AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE...
23
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO ELEMENTOS DE TRABAJO PARA TRATAMIENTO TÉRMICO Equipo y herramientas Para ejecutar un tratamiento térmico satisfactorio es necesario contar con equipo y herramientas apropiadas; por ejemplo: Para reconocer el acero: Se puede usar: - Esmeril (cualquier tipo) - Limas arcos de sierra martillo. (Fig. 1) Para calentar las piezas: Se puede usar: - Horno - Fragua. (Fig. 2). - Soplete Oxiacetilenico (Fig. 3) - Soplete a gasolina. (Fig. 4). Para controlar la temperatura: se puede usar: - Pirómetro (cualquier tipo) - Lápices especiales - Conos especiales - Sebo - Carta de colores de temperatura Fig. 4 Fig. 1 Fig. 2 Fig. 3 Para enfriar se puede usar: - Depósito con agua (Fig. 5) - Depósito con aceite vegetal o mineral - Sales - Aire a presión Herramientas - Tenazas. (Fig. 6) - Alicates. (Fig. 7) - Martillos. - Cepillos. (Fig. 8) Fig. 5 Fig. 6 Fig. 7 Fig. 8 129
Transcript of AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE...

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
ELEMENTOS DE TRABAJO PARA TRATAMIENTO TÉRMICO
Equipo y herramientas
Para ejecutar un tratamiento térmico satisfactorio es necesario contar con equipo y herramientas apropiadas; por ejemplo:
Para reconocer el acero: Se puede usar:
- Esmeril (cualquier tipo)
- Limas arcos de sierra martillo. (Fig. 1)
Para calentar las piezas: Se puede usar:
- Horno
- Fragua. (Fig. 2).
- Soplete Oxiacetilenico (Fig. 3)
- Soplete a gasolina. (Fig. 4).
Para controlar la temperatura: se puede usar:
- Pirómetro (cualquier tipo)
- Lápices especiales
- Conos especiales
- Sebo
- Carta de colores de temperatura
Fig. 4
Fig. 1
Fig. 2
Fig. 3
Para enfriar se puede usar:
- Depósito con agua (Fig. 5)
- Depósito con aceite vegetal o mineral
- Sales
- Aire a presión
Herramientas
- Tenazas. (Fig. 6)
- Alicates. (Fig. 7)
- Martillos.
- Cepillos. (Fig. 8)
Fig. 5
Fig. 6
Fig. 7
Fig. 8
129

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
CÁLCULO DE VOLUMEN DE CUERPOS CON VÉRTICES Y TRUNCADOS.
A = Superficie
B = Volumen
h = altura perpendicular del cuerpo
En los cuerpos con vértices concurren las aristas en una cúspide. Con base y altura igual corresponden a un prisma 3 cuerpos con vértices.
Conclusión
Nota
La base puede tomar toda forma posible.
La cuerpos truncados resultan de cortar con un plano paralelo a la base un cuerpo con vértice. Da la base y el plano de corte se deduce el valor medio
V Volumen del prisma3=
dm amóD + d a + a1 2
2 2= =
V A . h3=
V A . h
3=
V A . hm=
V A . hm=
Volumen base x altura3=
V vert. base x altura
3=
Volumen base x media x altura=
V truc. base x media x altura=
Un cono de 210 mm de diámetro tiene un volumen de 3 3056 cm . Calcule la altura en cm.
por tanto
buscando h en cm3dado V = 3056 cm .
d = 210 mmsolución
AtenciónSe puede usar las tablas de superficies. Practique, por tanto, el cálculo con tablas.
A2d . 0,785=
A 346,36 cm2
=
221 cm . 0,7852
=
h346,36 cm23 . 3056 cm2
=
h 26,47 cm2
=
1. Cono/pirámide
2. Cono/pirámide truncada
4. Ejemplo
V
h
l
l
3V
3. Resumen
D
dA2
A2
A1
A1
mhh
d
hA
130
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
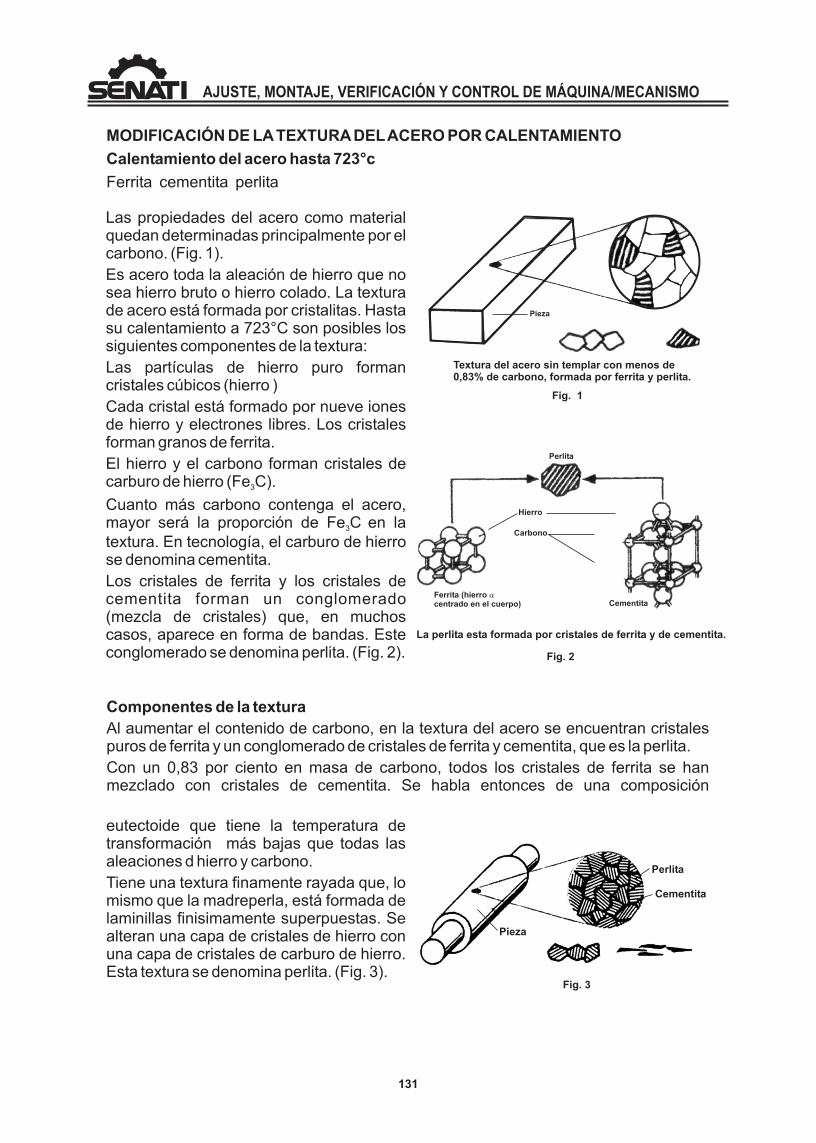
MODIFICACIÓN DE LA TEXTURA DEL ACERO POR CALENTAMIENTO
Calentamiento del acero hasta 723°c
Ferrita cementita perlita
Pieza
Textura del acero sin templar con menos de0,83% de carbono, formada por ferrita y perlita.
La perlita esta formada por cristales de ferrita y de cementita.
Perlita
Hierro
Carbono
Ferrita (hierro a centrado en el cuerpo) Cementita
Fig. 2
Fig. 1
Las propiedades del acero como material quedan determinadas principalmente por el carbono. (Fig. 1).
Es acero toda la aleación de hierro que no sea hierro bruto o hierro colado. La textura de acero está formada por cristalitas. Hasta su calentamiento a 723°C son posibles los siguientes componentes de la textura:
Las partículas de hierro puro forman cristales cúbicos (hierro )
Cada cristal está formado por nueve iones de hierro y electrones libres. Los cristales forman granos de ferrita.
El hierro y el carbono forman cristales de carburo de hierro (Fe C). 3
Cuanto más carbono contenga el acero, mayor será la proporción de Fe C en la 3
textura. En tecnología, el carburo de hierro se denomina cementita.
Los cristales de ferrita y los cristales de cementita forman un conglomerado (mezcla de cristales) que, en muchos casos, aparece en forma de bandas. Este conglomerado se denomina perlita. (Fig. 2).
Componentes de la textura
Al aumentar el contenido de carbono, en la textura del acero se encuentran cristales puros de ferrita y un conglomerado de cristales de ferrita y cementita, que es la perlita.
Con un 0,83 por ciento en masa de carbono, todos los cristales de ferrita se han mezclado con cristales de cementita. Se habla entonces de una composición
Perlita
Cementita
Pieza
Fig. 3
eutectoide que tiene la temperatura de transformación más bajas que todas las aleaciones d hierro y carbono.
Tiene una textura finamente rayada que, lo mismo que la madreperla, está formada de laminillas finisimamente superpuestas. Se alteran una capa de cristales de hierro con una capa de cristales de carburo de hierro. Esta textura se denomina perlita. (Fig. 3).
131

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
“Hierro - Carbono”
Diagrama
Componentes parciales de la textura del acero
En una textura con más del 0,83% de C, existen cristales sobrantes de carburo de hierro que se encuentran cristales de hierro para la formación de granos de perlita. Entonces se acumulan en forma de cáscara alrededor de los granos de perlita y se denominan carburo de cáscara. La textura está formada por perlita y cementita. Al aumentar el contenido de C, estás cáscaras o coquillas de carburo de hierro se hacen cada vez más gruesas y alcanzan su máximo espesor para un 2,06% de C. De esta manera, según el contenido de carbono, se distingue entre un acero subeutectoide (ferrita y perlita), con menos del 0,83% de C, un acero eutectoide (perlita) con un 0,83 % de C y un acero supereutectoide (perlita y cementita)con más del 0,83% de C. (Fig. 4).
Ferrita0% C
Aumenta la proporción de perlita Aumenta el espesor de la cáscara decementita.
Ferrita yperlita
Per l i ta0,83% C
Perlita y cementita2,06% C
Fig. 4
132
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
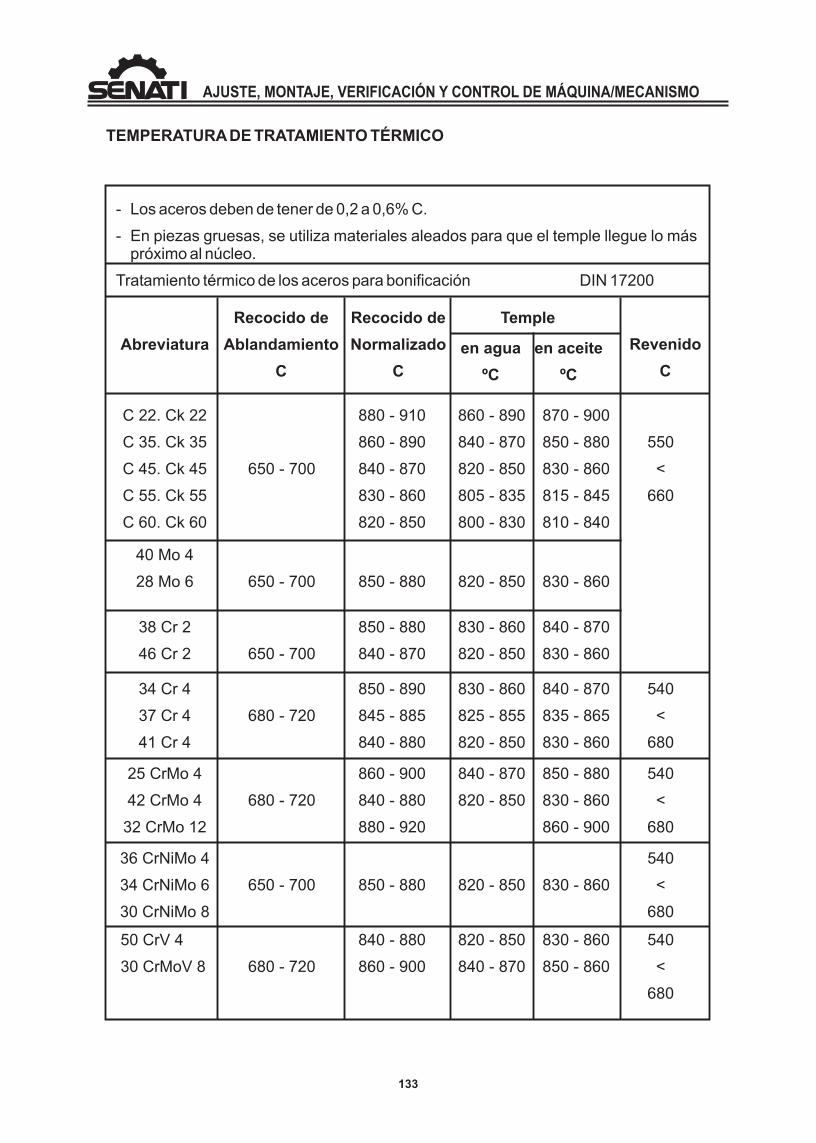
TEMPERATURA DE TRATAMIENTO TÉRMICO
- Los aceros deben de tener de 0,2 a 0,6% C.
- En piezas gruesas, se utiliza materiales aleados para que el temple llegue lo más próximo al núcleo.
Tratamiento térmico de los aceros para bonificación DIN 17200
Abreviatura
C 22. Ck 22
C 35. Ck 35
C 45. Ck 45
C 55. Ck 55
C 60. Ck 60
34 Cr 4
37 Cr 4
41 Cr 4
25 CrMo 4
42 CrMo 4
32 CrMo 12
36 CrNiMo 4
34 CrNiMo 6
30 CrNiMo 8
50 CrV 4
30 CrMoV 8
40 Mo 4
28 Mo 6
38 Cr 2
46 Cr 2
650 - 700
680 - 720
680 - 720
650 - 700
680 - 720
650 - 700
650 - 700
550
<
660
540
<
680
540
<
680
540
<
680
540
<
680
880 - 910
860 - 890
840 - 870
830 - 860
820 - 850
850 - 890
845 - 885
840 - 880
860 - 900
840 - 880
880 - 920
850 - 880
840 - 880
860 - 900
850 - 880
850 - 880
840 - 870
860 - 890
840 - 870
820 - 850
805 - 835
800 - 830
830 - 860
825 - 855
820 - 850
840 - 870
820 - 850
820 - 850
820 - 850
840 - 870
820 - 850
830 - 860
820 - 850
870 - 900
850 - 880
830 - 860
815 - 845
810 - 840
840 - 870
835 - 865
830 - 860
850 - 880
830 - 860
860 - 900
830 - 860
830 - 860
850 - 860
830 - 860
840 - 870
830 - 860
Recocido de
Ablandamiento
C
Recocido de
Normalizado
C
Revenido
C
en agua
ºC
en aceite
ºC
Temple
133

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
ESCALAS TERMOMÉTRICAS
Las más importantes son: la escala celcius o centígrada, la escala Fahrenheit y la escala absoluta o kelvin.
Escala Celcius o centígrada
Para guardar un termómetro en esta escala se eligen dos temperaturas, determinadas como puntos fijos:
a) La fusión del hielo, y
b) La ebullición del agua.
A la primera se le asigna el número cero (O°C) y a la segunda el 100 (100°C). Luego se divide el intervalo en 100 partes iguales: cada división es 1°C. (Fig. 1)
Escala Fahrenheit
Esta escala da valor de 32 a la temperatura de fusión del hielo y el valor 212, a la ebullición del agua.
El intervalo entre dichas temperaturas se divide en 180 partes o grados (°F). La temperatura cero (0°) de esta escala corresponde a la fusión de una mezcla de hielo y sal de amoníaco.
Hielo
100º C
Relación entre la Escala Celcius y Fahrenheit
100 divisiones de la escala centígrada equivalen a 180 divisiones de la escala Fahrenheit. (Fig. 2).
Fig. 1
Fig. 2
134
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
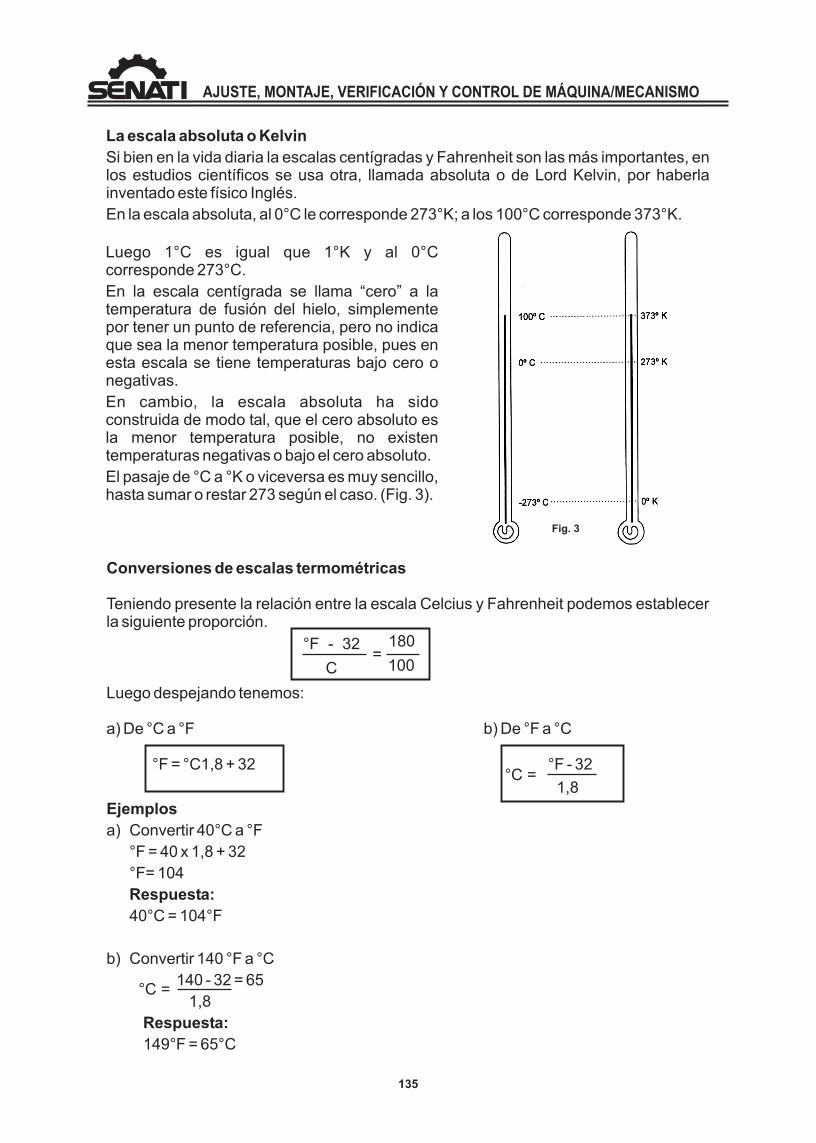
La escala absoluta o Kelvin
Si bien en la vida diaria la escalas centígradas y Fahrenheit son las más importantes, en los estudios científicos se usa otra, llamada absoluta o de Lord Kelvin, por haberla inventado este físico Inglés.
En la escala absoluta, al 0°C le corresponde 273°K; a los 100°C corresponde 373°K.
Luego 1°C es igual que 1°K y al 0°C corresponde 273°C.
En la escala centígrada se llama “cero” a la temperatura de fusión del hielo, simplemente por tener un punto de referencia, pero no indica que sea la menor temperatura posible, pues en esta escala se tiene temperaturas bajo cero o negativas.
En cambio, la escala absoluta ha sido construida de modo tal, que el cero absoluto es la menor temperatura posible, no existen temperaturas negativas o bajo el cero absoluto.
El pasaje de °C a °K o viceversa es muy sencillo, hasta sumar o restar 273 según el caso. (Fig. 3).
Fig. 3
Conversiones de escalas termométricas
Teniendo presente la relación entre la escala Celcius y Fahrenheit podemos establecer la siguiente proporción.
Luego despejando tenemos:
a) De °C a °F b) De °F a °C
°F = °C1,8 + 32 °F - 32
1,8
Ejemplos
a) Convertir 40°C a °F
°F = 40 x 1,8 + 32
°F= 104
Respuesta:
40°C = 104°F
b) Convertir 140 °F a °C
140 - 32 = 65
1,8
Respuesta:
149°F = 65°C
°F - 32 180
C=
100
°C =
°C =
135
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
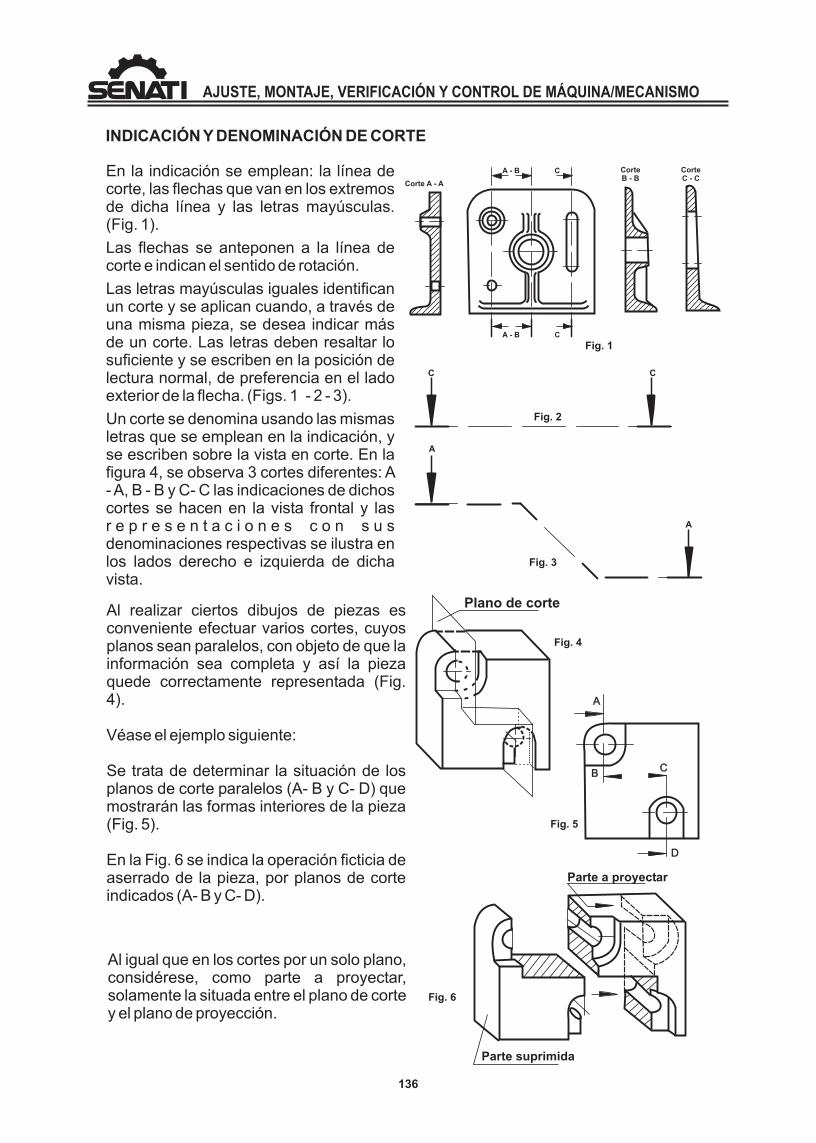
INDICACIÓN Y DENOMINACIÓN DE CORTE
Corte A - A
Fig. 1
A - B
A - B
C
C
Corte B - B
Corte C - C
Fig. 2
Fig. 3
C C
A
A
En la indicación se emplean: la línea de corte, las flechas que van en los extremos de dicha línea y las letras mayúsculas. (Fig. 1).
Las flechas se anteponen a la línea de corte e indican el sentido de rotación.
Las letras mayúsculas iguales identifican un corte y se aplican cuando, a través de una misma pieza, se desea indicar más de un corte. Las letras deben resaltar lo suficiente y se escriben en la posición de lectura normal, de preferencia en el lado exterior de la flecha. (Figs. 1 - 2 - 3).
Un corte se denomina usando las mismas letras que se emplean en la indicación, y se escriben sobre la vista en corte. En la figura 4, se observa 3 cortes diferentes: A - A, B - B y C- C las indicaciones de dichos cortes se hacen en la vista frontal y las r e p r e s e n t a c i o n e s c o n s u s denominaciones respectivas se ilustra en los lados derecho e izquierda de dicha vista.
Al igual que en los cortes por un solo plano, considérese, como parte a proyectar, solamente la situada entre el plano de corte y el plano de proyección.
Al realizar ciertos dibujos de piezas es conveniente efectuar varios cortes, cuyos planos sean paralelos, con objeto de que la información sea completa y así la pieza quede correctamente representada (Fig. 4).
Véase el ejemplo siguiente:
Se trata de determinar la situación de los planos de corte paralelos (A- B y C- D) que mostrarán las formas interiores de la pieza (Fig. 5).
En la Fig. 6 se indica la operación ficticia de aserrado de la pieza, por planos de corte indicados (A- B y C- D).
Parte suprimida
Parte a proyectar
Plano de corte
Fig. 6
Fig. 4
Fig. 5
AA
BBCC
DD
136
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
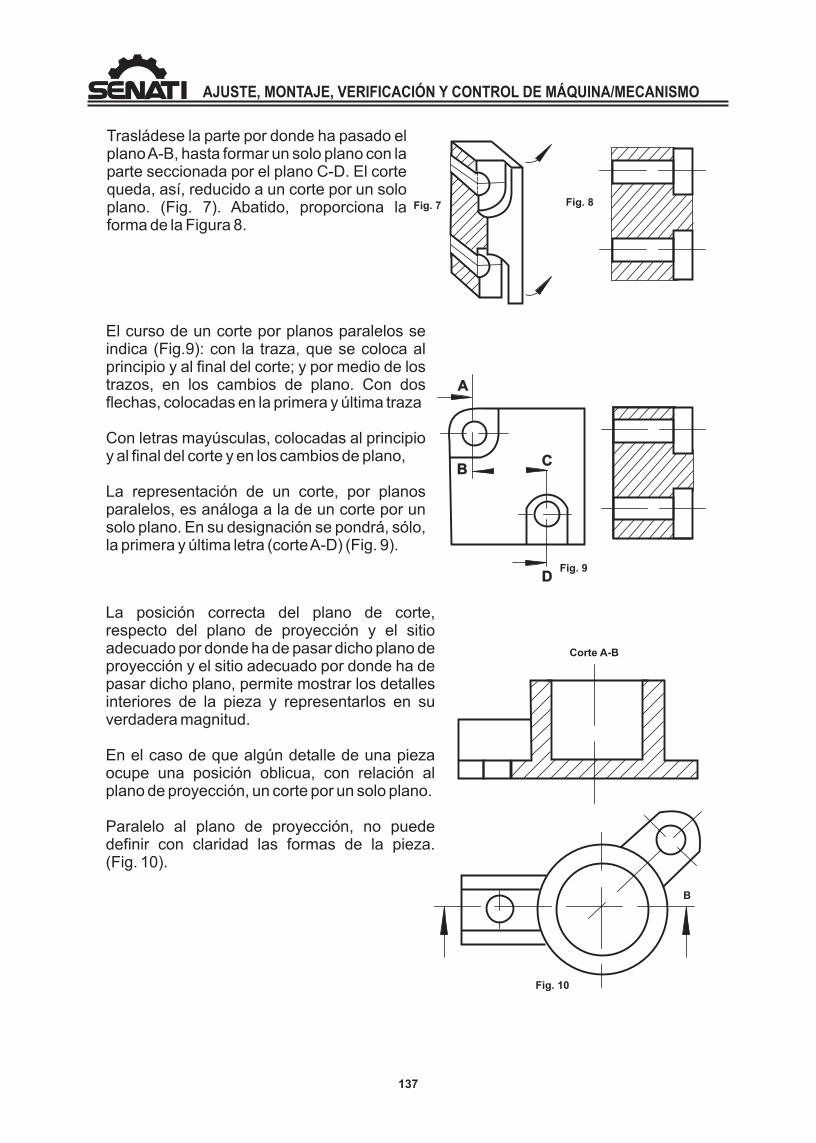
Trasládese la parte por donde ha pasado el plano A-B, hasta formar un solo plano con la parte seccionada por el plano C-D. El corte queda, así, reducido a un corte por un solo plano. (Fig. 7). Abatido, proporciona la forma de la Figura 8.
Fig. 7 Fig. 8
La posición correcta del plano de corte, respecto del plano de proyección y el sitio adecuado por donde ha de pasar dicho plano de proyección y el sitio adecuado por donde ha de pasar dicho plano, permite mostrar los detalles interiores de la pieza y representarlos en su verdadera magnitud.
En el caso de que algún detalle de una pieza ocupe una posición oblicua, con relación al plano de proyección, un corte por un solo plano.
Paralelo al plano de proyección, no puede definir con claridad las formas de la pieza. (Fig. 10).
Fig. 10
Corte A-B
B
Fig. 9
El curso de un corte por planos paralelos se indica (Fig.9): con la traza, que se coloca al principio y al final del corte; y por medio de los trazos, en los cambios de plano. Con dos flechas, colocadas en la primera y última traza
Con letras mayúsculas, colocadas al principio y al final del corte y en los cambios de plano,
La representación de un corte, por planos paralelos, es análoga a la de un corte por un solo plano. En su designación se pondrá, sólo, la primera y última letra (corte A-D) (Fig. 9).
AA
BBCC
DD
137

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Fig. 12
C
A
B
Fig. 13Parte a proyectar
Parte a proyectar
Representación de los cortes
Se determina los planos de corte más adecuados que muestren las formas interiores de la pieza. (Fig. 12).
Se efectúa el corte imaginario de la pieza por los planos de corte indicados. (Fig. 13).
Fig. 11
Corte A-C
A
C
B
La parte oblicua de la pieza no está representada en su verdadera magnitud en la vista en corte y por tanto su lectura y acotación es difícil.
Esto se debe al que el plano de corte A-B, paralelo al plano de proyección, no pasa por la parte oblicua de la pieza.
Con objeto de evitar los inconvenientes anteriormente descritos, se determina los cortes de plano A-B ,paralelo al plano de proyección, y B-C, oblicuo al plano de proyección.
El corte obtenido se denomina corte por planos no paralelos (Fig. 11).
138
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
RAYADO DE PIEZAS
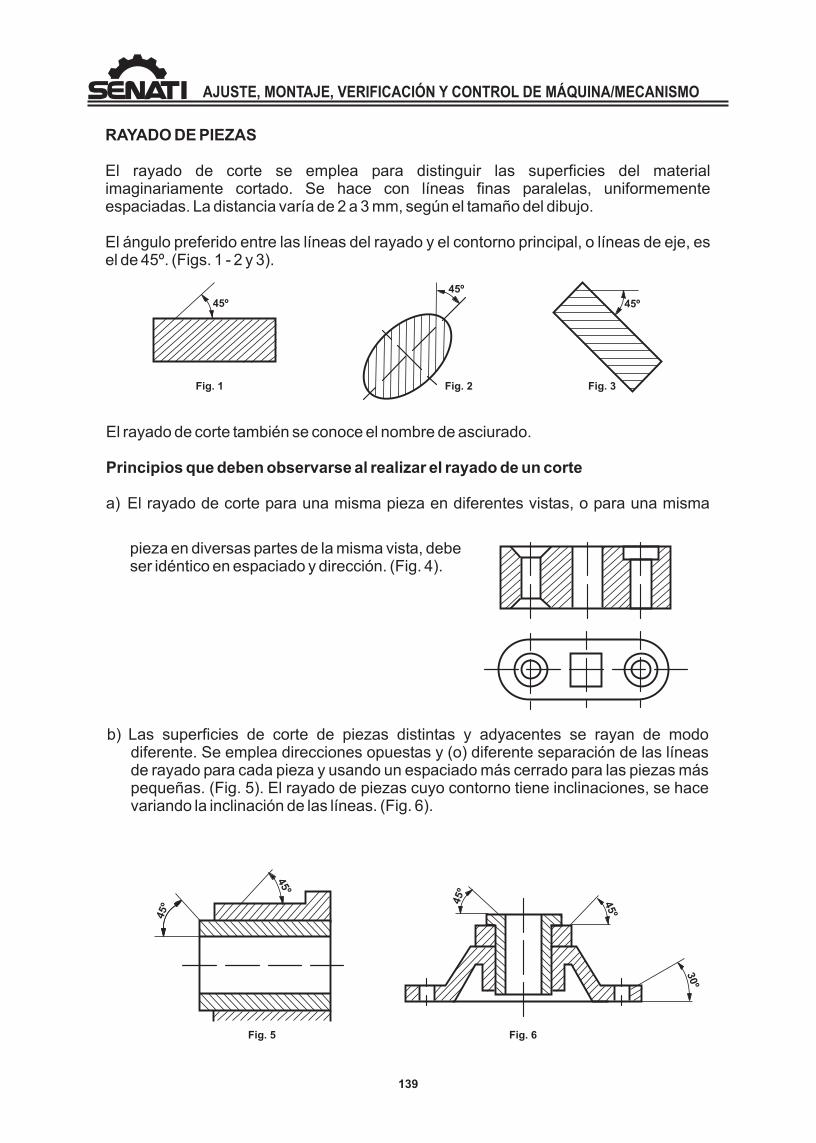
El rayado de corte se emplea para distinguir las superficies del material imaginariamente cortado. Se hace con líneas finas paralelas, uniformemente espaciadas. La distancia varía de 2 a 3 mm, según el tamaño del dibujo.
El ángulo preferido entre las líneas del rayado y el contorno principal, o líneas de eje, es el de 45º. (Figs. 1 - 2 y 3).
Fig. 1 Fig. 2 Fig. 3
45º
45º
45º
El rayado de corte también se conoce el nombre de asciurado.
Principios que deben observarse al realizar el rayado de un corte
a) El rayado de corte para una misma pieza en diferentes vistas, o para una misma
pieza en diversas partes de la misma vista, debe ser idéntico en espaciado y dirección. (Fig. 4).
b) Las superficies de corte de piezas distintas y adyacentes se rayan de modo diferente. Se emplea direcciones opuestas y (o) diferente separación de las líneas de rayado para cada pieza y usando un espaciado más cerrado para las piezas más pequeñas. (Fig. 5). El rayado de piezas cuyo contorno tiene inclinaciones, se hace variando la inclinación de las líneas. (Fig. 6).
45º
4º5
3º
0
Fig. 5 Fig. 6
54
º
º45
139
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
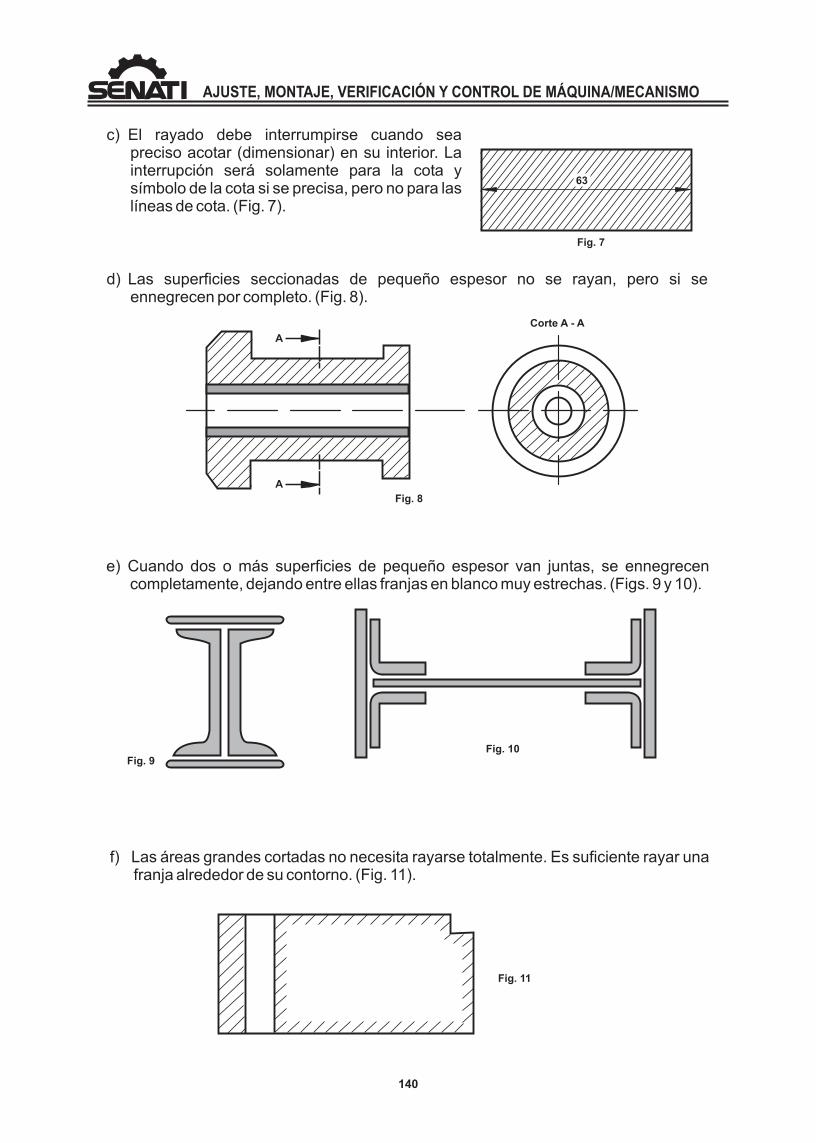
c) El rayado debe interrumpirse cuando sea preciso acotar (dimensionar) en su interior. La interrupción será solamente para la cota y símbolo de la cota si se precisa, pero no para las líneas de cota. (Fig. 7).
d) Las superficies seccionadas de pequeño espesor no se rayan, pero si se ennegrecen por completo. (Fig. 8).
Fig. 7
63
Fig. 9Fig. 10
Fig. 8
Corte A - A
A
A
e) Cuando dos o más superficies de pequeño espesor van juntas, se ennegrecen completamente, dejando entre ellas franjas en blanco muy estrechas. (Figs. 9 y 10).
f) Las áreas grandes cortadas no necesita rayarse totalmente. Es suficiente rayar una franja alrededor de su contorno. (Fig. 11).
Fig. 11
140

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
RAYADO DE PIEZAS
Comúnmente, en los dibujos de despiece, no se usa el rayado convencional que corresponde a determinados materiales; pero algunas veces, en los dibujos de montaje se desea mostrar una distinción entre los materiales, y es evidente ventaja emplear un código estándar reconocido (Ver cuadro de rayados convencionales de algunos materiales, según las normas ISO y los Sistemas DIN y ASA).
En los dibujos de despiece, las superficies cortadas de materiales metálicos se rayan empleando el símbolo que representa el hierro fundido (fundición gris), cualquiera que fuera el material metálico empleado. Esto simplifica sólo el rayado, pero la especificación clara sobre la clase de material, se especifica en la columna material de la lista de piezas.
Sistema DIN
141

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
RAYADO DE PIEZAS
Sistema ASA
Hierro colado
Acero
Bronce, latón, cobre y sus componentes.
Metal blanco, cincplomo, metal anti-friccionante yaleaciones.
Aluminio y susaleaciones.
Aislación eléctrica,vulcanita, fibra,mica, bakelita, etc.Píntese totalmentede negro en loscortes angostos.
Aislación de sonidoo de calor. Corcho, fieltro, lana, amiantomagnesio, envoltu-ras, etc
Mármol, pizarra,vidrio, porcelana,etc.
Material flexible,fieltro, goma, tejidos, etc.
Ladrillo y materialrefractario.
Enrollamientoseléctricos, electro-imanes, resis-tencias, etc.
Concreto
MamposteríaMadera
Tierra
Roca
Arena
Agua y otroslíquidos.
Transversala la fibra.
Longitudinala la fibra.
}
142
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
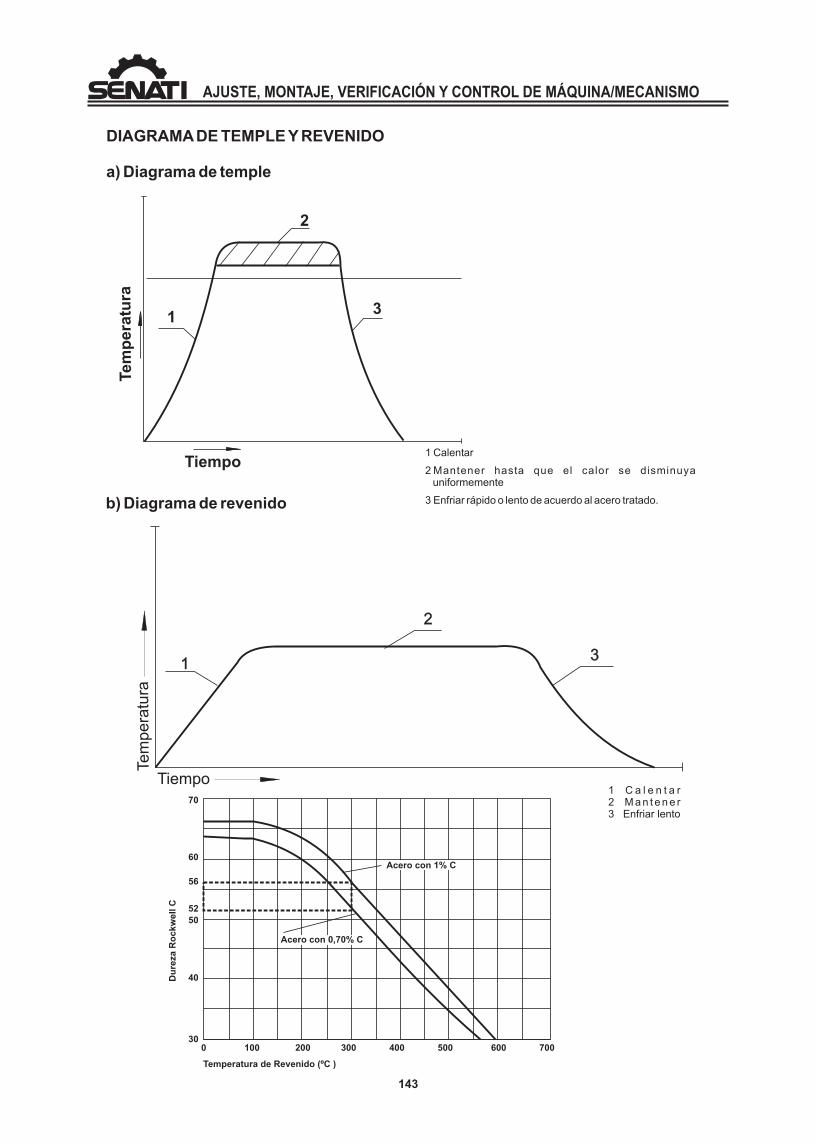
DIAGRAMA DE TEMPLE Y REVENIDO
a) Diagrama de temple
Ter
ae
mp
atu
r
Tiempo
31
2
1 Calentar
2 Mantener hasta que el calor se disminuya uniformemente
3 Enfriar rápido o lento de acuerdo al acero tratado.b) Diagrama de revenido
Te
rem
pa
tura
Tiempo
11
22
33
1 C a l e n t a r2 M a n t e n e r3 Enfriar lento
Acero con 1% C
Acero con 0,70% C
Du
reza
Ro
kw
ell
c
C
70
60
56
52
50
40
30
Temperatura de Revenido (ºC )
0 100 200 300 400 500 600 700
143
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
CUIDADOS EN LA OPERACIÓN DEL HORNO ELÉCTRICO Y ELEMENTOS DE TRATAMIENTO TÉRMICO
- No juegue con los hornos el proceso de tratamiento térmico. (Fig. 1)
- Utilice el horno apropiado para realizar el tratamiento térmico.
- Limpiar las piezas de óxidos y grasas.
- Si no cuenta con los pirómetros para determinar la temperatura utilice lápiz para tratamiento térmico observando el cambio de color de la raya trazada, de acuerdo con las graduaciones del lápiz y la gama de colores. (Fig. 2).
- Evite el derramar aceite en el proceso de enfriamiento.
- Después de realizar el proceso de tratamiento térmico mantenga limpio y ordenado el área de trabajo.
- No utilice recipientes que están soldadas por soldadura de estaño peligro de ocasionar un derrame.
- Todo tipo de rayaduras de maquinado, así como los cambios de diámetro en ángulo vivo originan tensiones en el acero y peligro de rotura.
Pieza a calentar
Lápiz especial
Fig. 1
Fig. 2
144
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
HOJA DE TRABAJO
1. ¿En qué consiste el Tratamiento Térmico?
2. ¿Cuál es el objetivo de los Tratamientos Térmicos?
3. ¿Qué entiende Ud, por envejecimiento de los aceros?
4. ¿Qué fuentes de calor se pueden utilizar en el Tratamiento Térmico?
5. ¿Qué métodos se consideran para controlar la temperatura de los aceros en el tratamiento térmico?
6. ¿Cómo está constituido un horno eléctrico de cámara?
7. ¿Qué ventajas proporciona los hornos de Lecho Fluidizado en el Tratamiento Térmico?
8. ¿A qué se denomina Temple?
9. ¿Qué etapas principales se consideran en el proceso de temple?
10. ¿Qué medios de enfriamiento se utilizan para el proceso de Temple de los aceros?
11. Cuándo un acero después de temple presenta rajaduras. ¿Cuál es la causa o error?
12. ¿Cómo se presenta la textura del acero con más de 0,83% de carbono, sin templar?
13. ¿Qué elementos de trabajo considera Ud, que se deben utilizar para resolver el Tratamiento Térmico?
14. ¿Qué temperatura requiere un acero Ck45 para templar en agua y aceite?
15. ¿Qué temperatura requiere un acero 32 Cr Mo 12 para ser revenido?
145
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
HOJA DE TRABAJO
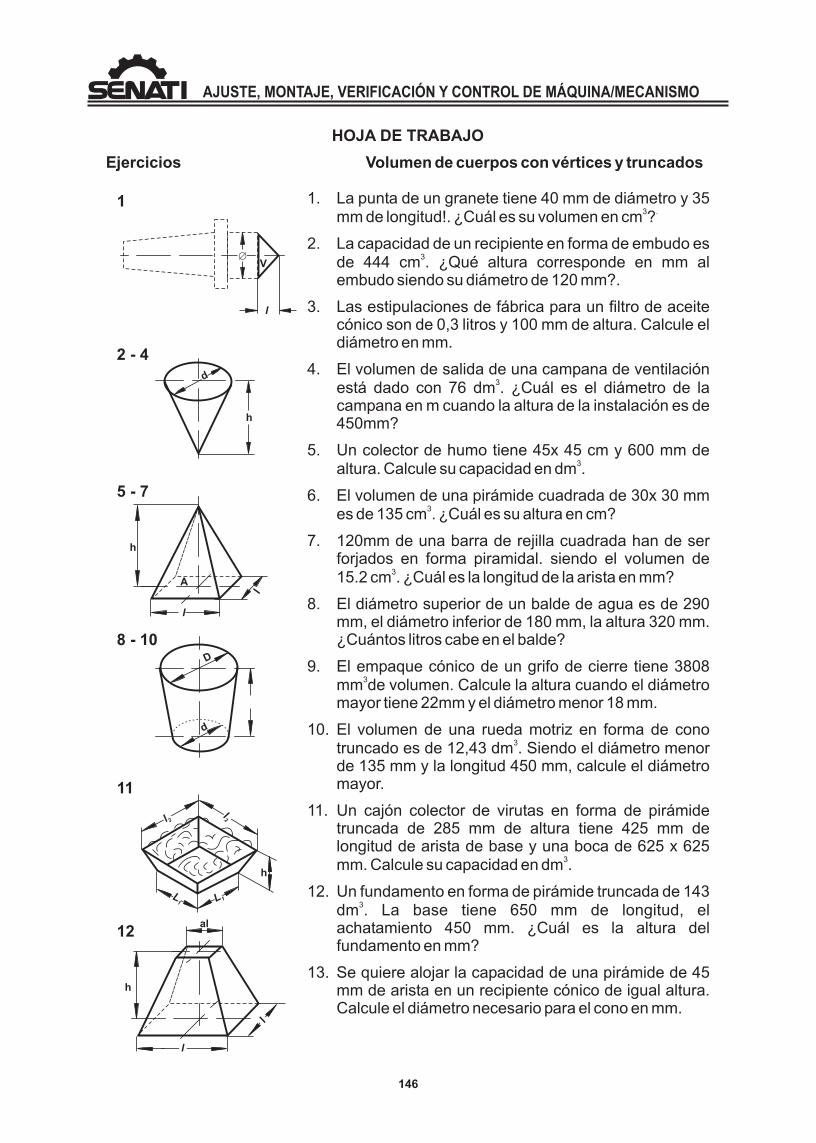
Ejercicios Volumen de cuerpos con vértices y truncados
1
V
l
Æ
h
d
2 - 4
h
A
l
l
5 - 7
d
D
8 - 10
h
l 2l2
L 1L1
11
h
l
al
l
12
1. La punta de un granete tiene 40 mm de diámetro y 35 3 .mm de longitud!. ¿Cuál es su volumen en cm ?
2. La capacidad de un recipiente en forma de embudo es 3de 444 cm . ¿Qué altura corresponde en mm al
embudo siendo su diámetro de 120 mm?.
3. Las estipulaciones de fábrica para un filtro de aceite cónico son de 0,3 litros y 100 mm de altura. Calcule el diámetro en mm.
4. El volumen de salida de una campana de ventilación 3está dado con 76 dm . ¿Cuál es el diámetro de la
campana en m cuando la altura de la instalación es de 450mm?
5. Un colector de humo tiene 45x 45 cm y 600 mm de 3altura. Calcule su capacidad en dm .
6. El volumen de una pirámide cuadrada de 30x 30 mm 3es de 135 cm . ¿Cuál es su altura en cm?
7. 120mm de una barra de rejilla cuadrada han de ser forjados en forma piramidal. siendo el volumen de
315.2 cm . ¿Cuál es la longitud de la arista en mm?
8. El diámetro superior de un balde de agua es de 290 mm, el diámetro inferior de 180 mm, la altura 320 mm. ¿Cuántos litros cabe en el balde?
9. El empaque cónico de un grifo de cierre tiene 3808 3mm de volumen. Calcule la altura cuando el diámetro
mayor tiene 22mm y el diámetro menor 18 mm.
10. El volumen de una rueda motriz en forma de cono 3truncado es de 12,43 dm . Siendo el diámetro menor
de 135 mm y la longitud 450 mm, calcule el diámetro mayor.
11. Un cajón colector de virutas en forma de pirámide truncada de 285 mm de altura tiene 425 mm de longitud de arista de base y una boca de 625 x 625
3mm. Calcule su capacidad en dm .
12. Un fundamento en forma de pirámide truncada de 143 3dm . La base tiene 650 mm de longitud, el
achatamiento 450 mm. ¿Cuál es la altura del fundamento en mm?
13. Se quiere alojar la capacidad de una pirámide de 45 mm de arista en un recipiente cónico de igual altura. Calcule el diámetro necesario para el cono en mm.
146

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
HOJA DE TRABAJO
Ejercicio
1. Dibujar la siguiente pieza de material bronce en vistas necesarias y en corte considerando el rayado de piezas.
40
34
17
4480
10
10
36
10
R6
R20
Æ02
R6Æ15
162
R3
4824
12
40
0Æ 5
Æ 10
7Æ6
Æ 84
2. Dibujar la brida de material acero en vistas necesarias y en corte considerando el rayado de piezas.
147

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
HOJA DE TRABAJO
Æ 42
4Æ 5
Æ 40
2Æ 4
60
60
R6
R4
26
R21
12
12
12
30
11
6
3. Dibujar el soporte bascular en corte y vistas necesarias.
2424
36
36
34
34
424245
45
24
24
14
14
12
12
R3R3
R6R6R8R8
Æ 46Æ 46
Æ 20Æ 20
Æ 42Æ 42
Æ 18Æ 18
Æ 8Æ 8
Æ 120Æ 120
Æ 06Æ 06
2 x5º
42 x
5º 4
5
4º5
4º
Æ 9Æ 9
5. Dibujar la tapa en vistas necesarias y en corte considerando el rayado de piezas.
148

BIBLIOGRAFÍA
• TECNOLOGÍA DE LOS METALES : G.T.Z
• TECNOLOGÍA DEL TALLER MECÁNICO : CEAT
• USO DE INSTRUMENTOS DE MEDICIÓN : SENATI
Y COMPROBACIÓN
• MECÁNICA DE TALLER : METROLOGÍA II
CULTURAL S.A.
• MATEMÁTICA APLICADA PARA : G.T.Z.
TÉCNICA MECÁNICA
• TABLA DE LA INDUSTRIA METALÚRGICA : G.T.Z.
• MANUAL DE MÁQUINAS HERRAMIENTAS
• CIENCIAS BÁSICAS : SENATI
: CIENCIAS Y TÉCNICAS S.A.
• DIBUJO TÉCNICO METAL I, II : G.T.Z.
• TECNOLOGÍA MECÁNICA : SENATI
INSTRUMENTOS DE MEDICIÓN
VERIFICACIÓN, AFILADO DE
HERRAMIENTAS, RECTIFICADO.
• MANUAL DE ACEROS ESPECIALES : BÓHLER
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO


89000238
MANUAL DE APRENDIZAJE
AJUSTE, MONTAJE,
VERIFICACIÓN Y CONTROL DE MÁQUINAS- PARTE II
(SEM 4, 5, 6 Y 7)