AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE...
22
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO Normalización de los metales duros Las herramientas de metal duro se han normalizado según tres grupos principales de arranque de viruta: placas de corte para metales de viruta larga (letra característica P, color distintivo azul), para materiales de viruta larga y corta (M, amarillo) y para materiales de viruta corta (K, rojo). Los grupos principales de arranque de viruta se subdividen en otros grupos que podemos llamar de aplicación y que se designan mediante las letras del grupo principal y un número, así por ejemplo. P30, M 10, K40. Los números bajos denotan una mayor resistencia al desgaste y los altos de una mayor tenacidad. Los metales duros con números bajos son bastantes frágiles. En ellos habrá que evitar golpes y choques. Los metales duros para conformación de materiales sin arranque de viruta constituyen el grupo principal G con el color característico pardo. Esta subdividido en los grupos de aplicación G 05 hasta G 60 Herramientas de tornear con Plaquitas de metal duro Las nueve herramientas de tornear más importantes han sido aceptadas internacionalmente de acuerdo a una recomendación ISO. (Fig. 3). Fig. 3. Herramientas de tornear en posición de trabajo normalizadas según ISO formas y dimensiones. Sección del mango q cuadrada q 1012 1620 2532 q 1012 1620 2532 q 1012 1620 2532 q 1012 1620 2532 q 1012 1620 2532 q 810 121620 2532 q 810 121620 2532 ISO 1 ISO 2 ISO 3 ISO 4 ISO 5 ISO 6 ISO 7 ISO 8 ISO 9 ISO 9 DIN 4974 Cuchilla de esquinas interiores Cuchilla de interiores Cuchilla de tronzar Cuchilla recta Cuchilla con mango acodado Cuchilla de esquina escalonada Cuchilla plana Cuchilla frontal escalonada Cuchilla lateral escalonada DIN 4973 ISO 9 DIN 4981 DIN 4971 DIN 4972 DIN 4978 DIN 4976 DIN 4977 DIN 4980 ISO 7 ISO 1 ISO 2 ISO 3 ISO 4 ISO 5 ISO 6 Secciones normalizadas en mm h rectangular h r r 2025324050 8 10 12 16 20 25 8 10 12 16 20 25 162025304050 20253040 2025324050 12162025324050 h h h h r circular Las herramientas de tornear con placas de corte de metal duro están normalizadas en DIN 4971 a 4981 y las herramientas con placas de corte de acero rápido en DIN 4951 a 4965. 64
Transcript of AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE...

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Normalización de los metales duros
Las herramientas de metal duro se han normalizado según tres grupos principales de arranque de viruta: placas de corte para metales de viruta larga (letra característica P, color distintivo azul), para materiales de viruta larga y corta (M, amarillo) y para materiales de viruta corta (K, rojo). Los grupos principales de arranque de viruta se subdividen en otros grupos que podemos llamar de aplicación y que se designan mediante las letras del grupo principal y un número, así por ejemplo. P30, M 10, K40. Los números bajos denotan una mayor resistencia al desgaste y los altos de una mayor tenacidad. Los metales duros con números bajos son bastantes frágiles. En ellos habrá que evitar golpes y choques.
Los metales duros para conformación de materiales sin arranque de viruta constituyen el grupo principal G con el color característico pardo. Esta subdividido en los grupos de aplicación G 05 hasta G 60
Herramientas de tornear con Plaquitas de metal duro
Las nueve herramientas de tornear más importantes han sido aceptadas internacionalmente de acuerdo a una recomendación ISO. (Fig. 3).
Fig. 3. Herramientas de tornear en posición de trabajo normalizadas según ISO formas y dimensiones.
Sección del mango q cuadrada
q 1012 1620 2532
q 1012 1620 2532
q 1012 1620 2532q 1012 1620 2532
q 1012 1620 2532
q 810 121620 2532
q 810 121620 2532
ISO 1
ISO 2
ISO 3ISO 4ISO 5ISO 6
ISO 7ISO 8
ISO 9
ISO 9
DIN 4974
Cuchilla deesquinas interiores
Cuchilla deinteriores
Cuchillade tronzar
Cuchillarecta
Cuchilla conmango acodado
Cuchilla deesquina escalonada
Cuchilla plana
Cuchilla frontalescalonada
Cuchilla lateralescalonada
DIN 4973
ISO 9
DIN 4981 DIN 4971 DIN 4972 DIN 4978 DIN 4976 DIN 4977 DIN 4980
ISO 7 ISO 1 ISO 2 ISO 3 ISO 4 ISO 5 ISO 6
Secciones normalizadas en mm
h rectangular
h
r
r
2025324050
8 10 12 16 20 258 10 12 16 20 25
16202530405020253040
2025324050
12162025324050
h
h
hh
r circular
Las herramientas de tornear con placas de corte de metal duro están normalizadas en DIN 4971 a 4981 y las herramientas con placas de corte de acero rápido en DIN 4951 a 4965.
64

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Las normas fijan:
* la forma de la herramienta.
* las normas y dimensiones de las secciones, así como la longitud de los mangos.
* la distancia acodada de la herramienta.
* las magnitudes de los ángulos de ataque y despullo y la disposición de las placas de corte.
Sobre cada mango se puede montar la placa de corte correspondiente al material de la pieza a mecanizar. Las formas ISO 1, 2, 3, 5, 6 y 7 (Fig. 5) se fabrican como cuchillas a izquierdas o a derechas.
Ejemplo de la designaciones de una cuchilla de torno:
Herramienta ISO 2 DIN 4972 L 25 q K 10
Tipo de herramienta
L = a izquierdas (R = a derechas)
Mango cuadrado, 25 mm de lado
Tipo de metal duro
Las cuchillas de tronzar tienen el filo oblicuo.
Las cuchillas de forma (herramientas de perfiles) no deben cambiar de forma (perfil) con el afilado, por lo que no tienen ángulo de ataque. Sólo pueden ser afiladas en las superficies del hombro.
Los discos de forma (discos de perfiles) se utilizan el la producción en serie de torneado de perfiles. Se pueden afilar con frecuencia sin perder la forma.
Las placas de corte (DIN 771, 4950) son de acero de herramientas templado (acero rápido) o de metal duro. Están rectificadas por su superficie de apoyo, van soldadas a mangos normalizados de alta resistencia y tienen un ángulo de despullo y destalonamiento.
Las placas de corte reversibles (Fig. 4) son placas ya preparadas para su uso, de metal duro o de cerámica de corte.
} } } }
Fig. 4. Placas de corte reversibles de metal duro o de material cerámico de corte según DIN 4987.
Forma
Ángulo dedespullo
65
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
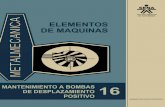
Se fijan al mango de la herramienta y cuando se embotan se giran o se les da vuelta de forma que un filo nuevo quede en posición de trabajo. (Fig. 5)
Placa de corte
Elemento de sujeción
Soporte desujeción.
Suplemento de material.
Placa de formación de la viruta
Fig. 5. Dispositivo de sujeción de las placas de corte reversibles sin ángulo de despullo (dispositivo de sujeción de las placas reversibles de material cerámico de corte)
Las placas sin ángulo de despullo de unos 5°, y un ángulo de ataque de +6° (placas positivas).
Las placas de material de cerámico de corte son siempre negativas y en general de mayor espesor que las de metal duro.
Los destalonados (escalón de guía de la viruta) influyen en la forma y salida de la viruta. Se esmerilan en el hombro de la herramienta o se forman por la manera especial de sujetar la placa. También pueden venir formados en las placas de corte reversibles como gargantas ranuradas que forman al mismo tiempo el ángulo de ataque.
El ángulo abarcado, j (fi) influye en la dirección de salida de la viruta.
Ángulo de ataque = 10°, positivo
Normalizado en los destalonados para todos los trabajos de acabado y de
desbaste ligero. Buena formación de viruta con avances de 0,008 a 0,25 mm.
Ángulo de ataque = 5°, positivo
Para trabajos de desbaste de materiales que producen viruta larga y de piezas de fundición de pared delgada. Buena formación de viruta con avances de 0,025 a 0,6 mm.
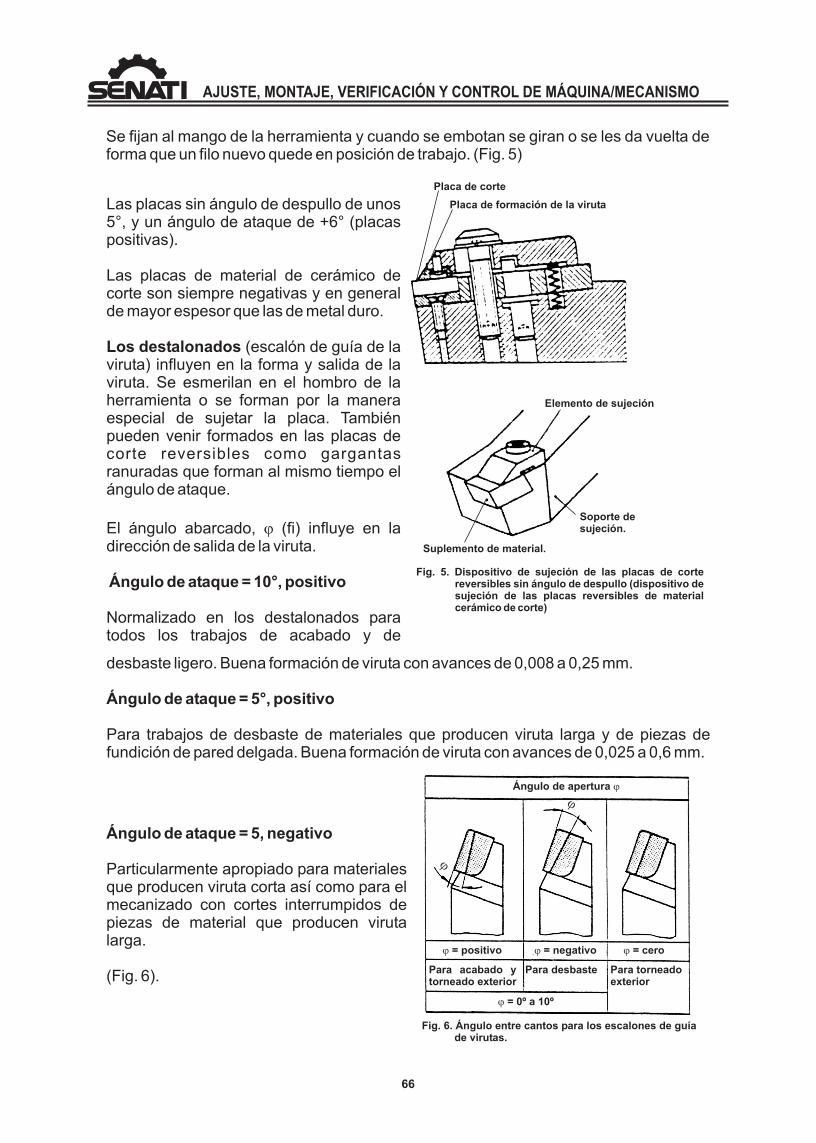
Ángulo de ataque = 5, negativo
Particularmente apropiado para materiales que producen viruta corta así como para el mecanizado con cortes interrumpidos de piezas de material que producen viruta larga.
(Fig. 6).
Fig. 6. Ángulo entre cantos para los escalones de guía de virutas.
Ángulo de apertura j
j = positivo j = negativo j = cero
Para torneadoexterior
Para acabado y torneado exterior
Para desbaste
j = 0º a 10º
j
j
66
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
CERÁMICA DE CORTE
Los materiales resistentes a las altas temperaturas, o Cermets, poseen componentes cerámicos tales como óxido de aluminio (Al O ) o dióxido de silicio (SiO ), así como 2 3 2
componentes metálicos tales como el cobalto (CO), cromo (Cr) y hierro (Fe). Si en lugar de los metales se utilizan óxidos metálicos, resultan los llamados materiales oxicerámicos.
Las substancias de partida metálicas y cerámicas no se pueden alear entre sí, sino tan sólo sinterizarse. Estas substancias combinadas se designan con el nombre de Cermet (ceramic metals).
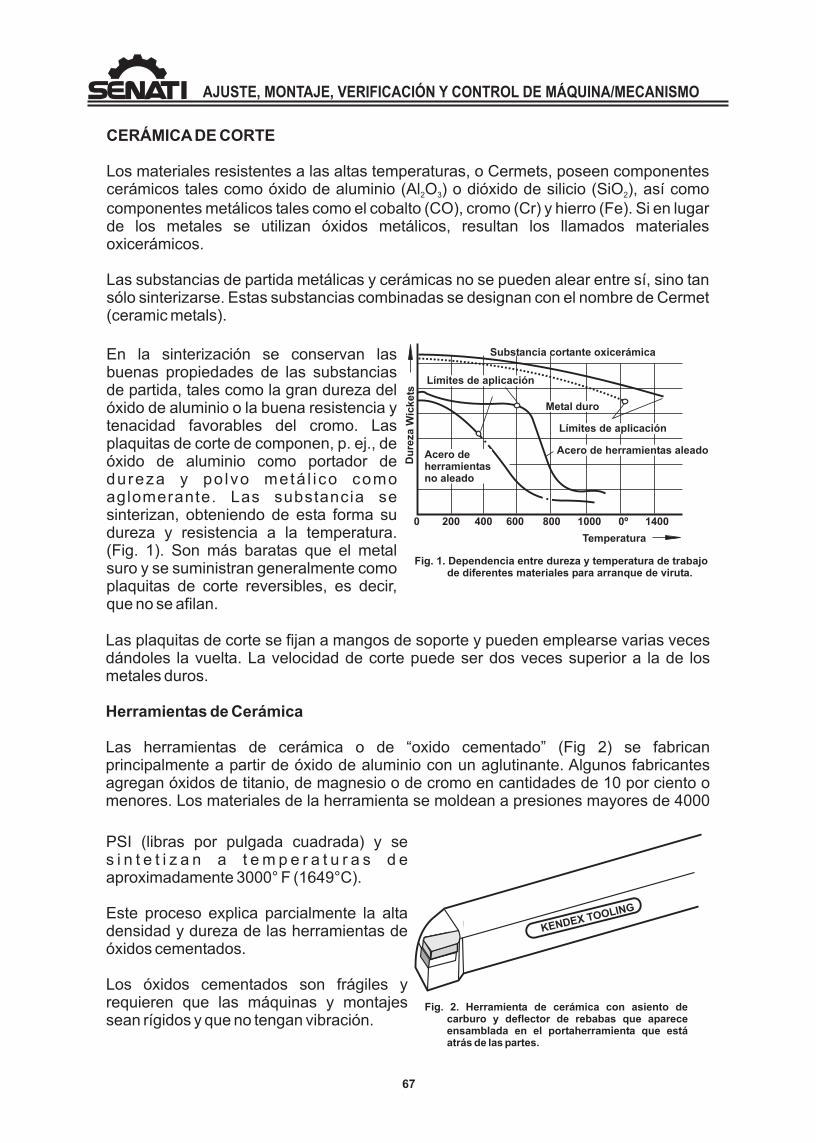
Fig. 1. Dependencia entre dureza y temperatura de trabajo de diferentes materiales para arranque de viruta.
Substancia cortante oxicerámica
Límites de aplicación
Límites de aplicación
Acero de herramientas no aleado
Acero de herramientas aleado
Metal duroD
eza
Wc
es
ur
ik
t
0 0º 1400
Temperatura
200 400 600 800 1000
En la sinterización se conservan las buenas propiedades de las substancias de partida, tales como la gran dureza del óxido de aluminio o la buena resistencia y tenacidad favorables del cromo. Las plaquitas de corte de componen, p. ej., de óxido de aluminio como portador de dureza y po lvo metá l i co como aglomerante. Las substancia se sinterizan, obteniendo de esta forma su dureza y resistencia a la temperatura. (Fig. 1). Son más baratas que el metal suro y se suministran generalmente como plaquitas de corte reversibles, es decir, que no se afilan.
Las plaquitas de corte se fijan a mangos de soporte y pueden emplearse varias veces dándoles la vuelta. La velocidad de corte puede ser dos veces superior a la de los metales duros.
Herramientas de Cerámica
Las herramientas de cerámica o de “oxido cementado” (Fig 2) se fabrican principalmente a partir de óxido de aluminio con un aglutinante. Algunos fabricantes agregan óxidos de titanio, de magnesio o de cromo en cantidades de 10 por ciento o menores. Los materiales de la herramienta se moldean a presiones mayores de 4000
PSI (libras por pulgada cuadrada) y se s i n t e t i z a n a t e m p e r a t u r a s d e aproximadamente 3000° F (1649°C).
Este proceso explica parcialmente la alta densidad y dureza de las herramientas de óxidos cementados.
Los óxidos cementados son frágiles y requieren que las máquinas y montajes sean rígidos y que no tengan vibración.
Fig. 2. Herramienta de cerámica con asiento de carburo y deflector de rebabas que aparece ensamblada en el portaherramienta que está atrás de las partes.
KENDEX TOOLING
67

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Las herramientas de cerámica deben usarse como reemplazos para las herramientas de carburo que estén desgastando rápidamente, pero no para reemplazar herramientas de carburo que se estén rompiendo.
Herramientas de Diamante
El diamante es la substancia cortante más dura. Con soportes adecuados, o e forma de discos de rectificar, permite mecanizar el metal duro.
A veces se usan diamantes industriales para maquinar piezas de trabajo de gran dureza. Sólo es posible lograr regímenes bajos de corte de material con las herramientas de diamante (Fig. 3A), pero se usan velocidades muy altas y se obtienen buenos acabados (Fig. 3B).
ACCURATE
PT. P
NDG
A E
IN
Fig. 3A. Las herramientas de diamante se instalan en portaherramientas de zanco cuadrado como insectos removibles..
Fig. 3B. Torneado a 725 ppm, se corta 0.010 pulg. De material en cada dos pasadas a una velocidad de 5 ½ pulgadas por minuto (0.0023 ppr) a lo largo de las 29 pulgadas de longitud de la pieza fundida. No se requiere refrigerante para este torneado.
MAQUINA DE SIERRA CINTA
La máquina de cinta vertical o sierra de cinta vertical (Fig. 4) es a veces conocida como la máquina más útil del taller de máquinas. Tal vez la razón para ello es la gran variedad de trabajo que puede hacerse con ella. La sierra de cinta vertical es semejante a la cinta horizontal en cuanto a construcción. Básicamente consta de una cinta cortadora sin fin u otra herramienta de cinta que corre una rueda motriz y otra loca o movida. La cinta corre verticalmente en el punto de corte, pasando a través de una mesa de trabajo sobre la cual se apoya la pieza de trabajo. La pieza de trabajo es empujada hacia la sierra y la dirección del corte se guía manualmente o por medios mecánicos.
Fig. 4 La sierra de cinta de Leighton A. Wilkie de 1933 era la última máquina herramienta básica por desarrollar.
68

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Ventajas de las sierras de cinta
Con una sierra de cinta, sólo una pequeña porción del material tiene que reducirse a rebabas para descubrir la forma y el tamaño finales de la pieza de trabajo (Fig. 5). Con frecuencia, un trozo de material de existencia puede cortarse a su forma final mediante uno o dos cortes de sierra. Una ventaja adicional es que la sierra de cinta corta una ranura muy angosta, con la cual se desperdicia un mínimo del material.
Pequeña cantidadde material de desperdicio
reducido a rebabas
Todo el materialde desperdicio
se reduce a rebabas
Fig. 5 . El corte a sierra puede descubrir la forma de la pieza de trabajo en un número mínimo de cortes.
Fig. 6. El corte a cinta sobre curvas o contornos puede producir formas de partes que serían difíciles de maquinar por otros métodos.
El aserrado de formas complicadas puede lograrse mediante una combinación de alimentación manual y alimentación automática mecanizada.
El aserrado a cinta y el maquinado a cinta tienen muchas ventajas. No hay límite en cuanto a la longitud, el ángulo o la dirección del corte(Fig. 7).
Fig. 7. Corte de u anillo de gran diámetro en una sierra de cinta vertical.
Una segunda ventaja importante de las sierras de cinta es la facilidad con que pueden seguirse diversos contornos. Con estas sierras pueden cortarse formas curvas muy intrincadas que serían casi imposibles maquinar por otros métodos (Fig. 6).
69

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
TIPOS DE MAQUINAS DE CINTA
Máquina de cinta para uso general con mesa de trabajo fija
La máquina de cinta para uso general se encuentra en la mayoría de los talleres de máquinas (Fig. 1).
Está máquina tiene una mesa de trabajo que no es alimentada mecánicamente, que puede inclinarse 10 grados hacia la izquierda (Fig. 2).
La inclinación por este lado está limitada por el bastidor de la sierra. La mesa puede inclinarse 45 grados hacia la derecha (Fig. 3).
En las máquinas grandes, la inclinación de la mesa puede estar limitada a 5 grados.
Fig. 2.
Fig. 3.
Mesa de trabajo de una sierra de cinta vertical ue puede inclinarse a 10 grados hacia la izquierda.
Mesa de trabajo de una sierra de cinta vertical inclinada a 45 grados hacia la derecha.
Punta seguidora
Plantilla
DoALLDoALL
Fig. 1. Accesorio seguidor hidráulico.
70

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Fig. 4. Sierra de cinta de gran capacidad.
Máquinas de cinta de gran capacidad
Este tipo de máquinas de cinta se emplea para el corte de piezas de trabajo muy grandes. La cinta completa está sujeta a una columna oscilante. La pieza de trabajo permanece fija y la sierra se mueve en torno a la pieza para lograr hacer los cortes deseados (Fig. 4).
A
B
C
D
Aplicaciones de la maquina de cinta vertical
Aserrado convencional y aserrado de contornos
Las máquinas de cinta verticales se usan en muchas aplicaciones convencionales de
Fig. 5. Recorte de protuberancias y salientes de piezas fundidas en la sierra de cinta vertical.
aserrado. Se encuentran en las fundiciones aplicadas al recorte de salientes y protuberancias de las piezas fundidas. La máquina de cinta puede aceptar una pieza fundida grande y hacer cortes separados por distancias grandes. (Fig. 5).
El recorte de piezas de fundición para producción se logra fácilmente con la máquina de cinta de herramienta de alta velocidad. Las sierras de cinta son también útiles para operaciones de partido o corte. En el taller de máquinas, la sierra de cinta vertical se usa en general para hacer cortes en línea recta y para corte de contornos tanto en lámina como en plancha de acero.
Fig. 6. Lima de cinta.
Aserrado por fricción
Limado a cinta y pulido a cinta
La lima de cinta está formada por segmentos de lima sujetos a una cinta de acero de resortes (D) (Fig. 6). Al ir pasando la lima de cinta a través de la pieza de trabajo se cierra un entrelanzamiento y mantiene atado al segmento de lima (B).
El entrelanzamiento o candado se suelta luego, permitiendo que ruede el segmento de lima alrededor de la rueda de la cinta. Hay un espacio previsto para rebabas entre la cinta y el segmento de lima(C).
71

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
La lima de cinta tiene una ranura de aseguramiento para que los extremos puedan unirse para aplicaciones de limado tanto internas (Fig. 7) como externas .
También se usan en aplicaciones tales como el limado de dientes de engranes grandes a forma y tamaño (Fig. 8).
Fig. 7. Limado interior con lima de cinta.
Fig. 8. Limado de engranaje grande de dientes rectos con lima de cinta
Fig. 9. Pulido a cinta.
En este pulido a cinta se utiliza una cinta continua abrasiva (Fig. 9). El grano del abrasivo puede, variarse, dependiendo del acabado de superficie deseado.
Instalación y ajuste de las guías de la cinta en la sierra de cinta vertical
Las guías de cinta deben instalarse correctamente si se espera que la máquina corte con exactitud y si ha de impedirse que le ocurran daños a la cinta.
Asegúrese de usar las guías del ancho correcto para la cinta (Fig. 10). La cinta debe quedar completamente sostenida excepto en los dientes. Sise usan guías del ancho de la cinta con una cinta angosta se destruye la traba de la cinta tan pronto como se pone a funcionar la máquina.
Fig. 10. Las guías de la cinta deben sostener a éstas completamente, pero no deben extenderse sobre los dientes.
72

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Las guías de la cinta se ajustan con un calibrador de ajuste de las guías. Instalar la guía derecha de la cinta y apretar el tornillo de fijación sólo lo sufición. Colocar el calibrador de ajuste en la ranura de la guía de la izquierda y ajustar la posición del inserto de la guía de la derecha hasta que este en contacto con los bordes vertical y diagonal del
calibrador. Revisar el rodamiento no puede girar libremente, puede resultar rayado por la cinta o dañarse en forma permanente.
Instalar el inserto de la guía del lado derecho y hacer el ajuste para el espesor de la cinta usando el mismo calibrador de ajuste (Fig. 11).
Se emplean guías de rodillos para la cinta en aplicaciones de corte de alta velocidad de la cinta, o sea, en exceso de 2000 PPM (600 MPM).
También se utiliza en las operaciones de corte a sierra por fricción. La guía de rodillos debe ajustarse de manera que tenga de 0.001 a 0.002 pulg. De holgura a la cinta.
Fig. 11. Ajuste de las guías de la cinta en cuanto a espesor de la misma.
Ajuste la tensión de la cinta
Es importante que l cinta tenga su tensión correcta para lograr cortes precisos. Siempre que sea posible, debe usarse una cinta de alta resistencia a la tensión.
Fig. 12. Carátula de tensión de la cinta
La resistencia a la tensión se refiere a la resistencia de la cinta aparece indicada en la carátula de tensión de la cinta. (Fig. 12). Ajustar la tensión para el ancho de la cinta que vaya a usar. Después de que una cinta nueva haya trabajado por un tiempo corto, volver a verificar la tensión. Las cintas nuevas tienden a alargarse durante su período inicial de trabajo.
Ajuste del viaje de la cinta sobre las poleas
Este ajuste se refiere a la posición de la cinta al correr sobre las llantas de la polea loca. En la sierra de cinta vertical, la polea loca puede inclinarse para ajustar la posición de carrera. La posición de carrera de la cinta debe ajustarse de manera que la parte posterior de la cinta toque apenas el rodamiento de respaldo en el conjunto de la guía. En general, no tiene que ajustarse con mucha frecuencia la posición de la cinta sobre las poleas. Después de haber instalado una cinta, verificar la posición de viaje sobre las poleas. Se es incorrecta, consultar a su instructor sobre la forma de ajustar dicha posición.
73

Fig. 13. Ajustar la posición de viaje de la cinta en las poleas por inclinación de la polea loca.
El ajuste del viaje de la cinta se hace con el motor desconectado y la transmisión en posición neutral. Esto permite dar vuelta a la cinta manualmente. El mamelón de la polea loca tiene dos perillas. La perilla exterior inclina la polea. (Fig. 13).
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Ajuste de la velocidad de la cinta
La velocidad de la cinta aparece en el indicador de velocidad de la cinta (Fig. 14). De recordarse que la velocidad de la cinta en el intervalo de baja velocidad. La escala exterior indica le misma velocidad de intervalo de alta velocidad.
La velocidad de la cinta se regula ajustando el control de velocidad. Ajuste este control solamente cuando esté funcionando el motor, ya que este ajuste mueve las bridas de la polea de velocidad variable.
EPE DS
AFST
Control develocidad de la cinta
Ajuste de los intervalos de velocidad
La mayoría de las sierras de cinta con transmisión de velocidad variable tienen un intervalo de alta y otro de baja velocidad. Se selecciona uno u otro intervalo accionando la palanca de cambio de intervalo de velocidad (Fig. 14). Este ajuste debe hacerse estando parada la cinta o trabajando a la velocidad más baja del intervalo.
Si la maquina esta ajustada en intervalo de alta velocidad, y se desea pasarla al intervalo de baja, gire la manivela de control de velocidad de la cinta hasta que esta quede trabajando a la velocidad más baja posible.
Fig. 14. Indicador de velocidad de la cinta.. Fig. 15. Controles de velocidad de la cinta y de intervalo fr velocidad
74
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
También se reducirá la productividad de corte. El usar una cinta de paso fino en material grueso sólo conduce a lentitud de corte de . El paso correcto para materiales gruesos resulta en un corte más eficiente en el mismo tiempo y a la misma presión de avance.
Al comenzar un corte, debe avanzarse suavemente a mano de pieza de trabajo.
Un choque súbito puede hacer que se astillen o fracturen los dientes de la cinta (Fig. 16),
lo cual reduce rápidamente la de la vida de la misma. Vea que se efectúe el desprendimiento de las rebabas de las guías de la cinta.
Fig. 16. Los dientes de la sierra están escariados y fracturados como resultado de choque y vibración.
Estas pueden rayar la cinta (Fig. 17), volviéndola frágil y sujeta.
Fig. 17. Las cintas rayadas o con escoriaciones pueden volverse frágiles y perder flexibilidad.
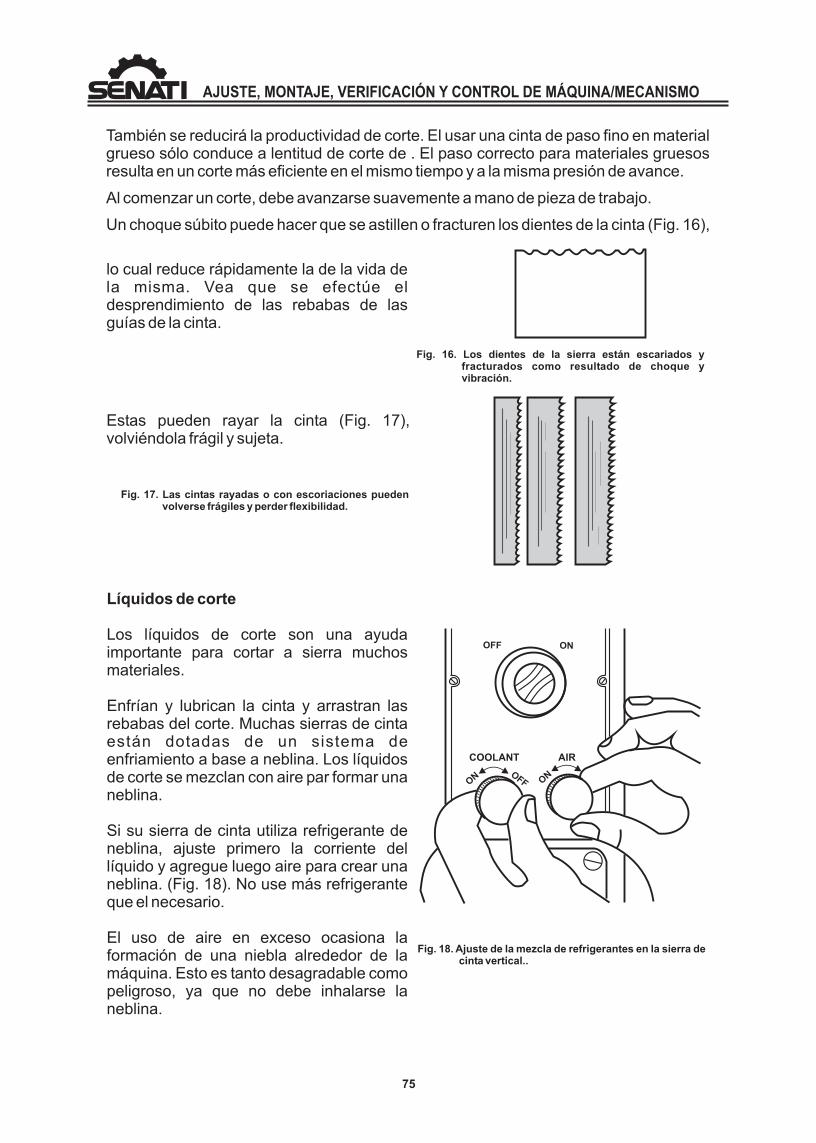
Líquidos de corte
Los líquidos de corte son una ayuda importante para cortar a sierra muchos materiales.
Enfrían y lubrican la cinta y arrastran las rebabas del corte. Muchas sierras de cinta están dotadas de un sistema de enfriamiento a base a neblina. Los líquidos de corte se mezclan con aire par formar una neblina.
Si su sierra de cinta utiliza refrigerante de neblina, ajuste primero la corriente del líquido y agregue luego aire para crear una neblina. (Fig. 18). No use más refrigerante que el necesario.
El uso de aire en exceso ocasiona la formación de una niebla alrededor de la máquina. Esto es tanto desagradable como peligroso, ya que no debe inhalarse la neblina.
COOLANT AIR
ON
ON
ONOFF
O FF
Fig. 18. Ajuste de la mezcla de refrigerantes en la sierra de cinta vertical..
75

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
CÁLCULO DE AJUSTES Y TOLERANCIAS
N = medida nominal, medida de construcción en el plano.T = tolerancia, discrepancia admitida.A = diferencias de medidaG = medida máxima admisible.K = medida mínima admisible.S = juego, árbol menor que la perforación.U = excedente, árbol mayor que la perforación.
1. Tolerancia Es la discrepancia admisible entre las medidas límite.
tolerancia = medida máxima - medida mínima
T = G - K
2. Representación de la La escala de un termómetro sirve de ilustración. Tolerancia medida nominal = línea cero.
Ejemplo: 40± 0,05Cálculo: T = 0,05 + 0,05 = 0,10 mm
3. JuegoJuego máximo =perforación máxima - árbol mínimoS =G - Kg b w
Juego mínimo =perforación mínima - árbol máximoS =K - Gk B W
4. Excedente Si se obtiene del cálculo valores de juego negativos, entonces hay excedente. excedente máximo = juego mínimo negativo.excedente mínimo = juego máximo negativo.
5. Tolerancia de ajuste Resulta de casar justamente dos piezas.Para dos piezas a montar entre si resulta, i.a.Tolerancia de ajuste = juego máximo - juego mínimo T = S - S P g K
Línea cero
G N
T 0
,05+ 0
0,- 05
TK
Au
A0A
0
Sg
Sk
Ug
UK
U
juegoSg
Sg
TP
Ug
Ug
UK
Sklínea cero
excedente
ajuste con huelgo
ajuste indeterminado
ajuste prensado
línea cero
N
A
0
A
0
AU
A
0A
= 0
U
A
0=
0
AU
AU
A U
76
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
línea cero T
1 mm mm
+
-
0.009
A0
Au
0.004
}=
11000
G 20 j6 A
6. Resumen Tolerancia T = G - KJuego máximo S = G - Kg B W
Juego mínimo S = K - GK B W
Tolerancia de ajuste T = S - SP G K
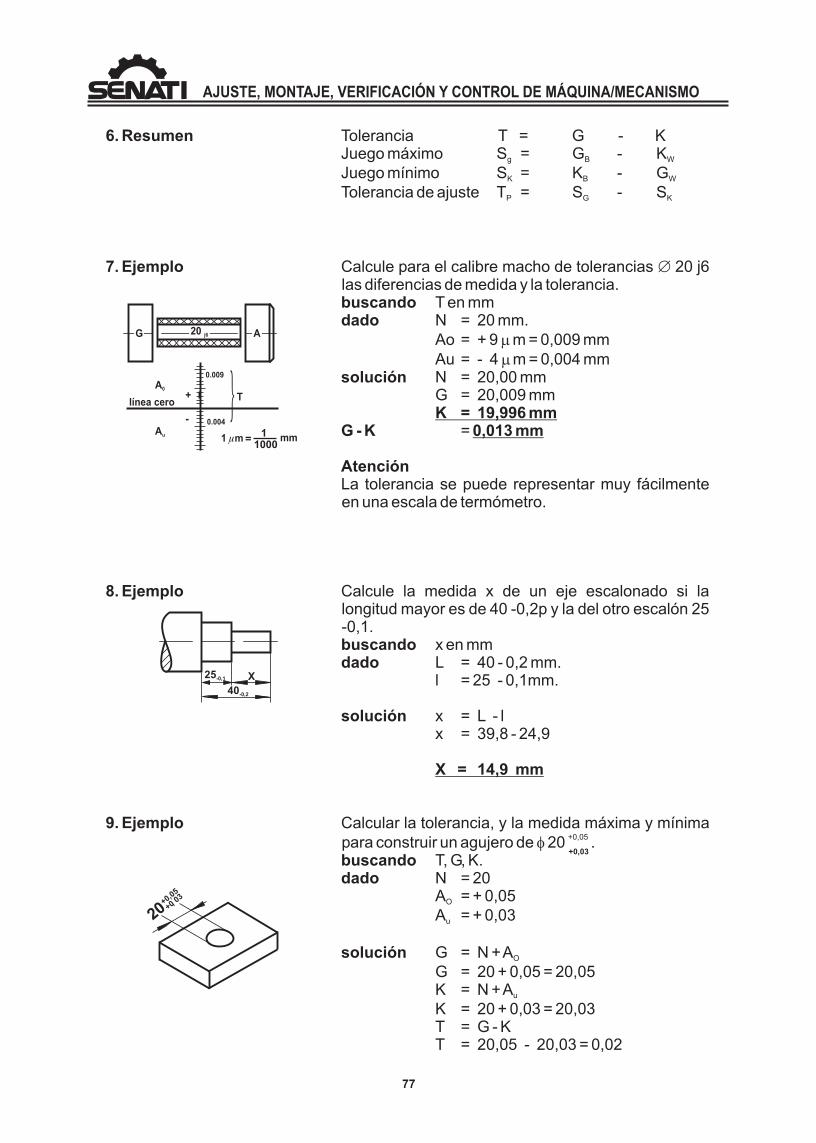
7. Ejemplo Calcule para el calibre macho de tolerancias Æ 20 j6 las diferencias de medida y la tolerancia.buscando T en mmdado N = 20 mm.
Ao = + 9 m m = 0,009 mmAu = - 4 m m = 0,004 mm
solución N = 20,00 mmG = 20,009 mmK = 19,996 mm
G - K = 0,013 mm
AtenciónLa tolerancia se puede representar muy fácilmente en una escala de termómetro.
8. Ejemplo Calcule la medida x de un eje escalonado si la longitud mayor es de 40 -0,2p y la del otro escalón 25 -0,1.buscando x en mmdado L = 40 - 0,2 mm.
l = 25 - 0,1mm.
solución x = L - lx = 39,8 - 24,9
X = 14,9 mm
9. Ejemplo Calcular la tolerancia, y la medida máxima y mínima +0,05para construir un agujero de f 20 .
buscando T, G, K.dado N = 20
A = + 0,05O
A = + 0,03u
solución G = N + A O
G = 20 + 0,05 = 20,05K = N + A u
K = 20 + 0,03 = 20,03T = G - K T = 20,05 - 20,03 = 0,02
25-0,1 X
40-0,2
+0,03
003
+,
02+0
0,5
77
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
ELEMENTOS QUÍMICOS DE SIERRA DE CINTA
Entre los materiales que se fabrican las cintas de sierra se tiene el acero común al carbono, en el cual los dientes de la sierra tienen temple completo y la parte posterior de la sierra no tiene temple alguno.
Las sierras de acero aleado al carbono tienen sus dientes templados al igual que la parte que queda atrás de éstos. La parte trasera templada permite suficiente flexibilidad a la cinta, pero por la mayor resistencia a la tensión mayor. Por esta razón se mejora considerablemente la precisión del corte. El material de las cintas se presta mucho para el corte de contornos.
Las cintas de acero de alta velocidad y las bimetálicas de acero de alta velocidad se usan para aplicaciones de gran producción o de corte severo a sierra en las que la cinta deben tener muy buena resistencia al desgaste. Las cintas de acero de alta velocidad pueden soportar un calentamiento mucho mayor que las de acero al carbono o de acero aleado. En las cintas bimetálicas, la porción cortante está hecha de un tipo de acero de alta velocidad y la parte posterior de otro tipo de acero, también de alta velocidad, que tiene gran flexibilidad y alta resistencia a la tensión. Las cintas de acero de alta velocidad y las bimetálicas pueden hacer cortes más largos, con mayor rapidez y exactitud.
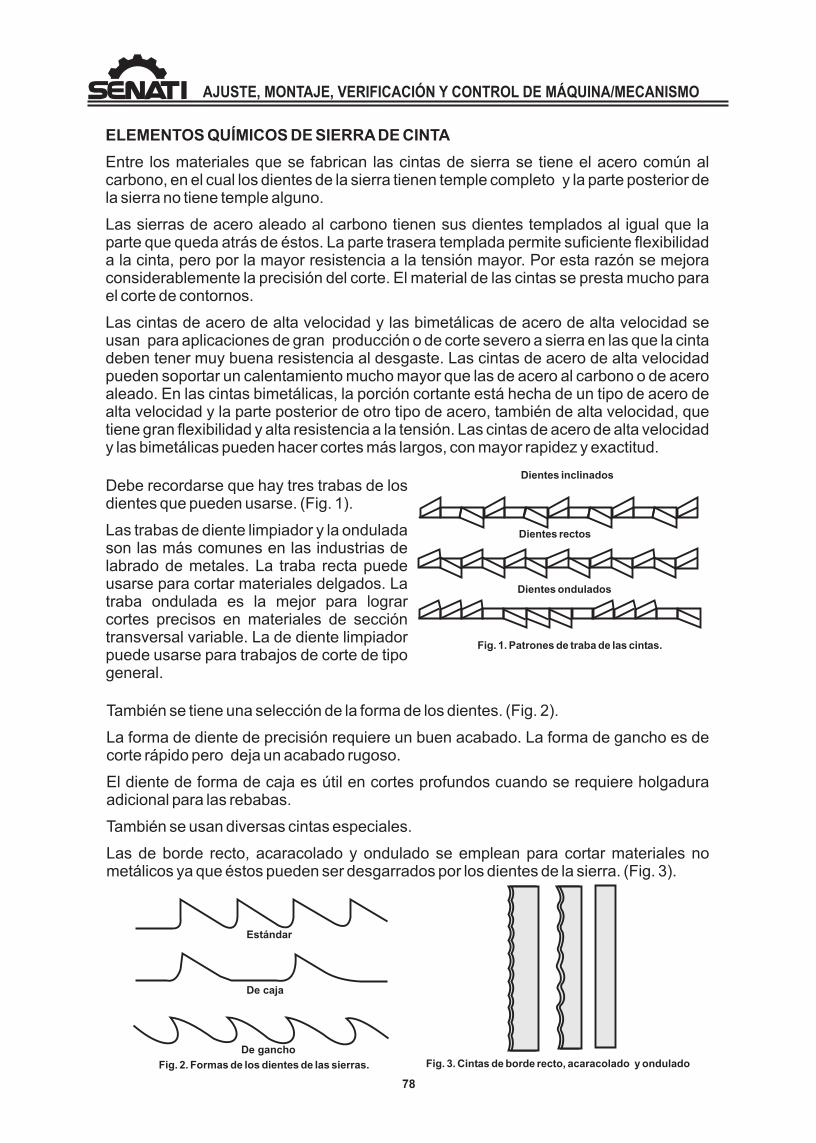
Dientes inclinados
Dientes rectos
Dientes ondulados
Fig. 1. Patrones de traba de las cintas.
También se tiene una selección de la forma de los dientes. (Fig. 2).
La forma de diente de precisión requiere un buen acabado. La forma de gancho es de corte rápido pero deja un acabado rugoso.
El diente de forma de caja es útil en cortes profundos cuando se requiere holgadura adicional para las rebabas.
También se usan diversas cintas especiales.
Las de borde recto, acaracolado y ondulado se emplean para cortar materiales no metálicos ya que éstos pueden ser desgarrados por los dientes de la sierra. (Fig. 3).
Estándar
De caja
De gancho
Fig. 3. Cintas de borde recto, acaracolado y onduladoFig. 2. Formas de los dientes de las sierras.
Debe recordarse que hay tres trabas de los dientes que pueden usarse. (Fig. 1).
Las trabas de diente limpiador y la ondulada son las más comunes en las industrias de labrado de metales. La traba recta puede usarse para cortar materiales delgados. La traba ondulada es la mejor para lograr cortes precisos en materiales de sección transversal variable. La de diente limpiador puede usarse para trabajos de corte de tipo general.
78
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
CORTES Y SECCIONES
Generalidades
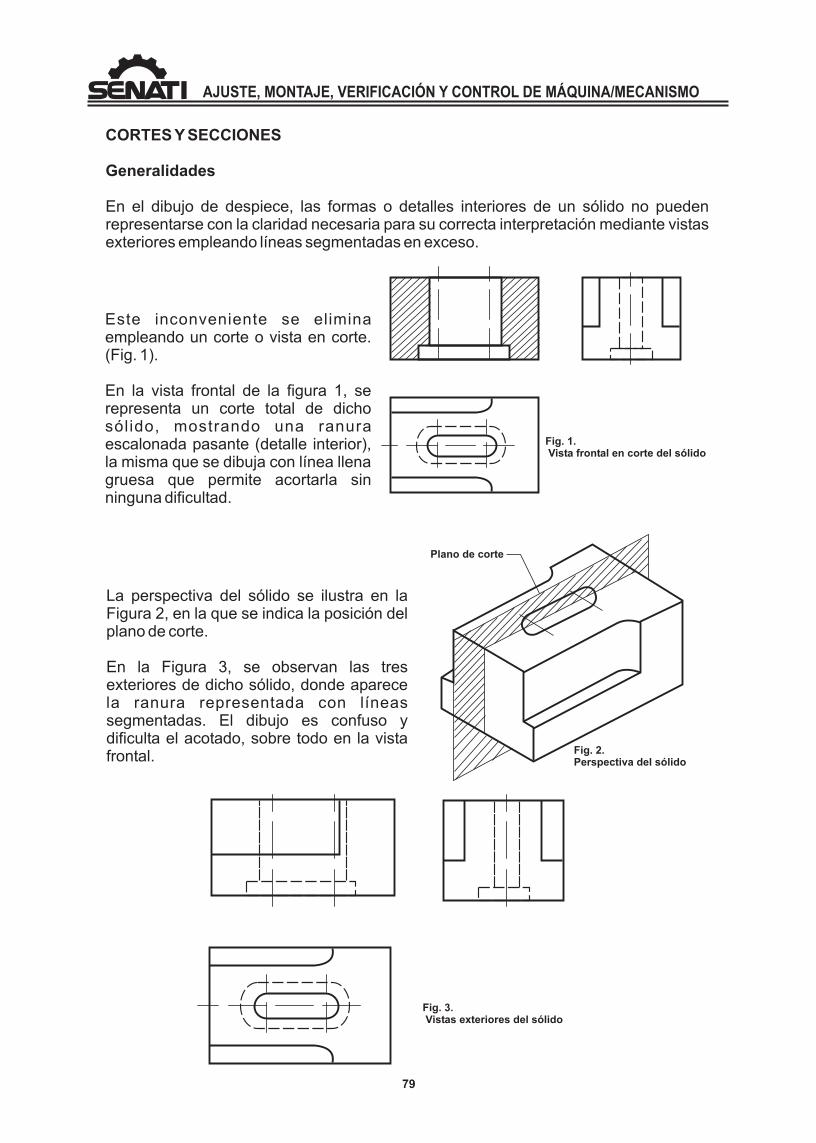
En el dibujo de despiece, las formas o detalles interiores de un sólido no pueden representarse con la claridad necesaria para su correcta interpretación mediante vistas exteriores empleando líneas segmentadas en exceso.
Este inconveniente se elimina empleando un corte o vista en corte. (Fig. 1).
En la vista frontal de la figura 1, se representa un corte total de dicho sólido, mostrando una ranura escalonada pasante (detalle interior), la misma que se dibuja con línea llena gruesa que permite acortarla sin ninguna dificultad.
Fig. 1. Vista frontal en corte del sólido
Fig. 3. Vistas exteriores del sólido
Fig. 2.Perspectiva del sólido
Plano de corte
La perspectiva del sólido se ilustra en la Figura 2, en la que se indica la posición del plano de corte.
En la Figura 3, se observan las tres exteriores de dicho sólido, donde aparece la ranura representada con líneas segmentadas. El dibujo es confuso y dificulta el acotado, sobre todo en la vista frontal.
79

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
En el dibujo de montaje, donde se dibuja varias piezas ensambladas, la mayor parte de éstas se dibujan en corte. (Fig. 4).
Corte o Vistas en corte
Es la representación de un sólido o piezas, imaginativamente seccionado por uno o varios planos de corte (Fig. 5).
Un corte es una representación convencional de todo lo que se sitúa en el plano de corte y las partes que se ve detrás de éste.
La Figura 6 se ilustra la perspectiva del sólido seccionado por el plano de corte imaginario.
Una viruta en corte se obtiene imaginando el sólido cortado en dos partes, como si se hubiera aserrado y cuya parte más cercana al observador se desprende o retira, dejando el interior del sólido al descubierto, pudiéndose representaren ella, con línea llena, los detalles ocultos.
Fig. 4
Fig. 5
Perspectiva del sólido seccionado
Plano de corte imaginario
80

La parte que queda (parte restante) de sólido, es observada en dirección perpendicular al plano de corte elegido.
Las superficies cortadas imaginariamente se identifican con un rayado convencional o achurado.
Las líneas segmentadas de los detalles que quedan detrás del plano de corte generalmente no se trazan, a menos que sean necesarias para proporcionar mayor claridad.
Cuando un sólido (pieza) tiene más de una vista dibujada en corte, cada vista seccionada se considera independientemente, sin referencia alguna a lo que se ha considerado al hacer letras vistas el corte. (Fig. 6).
En la representación de piezas en corte, la parte suprimida se considera al dibujar las otras vistas. (Fig. 6).
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Fig. 6
A
A
81

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
VISTAS, PLANOS Y LÍNEAS DE CORTE
Vistas en corte
En principio, es conveniente dibujar un corte total de la pieza, siempre y cuando no existan detalles o irregularidades, que aconsejen el dibujo de un corte parcial o especial, para su mejor interpretación
El corte total debe realizarse en la vista y en el lugar adecuado, para conseguir la máxima claridad en la representación.
El plano de corte se ha de elegir, según la sección que dé la máxima compresión de la pieza. El plano puede ser horizontal, vertical o de perfil.
En piezas complicadas pueden ser necesarias dos o tres vistas en corte (Fig. 1).
PpPV
PH
PP PV
PH
Planos y líneas de corte
En el dibujo de un sólido, se utiliza un plano de corte para mostrar el lugar por donde se ha seccionado dicho sólido. En las vistas en corte, dicho plano se representa por una línea de corte. (Fig. 2).
Fig. 1
Fig. 2
82

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
En dicha figura, se ilustra la línea de corte recomendada por las normas ISO.
La línea de corte indica el recorrido o marcha del corte y se traza solamente en casos donde el recorrido de determinados cortes no es claro.
En piezas sencillas, la línea de corte se traza atravesando toda la pieza. (Fig. 3). En piezas complicadas, las líneas de corte deben terminar fuera del contorno, para evitar confusión con otros detalles. (Fig. 4).
Fig. 3
Fig. 5
Fig. 6 Fig. 7
Fig. 4
Corte A - A
Corte A - ACorte B - B
A
A B
A B
A
C C
A
A
A
AA
A
B
BB
B
La línea de corte puede ser:
* Recta y representa a un corte en un plano. (Fig. 5),
* Quebrada, que representa un corte en varios planos. (Fig. 6) o representan varios cortes en varios planos. (Fig. 6). En todos los casos, la línea de corte se refuerza donde se junten dos planos.
En la Figura 7, para aclarar el recorrido del corte se emplea letras adicionales donde se juntan dos planos de un corte.
83

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Ejemplo de cortes y secciones con líneas de corte.
C C
18
0
n-
Se
cció
C
C
Esca
a 1
:1l
sca
a 1
:1E
la
E
sc
la1:1
n -
S
ecc
ió B
Bn
A
Secc
ió
-A
10
0
40
20
)(1
5
15
30
10
30
5
04
BA A
B
10
10
20f 20
84
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
SEGURIDAD EN EL EMPLEO DE LA SIERRA MECÁNICA
Sierras reciprocantes
- Asegúrese de que estén colocadas todas las guardas que cubren las partes en movimiento antes de poner en marcha la máquina.
- La hoja de corte debe estar instalada correctamente con los dientes apuntados en la dirección correcta.
- Verificar la tensión de la cinta.
- Asegúrese de que el ancho de la pieza de trabajo sea menor que la carrera de la segueta.
- Puede romperse el bastidor si golpea contra la pieza de trabajo durante su viaje, con lo cual se dañará la máquina.
- Asegúrese de que la velocidad de la carrera y el régimen de alimentación sean los correctos para el material que se vaya a cortar.
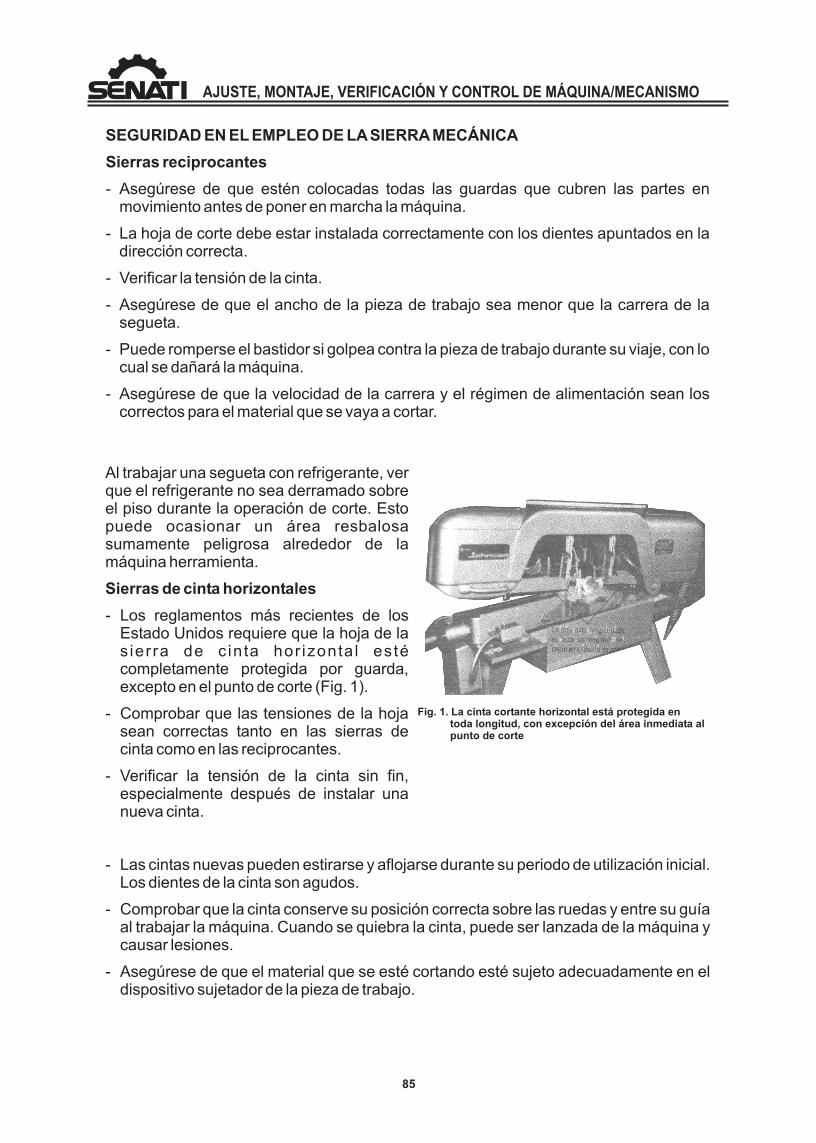
Fig. 1. La cinta cortante horizontal está protegida en toda longitud, con excepción del área inmediata al punto de corte
Al trabajar una segueta con refrigerante, ver que el refrigerante no sea derramado sobre el piso durante la operación de corte. Esto puede ocasionar un área resbalosa sumamente peligrosa alrededor de la máquina herramienta.
Sierras de cinta horizontales
- Los reglamentos más recientes de los Estado Unidos requiere que la hoja de la s ier ra de c in ta hor izonta l esté completamente protegida por guarda, excepto en el punto de corte (Fig. 1).
- Comprobar que las tensiones de la hoja sean correctas tanto en las sierras de cinta como en las reciprocantes.
- Verificar la tensión de la cinta sin fin, especialmente después de instalar una nueva cinta.
- Las cintas nuevas pueden estirarse y aflojarse durante su periodo de utilización inicial. Los dientes de la cinta son agudos.
- Comprobar que la cinta conserve su posición correcta sobre las ruedas y entre su guía al trabajar la máquina. Cuando se quiebra la cinta, puede ser lanzada de la máquina y causar lesiones.
- Asegúrese de que el material que se esté cortando esté sujeto adecuadamente en el dispositivo sujetador de la pieza de trabajo.
85