
guantes, careta y traje de protección.
Esmeril, carro móvil
Granalla Granalladora, carro móvil.
Traje de protección, tapabocas, tapaoidos, botas
y guantes de carnaza o caucho.
Limpiar piso en el momento que lo requiera y limpiar máquina y área al final del turno.
Recoger y trasladar viruta y polvillo a zona de fundición, para su reutilizamiento, junto con piezas no conformes.
Ajustar, calibrar, montar y desmontar máquina y sus herramientas, según pieza a mecanizar.
Trasladar piezas conformes a granallado 2.
Repetir actividad de la 73 hasta la 75, hasta cuando carro móvil o canasta se encuentren llenos.
Tomar piezas del carro móvil.
Colocar vaciaderos y rebaba (residuo de pieza) en carro móvil de no conforme o barril. Nota: El barril puede llagar a pesar <100 kg.
Colocar piezas en máquina y Presionar botón, dándole la orden a la máquina que mecanice piezas.
Nota: Las piezas pueden ser mecanizadas en Transfer etxetar, transfer gnutti, torno revolver y en el taladro chino. Cuando alguna de estás máquinas se encuentran dañadas, las demás máquinas pueden transformar igualmente las piezas. Verificar que máquina o transfer gnutti funcione correctamente.
llave Bristol, destornillador y herramientas, transfer Gnutti.
Quitar la rebaba que contenga la pieza.
Refrigerante Mobilcut 102

93 1 1 1 X X X X X X
94 1 1 1 X X X X X X
95 1 1 1 X X X X X X
96 1 1 1 X X X X X X
97 1 1 1 X X X X X X
98 1 1 1 X X X X X X
99 1 1 1 X X X X X X
100 1 1 1 X X X X X X
101 1 1 1 X X X X X X
102 1 1 1 X X X X X X
Mecanizado (Taladro de
árbol)103 1 1 1 Tornillo
Taladro chino, destornilladores, llaves Bristol, sopladora o pistola de
aire, compresor o pulmón.X X X X X X
Traje de protección, tapabocas, tapaoidos, botas
y guantes de carnaza
104 1 1 1 X X X X X X
105 1 1 1 X X X X X X
106 1 1 1 X X X X X X
107 1 1 1 X X X X X X
108 1 1 1 X X X X X X
109 1 1 1 X X X X X X
110 1 1 1 X X X X X X
111 1 1 1 X X X X X X
112 1 1 1 X X X X X X
113 1 1 1 X X X X X X
114 1 1 1 X X X X X X
115 1 1 1 X X X X X X
116 1 1 1 X X X X X X
117 1 1 1 X X X X X X
109 1 1 1 X X X X X X
110 1 1 1 X X X X X X
111 1 1 1 X X X X X X
112 1 1 1 X X X X X X
113 1 1 1 X X X X X X
114 1 1 1 X X X X X X
115 1 1 1 X X X X X X
116 1 1 1 X X X X X X
117 1 1 1 X X X X X X
118 1 1 1 X X X X X X
119 1 1 1 X X X X X X
120 1 1 1 X X X X X X
Prue
ba d
e H
erm
eticid
ad
(pro
bado
r)
Igual procedimiento que taladro chino, solo cambia la pieza a mecanizar.
Mover palanca y sacar piezas de la máquina.
Poner piezas conformes y no conformes en sus respectivas canastas.
Transportar piezas conformes a almacén y piezas no conformes a curado.
Cambiar agua del tanque de agua cada vez que se requiera.
Torn
o au
tom
ático
Repetir actividad 93 a 98, hasta que las canastas se llenen.
Colocar piezas conformes y no conformes sobre las respectivas canastas.
Transportar piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
Ajustar, calibrar, montar y desmontar máquina y sus herramientas, según pieza a mecanizar.
Colocar piezas en máquina y presionar botón, dándole la orden a la máquina que mecanice piezas.
Verificar que máquina o transfer etxetar funcione correctamente.
Nota: Esta operación es independiente; ya que no requiere de las demás operaciones para su ejecución. Solo se dedica a producir un vástago específico. Coger y colocar tubo en la máquina. Nota: La máquina es automática, por lo que el operario no interviene en el mecanizado y corte de la piza.
Nota: No todas las piezas requieren este proceso, por lo que son pasadas directamente a almacén. Tomar dos piezas de la canasta y colocar las piezas sobre la máquina.
Mover palanca hacia abajo y observar que no se presenten burbujas en el agua, mientras las piezas se encuentran sumergidas.
Recoger vástagos producidos, sin apagar máquina. Nota: No hay peligro en recoger piezas con la máquina prendida..
Limpiar y recoger viruta de la máquina y el piso.
Limpiar máquina y área al final del turno.
Limpiar máquina y área al final del turno.
Verificar que máquina funcione correctamente.
Ajustar, calibrar, montar y desmontar máquina y sus herramientas, según pieza a mecanizar.
Limpiar torno a mayor profundidad, cuando se termine el turno.
Mec
anizad
o (T
alad
ro c
hino
)
Verificar diámetros y longitudes especificadas.
Trasladar piezas a almacén de producto conforme, y piezas no conformes y viruta a fundición.
Mover palanca derecha hacia abajo, logrando perforar la pieza.
Cuando la máquina se mueva, mover palanca izquierda hacia abajo, logrando obtener una rosca en la pieza.
Limpiar viruta generada de la máquina y piezas
Limpiar y recoger constantemente viruta generada durante el mecanizado, en la máquina y piso.
Poner piezas en canastas de conformes y no conformes.
Poner piezas en canastas de conformes y no conformes. Nota: Repetir proceso 103 hasta 105, cuando que se llene canasta o carro móvil.
Mec
anizad
o (T
rans
fer et
xeta
r)
Verificar que máquina o torno revolver funcione correctamente.
Ajustar, calibrar, montar y desmontar máquina y sus herramientas, según pieza a mecanizar.
Colocar piezas en máquina y presionar botones y palancas, logrando mecanizar pieza.
Transportar piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
Limpiar y recoger viruta constantemente generada durante el mecanizado, en la máquina y piso.
Mec
anizad
o (T
orno
rev
olve
r)
Traje de protección, tapabocas, tapaoidos, botas
y guantes de carnaza o caucho.
Torno automático, pistola de aire, calibrador.
Traje de protección, tapabocas, tapaoidos, botas
y guantes de carnaza o caucho.
Aceite
Traje de protección, tapabocas, tapaoidos, botas
y guantes de carnaza o caucho.
Torno revolver, llaves Bristol, destornilladores
Refrigerante Mobilcut 102.
Traje de protección, tapabocas, tapaoidos, botas
y guantes de carnaza o caucho.
Traje de protección, tapabocas, tapaoidos, botas
y guantes de carnaza o caucho.
Probador y canastas, tanque de agua.
Refrigerante Mobilcut 102, Tubo o varilla de bronce (1/4", 3/16" y
1/2")
Taladro chino, destornilladores, llaves Bristol, sopladora o pistola de
aire, compresor o pulmón.
Limpiar máquina y área al final del turno.
Transfer etxetar, llaves Bristol, destornilladores.
Refrigerante Mobilcut 102
Tomar pieza de la canasta y colocarla sobre la máquina,
Transportar piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.

121 1 1 1 X X X X X X
122 1 1 1 X X X X X X X
123 1 1 1 X X X X X X X
124 X X X X X X X
125 1 1 1 X X X X X X X
126 1 1 1 X X X X X X X
127 1 1 1 X X X X X X X
128 1 1 1 X X X X X X X
129 1 1 1 X X X X X X X
2A
2C
4C
4A
5A
6M
6U
6E
6J
6F
6G
Prue
ba d
e H
erm
eticid
ad
Limpiar constantemente el piso, área y tanque al final del turno.
Transportar piezas a probador y realizarles la inspección. Nota: Repetir proceso de probador.
Colocar canasta con piezas en tanque y verter silicato de sodio al tanque.
Sacar piezas del tanque y sumergirlas en agua, para su limpieza.
Tapar tanque y esperar durante 15 minutos con aire y después 15 minutos sin aire. Nota: Este tanque se encuentra a presión de 2 Bar.
Limpiar constantemente el piso, área y máquina al final del turno.
Transportar piezas conformes a almacén y no conformes a fundición.
Colocar piezas con fuga en canasta metálica. Nota: Canasta con piezas pesa en promedio 35 Kg y alzado por 1 persona.
Sumergir piezas en agua caliente durante 20 minutos.Cur
ado
Tipo ergonómico: Productores de sobrecarga física: Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Tipo físico: Contaminantes del ambiente: Polvo
Tipo físico: Ruido
Peligros asociados:
Tipo físico: cortaduras.
Tipo mecánico: Atrapamiento y machucones.
Tipo físico: Incendios
Tipo físico: Quemaduras
Tipo físico: Trabajos en alturas (Escalera)
Tipo Locativo: Productores de inseguridad: Pisos mojado y lleno de viruta.
Tipo sobrecarga síquica: Turnos: rotativos nocturnos
Tipo ergonómico: Productores de sobrecarga física: Posiciones inadecuadas: sentado, parado.
Guantes verdes de caucho, gafas de seguridad, tapaoidos, traje de protección y botas.
Silicato de sodio,Canasta metálica, tanque de curado,
tanque de agua y resistencias.

Proceso
Nro.Trabajadores del
Area
Nro. PERSONAS 2A 2E 4C 5B 6A 6D 6H 6I 6R
PROCESO TURNO 1MATERIAS
PRIMAS
HERRAMIENTAS O
EQUIPOSFUENTE MEDIO TRABAJADOR
1Llevar los elementos de protección personal, extintor de incendios, traje de manejo de derrames, cinta perimétrica y kit de derrames a zona de descargue.
2 X X X X
2Antes de iniciar el descargue de las canecas, asegurarse de que no se perciban olores (vapores de los compuestos)
2 X X X X
3Verificar que las personas que descarguen las canecas también tengan los elementos de protección personal adecuados.
2 X X X X
4Verificar que las estibas que serán utilizadas en el descargue estén en buenas condiciones, que las canecas no presenten fisuras y que tengan los sellos de seguridad correspondientes.
2 X X X X
5Proceder al descargue y ser riguroso al respecto, verificar cantidad igual a la que se solicitó
2 X X X X
6Informar sobre las canecas fisuradas al jefe de área, representante interno de SYSO, y a almacén
1 X X X
7Tomar evidencias (fotos). Este es el único caso permitido en donde se puede fotografiar algún aspecto o etapa del proceso de soldadura
1 X X X
8
Dependiendo del tamaño de la fisura se debe realizar la movilización de la caneca afectada: Si la fisura es pequeña, se utiliza cinta y vinipel para sellar y controlar la fuga; si la fisura es grande, se manipula la caneca con el fin de acabar con la fuga, se utiliza cinta y vinipel para sellar y controlar la fuga.
2 X X X
9Antes de hacer el ingreso de la caneca, y después de estar controladas las fugas, se pesa la caneca y se registra dicho peso.
1 X X X
10 Realizar informe sobre la novedad. 1 X X X
11 Hacer el ingreso de la caneca, explicando faltantes. 1 X X X
12Llevar las canecas estivadas hacia el corredor frente al área de soldadura mediante un monta cargas.
1 X X X X X
13 Entrar las estibas al área de soldadura mediante una estibadora. 1 X X X X X
14Informar al laboratorio de materias primas sobre la llegada de las canecas de solventes para realizar la correspondiente liberación del producto, a auditoría sobre la cantidad y a producción informar inventario.
1 X X X X X
15Acercar las canecas al tanque correspondiente por solvente, acoplar bomba neumática para desocupar la caneca
3 X X X X X
16 Al final escurrirla para dejarla completamente vacía. X X X X X
17Una vez la caneca este desocupada, estibarla, forrarla con vinipel y llevarlas al centro de acopio.
1 X X X X X
18 Recibir resina en bigbags o en bultos 1 X X X X X
19 Llenar tolva de alimentación del sistema OGA con la resina 1 X X X X X
20 Verificar orden de trabajo. 1 X X X X
21 Iniciar sistema de dosificación automática GSE. 1 X X X X
22 Seleccionar formula correspondiente. 1 X X X X
23 Introducir código de acceso para iniciar orden de producción (4321). 1 X X X X
24 Crear orden de trabajo y ingresar número de orden de producción. 1 X X X X
25 Especificar número de baches a producir y su respectivo porcentaje. 1 X X X X
26 Escoger el país de destino de la formula a producir. 1 X X X X
27 Oprimir START e iniciar el proceso de preparación de formula. 1 X X X XSistema de dosificación automática
GSEResina PVC o CPVC t
masterTodos los elementos eléctricos
del área están aislados
Solventes para soldadura
Kit de derrames, Extintor, cinta perimétrica.
Solventes para soldadura
Kit de derrames, Extintor, cinta perimétrica
Montacargas (eléctrica, gas o combustible), estibadora, bomba
neumática, gato hidráulico.
Solventes para soldadura, resina PVC o
CPVC
Guantes de carnaza, tapaoidos, botas punta de acero, traje antiderrames.
Kit de derrames, extintor, cinta perimetrica
Kit de derrames, extintor, cinta perimetrica
Guantes de carnaza, tapaoidos, botas punta de acero, traje antiderrames y
careta
Todos los elementos eléctricos del área están aislados
Guantes de carnaza, tapaoidos, botas punta de acero, overol y peto
Guantes de carnaza, tapaoidos, botas punta de acero, overol y peto
Recepción
de materias primas
Preparación de orden de trabajo
Ingreso de m
aterias primas
MATRIZ DE RIESGOS
6
Soldadura
ACTIVIDAD / TAREA / OFICIO
Manejo de canecas con
fisuras
PELIGRO
SISTEMA DE CONTROL ACTUAL

28
Dependiendo del tamaño del envase del producto, el llenado de la tolva de resina (báscula 3) debe realizarse manualmente (se utiliza una caneca para cargar la reina y es subida hasta la tolva mediante un gancho fabricado por el operario
1 X X X X
29Una vez realizada la mezcla de la formula, se debe tomar una muestra de aproximadamente 1 Kg. Para que sea analizada por el departamento de conformidad.
1 X X X X
30Registrar lote a producir y cantidades (Kg.) de componentes utilizados en el formato F=150000 (Registro de control del proceso de soldadura PVC, CPVC y limpiador de PVC y CPVC
1 X X X X
31Solicitud y recepción de insumos (Cajas de embalaje, tapas, envases, etiquetas)
1 X X
32 Tomar caja sin armar y verificar optimas condiciones. 1 X X
33 Colocar rombos de seguridad (Líquido inflamable, y norma NFPA 704) 1 X X
34 Armar caja. 1 X X
35 Pegar base con Pegamento y cinta, colocar primera división interna y apilar. 1 X X
36 Pegar etiqueta de referencia y código de barras al exterior de la caja 1 X X
37 Acondicionar máquina. 3 X X X X X X X
38Ajustar formato, aros, sistema de frenos, roscador y su torque, etiquetadora, nivel de llenado y número de boquillas a utilizar.
3 X X X X X X X
39Romper plásticos de los empaques de los envases de la solución, así como las cajas que contienen las tapas y subtapas si corresponde.
3 X X X X X X X
40Llenar bandeja de alimentación y vibradores con envases y con tapas y subetapas respectivamente y según corresponda.
3 X X X X X X X
41 Iniciar envasado. 3 X X X X X X X
42Durante el proceso ajustar y recalibrar, si así es requerido, los parámetros de la máquina (velocidades). (No hay instructivo)
3 X X X X X X X
43Durante el proceso se mantiene una constante inspección al producto, para identificar las no conformidades y actuar de la manera apropiada.
3 X X X X X X X
44Registrar operación en el formato F0150000 (Registro de control del proceso de soldadura PVC, CPVC y limpiador de PVC y CPVC
1 X X X X X X X
45 Inspeccionar producto 1 X X X X X X X
46 Determinar no conformidades 1 X X X X X X X
47Seguir rigurosamente manual de manejo de producto no conforme. PA0040003
1 X X X X X X X
48 Tomar caja apilada y poner en la mesa de trabajo. 1 X X
49
Tomar el producto terminado y llenar con el las ranuras de la primera división de la caja (Durante la actividad se inspecciona la calidad de la tapa y el rotulado del lote en la etiqueta, revisar el nivel de llenado de los envases, así como también se verifica que la caja tenga el contenido según unidad de empaque de la misma, pesar producto, verificar torque)
1 X X
50 Colocar pieza de cartón y segunda división, con partición según referencia 1 X X
51Tomar el producto terminado y llenar con el las ranuras de la segunda división de la caja (Realizar la inspección del producto anteriormente mencionada)
1 X X
52 Cerrar caja y pegar tapas con pegamento y luego con cinta adhesiva 1 X X
53 Apilar cajas sobre la estiba y disponer para conformidad. 1 X X
54 Realizar inspección de conformidad de producto terminado. 1 X X
55 Reportar lote a producción. 1 X X
Envasadora OMMI, Etiquetadora SFC PACK
Todos los elementos eléctricos del área están aislados
Guantes de carnaza, tapaoidos, botas punta de acero, overol y peto
Todos los elementos eléctricos del área están aislados
Guantes de carnaza, tapaoidos, botas punta de acero, overol y peto
Todos los elementos eléctricos del área están aislados
Guantes de carnaza, tapaoidos, botas punta de acero, overol y peto
Todos los elementos eléctricos del área están aislados
Guantes de carnaza, tapaoidos, botas punta de acero, overol y peto
Todos los elementos eléctricos del área están aislados
Guantes de carnaza, tapaoidos, botas punta de acero, overol y peto
Preparación de orden de trabajo
Alistamiento de
insumos
Envasado
y etiqu
etado
Manejo de producto no conforme
Empaqu
e de produ
cto term
inado
Liberación de producto terminado

NOTA:
2A
2E
4C
5B
6A
6D
6H
6I
6R
En caso que no se trabaje por cualquier motivo, las siguientes fechas se planea trabajar de 2 o 3 turnos según
sea el caso.
Productores de inseguridad, tipo locativo: vías y pasillos.
Contaminantes del ambiente, tipo físico: ruido
Productores de inseguridad, tipo físico-químico: sustancias o materiales combustibles/ inflamables/ reactivos productores de incendios.
Productores de inseguridad, tipo físico-químico: sustancias o materiales combustibles/ inflamables/ reactivos productores de explosiones.
Productores de inseguridad, tipo mecánico: máquinas peligrosas sin protección.
Productores de inseguridad, tipo mecánico: bandas transportadoras.
Contaminantes del ambiente, tipo químico: Vapores y gasesProductores de sobre carga física: tipo de trabajo: liviano, moderado, pesado, dinámico,
estático.Productores de sobrecarga psíquica: tarea monótona, rutinaria y repetitiva
PELIGROS ASOCIADOS

Mezclas
30
2A 2C 4A 4B 4C 5B 6L 6Q 5A
PROCESO TURNO 1 TURNO 2 TURNO 3 MATERIAS PRIMAS HERRAMIENTAS O EQUIPOS FUENTE MEDIO TRABAJADOR
1Inventariar compuestos, materias primas por referencia, en silos en big bag, productoterminado, en proceso y almacenado en el área de mezclas.
1 1 1 X X X X
2Reunirse con el Programador Maestro para identificar las necesidades de producción(estación, rendimientos, referencias a producir y cantidad).
1 1 1 X X X X
3Evaluar la capacidad de cada uno de los turbo mezcladores para programar de acuerdo alas cantidades.
1 1 1 X X X X
4 Programar las actividades del área por turno, batches, referencia y turbo mezclador. 1 1 1 X X X X
5Entregar al Operador de Turbo mezclador la información necesaria para fabricar losbatches de acuerdo con las cantidades indicadas y órdenes de producción.
1 1 1 X X X X
6Determinar cantidades y referencias de materias primas necesarias para la fabricación delcompuesto programado en el turno. Gestionar adquisición de materias primas.
1 1 1 X X X X
7Solicitar al montacarguista transportar materias primas necesaria para el proceso,indicando lugar y cantidades.
1 1 1 X X X X X
8 Verificar materias primas solicitadas en cada proceso 1 1 1 X X X X X
9Informar al Jefe Bodega de Materias Primas para realizar cambios de referencia o decantidades según se requiera.
1 1 1 X X X X
10Recibir del turno anterior, las cantidades de masterbatch y aditivos existentes en el área,verificando que el inventario de las mismas sean correctas.
2 2 2 X X X X X X X
11 Verificar las condiciones de operación de la báscula al inicio de turno. 2 2 2 X X X X X X X
12Entregar al Operador de Báscula la programación de pesaje de masterbatch, donde serelacionan los masterbatch a fabricar en el turno.
1 1 1 X X X X X X X
13 Alistar las materias primas, siguiendo la programación establecida. 2 2 2 X X X X X X X
14Tarar el recipiente o bolsa que va a contener el masterbatch con el fin de descontar elpeso exacto de las materias primas.
2 2 2 X X X X X X X
15Adicionar las materias primas según vaya indicando la báscula. Al finalizar la pesada,colocar el tiquete que emite la báscula para identificar la bolsa con el producto.
2 2 2 X X X X X X X X
16Entregar los masterbatches al operador del turbo mezclador o almacenarlos en el cajóncorrespondiente, según la referencia. (3 piso con ascensor)
2 2 2 X X X X X X X
17Revisar el programa de producción diaria por turno, teniendo en cuenta la disponibilidadde los compuestos en los silos o la prioridad de fabricación generada en el momento.
2 2 2 X X X X X X
18 Recibir las materias primas requeridas para la fabricación del compuesto. 2 2 2 X X X X X X X X
19 Cargar resina en cada tolva o del material asignado, según instrucciones del Supervisor. 2 2 2 X X X X X X X X X
20Revisar el programa de producción diario por turno, teniendo en cuenta la disponibilidadde los compuestos en los silos o la prioridad de fabricación generada en el momento.
3 3 3 X X X X X X
21 Verificar las condiciones de trabajo del equipo establecidas 3 3 3 X X X X X X
22Programar el turbo mezclador para trabajar en batche sencillo o doble (display o manual,según el equipo). Tener en cuenta las condiciones específicas (cantidad y tipo) decompuesto.
3 3 3 X X X X X X X
MATRIZ DE RIESGOSPROCESO:
Nro. PERSONAS
Materias primas del proceso
Montacargas (gas) y/o estibadora, báscula, puente grúa
Planeación y distribución de Compuestos para
masterbatch
Compuestos para el masterbatch
Tapa oídos, gafas, respirador, guantes, botas, peto TRBTT
(vestido blanco), cofia,
PELIGRO
Tolvas alimentadoras, turbo mezcladores, cuchillos, básculas,
tolva resina, tolva báscula, tableros de control, enfriador
Materias primas del proceso
Báscula, Ascensor, bolsas plásticas y ascensor
Nro.Trabajadores del Área
ACTIVIDAD / TAREA / OFICIO
Solicitud, alistamiento y recepción de
materias primas
Elaboración de com
puestos
Campana extractora de polvo
SISTEMA DE CONTROL ACTUAL
Tapa oídos, gafas, respirador, guantes, botas, peto TRBTT
(vestido blanco), cofia,
Tapa oídos, gafas, respirador, guantes, botas, peto TRBTT
(vestido blanco), cofia,

PROCESO TURNO 1 TURNO 2 TURNO 3 MATERIAS PRIMAS HERRAMIENTAS O EQUIPOS FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
23Fabricar los compuestos de batch sencillo o doble para la planta de Inyección oextrusión en el turbo mezclador CACCIA o PLASMEC. (Registrar control de batches enF0080030)
3 3 3 X X X X X X X X X
24Descargar las materias primas y la mezcla en el mezclador y enfriador respectivamente,a una temperatura y tiempo establecidos en las especificaciones de producto ycondiciones de mezcla. (Mirar documento DO0080000).
3 3 3 X X X X X X X X X
25 Enviar el compuesto a la tolva No. 3 para enviar a silos por medio del soplador. 3 3 3 X X X X X X X
26Descargar en los silos, según clasificación, el compuesto terminado, batches, de los turbomezcladores. (Automático)
3 3 3 X X X X X X X
27 Solicitar compuesto al área de mezclas. 1 1 1 X X X X X
28 Identificar ubicación del compuesto. 1 1 1 X X X X X
29Recibir tolva del operario de alimentación de extrusión o alistar un big bag para laentrega del compuesto.
1 1 1 X X X X X
30 Llenar tolva o big bag con el compuesto según la capacidad. 1 1 1 X X X X X X X X X
31 Pesar en báscula y descargar de inventario. 1 1 1 X X X X X X X X
32 Adjuntar el tiquete de traslado de material al big bag o a la tolva de alimentación. 1 1 1 X X X X X X
33 Trasladar y asignar ubicación del material. 3 3 3 X X X X X X X
2A
2C
4A
4B
4C
5B
6L
6Q
5A
de control, enfriador
Compuesto terminado
Tolva de alimentación máquina o bigbag, báscula
Productores de inseguridad, tipo locativo: Estado de techos.
Peligros asociados:
Elaboración de com
puestos
Almacenamiento, manejo y entrega de compuestos de PVC en silos/big bag
Tapa oídos, gafas, respirador, guantes, botas, peto TRBTT
(vestido blanco), cofia,
de polvo
Contaminantes del ambiente, tipo físico: ruido.
Productores de sobre carga psíquica: Turnos rotativos nocturnos
Productores de inseguridad: tipo locativo: Desorden y desaseo
Contaminantes del ambiente, tipo químico: polvo.
Productores de sobre carga física, posiciones inadecuadas: Sentado, parado, acostado.
Productores de sobre carga física, postura corporal inadecuada: Encorvado, rotado, flexionado, extendido, encogido.
Productores de sobre carga física, tipo de trabajo: Liviano, moderado, pesado, dinámico, estático.
Productores de sobre carga psíquica: tarea monótona, rutinaria y repetitiva.

PROCESO:
Nro.Trabajadores
fecha de 1B 2A 2E 4A 4C 5A 5C 6A 6D 6F 6E 6M
PROCESO: TURNO
1
TURNO
2
TURNO
3
MATERIAS
PRIMAS
HERRAMIENTAS O
EQUIPOSFUENTE MEDIO TRABAJADOR
1Revisar el tipo de producción a realizar y sus especificaciones (orden de producción)
1 1 1 X X X
2 Verificar si es necesario cambiar y/o traer compuesto, y de ser así, hacerlo. 1 1 1 X X X
3 Inventariar producto terminado, en proceso para completar producción 1 1 1 X X X
4 Verificar si la máquina necesita ser purgada y de ser así, hacerlo. 1 1 1 X X X
5Verificar que el equipo instalado en la máquina sea el adecuado para el producto a fabricar. De no ser así, realizar los cambios necesarios (cambio de molde).
1 1 1 X X X
6Alistar y verificar cada uno de los ítems presentados en el formato F0090007 (Lista de chequeo para inicio de cambio de moldes Extrusión
1 1 1 X X X X X X X X
7Verificar y corregir estado de resistencias, termocuplas y las bases y alojamientos de dichas termocuplas.
1 1 1 X X X X X X X X
8 Transportar cabezal, molde y caja de herramientas en mesa, hasta la máquina. 1 1 1 X X X X X X X X
9 Desmontar el molde que está en la máquina 1 1 1 X X X X X X X X
10 Conectar, alinear y ensamblar el nuevo molde en la extrusora. 1 1 1 X X X X X X X X
11Instalar y conectar resistencia y base de la termocupla, conectar calefacción en la máquina, verificar consumos y funcionamiento de la resistencia interna y de la termocupla del cabezal.
1 1 1 X X X X X X X X X
12
Verificar si la referencia a producir requiere el cambio del formador en orientador(Supraxial), cambio en molde corruga (corrugado), cambio hondulador troquel sierra (Teja) y realizar cambio si es necesario (depende del diámetro a obtener).
1 1 1 X X X X X X X X X
13Verificar todos y cada uno de los cambios necesarios en las maquinas para realizar el respectivo producto (depende del espesor del tubo a obtener).
1 1 1 X X X X X X X X
14Si en la línea existe acampanadora y es necesario cambiar moldes para producir la referencia asignada, cambiar molde.
1 1 1 X X X X X X X X
15Desplazar carro de scrap hasta el molde y correr la tolva principal, para iniciar la purga de la máquina.
1 1 1 X X X X X X X X
16Introducir la tolva auxiliar en su orificio, sumergir el imán dentro de la misma y verter la purga correspondiente.
1 1 1 X X X X X X X X
3
Extrusión General
Plan
eaci
ón d
e la
pro
ducc
ión
10 de Febrero de 2015Pu
rga
de la
máq
uina
Nro. PERSONAS
purga
PELIGRO
SISTEMA DE CONTROL ACTUAL
Overol, tapa-oídos, guantes
de nitrilo, gafas, botas punta de
acero.
Overol, tapa-oídos, guantes
de nitrilo, gafas,
MATRIZ DE RIESGOS
ACTIVIDAD / TAREA / OFICIO
Cam
bio
de m
olde Overol, tapa-
oídos, guantes de nitrilo, gafas, botas punta de
acero.
Carro con herramientas que
considere mantenimiento

PROCESO: TURNO
1
TURNO
2
TURNO
3
MATERIAS
PRIMAS
HERRAMIENTAS O
EQUIPOSFUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
17
Verificar condiciones de la extrusora y el tubo, (El brillo, la textura lisa y la forma cilíndrica de la purga, los tornillos llenos de la misma, el amperaje y la presión adecuada, indican que la temperatura en el barril y en el molde están en la condiciones para el uso del compuesto).
1 1 1 X X X X X X X X X
18Poner a calentar la máquina (en caso de haber purgado la máquina, omitir este paso).
1 1 1 X X X X X X X X
19Verificar cada uno de los ítems presentados en el formato F0090007 (Lista chequeo para inicio de extrusión solida)
X X X X X X X
20Programar extrusora, halador, cortadora, acampanadora, sistema de refrigeración y otros, con las especificaciones requeridas por el producto a fabricar
1 1 1 X X X X X X X X
21Observar y verificar que la tolva se encuentre vacía y en buen estado de limpieza.
1 1 1 X X X X X
22 Transportar tolva vacía a mezclas. 1 1 1 X X X X X
23 Llenar el registro de solicitud de material. 1 1 1 X X X X X
24 Transportar la tolva con el material hasta la máquina. 1 1 1 X X X X X
25 Entubar la tolva a la máquina 1 1 1 X X X X X
26 Empujar la mezcla hacia el fondo de la tolva, con la ayuda del chipote. 1 1 1 X X X X X
27 Verificar la extracción del material hacia la máquina. 1 1 1 X X X X X
28Verificar que la extrusora no tenga una presión mayor al permitido; de manera que se asegure que no está trabajando forzada.
1 1 1 X X X X X X X X X
29 Prender la cámara de refrigeración, halador, sierra y botador. 1 1 1 X X X X X X X X X
30Introducir la guía (Tubo ya formado del mismo diámetro que el tubo a producir) en la sierra, el halador, la cámara de refrigeración y el tanque de vacío, y enganchar el tubo saliente del molde al borde de la guía.
1 1 1 X X X X X X X X X
31 Calibrar los diámetros del halador con ayuda de la guía. 1 1 1 X X X X X X X X X
32Extraer la quía de la sierra y verificar que el tubo saliente logre entrar adecuadamente al halador y a la sierra (antes de llegar a la sierra, se debe cortar el tubo hasta que se estabilice su forma).
1 1 1 X X X X X X X X X
33
Prender la bomba de vacío de la extrusora, tanque de vacío y rotulador. (El rotulador es encendido y configurado por un operario de Citronix; por lo tanto, el operario de extrusión debe llamar a dicho operario para solicitar el encendido y ajuste del rotulador en la máquina).
1 1 1 X X X X X X X X X
34Alinear, calibrar la máquina y verificar que las condiciones del proceso sean las adecuadas para el proceso, registras dicha actividad en el formato (F0090024).
1 1 1 X X X X X X X X X X X
35Abrir la zona de desgasificación del barril y observar que los tornillos estén llenos del compuesto.
X X X X X X X X X X
36 Verificar la apariencia del tubo (brillo y forma), durante todo el proceso 1 1 1 X X X X X X X X X X X
37 Verificar que la impresión (rótulo) sobre el tubo sea legible. 1 1 1 X X X X X X X X X X
Purg
a de
la m
áqui
na
Tubos guía
Form
ado
del t
ubo
Enhe
brar
las
máq
uina
sA
limen
taci
ón d
e m
ater
ia
prim
a
purga
Componentes
Cada una de las presentadas en el
formato
Overol, tapa-oídos, guantes
de nitrilo, gafas, botas punta de
acero.
Overol, tapa-oídos, guantes
de nitrilo, gafas, botas punta de
acero.
de nitrilo, gafas, botas punta de
acero.C
heck
list
de
la lí
nea
Overol, tapa-oídos, guantes
de nitrilo, gafas, botas punta de
acero.
Están especificadas en tabla de maquinas
por Línea
Chipote y Tolva de alimentación y/o Big
Bag
Overol, tapa-oídos, guantes
de nitrilo, gafas, botas punta de

PROCESO: TURNO
1
TURNO
2
TURNO
3
MATERIAS
PRIMAS
HERRAMIENTAS O
EQUIPOSFUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
38Verificar constantemente el diámetro, espesor, longitud del tubo y corte (Según estándares de calidad expuestos en las especificaciones de producto EP05800XX).
1 1 1 X X X X X X X X X X X
39Apilar tubos, transportar el producto no conforme a zona de pesaje y luego a zona de producto no conforme, manualmente o con el puente grúa.
1 1 1 X X X X X X X X X X
40Prender el acampanador y programar el ciclo de calentamiento y enfriamientorequerido para el producto a fabricar.
1 1 1 X X X X X X X X X X X
41 Colocar el acampanador en estado manual(1) 1 1 1 X X X X X X X X X X X
42Activar manualmente los finales de carrera que dejan caer los tubos al horno,para iniciar el acampanador(1).
1 1 1 X X X X X X X X X X X
43Programar en la sierra que las líneas de tubos no paren en el botador, sinoque continúen hacia el acampanador(1).
1 1 1 X X X X X X X X X X X
44 Verificar que el sello del tubo se haya ensamblado correctamente (2).
45
Verificar constantemente el adecuado funcionamiento del acampanador (enalgunos casos se pueden desalinear los tubos, lo que causa que no seanprensados correctamente por los hornos, se quemen y sean manejados comoproducto no conforme. En este caso, el operario debe parar el acampanador ylimpiar manualmente con una grata los residuos de tubería que quedan en lasprensas de los hornos.
1 1 1 X X X X X X X X X X X
46 Tomar suncho. Hacer paquetes de tubos (diámetro menores a 2"). 1 1 1 X X X X X X X X X X
47Levantar el paquete de tubos, pasar el suncho por debajo y darle dos vueltas, luego amarrar el suncho con una trampa plástica, apretar, asegurar y cortar el suncho.
1 1 1 X X X X X X X X X X
48 Hacer esto en el centro y los dos extremos del paquete de tubos. 1 1 1 X X X X X X X X X X
49Contabilizar el material que queda en el bache y las tolvas para la fabricación de los últimos tubos.
1 1 1 X X X X X X X X X X
50 Apagar el dosificador cuando el último tubo salga de la extrusora. 1 1 1 X X X X X X X X X X
51Correr la tolva principal, introducir la tolva auxiliar en el orificio de alimentación, sumergir el imán dentro de la misma y verter la purga correspondiente.
1 1 1 X X X X X X X X X X
52 Bajar todas las temperaturas a 120 °C, durante una hora. 1 1 1 X X X X X X X X X X
53Cerrar los registros de agua del tanque de refrigeración y apagar la bomba de vacío de la extrusora y la bomba de agua y de vació del tanque de refrigeración.
1 1 1 X X X X X X X X X X
54 Llamar al eléctrico para desenergizar la extrusora. 1 1 1 X X X X X X X X X X
55Verificar que no haya ningún tubo en el horno, y reposicionar el equipo de orientación (Sierra, extractor, mesa selectora, etc.) al origen.
1 1 1 X X X X X X X X X X
56Cerrar las llaves de aire y llamar al operario para el cierre del registro del compresor.
1 1 1 X X X X X X X X X X
Am
arra
r tu
bos
Suncho, Trampa plástica
Susp
ensi
ón d
e op
erac
ione
s en
la lí
nea
Sellos Acampanadora
Aca
mpa
nado
Herramienta pertinente para la suspensión de la
línea
Form
ado
del t
ubo
por Línea botas punta de acero.
Overol, tapa-oídos, guantes
de nitrilo, gafas, botas punta de
acero.
Overol, tapa-oídos, guantes
de nitrilo, gafas, botas punta de
acero.
Overol, tapa-oídos, guantes
de nitrilo, gafas, botas punta de
acero.

PROCESO: TURNO
1
TURNO
2
TURNO
3
MATERIAS
PRIMAS
HERRAMIENTAS O
EQUIPOSFUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
57 Apagar el Chiller y la central de refrigerante. 1 1 1 X X X X X X X X X X
58Programar la central de agua caliente para que disminuya la temperatura y apagar la central cuando indique una temperatura de 40°C.
1 1 1 X X X X X X X X X X
59 Apagar el orientador en tablero. 1 1 1 X X X X X X X X X X
60 Desenergizar el horno y luego el orientador. 1 1 1 X X X X X X X X X X
61 Tomar el paquete de tubos y colocar su extremo sobre el carro móvil. 1 1 1 X X X X X X X X
62 Deslizar el paquete hasta que quede bien distribuido en el carro. 1 1 1 X X X X X X X X
63Repetir lo anterior hasta llenar el carro. El peso de dicho carro no debe superar las toneladas especificadas.
1 1 1 X X X X X X X X
64Llevar el carro móvil o fijo a báscula para su pesaje (dependiendo del estado del carro, el operario puede o no llevar el carro sin importar el peso, de lo contrario tendrá que utilizar el puente grúa).
2 2 1 X X X X X X X X
65 Separar el scrap del conforme (Clasificar). Hacer paquetes con dicho scrap. 1 1 1 X X X X X X X X
66 Depositar los paquetes en el carro de pesaje y llevar a báscula para su pesaje. 1 1 1 X X X X X X X X
67Después de ser pesado, llevar el carro con el scrap al molino para su recuperación.
1 1 1 X X X X X X X X
1B
2A
2E
4A
4C
5A
5C
6A
6D
6F
6E
6M
Disposición de producto conforme
Esta operación solo sucede cuando el sello se ensambla automáticamente, de lo contrario poner manualmente el sello. (No todos los tubos acampanados lo requiere)
(2)
(1) No todas las líneas tienen estas actividades.
Disposición producto no conforme
Puente grúa, carro móvil, Big Bag
Puente grúa, carro móvil
Susp
ensi
ón d
e op
erac
ione
s en
la lí
nea
Productores de sobre carga psíquica: Alta concentración.
Tipo sobrecarga síquica: Turnos: rotativos nocturnos
Contaminantes del ambiente, tipo físico: ruido
Peligros asociados:
Tipo ergonómico: Productores de sobrecarga física: Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Tipo físico: Contaminantes del ambiente: Polvo
Overol, tapa-oídos, guantes
de nitrilo, gafas, botas punta de
acero.
Overol, tapa-oídos, guantes
de nitrilo, gafas, botas punta de
acero.
Productores de inseguridad, tipo locativo: estado de pisos.
Productores de inseguridad, tipo físico: Atrapamiento, machucones, golpes
Productores de inseguridad, tipo mecánico: Bandas transportadoras
Productores de sobrecarga física: Posiciones inadecuadas: sentado, parado, acostado
Del ambiente de trabajo, microclima: humedad relativa o presencia de agua.
Productores de inseguridad, tipo físico-mecánico: quemaduras por altas temperaturas.
Productores de inseguridad, tipo mecánico: maquinas peligrosas sin protección.

Accesorios presión, área de curvas y manufacturados8 en turno 10 pm-6 am; 10 en turno 6 am-2 pm; 8 en turno 2 pm-10 pm
1B 2A 2E 4C 5A 6E 6F 6G
PROCESOTURNO
1TURNO
2TURNO
3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1 Recibir tubería procedente de extrusión. 1 1 1 X X2 Clasificar y ubicar la tubería en el módulo del área destinado para dicho fin. 1 1 1 X X3 Revisar el programa de alistamiento semanal de producción. 1 1 1 X X
4Comparar stock de inventario con el programa de alistamiento de producción, parasaber si es necesario aumentarlo o no, y de ser así, hacerlo.
1 1 1 X X
5Calibrar la longitud de corte de la sierra, mediante el tope de corte de la misma.(Formato Cuadro general de longitudes de corte y proceso)
2 2 2 X X X X X
6Ubicar el tubo en la sierra ajustando la altura de la misma, los tornillos guíasuperiores y el soporte del extremo opuesto al corte.
1 1 1 X X X X X
7Accionar la palanca de aseguramiento de los tornillos guía superiores paragarantizar un corte perpendicular al eje del tubo.
1 1 1 X X X X X
8Accionar la palanca de desplazamiento de la sierra y poner en funcionamiento elsistema de giro automático del tubo para garantizar el corte total del mismo.
1 1 1 X X X X X
9 Retirar el tramo del tubo ya cortado y almacenarlo adecuadamente. 1 1 1 X X X X X10 Repetir el proceso hasta que el tubo se haya agotado. 1 1 1 X X X X X
11Tomar el tramo de tubo e introducirla en el horno 1 del acampanador y esperarhasta que caliente tubo, dependiendo de la referencia a producir.
1 1 1 X X X X
12 Sacar el tramo de tubo del horno 1, introducirlo en el horno 2 1 1 1 X X X X
13
Sacar el tramo del tubo del horno 2 e introducirlo en el acampanador SICA o elotro (depende del diámetro del tubo) para que se forme la campana, ubicarmientras es empujado y la punta del formador de la campana se introduce en eltubo.(Tener en cuenta si es 1 o 2 ciclos)
1 1 1 X X X X
14
Retirar el tubo del acampanador y verificar que la campana haya quedado formadade manera adecuada (Si el accesorio a acampanar es una unión mecánica oreparación, darle la vuelta al tramo del tubo y acampanar por el otro extremo, unavez se haya hecho el cambio de punto o macho en el acampanador).
1 1 1 X X X X
15Tomar la galga diseñada por el área de metrología (conformidad), introducirla enla campana del tubo y verificar que esta cumpla norma de longitud y espesor parael respectivo accesorio, y que no se haya contraído.
1 1 1 X X X
16Programar las zonas del horno grandes radios con la temperatura requerida por elaccesorio a fabricar. (F0520003B)
1 1 1 X X
17Dependiendo de la longitud del tramo de tubo a calentar, prender las resistenciasnecesarias para cubrir dicha longitud.
1 1 1 X X
18Introducir las válvulas de aire en cada extremo del tubo, y llenarlas de aire paraque ayuden a mantener la presión interna del tubo.
1 1 1 X X
19Una vez el horno haya alcanzado la temperatura y el ciclo requerido, introducir eltubo dejando la campana por fuera, para darle la temperatura adecuada al tubo.
1 1 1 X X
PELIGRO
Acampanado (F0520003)
Recepción de tubos
Corte
Pre Calentamiento (Solo aplica para codos)
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
MATRIZ DE RIESGOS
ACTIVIDAD / TAREA / OFICIO
Nro.Trabajadores del Área
PROCESO:
Nro. PERSONAS SISTEMA DE CONTROL ACTUAL
Sierra radial ELMEPLAGuantes de nitrilo,
overol, botas punta de acero, gafas, tapa oídos
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Acampanador SICA, Acampanador menor de 4"
Horno grandes radios, pera o válvula de aire

20Una vez el tubo este dentro del horno, cubrir la parte del espigo con un aislador, yasí evitar que se deforme por calentamiento.
1 1 1 X X
21Una vez haya transcurrido el tiempo anterior, sacar el tubo del horno, colocarlo enel molde formador del codo UM, para formar el codo.
1 1 1 X X X X
22Presionar el tubo contra el molde para que adquiera su forma, enganchar con lasabrazaderas de fijación, y colocar las mangueras de agua sobre el para disminuir sutemperatura y estabilizar su forma.
1 1 1 X X X X
23Esperar entre 3 y 4 minutos, dependiendo de la referencia a producir, para que eltubo se enfríe y estabilice su forma
1 1 1 X X X
24Retirar el aire de la válvula, oprimir la vía de escape del aire para reducir el tamañode las válvulas y poder sacarlas del tubo.
1 1 1 X X X
25Una vez el codo este frío y se haya estabilizado su forma, retirar del molde ylimpiar para eliminar el residuo de agua que queda de la refrigeración.
1 1 1 X X X
26 Tomar el sello del empaque. 1 1 1 X X
27Doblar en forma de corazón para facilitar su introducción dentro de la campanadel tubo.
1 1 1 X X
28Introducir el sello doblado en la campana, soltarlo para que recupere su formaoriginal.
1 1 1 X X
29Verificar que el sello haya quedado bien acomodado dentro de la ranura de lacampana.
1 1 1 X X
30 Cortar el tramo de tubo a la longitud indicada por la orden de producción. 1 1 1 X X
31 Enviar el tubo al área de mecanizado para que le realicen la rosca en el espigo. 1 1 1 X X
32 Acampanar el extremo sin rosca. 1 1 1 X X X
33Tomar el acople rápido "cierre o sin cierre" (Este componente se compra a untercero), colocar el oring anti fugas en su interior, y roscarlo en el espigo del tubo.
1 1 1 X X X
34Verificar el adecuado ensamble del acople rápido al tramo de tubo, y que elaccesorio cumpla con los requerimientos de calidad establecidos para dichoaccesorio.
1 1 1 X X
35 Colocar etiqueta de identificación del producto a cada tubo conforme. 1 1 1 X X
36Empacar en cajas la cantidad requerida por referencia (Debido a su gran tamaño,algunos accesorios no se empacan en cajas y quedan sueltos).
1 1 1 X X
37 Colocar etiqueta de identificación del producto a cada caja de producto terminado. 1 1 1 X X
38 Reportar a producción como producto terminado. 1 1 1 X X39 Seleccionar el scrap del producto no conforme (clasificar). 1 1 1 X X
40Pesar el scrap generado y descontar de la materia prima del proceso, para que nohaya desfase en la orden de producción.
1 1 1 X X
41 Una vez pesado el scrap, se lleva al molino para su posterior recuperación. 1 1 1 X X
1B2A2E4C5A6E6F6GProductores de inseguridad, Tipo físico: Cortaduras.
Fresadora LAGUN CNC, acampanador SEVING
Manufacturado de acoples rápidos
Colocación de hidro-sellos
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Del ambiente de trabajo, microclima: Humedad relativa o presencia de agua
Carro móvil rojo
Etiquetas
Formado del codo (solo aplica para codos)
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Peligros asociados:
Disposición de scrap
Hidro-sellos
Molde UMAgua
Carro móvil
Productores de inseguridad, tipo físico: quemaduras por altas temperaturas.
Contaminantes del ambiente, tipo físico: ruido
Tipo físico: Contaminantes del ambiente: Polvo
Tipo ergonómico: Productores de sobrecarga física: Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Tipo sobrecarga síquica: Turnos: rotativos nocturnos
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Productores de inseguridad: tipo físico: Atrapamiento, machucones, golpes
Disposición de producto terminado

Curvas, área de curvas y manufacturados8 en turno 10 pm-6 am; 10 en turno 6 am-2 pm; 8 en turno 2 pm-10 pm
2A 2E 4C 5A 6E 6F 6G 6M
PROCESOTURNO
1TURNO
2TURNO
3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1 Recibir tubería procedente de extrusión. 1 o 2 1 o 2 1 o 2 X X X X2 Clasificar y ubicar la tubería en el módulo del área destinado para dicho fin. 1 o 2 1 o 2 1 o 2 X X X X3 Revisar el programa de alistamiento semanal de producción. 1 1 1 X X X X
4Comparar stock de inventario con el programa de alistamiento de producción, parasaber si es necesario aumentarlo o no, y de ser así, hacerlo.
1 1 1 X X X X
5Calibrar la sierra para cortar los tubos a la longitud solicitada por la orden deproducción. (Formato Cuadro general de longitudes de corte y proceso)
1 1 1 X X X X X
6Tomar un grupo de tubos (Para piezas de diámetro 1/2", 3/4", 1 1/2", 1 1/4", secortan 7,6,3,4 tubos al tiempo respectivamente, y para piezas de diámetro 1" y 2"se cortan 5 y 2 respectivamente).
1 1 1 X X X X X
7 Colocar los tubos en la bandeja de entrada de la sierra. 1 1 1 X X X X X8 Accionar la sierra para que esta corte los tubos a la longitud deseada. 1 1 1 X X X X X
9Una vez se haya realizado el corte, accionar el botón de la bandeja de la sierrapara que los tubos caigan a la canasta de la siguiente etapa del proceso.
1 1 1 X X X X X
10Correr los tubos hacia la sierra y repetir el proceso, hasta que los tubos se hayanagotado.
1 1 1 X X X X X
11 Tomar tubos de la canasta, introducirlos en el horno de la máquina LIANSU. 1 1 1 X X X X
12Esperar tiempo de calentamiento del tubo, después sacar los tubos del horno ycolocarlos en la dobladora.
1 1 1 X X X X
13Oprimir los botones para que la mordaza baje y doble el tubo al ángulo requeridoy al mismo tiempo realice la campana únicamente en uno de los extremos deltubo.
1 1 1 X X X X
14Cuando la máquina haya liberado los tubos, tomar y poner tubos en la canasta deproducto terminado.
1 1 1 X X X X
15Tomar el tubo de la canasta, introducirlo en la cocina y girarlo manualmente paraque adquiera la temperatura adecuada.
1 1 1 X X X X
16Sacar el tubo de la cocina, introducirlo en el macho formador de la campana ydejar que se enfríe a temperatura ambiente.
1 1 1 X X X X
17Sacar el tubo del macho, verificar con la galga de conformidad el acampanado yverificar que cumpla con los requerimientos de calidad establecidos para elproducto a fabricar.
1 1 1 X X X X
18 Depositar el tubo conforme en la canasta y pasar al doblador. 1 1 1 X X X X
19Tomar el tubo de la canasta e introducirlo en el horno 1, dejando por fuera lacampana.
1 1 1 X X X X
20Una vez pasado el tiempo anterior de calentamiento, sacar el tubo e introducirloen el horno 2
1 1 1 X X X X
21 Sacar el tubo del horno 2 e introducir el caucho formador dentro del tubo. 1 1 1 X X X X22 Introducir el tubo con el caucho dentro del molde de formado. 1 1 1 X X X X
23Una vez pasado el tiempo de operación, sacar el caucho formador, sin extraer eltubo del molde.
1 1 1 X X X X
24Repetir el proceso, empujando los tubos hacia abajo del molde para hacer espacioa nuevos tubos (A medida que son empujados, los tubos van cayendo a la canastade producto terminado).
1 1 1 X X X X
MATRIZ DE RIESGOSPROCESO:
Nro.Trabajadores del Área
ACTIVIDAD / TAREA / OFICIO PELIGRO
Nro. PERSONAS SISTEMA DE CONTROL ACTUAL
Recepción de tubos
Acampanado manual
(Referencias de diámetro mayor a 1")
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Corte de los tubos
Sierra para cortes conduitGuantes de nitrilo,
overol, botas punta de acero, gafas, tapa oídos
Doblado y acampanado automático
(referencias de diámetro
inferior a 1")
Dobladora y acampanadora LIANSU
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Doblado manual
(Referencias de diámetro mayor a 1")
Doblador manual
Acampanador manual
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos

PROCESOTURNO
1TURNO
2TURNO
3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORACTIVIDAD / TAREA / OFICIO PELIGRO
25 Precalentar el horno a la temperatura requerida por la referencia a acampanar. 1 1 1 X X X X X
26Tomar las uniones a abocardar de la lona en que vienen empacadas desde el áreade inyección, y acomodarlas sobre la mesa de trabajo.
1 1 1 X X X X X
27 Colocar cada unión en el horno para su calentamiento. 1 1 1 X X X X X
28Una vez pasado el tiempo de calentamiento, sacar la unión del horno y colocarlaen el formador de terminales eléctricas.
1 1 1 X X X X X
29Accionar los botones que hacen que el macho del formador baje y forme elabocardado.
1 1 1 X X X X X
30Una vez suba el macho del formador, sacar la terminal e inspeccionar que elabocardado haya quedado formada de manera adecuada.
1 1 1 X X X X X
31 Empacar terminales en cajas (la cantidad depende de la referencia). 1 1 1 X X X X X
32A medida que se desocupe la mesa de trabajo, acomodar mas uniones parafacilitar y agilizar el proceso.
1 1 1 X X X X X
33Etiquetar las cajas con la identificación del producto y reportar como productoterminado.
1 1 1 X X X X X
34Tomar los accesorios de la canasta de producto terminado y empacar en cajas deGerfor, luego etiquetar la caja con la identificación del producto. (Enlistar procesoen "Control lotes de producción")
1 1 1 X X X
35 Sellar caja con pistola de ganchos neumática X
36Reportar el cumplimiento a la orden de producción y disponer como productoterminado.
1 1 1 X X X
37 Llevar la caja hasta la zona de producto terminado. 1 1 1 X X X
38 Seleccionar el scrap del producto no conforme (clasificar), viruta y desechos. 1 1 1 X X X
39Pesar el scrap generado y descontar de la materia prima del proceso, para que nohaya desfase en la orden de producción.
1 1 1 X X X
40Una vez pesado el scrap en bascula de mezclas, se lleva al molino para su posteriorrecuperación.
1 1 1 X X X
2A2E4C5A6E6F6G
6M
Disposición de producto terminado
Peligros asociados:
Abocardado de terminales eléctricas
Acampanador de terminales eléctricas
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Disposición de scrap
Carro móvil, pistola de ganchos neumática
CajasCarro móvil, pistola de ganchos neumática
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Productores de inseguridad, Tipo físico: Cortaduras
Contaminantes del ambiente, tipo físico: ruido
Tipo físico: Contaminantes del ambiente: Polvo
Tipo ergonómico: Productores de sobrecarga física: Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Tipo sobrecarga síquica: Turnos: rotativos nocturnos
Productores de inseguridad, tipo físico: quemaduras por altas temperaturas.
Productores de inseguridad, Tipo físico: Atrapamientos, machucones, golpes.
Productores de inseguridad, tipo locativo: Estado de pisos

Manufacturados, área de curvas y manufacturados8 en turno 10 pm-6 am; 10 en turno 6 am-2 pm; 8 en turno 2 pm-10 pm
2A 2E 4C 5A 6E 6F 6A 5C 2F 6G
PROCESOTURNO
1TURNO
2TURNO
3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1 Recibir tubería procedente de extrusión. 2 2 2 X X X2 Clasificar y ubicar la tubería en el módulo del área destinado para dicho fin. 2 2 2 X X X3 Revisar el programa de alistamiento semanal de producción. 1 1 1 X X X
4Comparar stock de inventario y producto en proceso con el programa dealistamiento de producción, para saber si es necesario aumentar o no Stock deseguridad, y de ser así, hacerlo.
1 1 1 X X X
5Dependiendo de los requisitos de la orden de producción, cortar los tubos, que seutilizarán para manufacturar los accesorios, a la longitud indicada, con ayuda de lasierra radial. (Formato Cuadro general de longitudes de corte y proceso)
1 o 2 2 o 2 3 o 2 X X X X X X X X
6Si el accesorio es una silla, tomar el tubo y marcar las líneas de corte mediante unaro o molde con dichas marcas; si se trata de codos, la marcación se hace sinnecesidad de aro o molde.
1 1 1 X X X X X X X X
7Llevar a la sierra sin fin y cortar el tubo siguiendo las marcaciones hechasanteriormente.
1 1 1 X X X X X X X X
8
(Solo los cuerpos de las sillas se llevan al horno para ser moldeadas). Llevar lapieza al horno de calentamiento de sillas y dejarla entre 5 y 10 minutos,dependiendo de la referencia a producir, garantizando que la pieza adquiera latemperatura adecuada para que se vuelva maleable.
1 1 1 X X X
9Una vez la pieza haya adquirido la temperatura adecuada, sacarla del horno yllevarla hacia la plantilla de moldeo que corresponda según el diámetro delaccesorio a fabricar.
1 1 1 X X X
10Colocar la pieza caliente sobre la plantilla de moldeo (tubo referencia) y presionar,para que adquiera el diámetro de curvatura requerido por el accesorio a fabricar.
1 1 1 X X X
11 Realizar alistamiento de la CNC, verificar optimas condiciones. 1 1 1 X X
12Ubicar la base, según la referencia a mecanizar, en la bancada de la fresadoraLAGUN y sujetarla mediante unas bridas.
1 1 1 X X
13 Montar la pieza sobre la base y ajustarla mediante mordazas. 1 1 1 X X
14 Centrar y tomar ceros de la pieza. 1 1 1 X X
15Ejecutar programa de corte (Cambiar programación CNC "SI ES NECESARIO",dependiendo de la referencia a mecanizar).
1 1 1 X X
16Una vez terminado el proceso de corte, desmontar la pieza de la bancada de lafresadora y mediante un cuchillo quitar la rebaba que queda del proceso anterior.
1 1 1 X X
17 Almacenar en carros móviles de curvas. 1 1 1 X X
18Programar el acampanador serving con los tiempos requeridos para calentar,alistar herramental y acampanar el tramo de tubo.
1 1 1 X X X X
19 Tomar la pieza e introducirla en el horno para el calentamiento 1 1 1 X X X X
MATRIZ DE RIESGOSPROCESO:
Nro.Trabajadores del Área
Nro. PERSONAS
Recepción de tubos
ACTIVIDAD / TAREA / OFICIO
SISTEMA DE CONTROL ACTUAL
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa
oídos
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa
oídos
Corte tubo, cuerpo y derivación
Sierra radial ELMEPLA, sierra sin fin
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa
oídos
Moldeo de sillas
Plantilla de moldeo, horno de moldeo de piezas
accesorios manufacturados
Mecanizado de piezas
Cuchillo, Fresadora CNC, carro móvil
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa
oídos
PELIGRO

PROCESOTURNO
1TURNO
2TURNO
3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORACTIVIDAD / TAREA / OFICIO PELIGRO
20Sacar el tubo del horno y posicionarlo en mordazas inferiores, accionar loscomandos de mordazas exteriores y macho formador de la campana para querealice ciclo de formación.
1 1 1 X X X X
21Retirar el tubo del acampanador y verificar que la campana haya quedadoformada según especificaciones.
1 1 1 X X X X
22 Si el producto lo requiere, Acampanar por ambos extremos del segmento. 1 1 1 X X X X
23
Una vez las piezas hayan vuelto del mecanizado o Sierra, se hace un inventariopara verificar el ajuste del segmento y entregar a ensamble de producto, despuésmedir las esquinas y cortarlas en la sierra sin fin, para quitar las puntas de lapieza. (Solo sillas).
1 1 1 X X X X X X
24Llevar todas y cada una de las piezas al esmeril y rematar los bordes con el fin dequitar los filos
1 1 1 X X X X X X
25Realizar el chaflán en el segmento cuerpo y segmento derivación donde se va arealizar el ensamble o pegue del accesorio.
1 1 1 X X X X X X
26Verificar si el chaflán quedo bien hecho, midiendo entre las partes del accesorio aensamblar, y corregir en el esmeril si es necesario hasta que quede bien.
1 1 1 X X X X X X
27Colocar las piezas a ensamblar en el banco giratorio y, mediante la pistola de airecaliente, realizar un pegado inicial de las piezas, para facilitar su posteriormanipulación en conjunto.
1 1 1 X X X X X
28Cambiar la punta de la pistola de aire caliente, colocando la que permiteintroducir el cordón de soldadura para el ensamble de las piezas del accesorio.Limpiar antes para su uso.
1 1 1 X X X X X
29
Introducir el cordón de soldadura, y aplicarlo en el contorno de la unión de laspiezas que conforman el accesorio, verificando que quede dentro del chaflánhecho anteriormente. (Se aplican dos tipos de cordones de soldadura, el internoes para garantizar la hermeticidad del accesorio, y el externo es para darle unaadecuada resistencia al impacto).
1 1 1 X X X X X
30 Acampanar los extremos de los tramos de tubo cortados anteriormente. 1 1 1 X X X X
31Cortar tramos de tubo a la longitud requerida por la referencia a producir (Para lafabricación de los adaptadores se utiliza tubería sanitaria sólida y corrugada,utilizando una pieza de cada una para ensamblar el adaptador).
1 1 1 X X X X
32
Una vez se tengan los tramos de tubo acampanado, se aplica soldadura liquidapara PVC marca Gerfor, dentro de la campana del tubo corrugado, se inserta elespigo del tramo de tubo sólido dentro de la campana con soldadura y se golpeasuavemente para que quede acoplado de manera adecuada.
1 1 1 X X X X
33 Colocar hidro-sello al tubo corrugado y cinta. 1 1 1 X X X X
34Verificar que el accesorio haya quedado ensamblado adecuadamente y quecumpla con los requerimientos de calidad establecidos para el producto
1 1 1 X X X X
35 Humedecer un trozo de tela con limpiador para PVC marca Gerfor. 1 1 1 X X X
36Limpiar con la tela la superficie del accesorio, asegurándose de que no quedeningún tipo de contaminante ni rebaba, por dentro y fuera del accesorio. X X
37 Quitar rebaba con un cuchillo 1 1 1 X X X X38 Etiquetar cada accesorio según corresponda a la orden de producción. 1 1 1 X X
Acampanador serving
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa
oídos
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa
oídos
AcampanadoGuantes de nitrilo,
overol, botas punta de acero, gafas, tapa
oídos
Remate de bordes
Esmeril, sierra sin fin.
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa
oídos
Manufacturado de adaptadores
Soldadura PVC Gerfor, Hidro-Sellos y cinta
Sierra radial y acampanador serving
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa
oídos
Limpieza del accesorio
Limpiador de PVC Cuchillo
Ensamble del accesorio
Cordón de soldadura
Pistola de resistencia y aire.

PROCESOTURNO
1TURNO
2TURNO
3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORACTIVIDAD / TAREA / OFICIO PELIGRO
39Empacar los accesorios en cajas, en una cantidad entre 10 y 12 unidadesdependiendo del tamaño de la referencia (Debido a su gran tamaño, algunosaccesorios no se empacan en cajas y quedan sueltos).
1 1 1 X X
40Reportar el cumplimiento a la orden de producción y enviarlo a ADUANAS obodega de curvas.
1 1 1 X X
41 Llevar la caja o el accesorio suelto hasta la zona de producto terminado. 1 1 1 X X
42Seleccionar el scrap del producto no conforme (clasificar), viruta y desechos detubo.
1 1 1 X X
43Pesar el scrap generado y descontar de la materia prima del proceso, para que nohaya desfase en la orden de producción.
1 1 1 X X
44Una vez pesado el scrap en bascula de mezclas, se lleva al molino para suposterior recuperación.
1 1 1 X X
2A
2E4C5A6E6F6A5C2F6G
Productores de inseguridad, tipo físico: quemaduras por altas temperaturas.
Tipo ergonómico: Productores de sobrecarga física: Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Tipo sobrecarga psíquica: Turnos: rotativos nocturnos
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa
oídos
Disposición de scrap
Carro móvil
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa
oídos
Disposición de producto terminado
Estiquer, cajas Carro móvil
Productores de inseguridad, Tipo físico: Atrapamiento, machucones, golpes.
Productores de inseguridad, Tipo físico: Cortaduras.
Peligros asociados:
Contaminantes del ambiente, tipo físico: ruido
Tipo físico: Contaminantes del ambiente: Polvo
Productores de inseguridad, tipo mecánico: Maquinas peligrosas sin protecciones
Tipo sobrecarga psíquica: Turnos: Alta concentración.
Tipo físico: Contaminantes del ambiente: Ácidos y bases.

Tubería de riego con ventanas8 en turno 10 pm-6 am; 10 en turno 6 am-2 pm; 8 en turno 2 pm-10 pm
2A 2E 4C 5A 6E 6G 6Q
PROCESOTURNO
1TURNO
2TURNO
3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1 Recibir tubería procedente de extrusión. 1 o 2 2 o 2 3 o 2 X X X2 Clasificar y ubicar la tubería en el módulo del área destinado para dicho fin. 1 1 1 X X X3 Revisar el programa de alistamiento semanal de producción. 1 1 1 X X X
4Comparar stock de inventario con el programa de alistamiento de producción,para saber si es necesario aumentarlo o no, y de ser así, hacerlo.
1 1 1 X X X
5 Medir longitud del tubo según especificaciones. 1 o 2 2 o 2 3 o 2 X X X X X X6 Marcar longitud con marcador de color negro por norma 1 1 1 X X X X X X7 Cortar tubo con segueta en la medida de la norma de corte 1 1 1 X X X X X X8 Desechar pedazo de corte a Scrap 1 1 1 X X X X X X
9(Debido a que la longitud de los tubos que oscila entre 8 y 9 metros, elacampanado se realiza en el área de extrusión.). Ubicar el tubo en el dispositivode abocardado.
1 1 1 X X X X X
10Prender las resistencias que calientan los extremos del tubo, colocando latemperatura adecuada para el proceso.
1 1 1 X X X X X
11Girar el volante del extremo de abocardado, para que el macho formador de lapestaña entre en el tubo y forme dicha pestaña.
1 1 1 X X X X X
12Una vez haya pasado el tiempo anterior, girar nuevamente el volante delformador para sacar el macho del tubo y enfriar con agua en abundancia parabajar su temperatura.
1 1 1 X X X X X
13Medir 95 centímetros desde la resistencia de calentamiento de abocardado hastala primera mordaza, marcar y ubicar la primera mordaza de ventana en dichamarca.
1 1 1 X X X X
14A partir de la primera mordaza de ventana, medir cada 1,5 metros, marcar yubicar en cada marca una mordaza de ventana hasta que se complete la longituddel tubo.
1 1 1 X X X X
15Con ayuda de una ruteadora, perforar el tubo y seguir el contorno del agujero dela mordaza para hacer las ventanas en el tubo, haciendo esto en cada una de lasmarcas realizadas anteriormente.
1 1 1 X X X X
16 Quitar la rebaba que quede de la actividad anterior. 1 1 1 X X X X
17Girar el volante del extremo del abocardado interno del formador, para introducirla copa que ovala el espigo del tubo
1 1 1 X X X X
18Dejar que la forma del ovalo se estabilice en el espigo del tubo duranteaproximadamente 3 minutos.
1 1 1 X X X X
19Una vez haya pasado el tiempo anterior, girar nuevamente el volante delacampanador para sacar el macho del tubo y enfriar con agua en abundancia parabajar su temperatura o a temperatura ambiente.
1 1 1 X X X X
20 Verificar que la pestaña del abocardado haya quedado de manera adecuada. 1 1 1 X X X X
21Verificar que las ventanas del tubo estén hechas de la manera adecuada ycumplan con los estándares de calidad establecidos para el producto.
1 1 1 X X X X
MATRIZ DE RIESGOSPROCESO:
Nro.Trabajadores del Área
Nro. PERSONAS
Recepción de tubos
ACTIVIDAD / TAREA / OFICIO PELIGRO
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
SISTEMA DE CONTROL ACTUAL
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Abocardado Acampanador de abocardado
Marcador negroCorteGuantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Ruteado del tubo
(Ventanas)
Ruteadora, acampanador de abocardado
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Segueta
Guantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Disposición de producto Carro móvil
Abocardado interno del espigo
AguaAcampanador de
abocardado
Guantes de nitrilo, overol, botas punta de acero,

PROCESOTURNO
1TURNO
2TURNO
3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORACTIVIDAD / TAREA / OFICIO PELIGRO
22 Verificar que el óvalo haya quedado realizado de manera adecuada. 1 1 1 X X X X23 Colocar sello de producto conforme. 1 1 1 X X X X24 Reportar a producción como producto terminado y enviarlo a ADUANAS. 1 1 1 X X X X
25Seleccionar el scrap del producto no conforme (clasificar), viruta y desechos detubo.
1 1 1 X X X X
26Pesar el scrap generado y descontar de la materia prima del proceso, para que nohaya desfase en la orden de producción.
1 1 1 X X X X
27Una vez pesado el scrap en bascula de mezclas, se lleva al molino para suposterior recuperación.
1 1 1 X X X X
2A2E
4C
5A6E6G6Q
producto terminado
Carro móvil botas punta de acero, gafas, tapa oídos
Productores de inseguridad, tipo físico: quemaduras por altas temperaturas.
Disposición de scrap
Carro móvilGuantes de nitrilo, overol, botas punta de acero, gafas, tapa oídos
Peligros asociados:Contaminantes del ambiente, tipo físico: ruido
Tipo físico: Contaminantes del ambiente: Polvo
Tipo ergonómico: Productores de sobrecarga física: Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Tipo sobrecarga síquica: Turnos: rotativos nocturnos
Productores de inseguridad, Tipo físico: Cortaduras.
Productores de inseguridad, tipo locativo: Vías y pasillos

1B 2A 4C 5A 6E 6G 6F
PROCESO ACTIVIDAD / TAREA / OFICIO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
Limpiar el piso cuando se presenten residuos del tubo, agua o mugre. 1 1 1 X X XLimpieza de máquina en general. 1 1 1 X X XCortar tubo para tubería de riego manualmente con serrucho 1 1 1 X X X XQuitar rebaba del tubo 1 1 1 X X X XAl recibir orden de producción y es necesario cambiar moldes de cualquier maquina, se debe cambiar moldes u otros
2 2 2 X X X X
Cambiar machos de campanas, resistencias de precalentamiento, mordazas, moldes de campanas, medidas de carro empujador contra puntero, moldes en dobladoras
2 2 2 X X X X X
Realizar respectivo mantenimiento y alistamiento de las maquinas. (Temperaturas, ciclos…) 1 1 1 X X X X
TransportarTransportar productos semiterminados a bascula de mezclas para su respectivo control.(esta operación es después de corte de segmentos y acampanado.
1 1 1 Carro móvil. X X
Precalentar Antes de iniciar operaciones de acampanado, calentar moldes y punta machos, evita que el tubo se arrugue. 1 1 1 Horno X X X
Actualizar tablero
Actualizar tableros de control, mejora continua, registros de producción día a día. 2 3 3Marcadores y papelería X X
Traer cajas de acopio. 1 1 1 X X XAbrir caja y ponerla en mesa hecha por los operarios. 1 1 1 X X XActivar pistola de gancho neumática sellando caja. 1 1 1 X X X
Verificar el correcto sellamiento de la caja y estibar. 1 1 1 X X X
1B2A4C5A6E6G6F
Llenar registro de tiempos improductivos, si no se cumple meta llenar formato donde justifique su improductividad.
OBSERVACIONES
Tipo ergonómico: Productores de sobrecarga física: Tipo de trabajo: liviano, moderado, pesado, dinámico, estáticoTipo sobrecarga síquica: Turnos: rotativos nocturnosProductores de inseguridad, tipo físico: quemaduras por altas temperaturas.Productores de inseguridad, Tipo físico: Cortaduras.Productores de inseguridad: tipo físico: Atrapamiento, machucones, golpes
NOTAS:Unión mecánica significa campana normal
Unión reparación significa que la campana tiene un macho mas largo
Peligros asociados:Del ambiente de trabajo, microclima: Humedad relativa o presencia de aguaContaminantes del ambiente, tipo físico: ruido
Realizar cambio de moldes u otros por referencia
Armar cajas
Actividades no rutinarias Nro. PERSONAS EXPUESTAS
Limpieza
Corte
Caja, ganchos. Pistola neumática
PELIGRO
Gato de brazo mecánico, herramienta necesaria, llaves
fijas.
Serrucho, Cuchillo
Escoba y trapos, rastrillo.Agua y jabón.

Inyección tubo-sistemas29 turno 1 / 35 turno 2 / 29 turno 3
2A 2E 2I 2A 4B 4C 5A 6E 6F 6G 6Ñ
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1 Traer el material desde la máquina peletizadora en el área de extrusión.. X X X X
2Ubicar, dependiendo de la disponibilidad de espacio, el material dentro de los silos odejarlo en los batches en la zona de materiales (Debido al peso de los batches, estaoperación debe hacerse con la ayuda del puente grúa).
X X X X
3Verificar los sistemas de refrigeración, eléctricos e hidráulicos del molde si este lo requiere,así como escoger el plato centrador y la barra expulsora acorde a sus dimensiones.
X X X X X X
4 Realizar el montaje de los finales de carrera o micros según corresponda al molde. X X X X X X
5Con la ayuda del puente grúa, llevar el molde desde el taller de moldes inyección hasta lamáquina que necesite el cambio.
X X X X X X
6Desmontar el molde que se encuentra en la máquina, desconectando todos sus sistemaseléctricos, hidráulicos y de refrigeración si así es preciso, luego soltar las bridas que losujetan a la máquina y mediante el puente grúa sacarlo de la misma.
X X X X X X
7Una vez el molde anterior este desmontado, tomar el nuevo molde y mediante el puentegrúa introducirlo en la máquina, introducir el plato centrador, la barra expulsora , centrarlocon respecto a la boquilla de la inyectora y sujetarlo a la misma con las mordazas.
X X X X X X
8Una vez el molde se encuentre fijo en la máquina, conectar los finales de carrera o micros,el sistema eléctrico, hidráulico y de refrigeración si así es requerido por el molde.
X X X X X X
9Programar las válvulas del molde y los parámetros de funcionamiento del mismo (Tiemposde apertura y cierre, espesores de apertura y cierre).
X X X X X X
10Entregar la máquina con el nuevo molde montado al operador encargado de la puesta enmarcha. Constantemente lubricar con aceite las partes del molde.
X X X X X X
11Alimentar la tolva principal de la máquina con material para purga con el fin de eliminarcualquier residuo del material utilizado para la orden de producción anterior. Esta purgatambién es utilizada para varadas, cortes de energía y cambio de molde.
X X X X X
12 Revisar que no se presenten fugas de ningún tipo en las manqueras de la máquina. X X X X X
13Verificar que el cierre del molde se esté realizando de manera adecuada, y de no ser así,graduarlo hasta conseguirlo.(Esta operación es manual)
X X X X X
14Realizar descargas en vacío para graduar las temperaturas de la máquina y para sacar losresiduos de purga del barril. Verificar condiciones de proceso Inyección.
X X X X X
15
Una vez estén estabilizadas las temperaturas y la purga haya salido por completo delbarril, colocar la máquina en ciclo automático y realizar inyecciones de material paraasegurarse que se estén llenando por completo las cavidades del molde. Se inyecta 10ciclos por seguridad y calidad.
X X X X X
16 Revisar las presiones del sistema con el fin de asegurar que no salgan piezas incompletas.. X X X X X
17Descargar el material de silos a las canecas rodantes o a las tolvas móviles, dependiendode la disponibilidad de uno u otro.
X X X X
Botas punta de acero, gafas de seguridad, tapa oídos, overol,
guantes de nitrilo y carnaza.
MATRIZ DE RIESGOSPROCESO:
Nro.Trabajadores del Área
Nro. PERSONAS SISTEMA DE CONTROL ACTUAL
ACTIVIDAD / TAREA / OFICIO PELIGRO
Alistamiento de material
2 2 2
Compuesto peletizado, pulverizado, recuperado.
Montacargas, Puente grúa, Silos.
Cambio de molde
2 2 2Aceites, grasas,
tornillería.Puente grúa,
herramientas mecánicas
Botas punta de acero, gafas de seguridad, tapa oídos, overol,
guantes de nitrilo y carnaza.
Alistamiento de máquina
1 1 1 Purga
Botas punta de acero, gafas de seguridad, tapa oídos, overol,
guantes de nitrilo y carnaza.
Botas punta de

18Llevar la caneca rodante o la tolva móvil con el balde hasta la máquina y ubicarla en lazona destinada para alimentar material.(Con el CPVC se manejan bultos de 25 Kg)
X X X X
19Con ayuda de una caneca plástica, descargar el material, desde la caneca rodante o tolvamóvil, hasta la tolva de alimentación de la máquina. En algunas máquinas esta actividad serealiza mediante bomba aire, por lo que solo se utiliza canecas rodantes.
X X X X
20Verificar el correcto funcionamiento de la máquina. Mediante una alarma, las maquinasavisan en que momento ocurre alguna avería, esta es atendida por el operario 1 o 2,Registrar en el formato F0100020 cualquier avería, condiciones de proceso, entre otros.
X X X X
21 Verificar que el material se este inyectando de manera completa en el molde. X X X X
22Una vez el grupo de piezas haya sido liberado del molde, tomarlo ya sea con el tubohecho por los operarios o con la mano y separar los accesorios de las velas mediantepinzas o tijeras.
X X X X
23Verificar que la pieza no presente defectos como mariposa, gusano, contaminadas,quemadas, chispeadas o con rechupe.
X X X X
24 Quitar mediante un cuchillo la rebaba que quede en la pieza. X X X X
25Realizar pruebas con las galgas (piezas guía de conformidad) designadas para cadamáquina, con el fin de verificar la conformidad de cada accesorio terminado.
X X X X
26Depositar las piezas conformes en una canasta y ubicarlas en la zona destinada para dichofin, de igual forma los producto no conformes.
X X X X
27Al inicio del turno, se debe asegurar que la báscula este midiendo de manera adecuada elpeso de los accesorios, mediante una pesa de 5 Kg, poniendo esta en los 4 extremos y enla mitad de la bandeja de la báscula. La capacidad de la báscula es de 15 Kg.
X X X X
28Verificar nuevamente piezas, esta actividad es para algunas referencias que tienenproblemas seguidos de calidad.
29
(Los accesorios con diámetro igual o superior a 2 pulgadas omiten la operación deverificación de cantidades en la báscula y pasan directamente a empaque) Colocar elrecipiente de pesaje en la báscula y tararlo, dejado la medición en cero para descontar elpeso del recipiente del peso de los accesorios.
X X X X
30Dependiendo de la cantidad de accesorios que se vayan a empacar, llenar el recipiente ytarar el peso de la cantidad de accesorios que se van a empacar, es la referencia para lossiguientes pesos.
X X X X
31Una vez haya sido tarada la báscula, llenar el recipiente con los accesorios ubicados en lacanasta que dos operarios levantan sobre la mesa, llevarlos a la báscula y rectificar lacantidad de los mismos, dependiendo de la unidad de empaque a utilizar.
X X X X
32Enviar accesorios según corresponda, ensamble, empaque o almacén semiterminados. Losmismo operarios empacan los productos que pasan por las basculas.
X X X X
33En algunas referencias, se tara y empaca en bolsa y/o caja, En este caso acomodar enestiba y seguir procedimiento de empaque.
34 En algunos casos, ir por productos al área de inyección cuando se acaben en almacén.
35Se debe hacer una verificación de la medición de la báscula cada 20 unidades de empaque,para asegurarse que lo que me diga la báscula sea lo que en realidad este midiendo.
X X X X
36 Transportar canastas y carros de scrap, velas, producto no conforme para batches.
37 Llevar batches al área de mezclas y pesar en bascula, en algunos casos se lleva a moler.
Moldeo e inspección primaria
Verificación de cantidades en
báscula e inspección
2 22
Botas punta de acero, gafas de seguridad, tapa oídos, overol,
Botas punta de acero, gafas de seguridad, tapa oídos, overol,
guantes de nitrilo y carnaza.
Báscula, balde, carro almacén
Botas punta de acero, gafas de seguridad, tapa oídos, overol,
guantes de nitrilo y carnaza.
Alimentación De tolva
2 2 2
Botas punta de acero, gafas de seguridad, tapa oídos, overol,
guantes de nitrilo y carnaza.
16
Compuesto peletizado, recuperado,
polvo, triturado pulverizado
Caneca rodante, tolva móvil, caneca plástica
14
Tijeras, pinzas, cuchillo, galgas de prueba, caladora, cortadora neumática, tubos diseñados por
operarios, Canastas
16
Transporte de Scrap, Producto no conforme y
1 1 1Carro de carga
hidráulico, paleta

38 Llevar material al área de recuperado o a molino del área de inyección.
39 Devolver carro y/o canastas a su respectiva área de color rojo.
40 En caso de producto terminado, llevar frecuentemente productos a almacén.
41Ubicar las lonas con accesorios a ensamblar, provenientes del centro de acopio deinyección o curvas, en la zona destinada para dicho fin.
X X X X
42Tomar las piezas que componen el accesorio y organizarlas en la mesa de trabajo parafacilitar y agilizar la operación de ensamble
X X X X
43Si el accesorio lo requiere, colocar el empaque, hidrosello, oring, entre otros en la cavidaddestinada para tal fin, pegar, ensamblar piezas según referencias.
X X X X
44Acoplar las piezas para formar el conjunto del accesorio, aplicando aceite o limandoasperezas, según corresponda, para facilitar la operación de ensamble
X X X X
45Verificar que las piezas a ensamblar cumplan con los requerimientos de calidadestablecidos para el accesorio. Incluye prueba a productos que lo requieran (Cuerpo collarde 4")
X X X X
46 Verificar el buen estado de los empaques a colocar en los accesorios, si así es requerido. X X X X
47 Verificar que se realice un buen acople entre las partes del accesorio. X X X X
48 Verificar periódicamente el estado del accesorio una vez este haya sido ensamblado. X X X X
49 Tomar la caja plana y armar base de la caja, según la referencia a producir. X X X X X
50Doblar las pestañas de la base de la caja hacia adentro, colocarla en la base metálica ypegar las pestañas mediante la pistola cosedora neumática.
X X X X X
51Una vez se hayan pegado las hojas y formado la base de la caja, apilarlas una sobre otra ala espera de su disposición final.
X X X X X
52Tomar las cajas armadas y acomodarlas sobre la mesa de trabajo para agilizar y facilitar laoperación de empaque. No se debe acomodar mas de una referencia en la mesa detrabajo, ya que se pueden presentar confusiones y trocados de producto.
X X X X X
53(Para accesorios con diámetros inferiores a 2 pulgadas) Tomar una bolsa plástica y llenarlacon la cantidad de accesorios asignada para dicha unidad de empaque. No todas lasreferencias van en bolsas (1/2")
X X X X X
54 Sellar la boca de la bolsa. X X X X X
55
Una vez las bolsas estén selladas, colocar la etiqueta de identificación de producto ydepositarlas en la caja correspondiente, la cantidad asignada para dicha unidad deempaque. Los operarios imprimen estas etiquetas en computadores e impresorasdestinadas para esta actividad.
X X X X X X
56Cuando se llene la caja con la cantidad de bolsas requeridas, doblar las hojas de la partesuperior de la bolsa hacia adentro, y pegarlas mediante la cosedora neumática.
X X X X X X
57Etiquetar la caja con la identificación del producto empacado y disponer como productoterminado.
X X X X X X
58(Para accesorios con diámetros superiores a 2 pulgadas) Tomar la cantidad requerida deaccesorios, según la unidad de empaque utilizada, y depositarlos dentro de las cajasubicadas en la mesa de trabajo.
X X X X X X
59Una vez la caja este llena con la cantidad requerida, doblar las pestañas de la partesuperior hacia adentro y pegarlas con la cosedora neumática.
X X X X X X
60Imprimir recibo en computador exclusivo para esta actividad, etiquetar la caja con laidentificación del producto empacado,
X X X X X X
61Acomodar las cajas sobre estibas de producto terminado, sin mezclar o acomodar juntasmas de una referencia de producto terminado (La mayoría de referencias con diámetrosuperior a 2" llevan su propia estiba).
X X X X X X
62 Al finalizar turno realizar limpieza y dejar mesas sin producto en proceso ni cajas. X X X X X X
55
Selladora
Botas punta de acero, gafas de seguridad, tapa oídos, overol,
guantes de nitrilo y carnaza.
37
7
oídos, overol, guantes de nitrilo y
carnaza.
Base para armar cajas, grapadora neumática
3
Botas punta de acero, gafas de seguridad, tapa oídos, overol,
guantes de nitrilo y carnaza.
Cuchillos, Selladora, prensa fija.
Loctite, Cajas. Grapas,
lubricantes, soldadura, etiquetas
Ensamble
no conforme y velas
Verificación de producto en proceso para ensamblar
Pistola grapadora neumática
5
Botas punta de acero, gafas de seguridad, tapa oídos, overol,
guantes de nitrilo y carnaza.
1 1 1 hidráulico, paleta hidráulica
7
Empaque
7 7Caja, estiquer,
bolsas

63Al inicio del turno, llevar producción del turno anterior a aduanas, generalmente se hacecuando el pedido este listo o bodega este muy llena.
X X X X X X
2A2E2I2A4B4C5A6E6F6G6Ñ
Productores de sobrecarga física, posiciones inadecuadas: sentado, parado, acostado.
Contaminantes del ambiente, tipo químico: vapores, gases
Peligros asociados
Productores de inseguridad, tipo locativo: zonas de almacenamiento.
Contaminantes del ambiente, tipo físico: ruido
Tipo físico: Contaminantes del ambiente: Polvo
Tipo ergonómico: Productores de sobrecarga física: Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Productores de inseguridad, tipo físico: atrapamientos, machucones, golpes.
Productores de inseguridad, Tipo físico: Cortaduras.
Productores de inseguridad, tipo físico: quemaduras por altas temperaturas.
Productores de sobrecarga física, postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido.
Tipo sobrecarga síquica: Turnos: rotativos nocturnos

Inyección GriferíaTurno 1:12, Turno 2:12, Turno 3:12, Turno Ord:1
2A 4A 4B 5A 5C 6A 6E 6F 1D
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1Según orden de producción, alistar materiales para la mezcla con ayuda deformatos donde se encuentran las recetas de la mezcla, si no se encuentramaterial en zona de almacenaje, traer compuesto del pasillo.
1 1 1 Formatos X X X
2 Abrir con un cuchillo lonas o bultos de material. 1 1 1 Cuchillo X X X
3
Llenar tanque de presecado de compuesto ABS, subir en una escalón, con un tarroechar material a el horno o directamente alzar el bulto de 25 kgr y echar material,esta maquina se mantiene prendida en todo momento y de igual forma se echaconstantemente material, es el material que se utiliza con mayor frecuencia en elárea.
1 1 1 ABS Horno calentador. X X X X X
4Descargar porción de material a utilizar del presecado en una canasta y llevarcompuesto a mezclador.
1 1 1 Canasta o lonas. X X X X
5Llenar el barril del mezclador con el respectivo compuesto, puede ser traído dehorno presecado o directamente material en estibas o almacenado.(esta actividades para material puro o molido que se debe volver a calentar y mezclar).
1 1 1 X X X X X
6Tomar porciones de cada compuesto e ir pesando en la bascula hasta obtenerpeso y echar compuesto a los barriles del mezclador.
1 1 1 Gramera X X X X
7Prender maquina y ajustar los 24 minutos de mezcla (esto aplica para todas lasmezclas)
1 1 1 X X
8Al terminar el tiempo establecido, sacar material del mezclador y echarlo entalegos o lonas hasta desocupar caneca, es una actividad que exige muchoesfuerzo del operario y es incomodo realizarlo.(ver recomendaciones)
1 1 1 X X X X X
9llevar en el carro móvil material mezclado en lonas o cajas a la inyectora segúncorresponda, en algunas ocasiones se utiliza material molido o recuperado y sedebe mezclar en la lona antes de echar en la tolva ya sea 50%-50%, 20%-80%.
1 1 1 Carro móvil. X X X X X
10
Al realizarse cambio de referencia el operario debe cambiar el barril del mezclador,desatornillar arandelas, desenroscar compuerta, tomar barril y llevarlo a zona debarriles, tomar el otro barril llevarlo a la mezcladora y ensamblar el nuevo barril.(existe un barril por tipo de mezcla)
1 1 1 Barril de mezclador. X X X X X X
11Dependiendo de la referencia, llevar bultos de material a la inyectora sinnecesidad de presecado o mezclado.
1 1 1Acetal, PC, PVC, PP,
Molido.Carro móvil. X X X
12Descargar material del carro y situarlo al lado de la escalera para su posterioralimentación a la tolva de la maquina de inyección.
1 1 1 X X X X
13
Con ayuda de un tarro, subir la escalera o butaca, coger material de la bolsa conel tarro y echar en la tolva, debe revisar constantemente las otras maquinas yaque se consume rápido el material y no debe de haber parada de producción porfalta de material.
1 1 1 Tarro, escalera. X X X X X
14Revisar que no se presenten fugas de ningún tipo en las manqueras de lamáquina o cualquier comportamiento
1 1 1 X X X X X
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
Nro. Trabajadores del Área
PROCESO:
Nro. PERSONAS
Botas punta de acero, tapa oídos,
gafas, overol naranja, guantes anticorte y delantal, tapabocas
ACTIVIDAD / TAREA / OFICIO
Mezclar y distribuir material
PELIGRO
Mezclador
Dióxido de titanio, masterbatches, negro de humo, verdes
muscapel, pigmentos.

15Verificar que el cierre del molde se esté realizando de manera adecuada, y de noser así, graduarlo hasta conseguirlo.(Esta operación es manual)
1 1 1 X X X X X
16Realizar descargas en vacío para graduar las temperaturas de la máquina. Verificarcondiciones de proceso Inyección (existen hojas de vida por molde y maquina paraacondicionar maquinas según historial)
1 1 1 X X X X X
17Verificar pieza que este saliendo en condiciones optimas y de igual forma que elmolde este en optimas condiciones.
1 1 1 X X X X X
18
Una vez estén estabilizadas las temperaturas y presiones, colocar la máquina enciclo automático y realizar inyecciones de material para asegurarse que se esténllenando por completo las cavidades del molde. Se inyecta 5 ciclos por seguridad ycalidad a iniciar maquina, estos productos inyectados son desechados.
1 1 1 Cajas, Lámpara, canastas X X X X X
19Revisar las presiones del sistema con el fin de asegurar que no salgan piezasincompletas, registrar alguna novedad en formato de condiciones de procesoF0120004
1 1 1 Cuchillo. X X X X X
20
Si ocurre alguna avería en la maquina, el operario 1 debe atender el problema, enla mayoría de veces abre la compuerta de la inyectora, corre el husillo e inyectamaterial, se purga con el mismo material, volver a acondicionar maquina y probarhasta que salgan bien las piezas por medio de una inspección visual.
1 1 1 X X X X X
21
Verificar el correcto funcionamiento de la máquina. Mediante una alarma o avisodel operario a cargo de la maquina, se avisa en que momento ocurre algunaavería, esta es atendida por el operario 1, Registrar en el formato F0100020cualquier avería, condiciones de proceso F0120004, entre otros.
9 9 9 Formatos X X X X
22Verificar que el material se este inyectando de manera completa en el molde, enalgunas maquinas se debe quitar material de la boquilla con una varilla de bronce.
9 9 9 Varilla de bronce. X X X X X
23Una vez el grupo de piezas haya sido liberado del molde, tomarlo con la mano otarro y separar los accesorios de las velas mediante pinzas o tijeras.
9 9 9 Pinzas, tijeras y tarro. X X X X X X X
24
Verificar que la pieza no presente defectos como mariposa, gusano, contaminadas, quemadas, chispeadas, rechupe o mala apariencia (color y brillo). Para las piezasque son para cromar realizar una exhaustiva inspección con lámpara y almacenaren cajas destinadas para piezas de cromado, puede haber rayones.
9 9 9 Lámpara X X X X X X
25Quitar mediante un cuchillo la rebaba, vela que quede en la pieza (existe unapieza que es necesario quitar el macho del producto)
9 9 9 Cuchillo X X X X
26Depositar las piezas conformes en una canasta y de igual forma los producto noconformes.
9 9 9 Canasta X X X X
27Recoger en el carro en cada una de las maquinas las canastas que contienen velasy/o SCRAP, si existe inventario no conforme traído de ensamble u otra área,también se debe moler estos productos.
1 1 1 X X
28 Llevar canastas al la zona de molido (hay 3 maquinas para la operación) 1 1 1 X X
29Pesar material en bascula y registrar peso neto en formato para posterior registroen Sipics por operario de bascula.
1 1 1 Bascula X X
30Llevar canastas con material, ponerlas encima de canecas base para comodidad decoger material y echar a la maquina.
1 1 1 Canastas X X X
Botas punta de acero, tapa oídos,
gafas, overol naranja, guantes anticorte y delantal, tapabocas
Inyección e Inspección.
Alistar maquina
Manejo de velas Y SCRAP (producto no conforme)
Botas punta de acero, tapa oídos,
gafas, overol naranja,
Botas punta de acero, tapa oídos,
gafas, overol naranja, guantes anticorte y delantal, tapabocas

31
Prender moledora y echar velas y/o SCRAP a la moledora. En caso de que seaproducto no conforme traído de otras áreas, se verifica que no estén ensambladascon otras referencias y sea la misma referencia, después pasa directamente elmolido sin ser pesado.
1 1 1 Moledora X X X
32Al terminar de moler las velas, SCRAP, recoger en una canasta el material molidoy llevarlo a calentar, mezclar, almacenar o a inyectora según sea el caso.
1 1 1 Canasta X X X
33Devolver o reemplazar canastas que coge para llevar velas, esto con el fin de quelos ayudantes generales tenga recipientes para dejar velas.
1 1 1 X X
34Al inicio del turno, verificar que en las inyectoras que estén produciendo piezas a cromar, tengan las canastas con sus respectivas canastas con cartón y espuma.
1 1 1 X X X X
35
En caso de no haber canastas, cortar espumas y cartón a medida de la canasta,pegar con cinta espumas en la parte laterales internas de la caja y cartón en laparte inferior, dejar bases de cartón para almacenar diferentes pisos en cadacanasta, de igual forma con las espumas. Evita que las piezas se rayen.
1 1 1 Cinta, espumas,
cartón.Tijeras, bisturí, canasta,
cinta X X X X
36Si no se encuentra material en almacén, ir por los materiales a reciclaje, o aalmacén según sea el caso.
1 1 1 Carro X X X X
37
Recoger producto conforme de las inyectoras que estén produciendo y llevarlas enel carro hasta bascula para pesar materiales (se realiza de 2 a 3 veces por turno).En el caso de las piezas que van para cromado, se tapa la canasta con plástico ycinta, se debe realizar por asegurar la calidad del producto.
1 1 1Plástico y cinta canasta.
Carro X X X X
38
Coger 20 piezas para tarar en la bascula 1, permite saber el peso promedio de laspiezas y es la referencia de la bascula para calcular la cantidad de piezas que seencuentran en el lona o bulto. (solo piezas para no cromar) y descontar peso debolsa aprox 0,96 gr
1 1 1 X X X X X
39
Levantar bulto y ubicarlo en la bascula 2 si hay mas o menos material segúnreferencia, quitar o agregar material respectivamente hasta lograr la unidad deempaque, la bascula 1 indica la cantidad promedio que tiene la bolsa. (es un buenproceso pues maneja un margen de error de +- 1 pieza por 200)
1 1 1 X X X X X
40Al logara la cantidad de la unidad de empaque, registrar en SIPICS cantidades,referencia, numero de referencia, entre otros.
1 1 1 Computador SIPICS X X X X X
41En caso de materiales que sean para cromar, solo se registra la cantidad, estevalor se sabe porque al empacar en la canasta, se conoce cuantas caben por basey cuantas bases hay en cada referencia.
1 1 1 X X X X X
42Al finalizar el turno se deben registrar los ciclos de cada maquina y registrarlos enel sistema SIPICS.
1 1 1 Cronometro X X X X X
43Al finalizar el turno, recoger planilla donde se encuentra los kilogramos de scrap yvelas en el turno, registrarlos en SIPICS.
1 1 1 Computador X X X X X
44
Al terminar de registrar cantidades de productos, llevarlos a almacénsemielaborados o dejarlos en frente del área de almacén hasta que confirmen laorden de producto totalmente conforme, que lo emite cromado al hacer pruebade cromado en las piezas
1 1 1 X X X X
45Verificar los sistemas de refrigeración, eléctricos e hidráulicos del molde si este lorequiere, así como escoger el plato centrador y la barra expulsora acorde a susdimensiones.
2 2 2 X X X X X X
Bascula, bolsas.
Pesar, empacar y almacenar
Manejo de velas Y SCRAP (producto no conforme)
Botas punta de acero, tapa oídos,
gafas, overol naranja, guantes anticorte y delantal, tapabocas
gafas, overol naranja, guantes anticorte y delantal, tapabocas, guantes de carnaza

46 Realizar el montaje de los finales de carrera o micros según corresponda al molde. 2 2 2 X X X X X X
47Con la ayuda del carro móvil de herramientas, llevar el molde desde el taller demoldes inyección hasta la máquina que necesite el cambio.
2 2 2 X X X X X X
48
Desmontar el molde que se encuentra en la máquina, desconectando todos sussistemas eléctricos, hidráulicos y de refrigeración si así es preciso, luego soltar lasmordazas que lo sujetan a la máquina y con ayuda dela grúa de pórtico pequeñalevantar molde.
2 2 2 X X X X X X
49
Una vez el molde anterior este desmontado, tomar el nuevo molde y mediante elsistema de levantar cosas pesadas introducirlo en la máquina, introducir el platocentrador, la barra expulsora , centrarlo con respecto a la boquilla de la inyectoray sujetarlo a la misma con las mordazas.
2 2 2 X X X X X X
50Una vez el molde se encuentre fijo en la máquina, conectar los finales de carrerao micros, el sistema eléctrico, hidráulico y de refrigeración si así es requerido porel molde.
2 2 2 X X X X X X
51Programar las válvulas del molde y los parámetros de funcionamiento del mismo(Tiempos de apertura y cierre, cotas de apertura y cierre).
2 2 2 X X X X X X
52Entregar la máquina con el nuevo molde montado al operador encargado de lapuesta en marcha. Constantemente lubricar con aceite las partes del molde.
2 2 2 X X X X X X
2A4A
4B
5A5C6A6E6F6O1D
Productores de inseguridad tipo locativo: Zonas de almacenamiento
Cam
biar de molde
Grúa de pórtico pequeño, carro móvil de herramientas y
herramienta que se considere necesaria. Botas punta de
acero, tapa oídos, gafas, overol negro, guantes anticorte y delantal, tapabocas, guantes de carnaza
Productores de inseguridad tipo físico: Atrapamiento, machucones, golpes
Peligros asociados:
Productores de sobrecarga física: Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Productores de sobrecarga psíquica: Turnos: rotativos nocturnos
Productores de sobrecarga psíquica: Alta concentración
Productores de inseguridad tipo físico: Quemaduras por altas temperaturas
Productores de sobrecarga física: Posiciones inadecuadas: sentado, parado acostado
Productores de inseguridad tipo mecánico: Máquinas peligrosas sin protecciones
Contaminantes del ambiente tipo físico: Ruido
Del ambiente de trabajo Microclima: Niveles de luz natural inadecuados

Ensamble, línea metálica 72
1B 2A 4A 4c 5A 6F
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1Revisar órdenes de producción y comparar los elementos necesarios para darlecumplimiento, con los existentes en el inventario del área de ensamble. Si no esnecesario solicitar mas a almacén, se tacha y se pasan los elementos requeridos.
X X
2Recibir productos semielaborados por parte del almacén, y verificar que lascantidades solicitadas sean las mismas cantidades entregadas.
X X
3 Ubicar cada producto en su respectivo sitio de trabajo. X X
4Colocar el sello plano en la lámina de caucho, colocando a continuación sobre él lapunta del vástago.
X X X
5Mediante un martillo golpear hasta que el sello se acople dentro de la ranura delvástago destinada para dicho fin.
X X X
6colocar el sello bonete en el vástago, por el lado contrario al que se le colocó elsello plano, hasta que llegue a la superficie roscada.
X X X
7Mediante un pincel untar la rosca del vástago con silicona, con el fin de lubricar elmovimiento de la llave cuando esta esté completamente ensamblada.
X X X
8Tomar el vástago ya ensamblado y roscarlo en el cuerpo de la llave hasta queajuste por completo.
X X
9Colocar la llave semi ensamblada en el dispositivo de ensamble de llaves e iniciar elbonete, pasando a través de él el vástago, y asegurándose de que comience aroscar bien.
X X
10Mediante un torque neumático roscar el bonete al cuerpo de la llave hasta queajuste por completo.
X X
11Acoplar la manija en el vástago e introducir en el orificio del último el tornillo defijación, roscándolo hasta que ajuste por completo mediante un torque neumático..
X X
12Girar la manija con el fin de inspeccionar que se mueva libremente y que nopresente rozamiento.
X X
13Tomar las llaves ya ensambladas y colocar de a dos en el molde de la máquinaprobadora.
X X X X
14Accionar los dos pulsadores de la máquina para que los pisadores aseguren lasllaves y comience a circular el agua de la prueba.
X X X X
15Verificar, con las llaves cerradas, que no se presente goteo a la salida del agua dela llave y que no se presenten poros por donde se pueda escapar el agua.
X X X X
16Una vez verificado esto, se abren las llaves y se verifica que el chorro de agua a lasalida de la llave sea uniforme.
X X X X
17Pasar las llaves conformes a una canasta para escurrir el exceso de agua y las noconformes deben ser desensambladas y pasadas a fundición para ser curadas oreprocesadas según corresponda.
X X X X
18La llave pequeña se empaca en caja CT, ubicándolas una al lado de la otra, de a 33llaves en los dos primeros pisos, 34 en el último (3 pisos por caja).
X X X
19Las demás llaves se empacan primero en bolsa individual, de a 60 unidades, si espor unidad de empaque, y de a 4 unidades de empaque mega pack, contando 15mega packs por caja.
X X X
20El peso máximo de la caja en donde se empaca esta línea es de 17 kg, colocandomáximo 18 cajas por estiba, con una altura máxima de 3 pisos de cajas por cadaestiba.
X X X
1B
2A
4A
4c
5A
6F
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa
oídos
1 1 Llaves ensambladas Máquina probadora
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa
oídos
Producto terminado Báscula
1
1 1 1
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa
oídos
1 1 1
Vástago ensamblado, cuerpo
llave, bonete, manija, tornillo
fijación,.
Dispositivo de ensamble de llaves, torque neumático,
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa
oídos
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa
oídos
1 1 1Sello plano, vástago,
sello bonete, .Lámina de caucho, martillo,
pincel, silicona
Productores de inseguridad, tipo físico: Atrapamientos, machucones, golpes
Contaminantes del ambiente, tipo físico: Ruido
Ensamble de la llave
Probado de la llave
Empaque y disposición de
producto terminado
Productores de sobre carga psíquica: Turnos rotativos nocturnos
ACTIVIDAD / TAREA / OFICIO
Nro. PERSONAS
PELIGRO
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
Nro.Trabajadores del Área
PROCESO:
Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Productores de sobre carga física, posiciones inadecuadas: Sentado. Parado, acostado
Del ambiente te trabajo, micro clima: Humedad relativa o presencia de agua
1
Recepción de producto semi-
elaborado
Ensamble de vástago
PELIGROS ASOCIADOS
1 1

Proceso
Nro.Trabajadores del Área
Fecha de actualización 2A 4A 4C 5A
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1
Revisar órdenes de producción y comparar los elementosnecesarios para darle cumplimiento, con los existentes en elinventario del área de ensamble. Si no es necesario solicitar mas aalmacén, se tacha y se pasan los elementos requeridos.
1 1 1 X X
2Recibir productos semielaborados por parte del almacén, y verificarque las cantidades solicitadas sean las mismas cantidadesentregadas.
1 1 1 X X
3 Ubicar cada producto en su respectivo sitio de trabajo. 1 1 1 X
4Tomar el regulador y roscarlo al cono de la ducha hasta que quedebien ajustado.
1 1 1 X X X
5Tomar el cono con el regulador ya puesto y colocarlo boca abajo,para introducir en el sello caucho, con su campana mirando haciaarriba.
1 1 1 X X X
6Tomar el tubo bola e introducirlo en la tuerca superior,garantizando que la parte mas ancha de la tuerca quede mirandohacia la bola del tubo.
1 1 1 X X X
7Tomar el tubo bola con la tuerca ya puesta, colocarlo en la partedel cono que aloja el sello caucho, y roscar la tuerca al cono hastaque haya quedado adecuadamente ajustado.
1 1 1 X X X
8Sostener el tubo bola y verificar que el cono rote ni muy ajustadoni muy suelto.
1 1 1 X X X
9 Depositar en canasta de producto terminado y pasar a empaque. 1 1 1 X X X
10Tomar el cuerpo interior de la ducha e introducirlo en el cono de lamisma.
1 1 1 X X X
11Colocar el conjunto anterior en una prensa de ensamble y acoplarhasta que queden bien ajustados.
1 1 1 X X X
12Tomar el sello tuerca bola y colocarlo en el extremo roscado delcuerpo interior de la ducha.
1 1 1 X X X
13Tomar el regulador y mediante una prensa de ensamble acoplarloal cono de la ducha hasta que quede adecuadamente ajustado.
1 1 1 X X X
14Roscar el regulador en el orificio del cuerpo interior de la ducha(por donde saldrá el agua).
1 1 1 X X X
MATRIZ DE RIESGOS
72
Ensamble, línea duchas
16 de Marzo de 2015
ACTIVIDAD / TAREA / OFICIO
Ensamble ducha oxaca
Recepción de producto semi-
elaborado
Ensamble ducha dos funciones
Todas las involucradas en el
proceso
Válvula de entrada sub-ensamblada
Máquina probadora
Nro. PERSONAS SISTEMA DE CONTROL ACTUAL
Tubo de entrada, cilindro, tubo
acometida, pegante tolueno
Bandeja, estibas para válvula sub ensamblada
PELIGRO
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos, máscara respiradora
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos

PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORACTIVIDAD / TAREA / OFICIO PELIGRO
15Inspeccionar el producto terminado, verificando que estéadecuadamente ensamblado y que su acabado sea el indicado.
1 1 1 X X X
16Colocar piezas no conformes en su respectiva canasta paraproceder a su desplaque y/o inyección grifería para molido yreproceso según corresponda.
1 1 1 X X X
17Depositar el producto conforme en una canasta destinada paradicho fin y pasar a empaque.
1 1 1 X X X
18Empacar, dependiendo de la solicitud de la orden de producción, lagrifería en conjunto o por separado como unidad de empaque.
1 1 1 X X X
19También se empacan mega packs del conjunto completo de griferíao mega packs por separado de unidades de empaque.
1 1 1 X X X
20Los productos empacados de esta línea se depositan en cajas # 57,cuyo peso máximo es de 27 kg y se estiba de a 24 cajas porestiba, a una altura máxima de 3 pisos de cajas por estiba.
1 1 1 X X X
2A4A4C5A
PELIGROS ASOCIADOS
Contaminantes del ambiente, tipo físico: Ruido
Productores de sobre carga física: Posiciones inadecuadas: sentado, parado, acostado
Productores de sobre carga física: Tipo de trabajo: liviano, moderado, pesado
Productores de sobre carga psíquica: Turnos rotativos nocturnos
BásculaCajas. Bolsas,
producto terminadoEmpaque
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos
overol, tapa oídos

Proceso
Nro.Trabajadores del Área
1B 2A 2E 4A 4C 5A
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1
Revisar órdenes de producción y comparar los elementosnecesarios para darle cumplimiento, con los existentes en elinventario del área de ensamble. Si no es necesario solicitar mas aalmacén, se tacha y se pasan los elementos requeridos.
1 1 1 X X
2Recibir productos semielaborados por parte del almacén, y verificarque las cantidades solicitadas sean las mismas cantidadesentregadas.
1 1 1 X X
3 Ubicar cada producto en su respectivo sitio de trabajo. 1 1 1 X X
4Tomar el tubo de entrada y colocarlo en la bandeja con el pegantetolueno (dejarlo aproximadamente 5 minutos).
1 1 1 X X X X
5Una vez pasado el tiempo anterior, retirar el tubo de entrada de labandeja y untar el cilindro de la válvula con el exceso de pegantetolueno del primero.
1 1 1 X X X X
6
Introducir el cilindro en el tubo de entrada, ajustándolo hasta eltope, garantizando que entre el pitillo del tubo de entrada y lasorejas de soporte del brazo se forme un ángulo de 90°, y quemirando de frente el pitillo, las orejas queden al lado derecho.
1 1 1 X X X X
7Conforme se realice el primer pegue, almacenar en estivas paraválvula sub-ensamblada.
X X X X
8Cuando se haya realizado el primer pegue para todas lasexistencias de la orden de producción, se debe pasar al segundopegue de la válvula de entrada.
1 1 1 X X X X
9Tomar el tubo de acometida e introducirlo a un balde con pegantetolueno y dejarlo ahí durante aproximadamente un minuto.
1 1 1 X X X X
10Una vez transcurrido el tiempo anterior, pasar los tubos a unbalde completamente limpio y volver a llenar el balde que contienetolueno con tubos de acometida.
1 1 1 X X X X
11
Inspeccionar que el primer pegue de la válvula no presente fisurasy tomar el tubo de acometida untado de pegante e introducirlo enel tubo de entrada pegado anteriormente, y ajustarlo hasta eltope.
1 1 1 X X X X
12
Pasar el producto conforme a una canasta para que reposedurante 24 horas antes de realizar la prueba de estanqueidad de laválvula (esto con el fin de garantizar que el pegue haya quedadoadecuadamente realizado), y el producto no conforme a resanar oinyección grifería para molido y reproceso, según corresponda.
1 1 1 X X X X
13 Tomar la válvula y colocarla en el molde de la máquina probadora. 1 1 1 X X X X
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos, máscara respiradora
Nro. PERSONAS SISTEMA DE CONTROL ACTUAL
MATRIZ DE RIESGOS
72
Ensamble, línea grifería sanitaria
ACTIVIDAD / TAREA / OFICIO
Recepción de producto semi-
elaborado
Pegue válvula de entrada
PELIGRO
Todas las involucradas en el
proceso
Tubo de entrada, cilindro, tubo
acometida, pegante tolueno
Bandeja, estibas para válvula sub ensamblada

14Accionar los pulsadores de la máquina, para que los pisadoresaseguren la válvula y sumerjan el molde en el tanque de probado.
1 1 1 X X X X
15
Verificar que la válvula no presente fugas ni filtraciones,observando que no hayan burbujas de aire saliendo de la misma,además de verificar que los pitillos del tubo de entrada seencuentren destapados.
1 1 1 X X X X
16
Una vez los actuadores saquen el molde del tanque de probado yliberen la válvula, retirarla del molde y clasificar conforme de noconforme, para disponer a ensamble o a inyección grifería paramolido y reproceso respectivamente.
1 1 1 X X X X
17Tomar el brazo flotador y mediante un taladro neumático fijo,roscar el orificio por donde se acopla con la palanca del émbolo dela válvula.
1 1 1 X X X
18Tomar el brazo flotador ya roscado, la palanca émbolo y medianteel tornillo ABS acoplaros (deben quedar unidos pero no ajustados).
1 1 1 X X X
19Tomar el émbolo y colocar en el oring 110 y el sello trompo enlas cavidades correspondientes a cada uno.
1 1 1 X X X
20Introducir el émbolo en el orificio del cilindro de la válvula deentrada y ajustar hasta el tope
1 1 1 X X X
21
Introducir la palanca émbolo en las orejas de la válvula ya probaday mediante el pasador unir los dos componentes, golpeandosuavemente con un martillo de caucho hasta que queden bienajustadas.
1 1 1 X X X
22Llenar la bandeja metálica con pegante mek, hasta que adquieraaproximadamente 0,5 cm de profundidad.
1 1 1 X X X X
23
Tomar el tubo rebose y colocarlo parado en la bandeja con mes,por el lado mas angosto, teniendo extrema precaución para que no se vaya a caer. Dejar que el pegante actué sobre el tubo duranteaproximadamente 3 min.
1 1 1 X X X X
24Una vez transcurrido el tiempo anterior, retirar el tubo de labandeja y mediante un pincel quitar el exceso de pegante quequede (no debe quedar goteando).
1 1 1 X X X X
25Introducir el tubo rebose, por el lado que ha tenido contacto conel pegante mek, dentro de la cavidad del cuerpo válvula destinadapara tal fin, ajustando hasta el tope.
1 1 1 X X X X
26Colocar la válvula semi-ensamblada en la mesa de trabajo y dejarlareposar por aproximadamente 30 min.
1 1 1 X X X X
27Una vez transcurrido el tiempo anterior, depositar las válvulas enuna canasta y pasarlas a la siguiente etapa del proceso.
1 1 1 X X X X
28 Colocar el sello agua stop en el cuerpo agua stop. 1 1 1 X X X
29Tomar el cono agua stop y colocarlo en el molde del soldador deultra sonido.
1 1 1 X X X
30Colocar sobre el cono agua stop el cuerpo del mismo, ya con elsello puesto
1 1 1 X X X
31
Accionar los dos pulsadores de la máquina para que el usillo baje yacople el cuerpo al cono del agua stop (se deben mantener lospulsadores oprimidos hasta que el usillo vuelva a subir, de locontrario no se completara la operación).
1 1 1 X X XGafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos, máscara respiradora
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Pegue válvula salida
Máquina soldadora de ultrasonido
Válvula de entrada sub-ensamblada
Máquina probadora
Prueba de estanqueidad de la válvula de entrada
Ensamble agua stop
Ensamble válvula de entrada
Taladro neumático, martillo de caucho
Brazo flotador, palanca del émbolo,
tornillo ABS, émbolo, oring 110,
sello trompo, pasador
Tubo rebose, cuerpo válvula, pegante
mesBandeja metálica
Cuerpo agua stop, cono agua stop, sello agua stop

32
Retirar el agua stop ya ensamblado del molde de la máquina yverificar que haya quedado adecuadamente ensamblado (a losagua stop no conformes se les retira el sello y la cuerda haladora yse pasan a inyección grifería para molido y reproceso).
1 1 1 X X X
33Colocar en una canasta el producto conforme y pasarlo a ensamblede la válvula de salida.
1 1 1 X X X
34Inspeccionar la válvula de salida, asegurándose de que no presentefisuras en el pegue ni manchas de mek en ninguna parte
1 1 1 X X X
35Tomar el agua stop ya ensamblado y acoplarlo a los soportes delcuerpo de la válvula de salida (presionar hasta que quede bienajustado).
1 1 1 X X X
36Una vez estén los dos elementos acoplados, asegurarse de que elagua stop se mueva libremente para garantizar su correctofuncionamiento.
1 1 1 X X X
37Las válvulas no conformes deben ser desensambladas y enviadas ainyección grifería para molido y reproceso; el sello y la cuerda delagua stop son re utilizados si no han sufrido alteración alguna.
1 1 1 X X X
38Colocar válvula conforme en canastilla de producto conforme ypasar a su empaque.
1 1 1 X X X
39Tomar la manija e inspeccionarla para detectar posiblesimperfecciones en el acabado.
1 1 1 X X X
40Una vez verificada la calidad de la manija, acomodar en grupossobre la mesa de trabajo y colocar en cada una un miple.
1 1 1 X X X
41Tomar cada manija ya con el miple puesto e introducir en suorificio la palanca haladora.
1 1 1 X X X
42Colocar la manija en la prensa y bajar la palanca de la misma paraque la palanca haladora se introduzca por completo en la manija.
1 1 1 X X X
43Verificar que la palanca no se haya roto por la presión ejercida porla prensa y que la manija no se haya rayado ni abollado.
1 1 1 X X X
44Depositar el producto conforme en una canasta para pasarla aempaque y el producto no conforme se enviara a inyección griferíapara molido y reproceso para su reprocesamiento.
1 1 1 X X X
45Tomar vástago procedente de inyección y ampliar las ranuras quetiene en la máquina ranuradora.
1 1 1 X X X X
46Introducir el resorte en la cavidad del vástago destinada para talfin, seguido del sello perforado.
1 1 1 X X X X
47Colocar el oring en la cavidad que ha sido ampliada y la arandelaen su propia cavidad.
1 1 1 X X X X
48Tomar el cuerpo válvula procedente de fundición, en donde serealiza su roscado interno, verificar que este en perfectascondiciones y quitar rebaba que pueda quedar del roscado.
1 1 1 X X X X
oídos
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Gafas de seguridad, botas punta de acero, guantes
Prensa de ensambleManija cromada, miple, palanca
haladora
Máquina ranuradora, máquina probadora
Vástago, resorte, sello perforado, oring 110 cuerpo
Válvula de salida sub-ensamblada,
agua stop ensamblado
Ensamble válvula de salida
Ensamble manija haladora
Ensamble y prueba de válvula de regulación

49Introducir el vástago con sus elementos dentro del cuerpo válvula,procurando que la arandela encaje en las ranuras que el cuerpopresenta para evitar que el vástago se salga.
1 1 1 X X X X
50Verificar que el vástago gire libremente dentro del cuerpo válvula ycolocar la válvula ensamblada en máquina probadora para verificarsu completa estanqueidad.
1 1 1 X X X X
51Depositar el producto conforme en una canasta para pasarla aempaque y el producto no conforme se desensambla y se enviara ainyección grifería para molido y reproceso.
1 1 1 X X X X
52Tomar carcasa hembra del flotador y colocarla en el molde de lamáquina soldadora de ultra sonido.
1 1 1 X X X X
53Untar con pegante tolueno la carcasa macho del flotador ycolocarla sobre la carcasa hembra de manera que encajeadecuadamente.
1 1 1 X X X X
54accionar pulsadores para que el husillo de la máquina baje y realice el ensamble de las dos partes del flotador.
1 1 1 X X X X
55Dejar reposar en canasta de producto no conforme duranteaproximadamente una hora.
1 1 1 X X X X
56Una vez transcurrido el tiempo anterior, depositar los flotadoresen una caneca con agua, durante y hora y media.
1 1 1 X X X X
57Una vez transcurrido el tiempo anterior, sacar cada uno de losflotadores de la caneca y verificar que no se hayan presentadofiltraciones de agua hacia el interior.
1 1 1 X X X X
58Colocar en una canasta el producto conforme y pasar a empaque,y el no conforme se desensambla y luego se pasa a inyeccióngrifería para su molido y reproceso.
1 1 1 X X X X
59Empacar, dependiendo de la solicitud de la orden de producción, lagrifería en conjunto o por separado como unidad de empaque.
1 1 1 X X X X
60También se empacan mega packs del conjunto completo de griferíao mega packs por separado de unidades de empaque.
1 1 1 X X X X
61Los productos empacados de esta línea se depositan en cajas #57, cuyo peso máximo es de 27 kg y se estiba de a 24 cajas porestiba, a una altura máxima de 3 pisos de cajas por estiba.
1 1 1 X X X X
1B2A2E4A4C5A
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
BásculaCajas. Bolsas,
producto terminado
acero, guantes plásticos, overol, tapa
oídos
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
probadoraoring 110 cuerpo válvula, arandela
Máquina soldadora de ultrasonido
Carcasa hembra, carcasa macho, pegante tolueno
Empaque
Productores de sobre carga física: Posiciones inadecuadas: sentado, parado, acostado
Productores de sobre carga física: Tipo de trabajo: liviano, moderado, pesado
RECOMENDACIONES
Productores de sobre carga psíquica: Turnos rotativos nocturnos
PELIGROS ASOCIADOS
Del ambiente de trabajo, microclima: Humedad relativa o presencia de agua
Contaminantes del ambiente, tipo físico: Ruido
Contaminantes del ambiente, tipo químico: Vapores, gases
Siempre que se este utilizando el pegante tolueno o el mek, se debe utilizar obligatoriamente la mascara respiradora para evitar lainhalación de vapores y gases tóxicos.
Se recomienda tener extrema precaución a la hora de desplazarse cerca de las máquinas probadoras, ya que debido a los reguerosde agua que se generan, se pueden presentar resbalones.
Ensamble y prueba del flotador inyectado
válvula de regulación

Proceso
Nro. Trabajadores del Área
1B 2A 4A 6F 5A 6E
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1
Revisar órdenes de producción y comparar los elementosnecesarios para darle cumplimiento, con los existentes en elinventario del área de ensamble. Si no es necesario solicitar mas aalmacén, se tacha y se pasan los elementos requeridos.
1 1 1 X X
2Recibir productos semielaborados por parte del almacén, yverificar que las cantidades solicitadas sean las mismas cantidadesentregadas.
1 1 1 X X
3 Ubicar cada producto en su respectivo sitio de trabajo. 1 1 1 X X
4 Tomar el cuerpo válvula y roscar en el la tuerca inferior y el sello. 1 1 1 X X X
5
Iniciar el cartucho en el cuerpo válvula (se deben colocarcantidades pares de cartuchos rojos y azules), asegurándose deque comience a roscar adecuadamente, y mediante un torqueneumático, roscar hasta que quede bien ajustado (el oring delcartucho debe quedar dentro del cuerpo válvula.
1 1 1 X X X
6Realizar una inspección minuciosa del componente, asegurándosede su correcto ensamble y que no presenten rebabas, para poderpasarlo a la siguiente etapa del proceso.
1 1 1 X X X
7
Tomar el tubo 190 y colocar En cada extremo de entrada del aguauna tuerca acople, una arandela y un acople cónico en dichoorden, y en el extremo de la salida del agua colocar los oringcorrespondientes en las ranuras destinadas para tal fin.
1 1 1 X X X
8Tomar 2 cuerpos válvulas y colorarlos en el molde de la máquinaprobadora.
1 1 1 X X X X
9Accionar los dos pulsadores de la máquina para que los pisadoresde esta aseguren los cuerpos y sumerjan el molde en el tanque deprobado.
1 1 1 X X X X
10Verificar que no se presenten filtraciones en el cuerpo válvula,mirando que no salgan burbujas de aire (el ciclo de probado duraaproximadamente 15 seg.).
1 1 1 X X X X
11
Una vez el molde salga del tanque de probado y los pisadoresliberen los cuerpos válvulas, sacarlos y pasar piezas conformes a lasiguiente etapa del proceso, y las no conformes a desensamble yposteriormente a inyección grifería para molido y reproceso.
1 1 1 X X X X
12Tomar manerales y colocar, mediante una prensa manual, elinserto que permitirá el anclaje al vástago del cartucho.
1 1 1 X X X
13Tomar cuerpo válvula y roscar en el cartucho la tuerca Atrato,Almaguer o suplemento, según corresponda, hasta que quedebien ajustada.
1 1 1 X X X
14
Colocar el maneral en el vástago del cartucho, y asegurarse que alabrir el cartucho, los manerales queden mirando hacia el centro yal cerrarlo queden mirando hacia los extremos (esto aplica solopara los manerales distintos a los cristalinos; el cuerpo válvula conel cartucho rojo será el izquierdo y el azul el derecho).
1 1 1 X X X
15Colocar el tornillo de fijación entre el orificio de cada manija ymediante el torque roscarlo hasta que queden bien ajustado.
1 1 1 X X X
Recepción de producto semi-
elaborado
Prueba de goteo
Ensamble de bases y manijas
Sub-ensamble cuerpo válvula y tubo 180
Nro. PERSONAS
PELIGRO
SISTEMA DE CONTROL ACTUAL
MATRIZ DE RIESGOS
72 - 3 turnos
Ensamble, línea lava manos
ACTIVIDAD / TAREA / OFICIO
Manerales, inserto, tuerca Atrato, Almaguer o
suplemento según corresponda,
tornillo e fijación, tapón
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos
Máquina probadoraCuerpo válvula con cartucho roscado
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos
Torque neumático
Prensa de ensamble, martillo de caucho
Cuerpo válvula, tuerca inferior,
sello, cartucho azul o rojo dependiendo de la referencia,
oring 115
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos
Todas las involucradas en el
proceso
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos

PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
16Colocar el tapón cromado en el hueco de la manija para tapar eltornillo de fijación, y mediante un martillo de caucho golpearhasta que entre totalmente.
1 1 1 X X X
17
Se debe realizar una inspección visual de las partes cromadas,asegurándose de que su acabado no se haya visto dañado. Laspiezas defectuosas se deben desensamblar y cambiar por otras enbuen estado y las conformes pasan a empaque (los maneralesdiferentes a Slim o Almaguer, no son ensamblados, sino que sonempacados sus componentes sueltos para que el cliente losensamble cuando sea instalado el producto en su disposiciónfinal).
1 1 1 X X X
18Tomar el tapón del surtidor y calentarlo junto con el hueco delsurtidor, mediante una pistola de aire caliente.
1 1 1 X X X
19Una vez los dos componentes alcancel la temperatura deplastificación, introducir el tapón en el huevo del surtidor hastasellar por completo, asegurando un pegue estético y adecuado.
1 1 1 X X X
20Colocar canastilla, rejilla, mallas, adaptador, botón y oring dentrode la carcasa roscada, la cual viene del área de cromado. Esteconjunto es conocido como aireador.
1 1 1 X X X
21Colocar el aireador en la prensa manual y presionar varias veces altiempo que se gira el mismo, asegurándose que las diferentespartes queden bien fijadas a la carcasa.
1 1 1 X X X
22Roscar aireador en el surtidor, asegurándose de que quede bienajustado.
1 1 1 X X X
23Realizar el montaje en la máquina probadora de cuellos,ensamblando las manqueras de agua de la máquina a un tubo180 ya ensamblado.
1 1 1 X X X
24Conectar el surtidor al tubo 180 y accionar el pulsador de lamáquina para permitir el paso del agua a través del surtidor.
1 1 1 X X X
25Verificar que no se presenten fugas entre el aireador y el surtidor,y que el chorro de agua salga uniforme.
1 1 1 X X X
26Tomar el surtidor y colocarlo en la carcaza metálica del taladrofresador, debajo del mandril del mismo.
1 1 1 X X X
Pegue del tapón del surtidor
Ensamble y probado del aireador
Componentes del aireador, surtidor,.
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos
Pistola de aire calienteTapón del surtidor,
surtidor.
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos
Prensa de ensamble, máquina probadora
tapón correspondiente al
maneral.

PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
27Seleccionar y colocar en el mandril del taladro, la brocacorrespondiente a los huecos que se quieren hacer en el surtidorpara ensamblarlo a la carcasa
1 1 1 X X X
28Girar el selector del taladro para accionar el giro del mandril, bajarla palanca y agujerar el surtidor en el lugar que corresponde,luego mover la carcaza metálica y realizar el segundo agujero.
1 1 1 X X X
29Desmontar el surtidor de la carcaza metálica y llevar a la mesa detrabajo.
1 1 1 X X X
30Inspeccionar la carcaza cromada en busca de imperfecciones en elacabado.
1 1 1 X X X
31Una vez se verifique el adecuado acabado de la carcaza, montarlaen el dispositivo de ensamble del surtidor boca arriba.
1 1 1 X X X
32Colocar el surtidor sobre la carcasa, boca arriba igualmente, ymediante un martillo golpear suavemente hasta que se acoplenadecuadamente.
1 1 1 X X X
33Introducir los tornillos de fijación en los huecos del surtidor ymediante un torque neumático roscarlos hasta que queden bienajustados.
1 1 1 X X X
34Empacar el surtidor en una bolsa plástica individual, sin etiqueta, yproceder a su empaque final.
1 1 1 X X X
35Tomar el tubo sifón integral e introducir, por el extremo sin rosca,el sello inferior y la arandela (la cara plana del sello debe quedarorientada hacia el extremo por donde se introdujo el mismo).
1 1 1 X X X
36
Tomar la tuerca de fijación e introducirla por el extremo sin roscardel tubo sifón, y roscarla hasta que pase los primeros hilos de larosca del tubo, de tal forma que la arandela quede entre el selloinferior y la tuerca.
1 1 1 X X X
37Introducir el sello superior por el extremo roscado del tubo sifón,hasta que llegue a tocar el sello inferior.
1 1 1 X X X
38Tomar el flanche perforado cromado e inspeccionar que tenga unadecuado acabado, luego roscarlo en el tubo sifón, de tal maneraque el sello superior quede entre el flanche y el sello inferior.
1 1 1 X X X
39Tomar el botón cromado y roscarlo al extremo de la varilla con larosca mas corta.
1 1 1 X X X
40Empacar, dependiendo de la solicitud de la orden de producción,la grifería en conjunto o por separado como unidad de empaque.
1 1 1 X X X
41También se empacan mega packs del conjunto completo degrifería o mega packs por separado de unidades de empaque.
1 1 1 X X X
42Los productos empacados de esta línea se depositan en cajas,cuyo peso máximo es de 27 kg y se estiba de a 24 cajas porestiba, a una altura máxima de 3 pisos de cajas por estiba.
1 1 1 X X X
1B
2A
4A
6F
5A
6E
Ensamble de desagüe
Tubo sifón integral, sello inferior y
superior, arandela, tuerca de fijación, fleje perforado cromado, botón cromado, varilla haladora de émbolo.
Taladro fresador y su correspondiente herramental,
torque neumático.
Empaque Cajas. Bolsas,
producto terminadoBáscula
Ensamble de carcasa y surtidor
PELIGROS ASOCIADOS
Del ambiente te trabajo, micro clima: Humedad relativa o presencia de agua
Contaminantes del ambiente, tipo físico: Ruido
Productores de sobre carga física, posiciones inadecuadas: Sentado. Parado, acostado
Productores de inseguridad, tipo físico: Quemaduras por altas temperaturas
Productores de sobre carga psíquica: Turnos rotativos nocturnos
Productores de inseguridad, tipo físico: Atrapamientos, machucones, golpes
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos
Gafas de seguridad, botas punta de acero, guantes plásticos, overol, tapa oídos
Surtidor, carcasa metálica, tornillos
de fijación.

ProcesoNro.Trabajadores del
Área
1B 2A 2E 4A 5A 6E 6F 6G
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1
Revisar órdenes de producción y comparar los elementosnecesarios para darle cumplimiento, con los existentes en elinventario del área de ensamble. Si no es necesario solicitar mas aalmacén, se tacha y se pasan los elementos requeridos.
1 1 1 X X
2Recibir productos semielaborados por parte del almacén, y verificarque las cantidades solicitadas sean las mismas cantidadesentregadas.
1 1 1 X X
3 Ubicar cada producto en su respectivo sitio de trabajo. 1 1 1 X X
4Tomar el tubo procedente de inyección e introducirlo en laranuradora.
1 1 1 X X X
5Accionar la ranuradora oprimiendo el pulsador que se encuentra allado derecho de la misma y esperar a que sean realizadas lasranuras en el tubo.
1 1 1 X X X
6Una vez el tubo esté ranurado, retirarlo de la máquina einspeccionar que las ranuras hayan quedado adecuadamentehechas.
1 1 1 X X X
7Depositar el tubo en la canasta de producto conforme para pasar ala siguiente operación del proceso y depositar el scrap en lacanasta de producto no conforme.
1 1 1 X X X
8Retirar de la máquina la viruta que va quedando de la operaciónde ranurado.
1 1 1 X X X
9
Tomar el tubo ranurado, colocarlo en el dispositivo de acople eintroducirlo en la estación de calentamiento de la máquina determo conformado. El tiempo que tarda la estación en calentar eltubo es de aproximadamente 1 minuto.
1 1 1 X X X X X
10Una vez pasado el tiempo de calentamiento y la máquina hayasacado el tubo de la estación, retirar el tubo y colocarlo en elmolde de la máquina para que sea doblado.
1 1 1 X X X X X
11Accionar la máquina para que el molde se cierre y el tubo adquierasu forma característica. Esta actividad tarda aproximadamente 15segundos.
1 1 1 X X X X X
12Una vez el tubo se haya enfriado, abrir la máquina, retirar el tubode la misma y limpiar el molde mediante la pistola de aire.
1 1 1 X X X X X
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídosMáquina ranuradora
Tubo procedente de inyección
Nro. PERSONAS
PELIGRO
SISTEMA DE CONTROL ACTUAL
Ranurado del cuello
Tubo ranuradoMáquina
termoformadora
Termo-conformado del cuello
MATRIZ DE RIESGOS
72
Ensamble, línea lavaplatos
Recepción de producto semi-
elaborado
ACTIVIDAD / TAREA / OFICIO

13Inspeccionar el tubo para saber si cumple o no con losrequerimientos de calidad establecidos para el mismo.
1 1 1 X X X X X
14Tomar el tubo ya doblado, retirar el dispositivo de acople eintroducirlo en el molde de la sierra radial.
1 1 1 X X X X X
15Accionar la sierra para que esta corte el extremo sobrante deltubo.
1 1 1 X X X X X
16Retirar el extremo sobrante de la sierra y depositar en la canastapara inyección grifería para molido y reproceso.
1 1 1 X X X X X
17Retirar el tubo ya cortado del molde de la sierra, quitarle la rebabaque queda del corte e inspeccionar que haya quedadoadecuadamente cortado.
1 1 1 X X X X X
18Depositar el tubo en la canasta de producto conforme para pasar acromado y depositar el scrap en la canasta de producto noconforme.
1 1 1 X X X X X
19
Mojar la boca sin ranuras del cuello con soldadura MEG y colocarloen el molde de la mesa del soldador de ultra sonido, de tal maneraque la boca sin ranuras del tubo quede sobre el usillo del soldador.Luego girar el selector para que el molde asegure el cuello y queeste no se mueva.
1 1 1 X X X X
20Colocar el racor sobre la boca del tubo que queda debajo del usillodel soldador, asegurándose de que quede bien acomodado.
1 1 1 X X X X
21Accionar los pulsadores para que el usillo del soldador baje yefectúe el ensamble del racor a la boca del tubo sin ranuras.
1 1 1 X X X X
22Una vez el usillo del soldador vuelva a subir, girar nuevamente elselector de la mesa para que el molde libere el cuello, retirarlo dela máquina y quitar la rebaba que haya quedado.
1 1 1 X X X X
23Inspeccionar que el ensamble haya quedado adecuadamentehecho, colocar el producto conforme en la canasta para pasar alárea de cromado y el scrap en zona de producto no conforme.
1 1 1 X X X X
24Colocar canastilla, rejilla, adaptador, botón y oring dentro de lacarcasa roscada, la cual viene del área de cromado. Este conjuntoes conocido como aireador.
1 1 1 X X X X
25Colocar el aireador en la prensa de ensamble y presionar variasveces al tiempo que se gira el mismo, asegurándose que lasdiferentes partes queden bien fijadas a la carcasa.
1 1 1 X X X X
26Tomar el cuello (Que ya está cromado) e introducirlo en la tuercade atraco que viene del área de cromado, por el lado de lasranuras del cuello
1 1 1 X X X X
27Colocar los oring y el pin de seguridad en las ranuras del cuellocon el fin de que no hayan filtraciones de agua y que la tuerca deatraco no se salga respectivamente.
1 1 1 X X X X
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídosPrensa de ensamble
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Cuello ya formado, racor, pegante mek
Canastilla, rejilla, botón adaptador, oring, cuello con racor pegado, oring del cuello, arandela de
bloqueo, tuerca Atrato,
suplemento o Almaguer según
Tubo doblado y ranurado
Sierra horizontal
Máquina soldadora de ultrasonidoPegado del racor
Ensamble del cuello
Corte del cuello

28Tomar el aireador que fue ensamblado anteriormente y roscarlo enel racor del cuello.
1 1 1 X X X X
29
Inspeccionar que todos los componentes del cuello hayan quedadoadecuadamente ensamblados, depositar el producto conforme enla canasta que va a pruebas de estanqueidad y no conforme encanasta destinada para dicho fin.
1 1 1 X X X X
30Tomar dos cuellos ya ensamblados y colocarlos en el molde de lamáquina probadora de cuellos.
1 1 1 X X X X
31Accionar los pulsadores para que el molde asegure los cuellos ypermita el paso del agua a través de ellos.
1 1 1 X X X X
32Mientras el agua esta pasando por los cuellos, verificar que no sepresenten filtraciones entre el tubo y el racor, entre el racor y elaireador, y que el chorro de agua salga uniforme.
1 1 1 X X X X
33Una vez termine el tiempo de probado y el molde libere loscuellos, retirarlos de la máquina, colocar los conformes en canastapara empaque y los no conformes en canasta para reparación.
1 1 1 X X X X
34Tomar los cuellos que presenten filtración entre el tubo y el racory aplicarles soldadura en la parte de la unión de los mismos.
1 1 1 X X X X
35
Esperar a que se seque la soldadura y volver a realizar la pruebade goteo. Si nuevamente se presentan filtraciones de agua, hayque retirar el racor para que sea remplazado por otro nuevo y enbuen estado.
1 1 1 X X X X
36Retirar el oring que viene con el cartucho y cambiarlo por uno masgrueso.
1 1 1 X X X X X
37
Tomar el tubo y cuerpo de la llave y colocarlo en el molde de lamáquina pegadora. Dependiendo del tipo de llave que se quierapegar, se coloca en la maquina para pegar llave mezcladora o llavesencilla.
1 1 1 X X X X X
38
Accionar la máquina para que los actuadores aprisionen loscomponentes de la llave y las resistencias calienten los bordes quehan de ser pegados. Después de aproximadamente 15 segundosde calentamiento, la máquina automáticamente retira lasresistencias y junta los bordes para realizar el pegue. Esta actividaddura aproximadamente 10 segundos.
1 1 1 X X X X X
39Una vez se hayan pegado el tubo y el cuerpo de la llave y lamáquina los haya liberado, retirar la pieza del molde y colocar en lamesa de ensamble.
1 1 1 X X X X X
Cuerpo válvula, tubo 180 o tubo
90 según corresponda a la
referencia, cartucho azul y/o
rojo según corresponda a la referencia, oring
115
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Máquina pegadora, torque neumático
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Máquina probadora de cuellos
Prueba de goteo del cuello
Ensamble de válvulas
Cuello ya ensamblado
Almaguer según corresponda a la
referencia

40
Colocar los cartuchos dentro del orificio del tubo de la llave ymediante el torque roscar el primero al segundo hasta que quedebien ajustado. Para Mezcladores de agua caliente y fría, se colocaun cartucho color rojo en un orificio y un cartucho azul en el otro;para llave individual se coloca un cartucho de color azul solamente.
1 1 1 X X X X X
41Depositar producto terminado en la canasta para pasar a lasiguiente operación del proceso y el producto no conforme ainyección grifería para molido y reproceso.
1 1 1 X X X X X
42
Estas pruebas se hacen en máquinas independientes, pero elproceso es el mismo salvo la inspección que se realiza. Se haceprimero la de goteo y se continua con la de pegue si y solo si lallave paso la primera prueba.
1 1 1 X X X X
43Tomar la llave de la canasta y colocarla en el módulo de la máquinade prueba de goteo. Se colocan de a dos por ciclo.
1 1 1 X X X X
44Accionar los pulsadores para que el módulo baje y sumerja lasllaves en el tanque de agua de la máquina y comience a inyectaraire a la llave.
1 1 1 X X X X
45
Verificar que no se presenten fugas de aire en la llave, ni el lasalida de la llave (Goteo), como en el pegue del cuerpo y la base(Pegue). La máquina igualmente indica si se presentan fugasmediante unas mangueras que arrojan aire al tanque.
1 1 1 X X X X
46
Una vez pasado el tiempo del ciclo de prueba de la máquina y estahaya liberado las llaves, retirarlas del módulo y depositar lasconformes en la canasta para la siguiente operación del proceso.Las llaves que no pasen la prueba de goteo se desensamblan(Retirar los cartuchos) y se reintegran a la línea del procesonuevamente para instalarle nuevamente los cartuchos. Las llavesque no pasen la prueba de pegue se desensamblan y se envían ainyección grifería para molido y reproceso.
1 1 1 X X X X
47
Tomar las manijas procedentes de cromado, inspeccionarlas enbusca de imperfecciones en su acabado e introducir las que pasenla inspección en ellas el inserto para poder fijarlas a la base,mediante un martillo. Las manijas no conformes son devueltas aCromado o inyección grifería para molido y reproceso segúncorresponda.
1 1 1 X X X
48
Inspeccionar la base en busca de imperfecciones en el acabado.Introducir la llave en los orificios de la carcasa de la base y fijarlamediante la tuerca de atraco. Las bases no conformes sondevueltas a cromado o inyección grifería para molido y reprocesosegún corresponda.
1 1 1 X X X
115
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Máquina probadora de válvulas
Manerales, tapones, carcasa
cromada,
Válvula ya ensamblada
Prueba de goteo y pegue de la llave

49Colocar la plataforma por debajo de la base, colocar la tuerca de sujeción y mediante el torque fijo roscar hasta que haya quedado bien ajustada.
1 1 1 X X X
50
Tomar las manijas con los insertos ya puestos y colocarlas en lascabezas de los cartuchos, cuidando que el sentido de apertura ycierre de las llaves se mantenga según el estándar del accesorio(Paralela a la base es cerrada y perpendicular a la base es abierta).
1 1 1 X X X
51Colocar el tornillo de fijación entre el orificio de cada manija ymediante el torque roscarlos hasta que queden bien ajustados.
1 1 1 X X X
52Colocar los tapones de las manijas en sus orificios y mediante unmartillo forrado de tela golpearlos hasta introducirlos porcompleto, cuidando de no rayar ninguna superficie cromada.
1 1 1 X X X
53Limpiar el mezclador, Inspeccionándolo en busca de imperfeccionesen la superficie o color inadecuado de las piezas cromadas. Pasarloa la zona de empaque.
1 1 1 X X X
54Tomar la canastilla, colocarle el sello, la guía y la tuerca desujeción, ajustando manualmente hasta el tope.
1 1 1 X X X
55Tomar el sello del filtro e introducirle el pin de fijación en elcentro, haciendo presión hasta que quede bien ajustado.
1 1 1 X X X
56Introducir el conjunto anterior dentro del filtro y hacer presiónhasta que quede bien ajustado.
1 1 1 X X X
57Colocar el botón cromado en el pin por el lado del filtro, ynuevamente presionar hasta ajustar
1 1 1 X X X
58Colocar el conjunto en la prensa manual y bajar la palanca, paragarantizar que los componentes del filtro queden bienensamblados.
1 1 1 X X X
59
Colocar el filtro ya ensamblado dentro de la canastilla y pasar aempaque junto con el tubo sosco, el sello acople inyectado y latuerca acople (Estos últimos componentes no van ensamblados nientre si ni con la canastilla.
1 1 1 X X X
60 Tomar el cuello y empacarlo en una bolsa plástica individual. 1 1 1 X X X
61La operación de empaque, para el grifo lavaplatos, varia según lareferencia a empacar. A continuación se detallaran las diferentesunidades de empaque.
1 1 1 X X X
62 Se toma el cuello y se empaca en una bolsa plástica individual . 1 1 1 X X X
63En una bolsa mas grande, se empaca el cuello junto con elmezclador o la llave individual, dependiendo el caso, y se formauna unidad de empaque.
1 1 1 X X X
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídosPrensa de ensamble
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Torque neumático, martillo
Cuerpo canastilla, sello superior, sello inferior,
tuerca de fijación, pin de fijación, botón cromado del filtro, filtro, tubo sosco
Ensamble de canastilla
cromada, insertos, tornillos
de fijación, plataforma, bases Atrato, Almaguer o suplemento
según corresponda a la
referencia, válvulas ya
probadas, tuercas de fijación
Ensamble de la base

64
Para las referencias de mezclador slim 8" ccp cr, antius ccp,Almaguer 8" ccp cr y Atrato 8" ccp cr, se empacan de a 3 unidadesde empaque por mega pack y de a 12 mega packs por caja; si seempaca individualmente, con 36 unidades de empaque por caja.
1 1 1 X X X
65Para la referencia Atrato 8" ccp en se empacan de a 3 unidades deempaque por mega pack y de a 20 mega packs por caja; estareferencia no tiene cantidad de empaque por unidad individual.
1 1 1 X X X
66
Para la referencia conjunto mezclador balmoral 8" ccp cr seempacan 4 unidades de empaque por mega pack y 4 mega packspor caja; esta referencia no tiene cantidad de empaque por unidadindividual.
1 1 1 X X X
67
Para la referencia mezclador aquaris 8" cp cr se empacan de a 4unidades de empaque por mega pack y de a 8 mega packs porcaja; si se empaca individualmente, son 36 unidades de empaquepor caja.
1 1 1 X X X
68
Para las referencias llave antius ccp, llave Almaguer ccp, y llaveAtrato, se empacan de a 4 unidades de empaque por mega pack yde a 18 mega packs por caja; si se empaca individualmente, son 40unidades de empaque por caja.
1 1 1 X X X
69Para la referencia llave slim ccp cr se empacan de a 4 unidades deempaque por mega pack y de a 20 mega packs por caja; si seempaca individualmente, son 40 unidades de empaque por caja.
1 1 1 X X X
70
Para la referencia conjunto sifón canastilla 4" se empacan de a 6unidades de empaque por mega pack y de a 6 mega packs porcaja; si se empaca individualmente, son 40 unidades de empaquepor caja.
1 1 1 X X X
71
Para la referencia canastilla inox-plástica 4" gris se empacan de a12 unidades de empaque por mega pack y de a 8 mega packs porcaja; si se empaca individualmente, son 110 unidades de empaquepor caja.
1 1 1 X X X
72Para la referencia llave aquaris cgp cr se empacan de a 6 unidadesde empaque por mega pack y de a 15 mega packs por caja; si seempaca individualmente, son 50 unidades de empaque por caja.
1 1 1 X X X
73
Para la referencia canastilla clásica 4" gris se empacan de a 6unidades de empaque por mega pack y de a 16 mega packs porcaja; si se empaca individualmente, son 110 unidades de empaquepor caja.
1 1 1 X X X
74
Para la referencia canastilla 2" plástica, se empacan de a 6unidades de empaque por mega pack y de a 30 mega packs porcaja; si se empaca individualmente, son 200 unidades de empaquepor caja.
1 1 1 X X X
Gafas de seguridad, botas punta de acero, guantes
plásticos, overol, tapa oídos
Producto ensamblado
Máquina selladora
Empaqu
e y disposición de produ
cto term
inado

75Para la referencia conjunto mezclador aquaris 8" se empacan de a18 unidades de empaque por caja; esta referencia no tienecantidad de empaque por mega pack.
1 1 1 X X X
76 Reportar a producción y disponer como producto terminado 1 1 1 X X X

1B
2A
2E
4A
5A
6E
6F
6G
Productores de inseguridad, tipo físico: Quemaduras por altas temperaturas
Productores de inseguridad, tipo físico: Cortaduras
Se recomienda tener extrema precaución a la hora de manipular la termo conformadora, ya que se puedenpresentar atrapamientos por la apertura y cierre del molde de doblado
Productores de sobre carga física, posiciones inadecuadas: Sentado. Parado, acostado
RECOMENDACIONES
Se recomienda tener extrema precaución durante la manipulación de las máquinas pegadoras, ya que sepueden presentar atrapamientos y quemaduras durante su manipulación.
Productores de sobre carga psíquica: Turnos rotativos nocturnos
Productores de inseguridad, tipo físico: Atrapamientos, machucones, golpes
PELIGROS ASOCIADOS
Del ambiente te trabajo, micro clima: Humedad relativa o presencia de agua
Contaminantes del ambiente, tipo físico: Ruido
Contaminantes del ambiente, tipo químico: Vapores, gases

Nro. PERSONAS
2A 2I 2E 6G 6H
TURNO 1 TURNO 1MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
1 Barrer área tanques subterráneos. 5 X X X2 Barrer y limpiar el polvo de la plataforma de las básculas. 5 X X X3 Barrer y limpiar el polvo de la máquina envasadora y etiquetadora. 5 X X X4 Barrer y limpiar el polvo del área de almacenamiento de materia prima y producto terminado. 5 X X X5 Barrer el ´área de los tableros eléctricos. 5 X X X6 Desocupar báscula 3 (resina) manualmente . 2 Resina X X X X
7Limpiar báscula 1 (tanque de agitación) con THF. Agitar el componente para limpiar mejor y luego limpiar con una grata)
1 X X X X
8 Descargar el THF a la báscula 2 e inyectar para limpiar cilindros, inyectores y boquillas. 1 THF X X X X9 Desocupar el tanque báscula 2. El contenido es trasvasado a una caneca de almacenamiento. 1 THF X X X X10 Desconectar y escurrir mangueras. 1 X X X X11 Tapar las boquillas del tanque con tapones. 1 X X X X12 Echar agua al tanque para plastificar los residuos de compuesto. 1 A X X X X13 Descascarar el tanque (quitar los residuos plastificados de soldadura) 1 X X X X14 Desocupar el tanque. 1 X X X X15 Destapar las boquillas y secar el tanque. 1 X X X X
Fabricación de soldadura y limpiador
consumo planta5
todas las involucradas en
el proceso
Todos los involucrados en el
procesoX X X X
CODIGO
2A2I2E
6G
6H
PELIGROS ASOCIADOS
Contaminantes del ambiente, tipo físico: ruidoContaminantes del ambiente, tipo químico: Vapores y gasesContaminantes del ambiente, tipo químico: Polvo.
Productores de inseguridad, tipo físico-químico: sustancias o materiales combustibles/ inflamables/ reactivos productores de incendios.
Productores de inseguridad, tipo físico-químico: sustancias o materiales combustibles/ inflamables/ reactivos productores de explosiones.
Actividades no rutinarias
ACTIVIDAD / TAREA / OFICIO PELIGRO
Aseo general del área
Limpieza general del sistema (maquinaria
y equipo)
Son las mismas actividades para fabricar la soldadura PVC y CPVC, solo que no se realiza de manera constante.

Moldes Inyección Grifería.Turno Ord y Fines de semana: 3
Nro. PERSONA
1A 2A 2B 2E 2J 4B 4C 5C 6A 6C 6F 6G
PROCESOTURNO Ord
MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1 Bajar molde de estantería o mesa de trabajo.(el molde puede estar listo o alistarlo). 2 X X X X X X X X X
2 Ubicarlo sobre el carro de herramientas. 2 X X X X X X X X
3 Quitar el "levante del molde o calcamo" e instalar el gancho para izar. 2 X X X X X X X X X
4 Transportarlo hasta la maquina a realizar el montaje. 2 X X X X X X X X
5 Levantar molde con puente grúa o pórtico diferencial. 2 X X X X X X X X X X
6 Ubicar molde dentro de la maquina. 2 X X X X X X X X X
7 Ensamblar boquilla con el molde fijo. 2 X X X X X X X X X
8Centrar boquilla del molde con boquilla del sistema de inyección (esta operación serealiza a ojo, no existe algún sistema métrico, se ayuda con un disco centrador.).
2 X X X X X X X
9Cerrar compuerta y prender maquina, activar botón para correr el carro de tal formaque ajuste el molde y quede bien ubicado.(se corre el sistema hidráulico enlongitudes mínimas para evitar cualquier choque).
2 X X X X X X X X
10 Ubicar bridas en cada esquina de el molde fijo y móvil. 2 X X X X X X X
11 Atornillar bridas y colocar calzos para un correcto ensamble. 2 X X X X X X X X
12 Instalar sistema de refrigeración, poner mangueras. 2 X X X X X X X
13 Atornillar abrazaderas en la boquilla de refrigeración con manguera. 2 X X X X X X X X
14Ajustar tornillo guía de botador. (este tornillo debe tener una distancia mínima de17 cm entre la placa fija y el enrosque del botador).
2 X X X X X X X
15 Ajustar tornillería general del molde. 2 X X X X X X X X
16 Conectar seguro botador. 2 X X X X X X X X
17 Verificar el correcto funcionamiento de los pines expulsores y patines. 2 X X X X X X X X X
18 Ajustar altura del molde (espesor) con una manivela si es necesario 2 X X X X X X X X
19Cerrar compuerta de la inyectora y accionar maquina, verificar correctofuncionamiento de la maquina para posterior acondicionamiento.
2 X X X X X X X X
20 Llenar formato F0100020 y registrar hora de inicio y fin de alistamiento. 2 X X X X X X
21 Apagar maquina y desenergizarlar. 2 X X X X X X X
22 Abrir compuerta de la maquina. 2 X X X X X X
23 Traer puente grúa o pórtico diferencial. 2 X X X X X X X X X X
24 Instalar al molde el gancho para levantarlo. 2 X X X X X X X X X
25 Desinstalar sistema de refrigeración e hidráulico. 2 X X X X X X X X X X
26 Tapar boquillas de la salida de aceite. 2 X X X X X X X X
27 Desmontar tornillo expulsor o botador. 2 X X X X X X X X X
28Quitar abrazaderas de las mangueras de refrigeración, desconectar mangueras delos racores, bafles refrigeradores (depende del moldes, maquina y sistema derefrigeración).
2 X X X X X X X X X
29 Desenroscar tornillería de las bridas. 2 X X X X X X X X X
Maseta de aluminio y cobre, herramienta del área, carro móvil, Grúa
diferencial, mesa hidráulica.
Tapa oídos, garfas, overol
negro, botas de seguridad, guantes de
vaqueta, nitrilo y
Grasa, aceites y lubricantes.
Herramienta del área, carro móvil, Grúa diferencial, mesa
hidráulica.
Tapa oídos, garfas, overol
negro, botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
PELIGRO
Nro. Trabajadores del Área
PROCESO:
Desmontaje de moldes
Montaje de moldes
ACTIVIDAD / TAREA / OFICIO

PROCESOTURNO Ord
MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
30 Enganchar molde al gancho de izado de puente grúa o pórtico diferencial. 2 X X X X X X X
31Halar cadena del diferencial para Levantar lentamente el molde hasta que se templela cadena.
2 X X X X X X X X
32 Desensamblar bridas y dejar el molde colgado. 2 X X X X X X X
33Levantar molde y transportarlo hasta la mesa de trabajo para posterior limpieza,mantenimiento, alistamiento, cambio de machos o cavidades o almacenar.
2 X X X X X X X X X
34Ubicar tornillería, bridas abrazaderas y demás en lugares dedicados a estos paraposteriores usos.
2 X X X X X X X X
35Desmontar molde de la respectiva maquina (molde Fijo o móvil o ambos, dependede el cambio a realizar).
2 X X X X X X X
36 Transportar molde hasta la mesa de trabajo. 2 X X X X X X
37 Desensamblar tornillería del molde. 2 X X X X X X
38 Retirar la boquilla del molde. 2 X X X X X X
39Separar placas del molde, Golpear superficies con destornillador y maseta dealuminio o bronce hasta separar placas.
2 X X X X X X
40Desatornillar elementos que estén ajustando los machos o cavidades, golpear lacavidad hasta que salga.
2 X X X X X X
41 Sacar macho y/o cavidades. 2 X X X X X
42Dirigirse hasta almacén de machos y cavidades, traer elementos que se necesitenpara el montaje.
2 X X X X
43 Realizar limpieza al molde, machos y cavidades (si es necesario). 2 X X X X X X
44 Alistar herramental en el carro de herramientas 2 X X X X X
45Realizar cambio de machos, cavidades según la orden, golpear la cavidad hasta queentre, atornillar elementos de los machos.
2 X X X X X X
46 Ubicar machos y cavidades según el orden por números especificado en el molde. 2 X X X X X X
47 Colocar serpentín y bafles de refrigeración si el molde lo requiere. 2 X X X X X X
48 Transportar molde hasta la inyectora. 2 X X X X X
49 Realizar el montaje del molde. 2 X X X X X X
50Desensamblar molde (placa expulsora, placa móvil, placa fija, columnas, noyós,finales de carrera…).
2 X X X X
51 Desatornillar con llaves Bristol, tornillos que ensamblan las placas del molde. 2 X X X X X
52Golpear superficies del molde para separar las placas. (se utiliza cualquier otrométodo para esta actividad, golpear, desatornillar, empujar,
2 X X X X X
53Aplicar limpiadores sobre la superficies de las placas y lijar superficie. (ambas caras,cavidades, machos, entre otros).
2 X X X X X X X
54 Aplicar grasa a las columnas. 2 X X X X X X
55 Limpiar residuos del limpiador con trapos. 2 X X X X X X X
56 Soltar racores del sistema de refrigeración del molde. 2 X X X X X X X
57 Repetir operación con todo el molde. 2 X X X X X X
hidráulica. vaqueta, nitrilo y soldar.
Herramienta del área, carro móvil, Grúa diferencial, mesa
hidráulica, mesa de trabajo.
Lija, Rocono, Grasa Meropa
200, Monescudo), papelería, Loctite,
tela, ACPM.
Tapa oídos, garfas, overol
negro, botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Lija, Rocono, Grasa Meropa
200, Monescudo), papelería, Loctite,
tela, ACPM.
Maseta de aluminio y cobre, herramienta del
área, carro móvil.
Alistamiento y limpieza.
Cambio de macho y cavidades.
Tapa oídos, garfas, overol
negro, botas de seguridad, guantes de
vaqueta, nitrilo y

PROCESOTURNO Ord
MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
58Verificar cavidades del sistema de refrigeración que no estén rotos, tapados odañados.
2 X X X X X
59 Poner columnas entre las placas del molde. 2 X X X X X X
60 Ensamblar molde, colocar placas en el orden que especifica el molde. 2 X X X X X X
61 Golpear superficies para ensamblar 2 X X X X X X
62Ajustar todos los tornillos del molde. (debe quedar bien ajustados, se yodan conuna varilla para mayor torque).
2 X X X X X
63Limpiar anillos, guías, columnas, racores, machos, cavidades de los moldes que sedesmontan.
2 X X X X X X X
64 Verificar correcto funcionamiento del torno. 1 X X X X X X
65Verificar las condiciones de los buriles y otras herramientas de mecanizado, si estándañadas desecharlas, si se pueden arreglar proceder a pulir y sacar filo a laherramienta.
1 X X X X X X
66 Marcar pieza en los lugares donde se va a mecanizar. 1 X X X X X X
67Prensar la pieza en el husillo y plato del torno, centrar pieza con un comparador decarátula.(se colocan laminas "Chim" de bronce sobre macho para que no se rayo.
1 X X X X X X
68 Poner contrapunto si la pieza es larga o según la necesidad. 1 X X X X X X
69Modificar caja Norton, velocidades, RPM (esta actividad la realizan el trabajador porexperiencia y conocimiento de materiales y herramientas).
1 X X X X X X X
70 Instalar herramientas en la torre portaherramientas. 1 X X X X X X
71Medir longitudes de corte, ángulos y demás mediciones que necesite la pieza paraposterior mecanizado.
1 X X X X X X
72Realizar el mecanizado, activando el torno con las palancas de la caja Norton. (seutiliza un buril inicial para desbaste o una barra de Alezar).
1 X X X X X X X
73Verificar correcto mecanizado, que la viruta no este quemada, buen uso del buril yrefrigeración manual si es necesario.
1 X X X X X X X
74Soltar pieza del husillo al terminar el mecanizado, si la pieza necesita otro tipo demecanizado, volver a hacer los cálculos correspondientes.
1 X X X X X X X
75 Verificar correcto uso de la maquina. 1 X X X X X X
76 Instalar broca en el cabezal según el trabajo a realizar. 1 X X X X X X X
77Instalar bridas, mordazas, calzos, gatos, escuadras según pieza y mecanizado arealizar.
1 X X X X X X X
78 Ensamblar pieza en la fresadora con bridas o mordazas, según la pieza. 1 X X X X X X X
79 Marcar pieza en los lugares donde se va a mecanizar. 1 X X X X X X X
Refrigerante, buril.
Torno, accesorios del torno (goniómetro, calibrador vernier, comparador de
caratula…).Prensa mecánica. Segueta.
Luneta.
Tapa oídos, garfas, overol
negro, botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Tapa oídos, garfas, overol
tela, ACPM.
Torno
vaqueta, nitrilo y soldar.

PROCESOTURNO Ord
MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
80 Calcular longitudes de corte, fresado y/o taladrado 1 X X X X X X X
81 Manipular palancas eje X, Y y Z para el respectivo mecanizado. 1 X X X X X X X
82 Lubricar mecanizado si así se requiere. 1 X X X X X X X X
83 Graduar caja de velocidades según tipo de mecanizado y materiales 1 X X X X X X X
84 Realizar el mecanizado, activando las palancas y botones de la fresadora. 1 X X X X X X X
85 Sacar pieza del sistema de agarre. 1 X X X X X X X
86 Limpiar superficies de la maquina y recoger la viruta generada en el proceso. 1 X X X X X X X X X
87 Ordenar las piezas y herramientas utilizadas. 1 X X X X X X
88 Recibir molde del área de inyección grifería. 1 X X X X X
89Realizar diagnostico del molde. (incluye lo que se le debe hacer al molde, si se envíaa mantenimiento externo, piezas nuevas, reparaciones, limpieza, etc.)
1 X X X X
90Aplicar aceite penetrante y aflojador de tiercas y tornillos. (facilita y afloja elproceso de desensamble).
1 X X X X X X
91 Limpiar superficies de molde. 1 X X X X X X
92 Limpiar cavidades de refrigeración del molde. 1 X X X X X X
93Fabricar piezas con planos o muestras de la pieza. (incluye operaciones con el torno,fresadora, soldadura, corte, esmeril, etc.)
1 X X X X X X
94 Pulir, lijar y limar superficies del molde, placas, machos, columnas, cavidades etc.) 1 X X X X X X X
95 Levantar moldes sobre las mesas de trabajo con el brazo hidráulico. 1 X X X X X X
96 Lubricar piezas con grasa, aceite u otro material de lubricación. 1 X X X X X
97 Rectificar medidas de cavidades, machos y placas. 1 X X X X X
98Llenar formato de mantenimiento de moldes, registrar tiempo de mantenimiento ytodo lo que se le hizo al molde.
1 X X X X
99Realizar el mantenimiento que sea necesario al molde y este entre el alcance deltrabajador. Aplicar sprites para evitar corrosión y posterior empaque en VINIPEL.
1 X X X X X
1A
2A
2B
2E
2J
4B
4C
5C
6A
6C
6F
Sprites ( Mon-Pen, OKS 2101, penetrante y aflojador).
Lija, Rocono, Grasa Meropa
200, Monescudo), papelería, Loctite,
tela, ACPM.
Brazo hidráulico,
Tapa oídos, garfas, overol
negro, botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Buril, lubricante.Fresadora y herramienta
del área.Mordazas, bridas.
garfas, overol negro, botas de
seguridad, guantes de
vaqueta, nitrilo y soldar.
Productores de sobrecarga síquica. Alta concentración
Productores de inseguridad. Tipo mecánico. Máquinas peligrosas sin protecciones
Productores de inseguridad. Tipo mecánico. Herramientas manuales
Productores de inseguridad Tipo mecánico. Sistemas de izar
Productores de sobrecarga física. Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Peligros asociados:
Contaminantes del ambiente. Tipo físico. Vibraciones.
Contaminantes del ambiente. Tipo químico. Polvo
Contaminantes del ambiente. Tipo químico. Ácidos, bases.
Mantenimiento en mesa de trabajo.
Productores de sobrecarga física. Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Del ambiente de trabajo. Microclima. Temperatura extrema : calor
Contaminantes del ambiente. Tipo físico. Ruido
Fresadora
Tener cuidado con la manipulación de la viruta en el torno, y así mismo de la viruta que salta en dirección a la cara.
RECOMENDACIONES
Operario se sube a la maquina para facilidad del trabajo, no hay existencia de alguna escalera, esta actividad es riesgosa para el operario, altura promedio 2 metros y esta expuesto a caídas sobre la maquina o al suelo.
Se recomienda instalar paradas de emergencia a las maquinas que se utilizan para el mantenimiento de lo moldes inyección grifería.
No se tiene una unidad de medida estándar para el ensamble de la tornillería, es decir, la presión de ajuste se da por calibración manual del operario, esto perjudica la calidad del ensamble porque no se sabe si esta o no a la presión requerida para el óptimo uso de estos.

Moldes Inyección Tubosistemas.Turno 1: 1, Turno 2: 1, Turno 3: 2, Ord: 5
1A 2A 2B 2J 4B 6A 6C 6F 6G
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1Recibir molde de inyección grifería Tubosistemas (mantenimiento preventivo ocorrectivo).
2 X X X
2Realizar diagnostico del molde. (incluye lo que se le debe hacer al molde, si seenvía a mantenimiento externo, piezas nuevas, reparaciones, limpieza, etc.)
2 X X X
3 Apilar Molde sobre una estiba o mesa de trabajo. 2 Estiba X X X4 Limpiar superficies de molde. 2 X X X X X5 Limpiar el sistema de refrigeración, cavidades de refrigeración del molde. 2 X X X X X6 Tapar cavidades de refrigeración con topos, loctite y cinta teflón 2 X X X X
7Fabricar piezas con planos o muestras de la pieza. (incluye operaciones con eltorno, fresadora, soldadura, corte, esmeril, motortools etc.)
2 X X X X
8 Pulir, lijar y limar superficies del molde, placas, machos, columnas, cavidades etc.) 2 X X X X X
9 Levantar moldes sobre las mesas de trabajo con el brazo hidráulico. 2 X X X10 Lubricar piezas con grasa, aceite u otro material de lubricación. 2 X X X X X
11 Rectificar medidas de cavidades, machos y placas. 2 Calibrador vernier X X X
12Llenar formato de mantenimiento de moldes, registrar tiempo de mantenimientoy todo lo que se le hizo al molde. (prioridad mantenimientos correctivos,urgencias.)
2 Formatos X X
13Realizar el mantenimiento que sea necesario al molde y este entre el alcance deltrabajador.
2 X X X X
14 Pedir repuestos, orings, lo que haga falta al molde. 2 Repuestos. X X X15 Soplar superficies y orificios del molde. 2 Aire comprimido X X X
16 Envolver en VINIPEL moldes que ya le realizaron el respectivo mantenimiento. 2 VINIPEL. X X X
17 Rectificar machos que entren en las cavidades del molde. 2 X X X X
18Levantar los moldes sobre las mesas para su manipulación con el brazo de izarhidráulico, se engancha una eslinga entre el gancho de izar y el calcamo del molde
2 Eslinga, calcamo X X X X
19Realizar cambio de moldes según lo establecido por el jefe y escrito en el tablerode control diario de alistamiento y cambio de moldes.
5 5 5 X X X X
20Verificar los sistemas de refrigeración, eléctricos e hidráulicos del molde si este lorequiere, así como escoger el plato centrador y la barra expulsora acorde a susdimensiones.
5 5 5 X X X X X
21 Realizar el montaje de los finales de carrera o micros según corresponda al molde. 5 5 5 X X X X X
22Llevar el molde desde el taller de moldes inyección hasta la máquina que necesiteel cambio.
5 5 5 X X X X X X
ACTIVIDAD / TAREA / OFICIO
Man
teni
mie
nto
Mol
des
de P
VC
Nro. Trabajadores del Área
PROCESO:
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
PELIGRO
Nro. PERSONAS
Tapa oídos, gafas, overol
negro, botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Herramientas que el trabajador considere o
según lista de alistamiento de herramientas.
Mesas de trabajo.Sistemas de Izar.Torno, fresadora.
ACPM, Mon-escudo, LIJA,
MONPEN, OKS 2101, lija, grasas,
lubricantes, aceites.

PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORACTIVIDAD / TAREA / OFICIO PELIGRO
23Desmontar el molde que se encuentra en la máquina, desconectando todos sussistemas eléctricos, hidráulicos y de refrigeración si así es preciso, luego soltar lasbridas que lo sujetan a la máquina y mediante el puente grúa sacarlo de la misma.
5 5 5 X X X X X X X X
24
Una vez el molde anterior este desmontado, tomar el nuevo molde y mediante elpuente grúa introducirlo en la máquina, introducir el plato centrador, la barraexpulsora , centrarlo con respecto a la boquilla de la inyectora y sujetarlo a lamisma con las mordazas.
5 5 5 X X X X X X X X
25Una vez el molde se encuentre fijo en la máquina, conectar los finales de carrerao micros, el sistema eléctrico, hidráulico y de refrigeración si así es requerido porel molde.
5 5 5 X X X X X X
26Programar las válvulas del molde y los parámetros de funcionamiento del mismo(Tiempos de apertura y cierre, espesores de apertura y cierre).
5 5 5 X X X X X
27Entregar la máquina con el nuevo molde montado al operador encargado de lapuesta en marcha. Constantemente lubricar con aceite las partes del molde.
5 5 5 X X X X X
28 Bajar molde de la estantería. 3 3 3 X X X X29 Ubicar molde sobre la mesa de trabajo. 3 3 3 X X X X30 Realizar diagnostico de las condiciones del molde. 3 3 3 X X X
31Realizar orden de salida como activo si se deben fabricar piezas con proveedoresexternos o algún mantenimiento.
3 3 3 Papelería. X X X
32 Enviar molde a mantenimiento correctivo PVC si se requiere. 3 3 3 Gato manual hidráulico. X X X X33 Ajustar placas del molde. 3 3 3 Tornillos. Herramientas X X X
34Minimizar rebaba del molde ajustando los machos o cavidades, pulir superficies delas placas.
3 3 3MASETA LIJA, MONPEN,
OKS 2101 X X X
35 Limpiar superficies con trapo, lijar y pulir . 3 3 3Lija y trapo,
estopaPulidora. X X X X X
36 Envolver en vinipel molde si así se requiere. 3 3 3 Vinipel. X X X37 Almacenar moldes en la estantería según referencias. 3 3 3 Puente grúa, escaleras. X X X38 Realizar cambio de mangueras del sistema de refrigeración del molde. 3 3 3 Mangueras. X X X39 Realizar mantenimiento de los cilindros hidráulicos. 3 3 3 X X X
40Cambiar cilindros hidráulicos de los moldes si presenta alguna falla o pormantenimiento preventivo o correctivo.
3 3 3 X X X
41 Cambiar orings que estén desgastados de los machos u otra parte que lo requiera. 3 3 3Orings y siliconas,
ACPM Y mon-escudo
X X X
42Marcar moldes con cedulas, referencia y su disponibilidad, facilita la búsqueda delos mismos.
3 3 3 Pistola marcadora. X X X
43 Soplar superficies de los moldes 3 3 3 Pistola neumática. X X X
44 Aplicar grasa a machos sobre la placa expulsora y rodamientos. 3 3 3Grasa y
lubricantes. X X X X X
45 Verificar mediciones de cavidades para posterior rectificado o acondicionamiento. 3 3 3 X X X
46 Destapar sistema de refrigeración del molde, soplar cavidades. 3 3 3 X X X47 Cambiar varillas de expulsión, machos, bujes. 3 3 3 X X X48 Verificar maquina por maquina el estado del molde. 1 1 1 X X X X
Cambio de Molde
(Montaje y Desmontaje).
Puente grúa, escaleras.
Alistamiento
Tapa oídos, gafas, overol
negro, botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Tapa oídos, gafas, overol
negro, botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Herramientas que el trabajador considere o
según lista de alistamiento de herramientas.Puente grúa.
Grúa diferencial.
Grasas, lubricantes,
aceites, ACPM, Mon-escudo, LIJA, MONPEN, OKS
2101, lija
Herramientas que el trabajador considere,
GOLPEADOR DE ALUMINIO.
Herramientas que el trabajador considere,
GOLPEADOR DE ALUMINIO.

PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORACTIVIDAD / TAREA / OFICIO PELIGRO
49Realizar el mantenimiento correctivo necesario, incluye sistema de enfriamiento,lubricación, noyos, finales de carrera, botadores, machos, bujes, unión, entre otros.
1 1 1 X X X X X
50 Marcar moldes según machos y cavidades. 1 1 1 X X X X51 Arreglar fugas de agua, rutas de lubricación. 1 1 1 X X X X X
52Verificar estado de mangueras de la maquinara que estén directamenteconectadas con el molde.
1 1 1 X X X X X
53Abrir y cerrar llaves para verificar el funcionamiento del sistema de refrigeraciónde las maquinas.
1 1 1 X X X X
54 Verificar correcto funcionamiento de los noyos. 1 1 1 X X X X
55 Registrar chequeos del molde y sus respectivos mantenimientos que se realicen. 1 1 1 X X X
1A2A2B2J4B6A6C6F
6G
Del ambiente de trabajo. Microclima. Temperatura extrema : calor
Contaminantes del ambiente. Tipo físico. Ruido
Contaminantes del ambiente. Tipo químico. Ácidos, bases.
Productores de sobrecarga física. Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Productores de inseguridad. Tipo mecánico. Herramientas manuales
Productores de inseguridad Tipo mecánico. Sistemas de izar
Peligros asociados:
Contaminantes del ambiente. Tipo físico. Vibraciones.
Productores de inseguridad. Tipo físico-químico. Sustancias o materiales: combustibles / inflamable / reactivos productores de incendio
Productores de inseguridad. Tipo mecánico. Máquinas peligrosas sin protecciones
Para el mantenimiento de los moldes de inyección Tubosistemas se utilizan los mismos procedimientos descritos en la matriz PR Moldes Inyección Grifería tales como TORNO, FRESADORA Y MANTENIMIENTO.
Nota:
Inspección de moldes en
tiempo real.
Tapa oídos, gafas, overol
negro, botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Herramientas que el trabajador considere o
según lista de alistamiento de herramientas.

Moldes Extrusión.Turno 1,2 y 3: 6, 2 x turno; Ord: 4
1A 2A 2B 2I 2J 4B 6A 6C 6F
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1Alistar y verificar cada uno de los ítems presentados en el formato F0090007 (Lista de chequeo para inicio de cambio de moldes Extrusión
4 4 4 X
2Verificar y corregir estado de resistencias, termocuplas y las bases y alojamientos de dichas termocuplas.
4 4 4 X X X
3 Transportar cabezal, molde y caja de herramientas en mesa, hasta la máquina 4 4 4 X X X X
4 Desmontar el molde que está en la máquina 4 4 4 X X X X X X5 Conectar, alinear y ensamblar el nuevo molde en la extrusora. 4 4 4 X X X X X X
6Instalar y conectar resistencia y base de la termocupla, conectar calefacción en la máquina, verificar consumos y funcionamiento de la resistencia interna y de la termocupla del cabezal.
4 4 4 X X X X X X
7
Verificar si la referencia a producir requiere el cambio del formador en orientador(Supraxial), cambio en molde corruga (corrugado), cambio ondulador troquel sierra (Teja) y realizar cambio si es necesario (depende del diámetro a obtener).
4 4 4 X X X X X X
8Verificar todos y cada uno de los cambios necesarios en las maquinas para realizar el respectivo producto (depende del espesor del tubo a obtener).
4 4 4 X X X X X
9Cambiar molde si en la línea existe acampanadora y es necesario cambiar moldes para producir la referencia asignada,
4 4 4 X X X X X X
10 Instalar centradores de molde con ayuda de pistola neumática. 4 4 4 X X X X X X
11Instalar los nuevos cauchos de formación y vacío en las puertas del sistema derefrigeración.
4 4 4 X X X X
12Cambiar mandril del molde, se debe quitar el centrador del mandril y el material queeste retenido en este hueco, sacar el mandril y poner el nuevo.
4 4 4 X X X X X
13Limpiar, lijar, pulir mandril, boquillas, calibradores, estranguladores, mordazas, puntasacampanadoras, arañas, espaciadores y tornillería.
2 2 2 X X X X X
14Transportar en carros móviles pequeños los moldes al área para posterioralistamiento del molde.
2 2 2 X X X X X
15 Desensamblar mandril para pulir. 2 2 2 X X X X X16 Desinstalar resistencias. 2 2 2 X X X X17 Limpiar superficies del molde con trapos. 2 2 2 X X X X X18 Aplicar lubricantes sobre tornillos para aflojar tornillería. 2 2 2 X X X X X
19 Soldar superficies de los moldes que se requiera u otra parte aledaña al molde. 2 2 2 Electrodos Soldadura TIG X X X X
20Ensamblar mandril y barriles y aro de calibración junto con el soporte de boquilla,tener cuidado con los cables eléctricos del molde.
2 2 2 X X X X
21 Verificar correcto ensamble de cabezal, boquilla, mandril, pinola y estrangulador. 2 2 2 X X X
Moldes Extrusión.
Alistamiento de moldes
Tapa oídos, gafas, overol negro,
botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Tapa oídos, gafas, overol negro,
botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
PELIGRO
Herramientas que considere el operario, carro móvil, carro de moldes, puente grúa, pistola neumática,
Caja de herramientas.
ACTIVIDAD / TAREA / OFICIO
ACPM, Mon-escudo, LIJA,
MONPEN, OKS 2101, lubricantes, grasas, aceites
MATRIZ DE RIESGOS
Nro. Trabajadores del Área
PROCESO:
Nro. PERSONAS SISTEMA DE CONTROL ACTUAL
Herramientas que considere el operario, carro móvil, carro de
moldes.

PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
22 Instalara y probar resistencias (incluye la participación de mantenimiento eléctrico). 2 2 2 X X X X
23 Parar la corrugadora. 2 2 2 X X X
24 Deslizar orugas de referencia anterior hacia fuera del magazine (están acopladas mediante patines que permiten su fácil montaje y desmontaje).
2 2 2 Torno, esmeril X X X X X
25 Deslizar orugas de referencia nueva dentro de los patines del magazine. 2 2 2 X X X X X26 Alinear la corrugadora con la boquilla del molde de la extrusora. 2 2 2 X X X X X27 Iniciar la corrugadora. 2 2 2 X X X X28 Realizar diagnostico del estado de las corrugas. 2 2 2 X X X
29Enviar a proyectos las corrugas si así se requiere para posterior mecanizado omantenimiento, en caso contrario que se necesite de un mantenimiento externo sedebe realizar la solicitud de salida de activo.
2 2 2 X X X
30Cambiar molde de Onduladora y torque cierra dependiendo de la referencia de lateja. (se encuentran solo 2 tipos de moldes)
2 2 2 X X X X X X
31 Conectar sistema de refrigeración al nuevo molde 2 2 2 X X X X X X32 Verificar estado del nuevo molde y su correcto funcionamiento. 2 2 2 X X X X X
33Realizar diagnóstico a las condiciones de entrega del sistema de corte de tejas ycilindros de formación de las tejas.
2 2 2 X X X X
34 Limpiar zonas de corte y formación de tejas 2 2 2Limpiadores,
trapos. X X X X X
35Envolver en vinipel maquinaria de tejas y almacenar en la estantería de moldesextrusión.
2 2 2 Vinipel Montacargas X X X
36 Transportar macho de acampanadora 2 2 2 X X X X37 Desensamblar macho de acampanadora. 2 2 2 X X X X X X38 Instalar nuevo macho. 2 2 2 X X X X X X39 Verificar correcto ensamble y funcionamiento del nuevo macho. 2 2 2 X X X X X
40 Realizar pruebas, realizar modificaciones si se requiere. 2 2 2 X X X
1A2A2B2I2J4B6A6C
6F
Del ambiente de trabajo. Microclima. Temperatura extrema : calor
Puente grúa, montacargas, estibadores.
Tapa oídos, gafas, overol negro,
botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Puente grúa.
Herramientas que considere el operario.Moldes corrugado
Puente grúa
Productores de inseguridad Tipo mecánico. Sistemas de izar
Peligros asociados:
Productores de sobrecarga física. Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Productores de inseguridad. Tipo mecánico. Máquinas peligrosas sin protecciones
Productores de inseguridad. Tipo mecánico. Herramientas manuales
Moldes corrugado.
Molde tejas
Cambio de macho
acampanadora.
Tapa oídos, gafas, overol negro,
botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Contaminantes del ambiente. Tipo químico. Vapores, gases
Contaminantes del ambiente. Tipo químico. Ácidos, bases.
Contaminantes del ambiente. Tipo físico. Ruido
Contaminantes del ambiente. Tipo físico. Vibraciones.
Tapa oídos, gafas, overol negro, botas
de seguridad, guantes de vaqueta,
nitrilo y soldar.

Mantenimiento EléctricoTurno 1,2 y 3: 6, 2 x turno; Ord: 6
29 de Mayo de 2015 1A 2A 4B 5C 6A 6B 6C 6I 6Q
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1Arreglar cableado eléctrico de la extrusora en el sistema de calentamiento debarriles y mandriles.
6 8 8 X X X X X X
2Realizar inspección del sistema de bobinaje de los motores utilizados en lasdiferentes maquinas de la planta de inyección extrusión curvas y manufacturados.
6 8 8 X X X X X X X X
3Revisar el sistema eléctrico de las alarmas de las maquinas, cambiar cables,botones de activación, iluminarias y bombillos de alarmas.
6 8 8 X X X X X X
4 Instalar y probar las electroválvulas del molde de extrusión en general. 6 8 8 X X X X X X X
5Medir los Ohmios de las resistencias y verificar que no estén separadas odañadas.
6 8 8 X X X X X X X
6Arreglar, cambiar o instalar amperímetros en los tableros de control de lasextrusoras, sierras, haladoras y/o acampanadoras e inyectoras.
6 8 8 X X X X X X X X X
7 Asegurar bobinas de la electroválvula 6 8 8 X X X X X X
8 Realizar mantenimiento preventivo a los extractores, sensores, actuadores, sierras. 6 8 8 X X X X X X
9 Instalar puestos a tierra a maquinaria o circuitos que no lo tengan. 6 8 8 X X X X X X
10Verificar con aparatos de medición voltajes, resistencia de la zona deprecalentamiento de inyección grifería.
6 8 8 X X X X X X X X
11Verificar la correcta instalación de circuito montado en los tableros de control yque la máquina funcione correctamente.
6 8 8 X X X X X
12 Cambiar fusibles de los tableros de control de las maquinas. 6 8 8 X X X X X X13 Conectar cables desde el tablero de control a maquina. 6 8 8 X X X X X14 Cambiar cables que estén en malas condiciones. 6 8 8 X X X X X15 Instalar termocuplas sobre mandriles del molde de extrusión 6 8 8 X X X X X X16 Medir voltaje, resistividad y corriente a las conexiones de el molde. 6 8 8 X X X X X X17 Verificar las correctas condiciones de estos elementos eléctricos. 6 8 8 X X X X X18 Cortar cables a medida si así se requiere. 6 8 8 X X X X X19 Pegar con silicona caliente cables a resistencias del molde. 6 8 8 X X X X X X X
20 Verificar que la zona de precalentamiento en la boquilla y barriles este calentando. 6 8 8 X X X X X X
Tapa oídos, gafas, overol negro, botas
de seguridad, guantes de vaqueta, nitrilo, anticorte,
dielectrico.
Toma de tierra
Tapa oídos, gafas, overol negro, botas
de seguridad, guantes de vaqueta, nitrilo, anticorte,
dielectrico.
Herramientas que considere el trabajador.
Portadores de herramientas.Carro móvil.
Voltimetro, amperimetro,.
Indicadores de tablero, fusibles,
cableado, resistencias, tomas electricas, proto board, tacos,
termocuplas, cable de cobre, cinta
negra, entre otros.
Indicadores de tablero, fusibles,
cableado, resistencias, tomas electricas, proto board, tacos,
termocuplas, cable de cobre, cinta
negra, entre otros.
Herramientas que considere el trabajador.
Portadores de herramientas.Carro móvil.
Voltimetro, amperimetro,.
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
PELIGRO
Toma de tierra
Nro. Trabajadores del Área
PROCESO:
fecha de autorización Nro. PERSONAS
ACTIVIDAD / TAREA / OFICIO
Mantenimiento General
Conexión a tableros de control
extrusión.

PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
21 Cambiar resistencias del moldes si presentan alguna avería. 6 8 8 X X X X X X
22Adaptar sistema de conteo, velocidades, horometros, tacos, sistema deemergencias, motores, correas.
6 8 8 X X X X X X X
23Verificar correcto funcionamiento de los planos eléctricos, que funcione el sistemadel circuito, abre y cierre del sistema
6 8 8 X X X X X X
24Tomar lectura de los planos trifilares y unifilares de la maquina y realizar elrespectivo diagnóstico de los posibles daños de la maquina.
6 8 8 X X X X X X
25 Arreglar problemas con las válvulas del sistema de aguas. 6 8 8 X X X X X
1A2A2B4B5C6A6B6C6I6Q
Toma de tierra
Herramientas que considere el trabajador.
Portadores de herramientas.Carro móvil.
Voltimetro, amperimetro,.
Indicadores de tablero, fusibles,
cableado, resistencias, tomas electricas, proto board, tacos,
termocuplas, cinta negra, entre otros.
Productores de sobrecarga física. Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Productores de sobrecarga síquica. Alta concentración
Peligros asociados:
Contaminantes del ambiente. Tipo físico. Vibraciones.
Contaminantes del ambiente. Tipo físico. Ruido
Otros
Tapa oídos, gafas, overol negro, botas
de seguridad, guantes de vaqueta, nitrilo, anticorte,
dielectrico.
Productores de inseguridad. Tipo locativo Estado instalación eléctrica
Del ambiente de trabajo. Microclima. Temperatura extrema : calor
Productores de inseguridad. Tipo mecánico. Máquinas peligrosas sin protecciones
Productores de inseguridad. Tipo mecánico. Herramientas manuales
Productores de inseguridad. Tipo mecánico Motores primarios peligrosos
Productores de inseguridad. Tipo locativo Incendio por corto circuito

Mantenimiento Inyección.Turnos: 6 Ord: 6
1A 2A 2B 2D 2I 2J 4B 4C 5C 6A 6C 6F 6G 6T
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1 Planear el mantenimiento que se debe realizar a la respectiva maquinaria. 1 7 7 Papelería Computadores. X X
2Alistar herramientas según sea el caso de mantenimiento (depende de lamaquinaria y marca).
1 7 7 X X X
3 Desconectar sistema eléctrico, hidráulico, mecánico, refrigeración. 1 7 7 X X X X X X X
4Desensamblar maquinaria (incluye carro de inyección, molde, sistema de inyección,sistema de refrigeración, sistema de cierre y apertura del molde).
1 7 7 X X X X X X X X X
5 Realizar limpieza y mantenimiento general a la maquina. 1 7 7 X X X X X X X X X X
6 Pintar superficies externas de la maquina. 1 7 7Equipo de pintura
neumático X X X X X X X
7Verificar correcto funcionamiento de tornillería, cierre, pasadores, sistema hidráulico, etc.
1 7 7 X X X X X X X X
8 Realizar cambio de aceite o purificación de aceite 1 7 7 Aceite Purificador de aceite X X X X X X X
9 Verificar el correcto funcionamiento de las bielas de la inyectora. 1 7 7 X X X X X X X
10 Quitar y poner tapones de refrigeración. 1 7 7 Cinta teflón. X X X X X X
11Verificar correcto funcionamiento de los ejes del sistema de apertura y cierre delmolde.
1 7 7 X X X X X X
12Realizar un diagnostico de las condiciones de la maquina donde incluya (viscosidadde aceite, tornillos, cierre, pasadores, sistema mecánico e hidráulico.
1 7 7 X X X X X X X X
13Conectar sistema hidráulico, mecánico, refrigeración, eléctrico, mangueras conabrazaderas, ventilación, dosificación, alarmas, neumático, tornillería, émbolo depresión, rodamientos, motor y engranes del husillo, pistones, entre otros.
1 7 7 Abrazaderas, X X X X X X X X X X
14
Verificar correcto funcionamiento del husillo de inyección, resistencias, manómetros,botador, cilindro hidráulico, placa móvil y fija, unidades de control, unidad deinyección, bandas calentadoras. (si el daño es eléctrico debe avisar a mantenimientoeléctrico).
1 7 7 X X X X X X X X X X
15 Arreglar guardas de seguridad de las maquinas. 1 7 7 X X X X X X
16Realizar mantenimiento y pruebas del sistema de paradas de emergencias de lasmáquinas al abrir o cerrar compuertas.
1 7 7 X X X X X X X
17 Aplicar grasa a las partes de la inyectora que lo requiera. 1 7 7Grasas, aceite, lubricantes. X X X X X X X
18Recibir correo, mensaje, llamada por avantel, solicitud de mantenimiento opersonalmente notificación de algún mantenimiento correctivo que se debe derealizar.(La prioridad es el mantenimiento correctivo).
1 7 7 X X X
19 Realizar diagnostico de posibles daños potenciales de la maquina. 1 7 7 X X X
20
Realizar el respectivo mantenimiento a la maquinaria (incluye cualquier parte de lasinyectoras, cilindro de fijación, guías, Moldes, Placa fija, Husillo, Tolva y sistema dedosificación, unidad de control, unidad de inyección, bandas calentadoras, unidad decierre, sistema hidráulico, motores, bombas, fluidos hidráulicos, engranajes,reguladores, tornillería, sistema hidráulico, mecánico, dosificación, refrigeración,
1 7 7
Grasas, aceites, lubricantes, ACPM, Mon-escudo, LIJA, MONPEN, OKS
2101
Herramientas que considere el trabajador.
Carro móvil.Grúa diferencial.
X X X X X X X X X X X X X
21 Registrar todos los movimientos que se realicen en el arreglo correctivo. 1 7 7 X X X
22Solicitar a jefatura algún repuesto o arreglo a proveedores externos. (Salida deactivos), si se requiere.
1 7 7 X X X
Herramientas que considere el trabajador.
Carro móvil.Grúa diferencial.
ACPM, Mon-escudo, LIJA,
MONPEN, OKS 2101
Herramientas que considere el trabajador.
Carro móvilGrúa diferencial.
Tapa oídos, gafas, overol negro,
botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Tapa oídos, gafas, overol negro,
botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
ACTIVIDAD / TAREA / OFICIO
Mantenimiento Preventivo Inyectoras.
Mantenimiento Correctivo Inyectoras
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
PELIGRO
Nro. Trabajadores del Área
PROCESO:
Nro. PERSONAS

23
Enviar compuesto que este dañado al área de mantenimiento para que realicen elrespectivo mantenimiento en la mesas de trabajo con los equipos necesarios.Prensas, cierras, esmeril, equipos de soldadura, motortools, taladros, pulidoras,lijadoras, router...etc.
1 7 7Estiba, puente grúa, grúa diferencial, gato manual
hidráulico.X X X
24 Verificar correcto funcionamiento del torno. 1 1 1 X X X X X
25Verificar las condiciones de los buriles y otras herramientas de mecanizado, si estándañadas desecharlas, si se pueden arreglar proceder a pulir y sacar filo a laherramienta.
1 1 1 Buril, lija. X X X X X X
26 Marcar pieza en los lugares donde se va a mecanizar. 1 1 1 X X X X
27Prensar la pieza en el husillo y plato del torno, centrar pieza con un comparador decarátula.(se colocan laminas "Chim" de bronce sobre macho para que no se rayo.
1 1 1Comparador de
caratula. X X X X X X
28 Poner contrapunto si la pieza es larga o según la necesidad. 1 1 1 X X X X
29Modificar caja Norton, velocidades, RPM (esta actividad la realizan el trabajadorpor experiencia y conocimiento de materiales y herramientas).
1 1 1 X X X X X X
30 Instalar herramientas en la torre portaherramientas. 1 1 1 X X X X X
31Medir longitudes de corte, ángulos y demás mediciones que necesite la pieza paraposterior mecanizado.
1 1 1Goniómetro,
calibrador vernier. X X X X X
32 Prender lámpara del torno. 1 1 1 X X X X
33Realizar el mecanizado, activando el torno con las palancas de la caja Norton. (seutiliza un buril inicial para desbaste o una barra de Alezar).
1 1 1 Buril, lija. X X X X X
34Verificar correcto mecanizado, que la viruta no este quemada, buen uso del buril yrefrigeración manual si es necesario.
1 1 1 Refrigerante X X X X X X
35Soltar pieza del husillo al terminar el mecanizado, si la pieza necesita otro tipo demecanizado, volver a hacer los cálculos correspondientes.
1 1 1 X X X X X X
36Verificar que la pieza a tornear está correcta y firmemente sujeta y que en sumovimiento no encontrará obstáculos, Dque estén firmemente apretados los tornillosde sujeción del portaherramientas.
1 1 1 X X X X
37 Verificar que máquina funcione correctamente. 1 1 1 X X X X
38Ajustar, calibrar, montar y desmontar partes de la maquina y sus herramientas, según pieza a mecanizar.
1 1 1 X X X X X X
39 Ajustar pieza en el taladro con los sistemas de ajuste que se considere. 1 1 1 X X X X X
40Manipular maquina (tener cuidado con las velocidades RPM, las brocas y herramientas de mecanizado a utilizar).
1 1 1 X X X X X
41 Limpiar y recoger viruta de la máquina y el piso. 1 1 1 X X X X X42 Soldar carcaza de las resistencias de las inyectoras. 1 1 1 X X X X X X X43 Soldar piezas partidas. 1 1 1 X X X X X X X44 Rellanar huecos, rotos, roturas de piezas o superficies. 1 1 1 X X X X X X X45 Soldar tolvas, escaleras utilizadas en las maquinas de inyección tubosistemas 1 1 1 X X X X X X X
1A2A2B2D2I2J4B4C5C6A6C6F
6G
6T
Torno, caja Norton, Husillo, Torre portaherramientas, Contrapunto, herramientas
que considere el trabajador.Esmeril.
Equipo de soldadura MIG
Fresadora, husillo, sistemas de ajuste.Esmeril
Equipo de soldadura TIGElectrodos
Brocas
Tapa oídos, gafas, overol negro,
botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Tapa oídos, gafas, overol negro, botas
de seguridad, guantes de soldar,
careta UV
Tapa oídos, gafas, overol negro,
botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
Contaminantes del ambiente. Tipo físico: Radiaciones no ionizantes: luz visible directa; ultravioleta (UV), infrarroja (IR)
Contaminantes del ambiente. Tipo químico. Vapores, gases
Productores de inseguridad. Tipo locativo: Desorden y desaseo
Productores de inseguridad. Tipo mecánico. Herramientas manuales
Del ambiente de trabajo. Microclima. Temperatura extrema : calor
Torno (Inyección y Extrusión).
Contaminantes del ambiente. Tipo químico. Ácidos, bases.
Fresadora.
Soldar
Productores de sobrecarga física. Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Productores de inseguridad. Tipo físico-químico. Sustancias o materiales: combustibles / inflamable / reactivos productores de incendio
Productores de inseguridad Tipo mecánico. Sistemas de izar
Productores de sobrecarga física. Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Contaminantes del ambiente. Tipo físico. Vibraciones.
Contaminantes del ambiente. Tipo físico. Ruido
Peligros asociados:
Productores de sobrecarga síquica. Alta concentración
Productores de inseguridad. Tipo mecánico. Máquinas peligrosas sin protecciones

Mantenimiento Extrusión.Turno 1: 5, Turno 2: 5, Turno 3: 5, Ord: 5
1A 2A 2B 2D 2I 2J 4B 4C 5C 6A 6C 6G
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1Recibir por medio de un correo, llamada, solicitud escrita o verbal comunicadosobre algún mantenimiento correctivo que se debe realizar en el área de extrusión,este mantenimiento tiene prioridad a cualquier otra actividad.
5 10 10 Computador X
2Realizar diagnostico del tipo de mantenimiento a realizar y posibles correccionesde averías.
5 10 10 Papelería X
3 Cambiar manquera de transporte de agua. 5 10 10 X X X X X4 Verificar fugas de agua. 5 10 10 X X X X X5 Fijar unidades de caratula. 5 10 10 X X X X X
6 Arreglar sistema de guía de corte en cortadoras de las líneas de extrusión. 5 10 10 Cuhcillas de corte X X X X X
7 Realizar mantenimiento a bisagras del sistema de recibido. 5 10 10 Bisagras X X X X X X8 Verificar graseras para las chumaceras de la cadena del acampanado. 5 10 10 X X X X X X
9 Lubricar con aceites, grasas, mon pen, superficies que estén sometidas a fricción. 5 10 10 X X X X X X X X
10 Verificar el correcto estado de los flujometros. 5 10 10 X X X X X X
11Arreglar el sistema de dosificación, que el recibidor este alimentandocorrectamente.
5 10 10 X X X X X X
12Verificar el correcto funcionamiento del sistema de dosificación de la maquina,motores, manómetros, salida del compuesto.
5 10 10 X X X X X X
13Cambiar boquillas del sistema de refrigeración, realizar cortes o cambiosdependiendo del diagnostico que se le de.
5 10 10 X X X X X X
14 Ensamblar correctamente las guardas de seguridad. 5 10 10 Guardas X X X X X X X
15Revisar bomba de vacío del tanque, correcta posición concéntrica de calibradoresde vacío y que el manómetro indique la contrapresión correcta.
5 10 10 X X X X X X
16 Lubricar riel y ruedas del tanque de refrigeración. 5 10 10 X X X X X X X X17 Poner trampa magnética a la tolva, deben estar limpios de cualquier metal. 5 10 10 X X X X X X
18Cambiar zapatas del halador, y dejarlos fijos en el piso para que no se desplace alhalar.
5 10 10 X X X X X X
19Lubricar piñón y cremallera del tanque, si los dientes de la cremallera estándesgastadas, se mecanizan o realizar cambio.
5 10 10 X X X X X X X X
20 Arreglar sistema de aire que no presente fugas. 5 10 10 X X X X X X
21 Atornillar todos los compuestos de la maquinaria con pistola neumática. 5 10 10 Tornillos. X X X X X X
22 Soldar bandas de la líneas de extrusión. 2 2 2 X X X X X X X23 Soldar base para moldes. 2 2 2 X X X X X X X24 Reconstruir tapas de los motores de extrusión. 2 2 2 X X X X X X X25 Fabricar soportes de sierra de las maquinas de corrugado. 2 2 2 X X X X X X X26 Soldar ejes de los moldes, tornillería y hierros del sistema de desagüe. 2 2 2 X X X X X X X
27 Soldar platinas base de la extrusora. 2 2 2 X X X X X X X
Mantenimiento correctivo.
Soldar
Nro. Trabajadores del Área
PROCESO:
Nro. PERSONAS
ACTIVIDAD / TAREA / OFICIO PELIGRO
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
Grasas, aceites, lubricantes, ACPM, Mon-escudo, LIJA,
MONPEN, OKS 2101
Grasas, aceites, lubricantes, ACPM, Mon-escudo, LIJA,
MONPEN, OKS 2101
Herramientas que el trabajdor considere, carro
móvil, caja de herramientas.
Equipo de soldadura TIGEletrodos.
Piezas metalicas.
Tapa oídos, gafas, overol negro, botas
de seguridad, guantes de vaqueta,
nitrilo y soldar.
Tapa oídos, gafas, overol negro, botas
de seguridad, guantes de vaqueta, nitrilo y soldar, careta
UV

PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORACTIVIDAD / TAREA / OFICIO PELIGRO
28Revisar motor del sistema dosificación, refrigeración, hidráulico, neumático,cortadoras, haladoras y acampanadoras por vibraciones y/o ruido.
5 5 5 X X X X X X X
29 Cambiar unidades de motor que estén para cambio. 5 5 5 X X X X X X X
30Cambiar de motor para mantenimiento preventivo, se lleva otro motor del área demantenimiento se cambia y se lleva para el respectivo mantenimiento, incluyerevisión de tornillería, bobinaje (eléctrico). Entre otros.
5 5 5 X X X X X X X
31Cambiar dispositivos indicadores de temperatura de los mandriles o barriles siestán rotos
5 5 5Indicadores de
tablero X X X X X X
32
Pintar superficies externas de la maquinas de extrusión, incluye compuertas,guardas, motores, tolva, varillas guías, sistema de enfriamiento, tableros decontrol, caja del sistema de extrusión, compuertas de cortadora, halador yacampanado.
5 5 5 Pintura X X X X X X X X
33 Instalar dispositivo indicador en la tina de vacío. 5 5 5 Indicadores X X X X X
34Instalar horometros a la extrusora, haladora, cortadora o acampanadora si serequiere.
5 5 5 Horometros X X X X X
35 Arreglar voltímetro de entrada del transformador dañado 5 5 5 X X X X X36 Instalar zapatas a la haladora. 5 5 5 Zapatas X X X X X37 Fijar abrazaderas del sistema de mangueras al sistema hidráulico. 5 5 5 Abrazaderas X X X X X38 Ajustar tornillería de platinas sueltas. 5 5 5 Tornillos. X X X X X X39 Fijar tablero neumático de Sierra. 5 5 5 X X X X X40 Revisar motor del reductor, tolva y ventilación. 5 5 5 X X X X X X X41 Cambiar mangueras neumáticas al culminar vida útil o por mal estado. 5 5 5 Mangueras X X X X X42 Instalar sistema de fijación de la guarda de seguridad. 5 5 5 X X X X X43 Asegurar bobinas de la electroválvula 5 5 5 X X X X X X44 Instalar manómetros en el halador. 5 5 5 X X X X X45 Limpiar sistema de control neumático. 5 5 5 X X X X X X X X46 Realizar mantenimiento al sistema de aceite, fugas, purificación, etc. 5 5 5 X X X X X X X
47Aplicar grasa a todo el sistema de cadenas de reparto de las maquinas deperfilado.
5 5 5 X X X X X X
48Realizar diagnostico de las posibles fallas o averías del sistema giratorio deperfilado y sistema de repartición.
5 5 5 X X X X X X
49 Realizar cambio preventivo de correas de repartición de la maquinaria. 5 5 5 Correas X X X X X X
1A2A2B2D2I2J4B4C5C6A6C
6G
Del ambiente de trabajo. Microclima. Temperatura extrema : calor
Mantenimiento Preventivo.
Herramientas que el trabajdor considere, carro
móvil, caja de herramientas.
Equipo de pintura neumático.Esmeril
Unidades de motor
Productores de sobrecarga física. Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Productores de sobrecarga física. Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Productores de sobrecarga síquica. Alta concentración
Productores de inseguridad. Tipo mecánico. Máquinas peligrosas sin protecciones
Peligros asociados:
Contaminantes del ambiente. Tipo físico. Vibraciones.
Contaminantes del ambiente. Tipo físico: Radiaciones no ionizantes: luz visible directa; ultravioleta (UV), infrarroja (IR)
Contaminantes del ambiente. Tipo físico. Ruido
Productores de inseguridad. Tipo mecánico. Herramientas manuales
Productores de inseguridad. Tipo físico-químico. Sustancias o materiales: combustibles / inflamable / reactivos productores de incendio
Contaminantes del ambiente. Tipo químico. Vapores, gases
Contaminantes del ambiente. Tipo químico. Ácidos, bases.
Grasas, aceites, lubricantes
Tapa oídos, gafas, overol negro, botas
de seguridad, guantes de vaqueta,
nitrilo y soldar.

Mantenimiento ServiciosOrdinario: 6
Nro. PERSONA
2A 2B 2D 2E 4B 6A 6C 6F
PROCESO OrdMATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1 Apagar y des energizar totalmente la moledora o pulverizadora. 2 X X X X
2Desinstalar cada una de las cuchillas que tiene el cilindro de la moledoraaproximadamente 80 cuchillas y las pulverizadoras son discos o pastillas, dependede la pulverizadora
2 X X X X X X
3Tomar las nuevas cuchillas e instalarlas en el cilindro de la moledora opulverizadora, algunas cuchillas todavía funcionan por lo que la dejan un tiempomas de uso.
2 X X X X X
4 Verificar correcto ensamble de las cuchillas. 2 X X X X X
5Energizar maquina y prenderla, verificar correcto funcionamiento de la maquina yde las cuchillas.
2 Tronzadora industrial. X X X X X
6Verificar correcto funcionamiento del sistema de pulverización. (Caja depulverización, ejes de rotación, sistema de dosificación de material molido).
2 X X X X X
7 Realizar cambio de cuchillas de la pulverizadora PALLMAN o REDUCTION. 2 X X X X X
8Arreglar (si así se requiere) motores del sistema de molido y pulverizado. En casode requerir otros mantenimientos externos, realizar papeleo y cotizaciones aproveedores externos para el respectivo arreglo.
2 X X X X X X
9Realizar mantenimiento a tamizador de las pulverizadoras del área de recuperados,si el daño es severo y es necesario el mantenimiento de proveedores, enviar comosalida de activos para posterior arreglo
2 X X X X X X
10 Construir mesas metálicas. 2 X X X X
11 arreglar ruedas de los carros de patios utilizados para el transporte de tubería. 2 X X X X
12 Reconstruir bomba impeller 2 X X X X13 Fabricar zaranda de los silos de mezclas 2 X X X X14 Soldar ejes de bomba. 2 X X X X15 Fabricar soporte de baches mezclas. 2 X X X X16 Soldar tapas de aluminio del sistema de dosificación. 2 X X X X
17Soldar superficies de los carros de alimentación de inyección y de el tamiz de lastolvas de extrusión.
2 X X X X
18 Soldar acople alimentador sellos de acampanado. 2 X X X X19 Soldar base bascula mezclas. 2 X X X X20 Soldar puerta tablero de control de cualquier maquinaria. 2 X X X X21 Soldar base tubería acampanado en el área de extrusión. 2 X X X X22 Soldar piezas de maquinas de fundición. 2 X X X X
Equipo de soldadura TIG, Herramienta que el trabajador considere.
Electrodos.Piezas metálicas.
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
PROCESO:
Tapa oídos, garfas, overol negro, botas de
seguridad, guantes de
vaqueta, nitrilo y soldar, Overol enterizo blanco, careta, tapabocas
con filtros.
Tapa oídos, garfas, overol negro, botas de
seguridad, guantes de
vaqueta, nitrilo y soldar, careta con
filtro UV.
Nro. Trabajadores del Área
ACTIVIDAD / TAREA / OFICIO
Cuchillas
Mantenimiento maquinas de recup
erados.
Soldar
PELIGRO
Herramientas que considere el trabajador,
carro móvil.

PROCESO OrdMATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORACTIVIDAD / TAREA / OFICIO PELIGRO
23Realizar mantenimiento a los carros móviles de las diferentes áreas, cambiarruedas o soldar superficies rotas.
6 X X X
24 Apoyar cualquier necesidad de mantenimiento en general. 6 X X X X25 Soldar cualquier pieza que se requiera sin importar el área. 6 X X X X
26Realizar mantenimientos a los haladores y adaptarlos a la línea de extrusióncorrespondiente.
6 X X X X X
27 Realizar cualquier trabaja metalmecánico. 6 X X X X28 Pulir los dientes de los piñones del sistema de piñones del halador. 6 X X X X29 Aplicar grasa a todo el sistema de cadenas de reparto de las maquinas 6 X X X30 Mecanizar huecos a medida para los botones de los tableros de control. 6 X X X X X31 Alistar herramientas de según necesidades. 2 X32 Utilizar implemento de trabajo en alturas. 2 X X X33 Subir a la rampa del auto elevador. 2 X X X X34 Activar botones para levantar rampa hasta altura requerida. 2 X X X X35 Realizar el respectivo mantenimiento de las iluminarias. 2 X X X X36 Cambiar de bombillos, limpiar superficies. 2 Iluminarias. X X X X
37Realizar mantenimientos a la tubería ubicada en alturas, o cualquier otro trabajoque se requiera con el auto elevador.
2 X X X X
2A2B2D2E4B6A6C6F
Productores de sobrecarga física. Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Equipos de soldadura, esmeril, sopladores, sierras,
prensas, taladros, pulidoras, mesa de trabajo.
Contaminantes del ambiente. Tipo químico. Polvo
Electrodos.Piezas metálicas, cuchillas, grapas, piedra esmeril,
segueta.
Auto elevadores brazo telescópico hidráulico.
Herramientas
Mantenimiento Locativo.
Tapa oídos, garfas, overol negro, botas
de seguridad, guantes de vaqueta, nitrilo y soldar, arnés
y eslinga.
Peligros asociados:
Contaminantes del ambiente. Tipo físico. Vibraciones.
Contaminantes del ambiente. Tipo físico: Radiaciones no ionizantes: luz visible directa; ultravioleta (UV), infrarroja (IR)
Productores de inseguridad. Tipo mecánico. Máquinas peligrosas sin protecciones
Tapa oídos, gafas, overol tipo Jean,
botas de seguridad, guantes de
vaqueta, nitrilo y soldar.
MantenimientoInsoin
mecanizados América
Productores de inseguridad. Tipo mecánico. Herramientas manuales
Productores de inseguridad Tipo mecánico. Sistemas de izar
Contaminantes del ambiente. Tipo físico. Ruido

RECUPERADOS3-Turno 1; 3- Turno 2; 3-Turno 3; 1 Supervisor
1D 2A 2B 2E 4B 4C 5A 6A 6E 6R 6T
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1 Recibir orden de producción 1 1 1 X
2Planear horario de los operarios, secuencia de producción (siempre es primeromaterial de extrusión y después material de Inyección), material a pulverizar ygenerar reporte de producción.
1 1 1 X
3 Pedir dotación para el personal. 1 1 1 X4 Pedir materiales o planear reutilización de Batches (Big Bags). 1 1 1 X
5Cada área se encarga de llevar los materiales al área de recuperados, debe de irpesado con recibo de bascula, permite llevar control e inventariado lo que entra arecuperados, se debe realizar la transacción por SIPICS.
1 1 1 X X X X
6 Almacenar Batches con SCRAP en lugares establecidos para cada área 1 1 1 X X X X X X
7En algunas ocasiones con ayuda de un gato o montacargas se debe llevardirectamente el material a la moledora.
1 1 1 X X X X X
8El operario debe de ir al lugar de almacenamiento de SCRAP o purga y traerBatches con material con ayuda de carro móvil, montacargas o cargado al hombro.
2 2 2 X X X X X
9 Transportar compuesto desde el lugar de almacenamiento hasta moledoras. 2 2 2 X X X X X X
10Ubicar compuesto en frente de la moledora y retirar gato hidráulico móvil de laestiba si se utiliza este medio.
2 2 2 X X X X X X
11Se debe repetir estas operaciones cada vez que se necesite material ya sea SCRAP(velas, tubos), purga o desechos, durante la operación de moler.
2 2 2 X X X
12Al inicio del molido de cada referencia se debe limpiar la maquina (si pasa de coloroscuro a color claro), desatornillar elementos del molino y soplar superficies de lamaquina, incluyendo la tolva.
1 1 1 Herramientas, tornillería. X X X X X X
13 Buscar una estiba disponible y colocarla en el piso, debajo de la tolva. 1 1 1 Estiba X X X X X X
14 Colocar Big Bag sobre la estiba y engancharla al soporte de la salida de la tolva y en lasbases. (Debe estar apagada la maquina).
1 1 1 Big Bag X X X X X X
15 Amarrar parte superior del bache a la boca de la tolva con zuncho para que no hayaningún riegue de producto molido, el Batche debe de ir totalmente tapado.
1 1 1 Zuncho X X X X X X X
16 Prender el soplador y el moledor PALLMAN. 1 1 1 X X X X17 Verificar el correcto funcionamiento de la maquina. 1 1 1 X X X X
18
Ubicar en la parte inferior de la puerta de la moledora una canasta que recoge lospedazos de material que van saltando de la moledora (a pesar de que estén lascadenas que impiden que salga el material, se alcanza a salir por los lados y caenal piso, otros pegan en la cadena y caen sobre la canasta). Echar estas partículasde la canasta nuevamente a la cortadora.
1 1 1 Canasta. X X X X X X
19
Si son tubos, se deben acomodar sobre la puerta de la moledora de tal forma quepermita cortar los zunchos con los que viene amarrada la tubería. (el materialnormalmente para esta moledora son tuberías menores a 4 pulgadas de diámetro, tejas,de todas maneras se puede moler cualquier material).
1 1 1Peinilla hecha por los
operarios. X X X X X X X
20 Empujar constantemente los tubos hasta que la moledora haya molido todos los tubos(se utiliza las cadenas de la puerta de la moledora para empujar tubos).
1 1 1 X X X X X X X
21 Repetir esta operación hasta que termine el material o se llene el Batche. 1 1 1 X X X X
Botas punta plástica, gafas, tapa oídos,
overol azul, guantes anticorte, guantes de
carnaza, careta.
ACTIVIDAD / TAREA / OFICIO
Nro. PERSONAS
Planeación de la producción
Recepción material
PROCESO:
PELIGRO
Transporte
MOLEDORA PALLMAN
Botas punta de acero, gafas, tapa oídos, overol azul, guantes anticorte.
Nro. Trabajadores del Área
Botas punta de acero, gafas, tapa oídos, overol azul, guantes anticorte.
Botas punta de acero, gafas, tapa oídos, overol azul, guantes anticorte, guantes de carnaza.
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
Papelería.
SIPICS, montacargas, gato hidráulico móvil.
gato hidráulico móvil, carro móvil, montacargas.
Moledora PALLMAN

22 Si son Tejas, Operario debe doblar la teja en 3 o 4 partes y cortar la teja con una peinillaecha por los operarios
1 1 1Peinilla hecha por los
operarios. X X X X X X X
23 Acomodar tejas en la puerta de la moledora y empujar constantemente las tejas conayuda de las cadenas que están colgando hasta que están sean molidas.
1 1 1 X X X X X X X
24Si es otro tipo de material, echar constantemente el producto a la moledora hastaque el Batche se llene o se acabe el producto.
1 1 1 X X X X X X
25 Una vez esté llena el Big Bag, apagar la moledora y el soplador. 1 1 1 X X X X
26
Desenganchar Big Bag del soporte, cortar zuncho de la boca del silo, registrar materialcon cedula de producto, llevar el Batche a almacenamiento de producto en proceso paraposterior peso en bascula y registro de producción por turno (formato F0620001).Repetir el proceso desde colocar Batche, incluyendo transporte de material.
1 1 1 Papelería.Cuchillo, gato hidráulico
móvil, bascula X X X X X X X X
27 Verificar orden de producción para seguir en línea la producción cada vez que seentregue el turno.
1 1 1 Rampa con imán. X X X X
28Ubicarlo al frente de la rampa con imán de la moledora FOLCIERI (ZERMA) elmaterial para posteriormente descargar y moler.
1 1 1 X X X X X X
29 Buscar una estiba disponible y colocarla en el piso, debajo de la tolva. 1 1 1 Estiba X X X X X X
30 Colocar Big Bag sobre la estiba y engancharla al soporte de la salida de la tolva y en lasbases, abrir llave para que el producto salga de silo (tolva) de la moledora
1 1 1 Big Bag X X X X X X
31
Si el Batche tiene amarre o zunchos, desamarrar y cortar zunchos respectivamente,sacar material del Batche y sobre la plataforma de la moledora y echarlo a lamoledora. (esta operación la realiza los operarios de las siguientes formas: ayudade ganchos para las vela, pala de plástico, pateando el material, volteando elBatche, coger y lanzar los productos a la moledora, barrer compuesto, dejar rodarlos tubos, empujando material con la mano o el pie) y clasificarlo cuando viene elproducto mezclado entre uno o mas compuestos. (importante: cuando el operarioentra a la moledora debe poner seguro en la compuerta). TODO PRODUCTODEBE PASAR POR ENCIMA DE ESTA PLATAFORMA CON IMÁN.
1 o 2 1 o 2 1 o 2Ganchos, pala plástica,
escoba, X X X X X X X X
32
En caso de que el producto se transporte en los carros móviles, se ubica de lado ala plataforma con imán, se abre reja lateral del carro y se deja caer los tubos y deigual forma que los Batches se echar el material a la moledora de diferentesformas. (Se debe clasificar los productos que sirven y los que no). Devolver el carromóvil al respectivo área o dejarlo en almacén de recuperados.
1 1 1 Carro móvil X X X X X X X X
33
Al terminar de sacar el material del Batche, se debe almacenar el Batche, se doblaen cuatro partes y se deposita en el lugar asignado.(el material normalmente paraesta moledora son las velas de inyección y tuberías mayores a 4 pulgadas dediámetro, de todas maneras se puede moler cualquier material).
1 1 1 X X X X X X
34
Se debe cumplir el orden para moler, primero purga, segundo material de extrusión y luego inyección por cada referencia, de igual forma primero ser realiza coloresclaros a colores oscuros, esto se debe a que el material de inyección es masdelicado y no se pueden combinar colores y evita la contaminación de loscompuestos.
1 1 1 X X X X
35A consideración del operario cuando este lleno de material la moledora en la partedonde se echa el material a moler y se dirija a activar la maquina para el respectivomolido, debe verificar el correcto funcionamiento de la moledora.
1 1 1 X X X X X
En las paredes rejas y espuma para contener polución.
Botas punta plástica, gafas, tapa oídos,
overol azul, guantes anticorte, guantes de carnaza, tapabocas
para cambio de Criba metálica
MOLEDORA ZER
MA (FO
LCIERI)
MOLEDORA ZERMA (FOLCIERI)
MOLEDORA PALLMAN

36
Prender primero el motor de las cuchillas de la moledora donde esta la Cribametálica, cerrar compuerta y prender cilindro moledor (se activa automáticamentela banda transportadora, cuando la capacidad de la moledora sobrepasa los 350Kgr se apaga automáticamente la moledora y se reinicia hasta que baje lacapacidad a 100 Kgr aproximadamente).
1 1 1 X X X X X
37
Cuando el Batche este lleno, desamarrar Batche y con ayuda de un gato hidráulicomóvil, llevar material a almacén de producto en proceso (material molido), paraposterior peso en bascula y registro de producción del turno (Formato F0620001).Registrar producto con Cedula de producto.
1 1 1 Papelería.Gato hidráulico móvil,
bascula X X X X X X X
38Si continua la producción del mismo material, colocar nuevamente una estiba yamarrar Batche para continuar con la producción. (no se puede mezclar productoque viene de extrusión con producto de inyección).
1 1 1 Estiba, Batche X X X X X X X
39
Si hay cambio de referencia (presión , conduit, sanitaria) se debe realizar limpiezasi se pasa de color oscuro a color claro. La limpieza consiste en abrir moledora(donde esta la Criba metálica) y soplar superficies, de igual forma a la tolva o silo.Este material que se limpia se barre y es utilizado como desecho para producirnegro predial.
1 1 1Herramental, bomba de
aire. X X X X X X X
40
Según la eficiencia del pulverizado con el material molido se cambio o no la Cribametálica, se debe apagar totalmente la maquina, se debe quitar tornillos decompuerta trasera, con ayuda de una varilla se sacude la Criba metálica, con unbalde se recoge material que queda en la Criba metálica y no ha tamizado, confuerza y con ayuda de otro operario se levanta y se saca la Criba metálica, seprocede a cambiar la Criba metálica ya sea de 10, 12 y 14 mm según orden delsupervisor, se sopla la superficie y se ensambla la compuerta y por ultimo activarnuevamente la maquina, verificar que la compuerta cierre bien, atornillar los 4tornillos de la tapa y llevar residuos al Batche de producto molido. (Revisarprocedimientos seguro para cambio de Criba metálica, debe estar prendida labomba de aire).
2 2 2 Criba metálica.Bomba de aire, herramental. X X X X X X X X
41Llevar cada uno de los Batches almacenados en producto en proceso por turno osegún necesidad a bascula.
1 1 1 X X X X X
42Registrar peso en el sistema SIPICS y aclarar para donde se va el material, paraExtrusión (solo pulverizado), Inyección (molido), mezclas (pulverizado) o almacénrecuperados.
1 1 1 X X
43 Levar material al área que corresponda. 1 1 1 X X X X
44 Recibir material de Bascula o almacén directamente y almacenar en frente depulverizadoras.
1 1 1 X X X X X X X
45 Verificar el correcto funcionamiento de las pulverizadoras, cuchillas, tamizadores entreotros.
1 1 1 X X X X X X X
46 Ajustar al máximo rendimiento cada uno de los controles de las pulverizadoras para sitener una mayor productividad.
1 1 1 X X X X X X X
47El operario se debe hacer cargo de las dos pulverizadoras, al inicio de cada turnodebe verificar la orden de producción y continuar con la orden.
1 1 1 X X X X X X X
48 Buscar una estiba disponible y colocarla en el piso, debajo de la tolva. Esto se debe hacerpor cada pulverizadora.
1 1 1 X X X X X X X X X
49Colocar Big Bag sobre la estiba y engancharla al soporte de la salida de la tolva y en lasbases, tapar el batche para minimizar polución al ambiente de compuesto y evita perdermaterial.
1 1 1 X X X X X X X X X
50Prender las pulverizadoras (PALLMAN o REDUCTION) y verificar condiciones delproceso.
1 1 1 X X X X X X X
Botas punta plástica, gafas, tapa oídos,
overol azul, guantes anticorte, guantes de
carnaza.
Reductores de Dos extractores
PESAR
MOLEDORA ZER
MA (FO
LCIERI)
Bascula, montacargas.
Pulverizadora PALLMAN y REDUCTION

51
Estar pendiente de la alimentación del material molido, en caso de que se agote elmaterial debe de traer mas material del almacén de recuperados o del productoque se encuentre en proceso y solicitar al montacargas que transporte el material ylo ubique encima de la tolva de alimentación. (Se debe registrar el producto queentra y sale en el formato asignado).
1 1 1Montacargas, gato hidráulico móvil. X X X X X X X X
52Verificar que el compuesto este saliendo pulverizado de lo contrario modificarcondiciones del proceso para que la producción mejore.
1 1 1 X X X X X X X X
53
Si el producto pulverizado al salir de los silos por medio de las bombas de aire estaquedándose sin tamizar sobre la superficie del tamizador, se debe verter con lamano o un palo de escoba para que continúe el tamizado del producto, en elBatche también se debe ir esparciendo el material.
1 1 1Palo de escoba, tamiz
metálico. X X X X X X X X X
54Quitar el producto molido que queda sobre el tamizador y volver a echarlo sobrela tolva que esta alimentando el pulverizador.
1 1 1 Balde X X X X X X X X X
55 Una vez esté llena el Big Bag, cerrar la llave del silo. 1 1 1 X X X X X X X X X
56
Desenganchar Big Bag del soporte, registrara producto con una Cedula de producto,llevar el Batche a almacenamiento de producto en proceso para posterior peso en basculay registro de producción por turno (Formato F0620001). Repetir el proceso desde colocarBatche, incluyendo transporte de material. Si el producto es Presión, se envía a mezclassegún orden para posterior pigmentación a sanitaria, no se utiliza como Presión porestándares de calidad y nuevas propiedades del material.
1 1 1Formato célula de
producto y F0620001
Montacargas, gato hidráulico móvil X X X X X X X X X X
57 Apagar y des energizar totalmente la moledora o pulverizadora. 2 2 2 X X X X X X X X
58Desinstalar cada una de las cuchillas que tiene el cilindro de la moledoraaproximadamente 80 cuchillas y las pulverizadoras son discos o pastillas, dependede la pulverizadora
2 2 2 X X X X X X X X X
59Tomar las nuevas cuchillas e instalarlas en el cilindro de la moledora opulverizadora, algunas cuchillas todavía funcionan por lo que la dejan un tiempomas de uso.
2 2 2 X X X X X X X X X
60 Verificar correcto ensamble de las cuchillas. 2 2 2 X X X X X X X X X
61Energizar maquina y prenderla, verificar correcto funcionamiento de la maquina yde las cuchillas.
2 2 2 X X X X X X X X X
1D2A2B2E4B4C5A6A6E6R6T
Reductores de velocidad de llenado de pulverizado, minimiza la exposición de
polvo al ambiente.
Dos extractores de aire
(ventiladores).
En las paredes rejas y espuma.
Cubierta de tela en las entradas
Botas punta plástica, gafas, tapa oídos,
overol azul, guantes anticorte, guantes de carnaza, tapabocas
Productores de sobrecarga física: Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Del ambiente de trabajo. Microclima: Niveles de luz natural inadecuados. (TURNO 1)
Productores de inseguridad. Tipo mecánico: Máquinas peligrosas sin protecciones
Contaminantes del ambiente. Tipo físico: Ruido
PULV
ERIZAR
Productores de inseguridad. Tipo mecánico: Bandas transportadoras
Peligros asociados:
Contaminantes del ambiente. Tipo físico: Vibraciones
Contaminantes del ambiente. Tipo químico: Polvo
Productores de inseguridad. Tipo locativo: Zonas de almacenamiento
Productores de inseguridad. Tipo locativo: Desorden y desaseo
Mantenimiento de cuchillas
Herramientas que considere mantenimiento.
Cuchillas.
Productores de sobrecarga física. Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Productores de sobrecarga síquica. Turnos: rotativos nocturnos

Almacén semielaboradosturno 2 (6-2pm): 3; turno 3 (2-10pm): 3
1D 2E 4B 4C 5A 6A 6M 6R 6T 6X
PROCESO TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1Recibir correo, llamada o algún mensaje de parte del almacén de repuestos einsumos informando la llegada de los insumos. (Este almacén también tieneinsumos).
1 1 Computador X X X X
2 Delegar algún auxiliar para que traiga los insumos que llegaron de los proveedores. 1 1 X X X X
3Con un estibador manual, el operario se dirige al almacén de repuestos e insumospara traer el pedido con orden especificada.
1 1 X X X X X
4Pedir a almacén acceso adentro de las instalaciones para verificar con orden enmano las cantidades y referencias que debe llegar.
1 1 X X X X
5Levantar la estiba con el gato hidráulico y con firma y permisos, llevarla al almacénde semielaborados. Si es necesario envolver con VINIPEL los elementos de laestiba.
1 1 X X X X X
6Si es mas de una estiba, repetir la operación de ir y traer todas y cada una de lasestibas hasta el almacén.
1 1 X X X X X X
7Dejar la estiba dentro o fuera del almacén según disponibilidad, a la espera de queconformidad autorice o no la recepción de material según el resultado de laspruebas y medidas de los insumos.
1 1 X X X X X
8Cuando conformidad autorice y etiquete el producto como conforme se procede aalmacenarlo.
1 1 X X X X
9 Coger un estibador manual hidráulico o eléctrico, 1 1 X X X X X X
10 Levantar la estiba. 1 1 X X X X X X11 Transportar la estiba hasta el lugar de almacenamiento según referencias. 1 1 X X X X X X12 Descargar estiba en lugar asignado. 1 1 X X X X X X
13Levantar caja, canasta, lona, bolsa, u otro empaque que este sobre la estiba yacomodarlo en el estante
1 1Caja, canasta, lona,
bolsa, cartón, plástico, cinta.
Estantería X X X X X X X
14Si se encuentran mas de una referencia sobre la estiba, se debe transportar con osin gato hasta el estante y depositar materiales ahí.
1 1 X X X X X X X
15Al terminar de descargar todo de la estiba, devolver la estiba al lugar que estelibre.
1 1 X X X X X X X
16Si el producto es un insumo como etiquetas, sellos pequeños, oring, tornillería,entre otros, no es necesario utilizar gato hidráulico, solo depositar el insumo en surespectivo estante y unidad de empaque.
1 1 X X X X X X X
17 Coser lonas que este abiertas. 1 1 Cosedora de lonas X X X X X X X X18 Sellar cajas abiertas. 1 1 Cinta Cosedora neumática. X X X X X X X X
19Almacenar piezas de cromado con espumas, canastas especiales para ello y/ocartones para evitar rayones o algún defecto a la pieza.
1 1Espumas, cartón,
canastas X X X X X X X
20 Organizar la estantería, levantar elementos empacados y ubicarlos mejor. 1 1 X X X X X X X
EstibaEstibador eléctrico o
hidráulico
Alm
acen
amie
nto
Nro. Personas.
Estiba
Estibador eléctrico o hidráulico
Nro. Trabajadores del Área
PROCESO:
Estiba, VINIPEL
X
Estibador manual o eléctrico
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
PELIGROACTIVIDAD / TAREA / OFICIO
Rec
epci
ón d
e in
sum
os d
e pr
ovee
dore
s.
Almacenamiento primer piso. (alta rotación y poco volumen).
Botas de seguridad, tapa oídos, gafas, casco, guantes de nitrilo y carnaza, overol verde claro.

21Empacar piezas que este sueltas o sin unidad de empaque (solo para piezas queestén sueltas y se necesita de una unidad de empaque).
1 1 X X X X X X X
22Arrastrar canastas al lugar de almacenamiento para posterior empaque para salidade alguna pieza cromada, si es necesario llevar cartones y espumas para esteempaque.
1 1 X X X X X X X
1 1
22 Levantar estiba ya sea que este por fuera de el almacén, o dentro de él. 1 1 X X X X X X X X
23 Transportar estiba frente a la puerta ubicada en el segundo piso. 1 1 X X X X X X X X24 Abrir la puerta. 1 1 X X X X X X X X25 Levantar con el estibador eléctrico la carga hasta la puerta. 1 1 X X X X X X X X
26Levantar cada unidad de empaque (lona, caja, canasta, otros) de la estiba ubicadaenfrente de la puerta a altura del segundo piso
1 1 X X X X X X X X X
27 Transportar elemento hasta su estantería según referencia. 1 1 X X X X X X X X X28 Repetir este procedimiento hasta que se descargue todo de la estiba. 1 1 X X X X X X X X X29 Cerrar la puerta 1 1 X X X X X X X X
30Descargar estiba y ubicar estibador eléctrico en un lugar apropiado o llevarlo alotro almacén según disponibilidad.
1 1 X X X X X X X X
31Si los productos son pequeños o viene en pocas cantidades, se procede a subirlaspor las escaleras al hombro o en la espalda, según el peso.
1 1 X X X X X X X X X
32 Si no hay disponibilidad del estibador eléctrico, subir elementos por la escalera. 1 1 X X X X X X X X X
33Registrar en el sistema SIPICS todos y cada uno de los movimientos en el almacén,salidas, entregas, devoluciones, despachos entre otros.
1 1 X X X X X X X
34 Organizar elementos que estén por fuera del estante según referencia. 1 1 X X X X X X X
35Recibir devoluciones de cualquier área siempre y cuando pertenezcan al portafoliodel almacén.(entrada grande o por ventanilla).
1 1 X X X X
36Registrar en formato la razón de la devolución (no conforme, otro materialdiferente a la orden, entre otros) o llenar lista de entrega de piezas de cambio yfaltantes que se encuentra ubicada en la ventanilla.
1 1 Formatos. X X X X
37Registrar en el sistema SIPICS la devoluciones, de donde proviene y para donde va,según código de área.
1 1 X X X X
38 Entregar a la respectiva área la devolución. 1 1 X X X X X
39Con un estibador llevar esta devoluciones, si son pocas unidades, se lleva alhombro o en la mano.
1 1Estibador eléctrico o
hidráulico. X X X X X
40 Si es a algún proveedor externo, se lleva hasta el almacén de repuestos e insumos. 1 1 X X X X X
41Cada área se encarga de pedir por el sistema SIPICS, correo, Lync, personalmente uotros medios las cantidades y referencias que se requieran, estas son recibidas porel encargado el área para generar la orden.
1 1 X X X X
42Entregar orden de alistamiento a auxiliar de almacén y debe permanecer siemprecon él hasta que entregue el pedido o acabe el turno o lo ceda a otro auxiliar.
1 1 Formatos. X X X X
43Verificar cantidades y referencias en la orden, en algunos casos se revisa en elsistema si la referencia se encuentra disponible.
1 1 SIPICS X X X X
Botas de seguridad, tapa oídos, gafas, casco, guantes de nitrilo y carnaza, overol verde claro.
Estiba
Estibador eléctrico o manual.
Alm
acen
amie
nto
Dev
oluc
ione
s
Botas de seguridad, tapa oídos, gafas, casco, guantes de nitrilo y carnaza, overol verde claro.
Almacenamiento segundo piso. (Baja rotación y alto volumen)

44
Ir a cada uno de los estantes según la referencias y traer la cantidad requerida enuna lona, bolsa, canasta con espuma y cartón (piezas cromadas) oaproximadamente la cantidad en una lona o bolsa para posterior conteo enbascula. (Incluye al almacén ubicado en fundición y las canastas con piezascromadas, ya vienen con la cantidad respectiva).
1 1 X X X X X X
45Si son cantidades pequeñas, se pueden contar en el estante y empacar en una lonaque se lleva en la mano.
1 1 X X X X X
46 Para contar cantidades en la bascula, recoger N cantidades de la bolsa. 1 1 X X X X X
47
Ubicar los productos encima de la bascula 1 para tarar y calcular cantidadespromedio. Esta cantidad depende del peso y las cantidades. Se recomienda entremas livianas las piezas mayor el numero para tarar y entre mas pesadas las piezasmenor la cantidad a tarar. Existe la restricción de pesos máximos en las basculas yno se debe exceder.
1 1 X X X X X
48Digitar en la bascula cantidades a pesar (esta operación permite calcular el pesopromedio de las piezas). En la bascula 1 se debe ubicar cantidades estándares ( 20,30, 40, 50, 100)
1 1 X X X X X
49Restar peso de la canasta, lona, caja u otro elemento en el que esta almacenado elproducto.
1 1 X X X X X
50 Poner la bascula en cantidades. 1 1 X X X X X
51
Levantar lona, canasta, bolsa u otro unidad de empaque en la que esta el materialy ubicarlo encima de la bascula 2 con capacidad máxima de 40 Kgr, en algunasocasiones son piezas pequeñas y pocas, esta actividad se puede realizar e la mismabascula. (la bolsa se debe cortar con la selladora, permite sellar la base de la bolsa).
1 1 X X X X X
52Empezar a llenar lona, canasta, bolsa u otra unidad de empaque hasta que labascula indique las cantidades que se necesiten según la orden.
1 1 X X X X X
53Algunas lonas, estibas, cajas u otra unidad de empaque ya están contados o susunidades de empaque son estándar, se exime de la operación de contar conbascula.
1 1 X X X X X
54Si sobran piezas a la hora de tarar y el conteo, empacar en lonas o bolsas según lareferencia y transportarlo hasta el lugar de almacenamiento
1 1 X X X X X
55 Sellar lona, caja, bolsa entre otros si esta abierta. 1 1Cosedora industrial de hilo
y selladora. X X X X X X
56Ubicar encima de la estiba o carro móvil o canasta las referencias que se vanalistando y tachar en la orden o encima del carro móvil.
1 1Carro móvil, estibador eléctrico o manual o
canasta.X X X X X
57Cuando los elementos están en el segundo piso, entre dos operario bajar las lonaso cajas o lo que se necesite bajar, tirandolo desde el segundo piso y el otrooperario lo recibe en el primer piso. Se abre la puerta del segundo piso.
2 2 X X X X X X X X
58
Traer lona por lona u otras unidades de empaque del 2° piso hasta cumplir lascantidades requeridas (dirigirse a bascula a tarar y contar si es necesario), eloperario de abajo va almacenando en una estiba lo que se va lanzando delsegundo piso.
2 2 X X X X X X X X
59Cuando la orden este lista o parcial, levantar con un estibador manual o eléctrico laestiba o canastas y llevar elementos hasta la respectiva área.
1 1Estibador manual o
eléctrico X X X X X X
60 Realizar transferencia por el sistema SIPICS. 1 1 SIPICS X X X X
Caja, canasta, lona, bolsa, cartón, plástico, cinta.
4 Basculas
Caja, canasta, lona, bolsa, cartón, plástico, cinta.
Sal
ida
insu
mos
y s
emie
labo
rado
s.
Botas de seguridad, tapa oídos, gafas, casco, guantes de nitrilo y carnaza, overol verde claro.

61Entregar elementos al encargado del área. Se transporta con estibadores, carromóvil, al hombro o arrastrando las canastas con una varilla.
1 1Estibador manual o
eléctrico, carro móvil o arrastrar canastas.
X X X X
62Recibir elementos semielaborados (productos de cromado, grifería, fundición,tubosistemas, proveedores externos) de las diferentes áreas. Levantar elementos ytransportarlos.
1 1 X X X X X X
63 Registrar en el sistema las cantidades y referencias que se reciben. 1 1 SIPICS X X X X
64Recoger las estibas, canastas, lonas entre otras unidades de empaque en la partede afuera o prealmacenado dentro del almacén y almacenarlo directamente a losestantes, depende de la disponibilidad de espacio y/o operarios.
1 1 X X X X X X X
65De igual forma que en la recepción de insumos se reciben elementos y se procedeal almacenamiento.
1 1 X X X X X X X
66Llenar lista de entrega de piezas de cambio y faltantes que se encuentra ubicadaen la ventanilla.
1 1 Formatos. X X X X
67 Verificar cantidades y referencias en la orden. 1 1 X X X X
68Ir por los elementos que se piden en la orden. Se repiten las operaciones de salidade insumo y semielaborados pero en pequeñas cantidades.
1 1 X X X X X X
69Si es alguna devolución, se puede entregar mano a mano con el operario, es decirella devuelve un numero de piezas defectuosas y se traen ese mismo numero depiezas para entregarle. Registrar la devolución.
1 1 X X X X X X
70Si en el conteo falto alguna pieza y el encargado de la orden o del área, pide quefalto un numero de piezas, entregar mano a mano las cantidades faltantes sinningún tramite adicional.
1 1 X X X X
71 Entregar elementos por la ventanilla si son pequeñas cantidades y volumen. 1 1 X X X X
72Llevar orden a la respectiva área en un estibador manual o eléctrico según lanecesidad y tamaño de la orden. (Ensamble Gritería o tubosistemas).
1 1Estibador eléctrico o manual, carro móvil. X X X X X
1D
2E
4B
4C
5A
6A
6M
6R
6T
6X
Productores de inseguridad tipo locativo: Desorden y desaseo
Productores de inseguridad tipo locativo: Trabajos en alturas o profundidades
Peligros asociados:
Contaminantes del ambiente tipo químico: Polvo
Productores de sobrecarga física: Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Productores de sobrecarga física: Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Productores de inseguridad tipo mecánico: Máquinas peligrosas sin protecciones
Productores de inseguridad tipo locativo: Estado de pisos
Productores de inseguridad tipo locativo: Zonas de almacenamiento
Rec
epci
ón
sem
iela
bora
dos
Del ambiente de trabajo. Microclima: Niveles de luz natural inadecuados
Botas de seguridad, tapa oídos, gafas, casco, guantes de nitrilo y carnaza, overol verde claro.
Botas de seguridad, tapa oídos, gafas, casco, guantes de nitrilo y carnaza, overol verde claro.
Sal
ida
de P
rodu
ctos
por
ven
tani
lla.
Productores de sobrecarga síquica: Turnos: rotativos nocturnos

Almacenes repuestos y materias primas.3 repuestos, 2 insumos, 2 materias primas, 2 conductores
Nro. PERSONAS
2A 2E 4B 6D 6R
PROCESO TURNO OrdMATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1 En portería se autoriza el ingreso del vehiculo 1 X X
2Indicar al vehiculo que se debe parquear en el muelle, en la mayoría de veces odonde haya disponibilidad.
2 X X
3 Recibir factura de orden de compra, verificar orden y autorizar el descargue. 2 X X
4
Solicitar montacargas para posterior descargue de material desde muelle hasta elalmacén (MATERIAS PRIMAS).Los proveedores de insumos y algunos activos son los encargados de llevar elmaterial hasta el almacén, los operarios colaboran con el transporte hacia elalmacén de insumos.Inspeccionar el descargue de los proveedores. Se debe alistar estibas, VINIPEL yotros elementos para el descargue.
4 X X X X
5Verificar que las cantidades y referencias que estan descritas en la orden sean lasque lleguen en la tractomula, camión u otros vehículos.
4 X X X
6Indicar al montacargas el lugar de almacenamiento de las materias primas oinsumos en el respectivo almacén. Mensualmente se transportan entre 30-35toneladas de resina
4 X X X
7Si son compuesto que se reciben por peso, se debe pesar todas las referencias enla bascula, normalmente son compuestos para fundición, como bronce, latón zincentro otros.
2 Bascula, Montacargas. X X X X
8Al terminar el descargue de los materiales, se debe registrar en los formatoscorrespondiente las cantidades que entraron al almacén.
4 X X X
9 Firmar la orden del proveedor y quedarse con una copia para el registro en SIPICS 4 X X X
10
Registrar en SIPICS la entrada de material al almacén de materias primas oinsumos, se ingresa numero de orden y cantidades que llegaron, si llegaron más,se rechazan o se confirma con el jefe si se deciden recibir, si llegan menos, se pasala orden como parcial hasta que se complete el pedido en futuras requisiciones y sise cumple la orden se pone en el sistema que la orden ya fue completada.
4 SIPICS X X X
11Entregar al proveedor la orden con sellos y firmas de recibido por parte delalmacén.
3 Sellos X X X
12Si es necesario, almacenar las estibas cuando quedan mal ubicada o en lugares noasignados.
2Estibador manual y
eléctrico. X X X X
13Enrollar algunas materias primas con VINIPEL, evita polución de materiales, ajustalos bultos estibados, desplome de materiales de varios pisos.
3 VINIPEL X X X X
Montacargas eléctrica o de gas.
Formatos, papelería
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
PROCESO:
Rec
epci
ón M
ater
ias
Prim
as e
insu
mos
de
prov
eedo
res
en v
ehíc
ulos
.
Nro. Trabajadores del Área
PELIGROACTIVIDAD / TAREA / OFICIO
Bot
as d
e se
gurid
ad, t
apa
oído
s, g
afas
, cas
co, g
uant
es d
e ni
trilo
y c
arna
za, o
vero
l ver
de c
laro
.

PROCESO TURNO OrdMATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
14
Conformidad toma muestras de los insumos y materias primas, y según estosanálisis se pone etiquetas de EN ESPERA, CONFORME o NO CONFORME, Si esno conforme pasara a devolución, si es conforme se almacena y si es en espera sealmacena o se deja en prealmacenamiento hasta que se confirme CONFORME oINCONFORME.
1 Etiquetas X X
15Para realizar una compra de algún insumo o materia prima, se envía un correodonde especifique las materiales y cantidades, almacén monta en el sistema larequisición y se envía a compras.
2 Computador. E-mail X X
16Recibir pedidos ya sea insumos, repuestos, activos, entre otros y dejarlos en unlugar destinado para materiales que llegan al almacén, normalmente lo dejan ahípor falta de tiempo para almacenar.
5 Estantería X X X X
17Si el pedido viene en cajas se debe abrir cajas con bisturí y verificar contenido, sison bolsas contarlas.
5 Bisturí X X X X
18Con ayuda de un estibador manual o estibador eléctrico, levantar la estiba con elmaterial almacenado en ésta.
5 Estiba de madera X X X X
19
Transportar estiba al lugar asignado para esta referencia, no siempre se cuenta conun lugar fijo para cada cosa pero cuando existe un lugar asignado se realiza estaoperación, de lo contrario buscar un lugar seguro y viable para almacenar dichaestiba.
5 X X X X
20 Descargar estiba en el lugar seleccionado. 5 X X X X
21Si es necesario envolver en VINIPEL, poner cedulas a productos en las estibas omarcarlos con marcador
5Papelería,
marcadores, VINIPEL
X X X X
22Dejar el estibador manual o eléctrico en un lugar especifico para su posterior uso odejarlo junto con la estiba anteriormente almacenada.
5 X X X X
23Cuando se almacena en el segundo piso, Se utilizar el estibador eléctrico, se abrelas puertas ubicadas al borde del segundo piso
5 X X X X
24 Se opera la maquina hasta dejar la carga en el segundo piso. 5 X X X X
25Con ayuda de un estibador manual se lleva las estibas ubicadas en el segundo pisoal lugar asignado de almacenamiento o en algún lugar disponible en el momento.
5 X X X X
26En algunas estibas se debe organizar los materiales de tal forma que quedenorganizados y en buenas condiciones de almacenamiento, que no se desplome, nidañen los materiales, en su mayoría cajas.
5 Estiba de madera X X X X
27Envolver con VINIPEL los materiales que se encuentran sobre la estiba, previenepolución por el polvo, y no deja que se desplome la estiba.
5 VINIPEL X X X X
28
Almacenar cada uno de los pedido que van llegando, en primera instancia se dejaen un estante, en seguida cuando se disponga de tiempo se debe llevar al lugar dealmacenamiento ya sea en insumos, tornillería o repuestos, cuando son ordenesque tienen salida del almacén a la planta ese mismo día o alguna urgencia, se dejaen este estante.
5 Estantería X X X X
Estibador manual y eléctrico.
Estibador manual y eléctrico.
Alm
acen
amie
nto
(Ope
raci
ón, d
espa
cho,
ent
rada
s)
Bot
as d
e se
gurid
ad, t
apa
oído
s, g
afas
, cas
co, g
uant
es d
e ni
trilo
y c
arna
za, o
vero
l ver
de c
laro
.

PROCESO TURNO OrdMATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
29Marcar las piezas que se entreguen con el numero de referencia, numero de ordeno requisición y saldo, para referenciar los materiales y que no se confundan.
5 Marcador X X X X
30Los usuarios internos deben enviar correos para pedir cualquier elemento ya seadel almacén o de compra, si es de compra el almacén es el encargado de realizaresta orden y compras realiza toda la gestión de compra.
5 X X X
31 Según la referencia escrita en el material depositarlo en su respectivo lugar. 5 X X X X
32Alistar Orden, traer del almacén el o los compuestos que soliciten según remisión,requisición, correo, salida u otro documento que se requiera para poder sacaralgún material del almacén. Si son sellos se debe llenar planilla de salida de sellos.
5 X X X X
33
Buscar referencia que se dio por sistema o ir hasta el estante, si es necesarioutilizar estibadores u otro elemento para transportar mercancía o llevarlo en lamano, al hombro y entregarlo por ventanilla. Algunas ocasiones los operaros deotras áreas entran al almacén y recogen los elementos autorizados.
5 X X X X
34 Alcanzar las referencias que estan en los estantes mas altos con escalera. 5 Escalera X X X X
35 Firmar documento de entrega, registrarlo en SIPICS y poner sellos si se requiere. 5 Sellos y firmas X X X
36Mensualmente se revisa en el sistema que ha salido y que ha llegado, realizan uninventariado por SIPICS. Se deben de pedir unidades de Stock de seguridad.
5 X X X X
37Con orden firmada por responsable de la salida se procede a llevar el activo hastael almacén, esta actividad la realiza cada una de las áreas.
3 X X X X
38 Recibir orden de salida de activos firmada. 3 X X X39 Verificar cantidades y referencias de los activos a salir. 3 X X X X40 Informar a auditor interno para su revisión de cantidades y referencias. 3 X X
41Si el proveedor externo encargado viene por los activos se le debe facilitarelementos para el cargue.
3 X X
42Registrar la salida por la portería # 5 y el celador encargado debe autorizar yregistrar dicha salida.
3 X X X
43Recepción: el proveedor es el encargado de llevar el activo hasta las puertas delalmacén, si el repuesto es muy pesado se recibe por la puerta grande, repuestosno pesados por la ventanilla.
3 X X
44Recibir el activo con ordenes, se verifica cantidades y referencias, se debecorroborar con la salida del activo.
3 X X X X
45Informar a la respectiva área que el activo ya llego para que lo recojan, de locontrario almacenar.
3Estibador manual y
eléctrico X X X
46 Pesar los elementos de la estiba y registrar peso en la orden. 3 Bascula X X X
47Informar al auditor interno que el o los activos llegaron para que realice larespectiva inspección de la orden.
3 X X
Estibador manual y eléctrico
Estiba de madera
SIPICS
Bot
as d
e se
gurid
ad, t
apa
oído
s, g
afas
, cas
co, g
uant
es d
e ni
trilo
y c
arna
za, o
vero
l ver
de c
laro
.
Orden, remisión.
Alm
acen
amie
nto
(Ope
raci
ón, d
espa
cho,
ent
rada
s)S
alid
a y
rece
pció
n de
act
ivos
.

PROCESO TURNO OrdMATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
48Al autorizar la recepción por parte del auditor, se almacena en algún lugardisponible hasta que el destinatario (área) venga por el pedido.
3Estibador manual y
eléctrico X X X
49Se debe realizar la transferencias y/o el registro por el sistema SIPICS con previasautorizaciones.
3 SIPICS X X
50Planear los pedidos a llevar y recoger materiales, activos, cromados, reparaciones,mantenimientos... durante la semana o en el mismo día, se realiza segúnpriorizaciones, las urgencias se atienden primero.
2Tablero acrílico,
marcadores. X X
51
De igual forma que para la salida y recepción de activos se realiza el mismoproceso, en donde se deben verificar cantidades con el auditor y el celador. Debenvenir marcados los elementos con el numero de referencia de salida. De igualforma si son elementos que se traen de semielaborados.
2 X X X
52Si los materiales a llevar esta en el almacén de semielaborados, debe de pedir quetraigan los materiales o ir por ellos, solo si ya esta realizada la transferencia.Imprimir documento para autorizar con sellos y firmas las salidas.
2 PapeleraEstibador manual y eléctrico, Impresora,
computador.X X X
53Pedir al montacargas o llevar con un estibador manual la respectiva estiba con losactivos hasta la bascula y después al camión o furgón. (todo debe de ir pesado).
2Montacargas eléctrica o de
gas, estibador manual. X X X X
54Ya autorizada e impresa la salida, el conductor debe planear la ruta para minimizarrecorridos. Esta actividad la realizan sin ningún calculo, solo con la experiencia delconductor y el conocimiento de Bogotá y alrededores se realiza la distribución.
2 X X X
55Si los elementos están desorganizados, el conductor organiza a criterio de él loselemento sobre la estiba, realizan posturas incomodas.
2 X X X X
56Si no se encuentran los materiales descritos en la orden, se procede a llamar aljefe o directamente al encargado para que traigan los materiales faltantes alalmacén.
2 Avantel. X X X
57Llevar ordenes y traer elementos en el día. De igual forma se trae diferentescompras que sean necesarias en el día.
2 2 Camionetas X X X
58Entregar en la puerta del almacén y se debe realizar el respectivo registro en laportería, con el auditor, y otros que estén involucrados para la autorización de larecepción del material.
2 X X X
59Si es necesario pedir a montacargas que descargue los elementos o con elestibador manual o al hombro.
2 Montacargas X X X
60Después de autorización en portería del ingreso del proveedor, este se dirige a laventanilla del almacén.
3 X X
61 Recibir orden de requisición traída por el proveedor. 3 X X X
Env
íos
(Con
duct
ores
.)E
ntre
ga d
e pr
ovee
dore
s ex
tern
os v
enta
na p
eque
ña. Bot
as d
e se
gurid
ad, t
apa
oído
s, g
afas
, cas
co, g
uant
es d
e ni
trilo
y c
arna
za, o
vero
l ver
de c
laro
.

PROCESO TURNO OrdMATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADORPELIGROACTIVIDAD / TAREA / OFICIO
62Revisar en el sistema si la orden existe, si ha caducado y se decide si se recibe ose devuelve por anticipo de la fecha establecida.(ordenes con fecha de entregamuy próximas a la remisión)
3 X X X
63
Recibir elementos que debe están descritos en la orden, si las cantidades sonmayores a la orden se habla con el jefe para autorización de recibir el excedente,si la orden viene en cantidades menores a la orden, se debe generar una ordenparcial y si la cantidad viene exacta a la orden, se realiza el respectivo registro dela entrega
3 X X X X
64Cuando se desconoce el destino de los materiales de la orden, se envía un correoal destinatario para que indique a que almacén se debe hacer la transferencia.
3 Computador E-mail X X X
65Dejar materiales de entrada prealmacenado en la estantería ubicada al lado de laventana, en algunas ocasiones se almacena directamente al almacén.
3 Estantería X X X
66Si el producto pertenece a otro almacén como a semielaborados, por medio delALCATEL informar que la orden que llego y deben venir por ella.
3 Alcatel X X X
67Si el elemento es de urgencia, Informar inmediatamente al destinatario de la ordenque llego el pedido, en algunas ocasiones se lleva hasta el lugar correspondiente.
3Avantel, Montacargas,
Estibadores. X X X
68 Registrar en el sistema la entrada a almacén de la requisición. 3 X X X
69 Se debe registrar en el sistema SIPICS, la respectiva transacción de transferencia. 3 X X X
70Escribir en los materiales recibidos la referencia, para posteriormente almacenarpor referencia.
3 Marcador. X X X
71
Si es una devolución por no conformidad, registrar en el sistema, buscar orden deentrada, se le lleva al jefe y pedir carta a conformidad donde especifique por queno cumple, se reúnen papeles y llamar a compras para especificar devolución,llamar al respectivo proveedor para que Recoba el material de devolución
5 Papelería SIPICS X X X
72
Si es una devolución por reparación, se debe registrar en el sistema y llamar arespectivo proveedor para que recoja el material, la entrega la realiza el auditor yel respectivo destinatario del área, se debe tomar una fotocopia a la cedula delconductor encargado de llevar las devoluciones para el registro.
5 Papelería Fotocopiadora, SIPICS X X
73Algunas devoluciones se transportan por los carros de la empresa destinados adicho fin, según la urgencia.
5 Furgón o camioneta. X X X
2A2E4B6D6R
Productores de inseguridad: tipo mecánico: Vehículos de carga
Productores de sobrecarga física: Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Contaminantes del ambiente: tipo químico: Polvo
Ent
rega
de
prov
eedo
res
exte
rnos
ven
tana
peq
ueña
.
Bot
as d
e se
gurid
ad, t
apa
oído
s, g
afas
, ca
sco,
gua
ntes
de
nitr
ilo y
car
naza
, ov
erol
ver
de c
laro
.
SIPICS
Productores de inseguridad: tipo locativo: Zonas de almacenamiento
Bot
as d
e se
gurid
ad, t
apa
oído
s, g
afas
, cas
co, g
uant
es d
e ni
trilo
y c
arna
za, o
vero
l ver
de c
laro
.
Dev
oluc
ione
s
Peligros asociados:Contaminantes del ambiente: tipo físico: Ruido

Almacén de producto terminado Turno 1: 6, Turno 2: 6, Turno 3: 6, Turno Ord:3
4B 4C 5A 6R 6X
PROCESO TURNO 1 TURNO 2 TURNO 3MATERIAS PRIMAS
HERRAMIENTAS O EQUIPOS
FUENTE MEDIO TRABAJADOR
1Recibir en "burros" carros móviles, directamente transportado por la montacargasen la puerta de los patios, el tubo debe estar con recibo de bascula.
3 3 3Carros móviles manuales,
Montacargas. X
2Verificar cantidades y productos que estén descritas en el tiquete entregado porbascula.
3 3 3 X
3Registrar cantidades y referencia que ingresa a almacén de producto terminadosen formato y sistema SIPICS.
3 3 3 Formato SIPICS X
4Transportar carro móvil, "burro" o montacargas con tubos hasta el lugar de lareferencia para posterior almacenamiento.
3 3 3 X X X
5En algunas ocasiones, transportar tubos a un lugar disponible si no hay quienalmacene por disponibilidad de personal.
3 3 3 X X X
6Después de recibir y transportar los productos al patio y encontrar la referencia seprocede a almacenar. Los productos deben estar pesados y con etiqueta. (No pasaningún carro que no este pesado).
1 1 1 Etiqueta X X X X X
7
Llevar el carro móvil hasta la referencia, si es en el segundo, tercero o cuarto pisopedir al montacargas que levante el carro móvil sobre el "burro" y acomodarlo enfrente del estante, si no hay disponibilidad de "burros" el montacargas mantiene lacarga a la altura requerida.
1 1 1 X X X X X
8Subir al piso donde este ubicado el estante. (Debe utilizar los elementos detrabajo en alturas, eslinga y arnés).
2 2 2 X X X X X
9Enganchar eslinga sobre la superficie superior. (en caso del primer piso no senecesita y en el cuarto piso se engancha sobre la parte inferior)
2 2 2 X X X X X
10 Empezar a halar la tubería y acomodarla sobre el estante. 2 2 2 X X X X X
11 Sacar tubo por tubo hasta terminar de desocupar el carro móvil. 2 2 2 X X X X X
12 Almacenar los tubos de tal forma que queden alineados y uno encima del otro. 2 2 2 X X X X X
13Si se acabaron los tubos del estante, pasar al siguiente donde se encuentre elmismo producto, otros operarios empujan el "burro" en frente de este estante.
2 2 2Burro y carro móvil
manual. X X X X X
14
Cuando se termine de descargar los tubos, pedir al montacargas que baje el carroo si se utiliza el burro que baje el carro móvil y acomode el "burro". (En algunoscasos el operario baja y mueve el "burro" hasta el lugar asignado o lo lleva paraotro almacenaje)
1 1 1 Montacargas X X X
15 Transportar el carro hasta la referencia de la tubería. 2 2 2 Carro móvil manual. X X X X X
16 Descargar los paquetes de tubos del carro a la estantería. 2 2 2 Estantería X X X X X
17Si se revienta algún Zuncho del paquete de tubos, tratar de reutilizar el que serompió o poner un zuncho nuevo.
1 1 1 Zuncho X X X X X
18 Almacenar la tubería alineada y uno encima de otro. 2 2 2 X X X X XAlmacenamient
Guantes cubiertos en caucho, Caso, Gafas oscuras, Tapa oídos, Pava para el sol,
Botas de seguridad, Buzo y chaqueta, Overol, Eslinga y
arnés, Impermeable, Botas de caucho.
Guantes cubiertos en caucho, Caso, Gafas oscuras, Tapa oídos, Pava para el sol,
Botas de seguridad, Buzo y chaqueta, Overol, Eslinga y
arnés, Impermeable, Botas de caucho.
Guantes cubiertos en caucho, Caso, Gafas oscuras, Tapa oídos,
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
ACTIVIDAD / TAREA / OFICIO
Nro. Trabajadores del Área
Recepción de tubos menores
a 20"
Almacenamiento de tubos sueltos en estantería
PROCESO:
Nro. PERSONAS
PELIGRO
Carros móviles manuales, Montacargas, burro.
Eslinga y arnés

19Al terminar de descargar todos los tubos, llevar el carro al lugar asignado o llevarlopara algún operario o montacargas que lo necesite.
2 2 2 carro móvil manual X X X X X
20 Re organizar los tubos. 2 2 2 X X X X X
21 Amarra tubos que queden sueltos sobre la estantería. 2 2 2 Zunchos X X X X X
22Ubicar tubos sueltos sobre la estantería seleccionada para estos. (queda tuberíasuelta por que en las ordenes de despacho hay cantidades que no son exactas alos paquetes de 10, 15 0 20 tubos, por ejemplo se necesitan 87 tubos).
2 2 2 X X X X X
23 Transportar carro con la tubería hasta la plancha donde este la referencia del tubo. 2 2 2 X X X X
24 Traer estibas y ubicarlas en el piso donde se va a almacenar la tubería. 1 1 1 Estibas X X X X
25 Levantar tubo (uno por uno) del carro y ubicarlo sobre las estibas. 2 2 2 X X X X
26Levantar el siguiente tubo y ubicarlo de tal forma que quede invertido a lacampana del anterior tubo, es decir que los extremos de los tubos quede campana-sello-campana... y así sucesivamente hasta completar el primer nivel de la plancha.
2 2 2 X X X X
27Amarrar extremos de los tubos con zunchos, se amarran de a 3-4-5-6-7-8-9-10dependiendo del diámetro del tubo, esto evita que las planchas se desplomen
2 2 2 Zunchos X X X X
28Ubicar el carro perpendicular al nivel anterior que se almaceno, facilita elalmacenamiento del siguiente nivel.
2 2 2 X X X
29
Levantar tubo y soltarlo, a la vez empujarlo sobre la plancha, el tubo rueda sobrela plancha hasta quedar estibados, almacenar los primeros tubos sin rodar, esdecir, estibar en el extremo de la plancha y este queda como guía y tope para losotros. De igual forma deben estar invertidos las campanas con los sellos.
2 2 2 X X X X
30Repetir esta actividad hasta que se complete la plancha o se terminen los tubosdel carro y de nuevo amarrar extremos de los tubos con zunchos
2 2 2 X X X X
31Al tener una plancha con niveles alto (mayores a 1.5 metros en promedio),almacenar tubos con ayuda de un dispositivo en altura "gato".
2 2 2 X X X
32 Llevar "gato" hasta la plancha donde se va a almacenar. 2 2 2 X X X X
33 Ponerse los elementos de trabajo en alturas, eslinga, arnés y casco. 2 2 2 X X
34 Ubicar el "gato" encima de la plancha donde se va a almacenar. 2 2 2 X X
35 Subir por las escaleras del "gato" hasta llegar a la superficie de la plancha 2 2 2 X X
36 Enganchar eslinga a gancho de izado. 2 2 2 X X
37 Sentarse en el borde de los tubos. 1 1 1 X X
38Pedir al montacargas que levante el carro hasta la altura de la plancha, de talforma que la tubería quede perpendicular al nivel anterior de la plancha.
1 1 1 Montacargas X X
39Coger tubo por tubo y halarlo hasta que el otro operario lo reciba y ayude ahalarlo
1 1 1 X X X
40Estibar el tubo con extremos intercalados, empujar, alzar, rodar entre otras formaspara esta actividad.
1 1 1 X X X X
41 Cuando se complete el nivel de la plancha, amarrar los tubos en los extremos. 2 2 2 Zunchos X X X
Almacenamiento de tubería amarrada (Zunchos).
Almacenam
iento de tubos suelto
s en plancha
oscuras, Tapa oídos, Pava para el sol,
Botas de seguridad, Buzo y chaqueta, Overol, Eslinga y
arnés, Impermeable, Botas de caucho.
Guantes cubiertos en caucho, Caso, Gafas oscuras, Tapa oídos, Pava para el sol,
Botas de seguridad, Buzo y chaqueta, Overol, Eslinga y
arnés, Impermeable, Botas de caucho.
Carro móvil manual
Dispositivo de alturas gato o pórtico.

42Pedir al montacargas que transporte el carro al otro lado de la plancha y ubicar elcarro de la forma que quede los tubos perpendiculares a la anterior plancha.
1 1 1 Montacargas X X
43 Continuar con el almacenamiento de la tubería. 2 2 2 X X X
44Al terminar de almacenar los tubos, completar el nivel de la plancha o llegar a laaltura máxima de la plancha, desenganchar eslinga y proceder a bajar por lasescaleras.
2 2 2 X X
45Informar al montacargas que baje el carro y que lo transporte hasta el lugar que se requiera.
1 1 1 Montacargas X X
46Transportar "gato" hasta la próxima referencia a almacenar o llevarlo al lugarasignado o dejarlo donde se trabajó.
2 2 2Dispositivo de alturas gato
o pórtico. X X X X
47Recibir la tubería pesada de bascula, pedir al montacargas que aliste el carro móvilgrande para llevar tubos y ubicarlo en el pasillo para posterior cargue de tubossobre el carro.
1 1 1 X
48Poner sobre las horquillas de la montacargas dos tubos metálicos largos paralevantar los tubos.
1 1 1 X
49Conducir a la respectiva extrusora, acampanadora o bascula o puerta de patios y levantar el tubo.
1 1 1 X
50 Transportar tubo hasta el carro y ubicarlo encima. 1 1 1 X
51 Repetir estas operaciones hasta llenar el carro de tubos sin exceder la capacidad. 1 1 1 X
52 Enganchar carro al montacargas. 1 1 1 X
53 Transportar carro hasta el área de patios y despachos. 1 1 1 X
54 Descargar tubería del montacargas con los mismo implementos para cargar. 1 1 1 X
55Almacenar tubería en planchas y según referencia, deben de quedar alineados yparalelos, de tal forma que quede la campana del tubo hacia un lado y el siguientetubo quede el sello al lado de la campana de tal forma que queden intercalados.
1 1 1 X
56Almacenar tubería en planchas uno encima del otro, quedando estas planchasperpendicular nivel a nivel.
1 1 1 X
57Amarrar con zuncho las partes extremas de los tubos para que no se rueden odesplome la plancha.
1 1 1 Zunchos X
58Llevar el carro hasta el lugar asignado o llevarlo hasta el pasillo nuevamente sitodavía queda tubería por almacenar.
1 1 1 X
59 Llevar "gato" hasta la plancha donde se va a almacenar. 2 2 2 X X X X X
60 Ponerse los elementos de trabajo en alturas, eslinga, arnés y casco. 2 2 2 X X X X
61 Ubicar el "gato" encima de la plancha donde se va a almacenar. 2 2 2 X X X X X
Recepción de tubos mayores
a 20"
Guantes cubiertos en caucho, Caso, Gafas oscuras, Tapa oídos, Pava para el sol,
Botas de seguridad, Buzo y chaqueta, Overol, Eslinga y
arnés, Impermeable, Botas de caucho.
Montacargas y carro móvil grande, tubos metálicos
largos.

62 Subir por las escaleras del "gato" hasta llegar a la superficie de la plancha 2 2 2 X X X X
63 Enganchar eslinga a gancho de izado. 2 2 2 X X X X
64Poner sobre las horquillas de la montacargas dispositivo metálico largo paralevantar los tubos.
2 2 2 X X X
65 Levantar tubo hasta la altura requerida según el nivel de la plancha. 2 2 2 X X X
66Ubicar el tubo de tal forma que queden intercalados los sellos y las campanas, eloperario que se encentra ubicado en la parte superior de la plancha ayuda a apilarel tubo.
2 2 2 X X X X X
67Al terminar de estibar o apilar los tubos, llevar carro desocupado hasta lugarestablecido.
2 2 2 X X X
68 Cuando se complete el nivel de la plancha, amarrar los tubos en los extremos. 2 2 2 X X X
69Al terminar de almacenar los tubos o llegar a la altura máxima de la plancha,desenganchar eslinga y proceder a bajar por las escaleras.
2 2 2 X X X
70Informar al montacargas que baje el carro y que lo transporte hasta el lugar que se requiera.
2 2 2 X X X
71Transportar "gato" hasta la próxima referencia a almacenar o llevarlo al lugarasignado o dejarlo donde se trabajó.
2 2 2 X X X
72 Autorizar la entrada del camión a las instalaciones de la planta. 1 1 1 X
73Descargar material del vehículo y almacenarlo en patios o afuera de la planta deproducción. (depende de la referencia y disponibilidad).
1 1 1 X
74 Tapar con plásticos los productos. 1 1 1 Plástico X X X
75 Amarrar con zuncho los productos. 1 1 1 Zunchos X X X
76Verificar cantidades y referencias en presencia de auditor para posterior firma dela recepción completa del material.
1 1 1 X
4B4C5A6R6X
Recepción de proveedores externos
(geosistemas)
Productores de sobrecarga síquica: Turnos: rotativos nocturnos
Productores de inseguridad tipo locativo: Zonas de almacenamiento
Guantes cubiertos en caucho, Caso, Gafas oscuras, Tapa oídos, Pava para el sol,
Botas de seguridad, Buzo y chaqueta, Overol, Eslinga y
arnés, Impermeable, Botas de caucho.
Dispositivo de alturas gato o pórtico.
Montacargas.
Montacargas
Productores de sobrecarga física: Postura corporal inadecuada: encorvado, rotado, flexionado, extendido, encogido
Peligros asociados:
Productores de sobrecarga física: Tipo de trabajo: liviano, moderado, pesado, dinámico, estático
Almacenamiento de tubería pesada y
diámetro menor a 20"
Productores de inseguridad tipo locativo: Trabajos en alturas o profundidades

TALLER DE PROYECTOS
Turno 6-2 pm 8 colaboradores , Turno 2-10 pm 7 colaboradores
1B 2A 2B 2E 2I 2J 4A 4C 5C 5C
TURNO 1 TURNO 2 MATERIAS PRIMASHERRAMIENTAS O
EQUIPOSFUENTE MEDIO TRABAJADOR
1Recepción de planos de piezas a mecanizar, y nuevos moldes a producir por parte de innovación y desarrollo
1 1 X X X X X
2Evaluación de los planos en solidworks y determinar los cortes que se debe realizar para realizar la pieza.
1 1 X X X X X
3 Alistamiento de las herramientas y del torno 1 1 X X X X X X X4 Montaje de la pieza que se vaya a mecanizar 1 1 X X X X X X X5 Accionamiento de la palanca, para el encendido del torno. 1 1 X X X X X X X6 Funcionamiento del torno 1 1 X X X X X X X7 Desmontaje de la pieza mecanizada 1 1 X X X X X X X8 Limpieza de viruta generada de la máquina y piezas 1 1 X X X X X X X9 Verificación de diámetros y longitudes especificadas. 1 1 X X X X X X X10 Determinación de producto conforme y no conforme 1 1 X X X X X X X
11 Limpieza del torno a mayor profundidad, cuando se termine el turno. 1 1 X X X X X X X
12 Verificación del correcto uso de la máquina 1 1 X X X X X X X13 Instalación de la broca en el cabezal según la pieza a mecanizar 1 1 X X X X X X X
14Instalación de bridas, mordazas, calzos, gatos, escuadras según pieza y mecanizado a trabajar
1 1 X X X X X X X
15 Montaje de la pieza en la fresadora. 1 1 X X X X X X X
16 Marcado en la pieza los lugares en el cual se va a mecanizar la pieza 1 1 X X X X X X X
17 Manipulación de las palancas eje X,Y y Z para el respectivo mecanizado 1 1 X X X X X X X
18 lubricación de la pieza si se requiere 1 1 X X X X X X X19 Encendido de la fresadora 1 1 X X X X X X X20 Mecanizado activando las palancas y botones de la fresadora 1 1 X X X X X X X21 Limpieza de la máquina y de la viruta generada 1 1 X X X X X X X22 Verificación del correcto uso de la máquina 1 1 X X X X X X X23 Instalación de la broca en el cabezal según la pieza a mecanizar 1 1 X X X X X X X
24Instalación de bridas, mordazas, calzos, gatos, escuadras según pieza y mecanizado a trabajar
1 1 X X X X X X X
25 Montaje de la pieza en la fresadora. 1 1 X X X X X X X
26 Marcado en la pieza los lugares en el cual se va a mecanizar la pieza 1 1 X X X X X X X
27 Manipulación de las palancas eje X,Y y Z para el respectivo mecanizado 1 1 X X X X X X X
28 lubricación de la pieza si se requiere 1 1 X X X X X X X29 Encendido de la fresadora 1 1 X X X X X X X30 Mecanizado activando las palancas y botones de la fresadora 1 1 X X X X X X X31 Limpieza de la máquina y de la viruta generada 1 1 X X X X X X X32 Ajuste calibración, montaje y desmontaje de máquina. 1 1 X X X X X X X
33 Desplazamiento de la palanca derecha hacia abajo, logrando perforar la pieza. 1 1 X X X X X X X
34 Limpieza de viruta de la máquina y el piso. 1 1 X X X X X X X
35Transporte de piezas conformes a probador, almacén o máquina para mecanizado y piezas no conformes y viruta a zona de fundición.
1 1 X X X X X X X
36 Verificación del funcionamiento del esmeril 1 1 X X X X X X X
NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Ninguno NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Ninguno NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Ninguno NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Ninguno
Ninguno
MATRIZ DE RIESGOS
SISTEMA DE CONTROL ACTUAL
PELIGRO
Torno paralelo, llaves bristol , burilesy pistola de aire.
PROCESO:
PROCESO
Papelería
Lija, acero, acero inoxidable, bronce, aluminio, cobre,
aleaciones.
ACTIVIDAD / TAREA / OFICIO
Nro. Trabajadores del Área
Nro. PERSONAS
Fresadora de torreta herramientas de
corte,Pistola de aire,
Fresadora universal, pistola de aire,
herramientas de corte
Taladro de árbol
Fresadora convencional universal
Taladro Árbol
Recepción de planos y especificaciones técnicas
Mecanizado convencional con arranque de viru
ta
Torno paralelo convencional
Fresadora convencional de torreta
Acero, acero inoxidable, bronce, aluminio, cobre, aleaciones, refrigerantes
y lubricantes
Acero, acero inoxidable, bronce, aluminio, cobre, aleaciones, refrigerantes
y lubricantes
Acero, acero inoxidable, bronce, aluminio, cobre, aleaciones, refrigerantes
y lubricantes
Computador, programas solidworks,
mastercam

37 Afilamiento de buriles, brocas, escareador, herramientas. 1 1 X X X X X X X
38 Quitar rebabas de piezas mecanizadas. 1 1 X X X X X X X
39 Limpieza de la máquina y de la viruta generada 1 1 X X X X X X X
40 Montaje y Ajuste de la pieza que se va a realizar el acabado. 1 1 X X X X X X X41 Encendido de la piedra 1 1 X X X X X X X
42Activado el desplazamiento de la máquina, del carro y ajuste de la profundidad de la pieza
1 1 X X X X X X X
43 Mecanizado de la pieza 1 1 X X X X X X X
44Si la pieza necesita acabado en otra cara, desmontar y realizar el mismo procedimiento
1 1 X X X X X X X
45 Limpieza de la maquinaria y viruta generada 1 1 X X X X X X X46 Búsqueda de la pieza a mecanizar. 2 1 X X X X X X X
47 Programación de los cortes de la pieza a mecanizar en el Mastercam. 2 1 X X X X X X X
48 Montaje de la pieza. 2 1 X X X X X X X49 Alineación de la pieza para ser referenciada en la máquina. 2 1 X X X X X X X50 Prendido de la fresadora 2 1 X X X X X X X51 Funcionamiento automático de la fresadora 2 1 X X X X X X X52 Desmontaje de la pieza mecanizada 2 1 X X X X X X X53 Limpieza de la fresa al cambiar de material a mecanizar 2 1 X X X X X X X54 Búsqueda de la pieza a mecanizar. 2 1 X X X X X X X
55 Programación de los cortes de la pieza a mecanizar en el Mastercam. 2 1 X X X X X X X
56 Montaje de la pieza. 2 1 X X X X X X X57 Alineación de la pieza para ser referenciada en la máquina. 2 1 X X X X X X X58 Prendido de la fresadora 2 1 X X X X X X X59 Funcionamiento automático de la fresadora 2 1 X X X X X X X60 Desmontaje de la pieza mecanizada 2 1 X X X X X X X61 Limpieza de la fresa al cambiar de material a mecanizar 2 1 X X X X X X X62 Búsqueda de la pieza a mecanizar. 2 1 X X X X X X X63 Programación de los cortes de la pieza a mecanizar en el Mastercam. 2 1 X X X X X X X64 Montaje de la pieza. 2 1 X X X X X X X65 Alineación de la pieza para ser referenciada en la máquina. 2 1 X X X X X X X66 Prendido de la fresadora 2 1 X X X X X X X67 Funcionamiento automático de la fresadora 2 1 X X X X X X X68 Cambio manual de herramientas de la maquinaria 2 1 X X X X X X X69 Desmontaje de la pieza mecanizada 2 1 X X X X X X X70 Limpieza de la fresa al cambiar de material a mecanizar 2 1 X X X X X X X
71 Realización del programa para el mecanizado de la pieza según especificaciones 2 2 X X X X X X X
72 Programación en la máquina CNC 2 2 X X X X X X X73 Montaje del material 2 2 X X X X X X X74 Prendido y funcionamiento del torno 2 2 X X X X X X X75 Extracción de viruta que queda pegada en la pieza 2 2 X X X X X X X76 Cambio de herramientas de forma manual 2 2 X X X X X X X77 Desmontaje de la pieza ya mecanizada 2 2 X X X X X X X
78 Verificación de las dimensiones de la pieza cumpla con las especificaciones 2 2 X X X X X X X
79 Limpieza del torno al cambiar de material a mecanizar 2 2 X X X X X X X
NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Ninguno NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Ninguno NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Ninguno NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Ninguno NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Fresadora cnc hass, pistola de aire,
herramientas de corte
Torno cnc, pistola de aire, buril,
herramientas de corte
Ninguno
Ninguno
Esmerial
Pistola de aire, rectificadora, piedras
para pulir
Fresadora leaclwell, pistola de aire,
herramientas de corte
Fresadora mazac, pistola de aire,
herramientas de corte
Fresadora LEACLWELL
Fresadora MAZAC
Fresadora CNC HAAS
Torno CNC MILLTRONICS
Esmeril
Rectificadora
Mec
aniz
ado
de c
ontr
ol n
umér
ico
con
arra
nque
de
viru
ta
Acero, acero inoxidable, bronce, aluminio, cobre,
aleaciones, refrigerantes(agua+refrig
erante) y lubricante
Acero, acero inoxidable, bronce, aluminio, cobre,
aleaciones, refrigerantes(agua+refrig
erante) y lubricante
Acero, acero inoxidable, bronce, aluminio, cobre,
aleaciones.
Acero, acero inoxidable, bronce, aluminio, cobre,
aleaciones, refrigerantes(agua+refrig
erante) y lubricante
Acero, acero inoxidable, bronce, aluminio, cobre, aleaciones refrigerantes y
lubricantes
Acero, acero inoxidable, bronce, aluminio, cobre,
aleaciones, refrigerantes(agua+refrig
erante) y lubricante

80Montaje, alineación y ajuste del electrodo fijándolo a 90 grados a la mesa magnética
1 1 X X X X X X X X X
81Montaje, alineación y ajuste de la pieza a mecanizar fijándolo a 90 grados del electrodo.
1 1 X X X X X X X X X
82 Programación de la electroerocinadora según el mecanizado que se vaya a realizar 1 1 X X X X X X X X X
83Graduación del amperaje según especificaciones del material de la pieza a mecanizar
1 1 X X X X X X X X X
84 Llenado del aceite dieléctrico necesario para el mecanizado 1 1 X X X X X X X X X85 Funcionamiento de la electroerocionadora 1 1 X X X X X X X X X86 Desmontaje de la pieza 1 1 X X X X X X X X X
87 Verificación de las dimensiones según especificaciones técnicas 1 1 X X X X X X X X X
88 Limpieza de la maquinaria y de los residuos generados 1 1 X X X X X X X X X
89Recepción de las piezas mecanizadas a ajustar y ensamblar en el molde según las especificaciones técnicas
2 2 X X X X X X X X
90 Limpieza de las superficies del molde 2 2 X X X X X X X X91 Limpieza de las cavidades de refrigeración del molde 2 2 X X X X X X X X
92Pulido, lijado y limado de las superficies del molde, placas, machos, columnas, cavidades, entre otros.
2 2 X X X X X X X X
93 Lubricación de las piezas con grasa, aceite u otro material de lubricación. 2 2 X X X X X X X X
94 Rectificación de las medidas de cavidades, machos y placas 2 2 X X X X X X X X95 Modificaciones del molde si se requieren realizar 2 2 X X X X X X X X
96 Mantenimiento del molde que sea necesario, y esté sobre el alcance del trabajador 2 2 X X X X X X X X
97 Envío del molde a realizar pruebas para la verificación de su funcionamiento 2 2 X X X X X X X
98 Probado del molde en la máquina 2 2 X X X X X X X
99Registro del resultado de la prueba y determinación si el molde cumple con las especificaciones, si no lo hace se lleva a mesa de trabajo a ser arreglado
2 2 X X X X X X X
100 Envío al laboratorio para que decida si es no conforme o conforme 2 2 X X X X X X X
101Determinación de las fallas del molde probado y se corrigen estas fallas en mesa de trabajo
2 2 X X X X X X X
102 Envío del molde al área requerida. 2 2 -- X X X X X Ninguno NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
1A2A2B2E2I2J4A4C5C6F
Traje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Ninguno NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Ninguno NingunoTraje de protección, gafas tapaoidos, botas y guantes
de carnaza o caucho.
Ninguno Ninguno
Electroerocionadora, eléctrodo, llave mixta,
mesa magnetica, prensa.
Brocas, escareador, llave brsitol
Herramientas para montaje y desmontaje
de los moldes
Peligros asociados:Tipo Microclima: Presencia de agua
Tipo físico: Ruido
Tipo ergonómico: Sentado, ParadoTipo de trabajo: Estático
Tipo psíquico: Alta concentración
Tipo químico: ácidos
Tipo mecánico: Atrapamiento, machucones
Liberación del molde
Mecanizado sin desprendimiento de viru
ta
Electroerocionadora
Ajuste de los moldes en mesa de trabajo
Prueba de funcionamiento del molde
Tipo físico: Vibraciones Tipo químico: Polvo
Tipo químico: vapores y gases
Aceite dieléctrico, Acero, acero inoxidable, bronce,
aluminio, cobre, aleaciones.
Mon-Pen, Aceite dieléctrico, estopa, lija,
papelería, racores
Papelería, purga, lubricantes

LABORATORIO DE CONFORMIDAD 35 trabajadores
1B 1D 2A 2E 2I 2J 2K 4A 5C 6G
ORD TURNO 1 TURNO 2 TURNO 3 MATERIAS PRIMAS HERRAMIENTAS O EQUIPOS FUENTE MEDIO TRABAJADOR
1Recepción materia prima y se comunica a conformidad de la llegada de esta
1 0 0 0 X X X
2Realización de inspección , pesaje, almacenamiento y se coloca la etiqueta de materia prima: Amarilla en espera de inspección y blanca en desarrollo.
1 0 0 0 X X X
3Realización de la recepción de materia prima y posteriormente se continua co la inspección.
1 0 0 0 X X X
4Llenado del formato F0240044 " Informe de inspección en la recepción de materias primas"
3 0 0 0 X X
5 Muestreo de materias primas según el plan ya establecido 3 0 0 0 X X
6 Realización de ensayos de acuerdo a lo establecido en el plan de calidad 3 0 0 0 X X
7 Montaje del cilindro medidor de acero inoxidable. 3 0 0 0 X X X X X X X8 Pesaje del cilindro vacío con una precisión de 0,1 g 3 0 0 0 X X X X X X X9 Vertimiento de la mezcla dentro del embudo 3 0 0 0 X X X X X X X
10Destapado del embudo y dejar caer libremente el material dentro dencilindro para mantener un flujo continuo
3 0 0 0 X X X X X X X
11 Tomar tiempo con el cronometro 3 0 0 0 X X X X X X X
12Pesaje del cilindro y restado del peso del cilindro vacío para determinar elpeso del material en él.
3 0 0 0 X X X X X X X
13Cálculo de la densidad aparente y de la fluidez mediante ecuaciones yaestablecidas.
3 0 0 0 X X X X X X X
14 Registro de los resultados de la prueba en el formato F0580002 3 0 0 0 X X X X X X X
15Limpieza del viscosímetro con mezclas de volúmenes iguales de ácidosulfúrico, solución saturada de dicromato de potasio en agua
3 0 0 0
Ácido sulfúrico, solución saturada de dicromato de
potasio, Agua. X X X X X X X X X
16 Enjuague con acetona y secado con aire seco y filtrado. 3 0 0 0 Acetona. X X X X X X X X X
17Preparación de la solución con una concentración de 5 Kg./m3 ± 0.1Kg./m3 a 25ºC:
3 0 0 0 X X X X X X X X X
18 Pesaje de resina y vertido en un vaso volumétrico de 50 ml 3 0 0 0 Resina X X X X X X X X X
19Adición de 40 ml de Ciclohexanona con agitación para que no segeneren grumos.
3 0 0 0 Ciclohexanona X X X X X X X X X
20Agitación de la resina por 60 minutos con temperatura ente 80 °C y 85°C.
3 0 0 0 X X X X X X X X X
21 Observación de la solución y enfriar a 25 °C ± 0.5 °C. 3 0 0 0 X X X X X X X X X22 Filtrado de la solución utilizando embudo y papel filtro 3 0 0 0 Papel filtro X X X X X X X X X
23Medición del tiempo de flujo del solvente y sumergir el viscosímetro en elbaño termostático.
3 0 0 0 X X X X X X X X X
24 Realización del cálculo de los resultados. 3 0 0 0 X X X X X X X X X
25 Registro de los resultados de la prueba en el formato F0580022 3 0 0 0 X X X X X X X X X
26Encendido del reómetro y el computador con el software del mismo.Iniciar el programa del reómetro.
3 0 0 0 X X X X X
27Precalentado del reómetro hasta que alcance una temperatura de stockde 188 °C y de controles de 190 °C.
3 0 0 0 X X X X X
28 Pesaje de 60 g de muestra de compuesto de PVC 3 0 0 0 X X X X X
29
Introducción del pistón dentro de la tolva y encima de este colocar lapesa, cuando la curva de torque indique que se ha alcanzado el máximotorque de fusión se retira la tolva y el peso.
3 0 0 0 X X X X X
30Extracción del compuesto fundido y limpieza de los restos de compuestosde la cámara y los tormillos.
3 0 0 0 X X X X X
31 Registro de los resultados de la prueba 3 0 0 0 X X X X X32 Pesado de la muestra en el aire 3 0 0 0 X X X X X
Guantes Aislantes, traje de protección, botas punta de acero
Ninguno
Ninguno Ninguno
NingunoTraje de protección, botas punta de
acero
guantes antiácidos, monogafas ,careta, traje de protección, botas punta de
acero
Ninguno
Ninguno
Ninguno
Báscula Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Espátula, cronómetro, probeta, varilla de vidrio.Cilindro medidor de
acero inoxidable, Embudo
Viscosímetro Cannon Fenske numero 100, Embudo de vidrio y
papel filtro de porosidad media,Baño termostático, balanza, termómetro, cronómetro, Pera de
succión. Agitador mecánico
Reómetro de torque, Tolva de alimentación de acero, Cepillo de bronce.Espátula en bronce, Pistón
de Acero.
MATRIZ DE RIESGOSPROCESO:
Nro. Trabajadores del Área
Recepción de materias primas
Muestreo
Ensayo de viscosidad y del valor K
Ensayo de reología
SISTEMA DE CONTROL ACTUAL
PELIGRO
Nro. PERSONAS
PROCESO ACTIVIDAD / TAREA / OFICIO
Inspección de materias primas y compuestos
Ensayo de determinación de
densidad aparente y fluidez
Materia primas o compuestos
Compuesto de PVC, formulado con la mezcla variable de
Resina de PVC, estabilizante térmico, lubricantes, ayuda de proceso, modificadores de
impacto, pigmentos y rellenos.
Materia primas o compuestos
Materia primas o compuestos, papelería

33Unión de un alambre fino a la balanza de tal forma que quedesuspendido aproximadamente 25 mm por encima del soporte del vaso.
3 0 0 0 X X X X X
34Montaje de inmersión sobre el soporte y sumergido sobre la muestrasuspendida.
3 0 0 0 X X X X X
35 Determinación de la masa suspendida en el agua. 3 0 0 0 X X X X X36 Marcado en el alambre marca del nivel de inmersión en el agua. 3 0 0 0 X X X X X
37Pesaje del alambre en el agua com inmersión a la misma profundidad quese colocó la muestra
3 0 0 0 X X X X X
38 Cálculo de los resultados con las ecuaciones ya establecidas. 3 0 0 0 X X X X X
39Identificación de materia prima o compuesto conforme con etiquetaverde
3 0 0 0 X X
40 Identificación de materia prima conforme o compuesto con etiqueta roja 3 0 0 0 X X
41 Almacenamiento de materia prima en la zona de producto no conforme 3 0 0 0 X X
42
Comunicación formal por medio de correo electrónico a las partesinteresadas( Gerentes de planta, extrusión, inyección, procesos y al jefede mezclas así como al dirección de conformidad), de la liberación orechazo de la materia prima evaluada.
3 0 0 0 X X
Muestreo 43 Determinación de los insumos necesarios para hacer inspección. 2 0 0 0 X X X Ninguno Ninguno traje de protección, botas punta de
acero
44Antes de realizar en ensayo la muestra permanece 1 hora en ellaboratorio para que se adapte a las condiciones del ambiente
2 0 0 0 X X X X X X
45Tarar de cada tamiz y el colector terminal, con aproximación de 0.01gramo.
2 0 0 0 X X X X X X
46Registro de la masa inicial de éstos empezando por la malla de menorabertura
2 0 0 0 X X X X X X
47Vertimiento de la muestra en el tamiz y encendido del equipo por 10minutos
2 0 0 0 X X X X X X
48Separación cuidadosamente el conjunto de tamices comenzando por elsuperior, y se pesa cada malla
2 0 0 0 X X X X X X
49Determinación del material remanente en cada tamiz por resta del tamiztarado del total del peso final de cada tamiz
2 0 0 0 X X X X X X
50 Determinación del tamaño de partícula 2 0 0 0 X X X X X X51 Registro y comunicación de los resultados 2 0 0 0 X X X X X X
52Fundido de la muestra lentamente en un vaso de 50 ml, hasta unatemperatura de 10 ºC a 11 ºC por encima del punto de gota esperado.
2 0 0 0 X X X X
53Enfriado con agua helada el bulbo del termómetro a una temperaturaigual o menor a 10 ºC.
2 0 0 0 X X X X
54
Colocar el termómetro dentro del tubo de ensayo y éste a su vez dentrode un baño de temperatura, el cual se forma con aceite mineral térmicoen el vaso de precipitado de 600 ml.
2 0 0 0 X X X X
55
Regular el incremento de temperatura a aproximadamente 1 ºC porminuto hasta que se observe que caiga la primera gota de material deltermómetro
2 0 0 0 X X X X
56 Cálculo de punto o Temperatura de Gota 2 0 0 0 X X X X57 Registro y comunicación de resultados 2 0 0 0 X X X X
58Pesado de la muestra 50 gramos y colocarla en una cápsula de porcelanao en otro recipiente adecuado
2 0 0 0 X X X
59
Colocar el erlenmeyer vacío (sin tapón y sin termómetro) y la cápsula conla muestra en una estufa a 11 ºC por encima del punto de congelaciónesperado
2 0 0 0 X X X
traje de protección, botas punta de acero
Guantes, traje de protección, botas punta de acero
NingunoGuantes, traje de protección, botas
NingunoGuantes, traje de protección, botas
punta de acero
traje de protección, botas punta de acero
Ninguno traje de protección, botas punta de
acero
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Balanza analítica, soporte estacionario para el vaso de
inmersión sobre la canasta de la balanza
Equipo mecánico de vibración, Tamices ICONTEC, Balanza
analítica, Pincel, Vidrio de reloj
Termómetros,Plancha de calentamiento o estufa, Agitador, Vaso de precipitado de 600 ml, Vaso de precipitado de 50 ml,
Soporte universal, Pinzas con nuez, Tubo de ensayo, Tapón, Balanza,
Cronómetro.
Termómetro, Erlenmeyer de 125 mL, Tapón, Balanza, Cápsula de
Ensayo de determinación del peso específico y densidad
Determinación de producto conforme y
no conforme.
Almacenamiento de producto conforme
Ensayo para la determinación de
Inspección de insumos
Ensayo de determinación del
tamaño de partículas
Ensayo para la determinación de
punto gota.
Etiquetas rojas o verdes
Alambre, muestra, agua
Agentes antiestáticos. Metanol grado reactivo, Di-
iso-propileno (DIPA) o negro de humo.
Muestra
Agua helada con temperatura menor o igual
a 10ºC. Aceite mineral, térmico.

60
Observación de que la muestra que está girando con el bulbo, leerinmediatamente con aproximación a los 0.2 ºC cuando la gota cese defluir y, registrar dicha temperatura
2 0 0 0 X X X
61 Registro y comunicación de resultados 2 0 0 0 X X X62 Identificación del insumo conforme con etiqueta verde 2 0 0 0 X X63 Identificación del insumo conforme con etiqueta roja 2 0 0 0 X X
64Verificación de las herramientas e instrumentos de medición del turnoanterior estén en buen estado y completos
0 7 6 7 X
65 Registro en el formato de inventario de herramienta 0 7 6 7 X
66 Revisión de las balizas en cada una de las plantas( Limpieza y orden) 0 7 6 7 X
67
Examinación y evaluación de los atributos a los productos( Apariencia,contaminación, quemaduras, grietas, cortes, ralladuras, burbujas,chispeados, color, entre otros) de un producto
0 7 6 7 X X
68 Verificación que cumpla con los atributos 0 7 6 7 X X
Determinación de producto no conforme
69Identificación de producto no conforme o en espera dependiendo de lagravedad de la falla
0 7 6 7 X X Ninguno NingunoProtección auditiva, gafas, traje de protección, botas punta de acero
70Ajuste las condiciones del proceso con el fin de mejorar el atributo queestá fallando
0 7 6 7 X X
71 Verificación de la no conformidad y disposición del producto retenido 0 7 6 7 X X
72Determinación del producto no conforme se envía a molino o revisadopor el jefe de laboratorio.
0 7 6 7 X X
73 Realización de muestreo de los respectivos productos a evaluar 0 7 6 7 X X X
74Traslado de las muestras a laboratorio para acondicionar para poderrealizar las pruebas correspondientes
0 7 6 7 X X X
75Verificación de la temperatura, para poder realizar el ensayo debe estarentre 23°C ± 2°C
0 7 6 7 X X X
76Tomar las dimensiones del producto según las especificaciones deldocumento MN0240003
0 7 6 7 X X X
77 De acuerdo al producto se realizan los ensayos requeridos 0 7 6 7 X X X
78Preparación de las muestras y verificación que no presenten fisuras, rayaso imperfecciones visibles
0 7 6 7 X X X
79
Acoplamiento de los especimenes a las piezas de conexión, cerciorándoseque exista un perfecto ensamble de los elementos de tal manera que seasegure una buena hermeticidad de la unión.
0 7 6 7 X X X
80Llenado del espécimen con agua su temperatura varia con respecto al tipo de muestra
0 7 6 7 X X X
81Incremento de presión a la muestra, y evaluación de estas para losresultados
0 7 6 7 X X X
82 Preparación de los agentes químicos necesarios 0 7 6 7 X X X X X X X
83 Verificación que se cuentan con todos los instrumentos de laboratorio 0 7 6 7 X X X X X X X
84 Preparación de la solución. 0 7 6 7 X X X X X X X85 Limpieza de los equipos con que se realizó la solución 0 7 6 7 X X X X X X X
86Introducción de las muestras en recipientes completamente con losagentes químicos
0 7 6 7 X X X X X X X
87 Cálculo de la masa de las muestras 0 7 6 7 X X X X X X X88 Evaluación de las muestras 0 7 6 7 X X X X X X X
89Introducción de las muestras en el horno a 50°C +/- 2°C durante 24horas
0 7 6 7 X X X X X
90 Enfriado y cálculo de la masas 0 7 6 7 X X X X X
91 Introducción en contenedor con agua destilada durante 24 horas. 0 7 6 7 X X X X X
92 Determinar la masa después de 1 minuto de secado. 0 7 6 7 X X X X X
NingunoProtección auditiva, gafas, traje de protección, botas punta de acero
NingunoProtección auditiva, gafas, traje de protección, botas punta de acero
guantes, gafas, tapabocas, respirador de vapores, traje de protección, botas
punta de acero
NingunoProtección auditiva, gafas, traje de protección, botas punta de acero
Protección auditiva, gafas, traje de protección, botas punta de acero
NingunoProtección auditiva, gafas, traje de protección, botas punta de acero
NingunoProtección auditiva, gafas, traje de protección, botas punta de acero
Protección auditiva, gafas, traje de protección, botas punta de acero
NingunoGuantes, traje de protección, botas
punta de acero
Ninguno Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
Balanza,Prensa universal, Pinzas y paño seco, Vidrio de Reloj,
Espátula, Vaso de precipitado, Vaso de precipitado, Balón
aforado, Embudo de vidrio, Pipeta, Probeta, Agitador de vidrio, Segueta, Cuchillo, esmeril.
Herramienta de medición.
mL, Tapón, Balanza, Cápsula de porcelana, Plancha de calentamiento o estufa.
Ensayo de presión
Ajuste a condiciones de proceso
Toma de muestras
Análisis Dimensional
Ensayo de resistencia química
Ensayo de absorción de agua
determinación de punto de congelación
Inspección y ensayo en planta
Determinación de producto conforme y
Verificación al inicio del turno
Inspección primaria
Agua destilada, carbonato de sodio, sulfato de sodio,
hidróxido de sodio, cloruro de sodio, jabón de tocador,
desengrasante casero, ácido sulfúrico, ácido chohídrico,
ácido acético
Agua destilada
Etiquetas de producto conforme
Agua
Muestra

93Ubicación de las muestras sobre la base de manera perpendicular al ejede la muestra
0 7 6 7 X X
94 Realización de los golpes según la tubería 0 7 6 7 X X
95 Observación de la apariencia de la muestra luego se ser ensayado. 0 7 6 7 X X
96 Limpieza de las superficies de los accesorios a probar. 0 7 6 7 X X X X
97 Preparación de las uniones roscadas( adaptadores hembra y macho) 0 7 6 7 X X X X
98Ensamblaje de los elementos constitutivos de la Universal (Buje Liso,Buje Roscado y Tuerca)
0 7 6 7 X X X X
99Asegurar los tubos de la base en lo montajes específicos para cadamuestra.
0 7 6 7 X X X X
100 Llenado con agua, para la comprobación de que no quede aire atrapado. 0 7 6 7 X X X X
101 Análisis de resultados del ensayo 0 7 6 7 X X X X102 Preparación de las muestras que se van a ensayar 0 7 6 7 X X X103 Cálculo del diámetro reducido 0 7 6 7 X X X104 Registro de la temperatura y humedad antes del ensayo 0 7 6 7 X X X
105Colocar la probeta en la máquina de ensayos y aplicar una carga convelocidad de 12.5 mm/min ± 0.5 mm/min
0 7 6 7 X X X
106 Llevar la probeta hasta la rotura 0 7 6 7 X X X107 Cálculo de el área transversal 0 7 6 7 X X X108 Cálculo de la resistencia de la tracción. 0 7 6 7 X X X
109Realización de ensayos con respecto a la muestra en particular se podráconsultar en el manual MN0240003
0 7 6 7 X X X
110 Identificación de producto conforme con etiqueta verde 0 7 6 7 X X X
111 Identificación de producto conforme con etiqueta roja 0 7 6 7 X X X
112 Identificación del lote al cual se le va a realizar la trazabilidad 2 0 0 0 X X
113Seguimiento del lote de conformidad mediante fecha y tunos defabricación
2 0 0 0 X X
114 Seguimiento del código y descripción del producto 2 0 0 0 X X115 Seguimiento de la calidad 2 0 0 0 X X116 Seguimiento de la estación de trabajo 2 0 0 0 X X
117Comunicación por medio de correo electrónico, vía llamadas lasreclamaciones acerca de fallas de materias primas e insumos
2 0 0 0 X X
118Recepción de reclamaciones por los clientes acerca de una falla en losproducto
2 0 0 0 X X
119Análisis e identificación del producto para conocer si el producto estáfallando
2 0 0 0 X X
120 Conocer las causas de la falla del producto 2 0 0 0 X X
121 Realizar una devolución al cliente por producto que ha fallado. 2 0 0 0 X X
122Informar al dueño del proceso la liberación de la materia prima, insumo oproducto de acuerdo a los resultados arrojados
2 0 0 0 X X Ninguno Ninguno traje de protección, botas punta de
acero
1B1D2A2E2I2J2K4A5C6G
Ninguno traje de protección, botas punta de
acero
NingunoProtección auditiva, gafas, traje de protección, botas punta de acero
Ninguno traje de protección, botas punta de
acero
NingunoProtección auditiva, gafas, traje de protección, botas punta de acero
NingunoProtección auditiva, gafas, traje de protección, botas punta de acero
NingunoProtección auditiva, gafas, traje de protección, botas punta de acero
Ninguno
Ninguno
Ninguno
Ninguno
Ninguno
NingunoComputador
Computador
Para las tuberías y accesorios, Tubo de Caída, Soportes para los especímenes, Cabina metálica
Equipo de vacío, Módulos, Sellos elastoméricos, Lubricante, Martillo de plástico, Manómetros testigo.
Micrómetro,Prensa Universal de Ensayos, Flexometro, Calibrador pie
de rey, Torno, Horno con circulación de aire
Computador
Ensayo resistencia a la tracción
Ensayo de resistencia al impacto
Determinación de producto conforme y
no conforme.
Ensayo de hermeticidad
Verificación de la trazabilidad
Recepción y emisión de reclamaciones
Libración de materia prima, insumo oproducto.
Etiquetas de producto conforme y co conforme
Agua
Peligros asociados:Tipo Microclima: Presencia de agua
Tipo Microclima:Niveles de luz natural inadecuados
Tipo químico: Disolvente
Papelería
Papelería
Tipo físico-químico: Sustancias o materiales inflamables
Tipo ergonómico: Sentado, ParadoTipo psíquico: Alta concentración
Tipo físico: RuidoTipo químico: Polvo
Tipo químico: Vapores, gasesTipo químico: Ácidos, bases

METROLOGÍA
2 Turno ordinario 7am -5:15 pm
Nro. PERSONAS
1C 1D 2A 2E 2K 4A 5A
PROCESO TURNO 1 MATERIAS PRIMASHERRAMIENTAS O
EQUIPOSFUENTE MEDIO TRABAJADOR
1 Generación de programas anuales de calibración 1 X X X X
2Revisión diaria del cumplimiento del programa anual de calibración
1 X X X X
3Definir dispositivos de medición y seguimiento necesarios para el control de los diferentes procesos
1 X X X X
4Solicitud de los intrumentos en la planta según el programa
2 X X X X X
5Lavado, quitan etiquetas, rectificado de punta y ajuste del cero.
2 X X X X X
6
Alistamiento de los equipos de acuerdo al Manual MN02200000 MANUAL DE EQUIPOS DE CALIBRACIÓN Y OPERACIÓN DE EQUIPOS DE MEDICIÓN.
2 X X X X X
7 Registro de los datos calibración 2 X X X X X X X
8verificación de los dispositivos de medición y seguimiento
2 X X X X X X X
9Calibración correspondiente según lo indicado en el manual MN0220000
2 X X X X X X X
10Verificación si el instrumento es conforme en lacalibración y si no ha sufrido daños que no permitan sucalibración.
2 X X X X X X X
11Si el instrumento no es conforme, se recalibra ,ajusta,y se repara este.
2 X X X X X X X
12si el instrumento no cumple con la calibración seprocede a identificar( pintar con color rojo) la parte delinstrumento donde se coloca la etiqueta de calibración.
2 X X X X X X X
13
Por medio de correo eléctronico se nforma al jefe delárea encargado de la falla en la calibración ointrumento se tomen la medidas necesarias para elremplazo del instrumento
1 X X X X X X X
14Solicitud de reposición del instrumento ya sea por unonuevo, o que se encuentre en almacén
1 X X X X X X X
15Re adquisición y se genera la oreden del instrumentosolicitado
1 X X X X X X X
Ninguno
Protector auiditivo, traje protector, botas
punta de acero, guantes de nitrilo
Protector auiditivo, traje protector, botas
punta de acero, guantes de nitrilo
Varsol, alcochol industrial, tiner, agua, aceites lubricantes,
glicerina, vaselina y grasas, pintura
Papeleria Ninguno Ninguno
Computador, SIPICS
Manómetro, vacuometro,
calibrador ronan X88, micrómetro, Pinzas, Bayetilla, Lupa, cinta métrica, Decámetro, balanzas, básculas,
termómetro, pirómetro, durómetro,
termohigrómetro.
Ninguno
Ninguno
PELIGRO
SISTEMA DE CONTROL ACTUAL
Revisión programa de calibración
Agua
Ninguno Ninguno
Protector auiditivo, traje protector, botas
punta de acero, guantes de nitrilo
Alistamiento de los equipos
Calibracicón del equipo y/o instrumento
Cambio del equipo o intrumento
Protector auiditivo, traje protector, botas
punta de acero, guantes de nitrilo
Ninguno
MATRIZ DE RIESGOSPROCESO:
Nro.Trabajadores del Área
ACTIVIDAD / TAREA / OFICIO

16Creación de un código metrológico y se abre una hojade vida utilizando el formato F0220000
1 X X X X X X X
17Se realiza un protocolo de calibración utilizando elF0220001
2 X X X X X
18 Aprobado y firmado por el director de conformidad 2 X X X X X
19Archivado de los protocolos según código consecutivodesignado.
2 X X X X X
20Entrega del isnturmento al área designada prar lacalibración
2 X X X X X
21 Actualización de los indicadores, mensualmente 2 X X X X X
22 Análisis correspondiente de los indicadores 2 X X X X X
1C1D2A2E2K4A5B
Peligros asociados:
Tipo químico: PolvoTipo químico: disolventes
Productores de sobrecarga física: posiciones inadecuadasTipo psíquico: Tarea monótoma rutinaria.
Tipo microclima: Airecación natural inadecuadaTipo microclima: Niveles de luz inadecuados
Tipo fisico: Ruido
Ninguno Ninguno
Protector auiditivo, traje protector, botas
punta de acero, guantes de nitrilo
PapeleriaProtocolo de calibración









![Matrices Inversas. Rango [6pt] Matrices Elementales … · Matrices inversas. Rango. Matrices Elementales Algebra ... En otras palabras, si aplicamos al algoritmo de Gauss-Jordan](https://static.fdocuments.ec/doc/165x107/5ba4349f09d3f2a9218cf32c/matrices-inversas-rango-6pt-matrices-elementales-matrices-inversas-rango.jpg)