
Agua en La Industria Textil
703
JUAN B. PUIG Ingeniero de Industrias Textiles EL AGUA EN LA INDUSTRIA TEXTIL Y SU RECTIFICACIÓN PARA USOS INDUSTRIALES EN GENERAL Primera edición Librería América BARCELONA (8) JOSÉ MONTESÓ - EDITOR Escuelas Pías, 20 y Vía Augusta, 251 1948
Transcript of Agua en La Industria Textil

JUAN B. PUIG
Ingeniero de Industrias Textiles
EL AGUA EN LA INDUSTRIA TEXTIL
Y SU RECTIFICACIÓN PARA USOS
INDUSTRIALES EN GENERAL
Primera edición
Librería América
BARCELONA (8)
JOSÉ MONTESÓ - EDITOR
Escuelas Pías, 20 y Vía Augusta, 251
1948

ES PROPIEDAD
COPYRIGHT, 1948,
by José Montesó
Impreso y editado en España. — Reservados los derechos de traducción,
reproducción y adaptación para todos los países.
Imprenta Clarasó; Villarroel, 17. —Barcelona

PRÓLOGO
La principal consideración que me ha inducido a preparar el presente libro, teniendo en
cuenta los enormes caudales de agua que a diario consume nuestra industria, reside en la
poca documentación que sobre el particular existe dentro de nuestra también escasa
bibliografía técnico textil.
Ya el estudiante, a su paso por las aulas de la Escuela donde ha de graduarse, debe suplir a
veces esta deficiencia tomando apuntes de las explicaciones extra-ordinarias a que se ve
forzado el catedrático por falta de un texto que pueda recomendar, y, otras veces, cuando
el espíritu de aprender está bien desarrollado en el alumno, éste debe buscar
denodadamente en los índices de los libros y en publicaciones periódicas el breve párrafo
que, de manera incompleta, amplíe algo sus conocimientos.
El técnico, el ingeniero, el especialista o el profesional (industrial), moviéndose dentro de
la realidad fabril, cotidianamente chocan con innumerables problemas que plantea la
marcha ordinaria de su instalación o las exigencias de hallar los caminos más eficientes
que le han de guiar hacia la superación manufacturera.
A medida que las diferentes secciones de nuestra industria se van desarrollando y que el
celo manufacturero exige mayores estudios de perfeccionamiento,
««Página VI»»
Son variadísimos los factores que van alterándose, exigiendo un mayor conocimiento de
los mismos, un más completo dominio y una eficacia y economía de su empleo. El agua,
por ejemplo, es uno de tales y, en estos momentos su cooperación va tan íntimamente
ligada a nuestras tareas, que no podemos desdeñar su importancia si queremos que los
productos que manufacturemos no adolezcan de defectos que delatarían nuestra
deficiente preparación. A. pesar de todo hoy no se encuentra libro alguno, según mis

referencias, que sea explícita u enteramente dedicado a esta interesante cuestión. Para
documentarse un poco hay que consultar los libros más diversos, pasar hojas y más hojas,
buscar artículos esporádicos, traducirlos incluso, para, al final, cosechar una modesta
información insuficiente o escasa, comparada con el tiempo empleado para obtenerla.
Por creer, pues, que esta búsqueda no está al alcance de todos, ya que para muchos
técnicos el tiempo más que oro es algo imposible de sujetar a regla fija, publicamos esta
obra. En ella el profesional hallará, si no su problema resuelto (es difícil coincidir al
exponer un tema de manera general con los casos particulares que la práctica plantea), sí
la manera de orientarse y encauzarlo. El presente tratado está basado en las experiencias
vividas por el autor, unas veces, y otras en las que después de vivirlas técnicos de más
probada solvencia han sido expuestas y facilitadas a la consideración general. En
definitiva, este tratado es lo que creo debía ser: un sustituto, por así decirlo, de aquella
laboriosa indagación, una recopilación de conocimientos y experiencias de varios autores
y de casas especializadas en la materia (a través (le su personal técnico), servidos en forma
concisa, a los que directamente les
««Página VII»»
pueda interesar, no como especialistas, sino como simples implicados en el asunto.
Por otra parte, el estudioso hallará también materia suficiente para documentarse, y el
pequeño industrial, acaso, un motivo de acicate para sus aspiraciones, ya que en la
industria modesta palpitan con igual intensidad, aunque con distinta medida, idénticos
problemas que en la gran instalación y, sin embargo, las posibilidades técnicas son
inferiores. Con respecto a eso, es realmente cierto que existen firmas especializadas que,
sin necesidad de que el pequeño industrial posea personal técnico, resuelven
gratuitamente los problemas de esta índole que se le pueden presentar, pero a 'mi
parecer con ésto no basta para que ningún fabricante pueda confiarse a un
desconocimiento absoluto de tan importante cuestión.

Provechoso también ha de ser el recordar que los fracasos no dependen siempre de
nuestro desconocimiento, sino de nuestras imprevisiones, de la falta de afán que a veces
manifestamos por saber, cuando menos, un poco de algo y algo de todo; es decir, del
poco anhelo de querer aprender por nosotros mismos lo que a veces se nos pretende
enseñar.
Ojalá esta obra responda a nuestra ambición: la de ser un buen libro de estudio para que,
en las aulas, se forme el alumno, y un tratado de consulta y orientación para que, en la
fábrica, guíe al técnico y al industrial en los complejos problemas de las aplicaciones del
agua en sus mejores condiciones, según cada fabricación.
La industria textil española, tan característica de algunas regiones y, en la actualidad, de
tan enorme potencialidad dentro de la economía nacional, merece este
««Página VIII»»
y muchos esfuerzos más en su ayuda para reducir el porcentaje de escollos y economizar
gastos de fabricación en el proceso en que entren las aguas como substancia básica o
accidentalmente. Lograr ésto representaría un evidente éxito de colaboración y una
mejora indiscutible en la calidad de los productos acabados.
EL AUTOR.
ÍNDICE DE MATERIAS
CAPÍTULO PRIMERO
MANANTIALES ACUÍFEROS

Págs.
1.Ciclo hídrico …………………………………………………………………………….1
2. Precipitaciones atmosféricas…………………………………………………………2
3. Aguas corrientes………………………………………………………………………..3
a) Aguas superficiales ……………………………………………………………………3
b) Aguas subterráneas ……………………………………………………………………3
4. Aguas estancadas naturalmente ………………………………………………………4
a) Aguas dulces. . . . . . …………………………………………………………………..4
b) Aguas saladas . . . . . …………………………………………………………………..5
5. Aguas estancadas artificialmente . . . . . ……………………………………………..6
6. Estudio de las aguas subterráneas ………………………………………………….. 9
a) Generalidades …………………………………………………………………………..9
b) Régimen…………………………………………………………………………………...12
c).Caso concreto de los pozos artesianos………………………………………………24
7. Captación alumbramiento …………………………………………………………….. 30
8. Aguas juveniles………………………………………………………………………... 36
CAPÍTULO II
NATURALEZA DE LAS AGUAS
9. Agua ideal o pura ……………………………………………………………………... 39
10.Agua destilada ……………………………………………………………………....... 43
11.Aguas naturales ……………………………………………………………………....... 45
a).Aguas meteóricas ……………………………………………………………………....... 46

b) Aguas de superficie…………………………………………………………………...... 50
c).Aguas del subsuelo …………………………………………………………………....... 56
d) Aguas embalsadas …………………………………………………………………....... 68
e).Agua de condensación artificial……………………………………………………......70
12. Agua potable……………………………………………………………………........... 72
13.Aguas Especiales………………………………………………………………........... 75
14.Concepto sobre la dureza del agua…………………………………………........... 80
15. Concentración hidrogeniónica …………………………………………………........... 93
««Página X »».
.
CAPÍTULO III
CONDICIONES TÉCNICAS QUE DEBEN CUMPLIR LAS AGUAS
PARA SU APLICACIÓN EN LA INDUSTRIA QUÍMICOTEXTIL
Págs.
16.El agua como factor de localización industrial ………………………………………………98
17. Los consumos en la industria químico textil y su economía…………………………107
18. Agua para la alimentación de calderas………………………………………………… ....113
a) Agresividad de ciertas impurezas …….…………………………………………....... 114
b) Perjuicios…………………………………………………………………………………………….......119
e) Estudio de las incrustaciones…..……………….……………………………………........122

d) Sobre la corrosión………………..……………….……………………………………………… 129
e) Causas de la explosión de una caldera……….……………………………….... …132
f) Importancia del análisis del agua para el servicio de las calderas …………… 135
g). Aguas toleradas…………..……………….………………………………………………….... 144
19. El agua para el macerado de las fibras vegetales largas y duras…………………………146
20. El agua para el lavado industrial de la lana……………………………………………………156
a) Lavado en vida y deschurrado…………………………………………………………………………156
b) Desengrasado en el leviatán …………………………………………………………………………159
e) Teoría del lavado a base de agua y jabón ………………………………………………………160
21. El agua para el bañado y descrudado de la seda ………………………………………………165
22. El agua para la industria del rayón………………………………………………………………… 168
23. El agua para algunos servicios auxiliares ……………………………………………………………172
24. El agua para el blanqueo y otras operaciones accesorias…………………………………178
25. El agua para el aprestado y acabado de los textiles …………………………………188
26. El agua para tintorería y estampados………………………………………………………… 192
CAPÍTULO IV
DETERMINACIONES ANALÍTICAS
27. Necesidad de un análisis racional de las aguas……………………………………..............202
28. Hidrotimetría……………………………………………………………………………………………… 206
a) Preliminar ………………………………………………………………………………………………………206
b) Preparado de los reactivos y su titulación…………………………………………………………209
c) Determinaciones ………………………………………………………………………………………………212
29. Alcalimetría……………………………………………………………………………………………………221
30. Hierro y manganeso ………………………………………………………………………………………227
31. Sulfato y cloro………………………………………………………………………………………………234

32. Nitrito y nitrato……………………………………………………………………………………………236
««Página XI »».
INDICE DE MATERIAS
33. Amoníaco………………………………………………………………………………………………………. 241
34. Gases…………………………………………………………………………………………………………… 243
a) Oxígeno………………………………………………………………………………………………………….. 243
b) Anhídrido carbónico……………………………………………………………………………………………244
35. Materia orgánica……………………………………………………………………………………………247
36. Otras investigaciones……………………………………………………………………………………248
37. Medida del pH ………………………………………………………………………………………………250
38. Idea sobre el análisis de aguas residuales………………………………………………………256
CAPÍTULO V
TRATAMIENTOS DEPURATIVOS Y PROCEDIMIENTOS
INDUSTRIALES DE RECTIFICACIÓN
39. Procesos y medios generales de purificación……………………………………………………261
40. Depuración físicomecánica: clarificación y filtración …………………………………265
a) Decantación y purificación ………………………………………………………………………………265
b) Concepto del filtraje………………………………………………………………………………………269
c) Filtros de arena: teoría y sistemas………………………………………………………………………270
d) Filtrados especiales ………………………………………………………………………………………… 271
e) Filtración rápida e industrial……………………………………………………………………… 283
41. Depuración bacteriológica ……………………………………………………………………………293

a) Agentes bactericidas………………………………………………………………………………………….294
b) Esterilización por cloración y arnoniación …………………………………………………….297
42. Desferrización y desmanganización……………………………………………………………………325
43. Desacidificación y desgasificación ………………………………………………………………………330
44.Rectificación propia y especialmente química desendurecimiento……………………………336
a) Procedimientos basados en el principio de la cal y la sosa:
aparatos purificadores y su funcionamiento……………………………………………………336
b) Aceleración de la velocidad de reacción o rectifica-dora del procedimiento cal-sosa……………….356
c) Métodos regenerativos de la rectificación a la sosa…………………………………………………360
d) Corrección térmica agregando cal………………………………………………………………………..372
e) Tratamiento con sosa cáustica:
caustificación previa de la sosa Solvay…………………………….. 377
f) Depuración al fosfato trisódico …………………………………………………………………………386
g) Depuración mixta sistema Balcke…………………………………………………………………………389
h Procedimiento de la barita y del aluminato hárico…………………………………………………391
i) Purificación amplia con aluminato sódico…………………………………………………………………393
j) Procedimientos de permutación mediante zeolitas: generalidades sobre estos
compuestos y funciona-miento industrial de los aparatos………………………………... 395
««Página XII »».
k) Métodos de permutación mediante resinas sintéticas: fundamento y trabajo………415
l) Instalación industrial de procedimientos acoplados……………………………………………427
m) Purificación por electrósmosis ……………………………………………………………………………440
45. Valor de la depuración física…………………………………………………………………………….443
46. Desgrasado …………………………………………………………………………………………………… 445

47. Destilación…………………………………………………………………………………………………… 450
48. Accesorios……………………………………………………………………………………………………. 458
a) Tubos de conducción ………………………………………………………………………………………. 458
b) Bombas y estaciones de bombeo………………………………………………………………………….460
c) Filtros de agua de alimentación para calderas ………………………………………………………473
d) Alimentador de substancias químicas secas …………………………………………………………476
49. La influencia del pH ………………………………………………………………………………………477
50. Productos empleados para lavar y corregir la dureza simultáneamente………………481
CAPÍTULO VI
APÉNDICE
AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL Y ANEXAS
51. El doble problema de los desagües ………………………………………………………………………488
a) Objetividad de la higiene pública …………………………………………………………………………490
b) Concepción de una auto-economía ……………………………………………………………………492
52. Distintas clases de aguas evacuadas……………………………………………………………………494
53. Aguas con substancias recobrables; idea de los procesos de recuperación y
aplicaciones de los productos
Bonificados………………………………………………………………………………………………497
54. Evacuación libre ……………………………………………………………………………506
55. Depuración forzosa ……………………………………………………………………. 509
Pagina XIII

INTRODUCCION
HOLLUTA, conocido ingeniero químico alemán, dice que el agua es el agente más
importante para la producción de energía mediante las máquinas de vapor, a la que llama
"economía energética" ; pero también su uso directo, asevera, es de tal importancia en las
fábricas, especialmente en las que intervienen procesos químicos, que la "economía
hidráulica" no es inferior a la de energía.
Modernamente, esta economía se ha puesto mayormente de manifiesto al llegar a
considerar el agua como un producto más. Producto que se paga, producto que escasea a
veces, producto que adquiere un fluctuado valor según la misma ley de la oferta y la
demanda (oferta de la, Naturaleza y demanda por parte del hombre), producto en fin, que
puede compendiar en su uso, cuando menos, el mayor o menor consumo de otras
substancias. La distinción con que hoy se recibe un caudal de este producto líquido, en
buena o mala, le otorga una categoría y hace que nazca de su aprecio el estímulo de una
nueva economía para el hombre: la economía hidráulica, hídrica o acuífera.
Esta economía comprende: el conocimiento profundo y exacto de sus filones o
manantiales, junto con sus Leyes de acción y transformación, y sus cursos vitales su
naturaleza; el fin distintivo de nuestra adquisición o condiciones que debe reunir para que
satisfaga cada
Pagina XIV
uno de nuestros consumos; la manera de apreciar sus características; los medios de
purificarla antes de usarla o de convertir la inútil en útil; la distribución más eficiente de la
misma; y la solución más conveniente dada al problema final de la eliminación de su parte

residual (desagüe). Esto, pues, justifica la división de esta obra en cinco partes o capítulos,
de los que, hasta cierto punto, excluimos la distribución, por creerla propia de otros
estudios complementarios.
Durante años existió, cuando menos en España, un gran confusionismo y desorientación
acerca el tipo de agua que más convenía emplear en el llamado Ramo de Agua o industria
químico-textil debido a la falta de una eficiente legislación técnica sobre el particular. En
1933, con motivo del II Congreso Técnico de Industrias Textiles, se divulgó un informe del
que extractarnos la siguiente conclusión: "Los químicos textiles reunidos acuerdan que ha
de ser desechado el uso del agua dura a partir de 10 grados hidrotimétricos,
aproximadamente, y que a pesar de los gastos que representa la depuración, precisa
recurrir a este medio si verdaderamente se quiere tener en cuenta la economía de las
materias empleadas en las operaciones pertenecientes a la química textil y también al
acabado perfecto de los géneros producidos."
De entonces acá, sin embargo, aquel primitivo concepto ha evolucionado hacia una más
mínima expresión. En consonancia con las directrices bien definidas en los grandes países
manufactureros de textiles, nuestra técnica se ha orientado en el sentido de preferir, al
igual, un agua lo más pura posible (cero grados hidrotimétricos, a poder ser) y, por tanto,
los medios y procedimientos de purificación han debido superarse, y en sus
perfeccionamientos cabe buscar las excelencias no sólo
Pagina XV
de nuestros consumos, sino, en consecuencia, de nuestras elaboraciones industriales.
Así pues, si la técnica y la economía actualmente se conjuran para rendir a los suministros
hidráulicos sus virtudes perfectivas, en consecución de un fin conjunto, Ia bondad, y en
mejor servicio de los ramos que los reciben, a continuación estudiamos y averiguamos la
relación y la intimidad de esta unión, a la par que los medios que sirven de nexo entre

ambos para llegar al objetivo propuesto.
Página 1
CAPÍTULO PRIMERO
MANANTIALES ACUÍFEROS
1. Ciclo hídrico.
Toda el agua que hay en la parte sólida del Globo procede de la que cae de la atmósfera,
en forma de nieve, granizo, rocío, lluvia, etc. Es casi pura y se la llama dulce en
contraposición a la salada o agua del mar.
Parte del agua que cae se evapora de nuevo; otra, infiltrándose por la tierra, origina las
corrientes subterráneas, y otra fluye por la superficie, formando los arroyos, ríos, etc.
El agua está en continuo movimiento. Del inmenso depósito de los mares se eleva a la
atmósfera en forma de vapor, y al condensarse y mantenerse en suspensión junto a las
grandes masas de aire, crea las nubes; éstas, llevadas por los vientos, van a la tierra en
donde caen transformadas en lluvia o se condensan visiblemente en las montañas
originando fuentes, lluvias y fuentes que producen torrentes y arroyos, los cuales, gracias
a la gravedad, fluyen por terrenos impermeables buscando su más bajo nivel y juntándose
arroyos y torrentes, el caudal de agua aumenta llegando a constituir un río, y su curso ya
no cesa hasta desembocar en el mar, para volver a sufrir sin interrupción las
transformaciones referidas.
DEGOUSÉE, por ejemplo, interpreta el mecanismo de la circulación completa del agua en
nuestro planeta con las siguientes palabras: "En resumen, la cantidad de agua que,
elevada por evaporación a la atmósfera, vuelve a caer bajo la forma de ciertos meteoros

sobre los
Página 2
continentes, es más que suficiente para alimentar las corrientes de agua que circulan por
su superficie o en las cavidades interiores." A ello añade FERNANDEZ NAVARRO, de quien
tomamos algunos datos técnicos para este capítulo, que: "(consecuencia de este principio,
ya universalmente conocido, es que la cantidad total de agua precipitada por los
diferentes hidrometeoros en todo el mundo, en un período de tiempo suficientemente
largo, es igual a la evaporada durante el mismo tiempo."
2. Precipitaciones atmosféricas.
La aerografía registra una serie de fenómenos que continuamente tienen lugar en la
atmósfera, a los que llama meteoros. De las cuatro clases de fenómenos que se producen,
nos interesal a nosotros una: la llamada de los meteoros acuosos, que son los que se
engendran debido a las varias modificaciones que experimenta el vapor de agua.
Estos meteoros son la evaporación natural, las nubes, la lluvia, el granizo, el pedrisco, la
niebla, el relente, el sereno el rocío y la escarcha. 0 sea, la precipitación sobre la tierra del
agua contenida en la atmósfera en sus tres estados: gaseoso, líquido y sólido.
La evaporación natural es el paso del agua en estado líquido al estado gaseoso, debido al
calor solar. Por evaporación desaparece lentamente el agua contenida en los depósitos y
vasijas, en tanta mayor cantidad, cuanto más arrecia el calor. Lo mismo ocurre en los
lagos, ríos y mares.
El aire que gravita sobre una milla cuadrada de superficie terrestre (2,56 Km2) llega, a
contener muy frecuentemente, en forma de vapor, 50.000 toneladas de agua.

Las nubes son las grandes masas de aire que tienen en suspensión pequeñas gotitas de
agua procedentes de la condensación del vapor de agua.
Página 3
Las nubes se dividen en cirros, cúmulos, estratos y nimbos. Las primeras son las más
densas y las que se hallan a la altura de 3.000 a 8.000 metros; las segundas presentan
masas convexas y cónicas y se elevan de 1.000 a 3.000 metros; las terceras se extienden
como una sábana que a veces toca la tierra, y las últimas son las nubes de la lluvia.
3. Aguas corrientes.
a) Superficiales — Aguas corrientes son las que van deslizándose por la pendiente del
terreno entre los cauces que determina el relieve del mismo. Pueden manifestarse, según
su caudal, curso o cauce, en forma de torrente, arroyo, río, afluente, cuenca, ría, estuario,
cascada, delta, canal y acequia.
Las aguas de los ríos son casi siempre más puras en la mitad de su curso que en su
nacimiento.
b) Subterráneas. —Aproximadamente, la mitad del agua meteórica precipitada sobre la
tierra vuelve inmediatamente a la atmósfera por evaporación; el resto, según ya hemos
dicho, penetra en su mayor parte en el suelo hasta encontrar la capa impermeable más
próxima; con arreglo a la ley de la gravedad, se infiltra hasta volver a la luz, extraída o
elevada, es decir, naturalmente en forma de fuente o manantial (agua que brota de la
tierra), para ser arrastrada al mar por arroyos y ríos, juntamente con el agua meteórica
que se escurre por la superficie de la tierra. Por esta razón, un suelo permeable
resquebrajado suministra manantiales abundantes, mientras que un suelo arcilloso,
difícilmente permeable y un terreno formado de rocas sin solución de continuidad, no da
más que pequeñas fuentes al derramarse por alguna grieta o desagüe. Éstas abundan más
en las montañas que en los llanos.

Se llama, pues, agua subterránea a la que corre, con pequeña velocidad, por debajo de la
superficie terres-
Página 4
tre, formando en las hondonadas de su curso con lecho impermeable acumulaciones o
lagos de agua subterránea.
El agua subterránea que por su camino natural no sale a la superficie de la tierra, puede
captarse, donde forma grandes acumulaciones o donde las filtraciones abundan,
practicando desde la costra terráquea perforaciones más o menos profundas. A veces, al
llegar a cierta hondura se halla ya el lago interno o subterráneo, pero otras veces basta
escasa profundidad, y si las capas del subsuelo son llorosas o permeables, al poco tiempo
el agua que se filtra llena la cavidad artificial que hemos creando. Este es el caso de los
pozos, y de ellos puede extraerse el líquido elemento de las entrañas de la tierra por
medio de bombas y otros aparatos especiales instalados.
En otras ocasiones es factible, para captar las aguas subterráneas, hacer la extracción
mediante los llamados pozos artesianos, o sea mediante la práctica de perforaciones del
terreno por donde las aguas ocultas surgen con presión suficiente para elevarse por
encima del nivel del suelo.
4. Aguas estancadas naturalmente.
a). Dulces. Las aguas estancadas son las que permanecen quietas en grandes cavidades de
la tierra o se extienden sobre un terreno impermeable o casi tal. Aunque procedan de las
aguas dulces, a causa de filtraciones, ríos o lluvias, las hay, no obstante, saladas como las

del mar, y otras que contienen cierras substancias en disolución, según sea la calidad del
terreno sobre el cual reposan.
Los tipos de agua, dulce estancada varían según se hallen en los lagos, lagunas, estanques,
pantanos, balsas, hielos polares, nieves perpetuas, neveras naturales y ventisqueros.
Página 5
b) Saladas.-El mar o conjunto de mares, frecuentemente se interpreta como el almacén
inconmensurable de la parte líquida de la tierra. Sin duda alguna, y aunque esto sea
impropio, porque aparte del agua del mar la tierra contiene las aguas corrientes
superficiales
Imagen 1: Lago alimentado por las aguas de deshielo de los altos macizos montañosos.
y subterráneas, el mar resulta ser el llamémosle generador y receptor simultáneo del
agua. En franco contraste con las aguas que corren por la superficie de nuestro planeta y
que en realidad llevan también sales en disolución como más adelante especificaremos, se
distinguen éstas de las contenidas en los mares por el sabor, llamando saladas a estas
últimas, por contener un elevado porcentaje de sal común (cloruro sódico).
Aunque nunca en reposo y animado siempre por movimientos de vaivén (ondas, olas,
mareas y corrientes), el mar, en general, constituye el mayor o más inmenso receptáculo
de agua estancada que poseemos. El mar,
Página 6
en sus distintas delimitaciones denominativas y de profundidad, resulta ser un lago
inmenso, prácticamente inagotable.

Fig. 2. — Nieves perpetuas en los Alpes
5. Aguas estancadas artificialmente.
Dado que el agua es una substancia de vital importancia para los seres humanos y que,
como el sol, el viento y el calor central, constituye una de las numerosas energías
naturales, cuyas existencias son inagotables, el hombre no la dilapida, sino que antes al
contrario tiende a aprovecharla a su paso por la tierra, y para ello pone a contribución
toda la capacidad que determina su buena técnica racional.
Página 7
Pero aunque las existencias de agua se calculan inagotables, puesto que generalmente
afluye a nuestro alcance con carácter permanente, sabemos muy bien todos que a veces
se producen ciertas irregularidades en su arribada; en función a ciertos fenómenos
atmosféricos que son los que determinan la forma y las horas de
Imagen 3: Presa conteniendo las aguas embalsadas en el curso de un río.
las precipitaciones, unas veces el caudal es excesivo para nuestras necesidades, y otras,
llegándose a un grado extremo de escasez, no es suficiente para cubrir tan sólo ni nuestras
más primordiales necesidades de orden vital o alimenticio e higiénico. Tanto las
inundaciones como las sequías más o menos agudas son, por lo general, breves episodios
en la historia de la Humanidad, pero el acontecimiento bien doloroso en que se traduce
en ambos casos ha hecho surgir en el hombre el afán de intervenir artificialmente en su
regulación.
Regular, administrar o intervenir y dirigir los dones de la Naturaleza es cosa ya bien
frecuente entre nosotros. La misma configuración que nos ofreció en ciertos parajes la

Tierra al llegar a ella el hombre nos
Página 8
ha dado la pauta y la inspiración, adiestrándonos en lo que podía ser nuestro cometido
para solucionar nuestros problemas.
El agua es, dada, la utilidad inmensa que tiene para los humanos, una evidente riqueza de
valor superior a otras mas codiciadas, cual el oro, por ejemplo; aunque por razón de su
abundancia, por ser casi siempre mayor la oferta que la demanda, despreciamos su
cotización
Imagen 4: Embalse de altura, colector de las aguas de deshielo
Y el valor resulta aparentemente ficticio. El agua corriente es un capital económico en
reserva cuyas inversiones, en el momento oportuno, pueden aportar muchos beneficios.
Por esto, para ahorrarla y poder gastar en el momento oportuno la mayor cantidad que
crea conveniente, el hombre codicia estas depresiones naturales y cerradas del terreno,
estos lagos y grandes pantanos, y pareciéndole que son pocos los que existen, crea
artificialmente otros y acaudala en ellos grandes remanentes que con celo administra.
Para cosechar buenos beneficios y llevar al corriente la administración del agua como cosa
sujeta a un consumo de vital importancia el hombre pone su ingenio en la maravillosa
técnica de la hidráulica.
Para almacenar grandes reservas el hombre estudia las propiedades y características de
los terrenos, hace sondeos, taladros, etc.; combina los materiales (como el
Página 9

hormigón, por ejemplo) que darán cima y solidez a la obra magna a que aspira y crea así
los embalses, grandes lagos de nuevo cuño de los que no nos dotó la Naturaleza, pantanos
artificiales y luego las presas que contienen la imponente masa de riqueza, y más tarde los
altos saltos, y, aun mucho después, otras reproducciones de todo ello para constituir en
sucesivos planos la nueva captación de aguas represadas.
6. Estudio de las aguas subterráneas.
a) Generalidades. — Aunque en España los meteoros acuosos no dejan de
proporcionarnos el precioso líquido en cantidad suficiente (la característica pluviométrica
es bastante elevada), es preciso tener presente que el clima, la naturaleza del suelo y la
topografía accidentada del país hacen, junto con otras causas de menor importancia, que
nuestras corrientes líquidas sean de régimen torrencial y, en especial, escasas; nuestros
ríos más caudalosos, durante el estiaje, llegan casi a secarse en gran parte de su curso. Por
esto, la solución a innumerables problemas de abastecimiento que a veces se nos
presentan está en sumar a nuestro escaso régimen de aguas superficiales, el sin duda muy
considerable de las subterráneas. De aquí, pues, la gran importancia que para nosotros
tienen las aguas ocultas que podamos poseer.
Todas las rocas, aun las más compactas e impenetrables, están más o menos empapadas
de agua, que en este caso se la llama agua de cantera o de impregnación y que pierden
por su contacto con la atmósfera. El fenómeno es general y toda clase de piedras o de
materiales terrestres experimentan modificaciones mayores o menores cuando por una
exposición continuada al exterior han perdido su agua de cantera.
He aquí, en la siguiente relación, el peso del agua por 100 partes de la substancia húmeda
considerada:

Página 10
Arcilla plástica…………………………22
Creta blanca…………………………..10
Caliza basta…………………………… 3,02
Gneis micáceo……………………….. 3
Yeso…………………………………… 1,5
Sílex…………………………………. 1,12
Granito grueso…………………….. 0.37
Pedernal……………………………. 0,12
Cuarzo blanco……………………… 0,08
La siguiente relación nos indica el peso de agua que, por cien partes, son capaces de
absorber los materiales que se citan (ensayo practicado sobre existencias nacionales):
Piedra pómez…………………………. 1,15
Sepiolita……………………………….. 0,89
Arcilla basta……………………………. 0,66
Toba caliza…………………………….. 0,20
Arenisca de grano grueso…………… 0,11
Marga caliza…………………………… 0.66
Caliza………………………………….. 0,05
Pizarra arcillosa………………………. 0,03
Caliza compacta……………………… 0,02
Dolomía………………………………. 0,01
Cuarcita……………………………….. 0,008
Mármol………………………………… 0,005
Granito………………………………… 0,004
Además de esta agua que empapa como a una esponja todos los materiales terrestres,
existe entre las grietas y cavidades de los mismos otra de mayor importancia aún, que las
mismas canteras suelen descubrir en forma de filtraciones que a veces pueden llegar a ser
verdaderas corrientes. Prueba de ello es la frecuencia con que a veces es preciso
abandonar las minas, debido a la irrupción del agua subterránea, y las cunetas laterales de
desagüe que se impone construir cuando se acomete la empresa de trazar un túnel.
Página 11
Visto, pues, que en el interior de la corteza terrestre, más que en su superficie, se
encuentra almacenado un caudal enorme de agua, es preciso decir que cuanto mayor sea
la absorción por el suelo, más abundantes serán los remanentes y las corrientes
subterráneas, y en este concepto serán utilísimas todas las obras y prácticas que tiendan a
reforzar el poder absorbente de las tierras. Con ello se logrará aumentar el caudal de estas
aguas, que por su constancia tienen un valor muy superior al de las superficiales, a la vez
que se evitarán en gran parte la denudación de las tierras laborables y los daños de las
inundaciones.
A este respecto, nada es tan eficaz como la repoblación de los montes en las cabeceras de
las cuencas. Aunque hoy nadie sostiene ya la opinión, hace un tiempo tan generalizada, de
que la presencia de los árboles provocaba un aumento de lluvia considerable, no cabe
duda que los beneficios del arbolado son evidentes y de gran consideración. Las copas de
los arbustos, desmenuzando la lluvia, le quitan siempre en parte su carácter torrencial.
Estas mismas copas disminuyen la evaporación en la superficie del suelo, hasta el punto
de que en el verano la evaporación en el bosque llega frecuentemente a ser siete veces
mayor que fuera de él. Entre las raicillas y el césped mantiénese la tierra vegetal en su
sitio, la cual, y el abundante mantillo formado, producen una fuerte absorción del agua y
una humedad constante. Por último, la vegetación muy activa preserva en gran parte a las
aguas de la infección microbiana, contribuyendo así a su saneamiento. 0 sea que si los

bosques no atraen propiamente la lluvia, como anteriormente se adujo, al menos en
proporción considerable aprovechan el agua llovida mucho más y mejor que los terrenos
sin árboles. La elección de la especie para la repoblación depende de las condiciones
locales de clima y de terreno, pero, en general, son preferibles las coníferas que por la
forma especial de sus hojas producen una mínima evaporación foliácea.
Página 12
En los países de bosques, las nubes bajas que llegan a ponerse en contacto con las masas
de vegetación se condensan rápidamente y desaparecen absorbidas por el suelo
fuertemente higroscópico de estas comarcas. En Canarias puede observarse, por ser
acontecimiento frecuente, como a poco de entrar una nube en un bosque desaparece,
dejando los árboles chorreando y el suelo surcado de regatos como si acabara de
descargar un fuerte chaparrón.
En el Perú crece un árbol que los indígenas llaman tamaikapí, o sea árbol de la lluvia. Este
nombre se le aplica por su extraordinaria propiedad de absorber, por su abundante
follaje, la humedad atmosférica, que restituye luego en forma de gotas, las cuales,
cayendo a tierra, hacen que el terreno que se encuentra inmediatamente debajo del árbol
quede siempre empapado de agua. Es digno de notar que este fenómeno adquiere
máxima importancia en los períodos de sequía, en que es precisamente cuando se realiza
con mayor intensidad. A la larga, el terreno circundante al tronco llega a transformarse en
una, charca, que origina pequeños canalillos, que sirven para humedecer el terreno y, por
lo tanto, contribuyen a fertilizar también pedazos de tierra, que normalmente serían
estériles. Se ha calculado que uno de estos árboles puede transportar de la atmósfera al
suelo cerca de 40 litros de agua en 24 horas. Como en un kilómetro cuadrado pueden
tener cabida 10.000 árboles, la cantidad de agua captada de esta manera es más que
suficiente, cuando menos, para las necesidades de irrigación, aun admitiendo que gran
parte de ella se pierda en el subsuelo o vuelva a la atmósfera por evaporación.

b) Régimen. Los suelos que forman la corteza pueden dividirse en permeables o no, por
más que no existe ninguno que pueda ser considerado absolutamente impermeable.
Cuando la permeabilidad es pequeña, las aguas corren o se estancan en la superficie y si
Página 13
la permanencia es larga puede que una pequeña cantidad llegue a pasar, con el tiempo, al
interior. Cuando ocurra lo contrario, en los terrenos que ofrecen fácil paso, las aguas serán
más o menos rápidamente absorbidas por el suelo y sólo correrán por la superficie
después de lluvias fuertes e intermitentes.
Los suelos pueden ser permeables bajo tres aspectos; por imbibición en las rocas porosas
y en las tierras sueltas, por infiltración o relleno de las menudas cavidades en los
materiales fragmentarios o por penetración en las hendiduras propias del terreno.
Veamos en la relación siguiente cómo se comportan los distintos materiales:
Permeables:
Muy permeables: Lavas, basaltos, traquitas, calizas agrietadas, gravas, arenas y lapillis.
Permeables: Arenas finas puras, conglomerados, areniscas calizas.
Poco permeables: Gravas con arcilla, ciertas margas, calizas margosas y algunas gredas.
Impermeables:
Simplemente impermeables: Pizarras de diferentes tipos, areniscas cuarzosas, cuarcitas,
calizas cristalinas y calizas compactas no cavernosas.
Muy impermeables: Granitos y rocas eruptivas en masa, gneis, pizarras arcillosas, arcillas,
margas muy arcillosas y gredas.
El agua que se infiltra en un terreno se encuentra sometida a dos fuerzas: la acción de la

gravedad que tiende a hacerla descender y la atracción de los grandes sólidos que la
retiene. Si los intersticios son de gran tamaño, como que habrá más agua que superficie
atractiva la gravedad predominará y el líquido, por consiguiente, descenderá; si, por el
contrario, los huecos son pequeños y la atracción molecular es la dominante, el
Página 14
agua se mantiene a un nivel y hasta puede subir en la vertical. El primer caso sucederá,
también, donde haya rocas hendidas o porosas y el segundo donde lo sean mucho menos.
Cuando el agua embebida por un terreno llena sus poros se dice que aquél está saturado.
La capacidad de absorción depende del volumen de los poros, que rara vez llega al 0,3 del
total en las rocas en masa, aunque puede elevarse mucho más, cuando aquéllas se hallan
en estado pulverulento o tan sólo fragmentario.
Véase en la siguiente relación el tanto por ciento en volumen de agua que pueden
absorber ciertas rocas según su estado de tamaño:
En fragmentos En Polvo
Creta ……………………………………24 41
Pizarra negruzca …………………..2,85 36
Yeso……………………………………..2,20 26
Arenisca fina (cuarzosa)………..0,66 40
Pizarra de tejados………………….0,19 31
Mármol gris ………………………….0,08 17
Granito anfibólico………………….0,06 27
Y la cantidad de agua referida por metro cúbico es para los materiales que se expresan, la
siguiente:
Arena muy fina y de grano homogéneo 0,20

Arena fina ordinaria hasta 10 milímetros 0,30
Grava menuda hasta 25 milímetros 0,35
Grava ordinaria hasta 60 milímetros 0,40
Cantos rodados hasta 100 milímetros 0,45
Piedras de 100 a 200 milímetros 0,50
El proceso de la imbibición es más o menos lento según la tierra esté más o menos
próxima a la saturación. Una misma cantidad de agua llovida, por ejemplo, proporcionará
a la absorción un coeficiente mucho menor cuando la lluvia sea torrencial que cuando sea
lenta. Las lluvias de verano que son violentas y que ade-
Página 15
más caen en la época de mayor actividad evaporatoria, tienen muy poca influencia en el
régimen de las aguas subterráneas. Sin duda alguna, el máximo efecto útil corresponde a
las nieves, que van fundiéndose lentamente.
La relación que damos a continuación sobre la velocidad de imbibición, o sea el tiempo
empleado para absorber igual cantidad de líquido para todas ellas, observada por el
francés PICHARD, puede cooperar a esta idea:
Arcilla grasa……………………………55 días
Caliza impalpable……………………20-36 días
Sílex impalpable…………………….5-16 días
Arcilla……………………………………..6-45 días
Tratándose no de imbibición, sino del paso del agua a través del terreno también pueden
darse datos. La siguiente relación se basa en un experimento hecho sobre capas diversas
de 30 centímetros de espesor, previamente saturadas, con una carga de medio metro de

altura:
Arcilla refractaria………………………….indefinido
Caolín…………………………………………….603 horas
Creta…………………………………………….202 horas
Tierra caliza…………………………………8,34 horas
Arena cuarzosa……………………………1,57 horas
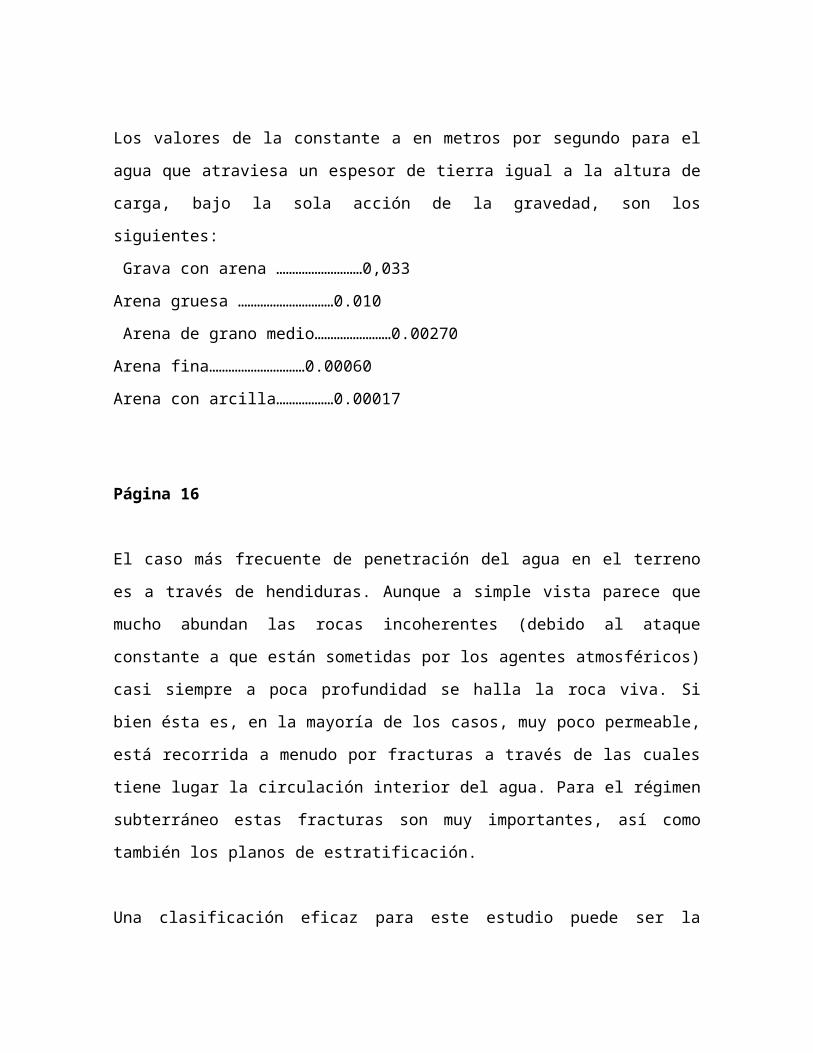
Los valores de la constante a en metros por segundo para el agua que atraviesa un
espesor de tierra igual a la altura de carga, bajo la sola acción de la gravedad, son los
siguientes:
Grava con arena ………………………0,033
Arena gruesa …………………………0.010
Arena de grano medio……………………0.00270
Arena fina…………………………0.00060
Arena con arcilla………………0.00017
Página 16
El caso más frecuente de penetración del agua en el terreno es a través de hendiduras.
Aunque a simple vista parece que mucho abundan las rocas incoherentes (debido al
ataque constante a que están sometidas por los agentes atmosféricos) casi siempre a poca
profundidad se halla la roca viva. Si bien ésta es, en la mayoría de los casos, muy poco
permeable, está recorrida a menudo por fracturas a través de las cuales tiene lugar la
circulación interior del agua. Para el régimen subterráneo estas fracturas son muy
importantes, así como también los planos de estratificación.
Una clasificación eficaz para este estudio puede ser la siguiente, que divide las citadas
fracturas (llamadas litoclasas) en : leptoclasas (subdivisibles en: sinsaclasas y piezoclasas),
diaclasas y paraclasas. Las primeras (lepto: menudo) son todas las fracturas de pequeñas

dimensiones, las segundas son roturas planas que atraviesan toda clase de rocas
paralelamente a ciertas direcciones, a veces con gran regularidad, y las últimas, muy
parecidas a las anteriores, suelen tener mayor dimensión, toman formas sinuosas y van
acompañadas de cambios de nivel entre los dos planos o labios de la fractura (los mineros
y geólogos, los llaman fallas). Las primeras se consideran engendradas por acciones
moleculares o refracciones debidas al enfriamiento o a la desecación (sinsaclasas) o por
acciones mecánicas externas que hayan producido presiones (las piezoclasas), las
segundas se creen producidas por presiones o torsiones que sufrieron después de su
consolidación y las terceras se consideran originadas por acciones mecánicas que pueden
ser análogas a las del caso segundo.
El descenso, pues, del agua es o sería, ilimitado siempre que no hallare en su camino la
capa impermeable, sin litoclasas. Mientras la imbibición y la filtración son procesos lentos,
el paso a través de las leptoclasas es mucho más rápido y más aun a través de las diaclasas
y paraclasas que pueden engullir grandes cantidades en breve tiempo.
Página 17
Todos conocemos ciertos ríos que en un punto de su curso disminuyen de caudal y aun se
pierden totalmente, unas veces para reaparecer luego más lejos y otras sin volver a
emerger. En estos casos es que existen fracturas en el punto de pérdida del lecho. Esto
acontece, por ejemplo, en nuestro país, en el curso del río Fluviá que así, por conducto
subterráneo, pierde gran parte de su caudal en un terreno de calizas terciarias, que luego
resulta ser el que alimenta invisiblemente el famoso estanque de Bañolas (Gerona), y caso
análogo es el que ocurre con el río llamado Guadiana Alto que tras nacer en la laguna de
Ruidera, a poca distancia desaparece para alumbrar a unos 40 kilómetros los famosos Ojos
del Guadiana o engrosar el caudal del Záncara, según creen otros.
Las aguas de lluvia, pues, son rápidamente absorbidas por el suelo y, sin duda, a través de

las litoclasas se concentran en el más bajo nivel posible, por donde salen, de nuevo, a la
superficie, dando forma a la fuente. Este tipo de manantial se ha hecho tan clásico que a
todas las análogas sedes llama ya "fuentes vauclusianas". El aflujo del líquido a estas
fuentes se hace a través de hendiduras muy finas que tejen una red más o menos
poliédrica a través de la roca. El agua busca un nivel más bajo por estas fracturas,
uniéndose unos a otros los hilitos que las llenan y concentrándose así hacia los puntos de
salida. No existen, pues, en este caso, capas de agua profunda, sino venas y arroyuelos
subterráneos, tanto más caudalosos cuanto más profundos. Sin embargo, estas aguas por
fricción o disolución pueden agrandar sus conductos primitivos hasta constituir
importantes ríos y hasta cavernas o lagos verdaderos (caso de las Cuevas del Drac, en
Mallorca).
La influencia de atracción sobre el agua puede ser despreciada y, en este caso, es de
prever que la velocidad dependerá tan sólo del valor de caída y de las dimensiones o
complejidad de las litoclasas. Cuanto más capilares y tortuosas sean las grietas; más lenta
Página 18
será la marcha del agua, cuya velocidad en el caso de las cavernas llega a alcanzar los 25
kilómetros por día. Según cálculos hechos por un ingeniero, la corriente subálvea del río
Besós (Barcelona) tiene una velocidad de 0,00005 metros por segundo (su lecho es de
arena gruesa, apoyado sobre capa impermeable, con pendiente de 0,005 y un valor de a
igual a 0,01), o sea., que tardaría 3 años en recorrer poco más de 40 kilómetros, distancia
que las aguas superficiales tardarían sólo 2 días en cubrir. En este caso, pues, la velocidad
de la corriente subterránea es 500 veces inferior a las superficiales, tomando como
velocidad media de las aguas en nuestros ríos la de 25 a 30 kilómetros, que es la propia.
Según suposiciones, el agua que en un día penetra verticalmente en un terreno poroso y
homogéneo, cuyo desagüe tiene que realizarse a través del mismo, con una pendiente del

1 por 1.000, tarda en perderse por curso subterráneo 3 años por cada metro de descenso
vertical de la corriente. De ello se infiere, por lo tanto, la constancia de los caudales
subterráneos y, precisamente por esta razón tienen importancia tan destacada.
Debido a que la homogeneidad de los terrenos no es la misma a través de todos ellos, así
como tampoco la disposición de los materiales que constituyen cada extracto, y
abundando los accidentes, se comprenderá que la suposición citada no puede ser tomada
como absoluta.
Si una roca permeable (caliza fracturada, por ejemplo) se apoya sobre otra impermeable
(arcilla) las aguas sostenidas por el lecho arcilloso irán empapando la roca superior hasta
que se halle saturada, en cuyo caso correrán por la superficie del suelo si afiles no han
halla-do salida más fácil. Si el contacto de ambos estratos fuera cortado por una ladera, las
aguas, deslizándose por una especie de suelo subterráneo hasta los puntos más bajos de
la línea de unión, llenarían ésta de manantiales cuyo nivel se descubriría, como casi
siempre
Página 19
ocurre, por una faja de abundante vegetación. Este caso es muy frecuente, pues apenas
existe valle, corte o fractura del terreno donde no pueda eso observarse. Un ejemplo
típico lo tenemos en la villa de Los Santos de la Humosa, cerca de Alcalá de Henares
(Madrid), el cual queda expuesto en el grabado 5.
Imagen 5. — Corte de una ladera del valle por el que discurre el río Alcalá, a la altura de
Los Santos de la Humosa, cerca de Alcalá de Henares (Madrid).
Sin embargo, para la aparición de las fuentes no es siempre preciso que existan valles que
corten el terreno, ya que éstas pueden brotar a flor de tierra cuando la disposición de las
capas del mismo ofrecen una posición apta. Un caso tal de una fuente surgida en una

llanura puede resultar de un terreno que contenga en forma de semicírculo tres capas: la
primera y la última impermeables y la segunda permeable. Por un punto cualquiera del
arco descrito por la capa permeable puede penetrar o filtrarse el agua y en virtud del
mecanismo de sifón, recorrerá toda la capa para manar otra vez a la superficie (en forma
de fuente) por el lado apuesto. Este es el caso de los pozos artesianos que más adelante
describiremos.
Debido a la heterogeneidad de la corteza terrestre,
Página 20
puede decirse que todas las rocas superficiales están interrumpidas a poca profundidad
por otras menos permeables y sostienen así una determinada cantidad de agua
subterránea. Éstas son las que se ha dado en llamar aguas freáticas por ser las que
alimentan los pozos ordinarios. Cuando éstas impregnan rocas porosas forman una masa
continua y en este caso puede hablarse propiamente de dicha masa como de capa o nivel
de agua. Sin embargo, en una roca atravesada por leptoclasas no habrá capa, sino una red
acuosa de mallas paralelepípedas más o menos grande y si los accidentes son del tipo de
las diaclasas no existirá sólo la red sino un verdadero sistema de venas líquidas muy
semejantes al de las corrientes superficiales. Aunque hay que tener presente que la
circulación puede ser más profunda, primero porque la capa inferior que detiene las aguas
no debe ser, precisamente, impermeable y, después, porque ya hemos dicho que jamás
existirá la capa absolutamente impermeable.
Otro caso digno de estudio es el que surge debido a la interposición de capas
impermeables. El caso más frecuente es el de terrenos superficiales sueltos,
interrumpidos a escasa profundidad por capas algo permeables. Estos terrenos, que
cubren grandes extensiones de los continentes con espesores poco considerables, pero
que en muchas ocasiones llegan a algunos cientos de metros, pueden haber sido
transportados por corrientes acuosas, antiguas o modernas, por los hielos y hasta por el
mismo aire, constituyendo, según los casos, los terrenos diluviales, de aluvión, los

depósitos glaciares, etc.
El nivel superior de la capan freática, es variable en función a la abundancia de meteoros
acuosos, pero sigue siempre las desigualdades superficiales, a las que, a su vez, dulcifica
paulatinamente. La forma y accidentes de la superficie impermeable (llamado nivel de
drenaje, a veces) no influye en la forma pero sí en la dirección del desagüe que, aunque
lento, también tiene
Página 21
lugar en el caso de las aguas freáticas. Un verdadero ejemplo, muy importante por cierto,
de este tipo de terreno lo hallaremos en la gran meseta donde se asienta la ciudad de
Munich (Alemania), la cual, formada por arenas y guijarros que se extienden hasta el pie
de los Alpes y apoyada por una capa margosa, está interior-mente recorrida por un
sistema de avenamientos que
Imagen 6. — Corte de una vertiente marítima cerca de Loano (Génova)
drena toda la meseta; los alumbramientos a base de pozos y sondeos permiten
suministrar la totalidad del agua a la famosa ciudad, que no sería necesario decir que es
freática.
Como sucede cerca de Loano (Génova), la zona de contacto con la capa impermeable
puede ser cortada en atina vertiente marítima por debajo del nivel del mar y en este caso
el agua freática se vierte en éste, dando lugar a fuentes submarinas de agua dulce. El
agua, en este caso, parece provenir de las dolomías cavernosas D (véase la figura 6). En el
contacto de éstas con las pizarras P brotan numerosas fuentes que corren por la
superficie, pero al llegar a los aluviones A se quedan en seco para alimentar el nivel
freático que se va a perder por debajo del nivel del mar.
EI caso de las aguas subálveas, de gran importancia en España, es una ligera variante del
caso anterior. Si

Página 22
suponemos un río que corre por el fondo de un valle, cabe admitir que, si su régimen es
torrencial, arrastrará durante las crecidas muchas arenas, cantos y limos con los que
rellenará su lecho. En pleno régimen ordinario o durante los estiajes, la pequeña cantidad
de agua discurrirá según una línea tortuosa excavada en estos materiales sueltos. Siendo
éstos muy permeables, parte del agua será absorbida y descenderá hasta el antiguo lecho
natural o punto donde convergen realmente las laderas, donde se encontrará con la
filtrada por la superficie de contacto de éstas con el aluvión. A veces este camino
subterráneo proviene de un pliegue con rotura y en este caso el agua descenderá por las
litoclasas a niveles más inferiores. Cuando ese camino sea poco permeable, la corriente
oculta será más o menos paralela a la superficial y ello entraña la ven-taja de una mayor
conservación de caudal, ya que está defendida de la evaporación a que estaría expuesta
en la superficie. Precisamente por eso, muchas veces el caudal de un río es superior al que
aparentemente se observa en su superficie, pues a la cantidad de agua visible hay que
añadirle la que posee oculta, o sea, la del subálveo.
También son terrenos de acarreo los formados por el viento con arena, o sean, las dunas.
Por ser este material perfectamente permeable, tales montículos suelen mantener niveles
freáticos.
El contacto de capas permeables e impermeables, cuya alternancia es manifiesta en toda
la serie de terrenos estratificados, puede también ser producido por determinadas
acciones posteriores a la estratificación. Una de éstas, de poco nivel acuífero, es producida
por la desagregación, en el mismo sitio, de rocas impermeables. Esta descomposición hace
posible que una capa de terreno se transforme de impermeable en permeable y aunque el
caudal almacenado suele variar con la profundidad, ésta y por ende el caudal no suelen
ser grandes, por el mero hecho de que el trabajo desintegrador
Página 23
corre a cargo de la atmósfera, que no suele penetrar muy adentro del subsuelo. Las
descomposiciones de este tipo en terrenos graníticos proporcionan aguas muy cristalinas.

Las deyecciones volcánicas, por ser escoriáceas e incoherentes y por tanto de gran
porosidad, pueden originar, también, este tipo de corrientes ácueas subterráneas.
Ejemplos de ellas los tenemos en ciertos lagos que menudean alrededor de determinados
volcanes; a veces los lagos son antiguos cráteres ocupados ya por las aguas.
Otro conducto de capas permeables e impermeables es corriente verlo reproducido en las
litoclasas cuando sus labios presentan cierto desnivel. Muchas veces este fenómeno lo
ocultan los materiales sueltos de la superficie y sólo se hace visible al realizar ciertos
trabajos de perforación o subterráneos, caso de la construcción de túneles o de las
explotaciones mineras. Cosa análoga ocurre en el caso de las paraclasas.
Algunas veces las aguas pueden ser impulsadas hacia la superficie, gracias a la fuerza
expansiva de ciertos gases y vapores. Alrededor de las activas y hasta extinguidas regiones
volcánicas el agente compeledor suele ser el anhídrido carbónico, en las zonas petrolíferas
algún hidrocarburo conocido y, en general, algunas veces, puede ayudar a constituir el
impulso el vapor mismo del agua; casi nunca es debido este fenómeno al nitrógeno.
Realmente, siendo las aguas subterráneas fruto de las consecuencias de los fenómenos
hidrometeóricos, tendrá gran influencia sobre la abundancia y en las alteraciones del
caudal el régimen de lluvias. Sin embargo, habrá observado el lector durante algunos
períodos de tiempo que si bien los años secos hacen bajar el caudal de los diferentes
manantiales acuíferos, debido a que la tierra ejerce un papel regulador y, generalmente,
que el gasto es normalmente inferior a la cantidad de lluvia caída, muchas veces sale al
exterior más agua de la que entra o que se ha precipitado. Sin duda, esto es
Página 24
debido a que las rocas han cedido una parte del exceso del líquido que han venido
recibiendo en los años precedentes.
Como final de este subapartado y aunque sea hecho accidental no muy abundante,
debemos añadir que el cambio del régimen de las corrientes subterráneas, así como la
aparición o desaparición insospechada de manantiales puede producirse un poco antes y
después de los terremotos, cuyos fenómenos, teniendo como base o fundamentos ciertos

cambios de posición de segmentos de la corteza terrestre, es de comprender que
forzosamente implicarán la perturbación de la estratificación, originándose pliegues y
litoclasas, accidentes a consecuencia de los cuales se alterará la relación entre las capas
permeables e impermeables, con, lo que se abrirán nuevos cursos a las corrientes y, por el
contrario, se obturarán otros que ya existían.
c) Caso concreto de los pozos artesianos. — Hemos hablado repetidas veces en el
subapartado anterior, de la estratificación sin precisar exactamente su procedencia, de la
cual vamos a decir algo ahora. En primer lugar, debemos hacer observar que las aguas
corrientes y las estancadas a causa de su movimiento más o menos pronunciado resultan
ser poderosos agentes destructores que a lo largo del tiempo trituran las rocas o las
disuelven atacándolas químicamente. En estado de disolución o suspensión, pues, el agua
arrastra varios materiales, los cuales traslada y deposita en lugares muy lejanos al punto
de donde han sido arrancados. La deposición, después de un determinado viaje, puede
tener lugar por sedimentación mecánica, cuando las aguas de un río por ejemplo afluyen a
un lago o a una cuenca perdiendo su velocidad, o por precipitación, cuando ocurren
efectos de evaporación sobre aguas relativamente quietas. Estos sedimentos y
precipitaciones, al depositarse lo hacen en forma de capas superpuestas, llamadas
estratos, y a los terrenos así constituídos se les
Página 25
distingue con la denominación de sedimentarios y estratificados.
Ahora bien, sabemos que la corteza terrestre por pérdidas de calor está constantemente
expuesta a disminuir de volumen y la costra fría, forzada por la gravedad a amoldarse al
núcleo interno, tiende a plegarse. Pero por estar carente de la suficiente flexibilidad,
ocurrirá que cada vez que se produzca el fenómeno, la costra se cuarteará dividiéndose en
fragmentos, que para encajarse entre los demás, descenderán en la vertical, produciendo
esfuerzos tangenciales sobre los segmentos inmediatos. Consecuencia de esto es que los
terrenos sometidos a este esfuerzo sean plegados y trastornados y, también, que las
substancias flúidas del interior, sometidas a fuertes presiones, se escapen por las

soluciones de continuidad y salgan a la superficie para constituir otra clase de terrenos
faltos de estratificación (terrenos en masa), llamados eruptivos por su origen y cristalinos
por su estructura.
De no existir estas perturbaciones la carencia de movimientos terrestres internos nos
permitiría observar cómo los estratos presentan una superposición horizontal constante,
más o menos profunda según su antigüedad. Pero tal fenómeno, produce variados efectos
sobre el aspecto. Véamoslos.
El más frecuente puede conducir a que se levanten una serie de estratos en un solo
sentido sin que por ello pierdan su paralelismo, sin que se plieguen ni que se rompan; a
estos estratos se les llama monoclinales. Si los estratos se pliegan, sin perder tampoco su
paralelismo, se llaman declínales o se dice que forman un anticlinal o un sinclinal, según
adopten la forma ^ o de una V. Cuando después de depositada una serie de estratos y
perturbada su posición primitiva, otra nueva serie viene a superponerse, las capas de una
y otra dejan de ser paralelas y la estratificación ya no es concordante como en los casos
anteriores, sino discordante.
Cuando los esfuerzos tangenciales citados llegan a
Página 26
alcanzar valores extremos, el fenómeno del plegamiento, puede exagerarse y los pliegos al
caer sobre sí mismos de manera tal que los mas añejos pueden quedar encima de los más
reciente formación (estratificación invertida) y, además, arrastrarse aun sobre otra serie
de materiales de distinta edad situados en sus inmediaciones (fenómeno de
recubrimiento). Cuando los estratos influidos por esos movimientos llegan al límite de la
flexión en su tendencia al plegamiento, es cuando se produce la fragmentación de los
terrenos y cuando las rocas adquieren sus grietas, roturas o fallas (no diaclasas). Las
aristas de los anticlinales y sinclinales son líneas de menor resistencia aprovechadas
muchas por las aguas superficiales para crear sus lechos. Por el contrario, las rocas
cristalinas son estructura uniforme, esto es, no presentan pliegues ni fallas y por no ser
estratos solo se puede observar en su masa la apariencia de las diaclasas.

Se comprenderá fácilmente que debido a la antigüedad de los materiales, unos habrán
sentido con mayor intensidad que otros los efectos producidos por la acción de los
agentes citados, o sea, en lenguaje geológico, que unos han sido más metamorfizados que
otros. Los periodos geológicos de la historia de la tierra son azoico, el paleozoico, el
mesozoico, el cenozoico y el humano, o dicho de otro modo, el arcaico, el primario, el
secundario, el terciario y el posterciario.las rocas que constituyen cada uno de esos
periodos son las que describimos a continuación:
Azoico: Gneis (cuarzo+ feldespato+ mica), pizarras y calizas cristalinas y serpentinas. No
existen fósiles. Generalmente, cuando el feldespato se sustituye por talco. Clorita,
piroxeno, anfíbol, etc., es cuando se origina las pizarras cristalinas. Las calizas cristalinas
son grandes masas lenticulares de carbonato de cálcico.
Paleozoico: Pizarras arcillosas, cuarcitas de granulación microscópica y cementada por
sílice, calizas menos cris
Página 27
talinas que las arcaicas y conglomerados, en su mayor parte a base de cuarcita en
fragmentos redondeados. Existen restos animales y vegetales muy diferentes a los
actuales.
Mesozoico: Areniscas a base de granos de cuarzo o de caliza unidos por cemento calizo,
silíceo o arcilloso, no cristalino; arcillas y margas, (mezcla de arcilla y caliza). La flora y la
fauna son las intermedias entre las de la era primaria y moderna.
Cenozoico: Estratos como los anteriores con menor coherencia y colores más claros.
Existen, además, gredas (mezclas de arcilla y arena) y la fauna (mamíferos) y flora son muy
análogas a las actuales. En este período existía ya la configuración actual del planeta y
tomaban relieve ciertas cadenas montañosas hoy existentes (Pirineos, Andes, Alpes,
Apeninos, etc.) y comenzaron a emitirse los materiales eruptivos en gran cantidad
(basaltos, traquitas y andesitas).

Humano: Gravas, arcillas, toba, turba, etc., incoherentes y muy poco metamorfizados.
Dadas esas imprescindibles nociones de carácter geológico vamos ya a hablar
propiamente de los pozos artesianos, cuya existencia se explica por el simple principio
hidrostático, tan conocido de todos, de los vasos comunicantes.
Consideremos un valle sinclinal como el expuesto en la figura 7. En el corte vemos una
capa permeable B con afloramientos de nivel superior al fondo del valle que podemos
suponer contenidos por otras capas impermeables A y C. El agua meteórica que pasa a la
capa B se hallará sujeta a las mismas condiciones a que estaría en el caso supuesto de los
vasos comunicantes. Si en el punto E del valle practicamos una perforación que
atravesando la capa D, que podemos suponer arcillosa, pueda darnos alcance a la capa B
acuífera, el agua deberá elevarse por el camino abierto, pero no limitándose a alcanzar el
nivel superficial del valle,
Página 28
sino saltando hasta cierta altura, mayor o menor según los casos.
Los más famosos geólogos fijan hasta cinco condiciones que condiciones que consideran
necesarias para que sea fácil la existencia de aguas artesianas. Estas son que en el terreno
existan: materiales estratificados y no rocas cristalinas, suelo con estratos no perturbados,
alternancia de capas o materiales permeables e impermeables, continuidad de los
estratos a uno y otro lado de la cuenca
Imagen 7: Corte de un valle sinclinal
estudiada y que los borde de las capas, al menos de las permeables, se levanten hacia los
límites de la cuenca, de manera que por todo su contorno formen pendiente hacia el
centro de la misma (caso de la capa B en el grabado ultimo). No obstante, es de advertir
que aunque si se cumple estas cinco condiciones será más probable, también sin darse
todas ellas es posible que se puedan localizar en una cuenca tales aguas.
Imagen figura 7: corte de un valle sinclinal
El caudal de los pozos esta en razón directa a su profundidad, aumenta con el diámetro
del orificio o perforación (no proporcionalmente) y es de mayor si el orificio o perforación
se entuba, pues se evitan las perdidas por penetración o dispersión hacia las hendiduras
que hallan en su camino de salida. En algunos casos, las aguas freáticas cuando están
sostenidas por capas impermeables, gozan de un cierto desnivel, tienen profundidad,
suficiente alimentación y se ajustan a la disposición citada, pueden dar lugar a aguas
artesianas.
El grupo de pozos más conocidos y -mencionado es el que existe en los alrededores de
París, de cuyas aguas
Página 29
se alimentan gran parte de las necesidades de todo orden de la capital. La perforación de
estos halla primero la capa del terreno terciario, luego las cretas blancas y margosas, y
después de atravesar las arcillas impermeables, termina en las areniscas verdes del mismo
piso que son las acuíferas.
En España existen abundantes y notables pozos artesianos y, en contra de lo que ciertas
veces se dice por falta de estudio y conocimiento de causa, su suelo permite aún ansiar
nuevos alumbramientos de este tipo, con sólo que, apremiando la necesidad, se ahonde
en estudios y se hurguen sus tierras. En la cuenca del río Llobregat, para no ir más lejos y
citar un ejemplo, teniendo en cuenta lo muy industrializada que se halla, existen más de
350 pozos concluidos, con profundidades que llegan hasta los 80 metros y con saltos de
un metro por término medio; el caudal llega a ser en algunos de mil litros por minuto. La

constitución del suelo frecuentemente está dispuesta como sigue: primero una capa
diluvial (posterciaria), luego otra de margas amarillas arenosas, margas azules
impermeables y arenisca margosa permeable, y la siguiente o ultima, que es hasta donde
han llegado ciertos sondeos, la forman pizarras silurianas o del paleozoico. La capa
acuífera está en la segunda o de arenisca margosa del cenozoico o época terciaria.
*
A través de este estudio que vamos a finalizar, hemos dado alguna importancia a las aguas
subterráneas con el único propósito de aclimatar al lector poco versado en estos asuntos y
dar pie a que, sin necesidad de que aludamos mucho al mismo, se capacite del porqué de
ciertas consideraciones que luego irán surgiendo o se podrán deducir de las explicaciones
que se den en los capítulos siguientes, especialmente el II.
No obstante, las generalidades y la explicación del régimen bajo el que se mueven las
aguas profundas,
Página 30
freáticas, artesianas y subálveas que acabamos de ex-poner puede interesar a muchos,
dándose el caso de que varios locales y hasta centros industriales dependen o pueden
depender de las mismas más que de las superficiales, sobre todo cuando los
emplazamientos se realizan aislados y el suministro de agua corre a cargo del instalador.
Además, el recurrir a ellas, puede ser muchas veces para los que disponen de pequeños
capitales, más eficaz que el aventurarse a grandes obras que no es raro se conviertan con
el tiempo en ruinosos negocios, no sólo por causa de errores de principio, sino también
por los gastos de conservación; no hay que olvidar, a este respecto, que ningún
procedimiento de captación y mantenimiento de aguas resulta más económico que el de
los pozos artesianos y, luego, el de cualquier otro tipo de agua subterránea a la de aguas
superficiales, excepción hecha de los casos en que la instalación industrial se asiente en la
margen de un río u otro manantial acuífero o esté aquélla muy cerca, de éstos.

7. Captación y alumbramiento.
Un viejo refrán dice que: "El hombre propone y Dios dispone" y, en efecto, nada tan
exacto para afirmar la veracidad del aserto que el ejemplo que resulta de comparar donde
se hallan muchas veces los manantiales creados por la Naturaleza y donde, aun
debiéndose valer de aquéllos, dispone el hombre sus centros de vida. Aun en el caso de un
pueblo o una fábrica instalada al borde de una importante corriente superficial, existe una
cierta distancia que hay que vencer para unir la oferta de la Naturaleza, y la demanda
humana. Esta distancia puede aumentar cuando el núcleo humano se aleja, por motivos
distintos y a veces bien justificados (proximidad a unos yacimientos y a unas vías de
comunicación) y en ciertos casos, cuando por lo grande de esta separación hay que perder
la esperanza de llegar a tomar contacto con la, vía fluvial y se espera apro-
Página 31
vechar unos justificados manantiales subterráneos que pueden brotar en el mismo
asentamiento, la distancia también existe, aunque ahora sólo sea vertical, en vez de
vertical y horizontal como podía ser antes Esta distancia que une el manantial con la
posibilidad de su aprovechamiento es vencida por el abastecimiento o el
Imagen 8: Central hidroeléctrica asentada sobre un gran embalse artificial
suministro, o sea por la captación, cuando se trata de aguas superficiales, o por el
alumbramiento, cuando son aguas subterráneas las que se tratan de aprovechar. Vencida
así la distancia, el hombre colma sus aspiraciones y puede consumir sin más
complicaciones que las propias y referentes a las reparaciones de los elementos de
conducción en los casos de accidentes fortuitos.
No sería necesario decir que los abastecimientos son todos fruto de la inteligencia y mano

del hombre y, por tanto, de índole artificial.
Tratándose primeramente de la captación de aguas superficiales el problema que siempre
se nos presenta es fácilmente resoluble con dominar la construcción científica y
técnicamente. Puede interesar por un igual
Página 32
la conducción vertical y horizontal del líquido por medios mecánicos (bombas) o
hidráulicos (saltos) y obras de canalización, respectivamente; el almacenaje en grandes
embalses, cisternas o depósitos; la repartición
Fig. 9. — Conducción regulada de aguas a través de tubos de «uralita» de gran diámetro.
y el aforo de cantidades regulables a través de llaves de paso (grifos). Todo esto implica la
necesidad de construcción y, a veces, destruir primero y construir después. El hombre,
mediante tubos y canales, abriendo zanjas e impermeabilizándolas, creando las grandes
obras de estancamiento artificial, logrará, tras los consecuentes esfuerzos, ganar para sus
necesidades la ele
Página 33
vación (positiva o negativa), la canalización o conducción, el almacenaje y la distribución,
esto es, dispondrá, por haberla captado, del agua que precise distribuir,
imágenes 10 y 11: Curso natural de un río, en la primera figura, y curso del mismo en la
segunda, después de convenientemente rectificado y con sus márgenes consolidadas.
Imagen 12: Trabajos de sondeo para el descubrimiento de manantiales subterráneos en
presencia de hidróscopos.

entre los congéneres que deban consumirla. Otras veces, empero, las obras sólo tendrán
por efecto una reducción de pérdidas y hasta ciertos beneficios de segu-
Página 34
ridad y expansión; en tales casos levantará obras de defensa, rectificará el curso de los
ríos, consolidará las márgenes, levantará bancales ganando al lecho tierras para laborar,
etc. (Imágenes 10 y 11).
Cuando se trate del alumbramiento de aguas ocultas, el problema ya resultará más
complejo, no por el tra-
Fig. 13. — Preparando el alumbramiento de las aguas
bajo a realizar, que siempre es mucho más fácil que en el caso precedente de las aguas
superficiales, sino porque estando los manantiales ocultos es preciso primero, y esto es lo
más difícil, localizar el punto de perforación, lo que implica la necesidad de dominar con
suficiencia la hidroscopia, ciencia no muy difundida y que es la única que puede evitar
que, después de mil sondeos, tenga que abandonarse la idea.
No es poder de cualquiera dominar esta cuestión ni admisible que la realicen ciertos
videntes (en todo tiempo muy frecuentes) sin certificado de garantía, sino que es labor
propia de geólogos y más propiamente de los hidróscopos. Sólo el interesado en un
alumbramiento
Página 35.
podrá ahorrarse la nómina de tal especialista si, por fortuna, ve que alrededor del punto
que a él le interesa llevar a cabo el sondeo, menudean ya otros pozos en, franco
rendimiento.
La hidroscopia, ciencia que se afirma sobre el conocimiento geológico de los terrenos y

que se orienta por
Imagen 14: Hundiendo en la perforación el tubo de aspiración
ciertas manifestaciones que el carácter de los terrenos ofrece superficialmente, constituye
la primera parte de la empresa, o sea, la investigación que, claro está, también debe
preceder, aunque con menos profundización, a los trabajos antes citados. Esto, que en el
alumbramiento simple muchas veces viene a subsistir el bagaje de conocimientos de la
ciencia constructiva, una vez realizado permite ya acometer la perforación y tras ella, con
o sin tubería metálica, puede surgir el manantial si son aguas artesianas o bastará hundir
en la perforación el tubo de aspiración para que una bomba eleve a la superficie el liquido
subterráneo si se trata de otra clase de aguas ocultas. Pero tras otras veces, tras el
Página 36
sondeo importa verificar el alumbramiento en determinadas condiciones especiales ya sea
construyendo pozos de obra de fábrica o de hierro, galerías interiores, pe-
Imagen 15. — Acabando la boca de la perforación y comenzando la obra para
asentar la bomba que elevará a la superficie el agua oculta.
queños embalses subterráneos, etc. En este caso intervienen por un igual cada uno de los
muchos estudios y se invierten, en su realización, análogos trabajos.
8. Aguas juveniles.
Ya modernamente, se han venido realizando ciertos estudios para poder probar, aun no
justificadamente, la existencia u origen de un nuevo manantial ácueo que se considera
puede provenir de la barisfera, por combinación directa del hidrógeno y el oxígeno
desprendido del núcleo interno o de los magmas incandescentes que deben encontrarse

en las grandes profundidades. Aun suponiendo que esta agua se produjera en cantidad
considerable, durante su trayecto profundo sería absor-
Página 37
bida para la hidratación de las rocas internas, de modo que no es muy verosímil, en contra
de la sospecha lanzada por los que no hace mucho se animaron en estas investigaciones,
que llegara a mezclarse con las aguas circulantes de la corteza, ni mucho menos que ella
sea la causa por la que, como hemos dicho antes, en épocas de sequía prolongada, no
obstante no alimentarse el subsuelo, siga suministrando líquido. Ya hemos dicho a qué es
debido esto y sólo queda por afirmar que, pese a que se escape a nuestro control por
requerir ello mucha atención y paciencia, la porción sólida del planeta fija más agua de la
que produce y, en el fondo, el pro-ceso general es más de desecación que de aumento del
caudal acuoso.
Se dió en llamar juvenil a esta agua supuesta en el sentido de que pertenece a una nueva
formación y de aquí que, si bien no hay razón alguna que nos per-mita hablar de aguas
naturales y artificiales porque Toda el agua corresponde y depende de algún punto del
complejo ciclo hídrico descrito, muchas veces se siga llamando aguas juveniles a aquellas
que no existían en estado latente o que no se hallaban formando parte única de una
molécula, sino disgregadas molecularmente en otros cuerpos, ya en forma de sus
elementos componentes, oxígeno por una parte e hidrógeno por otra, ya en estado de
pre-formación, esto es, hidratando. En el fondo, cualesquiera de estas formas y estados
no dejan de ser considerados con cierta particularidad, pues, definitivamente, la
substancia hidratada lo está por haberse humedecido o haber absorbido agua, los óxidos
loor hecho análogo y, así sucesivamente, resulta que todo no es más que un
estacionamiento, una distracción o una de las muchas funciones que el agua, dentro de su
ciclo evolutivo, viene a realizar en la tierra.
Pero sin deseos de querer cambiar las cosas de cómo están o se han puesto siguiendo la
inercia de un capricho repentino, llamemos juveniles a estas aguas y digamos alguna cosa
sobre las mismas.

Página 38
Por ejemplo: que, como todos sabemos, el agua no es sólo una substancia útil para el
consumo directo, sino que también se utiliza en ciertos procesos para que, acrecentando
la rivalidad fónica que tiene lugar en las reacciones químicas, coopere a dar vida o a
formar ciertas otras substancias que precisamos; en este caso el consumo del agua viene
condicionado indirectamente. De la misma manera, pues, que las múltiples operaciones
hidrolíticas de la industria requieren la presencia de agua, otras reacciones industriales
tienen como resultado el suministro de la misma, cuando por ejemplo se ponen en
contacto dos substancias que aun no manteniéndola en estado de cristalización, la
habrían absorbido por desintegración molecular; caso de un óxido, de un hidróxido, de un
ácido, etc. Incluso, apurando más la consideración, puede obtenerse también este tipo de
agua juvenil o imprevista en el gabinete a partir del gas detonante, según nos indica la
siguiente reacción: 2 H2 + O2 2. H2O, y que es como probablemente la presentían formada
aquéllos en la barisfera.
De todas maneras, cualquiera de estos casos que podemos llamar precursores de un
manantial de laboratorio, sólo nos rinden cantidades insignificantes y de poca
trascendencia. Es esto una observación o una llamada a la atención de todos, más que una
realidad útil.
Y, finalmente, llamemos a la necesaria serenidad de expresión a aquellos que dicen
preparar aguas artificiales cuando, disolviendo ciertas sales en aguas más o menos
potables, lo que pretenden es imitar en composición a las llamadas medicinales,
terapéuticas o impropiamente minerales, ya que, justamente, todas las aguas suelen estar
mineralizadas, como también pueden estar organizadas, gasificadas y hasta infectadas,
según seguidamente vamos a ver.
Página 39.
CAPÍTULO II

NATURALEZA DE LAS AGUAS
9. Agua ideal o pura.
Para estudiar y poder determinar la naturaleza de las aguas es preciso valerse de los
métodos que nos ofrecen la ciencia y la técnica químicas, porque toda el agua que
podamos ver y captar no es otra cosa, juzgándolo desde el punto de vista de su
esencialidad, que tina substancia química más o menos compleja. Por tanto, lógico es,
siendo el agua un cuerpo químico, el más importante acaso por su indispensable uso en el
orden vital de todas las cosas, que se conciba químicamente, corno sucede para otros, en
estado de máxima pureza, aunque en realidad ya sabemos que por medios natura-les
nunca llegaremos a recibirla en este estadio analítico e incluso difícilmente lograremos
nosotros prepararla, en condiciones tales aun valiéndonos de los más perfectos medios, y
mucho menos conservada durante largo tiempo absolutamente pura.
Considerada en el orden de su consumo, un tipo único de agua ideal no existe o no puede
definirse; es decir, para catalogar normalmente un agua de ideal, es menester conocer de
antemano la función que va a ejercer o para qué se la requiere. Se comprenderá, pues,
que en el amplio campo del consumo existirán tantas aguas ideales, cada una distinta de
as otras, como empleos la precisen. El agua ideal para un tintorero, por ejemplo, no lo
será, ni de mucho, para el médico que pretenda dar un consejo a su cliente que padezca
una
Página 40
dolencia determinada, etc. Sin embargo, para el químico que aspira a definir todos los
cuerpos y substancias en su verdadero estado de pureza nativa absoluta, el agua pura
existe, y ésta es la que se coincide en llamar ideal, químicamente hablando.
Como punto de referencia, pues, démosla a conocer. El agua está compuesta de oxígeno e
hidrógeno, en la relación de 8 partes del primero por cada 1 del segundo; o sea que estos

elementos, que en estado atómico son gases, entran a formar parte de la molécula ácuea
en proporciones rigurosamente constantes y, por tanto, en cada 9 gramos de agua habrá
siempre 8 de oxígeno y 1 de hidrógeno. Teniendo en cuenta las relaciones volumétricas
(HMO), se ve que 2 volúmenes de hidrógeno se hallan combinados exactamente con 1 de
oxígeno, o sea que para que exista una patente armonía entre la composición ponderal y
volumétrica, es necesario que un volumen de oxígeno pese 16 veces más que uno igual de
hidrógeno.
Si, pues, la composición en volumen ha sido posible demostrarla descomponiendo el agua
por la corriente eléctrica (electrolíticamente) en el típico voltámetro de Hoffman, se
comprende que analíticamente o como experiencia de laboratorio se pueda obtener,
como decíamos antes, agua a partir de los dos elementos gaseosos o iones que la
componen por síntesis mediante el eudiómetro o por mera combustión del ion hidrógeno.
Químicamente es un compuesto constituido por dos cuerpos fuertemente ligados y, por lo
tanto, difícil de descomponer, aunque, sin embargo, ciertos elementos, como el sodio,
que tienen gran afinidad para el oxígeno, lo descomponen desprendiendo hidrógeno gas.
Debe tenerse presente que siempre se admite que posee algunos iones libres de H+ y OH-,
en la relación de una diez-millonésima de molécula-gramo por litro.
El agua pura o químicamente ideal es, a la presión y temperatura ordinarias, un líquido
insípido, bastante soso, inodoro e indigesto. En capas delgadas o pequeñas
Página 41
masas es incolora, pero en capas gruesas posee un color débilmente azulado y algunas
veces (fenómeno ocular) presenta un tono azulverdoso, débil también. Disuelve muchos
cuerpos, como se ha dicho, y se une íntegramente con muchas substancias sólidas
entrando a formar parte libre de ellas, como agua de cristalización, o sea hidratándolas.
También se fija sobre substancias higroscópicas y se suspende sobre la superficie de otras,
humedeciéndolas. Conduce muy poco a la electricidad (prácticamente imperceptible),

aunque teórica y prácticamente no debería conducirla; lo que por sí solo demuestra la no
existencia de un agua exacta y absoluta-mente purísima o realmente ideal.
Su densidad es máxima a 40 C. y se toma como unidad. Por tanto, a esta temperatura su
volumen específico es el mínimo. Debido a esta propiedad singular, se ha tomado como
unidad de peso el de un centímetro cúbico de agua pura a dicha temperatura; éste es el
gramo. A cero grados se congela y funde también; mejor dicho, la temperatura de fusión
del agua helada se toma como el cero de las escalas Celsius y Reaumur. A cero grados es
menos densa (0,9998) y al solidificarse toda-vía menos (0,9167); por eso el agua helada o
hielo flota sobre el agua en estado líquido. Al pasar al estado de vapor disminuye
extraordinariamente su densidad, hasta el punto de que un litro de agua a 100° puede dar
1.700 litros de vapor de agua a 100°. A 760 mm. de presión (una atmósfera), adquiere su
punto de ebullición a los 100° C. y a los 80° R.; pero calentada en autoclaves (vasijas
cerradas herméticamente) se eleva el punto de ebullición con la presión, según se
deducirá en el gráfico que se expone en el grabado 16.
Para fundir un kilogramo de hielo, quedando como agua a cero grados, se necesitan 79
calorías (calor latente de fusión) ; de la misma manera, al congelarse dicho kilogramo de
agua se desarrollan las mismas 79 calorías (calor de solidificación del agua).
Su calor específico es mayor que el de ninguna subs-
Página 42
tancia. Ya sabemos que la unidad de calor específico es la cantidad de calor necesaria para
elevar de cero a un grado la temperatura de un kilogramo de agua (gran caloría) o de un
gramo de agua (pequeña caloría).
Su calor de vaporización, o sea la cantidad de calor necesaria para transformar un
kilogramo de agua líquida a 100 grados centígrados en vapor a igual temperatura, es de
536 ca-
Fig. 16. Grafico relacionando el punto de ebullición del agua con la presión.

lorías. La densidad del vapor de agua es de 9 con respecto al hidrógeno y 0,623 con
respecto al aire. Cuando el vapor se condensa al estado líquido, desprende la misma
cantidad de calor que empleó para vaporizarse. Cuando el vapor de agua se difunde en la
atmósfera, alcanza a cada temperatura un límite que se le llama tensión máxima o grado
de saturación. A la cantidad que contenga en un momento dado se la denomina humedad
absoluta y su relación con la cantidad que habría si se hallara el aire sal tirado, a igual
temperatura, recibe el calificativo de humedad relativa o estado higrométrico del aire.
El analista sabe muy bien que el agua químicamente pura, cuando se la calienta en lámina,
de platino, debe volatilizarse sin dejar residuo y no debe alterarse por la acción de
diversos reactivos, siendo completamente neutra.
Página 43
Consecuencia de todo lo que acabamos de decir será que en lo sucesivo, cuando citemos
o nos refiramos a aguas puras o purificadas sobreentendamos por ellas, no caudales de
agua ideal o químicamente pura, sino otros relativamente puros, o sea aquella agua que,
por su empleo o utilidad en una cierta función operativa de la industria u otros medios de
orden vital, desde el punto de vista de las necesidades humanas, sea ideal en el aspecto
concreto que se determine; las aguas, por tanto, pueden ser absolutamente puras (grado
difícil de obtener según hemos dicho antes), relativamente puras (cuando el grado mínimo
de impurezas las hace útiles al máximo para ciertas aplicaciones), impuras (cuando siendo
ideales para una cierta aplicación no lo son para otras, o sea consideradas desde el punto
de vista de otra clase de consumo para el que no son aptas y prescindiendo de considerar
aquélla en la que puede ser útil) y desechables (cuando por su naturaleza no encajan en
ningún medio sin previa rectificación o incluso con ella).
10. Agua destilada.
Como decíamos antes, el agua ideal no existe más que en la teoría y, prácticamente, sólo
puede concebirse instantáneamente, pero no estabilizada o permanente. Sin embargo, el

químico, principalmente, necesita siempre en su laboratorio un tipo de agua ideal para
preparar las disoluciones que sirven de reactivos en análisis, o sea de testigos en los juicios
de pureza que muchas veces precísanse aplicar, como dictamen, sobre ciertos ni otros
elementos y substancias. La delicadeza del caso ha exigido siempre que se dedicara mucha
atención a este problema.
Las especiales precauciones que requiere el preparar agua absolutamente pura, muchas
veces superan por sus dificultades las que podría reportarnos el em-
Página 44
pleo de otra agua que no fuera químicamente ideal, pues rarísima vez, incluso en el
laboratorio, se necesita en este estado extremo de pureza nativa. Imagínese el lector, por
unos momentos, que se logra preparar aquel tipo de agua valiéndose de los aparatos y
procesos más perfectos, y perciba que tan pronto como cese la producción, por cualquier
causa o influencia ajena, el agua no será ya de las características únicas estudiadas. Esto
sucede hasta obteniéndola por síntesis, pues se observa que en el momento en que se
forma la primera gota ésta absorbe instantáneamente el gas anhídrido carbónico del aire
y, por lo tanto, prácticamente ya no es la misma que teóricamente habíamos soñado.
La ridiculez que representaría que el hombre se empeñara en obtener agua químicamente
ideal por métodos superprecisos sería grande teniendo en cuenta las enormes cantidades
que nos ofrece la Naturaleza. Por eso, incluso el químico más precavido, acepta siempre el
agua destilada, no absolutamente pura, como la más próxima a la ideal.
Ésta, de cuya obtención técnica hablaremos más adelante, consiste en la que resulta de la
condensación de los vapores producidos por la ebullición del agua ordinaria,
principalmente obtenida en los típicos aparatos cerrados llamados alambiques y
destiladores. La mayor proximidad al agua ideal se obtiene repitiendo hasta tres veces
esta operación, cada una con los vapores condensados en la anterior. Así, gradualmente,
podremos decir que tienden más al agua químicamente pura la bidestilada que la
destilada o monodestilada, y la tridestilada que la bidestilada, etc.

Un agua purísima, más cerca aun de la absolutamente pura, se obtiene destilando agua
ordinaria o natural en un matraz (previamente sometido a la acción de un chorro de vapor
de agua) después de mezclarla con un poco de permanganato potásico y de barita
cáustica. Este tipo de agua, llamada de conductibilidad, tiene una enorme resistencia
eléctrica, pues una colum-
Página 45
na de ella de un centímetro de longitud y otro de sección, tiene una resistencia 0,04 X 106
ohmios.
Una buena agua destilada debe responder exactamente a las investigaciones que fijan las
normas de la Farmacopea. Por ejemplo: 10 c. c. de agua destilada no deben sufrir
modificación alguna al agregarle unas gotas de disoluciones de nitrato de plata, nitrato de
bario, oxalato amónico, etc., que delatarían, respectiva-mente, la presencia de ácidos
clorhídrico y sulfúrico, sales de calcio, etc.
Es conveniente no olvidar tampoco que hablan sin propiedad los que dicen preparar agua
destilada, pues lo que hacen no es otra cosa que rectificar el agua ordinaria, a la que
hemos convenido darle aquella denominación.
11. Aguas naturales.
Considerando que el agua es un gran disolvente (de los mejores entre los conocidos) para
una multitud de substancias, lo mismo sólidas que líquidas y gaseosas, y teniendo
presente el ciclo evolutivo que experimenta el agua natural, se comprende muy bien que
nunca se presente pura, en contraposición a los dos tipos antes citados.
De manera que al hablar de agua natural sabemos que se trata de un líquido que pudo ser
ideal, pero que, a través de su camino, va cargándose de una cantidad de substancias
extrañas que la impurifican. El que sea más o menos impura depende de su procedencia
concreta y, sobre todo, de su composición química y de las acciones que en su virtud
pueda ejercer (agresividad). Todos estos caracteres serán a su vez consecuencia, dado su
origen meteórico, primero de su paso a través de la atmósfera, después del recorrido

superficial o subterráneo por la corteza sólida del globo y también de las condiciones en
que haya podido estar estancada.
Las impurezas de un agua natural, empero, podrán
Página 46.
ser de distintas clases, a saber: materias en suspensión; substancias disueltas, coloidales y
substancias gaseosas. Predominará más una clase que otra según su procedencia y,
repetimos, tanto la clase como la cantidad dependerán de las capas de terreno por donde
circule o permanezca, del contacto que hayan tenido con otros varios medios y del punto
en que se tome. En resumen, pues, las propiedades de un agua natural dependen de la
naturaleza de su procedencia.
a) Aguas meteóricas.—El agua precipitada sobre la tierra ya en forma de lluvia, nieve,
granizo, rocío, escarcha, niebla, etc., muchas veces se la distingue como agua destilada,
aunque tampoco sea ello cierto. En realidad, el agua meteórica es bastante pura y dentro
de los distintos tipos de aguas naturales es, sin duda, la que está más cerca en pureza al
agua destilada. El agua meteórica recogida en una superficie limpia antes de que llegue a
tomar contacto con la superficie de la Tierra, tendrá distinta naturaleza según sea el lugar
donde se haya verificado la captación. Un agua meteórica recogida, al aire, en el campo, o
mejor, en la cúspide de las altas montañas será diferente y relativamente mucho más pura
que otra recogida, también a voleo, en una ciudad, por ejemplo.
En especial, contiene elementos del aire en proporciones correspondientes a la solubilidad
de los mismos. Pero en la atmósfera pueden encontrarse, además de los elementos del
aire oxígeno, nitrógeno y ácido carbónico, que nunca falta, otros elementos y compuestos
o radicales químicos muy frecuentes como el amoníaco (muy abundante y
preferentemente en la niebla), el hidrógeno sulfurado, el óxido de carbono, el anhídrido
nítrico, el nitrógeno orgánico combinado, el cloro, el helio, etc., y algunos más raros,
cuales son el hidrógeno, los hidrocarburos en general, el ácido sulfuroso, el protóxido de

nitrógeno, el agua oxigenada, etc. La proporción en que son absorbidos estos gases varía
según la
Página 47
temperatura, aumentando en general cuando ésta desciende. Véase un ejemplo de ello
sobre un litro de agua a la presión normal de 760 mm y a las temperaturas siguientes:
a0° a 10° a20°
Oxigeno………………………………..41 33 28 cm.3
Nitrógeno……………………………..20 16 14 cm.3
Acido carbónico……………………1,797 1,185 0,901 cm.3
De la complejidad de composición que así adquiere el agua antes de llegar al suelo, da una
idea el siguiente análisis que, según el francés Villon, representa la composición media de
las aguas meteóricas:
Materias contenidas Cantidad en c. c. por litro
Nitrógeno……………………………….16,40 a 16,80
Oxígeno………………………………….8,52 a 7,75
Ácido carbónico……………………0,42 a 0,60
Materias orgánicas………………..0,02486
Cloruro sódico……………………….0,01704 (?)
Sulfato sódico……………………….0,0107
Amoníaco……………………………..0,004 a 0,016
Ácido nítrico………………………….0,001 a 0,003
Nitrato amónico……………………0,00189
Carbonato amónico………………0,00174
Sulfato cálcico.………………………0,00087

Con frecuencia, el agua de lluvia es también algo radioactiva, particularmente después de
una tormenta; la nieve y el granizo lo son de 3 a 5 veces más.
Como puede adivinarse, pues, el agua meteórica aun captada en el mejor lugar y en las
mejores condiciones contiene impurezas, pero éstas pueden aumentar todavía muy
sensiblemente con variar el punto de recepción y la característica de la precipitación que
nos la ofrece. No es igual la naturaleza del agua precedente de una lluvia fina o de un
rocío como la que mana de una recia lluvia torrencial, pues las precipitaciones acuosas,
por citar un detalle, arrastran consigo impurezas que pue-
Página 48
den estar en suspensión en el aire (aparte de su contenido propio ya expresado), tales
como polvo, microorganismos, etc. Cuanto más intensa sea la caída, pues, mayor será el
vacío que tras ella deja y mayor, por lo tanto, el arrastre de estas partículas orgánicas en
suspensión. En las ciudades o grandes centros industriales donde se crean grandes
cantidades de humo, hollín y polvo (impurezas fabriles) que se hallan flotando en la
atmósfera, no hay que decir que la lluvia se apoderará de estas partículas, y entonces el
agua meteórica ya no será originalmente la misma por llevar mezclados mecánicamente
esos cuerpos. De entre las impurezas que proceden de la atmósfera hay que tener
cuidado, sobre todo, con los ácidos libres y ciertos gases.
El ácido sulfuroso procede principalmente de los hogares alimentados con hulla. Tan es
así, que SENDTNER halló en la nieve que caía en Munich 7 miligramos de ácido sulfúrico
total; al día siguiente contenía 17,6; diez días después 62,2; y, finalmente, a los dieciséis
días contenía 91,8 mg. La nieve absorbe, por consiguiente, con mucha rapidez el ácido
sulfúrico o sulfuroso con-tenido en el aire de las grandes poblaciones industriales. La nieve
recién caída contiene, por ejemplo, 31,1 mg. de SO,, y 3,4 mg. de SO2; a los dos días
contendrá 29,5 mg. de S0, y 1,6 mg. de SO2. Esta nieve tan cargada de ácido sulfúrico, es
excesivamente perjudicial, especialmente, a los objetos de mármol puestos al aire libre;
por esta razón es frecuente ver en algunas capitales de latitudes frías (Viena, por ejemplo)

que durante el invierno se cubran de madera los monumentos públicos. SMITH descubrió
que un litro de agua pluvial contenía en Manchéster 50 mg., en Liverpool 35 mg. y en
Newcastle, donde existe una fábrica de ácido sulfúrico, hasta 40 mg. de este ácido, en su
mayor parte en libertad.
La dosis de cloro o cloruro sódico de las aguas de lluvia no tiene importancia más que en
las zonas marítimas o relativamente próximas al litoral.
El amoníaco procede particularmente de las mate-
Página 49
rias en putrefacción que, desprendiéndose de este álcali, lo transmiten a la atmósfera.
Una buena parte procede también de los hogares, en los cuales se producen gases por
combustiones incompletas. Ordinaria-mente, el agua de lluvia no contiene más que de 0,5
a 5 mg., pero algunas veces llega hasta 30 mg.; la niebla, según se ha dicho, contiene
bastante debido a mantenerse, por lo general, un buen tiempo en exposición, pero la
nieve también contiene mucho amoníaco, en especial cuando hace ya unos días que está
en el suelo.
Además, como compuesto pernicioso, el agua de lluvia contiene de 1 a 10 y a veces hasta
50 mg. de ácido nítrico, que proviene generalmente de la descomposición de desperdicios
orgánicos o se forma durante las tempestades.
Muchas veces oímos decir que, siendo el agua meteórica la mejor que podemos obtener
de las aguas naturales, por desgracia y debido a las dificultades que se oponen a su
captación en grandes cantidades, apenas pueden ser tenidas en cuenta para los efectos de
la industria. Ciertamente, es esto cierto y muchos son los que sin ambicionar grandes
acumulaciones y bajo el pretexto de que más vale pozo que nada, disponen grandes
depósitos para aprovechar algunos litros de agua meteórica ya sea de lluvia o de nieve. La
idea es inmejorable, pero se hace preciso recordar que el agua meteórica es tal cual
cuando se recoge, al aire, sobre una superficie limpia, muy limpia; y, nos preguntamos:
¿puede tenerse como tal un deposito, una cisterna, etc., que nunca se limpia cuando
empieza a llover y que, generalmente, las primeras gotas que caigan lo harán sobre sus

paredes expuestas acaso haga mucho tiempo a ambientes perniciosos? Se nos dirá que
nos expresamos con mucha meticulosidad, pero no podemos olvidar que el camino
verdadero hacia nuestro objetivo es el analítico y que un agua puede cambiar su
naturaleza con mucha facilidad, precisamente debido a la actividad química de lso
principios disueltos. Se ha probado que
Página 50
el agua que lleva hasta todo un día escurriéndose por un tejado, a expensas de una lluvia
incesante, continúa perdiendo comúnmente la pureza propia de un agua meteórica media
debido a los excrementos de pájaros, polvo, etc., cuyos vestigios persisten aún al cabo de
24 horas. Entonces, ¿qué ocurrirá en el interior de un depósito, donde además puede
tener gran importancia el período de conservación?
b) Aguas de superficie. — Cuando el agua meteórica llega a la superficie de la Tierra, es
casi completamente aséptica; pro al correr sobre el suelo se carga de gérmenes
microbianos, que en número asombroso viven entre el polvo y las materias orgánicas,
esperando sólo la presencia de la humedad para desarrollarse. Asimismo al caer el agua
meteórica cargada de gases al suelo, encuentra en él otro almacén en que tomar nuevas
substancias, sales más o menos solubles y las citadas materias orgánicas. Con estos
materiales y el oxígeno forma ácidos orgánicos e inorgánicos (oxálico, málico, carbónico,
sulfúrico, nítrico, clorhídrico, etc.), y óxidos (de aluminio, potasa, sosa, hierro, etc.).
Las aguas superficiales, sean de torrente, arroyo, río, etc., suelen ser poco ricas en
materiales disueltos, a consecuencia de la evaporación del ácido carbónico y de la
precipitación y fijación de las substancias en suspensión sobre los cuerpos que forman el
lecho del río y también a causa de la dilución de estas aguas por las de lluvia; pero están.
muy cargadas de materias en suspensión, ya minerales (arcillas), ya orgánicas, que han ido
arrastrando durante su curso, en mayor cantidad en épocas de avenidas. En . cuanto a
pureza relativa, son estas aguas las que siguen a las meteóricas, por cuanto las substancias
que llevan en suspensión pueden ser eliminadas bastante fácilmente según describiremos

en el capítulo V.
La proximidad de mi río ya sabemos que es de gran utilidad para la mayoría de industrias,
en especial para
Página 51.
la textil, ya que la corriente facilita las operaciones de lavaje y la salida de las aguas
residuales; pero depende de las variaciones de su cauce la cantidad y hasta la calidad del
agua de que se pueda disponer.
Según su cantidad, velocidad, temperatura y contenido de substancias en suspensión y
disueltas, dependientes de la cuenca de precipitación del río, de la fusión del hielo y de la
nieve, de las precipitaciones meteóricas, de las estaciones y de la composición del álveo
sobre el que corre, puede resultar más o menos adecuada para determinados
abastecimientos. El agua de río en (pequeña escala también la de lago) se utiliza a veces
como agua de consumo para las comarcas lindantes y para el alejamiento de las
residuales y sobre esto precisamente es conveniente llamar la atención, ya que estas
aguas pueden contener, además de los materiales en suspensión, aire y légamo vegetal y
mineral.
Muy importante para la utilización de un río es el gasto o cantidad de agua que lleva, la
cual en algunos ríos representa oscilaciones considerables (caso del Segura, por ejemplo,
en España). Lo normal es que en verano el contenido de substancias disueltas sea mayor
que en invierno; para las substancias en suspensión ocurre precisamente lo contrario. Con
las crecidas, lluvias torrenciales y fusión de las nieves, se presentan condiciones anormales
(enturbiamiento, aumento de los cuerpos disueltos). Si el agua del río contiene en su
nacimiento sales ferrosas o bicarbonatos en disolución, resulta que las primeras se oxidan
rápidamente en el lacho del río y que los bicarbonatos, por desprendimiento de la. Mitad
del ácido carbónico combinado, se transforman en carbonatos sencillos; el agua se va
haciendo poco a poco, más blanda (véase el apartado 14) es decir, más pobre en hierro y
sales, en el supuesto, claro está, de que la corriente en su curso no sea aumentada por
otra superficial o subterránea que entrando por el lecho o por los taludes del cauce
aumente la proporción de sales.
Página 52.
Para formarse idea de la complejidad de las substancias que las aguas dulces pueden
contener en disolución, basta recordar que el francés Choffat, estudiando las procedentes
del terreno secundario de Portugal, encontró en ellas, además de la materia orgánica,
hasta 33 cuerpos simples. Las aguas de Losoya, que son desde el punto de vista químico
de las más puras que posee España ( Cataluña cuenta, también, con el río Tordera que
ofrece aguas con pocas impurezas; y es de notar que esta pureza relativa se contrasta aún
en Blanes __ Gerona __ que es donde desemboca), tomadas antes de entrar en el canal
que las conduce a Madrid dan el siguiente resultado, según el antiguo análisis del español
Rioz:
Peso en 1.000
Substancias partes de agua
____________________________________ ___________________
Carbonato magnésico ………………………………………………………… 0,0086
Carbonato cálcico ………………………………………………………0,0064
Cloruro sódico ………………………………………………………0,0029
Cloruro magnésico ………………………………………………………0,0017
Sílice ………………………………………………………0,0016
Sulfato magnésico ………………………………………………………0,0015
Sulfato sódico ………………………………………………………0,0010
Sulfato cálcico ………………………………………………………0,0004
_______
Total……………………… 0,0241

_______
Óxidos de hierro ………………………………………………………indicios
Materia orgánica ………………………………………………………indicios
De donde resulta que, a pesar de su pureza relativa, contiene hasta nueve elementos :
oxígeno, cloro, azufre, silicio, carbono, sodio, calcio, magnesio, hierro; siendo de advertir
la escasez relativa de carbonato cálcico y abundancia de sales magnésicas. Débese tener
en cuenta que el analista no determinó, entonces, los gases disueltos, entre los que no
hubiera dejado de encontrar los elementos nitrógeno e hidrógeno.
Muchos autores y más corrientemente algunos folletos de propaganda que tratan sobre la
bondad de las
Página 53
aguas y la necesidad de escoger para distintos usos las más convenientes, acompañan en
sus escritos relaciones de los ríos y puntos geográficos donde los caudales o manantiales
acuíferos suelen presentar características de naturaleza adecuada. Como que este
empeño se prodiga también con relación a las aguas superficiales, tenemos que llamar la
atención sobre el particular.
En primer lugar debemos decir que si en una misma época y en medio de un régimen
inamovible, tomáramos varias muestras de las aguas de un río en varios puntos a través
de su curso y las analizáramos, hallaríamos posiblemente resultados distintos (y entre
algunos puntos las diferencias podrían ser muy sensibles), debido a que el álveo no es
uniforme o de una misma composición a lo largo del curso. En un río supuesto, puede
darse el caso de que el agua que circula durante sus primeros kilómetros sea menos
impura que después, o viceversa aunque es más difícil. Hemos dicho que los ríos próximos
brindan la oportunidad de poder abastecer industrias instaladas en las cercanías, pero
también que ello favorece la evacuación de las aguas residuales, esto es, de las aguas que
han prestado ya un servicio; y esto puede ser una de las causas poderosas por las que
decíamos que las aguas de un río pueden tener, a través de su curso, distinta composición

o naturaleza. Otro factor no menos trascendente es el que se deriva, para el
considerándum de la calidad de un agua fluvial del hecho frecuente de que hacia un río
tiendan a encauzarse los desechos de las casas o industrias y hasta los excrementos de
ciertas poblaciones más o menos importantes; eso es igual e independiente de los efectos,
ya que poca concentración es suficiente.
En las provincias de Barcelona y Gerona. Para no ir más lejos, tan vastamente
industrializadas y densamente pobladas, existen una serie de ejemplos. Los ríos Freser y
Ter nacidos en el corazón de los Pirineos, ori-
Página 54
ginados por fuentes naturales y aumentados sus caudales por el deshielo de altas
montañas nevadas, poseen unas condiciones de pureza que cambian por completo al
entrar en Ripoll (lugar de confluencia) donde algunas industrias, precisamente textiles, al
hacer uso de ellas devuelven a la corriente una alteración. El resultado del análisis
verificado a unos kilómetros de la salida de esta población irá empeorando si lo
verificamos después de pasar otros núcleos fabriles como Torelló y Manlleu, pero sin
embargo en su desembocadura al Mediterráneo frente a las islas Medas, ya habrá
mejorado algo, quizá debido a la calidad del suelo y a las infiltraciones subálveas que
anteriormente hemos citado como existentes en el curso del río al llegar a las
proximidades de Bañolas.
Otro tanto ocurre con el río Llobregat tan faustamente aprovechado y al cual se debe el
origen y la posibilidad del auge adquirido por la industria textil catalana. Desde su
nacimiento cerca de Pobla de Lillet (Barcelona) hasta antes de entrar en Berga, la
naturaleza de las aguas es muy distinta de la que podamos descubrir a su salida. El curso
sigue y las primeras fábricas algodoneras que no sólo la usan para mover sus turbinas, sino
también para los fines internos de fabricación van empeorando la calidad. Al llegar a las
estribaciones de Montserrát, las aguas cansadas del río Llobregat empeoran súbitamente

y de manera muy marcada al recibir sobre su curso la afluencia de las aguas del río
Cardoner, el cual presenta una coloración rojiza debido a los residuos que recibe a su paso
por Suria, de las minas de potasa allí existentes. Esta anomalía, por ejemplo, ha sido la
base de prolongadas críticas, quejas y discusiones que han llegado a derivar en pleito. Los
más interesados, entre otros, han sido los fabricantes que se hallan asentados en las
márgenes del río a partir de Monistrol que, en estas lamentables condiciones, podían
haber llegado a una casi total ruina. Con sus altercados, sin embargo, no hace mucho se
llegó a
Página 55.
una solución bastante concreta, la que respetando los derechos de los afectados, exigía a
la compañía minera prevenir los efectos ulteriores de su despreocupado proceder. En
cambio, por la poca abundancia de industria y poblados que hallan en su curso los
afluentes del río Tordera (Guillerías, norte de Santa Coloma de Farnés y Montseny), éste
llega fácilmente a su desembocadura sin ofrecer nuevas alteraciones. Además, ayuda a
silo el poco kilometraje de su curso.
Prescindiendo de otros casos análogos como los considerados, que inopinadamente
pueden enriquecer las aguas relativamente puras de un río, con una serie de substancias
especialmente solubles (producto de los residuos de fabricación) y, entre ellos, un enorme
porcentaje de materia orgánica, existe también otro factor importante a considerar. El
agua de un río, en un determinado punto, puede tener ciertas características malas y éstas
pueden mejorar, por dilución, en el momento su que comience a caer una lluvia
abundante y san persistencia de días (en invierno es esto muy corriente), o puede
empeorar, por concentración, duran-te periodos de sequía o en los que ya se lleve
observando una prolongada falta de precipitaciones. También el agua de un río, en otro
punto considerado, puede tener buenos síntomas naturales y, sin embargo, puede
empeorar con la presencia de barro, arena, etc., durante y después de fuertes avenidas,
etc.
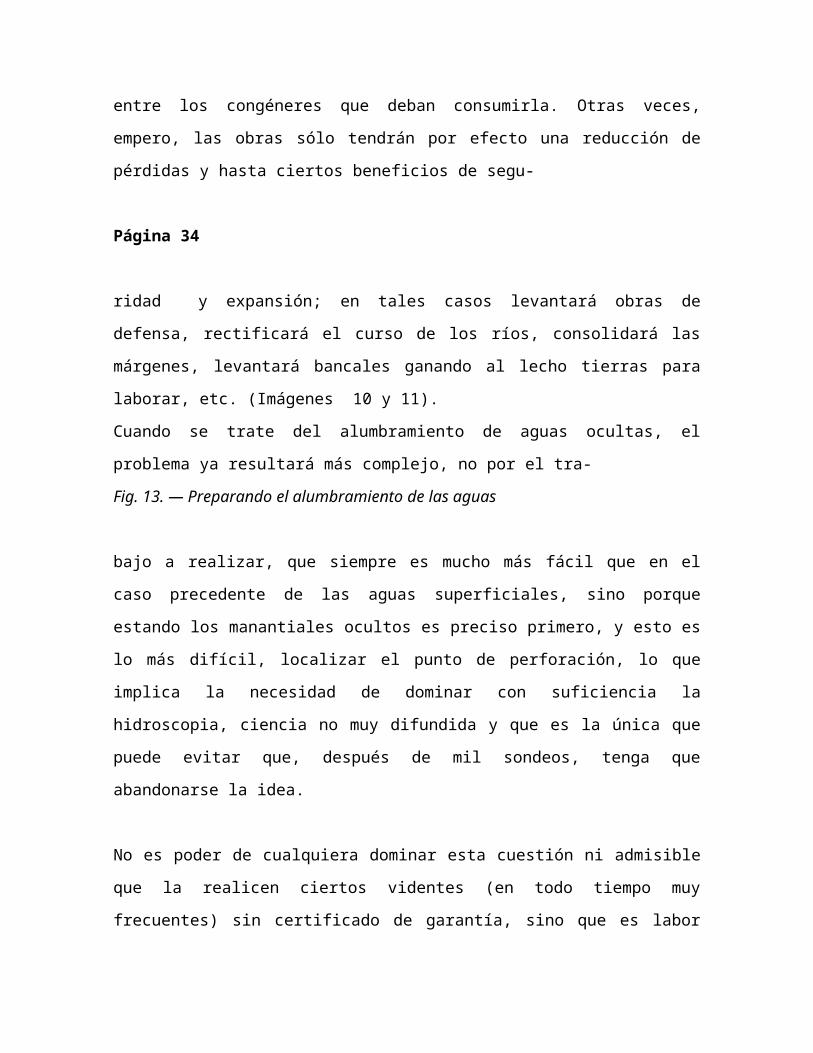
Con todo esto que acabamos de exponer, entre otras muchas cosas que aun se podrían
argumentar, pretendo llevar al convencimiento del lector que jamás debe formar juicio
por esos datos-tipo que se suelen dar como referencia, ni tampoco debe basar proyectos
ni cimentar nuevas industrias en consonancia con los mismos.
Antes de tomar determinaciones que tanto puedan influir en el éxito o fracaso de una
nueva empresa, es preciso conocer el régimen anual del río que interesa y más aun tener
datos sobre varios años. Quienes a este efecto pueden suministrar datos fidedignos y
muy
Página 56
útiles son los archivos con los cartones analíticos de los Centros públicos (sanitarios y
laboratorios municipales, oficiales y hasta particulares) de ciertas localidades y, mejor aún,
los de las casas especializadas en instalaciones de depuración de aguas. Recuérdese
siempre, pues, que para juzgar sobre la naturaleza de las aguas corrientes superficiales no
basta el dato de un análisis sino la media, el máximo y el mínimo de una serie de ellos,
bien escogida por años y temporadas.
c) Aguas del subsuelo. — Porque en lo que respecta a composición, no hay diferencia muy
esencial entre las aguas subterráneas y las superficiales, aunque aquéllas contienen mayor
cantidad de substancias disueltas, muchas cosas que hemos omitido en el anterior sub-
apartado van a quedar suficientemente aclaradas con lo que ahora vamos a exponer.
La carga de materias disueltas en un agua subálvea, freática, artesiana, etc., o, en general,
subterránea depende de la constitución geológica de los terrenos que atraviesan, como se
comprende; pero es conveniente observar que habitualmente carecen de materiales en
suspensión, por salir generalmente bien filtradas. También decíamos antes que el agua de
lluvia al llegar a la tierra se cargaba de gérmenes microbianos y es conveniente añadir
ahora, que si estas aguas infectadas pasan al interior del suelo, probablemente se
purificarán, pues las materias orgánicas contenidas se oxidarán (quemarán) por su largo
contacto con el oxígeno del aire interpuesto entre los huecos que dejan las tierras; es

sabido que, teóricamente, basta la filtración a través de tres metros de arena fina y
homogénea, para purificar las aguas más infectadas. Por esto las subterráneas son
generalmente más sanas que las superficiales. Si brotan de un suelo inficionado, como
pasa en los pozos de las poblaciones, o si los canales de conducción no son
completamente impermeables, pierden en absoluto esta preciosa cualidad. Eso ocurrió
con muchos
Página 57
de los "viajes" acuíferos de Madrid, en los que por estar hoy poblados más densamente
sus cuencas de alimentación y mal conservadas sus conducciones se producían insanas
infiltraciones.
Ya hemos dicho que los gases que las aguas llevan más generalmente disueltos son el
oxígeno, el nitrógeno, el anhídrido carbónico, el sulfhídrico y el amoníaco. Los dos últimos
son inconvenientes en cualquier proporción; los dos primeros son absolutamente
necesarios, tanto que las aguas que no los contienen, como las de aljibe o las que
proceden de la fusión de las nieves, es preciso airearlas por diferentes procedimientos; el
tercero, tan frecuente en las aguas subterráneas, no perjudica cuando está contenido en
pequeña cantidad.
Generalmente, se distinguen en las aguas el ácido carbónico combinado, que forma con
los metales contenidos en ellas o los absorbidos en las capas del terreno que atraviesa,
carbonatos simples; el ácido carbónico semicombinado, que da con los carbonatos,
bicarbonatos y, en fin, el ácido carbónico libre, que no está más que disuelto en el agua.
En algunas fuentes, especialmente en las regiones volcánicas, las aguas llegan en algunos
casos a contener en disolución ácido carbónico en cantidades equivalentes a varias veces
el volumen de las mismas. Las aguas de fuentes comunes y pozos deben su ácido
carbónico en parte a la atmósfera, pero más que lodo se lo deben a los fenómenos de
putrefacción y descomposición lenta que se operan en el suelo. El ácido carbónico
favorece la descomposición de las rocas y forma bicarbonatos de calcio, de magnesio y

con menos frecuencia de hierro, de sodio, etc.; de manera que las aguas de las fuentes
ordinarias contienen poco ( CO3,H2 en libertad. En general, las aguas de los pozos no
contienen ácido carbónico en libertad; pero con frecuencia, si provienen de un suelo
impuro, contienen grandes cantidades de bicarbonato de calcio y de magnesio.
Los cuerpos que como el CO3H2 contiene el agua y
Página 58
muchas veces por sí misma, por rozamiento, ejercen sobre las rocas acciones químicas
muy variadas, tanto cualitativa como cuantitativamente. En primer lugar existen rocas y
minerales, como el yeso, la anhidrita y sobre todo la sal común, que son solubles en, gran
cantidad; y todas las aguas que por entre ellas circulen los tomarán en disolución. Aunque
la solubilidad sea muy escasa para otros materiales, el factor tiempo compensa lo débil de
la acción, y los resultados producidos pueden alcanzar verdadera importancia. En este
concepto, pocas serán las rocas que puedan reputarse como absolutamente insolubles.
Además, aun éstas con-tendrán mecánicamente interpuestas partículas de substancias
solubles, sobre las cuales puedan actuar las aguas circulantes subterráneas. Otro efecto
que dichas aguas pueden producir, y que con frecuencia producen, sin intervención de
cuerpos extraños, es la hidratación de ciertas rocas. Tal es el caso de la anhidrita o sulfato
de cal anhidro, que por el contacto continuado con el agua se puede transformar, total o
parcialmente, en sulfato de cal hidratado, o sea en yeso, modificación que va acompañada
de un aumento de volumen, y de las consiguientes presiones y dislocaciones en la masa.
Entre los sólidos que más abundantemente llevan di-sueltos las aguas, están el sílice o
ácido silícico, y varias sales, como carbonatos, sulfatos, nitratos y cloruros.
El sílice puede encontrarse aislado o al estado de silicatos solubles, principalmente de
sosa, que en mínima proporción se contienen en todas las aguas subterráneas. La cantidad
más elevada que se ha encontrado es la del agua que lanza el geyser de Te-Tarata, en
Nueva Zelanda, que se eleva a 0,6 gramos por litro.
Las sales más frecuentes en todas las aguas, sobre todo si tienen algún recorrido

subterráneo, son los carbonatos. En tal estado, dichas sales son casi siempre insolubles;
pero si la presencia de ácido carbónico libre las transforma en bicarbonatos, adquieren
una fácil solubilidad. Como en la atmósfera no falta nunca el
Pagina 59
mencionado ácido, según se ha visto, las aguas de lluvia se cargan de él, y puestas luego
en contacto por sus caminos subterráneos con los carbonatos, tan copiosos en la costra
sólida del planeta, se cargan de bicarbonatos. Se explica así la formación de estalactitas,
estalagmitas y concreciones, que tanto adornan las grutas de los terrenos calcáreos, y
también la formación de lobas calizas por las aguas incrustantes, de que son un ejemplo
bien conocido las del río Piedra junto a Alhama de Aragón.
Como los carbonatos naturales más abundantes son los de cal (caliza), de cal y magnesia
(dolomía) y de hierro (siderosa), claro que los bicarbonatos que más se encuentran en las
aguas serán los de las mismas bases. El cálcico y el magnésico producen el mismo efecto,
favorable para la digestión cuando están en peque-i as dosis, pero perjudicial cuando
alcanzan siquiera, medio gramo por litro. Las aguas que los contienen en abundancia
producen, también, según veremos en el próximo capítulo, gruesas incrustaciones sobre
las paredes internas de las cañerías y en las tabuladuras de bis calderas de vapor, etc. En
cuanto al de hierro, en la débil proporción en que suele hallarse, nunca es per-Judicial a
los efectos bebestibles, pero sí para otras aplicaciones que citaremos más adelante.
Los sulfatos, en general, son bastante solubles en el agua, y como abundan en el suelo,
especialmente el de cal (yeso), se los encuentra con mucha frecuencia en las aguas, sobre
todo, además del citado, los de alumina (alumbres), magnesia (sal de la Higuera), hierro
(caparrosa verde), etc. Por pocas cantidades que de ellos contengan se hacen las aguas
impropias para casi todos los usos ordinarios, como sucede con muchas del terreno
mioceno (terciario) de las mesetas castellanas (Carabaña, Loeches, Calatayud, Quinto,
etc.). Además, en presencia de las substancias orgánicas producen sulfuro y acido
sulfhídrico, que son fétidos y venenosas. La cantidad mayor de acido sulfúrico que

««Página 60»».
puede contenerse en un litro de agua medianamente potable (véase apartado 12) es de
30 mg.
Los nitratos y nitritos son también muy perjudiciales, especialmente los últimos, de los
que bastan algunos miligramos para hacer el agua mala para muchos fincas. Los más
frecuentes son el nitrato potásico o nitro y los nitros sódico y amónico. En cuanto a los
cloruros, el más común es el de sodio o sal de cocina, sobre todo en las aguas de los
terrenos llamados salífero. Cuando le contienen en proporción mayor de 50 mg. por litro,
el agua deja de ser bebestible.
Las cantidades de cal, magnesia y álcalis o ácido sulfúrico experimentan grandes
variaciones, según la naturaleza del suelo, como se puede adivinar. Depende asimismo de
la cantidad de productos de descomposición del detritus animales que, en las cercanías de
los lugares habitados, penetran generalmente en mayor cantidad en el suelo. A la
temperatura ordinaria, y bajo la influencia de los organismos interiores, estas substancias
se descomponen muy rápidamente, dando lugar a la formación de productos intermedios
poco conocidos, y forman, en contacto con el oxígeno atmosférico, ácido carbónico,
amoníaco, luego ácido nitroso y ácido nítrico. Los fosfatos, las sales de potasa, las
substancias orgánicas nitrogenadas y el amoníaco son en gran parte retenidos por el suelo
y absorbidos por las raíces de las plantas; los cloruros, los nitratos y los sulfatos al
contrario, son arrastrados por las aguas hacia las fuentes y los pozos.
Si un suelo que no contenga plantas recoge materias orgánicas nitrogenadas, el nitrógeno
de éstas y el amoníaco, si hay aire en cantidad bastante, se transforman en ácido nitroso,
que se transforma prontamente a su vez en ácido nítrico, que es absorbido por el agua del
suelo y conducido a las fuentes y los pozos. No obstante, a consecuencia de la falta de
aire, la oxidación de las materias orgánicas puede ser incompleta, y entonces, si el poder
absorbente del suelo está ago-
Página 61

tado, el amoníaco y las materias orgánicas en putrefacción son a su vez absorbidos por el
agua. Las que manan del suelo, lejos de los lugares habitados, pueden, por consiguiente,
estar exentas por completo de estos productos de descomposición de materias animales,
otras no contienen más que indicios de ácido nítrico, algunas hasta muchos miligramos,
sin que pueda descubrirse una alteración por los detritus animales.
Las aguas de los pozos construidos en las lomas subterráneas de los pueblos, y que están
alimentados en su mayor parte solamente por los líquidos impuros (le los escurrideros de
las calles, de los pozos negros, etcétera, tienen que contener, naturalmente, grandes
cantidades de estas impurezas. En estas aguas, la dosis de ácido sulfúrico se eleva hasta
un gramo, la de amoníaco hasta 100 mg., la de materias orgánicas hasta cerca de un
gramo y la de cloro hasta 900 mg, Como este último procede especialmente de la sal
marina contenida en las deyecciones humanas, constituye un dato precioso para apreciar
la calidad de las aguas, porque no es retenido ni alterado por el suelo.
Es muy frecuente, también, que al pasar las aguas superficiales al interior de la corteza,
estén perfectamente preparadas para ejercer sobre las rocas las acciones más diversas
que antes hemos enunciado, pero asimismo pueden producir mediante otras variadísimas
reacciones numerosos cuerpos y mineralizarse diversamente. Uno de los casos más
característicos es el de la formación del sombrero de hierro, tan conocido los mineros,
que suele constituir la porción superficial de los filones metalíferos. Al llegar las aguas
meteóricas cargadas de substancias activas al filón, desagregan, hidratan y oxidan los
compuestos metálicos, especialmente los de hierro, dando lugar a una materia terrosa,
amarillenta, heterogénea, formada en su mayor parte por el óxido férrico hidratado.
Un proceso también muy general y muy importante es la formación de las arcillas a
expensas de los feldes-
««Página 62»».
patos. Estos cuerpos, muy abundantes en las rocas eruptivas y en las más antiguas de las
sedimentarias, son en general silicatos de alúmina y álcalis. Las aguas ácidas atacan al
feldespato formando con el álcali carbonatos y otras sales solubles, que son arrastradas
por el líquido circulante. El silicato de alúmina queda solo, se hidrata, y más o menos
impurificado por óxidos metálicos, viene a constituir los suelos arcillosos.
Pero ni estos ejemplos ni otros muchos que pudiéramos poner, de reacciones puramente
superficiales, darían una idea aproximada de la acción del agua subterránea corno agente
transformador de la corteza terrestre. Para comprenderla hay que tener en cuenta las
temperaturas y las presiones a que este líquido se halla sometido en las grandes
profundidades y la pro-porción en que estas condiciones acrecen su energía química. El
cuarzo, una de las substancias de la Naturaleza más inatacable, ha sido disuelto por el
agua pura a temperatura algo elevada, mediante una fuerte presión. El plomo, que
tampoco es atacado por los ácidos inorgánicos fuertes, es también disuelto por el vapor
de agua.
Se comprende así, que a medida que las aguas vayan profundizando en la corteza, irán
siendo más activas, y que se aísle y cristalice el cuarzo, se formen los silicatos insolubles y
los compuestos metálicos no oxigenados, etc. Asimismo, cuando estas aguas ya
mineralizadas vuelvan a la superficie, perdiendo las condiciones que les prestaron su
energía, deben abandonar los cuerpos disueltos o formar con ellos otros compuestos. En
este sentido suele decirse que las aguas descendentes son activas, y pasivas las
ascendentes. Estas son, digámoslo de paso, las que, rellenando con las materias que
abandonan los huecos preexistentes en el terreno, originan los depósitos y filones
metalíferos que el hombre explota para sus industrias.
Con respecto a aguas ascendentes y surgentes veamos la aportación que nos hace el
ingeniero agrónomo
Página 63
español JANINI, como consecuencia de unas perforaciones artesianas realizadas bajo su

dirección, hace unos 25 años, en el extenso Patrimonio Nacional de El Pardo, al través de
un terreno francamente diluvial y sumamente silíceo. De los veintitantos pozos que se
abrieron, en uno bajó la sonda hasta los 94,40 metros de profundidad, rindiendo el
manantial, al nivel del terreno, 750 litros por minuto: a un metro sobre el suelo 660 litros
al minuto, ascendiendo sobre el plan-terreno (lo que se llama nivel piezométrico) 18
metros; el pozo más profundo fue de 107 metros y en él se hallaron cinco capas de agua
todas ascendentes. El siguiente análisis permite formar concepto respecto a la
composición fisicoquímica de los extensos y muy similares terrenos de El Pardo:
Análisis mecánico
Tierra fina:
% de tierra: fina: sin datos bruta: 36,000
Grava:
% de tierra: fina: sin dato bruta: 64,000
Análisis físicos
Sílice
% de tierra: fina: 85,040 bruta: 67,420
Arcilla
% de tierra: fina: 1,220 bruta: 7,970
Humus
% de tierra: fina: 0,200 bruta: 0,350
Carbonato de calcio
% de tierra: fina: 1,810 bruta: 2,300
Humedad
% de tierra: fina: sin datos bruta: 9,890
Agua y materia soluble en agua acidulada
% de tierra: fina: 12,250 bruta: 15,600

Nitrógeno total
% de tierra: fina: 0,030 bruta: 0,033
Acido fosfórico
% de tierra: fina: 0,031 bruta: 0,036
Potasa
% de tierra: fina: 0,060 bruta: 0,068
Sosa
% de tierra: fina: 0,500 bruta: 0,590
Carbonato cálcico
% de tierra: fina: 1,010 bruta: 1,280
Magnesia
% de tierra: fina: 0,310 bruta: 0,410
Peróxido de hierro
% de tierra: fina: 1,720 bruta: 3,920
Silicatos insolubles
% de tierra: fina: 0,990 bruta: 6,060
El estudio que el autor hace del análisis sobre la composición química de las aguas
artesianas referidas,
««Página 64»».
lo concreta a dos pozos (núms. 1 y 2) cuyas características son las que vamos a dar:
Pozo núm. 1. A contar de la superficie del terreno, 0,50 m. de tierra vegetal arenisca
cuarzosa; 6 m. de arena cuarzosa bastante fina; 2 m. de gravilla cuarzosa muy fina y
primeras aguas que comienzan a los 6 m. y terminan a los 8 m.; 13 m. de arcilla amarillo-
rojiza con mucha arena cuarzosa; 3 m. de gravilla fina cuarzosa con aguas ascendentes y
surgentes, desde los 30 m. y a los 33 m. sube 2 m. sobre la superficie del terreno:
6 m. de gravilla cuarzosa con agua ascendente; 4 m. de arenas finas y nueva corriente de
aguas que ascienden 2 m. sobre el terreno; 2 m. de gravilla del tamaño de granos de

pimienta y mayores; aparece nueva corriente de agua que continúa hasta los 45 m. de
profundidad del pozo, luego 1 m. de arenas finas cuarzosas, después 3 m. de arenas
finísimas con arcilla, y finalmente arcilla bastante compacta con poca arena, en espesor de
5 m. para dar con agua que en cantidad de 196 litros por minuto asciende a 2 m. sobre el
nivel del terreno, de modo que, contando a partir del nivel del suelo, el espesor de las
capas es en total de 45 m. de profundidad.
Pozo núm. 2. A contar de la superficie del terreno, 0,50 m. de tierra vegetal bastante
arcillosa, gris obscura; 1,50 m. de tierra arcillosa gredosa, gris obscura; 8 m. de arcillas de
color amarillo-rojizo con mucha arena fina cuarzosa; 6 m. de lo mismo; 2 m. y sigue lo
mismo; 2 m. de arenas y gravillas finas cuarzosas; 1 m. de arcilla amarillo-rojiza clara, con
poca arena bastante dura; 1 m. de arenas cuarzosas y gravillas finas cuarzosas; a los 19 m.
se encuentran aguas que suben a 9 m. bajo el nivel del terreno; 2 m. de arcilla bastante
pura con poca arena; 8 m. de arenas finas con gravilla fina; 4 m. de arcilla con bastante
arena cuarzosa; 6 m. de arena y gravillas finas cuarzosas con algo de arcilla; 3 m. que sigue
lo mismo; 1 m. de arenas cuarzosas finísimas ; 5 m. de arenas y gravillas finas, todo
cuarzoso; 5 m. de arcilla bastante pura; 2 m. de gravillas como
««Página 65»».
lentejas y avellanas, todas cuarzosas; 4 m. de arenas con arcilla gruesas cuarzosas; 4 m. de
arenas cuarzosas finísimas; 5 m. de arenas con arcilla y gravas gruesas cuarzosas; 1 m. de
gravas medianas y gruesas cuarzosas; 13 m. de arenas con gravillas y arcilla; 1,50 m. arena
con arcilla; 1 m. de gravas medianas como lentejas y avellanas y aun mayores que éstas. A
los 85,50 m. de profundidad se halla el centro de una corriente de agua que asciende a
3,50 m. sobre la superficie del terreno, dando 250 litros de agua por minuto.
Los pozos núms. 1 y 2, precisamente son los menos profundos del sistema de sondeos
practicados, pero el autor advierte que hasta con los más profundos los da-tos de unos y
otros son comparables en esencia. Las aguas son claras, inodoras, incoloras, sin sabor
especial, pero gratas al paladar; no dejan espontáneamente sedimento apreciable
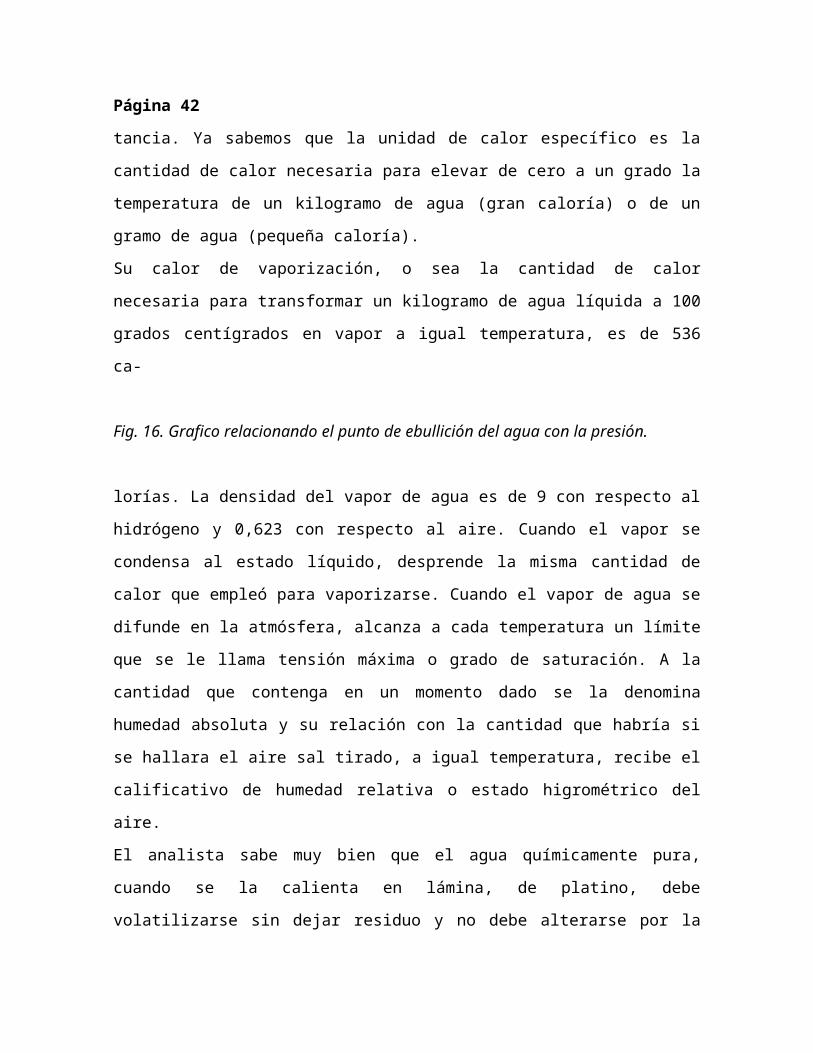
inmediato; reacción neutra. Temperatura centígrados: 18° el núm. 1 y 19° el núm. 2,
siendo de 29° la temperatura del ambiente junto al pozo n amero 2 y de 20° la del
ambiente inmediato al pozo número 1. Composición química en gramos por litro:
Residuo fijo a 110°c.
Pozo núm. 1. Surtidor único: 0,220 Pozo núm. 2 .Surtidor anular: 0,240
Surtidor Central: 0,200
Ácido carbónico combinado.
Pozo núm. 1. Surtidor único: 0,039 Pozo núm. 2 .Surtidor anular: 0,049
Surtidor Central: 0,041
Ácido sulfúrico combinado.
Pozo núm. 1. Surtidor único: 0,043 Pozo núm. 2 .Surtidor anular: 0,040
Surtidor Central: 0,032
Cloro combinado.
Pozo núm. 1. Surtidor único: 0,013 Pozo núm. 2 .Surtidor anular: 0,012
Surtidor Central: 0,011
Cal combinada.
Pozo núm. 1. Surtidor único: 0,016 Pozo núm. 2 .Surtidor anular: 0,017
Surtidor Central: 0,011
Magnesia combinada.
Pozo núm. 1. Surtidor único: 0,019 Pozo núm. 2 .Surtidor anular: 0,021
Surtidor Central: 0,016
Sílice y alúmina combinada.

Pozo núm. 1. Surtidor único: 0,021 Pozo núm. 2 .Surtidor anular: 0,019
Surtidor Central: 0,018
Materia orgánica en oxálico.
Pozo núm. 1. Surtidor único: 0,00103 Pozo núm. 2 .Surtidor anular: 0,00037
Surtidor Central: 0,00096
Materia orgánica en oxígeno.
Pozo núm. 1. Surtidor único: 0,00018 Pozo núm. 2 .Surtidor anular: 0,00067
Surtidor Central: 0,00017
Gases disueltos en CC. Por litros:
Oxígeno.
Pozo núm. 1. Surtidor único: 5,4 Pozo núm. 2 .Surtidor anular: 5,8
Surtidor Central: 6,0
Nitrógeno.
Pozo núm. 1. Surtidor único: 15,0 Pozo núm. 2 .Surtidor anular: 14,4
Surtidor Central: 15,8
Anhídrido carbónico.
Pozo núm. 1. Surtidor único: 5,8 Pozo núm. 2 .Surtidor anular: 4,2
Surtidor Central: 3,2
Total de gases disueltos:
Pozo núm. 1. Surtidor único: 26,2 Pozo núm. 2 .Surtidor anular: 24,4
Surtidor Central: 25,0

5. – J. B. Puig. – El agua en al industria textil.
««Página 66»».
Las colonias constituidas por gérmenes aerobios, se enumeraron en placas de agar, dando
los siguientes resultados por centímetro cúbico:
Máxima.
Pozo núm. 1. Surtidor único: 300 Pozo núm. 2 .Surtidor único: 750
Surtidor Central: 150
Mínima.
Pozo núm. 1. Surtidor único: 150 Pozo núm. 2 .Surtidor único: 450
Surtidor Central: 75
Luego, siendo los gérmenes hallados los que se encuentran á en las aguas potables, puede
decirse que aquellas aguas no contenían, prácticamente, gérmenes patógenos. Tampoco
se hallaron vestigios de nitratos.
Todo lo que llevamos escrito acerca de las acciones del agua subterránea sobre el terreno
y éste sobre aquélla, demuestra que no puede menos que haber una íntima relación entre
ambos elementos. Así, las condiciones de un agua que ha recorrido un trayecto
subterráneo, tendrán que depender en parte del terreno a través del cual brotan. El
francés Imbreaux ha dado algunas reglas que fijan esta relación, las cuales transcribimos
en este lugar por su carácter orientativo:
1. Las fuentes y capas acuíferas son generalmente muy puras, cuando salen de una
cuenca o de alimentación recubierta de bosque, de dunas o de praderas que no
reciben abonos animales.
2. Las areniscas filtran perfectamente, aun a débiles espesores, y dan aguas puras.
3. Las calizas hendidas no dan aguas puras sino 50 cuando su espesor alcanza por
lo menos Y aun deben hacerse reservas respecto a las fuentes vauclasianas,

procedentes de ríos subterráneos.
4. Las calizas hendidas y de poco espesor dan aguas dudosas, cuyo gasto y número
de gérmenes aumentan rápidamente a continuación de las grandes lluvias.
««Página 67»».
5. Los aluviones no dan aguas puras y sin contaminaciones de la superficie sino
cuando la grava es bastante fina y la capa suficientemente gruesa. No puede haber
seguridad, a menos de una filtración a través de 6 metros de espesor.
6. Las fuentes que nacen en el interior de las poblaciones o debajo de las casas,
son generalmente contaminadas.
7. En los centros habitados, los pozos deben ser cuidadosamente vigilados,
protegidos y limpiados frecuentemente; su orificio o brocal debe estar cubierto.
Ningún foco de infección (estercolero, pantano, pozo negro, etc.) debe ser
tolerado en un radio bastante extenso, sobre todo aguas arriba. Los pozos en
capas profundas y los pozos artesianos son, generalmente, excelentes.
Estas reglas, pues, citan una pureza relativa, naturalmente, pero además referida a la
bebestibilidad.
Resumiendo, pues, las impurezas contenidas por las aguas subterráneas y por algunas
superficiales pueden hallarse, por su especie, formando, en general, los siguientes
compuestos químicos:
1. CO3Ca; CO3Mg; CO3Na2 CO3K2; PO4H3
2. (CO3H)2 Ca; (CO3H)2 Mg; CO3HNa CO3HK [Sales de manganeso]
3. SO4Ca; SO4Mg; SO4Na2; (SO4)3AL2
4. Ca(OH)2; Mg(OH)2; NaOH CO2
5. (NO3)2 Ca; (NO3)2Mg; NO3Na O2
6. Cl2Ca; Cl2Mg; ClNa; Cl3Fe; ClK N2
7. SiO3Ca; SiO3Mg; SiO3Na2

De todos estos cuerpos, los que más abundan en las aguas son los carbonatos y
bicarbonatos de calcio y magnesio, sulfato de cal y cloruros cálcico y sódico. En cuanto al
sulfato de magnesio, cloruro potásico, sílice, alúmina, sales de hierro, etc., existen casi
siempre en cantidades pequeñas e inferiores a las primeras.
Las distintas aguas se diferencian, pues, más que en la diversidad de sus elementos
disueltos, en las can-
Página 68.
tidades que de los mismos contienen; así sucede por ejemplo, que un agua de pozo tendrá
mayor cantidad de sulfato cálcico y menor de bicarbonato cálcico y magnésico que otra
fuente, pero, en cambio, los elementos disueltos son siempre los mismos; las diferencias
estriban, pues, hasta cierto punto, en sus cantidades, aunque muchas veces y para ciertas
aplicaciones es de suma importancia, también, conocer y juzgar las cantidades por la clase
de elementos disueltos.
d) aguas embalsadas. Bajo el denominativo de aguas embalsadas comprendemos aquí
las aguas citadas en el capitulo anterior, como aguas estancadas natural y artificialmente
y, por lo tanto, englobamos entre estas, indistintamente, a las aguas dulces y saladas.
Primeramente nos referimos a las aguas dulces contenidas en los lagos, pantanos,
estanques, balsas, etcétera. Estas, como las fluviales, contienen substancias en
suspensión y presentan siempre un aspecto más o menos turbio; esto es debido a
materias que el agua contiene sin disolver y que desaparecen de su masa una vez se las ha
dejado en reposo durante más o menos tiempo. La transparencia, pues, influida por las
partículas que el agua lleva en suspensión y por la mayor o menor penetración de los
rayos luminosos, se determina por la sumersión de un disco blanco (obscuridad absoluta).
El color de estas aguas depende de la naturaleza del fondo del lago, del color del cielo, de
las nubes y de los alrededores.
Las pequeñas acumulaciones de agua ocasionan por un proceso vegetativo el crecimiento
fácil de la hierba. Los lagos de agua dulce aunque como las de rio pueden contener

légamo vegetal y mineral y aire, no suelen contener más de 10 mg. De cloruro sódico por
litro; los lagos salados, según veremos después, tiene composición muy diferente. En las
regiones cálidas, empero, existen lagos que surten de sal a los naturales del
Página 69
país, y otros que contiene natrón o carbonato sódico; las lagunas de dichas regiones se
secan en verano.
El agua de los canales tiene el carácter de las aguas superficiales y toma consigo los
cuerpos solubles del lecho del canal. Las aguas contenidas en diques, presas, embalses o
muros de contenimiento (contra el peligro de las crecidas y como reguladoras del
suministro, cuando el agua subterránea o superficial de que se dispone no es adecuada o
no existe en cantidad suficiente), son por lo general inadecuadas para un
aprovechamiento directo en lo íntimo de la industria, ya que son las que suelen llevar
mayor carga de materia orgánicas (en especial) e inorgánicas. Claro esta, que aun mayor
porcentaje de estas impurezas suelen contener las primeras, o sea las de lagos o
estancamientos naturales que, muchas veces, tiene mas tiempo de permanencia y, por
tanto. Los fenómenos fermentativos y de putrefacción pueden haber sido mas
abundantes y agudos.
En tocando a las aguas saladas, citaremos como tipo el agua de mar que, entre otras
substancias contiene aire, impurezas orgánicas, cloruro sódico y, en pequeñas cantidades,
cloruros potásico y magnésico.
Ciertos autores afirman que en cada 1000 partes de agua de mar entran 962 de agua pura;
27,1 de cloruro sódico o sal de cocina; 5,4 de magnesia; 0.4 de potasa; 0,1 de bromuro de
magnesio; 1,2 de sulfato de magnesio; 0,8 de sulfato de cal o yeso; 0,1 de carbonato de
cal, y 2,9 de residuos que consisten en tierra, cobre, plata, sílice y yodo.
Naturalmente estas proporciones variarán según los lugares y así por ejemplo, podemos
decir que mientras las aguas del mar Báltico poseen hasta un 1,0 por ciento de sal, el mar
negro y el Egeo poseen hasta el 3 por 100 y el mar Mediterráneo hasta el 3,9 por 100. La

cantidad de sales que contienen todos los mares se calcula en 718.900 Km. Cúbicos, o sea,
cinco veces el volumen de los montes Alpes.
Los componentes principales químicamente activos
Página 70
Son: CI, SO₄ y CO₂ combinados con Na, Ca y Mg. La composición centesimal del residuo
salino es igual en todos los mares abiertos, según STOOF, así que con la sola
determinación del contenido de halógenos puede calcularse el contenido total de sal, S =
0,030 + 1,8050 CL-D₄⁰, por término medio 1,02812, expresado generalmente por las
milésimas (por ejemplo: 28,12).
El alemán WASSERMAN al realizar el estudio para establecer una receta para preparar
agua de mar artificial, compara su contenido con la composición (iónica por ciento) que él
llama media- natural del agua de mar:
Media-natural Artificial Wassermann
Na⁺ 30,4 31,4
K⁺ 1,1 -
Mg⁺⁺ 3,7 3,7
Ca⁺⁺ 1,2 1,2
Cl⁻ 55,2 55,5
Br⁻ 0,2 -
SO₄⁼ 7,7 7,7
Co₃H⁻ 0,4 0,4
Su receta práctica es la siguiente (en la que excluye la adición de SO₄Ca):
ClNa . . . . . . . . . 2.790 g
Cl₂Mg . . . . . . . . 240 g
Cl₂Ca . . . . . . . . . 120 g
SI₄Mg . . . . . . . . 340 g

CO₃HNa . . . . . . . 20 g
Agua destilada . . . . . . 96’5 l
Salinidad por mil . . . . . 35’1 g
e) Agua de condensación artificial. — Hemos ya dicho que el agua ideal para el químico o
analista es el agua destilada, o sea el agua que resulta de la condensación de los vapores
producido por la ebullición
Página 71
del agua ordinaria. En la industria, sin embargo, el técnico requiere también muchas
veces, para distintos fines, un agua especialmente purificada en cuya preparación se
perdería mucho tiempo, dada la considerable cantidad que suele ser necesaria. Para ello,
en estos casos, frecuentemente resuelve aceptar como ideal el agua procedente de la
condensación de las máquinas de vapor, de los concentradores al vacío y otro sin fin de
aparatos análogos, con lo que sin grandes preocupaciones resulta que en el fondo
aprovecha un subproducto de su instalación ya en franca marcha. Posiblemente muchos
de los que lean este texto se habrán encontrado ante casos semejantes en los que
hablando de la necesidad de emplear agua buena o industrialmente pura, se dice, con la
satisfacción propia de un triunfo logrado con habilidad:— Yo uso el agua de condensación
de tal o cual aparato.
No obstante, es de advertir que el agua de esta procedencia puede contener varias
impurezas, tales como: algunas o todas, en menor cantidad, de las substancias antes
citadas para las aguas naturales, si no han sido previamente purificadas; sosa u otros
elementos, si ha sido rectificada; pero, en especial, aceite procedente de los cilindros de
vapor; ácido oleico libre, en el caso de que, bajo la acción del vapor recalentado, haya
tenido lugar la descomposición del aceite del cilindro; trazas más o menos importantes de
hierro, cobre, plomo, etc., según que el agua o vapor haya estado en contacto con unos u

otros metales, y aun, otras veces, puede arrastrar también determinadas substancias,
como en el caso de un concentrador en el que por funcionar mal alguno de sus elementos
constructivos o alterarse el régimen de depresión o temperatura puede arrastrar además
del vapor condensable, la substancia que se concentra, o que funcionando mal la trompa
de vacío pueda comunicarse el agua ordinaria de circulación o productora de la depresión
con el agua condensada o destilada.
Página 72
12. Agua potable.
Para que un agua entre en la categoría de las llamadas potables, debe ser límpida,
incolora, fresca (unos 15° C.), inodora, sin partículas en suspensión y bien aireada, pero
además no debe contener en absoluto nitritos, nitratos, sulfuros, materias orgánicas,
amoníaco, y sobre todo debe estar exenta de infusorios, algas blancas y bacterias. El
contenido en substancias minerales debe llegar hasta 600 mg. por litro y aún más.
El cloro está casi siempre en forma de ClNa y ClK; el ácido sulfúrico, en la de SO₄Ca; por lo
regular entre todas las sales predomina el (CO₃H)₂Ca; a éste siguen en cantidad,
carbonato, sulfato y cloruro de magnesio; de SiO₂, Al₂O₃ y de CO₃Fe solamente existen casi
siempre vestigios, y son aún más raros el CO₃Mn y el CO₃Na₂. En cantidades de 250 a 400
mg. por litro no se advierte el gusto de las sales ClNa y Cl₂Mg. Las sales alcalinotérreas son
tolerables para la bebida, para guisar, etc., sólo en cierta proporción (véase apartado 14).
El agua potable no debe contener hierro, porque precipitándose el Fe(OH)₃, la enturbia; y
cosa análoga ocurre con el manganeso.
Veamos a continuación un sucinto resumen de unas aguas potables alemanas, tomadas
frecuentemente como modelo de aptas y buenas para esta distribución (las cantidades se
expresan en miligramos por litro) :
CaO MgO Cl SO₃ N₂O₅ MnO₄K
(en mg)
Perdida de
calcinación
Residuo
total
De 227 - 16 211 9,5 1,1 182 782

Würzburg.
De
Hannover
181 22 77 104 2,3 1,7 102 580
De Altona
(agua del
Elba)
76 - 66 57 - 14,6 98 324
De
Wiesbaden
33 - 7 4 - 1,6 14 82
La antigua agua potable de Hannover (anterior a la antes citada), distribuída por los
manantiales del valle
Página 73
de Leine, variaba en las estaciones húmedas y secas entre los números siguientes :
Marzo . . . 149 Ca0 . . . 20 MgO . 37 Cl en mg.
Mayo . . . 171 » . . . 23 » . . —
Junio . . . 204 » 31 » . 69 »
Agosto . . . 170 » . 23 » . 64 »
Hemos dicho que cuando un agua tiene una cantidad moderada de substancias gaseosas y
sólidas en disolución, es sana y agradable, y que más allá de cierto límite ya puede tener
otras propiedades distintas a las de potabilidad, pero obsérvese que estas
denominaciones no tienen nada de absolutas y que el hombre bebe el agua que puede,
aunque muchas veces sea con grave detrimento de su salud. La mejor proporción de
materias disueltas es de 35 c. c. de aire y 25 cg. de sales (las dos terceras partes de CO₃Ca)
por litro; pero se beben aguas como las de Villarreal de la Plana (Castellón), que poseen
hasta 115 cg. por litro de sales en disolución.
A pesar de esto, hay que recordar que el 14 de septiembre de 1920 se publicó en España
un decreto indicando que toda el agua destinada a la alimentación debía reunir las

siguientes condiciones:
"1 ᵃ Ser transparente, incolora, inodora e insípida.
"2 ᵃ El análisis cuantitativo de sus componentes no debe dar valores que excedan estos
límites (miligramos por litro) :
Residuo fijo por evaporación, seco a 180° C, hasta peso constante . . 500
Residuo fijo por calcinación al rojo sombra …………………………………………… 450
Cloro, expresado en ClNa . ………………………………………………………………… 60
Ácido sulfúrico ………………………………………………………………………………….. 50
Cal ……………………………………………………………………………………………………….. 150
Magnesia ……………………………………………………………………………………………. 50
Materia orgánica total, valorada en líquido ácido y expresada en oxígeno ... 3
Amoníaco por reacción directa …………………………………………………………. 0,0
Página 74
Amoníaco libre determinado por destilación……………………………………. 0,02
Amoníaco albuminoide …………………………………………………………………….. 0,005
Ácido nitroso…………………………………………………………………………………… 0,0
Ácido nítrico …………………………………………………………………………………….. 20
"3ᵃ Se permiten excesos de Cl de origen natural (costas marinas...) con tal que los
restantes componentes no superen los límites expresados.
"4ᵃ Ha de carecer de productos intestinales del hombre o de animales."
El agua potable buena debe contener oxígeno disuelto y nitrógeno en proporción análoga,
como mínimo, a la que contiene el aire; las substancias orgánicas absorben el oxígeno y
por lo tanto deben limitarse, así como las bacterias vivas y materias muertas en
suspensión o disueltas.
El agua del tipo que estamos estudiando debe estar exenta de toda clase de bacterias
patógenas, y en cuanto a gérmenes bacterianos vivos, aunque la mayor parte son

inofensivos, debe contener a lo sumo de 100 a 200 por c. c. Prescindiendo de las bacterias
vivas, las grandes cantidades de materias orgánicas deberían evitarse siempre; éstas
provienen de las evacuaciones del agua de las ciudades, o sea de las casas (cocinas,
retretes, cuadras) y de las fábricas, y de materias vegetales en descomposición, cuya
influencia es muy nociva, porque forman un medio adecuado de desarrollo de microbios.
Deben rechazarse especialmente como potables las aguas que contengan deyecciones
humanas o de animales, que repugnen por el olor, el gusto y la coloración.
Las aguas subterráneas procedentes de capas profundas, que están protegidas contra las
infiltraciones del exterior por capas impermeables y las oriundas de capas no tan
profundas, siempre que se conozcan bien las condiciones de los alrededores de los
manantiales y pozos de donde proceden, para asegurarnos de que no tienen contacto con
suelos turbosos o de un albañal, se pueden emplear directamente, si no se necesita
practicar algún tratamiento para eliminar ciertas impurezas del orden mineral.
Por desgracia, no se dispone en todas partes de suficiente cantidad de agua subterránea y,
por tanto, en muchas grandes ciudades se tiene que emplear agua de superficie, y en
algunos sitios éstas tienen que ser precisamente de río. Ya dijimos que todos los ríos, por
los desagües de aguas residuales que encuentran en su curso, llevan aguas más o menos
impuras, de forma que su empleo como agua potable puede producir, como en otros
tiempos, según nos enseña la higiene, tifus, cólera y otras enfermedades debidas a
bacterias que son propagadas, a veces por la concurrencia de las deyecciones de un solo
enfermo y que bastan para contaminar a toda una localidad, convirtiéndose hasta en
terribles epidemias. Casos tales motivaron el famoso cólera de los años 1854 y 1892 en
Londres y Hamburgo, respectivamente, y los funestos tifus de los años 1872, 1885 y 1901
en Lausana (Suiza), Plymouth y Gelsenkirchen (Alemania), por no citar más.
Aunque es el químico quien determina las substancias orgánicas con arreglo al grado de su
oxidación, la indicación de las bacterias vivas corresponde al bacteriólogo. Las buenas
aguas potables no deben decolorar más de 2 a 5 mg. de permanganato potásico por litro
(véase la manera de realizar este análisis en el capítulo IV). Los nitratos, nitritos y sales
amónicas son de origen orgánico siempre que no provienen de la atmósfera; de los dos

últimos tan sólo debe haber trazas; los nitratos son tolerables, si puede determinarse que
provienen de suelos enteramente mineralizados. Gran cantidad de cloruros indica
frecuentemente la proximidad de deyecciones humanas. Para conceptuar potable un
agua, el análisis químico ha de acompañarse siempre del examen del lugar de donde
proviene, decidiendo ambos si el agua puede considerarse tal.
La aptitud para la bebida de este tipo de aguas de-
Página 76
pende, por tanto, de tres clases de condiciones : físicas, químicas y bacteriológicas. Con
todos estos caracteres el agua puede ser aún, sin embargo, mineral, por las substancias
disueltas, o contaminada, por los microbios que la pueblan; y en ambos casos impropia
para este consumo.
Como signos exteriores que pueden suministrar indicios muy estimables acerca de la
salubridad de un agua, están las plantas y animales que en ella viven espontáneamente.
Así, las aguas en las que se encuentran berros y el pequeño molusco Physafontinalis, son
excelentes. Son buenas, aunque no tanto, las que sustentan verónicas (plantas) y limneas
y planorbis (moluscos). En las medianas se crían los juncos y salicarias. Las bithynias y
cicladas (moluscos), así como la cicuta hedionda, sólo viven en las aguas malas o
estancadas. También es signo de bondad en el agua, el que cuezca bien las legumbres y
que disuelva fácilmente el jabón.
Las mejores aguas potables provienen de las montañas, en donde descendiendo los
arroyuelos en cascadas, el agua se mezcla con grandes cantidades de aire y de este modo
queda exenta, por oxidación, de materias orgánicas; estas aguas de montaña se buscaban
antiguamente a muchas leguas de distancia y se conducían por largos acueductos, algunos
vestigios de los cuales se ven todavía en ciertos parajes, en estado de monumento en
ruinas.
13. Aguas especiales.
De la misma manera que, según acabamos de ver, se llaman aguas potables a las que son
aptas para nuestra alimentación, existen otras denominaciones para distinguir aquellas
aguas que se caracterizan tanto por su contenido preponderante como por su aptitud. Así,

se llaman calcáreas a las muy cargadas de bicarbonato cálcico; selenitosas, cuando
contienen SO₄Ca en exceso;
Página 77
minerales, o mejor dicho, mineromedicinales o simplemente medicinales si llevan
substancias de propiedades terapéuticas (ferruginosas, carbónicas, sulfuradas, etcétera) ;
termales, cuando gozan de una temperatura superior a la del ambiente en donde manan,
etc.
Preferentemente, vamos a fijar ahora la atención sobre las dos últimas, las que llamamos
especiales atendiendo a su carácter menos abundante y a sus propiedades excepcionales.
Las aguas medicinales, llámaselas así porque, como hemos dicho, tienen en disolución
substancian particulares del reino mineral, en cantidad bastante crecida, lo cual es causa
de que adquieran especiales propiedades que las hacen aplicables a diferentes usos, sobre
todo terapéuticos. Entre ellas podemos citar a las sulfhídricas (vulgarmente llamadas
sulfurosas) y las carbónicas, picantes o acídulas que tienen en disolución,
respectivamente, ácidos sulfhídrico y carbónico ; las selenitosas, que contienen yeso ; las
sódicas, líticas, magnésicas, cloruradas, etc., porque contienen más sales de sodio, litio,
magnesio o cloro, que el agua de los manantiales ordinarios; las ferruginosas y arsenicales,
que contienen sales de ambos metales, y se conocen y utilizan también para ciertos fines
curativos das aguas radioactivas y que contienen helio.
Citaremos a continuación algunas de las aguas ferruginosas más famosas, con el contenido
de hierro en gramos por litro :
Tarasp-Schultz (Bonifacio) 0,009
Spa (Bélgica) 0,014
Saint Moritz (Fountana Surpunt) 0,018
Steben (Baviera) 0,022
Griesbach (Baden) 0,027
Pyrmont (Waldeck) 0,027
Schwalbach (Tauno) 0,029
En forma de sulfato se encuentra el hierro en las aguas casi exentas de ácido carbónico de

Levico (con
Página 78
1,301 g. por litro) y de Roncegno (con 0,897 g. de hierro por litro). En España, entre otras
muchas, se cuentan las salinas de Rubinat (Lérida), las alcalinas de Mondáriz (Pontevedra)
análogas a las de Vichy (Francia), las ferruginosas de Villaharta (Córdoba) y las sulfhídricas
de Carabaña (Madrid).
Otro tipo especial de aguas que mucho interesa, dentro del grupo de las subterráneas, son
las termales. Se sabe, en primer lugar, que la generalidad de las fuentes naturales
suministran el agua a una temperatura fija, independiente de las variaciones exteriores.
Además, esta temperatura es con frecuencia muy superior a la medida anual de la
localidad, dando así lugar a los manantiales llamados termales. Bien conocidos son los
geyseres de Islandia, Nueva Zelanda, el Parque de Yellowstone (Estados Unidos), etc., que
lanzan agua hirviendo. En nuestro país abundan también las fuentes calientes, a las que
suele dárseles el nombre de Caldas, Hervideros y Burgas, entre las que son muy notables
las de Orense y de Montbuy, con unas temperaturas muy próximas de 69° y 70° C.
Este curioso fenómeno, como todos los que llamaron poderosamente la atención, dió
lugar en la antigüedad a las más extrañas hipótesis. Para unos, el calor solar, concentrado
en el interior del planeta como en el foco de una lente, elevaba la temperatura de las
aguas subterráneas. Algunos relacionaban el hecho con los volcanes. Para otros existían
en el interior de la tierra vientos que chocando producían una elevación de temperatura,
la cual comunicaban a las aguas. Otros admitían que las montañas aspiraban el calor solar
hacia las regiones interiores, etc. El primero que dió la verdadera explicación del hecho
fué Alberto el Grande, en el siglo XII, afirmando que las corrientes ácueas subterráneas
son calentadas en su trayecto por el calor interno propio del globo. Las ulteriores
investigaciones han venido a comprobar esta manera de explicar el fenómeno.
Página 79
Habiendo pasado la Tierra por un estado de fusión ígnea, su porción interna, la endosfera,
debe conservar parte del primitivo calor. Los pozos profundos de las minas, las

perforaciones artesianas y la construcción de los grandes túneles, han permitido
comprobar la constancia de un aumento de temperatura con la profundidad, y apreciar su
valor medio. Se ha visto así que a pequeña distancia de la superficie encontramos una
capa cuya temperatura es constante e igual a la media del lugar. De aquí en adelante, a
medida que profundizamos, la temperatura va aumentando constantemente en un grado
centígrado por cada 30 metros, aproximadamente; esto es lo que se ha llamado el grado
geotérmico. La experiencia no permite afirmar que esta elevación de la temperatura siga
indefinidamente, porque el espesor de corteza terrestre atravesado en las obras humanas
es relativamente muy pequeño; y aun el raciocinio parece indicar que a partir de cierta
profundidad la temperatura de la endosfera será uniforme. Pero de todos modos, basta lo
comprobado y lo que ya dijimos en el capítulo anterior al hablar del régimen de las aguas
subterráneas (apartado 8 b) para explicar satisfactoriamente la temperatura elevada a
que surgen algunas.
Desde luego podemos afirmar: 1.° Que las aguas de las fuentes cuya temperatura varía
con las estaciones, procede de profundidades escasas; 2.° Que las fuentes de temperatura
constante y poco distinta de la media del lugar, provienen de la capa terrestre de
temperatura también constante o de sus inmediaciones; y 3.° Que las aguas termales son
siempre de origen profundo, tanto más cuanto mayor sea su temperatura.
Sin embargo, respecto de esta tercera afirmación, debe advertirse que en los terrenos
volcánicos, aun cuando su actividad actual sea muy moderada, el grado geotérmico suele
ser muy inferior a 30 metros (12 metros por ejemplo en Riona, Auvernia) ; en este caso,
las aguas no necesitan provenir de grandes pro-
Página 80
fundidades para alcanzar temperaturas elevadas y constantes. Las fuentes situadas al pie
de grandes montañas pueden también presentar temperaturas elevadas para
profundidades escasas, a consecuencia de la elevación de nivel que las isogeotermas
experimentan en el interior de los macizos montañosos. En cambio, el agua que proceda
de grandes profundidades, pero que al llegar cerca de la superficie se difunda por

numerosas grietas y se mezcle con aguas someras, perderá en gran parte su termalidad y
su mineralización. Todas estas excepciones y otras que podríamos citar no quitan, sin
embargo, valor ni generalidad a los principios enunciados.
14. Concepto sobre la dureza del agua.
En franco contraste con el agua ideal u otras aguas de pureza próxima a la químicamente
absoluta, se ha convenido en venir a distinguir la calidad o naturaleza de cualquier agua
con respecto a aquélla o agua-tipo, por su dureza.
Se entiende por dureza del agua el conjunto de sales en ella contenida, aunque, en
concreto, son sólo las sales cálcicas y magnésicas las que, bajo esta calificación, se
consideran y aprecian como disueltas.
Cuando se hace hervir un agua vulgar durante algún tiempo, se precipitan los carbonatos
de cal y magnesia, y permanecen aún disueltos los sulfatos y cloruros de ambos metales.
Así pues, si llamamos dureza total a la naturaleza de un agua cualquiera sin hervir,
debemos convenir que la dureza total es la suma de la dureza temporal, transitoria o
pasajera y la dureza permanente o residual. La dureza temporal, pues, será la que nos da
la presencia de los bicarbonatos que des-aparecen totalmente al hervir y la dureza
permanente será la que nos señalan los sulfatos y cloruros de los metales alcalinotérreos y
de magnesio que persisten disueltos en el agua aún después de hervirla. La dure-
página 81
za temporal por ser la diferencia aritmética entre la total y la permanente, en la práctica
generalmente se deduce después de la determinación de éstas; y la dureza permanente,
prácticamente se logra hirviendo el agua y añadiendo agua destilada hasta el volumen
primitivo.
Con respecto a la dureza temporal debemos hacer al lector la siguiente aclaración: Los
carbonatos que pueden existir en un agua a la temperatura del medio ambiente, se hallan,
al principio, en disolución bajo la forma de bicarbonatos que retienen un exceso de ácido
carbónico combinado; pero, a la temperatura de ebullición , esta parte de ácido carbónico
queda en libertad, de modo que los bicarbonatos se convierten en simples carbonatos
insolubles, que precipitan en forma de barros, a excepción del carbonato de magnesio que
aún posee un pequeño grado de solubilidad. De manera que al igual que los carbonatos,
sulfatos y cloruros de calcio y de magnesio, el ácido carbónico, libre o en forma de
bicarbonato, es, también, un determinante del factor que hemos dado en llamar dureza.
De la misma manera, el sulfato de calcio (yeso) permanece disuelto en el agua caliente
junto al de magnesio y a los cloruros de ambos, pero por evaporación puede alcanzarse
también un grado determinado de saturación, que más bien depende de la presión y de la
presencia de otras sales, en cuyas condiciones precipitará en grupos de cristales
entrecruzados de SO₄Ca + 1/2 H₂O que retienen una parte de los barros procedentes de
otras materias.
Tras esta breve digresión y volviendo al párrafo anterior diremos que se ha establecido
para la investigación de la dureza de un agua, una medida convencional: el grado de
dureza o el grado hidrotimétrico, y llámase, en consecuencia, hidrotimetría al proceso
analítico que se sigue para su determinación. Sin embargo, dada la falta de unificación de
criterio que en esto como con respecto a otros datos de relación uni-
Página 82
versal viene imperando en el mundo, no existe hoy un método único y concreto que,
aceptado por todos, defina bien lo que significa el citado grado y, en medio de la
consiguiente confusión siempre lamentable, vienen usándose en la práctica tres clases de
grados, cuyas bases determinantes son sensiblemente distintas, lo que nos obliga muchas
veces a tener que hacer uso de los correspondientes coeficientes de conversión. Estas tres
clases de graduaciones fueron establecidas hace luengo tiempo por tres países (Alemania,
Francia e Inglaterra) y a ellos se acomodaron el resto de las naciones que, por orden de
preferencia o proximidad geográfica, adoptan y se valen de uno de los tres, según les
place. Los grados hidrotimétricos son, pues, el alemán, el francés y el inglés. España se rige
por el segundo.

Sería muy conveniente que algún día, para poder ir gratamente todos de acuerdo, se
llegara a la conclusión de establecer, rechazando el arbitrario e indistinto empleo de los
anteriores, un grado internacional fundado o no en uno cualquiera de los tres conocidos,
con lo que existiría mayor comodidad y una uniformidad de exposición más lógica. Sin
embargo, esto parece casi imposible, no precisamente por el fracaso que han corrido
otras ideas análogas acerca de diversos sistemas unitarios que están más necesitados de
ello que el que ahora exponemos, sino porque se ve claro que, por el momento, es incluso
difícil llegar a un acuerdo internacional en asuntos más premiosos e importantes. Pero
imagínese para sí el lector qué panorama no tendríamos a la vista si cada país se decidiera
a establecer "su grado". A todas luces sería más fácil y oportuno aquello que esto, y sin
embargo estamos ex-puestos a tener que presenciarlo cualquier día.
Dejando esta segunda digresión involuntaria, que sólo pretende hacer hincapié con
respecto a una de las tantas anormalidades humanas que padecemos, diremos que para la
precipitación de los carbonatos se requiere
Página 83
Una molécula de CaO (las sales de la dureza permanente necesitan una molécula de
CO₃Na₂) y además otra molécula de CaO para transformar el CO₃Mg en MgO+CO₃Ca. Por
consiguiente, para depurar un litro de agua se requieren, según criterio alemán:
mg. de CaO : 10 Dt + 1,4 . MgO
mg. de CO₃Na₂ : 18,9. Dp
(Dt= dureza transitoria; Dp= dureza permanente)
puesto que 1° de dureza= 10 mg de CaO por litro, 1 mg de MgO equivale 1,4 mg., y18,9
mg de CO₃Na₂ equivalen a 10 mg de CaO. Si el grado de dureza empleado fuera, por
ejemplo, el francés 1° Hidrotimétrico = 5mg de CaO.
En el caso del agua de la moderna distribución de Hannover citada en la página 72 se
encontró una dureza total de 21,2°, esto es, 181 mg de CaO y 22 mg de MgO,
correspondientes a 212 mg de CaO por litro; dureza temporal = 15,22; dureza permanente

=6°; totalidad de magnesia 22 mg por litro; para depurar un litro de aquella agua se
necesitaría emplear:
De CaO : (10.15,22) + (1.4 . 22) = 183 mg
De CO3Na 2: 18,9.6= 113 mg.
Resumiendo, pues, el grado de dureza alemán (el más racional por su base) indica las
partes de Ca0 contenidas en 100.00 partes de agua, o sea un grado alemán indica el
contenido de 10 mg de Ca0 por litro de agua. El grado francés representa, en cambio, el
C03Ca por 100.000 de agua, o sea 10 mg. De C03Ca por litro. Y el grado ingles representa
una parte de C03Ca por 70.000 partes de agua, o sea 10 mg. de C03Ca por cada 0,7 litros
de agua.
En Alemania, por tanto, este grado viene dado por el contenido de óxido de calcio que
tendrá el agua en forma de hidróxido, si las cantidades de sales de calcio y de magnesio
realmente contenidas, estuviesen substituidas por la cantidad equivalente de Ca0; en
pagina 84
cambio, los grados hidrotimétricos francés e inglés, se evalúan según la cantidad
equivalente de carbonato de calcio.
Como que, por otro lado, 56 partes de Ca0 (su peso molecular) equivalen en peso a 100
partes de CO3Ca, existen entre dichos grados las siguientes relaciones:
grados alemán: ingles: francés=1: 1,25: 1,79
grados ingles: alemán: francés=1:0,8:1,43
grados francés: alemán: ingles=1:0’56: 0,7
de mayor utilidad, aun, puede ser el uso de la siguiente tabla de conversión de las diversas
expresiones de la dureza del agua:
UNIDAD
Valor por cada unidad
Grado
francés
Mg. por
litro
Grains por
gallon
Partes
por mil
Grados
Clark
Grados
alemanes

1 Grado francés
1 mg. por litro
1 grain por gallon
1 parte por mil
1 grado Clark
1 grado alemán
1,00
0,10
1,71
0,10
1,43
1,79
10,0
1,0
17,1
1,0
14,3
17,9
0,583
0,058
1,000
0,058
0,829
1,044
10,0
1,0
17,1
1,0
14,3
17,9
0,70
0,07
1,20
0,07
1,00
1,24
0,560
0,056
0,958
0,056
0,800
1,000
Por creerlo de gran utilidad práctica, adjuntamos a continuación una tabla comparativa
entre los grados de dureza del agua, franceses, alemanes e ingleses:
Página 85
Franceses Alemanes Ingleses Franceses Alemanes Ingleses
0,90
1,00
1,26
1,43
1,79
2,00
2,69
3,00
6,27
7,00
7,17
8,00
8,06
8,60
8,95
9,00
9,85
10,00
10,74
0,50
0,56
0,70
0,80
1,00
1,12
1,50
1,68
3,50
3,92
4,00
4,48
4,50
4,80
5,00
5,04
5,50
5,60
6,00
0,62
0,70
0,87
1,00
1,25
1,41
1,88
2,10
4,38
4,90
5,00
5,60
5,63
6,00
6,25
6,30
6,88
7,00
7,50
3,58
4,00
4,30
4,48
5,00
5,37
5,73
6,00
32,22
34,01
35,80
37,59
39,38
41,17
42,96
44,75
46,54
48,33
50,12
2,00
2,24
2,40
2,50
2,80
3,00
3,20
3,36
18,00
19,00
20,00
21,00
22,00
23,00
24,00
25,00
26,00
27,00
28,00
2,50
2,80
3,00
3,13
3,50
3,75
4,00
4,20
22,50
23,75
25,00
26,25
27,50
28,75
30,00
31,25
32,50
33,75
35,00

11,00
11,64
12,00
12,55
13,00
14,00
14,30
15,00
15,18
15,75
16,00
16,08
17,00
17,90
18,00
18,60
18,78
19,00
19,68
20,00
20,59
21,00
21,50
23,27
25,06
26,85
28,64
30,43
102,03
6,16
6,50
6,72
7,00
7,28
7,84
8,00
8,40
8,50
8,80
8,96
9,00
9,50
10,00
10,08
10,40
10,50
10,64
11,00
11,20
11,50
11,76
12,00
13,00
14,00
15,00
16,00
17,00
57,00
7,68
8,13
8,38
8,75
9,10
9,80
10,00
10,50
10,63
11,09
11,20
11,25
11,88
12,50
12,60
13,00
13,13
13,30
13,75
14,00
14,38
14,70
15,00
16,25
17,50
18,75
20,00
21,25
71,25
51,91
53,70
55,49
55,28
59,07
60,86
62,65
64,44
66,23
68,02
69,81
71,60
73,39
75,18
76,97
78,76
80,55
82,34
84,13
85,92
87,71
89,50
91,29
93,08
94,87
96,66
98,45
100,24
114,56
29,00
30,00
31,00
32,00
33,00
34,00
35,00
36,00
37,00
38,00
39,00
40,00
41,00
42,00
43,00
44,00
45,00
46,00
47,00
48,00
49,00
50,00
51,00
52,00
53,00
54,00
55,00
56,00
64,00
36,25
37,50
38,75
40,00
41,25
42,50
43,75
45,00
46,25
47,50
48,75
50,00
51,25
52,50
53,75
55,00
56,25
57,50
58,75
60,00
61,25
62,50
63,75
65,00
66,25
67,50
68,75
70,00
80,00

103,82
105,61
107,40
109,19
110,98
112,77
58,00
59,00
60,00
61,00
62,00
63,00
72,50
73,75
75,00
76,25
77,50
78,75
116,45
118,14
119,93
121,72
123,51
125,30
65,00
66,00
67,00
68,00
69,00
70,00
81,25
82,50
83,75
85,00
86,25
87,50
página 86
Para facilitar la lectura comparativa de los grados o fracciones de éste que no se expresen en la escala, se debe tener en cuenta la
tabla de conversión anterior, o sea, tomando como base los grados franceses por ejemplo, que cada décima de grado francés equivale
a 0,056 de la escala alemana y a 0,070 de la inglesa. Así, pues, el valor 13,60, que no figura en la escala francesa, equivale a 7,28 + (6 X
0,056) de la escala alemana y a 9,10 + (6 + 0,070) de la escala inglesa.
Aunque para realizar la valoración del grado de dureza puede recurrirse a un simple
proceso alealimétrico, según veremos más adelante del presente texto, es cosa frecuente
realizar la titulación a base de un reactivo que no es otra cosa que una solución alcohólica
de jabón de Marsella o amigdalino. La investigación u operación se funda, pues, en el
hecho de que las sales sódicas de los ácidos grasos que constituyen el jabón, reaccionan
con las aguas neutras de los metales alcalinotérreos y con las sales del magnesio,
formándose las correspondientes a aquellos ácidos grasos, las que precipitan por su poca
solubilidad como jabón graso. Tan pronto como se completa esta doble descomposición y
queda en el líquido un pequeño exceso de solución jabonosa, se produce al agitarlo una
espuma que no desaparece sino al cabo de bastante tiempo.
A este método, que en el capítulo IV veremos de tratarlo con mucho más detalle, no se le
puede exigir una gran exactitud porque la velocidad de reacción de los diferentes metales
alcalinotérreos con la solución jabonosa varía de uno al otro y además depende del
observador la determinación del punto neutro ; sin
Página 87
embargo, tiene este método una importancia extraordinaria en el reconocimiento técnico
e higienico de las aguas.
De todo resulta el que muchas veces se diga, también, que un grado hidrotimétrico
frances indica, por litro de agua la precipitación de 0,1 g. del jabon tipo.
Es de advertir asimismo que los ingleses y americanos (países de habla inglesa) usan con
frecuencia las unidades “granos” (64.7mg.) y galón (4.593 litros). En este caso, un grado
hidrotrimétrico inglés representa un gasto de 6. 47 cg. De CO Na2 por 4.54 litros, osea un
grano por galón (grain par gallon).
Consecuencia de esta valoración es el que hoy se clasifiquen ya las aguas por su dureza,
dándoles entre ciertos limites de graduación hidrotimétrica una calificación distinta de
aptitud o de naturaleza. Así:
Agua blanda… la que posee un grado inferior a los 10 grados alemanes, 17,9 grados
franceses y 12,5 grados ingleses.
Agua media... la incluída entre 10 y 20 grados alemanes, 17,9 a 35,8 grados franceses y
12,5 a 25 grados ingleses.
Agua dura... la que está por encima del límite máximo fijado para las aguas medias, o sea,
superior a 20 grados alemanes, 35,8 grados franceses y 25 grados ingleses.
Otras veces la clasificación es mas minuciosa; por ejemplo:
Muy dulces.………….. de 0° a 5° hidrotimétricos
Dulces……………………. de 5° a 15° hidrotimétricos
Semiduras……………… de 15° a 25° hidrotimétricos
Duras…………………….. de 25° a 50° hidrotimétricos
Mmuy duras……………… más de 50° hidrotimétricos
De anera que 1° hidrotimétrico francés indica que, por litro, un agua contendrá, en
gramos, las cantidades
««Página 88»».

siguientes de los compuestos que se expresan en la tabla inserta a continuación (al objeto
de adaptar la definición al sistema de pesos moleculares, se ha fijado la definición química
de la dureza que asigna al grado francés de dureza el valor de 10 mg. por litro de
carbonato de calcio):
Compuestos o
radicales
Fórmula
química
Grado francés
en g. por litro
Definición química
en mg. litro
Cal Ca0 0,0057 5,6
Cloruro de cal CL2Ca 0,0114 11,0
Sulfato de cal SO4Ca 0,0140 13,6
Carbonato de cal CO3Ca 0,0102 10,0
Bicarbonato de cal (CO3H)2Ca 0,0166 16,2
Magnesio Mg 0,0041 4,0
Cloruro de magnesio CL2Mg 0,0098 9,5
Sulfato de magnesio SO4Mg 0,0123 12,0
Carbonato de
magnesio
CO,Mg 0,0086 8,4
Bicarbonato de
magnesio
(CO3H) 2 Mg 0,0149 14,6
Sosa cáustica NaOH 0,0082 8,0
Cloruro de sodio CiNa 0,0120 11,7
Sulfato de sodio SO4Na2 0,0145 14,2
Carbonato sódico CO3Na2 0,0109 10,6
Bicarbonato sódico CO3HNa 0,0172 16,8
Cloro Cl 0,0073 7,1
Anhídrido carbónico CO2 0,0045 4,4
Anhídrido sulfúrico SO3 0,0082 8,0
Sílice Si02 0,0062 6,0
Acido clorhídrico C1H 0,0075 7,3

Acido sulfúrico SO4H2 0,0100 9,8
Jabón ordinario (50 °/0 de agua). 0,1061 103,6
Jabón neutro (62 °J0 ácido graso
anhidro)
0,0901 88,0
Es muy importante llamar la atención del lector para que adquiera el convencimiento de
que un agua a 0° hidrotimétricos no quiere decir, bajo ningún aspecto, que sea pura. La
dureza de un agua o su valora-
««Página 89»».
Ción hidrotimétrica, según se ha expuesto claramente, expresa su contenido de cal y
magnesio, pero puede, como es lógico, contener aún otra serie de substancias en
suspensión, en disolución, etc., que la hagan impura. No obstante, un agua blanda o tan
excesivamente blanda como equivale su estado a cero grados de dureza, o sea
prácticamente exenta de cal y de magnesio, aparte de que puede hacerse pesada a la
digestión, tiene innumerables ventajas, que son: el ahorro de mucho jabón (economía en
el lavado), dar facilidad a que se cuezan bien las legumbres (por formar con la legúmina un
compuesto insoluble), etc.
En calidad de ejemplos, citaremos finalmente algunos casos prácticos.
Las aguas de la antigua distribución de Hannover (procedentes del valle de Leine)
relacionadas en la página 73 marcaban la siguiente dureza (en grados alemanes):
Marzo . . 17,70
Mayo. . . 20,3°
Junio . . 24,7°
Agosto . . 20,2°
Las aguas procedentes de los pozos artesianos practicados por el ingeniero JANINI, de que
hablábamos en la página 64, dieron, en el ensayo hidrotimétrico, el siguiente resultado
(grados franceses):
Correspondiente al Pozo núm. 1 Pozo núm. 2
S. único S. anular S. central
Acido carbónico.
Carbonato de calcio.
Sulfato y demás sales
calizas, excepto el
carbonato.
Sales de magnesio.
Grado hidrotimétrico
total.
0.5°
1.0°
1.0°
2.5°
1.0°
2.0°
1.0°
1.0°
1.3°
0.4°
1.6°
0.7°
5.0° 5.0° 4.0°
««Página 90»».
El grado hidrotimétrico de un agua potable conviene que sea bajo. Por ejemplo: 8° a 20°
(franceses). Pero ya dijimos que en muchas poblaciones se beben sin embargo aguas de
30° y más. Las citadas en la página 73 referentes a Villarreal de la Plana, marcan 68°
hidrotimétricos.
Una relación de aguas españolas duras o muy duras la damos a continuación (los análisis
corresponden a muestras tomadas en un solo punto determinado del lugar):
Localidad Provincia Residuo fijo a 105° C. en gramos por litro
Grado hidrotimétrico total
Cartagena Murcia. 2,982 103.5

Barcelona Barcelona 2,563 108
Palma de Mallorca. Baleares 2,595 118
Cantori Almería 2,820 130
Aguilas Murcia 4,703 155
Tánger ------- 4.686 156
Palamós Gerona 6,238 156
Cádiz Cádiz 6.924 178
Lérida Lérida 4,814 182
San Antón Murcia 3,412 184
Orihuela Alicante 3,504 198
Mazarrón Murcia 6,925 248
Mazarrón Murcia 7,973 270
En contraposición y para que el lector si lo desea se ejercite en buscar el grado de dureza, damos a
continuación otra relación de aguas con el análisis desglosado por substancias:
Procedencia CO3H2 CO3Ca SO4Ca SO4Mg
Agua del llano de
Barcelona
I
0,0300 0,1538 0,0420 0,35000
II 0,0225 0,2499 0,0770 0,20625
III 0,0100 0,1581 0,0350 0,08300
Agua de la
provincia de
Guipúzcoa I
0,0100 0,1632 0,0560 0,06200
II 0,0150 0,1440 0,3360 0,35000
Agua de San Feliu
de Llobregat (prov.
Barcelona).
0,0300 0,1530 0,0280 0,20000
Agua de la prov. de 0,0500 0,0000 0,5040 1,15500

Ciudad Real
Agua de
Valencia
0,0100 0,1836 0,2800 0,30000
Página 91
Como final y más en calidad de información curiosa que de referencia, damos a
continuación la dureza del agua de abastecimiento en algunas poblaciones de España, de
acuerdo con los datos que figuran en los archivos de una importante casa Barcelonesa
dedicada a instalar estaciones de purificación:
Población Grados
hidrotimétricos
Población Grados
hidrotimétricos
Agramunt 14 Bilbao 6
Aguilar de la
frontera
Blanes 7
50 Bujalance 48
Albacete 30 Burgos 36
Alcoy 36 Burriana 56
Alfaro 35 Cabra 24
Algorta 20 Cáceres 40
Alicante 48 Cádiz 34
Almagro 42 Calasparra 106
Almarazo 38 Carcagente 38
Almería 48 Cardona 24
Aranjuez 46 Cartagena 148
Arjona 44 Castellón 38
Badalona 35 Castro del Rio 42
Baena 22 Castro Urdiales 8
Baeza 24 Cervera 168
Barbastro 22 Ceuta 44

Barcelona 50 Ciudad Lineal 16
Benabarre 22 Córdoba 42
««Página 92»».
población
Grados
Hidrotimétricos población
Grados
hidrotimétricos
Corella 148 Montoro 12
Crevillente 86 Mora de ebro 36
Cuenca 26 Navelgas 42
Don Benito 40 Olot 30
Egea de los
caballeros
36 Orihuela 174
Estella 22 Palamós 26
Figueras 40 Palencia 13
Gerona 40 Palma de Mallorca 40
Getafe 232 Pamplona 20
Granada 12 Pollensa 36
Granollers 38 Porcuna 40
Hellin 112 Puente genil 36
Hospitalet 46 Quintanar de la
orden
46
Huelva 5 Rasquera 240
Ibiza 32 Renteria 7
Igualada 76 Reus 40
Jaca 14 Ronda 36
Jaén 22 Rute 24
Jerez de la Frontera 30 Sabadell 34
La Carolina 3 Sagunto 86

La Roda 44 Salamanca 10
Laredo 20 San juan de
mediona
22
Lérida 20 San pol de Mar 42
Linares 8 San Quintin de
Besora
38
Logroño 38 San Sarduni de noya 34
Lucena 30 San Sebastián 3
Lugo 30 Santa Coloma de
queralt
78
Madrid 3 Santander 22
Málaga 50 Santoña 22
Manresa 18 Sardañola 52
Martorell 58 Segorbe 34
Martorellas 44 Sevilla 50
Martos 18 Sitges 50
Marató 46 Tarragona 44
Miranda de Ebro 36 Tarrasa 40
Mollet del Vallés 40
Montilla 28
Página 93
Población
Grados
hidrotimétricos Población
Grados
hidrotimétricos
Tetuán 30
Tolosa 20 Villa del rio 36

Tomelloso 44 Villafranca del cid 28
Torredonjimeno 28 Villafranca del
panadés 72
Torre del campo 42 Villalon 44
Torre la vega 8 Villanueva y Geltrú 35
Tortosa 38 Villarramiel 58
Valdepeñas 32 Villarobledo 40
Valencia 42 Victoria 15
Valladolid 32 Ubeda 50
Valls 35 Usanos 72
Vendrell 34 Zaragoza 17
15. Concentración hidrogeniónica.
Los iones de hidrógeno, las más diminutas partículas materiales que pueden existir en
libertad estando constituidas por el núcleo del átomo hidrógeno con una carga positiva, a
causa de su extraordinaria pequeñez poseen una gran movilidad y una enorme capacidad
de reacción, ejerciendo por estos motivos una influencia muy marcada en la mayor parte
de los procesos químicos y aun en los mismos compuestos que de éstos resultan. Los
hidrogeniones existen en todas las disolusiones acuosas y, precisamente, por eso no faltan
en el agua.
La medida de la concentración hidrogeniónica nos sirve, por ser el medio más sutil que
poseemos, para controlar las reacciones que tienen lugar entre los ácidos, las bases y las
sales, y que se nos manifiestan por el sabor, por la acción sobre los seres vivos, por su
comportamiento con los metales, por su influencia en los fenómenos de carácter coloidal,
etc.
El agua, como todos sabemos, posee una constante

««Página 94»».
disociativa que a la temperatura de 22° C. tiene un valor aproximado de:
[H+] [0H- ]= 1 • 10—14 kw.
y este producto de las concentraciones moleculares del hidrogenión y del hidroxilión
"siempre constante. De manera que cada una de las módéculas de agua pura que se
disocian, desdoblándose en dos partes cargadas eléctricamente, deben hallarse en una
misma concentración, y ésta tiene que ser precisamente de 10' por litro. Al logaritmo
negativo de la concentración hidrogeniónica, se le llama pH y por esto el valor
correspondiente a una disolución de esta clase (de agua pura) será de 7, que es el punto
llamado neutro.
Como que el peso atómico que corresponde al hidrógeno es de 1 g., tendremos en un litro
(1.000 g.) de agua neutra 10-7=1/10.000 mg. de iones hidrógeno, es decir, una cantidad
extraordinariamente pequeña de agua disociada comparándola cola la parte que no está
disociada. Aun siendo verdad que esta descomposición del agua en iones se efectúa en
cantidades pequeñísimas, la existencia del fenómeno está perfectamente de-mostrada,
por ejemplo, en el hecho de que aun el agua purísima conduce algo la corriente eléctrica
(en este fenómeno de conductibilidad se funda la medida de esta concentración) debido a
que, prácticamente, está también algo ionizada.
La temperatura y otros factores como la presencia de disolventes del tipo alcohol etílico,
albúmina, etc., pueden influir alternando la magnitud de la constante disociativa. Veamos
algunos valores de kw a diferentes temperaturas:
Grados kw. Pkw=—log kw.
0° 0,12 • 10—14 14,92
10° 0,38 • 10—14 14,42
18° 0,73 • 10—14 14,14
22° 1,00 . 10—14 14,00

30° 1,90 • 10—14 13,72
100° 48,00 •10—14 12,32
A semejanza, por lo tanto, de la escala de temperaturas de un termómetro, se ha creado
la escala del pH, la cual se funda en las variaciones que se experimentan entre 10° y 10-14.
Se comprenderá que siendo 10-7 (pH = 7) el punto neutro, habrá acidez en la mente, osea
mientras pase de 10-7 a 10°; y habrá alcalinidad cuando disminuya, o sea trasladándose
de 10-7 a 10-14, en cuyo caso, a la inversa del anterior, aumentará la concentración
hidroxiliónica. (A un pH = 4, por ejemplo, corresponde un pOH= 14—4=10.)
Así, pues, la valoración a través del pH o exponente hidrogeno puede ser una base muy
útil para apreciar la naturaleza de un agua y hasta su grado de dureza aproxiado. En el
caso del agua destilada (agua práctiamente pura) se nos da el primer rasgo ejemplar, pues
para su fabricación o, mejor diremos, preparación es muy importante el control del pH, el
cual nos permite constatar inmediatamente la presencia de impurezas, por ejemplo: la
presencia, en ella, de agua ordinaria. El valor teórico del pH del agua destilada deberia ser
exactamente 7, pero en la práctica es difícil conseguirlo, porque se altera por una ligera
absorción de carbónico y debido a la presencia de otras impurezas de poca monta que el
agua destilada aun recién obtenida puede separar, según dijimos, como por ejemplo, de
las mismas paredes de las vasijas que la contengan. Recién destilada, el agua tiene un pH
que oscila entre valores de 5,6 a 6, pero puesta en contacto con el aire, este valor baja,
aproximadamente, hasta 5. Hirviendo el agua destilada en recipientes de vidrio o
metalicos de calidad insuperable y enfriándola de forma que se evite todo contacto
posible con el CO2 del aire, se logra un agua condensada que puede marcar un pH=6.2 a
6.7.
En consecuencia, los valores que se hallen por debajo o por encima de estos números
absolutos nos delataran su impurificación por agentes ácidos o alcali-
««Página 96»».

nos, lo que nos prestará un índice de referencia y un buen servicio muchas veces. De
ciertos estudios llevados a cabo por los químicos TILLMANN y BACH deducimos algunas de
las siguientes experiencias.
La mayoría de las aguas utilizadas como potables contienen el sistema amortiguado
bicarbonato-ácido carbónico, marcando un pH = 6,8-8. La concentración hidrogeniónica
está en relaciones reguladas con el con-tenido bicarbonato-carbónico, de manera que el
cálculo de cada uno de estos factores es posible valiéndonos de determinadas fórmulas.
Cuando la cantidad de ácido carbónico libre es de A mg. por litro y la de bicarbonato-ácido
carbónico de B mg. por litro, para la mayor parte de las aguas es aceptable la siguiente
fórmula:
pH= log B
A • 3,04 • 10-7
Veamos algunos valores de las aguas potables utilizadas en algunas grandes capitales
europeas:
En Bruselas . . 6,25
En Munich . . . 7,35
En Amsterdam. . 7,7
En Londres . . . 7,8
El valor del pH de las aguas llamadas medicinales, por su rico contenido en substancias
minerológicas, depende en gran parte del contenido en CO3H2. Un ejemplo fehaciente lo
tenemos en las famosas aguas de Vichy, las cuales tomadas a la salida de la fuente, con
toda su frescura, acusan un pH = 6,8 y, sin embargo, dejadas en reposo durante tres días
marcan un pH = 8,4. Luego, de eso se infiere que la reacción es ácida cuando existe exceso

de COSH2, y alcalina cuando la preponderancia es de carbonato o bicarbonato.
El agua corriente superficial posee, de no hallarse impurificada por el arrastre de aguas
residuales ácidas, un pH algo superior al de las aguas fontanales o potables. (Existen aguas
de las llamadas de mina que
««Página 97»».
Acusan un pH hasta 2,5.) Sin embargo, las aguas estancadas pueden presentar sensibles
diferencias según sean las características de las fuentes que las alimentan. Generalmente,
la presencia de fauna y flora en los estanques, lagos, embalses, etc., denota que el agua
goza de una cierta acidez, ya que aquéllos sin un pH inferior a 7 no pueden desarrollarse.
FAIR y CARLSON, nos relatan a este respecto un caso curioso con las siguientes palabras:
"Los peces para que puedan flotar necesitan que el agua posea un pH aproximadamente
de 5.3 y un ejemplo de que más alto o más bajo es peligroso, lo observamos nosotros en
un pantano bastante grande donde los peces que lo habitaban murieron a los tres días de
manar las aguas que lo alimentaban con una súbita acidez sulfúrica, debido, seguramente,
a una descomposición del suelo pirítico a consecuencia de la acción del aire atmosférico
bastante denso en aquel entonces. Cuando esto sucedió, observamos el valor del pH de
una muestra de aquellas aguas y comprobamos que marcaban 4,3." Las aguas cenagosas
de ciertos pantanos marcan un pH que puede oscilar entre 3 y 5.
El agua de mar, por ejemplo, según experiencias del ya citado químico WASSERMANN,
puede decirse que como termino medio marca en su superficie un pH que va de 8,1 a 8,2.
Sin embargo, este valor fluctúa según Ias latitudes, épocas y profundidades. Por ejemplo:
en el mar Báltico acusa un pH = 8 y en el mar Mediterráneo de 7,87; en el mar del Norte
marca en verano un pH= 8.3 y en invierno un pH = 8,1, y en el Atlántico las aguas
superficiales acusan un pH = 8,35, mientras que a 3.000 metros de profundidad sólo
señalan un pH= 7.87.
««Página 98»».
CAPÍTULO III

CUNDICIONES TÉCNICAS DE LAS AGUAS QUE DEBEN CUMPLIR LAS AGUAS PARA SU
APLICACIÓN EN LA INDUSTRIA QUIMICOTEXTIL
16. El agua como factor de localización industrial.
A través de lo que llevamos expuesto, queda sentado que el agua es de primera necesidad
para la sustentación del hombre y de los animales; es la vida y la riqueza del agro; la base
de toda suerte de industrias; medio de locomoción y transporte; remedio de
innumerables enfermedades, etc. En fin, junto al aire y la alimentación, y en orden de su
importancia, forma parte de uno de los tres factores esenciales de la vida.
Por lo tanto, no es de extrañar que uno de los problemas más importantes de una
comunidad en formación sea el suministro adecuado de agua útil. La historia de las
grandes aventuras que venimos leyendo desde niños nos enseña cómo el explorador que
llega a una región nueva se establece, a veces por instinto, cerca de fuentes y pequeñas
corrientes de agua; pero cuando su vecindario se va haciendo numeroso, las fuentes ya no
bastan y son completamente inadecuadas, porque cuando la comunidad crece, también
aumentan los materiales de desperdicio que, según hemos mencionado antes, pueden
convertirse en una fuente de contagio del abastecimiento. Entonces, pues, se hace
necesario obtener el agua de un manantial situado a alguna distancia, sea un río, sea un
lago, etc.
««Página 99»».
Ya sabemos que algunas ciudades de hoy día se procuran el agua, mediante conducciones
de tubería o acueductos, de lagos, naturales o artificiales (embalses), o depósitos, situados
en algunos casos a más de 100 kilómetros de la localidad.
Esto que sucede o puede experimentarse como resultado de la innata y lógica
preocupación del hombre al fundar las agrupaciones étnicas, es factor que, por causas
análogas, puede observarse cuando aquél trata de fertilizar y hacer laborable un terreno o

cuando pretende establecer una fábrica o una instalación industrial en dónde transformar
o producir cualquier sustancia. Transcurridos aquellos antiguos tiempos en que las
elaboraciones eran producto de una tarea familiar, primero, y artesana, después; en el
umbral de los tiempos nuevos o modernos, al fundarse la primeramente pequeña pero
verdadera industria, el hombre sintió necesidad del agua, no ya sólo para beber, sino para
alimentar al sediento caballo de hierro que le producía el vapor con que mover sus
primeras máquinas transformadoras, de la misma manera que desde años atrás venía
utilizando el aire, no sólo para respirar, sino para mover las aspas que daban fuerza a sus
molinos. La revolución que luego trajo consigo la introducción de la electricidad acrecentó
aún más la necesidad de contar con abundantes e inagotables manantiales acueos, hasta
el punto de que, como fuerza productora de energía, se la llegó a bautizar con el nombre
de hulla blanca en contraposición al carbón (hulla negra), que hasta entonces se había
manifestado, por su aprovechamiento integral, como uno de los tesoros naturales que
más servicios prestaban a la humanidad. Desde aquel entonces, los pueblos de todo el
orbe buscaron afanosos sus más recónditos manantiales y la manera de transformarlos en
un aprovechamiento hidráulico, seguros de que en ellos radicaba su predominio, ya que
la carencia o pobreza en agua simbolizaba de antemano el predestino a caer bajo la férula
eco-
««Página 100»».
nómica y política de otros países más ricos o mejor dotados por la Naturaleza.
La fuerza hidráulica, hasta cierto punto, y otra serie de factores coadyuvaron al desarrollo
económico de muchos países. La industria (síntoma del nivel técnico de una nación, índice
de su prosperidad y sello de su capacidad creadora) pudo florecer y desarrollarse en
muchos lugares, incluso en los que antes parecía ello imposible, pues la explotación de la
energía hidráulica permitió compensar el gran desequilibrio causado en la distribución de
los centros manufactureros por la desigual proporción de las reservas carboníferas (única
base industrial cuando sólo imperaba la máquina de vapor).
El aumento del censo industrial, los nuevos inventos y el perfeccionamiento de los
métodos de trabajo repercutivos en el mejoramiento de los manufacturados, exigió, sin
duda, un mayor consumo de toda clase de substancias, y entre éstas no se hallaba
ausente el agua, no ya como productora de fuerza motriz, sino meramente, como en los
tiempos más remotos pero con mayor premiosidad y cuantía, para cooperar en los
procesos de fabricación.
Todos sabemos que, muchas veces, radica en la habilidad perceptiva y conceptual del
técnico que proyecta la instalación de nueva planta, el éxito o el fracaso de la buena
marcha ulterior de la misma. No basta, en general, que sean sólidos los edificios,
excelentes las primeras materias, adecuadas y bien construídas las máquinas y perfectos o
científicos los procesos a seguir, sino que influye también en gran manera el feliz
emplazamiento. Una fábrica, pequeña o grande, es de todos conocido que debe asentarse
en un lugar geográfico que reúna una serie de condiciones primordiales y adecuadas.
Tales son: facilidad de transportar los combustibles y materias primas, esto es, que exista
una buena red de comunicaciones (enlace con carreteras, ferrocarriles, puertos, ríos, etc.);
que esté próxi-
««Página 101»».
ma la zona de colocación de los productos elaborados, asi como las fuentes y suministros
de energía y el servicio o abastecimiento de aguas; que haya facilidad para la evacuación
de aguas residuales y otros desechos; que esté próxima a poblaciones donde abunde la
mano de obra; que el terreno sea sólido para permitir la firmeza de los cimientos, etc.
Como muy bien puede percibirse, todas estas condiciones dificilmente se presentan
reunidas; en algunos casos, es difícil poder aparejar no todos esos factores, sino incluso
algunos de ellos solamente. En estos casos, por lo tanto, conviene determinar cuáles son
más impportantes en cada uno de ellos o en cada clase de industria para elegir en
consecuencia.

Aunque en algunos países se tiende ya a dispersar los centros industriales poniéndolos en
mejor comunicación con el campo, para combatir el éxodo de éste y disminuir las crisis de
aquéllos (modelo de esta clase era, antes de la última guerra, la región de Wiirtemberg en
Alemania), es frecuente ver cómo, supeditándose a otras necesidades, las industrias de
explosivos se disponen en los bosques, por razones de seguridad frente a la comunidad
humana; las fábricas de material fotográfico en regiones exentas de los principios de los
humos y donde el aire ofrezca suficiente pureza; y, en general, las fábricas que tratan
grandes cantidades de materias primas, en la proximidad de los yacimientos (caso de los
altos hornos, industrias forestales, etc.), para, lo cual y con el fin de que no les falten otros
factores, si es preciso los crean y así vemos como alrededor de una de tales factorías se
construyen carreteras, líneas de ferrocarril, embalses de agua, canales y hasta centrales
hidroeléctricas.
La industria textil, en cambio, parece ofrecer, a simple vista, un panorama algo distinto o
asincrónico entre sus distintas secciones, de manera que algunas de sus instalaciones, aun
estando sujetas a los mismos factores determinantes antes citados, parece que pue-
««Página 102»».
den gozar de una cierta independencia con respecto a algunos de ellos. Por ejemplo, la
industria algodonera, especialmente en sus secciones de hilatura y de tisaje, y en el
supuesto de que se alimente con energía eléctrica suministrada por una Compañía de
flúido, puede prescindir de una abundancia de agua y, así, preferir más la proximidad a los
puertos receptores de materia prima (cuando no se halle emplazada en un país productor
de algodón) que a una vía fluvial que le suministraría el líquido elemento que no precisa
en gran-des cantidades. Cosa análoga puede decirse de las mismas secciones referidas a
las industrias de fibras largas y duras, en el supuesto de que los textiles se les suministren
ya preparados (enriados, agramados, etc.). Aparte de este curioso núcleo algodonero que,
cual rosario prometedor, vino a asentarse a lo largo de toda la cuenca catalana del
Llobregat por razones de fuerza motriz autoproducida en cada planta fabril por medios
hidráulicos, podemos ver instalaciones de esta índole bien profusas en lugares de nuestro

país, para no ir más lejos, donde, como Barcelona, Valencia, Sevilla, etc., son otras las
razones que las localizan (proximidad a los puertos receptores o a los campos
recolectores, en el caso de Sevilla; a las grandes urbes donde existe buena mano de obra y
mercado consumidor, etc.), a pesar de que sin carecer de agua suficiente, ésta no es
precisamente muy exquisita.
Por el contrario, la industria lanera, en general, ya no puede gozar para con el agua de la
misma independencia que la algodonera. La serie de operaciones en las que interviene
este líquido y de las que no puede escapar ninguna manufactura de esta clase desde que
se recibe la lana esquilada hasta que se entrega el paño acabado, exige que por encima de
otros varios facto-res de localización industrial se anteponga el del agua, entrante y
saliente, en cantidad y en calidad. Por eso se explica, y no por otra razón, la presencia de
un formidable núcleo industrial-textil lanero en las alturas
««Página 103»».
Del noroeste español, en Béjar y Hervás (Salamanca), en el que además del agua excelente
que discurre por la mitad de la cascada, mitad caudaloso y angosto riachuelo Cuerpo de
Hombre que nace del deshielo producido en el nevado macizó montañoso que preside la
famosa sierra de Gredos, concurre, desde luego, otro factor importante cual es el de una
equidistancia excelente sobre las mejores cabañas del país (las lanas leonesas, etcétera),
pero, en contra, cuenta con una limitada red de comunicaciones y adolece de cierta
lejanía con los mercados consumidores. No obstante, Béjar, creada su fama ha obtenido
fácilmente sus consumidores y la mano de obra, que un día fué importada, hoy se forja
Allí mismo, robando mozalbetes al agro y a la pastura, y haciendo el aprendizaje sobre la
realidad del maquinismo que otros viejos obreros especializados vienen haciendo
funcionar, de años, con su evidente experiencia. Otros casos parecidos los hallaríamos
dentro y fuera de España.
Cuando la lana se suministra ya lavada a las hilaturas (caso en el que falla o se anormaliza
por inercia un factor: el de la materia prima), éstas y, en casos excepcionales, las

tejedurías pueden también sumarse al grupo algodonero. Como casos patentes, ahí
tenemos Sabadell y Tarrasa, donde, por lo general, se recibe lana lavada, pero muchas
veces llega también sucia y el lavado se efectúa en esas localidades a pesar de que el agua
es deficiente en todos los aspectos.
Prescindiendo de estos dos casos que podríamos llamar anormales, pues otros iguales
sería difícil hallarlos, la industria lanera y la sedera, al igual que las secciones del llamado
Ramo de Agua, en general (aprestos, blanqueo, tintura, acabados, etc., de todas las
fibras), y que las industrias, con faz propia, de las fibras artificiales, requieren para su
emplazamiento, y por encima de todo otro factor de localización, el agua en abundancia y
de buena calidad. Si bien, pues, será de importante trascendencia, antes de determinar el
de-
««Página 104»».
finitivo asentamiento de una de estas industrias, conocer no sólo la dureza del agua que
se tenga al pie, sino el análisis completo de sus impurezas, no menos interesante será
también cerciorarse si el caudal de que se dispone es suficiente para la industria
proyectada (teniendo en cuenta los estiajes), pues en caso contrario, de defecto o
insuficiencia del manantial, se hará imposible instalar aquélla en el sitio pretendido,
aunque su pureza sea tentadora.
Ateniéndose a este orden de preferencia por el agua, se instaló en España la fábrica de
rayón S. A. F. A. en Blanes (Gerona) al margen del río Torciera y la actual de la F. E. F. A. S,
A. en Miranda de Ebro (Burgos) al margen del caudaloso río del mismo nombre, y fuera de
nuestro país podemos citar entre otros muchos ejemplos, el de la total industria textil
sueca asentada a lo largo de las orillas del Trollhttan con sus sucesivas y poderosas
cascadas, la aun notable industria belga de los paños a lo largo del río Lys, la del cáñamo
en Bolonia al borde de la llanura del Po, la algodonera americana de Massachusetts y
Rhode Island al margen de los ríos Lawrence, Lowell, New Bedford, Fall River, etc., la
algodonera inglesa de Lancashire y la lanera de Yorkshire bañadas por las aguas de las
porten-tosas vías fluviales del Mersey, Aire, Ouse, Trent y Humber, las laneras alemanas

de Aquisgrán, Verviers, Reichemberg y Brünn, enmplazádas en regiones de aguas muy
blancas y bastante blandas, etc.
Las más de las veces, pues, las secciones de la industria textil que como las hilaturas y
tisajes podrían independizarse del factor agua, se sacrifican a perder la ventaja de algunos
otros factores para que ciertas secciones indispensablemente anexas de las mismas,
puedan disfrutar de aquélla en la proporción necesaria, y se acercan también, para que el
ciclo fabril esté bien cerrado, a los emplazamientos de las instalaciones de tintorería,
acabados, etc., yuxtaponiéndose en un total y concreto emplazamiento. Difícil es
encontrar paran-
««Página 105»».
gón, por la disposición geográfica tan maravillosamente coincidente, con las zonas
industrial-textiles inglesas de Lancanshire y Yorkshire, en donde, efectivamente, se reunen
en un todo y en poco espacio todos los factores deseables, incluso los de fabricación de
maquinaria y el estado higrométrico del aire, tan necesario, en su medida exacta.
Las menos de las veces, sin embargo, se presentan casos como los citados de Tarrasa y
Sabadell en los que, por error inicial o sarcasmo, diríamos, a lo lógico y racional, la
industria químicotextil, por razones de proximidad a los centros que le dan vida
(otorgándole lo para ella es una de las primeras materias : paño a trabajar) y por causas de
costes de fabricación, se ve compelida forzadamente a circunscribirse en un ambiente a
todas luces impropio y asfixiante. Años atrás, tanto Sabadell como Tarrasa (que además
no reunen en sus alrededores casi ninguno de los factores de localización convenientes,
salvo las comunicaciones y mano de obra, que ayer no existían como hoy y que se
hacen ya casi insuficientes, dada la enorme expansión i n d u s t r i a l y el giro comercial
que han adquirido) disponian de agua mala y escasa, y para salvar o fomentar la
prosperidad local, los Municipios se vieron obligados a realizar importantes obras de
conducción trayendo aguas algo mejores y más abundantes de largas distancias (en
especial, del rio Llobregat, de donde procede el enorme abastecimiento de Tarrasa,
todavía reciente como recordamos todos). En este caso, casi único, podríamos decir que el

afán de los fabricantes, el celo de sus autoridades y la pericia de sus técnicos, han
superado las leyes de la lógica más racional y sólo ellos sabrán cuan grandes sacrificios
económicos y de cerebro habrán sido precisos para lograr que la producción de sus ma-
nufacturados laneros no quedara en inferioridad de calidades a la de otras procedencias,
cuyo seno elaborativo radica, como en el caso de Béjar, en parajes más apropiados.
««Página 106 »».
A decir verdad, en este caso y en otros muchos que la discusión nos presenta como
hipotéticos, parece surgir a veces una tónica adversa a lo que hasta ahora venimos
sustentando. Y ésta no es otra que la que cree que, dado el grado de progreso de que
actualmente gozamos y contando con una técnica que cada día se supera más y más,
pueden llegarse ya a crear núcleos industriales y hasta del tipo del ramo textil en lugares
carentes de agua, pues la tesis, que es industrial, declina la responsabilidad de su éxito y
progreso a los técnicos encargados de los alumbramientos y de los abastecimientos a
larga distancia. Sin embargo, razones de índole meramente económica llevan siempre a la
conclusión final de que lo que está dispuesto desde hace cientos de años y que
actualmente se sigue aceptando sin sensible modificación, por alguna razón poderosa
será...; y ya la hemos expuesto.
Aunque también juegue su importancia en la economía de fabricación, lo que sí puede
aceptarse es que, contando con los modernos y eficaces métodos de rectificación de las
aguas impuras, puede llevarse a cabo, sin tantas precauciones como antes, la instalación
de una fábrica textil, aun del Ramo de Agua, en las cercanías o inmediaciones de
manantiales acuíferos de no mucha pureza. Para las industrias químicotextiles
generalmente todas las aguas precisan, más o menos, una purificación y si es a gusto de
los industriales que están bien seguros de que un mayor gasto en rectificaciones más
severas no va a trascender en la marcha financiera de sus industrias, no cabe duda que a
la técnica es cosa que no le preocupa.
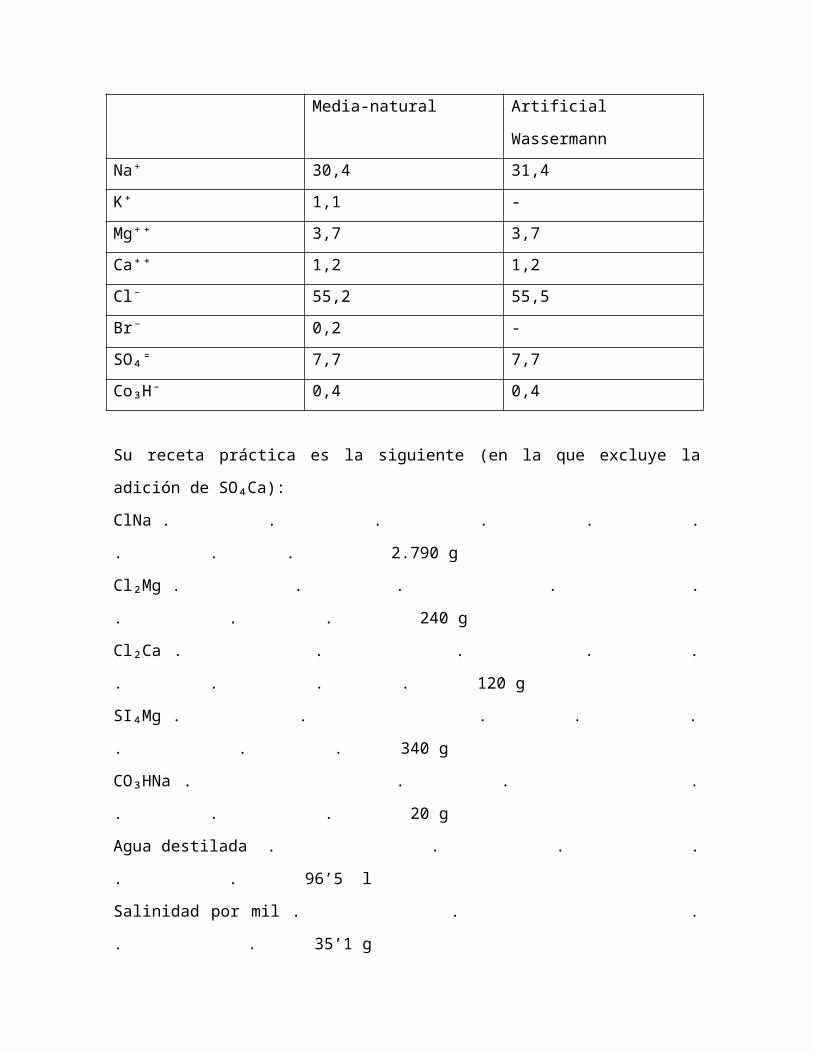
Habitualmente, y ante un posible dilema de esta índole, conviene decir, concretando, que
es preferible asentar una industria de esta clase donde haya mayores cantidades de agua,
que donde ésta sea mejor en calidad. Por fortuna, gracias a los grandes progresos, el
hombre puede superar por sí mismo las calidades y hasta regular las cantidades ; pero, sin
embargo, es don aun
««Página 107 »»
Estricto de la Naturaleza el alterar o modificar éstas, aumentándolas a su antojo en
cualquier momento dado, o el lograr que se produzcan abundantes cuando por ley Divina
se impone un período, más o menos prolongado, de sequía.
El agua, pues, considerada como factor preponderante en la localización industrial y
especialmente en el amplio ramo químicotextil no es esencial estudiarla tecnicamente
(siempre que de antemano sepamos que no es totalmente desechable), sino que cuando
pueda pesar como para tomar una determinación de este tipo más bien es problema de
cuantía o de constancia en el caudal; el asunto de calidades es posterior y cuestión a
resolver científicamente desde el laboratorio, primero, para trasladarlo a la práctica
después. Naturalmente que cuando se nos presente la alternativa de escoger entre dos o
más manantiales caudalosos, distintos en calidad, nos inclinaremos siempre por el que
posen las aguas más bondadosas, y sería de una idealidad sin par, claro está, la
oportunidad de lograr reunir en un emplazamiento, entre otros buenos factores, agua
abundante y de inmejorable calidad.
17. Los consumos de la industria químicotextil y su economía.
Acaso ninguna industria está tan necesitada de agua como la tan vastamente desarrollada
de la química textil. Desde las hilanderías y tejedurías que sin estar propiamente
abonadas a los procesos químicos, como otra industria cualquiera, necesitan cierta
cantidad de si no como medio productor de energía eléctrica sí como medio de
calefacción, hasta las instalaciones del Ramo de Agua en donde el consumo de este líquido
es tan abundante que muchas veces, por no decir siempre, de la calidad y cantidad
depende el éxito de sus operaciones, pasando por la parte mecánicoquímica de las
industrias de la lana, lino, cáñamo, seda,
««Página 108»».
etcétera, que también la precisan en cuantía y bondad, toda nuestra gran industria textil,
incluyendo en ella la elaboradora del rayón, podemos decir que necesita de este elemento
tanto como de su materia prima fibrilar. A este respecto, una experta y famosa
personalidad en la materia dijo, una vez, con carácter de sentencia : "levantad una fábrica
textil donde haya pobreza de agua y habréis creado el contrasentido, y si por añadidura es
agua mala habréis alcanzado la paradoja; si pretendéis traerla mejor y más abundante de
muy lejos, meditad, no sea que optéis por llamar hacia vosotros la ruina".
Así, pues, no vaya a creer el lector poco introducido en las manipulaciones de este gran
sector industrial o el que está sólo especializado en una rama del mismo y que, por tanto,
puede desconocer las intimidades propias del resto, que solamente el Ramo de Agua
precisa en abundancia de este precioso líquido. Realmente, esta sección o secciones que
lo componen necesitan exorbitantes cuantías con esmerada pureza, es cierto, pero no es
menos exacto que las necesitan muy semejantes la industria de la lana, de las fibras
artificiales, de la seda, del lino, del cáñamo, del esparto, del yute y, en general, de todas
las fibras largas y duras en su fase preparatoria e intermedia (hilatura), prescindiendo de
la final o de los acabados que ya consideramos incluídos en el susodicho Ramo de Agua.
Para lavar la lana, para enriar las fibras que se bonifican del tallo o de las hojas de las
plantas, para preparar las emulsiones de ensimaje, para la hilatura en agua caliente del
lino, por ejemplo, para la extracción de la seda cruda, para el lejiado de la celulosa y su
blanqueo, para preparar las masas de apresto y, en general, para el acabado de los
géneros (léase blanqueo, tintura, estampados, acabados, etc.), entre alguna otra que
podamos haber omitido en esta sucinta relación, se necesita el agua. Pero, además, se

necesita, también, para alimentar las calderas de vapor, para producir la humi-
««Página 109 »»
dificacion, para dar de beber y facilitar la higiene de quienes en todo eso operan, y,
cuando no, para producir la misma fuerza motriz que nos pondrá en marcha el sinnumero
de máquinas.
Desde luego, unas operaciones más que otras necesitan más o menos caudal de agua,
pues desde la cantidad mínima que se requiere para preparar una masa aprestante, por
ejemplo, hasta el gran aforo incesante que debe alimentar a las máquinas de lavar
(clapots, etcétera), va toda una escala de gradaciones en el consumo. Inútil sería, por
tanto, que intentáramos dar una relación de gastos, sobre todo teniendo en cuenta que
éstos fluctuarán según sea la capacidad de producción o tratamiento. Por otro lado, todos
los que poco o mucho han visto algo de cerca esta industria o están algo familiarizados
con ella, tendrán ya una idea aproximada de los mismos.
Generalmente, y con más insistencia cuando se habla del blanqueo y tintura, se dice que
el agua debe ser lo más transparente posible, o sea que denote ausencia de materiales en
suspensión que mancharían las fibras e impedirían la disolución de drogas y colorantes;
que ha de ser dulce o blanda, o que debe tener poca dureza, esto es, no poseer en
disolución un exceso de sales cálcicas y magnésicas las cuales, al estado de bicarbonatos,
cloruros o sulfatos, formarían las incrustaciones en las calderas o, especialmente,
precipitarían por el jabón, gastando así inútilmente cantidades de esta substancia (en el
lavado, gastando la ropa); que no posea reacción ácida, ni contenga nitritos, ni
compuestos de hierro o de manganeso, grandes enemigos en el blanqueo y la tintura;
que también esté exenta de materia orgánica, etc. Es decir: la industria textil requiere un
consumo normal de agua blanda, como vulgar agua que llamamos de fabricación, para
evitar las incrustaciones en las tubuladuras de sus calderas que a veces llegan a obstruir
totalmente su sección y el consiguiente deterioro de las mismas, a través de los

««Página 110»».
agentes corrosivos que el agua lleva en forma de impurezas; agua blanda para evitar las
pérdidas de jabón a causa de la separación de los ácidos grasos en sus sales que ensucian
los tejidos y les comunican olor a rancio; evitar que estos jabones insolubles formados
queden retenidos o se adhieran en la fibra, los que disminuyendo grandemente su fuerza
de capilaridad impiden la absorción y adsorción uniforme de las materias colorantes; para
prevenir que los jabones puedan formar, sin impedimenta alguna, la espuma tan
necesaria para el lavado, bataneo y acabado de los géneros; que no se formen manchas o
sombreados en la tintura, esto es, que los tintes queden con un aspecto brillante y sólido,
etc. También precisa agua exenta de hierro, manganeso y aluminio para subsanar la
aparición de colores turbios y de manchas de óxido en los blanqueos (generalmente, basta
que un agua acuse trazas de esos metales para ser despreciada en esta industria) ; no
debe llevar materia orgánica para evitar las reducciones que podría originar en los baños
de oxidantes y colorantes; no debe poseer nitritos, tampoco, porque procediendo éstos, la
mayoría de las veces, de la fermentación de la materia orgánica (las proteínas pasan a
aminoácidos, éstos a aminas, nitritos y nitratos) podrían producir, como aquélla,
fenómenos de reducción, oxidación y formación de diazos en baños de tintura, etc.
Toda esta suerte de previsiones a las que puede dárseles cima en nuestros consumos
escogiendo de antemano un agua excelente o bien purificándola antes de emplearla,
redunda en dos importantes factores, que pueden resplandecer en el éxito total del
negocio que se explote: garantía de un rendimiento máximo en la calidad de la
elaboración y máxima economía de una serie de productos auxiliares empleados en el de-
curso del proceso (jabón, colorantes, etc.). Evidentemente, el agua se utiliza en nuestra
industria como vehículo de lavado y disolvente de multitud de substancias,
consumiéndose generalmente en cantidades
Página 111

muy superiores a éstos, y si el industrial o el técnico preocupan de que los productos que
adquieren en el mercado posean el grado de pureza requerido haciendo muchas veces
caso omiso del agua también como producto o substancia química, deben saber bien que
los perjuicios que el uso de aguas no lo suficientemente puras o adecuadas irroga en cada
caso a sus instalaciones, aunque no acierten a percibirlos, son considerables. En este
asunto el industrial debe atender y dar la razón a las explicaciones que frecuentemente le
dan las casas especializadas en purificación de aguas y, especialmente, debe meditar
alrededor de la divisa que una de ellas posee: "si el agua se pagase a precio de producto
químico se le exigiría el máximo de pureza". Ciertamente, aunque el agua sea hoy barata
no podemos despreciar la oportunidad que ella nos brinda, de mejorar nuestros
manufacturados.
Consecuencia de todo lo que venimos diciendo será que, probablemente, el lector se
sienta influído por la idea que perseguimos arraigar en el espíritu de todos desde las
primeras páginas de este libro, o sea que el agua para la industria textil, en beneficio de
sus éxitos y en evitación de sorpresas o problemas enojosos, debe ser pura, en el grado
que se deduce de lo expuesto. Así pues, es posible que el lector, tras lo que llevamos
dicho, se sienta atraído por el empeño de querer establecer una selección y que a tenor
de eso vislumbre que, por ejemplo, el agua de condensación si se puede reunir libre de
grasas o impurezas de robín y de partículas de cobre o similares, puede ser tan reco-
mendable, técnicamente, como las aguas meteóricas.
En efecto, estas dos serían las más apropiadas para el blanqueo y la tintura de fibras
textiles reconociéndolas y conservándolas en grandes vasijas no atacables pero no se
puede contar con ellas como únicas utilizables en dicha industria, dada la escasez e
irregularidad de su producción. No obstante, y a pesar de que generalmente solo se puede
disponer de cantidades
Página 112
relativamente pequeñas, en las tintorerías especialmente, convendrá disponer de
cisternas y estanques, provistos de filtros (que detallaremos en el capítulo V) y bombas de

alumbramiento a fin de aprovechar en lo posible las aguas pluviales, así como cosa
análoga para poder disponer, en un momento dado, de una reserva de agua de
condensación, muy útiles ambas, para realizar una serie de operaciones como las de
preparar las soluciones de materias colorantes para los aparatos de tinte, entre otras que
también pueden ser convenientes. Para fines semejantes, también se recogen en algunas
fábricas establecidas en lugares próximos a sierras o montañas, en las que se acumulan
grandes cantidades de nieve, las aguas resultantes del deshielo, que pueden ser siempre
más puras que otras, según cómo y por dónde se hagan deslizar y se estanquen.
Dado, pues, que la abundancia no podemos hallarla en esas dos clases de aguas, el técnico
textil debe buscar otros manantiales y a sabiendas de que cuenta con magníficas
instalaciones de purificación, no duda en escoger siempre como lugar preferido, la
proximidad de un río de abundante caudal y sin grandes variaciones en su cauce, al que
cree de gran utilidad, sobre todo porque prevé que la corriente superficial del mismo le
facilitará las operaciones de lavaje y que, además, podrá dar salida a las aguas residuales.
Realmente el lugar ideal para establecer una industria especialmente dedicada al Ramo de
Agua (lo decíamos antes), es en las proximidades (mejor a orillas) de un río y cercana
(mejor al borde) de manantiales o alumbramientos de aguas subterráneas donde el caudal
sea generoso, pero para obtener excelentes tintes en los artículos y la calidad de un color
como el blanco obsesionante que se persigue en el blanqueo, es preciso que además sea
de suficiente pureza o que se pueda y se pretenda rectificar.
El agua salada de mar o de determinados estancamientos naturales, no es en absoluto
recomendable.
Página 113
A hora bien, de la misma manera que, según decíamos al principio, cada industria estipula,
dadas sus necesidades, su agua ideal, la industria textil no tiene un tipo único escogido
sino que más bien cada sector y hasta cada operación tiene su clase especialmente

preferirla. Pretender dar a todas las secciones de nuestra industria un agua, no blanda
sino bastante libre de impurezas, sería perseguir un gasto de agentes purificadores
innecesario muchas veces, y, por ende, ir en contra de la siempre respetable economía.
Aunque frecuentemente se diga grosso modo que la industria textil requiere un agua
excepcional, tan desencaminado anda el que lo interpreta en su sentido total y exacto,
como el que no quiere comprenderlo. Por ejemplo, es axiomático, lo sabemos, decir que
el agua que precisa el fogonero no es la misma que necesita el blanqueador, pues aquél
sólo exige que se le entregue en estado de sufieiente blandura y no le afectará el que
contenga o no hierro (siempre que no sea en exceso), y el último exigirá, sin embargo, que
reúna ambas condiciones y otras más. Pero en el caso concreto del tintorero, en el que
muchas veces se confunden las ideas, puede ser que en alguna ocasión necesite un agua
meticulosamente purísima, y en otras que le interese totalmente dura, pero exenta de
hierro, manganeso y materias orgánicas. Casos semejantes al citado, que rozan la
paradoja, como decía antes aquel ilustre experto en la materia, existen más de uno, y es
natural que sean dignos de ser conocidos y tenidos en cuenta, pues sólo a sabiendas
podemos conseguir administrar bien y estructurar mejor la economía de nuestros
elementos substanciales de consumo que, en el fondo, son la mejor base para el
encumbramiento de nuestros productos de fabricación.
18. El agua para la alimentación de calderas.
El agua para la alimentación de calderas es ya casi del dominio público que debe estar
exenta de substancias
8-J. B. Puig. — El agua en la industria textil
Página 114
mezcladas mecánicamente, de grandes cantidades de ácido carbónico y de otros ácidos,
de sales que puedan desprender ácidos y de cantidades considerables de los compuestos
determinantes de la dureza (cal y magnesio). Así, pues, el agua que para este caso

concreto se necesita, debe llevar, cualquiera que sea su naturaleza, el mínimo de
impurezas, ya que podrían dar lugar en el funcionamiento de las calderas a diversos
inconvenientes y a muy desagradables accidentes que seguidamente enumeraremos.
a) Agresividad de ciertas impurezas.A tenor de los componentes del agua, que en el caso
de la alimentación de calderas, pueden tener una acción nociva, vamos a establecer la
siguiente clasificación subdividida en cuatro grupos:
Impurezas que atacan Materias poco solublesque dan incrustaciones
Impurezas locales
Gases Sales solubles
CO202N2——
CINaCl2MgCL2CaSO4Mg—
CO3CaCO3MgCO3FeSi02AI203
NH3NO2HNO3HMateria orgánica
—
Los gases en disolución (oxígeno, nitrógeno) y el aire aspirado por los aparatos de
alimentación, así como el ácido carbónico libre, se desprenden con el calentamiento del
agua. Si escapan inmediatamente a la cámara de vapor, lo cual se facilita especialmente
con la alimentación por arriba, son arrastrados por aquél y escapan sin haber causado
perjuicio alguno. En cambio, si se adhieren en forma de pequeñas burbujas (lo que ocurre
particularmente haciendo una alimentación periódica profunda) en aquellos puntos de las
paredes de la caldera donde el agua no tiene movimiento, producen picaduras de aspecto
varioliforme en las planchas. Esta oxidación del hierro se manifiesta, con espe-
Página 115
cial intensidad, por efecto del aire en presencia del ácido carbónico, en las paredes de
aquellas calderas que, después de ser alimentadas, se dejan algún tiempo fuera de
servicio. La corrosión o ataque a las planchas y la herrumbre, pueden producirla también
los ácidos, de manera parecida al oxígeno, sobre todo si aumenta su proporción en el
agua, y por eso se dice frecuentemente, que las aguas aciduladas procedentes de minas

pueden dar lugar a corrosiones muy peligrosas, especialmente a la altura del nivel del
agua. Ambas corrosiones pueden también verse aceleradas catalíticamente por muchas
sales, principalmente por los cloruros citados y, pisco a poco, por álcalis o por compuestos
que ceden el ioll oxhidrilo. Especialmente peligrosas son las sales de amonio, bastante
peligrosos los cloruros porque debido a su hidrólisis pueden producirse oxicloruros y CIH
libre que ataca al hierro (el Cl2Mg forma ClH yel CO3Mg se vuelve alcalino a la
temperatura de ebullición. y el CO2 que queda libre ataca el hierro) y lo mismo el sulfato
magnésico que experimenta análoga transformación (su acción corrosiva disminuye y
hasta puede desaparecer por la presencia simultánea de bicarnato cálcico).
Las sales fácilmente solubles también pueden hallarse contenidas en el agua de
alimentación procedentes de una ulterior depuración química; desde este punto de vista
merecen mención especial la sal llamada de Glauder sulfato sódico y el carbonato sódico
neutro. de la solución de cloruro y sulfato de magnesio precipita el carbonato de calcio, al
aumentar la temperatura, el hidrato de magnesio insoluble, el cual, o bien entra a formar
parte de las incrustaciones o precipita en forma de barros. También el Cl2Mg que puede
disolver al Fe3O4 (agua del mar), particularmente en presencia de nitratos, pueden
descomponerse con desprendimiento de CIHlibre ya citado tan peligroso como el SO4H2.
Una pequeña parte del CO3Na2 que llega a introducirse en la caldera, se descompone
formando sosa cáustica y áci-
Página 116
do carbonicao libre. La cantidad de NaOH contenida en el interior de una caldera puede
acumularse hasta tal extremo, que llegue a atacar los accesorios de la misma, en
particular los que contengan gran cantidad de cinc, así como las empaquetaduras y los
tubos de cristal del nivel del agua. Las demás sales en disolución no atacan, por regla
general, las paredes de las calderas, pero, en cambio, favorecen ciertos fenómenos
parecidos al retraso de la ebullición como, por ejemplo, la vaporización entrecortada,
contribuyendo, además, por la formación de espuma, a la humedad del vapor. Además, a
consecuencia de las sales arrastradas, este vapor es inaprovechable para muchos casos en

que ha de emplearse para hervir líquidos. Las aguas de pantanos y turberas, así como
todas las aguas de reacción ácida, suelen neutralizarse con cal antes de emplearlas y
también se añade ésta, a veces, para transformar el bicarbonato cálcico en carbonato
neutro y para eliminar el CO2, las materias orgánicas y otras substancias. Sin embargo, por
las razones expresadas, hay que evitar la acumulación de las sales en disolución, mediante
el vaciado o purga periódicos, parcial y total de la caldera.
Los cuerpos compuestos de difícil o poca solubilidad, o sea los cuerpos productores de la
dureza son los que dan lugar, principalmente, a la formación de incrustaciones. Los
bicarbonatos, carbonatos y sulfatos de calcio y magnesio son principalmente los agentes
agresivos en el sentido de formar costras incrustantes, pero muchas veces cooperan
también a ello los compuestos de hierro, aluminio y de ácido silícico, cuando se hallan
muy concentrados en las aguas (los compuestos de hierro puede llevarlos el agua por
naturaleza, pero muchas veces pueden autoproducirse y proceder del interior de la
caldera, o sea por oxidación de las chapas). Dijimos en su debido lugar, que las aguas
blandas procedentes de manantiales originarios de rocas primitivas o areniscas eran las
que contenían menor cantidad
Página 117
de residuo fijo (aproximadamente unos 20 a 30 mg. por litro) y que las que procedían de
terrenos calizos eran ricas en materias disueltas (hasta llegar a contener de 600 a 800 mg.
y más por litro) ; por eso no debe extrañar que en aguas incluso blandas exista SiO₂ que
también determina la formación de incrustaciones. De las demás materias en suspensión,
o sea las substancias mezcladas mecánicamente, las más pesadas, se depositan con
rapidez (fango, arcilla), al paso que las más ligeras (aceites, muy de temer en la calefacción
central) se separan poco a poco y pueden originar recalentamientos en los lugares
peligrosos, tales como las placas de luego. El fango y la arcilla, generalmente se depositan
en forma de barros sueltos en los puntos más bajos de las calderas, lo que constituye un
peligro, particularmente cuando la calefacción se hace por medio de un hogar inferior, o
bien se solidifican por el calor, adhiriéndose a las paredes. El yeso, al revés, al calentar el

agua se disuelve en mayor cantidad, pero a medida que se concentra por la ebullición del
agua, alcanza el límite de solubilidad y cristaliza, adhiriéndose fuertemente a la caldera. Si
la cantidad de yeso o SO₄Ca es pequeña, las costras son blandas y fáciles de separar; lo
contrario ocurre si su presencia es mayor. De esta manera pues, aparecen en todas las
paredes bañadas de la caldera, conocidas incrustaciones sólidas, a veces muy duras, de
color amarillento pardusco o completamente negro, según las cantidades de sales de
hierro y de materias orgánicas que contienen.
Por otro lado, las substancias legamosas, propias de las aguas turbosas, se precipitan en
forma de masas compuestas de copos negros que se introducen en las incrustaciones
imrrtislarciones propiamente dichas, reduciendo aún mucho más su poder conductor. Las
materias orgánicas , del tipo humus, azúcar, etc., ocasionan o aceleran el ataque corrosivo
de las planchas, entre otras razones por la que hemos aducido antes, o sea que por
fermentaciones sucesivas de éstas se llegan a producir
Página 66
los nitritos que obran, como ácidos, de manera análoga al oxígeno.
La mejor agua para la alimentación de calderas es, sin duda, la de condensación, previa
eliminación del aceite, y así se evita el consumo de agua ordinaria y se ahorra la
consiguiente purificación. Los aceites y grasas de origen no mineral, se descomponen a las
temperaturas de trabajo de las calderas, con producción de ácidos grasos que también
pueden llegar a ser muy peligrosos para sus paredes. Además, el aceite, sobre todo
cuando se halla en estado de emulsión, se adhiere a las paredes de las planchas formando
un revestimiento de color pardo obscuro que, a consecuencia de su escasa conductibilidad
para el calor, puede constituir un peligro, aun cuando sólo alcanzare un milímetro de
espesor. Se han observado aplanamientos y finalmente aplastamientos de hogares
ondulados debidos a las incrustaciones del aceite. Por otra parte, los aceites ocasionan
una intensa formación de espuma con lo cual el vapor arrastra mayor cantidad de agua,
produciéndose una ebullición tumultuosa. Con respecto a esta formación de espuma,
fenómeno al que también se llama espumaje simplemente, hay que advertir que muchos
lo atribuyen a una excesiva concentración de sales en el interior de la caldera. Sin

embargo, la práctica ha demostrado que, a pesar de una elevada concentración de sales,
no se producía la mencionada ebullición tumultuosa, si no existían en el agua materias
sólidas en suspensión. A igualdad de concentración de sales la formación de espumaje
suele ser mayor cuando más fino es el grano de la materia en suspensión; inversamente,
se puede lograr espumaje con una gran concentración de materias en suspensión y una
pequeña cantidad de sales en disolución. Es conveniente observar que cuando existen en
el agua de la caldera concentración de sales y materias en suspensión, la forma de llevar la
marcha de la caldera influirá sobre el proceso de espumaje, siendo éste más notable en
las calderas que trabajan forzadas
Página 119
o con nivel demasiado elevado de agua y también en las que se abre y cierra bruscamente
la espita del vapor.
Como tendremos ocasión de ver en el capítulo V, dada la gran importancia que, por su
acción agresiva, tienen ciertas impurezas contenidas en las aguas ordinarias, que
eventualmente son empleadas para la alimentación de calderas, es conveniente adelantar
al lector que, desde un punto de vista absolutamente riguroso, ninguno de los
procedimientos de rectificación hasta hoy conocidos, es completamente satisfactorio, ya
que, por ejemplo, es imposible eliminar del agua de alimentación el ClNa y el SO4Na2,
según veremos más adelante.
Algunos autores aseguran que puede evitarse la formación de incrustaciones por métodos
coloidequímicos y mecánicos (aumento de la velocidad de circulación del agua en la
caldera). Los coloides, en efecto, absorben los compuestos insolubles y pueden retardar
su velocidad de precipitación, pero es erróneo suponer que una enérgica circulación de
agua evitaría la formación de incrustaciones, ya que éstas se forman, precisamente, en
todos los puntos en que se evapora el agua y, principalmente, en la proximidad del
manantial de calor.
Es de orden fundamental, que la depuración se realice aparte de la caldera, por no
convenir practicar adiciones en su interior, así como también utilizar anti-incrustantes de
composición desconocida.

b) Perjuicios.—Los perjuicios que ocasionan las impurezas del agua en el funcionamiento
de las calderas son muy considerables,según vamos a relatar.
En primer lugar debemos citar la acción corrosiva que ejercen sobre las planchas ciertas
impurezas que ya hemos clasificado y que reducen, como se puede suponer, la resistencia
de las paredes metálicas del interior de la caldera.
En segundo lugar debemos citar que a consecuencia
Página 120
de la precipitación, sobre las superficies de calefacción de cuerpos malos conductores del
calor (incrustaciones, barros, capas de aceite, etc.) resulta una reducción de la
conductibilidad y, por consiguiente, un aumento del consumo de combustible; de lo que
se deduce que la calefacción es antieconómica. Como muy gráficamente expone la
propaganda de una casa comercial dedicada al suministro de desincrustantes : "a persona
alguna se le ocurre hervir agua en un recipiente, a través de un ladrillo; pues bien, la
incrustación es eso, un ladrillo". Evidentemente, la cantidad de calor que pasa a través del
espesor de un centímetro de hierro es diez veces más grande que la que pasa a través de
una incrustación del mismo espesor, y en experiencias efectuadas con dos calderas iguales
se consiguió vaporizar en una de ellas 200 litros de agua por hora con 23 Kg de carbón,
mientras que en la otra, con la misma cantidad de combustible sólo se consiguieron
vaporizar 92 litros; una no tenía incrustación, la otra sí. Luego, una caldera de vapor, por
ejemplo, de 50 m2 de superficie de calefacción que vaporice unos 20 Kg de agua por m3
consumirá, funcionando diez horas diarias, unas 500 toneladas de carbón anuales. Un
milímetro de espesor de incrustación representa un 10 % de desperdicio de combustible
(el aumento de la pérdida de combustible no crece directamente proporcional a medida
que aumenta el espesor de la capa incrustante, sino que: a 2,5 mm se malgasta un 15 %, a
7 mm. un 30 %, a 10 mm. un 38 %, etc.), o sea por cada milímetro de espesor en la
caldera, una pérdida anual de 50 toneladas de carbón. En general puede decirse, de

acuerdo con ciertos experimentos, que las incrustaciones en los generadores de vapor
originan pérdidas de calor superiores al 50 %, de lo que fácilmente se deduce que el
problema es mucho más agudo cuando sea preciso alimentar calderas cuyo timbre va
hasta las 20 atmósferas, que cuando no excede de los 6 Kg. por cm2, ya que, además,
débese tener en cuenta que las calderas que trabajan a menos
Página 121
de 6 atmósferas, por lo general dan incrustaciones blandas.
En tercer lugar debemos mencionar el estancamiento del calor que se produce en las
paredes caldeadas de la caldera, como consecuencia de las citadas precipitaciones, lo cual
puede ocasionar el calentamiento al rojo de las planchas de hierro, particularmente si se
hallan expuestas a la acción directa del fuego. En estas condiciones, las planchas pierden
parte de su resistencia, hasta el punto de que ésta no corresponde ya a la presión de la
caldera, produciéndose abolladuras, las cuales, si el material empleado para las planchas
es quebradizo en caliente o poco maleable, pueden abrirse y dar lugar a la explosión de la
caldera. Este peligro puede convertirse en realidad cuando se produzca un
resquebrajamiento de la capa incrustante en determinada zona, pues al ponerse el agua
en contacto con el metal (hierro, acero, etc.) del tubo puesto al rojo por mala
refrigeración interior, tiene como consecuencia la producción de gran cantidad de vapor
en un instante y el requemado y rotura del tubo. Las incrustaciones que, como sabemos,
son sales difícilmente solubles, resultan tanto menos conductoras cuanto menos densas, y
es conveniente saber técnicamente que la conductibilidad térmica es de 0,1 a 0,2 Cal-m.
h° C., mientras que la del hierro es de 55 Cal-m. h° C. O sea, que basta una capa de 0,2 mm
para producir recalentamientos y abollamiento de los tubos.
Por último, debemos añadir la serie de gastos e interrupciones en el servicio que se
producen debido a la limpia del interior de la caldera, para quitar los barros y, más
particularmente, las incrustaciones. Estas últimas únicamente suelen desprenderse a
golpes, con lo cual, tanto las planchas como las cabezas de los roblones, pueden sufrir
mucho. De la misma manera, es mayor aun el gasto cuando se tienen que cambiar tubos y
planchas, en el caso más favorable de que se haya llegado a tiempo para prever un

desgaste o corrosión
Páginas 122
excesivos y comprometidos. Realmente, alimentando una caldera con aguas duras, aparte
de la posibilidad de una súbita explosión en un momento inesperado por falta de revisión
periódica, además el deterioro de la caldera, las paradas precisas para la limpieza y el
consumo de combustible en exceso, cuestan más que lo que percibe anualmente el
maquinista.
c) Estudio de las incrustaciones. — No existe, hasta el momento, procedimiento alguno
que nos permita establecer la clasificación de las incrustaciones de manera
suficientemente exacta y a ello es debido el que unos autores partan de la composición
química de las mismas, otros de su estructura y algunos, incluso, de su densidad y
conductibilidad calorífica. Desde luego, ninguna de ellas resulta siempre suficiente por sí
sola y podemos más bien decir que todas juntas constituyen un complemento de mejor
utilidad, pues aparte de que ya hemos visto que una incrustación depende de la
naturaleza química del agua de alimentación, no hay que negar que menos esenciales
pero sí influyentes son la presión de trabajo, intermitencia de funcionamiento, materias
en suspensión, extracciones y demás.
No obstante, podemos llegar a la aseveración de que un agua rica en iones Ca++ y SO₄=
dará siempre una incrustación compacta y dura. Si los cristales de la incrustación se
presentan verticales, el análisis demostrará que contiene más del 90% de SO₄Ca, pero si
no presentan orientación bien definida es que sólo contienen algo más del 50% de aquella
sal. Una elevada cantidad de iones CO₃H— y Ca++ produce siempre incrustaciones de
CO₃Ca que, según las condiciones de funcionamiento del generador, puede oscilar desde
la incrustación blanda y voluminosa hasta la estructura de carácter pétreo. Las aguas en
las que existe la presencia simultánea de iones SO₄=, CO₃H—, Ca++ y Mg++ ofrecen
incrustaciones tanto más duras cuanto mayor sea el contenido del ión SO₄=, pudiendo
llegar a ser

Página 123
blandas cuando éste escasea y el de Mg++ es mayor que Ca++. La presencia de Si0₂ en
cualquiera de sus formas de silicato, forma incrustaciones muy duras y, a su vez, de poros
muy finos. Cuando el contenido de Si02 es mayor al 20% del total de la incrustación, ésta
resulta ser sumamente agresiva para la plancha de hierro, por poseer una conductibilidad
calorífica muy reducida y exponerla, por lo tanto, a los golpes de fuego.
Cada sal, por descontado, tiene, a una presión y temperatura determinadas, un punto de
saturación, llegado al cual precipita (equilibrio físico de disolución). A medida, pues, que el
agua se transforma en vapor, aumenta en la caldera la concentración de cada una de las
sales que pueda llevar el agua y, no cabe duda que llegaríamos a un momento en que, de
no eliminar parte de estas soluciones concentradas por medio de extracciones periódicas,
aquéllas precipitarían. Existen sales que siendo perfectamente solubles en el agua fría,
dejan de serlo con rapidez bajo la acción del calor; en cambio, otras tienen un punto de
saturación elevado, bajo las mismas condiciones. El bicarbonato y sulfato de cal son, por
ejemplo, poco solubles en caliente; en cambio, el SO₄Na₂ y el ClNa son, aproximadamente,
unas 800 veces más solubles que el SO₄Ca. En eso, pues, se fundan los métodos
purificadores que tienden a transformar las sales poco solubles bajo determinadas
condiciones de
Fig. 17.- Cartel mural puesto en circu-
lación por una firma especializada en
la instalación de aparatos de descalcifi-
cación, advirtiendo los peligros de las
incrustaciones.
Página 124
presión y temperatura en sales mucho más solubles. Como dijimos, eso facilita una mayor
concentración, pero nos ahorra la necesidad de seguir verificando las extracciones de
sedimentos.
Por haber dicho que las incrustaciones se combaten por medio de reactivos químicos que

se añaden al agua antes de entrar en la caldera, podría alguien creer que sólo tienen lugar
en esta fase las reaccio-
Fig. 18. — Incrustación, vista de lado y reducida a t/3 de su tamaño, procedente de una caldera
multitubular alimentada con agua no descalcificada.
nes de importancia destinadas a la defensa, pero nada de eso sería más erróneo por
cuanto hay que tener siempre presente que, ulteriormente, también se producen en el
interior del generador otras reacciones que cabe no olvidarlas. Tales son las que no
tendrían lugar en frío y que si se producen es debido a la combinación de tres factores:
presión, temperatura y concentración. Así, los bicarbonatos de cal y sosa forman los
respectivos carbonatos, y especialmente el primero libera CO, y queda en solución hasta
su punto de saturación. El carbonato de cal, considerado como el más importante en este
caso reacciona con:
+ Cl₂Mg = MgO + Cl₂Ca + CO↗₂
+ SO₄Mg = MgO + SO₄Ca↓ + CO↗₂
+ SO₄Na₂ = CO₃Na₂ + SO₄Ca↓
De manera que las sales de magnesio, en presencia del CO₃Ca que puede ser procedente
de las mismas in-
Página 125
crustaciones, se transforman en óxidos, pero a fuerte presión pueden dar, también,
Mg(OH)₂ y Cl₂Ca solubles; por esto el agua evaporada en la caldera debe purgarse
frecuentemente, ya que hay que despojarla de estas sales alcalinas en disolución.
La llamada energía de superficie también influye so-
Fig. 19. — Incrustaciones formadas en una colección de tuberías por las que ha circulado agua dura.
bre la composición de las incrustaciones, pues cuanto mayores sean las superficies en
contacto con el agua, mayores podrán ser las concentraciones de sales antes de su
precipitación. Este fenómeno ha servido de base para el empleo de los ya citados
desincrustantes químicos, de los que en el capítulo V hablaremos.
Para que el lector pueda formarse una idea aproximada de las incrustaciones y fangos que
se forman en el interior de una caldera, con relación a la cantidad y calidad del agua que

se emplea, insertamos a continuación un cuadro con algunos datos numéricos, por medio
del cual será fácil adquirir un concepto claro de la gran cantidad de materias sólidas
salinas que se depositan
Página 126
CANTIDADES DE MATERIAS SÓLIDAS QUE SE DEPOSITARÁN EN EL INTERIOR DE UNA
CALDERA, POR CADA 10 M3 DE AGUA NATURAL, EMPLEANDO AGUAS DE DIVERSAS
RIQUEZAS EN SALES
Residuo salino
por litro de
agua (en g. por
litro)
Cantidad de
materias sólidas
que se
depositan en la
caldera por
cada 10 m3 de
agua evaporada
(en Kg)
Cantidades que representan de incrustación y fangos
en tres casos distintos (en Kg).
¼ en forma de
incrustación y ¾
en forma de
fangos
1/2 en forma de
incrustación y ½
en forma de
fangos
¾ en forma de
incrustación y ¼
en forma de
fangos
0,25 2.500 I: 0.625
F: 1.875
1.250
1.250
1.875
0.625
0,50 5.000 I: 1.250
F: 3.750
2.500
2.500
3.750
1.250
1.00 10.000 I: 2.500
F: 7.500
5.000
5.000
7.500
2.500
2,00 20.000 I: 5.000
F: 15.000
10.000
10.000
15.000
5.000
3,00 30.000 I: 7.500
F: 22.500
15.000
15.000
22.500
7.500
Las incrustaciones analizadas por FISCHER en ocho calderas presentan la siguiente composición:
1 2 3 4 5 6 7 8
Cal (CaO) 44,38 34,13 36,4 44.32 38.20 40.07 46.27 49.54
Magnesia 0,28 6,69 2,64 4.90 3.02 0.25 5.59 1.78
(MgO)
Oxidos de
hierro y
alúmina
2,24 5,28 1,67 2.10 0.52 Indicios 2.44 1.48
Ácido
sulfúrico (SO₃)
28,22 37,04 45,21 18.76 48.41 56.94 0.95 5.82
Acido
carbónico
(CO₂)
19,25 6,09 3,66 24.48 3.40 indicios 35.66 34.50
Acido Silírico 0,47 indicios 0,88 indicios - - 0.87 1.07
Agua a más de
120°
- - 0,41 - 0.71 1.07 - -
Agua a menos
de 120°
3,68 7,90 3,04 2.31 3.50 0.68 2.47 1.06
Materias
insolubles
0,48 2,25 5,65 2.46 1.91 - 4.65 2.47
Había, pues, como elementos esenciales:
Anhidrido
(SO₄Ca)
- - 49,98 31.96 50.44 90.44 1.63 9.86
Sulfato de
calcio (2.SO₄Ca .
2 H₂O)
50,75 67,14 26,73 - 30.30 - - -
Yeso (SO₄Ca 2
H₂O)
- - - - 4.27 8.60 - -
Carbonato de
calcio (CO₃Ca)
44,25 14,65 8,30 55.65 8.20 - 81.45 81.10
Hidrato de
magnesio
1,19 9,69 3,83 7.11 4.36 - 8.10 2.58

««Página 128»».
El siguiente estudio, que presentamos en forma de cuadro, da clara idea de la perdida
positiva diaria, que ocasiona una caldera tubular, por poco que sea la incrustación
formada, y nos creemos obligaos a llamar la atención sobre este particular a todo
industrial celoso de sus intereses, pues algunas veces se considera como simples
pormenores lo que resulta de primera importancia:
Base de la produccionde vapor: 9kg. Por kg. De carbon
Estado de la
caldera
Evapor
ación
produci
da kg.
Consum
o de
carbón
diario en
kg.
Base de
evapor
ación
diaria
en kg.
Precio
calculado de
combustible
por
toneladas
Vapor
comparativo
Economía
diaria(pesetas)
Con 0.5 mm.
De
incrustacion
7.965 5.022 40000 500 2511.00 288.50
Caldera
limpia;
aumento
13%
9 4.445 40000 500 2222.50
Con 5 mm.
De
incrustacion
6.818 5.867 40000 500 2933.50 711.00
Caldera
limpia;
aumento
32%
9 4.445 40000 500 2222.50
Con 10 mm.
De
6 6.667 40000 500 3333.50 1111.00

incrustacion
Caldera
limpia;
aumento
50%
9 4.445 40000 500 2222.50
««Página 129»».
por poca que sea la cantidad de agua evaporada y aun en los casos más favorables, o sea
aquellos en que se evaporen aguas de escasa cantidad de materias salinas por litro.
(obsérvase que las aguas cuya salinidad asciende a 0,5 gramos por litro, son bastante
abundantes ; pero en realidad son mucho más frecuentes los casos en que se emplean
aguas que contienen cantidades superiores a 1 y 2 gramos por litro).
d) Sobre la corrosión. Al tratar de la agresividad de ciertas impurezas, al principio de este
apartado, hemos dejado entrever cuáles son las que producen la oxidación de las planchas
y cómo tiene lugar la corrosión de las mismas. Aquí, pues, vamos a ampliar el asunto con
algún detalle complementario.
En el subapartado anterior citábamos una serie de reacciones que se producían en el
interior de la caldera y es preciso, ahora, añadir que además de aquéllas tiene lugar otra,
que a veces se reviste de un carácter grave por el mero hecho de ser cíclica. Ésta es la que
ya hemos considerado anteriormente que se producía por causa del Cl2Mg contenido muy
frecuentemente en las aguas, al ser calentadas, o sea:
Cl2Mg + 2 • H20 = Mg(OH)2 + 2 • ClH
Este ácido desprendido es un elemento corrosivo, ya que ataca el hierro, originando el
cloruro correspondiente :
Fe + 2 • ClH = Cl2Fe + H2
Este Cl2Fe, al reaccionar con el Mg(OH)2 formado en la primera reacción, regenera de
nuevo el CL2Mg:
CL2Fe + Mg(OH)2 = Fe(OH)2 + Cl2Mg

que establece el ciclo de corrosión.
Tanto el Fe(OH)2 como el Mg(OH)2, cuando no llegan a transformarse de nuevo en CL2Mg
(lo que ocurre
««Página 130»».
pocas veces), quedan en suspensión en el líquido, contribuyendo a la formación de
incrustaciones.
Existe otra teoría, generalmente aceptada, sobre esas reacciones, que explica la causa de
que las calderas alimentadas con aguas que contienen Cl2Mg presenten corrosiones de la
plancha debajo de la incrustación. Ésta se basa en que el Cl2Mg en solución no forma ClH,
sino que la reacción tiene lugar cuando aquél se calienta hasta sequedad.
Fuera de la presencia del aire, el hierro reacciona con el agua a partir de la temperatura de
100°, con desprendimiento de hidrógeno; éste reduce en parte el óxido de hierro y forma
una capa protectora compuesta de una mezcla de óxido y protóxido, y las sales de
magnesio favorecen, sin duda, este ataque con arreglo a la siguiente reacción reversible:
SO4Mg + FeO = MgO+ SO4Fe ;
en cambio, las sales de cal la estorban por la precipitación de magnesia en forma de
hidróxido :
CO3Ca + Cl2Mg + H20 = Cl2Ca + Mg(OH)2 + CO2
El sulfato de magnesio reacciona también con el ClNa, dando origen al cloruro de
magnesio :
SO4Mg + 2 *ClNa = SO4Na2 + Cl2Mg
Haciendo referencia a los elementos corrosivos que pueden contener algunas aguas, ya
dijimos lo pernicioso que también pueden ser los ácidos libres, tipo SO4H2, cuando
proceden de terrenos donde existen piritas, así como las de lluvia, por la absorción de los
vapores ácidos, y en tiempo tempestuoso, de los ácidos nitroso y nítrico; el mismo
oxígeno libre también se dijo ya lo que puede influir hallándose disuelto en aquéllas. Las
sales cuprosas y cúpricas que contienen algunas aguas, deben considerarse igualmente

impurezas agresivas de carácter corrosivo, pues al ponerse en contacto
««Página 131»».
con el hierro depositan cobre, disolviéndose una cantidad equivalente de hierro. Sin
embargo, las mayores perturbaciones provienen del orín, producido por el oxígeno del
agua de alimentación, especialmente si la caldera sólo se llena periódicamente, y más en
presencia de sales como el ClNa, que actúa catalíticamente; algunas substancias alcalinas
como la sosa y bórax disminuyen la tendencia del agua a formar herrumbre. A. veces, el
orín llega también a perforar la pared de la caldera, por causas todavía no muy puestas en
claro.
El aspecto que ofrecen las planchas, cuando existen oxidaciones, después de efectuada
una limpieza mecánica, es muy distinto a su estado real. Cuando no están muy bien
conservadas, casi siempre presentan corrosimiones u oxidaciones cubiertas por las
materias incrustantes del agua, que forman una masa compacta y inertemente adherida;
después de pasar el raspador,
««Página 132»».
queda en apariencia una superficie metálica y lisa, mientras que en realidad existen
muchas veces corrosiones profundas, las cuales, en algunos sitios de las calderas, casi
atraviesan la plancha, quedando disimuladas por la masa de incrustación y de óxido
férrico que las rellenan.
No falta quien cree, erróneamente, que una ligera capa de incrustación evita la formación
de oxidaciones, así como los denominados salideros, mientras que, en realidad, lo que
acontece es que esa capa facilita la formación del óxido, cuyo desarrollo se produce
rápidamente. Es conveniente advertir, empero, que en gran parte influye en el deterioro
de los materiales, la calidad de los mismos. En cuanto a los salideros, debe entenderse que
se presentan cuando los accesorios de la caldera no están perfectamente ajustados.

e) Causas de la explosión de una caldera. La explosión de una caldera proviene casi
siempre de la corrosión, aun cuando ésta sobrevenga en calderas de hervidores después
de una reciente limpieza. Desde luego, no todos los tipos de calderas son igualmente
peligrosos; hay unos peores que otros. Probablemente la tubular de retorno o iquitubular,
en que el fuego se aplica al fondo de la caldera, y la de frentes semiesféricos, que también
recibe el fuego por abajo, son las más peligrosas por el hecho de que las impurezas del
agua se depositan en el punto en que actúa el mayor calor, o sea en el fondo de la caldera.
Aunque, en términos generales, las calderas acuotubulares están justamente consideradas
como exentas de los efectos destructores que producen las explosiones de las calderas
cilíndricas, no por esto hay que suponer que la denominación genérica de acuotubular
lleva consigo todas las garantías apetecibles, puesto que existen muy distintos grados de
seguridad en las calderas a que se aplica la expresada denominación. Existen modelos de
calderas con grandes
««Página 133»».
cámaras de agua atirantadas para recibir el extremo anterior y posterior de los tubos de
agua, las cuales han demostrado que carecen de los elementos de seguridad que
ordinariamente se atribuyen al tipo acuotubular. Claro está que podría alegarse, que
siendo el cuerpo cilíndrico de la moderna caldera acuotubular, una vasija relativamente
grande, está expuesta a estallar con graves consecuencias, pero la probabilidad siempre
será mas remota, puesto que las únicas causas que podrían producir la explosión se
reducen a los efectos ocultos de los materiales, a la debilitación de los mismos por efecto
de la corrosión o a la falta de resistencia inherente a la existencia de gran número de
agujeros para los tubos; esto último sólo es apreciable en las calderas de tubos verticales
verticales que, dicho sea de paso, responden en el menor grado posible al principio de la
división en secciones, que es esencial para la seguridad.
Para disminuir, pues, en lo posible las posibilidades de tan lamentable accidente es

preciso que la caldera,
««Página 134»».
como en las modernas acuotubulares, se componga de un tambor que no sufra la acción
más violenta del fuego y de un haz de tubos colocado debajo de aquél y dividido en
secciones. Los tubos empleados es preferible sean sin costura. Todas las partes de éstos
deben ser accesibles a la inspección y limpieza desde fuera, con lo que se conseguirá que
el estado de los tubos, que son la parte más vulnerable, pueda examinarse interior y
exteriormente; que la limpieza pueda efectuarse con facilidad y que, merced a la
disposición en secciones, se obtenga la mayor garantía posible contra explosiones
peligrosas.
Aparte de todo lo que acabamos de describir, no se olvide la necesidad ineludible de
depurar el agua antes de que entre en la caldera.
Hoy en día es cierto que casi ningún técnico ni fabricante ignoran ya el cuidado constante
y la gran vigilancia a que deben estar sometidos los generadores de vapor, pero aunque
no fuese eso cosa generalizada, la existencia de tantas y tan diversas circunstancias que
llevan a la explosión de los citados sistemas de calderas sería suficiente; además, toda
persona conociendo los efectos destructores de la explosión es de creer que procurará
evitar los peligros que lleva consigo. A este efecto, vamos a dar una relación.
En el Reino Unido y desde el año 1882 a 1911, en que existía una ley de precaución
preestablecida, las explosiones que ocurrieron se cifran en 2.074, de las que murieron 759
personas y 1.686 sufrieron lesiones de consideración. En el transcurso del mismo ejercicio
1910-11, ocurrieron 100 explosiones las que ocasionaron 13 muertos y 61 heridos.
En los Estados Unidos, durante el año 1909, el número de explosiones registradas fué de
550 de las que resultaron 649 víctimas entre muertos y heridos. En el año siguiente,
ocurrieron 533 explosiones de las que resultaron 280 muertos y 506 heridos graves.
Durante los diez años siguientes el promedio fué el mismo que

««Página 135»».
se deduce de los dos años citados, aunque es de suponer que, sin registrarse, ocurrirían
otras.
Para explicar la energía destructora desarrollada por la explosión de una caldera, puesto
que en ella tenemos confinada una gran fuerza capaz de producir los mencionados
accidentes, basta la afirmación del inglés THURSTON, quien calcula que en una caldera
cilíndrica con siete kilogramos de presión, hay energía almacenada suficiente para
proyectarla hasta una altura de 5 Km.; en una caldera tipo "Lancashire" de dos hogares
interiores, hasta unos 4 Km.; en una caldera de loco-motora a la presión de 8 Kg., hasta
800 y 1.000 metros; y en una caldera multitubular de hogar interior de 60 C. V. a 5 Kg. de
presión, hasta más de 1.500 metros. Un metro cúbico de agua caliente, dice el citado
ingeniero, a una presión de 4-5 Kg. por cm2 tiene, aproximadamente, la misma energía
que 18 Kg. de pólvora. El calor del rojo obscuro tiene casi 40 veces esta canlidad de
energía en estado potencial. La energía disponible almacenada en una caldera
acuotubular es generalmente menor que en cualquiera otra fija y es casi igual a la
cantidad almacenada, kilogramo por kilogramo, en la caldera multitubular ordinaria.
f) Importancia del análisis del agua para el servicio de calderas. — El ensayo hidrotimétrico
de un agua. nos dará el grado total de dureza, como dijimos, y este indicará la cantidad de
precipitados que pueden esperarse de su empleo para la alimentación de la caldera.
Justos precipitados, que se presentan en la forma de incrustaciones sólidas, serán tanto
más difíciles de eliminar, cuanto mayor sea la dureza permanente. Sin embargo, la dureza
transitoria nos indicará la formación de barros más o menos sueltos. De manera que el
grado hidrotimetrico del agua de alimentación puede ser un valioso índice para conocer
de antemano la frecuencia con que se habrá de interrumpir el servicio, para proceder a la
limpieza del interior del generador.

««Página 136»».
A raíz de los datos obtenidos respecto de la naturaleza del agua y teniendo presente el
acceso al interior de la caldera, así como las condiciones de la explotación de la industria,
deberá resolverse la cuestión de si se impone o no una depuración del agua y en caso
necesario hasta qué grado hay que llevarla a término o cuáles son las impurezas agresivas
que precisa eliminar. Generalmente, según veremos en el subapartado siguiente, la
rectificación debe practicarse siempre en las aguas que acusan más de 12° hidrotimétricos
(dureza total de la escala alemana) sin que esto quiera decir que no sea preciso practicarla
en todos los casos y aunque el grado de dureza sea mucho más inferior. General-mente se
impone la depuración, por mínimo que sea el grado, cuando las aguas han de actuar sobre
calderas de gran volumen.
Cuando existe instalación de rectificación, también es muy conveniente comprobar
periódicamente la eficacia de su funcionamiento, o sea determinar la dureza del agua
depurada a intervalos regulares de tiempo. Para que a un agua pueda atribuírsele el
calificativo de bien corregida o depurada, dice HEINRICH, no debe marcar más de 3 a 3,5°
h. franceses; aunque es de advertir que cuando se realiza una depuración, si el agente o
agentes son de calidad, puede llegarse igualmente a los 0° h., sin que sufra modificación el
coste, y a todas luces es ello más preferible. Ese mismo análisis, digamos intermitente,
que requiere el agua depurada, es muy conveniente aplicarlo también sobre el agua cruda
o no depurada, ya que una alteración súbita de su naturaleza, debe influir en la corrección
puesto que de no hacerlo podría, en un momento dado, convertirnos ésta en una
operación inútil, por exceso, por defecto o por impropia.
Así pues, lógicamente, lo primero que debe averiguar el técnico a cargo del cual corre la
instalación, es la composición del agua para la alimentación de las calderas, sin cuyo
conocimiento no puede de ninguna
««Página 137»».

manera orientarse sobre la clase de corrección que debe practicar. Hemos hablado, como
oportuno, del ensayo hidrotimétrico y, en efecto, ese es el análisis clásico, práctico y
rápido, al que puede recurrirse en la mayo-ría de los casos. No obstante, tanto para las
aguas des-tinadas a la alimentación de calderas como para las que posteriormente
deberemos emplear para usos de fabricación (tintes, aprestos, blanqueos, etc.), el análisis
hidrotimétrico, o sea la investigación de la dureza del agua no es jamás suficiente, en el
supuesto de que nos diera resultados exactos, para hallar la solución matemática a los
innumerables problemas que nos plantea la composición del agua, con respecto a las
condiciones que debe reunir para la aplicación industrial a cuyo fin la recibimos. Es
conveniente por tanto, darse cuenta también, de las impurezas que no nos delata el
ensayo hidrotimétrico, o sea, aparte de la cal y el magnesio, del contenido de cloro,
sulfatos, ácido silícico, ácido carbónico, etc.; es decir, de todos los elementos y
compuestos que, en forma de impurezas, puedan tener una acción agresiva o perniciosa.
En el caso concreto del agua para el servicio de calderas y puesto que la hidrotimetría no
suele dar resullados muy precisos, según hemos dicho ya más de una vez, recurriremos al
conocido examen analítico cuali-La.tivo (véanse los procesos detallados en el capítulo IV).
Este nos permitirá localizar mejor los agentes productores de incrustaciones y corrosiones,
y nos facilitara un estudio previo de los fenómenos que podrían ocurrir en el interior del
generador, así como la clase de purificación que se impone.
Por su carácter marcadamente pedagógico, damos a continuacion referencia de un
trabajo publicado por el ingeniero textil español señor PUJAL, sobre la interpretacion del
análisis a este respecto 1
««Página 138»».
«La relación entre CO3H-, Ca++, Mg++ y SO4= nos proporcionará una idea general sobre la
incrustación (carbonatos y yeso) y el exceso Mg++, CO2 y 02, así como las materias en 1 El anaílisis al servicio de la alimentación de las calderas de vapor. Ingenieria Textil, núm. 50.

suspensión nos orientarán sobre la corrosión y el espumaje. En lo que se refiere a la
relación entre CO3H—, Ca++ y Mg++, hay que hacer notar primeramente que, en las aguas en
cuya suma Ca++ + Mg++ sea superior a CO3H—, los carbonatos precipitados por ebullición de
resultas de la combinación de todo el hidrocarbonato con los iones de calcio y magnesio,
no se forman, como muchos creen, saturándose cuantitativamente CO3H- de iones Ca++ y
Mg++, sino que tienen lugar bajo cierta proporción, como indica el gráfico de STUMPER que
reproducimos aquí (fig. 22).
Este gráfico consta de dos campos: el superior (rayado), correspondiente a la ordenada de
la derecha, indica el tanto por ciento de precipitado de carbonato básico de magnesio que
se encontrará en aguas hervidas, cuyo contenido en CO3H— antes de hervir es el indicado
por la abcisa. El campo inferior (ordenada de la izquierda) corresponde al tanto por ciento
de CO3Ca precipitado en las mismas aguas.
««Página 139»».
Por ejemplo, en un agua conteniendo 3 mili-equivalentes CO3H—, un 70 % del mismo se
combinará con iones Ca++ y un 30 % con iones Mg++ y no con un 50 % de cada uno. Como
se puede notar en el gráfico, hasta aproximadamente 4,5 miligramos, equivalentes CO3H—
presentes en el agua, tanto mayor será la proporción de CO3Mg cuanto menor sea CO3H—.
Después de 4,5 mili-equivalentes CO3H—, la proporción viene a quedar fija en 82 % de
CO3Ca y 17 % de CO3Mg. Siguiendo con la relación CO,H—, Ca++ y Mg++ podemos dividir ésta
en tres grupos con sus correspondientes subgrupos, según el cuadro siguiente:
1.er grupo : Ca++ + Mg++ = CO3 H—
2.° grupo : Ca++ + Mg++ < CO3H—
3.er grupo : Ca++ + Mg++ > CO3H-
1.er subgrupo : CO3H— =0
2.° subgrupo : Ca++ = 0
3.er subgrupo : Mg++ = 0
4.° subgrupo : CO3H— > 0

[ CO3H— > 4,5 { Ca++ = Mg++ ; Ca++ > Mg++; Ca++ < Mg++}
CO3H- < 4,5]
Aguas del primer grupo : Estas aguas no abundan en la Naturaleza. Empleando el
concepto de hidrotimetría, significa que la dureza total es igual a la dureza temporal, es
decir, que no existe dureza permanente. Por lo tanto, al hervir esta agua formará
precipitados de CO3Ca y CO3Mg bajo forma de lodos más o menos adherentes. Si el agua
contiene una cantidad algo elevada de SO4= bajo forma de SO4Na2, se formará también
una incrustación de yeso y alcalinidad en el agua de la caldera por tener lugar la reacción:
CO3Ca +SO4Na2= SO4Ca + CO3Na2; si Mg++ es muy superior a Ca++ y el agua contiene una
elevada concentración de Cl— son de temer corrosiones. Estas aguas pueden depurarse
por procedimientos térmicos, con adicion de NaOH y por el sistema de cambio de bases,
mediante cierta condición de purgas.
««Página 140»».
Aguas del segundo grupo: La dureza permanente tampoco existe y contienen cierta
cantidad de CO3HNa. Abundan poco en la Naturaleza. Al hervir actuarán en forma
parecida a las del primer grupo, pero con mayor formación de alcalinidad, CO3Na2 + NaOH.
Es, pues, conveniente mantener las concentraciones salinas entre ciertos límites,
mediante purgas continuas o periódicas.
Aguas del tercer grupo : La mayoría de las aguas pertenecen a este grupo, principalmente
las del cuarto subgrupo. Las del primero, segundo y tercero son raras, pero deben tenerse
en cuenta por existir muchos casos, en los cuales la cantidad de materia supuesta igual a
cero, existe en pequeña cantidad y por lo tanto los fenómenos del subgrupo
correspondiente son aplicables.
Primer subgrupo : Estas aguas no tienen dureza temporal. La incrustación formada será de
yeso, tanto más compacta y dura cuanto mayores sean SO4= y Ca++. Existiendo Mg++ y Cl—
estas aguas son siempre corrosivas, y de aquí la necesidad de depurarlas. El

procedimiento de depuración más perfecto es el de cambio de bases, ya que elimina
totalmente el peligro del Mg++. Se emplea también el procedimiento de sosa.
Segundo subgrupo: Estas aguas son muy agresivas por contener más Mg++ que CO3H—.
Todas las calderas alimentadas con esta clase de aguas presentan corrosiones y
oxidaciones. Si contienen SiO2 se forma, además de la incrustación de Mg (011)2, una muy
dura de silicato de magnesio. Se depuran como las del subgrupo anterior.
Tercer subgrupo : No son corrosivas. Hay precipitación de CO,Ca y de yeso, tanto más dura
cuanto mayor es SO4=. Se depuran igual.
Cuarto subgrupo : Estas aguas se subdividen según contengan una cantidad de CO3H—
superior o inferior a 4,5. El precipitado y los efectos corrosivos de una y otra serán
diferentes. En el caso: CO3H— > 4,5 se
««Página 141»».
combinan los iones Ca++ con un 83 % de CO3H— y los iones Mg++ con el 17 % restante. En
solución quedarán los restos Ca++ y Mg++ Si el contenido total de iones Ca++ en el agua fría
es igual al de iones Mg++, después de la ebullición quedarán en solución más iones Mg++
que Ca++, lo cual representa peligro de corrosión; si Ca++ es mayor que Mg++, cuanto mayor
sea el primero menos peligro de corrosión existirá, y si Ca++ es menor que Mg++ existirá
peligro de corrosión. En cuanto al efecto incrustante, será tanto mayor cuanto mayores
sean los iones Ca++ y SO4=. En el caso: CO3H- < 4,5, la combinación de CO3H— con Ca++ y Mg+
+ queda determinada por el gráfico, no existiendo peligro de corrosión, siempre y cuando
el agua fría no tenga un pH ácido. Estas aguas del cuarto subgrupo se depuran mediante
cal-sosa, sosa, sosa-sosa cáustica, recuperación y cambio de bases (véase capítulo V). En
los casos de peligro de corrosión por Mg++, suele tener más aceptación el último
procedimiento por eliminar completamente los iones de magnesio.
Veamos ahora la acción del ion SO4= con Ca++ para formar yeso, materia sumamente
incrustante, En el (primer grupo esta incrustación será poco importante, incluso, con un
exceso de SO4=. En aguas del segundo grupo, no se encuentra tal incrustación. En las

aguas del tercer grupo tenemos :
Primer subgrupo : Se combinarán todos los iones Ca++ con los iones SO4= presentes,
formando incrustación dura.
Segundo subgrupo : No existirá incrustación de yeso.
Tercer y cuarto subgrupos: Todos los iones Ca++ que quedan en disolución después de la
ebullición se combinarán con SO4= formando SO4Ca, que preciitará una vez llegado a su
punto de saturación.
Como resumen, veamos la interpretación que da el citado ingeniero sobre un análisis que
propone a titulo de ejemplo:
«Se trata de la instalación de una caldera "Babcock
CONTINUAR CORRIGIENDO PAGINA 142««Página 142»».
& Wilcox" de 302 m2, completamente nueva, que vaporizará por término medio 50 m3 de
agua en 16 horas. La presión de trabajo será de 6 a 9 atmósferas. Se destina a usos de
blanqueo, tinte y aprestos. El agua de alimentación es de pozo y su dureza total muy
variable según las épocas del año. La composición media de esta agua es:
Dureza total. 73° h.
CO2 libre . 20 mg. por litro
pH . . 7,7
CO3H— . . 6,9 mg. por litro
Fe. . . 0,0 »
Cl— . . 8,6
Ca++ . 9,7 »
SO4—. . 8,0 »
Mg++ . . 4,9
Na++K+. 8,9 »
SiO2. . . 28,0

NH3 . . 0,0 »
SH2 . 0,0 »
.
Consultando el cuadro expuesto anteriormente, vemos que esta agua pertenece al tercer
grupo, cuarto subgrupo y a las subdivisiones de CO3H— > 4,5 y Ca++ > Mg++. Veamos,
ahora, hasta qué punto puede existir el peligro de corrosión. Se combinará un 83 % de
CO3H— con Ca++ y un 17 % de CO3H— con Mg++ quedando en solución después de
hervir :
9,7 — 0,83 . 6,9 = 4 mg. equivalentes de Ca+ por litro
4,9 — 0,176,9 = 3,73 mg. equivalentes de Mg++ por litro
El resto Ca++ (4 mg. equivalentes por litro) se combinará con 4 mg. equivalente de SO4=
para formar SO4Ca y el resto Mg++ (3,73 mg. equivalente por litro) bajo forma de sulfato
o cloruro puede dar lugar a la formación de Mg0 por su reacción con CO3Ca y a la reacción
cíclica de corrosión, sea por la teoría de for-
CONDICIONES TÉCNICAS DE LAS AGUAS
¡nación de C1H, sea por la descomposición del CL2Mg sobre los tubos, debajo de la
incrustación. Esta agua debe,, por consiguiente, considerarse como muy posible-mente
agresiva y productora de elevada cantidad de incrustación dura y muy mala conductora
del calor por su elevado contenido de sílice. Tratándose de una caldera multitubular, los
tubos se requemarían rápida-mente y además el rendimiento térmico sería bajo. Su
composición descarta el empleo de desincrustantes y de procedimientos electrolíticos.
Para la depuración, fueron estudiados los procedimientos de cal y sosa y de cambio de
bases. Una vez depurada, la composición de esta agua sería, con los dos sistemas, la que
indica--nos a continuación, partiendo de la base que para el procedimiento de cal y sosa
utilizamos teóricamente 526 mg. de Ca(OH)2 y 408 mg. de CO3Na2 por litro, con tina
dureza resultante de 7° h. y sin exceso de sosa.
Con cal y sosa Con cambio de bases
(mg. por litro) (mg. por litro)
Na+. 382 540

Ca" 28 0
Cl- . . 305 305
SO4 . 384 384
CO3 . 42 207
Total 1.141 1.436
1~~1 contenido de sales de 1.141 mg. por litro en el procedimiento de cal y sosa, sería
prácticamente superior debido al exceso de alcalinidad y a los residuos de precipitaciones
en el interior de la caldera. Cualquier deseuido en la dosificación o en la riqueza de los
reac-1 ivo,s o la variación de la composición del agua dura, luirían variar el resultado,
produciendo precipitados por exceso de dureza o una alcalinidad superior a la que da el
sistema de cambio de bases, junto con el pe-1 agro de corrosión Ca — Mg — Cl, muy
probable debido
««Página 79»».
a la gran cantidad de ión cloro que lleva el agua. El sistema de cambio de bases necesitará
de purgas frecuentes para no alcanzar una alcalinidad excesiva. El contenido CO2 no será
demasiado elevado, sobre todo teniendo en cuenta que la ebullición tendrá lugar en
ambiente alcalino. Por estar el agua a cero grados hidrotimétricos y no contener
magnesio, no existirá el peligro de corrosión. Almacenando el agua depurada en un
depósito cubierto, la absorción de gases será ínfima. Teniendo en cuenta que las purgas
serían, tal vez, algo mayores en el sistema de cambio de bases que en el de cal y sosa,
pero que éstas estarían sobradamente compensadas por la ausencia de peligro, corrosión,
incrustaciones y por la facilidad del manejo, fué decidido instalar un depurador de cambio
de bases, alimentado bajo las siguientes normas: Agua a 0° h. (la mezcla con agua dura
presentaría el peligro de introducir sales de magnesio), límite de concentración de
cloroión: 4 gr. por litro; límite de concentración SO4= : 8 g./1.; alcalinidad : (CO,Na2/4,5) +
NaOH no inferior a 400 (oxidaciones) y no superior a 2.000 (corrosiones). Empezada la
alimentación se vió que llegando a una concentración de 2° Bé. nos aproximábamos al
límite de C1-, mientras que la alcalinidad no era superior a 1.400. Ello indica que con esta

agua se llega más prontamente al límite de cloruros que al de alcalinidad. Para las purgas
se tomó como norma de seguridad la de extraer agua de la caldera cuando se alcanzara
1,5° Bé., lo que correspondía, aproximadamente, a una extracción diaria (en dos o tres
veces) de un total del 5 % de agua alimentada.»
g) Aguas toleradas. — En términos generales se dice prácticamente que las calderas de
gran rendimiento, o sea las de tubos verticales, necesitan para su alimentación agua pura,
las de tubos de agua, un agua que tenga a lo más 12,5 grados franceses de
dureza,mientras en las de tubos de llamas pueden utilizarse aguas de 21,5° a 25° franceses
de dureza.
Sin embargo, SPLITTGERBER señala, a través de un estudio, las impurezas permitidas en el
agua de las calderas, afirmando que la concentración del contenido en ellas puede
tolerarse hasta: 5 mg. por litro de oxígeno, :;5 mg. por litro para el CO, y menos de 20 g.
por litro para las sales solubles (2 grados Baumé; para la dureza permanente menos de 2°
h., para el hidrato sódico menos de 2 g./l., para el CO3Na2 menos de 3 g./l.). Por otra
parte, ni el contenido de NaOH ni de CO,Na, debe ser menor que 0,4 y 1,8 g./l.,
respectivamente. Ambos ,í:lcalis pueden substituirse en la relación de 1 a 4,5, así que, por
ejemplo, puede alcanzarse la alcalinidad dicha con 0,3 g. de NaOH y 0,45 g. de CO,Na, por
litro. Según OLSEwsKI, el agua también debe desacidificarse hasta una concentración
hidrogeniónica pH = 7,5, por lo menos.
Con respecto a ese punto es interesante ver lo que refiere SPLITTGERBER, quien afirma
que toda disolución acuosa que no sea marcadamente alcalina, posee un cierto poder de
disolución respecto del hierro y, por lo tanto, es causa de la corrosión. En la oxidación de
las planchas y tubuladuras de las calderas de vapor, desempeña un papel muy importante,
juntamente con el contenido en sales y oxígeno del agua, el valor de sut concentración
hidrogeniónica. Su determinación, se-
i n el referido autor, constituye, con la valoración, el ,IUxiliar más importante para el
ensayo del agua de I l i nentación.

Mientras que con un pH que llegue a alcanzar has-Ia, 5 tiene lugar una corrosión muy
aguda, cuando su valor fluctúa entre 5 y 10, la corrosión es mínima, debido a la formación
de una capa de óxido protectora (II) (pie, hasta cierto punto, está en contraposición a
nuestras anteriores afirmaciones). Con un pH más ele-vado de 10 ya no se produce
ninguna corrosión percepl 1111 P. SPLITTGERBER sigue manifestando que para evitar
.I. Ji. Puig. — El agua en la industria textil
'_!!lI llll
««Página 80»».
146 EL AGUA EN LA INDUSTRIA TEXTIL CONDICIONES TÉCNICAS DE LAS AGUAS
147
ti
la corrosión producida por el agua de alimentación de las calderas, precisa un número
mínimo de sosa cáustica de 400 mg. por litro. A 18° C. corresponde a ese peso un pH =12,
en el supuesto de que estén ausentes otras sales que puedan variar este valor; a
temperaturas más elevadas corresponden valores del pH sensiblemente inferiores, lo que
debe tenerse presente tratándose de aguas de alimentación calientes.
Por ejemplo : el valor del pH de una disolución de 0,4 g. de NaOH por litro es 12,1 a 20° C.,
el de esta misma disolución a 70° C. es de 10,7 y a 200° C. de 9,4. En la tabla siguiente, cita
las relaciones entre los va-lores del pH y el número de NaOH a diferentes temperaturas,
siempre en el supuesto de que la alcalinidad provenga exclusivamente de la NaOH:
Valor del pH Valor del pH
NaOH (en mg(l) a20° a70° NaOH (en mg/l) a 20° a 70°
100 10,05 1.000 12,51 11,06
200 10,35 1.500 12,68 11,23
400 12,10 10,65 2.000 12,81 11,36
600 12,30 10,84 2.500 12,90 11,45
800 12,40 10,96 3.000 13,00
Concluyendo, pues, los efectos de la concentración hidrogeniónica sobre tubos y
depósitos metálicos, en general, es conveniente decir que el valor del pH más adecuado

contra la corrosión, es para los que están constituídos de hierro, de 9,5 a 11, y para los
construí-dos a base de cinc, casi un valor opuesto : 1,5, aproximadamente.
19. El agua para el macerado de las fibras vegetales largas y duras.
Las plantas industriales de carácter textil como las del lino, cáñamo, yute, esparto, formio,
abacá, etc., saben muy bien todos los especialistas que poseen el hazde fibras utilizables
por nuestra industria bien en el tallo (caso de las tres primeras que se han citado) o en las
hojas (caso de las tres últimas). En cualquiera de estas plantas, empero, las fibras no se
hallan libres, sino reunidas entre sí y aprisionadas por un aglutinante o cemento
engendrado durante el crecimiento de la planta por simple metabolismo natural; en el
caso del lino y cáñamo, por ejemplo, las fibras se encuent ran en el líber, o sea entre el
leño y la corteza del tallo. Para lograr la bonificación de estas fibras vegetales (llamadas
largas o duras, según procedan de las tres primeras o de las demás, respectivamente) es
preciso liberarlas de aquel aglutinante que no es más que un complejo de materias resino-
gomosas del tipo pectínico. Para ello, o sea para obtener o separar la hilaza propiamente
textil, conviene someter los tallos o las hojas a la operación llamada vulgarmente enriado
o, más propiamente, macerado.
Esta maceración de la parte interesante de la plan-ta se viene realizando por varios
procedimientos, según el lugar, el grado de civilización o los adelantos científicos de que
gozan quienes se dedican a tal explolación. Puede ser de carácter natural o artificial si se
practica al agua corriente, al agua estancada y al aire libre o por procedimientos químicos,
biológicos, etc. M ientras la categoría textil de las fibras vegetales lar-gas podemos decir
que ha estimulado la investigación y el hallazgo, a este respecto, de nuevos y más
perfectos métodos de maceración, la utilidad más vulgar de las fibras vegetales duras, ha
conducido en algunos vasos, a substituir el típico y más rudimentario enriado o macerado,
por procedimientos puramente mecánicos, mino ocurre con el formio, por ejemplo, cuyas
hojas antes se maceraban en un baño caliente de jabón o sosa y modernamente se
emplean ya, para ello, simples mái I I i uas de batido.
I,a bondad de estas fibras largas o duras, sus carac-1 erísl icas y propiedades ulteriores,
dependen siempre

««Página 81»».
4
148 EL AGUA EN LA INDUSTRIA TEXTIL
de la serie de operaciones preliminares a que se han sometido, entre las que, junto al
agramado o triturado y espadillado, destaca el macerado como fundamental. A su vez,
éste o sus efectos van íntimamente ligados con la naturaleza o composición del agua,
puesto que ésta es el medio básico donde se desarrolla la operación.
Antiguamente, y como sea que el macerado proviene de tiempos muy remotos, no se
prestaba gran atención a esta operación ni mucho menos se entretenían en estudiar, los
que la practicaban, los fenómenos que podían ser el origen o causa de su preferencia; más
aun si tenemos en cuenta que, siendo antes el cultivo de estas plantas meramente
exótico, quienes se dedicaban a bonificar las fibras eran, hasta cierto punto, los indígenas
de países poco o nada civilizados. Al generalizarse, pues, la producción de estas plantas y
trascender su explotación a países cultos, como los europeos, aunque hubo tendencia
paulatina al mejoramiento de los métodos, gracias a la cual hoy se dispone de perfectos y
eficientes sistemas, no pudo evitarse que se in-filtraran también aquéllos que, por inercia,
venían practiáando los más rudimentarios campesinos, algunos de los cuales quedaron y
persisten, entre los explotadores menos pudientes, como práctica que, por peligrosa, se-
ría necesario desterrar.
Uno de los aludidos es el macerado en agua estanca-
da, embalsada o encharcada. Este procedimiento lo em-
plean los indios para macerar el yute; en España se
utiliza, también, para ablandar la hoja filiforme del
esparto y, de manera muy general, se realiza, entre
otros países, en Rusia y en casi todos los puntos de
Irlanda que se dedican a bonificar las fibras vegetales
largas del lino y cáñamo. Para ello, se crean balsas ex-
cavadas en el mismo terreno o se construyen depósitos
ex profesos que se alimentan, bien con el agua de lluvia,

o mejor, con el agua conducida de algún río próximo.
Si tenemos en cuenta que el macerado no es otra cosa
LA. que una operación que tiene por objeto procurar la de-
CONDICIONES TÉCNICAS DE LAS AGUAS 149
!rndaeión enzimática de las substancias pécticas, para deja r en libertad los haces fibrosos,
separándolos del la l lo, se comprenderá fácilmente que los tallos y hojas verdes
sumergidos durante unos días en esos embalses, producirán, primero, una fermentación
de carácter ácido que ne luego se convierte en pútrida, con desprendimiento de gas
sulfhídrico, amoníaco, etc. Por este pro-
seuIitiiiejito, el macerado resulta algo más rápido( por
j iiiplo, que por el método del agua corriente, del que l u..9» hablaremos, por la sencilla
razón de que las ma-1-,rias orgánicas retenidas por el agua coadyuvan a la I.ernas1lación,
si bien, por ser ésta más tumultuosa. su-pone el peligro de que se produzca una
destrucción del tejido rehilar de la fibra, perjudicando, a fin de cuentas, la bondad de ésta.
El desprendimiento de los gases citados y (le ciertos miasmas convierten, sin duda, esta
operacióu en una práctica malsana, ya que las citadas ama naviones son de todo punto
antihigiénicas, por (lar lugar ;I Ia, malaria o fiebres producidas por las emana-..aa s
palúdicas. Según dictamen de ciertos médicos, us,f,-,, fiebres son engendradas por los
protozoarios transpoi Indos por el sistema bucal de los insectos díperos qpw, abundan por
los alrededores de estos embalses.
i II r-- ii po de macerado es el que se realiza al agua .) o r t e n l a y que sigue en
inconvenientes al del agua estancada. I+',s éste el sistema más en boga de todos los 1 )
(sapos y se prodiga en todos aquellos lugares donde
disponer del cauce de un río (de aquí el nombre fis -~ni`in-In o enriamiento). Para ello se
trabajan las 1-)-_jas .- los Tallos colocándolos en cajas de listones, pules-bol -li) pi,' -,
inclinadas y sometidas a la acción del agua F 4o - que las cubre hasta algunos centímetros
por )+,wat, p;ira ello es necesario que el álveo sea algo ido! anda y no es menester que la
corriente sea muy
isol-+,I-i,-~ ti, I,a;;it con que las aguas se deslicen lenta-¿ -¿ 4)05 Tanto en esle

procedimiento como en el anterior,
{I(;i)r,-ll;~, ;, través de los días, una microflora de
1-- r 11(auu;-)s que es la que al cabo de dos o tres
««Página 82»».
150 EL AGUA EN LA INDUSTRIA TEXTIL
semanas (en el caso concreto del sistema al agua corriente) ha desarrollado la acción
macerante propuesta. Este método da lugar, como es natural, a las mismas emanaciones
citadas en el caso anterior, las cuales esparcidas en parte por el aire son causa de
idénticos fenómenos antihigiénicos. Otra parte es arrastrada por las aguas con el grave
peligro de que llegue a matar la fauna fluvial, ya que la pectina se solubiliza en el agua,
dada la alta afinidad que para con la misma le comunican los grupos hidrófilos de su
molécula, y puede ser en todo punto perjudicial para los fines de quienes, curso abajo,
deban utilizarlas de nuevo. Con el fin de acelerar esta operación, que tiene a una cierta
temperatura su acción óptima, en muchos lugares se practica durante los meses calurosos
y, en otros, se solventa el factor retardante que es el agua fría con la adición de ciertos
acelerantes, cual es la disolución en el agua de un 1/2 a 1 % de ácido sulfúrico que
descompone la pes-tosa y la hace más brevemente soluble y eliminable por lavados
ulteriores. Vistos los inconvenientes de índole higiénica que este procedimiento trae
consigo, en algunos países avanzados que hoy siguen valiéndose del mismo, incorporan
periódicamente al agua ciertas substancias desinfectantes o meramente alcalinas que,
neutralizando la virulencia de la reacción ácida que tiene lugar en la primera fase de la
fermentación, evita o aminora su paulatina transformación en pútrida.
Las substancias pécticas se convierten, pues, en in-solubles en agua, pero pasan a serlo en
los disolventes orgánicos, por esterificación (nitropectinas, acetilpectinas). Así pues,
puesto que la pestosa o substancias pécticas adheridas a las fibras se transforma en
pectina soluble y ácido péctico insoluble, el primero arrastrado directamente por el agua
corriente y el segundo que queda sobre la fibra (por ser el que da el aspecto brillante a la
superficie de la misma) o que se sacude por sucesivos lavados, se comprenderá fácilmente

que las aguas no deberán contener cantidades importantes de
CONDICIONES TÉCNICAS DE LAS AGUAS 151
sales insolubles de cal, magnesio, sodio, etc., que darían lugar a la formación de pectatos,
de aspecto opaleseente o menos brillante difícilmente eliminables. Por eso, algunos
autores dicen que las aguas para llevar a ",,1)r el macerado natural no deben marcar más
de 12° franceses de dureza y aunque, por ser ésta una operaeión manual realizada en el
campo por gente poco ex-perla, no se para atención ni se da gran importancia a su
significado, hay que recordar a aquellos que se de-
dican al tráfico de estos textiles, que el afamado lino belga de Courtrai, que por su
excelente . calidad es tan bien acogido en los mercados, ha sido siempre enriado en las
puras aguas del río Lys del que hablábamos en I,,íginas anteriores. Por lo que llevamos
expuesto, se eumlrrenderá que el agua no debe contener más que razas de NH3 y SH_,, ni
nitritos, ni materias orgánicas eu cantidad y, a ser posible, ni hierro, ni manganeso. Sin
embargo, puede ser favorable un ligero contenido :leido a base de iones SO4=, C1-, etc.
Cuando el macerado se lleva a cabo en dos períodos, ,nele admitirse una leve tolerancia,
especialmente en
contenido de materia orgánica y hasta de algunas sales fácilmente solubles y ácidos libres,
en el primer ¡lempo, pero debe exigirse una : mayor escrupulosidad „I elegir las' aguas del
segundo tiempo. No obstante, del,e tenerse presente, en la primera fase, que si bien
los ;i(i,los libres del agua pueden actuar como agentes vala,liz;ulores acelerantes de la
fermentación, a medida
ésta avanza y por formarse la pectina soluble, es i., tiveuiente regular también el
progresivo aumento de rrciilez que se produciría en el agua, pues si no se atajara
sullrecuantía, el exceso podría conducirnos a una ili t ra,I,Iuión de aquélla, que no
conviene. Si los enria-Irra se efectúan con cierto esmero y una buena direcii,n lócaiea,
cuando aquello se observa se efectúa una , pida renovación del agua o bien se agregan
ciertas di osas ,lel lil)o NaOH, CO3Ca y hasta NH,, que luego I,u„I,i,'n 'Hielen ser
perjudiciales.

««Página 83»».
En estos casos en que el macerado que se practica es de índole natural juega un papel
muy importante el desarrollo de bacterias aerobias o anaerobias. Es muy interesante, por
tanto, tener en cuenta eso, pues cuan-do obren las fermentaciones bacterianas aerobias
será muy conveniente que el agua posea una fuerte dosis de oxígeno. A este
comportamiento obedece, en principio, el otro procedimiento de macerado natural tan
practicado en Rusia como es el llamado al rocío o al aire. Para ello los tallos o las hojas,
reunidos en pequeños manojos, se extienden sobre prados (suelos tapizados de hierba),
renovando frecuentemente la superficie del material para que esté uniformemente
expuesta al ambiente. Si el tiempo es seco actúan en la maceración estricta-mente las
bacterias aerobias, en cuyo caso el proceso completo puede llegar a durar hasta dos
meses, pero si el tiempo es húmedo, o sea que el textil recibe los favores de las
inclemencias del tiempo (lluvia, rocío, humedad del suelo, calor solar y viento) entonces la
fermentación aerobiana se ve favorecida por el desarrollo de la ya citada microflora, y el
macerado puede lograr-se sólo en tres semanas. En este caso, más sano que los anteriores
y sólo practicado en lugares donde se carece de agua superficial o. subterránea ya
alumbrada, las bacterias aerobias y los mohos constituyen en conjunto el holofermento,
siendo el calor solar el agente activador.
El macerado artificial, tanto por el estudio profundo y constante de que procede corno por
ser regulado por el hombre, no sólo constituye un avance técnico y una salvaguardia para
la salud pública, sino que, hasta cierto punto, racionaliza la práctica de manera que los
resultados perseguidos sean más favorables para el uso ulterior a que ha de someterse el
textil bonificado.'4Existen, actualmente, tres grupos bien definidos: en' agua caliente
estancada, en agua corriente ligeramente calentada y con la adición de cultivos de bacilos
seleccionados. Todos ellos constituyen, pues, una primera faseindustrial, dentro de los
suministros de la amplia rama l exi;il, ya que se trabaja en pilas o depósitos especiales
provistos de mecanismos de agitación, calefacción, etc.

El primero de estos procedimientos de maceración artificial, hoy muy en boga en el centro
de Europa, consiste en aprovechar el calor (vapor) para dar al agua la, temperatura que
puede favorecer mejor la acción biológica; en términos generales de 28° a 37° C. Siendo,
pues, en este caso, el calor el elemento regulador o activ:Inte, no son menester ya
acciones secundarias y, precisamente por eso, es recomendable utilizar aguas bien
depuradas, esto es: de unos 5° hidrotimétricos, a ser posible, exentas de hierro,
manganeso, sales fácilmente solubles, etc., y sólo puede tolerarse una ligera presencia de
materia orgánica y algún porcentaje de ácidos libres, siendo necesaria, por otra parte, una
buena do-sis de oxígeno (que si no existe, muchas veces se pro-cura artificialmente por
insuflación), ya que primera-mente entran en acción las bacterias aerobias (bacilos
i)ectinobacter amylophilum, arterosporus, maceraes, etcétera). Cuando estos
microorganismos han descompuesto las materias más inestables, y se reúnen en. la
superficie de la tina formando un caldo opalescente y espumoso, entonces entran en
acción las bacterias anaerobias (bacilos falsineus y maymonei) que son las que solubilizan
la pectosa, transformándola en pectina, y ésta pasa a su vez a ácido péctico gelatinoso en
preseneia, de trazas de sales de calcio. Ciertos autores calculan que un agua de 5° de
dureza otorga ya la cal sufi-('.iente para que se produzca esta conversión y estiman
He una mayor cantidad puede ser ya perjudicial. Si bien la temperatura es factor
importante (a 37° C. el barda falsineus sólo necesita emplear 3 días para su r; Iba jo y, en
cambio, a 30° C. invierte 7 días), también importa mucho el control del pH, sobre todo
cuando .m1rari en acción los microorganismos anaerobios, ya que la pectosa, por ejemplo
(diastasa coagulante que r;Iu sl'orma la pectina en ácido péctico), tiene su pH
««Página 84»».
154 EL AGUA EN LA INDUSTRIA TEXTIL
óptimo a 4,3. La acidez libre, pues, debe ser la suficiente para dar este exponente. Otras
veces, sin embargo, puede convenir amortiguar esta acidez, lo que se hace
industrialmente añadiendo al agua, creta o determinados bicarbonatos alcalinos, etc.
Respecto a este particular debemos decir que, influyendo mucho la naturaleza del agua,
su composición debe responder siempre a las características que más convienen al tipo de

la fermentación que se produce, pero, no obstante, siendo éste un proceso local o
industrial será siempre de alta conveniencia utilizar agua corregida y anteriormente
filtrada, para asegurarnos de que sus impurezas son mínimas. Es preferible, en estos
casos, que sea la mano del químico la que, guiada por sus conocimientos añada las
substancias modificantes.
El segundo procedimiento, o sea el del agua corriente calentada, es análogo al anterior,
con la sola diferencia de que aquél se verifica en depósitos con agua quieta o movida
artificialmente y éste en un canal con agua circulante y,_ por tanto, de renovación
constante. En ambos procesos la duración es de unos 3 días, o mejor diremos, de 50 a 120
horas, y en el último el caudal ácueo debe ser mucho mayor.
El último procedimiento antes citado, con adición de bacilos seleccionados, es una
modificación de los dos sistemas anteriores con la sola particularidad de que es el
hombre, en este caso, el que dispone el tipo de la fermentación. El sistema Rossi, por
ejemplo, emplea macerantes aerobios (especialmente es utilizado el bacilo comessi) con
los que no existe peligro de atacar la fibra, aunque la fermentación sea más prolongada. El
sistema Carbone, por ejemplo, actúa con anaerobios (bacilo falsineus) de acción más
enérgica, pero con el inconveniente de que una vez agotadas las materias pécticas actúa
preferentemente sobre la celulosa. En este caso, el bacilo se obtiene por precultura de -la
pa-tata; su pH óptimo oscila entre el espacio 4 y 5, y puede invertir gradualmente la
celulosa en sacarosa, etc.,
CONDICIONES TÉCNICAS DE LAS AGUAS 155
pan el caso expuesto. En el sistema Carbone, pues, por I)rel'erir la acción anaerobia, es
conveniente que el agua no contenga oxígeno en absoluto, ya que éste podría colaborar a
la formación de una oxidasa que conduciría, una vez eliminada la substancia péctica, a la
trans-I'ormación gradual de la celulosa constituyente de la fibra en CO, y H2O. En los
sistemas Rossi y Carbone, el agua utilizada no debe contener ni materias orgánicas ni
nitritos en ninguna proporción, para evitar que estorben el proceso previamente
concebido o el que tengan lugar falsas fermentaciones.
Aunque hasta ahora no hemos hecho referencia a este punto, debemos advertir que el

agua útil para cual-quiera de los procedimientos de maceración descritos, debe ser pobre
en contenido de PO4 , para evitar cier-Ios fenómenos de óxidorreducción no muy
esclarecidos I odavía, pero sí muy perjudiciales por comprobación.
Si realmente el agua de premaceración debe estar bien analizada, el hecho de que el caldo
o agua de post-maceración contenga productos resultantes de la fermentación, tales
como el CO,, II, etc., y los ácidos butírico, acético, láctico, etc., nos da a entender que tras
la preocupación que nos infunde el agua a suministrar, no menor problema ha de ser el de
la evacuación de la misma una vez nos haya prestado el servicio, puesto que contiene un
cúmulo tal de bacterias y, cuando no, de toxinas, que no es de conciencia humana
abandonarla, tal cual, a un curso libre, pudiendo posteriormente llamar la atención a otros
consumidores con el consiguiente peligro. De eso se hablará en el capítulo VI.
Finalmente debemos añadir que, según la patente inglesa BP 569.849, pueden
regenerarse los baños de enriado cuando se opera con agua estancada, con objeto (le
reducir el gran consumo de agua que se requiere. Según dicha patente, los baños de
enriado una vez usa-dos tienen carácter ácido. Si se insufla aire a su través, el líquido pasa
a neutro primero y a alcalino después. I,a presencia del oxígeno determina la acción
bacteriana
««Página 85»».
156 EL AGUA EN LA INDUSTRIA TEXTIL
sobre las materias orgánicas perjudiciales del baño, oxidándolas y quedando el baño
aprovechable para otra maceración. Esta regeneración puede realizarse cuatro o cinco
veces, hasta que el líquido contiene cierta cantidad de barros que, floculándose sobre la
fibra, pueden perjudicar el éxito del enriado. Deben insuflarse de 30 a 40 pies cúbicos de
aire por minuto para regenerar baños capaces para enriar 5 toneladas de hilaza.
20. El agua para el lavado industrial de la lana.
a) Lavado en vida y deschurrado. — Es del dominio de todos que la lana, por ser el pelo
que viste el cuerpo de la oveja,-está expuesta a recibir una serie de impurezas de todo
ordeq(adheridas y flotantes), según los caprichos y lugares que frecuenta la res, y que se
mantienen o mantendrían formando parte del vellón ya esquilado. Alguna que otra vez,

gracias a los productores pecuarios de esta especie que aun viven con mejor celo su
profesión, es posible asistir, en algunos parajes, a los llamados lavados a lomo, en vida o al
río. Éstos tienen por objeto obtener, antes de llegar al esquileo, cierto grado de limpieza,
eliminando parte de las substancias flotantes (tierra, polvo, etc.) y parte de las materias
adheridas (grasas, excrementos, etc.) _Como muy bien describe RIQUELME, "para ello se
hace discurrir el ganado por algún riachuelo, cuyas aguas arrastran par-te de las impurezas
que lleva el pelo; un zagal ayuda a la limpieza frotando el cuerpo de los carneros u ovejas
(abriendo el vellón con las manos para que penetre bien el agua). 1 Cuando se quiere
efectuar el lavado a lomo con más 'eficacia y aprovechamiento de las aguas. de lavado, se
aprisca el ganado Lacia unos grandes es-tanques, haciéndole entrar y salir por suelos
inclina-dos. Un obrero frota enérgicamente el cuerpo de cada animal, cuya lana sufre el
lavado, siendo preferible el agua algo tibia, que disuelve y emulsiona gran parte de
CONDICIONES TÉCNICAS DE LAS AGUAS 157
las Ipateria tenues, suciedades pegadas al pelo, suar-
l,r, etc.". Ci.
Il;sta práctica muy conveniente como fase preliminar, para la industria lanera, da mejor
aspecto a la fibra y facilita la economía del transporte, pues disminuye .0 peso bruto; sin
embargo, el lector deducirá rápida-mente por la prestancia observadora que venimos
imprimiendo en los conceptos del presente texto, que el agua que resulta de este lavado
cuando se efectúa en uu río deja de ser apta para otros usos a cuyo fin se la colecte
ulteriormente. No importa, precisamente, que el agua sea de una gran pureza para
efectuar este lavado manual y basta con que tenga buen aspecto (clara o blanca, como se
suele decir, y transparente), pero la que resulte al pasar por ella las ovejas y someterlas al
banado, máxime tratándose de riachuelos de poco caudal, se ensuciará de grasa, de
materia orgánica (excrementos o cascarrias adquiridas en el establo, etc.). Hasta cierto
punto, no sería esto un grave inconveniente si no fuera que a veces apareja ello el riesgo
de infectar las aguas, pares los animales son bañados en el transcurso de su existencia o
antes del esquileo, indistintamente, sin andar muy atentos sobre su estado de salud que
puede, muchas veces, estar comprometido por enfermedades sumamente contagiosas

(viruela, carbunco, glosopeda, etc.), y que no sólo puede infectar las aguas y hacerlas
peligrosas para usos siguientes, sino incluso, provocar la epidemia si, por ejemplo, a unos
metros más abajo otros animales apagan con ella su sed.
Tenga o no lugar este lavado rudimentario y después de efectuado el esquileo y el batido
de los vellones, se puede proceder a la operación llamada deschurado (no siempre
practicada) y que representa la fase industrial preliminar al lavado propiamente dicho. A
tinque la denominación parece indicar que se trata de una operación conducente a
separar del pelo el churre, suarda o mugre (algunos interpretan bajo cualquiera de esos
nombres todas las impurezas en conjunto, otros
««Página 86»».
158 EL AGUA EN LA INDUSTRIA TEXTIL
sólo la grasa y otros las substancias meramente solubles) en realidad se trata siempre de
eliminar en esta primera fase las sales potásicas que contiene el pelo como provinentes de
la función fisiológica o secreción normal de la piel del animal, mediante las glándulas
sudoríficas ; aunque en alguna ocasión tenga linar, rara vez se elimina una primera
cantidad de grasa (para lo
( cual es preciso templar el agua a unos 45° C.): Para la
4 eliminación normal de esas sales potásicas, otras materias solubles, tierras, polvo y
cascarrias, es también suficiente un agua estrictamente pobre en impurezas, pero límpida;
no importa que sea algo ácida o que con-tenga amoníaco, oxígeno o algo de dureza (no
superior a 20° h. siempre que no se caliente para procurar también un desengrasado
preliminar), pero no debe contener hierro, manganeso, materia orgánica, cloro, silicio ni
otras partículas sólidas./ Como que a medida que el baño se prolonga al concentrarse, se
colorea y ensucia, es necesaria la regeneración constante del agua y no entretener mucho
en tales baños al textil. El agua sucia, según veremos en el último capítulo, tiene su feliz
aprovechamiento. Algunos autores, no diremos optimistas pero sí poco exigentes y algo
confiados, aseguran que los baños densos de potasa así resultantes (a unos 12 grados Bé.)
son capaces para emulsionar una gran parte de la grasa que contiene la lana, si bien no
ciertas ceras o grasas superiores a la lanolina. El industrial, aun aceptando ese criterio

fidedigno sabe que, a pesar de ello, debe también proceder ulteriormente a un la--vado a
fondo para perfeccionar la limpieza total, y ante eso prefiere prescindir del uso de estas
aguas que son la causa de que, por la suciedad adquirida al cabo de un tiempo, amarillee
la fibra, y resolver en un lavado perfecto y único el desengrasado total. Debido a este
criterio, a veces se prescinde del deschurrado y se entran los vellones directamente a los
leviatanes; sin embargo, no se puede prescindir tan fácilmente de aquella operación
cuando la lana se recibe muy sucia (a veces con
CONDICIONES TÉCNICAS DE LAS AGUAS 159
1 1.l n) i l la, adquirida a través del transporte en f erro-r r i I) o cuando no ha sufrido un
lavado a lomo, debiendo convenirse que nunca estará por demás.
1)) Desengrasado en el leviatán. —Independiente-mente de las operaciones anteriores,
ésta, que se verifica en las clásicas barcas denominadas leviatanes, tiene por objeto
extraer todas las materias grasas que contiene el textil. Esta es una operación que nunca
se
i te, y cuando no se ha efectuado el deschurrado previo, además de eliminar la grasa,
ejerce también la limpieza total de las fibras lanuginosas, en el sentido de substraerles las
otras materias solubles como las antes citadas sales potásicas. (En la industria, el lavado
en vicia, o sea la eliminación de materias insolubles como la tierra, polvo, etc., se lleva a
cabo mediante un previo cernido mecánico que antecede al lavado.)
Para efectuar el desengrasado o lavado propiamente dicho de la lana se cita el uso de
innumerables substancias y productos y se interpretan infinidad de fórmulas más o menos
complejas con la pretensión de sacar el máximo partido en la limpieza. Antiguamente se
limpiaban las lanas con orina por contener ésta una preciosa cantidad de carbonato
amónico, sal que en disolución, ejercía un perfecto lavado y no estropeaba por ataque la
fibra. Después se substituyó el empleo de la orina (práctica un tanto desagradable) por el
propio carbonato amónico preparado químicamente, y puesto que esa substancia ha ido
encareciéndose, se ha prescindido de ella y se basa el lavado en la acción detergente de la
sosa Kolvay o carbonato sódico y, mejor aún, en el carbonato potásico.Los lavados
metódicos actuales, sin embargo, se preparan a base de baños de sosa y jabón con el fin

de aprovechar el alto poder detergente de los oleatos y disminuir la peligrosa alcalinidad
que puede originar un baño estrictamente de carbonato sódico,aunque como liemos
insinuado y especificaremos luego, se emplean con favorable éxito otra serie de
productos. Un buen la-
lHl~~a~ ~ui!IIIIIIII' ',~,~!gul~~
««Página 87»».
CONDICIONES TÉCNICAS DE LAS AGUAS 161
llamo de Agua, pero ninguno con tanta frecuencia (.(Hilo la lana, la que aparte de ese
desengrasado previo chal que estamos tratando, suele recibir otros que también están
destinados al mismo fin, ya que una vez aliad nada la grasa natural que posee el pelo
lanar, éste dehe ser engrasado de nuevo (ensimaje) para suavizar su superficie y darle
facilidad de deslizamiento ante las I'utnras operaciones de hilatura. Aprovechamos ahora
la oportunidad de hablar del lavado con agua y jabón, al el tratamiento de la lana, para
desarrollar somera-mente la teoría del mismo, que será aplicable y servirá de fundamento
y explicación a las operaciones análogas practicadas sobre otros textiles, a las que
haremos alusión en lo sucesivo alguna vez.
Las disoluciones de jabón, como todos sabemos, emulsionan las grasas e incluso los
aceites minerales, y a ello se debe su acción detergente. En dichas disoluciones acuosas se
forma álcali libre que disuelve las grasas; por otra parte, tiene lugar una disminución de la
tensión superficial entre la suciedad, la grasa y el agua, lo que facilita la humectación del
textil a lavar y quita la suciedad, El especialista alemán CHWALA nos da una breve y
concisa explicación actual del lavado, con las siguientes palabras : "Al separar la suciedad
de la superficie de una fibra, se substituye la superficie de contacto fibra-suciedad por las
otras superficies libra- y suciedad-agente de lavado; las fuerzas electrostáticas son los
principales determinantes del fenómeno, comunicando los jabones adecuados cargas
eléctricas del mismo signo a la suciedad y a la fibra y determinando la repulsión recíproca.
En la manipulación de las fibras vegetales, animales y artificiales, se trata principalmente
de fenómenos coloidales, pues lo mismo las fibras que los colorantes y la mayor parte de
los productos auxiliares son coloides. Tales fenómenos acaecen en las superficies límites
de las fibras y las substancias (magnitud de las partículas 10—6 cm.), jugando presiones
capilares de 100 a 500 atmósferas (p = 2d/r;
11. — J. B. Puig. — El agua en la industria textil
160 EL AGUA EN LA INDUSTRIA TEXTIL
vado por ese tradicional y añejo método a la sosa y jabón, se funda en emplear jabones
blandos (a base de potasa) y, en vez de sosa Solvay, carbonato potásico o una mezcla de
los dos. Este excelente baño resulta un poco caro en la práctica.
Para realizar un buen desengrasado es de singular importancia que el agua, en cuanto a su
calidad, sea de la mayor pureza posible, ya que cuanto menos dura sea, menor cantidad
de desengrasantes se consumirá y el textil quedará más limpio y de tacto más fino y
suave. En el lavado de la lana recién esquilada o de los tejidos a base de esta fibra (según
veremos posteriormente) la cal y el magnesio del agua son perjudiciales, no sólo porque
neutralizan una parte del jabón, sino porque además el jabón alcalino (calcáreo o
magnésico) que se forma se elimina con gran dificultad de la fibra en la que queda
adherido casi totalmente, y cuando ha de absorber el mordiente o el color, se tropieza con
una serie de inconvenientes muchas veces insuperables.. Cuando se lava la lana con sosa u
orina solamente, la cal y el magnesio son menos perjudiciales, porque los carbonatos
precipitados sobre la fibra pueden eliminarse con más facilidad, aunque según que el
grado de dureza del agua sea mayor o menor, se consume más o menos cantidad de
carbonato sódico, potásico o amónico. Concretando, el agua para esta clase de lavado
debe marcar cero grados hidrotimétricos, pero además, debe estar exenta, en especial, de
hierro, manganeso, aluminio, materia orgánica, nitritos, ácido sulfhídrico, anhídrido
carbónico y radicales Si02j sólo así puede conseguirse, para la lana, su mejor tacto.. La
presencia de cierta acidez libre (siempre que no supere un pH = 4) puede hasta ser
beneficiosa.
c) Teoría del lavado a base de agua y jabón. — Todos los textiles y sus manufacturados, a
través del largo proceso elaborativo que siguen, sufren incesantes lavajes, especialmente
en su paso por las secciones del

««Página 88»».
siendo p = presión capilar; d=- tensión superficial en la superficie de separación; r =
diámetro de los capilares). Por ello hay adsorciones y corrimientos de concentración en las
superficies límites, de modo que los colorantes, detergentes y otros productos auxiliares
pueden depositarse, desde baños acuosos, a la concentración de 0,1 a 0,2 %, en forma de
capas moleculares sobre la fibra."
Los jabones, compuestos solubles de sodio o potasio de los ácidos grasos, no se disuelven
o se disuelven mal en aguas que contengan cal o magnesio ; sólo después de precipitar
todo el calcio o magnesio contenidos en el agua dura en forma de estearato, palmitato u
oleato insolubles, según la procedencia del jabón, aparece espuma y se manifiestan sus
cualidades detergentes. El agua dura, pues, inutiliza una parte del jabón y las nuevas sales
de los ácidos grasos formadas se separan parcialmente en forma de copos adhiriéndose
en los textiles y en parte quedan divididos coloidalmente en la disolución de jabón, que
actúa como coloide protector. De esta manera, además de ensuciarse las fibras o los
tejidos, éstos adquieren un olor a rancio, corno se ha dicho (por enranciarse, con el
tiempo, la materia grasa), y la espuma tan necesaria tampoco se forma o, como hemos
enunciado, tarda en manifestarse. Igual-mente, la capacidad de chupar aumenta al lavar
los tejidos o las fibras con jabón y aguas blandas y disminuye al lavar con jabón y aguas
duras. El resultado definitivo vemos es un consumo grande e inútil de jabón en el lavado y
el deterioro o menoscabo de las fibras y las telas por el prolongado trabajo mecánico a
que se las ha de someter, y la adhesión a ellas de las sales in-solubles de los ácidos grasos
que, por otro lado, les da un aspecto amarillento y las deja ásperas y como acartonadas
una vez secas.
Según ciertos estudios, 1 m3 de agua de 18° franceses de dureza consume inútilmente de
1,6 a 2 Kg. de jabón en forma de jabones cálcicos; pudiéndose acep-
CONDICIONES TÉCNICAS DE LAS AGUAS
1 a l , en términos generales, que un agua no descalcificada consume en pura pérdida un

30 % del jabón em-
pleado.
Para hacer más gráfica esta aseveración, véase en
I,i, tabla siguiente un cálculo aproximado sobre la destrucción de los jabones por la acción
del agua cal-
ee;í rea:
Grados de dureza Consumo de estearato sódico En 300 días labo-
considerado como jabón co- rables al año y
mercial al 60 ojo de materias consumo diario
de 20 m3 de agua,
se destruyen los
grasas
Franceses Alemanes 1 m3 de agua 20 m3 de aguaKgs. de jabón
destruye en destruyen en que se indican a
gramos Kg. continuación
1,00 0,56 100 2 600
1,79 1,00 181 3,6 1.090
5,00 2,80 500 10 3.000
8,95 5,00 908 18,2 4.551
10,00 5,60 1.000 20 6.000
15,00 8,40 1.500 30 9.000
17,90 10,00 1.817 36,3 10.902
20,00 11,20 2.000. 40 12.000
25,00 14,00 2.500 50 15.000
28,85 15,00 2.724 54,5 16.353
30,00 16,80 3.000 60 18.000
35,00 19,60 3.500 70 21.000
35,80 20,00 3.634 72,7 21.804
40,00 22,40 4.000 80 21.000

44,75 25,00 4.542 90,8 27.255
15,00 25,20 4 500 90 27.000
50,00 28,00 5.000 100 30.000
53,70 30,00 5.451 109,0 32.706
60,00 33,60 6.000 120 36.000
62,65 35,00 6.359 127,2 38.157
70,00 39,20 7.000 140 42.000
71,60 40,00 7.268 145,4 43.608
so, 55 45,00 8.176 163,5 49.056
89,50 50,00 9.085 181,7 54.510
107,40 60,00 10.902 218,0 65.412
125,30 70,00 12.719 254,4 76.314
' i 'J11111~1 ..
««Página 89»».
164 EL AGUA EN LA INDUSTRIA TEXTIL
En el lavado propiamente dicho de la lana se ha comprobado que, aparte de los perjuicios
que sufre la fibra, un agua dura de unos 35° hidrotimétricos causa un desperdicio de un 50
a 60 % de jabón y un 60 a 70 % de CO3Na2. Luego, la persecución de un mejor
aprovechamiento de los productos auxiliares empleados para el lavado y, en el fondo, de
una economía máxima en el total del proceso, aconseja como práctica de gran interés la
eliminación de sales, que comunican dureza a las aguas. Para ello, la ciencia química ha
puesto al servicio de los consumidores distintos procedimientos, como son el que actúa
sobre los componentes de la dureza en el sentido de producir una precipitación o
transformación química de los mismos, el que persigue la dispersión coloidal de los
jabones insolubles formados o el que busca la solución formando sales complejas.
El primer procedimiento es el típico y el más racional que conocemos bajo la
denominación de descalcificación, rectificación o depuración; el segundo, o sea el que se
funda en la peptización de los jabones insolubles formados, puede lograrse usando un

exceso de jabón (caso citado ya como antieconómico), con ésteres y alcoholes grasos
sulfonados, con productos de condensación de los ácidos grasos, con coloides naturales
de elevado peso molecular y con productos análogos a los últimos de obtención sintética;
y la inactivación de los componentes de la dureza por formación de complejos se consigue
mediante las sales alcalinas de ácido metafosfórico polimerizado. Todos estos métodos los
trataremos con suficiente amplitud en el capítulo V.
Es conveniente observar, como final, que como decíamos al principio de este
subapartado, la teoría del lavado con agua y jabón subsiste en todas aquellas operaciones
que persiguen la limpieza en este medio, trátese de la clase de textiles que se quiera y
estén en uno u otro estado (fibra, hilo o tejido) de sus diferentes fases elaborativas. La
acción perniciosa y antieconómica de los jabones blandos o duros (de potasio
o0)NI)ICIONES TÉCNICAS DE LAS AGUAS
I (dio) en medio de aguas duras se manifiesta igual
tal s1 lavado industrial de la lana en rama, que en el
I);11;1 neo, por ejemplo, de sus tejidos, o que en los múllil)1es lavajes que sufre el
algodón, etc., y subsiste el 1`(,iI tIiD no (le la formación de jabones insolubles de cal-si() y
magnesio en el lavado doméstico de la ropa blan-:1 yen los establecimientos públicos de
lavado indusrial. I+',tilos últimos, empero, han resuelto modernamente I;-. coral ingencia
efectuando el lavado, desengrasado o desmanchado de las prendas por el procedimiento
lla-1;1do en seco, o sea el lavado sin agua, por vía seca o 111)r medio de efectivos
disolventes de las grasas como 1:1 bencina, sulfuro de carbono (ambos peligrosos por 111
Facil inflamabilidad), tricloroetileno, tetracloruro de
rl)ono, etc. También la industria lanera, en su primera seeión del lavado industrial de la
lana de vellón, ha huello uso de procedimientos análogos, pero con el insol1veniente de
que así se deja a la lana total y prácl i) Imente exenta de grasa, lo que realmente no
convie-I1e din embargo, en el resto deos lavajes a que freim1'n1e-nente se someten otros
textiles en sus distintas 1';1~ e,; del proceso general, el lavado con disolventes
nicos no procede, muchas veces porque tiene por slIjslo enjuagar o eliminar substancias
aprestantes, 1.111 '1 ícIllas de otros productos inorgánicos auxiliares ,sn 1 d1+ados y, en

general, porque las más de las veces
lavado significa ser un mero aclarado del género.
21. El agua para el bañado y descrudado de la seda.
1';11•a poder proceder a la hilatura de la seda cruda i ienida en los capullos, ya sabemos
que la rimera ol, saelon a que se debe recurrir es al bañado
),1i )11(- -c'ñ agua, calentada a linos 90° C por medio de r tipos, con o cua se ogra res
andecer la materia golM1s);i sericina (gres o goma) que une los dos filamento 111 , I i 11
ro ína que constituyen la hebra sedosa usual. '-'1111 i') )(o!. lo elevada que es la
temperatura del baño,
~„IiI~IIIIIIIhiiüVÜiiiiiiiiuuuuiiuullllll il Illllllllluudlllllil1111lllllll ',11111.
iuuii~~~,~ilil'i
««Página 90»».
166 EL AGUA EN LA INDUSTRIA TEXTIL CONDICIONES TÉCNICAS DE LAS AGUAS
167
como por contener el textil crudo un pequeño porcentaje de grasa y materias céreas o
resinosas, y en atención al efectivismo que pueda cosecharse en las operaciones
ulteriores, es conveniente que el agua empleada sea pura, tanto en el sentido de estar
exenta de las sales que caracterizan su dureza, como libre de la mayoría de impurezas que
es frecuente hallar en ella. i
Siguiendo el ciclo de la manipulación sedera, precede a la operación del molinaje otra
llamada de descrudado o desgomado que tiene por finalidad eliminar totalmente la
sericina, que antes sólo habíamos reblandecido. Para ello se aprovecha la propiedad que
tienen las soluciones de jabón a la ebullición de disolver completamente todo el gres.,
Industrialmente, el descrudado suele efectuarse por edio de dos baños: uno a base de
agua a 90° C. y jabón duro, y otra a base de agua y jabón blando; finalmente se enjuaga
con agua abundante. Por lo dicho antes, se comprenderá fácilmente la gran analogía que
debe existir entre la pureza del agua apta para este desgomado y la empleada en el
desengrasado a fondo de la lana, máxime cuando en el caso presente debe recordarse que
la solución coloide del jabón emulsionado con la sericina se conserva y se aprovecha luego

para ser utilizada en la tintura posterior del mismo textil.
La influencia de los elementos del agua ha de ser objeto de especial atención cuando haya
de tratarse la seda cruda. Es de creencia general que el hilo de seda tal cual lo produce el
gusano, se recubre de un barniz o goma que se disuelve en el agua de jabón hirviendo,
pero según atestigua el investigador TEXTOR, los principios colorantes de la seda también
se disuelven. A con-secuencia de las ebulliciones repetidas con jabón, los capullos pierden
un 22,26 % y la seda cruda un 20,14 %, de manera que en el devanado de los capullos con
agua caliente se pierde un 2,12 % de substancias orgánicas. Estas substancias, que son
precisamente las que dan a la seda cruda su aspecto, su color y su fuerza, no ten
Irían por lo mismo que ser eliminadas. Cierto que para que sea posible el devanado o
hilado de la seda del ca-pullo es necesario reblandecer la goma natural, pero no I i so I ve
rla, porque ha de aglutinar luego los distintos hilos del capullo, a fin de poder dar después
dureza y solidez al hilo de seda cruda. La fuerza de la seda disminuye exactamente en
proporción con la pérdida de substancias solubles, mientras que la elasticidad no depende
de dicha proporción más que de una manera secundaria.
Las sedas hiladas o devanadas con aguas blandas no son tan bonitas en color ni son tan
fuertes como las (1 me se preparan con aguas duras. Esto es debido a que los principios
solubles se disuelven más fácilmente con las aguas blandas y que por consiguiente
desaparecen de la seda, siendo así que deberían de conservarse en ella. Por el contrario,
las sedas hiladas con aguas ricas ea cal y en álcalis suministran los más hermosos
productos, de manera que el productor de sedas crudas prefiere las aguas duras. Pero las
sedas hiladas con aguas duras, no son las más a propósito para los fabricantes de tejidos y
sobre todo para las tintorerías, porque es-las sedas contienen siempre un poco de cal
retenida me-
uicamente. En aquellos puntos donde se adhieren las pa rtículas de cal sobre el hilo de
seda, la materia colorante del baño de tintura se absorbe con mayor dificul-1ad, a
consecuencia de lo cual la seda se presenta formando estrías, circunstancia que es
sumamente importante, especialmente en las sedas que no están cargadas. Para los
colores claros el tintorero preferirá, por consiniente, sedas hiladas con aguas blandas.

Por lo que acabamos de manifestar se comprender;i. el empleo que se hace en tintorerías
de seda de la ;solución coloide del jabón emulsionado, al que adicio--n;'indole un ácido
constituye lo que se denomina jabón eori;rdo o baño de gres. Tal aplicación se funda en la
propiedad de emulsionarse con el colorante disuelto en el bario de tintura, que penetra
de un modo regular,
oi di,lf l
««Página 91»».
168 EL AGUA EN LA INDUSTRIA TEXTIL
produciendo el teñido homogéneo de la fibra; acción que no podría verificarse sobre la
seda en bruto revestida solamente de sericina, que impide su penetración a través de los
poros del textil. El baño de gres en la tintura desempeña el papel de substancia
impregnadora y es, sin duda, un excelente agente de igualación y de emulsión.
Por tanto, cuando, como es costumbre, el desgomado se lleva a cabo, precisa que el agua,
además de marcar cero grados hidrotimétricos, no contenga materia orgánica, nitritos,
ácido sulfhídrico, anhídrido carbónico, ni exceso de oxígeno y otros gases, tolerándose, en
cambio, la presencia de una acidez libre no superior a pH = 5, incluso de amoníaco y
cuando se trate del baño de enjuague final si bien sobrarán las trazas de radica-les PO4 y
SiO2, no perjudicará la presencia de algunas sales metálicas del tipo aluminio y estaño, un
poco raras de hallar en la mayoría de aguas, pero no nocivas para la seda, ya que son
empleadas, luego, a los efectos de carga. El hierro y el manganeso, es preferible estén
eliminados.
22. El agua para la industria del rayón.
Aunque sea a título de información somera, pues esta fabricación queda al margen de las
elaboraciones de la industria propiamente textil, diremos algo sobre la industria del rayón
que en el fondo podemos muy bien denominar de la celulosa. Según el autor alemán
MÜLLER, el consumo de agua clara en una fábrica de seda artificial es hasta de mil litros
por kilogramo de rayón' obtenido, lo que significa un gran consumo. Si bien cada una de
las fases del proceso general de fabricación necesitan más o menos agua, no cabe duda
que es al final, cuando ya se ha obtenido el hilo en el baño de coagulación, cuando
comienzan a entrar grandes caudales de agua en función (especialmente en los insistentes
lavados y en el blanqueo).'
CONDICIONES TÉCNICAS DE LAS AGUAS 169
Principalmente. conviene que el agua no contenga en absoluto materias en suspensión, ni
orgánicas, ni hierro, ni manganeso y muy poca dureza. Debe ser clara e incolora. El límite
máximo de impurezas tolerado en las aguas destinadas a la preparación de la
álcalicelulosa, su maduración, etc., hasta llegar a la hilatura, son
las siguientes: N0° h. por litro
Dureza . 0,1 mg.
Hierro .
Manganeso. 0,05 mg.
Humus .. . 18 mg.
Materias en suspensión . 15 mg. ))
No obstante, debemos advertir que son varios los expertos en esta industria que son
mucho más exigen-tes y que cifran los valores de esas tolerancias muy por debajo de los
expresados, lo que fácilmente se compren-de teniendo en cuenta los efectos que cada
una de esas impurezas puede producir.
La dureza acarrea un exceso de consumo de NaOH en la preparación del álcali, ya que
como en el caso de las soluciones jabonosas, las sales de calcio y magnesio con-sumen una
cantidad inútil de este hidróxido; pero me-nos importancia tiene en los casos de preparar
la pasta con sulfito de cal (especialmente en la industria papelera). Las materias en
suspensión impurifican a todas luces la pasta y pueden ser causa de que, a la larga,
dificulten su blanqueo. Las materias húmicas, o sean, las de origen orgánico, además de
elevar el consumo de agente blanqueante, no son propias para el lavado de las pastas,
pues son fácilmente absorbidas, en perjuicio de la blancura y fácil formación de hongos
que pueden desarrollarse durante los procesos de maduración. La presencia de hierro
produce con las materias incrustantes y resinosas del vegetal que se aprovecha,
compuestos que favorecen el envejecimiento; y en la obtención de viscosa,

concretamente, acelera la degradación de la misma, ocasionando trastornos en la
fabricación.
««Página 92»».
170 EL AGUA EN LA INDUSTRIA TEXTIL
Ciertas bacterias como el crenothrix polyspera y el gallionella f erruginea absorben
cantidades que pueden
provocar un entaponamiento en las boquillas de las hileras. A este respecto y dada la
importancia que ello tiene, debe decirse que no sólo el agua puede ser causa de la
presencia de hierro en las pastas, sino también que las lejías de cocción, el cloruro, el
sulfato, las tuberías, etcétera, pueden impurificarlas igualmente. Semejante influencia a la
del hierro la presenta más pronunciada el manganeso, ya que en contacto con los agentes
de blanqueo, por la formación de Mn304, toman las pastas o los hilos un aspecto pardo.
Es también muy conveniente que las aguas emplea-das no contengan oxígeno ni otros
gases, pues a la hora del hilado, junto al aire, pueden dar lugar a la formación de burbujas;
durante las maduraciones puede alimentar contraproducentemente ciertas
fermentaciones de índole anaerobia. El agua empleada para la disolución del baño
coagulante debe ser más rigurosamente pura que la anterior, así como la que
posteriormente se utiliza para el blanqueo y la serie de lavados finales tanto de
desulfuración (cuando se trata de rayón viscosa) como otros complementarios. El
suavizado finaly la operación de darle el cracán artificialmente, practicadas en baño de
jabón, exige también un agua pura y sobremanera blanda, como hemos citado para el
caso de la lana y seda cruda.
Las fábricas dedicadas a la elaboración de rayón, dada la importancia que para ellas tiene
el agua, tanto por lo que se refiere a la cantidad como a la calidad, tienden complicadas
instalaciones de captación, conducción y suministro que superan en efectos previsibles a
lo que en sí representa una simple instalación purificadora. Generalmente, la entrada de
las aguas de un río a la fábrica se realiza a través de una primera reja que retiene las
materias en suspensión de grueso tamaño, pasando después por un segundo enrejado

más denso y luego a grandes balsas de decantación. En és-
CONDICIONES TÉCNICAS DE LAS AGUAS 171
s o en otras adyacentes se verifica el tratamiento para la coagulación de la materia
orgánica (según veremos más adelante, la clarificación de las aguas turbias, ordin, I ri
amente se realiza por medio de precipitación con sulfato de alúmina) y luego pasa a los
aparatos de
reación, desacidificación (expulsión del CO2, principalmente), desmanganización,
desferrización, descalcificación, etc. Como puede deducirse, el agua utilizada en ;as
industrias de este tipo requiere un largo y precavido tratamiento, de tal importancia a
veces, que ya de por sí significa todo un preproceso de fabricación.
Muchas veces el agua procedente de la condensación del vapor que atraviesa los
serpentines de los lixivia-dores donde se verifica la cocción a presión de la materia
celulósica, obtiene aplicación inmediata dada su gran pureza a la alimentación de las
calderas de la instalación; sin embargo, ocurre con frecuencia, que debido a pequeñas
roturas y fugas en los serpentines, esta agua se carga con cantidades variables de las lejías
ácidas de cocción, la que ocasionaría el ataque a partes de las máquinas y, especialmente,
la corrosión de las paredes de las calderas. El continuo control de la pu-reza, del agua,
tomando una muestra cada hora no es seguro y sí expuesto a conclusiones falsas respecto
de ella. Para evitar tales inconvenientes, se ideó hace tiempo un aparato que fija casi
inmediatamente el momento de la fuga, localizándola en el lixiviador correspondiente que
puede aislarse para seguir trabajando con los demás. Este aparato está fundado en la
conductibilidad creciente de las soluciones ácidas y salinas, en contraposición a la del agua
destilada que es práctica-mente nula. Los elementos esenciales son electrodos colocados
en el conducto de las aguas condensadas, pasa-dos los purgadores; cuando circula agua
destilada no hay paso de corriente, pero al disolver lejía en un serpentín se hace
conductora en mayor o menor grado y la producción de corriente es señalada en un
cuadro por el grupo de lámparas correspondientes al lixiviador.
uuIlllluClPi 11 uuluuumhi,i ulu
««Página 93»».

172 EL AGUA EN LA INDUSTRIA TEXTIL
23. El agua para servicios auxiliares.
Entendemos por servicios auxiliares una serie de
operaciones que conducen a crear los ambientes climá-
ticos y las circunstancias favorables para una buena
elaboración textil. Tales son: la calefacción, la humidificación, el ensimaje, etc.,
operaciones todas en las que el agua entra a formar parte como agente primordial.
En el transcurso de la manipulación de las fibras textiles, repetidas veces en contacto con
el agua, resulta una previsión interesante observar que no se produzcan aisladamente
oxidaciones sobre el hierro, porque éstas al tomar contacto con las hebras pueden
mancharlas y dejarlas en estado absolutamente irreparable. Este es un incidente que
supera en mucho, por sus in-convenientes, a otras varias anormalidades de las que puede
ser causa un agua impura. Por su gran analogía con lo dicho para con las aguas que van
destinadas a los lavados con jabón o por la que puede hallarse estudiando lo expuesto, no
hablaremos ahora, nuevamente, de las características que debe ofrecer un agua para
preparar las emulsiones grasas destinadas a la lubricación de las fibras, pero sí vamos a
parar atención, aclarando el asunto con conceptos nuevos, sobre la influencia que tienen
ciertos agentes agresivos contenidos en las aguas con respecto a la oxidación del hierro.
Por lo dicho anteriormente, en el transcurso del apartado 18, sabe el lector que una serie
de impurezas son reprochables en el agua cuando va destinada a convertirse en vapor de
calefacción. Por el contrario, cuan-do el agua no se vaporiza pero se pulveriza por medio
de ciertos aparatos sobre el espacio de una nave textil para crear el clima propicio de
humedad, es conveniente saber que las finas o diminutas gotitas ácueas que van
empapando el aire llegan a tomar contacto con la fibra a la que le otorgan ciertas
propiedades tan peculiares como necesarias y que, asimismo, llegan a impregnar los
elementos de trabajo de las máquinas. Si el agua con-
CONDICIONES TÉCNICAS DE LAS AGUAS 173
tiene aquella serie de agresivos capaces de producir la oxidación y los órganos de las

máquinas no están lo suficientemente protegidos (engrasados) puede llegarse a la
oxidación de los mismos, lo que no solamente los ;II'eará, sino que cuando se trate de
mecanismos que por su disposición en la máquina están o toman contacto con la fibra
durante el trabajo (caso de las guarniciones de las cardas, por ejemplo), incluso puede
comprometer I;1, calidad de la fibra. En el caso supuesto de la guarniiara de una carda,
cuyas púas se hayan llegado a oxidar y que por lo tanto, presenten trazas de herrumbre,
aun invisibles, pueden contagiar partículas de orín a los textiles que se carden entre sus
tambores, lo que, sin percibirlo, se revelará en operaciones ulteriores del Ramo de Agua,
ya sea en forma de manchas aparecidas durante el blanqueo, ya enturbiando los colores
en la tintorería, como ya se dijo. Muchas veces, identificar la procedencia de semejante
anormalidad, en las operaciones finales, no es hecho fácil y en ciertos casos no es ni
conseguible. Fenómeno que guarda gran analogía con el. referido procede de esmerilar
mal las guarniciones o de uo limpiarlas bien después del esmerilado, ya que si quedan
pequeñas partículas de hierro en su seno es cosa fácil que éstas sean substraídas y
arrastradas por las fibras y luego, a la hora del blanqueo o de tomar con-tacto con el agua,
aun siendo ésta pura y no conteniendo hierro, pueden manifestarse igualmente las
manchas de referencia.
En el caso muy frecuente de tener combinado en las salas de trabajo un sistema mixto de
calefacción y humidificación, o sea que se pulverice vapor, todos esos inconvenientes
apuntados pueden manifestarse con mayor asiduidad. Aunque son muchos aún los
industriales que no otorgan la debida atención a la necesidad de purificar las aguas
destinadas a la alimentación de las pequeñas calderas que generan vapor para la
calefacción, admitamos el caso más favorable, que debería ser (d normal; es decir,
admitamos que la purifiquen. En-
1111', HIlfll
««Página 94»».
174 EL AGUA EN LA INDUSTRIA TEXTIL
(onces habrá que temer el paso de este vapor por las tuberías de distribución o su
contacto con ciertos elementos que estén construídos con hierro, como pueden ser los
radiadores de pulverización y, aun prescindiendo de eso, debemos temer efectos
superiores cuan-do las finas gotitas de vapor se posen sobre las estructuras de las
máquinas de trabajo.
Cuando hemos tratado de la corrosión, en el sub-apartado 18 d, se ha explicado el peligro
que encerraba la presencia de ciertas sales magnésicas en el agua, entre otros agresivos
que pueden estar en ella presentes, y ahora, apoyándonos en los trabajos desarrollados
por el investigador inglés TILLMANS, vamos a ampliar algo más el concepto entonces
expuesto, adaptándolo al interesante caso presente.
El poder agresivo de un agua sobre los materiales de hierro, plomo, cemento, etc., que
además de producir un desgaste en la instalación perjudica en la fabricación depende,
según se dijo, de su contenido en sales y principalmente de ciertos gases disueltos como
son el oxígeno y el carbónico. Las aguas duras a su paso por un material ferroso (caso de
las tuberías, no las del generador precisamente, sino también las de distribución del
vapor) lo recubren de una película adherente; la reacciones muy activa al principio, luego
los productos de la corrosión la hacen más moderada hasta detenerla por completo, sin
que esto quiera decir que el agua que circulará posteriormente no haya de ser un medio
de arrastre de ciertas partículas que forman la citada película. En otros casos,
naturalmente, puede que esta película no se produzca. TILLMANS llegó a fijar este
fenómeno en relación con el contenido en carbónico del agua:
(CO3H)2Ca CO3Ca + H20 ± CO,
o sea que la solución de bicarbonato, para ser estable, necesita la presencia de carbónico
libre. Si eliminamos una cierta cantidad de éste, se precipitará el CO3Ca con
CONDICIONES TÉCNICAS DE LAS AGUAS 175
formación de carbónico ; por el contrario, un exceso de carbónico sobre la cantidad
estrictamente necesaria para mantener los bicarbonatos en solución, hará imposible la
precipitación de carbonato y por consiguiente no podrá formarse la película protectora. El
citado autor, pues, clasifica el carbónico total contenido en el agua, de la manera siguiente

:
combinado
semicombinado
agresivo (impide la capa)
inactivo o accesorio (mantiene los bicarbonatados en sola.-' ción).
La fórmula para calcular el carbónico libre inactivo es : CO, inact. _= Ca0, . (CO2
comb.)2.2.10 = mg. por litro.
Por tanto, existe un equilibrio entre el carbónico combinado y el libre inactivo. Si, por
ejemplo, un agua tiene 80 mg./l. de carbónico semicombinado y 11,5 mg./l. en estado
libre, se hallará en perfecto equilibrio. Si su contenido en carbónico libre es inferior no
formará precipitado, el agua se hallará sobresaturada de CO3Ca y tendrá tendencia a
precipitar, pero en el caso de que el contenido sea superior, una parte será agresivo.
El equilibrio citado y sobre el que se apoyen estas deducciones, se desplazará por la
presencia de otras sales de calcio o al aumentar la temperatura, necesitándose mayor
cantidad de carbónico Un aumento, por ejemplo, en el contenido en cloruros produce un
aumento de solubilidad del carbonato. Este fenómeno es el que explica la corrosión que
producen las aguas muy ricas en sales.
Según STROHECKER, el índice de agresividad puede expresarse por la diferencia entre el
pH real y el de equilibrio, o sea:
pH equilibrio = 11,49 — log Ca0 — log CO,
Bicarbonato
Carbónico
total. Libre
««Página 95»».
176 EL AGUA EN LA INDUSTRIA TEXTIL CONDICIONES TÉCNICAS DE LAS AGUAS
177
siendo Ca0 el contenido en mg. por litro y CO, el semi-combinado, también expresado en
mg. por litro. Obtener un índice negativo presupone que el agua está sobre-saturada de

carbonato.
La corrosión de los materiales ferrosos tiene como reacción fundamental la siguiente :
Fe + 2 • H+ + 2 • OH- = Fe++ + 2 • OH- + 2 • H
o sea, que la disolución del hierro es proporcional al cuadrado de la concentración
hidrogeniónica.
Veamos, seguidamente, la acción del carbónico sobre el hierro en ausencia y en presencia
de oxígeno libre. En las aguas duras, debido al efecto amortiguador de los bicarbonatos,
será necesario un exceso de carbónico libre para producir oxidación; se desprenderá
hidrógeno, y el bicarbonato ferroso quedará en solución. Según LEYBOLDE, puede
disolverse hasta un gramo de hierro por litro. Por el contrario, en las aguas blandas de
condensación, destilación o rectificación, una pequeña presencia de carbónico será
suficiente para el ataque; si contienen además oxígeno serán extremada-mente agresivas.
En presencia de oxígeno, éste oxida al hidrógeno formado, no hay desprendimiento del
mismo y, en consecuencia, ninguna sobretensión, y el equilibrio se romperá a favor de la
disolución del hierro. Al ir aumentando la concentración hidroxiliónica, llega el momento
en que se alcanza la precipitación de Fe(OH)3j el cual absorbe por su naturaleza coloidal el
hidróxido ferroso que no precipita por ser más soluble, forman-do, sin embargo, un
compuesto de fórmula :
x•Fe(OH),•y•Fe(OH),.2•I1,0
Este compuesto da con el hierro una diferencia de potencial que es la que ocasiona que
continúe la oxidación corrosiva. Si además del oxígeno existe carbónico libre, éste
reacciona con el oxhidrilo formando CO,H— y precipitando finalmente carbonato.
El conjunto de estas reacciones apuntadas es la cau-
1 de que se forme una capa protectora densa y sólida de calcita cristalizada parecida a la
goetita natural, y de e hidróxido de hierro, que protege al metal y lo aísla ya, totalmente
de la acción agresiva de aguas futuras nlia vez terminado el ataque y la precipitación de
( ),Ca. La presencia de oxígeno, pues, es necesaria para la formación de esta capa de
protección y para que ésta sea absolutamente segura se recomienda un mínimo de :1,5°
de dureza y 6 mg. por litro de oxígeno.

1)e manera que eliminando el carbónico agresivo (flor desacidificación, según veremos en
el capítulo V) facilitaremos con ello la formación de la capa. Según SIEIIP, se hace
necesaria, en este caso, una desacidificación de acuerdo con el pH y la dureza, en las
condiciones que se indican:
pH inferior a Dureza del agua
8,0 . . 0,0 -- 5,5
7,9 . . 5,5 7,0
7,8 . 7,0 — 9,0
7,7 . . 9,0 -11,0
7,6 . . 11,0 13,0
7,5 . . > 13,0
Mediten detenidamente los técnicos de nuestra indus-Iria sobre las consideraciones que
acabamos de exponer y tengan bien presente que este problema está latente cn todos los
lugares donde hay conducciones de agua a través de tubuladuras de hierro, pero
preferente-mente, en las salas de hilatura y tisaje en las que se prodiga la humidificación o
la humidificación y calefacción acopladas, en donde existe un volumen considerable de
aire que es como decir de oxígeno y carbónico y, además, una cantidad abundante de
fibra muy sensible al contacto con los productos que puedan emanar de tan posibles
como funestas oxidaciones.
Además, a todas estas consideraciones anteriores de orden preventivo podrían añadirse
otras si entráramos
12. — J. B. Puig. — El agua en la industria textil
uaitiuwu LLU da aui~uiiitiu~
««Página 96»».
178 EL AGUA EN LA INDUSTRIA TEXTIL CONDICIONES TÉCNICAS DE LAS AGUAS
179
a considerar que los precipitados de sales ferrosas en el agua pueden verse aumentados
considerablemente por unas bacterias que precisamente necesitan hierro para su
desarrollo (crenothrix y otras), según complementa-remos en el subapartado 41 b. En

previsión de los acontecimientos fortuitos que acabamos de expresar, es muy conveniente
añadir este otro caso y tener presente que esta bacteria es un factor más que no debemos
olvidar.
24. El agua para el blanqueo y otras operaciones accesorias.
La operación del blanqueo de los_ textiles en floca, en madeja o en pieza va siempre
precedida y seguida de otra serie de operaciones accesorias.lVeamos cuáles són córi él l-
firrde dar la debida orientación a este apartado tan importante.
Con respecto al algodón, la primera operación es el descrudado y es preciso tener en
cuenta si se trata de practicarlo sobre fibra en rama, sobre hilados o tejidos. En el primer
caso, que es muy poco frecuente1sólo se, practica cuando se trata de preparar la fibra
para la obtención de algodón pólvora, seda artificial o algodón hidrófilo)Lse trata de
eliminar sólo las impurezas naturales que contiene el textil, como son las grasas naturales
y los cuerpos extraños insolubles.4Esto se logra tratando la fibra en calderas de lejiado a
una presión determinada por medio de una lejía alcalina adicionada de jabón u otro
detergente después de haberle practicado previamente una limpieza en seco, o sea
mecánicamente. En esta operación se trata de saponificar las grasas y emulsionar o
solubilizar el resto de substancias que impurifiquen la fibra. Logrado esto, conviene un
lavado a fondo para no dejar el menor vestigio de alcalinidad ni de substancias
emulsionadas sobre la superficie de las fibras.
Cuando el descrudado se efectúa sobre hilados yasean cintas de carda, bobinas de mecha,
ovillos, husos, plegadores de cadena o madejas, la finalidad de la operación se
circunscribe a lograr la limpieza anterior más la concerniente a la eliminación de las
substancias adi, cionadas durante la hilatura; en este caso el tratamiento deberá ser más
enérgico y constará de las siguientes operaciones : lejiado, primer lavado, escurrido,
acidulado, segundo lavado y otro escurrido. Y cuando se trate (le limpiar sobre piezas de
tejido, además de la función que hemos citado ejerce el descrudado de hilados habrá que

sumarle el efecto de substraer el apresto que se haya dado al hilo de la urdimbre para
poder realizar, con normalidad, su textura. Con esta variante, el mé-1 odo a seguir, que
será más complejo, es el siguiente : chamuscado, desengomado, primer lavado, lejiado,
segundo lavaje, acidulado y escurrido.
E-Realizadas estas operaciones preliminares el textil en cualquier estado o forma de
elaboración puede pasar al blanqueo o decoloración propiamente dicha, a la que siguen
otras operaciones, cuales son: primer lavado, acidulado, anticloraje, azulete, etc., y entre
una y otra operación más lavados y escurridos. La operación de blanqueo tiene por objeto
eliminar del textil los principios colorantes que acarrea por naturaleza, los que unas veces
lo amarillean, otras le dan tonalidad gris o de
n sucio subido, etc., decoloración que tiene gran imlorlancia cuando luego se ha de tintar
el textil con matices claros y vivos. j
Una vez el algodón ha sido blanqueado es cuando, de interesar, se merceriza en madeja o
en pieza. Algunas veces, sin embargo, se blanquea después de mercerizrr y son muchos
los casos en que el blanqueo no tiene I:1 lina,lidad hasta ahora expuesta, sino la de
desmontar l,uh )res ya teñidos en géneros usados o equivocados, o pn r: corregir tinturas
defectuosas y hasta, en los te-lit los ya estampados, para exaltar los blancos y limpiar-lo ;
de ciertas manchas que hayan podido adquirir en el dt!crlrso de su largo tratamiento.
199
««Página 97»».
18o EL AGUA EN LA INDUSTRIA TEXTIL
Cuando en vez de algodón se trata de otras fibras vegetales celulósicas, como lino,
cáñamo, etc., en general, las operaciones a realizar anteriores y posteriores al blanqueo
son las. mismas aunque haya variantes sobre el orden como se realizan y que algunas de
ellas sea necesario repetirlas debido a que tanto las impurezas como el color natural son
en éstas mucho más acentuadas que en el algodón. Además, en este caso, dichas
operaciones se alternan con la exposición de la mercan-cía al aire libre y sobre el césped.
Cuando se trata de lana, la operación que en el pro-ceso de decolorado del algodón
llamamos descrudado, queda reemplazada entonces por el desengrasado que ya hemos
dicho se efectuaba en el leviatán sobre la fibra en rama. No obstante, esto es ya suficiente
cuando se trata de blanquear lana en borra, pero no cuando se vayan a blanquear hilados
y tejidos, pues en el primer caso deberemos proceder previamente a un nuevo des-
engrasado en la lisadora en baño jabonoso y en el segundo, además de desengrasar
deberemos desaprestar, como en el caso del algodón u otras fibras ya tejidas. Una vez el
textil lanuginoso en este estado, debe ser sometido a la operación de desmote o
carbonización con el fin de despojarle de aquellas materias vegetales (paja, brozas, etc.)
que aun pudiera contener después de haber sido sometido a tantas manipulaciones o que
las hubiera adquirido durante el proceso ya vivido. Esta operación que es antesala del
blanqueo tiene gran importancia, pues la no eliminación de estas substancias impuras
podría producir efectos de desigualación en el momento del teñido, ya que muchas veces
con un mismo colorante sabemos que no se tiñe igual una fibra animal (lana) que otra
vegetal (pajas, trozos de yute del emba laje, etc.).
Logrado el desmote, que generalmente se realiza a expensas de la acción carbonizante del
ácido sulfúrico sobre las substancias vegetales, puede aplicarse el pro-ceso de
decoloración mediante agentes oxidantes o re-(hiel o res. Sin embargo, debemos observar
que esta operación sólo se realiza en los casos en que el textil ha de ser sometido a
tinturas claras y muy vivas o cuando lita de ser vendido en blanco, pues para tonos
obscuros e4 conveniente señalar que el tono amarillento visible ion las lanas crudas es
siempre suficientemente cubierto por la tintura. Cuando se trata de regenerar la lana,
lanlbién se impone, igualmente, el desmontado y el blanq ueo que, en este caso, es una
verdadera decoloración ,^ degradado de la tonalidad propia de un primitivo te-nido.
Muchas veces sigue al blanqueo, un dorado.
CONDICIONES TÉCNICAS DE LAS AGUAS 181
N' cuando se trata del textil seda la operación de blanqueo se practica directamente
después de someterlo ~ I descrudado ya citado antes. A esta decoloración si-
la operación de carga que citaremos al hablar de lis aprestos.
I1',sia digresión previa pretende advertir al lector que, aunque la operación de blanqueo

es de por sí muy a m p l i a por ser varios los agentes que se utilizan en la decoloración de
cada clase de textil, lo que induce a considerar varios procesos y tratamientos, existe
además ol ra serie de operaciones complementarias y accesorias que ensanchan mucho
más el campo de trabajo y, en su consecuencia, el campó de las previsiones que debemos
1 abundancia de baños operantes y los innumerables lavados a que se deben someter los
textiles es ya unas indicación evidente de que el agua deberá afluir en
rnlides cantidades, pero si además consideramos que ella es el principal agente de
limpieza, no sólo del textil i r e , , c n , sino de los hilados y tejidos, cada vez que emerst,f,
de un baño influyente, llegaremos a la exacta con-.lde que para evitar sorpresas o efectos
con-fi n r i , : a los que se persiguen con el contenido de una hay t e n , s e a del tipo que
sea, y para que los insistentes la-ti produzcan sus efectos verdaderos de arrastre y
limpieza, el agua deberá ser de una elevada pureza. Ibas 1 1 , 1 ( 1 1 1 4 , el agua utilizada
en toda esa serie de ope-
««Página 98»».
18~ EL AGUA EN LA INDUSTRIA TEXTIL
raciones debe ser suficientemente pura sin excepción para ningún caso.
Hay técnicos e industriales que desarrollando mal algunos conocimientos
insuficientemente adquiridos, a veces suelen sobrepasar los límites de lo que es
prudencial, sacando a relucir consideraciones deductivas que prescindiendo de las
exigencias del caso, van a desembocar en un considerable error. Tales son, por ejemplo,
las que resultan de considerar que si para corregir un agua químicamente puede
emplearse la sosa, no será preciso usar agua depurada en aquellos casos en los que, como
en el lejiado, se trabaja en medio alcalino, etcétera. Como el lector habrá podido apreciar,
toda esta serie de manipulaciones citadas se suceden, para el género, con relativa
brevedad. En una instalación don-de se realicen conjuntamente todas estas operaciones,
una detrás de otra (cosa propia en las factorías del Ramo de Agua) seria de una
complejidad inimaginable que, en el supuesto de que fuera factible, tuviéramos que tener

aforos de agua corregida y no corregida, o sea., de aguas duras y blandas a distinto grado.
En esta clase de instalaciones, pues, se requiere agua estricta-mente buena y no es
cuestión de que el técnico tenga que entretenerse, a causa de un espíritu de tacañería,
analizando en qué operación puede ahorrarse agua blanda. Si alguna vez esto fuera
posible, lo que lógicamente no lo es, pues si efectivamente en un barco determinado
fuera factible emplear agua de alguna dureza ésta podría ser la causa de estropear el
propósito de la operación inmediata aunque su agua fuera blanda, el ahorro que la
industria experimentaría sería exiguo.
En general, la abundante cantidad de líquido que se necesita para el blanqueo y otras
operaciones accesorias no debe contener materias orgánicas, ni mucho menos nitritos ;
debe estar exenta de las más ligeras trazas de hierro, manganeso y aluminio ; no debe
con-tener oxígeno, ni cloro, ni anhídrido carbónico, ni ácido sulfhídrico y otros ácidos
libres en cantidades' excesi-
CONDICIONES TÉCNICAS DE LAS AGUAS 183
vas, y su dureza y alcalinidad debe ser mínima, según la clase de textiles a que se destine.
Frecuentemente se observa que determinados auto-res y algunos técnicos
experimentados suelen mostrar cierta tolerancia con respecto al contenido de materia
orgánica en las aguas destinadas a las operaciones de blanqueo, y ello se debe a que al
citar los límites prudenciales no aclaran suficientemente a qué casos concretos se
refieren. Por ejemplo, la presencia de substancias orgánicas puede, desde luego, no
ejercer acción nociva alguna en baños de blanqueo con agentes decolorantes de tipo
reductor, pero, en cambio, cuando los baños estén preparados con decolorantes de tipo
oxi-(lante no podemos olvidar que la materia orgánica origina o puede originar, según el
porcentaje en que se halle presente, importantes fenómenos de reducción que harán
ineficaz el tratamiento o que influirán sobre la fuerza de su acción blanqueante. Por
analogía, los nitritos abarcan ambos medios, o sea que en baños oxidantes podrán
ocasionar reducciones y, viceversa, en baños reductores podrán causar oxidaciones que
frenarán y alterarán la marcha de la decoloración. De la misma manera, en los baños de
descrudado destinados ;a desaprestar ciertos tejidos a los que se adicionará ;,entes

digestivos de tipo enzimático (diastasas, por ejemplo), cuando el apresto se haya
efectuado con malerias amiláceas, las substancias de carácter orgánico pueden dar lugar a
la formación de falsas fermentaciones, con lo que la acción sacarificadora de las enzimas
puede quedar detenida. Debido a causa semejan-te, los tejidos que se hayan
desaprestado mal y que, ttilen~~as, hayan sido tratados con aguas que contuvieran mi
exceso de materia orgánica, luego, en el alma pa- desarrollarse vegetaciones que se nutre
. ^lel ;apresto no eliminado o del apresto I i r lugar a la formación de manchas de
Ilesos de algodón ya de días acabados ~~~, !Hiede desarrollarse un amarilleamien
««Página 99»».
««Página 100»».
CONDICIONES TÉCNICAS DE LAS AGUAS 189
pur;Ir en el seno del tejido una masa aprestante que liu~~~l;rr; r permanentemente
adherida a la fibra modifieIln-lu también, como los últimos aprestos citados (mecá= nicos),
su aspecto y tacto. Éste es el verdadero apresto que siempre se descubre en los tejidos
expuestos a la venta (especialmente en los de algodón) y que los juzgamos como "carta" o
empesa del mismo; la carga de la seda, está también incluída entre ellos, así como la im-I+
+r-ne:Ibilización, la ignifugación, etc.
I+1,11 la preparación de las mixturas aprestantes en-1 rail una serie de productos] que
sería prolijo enumera r, pero que de manera genérica englobaremos bajo
siguiente clasificación: espesantes y adhesivos (subs-1:rncias amiláceas, gomas y
mucílagos, colas y gelatimi.$), emolientes (grasas, ceras, suavizantes minerales, jabones e
impregnadores), materias de carga (caolín, aico, creta, yeso), higroscopizantes (algunas
sales me-la licas), antisépticos (sales de aluminio, formaldehido, I++"-rax), colorantes
(azulete), etc. Además de todos esos p ru-l uetos, el agua entra siempre como disolvente
en la mayoría de las mixturas, dependiendo la cantidad em pl.,ada del espesor o fluidez
que se precise para la masa, l++ que a su vez está influído por la clase de tejido o el r:Il-;rjo
que han de realizar las fibras; por lo general
-lluieren relativamente poca.

I1;h calidad del agua para preparar esas mixturas depende, esencialmente, de sus exactos
componentes. i'++r ejemplo, cuando se decide incorporar a la masa
ul-,;;r'atlas higroscópicas del tipo cloruros o sulfatos ,I magnesio o de calcio, no importará
que el agua sea -iI ';y• dura, pero es preciso hacer la salvedad que no pue-
+lf'-, Ii,9nrar en la mixtura ciertos emolientes como los
-1M~~~n+ 1; o las grasas. La misma incompatibilidad existe ,..1 esos emolientes o
suavizantes y ciertos antisépticos,
i me eti estos casos debemos recordar la formación de - ,i pi larlos insolubles sobre la fibra
de tipo jabón cál-,, magnésico. Cuando, por el contrario, es necesa--~~ ~lulestos
compuestos existan, el agua debe ser blan-
útil decir, por lo ya antes expuesto, la necesidad de que tanto el agua con que se forma la
solución como la des-tinada a los enjuagues posteriores debe ser absoluta-mente blanda
si no se quiere que el jabón pueda transformarse en un lubricante insoluble de cal o
magnesio, el cual no tiene ninguna fuerza para limpiar y si se deposita sobre los tejidos
puede ser la causa de que se formen manchas en los mismos. En los casos en que, a pesar
de todo, se produzcan las manchas es de advertir que un lavado subsiguiente con sosa
abundante para re-parar este defecto, puede disminuir en mucho los des-perfectos del
género.
25. El agua para el aprestado y acabado de los textiles.
En la práctica textil es preciso distinguir tres clases de aprestos: los substrayentes, los
adicionantes y los modificantes. De los primeros casi podemos decir que ya hemos dado
cuenta, pues son aquellos que tienden a preparar el textil para una operación
subsiguiente.' Como tales podemos considerar las operaciones de desengrasado de la
lana, descrudado del algodón, lino, seda, etc.; desaprestado de los hilos de las telas antes
de someterlas a un blanqueo, etc Los aprestos adicionantes son las masas que se añaden a
los hilos con el fin de facilitar mejor su manejo en las operaciones siguientes del proceso y
en previsión de ciertos accidentes. - Tales son el encolado de las urdimbres, el ensimaje de
las fibras, etc. 1y finalmente, el apresto modificante es aquel en que édiante ciertos

tratamientos mecánicos, se modifica el textil o tejido en el sentido de su aspecto y tacto;
frecuentemente se denominan esta serie de operaciones aprestado a fondo o acabado.)
Algunos aprestos de este último tipo son: el abrillantan o, planchado, gofrado, etc., de la
seda; el batanado, decatizado, lustrado, etcétera, de la lana, y el perchado, planchado,
abrillantado, etc., del algodón. Generalmente se considera también apresto adicionarte
aquel que tiene por objeto in-
188 EL AGUA EN LA INDUSTRIA TEXTIL
1.11616UUiiiii" üilI.i oriruln,ii umii ulu diIVUIIIIl18iilllllllllllllll
««Página 101»».
190 EL AGUA EN LA INDUSTRIA TEXTIL
da y se deben seleccionar los productos emolientes y las materias de poder higroscópico;
el cloruro sódico puede ser un delicuescente no enemigo del jabón y lo mismo otros
antisépticos como las sales sódicas de los ácidos salicílico y benzoico. Algunos prácticos
meticulosos admiten aguas de hasta 12° hidrotimétricos para estos casos más favorables,
pero nosotros debemos insistir en que de 12° a 0° van muy pocos gastos y menores
molestias y en cambio logramos mayores garantías.
Como en el caso del blanqueo, en la preparación de, mixturas aprestantes, las aguas no
deben contener en absoluto ni hierro ni manganeso,; y vale decir que entre las sales
metálicas que se consideran higroscópicas no se ha escogido ninguna que contenga este
metal. A este respecto, cabe destacar el peligro que corren aquéllos que utilizan sulfato de
cobre o cloruro de cinc en calidad de antisépticos.
El agua tampoco debe contener substancias orgánicas ni nitritos, para evitar que
fermenten las substancias amiláceas y otros materiales. Igualmente, estorba la presencia
de ácidos libres y gases.
En este caso, las impurezas solubles, la materia orgánica o la acidez, dan lugar a la
hidrólisis del almidón utilizado en el apresto, con formación de dextrina y azúcares.
Además, la contaminación del agua por las bacterias provoca la fermentación del
expresado producto, con riesgo para los tejidos.
Para el humedecido de los tejidos antes de aplicar-les el apresto, conviene que el agua

reúna también todas las condiciones de excepción citadas, y no es necesario decir que en
las abundantes operaciones de lavado en que, como el batanado de la lana, se emplean
soluciones jabonosas y grandes cantidades de agua, ésta debe ser corregida a cero y estar
también exenta de materias orgánicas, nitritos y otras impurezas, como SH2, SiO2, Cl, etc.
Para preparar las masas desaprestantes de acción enzimática, es muy aconsejable que las
aguas sean de
191
CONDICIONES TÉCNICAS DE ZAS AGUAS
lluvia (bien aireadas) o de condensación (sin aceite). 1 a. cantidad que se emplea es poca,
debiendo ser de pu-reza máxima. Hay que tener en cuenta que los ácidos, los álcalis y las
substancias orgánicas dificultan la ac-1 • i gin. (le una diastasa, por ejemplo, y eso nos
hará comprender el mal resultado que se puede obtener en el Iesalarestado de un hilo o
tejido que haya sido paramen-
L;lo a la ligera.
I+',n general, y para no hacer inacabables las referencias que podríamos dar a este
respecto, es de acon-;3,jar que sea el buen técnico en aprestos el que discierna en cada
caso, según la fórmula aprestante ylos efecos que persigue con su adición al textil, qué
clase de ; ua precisa. Las necesidades son, múltiples y variables, l )ro con lo que llevamos
expuesto es de creer que hasta I menos experto puede sacar conclusiones eficaces.
A manera de ejemplo, referente a esa variabilidad ( m e e muchas veces surge en la
práctica, vamos a citar l in caso concreto que se vive en la técnica de la carga
y' de la seda. Cuando se han de cargar los crepés, tricots v los llamados géneros esponja y
luminosos, entre otros, i,l técnico especialista ordena el siguiente proceso: arrollar el
tejido sobre un bastón en paquetes del largo de una madeja, templar así el género
manteniéndolo du-I; I n ie una noche en un baño a 80° C. de sulfurricinato
.o, l ieo ; después se lava unas dos veces con agua blanda, y se acidula en frío con solución
diluída de clorhíd rieo; se le baña, luego, con una disolución de cloruro
,I;inuico y se deja otra noche en reposo; se lava el sana ro con agua dura para hidrolizar,
así, la sal de

l a n o ; se pasa por un baño de fosfato sódico lavando
los veces con agua corregida a 40° C. con una
:afición de CO3Na2, luego dos lavados más con
dalce y blanda sola, y finalmente se le aplica un
as. silicato sódico y otro lavado con agua a cero
1; I 1 I i I rotimétricos. Muchas veces, esta carga no se .11 .obre la seda descrudada o
cocida, sino sobre la seda
y en este caso, al acabar la operación de carga,
11111111~11f1.1 II~~II IIliiliii liii 11N 111
««Página 102»».
192 EL AGUA EN LA INDUSTRIA TEXTIL
se procede al desgomado ; después se lava el género con agua blanda acidulada con
SO4H2 a unos 55° C. y final-mente se vuelve a lavar con agua dura no corregida.
26. El agua para tintorería y estampados.
Cierto es que cuando se habla del agua que requiere una tintorería se dice que ésta debe
ser absolutamente pura o lo menos impura posible, como expresión algo más transigente.
Pero no es menos cierto que son muchos los que percibiendo que según el colorante que
se emplee pueden admitirse ciertas tolerancias, creen que una buena economía hidráulica
en los consumos de esta sección de la industria textil radica en escoger en cada caso, sólo
el tipo de agua que se precisa. En realidad, tanto los que opinan de una manera como de
otra, llevan su parte de razón. Pero se ha de hacer resaltar la tesis que sustentan los más,
que se apoya en el hecho evidente de que no existen tintorerías especializadas en teñir
con un solo tipo de colorantes, sino que por lo general, estos establecimientos deben
estar dispuestos y preparados para hacer uso de todos los métodos de tinte, según les sea
exigido por el cliente; esta última opinión se acerca a la de los primeros, y como aquéllos,
éstos creen que lo mejor es recibir caudales de agua lo más exquisita posible, es decir,
exenta de la mayoría de los agentes que la impurifican y con muy poca dureza, corrigiendo
o no en cada caso su grado por medio de una instalación de rectificación interpolada entre
la llegada del abastecimiento y el aforo de las barcas, tinas, etc., donde se operan los

géneros.
Como se acaba de demostrar que lo ideal es la recepción y uso de un agua en el estado de
máxima pureza y blandura, los autores que tratan sobre los procesos de tintura
generalmente exponen los recursos a los que el tintorero puede recurrir para ablandar los
efectos de un agua dura, partiendo del supuesto de que, en la industria, el agua no suele
recibirse depurada.
CONDICIONES TÉCNICAS DE LAS AGUAS 193
Si transigimos un poco, podemos convenir que en
una tintorería debe disponer de un pequeño porventaje de agua calcárea, pero que en
general, el mayor e:1 o( lal debe ser de agua blanda o, lo que es igual, que llene saal'rir
una previa rectificación. Sin embargo, hay pul+ salir al paso de ciertos criterios
aventurados que
asientan que cuando se vaya a teñir con colorantes quo precisan para actuar un
mordentado previo con sales (le hierro, el agua que se utilice no importará que
-atenga ese metal.
Ii,esuelta e intransigiblemente debemos afirmar que el I i ntorero, si quiere substraerse a
la posibilidad de te-111,r que afrontar severos disgustos, debe trabajar con ,c Ila.s
absolutamente exentas de hierro, manganeso, a l u m i n i o , substancias orgánicas y
nitritos, en especial, Ilor las causas que ya hemos expuesto. Afortunadamen-~.e, eli los
casos que convenga, la buena técnica sobre el :Irle tintorero que tan extensamente se
halla expuesta
inmejorables tratados, expone la manera específica de ulordentar, oxidar y reducir baños
de tintura, en (:ida: caso con substancias bien prescritas, sin necesiilad de que tengamos
que esperar que sean las impure-
I s que casualmente contengan las aguas las que nos i'suelvan el asunto o las que
aprovechen para tales IInl~r~. Sobre todo, tratándose de la dureza o blandura ili, un agua
en particular, puede influir su condición en el !ahorro efectivo de ciertos productos, según
veremos.
II asta cierto punto, la materia orgánica puede tole-

.1 r;,c elt los baños de tintura con colorantes en baño ileon); en cambio, es inadmisible en
otros casos, como
iii r i, i. I I I I l l o, en la tintura de rayones con colorantes di-a I{iti general, la materia
orgánica puede originar
icontraproducentes en varios baños de tinbiaaai. Ie9lalrnente perniciosa es la presencia de
nitritos, Ion vitales según dijimos, producen fenómenos de oxida-
~ilr yreducción a la vez, pero también pueden formar
el] ciertos baños de teñido. Sobre el hierro y el
lii='1111e'—;1, ya creemos haber infundido bien la idea de
It Puig. —El agua en la industria textil
««Página 103»».
194 EL AGUA EN LA INDUSTRIA TEXTIL
que son detestables por completo. Las materias coloran-tes adjetivas, especialmente, en
presencia de esos meta-les pesados forman lacas de color que se pierden o dan
coloraciones impuras (colores turbios y manchas de óxido). También el agua ferruginosa
modifica considerable-mente el rojo de alizarina y le quita todo su valor. En una palabra,
el agua ferruginosa, mangánica, etc., in-fluye de una manera harto perjudicial en los
matices ya cuando se preparan los baños para el tinte, de tal manera que no deben
aceptarse ni para los tonos obscuros, ni siquiera en los negros. En el teñido con colorantes
al cromo, es sumamente perjudicial.
Los sulfatos, independientemente a la dureza del agua, pueden precipitar en baños ácidos
quedando incrustados en el tejido. Los cloruros no metálicos son más bien perjudiciales en
las industrias del curtido. Con respecto a la presencia de sales cálcicas y magnésicas hay
que decir que salvo raros casos, perjudican la belleza y la fijeza de los colores y en cuanto
se utiliza para los lavados posteriores con o sin jabón no es necesario repetir los
argumentos expuestos.
Los colorantes, según su clase, se expenden en polvo o en pasta. Los primeros,
generalmente, se venden en este estado por ser sensibles a la humedad (caso de los
directos para algodón) y de aquí que al disponernos a hacer uso de ellos tengamos que

comenzar por preparar las soluciones concentradas. Para ello, así como para preparar las
pastas colorantes que se unirán a las mixturas empleadas en la estampación (estas
mixturas vienen a asimilarse a la masa de un apresto), es preferible utilizar agua de
condensación (exenta de grasa) o agua bien corregida. Tanto si los colores son solubles
como si no, la disolución se verifica vertiendo un poco de agua fría sobre el colorante;
luego se empasta cuidadosamente hasta que todo el polvo esté humedecido., Se
completa después, si es soluble, con agua hirviendo hasta la cantidad necesaria y se sube
hasta la ebullición; esta disolución es añadida al baño de tintura. Si no es
CONDICIONES TÉCNICAS DE LAS AGUAS 195
posible disolver así el colorante directo, se empasta con agua fría con gran cuidado, se
diluye la pasta con agua caliente y se añade, tamizándolo a través de un 1 rapo, al baño de
tintura (desprovisto de sal) ; entonces se lleva el total a la ebullición y luego se añade la
cantidad de agua fría necesaria para completar el baño de tintura. (Cada colorante tiene a
cierta temperatura,
ua solubilidad determinada.)
Los colorantes directos o substantivos para el algodón, a causa de su sensibilidad a las
sales calcáreas, i,,Into si actúan en baño salino neutro como débilmente alcalino, deben
ser disueltos y tintados con agua blanda. Incluso en el primer método se utiliza el SO4Na2
para montar el baño, en substitución del ClNa, por esl,Ir menos impurificado en sales de
Ca y Mg. En la tintura en baño débilmente alcalino se alcaliniza por adi-(.ión de jabón o
CO3Na2. En el caso irremisible de no poder disponer de agua a cero grados
hidrotimétricos (cosa que hoy es inexcusable, pero que vamos a suponer
n lo sucesivo para demostrar los gastos que sobrelleva el uso de agua no corregida)
pueden añadirse 2 gramos de jabón Monopol por litro de baño, con lo que se logra
m,Illtener en disolución los precipitados que se forma-rían por las sales de calcio.
.Ii,n la tintura del algodón con colorantes diazoables 1' - lesarrollables y para preparar el
baño de diazoar, es da alta conveniencia, para evitar descomposiciones, la
(neión absoluta de metales, si bien, en este caso concrelo, un agua que contuviera nitritos
no sería perjudi-. ^; - I, sino todo lo contrario. .1A1 sacar el género del baño .I(.lu, lavarse

con agua blanda a fin de no producir man-
t. I{VII las tinturas de los textiles celulósicos con naf-
conviene, además, que el agua de todo el proceso iio contenga oxígeno libre. Los baños de
colorantes naf-I.,I^,:; 1aulbién deben prepararse cuidadosamente con ~,-u--r- l)lau-lísimas.
I'uaudo se trabaja con colorantes minerales es connielile, también, que el agua esté
exenta de todos los
!',¡'¡IIIIIIiIIIlÍIl1111111V
««Página 104»».
196 EL AGUA EN LA INDUSTRIA TEXTIL
metales que no sea el de la sal adoptada. En la tintura con colorantes sulfurosos, el agua
también debe ser no calcárea para evitar que el leucoderivado deje de ser soluble; en caso
contrario, el CO3Na2, el aceite para-rojo turco o el jabón Monopol contribuyen a
compensar, en cierto modo, la dureza del agua y aseguran una buena igualación.
Para trabajar con colorantes tina conviene recordar algunas consideraciones. En la tina a
la cal y al sulfato ferroso algunos técnicos tintoreros admiten que el agua utilizada para el
montaje del baño puede contener una cierta proporción de hierro y hasta una cierta
dureza, y otros que sólo es tolerable cierto grado de dureza por-que suponen que el calcio
forma parte integrante del leucoderivado, constituyendo el índigo blanco de calcio; sin
embargo, lo que el agua no debe contener es oxígeno ni carbónico. Cosa análoga se
dictamina para las tinas al cinc y a la cal. Para. la tina de fermentación, en cambio, es de
observar que la materia orgánica no estorba al proceso, ya que en ella se trata, precisa-
mente, de producir fermentaciones mediante microorganismos anaerobios que son los
que, en medio alcalino, producen el hidrógeno que se fija sobre el índigo azul,
reduciéndolo y convirtiéndolo en blanco.
Al operar con colorantes ciba y cibanone sobre géneros de algodón, también es
conveniente efectuar el empaste con agua de condensación y una vez añadido al empaste
el NaOH, la disolución ulterior debe hacerse con agua blanda. Cuando no se dispone de
agua a cero grados de dureza, se recomienda añadir antes del NaOH un extracto de
celulosa exento de cal. Para teñir con colorantes indantrenos, helindona e indigosol se

empleará durante todo el proceso agua blanda. Para tintar en baño lleno con negro de
anilina, además de ser necesario operar con agua bien purificada y sin dureza, conviene
que no sea alcalina. A este respecto hay que advertir al lector que si bien es oportuno que
algunos baños de tintura sean neutros o próximos alpH = 7, en general, los baños suelen
ser ácidos o alca-linos y, sin que eso pretenda ser norma, es oportuno afirmar que.
ordinariamente, los primeros trabajan de manera adecuada entre un pH = 1,5 a 2,0 y los
segun-dos entre 10-11.
Cuando se opera sobre el algodón con colorantes básicos, es de advertir que éstos
generalmente son más solubles en ácido acético diluído que en agua de condensación, y
debido a eso, muchas veces, aun disponiendo de agua blanda se prefiere humedecer el
color con el citado ácido, aunque después se aumente su volumen con agua pura.( En esta
clase de tinturas, al more dentar, se debe evitar todo contacto con hierro y por eso sería
peligroso que el agua contuviera ese metal. Por el contrario, cuando el colorante escogido
es de alizarina, es conveniente emplear agua lo más dura posible, ya que la cal contenida
se combina en el baño con el colorante, lo disuelve y facilita así su acción química sobre el
mordiente, a veces una sal de aluminio (exenta de hierro) o un complejo alúminograso,
con lo que se forma la laca de alizarato de aluminio. En el antiguo procedimiento que se
empleaba el tanino como mordiente ya se observó la influencia, en el proceso de
formación de la laca, de un agua dura; tanto era así que cuando cl agua marcaba pocos
grados hidrotimétricos, se pro-cedía a añadir al baño creta o CO3Na2. Actualmente se
sigue en el mordentado de la tintura con alizarina sintética la misma conducta, o sea la
adición al agua no muy dura, pero exenta de hierro, de la cantidad necesaria de CO3Ca o
acetato del mismo alcalinotérreo. Técnicamente, el agua para este caso basta con que
mar-que unos 12° hidrotimétricos ; en el caso de mayor dureza, debe rebajarse el
contenido de cal. Cuando con la alizarina se pretenden obtener tonos rosa, aunque los
procedimientos anteriores son igualmente útiles, S > h;( ILT recomienda utilizar soluciones
alcalinas de ali-
ri urr, mediante el amoníaco, la solución concentrada ~I~ dietilamina o una mezcla de
ambos disuelta en agua

««Página 105»».
198 EL AGUA EN LA INDUSTRIA TEXTIL
blanda. Para el teñido con colorantes azoicos carboxilados, aunque se mordenta de
manera parecida a los colores de alizarina, es de observar que se opera en agua corregida.
Para la tintura del algodón con colorantes naturales, el agua a emplear conviene que sea
también calcárea.
En el año 1791, HAUSSMANN descubrió que en el tinte rojo turco no podían producirse los
tonos vivos más que con agua alcalina. Según KIELMEYER, los rojos de cochinilla y de
madera, que se producen en el algodón o lana con un agua dura, presentan un reflejo
azulado que perjudica su intensidad. Los antiguos colores rojo y rosa, lo mismo que los
modernos rojo y rosa de alizarina, subsisten bajo la influencia del agua alcalina. Por el
contrario, el rojo coralino, que por lo regular no es muy sólido, cuando se trata de
aplicarlo sobre algodón o lana, no cambia tampoco por la acción del agua alcalina, siendo
más raro todavía el que resiste mucho mejor que el rojo de cochinilla los consecutivos
tratamientos por el jabón, si éste no es muy fuerte. La influencia de los carbonatos de
calcio y magnesio contenidos en el agua, déjanse sentir especialmente en los torcidos
cuando, húmedos aún, se tienden en los secaderos calentados o en los cilindros a vapor.
En este caso, los carbonatos que quedan junto al agua en los tejidos obran sobre el rojo
como un álcali débil, comunicando un matiz verdoso que obscurece el tono. Por lo tanto,
es conveniente retorcer los géneros tintados, a fin de escurrir en lo posible el agua y
secarlos completamente en secadores que no estén artificialmente calentados. De todas
mane-ras, los carbonatos que quedan en los tejidos e hilados secados al aire actúan más
tarde sobre el color, cuando se prensan en caliente o se pasan por la calandria. Si, después
del lavado o del torcido y antes del secado, los tejidos de lana se hacen pasar distintas
veces por un baño de agua muy ligeramente acidulada con ácido acético, o si, para los
tejidos de algodón, se añade a la masa de apresto una pequeña cantidad de aquél o una
CONDICIONES TÉCNICAS DE LAS AGUAS 199
solución de alumbre de roca determinada por experimentos previos, se logra hacer
bastante inofensiva la influencia de las tierras alcalinas sobre el color rojo,

particularmente. Algunas fábricas tienen la costumbre de secar al aire libre, después del
apresto, las piezas teñidas de color rosa, procedimiento que resulta ventajoso tanto para
el color como para el apresto, pero como no es posible emplearlo más que durante los
meses de verano, no resulta práctico para los grandes establecimientos.
Las dificultades que ocasiona la dureza variable del agua en los baños empleados en el
tinte de tejidos de algodón son todavía mucho mayores, por más que en este caso no se
trata nunca de grandes cantidades de agua. Según antiguas investigaciones de
ROSENSTIEHL, es hasta necesaria cierta dosis de cal en el agua para el tinte cuando se
emplea la tintura de garcinia, lo mismo que cuando se emplea la alizarina artificial, como
hemos dicho; esta dosis es poco más o menos la que se empleaba, según el autor, en la
Doller en Mulhouse, que contenía 50 mg. de CO3Ca. La alizarina y la purpurina han de
encontrar en el baño destinado al tinte una cantidad de CO3Ca natural o de (CH, . C00)LCa
suficiente para que en todas las circunstancias pueda formarse el alizarato monocálcico o
laca de purpurina correspondiente, por más que la formación de esta última no sea
absolutamente necesaria, aun cuando es siempre ventajosa para la pureza e intensidad
del color que proporciona el baño.
ULRICH demostró también que los colores de difenilo, el azul alcalino, el violeta y el rojo
de buen tinte, los matices Burdeos, etc., son perjudicialmente influí-dos por el agua muy
alcalina. Según descubrimiento de SCTEURER en el año 1890, el agua que contenga
cloruro de aluminio puede ser perjudicial.
Para la tintura de la lana tanto con colorantes ácidos como alcalinos el agua debe ser pura,
exenta de cal o corregida con sosa. Para dar el tinte con colores bá-
««Página 106»».
200 EL AGUA EN LA INDUSTRIA TEXTIL
secos es conveniente primero empastar éstos, según aconsejan algunos autores, en
presencia de agua algo calcárea y montar el baño bajo adición de 1 a 3 % de ácido acético
al 40 %; otros, sin embargo, aconsejan que todo se haga con agua blanda y es que en
realidad sucede que los colorantes básicos tiran mejor con un ligero exceso de dicho ácido
y, en consecuencia, es más exacta la obtención de tintes unidos u homogéneos ; es decir,

se consigue la isocromía. No obstante, un ex-ceso de acético perjudica la tintura por
impedir que el colorante monte sobre el textil. Como se ha dicho, tanto obedeciendo a
uno como a otro caso, el agua utilizada en general para todo el resto del proceso de
tintura debe ser blanda, especialmente para el enjuague que sigue al azufrado.
Para tintar con colorantes de tina a la lana, especial-mente en la clásica tina al
hidrosulfito-amoníaco, no importará que el agua contenga alguna proporción de ese gas;
por lo demás el agua debe ser blanda. Para el teñido con indigosoles el agua no debe ser
calcárea, pero puede ser alcalina. Para la tintura con colorantes adjetivos artificiales
(antraceno, alizarina, azocromo, etc.) en dos baños, existen una diversidad de condiciones
a cumplir. Para el baño con mordiente de aluminio, tanto el alumbre como el agua no
deben acusar ni el menor vestigio de hierro, pero el agua debe ser algo calcárea, como en
el caso del algodón, y si no débese añadir acetato cálcico. Para preparar el baño de
tintura, con-viene desleír el color con agua de condensación pura a
ser posible. Y cuando se usa el mordiente de cromo, sin
embargo, el agua debe ser toda blanda.
En el teñido de la seda con colores sintéticos sobre mordiente metálico y en el teñido en
dos baños con mor-diente de aluminio, se monta el baño diluyendo el jabón de desgomar
1citado en el apartado 21 con agua blanda y no alcalina. Así se tiñe con todos los
colorantes oxiantraquinónicos, a excepción del caso en que se quieran obtener rojos de
alizarina, que el agua deberá ser cal-
CONDICIONES TÉCNICAS DE LAS AGUAS 201
cárea como en los casos anteriores.' Los enjuagues, empero, deben practicarse con agua
blanda.
Para la tintura de la nitroseda con colorantes tina se sigue el mismo proceso que si se
tratara de teñir algodón con colorantes indigoides o antraquinónicos y, en contra de lo
que algunos han afirmado, no sabemos a razón de qué, el jabonado final debe realizarse
con agua exenta de cal. La práctica de la tintura directa del rayón viscosa debe también
realizarse siempre con aguas blandas ; lo mismo que al aplicar colores cibá y cibanone;
diazoables, en general, etc.

Como en el apartado anterior tratando de la calidad del agua necesaria para el aprestado,
podríamos también decir ahora, refiriéndonos a la tintura, que dado el gran número de
series de colorantes y la infinidad de procedimientos prescritos para aplicarlos, nadie
mejor que el técnico tintorero con buena base científica podrá determinar en cada caso
concreto qué agua le puede ser más favorable. Para no hacer el tema inacabable hemos
dado los ejemplos acaso de manera algo deslavazada, pero abrigamos la esperanza de que
hasta para el poco práctico o el tintorero no muy experto puede servir lo dicho de
orientación bastante clara en el asunto, que es lo único que perseguimos a través de estas
páginas.
En cuanto a la sección de estampados, poco hay que añadir por la gran analogía que
guardan las operaciones en ambos procesos. Ya hemos expuesto lo muy conveniente que
es utilizar agua de condensación de las calderas, por ejemplo, libre de aceites para
preparar los colores, pero además debemos unir a toda esa experiencia el detalle
importantísimo de que el agua debe ser también pura en todos los sentidos para realizar
el humedecido previo de las telas a estampar, así como la empleada para las operaciones
complementarias : vaporizado, oxidación, lavado, enjabonado y enjuagado.
««Página 107»».
DETERMINACIONES ANALÍTICAS 263
CAPÍTULO IV
DETERMINACIONES ANALITICAS
27. Necesidad de un análisis racional de las-aguas
Para determinar si un agua es conveniente para ciertos consumos industriales, como el
nuestro, el procedimiento más apropiado estriba en verificar un análisis químico-
cuantitativo completo. Únicamente a base de dicho análisis podrán precisarse
detalladamente las medidas necesarias para la depuración que se considerare
conveniente.
No obstante, las personas poco familiarizadas con la química, pueden determinar también
fácilmente si la depuración es necesaria, mediante los siguientes ensayos superficiales o
reconocimientos cualitativos que, a grosso modo, son aplicables sobre aguas cuyo

contenido en impurezas sea de consideración.
La transparencia, por ejemplo, que ya dijimos es una de las propiedades que deben reunir
las aguas para ser consumidas en el Ramo de Agua. se reconoce fácil-mente observándola
a través de un vaso de vidrio in-coloro. En el caso de ser turbia se contrasta la rapidez y
facilidad con que se separan, por filtración o sedimentación, los materiales que lleva en
suspensión o fina-mente divididos.
Para reconocer si hay ácidos libres (excepto el CO3H2) o para averiguar si el agua que se
ensaya tiene reacción ácida, neutra o alcalina, se moja en ella un papel impregnado de
tornasol, de cúrcuma u otro indicador cualquiera, como también puede verterse una diso-
lución de fenolftaleína. El tornasol azul se enrojece en presencia de ácidos, y el rojo azulea
en presencia de álcalis; la cúrcuma enrojece también en presencia de álcalis, y unas gotas
de fenolftaleína disueltas en alcohol, enrojecen el agua si contiene álcalis o queda in-
colora si existen ácidos libres. Una solución acuosa al 1 0/oo de anaranjado de metilo
acusa la menor cantidad de ácido contenido en el agua, convirtiéndose de color amarillo
en rojo. Actualmente, con mayor precisión en los resultados, se usan los papeles
indicadores del pH, como los que expende la casa Merck, o se ensaya por el ya clásico
método colorimétrico foliar de WULFF.
La presencia de sales de hierro se manifiestan por medio de una solución de
permanganato potásico, el cual adquiere una coloración azul; y sólo vestigios de sales
férricas se delatan con una solución de sulfocianato potásico, el cual origina si no un
precipitado, sí una coloración roja. Para reconocer la presencia de sal ferrosa (bicarbonato
ferroso, por ejemplo) que existe a veces disuelto en el agua sin comunicarle color alguno,
se airea primero enérgicamente, con lo cual, en virtud de la acción del oxígeno del aire, se
forma óxido férrico hidratado; acidulando después el agua con algunas gotas de C1H y
añadiendo después algunos c. c. de una solución de sulfocianuro potásico al 5 %, el líquido
toma también una intensa coloración roja.
Los cloruros son fáciles de reconocer, porque unas gotas de disolución de nitrato
argéntico puestos en el agua que los contiene, producen en seguida su enturbia-miento;
cuando están en cantidad considerable se forma en el líquido una especie de coágulo
blanco como de leche cortada.
Los sulfatos se conocerán en que vertiendo en una pequeña cantidad de agua algunas
gotas de una disolución de una sal de plomo o de barita, se formará un polvo blanco que
se deposita rápidamente en el fondo de la vasija.
La cal se revela por la adición de oxalato amónico
Iflklfif I .. il'~
««Página 01»».
204 EL AGUA EN LA INDUSTRIA TEXTIL
DETERMINACIONES ANALÍTICAS 205
que origina un enturbiamiento blanco y al cabo de un tiempo un precipitado blanco
pulverulento. De la misma manera, las sales de magnesio pueden acusarse por medio de
fosfato amónico. Para reconocer los carbonatos, bastará evaporar el agua y tratar el
residuo por unas gotas de C1H; si existen carbonatos veremos producirse burbujas
gaseosas (efervescencia), debidas al CO, que se desprende.
El amoníaco se identifica disolviendo 16 g. de KOH a otra previa disolución de 13 g. de
cloruro mercúrico en 800 partes de agua destilada a la que se le han añadido 35 partes de
yoduro potásico y se completa, hasta el volumen total de un litro, con más agua destilada;
se deja reposar, se decanta luego y el líquido claro (reactivo de Nessler) se ensaya sobre el
agua a reconocer. Si ésta contiene NH3, adquirirá coloración amarilla o se formará un
precipitado rojopardusco.
La materia orgánica puede identificarse en el agua por adición de una solución de SO,H: y
disolución de permanganato potásico, el cual se decolora o permanece inalterable si
existe o no la substancia orgánica.
Los nitratos y nitritos, éstos tan perjudiciales, son bastante menos fáciles de reconocer por
medio de estos ensayos sumarios; pero, en cambio, los más frecuentes se delatan por el
sabor salitroso (NO3K) o por el olor amoniacal (NO3NH}). A pesar de todo, puede ensayar-
se el agua con una disolución de difenilamina, puesta en solución en SO4H2 al 1 %, que de
existir nitratos formará un anillo azul y luego la misma coloración total del agua. Por
medio de cualquier ácido mineral y una solución de yoduro potásico y almidón, tomará
también el agua una coloración azul, si existen nitritos.
Siguiendo estos métodos, el analista sólo al final de sus ensayos adquirirá una idea somera
sobre qué substancias impurifican al agua que haya tomado de muestra, pero ignorará la
cuantía en que cada una de ellas se hallan presentes en el líquido; valores que, a la postre,
son los únicos que le pueden permitir dictaminarsobre la posibilidad de aprovecharla o no,
o si debe purificarla y, para ello, conocer qué cantidades de agentes de rectificación
precisa y cuál será su dispendio. Ante esa evidencia, pues, se impone la necesidad de un
análisis más racional, más concienzudo ; esto es: necesita realizr un verdadero análisis
cuantitativo del líquido propuesto.
Para darse cuenta exacta de la composición del agua deben, por lo tanto, mencionarse los
resultados de los ensayos bajo la forma de iones, o sea en mili-equivalentes por litro. Para
ello diremos al lector poco experto, que el peso equivalente de un ion es su peso atómico,
o sea, su peso de ion dividido por su valencia, siendo un mili-equivalente la milésima parte
de un equivalen-te. Algunos compuestos ordinariamente se expresan el!. miligramos por
litro en vez de miligramos equivalen-tes por litro (las materias orgánicas, por ejemplo).
Entre las muchas ventajas que otorga el análisis en mili-equivalentes se puede citar la
facilidad de compro-bar el resultado del análisis mediante la forma de aniones y cationes,
el cálculo de iones Na+ + K+ mediante una sencilla resta y dar importantes indicaciones
sobre la presencia de substancias como los fosfatos y nitra-tos. La concentración de
aniones y cationes dará incluso más clara idea que cualquier otra forma de indicación
sobre varios procesos que pueden tener lugar con aguas de determinada naturaleza.
De manera concreta, pues, debemos decir que un ;ri!,ilisis de aguas destinadas a los
consumos del Ramo de Agua o a la industria químicotextil en general, debe comprender
las siguientes investigaciones, que es pre-+.iso realizar sistemáticamente:
bd©d tla
q ,
kerf e ere
4, o
I reza total : grado hidrotimétrico. ó

Gnr rI,rr físico: aspecto, olor y color.
bol +Ir ealcio en mg. equivalentes por li1r¢. . Ca I+ui +Ir magnesio en mg. equivalentes poi
litro. M
+•u +Ic hierro en mg. equivalentes por litXo 9, Fe++
««Página 02»».
206 EL AGUA EN LA INDUSTRIA TEXTIL
Ion de manganeso en mg. equivalentes por
litro . . . . . . Mn++
Ion de sodio y potasio en mg. equivalentes
por litro Na+ + K+
Ion de hidrocarbonato en mg. equivalentes por CO3H-
litro
Ion de cloro en mg. equivalentes por litro . . C1
Ion de sulfato en mg. equivalentes por litro. . SO4=
Ion de nitratos en mg. equivalentes por litro. NO3
Ion de nitratos en mg. equivalentes por litro . NO2
Ion de fosfato en mg. equivalentes por litro. . P0,=
Gas carbónico libre en mg. equivalentes por CO2
litro
Ácido silícico en mg. equivalentes por litro . Si02
Amoníaco en mg. equivalentes por litro . . NH3
Oxígeno en mg. por litro . . . . 02
Materia orgánica en mg. por litro. SH2
Hidrógeno sulfurado en mg. por litro.
Residuo a 110° C
Residuo después de calcinar
pH ..
Los principales elementos de este análisis racional son fáciles de obtener incluso en
fábricas que posean laboratorios anticuados o rudimentarios, sobre todo si se cuenta con

el químico adiestrado en estos manejos, pues se trata de sencillas volumetrías y
calorimetrías, y proporciona la ventaja de dar resultados exactos en aniones y cationes y
no resultados bajo formas de de-terminadas sales que no responden en la, mayoría de los
casos a la realidad, cam,o ocurre en la hidrometría, según en seguida vamos a ver.
28. Hidrotimetría,
a) Preliminar. —Lo que primeramente importa antes de proceder a cualquier análisis es la
toma de muestra. Para recoger el agua que deba ensayarse se
DETERMINACIONES ANALÍTICAS 207
utilizarán botellas de vidrio incoloro, completamente nuevas y provistas de tapón
esmerilado para asegurar el cierre perfecto o bien con tapón de goma o corcho, pero
parafinados. Aun nuevas, las botellas deben lavar-se previamente con C111 puro y
después repetidas veces con agua ordinaria y, por último, con agua destilada hasta
llenarlas al menos cinco veces.
Si el agua hay que recogerla de algún embalse o río, debe tenerse en cuenta que interesa
tomar la muestra de su parte media y no recogerla en la superficie libre o en el estado
inmediato al fondo. Si se trata de agua de pozo que se eleva a través de una tubería y
mana por un grifo, será oportuno antes de llenar la botella, dejar que salga la cantidad
que podía retener la bomba o la que estuviera estacionada en la tubuladura. En todos los
casos, nos debemos quedar con una muestra sacada después de enjuagar varias veces la
botella con la misma agua que tomaremos.
La botella o botellas de muestra (para análisis completos pueden interesar hasta 10 litros)
deben cerrar-se bien, según se ha dicho, y hay que conservarlas en lugares obscuros y
frescos. Es sumamente conveniente no tardar mucho tiempo en analizar, después de la
toma de la muestra.
De esta manera, lo primero que puede hacerse es investigar el carácter físico del agua,
examinando su color a trasluz (para lo cual convienen botellas del mayor diámetro
posible), la limpidez, el olor y el sabor. Importa también la temperatura del agua y la del
ambiente donde se trabaje.

Como práctica previa y con el fin de tener una orientación puede observarse su reacción
con papel tornasol u otro indicador foliar o no líquido, ya que no conviene disolver nada
en su seno. En el caso de que el agua sea turbia, se dejará la muestra en reposo hasta que
quede clara. Luego puede filtrarse a través de un pa j)el de filtro seco y limpio (mejor con
peso de cenizas conocido) y el filtrado puede someterse al primer aná-
««Página 03»».
208 EL AGUA EN LA INDUSTRIA TEXTIL
lisis de la serie. Por otro lado, si el residuo sólido fuera importante, sólo como dato de
referencia, puede pesar-se sobre el mismo filtro previamente tarado y desecado y, si
conviene, someterlo a un examen más profundo.
Para el análisis hidrotimétrico pueden seguirse dos métodos principales : el de CLARK
modificado por FAISST y KNAUSS (alemán) y el de BoTTIION y Bou-DET (francés), siendo
mejor el primero, aunque debemos re-conocer en el segun-do mayores ventajas en
cuanto a su preparación. A pesar de que los resultados obtenidos sean siempre muy
parecidos, será muy oportuno añadir al grado
hallado la indicación del método seguido para determinarlo.
La diferencia fundamental que distingue ambos métodos estriba en que el
primero utiliza como base del proceso un jabón potásico obtenido partiendo de un jabón
de plomo; la preparación es muy delicada y el titulado se hace con solución de CL2Ba. El
segundo utiliza un simple jabón de Marsella y se titula con una solución noratal de Cl,Ca o
también con Cl2Ba cristalizado puro y seco.
El utillaje o material necesario para realizar estos análisis se resume en el siguiente. Para
el método alemán : una bureta ordinaria de 50 c. c.; un frasco con tapón esmerilado de
unos 200 c. c. y con enrase indicador de un volumen mitad, o sea de 100 c. c. Para el
método francés: un frasco de tapón esmerilado de unos 100 e. c.
DETERMINACIONES ANALÍTICAS 209
con líneas de aforo a cada 10 c. c. (fig. 23) ; una bureta hidrotimétrica, de tipo inglés, de

un volumen equivalente a unos 7 c. c. (para análisis de aguas españolas). Este tipo de
bureta está graduada de tal manera que corresponden 23 divisiones a un volumen de 2,4
c. c. (figura 24), aunque la primera no se cuenta en las lecturas, por ser la que se destina a
la cantidad de líquido jabonoso necesario para formar espuma permanente con el agua
pura; así pues, son las 22 divisiones restantes las útiles para valorar la dureza del agua que
se ensaya. Existen buretas en las que se substituye la di-visión número 23 por el cero. En
cualquier caso, pues, una división viene a significar un grado hidrotimétrico. Si no se
dispone de tal bureta hidrotimétrica se puede también utilizar una bureta de llave
graduada en 1/10 de c. c., en cuyo caso basta hacer unas breves operaciones para tener la
lectura equivalente, según explicaremos en su lugar.
b) Preparado de los reactivos y su titulación. Primeramente hablaremos del método CLARK
modificado por FAISST y KNAUSS.
La solución de jabón se prepara, por ejemplo, con 150 g. de jabón de plomo ordinario
(sapo medicatus) y 40 g. de CO3K2 puro y seco; se trituran, hasta obtener una masa
homogénea, en un mortero, que luego se agota con alcohol de 96°. El filtrado de esta
solución alcohólica se destila para eliminar todo el alcohol y el residuo obtenido de jabón
se seca al baño de María. Se 1 ornan 20 g. de éste y se disuelven en un litro de alcohol de
56 volúmenes por ciento.
La disolución de Cl2Ba se prepara de tal manera que contenga 0,5237 g. de cloruro de
bario cristalizado y puro (Ci2Ba • 2 H,0) por litro. 100 c. c. contienen, por tanto, una
cantidad de Cl2Ba correspondiente a 12° hidrotimetricos alemanes (12 mg. de CaO).
Para verificar la titulación se toma el frasco de tapón esmerilado, se vierten 100 c. c. de la
solución de
14. .1. II. Puig. — El agua en la industria textil
Fig. 23. — Frasco aforado para verificar la titulación de la solución jabonosa.
Fig. 24.-Bureta hidrotimétrica.
««Página 04»».
ji
210 EL AGUA EN LA INDUS : RIA TEXTIL
CL2Ba y por medio de la bureta se añade, poco a poco, la solución jabonosa. Después de
cada adición periódica se agita bien en todos sentidos y se observa si se forma una
espuma permanente que se mantenga durante cinco minutos y que, por lo menos, posea
unos 5 cm. de altura. Cuando se ha logrado conservar una espuma en estas condiciones
de persistencia y espesor se lee el número de c. c. de disolución jabonosa gastada,
diluyendo ésta con alcohol de 56° Tralles o concentrada hasta que se necesiten
exactamente 45 c. c. para formar la espuma sobre 100 c. c. de la solución barítica, ya que
si se ha gastado menos demuestra que la solución jabonosa es demasiado concentrada y
si, por el contrario, se ha gastado más, indica que era demasiado diluída.
Para el método de BOUTRON y BOTDET la preparación y titulación o valoración a efectuar
será la que vamos a indicar.
La solución de jabón se prepara disolviendo 100 gramos de jabón de Marsella bien seco,
en 1.600 gramos de alcohol de 90°, se filtra lo insoluble y se añaden al líquido filtrado
1.000 c. c. de agua destilada. También puede prepararse, si no se posee el jabón blando,
disolviendo 3 g. de KOH en 100 c. c. de agua; se calienta con 14 g. de aceite de oliva puro y
90 c. c. de alcohol de 96 % durante uña hora, con refrigerante a reflujo y en baño de
maría. Así se forma directamente la solución de jabón potásico que después de fría se
lleva a un matraz aforado, y se completa hasta el litro con alcohol de 60 %.
La solución de CL2Ca puro y seco debe contener 0,25 g. de CL2Ca por litro, y se puede
preparar disolviendo 0,2253 g. de CO3Ca purísimo en C1H y evaporando varias veces a
sequedad para expulsar el ácido en exceso. Se admite que 40 c. c. de esta solución
corresponden a 22° hidrotimétricos franceses ; así que 1°
=11,4 mg. de CL2Cu, o a 10,3 mg. de CO3Ca en un litro de agua.
DETERMINACIONES ANALÍTICAS 211
También puede titularse, como se ha dicho, con el CL2Ba .2 1120 (cloruro de bario
cristalizado), puro y seco que se disolverá en cantidad de 0,55 g. por litro, o el (NO3)2Ba
en 0,59 g. por litro. Estas soluciones se equilibran con la de CL2Ca.
Para la valoración de la solución jabonosa se introducen en el frasco hidrotimétrico 40 c. c.
de cual-quiera de las soluciones normales indicadas y se va echando con la bureta
hidrotimétrica la solución de jabón hasta tanto que al agitar se forme la espuma antes
citada. Para estar la solución de jabón exacta deberían gastarse hasta los 22°,2,4 c. c. Si se
gastan más o menos se modificará la composición del jabón como en el caso anterior, o
bien si no se hace por la proximidad que acuse, se tendrán en cuenta el número de
centímetros cúbicos que se hayan gastado (grados, en el caso de emplear la bureta
inglesa) para efectuar la corrección a la hora de realizar la hidrotimetría, según la fórmula :
22
X = m (n-1)-1,
~~~ 1;- que ni grado que nua,rcaba la solución al titu-
larla ; arado que natrca, el agua ensayada; X=gra-
do leal del agua que se analiza. Esta corrección tam-Iiodrin lamerse con la solución que se
emplea en el
:Icloilo sólo cine en la íóruinla, debería substi-
uirse el numerador por el 45. E'n el caso presente
(llu todo t'ranco's) un grado corresponde a 0,01 g. de sa-
les de I':-, y Mg por litro de agua.
Si no se dispone de bureta hidrotimétrica, en este vaso se I-nede utilizar, como se ha
dicho, una bureta ordinaria de llave en 1/10 c. c. Si son P el número de cenlíu-elros
cúbicos necesarios para producir la espunur, el líquido de 1 ritaje (por ejemplo : el CL2Ba),
y p los eousnniidos por el agua a ensayar, el grado hidrotimé-1 rieo será:
««Página 05»».
212 EL AGUA EN LA INDUSTRIA TEXTIL
22 (24 230 ) 115(22p — P) 252
X 230 P p -1 — 1, o bien: Y = — 115 P — 12
Esta fórmula tiene la ventaja de ser independiente de la concentración de la solución de
jabón, que resulta arbitraria. En el caso particular que el licor hidrotimétrico marque

efectivamente los 22°, la fórmula que-da simplificada así:
230
X = 24 p
También la disolución de jabón de Marsella puede contrastarse con una disolución cálcica
de 10° de dureza, que se obtiene de la siguiente manera: Se vierten sobre 0,179 g. de
CO3Ca, pesado exactamente, en un vaso de 250 c. c., 20 c. c. de agua y 2,5 e. c. de C1H al
10 %, más 10 c. c. de agua. Se tapa el vaso en seguida con un vidrio de reloj, y se calienta
en bario de María hasta la completa disolución del CO3Ca. Cuando esta disolución se ha
enfriado a 60° C., se lava el vidrio de reloj, recogiendo en el vaso el agua de lavado, y se
evapora hasta sequedad en baño de María, para eliminar así el exceso de C1H. Se puede
acelerar la evaporación haciendo pasar cuidadosamente aire caliente sobre la superficie
del líquido. El residuo seco se redisuelve en agua, y la solución, trasvasada a un matraz
aforado, se diluye hasta formar un litro. De esta disolución se toman 100 c. c. para
contrastar la disolución de jabón, de la cual se deben gastar exactamente 10 c. c. o sea
que un centímetro cúbico de disolución de jabón, al valorar 100 c. c. de agua, corresponde
a 1° de dureza alemán.
c) Determinaciones. Las determinaciones son:
a) El grado total sobre el agua en 40 ó 100 c. c., y si es muy dura, diluyendo
convenientemente.
DETERMINACIONES ANALÍTICAS 213
b) El grado del agua hervida durante 30 minutos, y enrasada hasta el volumen primitivo
con agua destilada. Filtrar y dosar.
c) El grado del agua sin hervir, pero precipitando también con oxalato amónico y filtrando.
Estos dosados representan:
d = grado de las sales magnésicas.
c — d =grado del CO2 (para tenerlo en volumen, multiplicar por 5 y nos dará los c. c. en
volumen de CO2).
a -}- d — b c -}-3° = grado del CO3Ca.
b — d -30= grados de otras sales de cal. a = grados total de dureza.
(Los 3° del CO3Ca indican que dicha sal precipita incompletamente por la ebullición; los 3°
representan la proporción que queda en disolución.)
Por el procedimiento alemán se opera de la siguien-1e manera:
1.° Para determinar la dureza total se toman 100 centímetros cúbicos que se ponen en el
frasco, se va ver-tiendo solución o licor jabonoso y agitando hasta que se produzca la
espuma permanente antes referida. Si la dureza del agua, o sea si la cantidad de sales de
cal y ele magnesio que contienen fuese tal que hubiese necesidad de emplear más de 45
c. c. de solución de jabón, n reví>sase repetir el ensayo, tomando la mitad, la ter-cera u la
cuarta parte del agua que se ensaya, y rehaciendo el volumen hasta los 100 c. c. con agua
destilada. I':ir:i saber a priori la cantidad de agua que conviene loma r, hay quien aconseja
practicar un ensayo preli-I ili 11:1 r : ii 1:Indo en un tubo de ensayo 20 c. c. del agua
lidio eun 6 e. e. de la solución jabonosa; si el lí
1 x , 1 4 I leve, se emplearán 100 e.. e. de agua, en ef ee 1n, pa„ .;i se enturbia
fuertemente se tomará la mitad, u s+=_,, an e. e.; si se forma un precipitado, según su
volumen, He tomaránn 20 ó 10 c. c. Como en las aguas en
24
1 = 9,5833 p — 1
««Página 06»».
214 EL AGUA EN LA INDUSTRIA TEXTIL DETERMINACIONES ANALÍTICAS 21 G
que la proporción de las expresadas sales no es muy grande, no se observa, en la
formación de la espuma, proporcionalidad entre ésta y la cantidad que contie-
nen de aquéllas, FAISST y KNAUSS han calculado unas
tablas, por las que se deduce el grado hidrotimétrico o de dureza, según el número de
centímetros cúbicos de
TABLA DE FAISST Y KNAUSS
C. c. GradosC.jc. GradosC. c. GradosC. c. Grados
de jabón dureza de jabón dureza de jabón dureza de jabón dureza

3,4 0,5 14,7 3,4 25,5 6,3 35,7 9,2
3,8 0,6 15,1 3,5 25,8 6,4 36,0 9,3
4,2 0,7 15,5 3,6 26,2 6,5 36,4 9,4
4,6 0,8 15,9 3,7 26,6 6,6 36,7 9,5
5,0 0,9 16,2 3,8 26,9 6,7 37,0 9,6
5,4 1,0 16,6 3,9 27,3 6,8 37,4 9,7
5,8 1,1 17,0 4,0 27,6 6,9 37,7 9,8
6,2 1,2 17,4 4,1 28,0 7,0 38,1 9,9
6,6 1,3 17,8 4,2 28,4 7,1 38,4 10,0
7,0 1,4 18,1 4,3 28,7 7,2 38,7 10,1
7,4 1,5 18,5 4,4 29,1 7,3 39,1 10,2
7,8 1,6 18,9 4,5 29,4 7,4 39,4 10,3
8,2 1,7 19,3 4,6 29,8 7,5 39,8 10,4
8,6 1,8 19,7 4,7 30,2 7,6 40,1 10,5
9,0 1,9 20,0 4,8 30,5 7,7 40,4 10,6
9,4 2,0 20,4 4,9 30,9 7,8 40,8 10,7
9,8 2,1 20,8 5,0 31,2 7,9 41,1 10,8
10,2 2,2 21,2 5,1 31,6 8,0 41,5 10,9
10,5 2,3 21,5 5,2 31,9 8,1 41,8 11,0
10,9 2,4 21,9 5,3 32,3 8,2 42,1 11,1
11,3 2,5 22,2 5,4 32,6 8,3 42,4 11,2
11,7 2,6 22,6 5,5 33,0 8,4 42,8 11,3
12,1 2,7 23,0 5,6 33,3 8,5 43,1 11,4
12,4 2,8 23,3 5,7 33,6 8,6 43,4 11,5
12,8 2,9 23,7 5,8 34,0 8,7 43,7 11,6
13,2 3,0 24,0 5,9 34,3 8,8 44,0 11,7
13,6 3,1 24,4 6,0 34,7 8,9 44,4 11,8
14,0 3,2 24,8 6,1 35,0 9,0 44,7 11,9
14,3 3,3 25,1 6,2 35,3 9,1 45,0 12,0

licor jabonoso empleado, hasta producción de espuma. Si ha habido necesidad de diluir el
agua para hacer posible la determinación de la dureza, hay que tenerlo presente en el
cálculo del análisis, o sea, que en estos casos el número de centímetros cúbicos de licor
jabo noso empleado se multiplica por 2, por 5 ó por 10, se gún la dilución hecha.
De no encontrarse el número de centímetros cúbicos de jabón gastados, el grado de
dureza puede hallarse de la siguiente manera: se busca en la tabla el número de
centímetros cúbicos que figure más próximo al resultado del análisis, se restan y se
multiplica la diferencia por el grado correspondiente a 1 c. c. de jabón; el producto se
resta o suma al grado de dureza que corresponde al número de centímetros cúbicos de la
tabla, según sea mayor o menor que éste el dado por el en-sayo. El siguiente caso
supuesto puede aclarar fácil-mente esta operación.
Supongamos que para el análisis de un agua hemos gastado 29,3 c. c. de jabón.
Tomaremos, pues, en la tabla el valor más próximo a 29,3, que es 29,4, al cual
corresponde el grado de dureza 7,4; y siendo :
29,4 - 29,3 = 0,1
0,1 • 0,277 = 0,0277,
tendremos 7,4 - 0,0277 = 7,3723 y, por lo tanto, el grado de dureza será: 7,37. Si en vez de
tomar como valor próximo a 29,3, el valor 29,4, hubiésemos tomado 29,1, el grado de
dureza correspondiente a ese valor es 7,3; y siendo:
0,2 . 0,277 = 0,0554 29,3 - 29,1 = 0,2
I^tn^lría'nos: 7,3 + 0,0554=7,3554 y, por lo tanto, el grado de dureza sería 7,35; o sea, que
habría una difeienei- ntre ambos de 0,02 debido a que 29,1 estaba
-~~,-,, lejos de 29,3 que 29,4.
1 '• I r laido, si un grado alemán representa 1 g. de
««Página 07»».
216 EL AGUA EN LA INDUSTRIA TEXTIL DETERMINACIONES ANALÍTICAS 217
Ca0 por 100 litros de agua, un agua de 10 grados de dureza alemanes o Clark, contendrán
por 100 litros una cantidad de sales de Ca y Mg (carbonatos, sulfatos, cloruros, nitratos)

equivalente a 10 g. de CaO.
2.° Para determinar la dureza permanente se hierve en un matraz de 300 a 500 c. c. de
agua durante media o una hora (cuidando de reponer el agua que se evapore). Una vez
fría y después de que los carbonatos hayan sedimentado, se añade agua destilada hasta
completar el primitivo volumen, lo que se consigue fácil-mente haciendo una marca con
un diamante en el cuello del matraz (caso de no haber enrase de origen) ; se filtra por un
filtro seco, y en el líquido que filtra se determina la dureza del mismo modo
anteriormente indicado.
3.° La dureza temporal es debida, principalmente, a la presencia de los bicarbonatos, y
puede hallarse por diferencia entre la dureza total y la permanente.
Mucho más exacto que la determinación volumétrica, es el procedimiento de análisis por
pesadas de la cal y el magnesio, determinación a la que puede añadirse también la del
hierro y la alúmina. Para ello el residuo seco obtenido en el caso segundo se disuelve en
ClH, se añade una pequeña cantidad de clorato potásico, y después de añadir cloruro
amónico, se precipita por el amoníaco, el hierro y la alúmina en forma de hidróxidos; se
filtra, y el precipitado se recoge después de bien la-vado, se incinera y se pesa; la cantidad
obtenida será óxido de hierro y alúmina. El líquido que filtra se hace hervir, y después de
añadir algo de amoníaco, se precipita la cal por el oxalato amónico. Después de dejar
sedimentar el precipitado de oxalato cálcico, se recoge sobre un filtro, se lava bien y
calentándolo al rojo se transforma, ya sea en CO3Ca, o mejor en CaO; hecho esto se pesa.
En el líquido que filtró, se precipita el magnesio por amoníaco y fosfato sódico, en forma
de fosfato amónico-magnésico; después de tres o cuatro horas, se recoge el precipitado
sobre un filtro, se lava con amoníaco diluído (1 parte de NH3 y 3 de HZ0), se incineraal
rojo y se pesa; el peso obtenido es de pirofosfato magnésico. El cálculo de la dureza se
hace como se indicó anteriormente. Para la determinación de la dureza temporal, se hace
hervir el agua, se recoge finalmente el precipitado, y después de bien lavado se disuelve
en ClH diluído ; en esta disolución se determina la cantidad de cal y magnesio. Restando
de la cifra que representa la dureza total, la temporal, la diferencia es la dureza
permanente.

Por el procedimiento francés se opera de la siguiente manera:
1.° Para determinar la dureza total se introducen 40 c. c. del agua destinada al ensayo, a la
temperatura del ambiente, en el frasco graduado y se añade, por medio de una bureta
inglesa, la solución de jabón, agitando hasta que se forma la espuma característica. 0 sea,
que se opera análogamente al caso anterior (alemán). El número de divisiones rebasadas,
a contar desde el cero de la bureta. significa los grados hidrotimétricos franceses del agua
analizada.
El grado hidrotimétrico representa el número de dg. de jabón que el agua neutraliza por
litro, ya que cada división de la bureta contiene (50.2,4/1350) : 23 g. de jabón, y se
ensayan 40 c. c. — 1/25 litro del agua calcárea, resultando aproximadamente, después de
hacer operaciones, 0,1 g. que corresponde a 0,10/22 de CL2Ca por cada 40 c. c. de agua, o
sea 0,0114 g. por litro. Un agua, por ejemplo, de 10 grados hidrotimétricos consume
inútilmente 1 g. de jabón por litro. Los 0,0114 de Cl2Ca equivalen a 0,0057 de óxido
cálcico, 0,0103 de CO3Ca, 0,014 de SO4Ca y 0,0042 de óxido de magnesio.
2.° Para determinar la dureza permanente pueden hervirse 100 c. c. del agua problema en
una cápsula de porcelana o en un matraz, durante media hora; se deja eil'riar, se completa
el volumen primitivo con agua des-I i lada, copio en el caso anterior (alemán), se filtra y en
(.I IilI lado se determina la dureza como en los casos anleriures.
««Página 08»».
218 EL AGUA EN LA INDUSTRIA TEXTIL DETERMINACIONES ANALÍTICAS 219
1
3.° La dureza temporal se logra restando la permanente de la total.
La dureza transitoria también puede determinarse coloreando 200 c. c. de agua con
anaranjado de metilo hasta obtener un color débilmente amarillo, añadiendo luego,
mediante una bureta corriente, ClH N/5 hasta que el agua presenta una coloración rosada
clara. El nivel del ácido en la bureta antes y después de echarlo, indicará la cantidad
consumida en centímetros cúbicos. Cada centímetro cúbico de ClH N/5 neutraliza 10 mg.
de CO3Ca, representando, por consiguiente, 5° hidrotimétricos de la escala francesa. La
dureza permanente viene expresada por la diferencia entre la total y la transitoria hallada.

Otra manera de interpretar este método que sub-sana lo poco exacto que resulta el
procedimiento que se basa en hacer hervir el agua, estriba en determinar directamente el
CO33H, combinado que contenga el agua, tratando 250 c. c de ésta con ClH N/10 ó 1/10
normal y se adiciona como indicador, también, el anaranjado de metilo. El ClH
descompone los bicarbonatos, correspondiendo a cada centímetro cúbico de la disolución
de ClH 2,2 mg. de CO3H2 combinado ó 2,8 mg. de CaO. Como se opera sobre 250 c. c. de
agua, cada centímetro cúbico de ClH corresponde a 8,8 mg. de CO3H2 combinado o a 1,12
grados de dureza temporal. La reacción se da por concluída cuando vira al rojo el color del
indicador.
Puesto que los grados de dureza corresponden, con-juntamente, a las sales de calcio y de
magnesio que con-tenga el agua, pueden determinarse por separado, tanto los relativos a
la dureza total, como a la dureza permanente. Para ello y según se ha dicho explicándolo
de otra manera, se pueden precipitar los compuestos calcáreos, primero sobre el agua
natural y después con el agua hervida, por 40 c. c. de una disolución de oxalato amónico al
1/60 para cada 100 c. c. de agua analizada. Se verificará la hidrotimetría sobre el líquido
filtrado yla dureza encontrada corresponderá a las sales magnésicas y la diferencia a las
calcáreas.
Para determinar el sulfato de cal hidrotimétricamente, se prepara una solución de nitrato
bórico con 1,07 g. de (NO3)2Ba y 100 c. c. de agua destilada. Un centímetro cúbico de esta
solución marca 16° de dureza. En la práctica se procede así: Llenar con el agua a ensayar el
frasco hidrotimétrico. Hervir 30 minutos. Dejar enfriar. Enrasar con agua destilada. Filtrar.
Tomar el grado; supongamos que sea N. Añadir N c. c. de la solución de (NO3)2Ba, agitar,
filtrar y tomar de nuevo el grado X. (Al añadir los N c. c. de la solución bárica el grado
teóricamente se doblaría y sería 2N). 0 sea, que el grado de sulfatos por litro será: 2N — X.
Multiplicando dicho número por 0,01 g. tendremos el contenido Icor litro en gramos de
SO4Ca que contiene el agua ana-
lizada.
Si se desea conocer lo que corresponde a los cloruros y a los sulfatos en la dureza
permanente, bastará p recipil:tr los segundos con 2 c. c. de otra disolución de (N( ),), I ^: t

12,1-1 sobre 38 c. c. de agua hervida. Los ,.;nuloa de dureza hallados corresponderán a los
cloru-
o,1, y In di rereti( la ~ou Iat dureza permanente nos dará ~I rtdor di' los ltulfalo,-;.
I'or ejemplo. tu, como elau;ilicríl,tntos al principio -, ~, iie f,ul~i~l~ ~rindo, un aa±,;n:t nos
acusa en el análisis
1' (al{1.1 1iri ida) 13°
(después de precipitar cl Ca con oxal. amónico) = 13° d (Iie(lia la precipitación en el agua
hervida) = 6°
tendremos que estos dosados nos representan:
6" de los compuestos de magnesio.
,1 la 6=7° deCO2.
~i d b c 1-3°=28+6—13—13+3=11°deCO3Ca.
1, d 3° 13 — 6 — 3 = 4° de otras sales de cal (SO4Ca)
««Página 09»».
220 EL AGUA EN LA INDUSTRIA TEXTIL
La equivalencia en peso es:
7 • 0,005 = 0,035 litros de CO2
11 • 0,0103 = 0,1133 g. de CO3Ca
• 0,014 = 0,056 g. de SO4Ca
6 . 0,0125 = 0,075 g. de SO4Mg
DETERMINACIONES ANALÍTICAS 221
método tampoco es practicable si el agua contiene, además, carbonatos de los metales
alcalinos.
3.° La dureza no debida a los carbonatos sino a loes, sulfatos, cloruros, etc. (dureza
permante), se halla, corlo en los casos anteriores, por diferencia entre la total y la
transitoria o temporal.
29. Alcalimetría.
Los métodos hidrotimétricos que incluso nos permiten determinar la cal y el magnesio que

lleve consigo un agua cualquiera, no son matemáticos ; ni tampoco es exacto el
procedimiento que se practica para investigar los sulfatos y cloruros, precipitando los
bicarbonatos.
Por alcalimetría se pueden obtener mejores resulta-dos, según vamos a ver, aunque algo
hemos citado ya anteriormente.
El primer método consiste en valorar 200 c. c. de agua en frío, mediante el naranja de
metilo y ClH N/5, en el que se supone que únicamente reaccionan los bicarbonatos de cal
y magnesio. Los resultados se calculan en CO3Ca. Utilizando 200 c. c. de agua, cada c. e. de
C1H N/5 corresponde a 0,05006 g, de CO,Ca o a 0,02806 g. de Ca0 por litro. Multiplicando
el número de c. c. de ClH N/5 gastados por 2,8, se obtiene la dureza en carbonatos
expresada en grados alemanes.
La cantidad total de bases alcalinotérreas (cal y magnesio), se determina precipitándolas
en caliente mediante una solución de CO3Na2. Se emplea un ligero exceso de esta
solución que tendremos valorada y se hierve la mezcla durante algunos minutos en una
cápsula de porcelana y así tendremos :
(:I.4C2 Cl2Mg
S()4Mg
+ (6 + X) CO3Na2 S( laca
((:O3I (
CO3Ca + 2 CiNa CO3Mg + 2 • CiNa CO3Mg SO4Na2 + X CO3Ca + SO4Na2 CO3Ca + 2 •
CO3HNa CO3Mg + 2 . CO3HNa
CO,Na2
Como se ha dicho, estas cantidades precisa tenerlas en cuenta para la corrección química
de que hablaremos en el capítulo siguiente.
HESSENLAND, sin embargo, aun cita otro procedimiento hidrotimétrico, que es el
siguiente :
1.° Para determinar la dureza total echa 100 c. c. de agua en un frasco de tapón
esmerilado de 200 c. c. de capacidad. Luego agrega sucesivamente unas 3 gotas de una

disolución de fenolftaleína y gota a gota una di-solución débil de lejía de NaOH, hasta que
el líquido aparezca ligeramente rosado, hecho lo cual se valora con la disolución de jabón
de Marsella, cuya contrastación hemos explicado al final del anterior subapartado b,
agitando fuertemente después de cada adición. La saturación con jabón se alcanza,
también, cuando la espuma queda persistente, por lo menos durante los 5 minutos ya
indicados. El número de centímetros cúbicos gastados de licor jabonoso, como se dijo,
indica el grado de dureza alemán del agua. Es de advertir que este método da resultados
inexactos en el caso que el agua contenga mucho magnesio.
2.° La determinación de la dureza debida a los car-
bonatos se hace mejor, según dicho autor, con el agua
de origen, sin hervirla previamente, mediante valora-
ción con disolución decinormal de CIIL. A 100 c. c. de
agua se agregan 2 ó 3 gotas de aii_aranjado de metilo y
se valora con el C1H n/10, hasta que el color vire del
amarillo al rojo. 1 c. c. de C1H n/10 — 0,0028 g. de CaO.
Si 100 c. c. de agua necesitan 1 c. c. de ClH N/10, un
litro de agua necesitaría 10 c. c. de ClH N/10= 0,0028
gramos de Ca0 = 2,8° de dureza de carbonatos. Este
««Página 10»».
222 EL AGUA EN LA INDUSTRIA TEXTIL DETERMINACIONES ANALÍTICAS 223
Si se desea hacer una determinación con toda exactitud se evapora a sequedad y se
calienta el residuo hasta 180° C.; residuo que estará formado por los citados carbonatos y
los cloruros, sulfatos y carbonato sódico. Inmediatamente se extrae disolviéndolo en agua
destilada caliente. El precipitado alcalinotérreo se filtra (sólo se disuelven las sales sódicas
y el residuo formado por la Ca y el Mg queda en el filtro), se lavan con la mayor cantidad
posible de agua destilada los CO3Ca y CO3Mg, y luego se hierve para expulsar el CO2. Se
disuelve el precipitado en un volumen conocido y en ex-ceso de ClH N/5 con lo que los
carbonatos pasarán a cloruros (a veces se calienta una vez añadido el ácido) :
3•CO3Ca CO2 +H0
+ (12 + x) ClH —~ 2 + x ClH
3 • CO3Mg 3 • CL2Mg CO2 + H30
El exceso de ácido se neutraliza (valoración) con NaOH N/5 (indicador fenolftaleína, mejor
que el anaranjado de metilo). Al virar el indicador al rojo se de-tiene la neutralización. Al
neutralizar con NaOH ocurre :
3 CL2Mg + X . ClH + NaOH ---> CiNa + H20
la primera gota que caiga después de neutralizar el ex-ceso de ClH producirá la siguiente
reacción :
3 . CL2Ca + X NaOH —~ 2 . CINa + Ca(OH)2 Cl2Mg 2 • CINa + Mg(OH)2
y estos hidróxidos se ionizarán dando Ca++ + 2.OH—, y por tanto virarán la fenolftaleína al
rojo.
Conocida la cantidad de sosa cáustica gastada, sa-
-xbremos el exceso de C1H no combinado; y por diferen-,--.,, nia con el total añadido,
sabremos el que se ha com-
esz4., .144,:;, binado. Dicha cantidad corresponde a los carbonatos
insolubles descompuestos, por lo que sabremos el que
1,'t,: corresponde a las sales de Ca y Mg. Cada c. c. de ClH
e g~ N/5 0,00561 g. de Ca0 y de aquí la dureza total. (Si
3 . CL2Ca
se toman 200 c. c., cada c. c. de ClH corresponde a 0,028 g. de Ca0 por litro.) Si restamos
de la cantidad total de alcalinotérreos, calculada en CaO, la alcalinidad expresada también
en este compuesto, se obtiene la cantidad del mismo contenido en el agua en forma de
sulfato. El CO3Na.2 sólo sirve en este caso para precipitar las sales de Ca y Mg.
Para determinar esos metales ya dijimos que se tratan los cloruros obtenidos al disolver la
mezcla de carbonatos de cal y magnesio por el ClH, por el fosfato amónico que precipita el
Mg en forma de sal mixta que separada por filtración y calcinada al rojo pasa a piro-
fosfato magnésico estable a dicha temperatura. Por métodos gravimétricos se determina
ese metal. Para de-terminar la cal se precipita, según se dijo también, por el oxalato

amónico o potásico; el precipitado de oxalato cálcico se calcina y se pesa.
El método de PFEIFFER es útil y muy recomendable para hallar el MgO. Para ello se
valoran 100 c. c. de agua a la temperatura de ebullición con C1H N/10 empleando alizarina
(la alizarina azul-roja en solución al-calina pasa a amarilla con los ácidos) como indicador.
El agua carbónica se diluye en un matraz aforado de 200 c. c. con agua destilada y hervida,
se mezcla con un exceso de agua de cal (25 a 50 c. c. según sea su dureza total) y se
calienta; se filtra por un filtro seco, y en 100 c. c. de líquido filtrado se determina el exceso
de cal. Un c. c. de solución de Ca(OH)2 n/10 corresponde a 2 mg. de MgO.
Por estos métodos expuestos se puede hallar la dureza del agua y la cuantía de calcio y
magnesio que contiene. Pero además de estas determinaciones alcalimétricas, puede
interesar averiguar la alcalinidad total del agua, o sea la cantidad de carbonatos de ambos
metales (y a veces de otros) que existen. Para esta importante determinación se toman
100 c. c. del agua a ensayar, se añaden unas gotas de solución al 1 °/oo de anaranjado y
en frío se valora con C1H N/20, agitan-
««Página 11»».
224 EL AGUA EN LA INDUSTRIA TEXTIL DETERMINACIONES ANALÍTICAS 225
do para facilitar la expulsión de CO2 producido. El ClH descompone los carbonatos y
bicarbonatos y el anaranjado comienza a virar en el momento en que ya no existen
bicarbonatos para descomponer (pH = 7). Como sea que dicho indicador vira lentamente
debe pro-cederse por comparación con una solución formada por 100 c. c. de agua
destilada, el mismo número de gotas de anaranjado que se han empleado y añadiendo
una gota de C1H. Ambos vasos se colocarán sobre fondo blanco para poder observar
exactamente el momento del virado. El resultado se expresa en CO3Ca por litro (1 c. c. de
C1H N/20 = 0,0025 g. de CO3Ca).
La casa "Babcock-Wilcox" expende a sus clientes un equipo analítico (véase el grabado 25)
para el ensayo empírico de la alcalinidad de las aguas de las calderas, por ser
frecuentemente necesario el análisis de aguas entre los que poseen generadores de esa
firma. Aunque es poco científico su uso, vamos a describir cómo se opera.
Para emplear el equipo de ensayos referido, se comienza por quitar el tapón de caucho

del frasco que lo lleva, con los demás accesorios que contiene, debiendo llenar dicho
frasco en sus tres cuartas partes del ácido que se envía para estas operaciones. Luego se
pondrá de nuevo el tapón y se hará pasar una cantidad de ácido a la bureta por medio de
la pera de goma de que va provisto dicho tapón. Cuando la presión haya subido, la bureta
se graduará de por sí a cero. Después se llenará con agua procedente de las calderas hasta
la señal 70 la probeta de cristal que lleva el equipo, echan-do después 4 gotas del
indicador de álcali y si el agua contenida es alcalina adquirirá un color purpúreo. LTna vez
efectuado esto, se dejará caer ácido de la bureta hasta que cambie de color el agua
contenida en la pro-beta desde un tono azul obscuro que tomará al principio, hasta llegar
a ser amarillo. Cuando se haya conseguido este último tono, se leerán los centímetros
cúbicos de ácido empleado que multiplicados por 0,8 darán lacantidad de granos de NaOH
contenidos por galón en el agua correspondiente a la muestra que se ensaya (ya dijimos
que 1 grano de Ca0 por galón de agua son
Fig. 25. — Equipo analítico «Babcock-Wilcox»
0,0648 gramos por 4,543 litros, o sea 1 gramo por 70 litros). Si la diferencia entre las
lecturas amarillas o azules es de consideración, es necesario analizar la clase de agita que
se está empleando, ya que probablemente con-1,endrá exceso de CO3Na2. Ninguna clase
de agua debe alcanzar una alcalinidad mayor de 50 granos (o sea
15. J. B. Puig. — El agua en la industria textil
««Página 12»».
226 EL AGUA EN LA INDUSTRIA TEXTIL
62,5 c. c. de ácido de ensayos) de NaOH por galón, debiendo procederse al llegar a este
límite a purgar con frecuencia las calderas. Con objeto de economizar ácido, las probetas
están graduadas en divisiones de 70, 35, 14 y 7. De esta manera, si se sabe que el agua es
muy alcalina, debe llenarse la probeta hasta la señal correspondiente a 7, 14 ó 35,
debiendo entonces multiplicarse la cantidad de ácido empleado por 10, 5 ó 2, haciéndolo
después por el factor 0,8 para averiguar la cantidad o granos de NaOH contenidos por

galón de agua.
En aquellos casos en que se añada NaOH a la cal para hacer el agua alcalina, deben
deducirse 8° de la alcalinidad total del agua de las calderas al llegar a la alcalinidad de la
NaOH, puesto que los 8° se deberán a la cal empleada. Si la muestra del agua no diera el
color purpúreo, es que no es alcalina, debiendo entonces añadirse más cal o sosa cáustica
al agua de alimentación.
Toda clase de agua que se haya tratado industrial-mente en debida forma, debe dar el
tono purpúreo antes mencionado a su entrada en la caldera, ya que de lo contrario no es
alcalina para su empleo en esta clase de aparatos. Cuando se ensaya una muestra de 70 c.
c., no se necesitarán más de 0,6 c. c. de ácido para cambiar el color desde el tono púrpura
al azul. Al efectuar el en-sayo de las aguas de alimentación, basta comprobar el cambio de
tono del agua desde púrpura a azul, toda vez que debido a la posible presencia de CO2 en
el agua antes de hervir, la variación de azul a amarillo pudiera ser muy imprecisa. Si el
agua de alimentación está siendo tratada en debidas condiciones, el cambio de color
desde el tono azul al amarillo será bien definido y casi inmediato, en cuyas circunstancias
la lectura multiplicada por el factor 0,8 representa una alcalinidad cáustica. Si la cantidad
de ácido empleado para obtener el color amarillo es más del doble de la cantidad que se
necesita para conseguir el azul, la alcalinidad es entonces carbonatada, por lo que debe
aumentarse la
DETERMINACIONES ANALÍTICAS 227
cantidad de cal empleada en el tratamiento de las aguas. Si la cantidad que se precisa para
producir el color amarillo es menos del doble de la que se necesita para obtener el azul, la
alcalinidad será principalmente cáustica. La alcalinidad cáustica del agua de alimentación a
su entrada a la caldera no debe exceder de medio grano por galón, o sea 0,6 e. c. de ácido.
30. Hierro y manganeso.
Cuando se supone que un agua lleva cierta cantidad de hierro o cuando nos interese para
la industria textil, en la que ya dijimos que sólo vestigios de su presencia la hacen
desechable, puede realizarse la determinación por el método colorimétrico que vamos a

describir.
El hierro se encuentra en el agua en disolución y en forma de CL2Fe, C13Fe, etc., o bien en
estado coloidal [Fe(OH)3, CO3FeOH, etc.]. Para su colorimetría se opera sobre 200 c. c. de
líquido que se reduce a la cuarta o décima parte por concentración. Si el hierro se halla en
forma coloidal precipita por coagulación e incluso si está en disolución, precipita si hay
cantidad suficiente.
Se trata el líquido por ClH puro al 1 °/op calentando hasta disolución completa del
sedimento, pasando éste a cloruro. Se lleva a la ebullición y se trata con agua oxigenada
para pasar la sal ferrosa a férrica, La oxidación no es conveniente hacerla con NO3H
porque el desprendimiento de vapores nitrosos produciría la de-coloración del líquido
falseando el ensayo colorimétrico que viene a continuación.
El líquido resultante se coloca en una de las dos pro-Iuel as del colorímetro que
reproducimos en la figura 26; por ejemplo, en pl. Dicho aparato consta de dos probe-L Ls
1-, y 132, una para la muestra y otra para la solución 1) pu o de contrastación. Dichas
probetas son de fondo pI: i o lo más transparente posible con objeto de dejar I';ci1 paso a
la luz procedente de un espejo e giratorio l u e puede graduarse a voluntad. Las
coloraciones se
««Página 13»».
228 EL AGUA EN LA INDUSTRIA TEXTIL
observan a través de un ocular 0 dispuesto de tal manera que al observar se vean una al
lado de otra las coloraciones, ya bien mitad por probeta (caso 01) o formando círculos
concéntricos (caso 02). Se introduce, pues, el líquido en la probeta pi añadiendo unas
gotas de sulfocianuro amónico que da coloración roja con las sales férricas. En el otro
recipiente, P2, se coloca una disolución valorada de sal férrica muy diluída (de cloruro
férrico valorado de manera que 1 c. c. = 0,0001 Fe) y se añade el mismo número de gotas
de sulfocianuro amónico.
Es necesario efectuar un ensayo previo para que las disoluciones se equivalgan todo lo
posible. Si la solución tipo es demasiado fuerte y de coloración excesiva, se va vaciando

por la espita hasta que observando por el colorímetro se vean coloraciones equivalentes.
Entonces se observa la diferencia de volúmenes entre las dos probetas y se diluye la
solución tipo añadiendo la cantidad de sulfocianuro proporcional al volumen extraído. Por
ejemplo, si se han añadido 5 gotas al principio y se han vaciado 2/5 partes, al final habrá
que añadir 2 gotas de reactivo en la probeta de la solución-tipo.
Para efectuar el ensayo, una vez verificada la operación anterior se extrae de la probeta
que dé coloración más obscura hasta nivelarlas y se deduce, por el volumen extraído, la
valoración del líquido problema; de manera análoga a la que veremos al tratar de la
investigación del amoníaco y del ácido nitroso. Generalmente, como este método sólo se
emplea para tener una idea de si existen o no trazas de hierro, no se buscan nunca valores
numéricos. Para determinaciones de alta precisión es recomendable el colorímetro
fotoeléctrico ETCO C`Electric-Test Co.").
Anteriormente hemos citado la manera de obtener, por pesada, la cantidad de Fe203 +
Al203 (pág. 216),conjuntamente. Sin embargo, un análisis metódico del hierro muy
aceptable (de practicarlo con precisión) es el que vamos a indicar por vía volumétrica, muy
útil cuando la cantidad de este metal es algo importante o cuando se requieren datos más
precisos.
Se toma una cantidad de agua (más o menos volumen, según sea la cuantía del residuo
fijo) y se evapora a sequedad en una cápsula de platino. El residuo se seca a 105° C., se
humedece con C1H, se evapora otra vez y nuevamente se seca a la misma temperatura.
Humedécese de nuevo con C1H y se filtra. El líquido filtrado se 1 rata con un poco de
cloruro amónico y ligero exceso de amoníaco; se calienta. Si se forma precipitado (se
('ormará si existe hierro o alúmina) se recoge en un fil-1.ro, se incinera junto con el papel
(para lo cual debe-remos conocer el peso de sus cenizas, ante posibles eventualidades), se
disuelve en SO4H2 y se hace la reducción por el Zn, exento de hierro, con lo que se logra
pasar el ion férrico a ferroso:
(SO4)3Fe2 + H = 2 . SO4Fe + SO4H2
II nu vez decolorada la disolución, se deja enfriar en cl mismo n-:ri.r:rz operatorio y,

después de fría, se ensayan unas golas sobre un vidrio de reloj con el sulfocianuro
potásico; esta reacción no debe dar más que un ligero finte rojizo. Si es así, el líquido está
completa-mente reducido y, sin filtrarlo, se decanta para separar el cinc, se lava éste
rápidamente con agua destilada, y en el líquido primero, junto con el de lavado, se
determina el hierro por medio de una disolución de perman-
H:alo potásico 1/10 normal. El fundamento de este niel°do estriba en que las sales
ferrosas en solución ;leida son oxidadas a sales férricas por el MnO4K:
Mn04-+10.Fe+++16.H+--> 2•Mn+++10.Fe++++8. H20
i:- determinación, pues, se lleva a cabo acidulando fuer-batiente con SO4H2 la solución de
sal ferrosa obtenida
0
Fig. 26. — Colo-
rímetro de labo-
ratorio.
««Página 14»».
230 EL AGUA EN LA INDUSTRIA TEXTIL DETERMINACIONES ANALÍTICAS 231
(por cada 100 c. c. de solución debe haber unos 5 c. c. de ácido concentrado) diluyendo
con agua hervida hasta 400 ó 500 c. c. y añadiendo en frío solución de MnO4K de una
bureta con llave de vidrio hasta que la coloración roja quede permanente. La cantidad de
hierro existente se obtendrá expresada en hierro metálico, óxido ferroso o férrico,
multiplicando el número de centímetros cúbicos de solución de MnO4K gastados por
0,005584, 0,007184 y 0,007984, respectivamente. El resultado son gramos.
Para aplicar este procedimiento (de MARGUERITE) será preciso preparar al momento la
solución decinormal de MnO4K y valorarla (hallar el factor), de la manera que se indica en
cualquier tratado analítico corriente.
La investigación del manganeso, al igual que la del hierro, puede verificarse por
colorimetría substituyendo el sulfocianuro amónico por permanganato potásico en
solución normal (en 500 c. c. de agua destilada, 0,0719 g. de sal cristalizada), ajustando el
proceso a una serie de características especiales que no citamos por considerarlo, en este

caso, un poco complejo. Con respecto a la determinación colorimétrica del contenido de
pequeñas cantidades de ese metal en el agua, es muy valioso un trabajo publicado por
LUHRTG (Chemiker Zeitung,1914, página 781), al cual remitimos al lector curioso.
Realmente, la investigación del Mn es un poco difícil para quienes no estén familiarizados
en análisis, cuando menos por vía volumétrica. Por esto sólo aconsejamos a los expertos la
práctica del siguiente método de VOLHARD-WOLFF, que sin duda es el más preciso e
indicado.
Para poder aplicar este método es conveniente en primer lugar obtener el Mn en forma
de sulfato manganoso, lo que se logra calcinando previamente el sulfuro, transformado en
Mn30t. Para obtener el sulfuro se coloca el agua en un matraz Erlenmayer de 100 c. c. de
capacidad, se añaden 2 g. de cloruro o nitrato amónico,se agrega amoníaco hasta reacción
alcalina (caso de que I'nera ácida), se trata con ligero exceso de sulfuro amónico incoloro
recién preparado, se llena casi el matraz con agua destilada, hervida y fría, se tapa con un
coreho y se deja en reposo 24 horas. Al cabo de este tiempo se habrá depositado el
precipitado color rosado de carne. Se filtra el líquido claro con la precaución de tener
siempre lleno el filtro. Se deja pasar completamente el líquido, se deseca, se pone la
mayor cantidad posible de precipitado en un crisol de porcelana de pared delgada, se
incinera el filtro en espiral de platino, se agregan las cenizas a la masa principal, se calienta
con poca llama en crisol abierto, hasta que se haya quemado la mayor parte del azufre, se
aumenta la llama, y se calienta luego fuertemente con la llama de un mechero Runsen,
hasta lograr constancia en el peso.
Esta primera fase es muy general en su empleo, por la propiedad que tienen todos los
óxidos de manganeso y todos los compuestos de ese metal que por el calor dan óxidos
(sales de Mn de ácidos volátiles orgánicos
inorgánicos, excepto los compuestos halogenados y I'os['orados), de pasar a Mn3O4 al
calentarlos al aire a una temperatura de 940° a 1.100° C.
Después de calcinar se deja enfriar en el desecador, se pesa, y del peso P hallado se puede
calcular la can-1idad de Mn para tener una primera referencia, según la siguiente
igualdad:
Mn3O4 : 3Mn = P : X
1 ,n. 1 ransformación del SMn en Mn304 se verifica con
I'rn i l i dad cuando la cantidad no es muy grande. La se-
pnI'O iUtI del manganeso en forma de sulfuro se realiza
di, la manera expuesta cuando las aguas a ensayar con-
( is'lI(n r;Indes cantidades de metales alcalinotérreos y
magnesio. Cuando, por el contrario, contengan sólo
¡adl s, µe comenzará por calentar la muestra lo más
wad( ti posible, saturándose luego con NH3, se añade
, I,+ri p ~u n sal 1'11 ro amónico, se continúa hirviendo hasta
««Página 15»».
232 EL AGUA EN LA INDUSTRIA TEXTIL DETERbIINACIONES ANALÍTICAS 233
que el SMn se vuelva de color verde sucio, se deja depositar el precipitado durante unos
minutos, se filtra y se lava con agua caliente que contenga un poco de sulfuro amónico.
Luego se continúa como ha quedado dicho antes.
En Mn304 obtenido por calcinación se disuelve, ahora, en el menor exceso posible de
SO4H en un crisol de porcelana, se evapora cuanto se pueda en baño de María, y se
desaloja el exceso de ácido calentando con cuidado en baño de aire. Como para el baño
de aire se utiliza un crisol de porcelana provisto de un anillo de amianto, la distancia entre
las paredes y el fondo de ambos crisoles, interior y exterior, debe ser de 1 cm.
aproximadamente. Después de desalojar el SO4H2 se cubren ambos crisoles, se calienta al
rojo con un buen mechero Bunsen, y se puede pesar el sulfato manganoso obtenido,
después. de enfriado en el desecador. (Esta pesada da una segunda referencia.) Del peso
de SO4Mn se calcula la cantidad de manganeso del modo siguiente:
SO4Mn : Mn = P : X
Según BLUM, se opera con mayor seguridad calentando el SO4Mn en el horno eléctrico,
de 450° a 500° C., hasta lograr constancia en el peso. La sal comienza a descomponerse de
550° a 600° C.

Con el sulfato manganoso puede procederse ya al ensayo volumétrico de VoLHARD-
WoLFF. Para ello se añade lentamente una solución de MnO4K a una solución de SO4Mn
muy débilmente ácida y casi a ebullición; cada gota produce un precipitado de MnO3H2
que va haciéndose más denso y más obscuro, cuya formación tiene lugar según la igualdad
siguiente:
K20, Mn2O7 + 3 • Mn0 = K20 + 5 Mn02 2 • MnO4K
Esta reacción indica que a 2 . MnO4K corresponden 3 átomos-gramo de ion manganoso. Si
se reducen, pues,'1' c c. de una solución de MnO4K a sal de manganeso
rviéndola con ClH, y se valora dicha sal de manganeso ion el mismo MnO4K en el sentido
indicado por la igual-dad anterior se emplearán 2/3 de T c. c.
Si 100 c. c. de solución de MnO4K corresponden a t gramos de manganeso, y para un peso
de P gramos de substancia se han gastado T c. c. de MnO4K, la cantidad de Mn será:
T.t
P =Mn°io
3Mn _ 3.54,93
(1.000 c. c. de MnO4K 1/N = 10 10 =16,47-9 g. Mn)
Si en las aguas existiera hierro sería preciso eliminarlo antes de comenzar este análisis. Por
lo largo que es el proceso, conviene también cerciorarse, aunque sólo sea
cualitativamente, de si el agua contiene verdadera-mente manganeso. Para ello, nada
mejor que aplicar la reacción de CRUM.
Ésta consiste en mezclar una cantidad de agua con dióxido de plomo libre de Mn y NO3H
concentrado. Se hierve y se diluye con agua; el líquido queda de color rojo violeta, con tal
de que el agua contenga sólo indicios de Mn, una vez se ha sedimentado el dióxido de
plomo en exceso, debido a la formación de permanganato :
2•Mn+++5•Pb02+4.H+--> 2•Mn04 +5•Pb+++ 2•H20
Esta reacción extraordinariamente sensible, que permite reconocer 0,005 mg. de Mn, no

tiene lugar en presencia de mucho ClH o compuestos de cloro, porque en estas
condiciones es reducido el ion permangánico :
Mn04-+8•H++5•C1 -~ 4•H20+Mn+++5/2CL2
Aún más sensible, si bien no tan típica, es la colo-ración que el Mn da en solución
amoniacal con la f ornioxima (H2CNOH), pues por la acción del oxígeno del :ti re se
produce el compuesto (0NCH2)3Mn, de grandí-
««Página 16»».
234 EL AGUA EN LA INDUSTRIA TEXTIL DETERMINACIONES ANALÍTICAS 235
3
simo poder colorante. Esta reacción permite determinar colorimétricamente .fracciones
de mg. por litro, de Mn, en soluciones puras.
31. Sulfato y cloro.
La cantidad de sulfato contenida en un agua es in-dependiente de la dureza (SO4Na2;
soluble). Para el en-sayo del ion SO4= que puede hallarse en el agua en forma de sulfato o
de ácido sulfúrico, se siguen dos métodos, indistintamente : el gravimétrico y el
volumétrico de RASCxmG, modificado.
El método gravimétrico se practica con CL2Ba. Para ello se hierve previamente el agua
para eliminar de su seno los carbonatos, luego se trata con C1H en caliente para
coadyuvar a dicha eliminación y, una vez descarbonatada, el agua se trata por una
solución de CL2Ba. Es necesario tomar por lo menos un litro de agua, siendo suficiente
echarle el ácido y calentar a la ebullición hasta reducir el volumen primitivo a 1/10 parte.
La solución de cloruro bárico no es preciso que sea valorada exactamente. Se emplea
concentrada al 1 %. La sal básica precipita SO4Ba, se deja reposar, decantando luego y
filtrando más tarde en un papel de filtro de cenizas conocidas. Se lava e incinera el
contenido del filtro (papel inclusive) en un crisol de porcelana de Sajonia, tarado de
antemano. Después se pesa y cuando se ha hallado en dos mediciones sucesivas peso
constante (opérese en vitrina y en presencia de Cl2Ca) se deduce el peso de las cenizas del
papel de filtro y el resultado nos indica la cantidad de SO4Ba presente. La cantidad de
SO4H2 equivalente viene dada por las tablas de KÜSTEU (véanse: "Tablas logarítmicas de

KÜSTER y TxmEL". Ed. M. Marín), pero sin necesidad de consultarlas puede el lector hallar
la transformación teniendo en cuenta que 1 g. de SO1Ba equivale a 0,3433 de SO3 y a
0,41196 de SO4.
En este procedimiento existe un error y es que al in-cinerar, el CO, que se produce en la
carbonización del papel reduce el SO4Ba a SBa; para evitarlo, se deben añadir unas gotas
de SO4112 que invierten la reacción, y se calienta de nuevo al rojo.
Para seguir el método volumétrico citado se toma el agua a ensayar y se le eliminan
también los carbona-tos. 100 c. c. de agua descarbonatada se tratan por 2 g. (le
clorhidrato de bencidina que en presencia de los sulfatos del agua se transforma en
sulfato de bencidina in-soluble que precipita en forma cristalina :
CL2H8(NH2)2i 2 . C1H + SO4Na2 –> 2 • CiNa + CL2H8(NH2)2i SO4H2
insoluble
Al cabo de unas horas se decanta, se lava el precipitado y se calienta para eliminar las
impurezas. El sedimento se echa después en un vaso de precipitados y se determina el
SO4112 por acidimetría con NaOH N/10 que descompone el sulfato de bencidina dando
SO4H2. En el momento en que se ha agotado el sulfato, el indicador, que es la
fenolftaleína, vira (en este caso no se decolora) y puede calcularse el ácido sabiendo que
1.000 c. c. de NaOH 1/10 normal equivalen a 4,9043 g. de SO4H2.
Para la dosificación del ion Cl se practica sobre el agua a analizar, una clorurometría
mediante una solución de nitrato argéntico. Para ello se toman 1.000 c. c. de agua que
una vez descarbonatada con ácido acético pasará a 100 c. c. Con ellos comenzaremos el
análisis, añadiendo 10 c. c. de solución N/10 de NO3Ag que tiene la propiedad de
precipitar los cloruros :
CiNa + NO3Ag –> C1Agy + NO3Na
A continuación se filtra, se separa el C1Ag y se lava. I,a,s aguas de lavado contienen exceso
de NO3Agy se valora con solución N/10 de ClNa. Se echan dos gotas de solución al 10 % de
cromato potásico (indicador) sol-re la solución de NO3Ag y se va echando poco a poco
««Página 17»».
236 EL AGUA EN LA INDUSTRIA TEXTIL DETERMINACIONES ANALÍTICAS 237

el CiNa N/10. Se forma CrO4Ag2 y el NO,;Ag forma C1Ag al dejarle caer el CiNa, y cuando
ya no queda más C1Ag, el CrO4Ag2 se combina con el CiNa y la última gota de éste que
haga virar el cromato de plata, nos indica la llegada de la neutralización. El cloruro sódico
consumido da los cloruros que contiene el agua, puesto que dicho consumo representa el
NO3Ag no combinado que, por diferencia con el añadido al principio nos da el combinado
con el CiNa del agua.
El método de VOLHARD que vamos a detallar a continuación, es seguramente el más fácil
y el más rápido. Consiste en añadir un exceso de NO3Ag N/10 al agua que se ha de
valorar. Luego se agregan, sin filtrar el precipitado, 5 c. c. de solución saturada en frío de
alumbre férrico o de alumbre de hierro y amonio, se acidula con NO3H puro y se valora el
exceso de plata con solución de sulfocianuro amónico decinormal hasta viraje a color
amarillo-rojizo. Leída la diferencia entre el número de c. c. de NO3Ag agregados al agua y
los de sulfocianuro empleados para precipitar el exceso de plata y multiplicados por
0,003546 tendremos el Cl que estaba presente en el agua, en gramos.
32. Nitrito y nitrato.
Los nitritos o el ácido nitroso ya dijimos que podían proceder de la descomposición de la
materia orgánica, pero también puede originarse a expensas de una oxidación del
amoníaco o producido por bacterias reductoras a expensas del ácido nítrico. Este ácido re-
presenta siempre el último producto obtenido de la oxidación de la materia orgánica, o
sea que su presencia en un agua debe interpretarse en el sentido de que ha habido
impurezas de substancia orgánica. El análisis cualitativo del NO3H sólo puede hacerse con
garantías de éxito si tenemos antes el conocimiento de que el agua no contiene iones
NO2-.
Tanto para el ensayo cualitativo como para el cuan-¡,ilativo de ese ion pueden practicarse
varios métodos, catre los que escogeremos los más prácticos. Por ejem-111o, como
cualitativos : el del yoduro potásico y almidón o el colorimétrico con a-naftilamina; y como
cuantitativos: el de LUNGE (por medio de permanganato) o el también colorimétrico por
medio de la mezcla yoduro 1 lotásico-almidón.
Para practicar el primero tomaremos 100 c. c. del :agua a ensayar y le disolveremos un

cristalito de II~, aiiadiéndole luego 1 c. c. de engrudo de almidón recién preparado más
otro c. c. de ácido acético concentrado. lila presencia de ácido nitroso aparece, antes de
cinco minutos, un color azul:
NOOH+IH=H20+NO+I
I1iI ácido nítrico, por el contrario, no da esta reacción.
Débese tener presente que el hierro o sus sales también darán esta coloración, por lo cual,
en caso positivo, débese eliminar previamente el hierro, así como el Ca y cl Mg. Después
de esto se repite el ensayo y en este caso se necesitarán 2 c. c. de ácido acético debido a
la alcalinidad del líquido.
Para practicar el método colorimétrico citado en segundo lugar, se opera sobre 100 c. c.
de agua, a la que se le añaden unas gotas de ácido acético al 1 °/°°, unas gotas de ácido
sulfanílico al 1 °/° y unas gotas de solución de clorhidrato de a-naftilamina. Si existen
nitritos se produce una coloración rosa por formarse un colora .nle azoico (véase fórmula
adjunta).
No,N, + CI-I3COOH --> CH3COONa + NO2H
N(1,11 1 NH2( >S03H -> H2O + SO3H(_>N = N. OOC . CH8
C1H . NH2 N = N
,4 ~,I I N — N . OOC +\ —> CH3 . COOH + \I/)
CH3 \/\/ \/ \/\/
1 ,a i ntensidad de la coloración depende de la cantidad di! nitrito. Aparte puede tomarse
una disolución al 1,/I().()()0 del colorante azoico y practicar un ensayo co-
««Página 18»».
1.000 c. c. de MnO4K N/1 = 23,509 g. de NO2H
Para la determinación colorimétrica cuantitativa a base de IK y almidón se comienza por
preparar una disolución de NO2Na valorada, para lo cual se precipita el NO2Na comercial,
por NO3Ag, nitrito de plata al que luego se purifica por cristalizaciones sucesivas y, final-
mente, se seca entre dos hojas de papel Berzelius. De este nitrito argéntico seco se pesan
0,4048 g. que se disuelven en agua libre de NO2H, se añade una disolución de CiNa hasta

precipitación completa de la plata y se diluye hasta 1.000 c. c. Del líquido claro que
sobrenada al precipitado, se toman 100 c. c. que se diluyen hasta 1.000 c. c. De esta
disolución así diluída 1 c. c. = 0,1 mg.
de N2O8.
Hay que tener en cuenta que al final se debe agregar la solución de agua-nitrito y sulfúrico
muy despacio, porque la decoloración es lenta.
2•Mn04-+5•NO2-+6•H+=2•Ivin+++5•NO3-+3.H20
lorimétrico completo como en el caso del hierro, teniendo también presente que si el
color-tipo es demasiado obscuro se debe diluir hasta igualar ambas coloraciones en los
dos tubos del colorímetro.
Estas determinaciones cualitativas pueden prestar un buen servicio antes de practicar el
ensayo de los ni-tratos.
El método LTNGE se funda en la oxidación del ácido nitroso que pasa a ácido nítrico. Para
ello adiciona al agua a ensayar un poco de SO4H2 concentrado y la introduce en una
bureta y va añadiendo gota a gota sobre un vaso que contenga una cantidad medida de
MnO4K valorado, diluída con agua hasta unos 400 c. c., fuerte-mente acidulada con
SO4H2. La punta de la bureta se mantiene sumergida en la solución de permanganato y se
va agitando con una varilla de vidrio. La decoloración del MnO4K indica el final de la
reacción :
238 EL AGUA EN LA INDUSTRIA TEXTIL
DETERMINACIONES ANALÍTICAS 239
A continuación se toman en frascos o matraces distintos porciones de 100 c. c. de agua
destilada (que serán las muestras-tipo) y se añaden primeramente 1, 2, 3, 4, etc., c. c. de
la disolución de nitrito, y luego a estas mezclas, así como en otro matraz que contenga
100 c. c. de agua a ensayar, se le añaden 3 c. c. de disolución de almidón y yoduro de cinc,
1 c. c. de SO4H2 diluído. Transcurrido algún tiempo, se compara el color tomado por el
agua analizada, con la que ha tomado cada una de las disoluciones-tipo. Si la intensidad
del color es más pálida que la que tiene la disolución-tipo de 1 c. c. de nitrito, el ácido
nitroso estará contenido en el agua a ensayar en tan pequeña cantidad que no es posible
su determinación cuantitativa por este método. Si la colo-ración que toma el agua
ensayada coincide con alguna de las disoluciones-tipo, se deduce la cantidad de NO2H
contenida. Pero si la coloración de la muestra problema fluctúa entre las dos disoluciones-
tipo, deberemos hacer disoluciones intermedias entre ambas.
Para investigar el contenido de NO3H nos limitaremos a detallar el método de MARX
modificado por 'I1I OMMSDORFF, que emplea una solución de carmín de
índigo, que es la sal potásica del ácido sulfoindigótico:
(',,;1ILN202 (SO3K)2. La solución azul de esta sal, se de-
colora por acción del NO311, en presencia del SO4H2 con-,s,nl,rado (por oxidación de la
combinación de índigo).
I'ara llevar a cabo esta dosificación conviene primer:intente preparar una solución de
NO,K que contenga en 1.0(H) c. c. 1,8725 g. de nitrato puro (1 e. c. =1 mg. de N ( -„). I la
solución de índigo se prepara disolviendo en ,+.:, un n n í n de índigo y diluyéndola hasta
que en capas &I idas sea transparente. Se valora por medio de la .11::,ullicioll dh NO,K de
la manera siguiente: en un mal rt i li' ''0n c. c. se ponen 25 c. c. de agua destilada exen-1 II
(le N) . y N 03—; se añade por medio de una bureta 1 o l l s• i ó n de NO3K, luego 50
c. c. de S O4H2 puro
coIai.eni nido, y agitando se vierte rápidamente en la ~1I aIiii i~~n o•n.lientc, solución de
índigo, hasta que el bor-
««Página 19»».
240 EL AGUA EN LA INDUSTRIA TEXTIL
de de aquélla aparezca verdoso. Hecho este ensayo, se diluye la disolución de índigo de
manera que cada 6 a 8 c. c. equivalgan a 1 c. c. de disolución de NO3K, o sea a 1 mg. de
N205; compruébese si la disolución es exacta por medio de más de un ensayo.
De la misma manera se opera para dosificar el ácido nítrico contenido en el agua. Se
toman 25 c c. de ésta, se tratan por 50 c. c. de SO4H2 y se vierte la solución de índigo. Si el
agua contiene menos de 4 mg. de LO, en los 25 c. c., se procede a un nuevo análisis

directamente, sin necesidad de diluir con agua destilada. Este análisis debe realizarse, con
toda exactitud, o sea que si el agua contuviese más de 4 mg. de N205 se diluirá de manera
que la cantidad que contenga sea inferior a 4 mg.
En el análisis exacto se trabaja de la misma manera, pero vertiendo de una vez casi la
totalidad de la solución de índigo y luego se van añadiendo pequeñas porciones, agitando
cada vez, hasta que el borde del líquido tome la citada coloración verdosa. Si, por ejemplo,
la valoración de la solución de índigo era de 8 c. c. =1. miligramo de N205 y hemos
gastado, para 25 c. c. de agua, 12 c. c., 100.000 partes de agua contendrían: 4.12/8 = 6
partes de N205. En el caso de haber sido preciso diluir, deberá tenerse presente en este
cálculo.
Cuando en el agua a ensayar exista materia orgánica habrá que proceder previamente a
su descomposición por medio de MnO4K. Si existe NO2H (que oxidaría el índigo)
convendrá hacer una corrección teniendo en cuenta que 1 parte de N2O3 = 0,473 partes
de N205.
Para análisis más concienzudos del nitrato recomen-damos el método de SCHLOSING y
GRANDEAU, modificado por TIEMANN y SCHULZE, el cual determina, además, el ácido
nítrico en forma de óxido nítrico. No lo exponemos aquí, por tratarse de un proceso
costoso y prolongado, más de orden investigativo que práctico-analítico.
DETERMINACIONES ANALÍTICAS 241
33. Amoníaco.
Para la determinación cualitativa del ion amonio (NH4) o amoníaco (NH3) viene siendo
muy empleado el sistema colorimétrico mediante el reactivo de NESSLER. Si en realidad se
demuestra que el agua contiene ese álcali puede pasarse a la valoración cuantitativa
según el método también colorimétrico propuesto por FRANK-
LAND y ARMSTRONG.
El reactivo de NESSLER se prepara disolviendo 5 g. de IK en 5 c. c. de agua destilada y esta
solución se trata por otra de cloruro mercúrico saturada en caliente, hasta que se
redisuelva el precipitado que primeramente se forma. Si al añadir las últimas gotas el
líquido que-da turbio, se añaden 15 g. de KOH ó 12 g. de NaOH di-sueltos en agua y se

eleva el volumen hasta 100 c. c. Añádase algo de cloruro mercúrico y déjese el líquido en
reposo. Al añadir primeramente el Cl2Hg, se forma un precipitado de yoduro mercúrico, el
que en presencia de IK en exceso forma la sal doble soluble I2Hg . 2 . IK:
Cl2Hg+2 • IK=I2Hg+2. CIK
I2Hg+2 •IK=I2Hg • 2 • IK
La disolución alcalina de esta sal doble, con aguas (pie contengan amoníaco, y según la
cantidad en que esté contenido da desde coloración amarilla hasta precipitado pardusco,
formándose la combinación siguiente:
(I;,I Ig • 2 • IK) +3 • KOH +NH3=HgO.IHg.NH2+7 .IK +2 • H20
1 ara investigar el amonio en aguas que contengan ('n. y M g, es preciso previamente
precipitar esos meta-len, (pie (la rían también precipitado con la disolución ,I I I.n I i IuI y
determinaría menor sensibilidad a la reacción Il+inl
Iba va 1'1 análisis cualitativo se tratan 300 c. c. de iw I in 11W 1'. c. de una solución de
CO3Na2 (1 parte por :' I I I lI I l) , l i 11 re de NH3; y 1 c. c. de una solución igual (le Nil.( )11,
I'senl;I también de NH3. Se agita bien y se
16. .1, II. I'.ia I^;1 agua en la industria textil
««Página 20»».
242 EL AGUA EN LA INDUSTRIA TEXTIL DETERMINACIONES ANALÍTICAS 243
deja sedimentar el precipitado de CO3Ca y CO3Mg que se formará si existen ambos
metales. Se toman 100 c. c. de líquido una vez filtrado, se ponen en un vaso de precipitado
señalando la altura de los 100 c. c. y se añade 1 c. c. de reactivo NESSLER. Si en seguida o
al cabo de cierto tiempo se presenta la coloración amarilla o el precipitado pardusco es
señal de que existe amoníaco y, por lo tanto, puede ya pasarse al análisis cuantitativo.
Se utiliza para esta nueva determinación, una solución de cloruro amónico que contenga
3,1359 g. de sal desecada, por litro. (1 c. c. de esta solución = 1 mg. de NH3). Para la nueva
determinación colorimétrica se di-luyen 50 c. c. de esta solución hasta tener 1.000 c. c. de
manera que 1 c. c. equivaldrá a 0,05 mg. de NH3.
Colóquense 5 probetas de diámetro grande sobre una hoja de papel blanco; en la primera
se ponen 100 c. c. del agua-problema (exenta ya de Ca y Mg) y en las otras cuatro 100 c. c.
de agua destilada y 0,1, 0,5, 1,0 y 2,0 c. c. de la solución de cloruro amónico (1 c. c. = =
0,05 mg.). Después en cada una se le añade 1 c. c. de reactivo NESSLER, se dejan en
reposo y luego se contras-tan las coloraciones. Si la que presenta la probeta don-de está el
agua a ensayar no coincide con ninguna de las cuatro restantes se comprende que deberá
aumentarse el número de probetas o diluir la que contiene el agua a ensayar. Si, por el
contrario, la coloración primera o posterior de ésta fluctúa entre dos probetas tipo,
prepararemos los tipos intermedios. Si no coincidiera con la probeta tipo 0,1, esto es, que
su coloración fuera más débil, puede llegarse a la evidencia de que sólo existen
insignificantes trazas de NH3.
Si la equivalencia es de 0,5 e. c. de solución de cloruro amónico en 100.000 partes,
tendremos :
1.000 • 0,5 • 0,00005 = 0,025 partes de NH3
Recuérdese que el amoníaco generalmente se halla en aquellas aguas que, por diferentes
causas, recibensubstancias orgánicas nitrogenadas, o productos de des-composición de las
mismas. La materia orgánica nitrogenada, al descomponerse, forma amoníaco, el cual
lentamente se oxida transformándose primero en ácido nitroso y después en ácido nítrico,
o más probablemente se oxida formando ácido nítrico que luego se reduce a ácido
nitroso.
34. Gases.
Ya dijimos en su lugar que los gases que el agua lleva disueltos de ordinario son el
nitrógeno, el oxígeno y el anhídrido carbónico, importándonos conocer, en especial, los
dos últimos.
Entre los muchos aparatos y métodos empleados para efectuar este reconocimiento
existen varios que dan resultados de conjunto o sucesivos como, por ejemplo, el aparato
llamado nitrómetro (muy bien descrito el modo operatorio con el mismo por FRANKLAND
en su Water analysis) que nos permite obtener, por volume-1ría,, primero la suma de los
tres gases citados, luego el de la suma N -i- fl y por diferencia aritmética, la
14n delertuinaeil-ua del nilró,>v+uo que no especificaremos ngiai por ^.aar^,('er de

iaaaporla,ncia para nosotros, puede ~I'~~°InaarSe ,vl,;aan los anélOdos I)uMAs o de I1JEL-
1,tiva,, (ler;erilo;a ru (,naalquier lrolado analítico (véase en el aapa rlado :18 una
deseripción del segundo de estos
odos).
a) Oxígeno. — El método mejor es el de WINKLER, (pie precisa de los siguientes reactivos:
Una solución N/10 de tiosulfato sódico.
Una solución de CL2Mn que puede obtenerse disolviendo 400 g. de CL2Mn + 4 . H20
(exento de hierro) en agua hasta completar un litro.
Una solución de NaOH obtenida por disolución de soluciones de CO3Na2 y Ca(OH)2. El
líquido claro así
««Página 21»».
244, EL AGUA EN LA INDUSTRIA TEXTIL
obtenido se sifona y se concentra hasta un peso específico de 1,35. (No se utiliza el
hidróxido sódico comercial porque contiene nitrito, pero puede obviarse aquella
preparación utilizando NaOH puro en lentejas.) A 100 c. c. de esta solución se le disuelven
10 g. de IK. La solución final no debe volverse azulina en seguida de acidular con C1H en
presencia de almidón ni debe contener tampoco grandes cantidades de carbonato si se ha
partido del CO.Na2.
Se toman 250 c. c. del agua a ensayar en un matraz provisto de tapón esmerilado, se agita
durante 10 minutos y se le añade 1 c. c. de solución de NaOH . IK mediante una pipeta que
llegue hasta el fondo del matraz e inmediatamente otro c. c. de CL2Mn. Se cierra, se agita
y se deja en reposo hasta que pose el precipitado. Una vez esto conseguido se ponen 3 c.
c. de ClH fumante con una pipeta de vástago largo, se cierra y se vuelve a agitar. El
precipitado se disuelve fácilmente separándose yodo, que se valora mediante tiosulfato
sódico.
1.000 c. c. de S2O.3Na2 1/10 N . —: 0,8 g. de oxígeno 559,8 c. c. de oxígeno a 0° C. y 760
mm.
b) Anhídrido carbónico. — Existen variadísimos métodos para investigar la presencia de

este gas. A continuación vamos a reseñar uno que si no es de mucha precisión es, en
cambio, bastante práctico.
Se tratan 250 c. c. de agua a ensayar por 200 c. c. de agua de cal filtrada y se deja en
reposo durante un día entero en un Erlenmeyer tapado. Si el agua problema contuviera
carbonatos alcalinos se afiadirá también al agua de cal, algo de CL2Ca. Al cabo del tiempo
citado se filtra para separar el CO3Ca precipitado, se lava rápidamente con agua hirviendo,
se disuelve el carbonato con ácido acético, y en esta solución se precipita la cal en forma
de oxalato. De la cantidad total de la obtenida se deduce así el total de anhídrido
carbónico sabiendo que: 1 Ca0 = 0,785 CO2.
DETERMINACIONES ANALÍTICAS 245
Ahora bien, del valor hallado hay que tener en cuenta que una parte se halla al estado de
bicarbonato (CO, combinado) y el resto en forma de anhídrido carbónico libre. El
anhídrido carbónico combinado lo está en par-te con los álcalis, metales alcalinotérreos y
el carbonato ferroso, que es el que hace que los monocarbonatos in-solubles en agua,
formen bicarbonatos solubles. Este anhídrido carbónico puede determinarse, según
LUNGE, por volumetría, empleando SO4H2 N/10 y como indicador el anaranjado de metilo
(que vira de amarillo a rojo). 1 c. c. de SO4H2 N/10 = 0,0022 g. de CO2. A tenor de esto,
pues, el anhídrido carbónico semicombinado, se puede deducir de la dureza temporal del
agua, esto es, con relación a las cantidades de CO3Ca y CO3Mg, calculando por cada
molécula de Ca0 y de Mg0 una molécula de CO2. Sumando las cantidades de anhídrido
carbónico combinado y las semicombinadas, y restando esta suma del anhídrido
carbónico total, se obtiene por diferencia el anhídrido carbónico libre que el agua
contiene.
igualmente para determinar el CO2 libre y semicoml-i urdo, puede tomarse 200 c. c. de
agua, se añaden 25 c. c. .Ie r,olnr,i~~n de barita Ra(OH)2] decinormal y, luego, '! e. e.
de ,olnci(ír- eoneentrada de Ci2Ca o Cl2Ba. Se deja en r~lio;,+, Lira» ralo un Iu- matraz bien
cerrado y al valla del l cnIpo pi vislo se. 101111111 100 c. c. y se inves-1iem iI 1ee;3) de
hrrril,i por medio de ClII N/10 y

fe- Se multiplican por 2,27 los e. c. de ClH gas-bolo v e;,e valor hallado se resla del número
de c. c, de VIII ilue son necesarios para -neutralizar 25 c. c. de barita. 13;r dil'ereneia es
equivalente a la barita precipil,rd;l por el 0112 libre y semicombinado contenido en 200 e.
e. de agua.
También el anhídrido carbónico combinado (de bicarbonatos) se obtiene de la diferencia
de cationes y aniones, multiplicando por el peso molecular del ácido carbónico (CO311) y
dividiendo por la equivalencia, por-que el número de cationes es igual al de aniones en
toda solución salina, expresados ambos en equivalentes-gra-
««Página 22»».
246 EL AGUA EN LA INDUSTRIA TEXTIL
mos. Para obtener los equivalentes-gramos se divide el número de gramos por los pesos
atómicos o moleculares y se multiplica por la cuantivalencia. Un ejemplo de este cálculo lo
tenemos en el caso expuesto por TREADWELL, practicado sobre 1 Kg. de agua de Lucius
(Tarasp, Alemania). El contenido en cationes y aniones es:
Cationes :
Na+ 3,906 g. 4,24 milimoles 4,24 eq.-mg.
K+ 0,166 g. 169,46 169,46 »
Li++ 0,009 g. 1,30 » 1,30 »
NH4+ 0,013 g. 0,72 0,72 »
Ca++ 0,627 g. 15,67 » 31,34 »
Sr++ 0,009 g. 0,10 » 0,20
Mg++ 0,190 g. 7,80 » 15,60
Fe++ 0,006 g. 0,10 » 0,20 »
Mn++ 0,0002 g. 0,004 » 0,008 »
Al+++ 0,0006 g. 0,024 » 0,072
Suma de los cationes. 223,14
Aniones :
C1— 2,400 g. 67,7 milimoles 67,70 eq.-mg.
Br— 0,029 g. 0,4 » 0,36 »

1— 0,0009 g. 0,007 » 0,007 »
SO4= 1,727 g. 18,008 » 36,016 »
PO4H= 0,00008 g. 0,009 » 0,018 »
CO3H— ?
Suma de los aniones. 104,101
(Los milimoles resultan de dividir los gramos por el peso de combinación y multiplicando
por mil. Los equivalentes-miligramo se obtienen multiplicando los mili-moles por la
cuantivalencia.)
Por lo tanto, quedan 223,14 104, 101 = 119,04 anio-
nes de C0»1I— expresados, también, en equivalentes-mg., o sean: 0,11904 equivalentes-
gramo. Como que el COY tiene un peso molar igual a 61,008, tenemos que :
61,008 g. de ácido carbónico combina-
do que corresponde a 5,240 g. de CO2.
DETERMINACIONES ANALÍTICAS 247
35. Materia orgánica.
Para efectuar el análisis conducente a la determinación de la substancia orgánica
contenida en un agua se procede por manganimetria. Se opera sobre 100 c. c. de agua a la
que se le añaden 5 c. c. de SO4112 al 1: 3 y 20 c. c. de solución de MnO4K. Se hierve
durante 5 minutos y después se coloca en un vaso de precipitados, dejando caer sobre el
mismo, gota a gota, una solución valorada de ácido oxálico N/100 dispuesta en una bu-
reta, hasta decoloración. La solución sulfomangánica oxida la materia orgánica del agua,
pero queda en ex-ceso, y el oxálico elimina el MnO4K sobrante. Las reacciones son las
siguientes :
4 . SO4H2 + 2 • MnO4K 3 . SO4Mn + 2 • SO4HK + 3 • H2 + 5 . 0
COOH • COOH +- 0 —~ 2 . CO2 + H20
La diferencia entre el ácido oxálico necesario para decolorar todo el MnO4K y el que se ha
utilizado, nos da la cantidad equivalente al MnO4K necesario para oxidar la substancia
orgánica, lo que permite deducir la cantidad de oxígeno necesario para quemarla (véase
que 2 . MnO4K equivalen a 5 de 0y, por lo tanto, a 5 de C0011 COOH).

Supongamos, como ejemplo, que ensayando 200 e. c. de agua se han consumido 8 c. c. de
solución N/100 de ácido oxálico y nos interesa averiguar la cantidad de materia orgánica
expresada en gramos por litro.
20—8=12 c. c. de MnO4K N/100 =12 c. c. de solución N/100 de 02.
La solución normal contiene 8 g. de O2 por litro y la solución N/100 contendrá, por tanto,
0,08 g. por litro que corresponden a 0,00008 g, por c. c. de solución N/100.
Puesto que hemos gastado 12 centímetros cúbicos se tendrá: 0,00008 0,00096 g. por cada
200 c. c. de agua ensayada :
««Página 23»».
!{prc'fiiSv
248
EL AGUA EN LA INDUSTRIA TEXTIL
0,00096.5 = 0,0048 g. de 02 por litro = 4,8 mg. de 02 por litro.
36. Otras investigaciones.
Entre el sinfín de investigaciones que se pueden realizar acerca del contenido de
impurezas de un agua, aparte de las determinaciones más importantes ya ex-puestas,
vamos a citar algunas que tampoco carecen de valor. Por ejemplo, las que nos llevan al
conocimiento del contenido del residuo fijo, fosfato, sílice, ácido sulfhídrico, plomo, etc.
El residuo seco se experimenta tarando primera-mente una cápsula de platino de unos
100 c. c. de capacidad, la que; se pone al baño de María y en la que se evaporan 1.000 c. c.
de agua a ensayar añadida por pequeñas porciones; el residuo obtenido se deseca
primero a 100-110° C. y luego a 180° C.; se pesa de nuevo la cápsula. El aumento de peso
da el residuo seco. En aguas normales puede valer de 0,2 a 0,6 gramos.
La cápsula una vez pesada, con el residuo seco, se calienta después al rojo débil con un
mechero, mejor Pilz. De esta manera los carbonatos de calcio y magnesio se transforman
en óxidos y se queman las substancias orgánicas. La diferencia entre ambas pesadas (la de
ahora y la anterior) dan la pérdida por calcinación que varía según la clase de agua. Una
gran pérdida denota la mayoría de las veces, presencia de mucha substancia orgánica,

especialmente cuando al calcinar se huele fuertemente a quemado.
Para reconocer el ácido fosfórico y el plomo (generalmente sólo interesa
cualitativamente) se concentra, por evaporación, un litro de agua, a la que se agregan
unas gotas de NO,H, hasta reducirla a unos 20 c. c. y se divide en dos porciones. Una de
éstas, o sea 10 c. c. se acidulan con 5 c. c. de NO311 al 25 % y se adiciona un volumen igual
de disolución ácida de molibdato amónico. Se calienta a 50-60° C. y se deja reposar. Un
pre-
DETERMINACIONES ANALÍTICAS 249
cipitado amarillo indica la presencia de catión PO4=.
El plomo que a veces puede existir en el agua de condensación procedente de las cañerías
se identifica tomando los otros 10 c. c. de agua concentrada y añadiéndole 1 c. c. de
disolución de sulfuro amónico. Un precipitado obscuro puede provenir del plomo,
mercurio, cobre, hierro u otros metales. La presencia del plomo debe ser comprobada
siguiendo la marcha analítica de su grupo.
La solubilidad del plomo puede probarse, bajo ciertas condiciones, de la siguiente
manera : Se limpia una lámina de plomo de unos 10 cm. de ancho por 15 cm. de largo con
papel de lija, y se corta en tres tiras de 3-4 cm. de ancho. Estas tiras se lavan bien con agua
y se colocan en sendos recipientes de a 1/2 litro, de manera que uno contenga agua
destilada, otro agua de conducción y el último agua de conducción por la que se ha hecho
pasar, durante una a dos horas, una débil corriente de CO,. Se dejan en reposo los
recipientes un día entero a la temperatura ordinaria, después se sacan las tiras y se
ensayan las tres muestras de agua con agua sulfhídrica y sulfuro amónico. Se observará
que tanto el agua destilada, que contiene aire, como el agua con CO, atacan al plomo,
mientras que el ácido carbónico combinado no actúa sobre él. En tuberías antiguas de
conducción de agua se halla, a menudo, una capa inferior de carbonatos de plomo y calcio
que actúan de capa protectora.
El ácido sulfhídrico libre contenido en un agua, se reconoce bien por el olor, o añadiendo
una solución al-calina de plomo (coloración parda). Para la determinación cuantitativa

trátense de 250 a 500 c. c. del agua previamente acidulada con algo de C1H, con una
solución centinormal de yodo, después de añadir solución de almidón hasta coloración
azul. Determinada así, aproximadamente, la cantidad de solución de yodo necesaria,
repítese el análisis añadiendo de una vez casi toda la cantidad de solución yódica, y luego
poco a poco
««Página 24»».
250 EL AGUA EN LA INDUSTRIA TEXTIL DETERMINACIONES ANALÍTICAS 251
hasta coloración azul permanente. Un c. c. de solución N/100 de yodo equivale a 0,00017
g. de SH2. Como sea que para que se manifieste claramente la coloración azul, es
necesario emplear cierto exceso de solución de yodo, determínase ésta por un tanteo, y
se resta dicha cantidad del número de c. c. empleados.
El sílice se investiga gravimétricamente. Para ello se evapora a sequedad, según la cuantía
del residuo fijo, uno o más litros de agua en cápsula de platino. El residuo final se seca a
105° C., luego se humedece con ClH y agua, y se filtra. El residuo, que es de sílice (SiOZ), se
lava cuidadosamente, se seca, se calcina y se pesa.
Por último vamos a añadir que la indicación de las bacterias vivas, así como un dictamen
escrupuloso sobre la potabilidad de un agua, es asunto que sólo compete al bacteriólogo o
al químico bromatológico.
37. Medida del pH.
Para verificar la medida de la concentración hidrogeniónica del agua, otro dato de
investigación muy interesante, pues muchas veces el índice del pH nos da ya una efectiva
referencia que nos puede orientar sobre cuál puede ser, aproximadamente, la naturaleza
del agua que ensayamos (si contiene ácidos libres, si es muy alcalina, etc.), ya dijimos que
puede emplearse el papel reactivo-indicador de control colorimétrico que expende la casa
Merck y, en España, el Instituto Llorente. No obstante, es de advertir que esos papeles de
viraje sólo acusan intervalos de una unidad (desde pH = 1 a pH = 10), pero no fracciones,
y, además, por no poder prever con ellos los errores de lectura que se cometen al ensayar
sobre soluciones que contengan excesos salinos y de albúmina o que estén a distintas
temperaturas, no podemos garantizar su empleo más que para aquellos casos en los que

sólo se pretenda obtener una lectura grosso modo, de simple información, sinvalidez de
carácter eminentemente preciso y analítico. No obstante, la firma "Anachemia Ltd." de
Nueva York, ha puesto recientemente al mercado el nuevo papel indicador Accutint que
aprecia también las décimas de pEl con relativo contraste, pudiéndose verificar lecturas
desde 0,0 a 12,0.
De entre los varios métodos hoy en boga para verificar la medida del pH, sin duda alguna
los más utiliza-dos son los que se fundan en las determinaciones colorimétricas siempre,
claro está, que no se trate de ensayar aguas turbias o ya de por sí coloreadas. Los
indicadores preferidos y sus características son los que menciona el cuadro de las páginas
252 y 253.
La concentración de la disolución de los colorantes-indicadores deberá prepararse: para el
número 1, al 0,2 % en disolución de alcohol del 70 %; para el número 4, al 0,1 % en
disolución de alcohol del 70 % ; para el número 6, al 1 % en disolución de alcohol; para los
números 2, 3 y 5 se preparará la solución desleyendo en un mortero 0,1 g. de indicador
(en polvo) con 3,7, 3,2 y 4,3 c, c., respectivamente, de NaOH pura N/20 y se disuelve la
mezcla en 250 c. c. de agua destilada.
Para practicar las medidas con esos indicadores se utiliza el colorímetro de doble cuña de
BJERRUM-ARRHE-mus, con favorable éxito incluso para investigaciones en serie y tanto en
disoluciones claras como débilmente turbias o coloreadas; además, aprecia con precisión
magnitudes de 0,02 a 0,05 pH. El fundamento del método se basa en determinar la
proporción en que se encuentra la forma disociada de un indicador respecto de la forma
sin disociar, y de ella se deduce el valor del pH.
El aparato-colorímetro de referencia se expone en la adjunta figura 27 (reproducción de
un modelo ofrecido por KoRDATZxr), y puede observarse que en su parte esencial consta
de una cubeta rectangular dividida en dos partes por una pared diagonal; cada parte,
pues, o subcubeta toma la forma de cuña. Una vez elegido el colorante-indicador (en cada
caso. se escoge aquel cuya
««Página 25»».
252 EL AGUA EN LA INDUSTRIA TEXTIL

a
Indicador Nombre químico Zona Color del pH en el
de viraje viraje punto de
viraje
Rojo de metiloAcido dimetilamino Rojo
1 -azobenzol-o-car- 6,6-6,2 a 5,1
boxílico. amarillo
Púrpura bromo- Dibromo-o - cresol Amarillo
2 cresol. sulfoftaleína. 5,2-6,8 a 6,3
púrpura
Azul bromotimol Dibromotimol sul- Amarillo
3 foftaleína. 6,0-7,6 a 7,0
azul
Rojo neutro Cloruro de dimetil Rojo
4 -diamino-fenacina 6,8-8,0 a -
amarillo
Azul timol 'I*imolsulfoftaleína Rojo
5 1,2-2,8 a 1,7
amarillo
Fenolftaleina Incoloro
6 - 8,2-10,0 a 9,7
rojo
(Las características de los colorantes-indicadores clasificados en esta tabla corresponden
zona de viraje comprenda el pH aproximado del agua, que podrá haberse observado con
una tira del papel indicador antes citado) llenaremos las dos cubetas, una con 85 c. c. de
agua destilada, 10 gotas de C1H N/10 y 2 c. c. de disolución del indicador y la otra con el
mismo volumen de agua destilada, 10 gotas de NaOH puro N/10 y otros 2 c. c. de
disolución de indicador y agitaremos bien los dos contenidos con una varilla de vidrio. De

esta manera, tenemos en ambas cubetas dos disoluciones del indicador, cuyas
coloraciones se co-
DETERMINACIONES ANALÍTICAS 253
Color al marcar el pH CORRECCIÓN Coeficiente
de
-
en el punto de viraje Para el error salino Para el error de albúmina temperatura
Anaranjado 0,001 n : + 0,17 1 °/o peptona : - 0,10 -0,04
0,5 n : + 0,07 2 °% o albúmina : + 0,24
2 n: -0,01
0,001 n : 0,13 1 °lo peptona : + 0,01
Violeta pardo 0,5 n : - 0,22 10 °~o gelatina : + 0,04 0,00
2 n:-0,33
0,001 n : + 0,19 1 °jo peptona : + 0,10
Azul verdoso 0,6 n : - 0,19 10 °lo gelatina : + 0,04 -
2 n:-0,27
0,001 n : - 0,09 -014
- 0,6 n : + 0,12 grande
0,001 n : -- 0,25 5 °lo peptona Witte:-0,2
Rojo anaranjado 0,1 n : - 0,06 0,00
2 n:-0,13
0,001 n : + 0,25 -0
,12
Rosa 0,02 n : - 0,00 pequeña
0,05 n : - 0,2
a los estudios efectuados por SÓRENSEN, CLARE, LUBS y otros).
rresponden, estando aquél en su forma ácida pura, en una, y en su forma alcalina pura, en
la otra. A continuación, en otra cubeta más estrecha que las otras se introduce una

décima parte del volumen anterior (8,5 centímetros cúbicos) del agua que se trata de
investigar, a la que también adicionamos indicador en 1/10 parte a la cantidad antes
empleada (0,2 c. c.). Esta nueva cubeta se instala sobre la parte rodada delantera del
chasis del aparato (carro) y, en consecuencia, puede deslizarse a lo largo de las cubetas en
cuña. Por el mis-
««Página 26»».
DETERMINACIONES ANALÍTICAS 255
lino se sumará o se restará del valor hallado la cantidad positiva o negativa que damos en
la tabla anterior para cada disolución de colorante, teniendo presente que se considera
como estado normal la concentración salina comprendida entre 0,02/N y 0,2/N. Para
corregir el error debido a la presencia de albuminoides, se operará igual por suma o
diferencia teniendo presente la naturaleza de aquéllos. La temperatura normal de
operación debe ser, aproximadamente, la de 20° C. y cuando se trabaje a más o menos se
deberá corregir la lectura obtenida aplicando la siguiente fórmula :
T—20
pHr=pgy± --- . C 10
siendo T la temperatura y C el coeficiente de la tabla; se divide por 10 porque C viene
dado por variaciones de 10° C. pHr es el valor real y pHv el virtual o hallado por
colorimetría. Se aplicará el signo positivo o negativo según, sea el que lleve el coeficiente
C. También la presencia de coloides en el agua puede absorber la materia colorante del
indicador y por eso, cuando es excesiva, conviene verificar otra corrección; empleando
indicadores básicos (números 1 y 4) puede operarse sin temor sobre coloides positivos y
con los indicadores ácidos (números 2 y 5) puede trabajarse bien sobre coloides negativos.
Si el agua a ensayar está débilmente amortiguada (un agua está bien amortiguada cuando
conteniendo un ácido o una base en solución también contiene la sal de los mismos) la
disolución del indicador utilizado debe ser exactamente neutra. También la presencia de
gases en el agua a investigar (NHa o CO2) puede variar la veracidad de los resultados
obtenidos. En estos casos, es conveniente llenar completamente las cubetas y ta-parlas

con una plancha de vidrio y, por lo tanto, aumentar el volumen de indicador añadido en la
misma proporción. Si el agua estuviese coloreada o algo turbia deberemos llenar otras dos
cubetas, una con el agua
1
254 EL AGUA EN LA INDUSTRIA TEXTIL
mo carro se ilumina una capa delgada de la cuña y otra del agua que se investiga, con lo
que se crea un haz lumínico que es recogido sobre el comparador óptico el que, a su vez,
proyecta dos campos de color contiguos.
!Fig. 27. — Aparato colorinietro de doble cuña de BJERRUM-ARRHENIUS
Moviendo el carro y trasladando de lugar la última cubeta lograremos igualar la coloración
de los campos proyectados, y cuando ello acontezca bastará leer don-de descansa el
índice metálico del carro sobre la escala graduada fija que existe adjunta, para tener el
valor del pH buscado.
Sobre el valor numérico hallado será preciso hacer las correcciones del caso, por error
salino o de albúmina, así como aplicar el coeficiente de temperatura, según el indicador
utilizado. Para corregir el error sa-
««Página 27»».
256
EL AGUA EN LA INDUSTRIA TEXTIL
a ensayar y otra con agua destilada; la primera la pondremos detrás de las cubetas en
cuña y otra detrás de la cubeta número 3 que contiene el agua-problema y el indicador.
En el agua destilada se puede averiguar su calidad utilizando directamente el rojo de
metilo soluble en agua. Unas gotas de éste darán color amarillo al agua destilada, si es
buena.
Cuando el agua está sucia o muy teñida (cosa no muy frecuente tratándose de aguas que
entran a fábrica) se utiliza mejor una forma especial
Fig. 28. —Contador de pII Nlarconi del colorímetro foliar de
tipo 1'F 717 A. WUT,FF. También puede
emplearse la quinhidro-
na, el electrodo de hidrógeno (para medidas electro-métricas) y el método del lióscopo; la
descripción de los mismos está perfectamente expuesta en varios tratados especiales. No
obstante, citaremos como aparato de medición electrónica muy en boga el contador de
pH Marconi (figura 28) que construye la "Marconi Instruments Ltd.", de Herts (Inglaterra).
Análogos a éste son el potenciómetro universal ETCO que construye la ya citada "Electric
Test Co." y el potenciómetro universal CEDAC ("Central Española de Aplicaciones
Científicas", de Madrid). Todos estos aparatos portátiles obedecen al esquema clásico de
las medidas de potencial por el método de la oposición, permitiendo la lectura rápida y
correcta, y registrando fracciones de hasta 0,02 de pH. Estos instrumentos se suministran
normalmente con un juego de electrodos de calomelanos y de quinhidrona, incluídos en la
caja del aparato, pero sobre demanda se suministra también electrodo de antimonio con
sus tablas de calibrado.
DETERMINACIONES ANALÍTICAS 257
Cuando se sepa que el agua a ensayar contiene bastante ácido carbónico será oportuno
no operar en el laboratorio (para evitar el traslado y, con él, las pérdidas de ese gas), sino
sobre el mismo manantial o lugar de recepción en la fábrica. Precisamente por esto,
existen fábricas importantes en el extranjero donde, por estimar muy importante el
control del pH de las aguas que reciben y utilizan, disponen del aparato de doble cuña
montado sobre ruedas o de los instrumentos portátiles de medición electrónica citados.
Otros utilizan para ello el colorímetro foliar que aun dado su fácil manejo, no compensa, a
decir verdad, la menor exactitud de la determinación efectuada.
38. Idea sobre el análisis de aguas residuales.
Anteriormente hemos dicho que las aguas residuales procedentes de las mismas fábricas
textiles o evacuadas por otros centros (de las que se habla en el último capítulo de este
texto), tienen importancia más que nada, porque al verterlas en corrientes fluviales,
pueden afectar la naturaleza de las aguas en tránsito que luego serán captadas, más allá,

por otras industrias que las precisan tanto y tan puras como nosotros. Por esto, según
veremos en el citado capítulo VI, conviene muchas veces analizar la composición de las
aguas salientes, ya sea sólo con el fin de aprovechar algunas substancias que
concentrándolas, podrían recuperarse y ser utilizadas en futuros tratamientos o, más
trascendentemente, para deducir qué otros productos debemos añadir a las mismas para
atajar su posible acción nociva.
Generalmente, las substancias que principalmente hay que dosificar son: residuo seco,
pérdida por calcinación, substancias en suspensión, materias orgánicas, cal y magnesio,
cloro, ácido sulfúrico, nitrógeno en forma amoniacal, ácidos nitroso y nítrico, etc. De todas
1 estas determinaciones acabamos de hablar en los ante-
17. - - J. 11. Puig. --- El agua en la industria textil
««Página 28»».
258 EL AGUA EN LA INDUSTRIA TEXTIL DETERMINACIONES ANALÍTICAS 259
riores apartados, pero a pesar de esto, vamos a añadir a continuación algunas nuevas
consideraciones referi das especialmente a las aguas salientes.
Si bien decimos que el nitrógeno, componente importantísimo para determinar la acción
perjudicial de un agua residual, se expresa en forma amoniacal (aplican-do el método
colorimétrico descrito en el apartado 33) puede también determinarse en su forma total
por el método de KJELDAHL, que describimos seguidamente.
Cuando no existen nitratos se pesa de 1 a 5 gramos de agua (según el porcentaje de N que
pueda contener) dentro de un matraz de cristal de potasa, de buen temple y de unos 300
c. c. de capacidad; se añaden 0,7 g. de óxido mercúrico, una pequeña cantidad de parafina
pura y, por último (a las 2 ó 3 horas), 20 c. c. de SO4H2 con-centrado y puro. Se hierve el
contenido del matraz has-ta que se decolore (si existiera mucho hierro quedaría
invariablemente amarillo) ; en la operación de calentar los matraces debe observarse la
precaución de colocar-los inclinados y en baño de arena o sobre tela metálica. (Si se
sospecha que la oxidación no haya sido completa, esto es, que todo el nitrógeno no se
haya transformado en amoníaco, se separa el mechero y se añade al contenido del matraz
una pequeña cantidad de MnO4K hasta coloración verde permanente). Una vez frío el

líquido, se pasa a un Erlenmeyer de 750 c. c., lavando con agua; trátese con 100 c. c. de
lejía de sosa cáustica al 30 % y 20 c. c. de una solución de SK2 (40 g. por litro) y se destila
sin refrigerante, recogiendo el NH3 que se desprende en otro Erlemmeyer, que con-tiene
SO4H2 N/2. El producto de la destilación no se enfría a fin de conseguir que se desprenda
el CO3H2 j el SK2 sirve para descomponer las combinaciones mercurio-amoniacales que se
forman. Finalmente se hace la valoración del SO4H2 que queda sin neutralizar y se calcula
el NH3 en forma de N, teniendo presente que los c. c. de SO4H2 realmente gastados
multiplicados por 0,01401 nos da los gramos de nitrógeno. Es de advertir que so-lire l
matraz que se verifica la destilación es conveni.'nle poner un tubo de bolas que lleva
soldado un tubo l i t, r, I m r ente curvado para evitar proyecciones, y a con-(irrir;reiólr de
éste sigue el tubo de destilación, de unos
ern. (le longitud por 2 cm. de diámetro, cuyo extremo va. estirado a la lámpara, y
finalmente el Erlenmeyer con el ácido sulfúrico.
Si el agua contiene nitratos, se mezcla una parte del agua con dos de yeso calcinado; 3 g.
de esta mezcla se eolocan en un matraz y se le añaden 50 c. c. de SO4H2 concentrado que
contenga 20 g. de fenol puro por litro, y se deja diez minutos el todo sin calentar, pero
agitan-do insistentemente. Se añaden 2 ó 3 g. de polvo de cinc y dos gotas de Hg, se
calienta y continúa el análisis corno se ha indicado antes. Por acción del SO4H, fenieado, el
NO3H queda combinado en forma que pertenece al. grupo nitroso, el cual al reducirse se
transforma en grupo aminado y finalmente en amoníaco.
El ácido fosfórico contenido en las aguas residua-
les o salientes se dosifica de la misma manera que ya
indicamos para las aguas entrantes, o sea con molib-
(lato amónico después de acidular con nítrico. Para la
volumetría de la alcalinidad o de la acidez y el ensayo
de los metales pesados se procede también análogamente
a lo ya citado. Para el ensayo de estos últimos, cuali-
lalivamente, se opera con mayores cantidades de agua.
I'a,ra determinar la presencia de SH2j otra impureza

peligrosa, se separará primeramente la cal y el mag-
nesio como se hizo para determinar el amoníaco, y des-
pués do filtrar se añadirá acetato de plomo al líquido,
forui adose el precipitado pardo o negro según haya
p.,,.0 o mucho ácido. Para el análisis cuantitativo puede
••nrpl~ rse el método colorimétrico de KTBEL a base de
Iril rol) rnsi ato sódico o nitroferricianuro sódico. Para
prepara un determinado volumen de disolución
i I r r i• (rr • Ie S I [2, previamente dosificado o precipitado
volh uu(el ricamente del agua que lo contenga, en un ma-
I rrlw de e :;t)O e. c. Se trata con una solución medida, pero
««Página 29»».
260 EL AGUA EN LA INDUSTRIA TEXTIL
en exceso, de ácido arsenioso N/10 y se añade CIH has-ta reacción ácida. Así, pues,
precipita sulfuro de arsénico y si se añadió bastante solución de ácido arsenioso incluso
desaparece el olor a SH2. Se llena el matraz has-ta 300 c. c. y se filtra después de haber
sedimentado el sulfuro. En una parte alícuota del líquido filtrado, se dosifica el ácido
arsenioso en exceso y se calcula la cantidad. de SH2.
También se dosifica el SHL que contiene el agua residual, precipitando en 300 c. c. de agua
las tierras alcalinotérreas por el NaOH y CO3Na2, y 250 c. c. del líquido filtrado, colocados
en una probeta, se tratan por 1 c. c. de solución de nitroprusiato sódico al 4 por mil y se
agita. Al mismo tiempo se coloca en otra probeta igual 245 c. c. de agua destilada, 1 c. c.
de nitroprusiato y 2 c. c. de solución de NaOH. Hecho esto y agitando de vez en cuando, se
va añadiendo por medio de una bu-reta dividida en 1/10 de c. c., solución de SH2 hasta
que la coloración de las dos probetas adquiera idéntica intensidad (coloración roja). Este
es el método colorimétrico KUBEL, y, según dicho autor, se logran resultados bastante
exactos sólo cuando el agua que se investiga no contenga menos de 2 mg. por 100 c. c.;
cantidades menores de 1 mg. por 100 c. c. no pueden dosificarse con seguridad por este
método.

Como obra de utilidad para los laboratorios donde hayan de realizarse análisis de aguas
residuales es recomendable el librito de DENZS DIcKINSON, titulado : The Chemical
Analysis of Waters, Boiler-and Feeclwaters, Sewage ancl Effiuents (Londres, 1944).
CAPÍTULO V
TRATAMIENTOS DEPURATIVOS Y PROCEDIMIENTOS INDUSTRIALES DE RECTIFICACIÓN 39.
Procesos y medios generales de purificación.
De lo hasta aquí expuesto, se deduce perfectamente quo para los consumos de la
humanidad interesan pre-I'erentemente dos tipos de agua: la potable o de uso doméstico
y la industrial. Pero, aun dentro de estos dos tipos, deben existir innumerables clases,
variables según el propósito del uso personal que de ella vayamos a. hacer (las
características teóricas exigidas a un agua para bailo, por ejemplo, serán sensiblemente
diferentes a las de aquélla que se consuma para beber, para eocina o sólo para riego) o
según de la industria a la que +~ ir:-ic de sii-ninisirar. Los disgustos que llevamos
experinienlados en anillos medios (propagación de Illlevcaones o :anormalidades en la
fabricación) y la evi-
de que las :i ggauas va piadas en cualquier manan-1i:11 :aeaaífero nunca responden, ni
por casualidad, a la n:ainr:aleza (pie, en evada caso, debemos exigirle (muchas veces,
cuando por ejemplo contiene abundancia de impurezas, difiere grandemente de nuestro
tipo deseado, sea éste cualquiera) nos han inducido a exigir primero y a preferir después,
antes de consumirlas, aguas purificadas; siendo particularmente importante, en cada
('aso, obtener una composición constante.
La lucha del hombre para disponer de aguas relativamente puras, o mejor, acondicionadas
a sus distintas necesidades viene de muy lejos y aunque son
««Página 30»».
262 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 263
muchas e importantes las conquistas que en este sentido ha logrado no podemos decir,
todavía, que haya concruído su empresa, la que aun sigue sumida en un estudio latente y
profundo del que pueden esperarse va-liosos frutos. De momento, como consecuencia de
tantas necesidades distintas que entrañan los infinitos procesos industriales actuales, así

como debido a que la densidad actual de población e industria exige el aprovechamiento
de cualquier manantial que nos salga al paso, ha influído en la presencia de innumerables
procedimientos depurativos. Como algunos dicen, hoy no existe ya un agua detestable,
más que en principio. Y, en efecto, ante el resultado de un análisis, o sea de-terminadas
cuáles son las impurezas presentes en un agua, inmediatamente hallamos la manera de
acudir a su ennoblecimiento, haciendo uso de tal o cual método conocido y a propósito.
De aquí, precisamente, que hoy se tienda a asentar una industria nueva en cualquier
lugar, relegando a planos secundarios la influencia que antes pesaba en el determinio de
la calidad del agua de que se iba a disponer, confiando en el supuesto de que los
modernos métodos de purificación nos han de resolver el problema que luego se nos
podría presentar al no haber parado mientes en esta contingencia. Sin embargo, aunque
se vislumbra que en cuanto a la localización industrial la bondad de las aguas próximas,
que han de ser las de suministro, queda supeditada a otros factores ya citados en eI
apartado 16, no cabe duda que la buena disposición económica que debe presidir el
asentamiento de toda industria seguirá frenan-do esta tendencia, la que es de creer que
sólo será útil o de cooperación en casos de fuerza mayor, pues siempre un proceso
purificativo más simple representará una carga menor en los gastos, aunque tratándose
de la depuración de aguas es ésta siempre pequeña, cuando no se trata de grandes
consumos (fábricas de celulosa o fibras artificiales y Ramo de Agua). De todas maneras, es
de celebrar que esta abundancia de recursos técnicos
de que hoy disponemos en lo referente a la rectificación del agua, nos confiera esta
independencia tanto en la determinación del lugar como en las inherentes corsa-'
cuencias del suministro, cuando las disponibilidades ácueas sean de pésima condición por
su naturaleza.
A tenor, pues, de las diferentes impurezas ya cita-das que puede contener un agua y
ateniéndonos a las exigencias de su uso (sea cualquiera el medio de que se trate)
debemos aceptar que, en líneas generales, la purificación de un agua comprende : 1.°, una
clarificación y filtración; 2.°, una purificación bacteriológica y organoléptica, y 3.°, una
destrucción de las substancias nocivas. Consecuencia de estas necesidades es que ciertos

autores agrupen las operaciones a realizar en las siguientes : purificación mecánica,
preparación química, desgasificación y destilación.
Sin duda alguna, la purificación más perfecta de un agua es la que se obtiene por
destilación, por ejemplo, tal como se realiza en los buques a vapor, mediante un aparato
evaporador destinado a hacer utilizable, para la alimentación de las calderas, el agua del
mar. Esto no obstante, la destilación resulta tan costosa que para la industria puede
considerarse el agua, como perfecta--mente depurada después de haber sido sometida a
las siguientes operaciones : eliminación de las impurezas gruesas mezcladas
mecánicamente (clarificación), calen--1,a miento previo, tratamiento con ciertas
substancias-reactivo y nueva depuración mecánica (filtración). En algunos casos puede ser
suficiente una depuración mediante el solo calentamiento previo, con lo que se con-
a:me ya una eliminación todo lo más perfecta posible de la llamada dureza pasajera o
transitoria.
( 'amovidos todos los antecedentes mencionados anteriormente, el agua de que vaya a
surtirse una fábrica puede ser subterránea (sin gérmenes y transparente, combatiendo
lonchas sales, apta principalmente para la bebida. y lado el ,Tiro a la misma temperatura)
o superficial con baelerias, coloreada y turbia por partículas
««Página 31»».
264 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 265
en suspensión (arcilla, por ejemplo), con olor, pobre en substancias disueltas y rica en
materia orgánica. Antes de su empleo, las dos deben ser depuradas clarificándolas por
decantación, filtrándolas y finalmente, en caso necesario (casi siempre preciso),
depurándola o corrigiéndola químicamente.
Por lo tanto, las principales operaciones a realizar, concretándolas más, son las siguientes:
depuración físico-mecánica (clarificación y filtración), depuración bacteriológica y
organoléptica (esterilización), desendurecimiento, desferrización y desmanganización,
des-acidificación, desgasificación, desaceitado y destilación. La naturaleza del agua a
purificar y la calidad que se precisa para el suministro, dicta el proceso purificador a
adoptar y en consecuencia el número y ordenación de estas operaciones dentro del

mismo. Los medios emplea-dos son muy diversos, según veremos en el decurso de este
capítulo, y la' adopción de uno u otro depende del grado correctivo que se precisa aplicar,
ya que unos ejercen un trabajo más perfecto que otros y los hay más o menos
económicos.
Frecuentemente, y esto puede ser un error básico, se considera que un agua destinada al
suministro de una industria no es preciso purificarla bacteriológicamente, pero nosotros
insistiremos en exponer los medios eficientes de esta depuración, no tan sólo por creer
que en una fábrica también debe afluir agua potable para el uso particular de los obreros
y empleados, sino porque consideramos que para la mayoría de industrias (cervecera,
azucarera, etc.) es precisa la previa eliminación de ciertas bacterias; y en el mismo caso
puede considerarse el agua que la industria textil necesita para el macerado de algunas de
sus fibras trabajadas y otras operaciones locales. Claro está, sin embargo, que la
descripción de esta depuración no quiere decir que sea imprescindible en todos los
procesos purificativos adoptados.
40. Depuración físicomecánica: clarificación y filtración.
a) Decantación y purificación. — Cuando las aguas a filtrar son muy turbias o están muy
cargadas de limos es recomendable someterlas a una previa decantación o clarificación,
con lo que, a la vez, se logra evitar el tarquinamiento (atascamiento de los filtros). La
decantación reduce el trabajo del filtro y, muchas veces todas las impurezas que se
depositan espontáneamente en un agua abandonada al reposo durante una a cuatro
horas son separadas más económicamente por decantación que por filtración. La
capacidad de los decantado-res se establece, a lo sumo, igual al consumo diario y se
construyen en forma de tanques abiertos, dándoles una profundidad de 3 metros.
Aunque las impurezas en suspensión, de peso específico mucho mayor que el agua, y que
no están, por otra parte, muy divididas, se posan en el fondo del recipiente (el agua limpia
se toma de la capa superior), muchas veces puede acelerarse tal precipitación, si hay lugar
para ello, acompañando a la decantación una coagulación por medio de la adición de
ciertos productos químicos. En estos casos, la duración de la decantación y la proporción
de agente coagulante a añadir depende de las circunstancias locales.

Por el empleo de un coagulante apropiado tal como los sulfatos de alúmina o de hierro o
el alumbre de roca (sulfato alumínico-potásico), se obtienen con las aguas naturales un
precipitado de alúmina o de hidrato de hierro. Estos precipitados obran de dos maneras:
por una parte agrupan las partículas coloidales y las hace más gruesas, de tal suerte que
no pueden atravesar la arena de ciertos -filtros; por otra parte el precipitado forma por sí
mismo una capa filtrante que se reparte por la superficie del lecho de arena dentro de los
filtros. Esta capa, cuyos intersticios son más pequeños que los
««Página 32»».
266 EL AGUA EN LA INDUSTRIA TEXTIL
de la arena, asegura una mejor filtración que la obtenida empleando únicamente un filtro
de arena.
La coagulación permite obtener, en todos los casos, un agua de una limpidez cristalina
capaz de satisfacer a las distribuciones de agua y a las fabricaciones más delicadas.
Disponiendo de un dosificador de coagulante se utiliza el alumbre comercial, o sea el
amónico : [(SO4)3Al2, SO4(NH4)2, 24 . H2O] ; o bien el alumbre potásico : [(SO4)3Al2,
SO4K2, 24.1120]. Sólo el sulfato de alúmina, contenido en el alumbre, es activo. Éste
reacciona sobre el bicarbonato de calcio que contienen casi todas las aguas naturales, de
la forma siguiente:
(SO4)3Al2 + 3 . (CO3H)2Ca = 2 . A1(OH)3 + 3 . SO4Ca + 6 - CO2
Si el agua no contiene una alcalinidad natural suficiente (CO3Na2, CO3Ca o CO3Mg)
procederemos a alcalinizarla por medio de CO3Na2 y prever un dosificador de álcali a este
efecto. La reacción es análoga a la que hemos indicado antes.
Según estudios realizados por ALFRED, las aguas en general, también pueden ser
clarificadas por trata-miento con 1 a 20 partes de uno o más aluminatos de magnesio o
calcio por cada millón de partes de agua, en un tiempo de 5 a 30 minutos, a un pH de 4 a
8, seguido de la separación del material insoluble precipitado. Los aluminatos en cuestión
tienen una relación molecular de A1.203 a Mg0 o Ca0 de 1: 5, y pueden ser añadidos al
agua antes de la filtración o formar un lecho filtrante. El pH puede controlarse añadiendo
sulfato de aluminio o un ácido. Los aluminatos son relativa-mente insolubles (al contrario
que el de sodio), liberan lentamente alúmina hidratada controlando adecuada-mente el
pH y no hay necesidad de muchos cuidados durante la adición de los mismos para evitar
una clarificación deficiente o para impedir la presencia de hidróxido de aluminio residual
en suspensión.
En las industrias dedicadas a la fabricación de fibras artificiales, donde el consumo de agua
ya se ha dicho
TRATAMIENTOS DEPURATIVOS ElC'¡
que es muy importante, existen verdaderos sistemas dh captación eficientemente
organizados. La captación (Icl agua fluvial, que es la más generalizada, se efecl lía. un nivel
superior al del desagüe de la fábrica. La en arada, según puede verse en la figura 29
(reprcdnc ción de una instalación en funcionamiento), se verifica en (1) a través de una
reja que retiene las materias gruesas en suspensión (ramas, frutos, etc.), pasando
Fig. 29. — Sistema para la decantación y purificación de aguas instalado en
una fábrica alemana de fibras artificiales.
después por otro enrejado más tupido y levadizo, para facilitar su limpieza, detrás del cual
está situado el tubo de aspiración de la bomba (2) que eleva el agua para poder enviarla a
las balsas de decantación, en don-de se añaden los reactivos de coagulación (R). Las balsas
o canales de clarificación (3) deben tener una capacidad suficiente para contener el agua
necesaria en una a dos horas; se llenan y limpian independientemente, presentan la
profundidad ya citada de 2 a 3 m. y un ancho de 5 m.; en la cuarta parte de su longitud va
el piso en disminución al canal de limpieza. A la salida de las balsas (A) puede tomarse el
agua de refrigeración. Para aguas bastante limpias y cuando se trata de poco consumo,
pueden substituirse las balsas, o colocar después de éstas en caso contrario, filtros
rotativos o de bombo como los que más adelante describiremos. De los canales de
decantación pasa el agua por los filtros (4) a una velocidad de 3 a 6 metros por hora y
««Página 33»».
268 EL AGUA EN LA INDUSTRIA TEXTIL

luego es elevada, mediante la bomba (5), al depósito central de alimentación, situado en
la parte superior de la fábrica, del cual parten las tuberías independientes a las distintas
secciones (6). Este depósito de una cabida de 100 a 200 metros cúbicos y a una altura de
unos 30 m., debe contener por lo menos el agua de gasto en una hora, con el fin de
prevenir una interrupción de las bombas. Debe ir provisto de desagüe e indicador de nivel.
Para facilitar la clarificación de las aguas muy sucias se emplea el sulfato de alúmina,
según se ha dicho. Éste reacciona con los bicarbonatos precipitándose e hidróxido
gelatinoso, el cual arrastra al sedimentarse, debido a la tensión superficial, los coloides
disueltos y las materias en suspensión. La dureza total queda in-alterable, ya que la
transitoria se transforma en permanente; el hierro en forma de humato queda también
precipitado. La cantidad de sulfato necesario depende del agua, pero suele estar
comprendida entre 20 a 60 gramos por m3, controlando parra ello el 1)11 entre 5 y 7 y
siendo el tiempo de reacción de unes 2(1 minutos. En presencia de sales de hierro y
manganeso, es más conveniente el método de coagulación a base de una combinación de
sulfato y cal. El consumo de cal depende del contenido en carbónico y carbonato, la cual
preci pita estos iones y el sulfato arrastra los hidróxidos de hierro y manganeso formados
juntamente con las iun purezas. Para la precipitación del sulfato hace falta un 25 % de cal;
la reacción es bastante lenta: de ;1 4
horas.
Se entiende que por hallarse la malaria, ~~r~~,aínica presente en las aguas en estado
coloidal la mayoría die las veces, la acción coagulante del sulfato de a l u m i n i o y sus
congéneres actúan en el sentido (le p r. ci I i I a r, también, a aquélla, en especial cuando
está co n s l i l i i í( l aa por substancias proteínicas. Por otro lado y siendo las materia
orgánica en estado coloide la que en algunas ocasiones colorea las aguas, se explica que al
precipi tarla tenga lugar su clarificación.
TRATAMIENTOS DEPURATIVOS 269
b) Concepto del filtraje. — Las aguas naturales impuras llevan todas en disolución, según
se dijo, cantidades más o menos importantes de sales minerales, pero especialmente las
superficiales acarrean en sus-pensión, además, polvos de origen mineral, barros arcillosos

y materias orgánicas de origen vegetal o animal. Estas materias que constituyen una
impureza visible dan al agua un aspecto turbio y pueden ser eliminadas por• filtración.
Ya en tiempo de Plinio se acostumbraba a filtrar el agua turbia con la errónea creencia de
que el agua clara tenía que ser forzosamente pura. Hoy, sin embargo, se considera tan
sólo el filtraje como una operación complementaria de otros tratamientos depurativos de
mayor importancia y de efectos más seguros.
Es actualmente indiscutible la trascendencia que para diversas utilizaciones e industrias
tiene el que el agua esté completamente filtrada. Cuando se precisa la descalcificación de
aquélla, para que la zeolita natural o sintética u otros agentes desendurecedores puedan
dar su pleno rendimiento deben hacerlo en presencia de un agua completamente límpida;
es necesario efectuar una filtración antes de descalcificar las aguas de superficie, sean
éstas más o menos turbias. En la alimentación de las calderas existen aguas que no
corroen ni producen incrustaciones, pero que contienen materias en sus-
pensión susceptibles de favorecer el desgaste. No pasa
desapercibida la importancia de la filtración del agua
destinada a las tinas de fermentación de que hablába-
mos en el apartado 19, la cual puede ser filtrada y uti-
lizada nuevamente después de su esterilización y reca-
lentamiento. Se evita así la pérdida de agua y de sus
calorías dándole transparencia y esterilización que no
puede conseguirse sin un previo filtrado. En la indus-
tria de las fibras artificiales (rayón, etc.) la pasta celu-
lósica obra como filtro y adquiere coloración cuando el
agua es turbia; con el fin de obtener una pasta de color
constante precísase también filtrar todas las aguas de
««Página 34»».
270 EL AGUA EN LA INDUSTRIA TEXTIL
fabricación. La industria textil, en general, requiere asimismo agua filtrada para el lavado

de las diversas fibras. Las aguas utilizadas en los conductores o apara-tos de varias clases
enfriados por circulación de agua dan lugar a varios inconvenientes ; unas dando
depósitos adherentes de sales y otras abandonando sus materias en suspensión en los
lugares donde el agua circula a pequeña velocidad. Las primeras deben ser depura-das,
pero para las segundas es preciso proceder a un filtraje.
La filtración es, a veces, una operación que sirve de prólogo para un proceso determinado
de purificación, otras se reduce a ser el medio apéndice en que culmina aquel proceso y,
en ciertos casos, su función involucra en sí hasta un principio de acción bactericida,
principalmente cuando recoge en medios especiales aguas que han sufrido una previa
decantación y coagulación. Con esto se comprenderá que los medios de filtración sean tan
diversos, según veremos a continuación.
c) Filtros de arena; teoría y sistemas. — Los sis-temas más rudimentarios de filtración que
generalmente se vienen empleando de tiempos inmemoriales para el abastecimiento
urbano y para la depuración del agua en gran escala, son los que se fundan en la teoría
ordinaria que se deduce de experimentar el trabajo que resulta de la circulación de las
aguas por el subsuelo, o sea filtrándola lentamente al través de muchas capas minerales
porosas, por ejemplo : de arena de grosor vario, de arcilla, etc. Para ello se construyen, en
general, depósitos impermeables de mampostería en cuyo fondo descansan tubos de
barro, separados por espacios intermedios, que recogen el agua filtrada; los depósitos
están llenos con piedra, gravilla y arena, disminuyendo hacia arriba las dimensiones de los
granos de este material de relleno, el cual se coloca formando una capa de espesor
uniforme. El filtrado debe pasar por sí poco a poco, sin presentar oscilaciones ni
interrupciones y
TRATAMIENTOS DEPURATIVOS 271
se requiere una vigilancia continua. El número de gérmenes debe quedar reducido a poco
menos de unos cien por cm3. En la superficie de la arena se forma una película filtrante
por los microorganismos, substancias en suspensión y otras, en la que se desarrollan
procesos biológicos. Poco a poco se va reduciendo el rendimiento del filtro hasta que se

llega al atascamiento completo e impermeabilidad. Entonces debe ser separado del ser-
vicio el filtro y su ma-
terial de relleno lava-do cuidadosamente.
La velocidad de filtración fluctúa en es-tos filtros de arena entre 1,40 y 10 metros
por cada 24 horas, y es evidente que para que el agua quede bien filtrada necesita con
una arena determinada una velocidad de filtración especial. Así, por ejemplo, en idénticas
condiciones y en un metro cuadrado de superficie filtrante, en 24 horas se filtrarían 3,5
m3 de agua del Támesis y 1,7 m3 de agua del Elba., porque las aguas de este río contienen
en suspensión partículas arnacho más finas. El agua turbia, en una filtración conveniente,
atraviesa la arena con una velocidad tan pequeña, que las finísimas partículas que la
ensucian, :1 un siendo más pequeñas que los intervalos que dejan entre sí los granos de
arena, encuentran el medio de quedar adheridas a algunos de estos granos. Por consi-
a a i e u te, cuanto más finas y numerosas son las partículas fai, lleva en suspensión el
agua, tanto más fina debe ser 111 II renal, y sobre todo más pequeña tiene que ser la ve-
baldad de filtración. La arena más conveniente es aquella +3aiye grano tiene un espesor
de 0,5 a 1 mm., y el fi l í +++ as laido mejor cuanto más uniforme sea el espesor del ,:nano.
Una arena que contenga mucho grano fino ilel+e desuella rse, porque bajo la influencia de
la presión del nema se ¡unasa demasiado y difícilmente resulta
141+1 111+`al1 le,
\n\\\\»M..TOYA\\lNIM \\\\\\\\\\\\\MV
Fig. 30. — Filtro de arena sencillo
««Página 35»».
272 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 273
Para que un filtro se conserve en buen estado es necesario que las partículas en
suspensión queden en la capa filtrante más alta y no lleguen a penetrar en las capas
inferiores. Esto se consigue fácilmente, sobre todo en los primeros días que siguen a la
limpieza del mismo, porque entonces la superficie superior de la arena es más porosa. La
presión que obra sobre el filtro recién limpiado ha de ser, por consiguiente, muy pequeño;
cuando ya se ha recubierto de una película la superficie del filtro, puede elevarse la

presión a un metro nada más, porque una presión mayor traería con-sigo el
desgarramiento de dicha película.
Cuando el rendimiento del filtro ha disminuído mucho se le deja en seco y se quita de la
capa superior el grueso de un centímetro, que se lava. Principalmente en verano se forma
con frecuencia en el filtro una capa casi exclusivamente de diatomados (pleurosigma,
sinedra, etc.), que, como es difícilmente permeable, hace necesaria la limpieza del filtro.
La acción de la filtración por medio de la arena se reduce a una oxidación parcial de las
substancias orgánicas disueltas y a la separación de los elementos en suspensión; entre
éstos han de quedar retenidos en el filtro muy especialmente las bacterias y los gérmenes
de los hongos, especialmente los gérmenes patógenos.
En la filtración por medio de arena, las bacterias no son al principio más que atajadas en
su movimiento de avance por la arena, pero más tarde forman masas densas, de manera
que el agua filtrada contiene a me-nudo más gérmenes que el agua sin filtrar. Este
defectuoso modo de funcionar se va corrigiendo poco a poco. Las arenas que no han sido
esterilizadas obran mejor desde el comienzo, y entre estas arenas tiene que darse
preferencia a las que han servido durante largo tiempo para la filtración en uno de los
grandes depósitos. Exteriormente se observa que esta arena, antes rugosa, se ha vuelto
grasa al tacto, demostrando además el análisis bacteriológico de una manera positiva que
los„r;,~,~- eslíui recubiertos de una envolvente sucia en ;ll-;,rii ni i;l. que el calor destruye
con facilidad, y que ii-ni además de la materia orgánica, un poco de I-(,r--zilI(- de hierro,
adquiriéndose el convencimiento de
-luo e engrudo está constituído en su mayor parte
per tin;l, aglomeración de bacterias o de sus gérmenes.
se fuina en un punto cualquiera del filtro una mues-1 rn. de arena, si se lava bien con agua
esterilizada y Ne :in;lliza luego el agua de lavado, se hallan siempre en ella grandes
cantidades de gérmenes. Toda la capa de arena está, por lo tanto, infectada por estos
gérmenes; pero se encuentran diseminados de una manera muy i rregular; la cantidad
aumenta desde luego rápidamente de arriba hacia abajo y después con mayor lentitud.
Obsérvese, como ejemplo, lo que se halló en uno de los grandes filtros de arena después

de estar funcionando un año. El espesor de la capa de arena que quedaba alcanzaba
todavía la altura de 30 cm. Limpiando el fil-I,ro se encontró en un kilogramo de arena
tomado como muestra:
I+,n un amasijo de inmundicias 5.028 millones de gérmenes.
I+;n la superficie del filtro lim- 734 ídem. de ídem.
piado
A 10 cm. de profundidad deba- 190 » » »
jo de la superficie . .
A20 cm. de profundidad deba- 150
jo de la superficie . . .
A 30 cm. de profundidad deba- 92 » » »
jo de la superficie . . .
I;n 1;i grava fina debajo de la 68 »
ca IQ de arena . . .
Total . 6.262 » »
I(',I residuo depositado en la superficie de la arena
debe de ser considerado, a causa de su composición es-
en la que dominan las materias orgánicas, como
un (9 ,1111.0 de cultivo, y éste, gracias a los gérmenes que
.1. II. Puig. — El agua en la industria textil
««Página 36»».
274 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 275
están en él depositados, es el origen de una putrefacción, cuya marcha más o menos
rápida depende de la temperatura, siendo la consecuencia de este fenómeno una enorme
multiplicación de los microorganismos. Entre ellos, un gran número están dotados de un
movimiento propio, otros gozan de la propiedad de desleír los alimentos ricos en agua.
Por consiguiente, pueden romper espontáneamente sus relaciones con la capa de
suciedad y abandonarla en grandes masas, sin que nada se oponga desde este instante al
avance ulterior de los gérmenes. La arena estéril no puede ofrecerles ningún apoyo y nada

queda adherido a sus granos lisos; por esta razón el agua antiguamente filtrada durante
largo tiempo a través de la arena estéril sufría al principio, en vez de una disminución, un
aumento en microorganismos. En un filtro de prueba, esterilizado por completo mediante
una calefacción intensa, los investiga-dores vertieron agua de este tipo, después de haber
llenado los pozos con agua estéril, empezando la filtración después de un día de reposo.
Halláronse las siguientes cantidades de gérmenes fecundos:
Antes de la Después de la
filtración filtración
Al 2.° día 13.500 97.907
6.° » 13.860 205.000
» 10.° » 3.120 17.825
n 12.° » 1.320 29.000
» 16.° 1.803 4.928
» 22.° » 1.120 1.356
Fenómenos de este género no pueden renovarse cuan-do la arena está cargada de
substancias viscosas, por-que desde el momento en que los microorganismos han
abandonado su terreno, se encuentran metidos en zonas que, presentando por todas
partes puntos en los cuales quedan suspendidos, difícilmente pueden atra-vesarlos.
Resulta por lo tanto que, dejando de lado algunas excepciones, no pueden penetrar a
mucha profundidad en la arena y que se reúnen en grandes cantidades en las partes
superiores, en donde forman una excelente barrera para los microorganismos que les
siguen. La cuestión de la velocidad que hay que dar a la filtración, adquiere por lo mismo
una nueva importan-
Hg. 31. — Filtro de arena de gran capacidad, instalado para el abastecimiento
de aguas en Dublin.
eia: no conviene dejar que aumente con demasiada rapidez la corriente para que pueda
quitar a la arena inrerior grandes cantidades de gérmenes. Si se trata de eliminar los
gérmenes de la manera más completa posible, la velocidad de filtración no debe pasar de

30 mm. por hora. Experiencias recientes han demostrado que uull 1> arte de las bacterias
o de los gérmenes patógenos plisan a través de los filtros.
Veamos como ejemplo clásico de un filtro de arena ~It Irr;ln capacidad el que funciona
para el abasteci-¡aliado ele aguas de Dublin (véase la figura 31). El foil-.1,1 esta formado
por una capa de arena (a) de 60 cm. del 191 w:1e, revestida de una pared de piedra en
seco. 1 aca !mil erilrlesfiltrantes, colocados directamente so-
««Página 37»».
276 EL AGUA EN LA INDUSTRIA TEXTIL
bre la capa de arcilla, se componen de 75 cm. de piedras grandes angulosas (b), 15 cm. de
piedras más pequeñas o cantos rodados (e), 15 cm. de grava gruesa (d), 15 cm. de grava
fina (e) y 75 cm. de arena ordinaria (f). Instalados de manera que estén comprendidos
mitad en
Hg. 32. — Filtro de arena sistema florentino
unos 4 m. de profundidad y de 2 a 2,5 m. de diámetro que está en un depósito revestido
de arcilla apisonada de unos 4 m. de diámetro. El espacio
anular comprendido entre ambos se rellena de arcilla filtrante (fig. 32).
Muy en boga está actualmente la cisterna americana (figura 33), en la que el agua llena el
depósito y la bomba es la que está envuelta con la arena filtrante. El ver-
TRATAMIENTOS DEPURATIVOS 277
(ladero lecho de filtraje, de arena fina, descansa sobre varias capas de arena gruesa y
gravilla. Para que ninguna de ellas se infiltre en la capa inferior, es conveniente que el
diámetro medio de sus granos no baje de la tercera parte del diámetro de los granos
mayores que hay debajo. Por consiguiente, un filtro de 50 cm. de capa l i l i, r,rnte, podrá
formarse con una capa de 5 cm. de arena gruesa (2 mm.), 10 cm. de guijo (6 mm.), 10 cm.
de
I{slacián depuradora de aguas sucias instalada en Gebel-el-Asfar (El Cairo).
gravilla (lVa min.), IU cm. de cascajo (35 mm.) y 15 cm. de grava n piedra partida.

I~in lit li e;nr.l :;I puedo verse la estación depuradora I. le.IlnM I.IIeiim in:I:il,el,l en (ehel el
Asfar (El Cairo). I'iil prlulel plano, olwérvense los eslanqnes clarificado-
leelline,,iiltiinti, provi,slor; ele un carro rascador de eleloni y IIIiI1 lIlllllll ~1 1rasluilo
para C te.
la lieilr,l I lí (fun;ina 111) el lector puede tambien conlelnpinr cun mayor detalle un puente
giratorio r,lse,nlor Ile cienos aplicado ,I. un clarificador circular.
(1) Filtrados especiales. — Con miras a obtener en MI raciones más meticulosas o
enérgicas resultados de depuración más perfecta, hace tiempo se vienen idean-do y
utilizando medios especiales de filtrado en los que se substituyen las capas da arena por
filtros de porcelana porosa que son atravesados por el agua a presión (sistema precursor
de algunas modernas insla,laciones de depuración doméstica) ; por capas de vi-
la arcilla y mitad en la piedra gruesa, se encuentran dos conductos B destinados a recoger
el agua filtrada; es-tos conductos tienen 75 cm. de ancho por 60 cm. de alto. La superficie
de arena de cada filtro tiene 61 m. de longitud por 31 m. de ancho; la altura del agua es de
60 cm.
Muy utilizado es también, todavía hoy, el sistema florentino, que consiste en hacer pasar
el agua a través de un pozo de
9om'a
r,
/iy r/y%A/0w5,~,7W.«u/2'/YY/ rr
Fig. 33. — Cisterna americana de filtraje
««Página 38»».
278 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 279
-4
rutas de madera y debajo de ella otra u otras dos formadas por esponjas, que da buenos
resultados para eliminar los cuerpos grasos (la viruta de madera ha de renovarse con
frecuencia; en cambio, las esponjas se hierven con carbonato sódico y pueden ser
utilizadas de nuevo) ; por cilindros de tierra porosa, o sean, bujías filtrantes (de bizcocho
de porcelana ordinaria, porcelana de amianto, tierra de infusorios) como los conocidos

filtros de BERKEFELD (cilindros huecos de tierra de infusorios calcinada) o las llamadas
células de Pu-KALL (de arcilla calcinada) ; por asbesto, como el filtro MAIGNEN; por carbón
animal conglomerado, etc.
La mayoría de éstos son útiles para instalaciones de pequeño consumo, si bien algunos,
como el de BERKEFELD a base de filtros de kieselgur o tierra de infusorios, son también
prácticos para tratar grandes cantidades de agua. Pero todos estos filtros a base de
substancias orgánicas, como el algodón, el fieltro, la lana, la esponja, etc., no pueden
recomendarse, porque todas estas materias favorecen la putrefacción. Generalmente,
estos filtros son buenos espurgadores de bacterias únicamente a condición de que se
limpien y esterilicen con frecuencia, y la mejor manera de esterilizar, según hemos
insinuado antes y aclararemos luego, es a base de hervir las substancias filtrantes largo
rato, por cuya razón muchos creen bastante acertadamente que es preferible, a ser
posible y no tratándose de grandes cantidades, esterilizar hirviendo directamente el agua.
Las materias que dan olor y gusto al agua, incluso a la destilada, se quitan por medio de
filtros de carbón. El carbón activado de por sí elimina las substancias olientes y sápidas y
los fenoles de las aguas de coquerías. (Véase lo que se dice en la página 295 referente a la
acción bactericida del carbón activado.)
Como ejemplo de uno de estos pequeños filtros idea-do bajo el criterio de que fuera útil
para un trabajo industrial, citaremos el de GLOVER que trabaja a alta presión (fig. 35). El
agua ingresa al aparato por los grifos
A y C, pasa luego desde el espacio anular G, atravesando la capa filtrante F, al tubo
perforado G, para escaparse después por el grifo D. Con el fin de eliminar el limo
depositado, se hace pasar el agua en sentido in-verso durante algunos instantes, cerrando
las llaves A y C, y abriendo la B, de manera que las impurezas salen por la abertura la-
teral. Para adquirir una idea de la eficacia de este filtro, basta considerar que las materias
pútridas contenidas en el agua no pueden ser eliminadas por la sola influencia del filtro,
sino que tienen que serlo por absorción u oxidación. Pero el poder absorbente de la
materia fil-
trante, si se exceptúa. el carbón animal, es muy peque-í o, y la oxidación como la que se

produce en el suelo no es posible más que en el caso de que llegue en abundancia el aire
atmosférico. No obstante, si la capa Filtrante está siempre cubierta por el agua o si los
filtros están cerrados, el único oxígeno que puede transportar-se a las substancias
orgánicas es el que se disuelve en el agua, misma, y por lo tanto en cantidad muy
restringida. De lo expuesto, pues, resulta la necesidad de orear y limpiar con frecuencia
todos los filtros: no haciéndolo así, el (litro, más tarde o más temprano, acaba por al--t
eral. el agua, en lugar de mejorarla.
1 is eliminación de los gérmenes orgánicos conteni-
t los e l e el agua, sobre cuya necesidad por vía físico-me-
ea mea previa no se ha fijado atención hasta estos últi-
mai u I pos, ha llegado a obtenerse con algunos filtros.
e» mildo, esta condición se logra, aunque no de una
amueva (olilplela, con la ayuda de la disposición conee-
Fig. 35. — Pequeño filtro de GLOVER
««Página 39»».
280 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 281
bada por allá al año 1884 por CHAMBERLAND y conocida con el nombre de filtro Pasteur.
El aparato (fig. 36) se compone de uno o varios cilindros huecos A de porcelana fina, cuyo
extremo superior está cerrado, mientras que el inferior, angosto, termina en un pequeño
orificio
por el que se escurre el agua filtrada; estos
cilindros, llamados bujías filtrantes en razón de su forma, van encerrados en una
envolvente metálica B que se adapta por me-dio de una llave P al conducto general de
donde ha de recibir el agua; ésta se filtra de este modo por la presión del exterior al
interior de la bujía, de la que sale gota a gota por el orificio inferior. Con una presión
media de 10 metros se consigue un rendimiento de un litro por hora y bujía. Como se ve,
el aparato es de pequeña capacidad de trabajo y ésta sólo podría llegar a ser respetable,
en atención a lo industrial, montando en batería, bastantes bujías.
SAUERBREY, ulteriormente ha modificado
notablemente el antiguo filtro de CHAMBER-
LAND, adaptándolo para grandes suminis-
tros y utilizando como bujías masas ce-
rámicas (cuarzo-bakelita o cuarzo-chamota, si el agua
es neutra aproximadamente; carbón, si es alcalina; y
cuarzo-chamota también, si es ácida). En este filtro a
presión (fig. 37) existe una bomba (13) que hace circu-
lar el agua a filtrar, desde el depósito (12), por la tu-
bería (10), la caja (1) de las bujías filtrantes (9) y la
tubería (11). de manera que la suspensión se mantiene
constantemente homogénea. El fondo (2) de la caja, lo
mismo que el falso fondo distribuidor (3), puede abrir-
se; debajo del otro fondo (7) de la caja existe un tabi-
que (4) de hierro colado, que sostiene las bujías, y que
tiene un canal colector de líquidos filtrados, en unión
con la tubería (8), y unos agujeros (6) que permiten el
paso del agua a filtrar, que, como ya se ha dicho, está
en continua circulación; así se iguala la presión en las dos caras del propio tabique.
Terminado el período de filtración, o cuando el espesor de impurezas depositadas en las
bujías alcanza 2,5 cm. aproximadamente, se inyecta por (14) aire a presión, que devuelve
al depósito (12), a través de la tubería (10)-(15) la suspensión residual que queda en el
aparato. El agua de lavado,
Fig. 37. — Filtro a presión de SAUERBREY para grandes suministros
que debe ser de condensación, entra por (16) y sale peor (17). Con aire a presión, por (18)
y (5), se hacen saltar los gruesos de precipitado adheridos a las bujías, dejándolas limpias.
Otro filtro, el de MALLAÉ, está constituído por bujías de porcelana de amianto, de poros
más finos y re-
laxes que el bizcocho de porcelana, razón por la cual produce una filtración más perfecta
que los filtros PASE(' r,.. El filtro de HowATSON, que está constituído por I~uji;c.;; de tierra

de infusorios, produce una esterilizasli.n casi completa del agua. El aparato destinado a fil-
1 i r 1,psia, de las grandes urbes se compone, para los atina oii que se hace uso de estos
sistemas de filtrado ea pisan 1, ds gin primer cilindro dividido en dos partes, do las san lss
la superior contiene una columna formada par ;n ja ras de pedernal de dos gruesos
distintos. El ,I uII ~1n ri lis Id;,. pasa después a una capa de polarita
B
Fig. 36. — Filtro PASTEUR.
/8
««Página 40»».
282 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 283
(materia extremadamente esponjosa compuesta principalmente de sílice y hierro) que
obra como cuerpo poroso y tiene por objeto oxidar las materias orgánicas; finalmente, el,
agua, desembarazada de más de la mitad de las substancias orgánicas, pasa a otros
cilindros que contienen una serie de bujías de tierra de infusorios.
Es conveniente tener presente que en los casos en que se emplea alguna de las varias
substancias citadas. no es necesario aplicarlas a pozos o depósitos filtrantes, sino que
también cualquiera de ellas puede actuar en filtros-prensas. Los paños o telas filtrantes
que revisten los marcos o platillos del filtro-prensa suelen ser, para aguas que contengan
en suspensión arcillas grasas y substancias mucilaginosas, de amianto. El procedimiento
de aplicar el filtro-prensa como separador final es desde luego mejor que el de un
depósito filtrante de arena, pero más caro por la renovación y cambio constante de las
telas.
Además de todos estos sistemas mencionados se tiene noticia de que se han realizado
ensayos de filtración con filtros de discos, de vacío y por medio de centrifugación. Sobre
los cuales nada podemos afirmar por tratarse de pruebas particulares y de cuyos
resultados alcanzados no poseemos detalle, aunque el hecho de que ninguno de ellos
haya logrado introducirse es síntoma, al parecer fehaciente, de que no aportarán mayores
ventajas de las que nos otorgan los sistemas conocidos y expuestos.
Como final de este subapartado diremos que con .el nombre de piedra filtrante se

entiende una masa porosa, pétrea y rígida, por consiguiente, obtenida mediante un
proceso cerámico. Las piedras filtrantes "Blandol" son de resinas artificiales y se obtienen
con grano de distinta finura. Las piedras filtrantes llamadas "aerolit", resistentes a las
aguas ácidas y a los ácidos en general, son masas de tierras de infusorios; las "silexit" son
de cuarzo y las "carbonit", resistentes a la alcalinidad, de carbón. Las piedras filtrantes se
utilizan granuladas oen forma de planchas o de cilindros, en particular de bujías. El
"flexolit" es una materia artificial reciente y flexible, que se emplea con ventaja respecto
de las piedras cerámicas duras. Se le puede dar forma durante su obtención o después de
ella (como a la madera) ; también mediante tratamiento térmico, una vez obtenida, o por
un proceso de disolución uniendo piezas o granos aislados. Posee una velocidad de
filtración excelente por ser de un material hidrófobo.
e) Filtración rápida o industrial. El lector se habrá persuadido, con lo expuesto, de
que no todos los sistemas de filtros hasta ahora expuestos, a excepción de los que
trabajan a presión, son aptos para suministrar las continuas y abundantes cantidades de
líquido que generalmente precisan algunas industrias como la textil. Para subsanar este
inconveniente adaptando los sistemas de filtración a la suficiencia que exige la agilidad
industrial, se han llegado a obtener los modelos adecuados de filtros clarificadores de
agua lo suficientemente rápidos para desempeñar un papel airoso en la industria.
La filtración industrial se efectúa, en particular, forzando el agua a atravesar una capa o
capas de arena cuyos granos tienen las dimensiones apropiadas a la naturaleza de las
impurezas que deben retener y al liso que deba darse al agua filtrada. Como en el caso de
los filtros de arena, las materias en suspensión cuyo (li;ílnetro es superior a los espacios
existentes entre los P:I'iH-os arenosos, son retenidos en la superficie del le-ello filtrante
como por un tamiz; las partículas más pe-11ul -i:LS son retenidas por la resistencia de
frotamiento +l~ In superficie en presencia. En cuanto a las partículas
eu l., i d: i l es ni . el tamisaje ni el efecto de frotamiento, ~u-i-nt~lnii~-il,c las pueden
eliminar; ello no obstante, es posible efe eln:irlo gracias a la acción coagulante antes
~~sla„eel 1) por medios esterilizables, según detallaremos en 1,1 rri~;ui~~ntc apartado.

««Página 41»».
281 EL AGUA EN LA INDUSTRIA TEXTIL
TRATAMIENTOS DEPURATIVOS 285
La filtración rápida se efectúa con filtros de piedra (placas formadas por una mezcla
calcinada de arena de río con silicato sódico-cálcico; placas reunidas en baterías) o por
filtros de disposiciones especiales (limpieza de la materia filtrante en el depósito por
medio de agitadores mecánicos). Estos filtros poseen una velocidad de filtración de 40 a
50 veces mayor (4.000 a 5.000 mm. por hora) que los filtros de arena usuales y necesitan
un espacio de 40 a 50 veces menor que estos últimos.
La firma PASA ("Purificadores de Agua, S. A.", de Barcelona) facilita dos tipos de filtros
verticales: los abiertos funcionando a aire libre y los cerrados funcionando a presión, sin
que esto signifique que el filtro necesite una fuerte presión, ya que sólo se trata de poder
elevar el agua por medio de una bomba o por presión natural, subiéndola al propio
tiempo a un depósito colocado a cualquier altura y a un nivel más alto que el del filtro
para que la caída o trabajo sobre el filtro sean lo suficientes para establecer una
circulación rauda. El filtro a presión, pues, necesita menor espacio de instalación, ya que
puede montarse en forma de cascada. Tanto uno como otro sistema pueden disponerse
en batería y la pérdida de carga con que trabajan fluctúa entre el 0,5 y los 3 metros de
altura. La ventaja del filtro a presión radica en que se puede conectar en cualquier red de
distribución de presión sin más pérdida que la indicada; por lo tanto, no tiene que
volverse a bombar el agua después de filtrada, ya que con la misma presión que llega
puede pasar por el filtro y subir, a su salida del aparato, a un depósito colocado a una
altura algo superior a la del filtro. Puede instalarse sobre un fondo de cimentación
relativamente sencillo y colocarse en un espacio muy reducido. Véase su disposición
interna en la figura 38. La ventaja de instalar esos filtros en batería estriba en que se
consigue un ser-vicio continuo de agua clarificada, ya que mientras los unos se están
limpiando, los otros mantienen su trabajode suministro. El sistema de colectores de que
van pro-vistos tanto los filtros abiertos como los cerrados a presión, permiten un trabajo
perfectamente regular sobre toda la capa filtrante, y durante un período de limpieza,

hacen que cada centímetro cúbico de material filtrante esté puesto en limpieza.
Fig. 38. — Esquema de un filtro industrial cerrado PASA
En el filtro en marcha que se esquematiza en la figura 39 se puede observar que el agua
para filtrar llega por la válvula A (estando cerrada la válvula C), subiendo por la columna
central B, según indican las flechas, en dirección contraria a la de la corriente de filtración,
con el fin de no remover la superficie del filtro; se extiende por encima de la materia
filtrante, atravesándola de abajo arriba, llegando a la capa so-porte, luego al colector y a
las ramificaciones provistas de champignons divisores especiales que atraviesa, para pasar
finalmente a la tubería de salida de agua filtrada provista de una válvula D.
La figura 40, a mayor escala, demuestra, con la ayuda de flechas, el recorrido del agua por
los champignons. Cada uno de éstos es una salida de agua filtrada que
««Página 42»».
286 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 287
obliga a la materia filtrante, colocada por encima de esta salida, a trabajar con
uniformidad con las otras
evacuación fácil. Por la válvula E se arrastran los fangos al desagüe. La limpieza puede
hacerse igualmente
Fig. 39. — Vista cortada del filtro rápido vertical PASA con indicación de su
fu''icionamiento.
partes del filtro. Estos champignons de construcción especial y enteramente de bronce
son inoxidables; son atravesados dos veces por el agua filtrada, en sentido contrario.
La limpieza se hace por contracorriente. Para ello (véanse las figuras 41 y 42), se cierra la
válvula A y se abre la válvula C, así como la E. El agua penetra en el filtro por las
ramificaciones y los champignons en sentido contrario. Los champignons tienen entonces
la misión de repartir el agua de lavaje; la materia filtrante es removida violentamente; las
aguas fangosas penetran en la columna central B, cuya abertura, muy ancha, permite una
Fig. 41. — Vista cortada del filtro rápido vertical PASA (idéntico al de la
figura 39) durante su limpieza a contracorriente.

cerrando las válvulas A. y C y provocando un retorno de agua filtrada por la válvula ID.
Con ciertas aguas, es necesario aumentar la eficacia de la limpieza agitando la capa
filtrante por medio de aire comprimido distribuído convenientemente por los
champignons. A. este efecto la casa PASA su-ministra con el filtro un inyector de aire, que
utiliza el vapor como fuerza, para los casos en que la fábrica donde se realice la instalación
no disponga de aire comprimido. Habitualmen-1 e, un lavaje diario de 10 minutos es
suficiente; la entrada de aire dura de 2 a 3 minutos.
En las figuras 43 y 44 pue-
Fig. 4u. — Esquema de la salida de agua filtrada por los champignons del filtro PASA.
Fig. 42. — Detalle de los
champignons durante la lim-
pieza del filtro.
««Página 43»».
288
EL AGUA EN LA INDUSTRIA TEXTIL
Fig. 43. — Batería de filtros cerrados verticales trabajando a presión
Fig. 44. — Batería de filtros abiertos y verticales con dispositivos para efec-
tuar una coagulación previa.
TRATAMIENTOS DEPURATIVOS 289
den verse dos baterías de filtros; en la primera, filtros cerrados a presión y en la segunda,
filtros abiertos con coagulación previa.
Fig. 45. — Vista cortada de un filtro cerrado horizontal PASA
Fig. 46. — Batería de filtros horizontales
La misma casa suministra también filtros cerrados de tipo horizontal que funcionan
igualmente que el tipo vertical cerrado descrito. Están construídos para gran-des
rendimientos, por presentar el máximo de superficie filtrante por el mínimo volumen, así
como por el
19.—J. B. Puig. — El agua en la industria textil
««Página 44»».
290 EL AGUA EN LA INDUSTRIA TEXTIL
reducido lugar que, comparativamente, ocupa sobre el terreno. Además (véase la figura
45), permite una re-partición muy regular y rectilínea de los charnpignons. La columna
central de llegada de agua para filtrar y evacuación de las aguas de limpieza está
reemplazada por un conducto colo-cado horizontalmente en la parte superior del filtro.
Un solo aparato horizontal puede suministrar de 20 a 150 m3 por hora de agua filtrada,
según sus dimensiones. Para rendimientos mayores, se instalan baterías de varios filtros,
como la que se exhibe en la fi-gura 46, que da 200 m3 por hora.
La OTJA (`Oficina
Técnico-Jurídica de
Aguas", de Barcelona)
también tiene puestas
al mercado instalacio-
nes de filtrado de ca-
rácter industrial para pequeñas y grandes industrias
según modelos F y FI (figs. 47 y 48) ; el primero pro-
visto de un dosificador automático de reactivo coagu-
lante. Todos los modelos van provistos también de un
manómetro indicador de presión para poder determi-
nar el momento en que es preciso efectuar el lavado
del filtro. Normalmente, el filtro funciona bien mien-
tras la presión diferencial del agua entre la entrada
y Ja salida oscila entre 5 y 10 metros; a partir de dicha
cifra el filtro está sucio y debe procederse a su lavado.
Esta casa construye, dentro de sus modelos adapta-
dos para gran industria, una serie de 13 tipos distintos
TRATAMIENTOS DEPURATIVOS 291
y progresivos en suministro de caudal desde 48 litros por minuto (el FI-1) a 1.700 litros por

minuto (el FI-13). En el primer tipo la altura es de 2,35 m., el diámetro de 0,45 m. y de 1"
las tuberías de empalme; en el segundo o último de la seriación la altura es de 3,30 m. ; el
diámetro de 2,70 m. y de 4" las tuberías de empalme. En ninguno de estos tipos, gracias al
sistema de lim-
Fig. 48. — Dos filtros rápidos OTJA instalados en batería para grandes
industrias.
pieza también a contracorriente, nunca es preciso sacar la arena del filtro, y sólo se deben
reponer las fugas de la arena fina que se produzcan en los lavados.
Entre otros, la casa "Reisert", de Colonia, construye varios tipos de estos filtros rápidos, de
12 hasta 24 m2, conteniendo perlas de 1,5 a 2 mm., formando capas de 75 cm. de altura y
dando una producción de 5 m3 por hora y por m2 de superficie. En los modelos de esta
casa ale-mana se efectúa también la limpieza a contracorriente, inyectando,
simultáneamente, agua y aire co a 5 atmósferas, mediante un compresor de
Otra casa extranjera famosa en la co filtros rápidos es la "Jawell Filter & Co.
Cuando tratándose de aguas turbia f i l lración quiere suprimirse la necesari ,, las balsas
descritas en el subapartado
Fig. 47. — Filtro industrial OTJA para pequeñas industrias, provisto de un dosificador
automático de reactivo coagulante.
««Página 45»».
EL AGUA EN LA INDUSTRIA TEXTIL
292
TRATAMIENTOS DEPURATIVOS 293
hacerse uso de los decantadores auxiliares (a veces pro-vistos de un distribuidor de
coagulante) que complementan las instalaciones de filtros industriales que recomiendan
las casas especializadas, o pueden emplearse los ya citados filtros rotativos o de bombos
como los que construye la casa "Wangner", de Reutlingen (Alemania). Estos separadores
de las materias en suspensión tienen un bombo cuyo diámetro es de 1,5 m. y una lon-
Fig. 49. — Filtro rotativo o de bombos «Wangner»
gitud de hasta 4 metros. Van provistos de tres telas metálicas, una interior del número 5,

una intermedia del número 70 y una exterior del número 120. Da dos revoluciones por
minuto, y su consumo es de un caballo de vapor, proporcionando unos 7,5 m3 de agua
por minuto. Un diseño de este filtro rotativo o bombo separador se da en la figura 49.
Semejantes a éste son los filtros de tambor giratorio y de discos de Wolf (de Buckau).
Como final, sólo debemos añadir, conforme hemos ya citado, que el tamaño de los granos
de material filtrante y espesor de la capa que debe rellenar a cuales-quiera de los filtros
industriales citados, debe determinarse según las características que reúne antes, y que se
exige reúna después, el agua que ha de filtrarse. La citada casa PASA, por ejemplo, opera
con un material que llaman sílex y que no es más que el que procede de la trituración de
pedernales escogidos, tamizados y lue-go seguidos de calibrajes metódicos para obtener
los granos uniformes y de igual tamaño, dentro de su forma altamente irregular,
superponible (cerrando la capa del lecho) y con gran número de aristas de captación
(figura 50) en contraposición a una arena corriente (figu-
I :)O. Masa de pedernales tritu- Fig. 50 bis.—Masa de arena corrien-
mdor :diln:ul~~s convenientemente te, con sus granos redondos y lisos,
niili,:n en calidad de material inútil para formar lechos filtrantes. hin ante.
iti ;VII Iu. (le pi'nnus redondos, lisos y, por lo tanto, pro-1 una ;,uperiieie no útil p,Ira. la
Formación de la
pelII' 1l,t I) i':1 l relunliv',t ¿It inilnirt+rts.
41. Depuración bacteriológica.
A parte de las impurezas que el agua puede contener ten Forma de materias finamente
divididas en estado de suspensión, debido a su menor peso específico, o en est,ado
coloidal, cabe aún considerar, conforme hemos ve-nido diciendo, que también puede
mantener gérmenes o bacterias nocivas, las que la hacen impropia para varios usos, tales
como la bebida y consumo doméstico y para aquellas operaciones de fermentación
industrial para las que se la requiere a veces como medio. Princi-
,Srccido 'transversa/
««Página 46»».
EL AGUA EN LA INDUSTRIA TEXTIL

294
TRATAMIENTOS DEPURATIVOS 295
palmente en verano, según apuntamos ya, las aguas suelen llevar algas, diatomeas, etc.,
que embozan los filtros y producen trastornos en innumerables fabricaciones. Las
dependencias de la industria textil en las que se requiere el agua en abundancia no son,
precisamente, las que se ven menos afectadas, conforme se puede deducir por lo que
hemos indicado ya, especialmente en los apartados 19 y 25.
Las operaciones de decantación o clarificación y filtración, tal como hemos podido ver, no
resuelven por lo general esta contingencia y aunque sí algunas veces se logra valiéndose
de una previa coagulación. No obstante, con esta operación ya descrita se consigue
precipitar algunas impurezas de tipo albuminoide y, en general, de carácter coloide, pero
no se resuelve nada positivo en cuanto a la eliminación de gérmenes, a no ser que se
efectúe parcialmente en condiciones fortuitas, como las que hemos dicho se producían
más preponderadamente en los filtros de arena. Por lo tanto, una exacta esterilización de
un agua la debemos confiar a los adecuados tratamientos de depuración bacteriológica y
no a otro medio al azar.
a) Agentes bactericidas. — Para esta clase de depuración, después de interesantes
estudios, se han pro-puesto innumerables agentes bactericidas, unos desde luego mejores
que otros.
En principio, nadie desconoce el rudimentario método de hacer hervir el agua, con lo que
elevando de esta manera su temperatura ordinaria se logra hacer imposible en ella la vida
y desarrollo de la mayoría de bacterias y gérmenes cuya acción es óptima a temperaturas
inferiores. Así, pues, aunque parezca que no, esta operación vulgar es necesario realizarla
siempre. De aquí el que se hayan ideado aparatos de esterilización transportables como
los der la casa "Hartmann", de Berlín, los que, fundándose en el principio de la
contracorriente, calientan además el agua a 110° C., la lim-pi;In por medio de un filtro y,
finalmente, la airean, obleniéndose con los mismos rendimientos de hasta 1.800 litros por
hora.
Sigue a este proceso térmico-mecánico el de inyeclar ozono al agua. Esta depuración ya de

carácter químico viene a ser una aceleración artificial de los principios típicos de la
aireación. La conocida casa "Sie-Inens-Halske", entre otras, suministra aparatos
ozonizadores. Para este proceso, se hace pasar primeramente el agua por los filtros
rápidos y una vez libre de substancias en suspensión y no muy cargada de materias
orgánicas (en caso contrario débese coagular antes del filtraje) se hace pasar por una torre
cargada de grava, en la cual entra el ozono por debajo. Así, las bacterias patógenas son
completamente destruídas, la substancia orgánica disminuída y la transparencia y el sabor
notablemente mejorados.
Otro proceso, acaso menos práctico que los anteriores, es el que se fundamenta en la
acción bactericida de los rayos ultravioleta producidos por la lámpara de cuarzo de vapor
de mercurio. Otro método rápido y rudimentario, es el propuesto por VAILLANT-
GAILLARD, que se basa en preparar unos comprimidos de hipoclorito de calcio (0,015 g.) y
cloruro sódico puro (0,08 g.) y disolverlos en un litro de agua, con lo que se consigue la
esterilización total en unos 10 minutos.
También las sales metálicas (cobre, mercurio, plata, etc.) actúan como agentes
bactericidas. En el famoso proceso Katadin se añade plata metálica a un filtro de arena u
otro lecho-soporte, o se envía una débil corriente eléctrica a través del agua, utilizando
electro-dos de plata.
A este propósito recordaremos los ensayos de THIELE y WOLF llevados a cabo en el año
1899 utilizando el carbón activo y plata coloidal; es decir, estos autores eliminaban las
impurezas suspendidas por filtración a través de arena, y las bacterias por el paso del agua
a través de filtros de carbón recubierto con
««Página 47»».
EL AGUA EN LA INDUSTRIA TEXTIL
296
TRATAMIENTOS DEPURATIVOS 297
plata coloidal (oligodinamia). Ahora bien; el químico inglés A. E. WILLIAMS ha demostrado
posteriormente que si el carbón presenta suficiente capacidad adsorbente no es preciso el
recubrimiento metálico. El agua puede que-dar prácticamente libre de microorganismos si

se le trata con 0,20 % de carbón activo. Asimismo los aceites vegetales y minerales,
emulsionados con agua, pueden ser eliminados por igual procedimiento.
El carbón más adecuado se puede preparar a partir de cualquier substancia carbonizable
de bajo contenido en cenizas. La carbonización se efectúa a 700°, y el producto obtenido
se activa después por tratamiento con vapor a 900-950°. Después es preciso un lavado con
ácido clorhídrico al 2 %, que elimina buena parte de las cenizas, aumentando los espacios
intersticiales y con ello la actividad y la permeabilidad; además elimina la alcalinidad, y con
ello el riesgo de que quede impedida la adsorción de las bacterias por un pH alto. Según el
citado químico, el contenido en bacterias puede reducirse con un gasto pequeñísimo
desde 10.000/cm3 a 6 bacterias/cm3.
Otras substancias empleadas de antiguo como agentes bacteriales son: el sulfato de
alúmina, la lechada de cal, los peróxidos y el permanganato, junto con la filtración rápida.
Estos productos obran todos ellos por coagulación, ya que su acción se funda principal-
mente en la reacción química de las substancias añadidas con los cuerpos disueltos en el
agua, que forma grandes precipitaciones copiosas, las cuales arrastran consigo las
partículas en suspensión, y efectúan parcialmente la oxidación de la materia orgánica con
la consiguiente esterilización.
Efectos análogos a los de los rayos ultraviolados se logran por medio del cloro
(hipocloritos alcalinos), la cloramina T de DATCTN (paratolueno sódico-sulfocloramina).
Modernamente, la acción del cloro gaseoso y del amoníaco parece ser que se han
impuesto a todos los agentes anteriores.
b) Esterilización por cloración y amoniación. — El cloro gaseoso o los hipocloritos
utilizados a peque-ñas dosis (de 0,1 a 1,5 g. de cloro libre por m3 de agua, o de 5 a 20 g.
de CL2Ca) tienen la propiedad de producir oxígeno destructor de las bacterias y, por lo
tanto, de mejorar las propiedades organolépticas del agua. En la depuración con cloro-gas
se necesitan aparatos para regular la corriente y medir la cantidad, o sea, dosificar
exactamente el reactivo-cloro puesto en ser-vicio y retirado de los mismos con la entrada
eventual de agua, y calentamiento para impedir la formación de cristales de clorhidrato.
Es conveniente una corriente de agua derivada para disolver o pulverizar el gas y en

algunos casos introducción del cloro en las tuberías con elevada presión.
Aparatos para este fin los ha construido la casa "Chlorator G. m. b. H.", de Berlín.
Para instalaciones sencillas es recomendable, en vez del agua de cloro, el empleo de una
solución de hipoclorito que desprende cloro lentamente (caporita y, circunstancialmente,
magnocida). En los EE. UU. de Amé-rica e Inglaterra se utiliza con buenos resultados el
procedimiento de percloración que se funda en emplear un exceso de cloro y, para
aumentar el efecto, amoníaco (1 g. por 1.000 c. c.), y permanganato.
En cualquier caso, el olor y sabor procedentes de un exceso de cloro se corrigen con los
típicos anticloros : bisulfito cálcico, hiposulfito sódico, agua oxigena-da, peróxidos,
permanganato, tiosulfato o metales fina-mente divididos (hierro, aluminio, estaño, etc.).
Tanto los agentes de cloración como los anticloros deben ser empleados, precisamente,
en su exacta medida, ya que los excesos tanto de unos como de otros pueden empeorar,
por otro lado, la bondad del agua esterilizada en cualquier otro aspecto.
Con el fin de documentar mejor este apartado, transcribimos a continuación un
interesante trabajo que recientennIente se publicó en la revista americana Interna-
««Página 48»».
Mil~lWill~gal.m.sr ~TI
298 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 299
tional Enginery basándose en los datos suministrados por la razón "Wallace & Tiernan
Co.", de Newark (New Jersey), fabricantes especializados de aparatos para la regulación y
aplicación del cloro y del amoníaco, que en España representa la empresa OTJA ya citada.
«Hace más de veinte años RIDEAL, trabajando con amoníaco y cloro, reconoció las
propiedades germicidas de las cloraminas. Más tarde, ALEXANDER HOUSTON y sus
colaboradores demostraron el valor que tiene el cloro-amoníaco como preventivo de los
olores, y llama-ron la atención del valor de la cloramina como bactericida. HOWARD,
ADAMS y otros, han contribuído con sus escritos sobre el uso del cloro y el amoníaco, tal
como se ha utilizado en Deuver y Ottawa en 1917, para aumentar la eliminación de la
bacteria. En 1926, AMrs, en Greenville, Estado de Tennessee, utilizó por primera vez el
cloro y el amoníaco para corregir el sabor del fenol. Durante el año 1929, SPAULDING,

RUTH, ELMS y BRAIDECH contribuyeron con nuevos datos, y en el año 1930 ya había en los
EE. ITIT. cinco instalaciones en las que se empleaba el procedimiento mencionado.
El interés por el procedimiento cloro-amoníaco aumentó rápidamente desde principios de
1930, siendo motivo de esto los problemas difíciles que resultaron sobre la concentración
de los fenoles en el agua, habiéndose demostrado que la aplicación del amoníaco anterior
a la cloración efectivamente evita los olores desagradables del cloro fenol. Sin embargo,
esta particularidad benéfica del tratamiento por el cloro-amoníaco sirve solamente como
introducción, pues en muchas instalaciones donde se aplica el procedimiento, se han
notado otros beneficios que prometen ser de mayor importancia. Entre éstos deben
mencionarse : disminución de la bacteria, mejor destrucción de las algas, mejor filtración
y, finalmente, agua de mejor calidad. Así es cómo el procedimiento que recibió su ímpetu
inicial en virtud de una necesidad específica, se ha desarrollado gradualmente hasta llegar
a ser uno de los métodos de purificar el agua más avanzado en lo que va de siglo.
Las reacciones químicas que se desarrollan cuando el cloro y el amoníaco se agregan al
agua para formar cloramina, son demasiado complicadas para garantizar la conveniencia
de dar en estas notas algo más de un simple resumen. Dichas reacciones han sido
discutidas
Fig. 51. — Diagrama de CHAPIN
en detalle por BERLINER, BAKER y SCHMELKES, BRAIDEOH, ENSLOW y otros profesores.
Bastará decir que la combinación del cloro y el amoníaco en el agua, bien puede formar
monocloramina (ClNH,>), dicloramina (C1,NH) o tricloruro de nitrógeno (Cl,N) ; cuál de es-
tos tres productos es el que se forma o qué combinación de éstas es la que resulta,
depende de las cantidades de amoníaco y de cloro que estén presentes y más especial-
mente del valor del pH del agua. Por ejemplo, con los valores de pH superiores a 8,4 la
cloramina presente estará completamente en forma de monocloramina; con valores de
pH entre 8,4 y 4,5 estará presente una mezcla de mono y dicloramina ; en tanto que, con
valores de pII menores de 4,4 se producirá el Cl3N, que es el menos conveniente. Puesto
que las condiciones que se encuentran en el agua, por lo general están entre los límites
««Página 49»».
300 EL AGUA EN LA INDUSTRIA TEXTIL
del valor de pH 4,4 y 8,4, con sólo ver el anterior diagrama de CHAPIN se tendrá idea clara
de las condiciones actuales del agua, mostrando que, con excepción de las aguas muy
ácidas, en la mayoría de los casos la combinación del cloro y el amoníaco estará en la
forma de monocloramina. En forma muy sencilla las reacciones químicas que tienen lugar
pueden expresarse como sigue:
CL2 + H2O — CIH + CIOH
CIOH + NH3 --> C1NH2 + H2O
2 • C1OH + NH3 - CL2NH + 2 . H2O
3 . C1OH + NH3 C13N + 3 . H2O
Las ventajas del tratamiento del agua por el cloro y el amoníaco, sobre el uso de cloro
solamente, se deben a que la condición del amoníaco domina la acción bactericida y
oxidante del cloro, llevándola a su grado máximo de eficiencia, por períodos de tiempo
más largos. Reduciendo el poder oxidante, se disminuye la tendencia del cloro a
combinarse con las substancias productoras de sabores desagradables, como son los
fenoles, manteniéndose por largos períodos la acción bactericida sin la producción de
olores ni sabores extraños. Mayor factor de seguridad resulta, de poder llevar la acción
esterilizadora por los depósitos de agua y por el sistema de distribución.
Puesto que la adición del amoníaco puede hacerse a muy bajo costo y sin cambio alguno
en las instalaciones ya existentes, el método realmente es aplicable a todas las
instalaciones de obras de distribución, ya sea para uso continuo o intermitente del
método, en aquellas donde por cambio de las estaciones del año, estuviera indicado
emplear el amoníaco durante ciertos períodos.
La mayor parte de las primeras publicaciones sobre el procedimiento del cloro y el
amoníaco para tratar el agua, hacen notar que el amoníaco siempre debe agregarse antes
de añadir el cloro y con bastante anticipación para permitir que se haga bien la mezcla del
amo-
níaco. Aun cuando ese orden de aplicación es esencial en muchos casos, especialmente

cuando el agua contiene fenoles, los nuevos perfeccionamientos del procedimiento han
demostrado que el orden de aplicación de los reactivos puede alterarse, resultando de
ello alguna ventaja. Por ejemplo, donde la esterilización rápida es esencial, puede muy
bien aplicarse primero el cloro, para que la bacteria quede aniquilada en seguida. La
adición posterior del amoníaco sirve para cambiar los residuos de cloro en cloramina,
prolongando así la acción esterilizadora, para poderla hacer llegar hasta los sistemas de
distribución.
Las instalaciones donde el cloro se agrega primero y después el amoníaco, son
convenientes en aquellos lugares en donde las tomas de agua de los consumidores están
próximas a los depósitos y que el período de contacto de los reactivos es insuficiente para
la completa esterilización sin cloramina; y en aquellos lugares donde los efectos oxidantes
del cloro puro son suficientes para destruir los sabores y olores molestos sin necesidad de
agregar amoníaco, sirviendo los residuos de cloro para destruir cualquier olor o sabor
extraño.
Por otra parte, donde los olores y sabores del agua se producen o se intensifican al aplicar
el cloro puro, el amoníaco debe agregarse primero, con el fin de reducir la tendencia del
cloro a reaccionar con las substancias productoras de los sabores y olores extraños.
Teóricamente y bajo condiciones ideales, la relación de la cantidad de amoníaco a la de
cloro es de 1 a 4, cuando el valor del pH es de 8,4 y en tal caso se formará monocloramina;
pero si el valor del pH es de 4,8, la relación del amoníaco al cloro debe ser de 1 a 8 para
formar dicloramina. Sin embargo, en la práctica, las condiciones de purificación del agua
están lejos de ser ideales, y la experiencia ha demostrado que, en la mayoría de
instalaciones purificadoras, la relación entre ambos reactivos es de 1 a 3. Estas cifras no
son sino un punto de partida, pero en realidad sólo podrá obte-
««Página 50»».
302 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 303
nerse buen éxito graduando las cantidades de NH3 y Cl según las condiciones específicas
de cada caso y de acuerdo con los resultados que se desea obtener. La temperatura, el
valor del pH y la cantidad de amoníaco libre en el agua afectan en gran manera la relación

entre el amoníaco y el cloro. Si el tratamiento tiene por objeto evitar los sabores
clorofenólicos, serán necesarias mayores cantidades de NH3, que cuando sólo se de-sea la
esterilización y evitar el desarrollo de algas y vegetaciones o simplemente para corregir el
sabor de cloro.
Los residuos de cloramina se hallan por los mismos métodos de determinación de los
residuos de cloro, por el método de la ortotolidina, conocido por todos los que tienen a su
cargo obras de distribución de agua. Las precauciones que deben tenerse al buscar los
residuos de cloramina, requieren conocer la temperatura del agua, el período de contacto,
o sea la distancia entre el punto de aplicación y el punto donde se toman las muestras, y el
tiempo que transcurre después de aplicar la ortotolidina hasta obtener el color máximo.
Cuando las pruebas se hacen con agua fría, es conveniente elevar la temperatura,
calentando el envase con la mano o metiéndolo en agua caliente para que su temperatura
suba a 20° C. y teniendo cuidado de que no llegue a los 40° C.
El tiempo que transcurre entre el punto de aplicación y el punto donde se toman las
muestras lo ha fija-do en 30 minutos el Consejo Superior de Salubridad. También ha sido
motivo de regulación oficial el tiempo que debe transcurrir entre el momento en que se
agrega a la muestra la ortotolidina y el color máximo en la muestra, siendo este extremo
motivo de discusión entre las autoridades, quienes han fijado ese tiempo en 20 ó 30
minutos.
En muchas instalaciones donde hay laboratorios, se usa la determinación del amoníaco
libre en el agua sin tratamiento, como un medio auxiliar en la determi-nación de la
proporción de amoníaco y cloro que debe aceptarse, y esa proporción se comprueba por
ensayos repetidos, después de haber agregado al agua amoníaco y cloro. En la
determinación de la cantidad de amoníaco libre no se han encontrado métodos
simplificados ; el
único método que parece da resultados exactos es el
que aconseja la obra Standard Methode o f Water Ana-
lysis, que comprende la destilación y la nesslerización
(reactivo de NESSLER). Si la prueba se hace después de la aplicación del amoníaco y del

cloro se usa agua que contenga alto residuo de reactivos; siempre es conveniente
desdorar la muestra que se ensaya, emplean-do para ello tiosulfato sódico (anticloro).
Aunque todas las pruebas mencionadas son útiles y ayudan a la aplicación correcta del
tratamiento, la resolución final respecto a la relación entre el amo-
/
Hg. 52. — Suministro por gravedad de agua no filtrada. Orden de aplicación de
los reactivos: el cloro primero y después el amoníaco, donde los olores y
sabores pueden ser oxidados por el cloro, cuyo exceso se convierte en
cloramina.
'7
la f
o
SUMINISTRADA POR
~/ 1 \ GRAVEDADAGUA — SIN FILTRAR
4:.
««Página 51»».
304 EL AGUA EN LA INDUSTRIA TEXTIL
Ilíaco y el cloro, dosificación y residuos, son cantidades que deben determinarse después
del examen bacteriológico (los métodos normales han sido usados en la determinación del
recuento de la bacteria y del índice del coliaerogenes, con descloración de la muestra con
Las causas de los sabores desagradables en el agua pueden considerarse comprendidas en
tres: 1.a Las que se deben a la presencia de desperdicios industriales en el agua; en estos
casos los sabores más comunes son los del fenol o del yodoformo, sabores que
generalmente
20. — J. B. Puig. — El agua en la industria textil
AGUA SUMINISTRADA POR LAS BOMBAS—SIN FILTRAR
4/ sistema de distribución
Fig. 53. — Suministro por bombas de agua no filtrada. El amoníaco y el cloro
se aplican en la aspiración de las bombas. El amoníaco en primer lugar en

donde los olores son intensificados por el cloro. El amoníaco se aplica en la
aspiración y el cloro en la descarga de las bombas, donde el tubo de aspiración
es sólo accesible en un punto, y que el período de contacto, hasta las llaves
del consumidor sea de 30 minutos.
el tiosulfato, como cuando se usa solamente cloro para la esterilización).
Si bien el tratamiento del agua por el cloro y el amoníaco reporta siempre ventajas, a
menudo el procedimiento se ha aceptado como el que conviene a cierto problema
específico. Por tal razón intentamos dar aquí una clasificación de algunas de las más
importantes aplicaciones, refiriéndonos a instalaciones en las que el uso del citado
procedimiento tiene utilidad.
Fig. 54. — En las instalaciones filtrantes. Dependiendo de las condiciones que
se explican en el texto, el tratamiento puede ser antes o después de la filtra-
ción o dividido de manera que se aplique primero el cloro en algunos casos
o el amoníaco en otros.
se intensifican al agregarse el cloro. 2.a Los sabores que resultan del desarrollo de materia
vegetal en el agua, y los sabores que pueden o no ser intensificados por la adición del
cloro, sabores que son: terrosos, de pantano, de pescado, de algas, de hongos, de geranio
y otros. 3.a Los sabores que resultan de la aplicación del método o que también pueden
resultar por condiciones especiales del agua.
A pesar de que una de las principales razones para el desarrollo del tratamiento del agua
por el cloro y el
INSTALACIÓN DE FILTROS
A/ sis/ema de dístri6ución
««Página 52»».
306 EL AGUA EN LA INDUSTRIA TEXTIL
amoníaco ha sido la prevención de los olores clorofenólicos, ahora esa es una de sus
aplicaciones menos importantes.
Un cuestionario que se envió a más de 200 estable-cimientos donde se aplica el

procedimiento citado, y
Fig. 55. — Tanques distribuidores. La aplicación del cloro y el amoníaco en
los tanques de distribución, para evitar la recontaminación y el desarrollo de
vegetaciones en los tubos de distribución.
formando tablas con las respuestas recibidas, demos-. tró que el 10 % de esas
instalaciones aplican el procedimiento para evitar los malos olores ; pero todas esas
instalaciones han recibido otros beneficios resultantes del método y de su aplicación.
Muchas autoridades al escribir sobre la aplicación del cloro y el amoníaco, han hecho
notar que el procedimiento no quita los olores y sabores desagradables, sino que impide
su intensificación con la adición de cloro, y también, si el olor es de los que no se
intensifican con la cloración, la adición de amoníaco probable-
TRATAMIENTOS DEPURATIVOS 307
mente no dará ningún resultado. Un detalle que debe tenerse muy presente es el que
consiste en mezclar muy bien el amoníaco antes de aplicar el cloro, porque si pasa tiempo
resultará en pérdida de cierta cantidad de amoníaco que se combina con los vegetales que
contenga el agua. Informes de casos en los que ha tenido éxito la aplicación del cloro y el
amoníaco, en prevenir los olores y sabores clorofenólicos, se han recibido de BRAIDECH y
LAWRENCE, de Cleveland; GOEHRING, de Beaver Falls; SMITH, de Canton, N. Y.; Jos. Y.
TURNES y CHAR LES L. PooL, de East Providence, R. I.; y de otros profesores. Revisando
esos informes se encuentra que el promedio de la relación entre el amoníaco y el cloro es
de 1 a 3, aunque en algunas instalaciones esa relación sea de 1 a 1. Y el promedio de las
distancias de la aplicación de los reactivos es de 50 a 60 pies. Esta cantidad ha sido
determinada, teniendo en cuenta la facilidad de disponer los tubos con codos o
desviaciones, alcanzando el residuo de reactivos que llega al sistema de distribución, de
0,3 a 0,5 p. p. m. (1 p. p. m.
= 0,362872 gramos por metro cúbico).
El empleo del amoníaco y el cloro para la prevención y la eliminación de los sabores
debidos al desarrollo de las algas o la madera picada, ha sido tan ex-tensamente estudiado
en diversas publicaciones, que aquí sólo daremos un resumen de algunas de las

experiencias, señalando algunas variantes que pueden encontrarse al aplicar el
procedimiento por primera vez. En primer lugar, el orden de la aplicación es
extremadamente importante y no se ha fijado como se ha hecho para el caso de los
sabores fenólicos. Si el sabor des-agradable se presenta en el agua después de la
cloración, o si el sabor se intensifica con la adición del cloro, en tales casos el amoníaco
debe agregarse en primer lugar. Sin embargo, donde el sabor es evidente aun antes de la
cloración, muchos han informado que obtienen muy buenos resultados con una alta dosis
de cloro aplicada como percloración (sirviendo para quemar y
««Página 53»».
308 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 309
oxidar la materia orgánica presente). El residuo de cloro se convierte después en
cloramina al agregarse el amoníaco.
En muchos casos, los sabores y olores desagradables resultan del desarrollo de materia
vegetal dentro de los sistemas de distribución. Para estos casos la persistencia de la
cloramina excedente es muy efectiva para la limpieza de las cañerías. Sin embargo,
observadores competentes han llamado varias veces la atención respecto a que ese
tratamiento correctivo debe aplicarse con sumo cuidado, comenzando con poco residuo
para aumentarlo gradualmente a fin de evitar que se desprendan grandes cantidades de
materia orgánica, dando lugar a que las llaves reciban el agua sucia.
Para indicar algunas de las muchas aplicaciones del procedimiento amoníaco-cloro que
han tenido éxito, do-minando al desarrollo de algas y de materia orgánica, damos aquí
idea de la exclusividad de este procedimiento.
En Duluth, Minn., un gran desarrollo de algas en el Lago Superior dió por resultado un
sabor de aceite de bacalao en el agua de la ciudad. La aplicación del amoníaco y el cloro,
en la proporción de 1 a 2, con cuatro horas de contacto, antes de que el agua entrara al
sis-tema de distribución, dió un residuo en las llaves de los consumidores de 0,25 p. p. m.
eliminando completamente el sabor desagradable.
En Danville, Illinois, en los lechos y en las paredes de los filtros se desarrollaron algas que
no pudieron ser dominadas con sólo el cloro. La adición del amoníaco en la proporción de

1 a 4 remedió la situación.
En Grenville, Pa., era imposible dominar el des-arrollo de algas en un depósito de agua
clara, ni con el cloro ni con el sulfato de cobre, y la intensificación por el cloro del mal
sabor dió lugar a muchas quejas del público. Después de la aplicación del amoníaco y el
cloro antes de la filtración, en la proporción de 1 a 1,5
I i par resultado un residuo de 0,5 p. p. m. en el agua ti il mal1 e del depósito, siendo
imposible descubrir el mal H111 ,w. ni en el agua fría ni en la caliente.
1 )e Nashville, Tennessee, informan de una interesa n le combinación de tratamiento por
el sulfato de cobre v del amoníaco con el cloro, para dominar un des-; grullo floreciente de
algas, que no podían ser domina-das por el cloro solo. Antes de la adición del sulfato de
cobre, el residuo de 0,3 a 0,5 p. p. m. de cloramina en la entrada del receptáculo había
desaparecido completamente. El desarrollo periódico de sabor y la existencia de bacterias
en algunas muestras del agua indicaban que las algas estaban evitando la esterilización.
Por la continua aplicación de pequeñas cantidades de sulfato de cobre (menos de 0,5 p. p.
m.) en la entrada del depósito se eliminaron las algas por destrucción. Como resultado del
residuo de amoníaco y cloro quedaron también eliminados los malos sabores en el agua
del depósito y del sistema de distribución.
En Tampa, Florida, se eliminó el sabor a pantano en el agua por la aplicación del amoníaco
y el cloro, y en otras muchas partes, en diferentes climas y condiciones, se han eliminado
los malos sabores y olores del agua valiéndose asimismo del amoníaco y el cloro.
En la figura 56 se muestra una instalación en Wichita Falls, en la que el agua a la izquierda
de la compuerta ha recibido el tratamiento. El agua de la derecha ha estado en contacto
con los reactivos mientras pasa el tanque de asentamiento, a razón de 2 mg.
El uso excesivo del cloro da por resultado el sabor peculiar del cloro en el agua. Sin
embargo, hay dos tipos de instalaciones con molestia por el sabor del cloro, pero sin que
en ellas se haga mala aplicación del reactivo. En primer lugar, hay las instalaciones donde
el agua es de pozo, que prácticamente no requiere la aplicación del cloro, instalaciones
que además están situadas muy cerca de donde se consume el agua, siendo muy corto el
tiempo entre la esterilización por el cloro

««Página 54»».
310 EL AGUA EN LA INDUSTRIA TEXTIL
y la utilización del agua. En estos casos, la aplicación del cloro, aun en cantidades menores
que las necesarias para la esterilización, puede dar el sabor del cloro en donde se recibe el
agua. Aunque en esas instalaciones sería una locura agregar amoníaco antes de la
cloración, no pocas de esas instalaciones informan haber ob-
Fig. 56. — Rudimentaria instalación en Wichita Falls donde se trata el agua con cloro y
amoníaco.
tenido buenos resultados, agregando en primer lugar el cloro, en cantidades suficientes
para la esterilización, y después el amoníaco para convertir el exceso de cloro en
cloramina, que no tiene sabor.
El segundo tipo de instalaciones es el del abastecimiento por gravedad, en el que por lo
general los de-pósitos están lejos de la localidad o núcleo donde se consume el agua.
Donde la cloración no se hace automáticamente, durante los períodos de escasez de agua,
se tienen dificultades a causa del sabor del cloro, puesto que este reactivo se aplica en
cantidades uniformes. En esta clase de instalaciones, la aplicación del amoníaco
TRATAMIENTOS DEPURATIVOS 311
antes que el cloro ha dado muy buenos resultados, eliminando el sabor del cloro.
La experiencia en el tratamiento cloro-amoníaco ha demostrado que una de sus
características más convenientes, es la persistencia de los residuos de cloramina en el
agua que ha recibido el tratamiento. Quizá más que el poder de dominar los olores y
sabores que se le atribuye al procedimiento, la acción persistente de los residuos de los
reactivos llevados por el sistema de distribución y los depósitos reguladores, es lo que da
mayor seguridad y quita responsabilidades a los encargados de los servicios del agua, y
responde mejor a la protección de la salubridad.
Es doble la ventaja al llevar la acción esteriliza-dora de los reactivos por el sistema de
distribución. En primer lugar sirve de protección contra la reinfección del agua en los
depósitos descubiertos y además, mata los organismos que han resistido la primera
esterilización, pudiéndose cambiar los esporos resistentes por formas vegetativas fáciles

de ser destruídas. Así pues, el residuo de cloramina en los sistemas de distribución evita la
reinfección del agua por los organismos patogénicos y también mejora la calidad, evitando
el des-arrollo y multiplicación de organismos que por lo general alteran el sabor y el olor
del agua.
Uno o dos ejemplos pueden servir para ilustrar al lector e indicar los beneficios que se
derivan de las características del procedimiento del amoníaco y el cloro.
En Asheville, N. C., W. J. P RKs, Jr., superintendente de los lechos acuíferos, tuvo que
resolver el problema de suministrar agua libre del bacilo coli a consumidores muy lejanos.
A pesar de que el agua era dorada, se re1nfectaba en dos depósitos reguladores
descubiertos. Después de las investigaciones correspondientes observó que para obtener
agua de buena calidad había tres alternativas. Redorar el agua en los de-pósitos
descubiertos y en las llaves de salida, cubrir los depósitos o emplear un esterilizador activo
en el sis-
««Página 55»».
312 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 313
tema de distribución. Este último medio fué elegido como el más práctico y se instaló el
equipo necesario para el tratamiento del agua por el amoníaco y el cloro. La aplicación de
0,1 p. p. m. de amoníaco y 0,4 p. p. m. de cloro fué suficiente para dar un residuo de 0,05
a 0,18 p. p. m. en la llave de salida del depósito regulador. De cuán eficaz fué el
tratamiento, nos hablan las palabras de PARKS : "Por primera vez en muchos años, no se
ha encontrado nada que dé gases en las muestras de agua. Por consiguiente, el índice del
bacilo coli es 0,000 y el promedio del recuento en la lámina de agar sólo llegó a 5,9
bacterias por cm2." (Este análisis se refiere a muestras de aguas tomadas de las llaves de
los consumidores.)
De igual manera, en Richmond, Virginia, la presencia confirmada de bacilo coli, el no haber
ninguna protección contra la reinfección en el sistema de distribución y la existencia de
tubos sin salida, eran motivo de frecuentes quejas, reclamando que se pusiera
prontamente remedio a ello.
Puesto que la primera llave de consumo estaba muy próxima a la instalación filtrante, se
creyó no ser prudente confiar en el tratamiento por la cloramina para la esterilización, a
causa de su dilatada acción esterilizante. También se vió que no era posible aplicar
amoníaco y cloro antes de la filtración a causa de la rapidez de la descarga y del sabor
desagradable resultante. Por consiguiente, se propuso una aplicación muy poco común
del tratamiento, según la cual el agua era perclorada antes de ser filtrada y el amoníaco se
agregaba después de la filtración para estabilizar el residuo de reactivos y que éste pasara
al sistema de distribución. Comenzando con una cantidad pequeña de amoníaco y
gradualmente aumentándola, se resolvió favorablemente el problema de descargar la
materia orgánica acumula-da en los tubos de distribución, siendo la proporción de los
reactivos agregados, la de 1 a 2,5, dejando un residuo de 0,4 p. p. m. en las llaves de los
consumidores.
MARSTEN C. SMITH, ingeniero del Servicio de Aguas y Electricidad, informa que el
tratamiento mencionado eliminó el bacilo coli de los depósitos descubiertos, protegiendo
a la vez el sistema de distribución contra la infección accidental, lo que redujo en más de
un 80 % el número de quejas.
En Waynesboro, Pa., el agua que entra al sistema de distribución de la ciudad, es de
calidad satisfactoria, pero se contamina en ciertos puntos, entre los depósitos y las
cañerías principales. La aplicación del trata-miento del amoníaco con el cloro, remedió las
condiciones y mantiene la acción esterilizadora en todo el sis-tema.
En Newark, N. J., la aplicación del cloro y el amoníaco en un sistema de 18 millas de largo,
ha dado resultados satisfactorios, evitando la reinfección en los depósitos y sistema de
distribución.
Los microorganismos crenothrix y leptothrix desde hace mucho tiempo se han visto como
perturbadores persistentes en las instalaciones donde se trata el agua y en los sistemas de
distribución. Aunque en largos años se creyó que estos organismos necesitan la presencia
del hierro, del manganeso o del aluminio, durante el ciclo de su vida, se ha comprobado
que esos metales son, en realidad, producto de desperdicio. Sin embargo, la presencia de
uno de esos metales es necesaria, en el caso de la bacteria férrica, para que ésta se haga
notable hasta el punto de originar molestias.

La bacteria férrica creciendo, desarrollándose y muriendo, es motivo de graves molestias
en los depósitos de agua y en las cañerías, siendo el origen de malos olores y mal sabor, y
de que los filtros y las cañerías se atasquen con el rojizo óxido hidratado de hierro. La
muerte y destrucción de la bacteria férrica suministra un medio perfecto de desarrollo de
bacteria patógena, y se ha llegado a la evidencia de que el desarrollo de la bacteria férrica
en los sistemas de distribución, a menudo es acompañado de desarrollo de bacteria pro-
««Página 56»».
31 4 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 315
ductora de gases. Puesto que el desarrollo de la bacteria férrica y tubercular se ha
observado en las cañerías que conducen agua con algún contenido de hierro, me-nos de
0,3 p. p. m., se ha propuesto la teoría de que ta-les organismos atacan las tuberías de
hierro, lo que ha sido demostrado por algunas experiencias, habiéndose encontrado que
tales organismos producen ácido en el punto donde se adhieren. La acción de ese ácido es
di-solvente, por lo que el hierro de las cañerías se disuelve en forma de óxido hidratado
férrico.
Muchos métodos se han propuesto para la destrucción de la crenothrix, incluyendo la
adición de cal, la aireación seguida de la introducción de oxígeno, la filtración y finalmente
el tratamiento por el sulfato de hierro. En muchos casos la cloración ha dado muy buenos
resultados ; pero desde la introducción del trata-miento por la cloramina, éste es el más
favorecido.
La aplicación del cloro y del amoníaco, para la destrucción de la bacteria férrica, en
muchos lugares ha dado resultados notablemente buenos. En Champaign-Urbana
(Illinois), el desarrollo de la bacteria férrica en el sistema de distribución (crenothrix y
spiorophyleum) era causa de muchas molestias. La inyección de agua en las cañerías
mostraba tal abundancia que las avenidas por donde corría el agua tomaban el color
rojizo. Para corregir esos defectos se eligió el trata-miento por el cloro y el amoníaco,
aplicando el cloro antes de la filtración y de la aplicación del amoníaco, para formar
cloramina que esterilizara el agua en el sistema de distribución.
El éxito del tratamiento fué descrito por FRANK C. AMSBERY, Jr., superintendente del

Servicio de Aguas, con las siguientes palabras : "Actualmente, las condiciones se han
corregido satisfactoriamente; la bacteria férrica es más bien rara y se encuentra en tan
peque-ñas cantidades que para descubrirla es necesaria una investigación muy
minuciosa."
En Chillicothe, Ohío, el agua rojiza en las cañerías
era causa de molestias también, teniendo que lavarlas semanalmente por inyección de
agua. La instalación y uso del tratamiento por el cloro y el amoníaco resolvieron las
dificultades con tan buen éxito que el la-vado de las cañerías se hace actualmente cada
mes.
Los señores GEORGE C. HODGES y J. WALTER ACKERMANN, de Utica, N. Y., informan de un
caso notable, en el que el tratamiento por cloro y amoníaco evitó la tuberculización de las
cañerías, manteniendo su capacidad. Aunque el contenido de hierro en el agua era de sólo
0,5 p. p. m., la tuberculización era tan activa, en las 12 millas de tubería, que fué necesario
limpiar mecánicamente los tubos siete veces en doce años. Después del tratamiento por
el cloro y el amoníaco, la capacidad de los tubos se ha mantenido, en tanto que antes se
perdía el 20 % de su capacidad en un período de seis meses.
Estos ejemplos dicen algo muy importante: que la bacteria férrica puede ser dominada
por el tratamiento del cloro y el amoníaco.
Los informes frecuentes de que el tratamiento del cloro y el amoníaco es también
benéfico en el perfeccionamiento de la filtración, parecen ser suficientemente
importantes para que los mencionemos aquí. A pesar de que muchas instalaciones han
obtenido mejores resultados aplicando la cloramina después de la filtración, en las
instalaciones donde la aplican antes han encontrado que los filtros duran más tiempo
activos debido a la destrucción de las algas y de la materia vegetal.
De Okmulgee, Oklahoma, R. WEATLEY, comisionado de Obras Públicas, informa lo
siguiente : "Después de aplicar el cloro y el amoníaco, las algas quedaron completamente
eliminadas en los tanques de asentamiento. También se hizo inmediatamente aparente
que los filtros habían sido beneficiados. En lugar de lavar los filtros cada 24 horas, ahora
trabajan eficientemente de 36 a 48 horas, con notable ahorro de fuerza eléctrica, pues no

hay que elevar el agua para el lavado. Tal re-
««Página 57»».
316 EL AGUA EN LA INDUSTRIA TEXTIL
sultado lo atribuímos a la esterilización de los filtros y a la eliminación de las algas que
antes los atascaban."
Un informe semejante es el de J. G. DELL, de Huntington, Pa.: "Durante uno de los pasados
veranos, tu-vimos muchas dificultades a causa de las algas. Nuestro filtro era muy lento y
se desarrolló en él agua efluente de un olor y sabor desagradables. Con el fin de eliminar
esos inconvenientes usamos el sulfato de cobre, en las mayores cantidades posibles. Las
malas condiciones no se mejoraron... Finalmente instalamos un amoniador e introdujimos
el tratamiento por el cloro y el amoníaco, en un punto antes de llegar a las bombas. En
muy poco tiempo los olores desaparecieron y los filtros llegaron a durar hasta 50 horas.
También usamos la postcloración en muy pequeña cantidad. Primeramente empleamos
18 libras de cloro y 8 libras de amoníaco por cada mil galones. Ahora esas cantidades se
han reducido a la tercera parte."
Otro aspecto de los beneficios que recibe la filtración, con el cloro y el amoníaco, lo
encontramos en un informe de C. L. EHRHART, superintendente de las Obras de Agua de
St. Cloud, Minn.: "La reducción de la bacteria en los depósitos de asentamiento ha sido
tan grande que la calidad del agua ha satisfecho las normas establecidas por el Gobierno.
Por consiguiente, los filtros poco han tenido que trabajar, a causa de ser muy escasa la
bacteria. Esto ha sido un auxiliar muy grande en la reducción del agua para el lavado de
los filtros. En lugar de lavar los filtros, invirtiendo en ellos la corriente de agua,
simplemente hemos tenido que remo-verlos. El lavado se hace cerrando la salida del filtro
a la vez que se abre la llave por donde entra el agua de lavado. Así se remueve la parte
alta del filtro, y éste sigue filtrando durante otro período igual de tiempo. Con este
método, no hay desperdicio de agua y los filtros se usan por tres veces seguidas, antes de
tener que ser lavados."
En Charlotte, N. C., el tratamiento por el cloro y elTRATAMIENTOS DEPURATIVOS 317
amoníaco se usa eficazmente antes de la filtración, para reducir la carga de bacteria en la

parte alta de los filtros, y también para evitar el desarrollo de la misma, al pasar el agua
por los filtros. En esta instalación también se usa la cloración después de la filtración, para
que los residuos de cloro esterilicen el agua en los tubos de distribución.
En Richmond, Va., los filtros estaban muy cargados de materia vegetal. Por no haber
tenido éxito la cloración antes de los filtros, a causa de la gran cantidad de cloro necesaria,
se resolvió usar el tratamiento del cloro y el amoníaco. Después de siete horas, en el
afluente de los filtros apareció un residuo acompañado de olor y sabor tan desagradables,
que el agua tuvo que echarse a las atarjeas. Sin embargo, la filtración mejoró tanto, que se
creyó conveniente repetir de tiempo en tiempo el tratamiento. El ingeniero SMITH
informa, sobre eso, lo que sigue : "Los materiales removidos que tan seriamente atascan
los filtros resistiendo todos los esfuerzos de eliminación por medio del cloro, habían
reducido la capacidad de los filtros a un punto alarmante. Tal condición se corrigió
inmediatamente aumentando en más del 71 % el período de los filtros. Desde que
tuvimos esa experiencia, sistemáticamente hemos usado la cloramina para purgar los
filtros, cuan-do la materia orgánica los atasca. Por supuesto, que la purga de los filtros se
hace, con el filtro conectado a la atarjea, para que la primera agua con olor y sabor
desagradables se elimine. En vista de que el atasca-miento de los lechos de los filtros
ocurre cuando la de-manda de agua está en su máximo, el método sencillo y poco costoso
de mantener los filtros en toda su capacidad, ciertamente que es de gran valor."
La purificación de las aguas turbias, altamente contagiadas, siempre ha sido un problema
que invita a los que se ocupan del agua, a perfeccionar los procedimientos de purificación,
siendo éstos motivo de muy intensa investigación. Notables entre los ríos más gran-
««Página 58»».
318 EL AGUA EN LA INDUSTRIA TEXTIL
des de los EE. UU. del Norte, son el Mississipí, el Missouri y el Ohío, en los que la
purificación del agua es de los problemas más serios, para que los consumido-res puedan
recibirla de calidad satisfactoria. El uso del tratamiento por el cloro y el amoníaco, en las
aguas de este tipo, es particularmente conveniente y mere-ce la atención de todos los
encargados del servicio de aguas.
Un informe de A. GILKINSON, M. D., superintendente de la filtración del agua en Kansas,
puede servir para dar idea de las dificultades que presenta tal problema y de las ventajas y
beneficios del tratamiento por el cloro y el amoníaco.
El suministro del agua se hace tomándola del río Missouri, y la turbidez del agua está
comprendida entre 15 y 18 p. p. m. ; el índice del bacilo coli está comprendido entre 600 y
100.000 por 100 c. c. El tratamiento mecánico consiste en la presedimentación, y el
químico en mezclar alumbre o cal para la primera coagulación, siguiendo la coagulación
final y la filtración. Después de ésta se aplica el cloro al agua.
La experiencia ha demostrado que la cloración lleva la turbidez de 200 a 2.000 p. p. m.,
con máximos algunas veces de 4.000 y hasta 6.000 p. p. m., por lo que se ha resuelto
experimentar el tratamiento por el cloro y el amoníaco. El amoníaco se agrega en los
tanques mezcladores y 30 minutos después se agrega el cloro, a la entrada del tanque de
coagulación. El doctor G-ILKINSON informa lo siguiente sobre la eficiencia del método :
"Los resultados obtenidos fueron notables. La carga de bacteria fué cambiada de los filtros
en tal proporción que el agua aplicada a los filtros satisfacía las normas establecidas por el
Gobierno. En el depósito, las algas comenzaron a morir con tal rapidez, que nuestro tercer
objetivo (combatir los olores y sabores) por algún tiempo estuvo sin efecto. De hecho se
resolvió continuar el tratamiento, por haber aumentado los olores, y ha continuado
aplicándose, en la proporción de 3 a 9
TRATAMIENTOS DEPURATI VOS 319
libras por millón de galones (1 libra por millón de galones = 0,045359 gramos por metro
cúbico). La eficiencia bacterial, puede comprenderse mejor comparando los resultados
obtenidos en la instalación en los años en que se dió principio al tratamiento, y el anterior:
Años Agua Bacteria total por c. c. Agua Bacilo coli por c. c.
cruda — 1
Apli- Filtrada Entre- — — Entre
cada gada Aplicada Filtrada gada
1932 28.994 3.482 455 24 18.472 2.330 369 0,28
1934 49.697 329 124 33 25.725 0,75 0,40 0,09

De los resultados obtenidos cabe deducir que, al menos en la ciudad de Kansas, la
precloración juntamente con amoníaco es digna de aumentarse."
En Augusta, Ga., donde el agua se toma de una fuente sumamente turbia, la sola cloración
resultaba costosa. Usando el NH3 y el Cl antes de la filtración se ha obtenido la
esterilización efectiva y se ha logrado que los residuos de los reactivos pasen al sistema de
distribución.
El costo del tratamiento por el cloro y el amoníaco es, en la mayoría de los casos,
relativamente más alto que el tratamiento con cloro solo. Al principio se creía que con el
uso del amoníaco menores cantidades de amoníaco se necesitarían, por la persistencia de
los residuos de cloramina que extienden su acción esterilizadora por un largo período de
tiempo. Tal idea pronto se desechó, pues se comprendió que la falta de esterilización
necesitaba mantener más altos los residuos de los reactivos con el fin de obtener
resultados comparables cuando el período de contacto era razonablemente limitado. El
costo por libra de amoníaco es mayor que el costo del cloro, y ya sea que se reduzcan las
cantidades de cloro o que se mantengan al mismo nivel, la adición del amoníaco repercute
en aumento del costo total. Natural-mente hay excepciones y una reseña de los datos
sobre
««Página 59»».
320 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS
lo que cuesta el tratamiento en algunas de las estaciones mencionadas puede servir para
formarse idea.
En Asheville, N. C., el costo anual del tratamiento químico de 2.219.865.000 galones de
agua, fué de 939,22 dólares, o sea 0,423 dólares por millón de galones. De este costo,
aproximadamente el 34,5 % corresponde al amoníaco, y puesto que las cantidades de
cloro permanecieron las mismas, el aumento del costo a causa de la adición del amoníaco
es de 0,146 dólares por millón de galones.
En Cleveland el costo de la cloramina en dos estaciones de filtros se ha comparado con el
costo del tratamiento por el cloro, en el año anterior. En una de las instalaciones, el costo
del tratamiento por la cloramina fué de 40,7 centavos por millón de galones, habiendo

sido de 20,5 centavos el costo del tratamiento por sólo el cloro, en igual cantidad de agua.
En la otra instalación, el costo del tratamiento por la cloramina fué de 31 centavos por
millón de galones, habiendo sido de 21,3 centavos el costo del tratamiento con cloro solo.
En Duluth, Minn., el costo del tratamiento por la cloramina durante un año fué de
1.801,53 dólares, o sea 55,5 centavos por millón de galones, habiendo sido el costo del
tratamiento por sólo el cloro de 1.153,13 dólares, o sean 36 centavos por millón de
galones.
En contraste con tales experiencias, Danville, I11., informa lo siguiente: "Usando
solamente cloro, con el fin de mantener un residuo de 0,2 p. p. m. en el tubo de
transmisión, era necesario emplear 11,6 libras de cloro por millón de galones, o sea 1,45
p. p. m. (1 libra por millón de galones = 0,125 p. p. m.; o sea: 1 p. p. m. = = 8 libras por
millón de galones = 0,362872 gramos por m3, según se ha dicho anteriormente) a un
costo de 0,875 por cada millón de galones (m. g.). Durante los meses de marzo a junio de
1942 y de noviembre a diciembre de este año y por todo febrero y marzo de 1943, el
promedio de la cantidad de amoníaco había sido 1,3 libras por m. g.á o sean 0,166 p. p. m.
y 5,4 li-bras de cloro por m. g., o sean 0,65 p. p. m. con mi eos to medio de 0,62 dólares
por m. g., costo que es 0,25 d(^ lares menos que el costo con el cloro."
En 0kmulgee, Okla., debido a los ahorros en los la vados de los filtros y la reducción de las
cantidades Il las substancias químicas, el tratamiento por la elor,l mina ha dado resultados
verdaderamente satisfactorios, como puede verse por las siguientes manifestaciones : "Se
estima que los ahorros anuales son los siguientes : Potencia eléctrica empleada en las
bombas para el la vado de los filtros, 350 dólares ; tratamiento por el su l fato de cobre,
550 dólares; reducción del 10 % en la cal y el alumbre, 374 dólares. Total: 1.274 dólares.
Menos el costo del amoníaco, que es de 190 dólares, queda un ahorro neto por año de
1.084 dólares."
A pesar de que los datos del costo del tratamiento, en otras instalaciones puede mostrar
notables variaciones respecto a los ejemplos que hemos mencionado, puede asegurarse
que la adición del amoníaco en una instalación donde ya estén haciendo uso del cloro,
redundará, en la mayoría de los casos, en un aumento del costo del tratamiento; pero,
como en el caso de 0kmulgee, una parte del costo queda compensada por los ahorros que
se hacen. La verdadera razón para la aplicación del tratamiento por el cloro y el amoníaco
es la mejor calidad del agua que se obtiene y la mayor protección para el consumidor
contra los peligros del agua sin tratamiento.
Ninguna discusión sobre el tratamiento del agua por el cloro puede considerarse completa
sin hacer notar algunas de sus limitaciones y poner en lista instalaciones cuyas condiciones
típicas son contrarias a la aplicación del tratamiento.
I+',n primer lugar, entre esas instalaciones tenemos aquellas en las que el período de
contacto entre el punto de aplicación y la primera llave de los consumidores es tan
limitarlo que físicamente es imposible que la mezcla de los reactivos con el agua sea
perfecta, cual-
21. — J. B. Puig. — El agua en la industria textil
««Página 60»».
««Página 61»».
««Página 62»».
326 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 327
es de convenir que, en términos generales, pueden continuar hoy siendo sustentadas. No
obstante, los estudios realizados más recientemente nos inducen a afirmar que las dos
operaciones depurativas de referencia resultan más perfectas, esto es: el agua queda más
exenta de hierro y manganeso cuando se complementan, una tras otra, en un proceso
general. Es decir, algunas veces los tratamientos anteriores no son suficientes y es
conveniente emplear el procedimiento de los filtros de permutita, y en otros casos, dichos
compuestos de hierro y manganeso son eliminados a la vez que los de cal y magnesio,
pero en ciertas ocasiones no se consigue por dichos métodos una depuración perfecta y
entonces puede completarse con uno de los tratamientos anteriores.
En este apartado vamos a ocuparnos solamente de esos tratamientos llamémosles
primitivos, pero aun hoy en boga, dejando para más adelante dar a conocer otros más

modernos.
Las aguas que más necesitan de una desferrización y desmanganización son,
especialmente, las subterráneas y las superficiales estancadas. En ellas el hierro puede
hallarse en forma de bicarbonato o carbonato, sulfato o combinado con los ácidos
procedentes del humus. En cualesquiera de estos casos el hierro se halla en forma de sales
ferrosas y su eliminación se verifica única-mente por un solo procedimiento, basado en la
transformación de las sales ferrosas en férricas, por la acción del oxígeno del aire. (1 c. c.
de oxígeno transforma 10 mg. de las primeras en las segundas.) El tratamiento práctico,
cuando los compuestos de hierro se hallan en forma de bicarbonato, consiste en una
aireación del agua, a fin de que el oxígeno y el CO2 del aire conviertan los compuestos de
hierro en carbonato primero y en hidróxido férrico después, que se deposita insoluble:
2 (CO3H)2Fe + 0 + H20 2 • Fe(OH)34 + 4 . CO(
Para realizar industrialmente este tratamiento puede recurrirse a dejar caer el agua en
cascada en contra-corriente con el aire, o sea que los aparatos empleados para este fin
pueden ser a caída simple del agua, más o menos dividida a través del aire en columna de
0,5 a 2 metros. También por pulverización y proyección sobre la superficie del agua, lo
cual provoca una agitación y, además, una cierta niebla que favorece altamente la
absorción del oxígeno; para ello se disponen aparatos que pulverizan el agua, mezclándola
así íntimamente con el aire y decantándola después de purificarla. Generalmente, después
de esta aireación simple conviene inri, filtración. Se emplean igualmente para este objeto,
los iillros cava materia filtrante sean las virutas. Parecerr l-srst~rllte eficaces y dan buenos
resultados aun cuando las libras de madera se alteran bastante rápidamente, pero como
su precio es muy reducido permite removerlas a menudo.
Pero la caída del agua puede hacerse, también y de aranera mejor, en torres de absorción
rellenas de piedras, de cok, etc. Este último, por su superficie de con-tacto y su
permeabilidad al aire, parece muy recomen-dable. Una instalación completa de este tipo
es la que se esquematiza en la figura 63; (A) es un tubo abductor del agua, (a) un irrigador
con orificios de 1 mm. de d¡íunel ro, (I;) otro tubo abductor del agua, (C) un lecho
de :Trena cuyo grano tiene un espesor de 1 a 1,5 mm. I1',I agua. se deja que vaya cayendo
a favor de una bomba irrigaioria, cn una capa de cok, y a consecuencia de la absorción de
oxígeno se precipita hidrato de hierro que queda retenido en el filtro de arena.
Aunque los desferrizadores o aparatos de aireación pueden ser abiertos y trabajando
sobre el filtro por simple .caída a diferencia de niveles, es necesario adverli r que la
reacción se acelera empleando aparatos cerrados en los cuales se pone en íntimo
contacto el agua y el aire a presión, y a veces aun en presencia de ciertos productos, como
el estaño, manganeso y óxidos de hierro; procediendo después a una filtración en el
mismo aparato. La cantidad de aire necesaria la hemos
««Página 63»».
328 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 329
citado ya en forma de oxígeno útil, pero podemos decir que el consumo de aire
propiamente dicho es de un 2 a 3 % volúmenes de agua a depurar.
Esta operación, como se ha expresado al principio, tiene la ventaja de eliminar, además,
una parte del
Fig. 63. — Instalación para la desferrización del agua
ácido carbónico semicombinado reduciendo, por lo tanto, la dureza temporal, al mismo
tiempo que se precipitan una cierta cantidad de carbonatos de cal y magnesio. Véase el
siguiente resultado contrastado :
Agua bruta Agua aireada
Dureza permanente 2,7 2,
Dureza transitoria . 12,2 8,
Cal. . 120 mg/1 98 mg/1
Magnesio 20 » 11 »
Cuando el agua contiene el hierro en forma de sulfato o humato, tal como ocurre en las
aguas estancadas, no se deja eliminar por aireación simplemente. Algunos propugnan la
adición de cal, además de la aireación, en los casos en que el hierro se presenta en forma
de sulfato ferroso, y otros recomiendan un previo tratamiento con sulfato de aluminio
para reducir previamente las materias húmicas en los casos en que el hierro aparezca en
forma de humato. Otros, más modernos, complementan el tratamiento físico de la

aireación con otros procedimientos químicos, cual es la adición al agua de permanganato
potásico, ozonización o permutación mediante el sílico-aluminato-sódico hidratado
(permutita). Ciertos tratamientos más científicos incluso recomiendan con frecuencia el
aprovechamiento de la actividad desferrizante o desmanganizante de determinadas
bacterias.
Pasando el asunto de la permutación a la ligera, pues en uno de los apartados se hablará
de ello especíFicamente, vamos a indicar someramente un procedimiento bastante
completo. Éste consiste en hacer pasar primero el agua a gotas por un castillete hecho de
capas de col; (ti otro aparato de aireación cualquiera), el cual (piada i i poco a poco
revestido de una capa de color pardo obscuro de hidrato férrico. A su salida, se lame a.l
ravesa r tina rirasaliltra,nte de permutita (en el caso del aparato (le la figura 67 podría ser
substituí-da la capa de arena C por la masa de permutita) previamente preparada de la
siguiente manera. Primero se la tratará con cloruro de manganeso :
PNa2 + CL2Mn = PMn + 2 . CiNa
I'o retando un nuevo cuerpo llamado permutita de manganeso o sílico-aluminato-
manganoso, el cual posterior-mente trataremos con permanganato potásico:
PMn + 2 . MnO4K = P(MnOK2 + Mn207)
convirtiéndose en un nuevo compuesto que, desprende oxígeno con facilidad y que
provoca de esta manera la
««Página 64»».
330 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 331
eliminación del hidrato férrico insoluble, al pasar a su través el agua. En este caso, como
que la acción del oxígeno se agota con el tiempo, debe procederse después de algún
período a la regeneración con permanganato.
Al exponer los precedentes detalles hemos dado preferencia a la eliminación del hierro,
pero aunque en España no existen aguas que contengan manganeso, debemos decir que
para la eliminación de éste se emplean exactamente los mismos medios y métodos que
para el hierro, haciendo la salvedad de que la aireación no da resultados satisfactorios ;
por ello se debe recurrir a la desmanganización tan sólo por los procedimientos químicos

citados.
La firma alemana "Bamag-Meguin A. G.", de Berlín, construía aparatos especiales para la
eliminación simultánea de ambos metales.
43. Desacidificación y desgasificación.
Estas dos operaciones de depuración van principal-mente encaminadas a la eliminación
del CO2, impureza muy frecuente en el agua y varias veces considerada como de funestos
resultados. Por estar ambas operaciones destinadas al mismo fin, se confunden una con
otra o se da a la operación de eliminar el anhídrido carbónico uno y otro nombre,
indistintamente, y a veces aun se complica más la confusión, dándole también el
denominativo de descarbonatación. Concretando a la operación eliminadora del CO2,
podríamos llamarla des-acidificación cuando dicho anhídrido se halla en estado
combinado o semicombinado y desgasificación cuando se halla libre o en forma de gas.
Pero aparte de eso y aunque el CO, sea la impureza ácida o gas que más frecuentemente
se trata de separar por ser la que se halla en mayores proporciones, puede interesar
purificar el agua de ciertas otras acideces (diversos ácidos libres) o de otros gases
(oxígeno, por ejemplo.)
Para la eliminación de los ácidos libres, en general, basta adicionar al agua, según los
casos, carbonato sódico hasta que tenga reacción alcalina, esto es, hasta que devuelva el
color azul a la tintura de tornasol previamente enrojecida. Esto es apropiado para el agua
destinada a la alimentación de calderas. Pero en el caso de que se trate de corregir la
acidez libre de un agua para usos industriales o de fabricación (tintorería, blanqueo, etc.)
quizá nós interese llevar el agua a un pH = 7, y para ello deberá utilizarse un agente
alcalino menos impuro y grosero que el CO3Na2 y controlar la sucesiva disminución de la
acidez libre hasta llegar a su total eliminación por medio de un colorí-metro foliar.
Una buena desacidificación, sea del CO2 o de otro ácido, puede lograrse mediante el
siguiente proceso: 1.0, neutralización con cal; 2.°, filtrando el agua a través de mármol o
magnetita, y 3.°, dejándola caer en cascada en el aire (hasta 5-7 mg. de CO2 por litro). Esta
última operación puede aprovecharse para desferrizar si seguimos las indicaciones dadas
anteriormente.

Otras veces, según la cantidad de ácido contenido (si es relativamente poco), basta con
valerse de uno de los métodos que vamos a reseñar: aireación, neutralización con cal,
liltraje a través de mármol o de magno.
I,a aireación tiene la ventaja de no precisar reactivo alguno y de aquí su economía.
Principalmente se aconseja para aguas de elevada dureza temporal. Se re-bajan los mg.
por litro de CO2 en la cuantía antes citada.
El mármol se emplea sólo para aguas blandas. Por cada 10 mg. de CO2 eliminado,
aumenta la dureza temporal en 2,27°.
El procedimiento de neutralización con cal requiere una especial y muy constante
inspección del reactivo. Por cada 10 mg. de 002 rebajado, aumenta la dureza en 1,14°.
El procedimiento del magno, muy utilizado en Ale-
««Página 65»».
332 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIvos 333
mana, emplea una dolomita calcinada cuidadosamente, de manera que se logre una
mezcla de óxido de magnesio y carbonato cálcico. Este método ofrece la ventaja de no
necesitar vigilancia por poderse emplear directa-mente en filtros.
Para llevar a cabo la neutralización con cal se trata el agua en aparatos a propósito, con
Ca(OH)2 que bajo forma de agua de cal (lechada diluída) transforma el bicarbonato de cal
soluble én monocarbonato insoluble y el de magnesia en hidrato insoluble de la misma
manera. Estas dos combinaciones insolubles se separan luego por decantación y filtración.
Lo mismo ocurre si en vez de un bicarbonato, se trata de sulfúrico u otros ácidos libres,
pues se precipita siempre el sulfato o sal de cal. Aunque un buen aparato permite (véase
lo que se expone en el apartado 48) el dosado exacto del reactivo de tal forma que
evitando toda alcalinidad se obtenga de una manera continua un agua completamente
desacidificada, cuando se trata de la cal cabe aína la posibilidad de corregir un exceso con
ácido oxálico o, mejor, con oxalato amónico.
La desgasificación, sin embargo, presenta mejores alternativas. Puede hacerse
mecánicamente (por circulación o caída en cascadas) o, químicamente, por filtración a
través de limaduras de hierro o de carbón vegetal; térmicamente o al vacío (a 20° C. 1 litro

de agua disuelve 6,36 c. c. de 02 y a 100° C. ninguno).
Al parecer, hoy se da preferencia al procedimiento térmico, a la tensión ordinaria de
ebullición, por tener las siguientes ventajas sobre la desgasificación al va-cío: Eliminación
máxima, y también del CO,, semicombinado; supresión de bombas de vacío; regulación
exacta mediante reguladores automáticos de presión, y protección natural del agua
desgasificada contra una absorción posterior del oxígeno atmosférico. Los gráficos de las
figuras 64 y 65 (archivo ((Nise))) muestran que el contenido de oxígeno y CO2 depende de
la temperatura del agua y de su presión. A la temperaturade ebullición no se mantienen
en disolución, es decir, el contenido de ambos es prácticamente igual a cero.
El esquema fundamental de una instalación de des-gasificación se exhibe en la figura 66,
debido a la firma ((Nise» que representa la casa "José Llor. Boix", de Barcelona.
Fig. 64. — Gráfico relacionando el contenido de oxigeno según la tempera-
tura del agua y su presión.
I~;I agua de alimentación (que es conveniente sea corregida, ya -- desend--recida, y agua
condensada cuan-do proviene de calderas) se conduce al desgasificador D desde el
depósito intermedio A Icor medio de una bomba h, a través del condensador de vapores B
y del calentador de haz tubular C, siendo así calentada. En el desgasificador desciende por
encima de planchas especialmente dispuestas para facilitar un reparto del agua en finas
cortinas y lograr de este modo un contacto íntimo con el vapor que circula en
contracorriente. Una construcción conveniente del desgasificador y de las planchas facilita
la expulsión de las burbujas de gas durante la ebullición. Los gases desprendidos y los
vapores excedentes van al condensador B, de donde los gases escapan al exterior,
mientras que los vapores con-
mg/Pcm'/P02 22,4 16
—presión at. _ --- % vacío
16,8 14,0 11,2 8,4 5,6
28
12 10 8 6 4 2

o 10 20 30 40 50 60 70 80 90 roo 110'C
l4
19,6
««Página 66»».
TRATAMIENTOS DEPURATIVOS 335
Para proteger el material de la caldera del ataque de las sales, nitratos y cloruro de calcio
y de magnesio (cuando el agua a desgasificar no ha sido aún des-endurecida) debe
mantenerse una cierta alcalinidad, añadiendo álcalis y CO3Na2, por ejemplo. (Se ha proba-
do que un agua a pH = 7 ataca al hierro mientras que
Fig. 66. — Instalación desgasíficadora «Nise»
esta acción cesa un 1)11 -- 9,8). Cuando el agua retorna (le la caldera cabe recordar la
presencia del aceite que se depositaría sobre la pared de la misma.
La desgasificación que se prodiga mucho para las aguas destinadas a la alimentación de los
generadores de vapor, también se logra por medio de la llamada alimentación alta
(introducción del agua fresca en la caldera por la capa superior de agua más caliente), por
medio de carbón vegetal encandecido (siendo difícil la regeneración de éste), por
substancias fácilmente oxidables (en mangas metálicas de la casa "F. Seiffert", de Berlín),
filtrando por acero finamente dividido (intercalando el filtro en la tubería a presión que
alimenta la
334 EL AGUA EN LA INDUSTRIA TEXTIL
densados bajan al depósito intermedio A, volviendo al circuito del agua.
La cantidad de ésta que se ha de extraer continua-mente de la caldera para mantener una
determinada concentración máxima de sales, se conduce al reductor E. Los vapores de
expansión que aquí se liberan, van al desgasificador D, donde son condensados. El agua de
purga una vez distendida, a una temperatura de unos 100° C. pasa por el calentador de
haz tubular C, cediendo la mayor parte de su calor al agua que se ha de desgasificar.
Válvulas que funcionan con exactitud, tanto para la regulación del agua como para la del
vapor, cuidan de que siempre se
mantenga la ebullición, independientemente de las oscilaciones de carga del
desgasificador. Debajo de éste se instala un depósito F de gran capacidad para el agua de
alimentación, el cual regula las variaciones de con-sumo del agua. Si fuera necesario,
pueden añadirse re-activos al agua de alimentación por medio del aparato dosificador G.
La construcción cerrada y la comunicación directa del desgasificador con el depósito del
agua de alimentación, cuyo rebosadero está construído con cierre hidráulico, previene la
absorción posterior del oxígeno. Todos los aparatos están provistos de agujeros de
hombre para facilitar su inspección.
En la figura 66, H representa un rebosadero de seguridad y Jl y J2 son sendas bombas de
alimentación.
mg/lcop
4000
3347 3000
2500 2000 1500 1000 500
,40
60
P0.
100
Fig. 65. — Gráfico relacionando el contenido
de CO2 según la temperatura del agua y su
presión.
««Página 67»».
EL AGUA EN LA INDUSTRIA TEXTIL
336
caldera) o calentando en combinación con un cambio continuo de la velocidad de la
corriente en paredes conductoras y separación de corroíbles. Recientemente, los
norteamericanos han ensayado con éxito el uso de la base volátil ciclohexylamina.
44. Rectificación propia y especialmente química: des-endurecimiento.
La corrección de la dureza del agua destinada a la alimentación de las calderas ya dijimos
que debía realizarse fuera de la misma, o sea antes de ingresar en su parte interior. Los

medios de rectificación pueden ser: térmicos, químicos, mediante substancias que
intercambien las bases (permutitas) y por destilación. Ahora dedicaremos atención
preferente al segundo y tercer procedimientos.
Para la rectificación de la dureza o desendurecimiento total del agua para usos diversos,
como los propios para los consumos del Ramo de Agua, en general existen innumerables
procedimientos, la mayoría de los cuales expondremos a continuación. Por las
características que sobre la forma de su trabajo daremos, el lector podrá fácilmente
discernir en cada caso que se le pueda presentar, cuál de ellos puede ser mejor y prestarle
más favorables servicios.
Los principales procedimientos son el de la cal y la sosa y el de la permutita, aunque
también son emplea-dos los de la sosa e hidrato sódico, sosa cáustica y cal, el de la barita,
etc. ; todos ellos, también, en sus distintas modalidades. De entre todos, principalmente
tres han asegurado su permanencia en el uso industrial: el método de la cal y sosa, el
método regenerativo perfeccionado o método Neckar y el procedimiento de la permutita
en sus diferentes variantes.
a) Procedimientos basados en el principio de la cal y la sosa; aparatos purificadores y su
funcionamiento. — Este sistema está basado en la acción simultánea delhidrato cálcico y
del carbonato sódico (sosa Solvay) sobre las sales calcáreas y magnésicas contenidas en el
agua sometida al tratamiento. Por este método se ex-pulsa el CO2 y los bicarbonatos de
cal y de magnesio, así como en gran parte la dureza permanente.
La cal apagada, Ca(OH)2, mejor en forma de lecha-da de cal saturada (dureza 130° de la
escala alemana), de escaso coste, provoca la conversión de los bicarbonatos en
compuestos insolubles, en tanto que la sosa Solvay precipita el yeso. De manera que en
este procedimiento correctivo o rectificador, estos dos cuerpos se complementan de
manera muy eficaz.
De esta depuración química que obra por precipitación de las impurezas citadas, puede
explicarse el pro-ceso con el siguiente esquema :
Substancias disueltas
en el agua (CO3H)2Ca ... CO2 libre.

CO3Ca, CO2, H20 + m.0O2 Substancia adicionada. Ca0 + m.CaO
Producto CO3Ca + CO3Ca + H20 + m.CO3Ca
Substancias disueltas
en cl agua (CO311)2Mg CO2 libre.
CO3Mg, CO2, H20 + n.0O2 Substancia añadida. . Ca0 + Ca0 . . . . + n Ca0
Producto. . . OMg, H20 + 2.0O3Ca + n.CO3Ca
III
Substancia disuelta
en el agua . . Yeso (SO4Ca)
Substancia añadida. CO3Na2 15l6 d
Producto CO3Ca + SO4Na2 1O \.rta
®a <.,,. ~ o
c ~ ¢
De aquí deducimos que: 1.0, todasf asl~agua puej, den quedar exentas de las sales qu dan
costas o' , que forman jabones insolubles, por tra aYniento n cal y sosa; 2.°, que la
separación llega ha límiteGie
%,,~ t /o T b~
/- &o
22. -- J. B. Puig. — El agua en la industria textil
««Página 68»».
339 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 339
la solubilidad del CO3Ca neutro y del hidróxido magnésico, o sea hasta unos 3° de dureza
alemanes, o sea 3.1,79 = 5,37, aproximadamente, 5,50 grados hidrotimétricos franceses, y
3.°, que la cantidad de reactivos a añadir depende del contenido en el agua de materias de
cal y magnesio, así como del de CO2.
El esquema anterior también podemos expresarlo de la siguiente manera, por medio de
las reacciones sucesivas que se adivinan :
(CO3H)2Ca + Ca(OH)2 = 2 • CO3Ca4. + 2 • H20 (CO3H)2Mg + 2 . Ca(OH)2 = 2 . CO3Ca . +
Mg(OH)2+2 • H20

CO2 + Ca(OH)2 = CO3Ca,. + H20
SO4Ca + CO3Na2 = CO3Cay + SO4Na2
SO4Mg + CO3Na2 + Ca(OH)2 = CO3Ca,. + Mg(OH)2+SO4Na2
No obstante, debemos advertir que las fórmulas presentadas sólo sirven para dar una idea
y una explicación del fundamento de esta purificación química, ya que los fenómenos que
tienen lugar prácticamente en esta operación son realmente de orden más complejo,
puesto que sólo por lo que a los reactivos se refiere, resulta que en su mutua acción dan
lugar por una parte a la caustificación de una fracción importante del CO3Na2 y por otra a
la formación de CO3Ca insoluble, siendo por tanto la NaOH la que total o parcialmente
actúa en la primera parte de estas reacciones. Además, las sales disueltas en el agua
también se presentan en combinaciones más complicadas que las expresadas.
Algunos autores al tratar de representar estas re-acciones se imaginan el siguiente ciclo :
1.° CO3Na2 + Ca(OH)2 = CO3Ca4. + 2.NaOH
2.° CO3HNa + NaOH = CO3Na2 + H20
(CO3H)2Ca + 2.NaOH = CODCa,y + CO3Na2 + 2•H20
(CO3H)2Mg + 2.NaOH = CO3Mgy + CO3Na2 + 2.H20
SO4Mg+ 2.NaOH = SO4Na2 + Mg(OH)2
SO4Ca + 2.NaOH = SO4Cay + Ca(OH)2
2.(CO3H)2Fe+ 8.NaOH+0 = 2.Fe(OH)3 + 4•CO3Na2 + 3•H20
Y de aquí que, posteriormente, se inclinaran algunos a substituir la mezcla Ca(OH)2 +
CO3Na2 por sólo la sosa cáustica, procedimiento éste (del que luego hablaremos) más
caro que el anterior.
Para establecer las cantidades necesarias de cada reactivo (cálculo teórico) aceptemos,
pues, la siguiente serie de reacciones :
(CO3H)2Ca + Ca(OH)2 = 2. CO3Ca + 2 . H20
(CO3H)2Mg + Ca(OH)2 = CO3Mg + CO3Ca + 2 . H20
CO3Mg + Ca(OH)2 = CO3Ca + Mg(OH)2
SO4Ca + CO3Na2 = CO3Ca + SO4Na2
CL2Mg + Ca(OH)2 = Mg(OH)2 + CL2Ca
CL2Ca + CO3Na2 = CO3Ca + 2 . C1Na
De las dos primeras reacciones se deduce que cada molécula de bicarbonatos
alcalinotérreos gasta una de CaO. Si la dureza del agua se ha expresado en grados
franceses ocurrirá: sabiendo que cada grado francés de dureza temporal (bicarbonatos)
corresponde a 1 g. de CO3Ca en 100 litros de agua o a 10 mg. por litro, la cantidad
necesaria de Ca0 que se precisa añadir al agua será de N grados franceses multiplicado por
10 y por la relación: CaO/CO„Ca, o sea:
CaI)
N•10• (,O3(;,t —N.10•0,56
Pero, además, según la tercera y quinta reacciones, cada molécula de sal de magnesio
gasta su correspondiente de CaO. Por lo tanto, si M es la cantidad de Mg0 en mg. por litro
que nos haya dado el análisis, M • 1,4 expresa la cantidad de Ca0 en mg. por litro que es
preciso añadir también al agua.
De todo eso resulta que la cantidad total de Ca0 que se debe añadir, vendrá dada por la
fórmula:
Ca0 = (N .10. 0,56) + (M -1,4) — mg. por litro de agua que se ha de depurar.
La Ca0 se disuelve en la proporción de 1: 778, en el agua.
««Página 69»».
340 EL AGUA EN LA INDUSTRIA TEXTIL
Por la cuarta y sexta reacciones se nota que cada molécula de sales de calcio (dureza
permanente) gasta una molécula de CO3Na2. Como que un grado francés
corresponde a 10 mg. de CO3Ca por litro, la cantidad de CO3Na2 por grado será de 10,6
mg. por litro. Por consiguiente, la cantidad total de CO3Na2 será de: D D. 10,6 siendo D la
dureza permanente.
Según lo que acabamos de exponer y salvo la advertencia ya hecha al principio, parece a
primera vista que por el método cal-sosa se puede corregir perfectamente el agua. Pero,
según se ha manifestado, como la solubilidad del CO3Ca a temperatura ambiente es de 15

mg. por litro y la del CO3Mg es de 0,0064 gramos-litro, resulta
que el agua queda con los ya citados 5° hidrotimétricos franceses.
El aparato más típico empleado para la depuración del agua por este procedimiento es el
llamado de DEU-vAUx-RETSERT, al que, posteriormente se han introducido pequeñas
innovaciones y modificaciones que lo perfeccionan. El modelo clásico está representado,
en esquema, en el grabado 67 y consta de dos grandes recipientes; en uno se opera la
precipitación y clarificación, y en el otro se recoge el agua pura y clara. El agua que se ha
de depurar entra por (A) a la caja de flotador (B)
TRATAMIENTOS DEPURATIVOS 341
y de allí, por (b), al segundo tubo (C) de la caldera de precipitación (G). En el recipiente (D)
se prepara la solución de sosa o CO3Na2 y en (E) la lechada de cal; la primera va por el
vaso (d) y un sifón a (C) y la cantidad de sosa que va por el sifón sostenido por la cadena
(r) unida al flota-
dor (B) está determinada por la del agua que se ha de depurar. Como que la lechada de cal
es difícil mantenerla a igual riqueza duran-te una práctica no interrumpida, se emplea
agua de cal que se va saturando al paso que se utiliza, para cuya preparación sirve el
saturador rle cal (F), de roma' cónica (un li tro, t 15°, contiene 1,.)2 g. de (1an). La
leeli:rd:r de cal pasa loor el grifo (e) y el tubo de embudo (f); el ;r na sin depurar que viene
de (B), vapor el (albo central (e) al fondo del satarrador y pone en movimiento la lechada,
a su vez que el agua de cal sube, se clarifica y va por el tubo (g) a (C), mientras la parte no
disuelta es evacuada de tiempo en tiempo por (1).
Los precipitados que se originan en la caldera de precipitación se depositan en el fondo y
son evacuados por (hi). El agua sube, y por otro tubo de derrame fluye al filtro de arena
gruesa (L) y ya clarificada sale por (M). La limpieza del filtro es muy sencilla, basta hacer
girar el grifo de tres caminos (M), llevar agua no depurada al filtro y, al mismo tiempo, por
medio del insuflador de vapor (Jm), introducir aire; el barro depo-
Fig. 67. — Típico aparato de DEevAUx-
REISERT para la purificación del agua por el

procedimiento a la cal y a la sosa.
Fig. 68. — Modelo modificado del aparato
DERVAUx-REISERT (filtro de arena instalado
aparte).
««Página 70»».
342 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 343
a
sitado en la arena gruesa se desprende y sale por K. Este aparato de DERVAUX-REISERT
sirve también para depurar aguas de condensación del vapor y despojarlas de los aceites
que contienen, a fin de utilizarlas como agua de alimentación de calderas. Si solamente se
quiere depurar el agua de condensación sin despojarla de otras materias en suspensión,
es suficiente un filtro como el ya descrito.
En la figura 68 se esquematiza otro modelo modificado, en el que puede apreciarse que el
filtro de arena ha sido insta-lado aparte.
Otro modelo más perfeccionado, si ca-be, que los anteriores, inspirado en los
Fig- 69. — Purificador Cal y Sosa PASA mismos principios,
es el llamado purifi-
cador Cal y Sosa de la casa PASA, cuyas vistas exteriores ofrecemos en las figuras 69 y 70.
Como los anteriores, es sumamente sencillo y está exento de todo mecanismo que precise
acción manual; es, por lo tanto, completamente automático. No necesita engrase ni pie-
zas de recambio y no hay posibilidad de paradas involuntarias debido a la rotura de piezas,
rozamientos, falta de ajuste, etc. Su concepción suprime los grifos dosificadores,
basculantes, engranajes, palancas, válvulas au-=tomáticas, ruedas hidráulicas, excéntricos,
cadenas de transmisión, elevadores mecánicos, turbinas, tubos flexibles, sifones fijos o
movibles, bombas de sosa, etc., que muchas veces complican en otros tipos de aparatos
purificadores.
Este. rectificador industrial da una distribución rigurosamente proporcional de los
reactivos tan brusca e importante como sean las variaciones de llegada del agua dura en el
aparato o en el consumo de agua purificada. Los órganos de dosificación, fijos, son entera-

mente de bronce, absolutamente inoxidables y no existe posibilidad de que se obstruyan.
Por medio del saturador de forma cilín-
drico-cónica apropiada, con circulación de la leche de cal, se obtiene la saturación racional
del agua de cal.
Una de las ven-tajas principales de este modelo que entramos a considerar es, sin duda, la
posibilidad de poder ajustar senci I la e independien-
lamenie las cantid:ldeti (1e C:11 y SOS;1 11144'sa ri ti s para la purificación, per-
mitiendo así dala' rnr, sin dilicirltad alguna, aguas cuyas propiedades varíen.
11',1 conjun10 consta de tres partes: distribuidor, saturador y decantador. Primeramente
describiremos el funcionamiento del distribuidor (fig. 71).
El agua a tratar, llegando por 2, alcanza automáti-(lamente cierto nivel en el
compartimiento compartimiento 3 por la válvula 4, la ci abertura calibrada, de una vez
para si tope 5 correspondiente al rendimiento rato, atraviesa el enrejado de cobre 6,
limpieza), evacuándose por una parte, medio de una larga abertura rectangul
Hg. 70. — Purificador Cal y Sosa PASA, con
distinto asentanmicnto al de la figura 69.
««Página 71»».
344 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 345
cada en un cuerpo de bronce y, por otro lado, por el canal de bronce 12 que representa
una abertura rectangular de la misma altura y nivel que 9-10, pero más corta.
Las aberturas 9-10-12 son achaflanadas y aseguran
Entrada de aguo
Fig. 71. -- Distribuidor del purificador Cal y Sosa
rendimientos rigurosamente proporcionales a sus dimensiones horizontales, cualesquiera
que sean las variaciones de nivel en el compartimiento A. La balsa de agua formada por 9-
10 está cortada y dividida por el cuchillo vertical 1.3, achaflanado, el cual puede correr
transversalmente a voluntad, ya que forma cuerpo con
la caja 8 cuya posición es ajustable por las tuercas 14 y según la regla graduada 15.

El agua evacuada por 12 cae en la cesta de fina tela metálica de latón 16, amovible (para la
limpieza), pasa bajo los tabiques 17, luego por 18, 19 y 20, todos de las mismas
dimensiones y del mismo nivel. Toda la caja 11 es de bronce.
Los chorros 18, 19 y 20 alimentan, respectivamente y en proporción al rendimiento total,
el tanque indicador B, el tanque dosificador C y el canal 23. El tan-que C contiene una
solución de CO3Na2 encima de la cual el agua procedente de 19 y 22 se extiende (dada la
falta de agitación, el pequeño rendimiento y la gran diferencia de densidad) y hace salir
esta solución a rendimiento igual y a concentración invariable, por sl sumergidor 24 y la
tubería 25.
El tanque B que se vacía diariamente, se llena más o menos pronto, según el rendimiento
total del purificador; la reglita 26 permite, por lo tanto, conocer este rendimiento y
determinar el peso de carbonato de sosa que ha de cargarse en D, puesto que la cantidad
de agua recibida por B es igual a la recibida por C y, en consecuencia, al volumen de sosa
desplazada.
1! conducto 23 alimenta el decantador F y el conducto 27 alimenta el safurador D,
indicados en la figura 69 y mejor aun en la 72. lHl fondo inclinado de los conductos 23-27 y
la forma convergente de sus paredes producen una aceleración propia a acentuar el
movimiento giratorio que los deflectores 29 imprimen al agua, remolino que provoca un
arrastre de aire por las embocaduras cónicas 30.
El agua penetrando al fondo del saturador (véase la figura 72) por el canal 33, encuentra
en él el agua de cal que se introduce allí una vez al día por la válvula 31 y el tubo 32,
después de haber sido preparada en el depósito de extinción E, por medio de agua y de
piedra de cal. El aire arrastrado por el agua en la embocadura 30 va hasta la extremidad
inferior del tubo
««Página 72»».
346 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 347
33, sube a la superficie atravesando primero el cilindro 34, en el cual produce agitación y
una circulación, y después sube por la colunma central 35. El agua saturada de cal sube a
la parte cilíndrica superior, clari-

Fig. 72. — Saturador y decantador del purificador Cal y Sosa
ficándose, mientras que la leche de cal baja otra vez a la parte inferior; circula, pues,
continuamente, lo cual facilita la disolución.
Esta agua de cal queda captada por una cubeta anular 36 con orificios 37, luego es
conducida por el cuello 38 y el canal 39 al fondo del decantador F donde encuentra la
fracción de agua bruta pasada por el con-dueto 23 y el canal 40, así como la solución de
CO.,Na2 llegada por el tubo 25.
El decantador F es igualmente alimentado, con arrastre de aire, por el canal 40 y está
provisto de un cilindro de circulación como el cilindro 34 del saturador. Con esta
disposición, los residuos acumulados en el decantador están puestos continuamente en
contacto en el sitio donde se producen las reacciones, con el fin de acelerar éstas y de
formar un precipitado denso.
El agua corregida sube a la zona cilíndrica de decantación y los residuos bajan hasta el
punto de utilización para volver a ser puestos en circulación, y así indefinidamente.
Finalmente, el agua decantada atraviesa un filtro de crin de madera 41 terminando la
clarificación y se evacua a una cubeta anular 42 por las aberturas 43.
La salida del agua purificada se efectúa por el canal 44. El flotador 45, acoplado a la
válvula 4 del de-pósito A, asegura la parada automática del aparato. Por las válvulas 46 y
47, se purga diariamente el de-cantador y el saturador, para limitar la acumulación de los
precipitados.
La eficacia de este procedimiento aplicando el aparato PASA que acabamos de describir,
cuando se trabaja si ti exceso de reaetivos, tiene un límite que es de :i a 4 grados de
dureza para, las aguas sin magnesio y (le 6 a 7 grados hillrotirnétri.cos para las aguas con
magnesio. Para ciertas aguas excesivamente bicarbonatadas y magnésicas, se entrega un
saturados-compound que permite economizar de 30 a 50 % de cal, según los casos.
La famosa firma inglesa "Babcock R Wilcox Ltd.", especializada en la construcción de
generadores de va-por que, según estadísticas, cuenta con 695.970 caballos de vapor
instalados en industrias textiles, ofrece a sus clientes un tipo de purificador automático de
agua pa-tentado, que vamos a describir por ser sumamente interesante.

««Página 73»».
348
EL AGUA EN LA INDUSTRIA TEXTIL
El purificador "Lassen y Hjort", que así se le de-nomina en homenaje a los ingenieros que
lo concibieron, está construído con objeto de eliminar también las materias perniciosas
del agua por medio de un procedimiento químico (generalmente se le aplica el
procedimiento cal-sosa), evitando la acumulación de incrus-activos se efectúa
independientemente de las oscilaciones de aquél.
En el modelo rectangular (fig. 73), el agua que ha de purificarse entra en el aparato por el
tubo K, regulando su admisión una válvula de flotador, y pasa al aparato medidor que
mezcla automáticamente, en su
Hg. 74. -- Detalle del receptáculo oscilante anexo al purificador «Lassen yHjort»
Fig. 73. — Purificador «Lassen v Hjort»
taciones en las paredes de las calderas, y, por consiguiente, el perjuicio que con ello
sufren, y obteniéndose de esta manera una gran economía de combustible, por
conservarse limpias y en el mayor grado de eficacia todas las partes de la superficie de
calefacción.
El funcionamiento del aparato es, como los anteriores, sumamente sencillo, verificándose
siempre de perfecto acuerdo con el caudal de agua que ha de tratarse.
Su construcción responde a las condiciones ele ser-vicio por adversas que sean y, aunque
difiere del anterior modelo de DERVAUX-REISERT, funciona automáticamente y su marcha
se inicia o detiene de acuerdo con las fluctuaciones del caudal. La dosificación de re-justa
proporción, los reactivos químicos correspondientes a la cantidad (le agua diga admitida.
Cuando se llena, de agua aneo de los dos compartimientos del recelrlácido A se vuelca y
pasa.su contenido al compartimiento purificador C, colocándose al mismo tiempo el
segundo compartimiento del receptáculo debajo del tubo K.
El depósito D que está al costado del receptor, se carga con las soluciones químicas
compuestas, por lo general, de cal y carbonato de sosa, según se ha dicho. (Véase un
detalle de este accesorio en la figura 74.) A cada oscilación del receptáculo A se abre una

válvula que tiene en su fondo el depósito D y permite que una cantidad determinada de la
solución química pase al compartimiento C, chocando con el chorro de agua que
««Página 74»».
TRATAMIENTOS DEPURATIVOS 351
limpiar por completo todas las secciones de los filtros sin intervenir para nada trabajo
manual alguno y sin ser necesario quitar el material filtrante. La limpieza se lleva a cabo en
muy poco tiempo, y al estar la instalación dotada de este dispositivo puede funcionar du-
Hg. 7í. - Hj lipo de limpieza de filtros instalado en un purificador
«Lasscn y 1-Ijort».
rante mucho tiempo sin necesidad de renovarse el material filtrante tan a menudo como
sería preciso en otros casos.
El lecho filtrante va dividido en dos o más secciones por medio de un tabique colocado en
forma conveniente, con objeto de aumentar la velocidad del agua de lavado que pasa a
través del mismo cuando se efectúa la limpieza. En la parte superior de las divisiones, van
colocados unos colectores que sirven para recoger
350 EL AGUA EN LA INDUSTRIA TEXTIL
ha de purificar y mezclándose íntimamente con ella. La abertura de la válvula que da paso
a los agentes químicos puede lograrse con arreglo al grado de dureza del agua que se
trate de purificar.
Se deduce de lo dicho, que a cada oscilación del receptáculo corresponde la descarga de
una cantidad definida y precisa de reactivos químicos, y que cada oscilación sólo se
produce por el volumen de agua que ha entrado, y, por lo tanto, es completamente
independiente de la mayor o menor velocidad que lleve el agua al entrar. La reacción
química tiene lugar en el compartimiento C, al cual suele conectarse el calentador del
agua cuando hay vapor de escape disponible (véase lo que con respecto al tratamiento
presente cal-sosa se dice en el próximo subapartado).
Efectuada la reacción circula el agua en dirección ascendente y pasa sucesivamente por

los filtros de vi-ruta fina de madera II, prensada por dos hileras de lis-tones de madera I,
cayendo luego al depósito 0, desde donde sale el agua purificada, por medio del tubo
colo-cado en el fondo de dicho receptáculo.
Para efectuar la limpieza del aparato purificador no hay más que extraer las impurezas
depositadas en el fondo del tanque por medio de los grifos G, y para eliminar las retenidas
por los filtros basta levantar los listones superiores, sacando los filtros y limpiándolos
tantas veces como sea necesario.
En la figura 75 vemos el equipo de limpieza de filtros instalado en un purificador "Lassen y
Hjort". La limpieza y reposición de los filtros de crin vegetal (particularmente en
instalaciones de gran tamaño que traten aguas que vayan con frecuencia muy cargadas de
cal y magnesio) es una operación excesivamente laboriosa, que llega a constituir en
épocas de trabajo in-tenso un gran inconveniente.
El equipo de limpieza citado, es un aparato fácil de montar y sencillo en su mánejo, que
permite a los poseedores de instalaciones de depuración de aguas,
««Página 75»».
352 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 353
uniformemente en toda la superficie filtrante el agua depurada, lo que permite que el
paso de ésta por los filtros sea igual y constante. Cuando se haya de limpiar el filtro, un
sencillo sistema de válvulas accionadas por una palanca dará entrada por una sola de las
secciones en que está dividido éste, a toda la cantidad de agua destinada a este objeto,
duplicándose de esta forma la velocidad y volumen del agua que pasa por dicha sección.
Por medio de unos tubos perforados que van colocados debajo del filtro, se introduce aire
a baja presión procedente de un inyector de aire a vapor o de cualquier otro aparato
apropiado para este objeto, que tiene por misión agitar el lecho filtrante soltando las
materias que hayan podido depositarse en el mismo, que son arrastradas por la corriente
ascendente del agua a través del filtro. Al cerrar el paso del agua por una de las secciones,
se abre automáticamente la válvula de purga de la sección que se está lavando. lo que
arrastra la suciedad y el barro hacia fuera de la instalación purificadora.
Para proceder al lavado de la otra sección tan sólo es necesario invertir la posición de la

palanca que mueve las válvulas. Esta operación de limpieza se lleva a cabo de una manera
casi automática y en el transcurso de 15 minutos.
Por medio del purificador "Lassen y Hjort", tan sencillo como seguro, se mezcla una
cantidad determinada de reactivos químicos con otra cantidad también determinada de
agua dura, efectuándose la mezcla independientemente de la velocidad con que circule el
agua, punto de mucha importancia cuando se trata de instalaciones en que la carga es
variable.
Los tamaños que se suministran son varios, con capacidad de 455 a 45.400 litros-hora.
Algunas veces es preferible utilizar un purificador cilíndrico, particularmente en
instalaciones donde se dispone de poco espacio y en los casos en que es esen-cial que se
efectúe la descarga del agua purificada des-de bastante altura. En tales casos (fig. 76) se
construye cilíndrico el depósito de sedimentación y filtración; pero el aparato medidor
automático para mezclar el Ca0 y el CO3Nati es lo
mismo que el de tipo rectangular. En la ilustración adjunta de este modelo se señalan con
las mismas letras que en el purificador rectangular las partes interesantes del mismo,
antes consideradas.
En las mayores instalaciones purificado-ras de agua, y particularmente cuando se trata de
aparatos de tipo ei l índ rico, ha resultado lnuy ventajosa la ins-Inlaci("(u do. un
lamine ;u1)1('nl('111ari0 para mezclar los produclos
(11111111('()5, ('11 (!I (',1111.1 S('
1)11('(I('
¡LIIII7r('-('llll1' lllla
r,r11 ('aUl ¡dad (le (+stOS.
El tanque (fig. 77), que
se coloca generalmente en el suelo, está provisto de bomba y agitador para la mezcla de
los productos químicos, no incluyéndose la tubería para llevar la solución del recipiente
colocado encima del purificador. Se puede accionar el aparato a mano o con fuerza
motriz.
Y, como final de este subapartado, vamos a dar las normas de cómo se suelen calcular,

prácticamente, las adiciones de cal y sosa Solvay en la industria.
La adición de cal al agua se calcula tomando los va-lores de CO2 y Mg0 por litro que da el
análisis previo
23. — J. B. Puig. -- El agua en la industria textil
Fig. 76.-- Purificador «Lassen y Hjort» de
tipo cilíndrico.
««Página 76»».
354 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 355
del agua a depurar, y se multiplican respectivamente por los factores 1,3 y 1,4 y se dividen
los productos por 10 con lo que resultan expresados en grados de dureza y se agregan a la
dureza temporal. Obtendremos así la cantidad de Ca0 que hay que añadir, prácticamente,
por
Fig. 77. — Tanque suplementario, para la mezcla de reactivos químicos,
a los purificadores cilíndricos «Lassen y Hjort».
litro, expresada en mg. de cal al 100 % ; multiplicando por 1,25 tendremos los mg. de cal al
80 %.
Ejemplo : Tenemos un agua de 52 mg. de CO2 por litro, con dureza total de 16° y
alcalinidad de 18,2° y un contenido de M.gO de 11 mg. por litro, la cual exige :o sea, 243,4
mg. o redondeando 250 mg. de Ca0 al 100 %, o sea: 243 - 1,25 = 303 mg. de cal al 80 %
por litro.
52 (CO2) • 1,3 = 68 : 10 = 6,8°
11(Mg0) • 1,4 = 15,4: 10 = 1,54°
18,2°-2° = 16° dureza temporal = 16,00°
24,34°
I+,1 agua de cal que sale del saturador debe estar I í r r r I pida y saturada de cal. La
decoloración de 10 c. c. de agua de cal enrojecida con solución de fenolftaleína al 1 %,
según la dureza y salinidad del agua impura empleada para la obtención del agua de cal,
debe con-seguirse por 4 a 4,5 c. c. de C1H N/10. Esta condición debe cumplirla el agua de
cal durante todo el funciona-miento del aparato. Si el consumo de C1H es menor debe

elevarse la adición diaria de cal al saturador.
La sosa sirve, como se ha dicho, para saturar la dureza permanente, exigiendo cada grado
de aquella dureza 18,9 g. (prácticamente 19 g.) de sosa anhidra (al 10 %) por 1 m3 de
agua.
Para la determinación de la alcalidad y de la alcalinidad se toma un Erlenmeyer, se
agregan 100 c. c. de agua ya clarificada, 2 gotas de fenolftaleína al 1 % y se valora con ClH
N/10 hasta desaparición de la coloración rosa. Leídos los centímetros cúbicos consumidos,
se agrega 1 gota de metilorange (anaranjado de metilo) al 1 por mil y vuelve a añadirse
ClH N/10 hasta viraje del :urutrillo al rojo.
li.epresenirrdo !oor 14' los e. e. consumidos en presencia de I;r fenoll'laleína, y por M los
del metilorange, pueden ocurrir los tres corsos siguientes:
1.0 F'=M
2.° F < M
3.° F>M
En el primer caso existen sólo carbonatos, que por empleo de la fenolftaleína se valoran
hasta la mitad, es decir, hasta la formación de bicarbonatos. En el segundo caso, no existe
álcali libre en el agua purificada y así contiene todavía bicarbonatos, y la adición de cal
debe ser a veces aumentada, si se trata solamente de una ulterior rebaja de la dureza. Y
en el tercer caso, existe en el agua purificada álcali libre. Se admite, por
««Página 77»».
T
35ri EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 357
regla general, que en la purificación bien dirigida, y con clasificadores y saturadores bien
dimensionados, el exceso de álcali libre, no debe pasar (en especial para aguas dirigidas a
la alimentación de calderas) de 0,1 a 0,15 c. c. de ClH N/10 por 100 c. c. de agua.
Para valorar los carbonatos en presencia de hidróxidos se valora primero en frío con
fenolftaleína; su-pongamos se gastan X c. c. (el viraje del fenol supone neutralidad de todo
el hidróxido y 1/2 de los carbona-tos). Se añade después anaranjado de metilo y se sigue
hasta viraje de ácido; supongamos que se gastan Y centímetros cúbicos. El carbonato

presente equivale a 2Y centímetros cúbicos y el hidróxido a (X — Y) c. c.
b) Aceleración de la velocidad de reacción o rectificadora del procedimiento cal-sosa. Al
efectuarse la purificación en frío, la velocidad de la reacción es muy pequeña y debido a
esta lentitud los aparatos emplea-dos deben ser de grandes dimensiones al objeto de
obtener una reducida velocidad en el agua a su paso por ellos, y cuyo valor permita no tan
sólo la precipitación de los compuestos insolubles formados, sino también que tengan
lugar las reacciones antes mencionadas.
Por lo tanto, si se dispusiera de vapor de escape, podría utilizarse para calentar el agua,
conforme se ha previsto en el aparato "Lassen y Hjort", con lo cual resultaría una
instalación combinada de purificación y calefacción del agua de alimentación. Las ventajas
de esta disposición saltan a la vista, porque el tratamiento del agua en caliente se hace en
menos tiempo que en frío y permite el empleo de un aparato de menor capacidad para
purificar igual cantidad de agua.
Cuando no se dispone de vapor de escape puede aplicarse, desde luego, el tratamiento en
frío, pero teniendo presente que una de las dificultades que se presentan en las
instalaciones corrientes depuradoras de agua de flujo continuo, a base de cal y carbonato
sódico an-lridro, es la lentitud con que tiene lugar la precipitación del CO3Ca y, de manera
especial, del Mg(OH)l, representando un constituyente muy poco de desear. Como
consecuencia, las instalaciones a base de tratamiento con cal y carbonato sódico anhidro
deben destinar, por lo menos, 3 horas para fines de reposo, y en la práctica a veces se
requieren de 4 a 5 horas, salvo que un sis-tema bien concebido de filtrajes pueda reducir
la sepa-ración de los precipitados.
La lentitud, pues, con que generalmente tiene lugar la precipitación impone un trabajo
adicional a los filtros, los cuales requieren limpiezas frecuentes, contribuyendo a que
tengan lugar pérdidas de tiempo y aumentos en los costes netos de funcionamiento.
Además, en muchos casos, con el objeto de proporcionar el máximo de blandura al agua
tratada es necesario emplear una cantidad apreciablemente excesiva de agentes, en gran
parte debido al mucho tiempo que se tarda para completar las reacciones químicas.
I-1-ablando en términos generales, pueden adoptarse dos métodos distintos, aparte del

ya citado de calefacción, para salvar estas dificultades. El primero consisle en el empleo de
alambre afiadido al agua después de haber sirio mezclada con los agentes, lo que
contribuye a que tenga lugar una coagulación y también a una separación mucho más
rápida del precipitado de magnesio, que en sus fases iniciales está en su estado coloidal, lo
cual aumenta las dificultades. El segundo método es el conocido desde el punto de vista
químico bajo la de-nominación de sembrado. Una solución de una substancia en agua
puede estar en exceso saturada, existiendo, por ejemplo, cristales que deberían ser
separarlos, pero que, debido a alguna causa poco clara, no se separan. Sin embargo, esta
separación de cristales de una solución excesivamente saturada puede ser ayudada
valiéndose de varios métodos, incluyendo, por ejemplo, los métodos mecánicos de
agitación o de sacudimiento, y especialmente con la adición de un cristal de la subs-
««Página 78»».
358 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 359
tancia conocida como "semilla de cristal", puesto que contribuye a la separación rápida y
normal de los cris-tales.
El fango de CO3Ca y de Mg(OH)2 que se formó en la instalación depuradora de agua tiene
ya este efecto de semilla en el agua bajo tratamiento, causando una separación por
gravedad mucho más rápida del fango y reduciendo, como consecuencia, el trabajo a
realizar por los filtros. Las instalaciones depuradoras corrientes funcionan de forma que
pueden mantener un lecho de fango en la parte inferior para que pueda proporcionar este
efecto, el cual, sin embargo, es de una naturaleza solamente limitada debido a que no
puede establecer un contacto definitivo. Por consiguiente, es de un interés extraordinario
una nueva instalación depuradora de cal y carbonato sódico anhidro, conocida bajo el
nombre de Accelator, lanzado al mercado por la casa "Patterson Engineering Co. Ltd.", de
Londres. El principio básico de esta nueva instalación consiste en su acción coagulante y
en la mezcla muy íntima, valiéndose de un agitador accionado por un motor eléctrico, del
fango ya precipitado con los agentes ablandadores, lo cual contribuye a que tenga lugar
un efecto de "semilla" grandemente aumentado.
La instalación consiste en un cilindro exterior principal, hecho de chapa de acero y de

diámetro relativa-mente grande, conteniendo una sección interior de re--acción, también
de construcción de chapa de acero. El agua no depurada penetra a través de un tubo de
admisión dispuesto en el costado del cilindro principal y pasa al capuchón agitador,
consistiendo en una cámara circular cerrada de gran diámetro dispuesta en la mitad
inferior del cilindro principal, con una cubierta o capuchón superior. La parte superior o de
extensión de este capuchón agitador está constituída por un cilindro vertical provisto de
una camisa, pero de diámetro más pequeño, alcanzando casi la parte superior del cilindro
principal, conocida bajo la denominación de zona mezcladorasecundaria, a través del
centro de la cual hay un eje vertical accionado por un pequeño motor eléctrico instalado
en la parte superior y equipado con engranajes de reducción, constituyendo un eje
vertical de paletas. J 1 eje últimamente citado se extiende hasta alcanzar el fondo de la
cámara del capuchón agitador o zona de mezcla primaria y está equipado con agitadores
de tipo de hélice, los cuales proporcionan una agitación muy viva. Los agentes químicos
(cal y carbonato sódico anhidro) penetran en la parte superior del capuchón agitador
pasando a través de un tubo. La acción del agitador produce una mezcla instantánea y
muy íntima del agua no depurada con los agentes, y también con el fango, el cual es
obligado a subir a la zona superior de mezcla secundaria por la acción de los agitadores de
hélice dispuestos inmediatamente debajo, en la parte superior del capuchón agitador. Al
mismo tiempo, en la parte superior de la zona mezcladora secundaria se añade una
solución coagulante (alumbre) de manera continua, la cual es removida en forma suave
por los agitadores sencillos de tipo de barra o de paleta antes referida, funcionando
conjuntamente con unas placas de guía. 14,1 volumen total de agua es conducido desde el
capuchón agitador a la zona secundaria descargando posteriormente en la parte S11 )erior
de dicha zona; luego, a través de una camisa, es remitida al interior del cilindro principal,
la mitad inferior del cual constituye la zona de sedimentación del fango.
El agua clarificada pura escapa continuamente des-de la parte superior de la instalación, la
mitad inferior de la cual, tal como anteriormente se ha indicado, constituye el lecho del
fango, y cerca de la mitad de la instalación se observa una diferencia bien definida en la
apariencia del agua, debido a la sedimentación efectiva del fango, el cual tiene la forma de

partículas gran-des. El mismo es retirado continuamente del fondo de la instalación por
una artesa de descarga del concentrador, la boca de admisión de la cual está situada
««Página 79»».
360 EL AGUA EN LA INDUSTRIA TEXTIL
aproximadamente a una tercera parte de la altura del cilindro principal, retirando, por lo
tanto, en esta forma tan sólo las porciones más finas y más livianas del fango, las cuales
contienen pocos efectos de "semilla". Los agentes químicos que sirven de base al
tratamiento (Ca0 y CO3Na2) se introducen automáticamente a la instalación valiéndose
del método corriente de un mecanismo de tubo basculante, pudiéndose establecer un
me-dio de control con el empleo de una bomba de diafragma de accionamiento hidráulico
por el tubo de alimentación del agua bruta. Un punto muy interesante lo constituye el
hecho de que la lechada de cal y la solución de CO3Na_ son alimentados al agua por
separado, permitiendo en esta forma la adopción de un control más preciso. No hay
necesidad de efectuar una mezcla previa, tal como tiene lugar tratándose de instalaciones
corrientes de Ca0 y CO3Na2, puesto que el efecto de semilla resultante del carbonato de
sodio así formado no es requerido, debido a que ya está presente.
En resumen, puede indicarse que esta instalación Accelator permite el logro de una
eficiencia grande-mente aumentada, proporcionando el grado máximo de blandura al
agua, en combinación con un exceso extremadamente bajo de alcalinidad y una
separación muy efectiva del fango, contribuyendo a la realización de economías en los
productos químicos empleados y permitiendo grandes reducciones en el lavado del
material filtrador. Por consiguiente, en la mayor parte de casos la dureza del agua puede
ser fácilmente reducida hasta alcanzar menos de 2,5 partes por 100.000 (por lo que se
refiere a CO3Ca), con un exceso inapreciable de agentes de cal y de carbonato sódico, con
una alcalinidad extremadamente baja de 5,5 partes (por lo que se refiere a CO3Ca) por
1.000.000, de acuerdo con la prueba de alcalinidad estandardizada de fenolftaleína.
c) Métodos regenerativos de rectificación a la sosa. Cuando el agua que se debe purificar
va destinada a

TRATAMIENTOS DEPURATIVOS 361
la alimentación de generadores de vapor, se pueden emplear cualesquiera de los métodos
que ahora describiremos, en los que se utiliza como reactivo carbonato sódico solamente,
con lo que simultáneamente el lodo que se separa por reacción secundaria en la caldera,
se vuelve al depurador.
Por la sosa, se precipita la dureza del agua no debida a carbonatos, y principalmente el
SO4Ca en forma de CO3Ca. Como hay que emplear un exceso de sosa ocurre, al
evaporarse el agua en la caldera, un enriquecimiento en sosa que, por la elevada
temperatura del generador, se convierte parcialmente en sosa cáustica:
CO3Na2 + H20 = 2 . NaOH + CO2
El exceso de sosa Solvay y la lejía cáustica forma-da, se utilizan enviando al purificador una
cierta cantidad de agua lodosa de la caldera y mezclándola con agua dura, con lo que
precipitan los carbonatos de cal y magnesio, mientras que al mismo tiempo el agua sucia
se calienta. Por el continuo trasiego de las aguas lodosas calientes al purificador se evita la
acumula-Ición de fangos en el generador de vapor, y esto se apro-
vecha en el Irurifica,rlor.
14is reacciones sucesivas pueden describirse de la siguiente manera:
(CO3}I),Ca CO3Na2 = CO3Ca + 2 . CO5IINa
9 • CO31INa = CO3Na2 + CO2 + 1120
1 (CO3H)2Mg + 2 . NaOH = CO3Mg + CO3Na2 + 2 . H20 SO4Ca + CO3Na2 = CO3Ca +
SO4Na2
Como se ve, el carbonato de sosa empleado para la precipitación de la cal (en forma de
bicarbonato) es re-generado, y por tanto supone un ahorro de reactivo.
Al objeto de evitar la concentración alcalina en el interior de las calderas, se procede al
calentamiento del agua en el aparato depurador, mediante el sistema de purga continua
lográndose al mismo tiempo evitar en absoluto la formación de las incrustaciones en dicho
««Página 80»».
362 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 363

interior, y la recuperación del calor empleado por alimentar las mismas con agua a alta
temperatura.
La velocidad de la reacción en este procedimiento, es en mucho superior a la de la
reacción en frío, de tal manera que si partimos de un agua conteniendo 140 mg. de CO3Ca
por litro y 100 mg. de CO:.Mg por litro, y hacemos actuar los reactivos en frío y en caliente
por separado, observamos que a la temperatura de 96° C. y a los 10 minutos de contacto
las cantidades de CO3Ca y CO3Mg se habrán reducido, respectiva-mente, a unos 32 mg. y
10 mg., mientras que a la temperatura de 10° C las cantidades respectivas serán de 120
mg. y 90 mg. por litro, aproximadamente.
Por efecto de la elevación de temperatura acelera-remos, además, la velocidad de
separación del insoluble puesto que la viscosidad del medio es cuatro veces menor a 100°
C. que a 20° C. y como sea que la viscosidad ofrece una cierta resistencia a la reunión o
aglomeración de las partículas del precipitado se comprende que, disminuyendo su valor o
aumentando la. temperatura del medio, se aumentará considerablemente también por
este concepto la velocidad de precipitación.
El aumento de la solubilidad del CO3Ca por efecto de la temperatura no representa
inconveniente alguno, puesto que por la aplicación de la purga continua se impide su
depósito en las paredes de la caldera y se obtiene su precipitación en el aparato.
Generalmente, estos métodos empiezan por una de-
puración térmica a 75° u 80° C., con el fin de disociar
en parte los bicarbonatos alcalinotérreos y precipitar
los carbonatos neutros, producto de la disociación. Ya
se ha dicho que la sosa se enviaba en exceso y trabaja
según las reacciones antes apuntadas. Una parte del
agua de la caldera, como se ha expresado, se envía al
`-Depurador (purga continua) con el fin de mantener la
temperatura y también, según se ha dicho, para evitar
r u~:r~ürt ,
eque el agua del interior de la caldera vaya aumentan-
fr,l
ó'10 de alcalinidad, debido a la evaporación. Las nor-
-11nr+t+
mas que se indican para evitar la alcalinidad excesiva no permiten la adición de CO3Na2
en cantidad superior a 13 mg. por litro de agua a depurar.
En tales condiciones quedan en el agua unos 17 mg. de CO3Ca por litro, y por lo tanto el
agua queda con una dureza residual de unos 3 grados franceses y, por consiguiente, aun
es incrustante. Se puede llegar a una dureza residual igual a cero por el método al jabón,
jiaaaiiiiai
f3 ZO 75 30 35 40 4S 50 SS 60 65 70
mg• por. litro o de cojeo, en exceso
Hg. 78. — Gráfico relacionando el exceso de CO3Ca contenido en un agua
corregida a distintos grados hidrotimétricos residuales.
aumentando en un 20 % la cantidad de CO3Na2 necesaria. Pero esta perfecta corrección
que nos indica el análisis es sólo aparente, puesto que el exceso de alcalinidad del agua
impide que la cal reaccione con el jabón. En el gráfico que se representa en la figura 78 se
puede observar que la dureza aparente va disminuyendo hasta llegar a menos de medio
grado, pero aun así el agua incrustará. A la vez irá aumentando tanto la alcalinidad del
agua, que se corre el riesgo de comprometer la caldera hasta la fragilidad cáustica.
PARR y STAUB fueron los primeros en estudiar el fenómeno de la. fragilidad cáustica,
observando en los intersticios de los roblones una corrosión consistente en unas
microscópicas roturas de dirección arbitraria e irregular. Esta corrosión empieza por la
parte del pa-lastro opuesta al fuego y es de tal manera peligrosa,
5
/o
««Página 81»».
364 EL AGUA EN LA INDUSTRIA TEXTIL
que las roturas estallan al menor choque. Al estudiar este raro fenómeno, se dieron
cuenta de que era debido a la disociación del CO3Na2 en NaOH; disociación que puede ser

tan fuerte en los lugares indicados, que llegue a 35 % de NaOH. Las reacciones que
pueden explicar la fragilidad cáustica son las siguientes:
6•Fe+8.0El =2•Fe304+4•H2
o bien :
OH
2 • Fe+ 2 • NaOH + H2O —> 2 • Fe + 4 • H \ONa
FeO2HNa + H2O — FeO2H2 + NaOH
.ONa
2 • Fe + 4 • NaOH + H20 ---- 2 Fea ONa + H \OH
/ONa
Fe—ONa + 2 • H20 --> FeO3H3 + 2 • NaOH ~OH
No obstante, se puede evitar la fragilidad cáustica. si se cumplen las siguientes
condiciones :
o sea, que en el agua depurada, la relación de los pesos de los iones CO3= y SO4= tiene
que oscilar alrededor de los citados valores. Aun así, no es clara la solución, puesto que si
se va elevando el valor ole SO4=, se llega a incrustar la caldera de SO4Ca, cosa inevitable
de 20 atmósferas en adelante.
El principio de- este método regenerativo parece fué empleado primero por SILZER en
Winterthur. PHILLIP Mi5LLER lo rectificó y denominó método Neckar. También se llama
hoy método regenerativo Steinmüller. Un aparato fundamentalmente Neckar lo tenemos
en la fig. 79.
TRATAMIENTOS DEPURATIVOS 365
El consumo de sosa Solvay es, en cada caso, mayor que la cantidad calculada teóricamente
partiendo de la dureza de no carbonatos del agua bruta. El consumo de calor es
importante también, aunque ya hemos di-cho se devolvía a la caldera. Desde el punto de
vista
— Aparato Neckar para aplicar el método regenerativo de rectificación a la sosa.

de la seguridad, una caldera que trabaje por este método exige una vigilancia atenta y
detallada del nivel del agua, de la disposición de alimentación y del retro-ceso del fango,
aun estando unidas al mismo aparato varias calderas con distintas presiones de trabajo.
Para la purga continua se puede hacer uso de la instalación que se esquematiza en la
figura 80. En A está el distribuidor de sosa que pasa a B (depurador) y de a q u í el agua se
dirige a la caldera C. Por medio de un sistema de llaves el agua de purga va otra vez al
depurador.
Hasta 10 atmósferas : Peso CO3 — 0,62 en el agua depurada
-
De 10 a 17 Peso SO4 =0,31» » » »
ídem
De 17 a 27 ídem = 0,21 » » » Fig. 79.
De 27 a 40 ídem =0,15» » » »
««Página 82»».
366 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 367
Una de las principales desventajas de la purga continua, aparte de las señaladas antes, es
su poco rendimiento económico. Si, por ejemplo, debemos depurar 1.000 Kg. de agua a
20° C. para alimentar una caldera de 10 atmósferas, siendo las temperaturas del agua de
purga y del depurador, respectivamente, de 180 y 75
0457,o rroturoJ
Purgo /itrni, io%r
de CO3Ab,
t /lora a12,7c7ón
//ovo "T57<bér doro lFrciado
.4 c o dgourodo
Fig. 80. — Instalación industrial para la purga continua del agua procedente
de calderas.
grados, la cantidad de agua de purga que se ha de ex-traer será:
1003 . 20 + P 180 = (1000 + P)75 de donde : P = 525 Kg.
o sea, que en vez de 1.000 Kg. de agua gastaremos el 50 % más (1.525 Kg.).
La casa "Nise", ya citada antes, construye un modelo simplificado para aplicar la
rectificación con CO,Na2 (figura 81). El agua cruda entra en el aparato de corrección por el
distribuidor A., donde se divide en una corriente principal y otra parcial, regulables a
voluntad. La corriente principal se dirige directamente al clarificador D, mientras que la
corriente parcial hace funcionar el dosificador C de la dosificación de CO3Na2. La dosis de
éste se une a la corriente principal en la campana interior del clarificador, obteniéndose
unamezcla íntima, la cual favorece las reacciones de des-endurecimiento. En la parte
inferior de la campana comienza la precipitación de las sales insolubles formadas, y
continúa en el exterior de la misma, dando por resultado un agua eficazmente
preclarificada. Los
Fig. 81. — Aparato de rectificación con sosa simplificado, modelo «Nise»
lodos precipitados se extraen de vez en cuando por la válvula inferior de descarga rápida.
El agua preclarificada y desendurecida asciende uniformemente y atraviesa una capa
filtrante, por ejemplo, de cok, mantenida entre dos chapas perforadas y, completamente
clara y libre de partículas en suspensión, sale por los agujeros de un tubo anular hacia el
depósito de agua corregida G.
C
©Bomór
««Página 83»».
368 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 369
Para conseguir el máximo desendurecimiento, el
agua depurada contiene siempre cierto exceso de re-
activo, el cual se va acumulando en la caldera a medida
que se evapora el agua. Para evitar una concentración
alcalina demasiado eleva-
da, se conduce una parte
del agua de la caldera ha-
cia el clarificador D reba-
jando su presión en el re-
ductor F hasta la presión
atmosférica. Mientras el
vapor de expansión pro-
ducido se dirige al depó-
sito de alimentación, don-
de se condensa cediendo
su calor al agua corregi-
da, el agua de la caldera,
a unos 100° C. de tempe-
ratura, penetra en el cla-
rificador, reforzando con
su exceso de reactivo la
acción de la sosa. Para no
añadir al clarificador un
exceso de sales neutras,
las cuales no reaccionan
con las productoras de
Fig. 82. — Purificador Recúper- PASA dureza, parte del agua de
la caldera se arroja desde el reductor continuamente al exterior o bien se hace pasar por
un serpentín sumergido en el agua depurada del depósito de alimentación.
Igualmente, la firma PASA construye el conocido purificador denominado Recúper, que
hoy en día tan generalizado está en la mayoría de fábricas. El principio no difiere en nada
de lo anteriormente dicho. Su funcionamiento se explica en la figura 82. El agua a tratar
llega al aparato por la tubería A y pasando por el distribuidor de diafragma C que divide el
agua endos partes proporcionales al rendimiento. La mayor ¡lasa directamente por la
tubería D y cae en la columna central E del decantador. La otra fracción (porcentaje muy
reducido) pasa por la tubería F, que termina en un rompe-chorro, al depósito de solución

sódica preparada en B. Esta agua pasa por encima de la solución sódica, accionando como
un pistón, debido a la diferencia de densidad, y hace salir por la tubería J una cantidad
equivalente de solución de sosa, tomada desde el punto inferior del depósito, cuya
solución se mezcla con el agua a tratar en la columna central E. El desplazamiento
perfecto de un líquido más ligero, sin ninguna mezcla del uno y del otro, es un fenómeno
bastante conocido y no necesita más detalles. Cada día se hace una nueva carga de sosa
Solvay en el depósito B, y se agita toda el agua para restablecer la solución de densidad
inicial. El CO3Na2 así dosificado no es más que el reactivo necesario para la dureza
permanente. Pues cuando el agua contiene sulfatos o cloruros es preciso dar
periódicamente una ligera cantidad del mismo para compensar la cantidad absorbida por
estas sales, la cual no es recuperable. La mezcla desciende por la columna central E,
recibiendo en el punto K el agua de purga de las calderas.
Las durezas transitoria y permanente son así precipitadas. El agua vuelve luego a subir por
la parte cilíndrica del decantador, donde se clarifica después de pasar por el filtro L,
saliendo por M. El flotador N re-gula automáticamente la recepción del agua a tratar y la
entrada del agua de las purgas continuas, mediante un dispositivo indicado en el dibujo.
Los precipitados formados son evacuados por el grifo de purga 0 abierto unos momentos
cada día.
En la figura 83 puede verse con mejor detalle un esquema completo del Recúper.
La empresa comercial suministradora de este purificador, enumera las tres siguientes
importantes ven-tajas del mismo :
24. — J. II. Puig. — El agua en la industria textil
««Página 84»».
370
EL AGUA EN LA INDUSTRIA TEXTIL
TRATAMIENTOS DEPURATIVOS 371
1." El agua sale purificada a 4° ó 5° hidrotimétri-I os, ya que la purga continua de las
calderas está graduada para que la temperatura del agua en el purificador sea de 65° C.;
con esta temperatura las reacciones son fáciles, rápidas y completas. Las calorías vuelven

a la caldera con el agua de alimentación.
Fig. 84.Reciíper instalado en la misma sala de calderas
2.a Esta agua es rriuy indicada para la alimentación de calderas, ya que evita la formación
de incrustaciones y de fangos, dada su poca dureza y también porque deja en el
purificador las sales calcáreas en estado de precipitado. Por lo tanto, el agua purificada
tiene menos sales por litro que el agua dura.
3.a El agua rectificada se obtiene con un gasto mínimo, muy inferior al que resulta con el
empleo de desincrustantes u otros procedimientos de purificación, ya que la dureza
temporal (muchas veces de 8 a 10 en dureza total) está precipitada por el reactivo inicial
que se recupera continuamente. El coste aproximado de
««Página 01»».
.e 8
372 EL AGUA EN LA INDUSTRIA TEXTIL
un metro cúbico de agua, según los procedimientos más conocidos y el del Recúper,
suponiendo 40° hidrotimétricos con 30° de dureza transitoria, son:
Desincrustantes varios . 0'50 ptas.
Procedimient Cal y Sosa. 0'12 id.
Sistema de permutación . 0'10 íd.
Método Recúper . 0'03 íd.
Fig. 85. — Reciiper instalado en una sala de calderas
Véanse en las figuras 84 y 85 dos purificadores Re-clíper instalados en las mismas salas de
calderas, el primero para un rendimiento de 2 m.3-hora y el segundo para otro de 30 m.3-
hora.
En la página siguiente obsérvese el impreso de un cuadro de marcha (figura 86), cuya
cumplimentación es muy recomendable.
d) Corrección térmica agregando cal. — Anterior-mente hemos visto que tratando un agua
dura con cal, sólo se logra la eliminación de la dureza transitoria, esto es, se provoca la
conversión de los bicarbonatos

««Página 02»».
1
374 EL AGUA EN LA INDUSTRIA TEXTIL
en compuestos insolubles (COCa). Por esto, industrialmente, no es una práctica muy
frecuente, aunque esto no quiere decir que no se utilice en algunos casos determinados;
por ejemplo, cuando la dureza permanente es mínima, etc.
Fig. 87. — Esquema de un depósito purificador "Babcock-Wilcox", tipo «A»
sencillo, para la corrección térmica agregando cal.
Una instalación para llevar a cabo esta corrección comprende los siguientes elementos: un
depósito dosificador (1), aparato para agregar la cal (2), depósito de tratamiento o
reacción (3), depósito filtrante (4) y depósito colector (5). Véanse las figuras 87 y 88.
Estos depósitos se construyen de planchas de acero dulce y van divididos en la forma que
más convenga, formando cámaras diferentes para cada fase del proceso.
El depósito dosificador de agua (1), está divididoTRATAMIENTOS DEPURATIVOS 375
en compartimientos diferentes, al objeto de que sólo caiga de él una cantidad de agua
determinada al depósito de cal y al de tratamiento, respectivamente.
El aparato para agregar la cal (2), consiste en un recipiente oscilante con su cámara (a),
una tolva de reactivos (b) y una bandeja de mezclas con su cámara (c). La caída del
reactivo seco desde la tolva a la
(TIPO "B.")
Fig. 88. — Esquema de un depósito purificador "Babcock-Wilcox",
tipo «B» doble.
bandeja de mezclas, está regulada por una válvula de corredera que va unida al recipiente
oscilante. Se dispone de un aparato graduador para que la cantidad necesaria de reactivo,
según la clase de agua que se trate, pueda determinarse de acuerdo con los ensayos.

El depósito de tratamiento (3), forma parte del principal. La instalación va provista de las
válvulas y tuberías necesarias para graduar la entrada del agua depurada en el depósito
filtrante. Asimismo lleva la instalación las tuberías de unión necesarias entre el aparato de
agregar cal y el depósito dosificador, así como los tubos de rebose primario y secundario.
««Página 03»».
376 EL AGUA EN LA INDUSTRIA TEXTIL
El depósito filtrante (4), también forma parte del principal y está subdividido por medio de
tabiques de chapa. Cada sección contiene un número determinado de filtros, reunidos en
una tubuladura, desde la cual pasa el agua al depósito colector. Los compartimientos de
filtros llevan tapas de fácil manejo, que sirven para dar libre acceso a los filtros. Cada
compartimiento va provisto de sus grifos de purga para eliminar las impurezas.
El depósito colector (5), va colocado en la división inferior del depósito combinado y
recibe toda el agua depurada y filtrada de cada compartimiento de filtros.
Esta descripción se refiere al tipo «A» sencillo (fi-gura 87), aunque el procedimiento que
se sigue con el tipo «B» doble (fig. 88), es exactamente igual. En este caso, las cámaras de
filtración van situadas a cada extremo del depósito, que lleva, por lo tanto, dos depósitos
colectores (5). Los diseños están concebidos y son explotados por la casa "Babeock &
Wilcox".
El agua procedente de la condensación cae en el depósito dosificador por una válvula de
flotador que se gradúa por el nivel del agua contenida en el depósito de tratamiento. Una
pequeña parte de agua penetra en el aparato de añadir cal, mientras la restante cae
directamente en el depósito de tratamiento.
El agua que pasa por el aparato de cal, descarga en un recipiente oscilante que va unido a
una caja medidora y válvula, alojados en la base de la tolva de reactivo. La cantidad de
éste que se haya medido, cae en la bandeja de mezclas, se une al agua procedente del
recipiente oscilante y rebosa al depósito de tratamiento bajo la forma de una disolución
concentrada que se mezcla con el agua que sale por la tubería principal.
Una vez que ha tenido lugar la reacción, el agua pasa a las cámaras de filtración, de donde
después de circular por los filtros va a parar al depósito colector desde el cual sale a las

tuberías de alimentación. Cualquier sección de filtros puede cerrarse o abrirse
TRATAMIENTOS DEPURATIVOS 377
para proceder a su limpieza, mientras funciona la instalación. Los filtros están formados
por planchas de acero perforadas, recubiertas de toalla y rellenas de fibra de coco, siendo
fácilmente accesibles y sencillas de desmontar.
Si la temperatura del agua procedente de la condensación es baja, conviene disponer
unos serpentines de vapor en el depósito de tratamiento con el fin de estimular la
reacción.
e) Tratamiento con sosa cáustica; caustificación previa de la sosa Solvay. — Con el fin de
evitar las corrosiones de las calderas, es necesario que tanto el agua de alimentación
como la contenida en los genera-dores se transforme en alcalina y se conserve en estas
condiciones. Prácticamente sólo existen dos productos que puedan emplearse en
condiciones económicas para este objeto, que son los que hemos visto hasta ahora : la cal
y el carbonato sódico ; este último producto en cualquiera de sus formas, ya sea cáustico o
en cenizas.
Las cenizas de sosa tienen el inconveniente de que en las calderas que trabajan a alta
presión, se convierten en ácido carbónico y sosa cáustica, con el perjuicio consiguiente de
que el vapor sea ácido y corrosivo a causa del CO„H2 que contiene y de que la NaOH se
concentre en el agua de la caldera. Al emplearse cenizas de sosa o sosa cáustica, este
último efecto en cuanto se refiere al agua contenida en la caldera es el mismo, o sea, que
la sosa cáustica sola permanece en el agua y la convierte en alcalina y no corrosiva.
Por otra parte, empleando sólo cal, la alcalinidad del agua de la caldera no llega a alcanzar
un grado suficientemente elevado para evitar las corrosiones, debido a que la cal es sólo
ligeramente soluble (6° a 8°) y cualquier exceso de ella, en lugar de producir una
alcalinidad elevada bajo la concentración, produce incrustaciones o depósitos. No
obstante, se necesita cal para convertir en no corrosiva el agua que entre en los eco-
««Página 04»».
378 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 379

nomizadores, puesto que el agua de alimentación no llega a concentrarse en estos
aparatos, necesitándose asimismo que haga frente a la acción del CO3H.2. Por lo tanto, la
introducción en los economizadores de una pequeña cantidad de NaOH con la cal que se
emplee, puede ser muy ventajosa en la mayor parte de los casos. Cuando la sosa, en
cualquiera de sus formas, se emplee para convertir el agua en alcalina, puede acumularse
en el agua contenida en la caldera por ser muy soluble y permitir concentrarse hasta
cualquier graduación.
En estas condiciones, el agua de las calderas puede alcanzar un grado de alcalinidad
también perjudicial, por lo que debe someterse a comprobación median-te ensayo.
Anteriormente hemos visto la posibilidad de combinar los tratamientos cal-sosa o sólo a la
sosa, con ligera adición de NaOH. Pero generalmente la sosa cáustica sola no se emplea
para precipitar los bicarbonatos y sulfatos debido a su elevado coste. Sin embargo, se usa
muy eficazmente para descomponer el temido cloruro magnésico, tan perjudicial.
CL2Mg + 2.NaOH = Mg(OH)2y + 2.C1Na
Pero prescindiendo del factor economía, la depuración de un agua dura con sólo NaOH es
de positivos resultados, según puede verse por las siguientes ecuaciones químicas que
representan su comportamiento :
CO2 + NaOH = CO3HNa
CO3HNa + NaOH = CO3Na2 + H2O
(CO3H)2Ca + 2.NaOH = CO3Ca + CO;2Na2 + 2.1120
(CO3H)2Mg + 2.NaOH = CO3Mg + CO,Na2 + 2.H20
SO4Mg + 2.NaOH = SO4Na2 + Mg(OH)2
SO4Ca + 2.NaOH = SO4Na2 + Ca(01-l)2
2.(CO3H)2Fe+8.NaOH+0 = 2.Fe(OH)3 + 4.CO3Na2+H.0
Aunque debe tenerse presente que el CO.,Na2 que se desprende de la primera o segunda
reacción puede, en parte, actuar sobre los sulfatos y cloruros :
CO3Na2 + SO4,Ca = SO4Na2 + CO3Ca CO3Na2 + CL2Ca = 2.C1Na + CO3Ca
El autor de estas páginas instaló un sistema anexo de caustificación de la sosa que le ha
permitido obtener con relativa economía el NaOH necesario para mantener en

funcionamiento este procedimiento.
A este efecto, vamos a orientar al lector. Primera-mente, es conveniente distinguir dos
tipos de carbonato sódico al 98/100 %, el denso y el ligero. El producto desecado a 250° C.
durante 4 horas en la estufa debe dar los siguientes resultados analíticos :
Denso Ligero
CO3Na2 . 93,300 98,778
Insoluble. 0,010 0,093
Al203+Fe203 . 0,010 0,017
CiNa . . 0,560 1,068
SO4Na2 . . 0,035 0,044
Humedad 0,085 0,000
100,000 100,000
Densidad. . . de 0,85 a 0,90 0,500
Las operaciones para proceder a la caustificación del CO3Na2, o sea la obtención directa y
particular del NaOH a partir del CO3Na2, son las siguientes : 1.a Di-solución del CO3Na2
en agua hirviendo. 2.a Adición de cal viva a esta disolución. 3.a Decantación del líquido
para separar el CO3Ca formado, de la disolución cáustica. 4.a Trasiego de la lejía cáustica
clarificada.
El aparato que mejor se presta a estas operaciones, consiste en una cuba cilíndrica de
chapa, de 3,50 m. de diámetro por 2 m. de altura (fig. 89), provista en su interior de un
agitador y de un cesto de barras metálicas, colocado en la parte superior, cerca de la
pared.
Una tubería, provista de un grifo, está colocada cer-
««Página 05»».
380 EL AGUA EN LA INDUSTRIA TEXTIL
ca del fondo del aparato y sirve para vaciar las lejías cáusticas clarificadas. A este efecto,
se adapta a di-cha tubería, por el lado interior de la cuba, un tubo largo como la altura de
la misma mediante una rodillera, lo cual permite elevarlo o bajarlo según se necesite. Así
puede seguirse durante el vaciado, el nivel

!odas
Fig. 89. — Aparato para la obtención de sosa cáustica a partir del carbonato sódico.
superior de la lejía clarificada sin remover el lodo que se ha precipitado en el fondo.
Para la evacuación final de este depósito fangoso, se dispone una válvula sobre el fondo
de la cuba; esta válvula se acciona por una tija que sube hasta la par-te superior de la
cuba, tija que está rodeada en su extremo superior y que pasa por una tuerca sujeta a la
cuba. Un volante solidario de dicha tija permite hacer-la girar, abriendo así la válvula
inferior que da paso al depósito fangoso.
El aparato se completa con un tubo de vapor sumer•-gido hasta el fondo de la cuba, sobre
el cual se extiende horizontalmente. Esta última parte del tubo con-tiene numerosos
agujeros.
Este aparato se presta perfectamente a todas lasTRATAMIENTOS DEPURATIVOS 381
operaciones enumeradas al principio, y que vamos a detallar.
La disolución de CO3Na2 se efectúa disolviendo éste en el agua calentada al vapor y al
punto de ebullición. Es mejor agregar poco a poco el carbonato, y con preferencia a través
del cesto formado por fuertes barras de hierro y bien fijo al aparato. Si se dejara caer el
carbonato de golpe, se iría al fondo y formaría un terrón duro, que no se disolvería
fácilmente y podría resultar de ello una pérdida de sosa. Este inconveniente se evita con el
empleo del cesto metálico del que hemos hecho mención y manteniendo en movimiento
el líquido por medio del agitador mecánico, como se indica en la figura 89.
Si se quiere transformar completamente el CO3Na2 en NaOH, es indispensable emplear
una solución que no supere la densidad de 12° a 12,4° Bé. a 15,5° 0. ó 9,4° Bé a 60° C., es
decir, que no se deben disolver más que 42 Kg. de CO3Na2 (98/100 %) por 500 litros de
agua. En el caso de tener preparada una solución más concentrada, sería preciso rebajarla
con las aguas de lavar los lodos de caustificación.
Para la caustificación por la cal viva, el líquido alcalino se calienta hasta ebullición y luego
se vierte la cal en el cesto. No hay que emplear lechada de cal, sino precisamente cal viva
en pedazos. La cal se extiende en el líquido ; los trozos grandes, corno piedras, quedarán

dentro del cesto, en tanto que la crema pasará a través de los barrotes. Si el líquido es
mantenido siempre en ebullición y agitado, la caustificación quedará terminada en una
hora y media o dos hora •artir del momento en que se ha agregado en cuando, se toma
una muestra del Y éste en reposo para que se deposite a
formado y luego se vierte parte del cado en una copa, añadiendo un exces Si se produce
efervescencia, la caustifi pieta y hay que continuar.
d ir
pa d Q
o el COYf con-tenido - larü °' e SO4 C1H. aii no es com-
poay@l
o, - co`°
««Página 06»».
382 EL AGUA EN LA INDUSTRIA TEXTIL
La cantidad de cal empleada en la práctica es, generalmente, un poco superior a la
cantidad calculada teóricamente, de modo que 100 kilogramos de sosa exigen 600 de
buena cal.
Un método muy recomendable es hacer dos o tres operaciones de caustificación en el
mismo aparato sin limpiar ni retirar el lodo, empleando para la primera operación un
exceso de cal.
Para decantar el líquido, una vez terminada la caustificación, hasta cerrar la llegada del
vapor y parar el agitador, para que el lodo de CO3Ca formado se deposite en el fondo
después de algún tiempo, quedando la lejía clara por encima.
El líquido claro se trasiega por medio del tubo móvil, que se eleva hasta la superficie de la
solución, para ir bajándolo a medida que se vacía la cuba.
Para ahorrar cal, como que hay que emplearla en exceso, es recomendable hacer una
segunda operación antes de lavar los lodos y evacuarlos. A este efecto se vuelve a poner
una cierta cantidad de agua en la cuba, se calienta con el vapor y se añade sosa, como
para la primera operación. Si es necesario, se añade más cal, para conseguir una

caustificación completa.
Terminada la operación y trasiego, siendo ya el líquido claro, se agrega agua, que se
mezcla bien con el lodo por medio del agitador. Se deja decantar y se reco ge el agua
clarificada, que puede servir para la disolución de la sosa en otra operación o para rebajar
una lejía demasiado concentrada.
En resumen, el éxito depende de los siguientes puntos: que se prepare con todo cuidado
la solución de sosa, empleo de líquidos sódicos bastante flojos, adición de cal en pedazos
al líquido sódico en ebullición y mantenimiento de ésta y de la agitación en el aparato
durante unas dos horas.
Si se trabaja atentamente, se puede calcular que 1.500 a 2.000 Kg. de buen carbón bastan
para producir 1.000 Kg. de sosa cáustica a 70° en disolución.
TRATAMIENTOS DEPURATIVOS 383
La depuración de un agua dura con sólo NaOH es equivalente, hasta cierto punto, a la
depuración con cal y sosa, pues en realidad la sosa cáustica está obtenida a expensas de
una reacción exterior entre aquellas substancias. Una ventaja relativa es la de que por el
procedimiento cal-sosa debe siempre tenerse presente, mediante cálculo de la sosa
echada, la cantidad de NaOH que se puede formar luego, actuando sobre el agua en
depuración, y en el procedimiento directo del uso de NaOH, ésta se puede siempre
controlar y conocer.
El siguiente problema puede ser un ejemplo de con-traste entre ambos procedimientos
(cal-sosa y NaOH) :
Para corregir 50 m3 de agua cuya dureza es de 14° permanentes y 12° transitorios, ¿qué
cantidades de Ca0 y CO3Na2 serán necesarios? y ¿qué cantidad de NaOH se precisaría en
el caso de usarlo solo? En este último caso, ¿en qué condiciones de dureza quedaría el
agua?
1.0 Ca(OH)2 + CO3Na2 — CO3Ca + 2 . NaOH (1) (CO3H)2Ca + 2 • NaOH —+ 2 • H2O +
CO3Ca + CO3Na2 (2) SO4Ca + CO3Na2 -- CO3Ca + SO4Na2 (3)
En (2) vemos que dos moléculas de NaOH, o sea, 8 g. descomponen una molécula-gramo

de SO4Ca, puesto que producen un mol. de CO3Na2. Un mol. de SO4Ca =136 g. Un grado
hidrotimétrico expresado en SO4Ca = 0,014 g. de SO1Ca por litro. Por lo tanto, para des-
componer un grado hidrotimétrico de este sulfato se requerirá :
136 0,014. X = 0,008 g. de NaOH
2 40 X
En consecuencia, corresponden 8 g. de NaOH por m3 y grado. Llamando S al grado del
agua, en sulfatos, se necesitarán por m3 : NaOH =8 . S g.
Esta NaOH precipita indirectamente los sulfatos, pero directamente descompone una
cantidad de carbonato que vamos a calcular.
««Página 07»».
384 EL AGUA EN LA INDUSTRIA TEXTII TRATAMIENTOS DEPURATIVOS 385
Un grado hidrotimétrico expresado en CO3Ca = = 0,0103 de CO3Ca por litro. El peso
molecular del CO3Ca es 100. Por lo tanto, la cantidad de NaOH necesaria para eliminar un
grado es:
100 _ 0,0103
X = 0,00824 g. de NaOH por litro y grado 2.40 X
Como que para la eliminación de los sulfatos habíamos añadido 8 • S gramos de NaOH,
resulta que ya habremos eliminado S grados de dureza en carbonatos y nos quedarán por
eliminar C — S grados ; siendo. en este caso, C=12° y S =14°, resultará que C — S = =12 -14,
— 2, lo que indica que al eliminar los sulfatos nos quedarán anulados en exceso los
carbonatos; así es que primero tendremos que calcular la cantidad de NaOH necesaria
para eliminar éstos y ver luego la cantidad de CO3Na2 que tenemos que añadir para
eliminar los 2° de los sulfatos que aun nos quedarán:
NaOH = 8 . C = 8 . 12 = 96 g. por m3
al mismo tiempo eliminamos 12° de los sulfatos. Que-dan, por lo tanto, dos grados de
éstos sin eliminar : SO4Ca + CO3Na2 = CO3Ca + SO4Na2
136 106
136 0,014_ ; X = 0,0109
106 X g. por grado

y por lo tanto : CO3Na2 = (S — C)10,9 g. por m3 ; CO3Na2 = 2 -10,9 = 21,8 g. por m3.
Por medio de la ecuación (1) calcularemos las cantidades de Ca(OH)2 y CO3Na2 necesarias
para producir 96 g. de NaOH.
Ca (OH)2 + CO3Na2 = CO3Ca + 2 • NaOH
74 106 2.40
X = 85,05 g. de Ca(OH)2 por m3
106 X
X = 127,2 g. de CO3Na2 por m3 108 96
Para depurar los 50 m3 de agua se precisarán : Ca(OH) = 85,05 • 50 = 4.252,5 g.
CO3Na2 = (127,2 + 21,8)50 = 7.450 g.
2.° Con el empleo de NaOH solo, ocurriría: (CO3H)2Ca + 2.NaOH CO3Na2 + CO3Ca +
2.1120
CO3Na2 + SO4Ca -1. SO4Na2 + CO3Ca
SO4Ca + 2.NaOH – SO4Na2 + Ca(OH)2 (4)
Hemos visto que añadiendo 96 g. de NaOH por m3 se eliminan los carbonatos y al mismo
tiempo, debido al CO3Na2 formado, elimínanse 12° de los sulfatos y quedan por lo tanto
de éstos 2° de dureza que hay que eliminar con exceso de NaOH según la reacción (4). Un
grado de dureza en sulfato requiere:
136 0,014
- ; k = 0,008 g.
2.40 X
y por m3 : NaOH = 8 g. Y los dos grados requieren : 2.8 =16 g. de NaOH por m3. La
cantidad total de NaOH para la eliminación de la dureza será: (96 + 16) 50 = 5.600 g. de
NaOH.
3.° Quedará en el agua, en este último caso, el Ca(OH)2 que se forma en la reacción (4). La
cantidad que reste será:
136 _ 2 . 0,014: X = 0,0152 g. por litro.
74 X
Teniendo en cuenta que un grado de dureza expresado en Ca(OH)2 equivale a 0,0076 g.

por litro, el agua
25. — J. B. Puig. — El agua en la industria textil
74 _ X 80 96 '
««Página 08»».
386 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 387
después de la corrección con NaOH quedará con 2° de dureza. Como que antes de añadir
aquellos 16 g. de NaOH por m3 suplementarios, también tenía 2° de dureza, vemos que se
pueden ahorrar los 16 g. En definitiva, pues, la cantidad de NaOH consumido será de:
96.50 = 4.800 g.
4.° La dureza final será de 3° hidrotimétricos.
f) Depuración al fosfato trisódico. — La rectificación de un agua dura con fosfato trisódico,
que da fosfatos insolubles, limita a uno solo el producto corrector, obteniéndose además,
muy poca dureza residual (casi nula) ; el tiempo de reacción es pequeño y poco el exceso
de reactivo. El fosfato vuelve pasiva la planchó de la caldera haciéndola más resistente a la
corrosión.; en cambio, el precio del tratamiento es más elevado.
El químico español RoviiiosA-GuAsdl3 (1) nos da una valiosa referencia :
((HALL, en Estados Unidos, y LETEI,LIElt y SUNDER, en Francia, hace unos quince años
propusieron utilizar el fosfato trisódico como precipitante de las sales alcalinotérreas del
agua dura, y se encontraron, al hacer los ensayos, que este reactivo permitía llegar a cero
grados de dureza. A primera vista, las reacciones podrían escribirse de la siguiente manera
:
2.PO4Na2 + 3.(CO3H)2Ca = (PO4)2Ca3 + 6.CO3HNa
2.PO4Na3 + 3.SO4Ca = (PO4)2Ca3 + 3.SO4Na2
2.PO4Na3 + 3.Cl,Mg = (PO4),Mg2 + 6.C1Na
pero en realidad no sucede así. Según VERTÉS, para llevar a 3° un agua de 32,6°
hidrotrimétricos fué preciso gastar 1,6 g. de PO1Na3j mientras que si se hubiera formado
el fosfato tricálcico sólo se habrían necesitado 0,82 g. Por consiguiente, hay que admitir
que se forma un fosfato más básico, a la vez que parte del fosfato
(1) La depuración del agua en la industria. Afinidad, núm. 6 (II época), Barcelona.trisódico

se transforma en disódico, y, por lo tanto, la reacción vendrá expresada, según GERMAIN,
por:
(2x + 2y)PO4Na, + (3x + y)X,Ca + y.H20 =
= x(PO4)_3Ca.yCaO + (6x + 2y)XNa + 2yPO4HNa2
pero, además, el CO. que siempre contienen las aguas, en forma libre, actuará también
sobre el PO4Na3 transformándolo en fosfato disódico :
CO2 + H20 + 2.PO4Na, = 2.PO4HNa2 + CO3Na2
y teniendo en cuenta que los fosfatos monoácidos de calcio y magnesio son bastante
solubles, nos encontraremos con el caso de que usando la cantidad teórica de PO4Na3 no
depuraremos bien el agua. Siempre deberá emplearse un exceso de PO4Na3j y este
exceso estará en razón directa del CO2 libre del agua, y estará en función, además, de la
formación de un precipitado alcalinotérreo, que según los ensayos efectuados por
GERMAIN, viene expresado por la composición siguiente : 3 moléculas de Ca0 por algo
más de 2 moléculas de PO4H3. Pero se pueden obviar estas dificultades alcalinizando con
NaOH la solución de fosfato trisódico, precisamente en la cantidad necesaria para
retrogradar a trisódico el fosfato disódico formado. En esta forma, las reacciones
anteriores actuarán así:
CO2 + 2.NaOH = CO,Na2 + H20 2xPO4Na3 + (3x + y)X2Ca + 2yNaOH =
= x(PO4)2Ca3 . yCaO + (6x + 2y)XNa + yH2O
De aquí resulta que 40 g. de NaOH reemplazarán 380 g. de PO4Na3j con lo cual
obtendremos una notable economía.
LEICIK ha efectuado una serie de ensayos, con un agua de 29° de dureza, para comparar la
depuración cal-sosa con la del fosfato. A 90° térmicos ha encontrado que la depuración al
fosfato deja una alcali-
««Página 09»».
388 EL AGUA EN LA INDUSTRIA TEXTIL
nidad TAC de 0,75, y al carbonato de 4,2, con durezas respectivas de 0,95 y 4,2; y a 70° C.:
PO4Na3 (0,8 g¡litro) PO4Na3 alcalino (0,8 gilitro) CO3Na2 (0,8 gilitro)
TH TAC TH TAC TH TAC

2,5 26 0,5 31 3 64
Según esta tabla, el segundo procedimiento es el mejor para la depuración (aun cuando la
alcalinidad es algo superior a la del procedimiento al PO4Na3 solo). Pare-ce, pues, que en
vez de alcalinizar el agua con NaOH, es lo mejor empezar con una depuración cal-sosa y
acabarla con PO4Na3. JEANNER ha efectuado ensayos en este sentido y halló los datos
siguientes :
Agua depurada al cabo de una hora
TH TA TAC
180,6. 214,2.
El agua tenía primeramente 32 grados TH y la elevó a 7° con 5,75 TA y 7,25 TAC. De aquí
que GERMAIN llegue a la conclusión de que el procedimiento más racional de purificación
del agua sea el de cal-sosa, dejando el agua depurada con aquellas alcalinidades y con una
dureza de 5 a 6 grados (TA debe ser siempre mayor que la mitad de TAC). En estas
condiciones sólo se gas-tan unos 150 g. de PO4Na por m3, dejando el agua a 1 ó 1,5
grados TH.
Por último, como el PO4Na3 actúa contra la fragilidad cáustica y la corrosión, a la vez que
va disolviendo las antiguas incrustaciones, caso de haberlas, será conveniente mantener
un contenido de P205 en el agua de la caldera, que oscila entre 15 y 25 g. por m3 para
presiones medias y hasta 40 g. por m3 para altas presiones. También se puede usar el
fosfato disódico, peroentonces hay que trabajar con alcalinidades más elevadas, al salir el
agua depurada por la cal-sosa. Los aparatos pueden ser poco más o menos los mismos
que en los procedimientos clásicos. Damos a continuación el esquema de una instalación
mixta (fig. 90).
Finalmente indicaremos el método analítico al molibdato para compro-
bar el contenido en P205 del agua (método JEANNET) : Se toma 1 c. c. del agua depurada
o de la caldera, se le añaden 5 c. c. de una solución al 34 % de NO3NH4 y se hierve, luego
se añaden a 70° C. 20 c. c. de una solución nitromolíbdica, obtenida mezclando 1 parte de
NO3H a 19° Bé., 8 par-tes de Mo04(NH4).2 y
3 de agua. Si el agua contiene 50 g. por m3 de P205 se obtiene en seguida el precipitado

amarillo clásico. Si sólo contiene 34 g. por m3 el precipitado tarda 30 segun-dos en
formarse; un minuto para 20 g./m3 y 2 minutos para 8 g./m3. Si no se forma precipitado a
los 5 minutos, se puede deducir la ausencia de fosfato en el agua de la caldera.
En un trabajo particular que recientemente he publicado (1) se trata, también, de los
beneficios que pueden obtenerse en la industria textil con el empleo del fosfato trisódico,
en especial como agente rectificador de la dureza, como detergente, etc.
g) Depuración mixta sistema Balcke. — De todo lo que acabamos de exponer, podemos
deducir perfecta-
(1) El fosfato trisódico en la industria textil y en sus procesos accesorios. Acero y Energía,
núms. 15 y 16, Barcelona, 1946.
PO4Na3 (g. por m3)
1,5 0,9
5,5 6; —
7,25 8,25
Fig. 90. — Disposición de los aparatos en
una instalación mixta a la cal-sosa y fosfato
trisódico.
««Página 10»».
390 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 391
mente que en la práctica, ya sea debido a la naturaleza del agua que se trate de rectificar,
al uso a que vaya destinada una vez depurada o a la economía que se persiga en el
tratamiento, es factible y se suele recurrir al acoplamiento mixto de varios de aquellos
tratamientos. Así, por ejemplo, cuando la dureza es gran-de, muchos recomiendan y
practican un sistema mixto
Fig. 91. — Aparato purificador BA-RA-STU
no sólo con CO3Na2 y PO4Na3j sino hasta más complejo, como el que funciona a base de
los dos compuestos cita-dos y la cal viva.
En el sistema Balcke que vamos a describir en pocas palabras, se utiliza CO3Na2, NaOH y
PO4Na,; en conjunto, se trata de un procedimiento térmicoquímico precursor de una

corrección rápida de la dureza por etapas.
El aparato empleado, llamado BA-RA-STU (primeras sílabas del apellido de los tres
ingenieros que lo idea-ron) se esquematiza en el grabado 91. Éste consta de tres cuerpos :
descarbonatador (I), donde tiene lugar la primera purificación ; prerreaccionador (II), en
don-de se obtiene la segunda purificación, y el postreaccionador (III), donde se
experimenta la última de las operaciones purificadoras.
Por (a) entra el agua corriente y por (b) el vapor caliente. En (e) existe el depósito que
contiene. en di-solución, NaOH y P03Na2, y en el depósito (d) yace la solución de PO4Na3.
La disolución de sosa cáustica y carbonato sódico entra al cuerpo (II) por el embudo (e) y
tiene lugar la primera purificación al juntarse con el agua ya descarbonatada en el cuerpo
(I) por efecto del calor al caer en cascada; por (n) salen los barros resultantes que se posan
en el fondo del cuerpo (II), y el agua reaccionada con los agentes sódicos pasa por (f) a
través del filtro previo (g) que radica en el cuerpo (II bis). El agua así filtrada o purificada se
dirige por una tubuladura hacia (h) que no es más que un mezclador de aquélla con la
solución de fosfato trisódico que procede del depósito (d). La mezcla entra al cuerpo (III) a
través del embudo (i). En este cuerpo tiene lugar la tercera purificación ; los lodos se
descargan por (o) y el agua postreaccionada sale por (k) y pasa a través del filtro final (1)
dispuesto en el cuerpo (III bis). Por (m) sale el agua ya completamente purificada.
La materia filtrante de los filtros (g) y (1) suele ser cok y es de observar que el tratamiento,
por ser rápido, se realiza totalmente a temperatura elevada, pues el calor adquirido en el
cuerpo (I), en el que se produce la descarbonatación, no tiene tiempo de perderse durante
la breve marcha del agua por el resto del aparato.
Por referencias sabemos que se han obtenido buenos resultados por este procedimiento,
que está muy en boga en Alemania y EE. UU. de América (con un sistema modificado),
dejando el agua hasta a 0,5° hidrotimétricos.
h) Procedimiento de la barita y del
~na® rico. — Todos los procedimientos anterior ; vznéfneQO,a
vienen siendo aplicados desdé a e bastanfT años, siendo ya métodos clásicos. Moclern
ment se h1 ensayado la depuración con sales de bario. \ ogosl9 A®~~ ®<e

««Página 11»».
392 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 39
Por acción del carbonato de bario se precipita el yeso, consiguiendo, además, la ventaja
de que no que-den sales en disolución, pues los dos productos resultantes de la reacción
son insolubles :
SO4Ca -- CO3Ba = CO3Ca + SO4Ba
Por desgracia, la descomposición del yeso por la barita se desarrolla con bastante lentitud.
No obstante, el procedimiento parece indicado para corregir las aguas de mina y
subterráneas, en general, que son las que, según vimos, suelen ser más ricas en sulfatos
de cal o magnesio.
Como en los casos anteriores, especialmente en presencia de ácido carbónico, se
complementa el procedimiento adicionando cal. Por esta razón, algunos han propuesto la
substitución del CO,Ba por el Ba(OH), o el C1.,Ba.
Consecuencia de ese procedimiento fué que luego se introdujera en la técnica de la
depuración de aguas, la práctica con aluminato bárico, que es soluble en agua hasta el 10
%.
El (A102),Ba tiene la ventaja de formar por hidrólisis Ba(OH)2 que no se descompone, por
ser relativamente soluble. Y en esto se distingue del cálcico, pues siendo el Ca(OH)2
mucho menos soluble en agua que el Ba(OH) el aluminato cálcico no es estable en
solución acuosa, pues se descompone en cal y alúmina.
Por esta razón se emplea en la depuración, ya que la sal de bario precipita tanto los
sulfatos como los carbonatos y, por otro lado, el aluminio precipita en cambio, en parte,
con la cal del agua, como aluminato cálcico insoluble y, en parte, como hidróxido de
aluminio en copos. En el empleo de dicha sal, como con el CO3Ba, no resulta ningún
cuerpo soluble, lo que significa una gran ventaja con respecto a la purificación del agua
con CO3Na2. Incluso resulta superior al empleo de la permutita de GAus, en la cual pasa al
aguauna cantidad de sales alcalinas correspondientes a las sales alealinotérreas
eliminadas.
Sólo el precio relativamente elevado del aluminato u otras sales de bario, es lo que hace
poco económico su empleo. Sin embargo, técnicamente, no se puede discutir su enorme
ventaja cuando el agua a depurar ha de ir destinada, no a la alimentación de calderas, sino
a ciertas operaciones eminentemente textiles en las que, además de la exención de Ca,
Mg, Fe, Mn, etc., interesa muchas veces, como mínimo, que sean absolutamente neutras.
i) Purificación amplia con aluminato sódico. — El aluminato sódico se obtiene como
producto intermedio en la fabricación de la alúmina a partir de la bauxita, bien por ataque
pirogenado con CO3Na, a 1.000° C., o por tratamiento en autoclave a 180° C. por una lejía
de NaOH. Si se desea obtener un producto más puro, se trata directamente la alúmina por
el álcali.
Es un cuerpo blanco, difícilmente cristalizable, muy soluble en agua, con reacción alcalina
y cuya fórmula teórica es: A1,03 . Na2O, pero es necesario un exceso de álcali (1,2-1,3
Na20 por 1 A1,03) para que el producto sea estable. En efecto, se hidroliza en solución
hasta precipitar un gel de alúmina. Esta propiedad se utiliza, según LIEGERT, en sus
aplicaciones de carácter depurativo de aguas.
A causa de su alcalinidad, de su contenido en sosa y de su pasividad frente al hierro, el
aluminato sódico ha reemplazado al sulfato de alúmina como agente floculante de la
magnesia. Su empleo, asociado al del procedimiento cal-sosa, está muy extendido en
tintorería.
El aluminato sódico añadido al agua, bien en la caldera o preferentemente antes con la cal
y el carbonato sódico, precipita por hidrólisis la alúmina que arrastra la sílice que pudiese
contener el agua, en un precipitado coposo fácil de eliminar. Si el agua es fuerte-
««Página 12»».
394 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 395
mente alcalina, la precipitación de la sílice no es completa y hace falta precipitar en
principio, una parte por el sulfato de alúmina.
Un procedimiento puesto en práctica en 1938, consiste en depurar primeramente el agua
de alimentación por una cantidad suficiente de aluminato, en presencia de cal y sosa para

provocar una buena floculación y obtener después, por una nueva adición de aluminato,
la fórmula Na20 . Al203 . SiO3 del compuesto que se forma en la caldera. Las sales de
magnesio forman, con la sílice en presencia del aluminato, compuestos zeolíticos que
contribuyen a la eliminación de la sílice del agua de alimentación (desilicatización).
El aluminato de sodio se añade solo o con sulfato de alúmina a las aguas de albañal o
residuales para precipitar el sedimento ; su empleo no exige, como el del sulfato de
alúmina, la adición ulterior de cal para desacidificar el agua.
Por tratamiento con aluminato sódico y filtración sobre arena fina o sobre masa de
magno, se obtiene un agua pura, prácticamente exenta de compuestos orgánicos, hierro y
manganeso, y se evitan los inconvenientes del empleo de cloro.
El procedimiento de doble precipitación, basado en la acción del sulfato de alúmina sobre
la solución de aluminato sódico para la producción de precipitados activos, se ha
mostrado particularmente eficaz para este objeto. La alcalinidad del agua bruta se
aumenta al principio por la adición de aluminato sódico solo y después, con la adición de
las dos soluciones de sales de aluminio y tras enérgico batido, se provoca inmediata-
mente una precipitación completa. Como los copos de hidróxido procedentes de la
solución de sulfato tienen una carga positiva y las partículas procedentes de la solución de
aluminato una carga negativa, se produce una neutralización en la solución. El álcali del
aluminato reacciona, además, con el CO., exento de agua, fijándole bajo la forma de
carbonato, que por reaccióncon sulfato de alúmina se convierte en sulfato inofensivo. Los
gruesos copos resultantes de la doble precipitación se filtran bien.
Según veremos en el apartado 46, también se utiliza el aluminato sódico para el
desgrasado del agua de alimentación de las calderas.
j) Procedimientos de permutación mediante zeolitas; generalidades sobre estos
compuestos y funcionamiento industrial de los aparatos. -- Las zeolitas constituyen un
género mineralógico de la familia de los silicatos y, por lo tanto, los compuestos zeolíticos
pueden pertenecer a grupos distintos de silicatos alumínicohidratados, ya sean del de los
de calcio, potasio, bario o sódico ; todos ellos fusibles al soplete y atacables por los ácidos,
dejando sílice gelatinosa.
Las zeolitas empleadas, empero, en la purificación de aguas, ya sean de origen natural o
artificial, suelen pertenecer casi todas al grupo de los silicatos albmínico-sódico
hidratados, variando sólo unas de otras con respecto a su exacta composición química
que, aproximadamente, responden a la fórmula siguiente :
7a. SiO2Al2O3 . Na2O, x. H2O
en la que, generalmente, n puede variar de 2 a 10 y x es casi siempre igual a 6.
Sin embargo, existe la concepción de muchas fórmulas de constitución que intentan
explicar la de es-tos compuestos. Por ejemplo, MEZGER le atribuye la siguiente
configuración :
/ONa Si\OH O
O z Al
I ./O' Si--O/ \OH
HO
HOZ
O O — Al — O — Na, o bien:
HONSi/ HO/
««Página 13»».
396 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 397
Por el contrario, otros autores como ZIMMER, parece opinan que el sodio no va unido al
sílice, como en las fórmulas anteriores se expresa, sino a la alúmina :
OH .Si/—OH OH ,/ \oAl/
\ OA1/ \Si oH OH \OH
Las zeolitas naturales, de las que existen yacimientos en explotación en el Canadá, y sin
explotar todavía en Italia, poseen un color verde obscuro y su peso oscila entre 1,2 y 1,5
Kg. por litro.
WAY fué, sin duda, uno de los propulsores de esta aplicación asignada a las distintas
masas minerales permutíticas, pues ya en 1850 comprobó que los silicatos dobles del

suelo tenían la propiedad de cambiar las bases alcalinotérreas por las alcalinas. Ocho años
más tarde, EICHORN percibió el fenómeno opuesto, con lo que quedó patentizado que
aquellos silicatos complejos permitían un intercambio de bases.
WAY y EIOHORN, trabajando ya luego al unísono, descubrieron que las zeolitas naturales
podían ser mezclas de silicatos dobles alumínicos o bien silicatoaluminatos y
establecieron, en consecuencia, la clasificación de que los primeros contenían las bases
combinadas con ácido silícico, cambiándolas difícilmente. y que los segundos contenían
los álcalis y tierras alcalinas principalmente unidas a la alúmina y, por ende, que en poco
tiempo las cambiaban completamente. Los ensayos realizados por estos investigadores se
concretaron a un tipo: la natronchabacita:
HOZ ~OH
HO—Si — O — Si—OH OH
HOZ \O — Ale "ONa
la cual, por ejemplo, por tratamiento con SO.,Mg se transforma en magnesiachabacita y
SO4Na2. A continuación, extrayéndolas de las canteras o minas donde se hallaban,
estudiaron los tipos : escolerita, neulandita, analcita, mesotipa, levina, cabasita, etc.
Tras numerosos esfuerzos y después de muchos en-sayos, se llegó a descubrir para
acreditarse seguida-mente este producto natural de granos pequeños y
extraordinariamente duros que por el procedimiento de simple filtración, o sea haciendo
pasa» agua dura o cargada de metales alcalinotérreos, proporcionaría el agua
completamente purificada a cero grados de dureza, esto es, sin bicarbonato, ni cloruros, ni
sulfatos de calcio y de magnesio, que se transforman en sales de sodio dejando, por tanto,
a la zeolita convertida en un silicato alumínico-cálcico o magnesio hidratado que puede
regenerarse, según veremos después.
El uso abundante que últimamente se ha venido haciendo de este material, indujo a
GAUs. no hace muchos años, a intentar obtener las zeolitas artificialmente, lo que
consiguió plenamente fundiendo una mezcla de caolín, cuarzo y carbonato sódico, a cuya
masa le dió el nombre ya tan popular de permutita. No obstante, a través de los años,
GAUS ha tenido innumerables seguidores y de aquí que hoy existan muchos tipos de

zeolitas artificiales que, en el fondo, poco difieren en su composición, aunque algunas de
ellas, por mantenerse en hermético secreto, sólo pueden conocerse por medio de un
atento análisis. Las hay que están preparadas por fusión y otras por precipitación, y unas
son verdaderos sílico-aluminatos y otras sílico-ferratos, etc.
Como norma general, podemos señalar que la permutita está preparada con 4 partes de
SiO2, 1 parte de Al20, y 4 de Na20, calentando hasta fusión y operando, naturalmente, por
vía seca. Al final, se procura que la masa obtenida quede en forma granular. Estas zeolitas
artificiales son generalmente incoloras y de aspecto vítreo, pero las hay de color marrón y
hasta par-
««Página 14»».
398 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 399
das. Su peso por litro oscila entre 0,8 y 0,9 kilogramos.
Las permutitas tienen el inconveniente de ser muy sensibles al anhídrido carbónico y de
hidratarse si el agua que se depura y circula por la masa tiene una temperatura superior a
los 55° C. En estos casos, se convierte en un producto viscoso y pierde ya sus pro-
piedades.
Excepcionalmente, existen algunos tipos o marcas que por estar muy bien preparados no
adolecen de este inconveniente y, por eso, su poder permutante resulta más acentuado.
Comercialmente se distinguen dos tipos de zeolitas : las rápidas y las lentas. Las primeras
son de grano duro, trabajan por superficie y poseen un poder de permutación de 0,75 a
1,5 %. Las lentas, son permeables, trabajan con toda su masa y el poder de intercambio es
de 0,3 a 0,4 %. Aunque no existe ningún tipo de zeolita que sea completamente estable,
es de señalar que las de tipo rápido lo son menos que las de tipo lento.
Una zeolita excelente es la que posee una resistencia extremada a la calcificación, o sea, la
que se resiste a formar compuestos estables de Ca y Mg, cuando se traspasa el límite
máximo de permutación.
Las zeolitas naturales presentan la ventaja de que se disgregan menos, pero su
rendimiento es menor que el de las artificiales, que pueden llegar a poseer una capacidad
correctora 10 veces mayor. Esto otorga a las artificiales la ventaja de que para depurar
cierta cantidad horaria de agua, el aparato puede ser diez veces menor. También en el
caso de las variedades de permutita, el tiempo de regeneración es inferior al que
necesitan las zeolitas naturales, pero, por el contrario, éstas se disgregan la mitad que
aquéllas y, por lo tanto, duran más, o sea que su renovación no ha de ser tan frecuente.
El mecanismo depurativo del agua dura se funda, como se ha insinuado, en que por
sencilla filtración através de la zeolita, de un agua calcárea, es decir, con-teniendo en
disolución bases alcalinotérreas, se pro-duce un intercambio químico hasta el equilibrio.
entre las proporciones de las diversas bases de la zeolita y del agua, efectuándose una
verdadera permutación entre el calcio y el magnesio contenidos en ésta y el sodio
contenido en la molécula del silicato complejo. Esta reacción puede ser del todo completa
para que no que-den cantidades apreciables de sales de calcio y de magnesio en el agua,
consiguiendo para la misma cero grados hidrotimétricos.
Esta es la gran ventaja de las zeolitas con respecto a los otros tratamientos expuestos,
ventaja que va aumentando al entrar en la consideración de que las reacciones tienen
lugar en frío y sin necesidad de añadir reactivos, de que no se forman precipitados, de que
no hay que hacer cálculos a menudo (pues es insensible a las variaciones del agua a
purificar), de que no exige mucha vigilancia una vez establecido el régimen normal de
marcha y hasta a la sencillez de los aparatos que para ello se utilizan, los cuales no
necesitan mecanismos dosificadores. Este servicio francamente cómodo, sin que requiera
efectuar limpieza de incrustaciones ni separar lodos de las calderas, y el hecho de que
elimine, también con bastante eficacia los cloruros y el hierro y manganeso, hace que no
sólo sea empleado para purificar el agua destinada a la alimentación de los generadores
de vapor, sino preferentemente la que va destinada al Ramo de Agua, para el lavado,
teñido, etc.. de textiles. Por el contrario, en concepto de desventajas, debe apuntarse que,
como en el trata-miento con CO3Na2 o NaOH, el agua queda sensible-mente sódica,
alcalina, y no elimina el CO,; lo que puede ser desventajoso en ciertos casos o para
determinadas aplicaciones. Ordinariamente cuando el agua que se ha de purificar
contiene CO2 no se depura por este procedimiento, por el riesgo que se corre de que se
forme bicarbonato sódico. Si a pesar de todo se desea emplear

««Página 15»».
400 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 401
este procedimiento, debe desgasificarse previamente el agua.
Es de advertir que algunos autores mantienen en cierta reserva el uso de este
procedimiento cuando el agua va destinada precisamente a la alimentación de calderas,
ya que como es natural, aparte de su sencillez, débese tener en cuenta que la vaporización
produce, según se ha dicho más de una vez, la concentración al-calina en el interior del
generador de vapor. Con ello debe procederse a copiosas purgas para evitar los in-
convenientes señalados y la pérdida de calor que ello supone, sumada a la que representa
la renovación completa del agua de la caldera, que periódicamente se eleva a un 21,5 %
de las calorías utilizables, partiendo de que la dureza del agua empleada sea de 21°
hidrotimétricos y que se tolere en el interior de la caldera 1 Kg. de sosa por m3 de agua
contenida en la misma. Más adelante, no obstante, veremos un acoplamiento que ciertos
técnicos han ideado para evitar esos inconvenientes y poder seguir valiéndose de la
permutación como parte básica y esencial de la depuración propuesta.
A continuación damos las reacciones de la permutación, designando por el símbolo ZNa2
la zeolita sódica y por ZCa o ZMg la cálcica o magnésica que se forma una vez consumado
el intercambio :
(CO3H)2Ca + ZNa2 = 2.CO3HNa + ZCa
SO4Ca + ZNa2 = SO4Na2 + ZCa
CL20a + ZNa2 = 2.C1Na + ZCa
y lo mismo para las sales de magnesio.
La zeolita puesta en acción va empobreciéndose poco a poco en sodio y enriqueciéndose
en calcio y magnesio, con lo que aumenta también progresivamente la disminución de su
capacidad de reacción, hasta llegar a un momento en que queda inactiva y es preciso
regenerarla.
Para regenerar la zeolita agotada basta sólo ponerla en contacto con una solución de una
sal alcalina,empleándose normalmente el cloruro sódico de determinada concentración.
La permutación se efectúa entonces en sentido inverso, siendo sólo necesaria una vez la

regeneración, efectuando un lavado para eliminar las sales solubles producidas. Las
reacciones que tienen lugar son:
ZCa + 2.C1Na = ZNa2 + CL2Ca ZMg + 2.CINa = ZNa2 + CL2Mg
y así queda otra vez una zeolita sódica, con idénticas propiedades a la primitiva, dispuesta
de nuevo a des-endurecer otras cantidades de agua ordinaria.
La cantidad de sal común o ClNa que se consume para la regeneración de las zeolitas se
refiere generalmente al grado-metro cúbico de agua descalcificada, lo que corresponde a
una eliminación de 10 mg. de CO3Ca. La sal puede ser comercial, pero de buena calidad y
debe contener, como mínimo, no menos del 98 % de CiNa. Las impurezas que contuviera
perjudicarían la regeneración, particularmente las sales de Ca y Mg. La presencia de 1 %
de estos compuestos aumenta. el consumo de sal de 4 a 5 %, y por esto se indica que si en
el agua a depurar existen cloruros en grandes cantidades, el CINa que se forma, impide la
reacción de la zeolita sobre las sales de Ca y Mg, ya que de una manera continuada y
simultánea, va convirtiendo de nuevo la zeolita cálcica y magnésica en zeolita sódica. En
este caso, pues, el tratamiento de un agua tal con zeolitas no ofrece ventaja alguna.
Teóricamente se necesitarían 10 g. de ClNa por grado y metro cúbico, pero,
prácticamente, la cantidad que se necesita para la regeneración oscila entre 30 y 35 g. por
grado-m3. Este consumo crece cuando se permutan aguas que contienen ya de por sí algo
de sales sódicas. La sal se hace pasar a una concentración del 10 %, previamente
calentada a unos 50° C. Es posible economizar una determinada cantidad de sal,
efectuando la regeneración en dos etapas. Se manda, para
26. — J. B. Puig. — El agua en la industria textil
««Página 16»».
402 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 403
ello, sobre la zeolita que debe ser regenerada, la sal-muera que procede de la operación
anterior y después se alimenta con salmuera fresca, recogiéndola en vistas a la
regeneración siguiente. Este sistema complica, no obstante, la maniobra y el material,
siendo recomendable sólo en los lugares donde el precio de la sal común sea elevado. La
economía obtenida representa un 15 a 20 % de CiNa.

La masa permutante o correctora, si es de buena calidad, dura de 5 a 10 años,
perdiéndose siempre por arrastre y por disgregación, lo que es de gran interés para
tenerlo en cuenta en el cálculo del precio de coste del permutado. Normalmente, el precio
de la permutación por m3 ha venido siendo, en los últimos años, de unas 0,10 pesetas.
Algunas casas especializadas citan una pérdida anual del 5 % por arrastre y disgregación.
Para facilitar el cálculo de los aparatos, se ha adoptado la unidad litro-grado o su múltiplo
m3-grado, que vale 1.000 veces más. Esta definición supone lo que la experiencia ha
demostrado : que es equivalente permutar X litros de agua a un grado de dureza, que un
litro de agua a X grados de dureza. De manera que, A litros de agua a B grados de dureza,
están ligados a la relación A B= X. El poder de permutación de los di-versos tipos de zeolita
no puede indicarse con una precisión absoluta, dependiendo de varios factores y
pudiendo oscilar entre 600 litros-grado por litro de zeolita natural a 1.700 para zeolitas
artificiales, y llegando hasta 3.000 litros-grados en zeolitas sintéticas.
Dicho de otra manera, el poder permutante es la cantidad de Ca0 que pueden fijar 100 Kg.
de producto zeolítico seco. Cuando, como antes (al hablar de zeolitas rápidas y lentas), se
dice que el poder permutante de una zeolita es del 0,8 %, significa que 100 Kg. de la
misma pueden fijar 800 g. de CaO.
Naturalmente que en el poder de permutación de una zeolita, además de ser un factor
preponderante su na-turaleza, está también en relación con las características del agua.
Veámoslas.
Por ser las reacciones de permutación citadas equilibrios químicos, las aguas ricas en sales
de sodio se permutarán mal, debiendo tenerse en cuenta un factor de corrección y no
siendo posible, en este caso, obtener un cero hidrotimétrico. Ante un exceso de ClNa en el
agua a depurar, esta sal intervendrá, como se ha ex-puesto, en el segundo miembro,
desplazando el equilibrio hacia el primero.
Las aguas ácidas deben neutralizarse previamente, pues tanto un ácido como el CO_
atacan el grupo Na20 de la zeolita y ésta se va agotando por quedar ácida. Puede añadirse
al agua a depurar, que sea ácida, una solución de sosa, la que dará bicarbonato y así la
zeolita actuará en ambiente neutro. El CO2 ya hemos di-cho que debe eliminarse

previamente, desgasificando el agua. Existen zeolitas que tratadas con agua carga-da de
CO2, a las 300 regeneraciones pierden ya un 10 % de su poder permutante. Si se quiere
reconstituir su alteración puede tratarse la zeolita con una solución de silicato alcalino en
exceso, a unos 60 grados
Las aguas excesivamente ferruginosas pueden también provocar la disminución sensible
del poder per-mutante. Debe evitarse en lo posible filtrando previa-mente el agua a
depurar con (SO.,)3Al2 y arena, o desferrizándola antes que se formen depósitos de
Fe2O3, de azufre, o que queden aceites, etc., sobre la masa de zeolita, pues todos ellos
llegan a reducir a cero muchas ve-ces el poder de permutación.
Las aguas calientes ya hemos dicho que disolvían o volvían viscosas a las zeolitas. Por lo
tanto, la máxima temperatura admisible debe ser de 50° C. para las zeolitas naturales y de
40° C. para las artificiales. De todos modos, para asegurar la estabilidad de la masa y evitar
discusiones con los suministradores es preferible trabajar con agua fría.
Las aguas muy duras se portan, en presencia de la
««Página 17»».
404 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 405
zeolita, como si su dureza fuera superior a la que le asigna su grado hidrotimétrico. El
aumento de dureza que hace intervenir, varía, aproximadamente, de un 5 % para un agua
a 50° de dureza y 15 % para un agua a 100° hidrotimétricos. En casos de aguas
excesivamen-
Fig. 92. — Modelo corriente de un purificador Pernio
te duras no se puede emplear este procedimiento, pues en el transcurso del lavado ya se
habría agotado la zeolita antes de eliminar el ClNa.
Los aparatos empleados son varios, aunque en el fondo todos son parecidos provengan de
un constructor o de otro. Seguidamente vamos a describir el popular tipo Permo, que
suministra la ya mentada firma PASA.
Este purificador (fig. 92 — Modelo corriente, puri-ficando 23 m3 de agua por hora a base
de un agua de 28° de dureza) es de tan fácil instalación que basta intercalar un bi-pas en la

tubería de impulsión del agua, según demuestra el esquema de la figura 93. Ocupa muy
poco espacio (hasta 10 veces menos que un aparato purificador Cal y Sosa, figura 94) y por
simple filtración y al máximo de veloci-
dad, proporciona el agua corregida a cero grados. Hay que tener en cuenta, no obstante,
la correspondiente pérdi da de carga debido a la tubería del aparato y a sus diferentes
codos, así como a una cierta resistencia del producto al
paso del agua; aproximadamente, unos 5 metros. Por esto en ciertos casos se aconseja la
instalación de una bomba centrífuga sobre la tubería de alimentación del aparato.
En el esquema de la figura 95 tenemos un aparato depurador con la instalación accesoria
(parte izquierda). En el interior de la columna o aparato, existe en la parte baja un doble
fondo y sobre él una capa de grava dispuesta en tres estratos de tamaño diferente cada
uno, de tal modo que la capa más gruesa o formada por los granos de mayor tamaño esté
situada en la parte inferior. Estas capas de grava ocupan un espesor de 1/4 de la altura
total de la columna. Encima de ésta se dispone la capa de permutita que tiene un espesor
aproximado de media columna.
Las uses del funcionamiento del aparato son:
1.a Depuración (trazo de rayas). Se abren las es-pitas 2, 7 y 4, y se cierran las 3, 5 y 8. El
agua entra por la parte superior, atraviesa el filtro y sale por la
AGUA A
CERO°
Fig. 93. — Instalación de un aparato Pernio, sobre la tubería general de impulsión de agua.
««Página 18»».
406 EL AGUA EN LA INDUSTRIA TEXTIL
inferior. Por lo tanto, la filtración o depuración se efec túa de arriba abajo a una velocidad
de 2 a 10 m. por hora, según la dureza, aunque tanto la altura de la capa de permutita, la
velocidad de filtración como la dureza total, están en una proporción determinada para
cada
Fig. 94. — Gráfico comparativo del volumen ocupado por un aparato purifi-
cador Cal y Sosa y un Pernio.

agua. La espita 6 se deja abierta para dar salida a las burbujas de aire que pueden
producirse. El agua pasa por 2, interior del aparato, de arriba abajo, y por 7 y 4.
2.a Vaciado del aparato. Se cierran 2 y 7 y se abre 8. El excedo de agua que llenaba el
aparato se escurre y va al desagiie.
3.a Esponjado y lavado de la masa permutante (trazo de raya y punto). Se cierra 8 y se
abren 7, 1 y 3. El agua entra ahora por la parte inferior, recorre el aparato de abajo arriba
y sale por la parte superior aldesagüe arrastrando las impurezas. Recorrido : 1, 7, aparato
(de abajo arriba) y 3. La espita 6 debe mantenerse abierta.
4.a Regeneración (trazo de puntos). Se cierran las espitas 1, 7 y 4, y se abren las 5 y 8. La
solución salina, procedente del tanque de la izquierda que generalmente se coloca a nivel
del suelo, entra por la parte superior.
Fig. 95. — Esquema de un aparato Permo, con su instalación accesoria
desaloja el agua que llenaba la columna y atraviesa ésta de arriba abajo, saliendo al
desagüe. Entrando por 5, atraviesa el aparato de arriba abajo y sale por 8. Cuan-do el agua
que sale es salada, indica que esta fase ha terminado.
5.a Escurrido de la solución salina. Se cierra la es-pita 5 y se deja abierta la 8. Se abre la 2 y
empieza a mandarse agua. Cuando el agua que sale por 8 es dulce, puede comenzarse de
nuevo el ciclo correctivo, cerrando 8 y abriendo 7 y 4 (ver primera fase)..
Y así sucesivamente.
En las figuras 96, 97, 98 y 99 presentamos, respectivamente: un tipo sencillo de Permo
visto de frente, por el exterior, a punto. de funcionar; un grupo que comprende un filtro
horizontal de gran redimiento. cuya limpieza se efectúa por contracorriente de agua,
««Página 19»».
408 EL AGUA EN LA INDUSTRIA TEXTIL
y un aparato Permo para purificar a un rendimiento horario de 30 m3 (ambos aparatos
van intercalados sobre la impulsión de la bomba de la fábrica) ; una batería de Permos
para el tratamiento de agua a 30° hidrotimé-
Fig. 96. — Permo de tipo sencillo
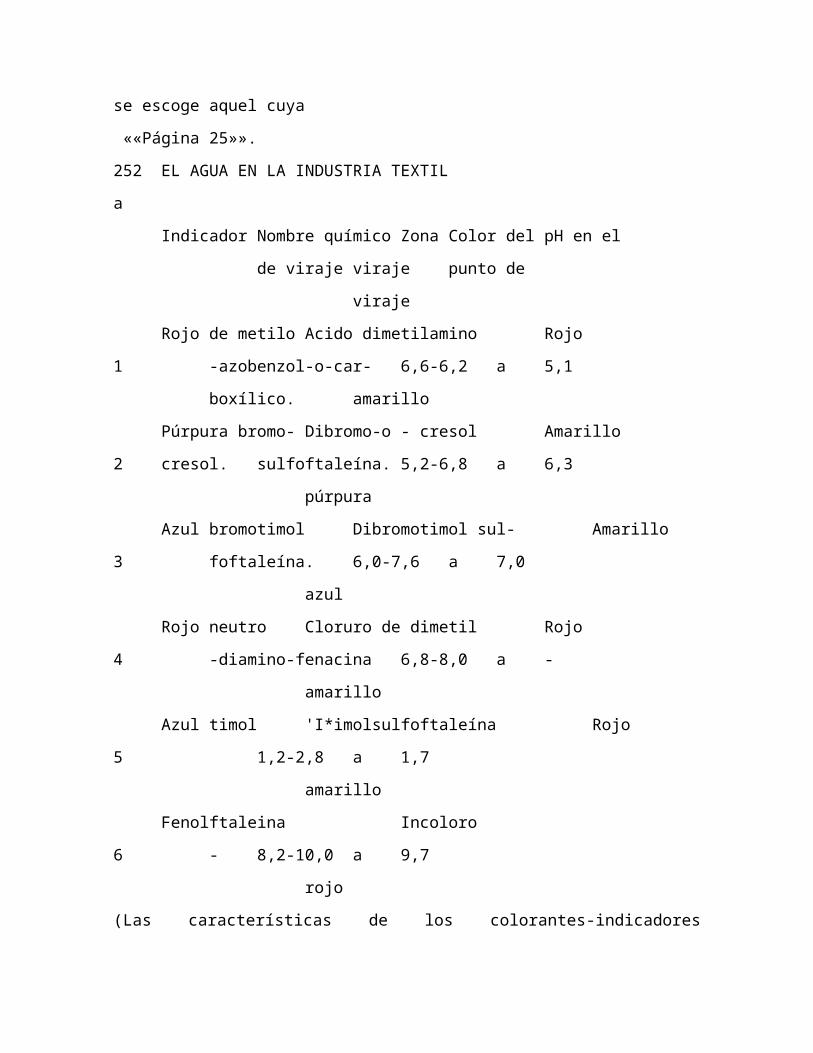
tricos a un rendimiento de 80 m3 por hora y, finalmente, unos aparatos Pernio, tipo
horizontal, en batería para un rendimiento horario de 30 m3. instalados en los sótanos de
una fábrica.
Es de advertir que la misma casa PASA construye actualmente aparatos Pernio en los que
se substituye el conjunto de las ocho espitas o grifos por el sistema de mando universal a
base de un volante, a través del cual
TRATAMIENTOS DEPURATIVOS 409
Fig. 97. — Grupo comprendiendo un filtro horizontal de gran rendimiento y
un aparato Permo.
Fig. 98. — Batería de Permos de tipo vertical
««Página 20»».
410 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 411
se efectúan, a la vez, todas las conexiones de tuberías para pasar de una operación a la
inmediata siguiente.
Según referencias de la casa PASA, el costo de la purificación en la mayoría de los casos, es
decir, cuan-do se trata de aguas de composición corriente, el gasto de sal es mucho más
reducido que el de los reactivos
Fig. 99. — Batería de Pernos de tipo horizontal
que se necesitan para la purificación parcial de las mis-mas aguas por el procedimiento
cal-sosa, según antes expusimos. La purificación de 1. m3 de agua de 20° de dureza, ha
venido resultando a 12 céntimos, o sean 600 gramos de sal corriente comercial, de buena
calidad.
Otro tipo de aparato análogo al anterior es el construído por la firma OTJA. Véase una
unidad en el grabado 100 y una instalación en batería en la figura 101. Se suministran
desde para 3 litros por minuto con un consumo de sal para la regeneración de 0,5 Kg.,
eliminando 7.500 litros-grados (tipo doméstico) hasta para 1.700 litros por minuto,
consumo de 540 Kg. de sal y eliminando 14 millones de litros-grados (tipo gran in-dustria),
pasando por 24 tipos intermedios entre los que están los tipos semiindustrial o para
pequeñas industrias y laboratorios especiales.

Ulteriormente, ha aparecido en el mercado el moderno aparato electroautomático
denominado Rectifer, que es de funcionamiento continuo. La propaganda comercial. del
mismo distingue once ventajas, a saber :
Fig. 100. — Purificador «OTJA», trabajando por permutación zeolítica
construido enteramente con materiales inoxidables ; sus tubos no son metálicos y, por lo
tanto, es evitada la corrosión y los efectos de la condensación; efectúa tres operaciones
continuas y simultáneas (descalcificado, doble regeneración y lavado) ; la doble
regeneración reduce el consumo de sal en un 40 %, ya que, antes de ser des-echada el
agua salada al desagüe, se aprovecha para una primera regeneración del tubo siguiente ;
gasto de flúido eléctrico prácticamente nulo ; van provistos del nuevo producto "rectifit"
de gran elasticidad y cuatro veces más activo que las masas antiguas ; agua a casi cero
grados hidrotimétricos, garantizados ; por su funcionamiento automático imposibilita la
introducción de sal en las calderas, evitando así las corrosiones, las pérdidas de juntas,
etc. ; no necesita atención ni cuidado
««Página 21»».
412 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 413
alguno, pues efectúa todas las operaciones automática-mente; son de construcción
netamente nacional y se fabrican en todos los tamaños.
El citado descalcificador electroautomático (véase en la figura 102 un tipo pequeño)
consta de seis cuerpos permutadores cilíndricos, dispuestos en forma re-
Fig. 101. — Batería de purificadores «OTJA»
vólver que periódicamente rehabilitan su poder descalcificador e invierten,
alternativamente, la circulación del circuito rectificador, para renovar, activar y lavar o
limpiar la masa filtrante, asegurando por este procedimiento una mayor penetrabilidad,
un trabajo más íntimo y regular de la zeolita artificial utilizada («rectifit»), la eliminación
de barros y sedimentos, y sobre todo mi aumento notable en la producción por kilo-carga,
cuya constante normal queda sensiblemente aumentada. Así, de los seis cuerpos, dos

permutan, dos efectúan el esponjamiento de la masa y dos se regeneran mientras tanto.
Cuando se ha filtrado un determi-
nado caudal de agua, el preciso para convertir toda la zeolita sódica en cálcica o
magnésica, automáticamente dan una fracción de giro los cilindros, pasando al
esponjamiento los que estaban permutando y a permutar los que estaban regenerándose.
De este modo se obtiene un chorro continuo de agua
desendurecida con un grado hidrotimétrico constan-te de 0,4 a 0,5.
El Rectifer es, por lo tanto, mi aparato descalcificador uiagnííicamente ideado y de
notables cualidades en cuanto a su ser-vicio, reuniendo además la ventaja de que en su
funcionamiento no es de temer el peligro de las corrosiones producidas por el oxígeno
libre, ya que aquél queda salvado al realizar-se automáticamente la desgasifi cación
parcial del agua al tener abierto el de-pósito de reserva. No es menos importante el
ahorro de la mano de obra y ese cerebro mecánico que, gracias a la electricidad,
se encarga de hacer accionar los dispositivos de cambio de conexión de los cilindros v
tuberías cuando ha transcurrido el tiempo determinado, que se puede concretar a
sabiendas de la dureza que normalmente lleva el agua que entra a purificarse. No
obstante, cada vez que ésta varíe, deberá también alterarse el automático de cambio de lo
cual depende la regularidad matemática en la dureza del agua suministrada.
En la figura 103 se exhibe un modelo completo de
Fig. 102. — Tipo pequeño del descalcificador electroautomático Reclifer.
««Página 22»».
414 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 415
tipo industrial pequeño. La casa suministradora posee hoy aparatos iguales a éste de
aspecto, pero de mucha mayor capacidad, aptos para grandes instalaciones del Ramo de
Agua. Modernamente, tanto tratándose de
Fig. 103. — Rectifer de tipo industrial de pequeña capacidad
este purificador electroautomático como de otros, se tiende a proyectar baterías de
depuradores de dimensiones reducidas con objeto de subdividir el trabajo de la masa
permutante y suprimir las masas enormes de material filtrante que serían precisas si se

construyesen los aparatos a base de un solo cuerpo. No obstante, un aparato Rectifer,
como queda dicho, puede ser hasta
tres veces más pequeño que otros aparatos que también trabajan por permutación, a
igualdad de capacidad rendible. La inspección del funcionamiento de los que se hallan en
marcha permite sentar el criterio de que dicho purificador ha de tener favorable acogida,
máxime tratándose de una patente totalmente nacional española.
k) Métodos de permutación mediante resinas sintéticas; fundamento y trabajo. — Desde
que GAUS logró preparar no técnica sino industrialmente, a través de la firma "Permutit A.
G." de Berlín, la zeolita artificial, aparte de que ya hemos dicho que fueron muchos los que
le imitaron creando zeolitas análogas (por ejemplo, la empresa inglesa "Babcok & Wilcox"
distribuye un procedimiento de permutación en el que la masa es de esta naturaleza,
llamándola "zerolit"), otros muchos se propusieron obtener, sintéticamente, un producto
que respondiera al mismo fin.
A tenor de que alguien se aventuró a observar que en la operación con las zeolitas,
además de un intercambio de bases, intervenían también fenómenos de naturaleza
coloidal (adsorción, etc.), no faltaron quienes descubrieron la posibilidad de que
acoplando ambas acciones podían lograrse resultados más eficaces.
No hace muchos años que en Alemania la "I. G. Farbenindustrie A. G." dió el primer paso
en este sentido, siguiéndole poco después un pequeño grupo de gran-des empresas
norteamericanas. Con la aparición de unas resinas sintéticas especiales se señaló, acaso
con mayor optimismo que exactitud, la posibilidad de poder obtener agua destilada de
una pureza equivalente a la obtenida por destilación térmica. Las resinas propuestas para
este nuevo tratamiento fueron de dos clases: la de tipo fenol-formaldehido polihídrico,
para cambiar, por ejemplo, la impureza de cloruro de calcio en ácido clorhídrico,
substituyendo el calcio por el hidrógeno, y la de tipo formaldehido-amina, cuya misión es
eliminar el ácido mismo.
««Página 23»».
Á
416 EL AGUA EN LA INDUSTRIA TEXTIL

Como medio de substituir una clase de impureza por otra, de naturaleza menos nociva, las
resinas fenólicas polihídricas constituyen un perfeccionamiento sobre ciertos otros
materiales, pero las resinas formaldehidoamino, utilizadas juntamente con las otras,
ofrecen un método de purificación completamente nuevo El hidrógeno presente en el
grupo hidroxilo de las resinas, espontáneamente entra en la solución para reemplazar los
iones calcio, magnesio o sodio, y formar ácidos, o, si así se prefiere, la resina puede
hacerse reaccionar con sodio, que reemplazará a las impurezas de Ca y Mg, como si fuera
la permutita.
Las resinas fenólicas, se asegura que son físicamente más estables que otras substancias
utilizadas para ablandar el agua, empleadas con anterioridad; esas substancias actúan con
una concentración ácida mayor y son significativamente de acción más rápida. Sin
embargo, y con excepción de los casos afortunados en que el carbonato constituye una de
las impurezas y puede ser eliminado en la forma de gas carbónico, después del
tratamiento. no existe auténtica eliminación de substancias disueltas en el agua. La
eliminación en su totalidad corre a cargo de las resinas formaldehido-amina, que actúan
sobre los ácidos previamente producidos. La teoría de esta eliminación no aparece del
todo clara, pero se cree que en ella se comprende la adsorción superficial y la reacción de
los ácidos con los grupos amínicos de las resinas. De esta manera, en un agua que
contenga cloruro de calcio como impureza, se puede reemplazar el calcio por el hidrógeno
para formar C1H, mediante el tratamiento con la resina fenólica, separando luego el ácido
clorhídrico con la resina amínica. De la misma manera que las resinas fenólicas pueden
regenerarse con una solución ácida, después de agotadas, la resina amínica puede
regenerarse con una solución al-calina.
Industrialmente, hasta el momento, sólo se conoce como puesta en práctica la resina de
tipo fenol-for-
TRATAMIENTOS DEPURATIVOS 417
maldehido polihídrico, y aunque de ella existen ya más de una marca, la más conocida
entre nosotros, es la alemana denominada "Wofatit". Con esta masa es posible substituir
los cationes (por ejemplo : Ca++, Mg++, Na+, etc.) por H— (intercambiador H—) y tambien

los aniones (por ejemplo : SO4=, CO3=, C1-, etc.) por iones OH— (intercambiador de iones
011—). A decir verdad, el "Wofatit" u otra masa análoga de las que permutan el metal
alcalinotérreo por hidrógeno, tienen un inconveniente grave para el agua destinada a
calderas, ya que si bien los bicarbonatos poseen CO2 menos perjudicial, hasta cierto punto
comparado, los SO4N (sulfatos) producen SO4H2 que puede llegar a producir corrosiones
mayores. Para operaciones de tintura, sin embargo, el inconveniente no es tan grave, pues
si bien en algunos casos la acidez no conviene, puede neutralizarse con facilidad. Sobre el
moderno procedimiento de permutar los cationes por aniones orgánicos de acción menos
perjudicial (lo que en realidad podemos denominar de bipermutación) no tenemos por
ahora, más que referencias teóricas y de laboratorio, aunque los ensayos prácticos en la
industria ya han avanzado un criterio sobre su empleo : el de su carestía.
Según BAUMAN, actualmente puede obtenerse una resina cambiadora de cationes, de
muy buena calidad, del tipo fenol-formol con grupos nucleares sulfónicos. La capacidad de
cambio de esta resina es mucho mayor que la de las conocidas hasta ahora, tanto en el
ciclo sódico como en el ácido. La resina es estable y no varía de color en un amplio campo
de pH hasta 100° y presenta gran estabilidad frente a los rápidos cambios de
concentración de sales. Los ensayos realizados para la eliminación de dureza de aguas y
desmineralización, han dado resultados satisfactorios.
La. firma "Nise", de Barcelona, que ya hemos citado varias veces, muy al corriente en las
cuestiones de depuración de aguas, representa hoy en España el procedimiento "Wofatit",
y en su explotación ha aprovechado
27.—J. B. Puig. — El agua en la industria textil
««Página 24»».
4ES EL AGUA EN LA INDUSTRIA TEXTIL
las innegables ventajas que ofrece este intercambiador que trabaja por procesos de
absorción físico-química, expendiendo bajo distintas marcas la resina fenol-formaldehido
ácida, básica y alcalina. Así, podemos decir que el "Wofatit" rectificado, adoptado por
((Nise)) pue-
Fig. 104. — Batería de purificadores trabajando con «Wofatit»

de ser apto para purificar el agua destinada a calefacción y, a gusto de los consumidores
del Ramo de Agua, puede emplearse con el objetivo previamente requerido de que el
agua corregida quede ligeramente ácida o alcalina, según convenga.
Los tipos y marcas son:
"Wofatit P": Preparado para el tratamiento de aguas muy calientes, hasta 95° C. La
resistencia de esta marca a las temperaturas elevadas suele aventajar a la de las zeolitas
naturales y artificiales o permutitas.
"Wofatit K" : Para la corrección de aguas muy duras y temperaturas de hasta 50° C.
TRATAMIENTOS DEPURATIVOS
419
"Wofatit Ks": Para tratar aguas bastante alcalinas ; soporta los 70° C.
" Wofatit M": Se utiliza, combinado, apropiadamente, con "Wofatit" K o Ks y P para la
supresión de aniones y cationes (eliminación de residuo fijo). La eliminación de sulfatos,
cloruros y, en general, de radicales áci-
Fig. 105. -- Otra batería de aparatos descaicificadores operando con «Wofatit»
dos por intercambiadores de bases puede efectuarse con esta marca.
El producto sintético de referencia posee buena resistencia al roce, debido a ser muy
elástico y friable, por lo que no existen casi pérdidas por destrucción y
empequeñecimiento del grano, debido al frote que entre sí sufren en los procesos de
regeneración y lavado. Tiene, además, una buena resistencia a las variaciones del p11, así
como la facultad de poder pasar a su través
aguas calientes hasta los grados centígrados expresa-dos. No es agrio.
Los aparatos utilizados son análogos a los ya cita-
««Página 25»».
420 EL AGUA EN LA INDUSTRIA TEXTIL

dos para la permutación con zeolitas, en los que se substituye ésta por la resina. En las
figuras 104, 105, 106, 107, 108, 109 y 110 pueden verse varios de ellos instala-
dos por la mentada firma.
El proceso para la corrección de la dureza tiene lugar haciendo pasar el agua dura a través
del aparato o masa filtrante (resina sódica) como en el
caso del Permo,
siendo así retenidos los iones Ca y Mg, y cediendo en su lugar iones Na. La dureza final es
prácticamente de cero grados. Cuando la masa de resina llega a la saturación de cal y
magnesio, se regenera su poder igualmente con
CiNa. Las reacciones son las siguientes, llamando WNa2 a la resina sódica y WCa y WMg al
"Wofatit" resultante del intercambio :
WNa2 + SO4Ca = WCa + SO4Na2 WNa, + (CO3H),Ca = WCa + 2.CO,HNa
y lo mismo con las sales de magnesio. En la regeneración ocurre:
WCa + 2.C1Na = WNa, + CL2Ca
Un tratamiento mixto a la cal-"Wofatit" se puede utilizar siempre que se quiera rebajar el
residuo fijo de
TRATAMIENTOS DEPURATIVOS 421
un agua cuya dureza temporal sea superior a la permanente, o sea que contenga más
bicarbonatos que sulfatos. Tratando primero el agua con cal, como sabemos, se logrará
rebajar el residuo fijo del agua precipitando la dureza temporal de la misma hasta el límite
de solu-
Fig. 107. — Otra importante batería de descalcificadores por el procedimiento
al «Wofatít».
bilidad del CO3Ca y, también precipitar parcialmente el hierro, si lo hubiera en poca
cantidad, al estado de hidróxido y englobar y arrastrar la mayor parte de las partículas en
suspensión que puede contener el agua. De la misma manera se actúa sobre el CO2 libre.
Este procedimiento mixto se aconseja cuando el agua a tratar reúne las condiciones
antedichas y se trata de alimentar calderas que trabajan a presiones superiores a los 10

Kg., pudiéndose evitar de esta forma
Fig. 106. — Instalación purificadora completa,
concebida y montada por «Nise».
««Página 26»».
422 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 423
la producción del fenómeno de fragilidad cáustica, reduciendo grandemente el número de
purgas. Las reacciones en este caso son :
1.0 (CO3H)2Ca + Ca(OH)2 = 2.CO3Ca + 2.H20 (CO2H)2Mg + Ca(OH)2 = 2.CO3Ca + Mg(OH)2
+ H20 2.° SO4Ca + WNa2 = SO4Na2 + WCa
Fig. 108. — Dos aparatos purificadores de gran capacidad, operando con
«Wofatit», provistos de los más perfectos aparatos de control.
Este proceso redunda también en una mayor economía.
Cuando las aguas son muy ricas en bicarbonatos, pueden conseguirse los efectos
anteriores haciendo pasar el agua, sucesivamente, por dos aparatos en el que el primero
contenga W12 y el segundo WNa2. Así, en un tratamiento totalmente a base de resinas se
logra, primeramente, retener los cationes Ca y Mg, cediéndonos la resina WH,
hidrogeniones que unidos al radical ácido producirán un agua con un pH bajo y luego se
transformarán los bicarbonatos alcalinotérreos en bicarbonatos sódicos; una mezcla
adecuada de las dos aguas nos dará agua próxima a la neutralidad y CO, que se
desprenderá. Para lograr la casi neutralidad del agua tratada podría colocarse un tercer
aparato conte-
Fig. 1G9. — Otra instalación purificadora proyectada por «Nise»
Fig. 110. — Batería de cuatro aparatos preparada para operar según un trata-
miento mixto en el que está incluido la resina «Wofatit».
««Página 27»».
424 EL AGUA EN LA INDUSTRIA TEXTIL
TRATAMIENTOS DEPURATIVOS 425
niendo el "Wofatit P" de acción amortiguadora (substancia tampón). Las reacciones son:
1.er aparato : SO4Ca + WH2 = SO4H2 + WCa

2.° aparato : (CO3H)2Ca + WNa2 = 2.CO3HNa + WCa
La mezcla reguladora de los dos tipos de agua será: SO4H2 + 2.CO3HNa = SO4Na2 + 2.CO2
+ H20
El WH2 una vez saturado bajo la forma WCa o WMg se regenera con ClH o SO4H2 diluídos
WCa + 2.C1H = CL2Ca + WH2
El WCa en que se transforma el primitivo WNa2 se regenera con C1Na, como siempre.
Por el procedimiento anterior se logra la eliminación total de la dureza y sólo parcialmente
las sales disueltas. Si se quiere conseguir una eliminación casi completa puede operarse en
tres aparatos que contengan el primero WH2, en el segundo W(OH)2 y el ter-cero
"Wofatit P", corno en el caso precedente.
El WH, fijará los cationes cediendo hidrogeniones y el W(OH)2 fijará los aniones cediendo
oxhidrilo que unidos a los anteriores hidrogeniones rendirán agua prácticamente libre de
sales. Este procedimiento combinado demuestra el partido que se puede sacar incluso de
las resinas fenol-formaldehido.
En este caso la eliminación es por adsorción de las sales disueltas y se debe sobreentender
que los dos primeros filtros deben trabajar conjuntamente, por una disposición adecuada.
El tercer aparato que trabaja con "Wofatit P" funciona como regulador del pH, como en el
caso anterior. He aquí las reacciones especiales :
SO4Ca + WH2 = SO4H2 + WCa SO4H2 + W(OH)2 = 2.H20 + WSO4
Lo mismo ocurre si en vez de SO,Ca se trata de un cloruro cualquiera.
La regeneración de la W(OH)2 ahora en forma de WSO., se logra mediante una solución
diluída de lejía de sosa cáustica:
WSO4 + 2.NaOH = W(OH)2 + SO4Na2
Según referencias, operando con esas resinas en buenas condiciones, puede obtenerse la
transformación de un agua bruta en otra depurada, en la forma que se desprende del
análisis que se expone :
El coste se ha venido calculando en unos diez céntimos, aproximadamente, por cada 100
litros de agua depurada.
En la tabla de la página siguiente se establece la comparación entre "Wofatit", glauconitas

(arenas ver-des), intercambiadores de carbón y zeolitas artificiales. (Publicada con fines de
propaganda, la aprovechamos nosotros para que a través de la misma pueda hallar el
lector indicios de contraste) :
Desde luego, las resinas sintéticas poseen la incontrovertible ventaja con respecto a las
zeolitas, en general, de que no ceden sílice, que se ha comprobado que fácilmente dejan
las glauconitas (algunas hasta 15 mg. por litro).
Como final, describiremos brevemente los resultados obtenidos por el doctor ingeniero
KARL HOFER en los ensayos que fueron realizados en uná instalación de filtros "Wofatit".
El agua de pozo acusaba un grado total hidroti-
Agua bruta Agua rectificada
8
24°
0,380 g.
0,060 g.
0,750 g.
1.000 ohmios
7
0,0.2° 0,00 g. 0,002 g. 0,009 g.
35.000 ohmios
pl1
Dureza total
s03=
Cl- . . . .
Residuo fijo. . .
Resistencia eléctrica
««Página 28»».
426 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 427
métrico de 18,2°, al que correspondía una crudeza del carbonato de 14,2°. Se ha previsto
una rebaja del grado hidrotimétrico en una instalación de descarbonización. El agua

destinada a la descarbonización se mezcla con agua saturada de cal. La cantidad de cal ha
de ser tal que no dé lugar a la descarbonización completa. El exceso alcalino del agua
descarbonizada no ha de ser muy elevado. Después de la clarificación se filtra el agua
tratada con un filtro de gravilla y luego se rebaja el grado hidrotimétrico con productos de
intercambio básico. Los ensayos se llevaron a efecto en filtros de "Invertit" y de "Wofatit"
a fin de obtener ciertos datos comparativos. Para la regeneración se empleó una solución
de sal de un peso específico de 1,2. El servicio se lleva a efecto llenando poco a poco los
filtros con la solución de sal. En los filtros de "Invertit" se hace pasar durante 40 minutos la
solución de sal a través de los mismos, y en los de "Wofatit" se ha previsto la duración de
una hora y tres cuartos a dos horas. Luego se enjuagan hasta que el contenido de iones de
cloro del agua filtrada sea poco más o menos idéntico al correspondiente al agua del pozo.
Al llevar a efecto la comprobación del rendimiento se rebajó el grado hidrotimétrico del
agua hasta que en la misma pudo observar-se 0,1°. En el cuadro de la página siguiente se
dan a conocer los resultados obtenidos en el ensayo de comprobación de rendimientos.
Es de observar que los ensayos se llevaron a efecto con filtros "Invertit", que
posteriormente fueron rellenados de "Wofatit". Las dimensiones de los filtros no
responden, por lo tanto, a las corrientemente empleadas para el relleno con "Wofatit". Sin
embargo, puede observarse que el "Wofatit A" es más ventajoso para la filtración que el
"Invertit" (otro tipo de resina sintética de análogos efectos permutantes, actualmente con
franca tendencia al desuso).
1) Instalación industrial de procedimientos acopla-dos. — A primera vista, muchos
industriales y técnicos
'oo mb
v
O ro
:9 o
2 h o
El Up 11 ó a
L5 oa

ó
o ó
co o co o.i
co co
o o 0
aa
o
41 .o _
a —U
^o °
o o ó ó
o
o
oo
á ro
ó y a A v
o w
o a. y .c
R a v
N V Q!
v El a~ O)
C/D
b ó
V U U
o o o
ó ó
U
o
co

<ti
o o
m
o
R .E
u
R o,
««Página 29»».
428 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 429
creen poder conformarse con agua purificada a 4° ó 5° hidrotimétricos, influídos
seguramente por el hecho de que la práctica de aquellos métodos y substancias con las
que pueden lograr una corrección a cero suelen ser de un coste muy elevado. Pero, en el
fondo, nadie puede ignorar que un agua que aún marque 5° de dureza quiere decir que
equivale a 5 Kg. de CO.,Ca por cada 100 m3 o, lo que es lo mismo, que descompone, con la
pérdida consiguiente y formación de precipitados, 500 g. de jabón por m3.
Precisamente por esto, y para compensar lo oneroso que representa utilizar únicamente
un agente rectificador precursor de los cero grados hidrotimétricos, muchos se han
inclinado, ya hoy, a proceder a la instalación industrial de procedimientos acoplados; en
los que el trabajo fuerte de rebajar el mayor número de grados de dureza se otorga a los
procedimientos económicos y, finalmente, se refina la corrección con productos de más
valor y de trabajo perfecto. Modernamente, se ha contrastado que lo que cuesta rebajar a
cero el agua a 5° de dureza procedente de una previa purificación a la cal-sosa, por
ejemplo, con otro aparato a base de zeolitas, resinas sintéticas o fosfato trisódico no tiene
punto de comparación con lo que se pierde utilizando directamente el agua a 5°
hidrotimétricos.
El sistema Balcke, del que hemos hablado antes, acaso fuera el precursor de una serie
indefinida de instalaciones mixtas que hoy se han propuesto y de algunas de las cuales
vamos a tratar ahora.

Recordemos que al hablar del Yermo hemos dicho que el agua permutada era rica en
CO3HNay que al pasar a la caldera y calentarse pierde CO2, cede agua y da CO3Na, que es
el que concentrándose comunica alcalinidad (puede ser superior a un pH = 9) y, además
de ser sumamente perjudicial para las planchas de las calderas, ataca al bronce.
Para subsanar este inconveniente se propone, amén de otras, una instalación como la que
se diseña en el
izo
oo l o o o r- d o o 0 ó
ti d 0 o o 1.Ib- así' o-
d+ os, N cYJ
N
Ñ °-° di l o o cacó 0 0 0 0
.TI•1 00 o 0- cc, en cc- 0.-
00 cc' cin
t, 01
6= ° cc, O O `Ó C– O
-~ d m o cc~ 0
-- o: rn 0
a~ o -
cc,
OC OC cV
E o o
0
E
,U U o
bbAA u O bbn
G n v
<Id CLI
-d R, ^~ cd cC

bA bbn
o
0
CI
cci u
0 *1 .--i .O rv cr~
cio Ón0 d, o c r o 0 0 ó
n - 00
o-
o
o
o b
^
ct
o
• 0 „d
ó u
^ U b bA
-á o v v w .5
-ó
c.d U 5
U
.0
a~ u
• U "Cl
cid
'I-j '5J o
V
E
c,d
o
U
'U M
u U
v U
cid
U E a
• L) Q rLu V
b
Ñ U
o
o N
• o
• • U
• o
• 0
««Página 30»».
430 EL AGUA EN LA INDUSTRIA TEXTIL
TRATAMIENTOS DEPURATIVOS 431
grabado 111, en la que se acopla el servicio del Permo con el del Recúper. El dispositivo de
funcionamiento es el siguiente: el Recúper manda una parte del agua del Permo, rica en
CO3HNa a la caldera (línea continua de un solo trazo) y parte a un depósito solidario al
Recúper. El agua de la caldera se enriquece en CO,Na2, pero esta agua alcalina, rica en
sosa, se manda al Re-
Cu6erzd
I sq
Fig. 111. — Esquema de una instalación en la que se acopla el servicio del

Pernio y el Recu er.
cúper (línea de trazos), donde se mezcla con la bicarbonatada y la procedente de la
tubería general rica en bicarbonatos de cal y magnesio, sulfato cálcico, etc. (línea de trazo
y punto). En el Recúper tienen lugar las reacciones siguientes :
2.CO3HNa + SO4Ca = CO3Ca + CO2 + H20 + SO4Na2 SO4Ca + CO3Na2 = CO,Ca 1 + SO4Na2
o sea, que el agua pierde los carbonatos alcalinos precipitándolos en la forma conocida de
sal cálcica y ad-quiere, en cambio, el sulfato sódico que, como sabemos, no es perjudicial
porque es estable y neutro. A la salida del Recúper, el agua reaccionada se filtra para
retener el CO3Ca y se manda a la caldera por otra tubería (línea de doble trazo continuo),
lográndose de este modo evitar que la alcalinidad debida al carbonato sódico se
mantenga dentro de unos límites que no produzcan per-turbaciones ni perjuicios.
La misma empresa PASA verifica otras instalaciones semejantes que tienden a evitar la
producción de la f'ragi.lidad cáustica. En la figura 112 tenemos un grupo comprendiendo
un aparato neutralizador automático
Fig. 112. — Grupo compuesto de un aparato neutralizador automático y una
batería de aparatos Pernio.
suprimiendo la alcalinidad resultante de un tratamiento cal-sosa, y una batería de
aparatos Permo, para un rendimiento horario de 50 m3.
La firma «Nise», a su vez, también tiene propuestas para el mismo fin otra serie de
instalaciones mixtas, tres de las cuales vamos a reseñar. La primera (figura 113) sigue el
procedimiento sistemático: carbonato sódico o sosa cáustica, agua de purga de la caldera,
fosfato trisódico y desgasificación. El agua cruda entra en la instalación de corrección por
el distribuidor A, donde se divide en una corriente principal y otra parcial. La corriente
principal pasa por el precalentador
««Página 31»».
432 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 433
de cascadas B, calentándose hasta 70°-80° C. con los vapores procedentes del reductor J, y
también con vapor de escape o vivo, mientras que la corriente parcial hace funcionar el
dosificador D de las soluciones de CO3Na, o NaOH y PO4Na3.

Fig. 113. — Esquema de una instalación mixta «Nise». Procedimiento sistemático: sosa,
agua de purga de la caldera, fosfato trisódico y desgasificación.
La solución de CO3Na, o NaOH se mezcla con el agua caliente que sale del precalentador,
en el mezclador en forma de espiral que lleva el clarificador E1. El agua y el reactivo
descienden en remolino por un embudo o campana, obteniéndose así una mezcla íntima
de ambos, la cual favorece las reacciones de desendurecimiento. En la parte inferior del
embudo comienza la precipitación de las sales insolubles formadas, continuando en el
exterior del mismo, dando por resultado unagua eficazmente preclarificada. Ésta rebosa
dentro de un anillo, desde donde pasa al clarificador E2. El anillo de rebosamiento cubre
todo el espacio de la campana, recogiendo el agua por igual en toda su circunferencia.
Aplicando sólo el procedimiento purga-fosfato trisódico, se realiza en el clarificador El el
desendurecimiento con las sales alcalinas contenidas en la purga y en la campana de
reacción E2, la precipitación de la dureza residual con PO,Na:,.
Para eliminar la dureza residual del agua desendurecida basta 2°-4° hidrotimétricos con
CO3Na, o NaOH, se le añade PO,Na, a su entrada en el mezclador del clarificador E,. Al
salir de éste, el agua entra en el desgasificador G, donde descendiendo en cascadas, se
calienta hasta 100° C. mediante vapor en contracorriente. Al mismo tiempo, por la acción
térmica, se elimina todavía más dureza, de modo que este desgasificador trabaja también
como un postdesendurecedor. Colocándolo delante del filtro (patentado), se consigue que
éste retenga totalmente los fióculos precipitados. En el desgasificador son expulsados
todos los gases disueltos. Los vapores que se producen se mandan al precalentador de
casca-das. La regulación de la temperatura del agua en el des-gasificador, que siempre ha
de ser de 100° C., se efectúa mediante el regulador H. Desde el desgasificador, el agua
pasa al filtro de sílex F. El agua desendurecida, con un residuo máximo de 0,7°
hidrotimétricos, completamente clara y libre de partículas en suspensión, abandona el
filtro por un fondo de colectores y entra en el depósito de agua corregida.
Para asegurar el máximo desendurecimiento, el agua depurada contiene siempre cierto
exceso de reactivos, los cuales se van acumulando cada vez más en la caldera a medida
que se evapora el agua. Para evitar una concentración alcalina demasiado elevada, se

conduce una parte del agua de la caldera hacia el clarificador E,, rebajando su presión en
el reductor hasta la presión atmosférica. Mientras el vapor de expansión producido
28. — J. B. Puig. — El agua en la industria textil
««Página 32»». Posiblemente vengan aquí en la
corrección434 EL AGUA EN LA INDUSTRIA TEXTIL
se dirige al precalentador de cascadas, el agua de la caldera, a unos 100° C., va hacia la
espiral del clarificador El, donde refuerza con su exceso de reactivos la
acción de la sosa.
Para añadir al clarificador un exceso de sales neu-
Fig. 114. — Esquema de una instalación acoplada «Nise». Procedimiento sis-
temático: cal-sosa, agua de purga, fosfato trisódico y desgasificación.
tras, las cuales no reaccionan con las productoras de dureza, parte del agua de la caldera
se arroja, desde el reductor, continuamente al exterior.
Otra instalación acoplada es la que se esquematiza en la figura 114 que trabaja con cal-
sosa, agua de purga de la caldera, fosfato trisódico y desgasificación ulterior. El agua cruda
entra a la instalación de corrección por el distribuidor A, donde se divide en una corriente
principal y dos parciales. La corriente principal pasa por el precalentador de cascadas B,
calentándose hasta 70°-80° C. con los vapores procedentes del
TRATAMIENTOS DEPURATIVOS 435
desgasificador El y del reductor J, y con vapor de es-cape o vivo. Una de las corrientes
parciales fluye a la parte inferior del saturador de cal E, sirviendo para dosificar la cantidad
de agua de cal que se ha de añadir, mientras que la otra corriente parcial hace funcionar el
dosificador D de las soluciones de CO3Na» y PO4Na3.
El agua saturada de cal y la solución de sosa se mezclan con el agua caliente que sale del
precalentador de cascadas en el mezclador en forma de espiral del clarificador F. El agua y
los reactivos descienden en re-molino por un embudo o campana, obteniéndose así una
mezcla, íntima de ellos, la cual favorece las reacciones de desendnrecimiento. En la parte

inferior del embudo comienza la precipitación de las sales insolubles formadas,
continuando en el exterior del mismo, dando por resultado un agua eficazmente
preclarificada. Ésta rebosa dentro de un anillo desde donde pasa al clarificador F2. El anillo
de rebosamiento cubre todo el espacio de la campana, recogiendo el agua por igual en
toda su circunferencia.
Para eliminar la dureza residual del agua, desendurecida hasta 2°-4° hidrotimétrícos con
cal y sosa, se le añade fosfato trisódico a su entrada en el mezclador del clarificador F2. Al
salir de éste, el. agua entra en el desgasificador II. donde, descendiendo en cascadas, se
calienta hasta 100° C. mediante vapor en contracorriente, expulsándose todos los gases.
Al mismo tiempo se elimina todavía más dureza, como en el caso anterior. Y en lo
sucesivo, la marcha se regula ya exactamente como hemos expuesto en la instalación
precedente. En las figuras 113 y 114, C es el depósito de lejías.
La tercera y última instalación acoplada de la casa Nise» es la que se esquematiza en la
figura 115, la que trabaja metódicamente por cal-"Wofatit", agua de purga de la caldera,
desgasificación y fosfato trisódico. El agua a depurar entra en la instalación de corrección
por el distribuidor A. Generalmente se gradúa la entrada de agua, para que se ajuste al
consumo, por medio de
««Página 33»».
436 EL AGUA EN LA INDUSTRIA TEXTIL
una válvula accionada por un flotador en el depósito de alimentación. En el distribuidor se
divide el agua en una corriente principal y otra parcial. La corriente principal pasa por el
precalentador de cascadas B calentándose hasta 70°-80° C. con los vapores procedentes
del desgasificador M y del reductor R, y también con
Fig. 115. — Esquema de una instalación mixta «Nise». Procedimiento sistemático:
cal-«Wofatit», agua de purga, desgasificación y fosfato trisódico.
vapor de escape o vivo. La corriente parcial fluye a la parte inferior del saturador de cal C.
asciende lenta-mente por el interior de éste y entra en el. clarificador D en estado de agua
saturada de cal. La dosificación de cal se hace, por lo tanto, variando más o menos el
caudal de la corriente parcial.

El agua saturada de cal se mezcla con el agua caliente (que sale del precalentador de
cascadas en forma de espiral), en el mezclador del clarificador D., descendiendo en
remolino junto con el reactivo por un embudo o campana, con lo que se obtiene una
mezcla íntima, la cual favorece las reacciones transformadoras de los bicarbonatos. Las
sales insolubles formadas comienzan
TRATAMIENTOS DEPURATIVOS 437
a precipitar en el fondo del embudo, precipitación que continúa en el exterior del mismo,
dando por resultado un agua considerablemente preclarificada y con una dureza temporal
máxima de 3° a 4° hidrotimétricos. Después rebosa dentro de un anillo, desde donde pasa
al depósito intermedio E. Dicho anillo cubre todo el espacio de la campana, recogiendo el
agua por igual en toda su vircnnfereneia, como en los casos considerados anteriorniente.
1fiia de las bombas 11' aspira el agua del depósito interruedio y la introduce en los filtros
de sílex Ha y H2, de donde sale i u r un fondo de colectores completamente clara y libre de
partículas en suspensión, pasando a continuación, sucesivamente, por los
intercambiadores de " Wofatit J", y por el desgasificador M.
A la entrada de los intercambiadores de resina el agua posee 3°-4° de dureza temporal y la
misma dureza permanente que el agua originaria, y a la salida tiene una dureza total
inferior a 0,2° hidrotimétricos.
El agua limpia y desendurecida desciende en cascadas por el desgasificador, calentándose
hasta 100° C. mediante vapor en contracorriente, expulsándose con ello todos los gases
disueltos. Los vapores que se producen se mandan, igualmente, al precalentador de
cascadas. La regulación de la temperatura del agua en el desgasificador, que siempre ha
de ser de 100° C. se efectúa mediante el regulador N. Desde el desgasificador pasa el agua
al depósito de alimentación O, construído debajo del mismo, de donde la extraen las
bombas de alimentación de los generadores. Para eliminar los últimos restos de dureza y
dar al agua la alcalinidad conveniente, se añade en el depósito 0 solución de PO. Na.,
preparada en el depósito Q.
Con el fin de evitar una concentración de sales demasiado elevada, se conduce una parte
del agua de la caldera hacia el reductor R, rebajando su presión hasta la atmosférica.

Mientras el vapor de expansión producido se dirige al precalentador de cascadas, el agua
de
1
««Página 34»».
438 EL, AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 439
JOSÉ LLOR BOIX
ESPECIALIDADES INDUSTRIALES SECCIÓN TRATAMIENTOS DE AGUAS
BARCELONA, ROSELLÓN, 220 TELÉFONO 81328 - TELEGRAMAS: IMLLOREX
Cuestionario de Preguntas
para una instalación purificadora de aguas
Casa
Domicilio .. .... .. Plaza ..
Se ruega llenar exactamente las casillas del cuestionario y el envío de tres a cinco litros de
agua a purificar en botellas de vidrio, bien limpias y con sus correspondientes etiquetas.
La toma de la prueba de agua se efectuará mediante un tubito de goma bien limpio, por el
cual se dejará pasar algunos minutos el agua a purificar y después se enjuagan las botellas,
que de antemano se han limpiado con mucho cuidado, varias veces.
Una vez terminada esta operación se introduce en la botella el tubito de goma hasta tocar
casi el fondo para evitar que al burbujear el agua sea introducido o arrastrado aire.
Una vez la botella llenada, se deja que el agua rebose durante algún tiempo para que el
contenido de ésta se haya cambiado un par de veces. Después de esto se quita el tubo de
goma.y se vierte algo del contenido de la botella para que no llegue, estando la misma
derecha, el agua a tocar el tapón. Entre éste y la superficie del agua debe haber de 2 a 5
centímetros de distancia.
El tapón debe ser bien limpio, siendo el mejor tapón, el de vidrio. Los tapones deben ser
enjuagados bastante tiempo también con el agua a purificar (usando tapones de corcho
deben ser absolutamente nuevos)
Caso que no haya sido efectuada la toma de pruebas con el esmero antes detallado el

análisis es nulo e inservible. Existiendo planos o croquis de instalaciones purificadoras en
servicio rogamos nos envíen los mismos o copias. El estudio, análisis y proyecto son
completamente gratuitos.
1.° ¿Cuáles son los inconvenientes que desea usted
corregir?
2 ° ¿Cuántos metros cúbicos deben ser tratados
por hora?
e) Pare elimemecien a. celda..
Al Pm. qué alee° ae .ervie,ea
3 ° ¿Además del agua tratada se utiliza agua pro-
cedente de condensación, para la alimentación
de las calderas y qué cantidad?
4.° ¿Cuánto tiempo debe estar funcionando la ins-
talación durante 24 horas y qué intervalos podrá
haber y duración de los mismos?
5.° ¿De dónie procede el tagua a purificar?
da an arroyo, lego, e.lengde, río, poso, en.blacimienle
póblice, eta
t.e debe indico lo m4 exeaameut. pn.ible ie proceden.
ni. del egue y edmo.. recoge)
6 ° ¿De qué forma será introducida el aguó a tratar
en la instalación purificadora? (por bomba cen-
trifuga, por bomba de pistón, por cañería a
presión o depósito montado en alto).
¿A qué presión llega al purificador?
7° ¿Existen depósitos montados en alto y cuántos?
¿Qué capacidad tiene cada uno de ellos?
¿Qué altura tienen sobre la plataforma de la
bomba?

¿Cuál de estos depósitos será destinado para
el agua purificada?
ri ° ¿Qué aspecto tiene el agua a purificar?
¿Está el emplazamiento de la toma de agua
expuesto a ensuciarse o a absorver impurezas,
de qué clase podrán ser estas suciedades?
9." ¿Existe un análisis del agua y qué resultado se
ha obtenido? (copia exacta del análisisya
efectuado)
10 ° ¿Qué temperatura tiene el agua a purificar?
II " Qué calderas se usan y tipos
Marcas de las mismas.
Superficie de calefacción.
H. P.
Presión máxima a que trabajan.
Régimen de extracción de vapor.
Jornada de trabajo.
12 ° ¿Existe ya una instalación para purificar agua
y puede ser ésta cambiada o ampliada por
nuestra instalación?
•) Qué rendimiento horario Heno, que ríeteme y por quo
tare ha ,ido coneuuida.
Qué medida. firmen lo. di.c nt°. recipiente. y depón
o. de le inelsleeión
bi Cuente cenlided de cal y cm... lejía de .o.e o lejía
de bicarbonelo es añade por metro cúbico el egue
cl Si .a oraseis con celenlemianfo del en. e qué
ampareauree máxime. ae eco.lumbre llene,
dl Cuento.orado.lhidrotimdnico., trence... ellos...)

n d°vle ol l,
egue .tede.
mue
al Al u.er eg purilicede qué aiticullade. be» podido
rob.ervnd,.tin. oxldeci°n,., parlo,.
o.onee por acción guíelas,, smc II
OBSERVACIONES.
De la exactitud y detalle del cuestionario depende. 1. ersolenióe perfecta del problema de
monas que existe en su fábrica.
Fecha
'gua. l coreo
««Página 35»».
440 EL AGUA EN LA INDUSTRIA TEXTIL
la caldera, a unos 100° C., atraviesa un calentador de haz tubular S, donde cede su calor al
agua cruda.
En el caso de que la lechada de cal deba prepararse a flor de tierra, se ofrece el depósito T.
provisto de un mecanismo agitador v una pequeña bomba de elevación, o bien un eyector
por chorro de vapor.
Véase en los grabados de las páginas 438-439 una reproducción de las dos caras de la
hoja-cuestionario que presenta la firma «Nise» a todo particular que se interese por una
instalación purificadora de aguas, en calidad de previo asesoramiento antes de emitir su
recomendación o de presentar su proyecto. En las observaciones que en dicho
cuestionario se hacen y a través del encasillado de preguntas del mismo puede ver el
lector las condiciones y datos que es preciso conocer para acometer la resolución de una
cuestión tal.
TRATAMIENTOS DEPURATIVOS 441
m) Purificación por electroósmosis. — Actualmente, también se realiza en gran escala, la
eliminación de las sales y de la dureza del agua por electrólisis y electro-ósmosis. Para ello
se emplean, según GAE11TNEP, apara-tos constituídos por 10 células de tres

compartimientos, construidas en forma de filtro-prensa y enlazadas con-juntamente,
conforme puede verse en el grabado 116 (véase en la figura 117 un detalle de las cámaras
de las células). El agua bruta se introduce en el espacio central de la primera célula, así
como en los espacios catódico y anódico de las células 1-9. Del compartimiento
intermedio o central de la primera célula se conduce el agua, mediante un sifón, al
compartimiento intermedio de la segunda célula, de éste al compartimiento central de la
tercera célula y así hasta conducirla al compartimiento central de la décima y última
célula. Bajo la influencia de una fuerza electromotriz aplicada, los aniones y cationes de
cada compartimiento central se mueven, respectivamente, hacia el compartimiento
anódico y catódico contiguo. El agua que se hace ácida en los compartimientos primeros y
alcalina en los se-gundos, se elimina por lavado con agua cruda, siendo la cantidad de
agua de lavado el 40 % de la cantidad de agua a purificar.
El agua que sale de los compartimientos catódicos puede ser utilizada para el lavado de
los compartimientos centrales, pues por la precipitación de hidróxidos de calcio y
magnesio, -habrá disminuído bastante su
Fig. 116. — Esquema de un filtro-prensa «Siemens & Halske> para la depura-
ción electrolítica del agua.
dureza. Se realiza así una purificación escalonada, la cual exige, a medida que el agua es
más pura, una tensión más elevada. Para vencer las resistencias que crecen, por tanto,
gradualmente, se distribuyen las células en cuatro grupos formados por el enlace en serie
de las células 1, 2, 3 y 4; 5, 6 y 7; 8 y 9 y la célula 10 aislada, conectándose directamente
cada uno de ellos, al estar enlazados en paralelo, a la red de 220 voltios.
Los ánodos son de magnetita, huecos en forma de bolsas, cobreados interiormente,
mientras que los cátodos son de cinc. Los diafragmas positivos son de cuero y los
negativos de tela de filtro. Mejor que los diafragmas de cuero sirven los diafragmas de
cromo-gelatina, los cuales se fabrican empapando un tejido con una solución de gelatina
al 10-20 % a la que se aña-
^

I_
In: MillORTOFÉIffiráil
H.II II 111 MII 1111.1 1111!11
arome non eme ,ramellellelWINMI IE11
1 II
11
««Página 36»».
442 EL AGUA EN LA INDUSTRIA TEXTIL
de por cada 100 c. c., de 3 a 6 g. de dicromato y algunos centímetros cúbicos de glicerina.
Este tejido se expone durante varias horas a intensa luz solar, con lo que la cromo-gelatina
se insolubiliza, lavándose entonces
,nT/IM/I _ -1 W//// //.
---4--~— 5 6 ----3- -
Fig. 117. — Detalle de las cámaras de las células del aparato filtro-prensa
«Siemens & Halske».
con agua. Estos diafragmas no son muy resistentes a los iones cloro. Los diafragmas de
fibra vulcanizada aguantan bastante mejor, pero se hinchan y conglutinan. Por este
motivo, se emplean modernamente diafragmas de material cerámico.
Las cámaras de las células están formadas por tubos doblados en forma de U, los cuales se
revisten de caucho o de goma endurecida. Cada conjunto de cuatro grupos se aísla del
próximo por una placa de ebonita.
TRATAMIENTOS DEPURATIVOS 443
El consumo de energía, según la naturaleza del agua a purificar, es de 13 a 35 Kwh. por
cada m3 de agua, si se pretende tan pura como el agua destilada (que según las
prescripciones de la Farmacopea, debe dejar solamente por litro, al evaporarse, 10 mg. de
residuo), pero si basta con un agua menos pura, el consumo de energía es tan sólo de 3 a
10 Kwh. Estos aparatos se construyen, generalmente, para una producción horaria de 4,
20, 80 y 180 litros de agua. La casa "Siemens & Halske A. G.", a la que pertenece el modelo

expuesto (figura 116), está especializada en estas construcciones, suministrando aparatos
filtro-prensa para capacidades superiores, o sea de tipo francamente industrial.
El agua purificada por este procedimiento queda en condiciones tan excelentes, que
bastará decir que puede ser especialmente apropiada para fines clínicos y farmacéuticos,
pues al tiempo de la eliminación de las sales y de la dureza, tiene lugar su esterilización.
Asimismo puede resultar indicadísima para ser empleada en la maceración biológica de las
fibras largas.
45. Valor de la depuración física.
Aparte de los métodos químicos que acabamos de enumerar como promotores del
desendurecimiento del agua, existen otros varios, pero unos resultan excesivamente caros
(las sales del ácido oxálico y las de los ácidos fosfórico y crómico), mientras otros dan lugar
a la formación de barros mezclados con substancias or
gánicas que se queman y se adhieren a las paredes de las calderas, depósitos, barcas,
etc. ; en su inmensa mayoría se trata de medios secretos que carecen de valor o son
decididamente perjudiciales ; pero aun conteniendo sólo substancias contra cuyo empleo
nada puede objetarse, resultan excesivamente antieconómicos.
Los agentes físicos o de depuración física, citados más atrás, de los que a veces se habla,
con cierta igno-
««Página 37»».
444 EL AGUA EN LA INDUSTRIA TEXTIL
rancia, como un medio, son nuevas superficies introducidas en el seno del agua de las
calderas, por ejemplo, y que hacen variar la energía de superficie.
Estos agentes pueden ser coloidales, no conductores de la electricidad y su superficie de
contacto inmoviliza los iones, impidiendo su combinación y permitiendo con ello una
elevación del punto de saturación.
Existen muchas clases de agentes coloidales de este tipo, como son: algas marinas,
almidón, tanino, etc. También pueden ser los desendurecedores buenos conductores de la
electricidad, actuando igualmente como acrecentadores de la solubilidad, pero al

contrario de los coloides, facilitan la formación de combinaciones salinas debido a su
conductibilidad. El grafito es el verdadero agente tipo de esta clase.
Existen también desendurecedores de carácter químico que actúan dentro de las calderas
en forma parecida a la de los depuradores en frío. Los hay de la misma manera, mixtos, o
sea físico-químicos.
Los resultados obtenidos con todos esos agentes o productos son muy variables, debiendo
ajustar su elección a la naturaleza del agua que se desea tratar. Por regla general, si su
elección es acertada, dan resultados apetecidos con aguas poco duras o corno
complemento a la depuración cal-sosa cuando se quiere impedir que continúen las
reacciones dentro de la caldera (agentes no conductores) o cuando se quieren acelerar
estas reac ciones (agentes conductores).
Así, pues, se ve que estos productos suelen llamar la atención preferentemente para la
purificación de las aguas destinadas a la alimentación de calderas, pero aparte de que ya
dijimos cuán conveniente es rectificar el agua fuera del generador, debemos añadir que
en el caso en que se pretendiera aplicar uno de esos agentes conviene estudiar antes, y de
manera particular, las posibilidades de las disoluciones salinas productoras de corrosiones
o el exceso de materias en suspensión, causantes de espumaje.
TRATAMIENTOS DEPURATIVOS 445
También existió durante cierto tiempo, la costumbre de poner dentro de la caldera panes
de cinc, y según la calidad de las aguas, quedaba notablemente reducida la producción de
incrustaciones o éstas eran más blandas. Después se utilizaron en lugar del cinc, pilas
eléctricas, uno de cuyos polos estaba aislado dentro del agua y el otro en contacto con la
chapa de la caldera. El principio de estos procedimientos también está basado en la
disociación electrolítica, es decir, en la propiedad que tienen los iones de las sales
disueltas en el agua de dirigirse cada uno a su polo correspondiente, por ejemplo, los
iones metálicos Ca++, Mg++, Na+, etc., irán al cátodo, y los iones SO4=, COA=, etc., se
dirigirán al ánodo.
Estos procedimientos han caído bastante en desuso debido al inconveniente de producir
oxígeno naciente que corroe las chapas de los generadores.

46. Desgrasado.
Anteriormente se ha dicho que llamaba mucho la atención, por su indiscutible grado de
pureza, el agua de condensación, la que como agua de purga ya hemos visto que se
empleaba, también, para elevar la temperatura del ambiente de reacción en algunos de
los procedimientos anteriores. Pero el vapor que sale del cilindro de baja presión de una
máquina, arrastra consigo cierta cantidad de aceite que es menester eliminar para dejar el
agua en condiciones de ser empleada para fines ulteriores.
Para ello, hoy en día se utilizan una serie de prácticas. Por ejemplo : filtrando a través de
carbón activado, separando el aceite de la emulsión por centrifugación, apelotonando en
copos la emulsión de agua y aceite mediante su electrólisis, saponificando la grasa por
álcalis (mal procedimiento) o precipitando por adición de sulfato de aluminio y carbonato
sódico, en cuyo caso se forma primero hidrato de aluminio de estruc-
««Página 38»».
i
446 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATI VOS 447
tura gelatinosa, finamente dividido (en estado coloidal), que envuelve y precipita el aceite
en suspensión. La reacción es:
(SO4)3Al2 + 3.CO3Na2 + H2O = 3.SO4Na2 + 2.A1(OH)3 1 + 3.0O2
Fig. 118. — Aparato separador de aceite
Muchas veces a este tratamiento coagulativo sigue
un filtrado, no precisamente a través de carbón activado.
Pero el empleo del sulfato de alúmina o de hierro
y el del alumbre ocasionan la formación del gel del hi-
dróxido correspondiente que es el que en realidad ad-
sorbe las partículas de aceite o de grasa, pero el agua
condensada se enriquece en sales disueltas, ya que hace
falta neutralizar la acidez que dejan con CO,Na2 o cal.
Este inconveniente desaparece si se emplean cantidades equivalentes de sales metálicas y
aluminato sódico. Se puede efectuar, también, el desgrasado mediante aluminato solo,

haciendo flocular el gel de alúmina por carbonatación con gas
de humos.
De todas maneras, la mayor parte (de 95 al 98 %) del aceite del vapor de escape, se puede
eliminar antes de que entre al condensador,, por me-dio de un separador de aceite
apropiado, como el que represen-ta la figura 118. Éste se intercala entre el cilindro y el
condensador, en el tubo de escape. El aparato se-para el vapor que lo atraviesa del aceite.
que cae al fondo del mismo de donde se ex-trae por un tubo de
purga. Cuando este separador trabaje en combinación con el condensador deberá
emplearse una bomba para vaciar aquél, a fin de que en ningún caso se afecte el vacío. La
bomba puede funcionar por medio de un motor eléctrico o a vapor; pero siempre debe
colocarse, por lo menos, a 30 centímetros bajo el nivel del fondo del separador a fin de
que tanto el agua como el aceite lleguen con facilidad a la bomba.
Sin embargo, por muy perfecto que sea el separador siempre quedan pequeños vestigios y
la única manera de eliminar absolutamente todo el aceite del agua condensada es por
procedimientos químicos, como los que
Fig. 119. — Vista lateral de un separador de
aceite del sistema «Lassen & Hjort».
««Página 39»».
448 EL AGUA EN LA INDUSTRIA TEXTIL
anteriormente hemos citado, que transforman el aceite en una especie de emulsión que
permite su filtrado. De esta manera se consigue que la cantidad de grasa que contenga el
agua, aunque se encuentre en una elevada proporción desaparezca, dejándola
completamente limpia y libre de todo vestigio oleoso. En las figuras 119
Fig. 120. — Vista frontal del separador de la figura 119
y 120 (vistas lateral y frontal, respectivamente) damos una ilustración de un aparato de
éstos, perteneciente a la serie del sistema "Lassen & Hjort". Su funciona-miento es como
vamos a exponer.
Se lleva el agua condensada al aparato medidor automático en donde se efectúa su
mezcla con los productos químicos necesarios; por ejemplo, (SO4):;Al2 y sosa. El agua

llena uno de los dos depósitos que contiene el recipiente A, el cual una vez lleno, vuelca y
vacía su contenido en el vertedero B. El depósito J, colocado al lado de este recipiente,
está dividido en dos compartimientos, uno de los cuales se llena con una solución de
sulfato de alúmina y el otro de ceniza de sosa. Con la oscilación del recipiente A, se abre
una válvula en la
TRATAMIENTOS DEPURATIVOS
449
parte inferior de los dos compartimientos del depósito J, y deja pasar una cantidad
definida de las soluciones químicas al vertedero B, en donde se encuentra el agua para ser
purificada mezclándose íntimamente con ella y entonces pasa la mezcla al primer
compartimiento del aparato C. Se puede ajustar la abertura de las válvulas en los
compartimientos de las soluciones químicas para regular con exactitud la cantidad de
agentes requerida.
La acción coagulante de los productos químicos se verifica en el depósito C, después de lo
cual se encuentra el agua en condiciones para su filtración. El aparato está provisto de tres
filtros, D, E y F; el agua sale de la parte superior del primero y entra en la inferior del
segundo, y así sucesivamente hasta que completamente
filtrada, entra en el depósito de almacenaje U, en el extremo del aparato.
Cada compartimiento está provisto de un grifo de purga, y en el compartimiento C se
coloca un grifo adecuado para extraer el aceite que se encuentra en la superficie del agua
en forma de espuma.
En la vista frontal (fig. 119) vemos que hay dos aparatos medidores A y J, y es porque en el
aparato que presentamos se pretende realizar simultáneamente el desgrasado y la
rectificación de la dureza. En uno de los juegos de depósitos, A y J, va el agua condensada
y se dispone el (SO4),Ah y la sosa,
agua aYen el otro va el purificar y se mezcla, por ejemplo, la cal-sosa.
Este sistema se aprovecha para el tratamiento a la cal-sosa acelerado térmicamente con el
arribo de agua de condensación que, como se dijo, debe desgrasarse previamente. De
todas maneras, no recomendamos este acoplamiento y, en general, tampoco es

conveniente el que ambas reacciones se realicen a la vez. (Véase lo
que sobre los filtros de agua de alimentación, se dice en el apartado 48.)
29. — J. B. Puig. — El agua en la industria textil
APARATO MEOIUOS
PR.v.r w~o uF~ nc ~ s,,,
««Página 40»».
450 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATI VOS 451
47. Destilación.
La depuración del agua por destilación, si bien es antieconómica desde el punto de vista
industrial, no deja de ser de suma importancia en los laboratorios y, técnicamente, debe
ser tenida en cuenta hasta en aquel aspecto poco beneficioso. También es práctica
importan-
te la destilación del agua de mar, tal como se efectúa en los buques, para hacerla potable
o útil a ciertos fines, entre los que se incluye el del la-vado.
Para destilar peque ñas cantidades y obtener un agua de destilación realmente pura se
emplea, hoy como antaño,
un aparato destilatorio de los comunes (figura 121) compuesto de una caldera de cobre
perfectamente estañada B, un capitel de estaño H y un serpentín refrigerante K, también
de estaño, que se reúnen, direc, tamente, por medio de fi y f2; f3 es la abertura con
obturador, por la que se echa en la caldera el agua que se trata de destilar. La caldera, el
capitel y el serpentín no deben limpiarse nunca interiormente por procedimientos
mecánicos, ni deben tocarse con las manos, evitándose de este modo la introducción de
materias grasas y otras substancias en el aparato, que con el tiempo acabarían por
recubrirse de un depósito que resiste al agua y al vapor de agua. Para proceder a una
destilación se lava la caldera con agua y se carga con la que quiere destilarse. El agua del
recipiente refrigerante se elimina por completo por (e). Se calienta luego hasta que el
vapor se escape del serpentín por (d) durante unos 5 minutos. Cerrando la llave (c) se
introduce el agua de refrigeración por la llave (a), agua que
sale luego por (b). El agua que llega por (a) tiene que ser conducida por un tubo que venga

a ser la continuación de la llave cerca del punto por el cual sale el líquido del recipiente
refrigerante. El vapor, a su paso a través del capitel y del serpentín, mata los gérmenes
orgánicos, y al propio tiempo las materias solubles en el agua que se encuentran en la
superficie interna de estas partes del aparato, que lo mismo que los depósitos de polvo y
otras materias son arrastrados mecánica-mente. Mientras que el vapor está en plena
ebullición, se introduce por f, una pequeña cantidad de permanganato potásico y se
empieza la destilación propiamente dicha. Las materias orgánicas son de este modo
oxidadas. Del producto destilado se recoge aparte la primera fracción, que podría
contener todavía sales amoniacales volátiles y ácido carbónico y hecho esto se destila a
fuego muy suave la mayor parte del contenido de la caldera. El resto, que si el
permanganato ha sido convenientemente dosificado tendrá un color rojo rosado débil
fácil de apreciar, se tira.
Para laboratorio es conocido desde el año 1935 el llamado alambique RIBALTA, que en sus
distintos tipos de menor o mayor capacidad, suministra agua destilada a un pH — 6,88
riguroso. Esquemáticamente se representa en la figura 122 y a continuación vamos a
referir su funcionamiento.
El agua que alimenta el alambique entra por A y se comienza a calentar en el serpentín C.
En F se bifurca de modo que sólo una parte de la procedente del serpentín anterior circula
por el segundo lentamente y rodeada por los vapores que salen directamente del
recipiente. Así, siendo poca el agua a calentar, alcanza una temperatura más elevada y la
recuperación es más completa. Con la pinza B, dificultando el curso natural del agua, se
regula la que debe pasar por el serpentín de recalentamiento. El alambique se alimenta
con agua muy caliente que procede del segundo serpentín S, lográndose de este modo un
aumento considerable en el
Fig. 121. — Aparato destilatorio común
««Página 01»».
450 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 451
47. Destilación.
La depuración del agua por destilación, si bien es antieconómica desde el punto de vista
industrial, no deja de ser de suma importancia en los laboratorios y, técnicamente, debe
ser tenida en cuenta hasta en aquel aspecto poco beneficioso. También es práctica
importan-
te la destilación del agua de mar, tal como se efectúa en los buques, para hacerla potable
o útil a ciertos fines, entre los que se incluye el del la-vado.
Para destilar peque
ñas cantidades y obtener
un agua de destilación
realmente pura se em-
plea, hoy como antaño,
un aparato destilatorio de los comunes (figura 121)
compuesto de una caldera de cobre perfectamente es-
tañada B, un capitel de estaño II y un serpentín re-
frigerante K, también de estaño, que se reúnen, direc-
tamente, por medio de f, y f2; f3 es la abertura con ob-
turador, por la que se echa en la caldera el agua que
se trata de destilar. La caldera, el capitel y el serpen-
tín no deben limpiarse nunca interiormente por pro-
cedimientos mecánicos, ni deben tocarse con las manos,
evitándose de este modo la introducción de materias
grasas y otras substancias en el aparato, que con el
tiempo acabarían por recubrirse de un depósito que re-
siste al agua y al vapor de agua. Para proceder a una
destilación se lava la caldera con agua y se carga con
la que quiere destilarse. El agua del recipiente refrige-
rante se elimina por completo por (c). Se calienta lue-
go hasta que el vapor se escape del serpentín por (d)
durante unos 5 minutos. Cerrando la llave (c) se intro-
duce el agua de refrigeración por la llave (a), agua que
sale luego por (b). El agua que llega por (a) tiene que ser conducida por un tubo que venga
a ser la continuación de la llave cerca del punto por el cual sale el líquido del recipiente
refrigerante. El vapor, a su paso a través del capitel y del serpentín, mata los gérmenes
orgánicos, y al propio tiempo las materias solubles en el agua que se encuentran en la
superficie interna de estas partes del aparato, que lo mismo que los depósitos de polvo y
otras materias son arrastrados mecánica-mente. Mientras que el vapor está en plena
ebullición, se introduce por f3 una pequeña cantidad de permanganato potásico y se
empieza la destilación propiamente dicha. Las materias orgánicas son de este modo
oxidadas. Del producto destilado se recoge aparte la primera fracción, que podría
contener todavía sales amoniacales volátiles y ácido carbónico y hecho esto se destila a
fuego muy suave la mayor parte del contenido de la caldera. El resto, que si el
permanganato ha sido convenientemente dosificado tendrá un color rojo rosado débil
fácil de apreciar, se tira.
Para laboratorio es conocido desde el año 1935 el llamado alambique RIBALTA, que en sus
distintos tipos de menor o mayor capacidad, suministra agua destilada a un pH = 6,88
riguroso. Esquemáticamente se representa en la figura 122 y a continuación vamos a
referir su funcionamiento.
El agua que alimenta el alambique entra por A y se comienza a calentar en el serpentín C.
En F se bifurca de modo que sólo una parte de la procedente del serpentín anterior circula
por el segundo lentamente y rodeada por los vapores que salen directamente del
recipiente. Así, siendo poca el agua a calentar, alcanza una temperatura más elevada y la
recuperación es más completa. Con la pinza B, dificultando el curso natural del agua, se
regula la que debe pasar por el serpentín de recalentamiento. El alambique se alimenta
con agua muy caliente que procede del segundo serpentín S, lográndose de este modo un
aumento considerable en el
Fig. 121. — Aparato destilatorio común
««Página 02»».
452 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 453

rendimiento. El rebosadero R mantiene constante el nivel en el interior del aparato. El
codo G impide el paso de partículas proyectadas por el agua en ebullición. En P se produce
el enfriamiento parcial por aire para disminuir el consumo de agua de refrigeración. En N
se produce la desgasificación parcial del agua en el segundo serpentín debido a la
temperatura elevada. Du-
Fig. 122. — Alambique RIBALTA para la destilación
rante el funcionamiento se ven las burbujas recorrer el tubo y cómo son expulsadas por el
extremo libre. La campana M impide que durante la destilación caiga polvo atmosférico
en el colector.
Así, el agua destilada previamente, alcalinizada con potasa y coloreada ligeramente con
permanganato potásico, quedará contenida en el frasco de Mariotte 0. El nivel será
siempre el del extremo inferior del tubo de entrada de aire en el frasco T. Para la
obtención de agua bidestilada se cambia el alimentador adoptando la disposición que
aparece en la figura. El agua a re-destilar se calienta antes de entrar en la caldereta
circulando por el serpentín del alimentador L, éste, a su vez, se encuentra bañado por el
agua muy caliente que se vierte del segundo serpentín del refrigerante.
De manera que las características más sobresalien-
tes de este destilador son: la posibilidad de obtener agua bidestilada en el mismo aparato,
la eliminación rápida y cómoda de las incrustaciones y la aplicación del principio de
contracorriente en el aparato.
La incrustación, sin duda, ha sido el fracaso de la mayoría de los alambiques construídos.
En el que acabamos de describir el recipiente de acero inoxidable especial puede limpiarse
con NO311. En el refrigerante y especialmente en el serpentín de recalentamiento, se
produce también un depósito de CO3Ca que puede eliminarse inmediatamente con un
ácido y cuya formación da idea de lo que sucede en los condensadores metálicos y de un
modo especial en los de tipo hacicular. Esta incrustación es el origen del deterioro y de la
casi in-mediata disminución del rendimiento que se puede observar en los alambiques de
condensador metálico. El principio de contracorriente aplicado en el refrigerante sirve
para lograr una condensación completa en el mínimo espacio y con el consumo mínimo de

agua. Adviértese cómo los vapores más fríos y más difícilmente condensables se
encuentran, por consiguiente, en contacto del serpentín que recibe directamente el agua
de la canalización, mientras que los vapores a 100° C. bañan el serpentín de
recalentamiento por el que circula el agua ya caliente que procede del anterior. La
producción de este alambique es de unos 3.000 c. c. hora y si la calidad del vidrio es la
adecuada, el agua destilada se obtiene rigurosamente neutra.
Aparte de éste y otros numerosos aparatos, entre los
que debemos citar los de RAPPOPORT y el de STANDLER,
que presentan la ventaja de producir, sin necesidad de control y de un modo continuo, el
agua destilada, vamos a describir el de RUBICZEK, ideado en el año 1941 (fig. 123),
provisto también de un dispositivo de destilación sencilla para la producción continua de
agua destilada.
Se trata de un aparato construido en vidrio Jena. en el cual la destilación se efectúa en
presencia de per-
««Página 03»».
454 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPETBATI VOS 455
manganato potásico para destruir todas las substancias orgánicas, según ya antes hemos
indicado. El aparato puede producir, usando mechero Teclu de 11 mm. (poder calorífico
del gas, cerca de 3.800 calorías por m3,
y presión de cerca de 55 mm. de agua), unos 1,2 litros de agua por hora. El consumo, por
hora, de agua necesaria para el enfriamiento es de 22-25 litros. El destilado no tiene la
pureza necesaria para efectuar con él medidas de conductividad, pero sí la pureza de un
agua destilada normal.
El aparato está constituído por un matraz S, un recodo B, un tubo introductor F provisto
del refrigerante M, al cual va unido en 1 el. regulador de nivel N, y el sistema flotante W-Z.
El matraz de destilación es un cono normal y tiene la capacidad de un litro; la parte
superior de éste, B, termina a la derecha de un tubo doblado en ángulo K, el cual se puede
enlazar mediante el cono normal 14, con un refrigerante. Sol-dado a B está el tubo
conductor F, que termina en 3 y 4, en dos estre-

chamientos que permiten al tubo Z moverse fácilmente. El refrigerante M sirve para
condensar el vapor que eventualmente debe introducirse por 3. Está unido en un cuello
regulador del nivel N, el cual está constituído por un tubo de vidrio que lleva en 5 un
tubito horizontal y que está unido por la parte inferior al desaguactoró A.
La pareé más importante del aparato es el tubo Z,
a ,través del etial entra de modo continuo en el matraz el agua aevaporar. En 8 está
doblado en ángulo y abierlO; 9 representa un tubito, unido con una goma flexiblea 5. En la
parte inferior, el tubo Z tiene una apertura 10 y lleva en 11 un flotador W, que se
mantiene sobre la superficie del agua contenida en el matraz. Para poner en marcha el
aparato, se introduce por 4 el tubo Z, después de haber introducido en el matraz S cerca
de 400 c. c. de agua. Se unen
5 y 9 mediante una goma de unos 10 cm. y se inicia el calentamiento.
En la figura 124 se presenta un hornillo eléctrico, en forma de casquete (modelo de
sobremesa de la casa helvética "Salvis, S. A.", de Lucerna-Emmenbrücke), con alambique
para destilar agua. El r. en dimiento es de 2 a 2,3 litros de agua destilada por hora.
Cuando se trata de destilar el agua del ruar con objeto de desalarla y convertirla en agua
útil para fines industriales o domésticos como ocurre en los buques, es preciso tener en
cuenta que el consumo de combustible no puede ser muy grande, que el aparato es
preciso que ocupe poco espacio, y que al eliminar el sabor llamado de caldera tiene que
proporcionarse al agua obtenida otro sabor agradable.
Un aparato destilador muy empleado pare, este caso es el ideado ya hace años por PAPE
y H riores, y también de trabajo satisfactor hervidero de CousIN, el aparato desti el
sistema NORMANDY, que no descr de importancia para nosotros este
Fig. 123. — Destilador continuo de RUBICZEK.
Fig. 124. — Hornillo eléctrico y
alambique de destilación (modelo de
sobremesa «Salvis»).
««Página 04»».
456 EL AGUA EN LA INDUSTRIA TEXTIL

Ahora bien; la conversión del agua del mar en agua potable, en los sitios donde ésta
escasea, se viene practicando desde hace muchos años, en grande y pequeña escala, por
medio de diferentes tipos de aparatos de destilación, unos de gran capacidad, montados
en instalaciones fijas, y otros más pequeños para instalaciones móviles, tales como las que
se suelen encontrar a bordo de los barcos de guerra.
Ya antes del último conflicto internacional se había generalizado mucho la destilación del
agua del mar por medio de termo-compresores, aparatos que permiten obtener el agua
destilada con consumos de energía o de combustible mucho menores que los requeridos
por los evaporadores clásicos de efecto simple o múltiple. ITtilizando calefacción eléctrica
puede llegarse a obtener el metro cúbico de agua destilada empleando sólo 10 1Kvvll.,
aunque para evitar la construcción de ¡11W ia 1(45 denla siado volrnliiuosos v caros es
huís Frecuente tolniilir consumos del orden de los ,HI1 1<w1 . por niel roo eiilsco
La última guerra, con seis grandeti rnoViroicnlos 4 tropas en zonas escasas de agita,
determinó no nota1 W progreso en la construcción y empleo de los t errno-cota presores,
que, por ejemplo, formaban parle del equino normal de las tropas americanas que
desembarcaron en diferentes islas del Pacífico. Estos termo-compresores se movían con
motores de gasolina o aceite y el calor de los gases de escape se utilizaba para calentar el
agua del mar que se iba a destilar. Como resultado de la experiencia adquirida, son varias
las casas norteamericanas que hoy presentan al mercado unidades muy compactas de
termo-compresores que funcionan de modo completamente automático y sin necesidad
de vigilancia alguna. Con un termo-compresor movido por un motor Diesel se pueden
obtener por kilogramo de combustible 220 litros de agua destilada.
Pero aún más interesante que los progresos en la destilación del agua del mar son los
realizados en el campo de su potabilización por medios químicos, terre-
no en el que la labor realizada con anterioridad a ] 939 ora prácticamente nula. Fué
necesario acometer decididamente el problema cuando la guerra submarina, por una
parte, y las luchas aéreas, por otra, hicieron que el número de náufragos perdidos en el
mar alcanzara una cifra hasta entonces desconocida. El almirantazgo inglés, en julio de
1941, pidió a diversas entidades que estudiaran a fondo el problema.
Se propusieron varias soluciones basadas unas en la precipitación de los cloruros con
óxido de plata y neutralización de la sosa con ácido cítrico o su precipitación con ácido
lírico, en tanto que otras recurrían a los fluoruros de aluminio y plomo para formar
compuestos insolubles con el cloruro y el sulfato sódico, o al sulfato de cobre y el cobre
esponjoso para precipitar el ión cloro bajo la forma de cloruro cuproso que se separa por
filtración, tratándose el filtrado con óxido de bario y eliminando el hidróxido sódico final,
haciendo pasar el agua por un cambiador de cationes.
La solución que alcanzó mayor éxito consistió en el empleo de un conjunto formado por
un 89 % de una mezcla de una zeolita mixta de plata y bario con zeolita de bario, 9 % de
tierra de diatomeas, de la que se ha eliminado el contenido en sulfatos; 1,8 % de grafito y
0,2 % de carbón activo. Cada carga tiene un peso de 72 gramos y un volumen de 45 cm.,
densidad que se con-sigue prensándola en forma de briquetas.
La carga se agita en el interior de un saco o bolsa flexible e impermeable que se llena con
agua del mar y lleva un dispositivo de filtrado. Tanto los productos químicos como el saco
van dentro de una caja de 7,5 cm. por 7,75 cmn. por 10,2 cm., que puede utilizarse como
recipiente de bebida. Las cargas contenidas en esta caja permiten preparar un volumen de
agua pota, .--_•. orden de cuatro a cinco veces el del conju Yq p~
según la salinidad del agua del mar y L dio 5rt'fn ®
desee para el agua potable. e 3
Con agua del mar con 3,3 % de cloruros y 41c3
««Página 05»».
458 EL AGUA EN LA INDUSTRIA TEXTIL
de sulfatos se pueden obtener 3,6 volúmenes de agua potable con 0,07 % de cloruros y
0,25 % de sulfatos. Con agua del mar con 3,0 % de cloruros y 0,35 % de sulfatos se pueden
obtener cinco volúmenes de agua potable con 0,14 % de cloruros y 0,34 % de sulfatos.
Actualmente la firma inglesa "The Permutit Co., Limited" está procediendo a industrializar
este sistema ensayado durante la guerra.
48. Accesorios.
Una instalación de abastecimiento de aguas bien concebida, muchas veces coopera e

influye tanto en la calidad del suministro como los mismos efectos que, para un eficiente
consumo, persigue la depuración. Sin duda alguna, los tubos de conducción, las bombas
de aspiración y el. material con que se coas' rayen los de pósitos y otros ele-ne11l0,5 qnc
lila de calar en (sallaslo con el agua, tienen una, gran in-purlancia. I~~n esle :qw
tado vamos a dar idea de algunos accesorios n-ii~~-I i les que se nos ofrecen para resolver
los prol-leui,IS de esta clase, en su más amplio aspecto, o sea detallando algunos (los más
interesantes) referidos a distintos asuntos estudiados en este libro.
a) Tubos de conducción. — Comenzaremos por tratar de los tubos de conducción. Éstos
serán buenos para la conducción de las aguas cuando química y aun físicamente puedan
ser considerados lo más indiferente posible. Así es que la materia de que se componen los
tubos ha de ser incapaz de comunicar al agua que los atraviesa ninguna propiedad que sea
perjudicial, nociva o desagradable; dicha materia no ha de ser atacable por la acción del
agua en sí, ni por la humedad del suelo, ni por otras causas exteriores ; es muy
conveniente que sea poco conductora del calor, a fin de que el agua que circula por los
tubos esté, en lo posible, resguardada del frío en invierno y del calor en verano. Además,
TRATAMIENTOS DEPURATIVOS 459
creo inútil decir que los tubos de conducción deben de ser completamente estanques y
tener la resistencia indispensable para contrarrestrar las presiones interiores y exteriores.
Los tubos de madera comunican fácilmente al agua un sabor desagradable y, sobre todo,
duran muy poco. Los de papel continuo, impregnados de alquitrán de hulla o asfalto, són
excelentes, pero hasta la fecha se emplean raramente. Los tubos de tierra son recomen-
dables para todos aquellos casos en que no han de so-portar grandes presiones ni están
expuestos a trepidaciones o choques. Los tubos de fundición han de estar necesariamente
recubiertos de alquitrán caliente para evitar los efectos del orín, que llegaría a destruir-los
y daría al agua que por ellos circulara abundantes trazas de hierro. Algunos tubos de
hierro cincados se conservan bastante bien para una gran variedad de aguas (los cloruros
favorecen la disolución del cinc).
Los tubos de estaño serían muy buenos si no resultaran demasiado caros; por todas estas

razones vienen empleándose, generalmente, los tubos de plomo, empleo que data del
tiempo de los romanos, quienes ya se apercibieron de que el plomo era algunas veces ata-
cado por el agua. Dichos tubos tienen que preservarse del contacto del mortero, la cal y el
cemento, porque en caso contrario son rápidamente destruídos. El agua que los atraviesa
disuelve el plomo cuando contiene ácido carbónico o amoníaco en libertad; los cloruros,
tos nitratos y las substancias orgánicas favorecen di-cha disolución; el carbonato de calcio
la impide. Algunas veces el plomo es atacado por el agua solamente al principio, pero
luego se forma una costra insoluble que le preserva de todo ataque ulterior.
Recientemente esas tubuladuras de conducción se fabrican de los siguientes materiales,
cuando el factor economía no se opone a ello : de cobre, de hierro recubierto de ebonita,
de acero cincado (a pesar de lo dicho antes) y también, debido a la escasez y carestía de
esas
««Página 06»».
460 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 461
primeras materias citadas, de hormigón y de conglomerados con armazón asbéstico del
tipo uralita. En general, el empleo de los tubos de conducción de uno u otro material debe
quedar supeditado, empero, a los resultados del análisis que dé el agua que constituya la
base del abastecimiento. Y no se olvide que de su elección dependerá, muchas veces, el
éxito de nuestro consumo.
b) Bombas y estaciones de bombeo. Mientras que las aguas procedentes de manantiales
pueden ser distribuídas hasta los sitios de consumo utilizando el declive natural, las aguas
subterráneas y las aguas de los cursos de agua ya sabemos que tienen que ser eleva-das
artificialmente. También desde este punto de vista se han logrado importantes progresos.
Para la ea iil:t ción de las aguas subterráneas se I - i i l iza ron p r i m i t i v a mente pozos,
cuyo radio de earplarción se animad:Iba por medio de galerías y de ial-erías de drena»'.
Para pozos se utilizan actna,l-n)11le cilindros de madera, ile cemento o de hormigón arlii:o
o provislns en su exl rema, inferior de un corte férreo para I-rof'unllizar por lia jo del nivel
de las aguas subterráneas.
Para profundizar el pozo puede procederse de distintas maneras. Inmediatamente debe

extraerse el agua de su interior por medio de bombas, de manera que los obreros puedan
retirar en seco los escombros. Para la extracción del agua pueden ser necesarias bombas
de distintas clases cuya sólida construcción permita aspirar, no solamente agua
enturbiada, sino también aguas cargadas de arena o gravilla.
Para este fin es altamente adecuada una bomba auto-aspirante, sin válvulas (fig. 125),
debido a que su trabajo se realiza de la manera siguiente : Al ponerla en marcha se
produce la circulación en un circuito de agua cerrado que al atravesar la tobera aspirante
A arrastra 're del que se encuentra en la tubería de aspiración, lo ue hace que se eleve el
nivel del agua dentro de dicha tubería. Este aire mezclado con el agua del circuito ce-rrado
en dicha tobera, se separa de nuevo del agua en la caldera o depósito de desaireación,
mientras que el agua, sin aire, prosigue su circuito a la tobera de aspiración, hasta haber
extraído todo el aire que estaba con-tenido en la tubería de aspiración.
Tan pronto como el aire penetra en la bomba pasan-do por la curva doble superelevada,
la bomba trabaja
como cualquier otra bomba centrífuga normal (fig. 126). El depósito de separación de aire
se llena de agua y, una vez lleno, todo el caudal pasa a la tubería de presión a través del
tubo B correspondiente. Desde este momento, esta tobera de presión trabaja en
oposición a la tobera de aspiración A, por lo que se establece un estado de presión
equilibrado en la tubería que las une, quedando ésta excluída de la circulación. Al parar la
bomba, la tubería de aspiración se llena de aire por me-dio del grifo de aireación C. La
figura 127 representa un modelo muy usual para un rendimiento de 35 a 200 litros por
segundo, para una columna de elevación de 20 a 7.0 metros y con una altura de aspiración
de 2 a 9 metros.
También es posible proceder a ahondar pozos sin
Fig. 125. — Esquema del Fig. 126. — Esquema del
funcionamiento de una funcionamiento de una
bomba autoaspirante. bomba centrífuga normal.
««Página 07»».
462 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 463

necesidad de agotarles o de rebajar el nivel de agua, aspirando por medio de una bomba
el material de des-monte. Un dispositivo interesante para este fin lo constituye la bomba-
draga con depósito separador de sedimentación de grava, autoaspirante, sistema
Lauchenauer (fig. 128). Trabaja de manera similar a las bom-
1 Fig. 127. — Bomba autoaspirante
bas centrífugas autoaspirantes, sin válvulas. La cesta de aspiración posee una tobera
cavadora, que remueve el material, poniéndole en movimiento y (lisgreg;ival4ile, de
manera que pueda ser aspirado por la tubería de aspiración y haciéndole pasar
posleriornieul,1)or un r.e parador de grava. h,'l material ni;ís menudo pasa u 1 ru vés de la
bomba para ser expulsado eoti
tras que las piedras separadas acaban llenar el depósito correspondiente.
Cuando este depósito se encuentra lleno, debe sacarse del pozo la irrsl:iIación para
vaciarlo. El cilindro que forma el revestimiento del pozo va descendiendo por su propia
gravedad, en la misma proporción y a medida que se extrae el material de desmonte.
Tambiénpuede recargársele con un peso extraordinario hasta que alcance la profundidad
prevista.
Una vez el pozo ha alcanzado la profundidad desea-da, puede instalarse la bomba y su
motor a la altura que convenga.
Fig. 128. — Disposición, en la boca de un pozo, de una bomba-draga, auto-
aspirante, con depósito separador de sedimentación de grava.
Para los pozos de grandes dimensiones en los que las máquinas extractoras es fácil
instalarlas a proximidad del nivel de agua, pueden emplearse las bombas corrientes, de
construcción horizontal a alta presión, corno la que ofrecemos en la figura 129, construida
por la casa "Rütschi & Cía.", de Brugg.
En general, las condiciones locales son las que han de ser decisivas en cuanto al sistema de
bomba elegido, prefiriéndose, según los casos, un modelo de bomba centrífuga para baja,
media o alta presión.
En lugar de los pozos de gran diámetro, en los que
««Página 08»».
464 EL AGUA EN LA INDUSTRIA TEXTIL "TRATAN] ENTOS DEPURATIVOS 465
era posible instalar a cierta profundidad las bombas horizontales de sistema normal,
también se construyen últimamente pozos filtrantes o pozos perforados, que su-ministran
el agua subterránea a través de una perforación vertical.
Los detalles de construcción de uno de estos pozos
"Fig.129. —Bomba corriente de construcción horizontal, modelo «Rutschi»
se desprenden del corte representado en la figura 130. El revestimiento exterior puede
taladrarse por medio de tubos perforados, hundiendo éstos por medio ele pe sos y
vaciando posteriormente el inferior del I ubo o su. cándole en forma de testigos. En el
espacio v:lei;ldo se coloca el tubo filtrante, rodeándole de arena y grava. Los tubos
filtrantes se I',rllriean de varios malerirlles, en especial de los mismos que !asilos indicado
en el sub-apartado anterior. Non la ligara 1:11 presentamos un tubo filtrante (le
revestimiento para pozos, construido de hormigón arreado, de 60 cm. de diámetro,
durante su instalación; con los mismos se han obtenido última-mente muy buenos
resultados. Después de colocar el
filtro se remonta el tubo perforante lo necesario (del largo correspondiente al del filtro)
para que la capa de agua tenga acceso a la superficie exterior del filtro.
Estos pozos filtrantes, cuya construcción y explotación resultan sumamente favorables,
pero que solamente tienen un diámetro de 30 a 100 cm., han podido em-
Capa de arcilla alcanzada
por la perforación
Fig. 130. — Detalle de la construcción de un pozo perforado
plearse solamente desde que los constructores de bombas idearon los modelos aptos
para perforaciones.
Debe establecerse la debida distinción entre los dos sistemas de bombas que existen para
perforaciones. La bomba con electromotor dispuesto en la parte superior (fig. 132),
primeramente, en la que el árbol de transmisión desciende desde el motor hasta la bomba
atravesando el tubo de aspiración. En cuanto a la bomba misma (fig. 133) se trata en este

caso de una rotativa de acción escalonada, movida por electromotor mediante
30. — J. B. Puig. — El agua en la industria textil
Grava filtrante gruesa
««Página 09»».
466 EL AGUA EN LA INDUSTRIA TEXTIL
un eje de transmisión. La carcasa de la bomba es de fundición de hierro y se compone de
varias secciones superpuestas y ajustadas unas a otras, poseyendo cada elemento su
correspondiente rueda propulsora giratoria, así como una rueda o anillo rector, formando
así uno de los escalones de la bomba. El eje de transmisión es de acero y está protegido
por cojine-
tes de bronce o por l'1 t'Illtu }tl'U1(Illta(h 11e las ruedas propulsoras. Este efe descansa
sobre cojinetes intercambiables de metal especial, de caucho o de madera de guayaco.
Para elegir el Imperial más conveniente que debe emplearse en los cojinetes se tendrá en
cuenta la pu
TRATAMIENTOS DEPURATIVOS 467
reza del agua que se quiera propulsar. Si no se presenta arena, serán recomendables los
cojinetes de me-tales especiales o de madera. En cambio, en presencia
de arena han dado los mejores resultados .I los de goma elástica o la caja
de protección para el eje. Con esta última, una capa de agua pura protege los cojinetes y
el eje, de la acción erosiva de la arena. Tanto la tubería ascendente de la bomba, con sus
pie-zas de unión, col.no la parte fija de la misma, así como todo el peso de agua van
suspendidas del motor, el cual, a su vez, va anclado sobre el depósito colector o
directamente sobre las vigas de hierro do perfil de la misma sala de bombas.
En aquellas regiones donde se disponga de energía eléctrica, es natural que la bomba será
accionada de preferencia por medio de un motor eléctrico.
Siempre que las circunstancias lo permitan y que los motores satisfagan las exigencias
requeridas para el arranque podrán emplearse moto-res para corriente alterna,
asincrónicos, con el inducido en cortocircuito. En aquellos
casos en que esta clase de motores no estén autorizados, se dará la preferencia a motores

con inducido de anillo colector o a motores de puesta en marcha centrífuga.
En el caso de que no se disponga de energía eléc-
Fig. 131. -- Tubo illur:une de rcvc sti
miento para pozos, de bolnul;t'ui arni.ulo,
visto durante su instalactt'tn
1:12 Il ialL dt
la inst,lL1 (')11 (l 11113
Inculta I~;u;t lwl (ina~ itl
iti t'lt'~Ironit)tOI
li,Itur;lu rii la lame su-
perita..
Fig. 133. —
Detalle de la
bomba del ca-
so anterior; de
tipo rotativo y
acción escalo-
nada.
Fig. 134. —
Detalle de una
bomba para
perforaciones
con motor-
buzo.
««Página 10»».
469 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 469
Hg. 135. — Deta-
lle de una bomba
eléctrica subacuá-

tica, con motor
en seco, para la
captación de gran-
des caudales sub-
terráneos.
trica, el accionamiento de la bomba para pozos perforados podrá lograrse también por
medio de máquinas de vapor, de turbina o por motor Diesel. La transmisión de fuerza se
hará, en este caso, por medio de correas cruzadas o por medio de engranajes.
Constituyen un sistema constructivo muy notable entre las bombas para la captación de
las aguas subterráneas las bombas eléctricas especiales para este fin. En éstas, el motor
eléctrico va formando un grupo con la bomba, por lo que ésta puede ir instalada en una
perforación de cualquier profundidad, necesitando únicamente una conexión por cable
eléctrico con la superficie. Como accionamiento se emplea un motor buzo (figura 134).
Esta clase de motores, que pueden trabajar completamente sumergidos en el agua, deben
llenarse antes del montaje con agua pura, para evitar que penetre en ellos agua sucia o
que con-tenga arena. El estator, incluyendo su enrollamiento, ha sido prensado para
formar un cuerpo impregnado y aislado según un procedimiento especia]. Según la
presión que se desea obtener, la l+onlba será sencilla o compuesta de varios elementos
escalonados, y podrá estar compuesta laliiW1 de nn;I cantidad de-Ierulinadade secciones
unidas entre sí por 100(lio (le pasadores sólidos que so-lamente quedan sometidos a un
esfuerzo de tracción, formando así un solo cuerpo comprimido, de notable resistencia
mecánica.
Para caudales de gran rendimiento se ha acreditado la bomba eléctrica subacuática con
motor en seco (fi-gura 135). El motor está cuidadosamente aislado dentro de una
campana de buzo completamente impermeable. Recibe la corriente por medio de un
cable que va conectado a un cuadro de bornes debidamente impermeabi-
Fig. 136. — Un tipo de cabezal de la bomba vertical multicelular Cook
lizado. Este cable atraviesa el encapsulamiento del motor a través de una caja de estopas
completamente impenetrable a la humedad y rellena de masa aislante.

A pesar de lo interesante que resulta el grupo buzoelectromotor-bomba, su empleo e
instalación debe hacerse en dependencia de un cálculo detallado de su rendimiento
económico. Los dispositivos de seguridad son de elevado precio y necesitan un servicio de
vigilancia especial. Por eso, a menudo una sencilla bomba para pozos perforados, sistema
corriente, permitirá obtener resultados de explotación más favorables.
Como final, y para este caso de aspiraciones de pozos profundos, queremos citar la bomba
vertical multi-
««Página 11»».
470 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 471
celular Cook con impulsión por motor de eje hueco, que modernamente suministra la casa
OTJA. En los grabados 136 y 137 ofrecemos el aspecto de dos tipos de cabezal de esta
bomba y en la figura 138 su mecanismo longitudinal completo.
Las bombas Cook para pozos profundos pueden apli-
Fig. 137. — Otro tipo de cabezal de la misma bomba Cook
carse a toda clase de pozos, ya sean abiertos de tipo normal o bien en pozos de tipo
artesiano o semiartesiano, como los descritos en las primeras páginas del presente libro.
En estos casos el mecanismo de elevación puede introducirse dentro del tubo de
perforación, no existiendo, como se ha dicho, limitación alguna en la altura de aspiración,
ni en la profundidad a que se pueda introducir el mecanismo elevador o cuerpo de
impulsores, lo que permite hacer descender el nivel del agua, si es preciso, hasta el fondo
de la perforación. Entre las muchas ventajas que tienen estas bombas deben destacarse la
de su fácil montaje, ya que éste puede efectuarse
desde la superficie del terreno sin necesidad de bajar para nada al interior del pozo, ya
que la bomba queda suspendida mediante dos viguetas por el cabezal que se apoya en las
mismas. El motor va montado en dicho cabezal y queda, por lo tanto, al exterior, evitando
así los peligros de que se queme como consecuencia de la humedad o por inundación,
caso frecuente en pozos en los cuales el nivel del agua sufre grandes oscilaciones.
En la figura 139 se expone el esquema de una instalación para descarga subterránea.
Algunas veces es preciso efectuar la des carga suficientemente lejos de la superficie del

terreno con objeto de evitar las heladas. El esquema muestra un cabezal de bomba
montado en una cámara de hormigón. En la
Fig. 138. — Mecanismo longi-
tudinal completo de la bomba
Cook, para aspiración desde
pozos profundos.
r.
b10A
141vah.. Jo c.,
l"r Coei:.I.Aud,af d.-be,
%,,¿.4,to f?{ acuite
w.~ ~`boulü.^n fif7 ,?,-v:.lu ~ ac.ft®
11.
««Página 12»».
472 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 473
columna está soldada una boquilla para la descarga subterránea. En la parte baja se ve la
junta que efectúa el cierre a prueba de fugas entre la columna y la caja del pozo.
Estas mismas bombas se prestan también para aplicar a instalaciones con depósito de
agua a presión. El
Fig. 139. — Esquema de la instalación del cabezal de la bomba
Cook en una cámara de hormi- Fig. 140. — Grupo provisto de una
gón a propósito para la des- bomba Cook para aplicar las instala-
carga subterránea. ciones con depósito de agua a presión.
accionamiento del grupo (fig. 140) se efectúa automáticamente mediante un sistema de
interruptor de presión que actúa de acuerdo con las variaciones de la misma producidas
en el depósito según el consumo (le agua, poniendo en marcha o parando, según
convenga. el grupo. Con dicho dispositivo se obliene la supresión del depósito en la parte
alta de edificios y la tubería de conducción. Además, el agua no queda expuesta a las
variaciones de la temperatura ambiente ni de las impurezas que pueden caer en los
depósitos instalados a la intemperie.
c) Filtros de agua de alimentación para calderas. — Otro accesorio interesante, son los
filtros de agua de alimentación para el servicio de calderas que tiene pues-tos al mercado
la casa "Babcock & Wilcox". El tipo «A» (figura 141) puede colocarse en la tubería de
descarga
Fig. 141. — Filtro de agua de alimentación para el servicio de calderas
"Babcock & Wilcox", tipo «A».
de la bomba de alimentación. Este filtro lleva una com-
binación de válvulas de desviación que permiten que se
dirija el agua directamente a la caldera sin pasar por
el filtro a fin de poder recambiar en un momento dado
los paños interiores, substituyéndolos por otros limpios.
En la figura, A indica una válvula de cara gemela
que regula la entrada de agua al filtro y el paso de des-
viación directo a la caldera; B es la válvula de salida
del filtro ; C es el paso de desviación directo a las cal-
deras; D es la cámara de filtración; E es la llave de
««Página 13»».
474 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 475
purga del filtro ; F es una puerta movible ; G es la caja que contiene la cámara de filtración,
y H es el fondo ondulado de dicha cámara.
Para ponerlo en marcha se abre primero la válvula B de salida, después la válvula de
entrada A que permite pasar el agua de alimentación por la cámara filtradora D y por la
válvula de salida B, a las calderas. Para la limpieza del filtro se cierra la válvula A bajándose
has-ta el tope, ciérrese después la válvula B, se abre el grifo de purga E, después se abre
un poco la válvula A y el agua que pasa lava la parte exterior de la cámara D ; se cierra de
nuevo la válvula de ad-misión A y se abre la. válvula B, y el agua que entra lava la par. te
interior de la cámara D. Para el recambio de la cámara de filtración se cierra- la válvu
1a. A y des1-nes la U, se ;rlll'(' l'1 l'o I+i 1' s

y se substilllve por la da I'l'I-11eslo lil';Lliz:1111- t';;II-,
coloca de nllevo la coi-ipiierl,a II', ;-o cierra el riI'o purga y se vuelve a. I-OIP'I' u-- -iia
V ha al Iill -'O. I,us pa
ños filtradores se atan al rondo de las ondulaciones II con bramante fuerte, formando
Hados corredizos.
El tipo «B)) (fig. 142) está construído para poderafrontar la gran dificultad que presenta el
tratamiento de ciertas calidades de aceite para cilindros, sumamente finas y de poca
viscosidad. Se ha observado que al tratarse de aceites de esta naturaleza una cantidad
considerable de los mismos atraviesa la primera capa de la masa filtradora, sea cualquiera
la naturaleza de ésta, imponiéndose, por lo tanto, la necesidad de una doble filtración. El
método más eficaz para extraer el aceite en una doble filtración, es el de filtrar primero al
través de una capa, después repartir el agua de alimentación sobre una superficie
filtradora, por lo menos igual o mayor que la primera, a fin de distribuir el chorro del agua
y al propio tiempo, por medio del aumento de superficie, evitar que se produzca una
resistencia en la primera capa filtradora o en las bombas de alimentación.
Este filtro se compone de una cámara filtradora cilíndrica, teniendo válvula de admisión,
de desviación para paso directo, a la caldera y de salida, estando estas dos últimas en un
mismo husillo ; la caja de las válvulas puede ir unida al cuerpo principal o ser colo-cada
separadamente. Lleva también un manómetro y grifos de aire, de purga y para la limpieza
por vapor. El sistema de filtración se compone de un casquillo exterior cilíndrico que lleva
bridas a ambos extremos que se acoplan a las paredes de la cámara filtradora; ésta va
cubierta de dos o tres envueltas filtradoras según se requiera, formando así la primera
capa filtradora del agua. En el interior de este casquillo va colocada una armadura ura de
forma telescópica, compuesta de siete casquillos- menores; ; éstos van a su vez cubiertos
con material filtrador de doble grueso, colocándose en los casquillos en forma de medias y
a su través se produce la segunda filtración. El conjunto se adhiere a un collar en la parte
final de salida del filtro y se mantiene siempre en su debida posición por la cubierta o
puerta. Este filtro se entiende completo con todas sus válvulas y anexos, incluso válvulas

de entrada, salida, de desviación y seguridad ; provisto de grifos de limpieza por
Fig. 142. — Filtro de agua de alimentación
para el servicio de calderas "Babcock
& Wilcox", tipo «13».
quita la compilarla +' se saca
««Página 14»».
476 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 477
vapor, de aire y de purga, y manómetro, así como un juego completo de repuesto del
aparato filtrador compuesto de casquillo, filtrador exterior, casquillos telescópicos
interiores, armadura y material filtrador de recambio, todo probado a una presión de 33
atmósferas.
Para poner el filtro en marcha se abre primero la válvula de entrada, abriendo después
todo lo posible la de salida (al verificar esto se cierra al propio tiempo la de paso directo).
A medida que el material filtrador se ensucia, el manómetro irá subiendo hasta indicar
una presión de 1 a 2 Kg. por cm2 superior a la de la caldera; llegado a este punto, deben
cambiarse los casquillos filtradores, verificándose esto fácilmente cerrando fuertemente la
salida, lo que permite el paso libre del agua a las calderas; se cierra entonces la válvula de
entrada, se levanta la cubierta y se quitan los casquillos sucios, reponiéndolos por otros
nuevos ; se vuelve a colocar la cubierta, abriendo las válvulas de entrada y de salida y
hecho esto queda otra vez en marcha el filtro. Fste debe purgarse por lo menos una vez al
día, y a este efecto debe abrirse el grifo de purga colocado en el fondo de aquél y después
el grifo de vapor colocado en el extremo de la salida. Debe tenerse mucho cuidado de
abrir antes siempre la válvula de desviación para paso di-recto y cerrar las de entrada y
salida. La operación de purga, en conjunto, no debe durar más de uno a dos minutos.
d) Alimentador de substancias químicas secas. -14'inalmente, nos referiremos
someramente al alimentador de substancias químicas secas, tipo NI 0111 (figura 143), que
construye la antes citada casa "Wallace & Tiernan Co." de Newark (New Jersey),
representada en España por OTJA. Primeramente diremos que la alimentación de
substancias químicas secas en los sistemas de depuración ha demostrado ser
definitivamente superior al método de alimentación húmedo o en soluciones. La
alimentación química seca ha dado fin a lasdificultades inherentes a las filtraciones en los
tanques, la corrosión a nivel constante en las cajas, orificios obstruídos y atascados, y
a la inexactitud que acompaña a la alimentación de substancias químicas en soluciones.
Las ventajas de aplicar la alimentación seca consisten en ahorro de operarios y de
materiales, a la vez que se obtienen resultados más exactos imposible de obtener con el
método de alimentación con soluciones. El tipo ex-puesto en el grabado es exacto,
resistente y a prueba de polvo. Tiene capacidad para corresponder a las exigencias de
instalaciones de todas las magnitudes pudiendo usarse para alimentar con alumbre, cal,
sosa cáustica, carbón
u otras substancias químicas de las utilizadas en los tratamientos del agua.
49. La influencia del pH.
La influencia del pH tiene un doble aspecto perceptivo, pues interesa en las operaciones
de depuración como un medio que favorece o retrasa la acción purificadora y, también,
como característica del agua resultante o ya rectificada a tener en cuenta en las
operaciones a que luego va destinada.
La medida de la concentración hidrogeniónica es de gran importancia en los procesos de
purificación del
Fig. 143. — Alimentador de substan-
cias químicas secas, tipo MOF.
««Página 15»».
478 EL AGUA EN LA INDUSTRIA TEXTIL TRATAMIENTOS DEPURATIVOS 479
agua, según seguidamente vamos a ver. Por ejemplo, para la depuración físico-mecánica
por filtración, decantación o sedimentación de las partículas arcillosas se requiere un pH =
4,7 y para la separación de las materias húmicas por reacción entre el ion aluminio y el
humus coloidal negativo, el pH debe ser de 4,5.
En la coagulación de las materias orgánicas por me-dio del (SO4)3Alz o también del
alumbre el valor óptimo del pH es de 5,5, aunque oscilando entre los límites 5 y 7 la

precipitación también es rápida y total. Del valor del pH depende, en este caso, la
magnitud de los copos de Al(011)3 y su poder de precipitación, con lo que resulta que el
consumo de dicho producto sea mayor o menor y más o menos bien aprovechado. Tanto
si el pH es superior a 7 como inferior a 5, la precipitación es altamente deficiente, pero
además ocurre que la sal básica de aluminio pasa. por el 1111 ro 1';'i(,ilmenle, ya que a un
pll -7,5 el AI(()I1),, se r('(lisnelvc. Si se ope ra con sulfato (le hierro el 1III Opiiuu es superior
De la misma amanera, el) los 1r:)Ianiienlos deslinallos a desendurecer las aguas hay que
lene). presenle que para la precipitación del carbonato cálcico conviene un pH = 9,4,
mientras que para que precipite bien el hidróxido de magnesio el pH debe elevarse a 10,6.
Como sea que la mayoría de los procedimientos industriales de rectificación exigen para
su trabajo y buen rendimiento un pH, generalmente distinto de 7, se comprenderá
fácilmente que las aguas, una vez purificadas pocas veces están en condiciones de ser
aceptadas como directa y perfectamente utilizables en toda clase de operaciones
ulteriores.
En el. supuesto de que un agua para ser utilizada para la alimentación de una caldera sólo
precisara que se le quitara la substancia orgánica, deberíamos tener presente que después
del tratamiento con alumbre, por ejemplo, el agua, que quedará con un pH = 5,5, no
puede pasar directamente al generador. Entonces, para. quitarle su agresividad, sería
menester neutralizarlao alcalinizarla hasta un pH = 7,5, ya sea con sosa o con cal.
Recordemos que la agresividad de un agua en cuanto se destina al servicio de calderas
depende del carbónico libre y combinado, es decir, su pH debe estar en función a la
relación en que se hallen presentes aquéllos. Llamando L al carbónico libre y C al. combi
nado podemos señalar algunos valores del pH que corresponde a ciertas proporciones de
aquéllos:
L c pH
0 :100 8,3
10 : 100 7,5
33 : 100 7,0
100 :100 6,5

330 : 100 6,0
660 : 100 5,7
La finalidad de la desacidificación no es otra que la de rebajar el pH del agua ácida hasta el
punto de su neutralidad, con el fin de evitar que sea corrosiva para las conducciones,
planchas de los aparatos que la han de recibir y productos o géneros que han de
beneficiarse con su presencia. En la desacidificación a través del mármol, el agua queda a
un exacto pH— 7, o sea total-mente neutra.
Cuando se trata de alimentar una caldera con agua corregida normalmente no se presenta
ningún problema engorroso, pues el pH a que salen las aguas de los procedimientos de
desendurecimiento suele ser aceptable a primera instancia, pues la corrosión de las pare-
des y los tubos de un generador es mínima entre los pH 5 y 10, y se evita manteniendo
una concentración hidrogeniónica (no alcalina) superior a 10, que puede ser hasta de un
pH— 12.
Por el contrario, cuando el agua va destinada al la-vado, blanqueo y teñido de tejidos es ya
cuestión de proceder con mayores precauciones. Para el simple la-vado o enjuague
conviene que el pH del agua se corresponda a los valores mínimos en que se halla
asentada
««Página 16»».
IIIxal. elalsnpul nI ua ende I~ — •81nd 'a —'IE
upas ap opTCal un ep olduzaCa lo souzaual (ya o ontTIoau Top) gff Á ffT sean u
suljua.aojoJoaounn sil ua •aolaal
- wd aploloo omoo unjou anb `u9g1C ap u9Tonlosip pl ua ajuauzluploloo sopIpTAIp
uupanb alaud ua Á `suagp su' u uaaaigpu as sa0an u anb `sodoo ap uuzaoj ua aluauzluia
- aud unaudas as anb `un2u ua salgnfosuT oisaulum S leo ap sauoqu[p 'uanp rn~e
Tap suaaaájouiluolu sales su' uoo uuuzaol soTsá anb rÁ `uóquC ap sauoionjos uoo soutsiuz
SOI ap oprnpl la ua sa `SOJT1.XO4 saluadajip soj ap oluatuz
- elual la ua un ap una-11p ul usnua oiainCaad aoC -um epuop anb o15Tn SOUIOlI
`seaapjpa suj op sognl soj ue sopionpoad u9Toulsndauz ap sojoala soj ap ajaudy
aluaturau~ljnu~Ts `uzaa

- np ul jilajjoa auxel r~rrd sopeaiduLa solonpo,Jd '05
•sruz o salunpisaa sooialáuziloapTU uoa `ojdmoCa aod `usos
- feo ul e upuap.Tand ralo ou Á uzaanp ep o0 u upulnuz,zad unou `jT jxal uzalsnpul uj
ua `aezT[Tjn ajgTaa1aad sa (uóguC ap oaaozje A') sojanpoad solfanbr ap ouznsuoo ap
ojuauz -nu ouanbad un alurjsgo ou `ojsa aod •uzaanp uuazunuzoa anb sales su' ap ul
jeToadsa ua A' maro srza.indumi ap uoiaeuunija el ap la 0e1S `Hd Top Ta ajuaumszooad se
ou uuzalgoad ja u9Touagland ul ua `o.auquza uis •(uaaláola `saluuaojoa `oanbuujq ap
solonpoad `usos) sooiu inb sal
- ue2u ap oaao-qu Ip alguaonuJ syuz vjaas sollo soso uoo suz11u sil uullnsaa anb u
Hd la sand `uoToulnuzaad ap sof anb soloajaed souauz oluauuzioaanpuesap ap sopojáuz
asna 000sa uujapod `ooialámTloapntl opua2 la aloa,ju ou anb aaduzais A (olduzaCa aod
`0T-g) sopunala Hd oCuqual
op soipauz soiausaoau unas anb ua sosuo soj ua .g-os `aluuoTjipnau omoo `aoCauz yarago
oso ojsa ua `ojuu1
01 dod aluraofoo Top uóTOaosqu ap prpIOOIOA uj ap ozoznCaad ua `somujaTn2asuoo 01
ou ooiloou opioy la uoo aró ol `0`g u g`T ap `oCug aluauzuntjrlad Hd un u sauolo -Tpuoa
salquaoCou1nT ua uCuqual uanluTT ap ouuq ja osuo o'no ua `sopiaa sajuuaoloo uoo upas
o uurj ul ap opmol
TSJ SOALLVIIndrr SO,LNSIJ V,LVUJ
Top ja sa omoo `salrnoadso sosuo soun2Ip ep `yjsa oaulo `u9pdeaxa u opTo1 Dalo uoo anb
aorauz `oozjoou opio' uoo uaiu9ino oapTq n9Taualuaouoa ns o Hd °ja ~auoptl -oaa al as
`opOIxa osa uas anb ua sosuo sol ua `upuogua
- nd uA' en,1u la `oanr •uóiauoijipiai ap `aluasead as op -nono `yacs eaduzais
umalgoad ja un2y ep oum'a Top soez
- nsuoa sol ua `aouaedns o (soloalaed syuz sosuo sol ua) lun2 ouis `L aoiaajui Hd un
u upanb uounu upT.laaaoo ajuauzujalduzoo ene la anb vas omoo opuaiuznsaj
°uaqu ul anos opionpoad zilum Tap pupiaujn2aa ul ua uaaóluil rnaaluiu rl ap u9Toaos
- cm ap aapod la ua aAnp.uT ouug Iop Hd ja uájquzul `uanl -uIT ul ua .soCal
uaaTnnTsa ~Ts anb sooiui nb solanpoad ap ujmouooa aoAum aun iauluasaadea `opiOTxe

JOlrn je uuztxóad oso upuzijijn unlu ja anb ap `sand `oLloail Ta (O~=Hd `sopixóaedns) sollo
saoiput uoo SOa1O A' (2=Hd
1: SoOi1Jai:0•I11S sol) soNpg Hd u uuNuqual anb Auu Sor¡ 'o:';op:nI: ,-p) )I1S oolibu1
lg ap sourg soj ua
•opl:n'I:¡ 01) so'}0npord soj ap Duros Iio.) Siiu,iui u SI:IUI 1a-I1III IS `,-pu,llu)AUIOa aojan
Iap u112r pi) lid la .)IS,I ,-II~- Sol';, ol Ui,l,-s (IIIl) z:TIzana ua 05J01101
,--[,-ll `SOSZ:,) So ~ti;- •OTti )1 tt:nr}aa(1So•t `01
A g`TT `oa`oi
-Il so.I01'I:A 1)Udi Hd [O Opnt:na uaanpoad as n9po.1ju A'
(opi:uza,'IZasah) opas `ruin rj ap opunul ap SOja0J0 son
- ami sol `o1dr4a aod ouuq Tap le ouis `ITTxa1 Tap ouzil
- d9 IId lu ou aaoapago egap A unTjujaa s'yuz uzauulaoduzT utm auail un~u Tap Hd
la (usos A' uóqur uoo sopunul o sopuuoqKua) solea,Waajap souuq ap ideal as opuunD
°aTuauzuAlloodsaa `T`g
0`T ap ros souiiTdo Hd soAno `sopas o suuuj au2unC
- uo upunt sap at ap oil Ts Hd la alasatoaaaoO yaagap uuzalsTs aambluno aod
upuouland unfu un •n9Toulnuzaed ap sopolám aod uupaaoad ou anb soluaTuzulual
solaaz0 ap sándsap uoauuz anb Hd soj uoo upuTdaou das yapod ou `uzouanoasuo0 na `A
upToaanpuesap opis aaquzj taagap souauz oj aod `un2y ap ouzuj oildmu Tap sauoioulu4 -
su' suj ua upiuznsuoo un u ja upol anb somaqus `oijolp souzenajl anb o1 aod 1T1xal Tap
11910auaa ap prpjard1O uj
'II,LXE,L VIILLSIIQNI VU N U V1 V 7a OST
««Página 17»».
482
lavado con agua jabonosa dura y con agua descalcificada. En la figura 144 puede
apreciarse el precipitado que queda entre las fibras, en el primer caso, y en la 145
observamos por la fotografía la porción de tejido captada por el objetivo del microscopio
que aparece completamente limpia.
Hasta ahora hemos visto la manera de lograr la eli-
Fig. 11:). — Microlutul,ralia de otro
tejido de seda an, ílogn al anterior en el
que puede observarse el corte trans-
versal de la fibra casi completamente
limpio, como consecuencia de haber
sido lavado con jabón y agua descal-
cificada.
minación de las sales que comunican dureza a las aguas, mediante precipitación o
transformación químicas, acudiendo a los procedimientos cal-sosa, fosfato trisódico,
etcétera, y a la doble descomposición mediante el procedimiento de la permutación con
zeolitas y resinas sintéticas. No obstante, esta misma eliminación es también factible por
otros dos sistemas: por dispersión coloidal de los jabones insolubles formados y formando
sales complejas.
La peptización de los jabones cálcicos y magnésicos, insolubles, se puede lograr usando un
exceso de jabón, con ésteres grasos sulfonados y alcoholes grasos sulfonados, con
productos de condensación de los ácidos grasos, con coloides naturales de elevado peso
molecular y
TRATAMIENTOS DEPURATIVOS _483
con productos análogos a los últimos, de obtención sintética. La inactivación de los
compuestos de la dureza flor formación de complejos, se consigue mediante las sales
alcalinas del ácido metafosfórico polimerizado. El hexametafosfato sódico, componente
del preparado comercial conocido con el nombre de Calgón", reacciona según la siguiente
igualdad:
(C17H33C00)2Ca + [(P03)6Na4]Na2 =
= 2.C17H33C(JONa + [(P03)6CaNa2]Na2
Los iones cálcicos positivos pasan a formar parte de un complejo negativo, la disolución se
hace transparente y los jabones cálcicos o magnésicos se convierten en sódicos. Sin
embargo, los rnetafosfatos sódicos o fosfatos de alto peso molecular sólo son estables en
frío, sufriendo en caliente la acción hidrolizante del agua que los transforma en fosfato

monosódico inactivo:
[(P03)6Na4]Na2 + 6.H20 = 6.PO4H2Na
Por sus grupos atómicos fuertemente hidrófilos, los macrocoloides naturales como las
proteínas, gelatina y cola poseen un gran poder peptizante de los jabones insolubles, pero
comunican a los textiles un tacto sumamente áspero y desagradable.
La dispersión coloidal de los jabones insolubles, ha quedado resuelta con la aparición de
esta serie de productos llamados, específicamente, detergentes. Antes de su aparición y
de que se extendieran en el mercado, disponíamos de sales sódicas y potásicas de los
ácidos grasos, las que reportaban inconvenientes tan dúctiles como eran, por ejemplo, su
mala solubilidad en el agua fría, su inestabilidad a los ácidos y la pronunciada tendencia a
formar sales difícilmente solubles con los cationes polivalentes, o sean, los jabones de cal,
magnesio, hierro, etc., insolubles. Para sortear estas anomalías, se acudió a la sulfonación
de los aceites (tratamiento del ácido graso con ácido sulfúrico). Pero estos productos,
EL AGUA EN LA INDUSTRIA TEXTIL
Fig. 144. — Microfotografía de un
tejido de seda mostrando el preci-
pitado que queda entre las fibras,
después de haber sido lavado con
jabón y agua dura.
««Página 18»».
484 EL AGUA EN LA INDUSTRIA TEXTIL
los aceites sulfonados, a pesar de ser resistentes a la dureza, todavía poseían libre el
grupo carboxilo, el que más adelante se procuró bloquear por esterificación o conversión
en amida, con lo que resultaron compuestos más eficientes y completos aún que los
aceites sulfónicos. Posteriormente, ganando la ciencia posiciones en sus incesantes
investigaciones, se concibió que si en vez de sulfonar previamente ácidos grasos se
sulfonaban los alcoholes correspondientes de aquéllos (hidrogenan-do primero y

sulfonando después los ácidos grasos) se obtenían productos mejores, con excelentes
propiedades de conjunto.
Por esto, se distinguen dos grupos de grasas sulfónicas: las que poseen el grupo sulfónico
en la mitad de la molécula y aquellas que lo poseen en el extremo. Al primer grupo
pertenecen los productos de sulfonación de los aceites vegetales y animales y al segundo
los alcoholes grasos sulfonados.
Por lo tanto, a diferencia de los jabones, todos es-tos productos dan disoluciones acuosas
prácticamente neutras, aunque puede variarse el pH de la disolución añadiendo ácidos o
álcalis, y lo mismo en frío que en caliente forman sales cálcicas y magnésicas solubles, o
sea que pueden emplearse con las aguas duras.
En los últimos años, la industria química alemana dió un gran impulso a la fabricación de
una gran variedad de estos productos, la mayoría de los cuales, a título de información,
vamos a citar.
Como detergentes a base de ácidos grasos sulfonados o alcoholes con grupos sulfónicos,
utilizados principalmente como humectantes, pero en los que, a la vez, las sales
determinantes de la dureza son solubles, están: el "Gardirrol", que es nu alcohol graso
sulfonado que se obtiene sulfonando el éster del alcohol graso (C17H33CH2.O . SO,,Na) ;
el "Igepón A", que es el éster de un cloruro de ácido graso y ácido oxietil sulfónico
(C17H33 . COO . C.2H4. S03Na) ; el "Igepón T", que es la amida del cloruro del ácido oleico
más el ácido amino-
TRATAMIENTOS DEPURATIVOS 485
sinfónico (C,7H33C0 . N . C2H,. SO3Na); el "Praecután",
CH3
que es una mezcla de "Igepón T" y acite de ricino sulfonado ; el "Lamepón", que es el
resultado de los productos de condensación de los ácidos grasos y aminoácidos altos,
generalmente productos de degradación de las materias albuminoideas procedentes de
los desperdicios de cuero [C17H33 . CO . N . (CH,)x . COONa] ; etc.
II

Como humectantes a base de ácidos sulfónicos aromáticos, de comportamiento análogo a
los anteriores, están: el "Nekal", que es la sal alcalina del ácido alcohilnaftahnsulfómco
(C10H5\SO3Na); el "Leonil", semejante al anterior, etc. SO3Na
Y como detergentes a base de óxidos de etileno, o sea productos de condensación, entre
otros muchos, están los "Igepales" en sus distintas marcas, útiles para cada clase de fibras,
así como, el "Leonil", que, química-mente considerados, no son más que largas cadenas
hidrocarbonadas de 12 a 16 átomos de carbono, de los cuales de 5 hasta 10 están
formando grupos de óxidos de etileno. Llamando R a esta cadena, podemos definir su
composición con la siguiente fórmula: R . O(C2H.,O)n . C21-T, . OIL
Todos estos productos y muchísimos más que en total constituyen un fabuloso enjambre
de nombres y fórmulas, son notables humectantes, espumantes, emulgentes, detergentes
y peptizantes. Con ellos el técnico textil se halla muchas veces ante un verdadero dilema :
valerse de agua rectificada por los métodos químicos antes citados o utilizar agua
calcárea, aprovechando a la vez las múltiples propiedades de estos nuevos agentes
químicos. Muchos se hacen el siguiente razonamiento : si utilizando agua blanda, a cero
grados de dureza, para ciertas operaciones también debemos emplear algún humectante
para ayudar a la acción de lavado sobre la fibra en tratamiento, sería mejor que
prescindié-
««Página 19»».
486 EL AGUA EN LA INDUSTRIA TEXTIL
ramos de una depuración previa y que con el consumo del humectante lográramos, a la
vez, el doble fin.
Ciertamente, cuando se trata de pequeñas instalaciones, como un lavadero de lana
aislado y de escasa capacidad o de una instalación de blanqueo de peque-ña producción,
el empleo de uno de estos productos puede evitar el acarreo del lastre económico que a
ve-ces significa la amortización de una estación purifica-dora por modesta que sea. Pero,
tampoco debe escapar a la consideración del director técnico que cuando la dureza del
agua de consumo sea algo considerable el gasto de estos productos será sensible y, en el
fondo, de cotejar cuál de los dos caminos a seguir reporta mayores gastos, no se dudará

un solo instante en optar por la purificación química previa.
Prueba de ello es que los mismos fabricantes de es-tos productos han ideado,
simultáneamente, otra serie de menor coste que recomiendan emplearlos, en esos casos,
antes de hacer uso del detergente-peptizante. Esta nueva serie no obedece a otro fin que
el de corregir previamente la estricta dureza del agua. Productos tales son, por ejemplo: el
"Sil" (mezcla de CO,Naz oxida.ntes y ácido salícico), el "Typon" (mezcla de sosa, vidrio
soluble y algo de jabón), el "Calgón" ya citado, el "Henko Bleichsoda" (mezcla de CO3Na2 y
vi drio soluble), el "Trilon" (a base de materias orgánicas
sintéticas), etc.
Así, para grandes instalaciones o fábricas im t ao r tantos del Ramo de Agua no ha de
existir dilema aa 1 guno y se ha de optar por cualquiera de los sislelll:ar. de precipitación o
transformación química. Además, e( aa viene tener presente, como se ha visto, que el
problema de la purificación del agua no estriba sólo en la (,Iiaaai nación de la dureza, sino
también en eliminar otra . r í de impurezas. Si debemos comenzar por elimina r H e
n
llas impurezas y luego prescindir del desendune(.i acicalo para dejarlo a merced de esos
productos, muchas v('('er haremos un mal negocio, máxime teniendo en cuwnlaa
TRATAMIENTOS DEPURATIVOS 487
que, en ciertos casos, una instalación de descalcificación procura no sólo la eliminación de
la cal y el magnesio, sino la de otros iones o materias perniciosas, cosa que no se logra con
el solo empleo de esos compuestos.
No por estas manifestaciones se ha de entender que nos declaramos enemigos de dichos
productos, ya que ni tan sólo les regateamos valor o importancia. La cooperación de éstos,
en nuestra industria, es valiosa, como saben muchos especialistas o como pueden
aprender, con su uso, los menos expertos, pero en cada caso debe saberse distinguir hasta
qué punto interesan sus servicios. Algunas veces, por ejemplo, en un lavadero de lana
puede substituirse la purificación del agua consumible por el procedimiento Permo, por el
de la cal-sosa u otros, y los pocos grados hidrotimétricos que hemos visto subsisten en el
agua, anularlos con el empleo de uno de estos productos, los cuales, además, tienen la

propiedad de dar mayor espuma, mayor humectación y, por ende, mayor detergencia con
el consabido ahorro de
jabón y sosa.
En definitiva, el lector podrá apreciar que la presencia en el mercado de esta serie de
productos no re-presenta más que una mayor y valiosa disponibilidad de medios, junto
con los métodos de gran purificación descritos que nos han de permitir determinar y
escoger las combinaciones más oportunas y que redunden en beneficio de un trabajo más
perfecto y de una mayor economía del mismo.
««Página 20»».
CAPÍTULO VI
APÉNDICE
AGUAS RESIDUALES DE LA INDUSTRIA
TEXTIL Y ANEXAS
51. El doble problema de los desagües.
LUPIN, en su monografía Die indische T extilindus frie publicada en Jena el año 1931, da
las siguientes no ticias que estimo interesante llevar a estas páginas : "La zona
renowestfaliana se extiende desde el extremo más occidental de Alemania, con las
fábricas de paños de Aquisgrán, situadas en las laderas septentrionales de las colinas del
macizo esquistoso renano, hasta la derecha del Rhin, hacia el Wuppertal (Elberfeld,
Barmen), Lennep y Lüdenscheid, contando con hilaturas, telares mecánicos, tintes,
batanes y fabricación de aprestos. En toda esta zona aparecen los tristes símbolos del
paisaje textil. El valle del Wupper era originariamente asiento del gremio de los lenceros,
para los cuales ofrecía maravillosas condiciones la limpidez del agua y su contenido calizo,
así como la relativa anchura y poca profundidad de la corriente, que discurre entre exten
sas praderas. Hasta muy entrado ya el siglo xvii', el valle conservaba el aspecto de una
vasta pradera crin zada por interminables bandas de blancos paños y es tambres. En el
transcurso del siglo XVIII, al blanqueado se asoció el tejido y el tinte, y con ello el desarrodl
industrial, que desgraciadamente sustrajo al paisaje gran parte de sus naturales encantos.
Desde llave años,

AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL 489
las necesidades del tinte han traído consigo la fabricación de substancias tintóreas, cuya
materia prima su-ministran los carbones del Ruhr; y las fábricas de materias colorantes y
las tintorerías han convertido el risueño Wupper, que poco antes de Barmen recibe aún
abundante agua limpia de las vecinas montañas, en un río odioso. Su color hácese cada
vez más obscuro cuantas más hilaturas atraviesa; cada fábrica contribuye a ello
derramando rojo, azul, amarillo o violeta, y cuan-do el río sale de Elberfeld, sus aguas son
un líquido color de tinta."
Este lamentable espectáculo que nos era dado ver en las inmediaciones de Elberfeld, se
recrudecía, por su rigor, en los alrededores del distrito industrial (algodonero, lanero y
sedero) de Chemnitz, donde muchas tintorerías sólo poseen una vertiente de aguas y ésta
pequeña, por lo que el desagüe es deficiente y no limpio, hasta el extremo de que el agua
también salía frecuentemente como tinta y de mal olor.
Cosa análoga se experimentaba, años atrás, en los ríos ingleses Humber y Mersey después
de discurrir por las densas zonas manufactureras de Yorkshire y Lancashire, y así
podríamos citar el caso de otros muchos ríos principales en numerosos países
industrializados, en el aspecto textil, como Bélgica, Estados Tinidos de Norteamérica, etc.
Antaño, y de ello no hace mucho tiempo, a la mayoría de las industrias químico-textiles,
impulsadas acaso por un lamentable espíritu no ya de egoísmo, pero sí de in-diferencia o
pasividad ante los problemas que su conducta originaba a su mismo prójimo industrial, no
les preocupaba mucho la cuestión del desagüe. Podríamos decir, para estar muy próximos
a la realidad que in-formaba en aquellas épocas a los futuros fabricantes, que cuando se
proyectaba una nueva planta del Ramo de Agua, los propietarios y los técnicos directores
coincidían en la idea de anhelar la situación del nuevo emplazamiento en el punto más
alto posible del curso del
««Página 21»».
490 EL AGUA EN LA INDUSTRIA TEXTIL
río que les debía abastecer del líquido elemento, con la pretensión de que no les

precediera ninguna otra fábrica, con lo que creían haber conseguido el principal objetivo:
obtener un agua más libre de impurezas. Sin embargo, a la hora de evacuar las aguas
residuales no les preocupaba que más abajo había otros consumido-res y, a falta de otra
ley más fehaciente, imperaba entre ellos la ventaja de prioridad en la situación geográfica,
es decir, cada uno tenía que circunscribirse a acarrear el peso de las consecuencias que
reportaba el tener más arriba a otro colega. Hasta cierto punto, esto dió lugar a quejas
bien fundamentadas y a especulaciones extremas sobre la calidad, ya que general-mente
resultaba que las instalaciones más antiguas eran siempre las más perjudicadas y, a su vez,
muchos fabricantes creían que perjudicando a su vecino, fabricarían mejor que él los
géneros comunes y suponían que así, al concurrir a los mercados, no habría competencia
posible entre ambos.
a) Objetividad de la higiene pública. — Las protestas de ciertos industriales no llegaron
jamás, en ninguna parte, a mover el interés de los gobernantes de entonces, quienes por
lo regular creían, erróneamente, que ello era pleito que incumbía hallarle solución en los
mismos medios industriales. Tampoco las múltiples reuniones habidas entre fabricantes
fueron nunca suficientes para llegar a concretar un acuerdo que 1>a,v(.e ciendo a los más
acabara por resolver ese enojoso pro
blema.
1)e esta manera el industrial al'eel;ulo debía ¡preocuparse de imponer en sus
instalaciones los métodos y maneras que le permitiera utilizar, sin que causara efectos
perniciosos a sus elaboraciones, el agua que las instalaciones anteriores ensuciaban.
Más adelante, a medida que alrededor de esos núcleos fabriles o a lo largo de las cuencas
fluviales industrializadas comenzaron a erigirse una serie de concentra-
AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL 491
ciones urbanas, los efectos producidos por la insensible evacuación de las aguas residuales
comenzó a alarmar, ya no a los industriales perjudicados, sino también a los ciudadanos y
a sus municipios.
Con el criterio de que cada uno se preocupaba sólo de sus suministros sin querer pensar
que el desagüe libre afectaba a los vecinos, se vino a chocar, al llegar el curso de un río a

los pies de una población, con el grave inconveniente de que sus habitantes no podían
con-sumir aquellas aguas para fines potables (aunque en muchas de estas localidades no
se disponía para el abastecimiento de otra agua que la que circulaba por el río) sin peligro
ele sus vidas. Tampoco era posible, entonces, que cada familia instalara en su hogar un
sistema de purificación (entre otros motivos, por no estar esos sistemas tan
perfeccionados como en la actualidad). En resumen, era a la autoridad a quien incumbía
concretar la solución, y de aquí que comenzaran a nacer las primeras órdenes, decretos o
leyes que, con el tiempo, debían compendiarse en la legislación vigente.
Como todas las cosas en sus principios, los reglamentos que surgieron para resolver esta
cuestión pecaban de notables imperfecciones y hasta adolecían de cierta injusticia. Por
ejemplo, uno de los más antiguos documentos que se conocen, obligaba a que el
industrial más próximo a las poblaciones fuera el encargado, por su cuenta y riesgo, de
que no pasara de sus dominios un solo litro de agua conteniendo substancias nocivas para
la higiene pública. En contrapartida, el agua del mismo río tomada después de pasar por la
población podía con-tener, sin que cayera culpa no ya para sus habitantes, sino que ni
para el mismo municipio que antes se mostraba tan exigente, toda suerte de materias
fecales, orines, agua de fregados, etc., provinentes de la evacuación civil, sin que ante ello
tuviera derecho a protestar el propietario de la fábrica inmediata. Con todo eso se de-
muestra que en aquel entonces las autoridades, a pesar de su probado desvelo por la
población cuyos intereses
««Página 22»».
492 EL AGUA EN LA INDUSTRIA TEXTIL AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL
493
representaban, corroboraban a que el desconcierto más profundo cundiera en este
aspecto en vez de buscar, de común acuerdo con los industriales afectados, una solución
más armoniosa y eficiente para el bien general.
b) Concepción de una autoeconomía. — De la manera que queda indicado fué
transcurriendo el tiempo, y debemos decir sin que se progresara ni poco ni mucho. El
problema de los desagües siguió subsistiendo en mayor o menor grado, con mayor o
menor arbitrariedad, en sus dos aspectos de molestia a las industrias y a las
concentraciones urbanas inmediatas. La solución total o casi definitiva, como se verá,
debía venir por otros senderos muy distintos a los aducidos por la protesta colectiva o la
queja apasionada de uno y otro industrial. Aquélla debía venir por inspiración del propio
egoísmo; pero, en este caso, no que tendiera a ser molesto o dañino para el prójimo, sino
beneficioso o lucrativo particularmente primero, y para todos en general después.
Con los años, los fabricantes se apercibieron de que la evacuación no sujeta a control de
las aguas residuales, muchas veces les representaba una pérdida notable, pues no sólo
evacuaban aguas sucias, inservibles ya o cansadas de rendir trabajo, sino que, también,
otras ricas aún en contenido de ciertas substancias perfecta-mente recuperables y
ennoblecibles. Unas veces, éstas eran útiles, como subproductos, para ejercer con ellas un
nuevo comercio y en otras ocasiones se trataba de la dilución de las mismas materias
antes empleadas.
En el primer caso, los indusl riales se dieron cuenta de que aprovechando aquellos
sabllrodnetos y eairendiéndolos al mercado, podían alcanzar unos ingresos imprevistos
con los que aminorar una buena parte de sus gastos generales. Y, en el segundo caso, no
se les escapó la idea de que recuperando parte de los productos empleados en sus
tratamientos de fabricación, o sea combatiendo la dilución de aquéllos, podían ahorrar
una fracción importante del consumo total de los mismos.
La idea de que todo ello podía contribuir notable-mente al abaratamiento de sus
manufacturas o a aumentar sus ingresos, comenzó a despertar el afán de tratar las aguas
residuales antes de despedirlas en las canalizaciones de desagüe o de dejarlas que directa-
mente se fueran a los ríos.
Así se engendró una nueva técnica de tratamientos químicos y, en adelante, ya resultó
mucho más fácil convencer a todos de que era de buen criterio dar a los desagües las
propiedades de inofensividad antes propugnados estérilmente.
Este criterio poco a poco fué evolucionando y en los últimos tiempos aquel funesto
problema dejó de existir. Todos sabemos que en Prusia comenzó a regir el año 1913 el
primer reglamento oficial de aguas residuales y que éste fué el precursor de muchos más.

Los fáciles sistemas de purga de los desagües que los especialistas en la materia
recomendaron, contribuyeron muchísimo a precipitar la solución, pues cualquier
fabricante, persuadido del daño que podían causar las evacuaciones de su industria,
encontró siempre mucho más cómodo llevarla a término que exponerse a que por su
distracción o despreocupación fuera ello causa de disgustos graves. Pero a la solución
definitiva de esta inconveniencia también han contribuido mucho los municipios y los
organismos públicos de las grandes y pequeñas ciudades, pues aparte de lo que es misión
del fabricante (eliminar la agresividad de las aguas evacuadas), aquéllos, por su parte, han
cuidado de convertir los abastecimientos públicos en perfectos manantiales potables,
esterilizando y depurando el agua por tratamientos químicos y sucesivas filtraciones.
Esta concepción de una autoeconomía en la fabricación, que despertando la consideración
de los industriales debía ser el punto de partida para llegar a futuros acuerdos, ha
progresado en los últimos años hasta lo indescriptible. El consumo de materias primas,
cada vez mayor, que hoy se hace en todo el mundo significa,
««Página 23»».
494 EL AGUA EN LA INDUSTRIA TEXTIL AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL
495
de una parte, una tendencia al agotamiento de las mis-mas y, de otra, a la captación o
acumulación del mayor volumen de desperdicios. El consumo de ciertos productos que
intervienen juntamente con el agua en cualquier proceso elaborativo, presupone no la
destrucción o eliminación de los mismos, sino una inversión de aquéllos, de los cuales una
parte se destina a acompañar y dar forma al nuevo producto obtenido o artículo
beneficiado, y otra, por el desgaste, queda diluída en las aguas de fabricación. Esa parte,
como la misma agua, antes de una determinada pureza y ahora desfigurada, pueden ser,
como productos aun latentes, recuperados y ennoblecidos de nuevo para optar a futuros
servicios y contribuir a los ciclos incesantes de la industria transformadora.
52. Distintas clases de aguas evacuadas.
El incremento adquirido por nuestra industria cmi su constante desarrollo, hace que sea di
ríen enumerar la totalidad de las distintas clases de aguas evacuadas. Esta dificultad no

sólo surge al querer ordenar las muchas operaciones que se practican con intervención del
agua, sino también concretándonos a una sola operación, pues es sabido de todos que los
industriales y técnicos agrupan sus preferencias y que en un trata-miento de lavado,
supongamos, unos utilizan ciertos medios y determinados agentes, mientras otros
emplean medios y agentes muy distintos, y de aquí que las aguas residuales, aun siendo
del mismo tipo (alcalinas) con-tengan substancias un tanto diferentes. Por ejemplo, en el
lavado de cualquier clase de género unos pueden utilizar el CO3Naz y jabón, otros fosfato
trisódico, etc.; en el primer caso se ve que el residuo será graso y contendrá
esencialmente carbónico, mientras que en el segundo no existirá este último y sí el radical
PO4=.
Ante la imposibilidad de prever y definir todos los casos que pueden presentarse, vamos a
limitarnos ahacer una exposición general de los mismos, dando preferencia a los más
frecuentes.
En primer lugar debemos citar, como comunes a todas las secciones industriales, los
desagües de las letrinas, servicios de limpieza, cuadras, etc., que, como los de las
viviendas, contienen las materias fecales, excrementos, orina y demás; principalmente las
primeras son siempre peligrosas de infección y perjudiciales para la salud. Los productos
de desagües hay que tener más cuidado en no conducirlos a una mezcla con las aguas
residuales de fabricación, que en no echarlas directa-mente a las corrientes fluviales, pues
las substancias orgánicas que contienen en suspensión o disueltas se pudren rápidamente
y entran en fermentación, engendrando millares de hongos que harían maloliente e in-
aprovechable el agua residual de la fábrica.
De las secciones de la industria propiamente textil, bastaría con que dijéramos que las
aguas residuales vienen a devolver desde ligeros vestigios hasta un 60 % de las mismas
substancias empleadas en las manipulaciones afines, más una serie de subproductos
naturales originarios del textil. Éstas son, indistintamente, orgánicas e inorgánicas.
El agua de lavado de la lana lleva grasas, cloruros, carbonatos, sulfatos, fosfatos,
compuestos amoniacales y otros de tipo orgánico procedentes del uso de productos
detergentes, en proporción de 40 al 75 % del peso de lana lavada. Como se puede deducir,

la densidad de estas aguas es alta y el aprovechamiento de los principios disueltos más
importante que la misma purificación que exigen las ordenanzas vigentes.
El agua residual de la carbonización del mismo tex-
til contiene partículas vegetales carbonizadas, ácido
sulfúrico y otros componentes. En las aguas de desen-
grasado, subsiste el contenido de materia grasa, así
como el resto de los productos detergentes utilizados.
El agua residual del descrudado de las fibras vege-
tales además de ser alcalina, contiene también materias
««Página 24»».
496 EL AGUA EN LA INDUSTRIA TEXTIL
o_r
grasas y céreas en pequeña proporción, gomas, resinas. lignina, restos leñosos y, en
notable proporción, materias pécticas.
El agua que fluye de las secciones de blanqueo y mercerizado puede contener cloro,
oxígeno, sulfitos, sosa, etc. De las instalaciones sederas y procedentes del hervido y carga
del textil, puede resultar jabón, sericina (cola de seda), fosfato disódico, cloruro de es-
taño, anhídrido silícico, etc. -'9cw
A~ (J1,`a , í-,
Las instalaciones de tintura y apresto devuelven aguas que pueden contener desde los
residuos de colorantes y mordientes a toda la gama de substancias auxiliares empleadas,
como son los productos de avivado, suavizantes, cola, gomas, féculas y, en general, todas
las substancias aprestantes; resinas artificiales, para-finas emulsionadas resultantes de la
impermeabilización, etc. Hoy en día, según veremos después, lo que menos arrastran las
aguas residuales de las tintorerías son materias colorantes.
Los lavaderos son, a lo mejor, las secciones donde se origina la mayor cantidad de aguas
residuales y éstas arrastran junto con las hebras del tejido, el antiguo apresto
substrayente o paramento de la urdimbre,-la suciedad adquirida durante el proceso o el
uso (caso de los regenerados o tratándose de lavaderos públicos), la grasa y el jabón

empleado, así como otros productos.
En general, las fábricas de hilados y tejidos, así como las secciones anexas del Ramo de
Agua propia-mente dicho, envían con sus aguas residuales una par-te importante de los
productos químicos empleados, según se ha dicho ya; o sea: ácidos (especialmente C1H,
SO4H2, SO3H2, PO4H3 y otros orgánicos), combinaciones de sodio y potasio, compuestos
amónicos, sales magnésicas y cálcicas, sales de bario, compuestos de aluminio y de cromo,
sales metálicas (hierro, manganeso, cinc, estaño, etc.), materias colorantes y pigmentos,
óxidos, grasas, alcoholes, jabones, féculas, goma, cola, gelatina (albuminoides),
fermentos, etc.
AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL 497
De las instalaciones de extracción o limpieza química, tanto por el interés económico que
tiene como por el peligro de que se produzcan explosiones en las alcantarillas, es
conveniente no evacuar ningún disolvente ele los varios empleados. En el lavado de la
lana, también es conveniente cerciorarse de que los vellones no provengan de ningún
animal enfermo, pues el virus (el del carbunco es muy frecuente) puede causar
significadas alteraciones en los desagües libres y hasta en los depósitos colectores de
recuperación y purificación.
En la Fabricación del rayón, importa primero tener en cuenta las aguas residuales que
resultan del lejiado, ricas en lignina y substancias pécticas, sales de sodio o cal, etc.
Después, de los procesos de formación de la masa, coagulación, etc., emergen otra serie
de lejías ricas en muchas substancias empleadas (cobre, amoníaco, disolventes, ácido
acético, etc.) cuya recuperación, más que eliminación, juega un papel importantísimo en
la economía de fabricación.
53. Aguas con substancias recobrables; idea de los procesos de recuperación y
aplicaciones de los productos bonificados.
Lógicamente, la recuperación de subslancias importantes en las aguas evacuadas de la
industria textil de-pende de la concentración ele las mismas o de la cuantía de fuga de
productos empleados, no retenidos por el género, y del coste de éstos. El estudio de estos
factores da idea de los beneficios que se pueden sacar, o sea de si conviene más ir

directamente a una mera purificación (neutralización o destrucción de los principios
agresivos) o a una recuperación.
A continuación citaremos aquellos casos en que es más conveniente la recuperación,
teniendo en cuenta la valía del desperdicio. Sobre la manera cómo ésta se rea-liza en cada
caso, sólo daremos una somera idea ge-
32. -- J. B. Puig. -- El agua en la industria textil
««Página 25»».
11! íi .
--- --
11
««Página 26»».
498 EL AGUA EN LA INDUSTRIA TEXTIL AGITAS RESIDUALES DE LA INDUSTRIA TEXTIL
499
neral, pues las operaciones se convierten muchas veces en verdaderos procesos que por sí
solos, por su amplitud y abundancia de detalles importantes, requerirían un tratado
especial.
Generalmente, en las fábricas importantes en las que la riqueza de las aguas residuales es
notable y donde la recuperación es practicada, se establecen dos tipos de desagües: uno
local, que conduce las aguas recién salidas de los aparatos a unas balsas colectoras
exteriores donde directamente se realizarán las operaciones para recobrar los materiales
o de donde partirá la distribución a las distintas tinas y aparatos especiales, si el
tratamiento de recuperación lo requiere; el otro, será el desagüe o canalización general
que, recogiendo las aguas agotadas del trabajo o de la recuperación, antes de verterlas al
río o a la conducción pública, pasará las aguas residuales por el sistema purificador de
evacuación (en el caso de que sea necesario depurar).
Ahora entraremos a tratar de las densas aguas o caldos que resultan del lavado de la lana.
Además de las trazas de substancias empleadas para ejercer un des-engrasado rápido y a
fondo (jabón y sosa o detergentes varios) las aguas provinentes del lavado contienen un
notable porcentaje de potasa y lanolina (grasa de lana), cuya recuperación está hoy muy

generalizada por los pingües beneficios que otorga. Ordinariamente la recuperación de
potasa se practica sobre las aguas que pro-ceden del deschurrado ; es decir, muchas veces
se lleva a cabo esta operación con el fin de que dé lugar a este aprovechamiento. El lavado
previo se efectúa sólo vol) agua que puede ser fría o caliente y no se recoge el cal-do hasta
que después de lavados sucesivos marea unos 13 grados Bé. Si el lavado ha sido muy
enérgico (con agua bastante caliente), el agua residual puede también contener algo de
grasa, que es preciso separar de la superficie después de cierto reposo. Tanto si existe
como no dicha grasa, se deja el caldo algún tiempo en reposo con el fin de que precipiten
o se separen las materias in-
solubles. Hl líquido clarificado por esta decantación se pasa a am horno de reverbero
especial donde se concentra paulatinamente hasta dar el residuo sólido y anhidro
deseado. Finalmente, por una especie de tostación que se produce a expensas de la
materia orgánica aun con-tenida se transforma la sal potásica en carbonato, que todavía
puede purificarse por cristalización. De esta manera, aquel enorme volumen de aguas se
convierte en
un notable porcentaje de la citada sal y en vapor con-
densable, inofensivo como agua residual.
De las aguas que salen del leviatán y por un sistema de moderna supercentrifugación se
consigue separar la lanolina en un estado casi puro y anhidro, con lo que el volumen de
agua, reducido, y los vestigios de agentes emplearlos en el lavado pueden pasarse ya,
mediante un sencillo tratamiento de neutralización (que a veces ni es preciso) al desagüe
general, pues en las centrífugas también se separan del agua las partículas sólidas e
impurezas en general.C.v.\
En el enriado o macerado de grandes partidas de fibras vegetales, ya sea por
procedimientos naturales o artificiales, el problema es francamente agobiador. De los
caldos de macerado resulta un tanto complicada la recuperación de las substancias
incrustantes o materias
A resino-gomosas, debido a lo cargarlos que suelen ir de
rAc, f,IrG' toda suerte de microorganismos. Algunos ensayos dignos de encomio no han

conseguirlo todavía el resultado perseguido, o sea la recuperación citada. Por lo tanto,
según veremos en el apartado último, la parte más pesada corre a cargo de la depuración,
que es la que pro-cura eliminar toda clase de seres microbianos existentes.
Sin embargo, en estas aguas como en otras iyfuchas residuales que resultan del lavado de
textiles y de di-versas operaciones de nuestra industria, tiene un interés bastante grande
la recuperación de las llamadas "fibras perdidas", es decir, las fibras que soltándose de los
hilados y tejidos o de los tallos en el mismo enriado, quedan flotando entre las aguas que
se evacuan. Para
««Página 27»».
500 EL AGUA EN LA INDUSTRIA TEXTIL AGITAS RESIDUALES DE LA INDUSTRIA TEXTIL
501
llevar a término este aprovechamiento de las fibras de algodón, lino, cáñamo, yute, etc.,
se comienza por conducir las aguas a grandes balsas de sedimentación pro-vistas de un
serpentín para el borboteo de aire comprimido; se insufla éste y, por el principio de
flotación, las burbujas arrastran hacia la superficie las fibras y otros cuerpos como pajas y
análogos, de donde se se-paran con suma facilidad, ya a mano o mecánicamente, según la
importancia de la recuperación. Después, se deja otra vez en reposo el contenido de la
balsa o depósito con el fin de que sedimente los barros. En estas mis-mas balsas o
mediante otros dispositivos adyacentes, se acaba por destruir los efectos perniciosos de
estas aguas, que serán distintos según su procedencia y los tratamientos que hayan
sufrido. Muchas veces, el burbujeo de aire es aprovechado, como veremos en el siguiente
apartado, para producir ciertos electos (le autodepuración.
Las fibras así recuperadas y una, vez ceras pueden tener múltiples aplicaciones. Pueden
servir e'oulo lna terial de relleno, para obtener celulosa, mista (le papel, como
combustible, junto a las estopas o desperdicios de la hilatura para algodonizar, y
últimamente se ha intentado recurrir, incluso, a su propia destilación. Por este sistema se
ha obtenido de 2.400 Kg. de residuo o fibras perdidas, 282 Kg. de carbón, 327 Kg. de ácido
piroleñoso (bruto, o sea incluyendo el alcohol metílico) y 30 Kg, de hulla. Se operó en
retorta horizontal giratoria, gastándose para aquella cantidad 213 Kg, de hulla, o sea

menos de la cantidad total de combustible recobrado. También la proporción de ácido
acético que se obtiene por esta destilación seca, supera a la cantidad que da la madera en
su destilación.
De los baños de descrudado, operación practicada
en secciones del Ramo de Agua anexas a las hilaturas
o independientes, se suelen igualmente recuperar, por
procedimientos semejantes al anterior, las partes leño-
s que flotan, y generalmente las substancias pécticas
de manera análoga como luego veremos que se opera sobre las aguas sobrantes del
lejiado en las fábricas de celulosa y rayón. En el desgomado de la seda, también se
recobran los baños agotados (cortados) de jabón de sericina, los que, según se ha dicho,
se emplean como ernulsionantes de los colorantes en la tintura posterior de dicho textil, o
bien se puede beneficiar la sericina que contienen en forma de cola. En la operación de
carga de la seda se recupera también el cloruro de estaño, especialmente debido a su alta
cotización.
1'a,ra, recobrar la sal de estaño que no ha sido fijada por la seda, se comienza por saturar
el agua residual que l;l, c,oullene con lechada de cal, y se agita, lo que da lugar a que
precipite el óxido de estaño que se re-coge sobre una tela. La pasta así lograda contiene,
aproximadamente, un 15 % de óxido, del cual se puede obtener el estado metálico, o bien
se disuelve esta pasta en C1H, para regenerar la sal de estaño (cloruro estannoso) que
puede volverse a emplear en otras operaciones.
De las aguas residuales en general, ácidas o alcalinas, se suele dedicar mayor atención a la
recuperación de las segundas. Los porcentajes de ácidos libres, hallara difícil
compensación talrte técnica como económica-mente considerados, desde el manto de
vista de su aprovechamiento; por lo tanto, sobre aguas ácidas se suele ir directamente a la
neutralización. Sobre las alcalinas, cuando marcan un pH elevadísimo y existe verdadera
riqueza, se suele operar por concentración, primero. Si sólo existe en el agua evacuada un
solo compuesto diluído, puede recuperarse y rectificarse, pero si existen varios se suele ir
a la recuperación salina simplemente. Las sales potásicas y amónicas, así como los

fosfatos, pueden servir ulteriormente como abono. Las sales sódicas recuperadas y
purificadas luego, sino calcinadas, pueden tener aplicaciones varias. Las sales metálicas se
separan también con otros fines de consumo, por el sistema que vamos a explicar.
««Página 28»».
502 EL AGUA EN LA INDUSTRIA TEXTIL S RESIDUALES DE LA INDUSTRIA TEXTIL
503
Las aguas enfriadas ricas en hierro, cromo, aluminio, manganeso, etc., procedentes de los
baños de mor-dentado, son primeramente enfriadas al objeto de provocar la cristalización
de la sal (sulfato, cloruro, etc.). También puede operarse por precipitación o
concentración, y en el caso del cloruro de hierro, éste puede ser recobrado en forma de
óxido (aplicado como pigmento para pinturas). El SO4Fe, que muchas veces es bonificado
(se puede lograr en forma de sulfato acidificando con SO.4H2 las aguas residuales que lo
contengan), es empleado para combatir las malas hierbas en los campos de cultivo, para la
fabricación de pigmentos, como catalizador en la fabricación de perfumes sintéticos y para
la desulfuración del gas por vía húmeda. El cromo recuperado también se emplea en
galvanoplastia, así como el aluminio y demás metales, como materia prima, en posteriores
operaciones electrolíticas. De esta manera, las aguas madres quedan exentas de esos
metales y sobre ellas pueden practicarse tantos otros tratamientos como se crean
convenientes.
La materia grasa resultante de la presencia de jabones, detergentes sintéticos y otros
aceites se suele recobrar de la emulsión que da, ya saponificándola o bien recogiéndola en
la superficie de depósitos por acidificación de la masa residual.
El cloro ion en algunos casos también se separa de las aguas que lo contienen, y los
desagües densos en substancias aprestantes se suelen concentrar hasta lo grar masas
gomosas que se pueden aprovechar cono vulgares pero enérgicos pegamentos. lDe las
aguas que arrastren disolventes orgánicos (1)encina, >sulfuro de ea r bono, tricloro de
etileno, etc.), es u-euesler recupera rlos por destilación.
Hoy en día en las 1intorerías uo es frecuente ver cómo se evacuan de las barcas hartos
ricos en mal eria colorante aún, pues más que a las quejas que, los ajenos a la instalación

formulaban, es el precio elevado a que se cotizan esos productos, lo que aconseja agotar
los bañoshasta el máximo. Así, pues, sería inútil hablar de este asunto porque
prácticamente se puede decir que ha des-aparecido. Sin embargo, el que un baño de
tintura se apure hasta lo sumo no quiere decir que el agua evacuada no haya de tener el
color peculiar del colorante empleado o, dicho de otra manera : el que un agua residual
presente un color determinado no indica que forzosamente contenga abundancia de
pigmento o de colorante aprovechable. De la misma manera, si un agua residual teñida
produce mal efecto a la vista no presupone, tampoco, que sea ofensiva para la salud, pues
hasta el más ignorante sabe que la mayor parte de las veces la preparación de un
colorante y la de la mayoría de medicamentos modernos hoy en boga (por no citar las
adulteraciones coloreadas de muchos productos comestibles) se fundan en substancias
primas análogas.
Frecuentemente, refiriéndonos aún a las tintorerías, se advierte que en las tinas de índigo
se forman con abundancia lodos y posos, debido a que el índigo no ha sido bien triturado,
o que no se ha efectuado en las tinas el trabajo en buenas condiciones. Para recuperar el
índigo de estos residuos, se tratan con un exceso de OH, que disuelve la cal y el óxido de
hierro; la parte insoluble se recoge en filtros de tela, y después de lavada se puede
disolver en hidrosul filo sódico u otro disolvente del índigo. La recuperación efectuada
sobre esos lodos que se producen. en el fondo de las tinas, así como los que pueden
originarse en depósitos de reposo de las aguas evacuadas de las tinas de tintura al no
operar bien, empleando índigo u otro colorante, es de una gran importancia en los casos
en que el personal es poco experto.
En las fábricas de rayón es de gran trascendencia la recuperación de las substancias que
corren junto a las aguas residuales resultantes de las diversas operaciones del proceso
general. Vamos a citar algunos casos. Por ejemplo, en el lejiado al bisulfito, las aguas
finales que se sacan del autoclave contienen un produc-
««Página 29»».
506 EL AGUA EN LA INDUSTRIA TEXTIL
54. Evacuación libre.

Muchas veces, las aguas que resultan de esta recuperación quedan en bastante buen
estado, pero después del beneficio obtenido se rechaza pensar en otros tratamientos,
evacuándolas libremente con dirección a los cauces del río próximo o al alcantarillado
general. Otras veces, cuando no es indicada la recuperación de las aguas residuales de la
fábrica, por las impurezas que contienen, tampoco es conveniente verterlas al río o a la
conducción pública. Pero en la mayoría de los casos, su contenido induce a la meditación.
Generalmente, en la evacuación de las aguas residuales existe mayor problema cuando
han de verterse a un río, canal o acequia que cuando, como ocurre en las industrias
emplazadas en ciudades litorales, se conducen a los desagües públicos que desembocan
en el mar. Los principios impuros que en el primer caso exigen un tratamiento de
compensación previo, en el segundo no merecen esta consideración.
Por ejemplo, un agua que contenga poco ácido o álcali y sí otras impurezas orgánicas no
nos será prohibido evacuarla libremente en una industria de ciudad litoral, pero existirán
ciertas objeciones con respecto a la misma si nos hallamos en la zona de media o alta
montaña. Un agua con principios agresivos de orden orgánico, en general, podrá
evacuarse libremente o no, según el grado de concentración de las mismas, la pendiente
de la zanja conductora, su sección, la masa de aguas que circulan por el conducto o de la
corriente del río. En el caso favorable de que todos esos factores cooperen a diluir el
contenido impuro del agua residual, importa aun tener noción de las aplicaciones que
puede tener el curso general del desagüe público o río. unos metros o kilómetros más allá.
Por lo general, se debe tener presente que en las ciudades o poblaciones no marítimas, los
conductos públi-
AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL 507
cos de evacuación suelen verter su contenido a un gran río próximo, más cerca o más
lejos, y por eso se comprende que, en estos casos, la legislación sobre la materia sea más
exigente, y el desagüe esté sujeto a ciertos principios como si se tratara de evacuar
directamente al río. Si los desagües van destinados al riego, a través de canales,
convendrá que el agua residual tenga otras características que si va al río para ser más
abajo re-cogida con fines industriales o de potabilidad.
En la evacuación libre al río, según sea la densidad del desagüe fabril, puede ser
conveniente verter por la superficie del curso o por el fondo (aguas ligeras), pero siempre
será acertado que, de una u otra manera, se haga cn. el sentido de la corriente.
Para determinar si un agua residual puede o no evacuarse libremente, es menester
conocer su composición y atenerse luego a las consecuencias de lo que pueda resultar
teniendo en cuenta la autodepuración que sufre. Para dar idea de ello y para que se
comprenda, vamos a explicarnos mejor. Un agua provista de substancia orgánica en
general, y no muy sucia, si está lo bastante diluída en impurezas, entrará al. río, se sumará
a su corriente natural y al poco tiempo puede volver a adquirir una pureza normal (de
agua fluvial) debido a la autodepuración química o biológica que experimenta. Si, por el.
contrario, es algo concentrada en impurezas el. caudal del río ha de ser poderoso para su-
poner que la dilución sobrevendrá.
La autodepuración química no es más que el poder de fijación de ácidos que se produce si
el contenido en anhídrido (se mide por los mg. de SO3 que existen en un litro de agua) no
es superior al que puede ser combinado con los bicarbonatos que contiene el agua fluvial.
La autodepuración biológica la definiremos con las palabras de GoEHRING: "Se funda en el
desdoblamiento y reducción, primero, de la substancia orgánica por las bacterias y, luego,
en la oxidación debida a procesos de respiración de los medios microbianos, así como por
las
««Página 30»».
508 EL AGUA EN LA INDUSTRIA TEXTIL
algas y hongos que entran en actividad y que para su desarrollo consumen ese material.
Las bacterias y las algas son exterminadas por los comedores de bacterias (peces). Al
mismo tiempo, los organismos que contienen clorofila y que consumen CO3Hz, así como
la activación de los barros descompuestos (aireación), producen también oxígeno. Las
substancias orgánicas, sin vida ya, son mineralizadas o destruídas."
Si la evacuación se canaliza para ir posteriormente al riego, pueden también tenerse en

estima los efectos que producirá en la tierra. Para este caso diremos que cuando las
substancias orgánicas contenidas rezuman con el agua a través de una capa de tierra, se
oxidan por el oxígeno del suelo con ayuda de las bacterias contenidas también en el
mismo y se transforman en anhídrido carbónico, agua y ácido nítrico, especialmente en
presencia de plantas que se asimilan al CO, y desprenden oxígeno.
Cuando se destina el desagüe al riego, puede ser muy favorable la evacuación libre de
aguas residuales que contengan principios fertilizantes como compuestos ni-
AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL 509
trogenados, potásicos y fosfóricos. A este respecto, es interesante citar los experimentos
que han llevado a cabo algunos técnicos de fábricas textiles y establecimientos del Ramo
de Agua, los cuales han comprobado que con el agua residual de sus fábricas para el riego
de los campos que cultivan los mismos obreros en los alrededores, cuando contienen
aquéllas s11bsla,ncias en disolución, han favorecido el crecimiento de vegetales con un
ahorro innegable de abono. El único inconveniente de esta aplicación radica en el hecho
de que el volumen de aguas residuales evaO-Unl<1S supera siempre las necesidades
máximas del riego o, lo que es lo mismo, que ese tipo de evacuación exige grandes
superficies de terreno, que no siempre están explotadas ni se pueden cultivar
precisamente por esta sola razón.
En la figura 146 puede verse una importante instalación de la firma "Sulzer", equipada con
cuatro bombas helicoidales de acción axial y con eje horizontal, destinada a aprovechar
para el riego las aguas colecta-das de un desagüe general.
55. Depuración forzosa.
Llamamos depuración forzosa a la purificación de las aguas residuales no comprendidas
en el caso anterior, o sea aquéllas que por sus inllalrezas 110 pueden evacuarse
libremente, conforme se indica en las disposiciones legales en vigencia en la mayoría de
los países.
Aunque por lo general el agua evacuada en las de-pendencias de la industria textil suele
ser agresiva, tampoco debe escaparnos el hecho de que muchas veces la agresividad está

disimulada por la gran dilución. En otras ocasiones, debemos tener en cuenta que se
obtienen desagües diversos: unos concentrados y peligrosos, y otros débiles e inofensivos
(caso de las aguas procedentes de lavados intensos). Las fábricas en que se da esta
particularidad, que son las más, tienen suficiente-
~IIII~'!II'IPi1191 'I 41 II' IUI II'I II III
Fig. 140. -- Instalación equipada con cuatro bombas, destinada a aprovechar para el riego
las aguas colectadas de un desagüe
general.
««Página 31»».
510 EL AGUA EN LA INDUSTRIA TEXTIL
mente resuelto el problema si cuidan de mezclar todos sus conductos, pues puede darse
el caso de que el resultado de la mezcla total dé una dilución realmente aceptable y que
no precise rectificación.
Otras veces existen instalaciones de empaque que por un lado evacúan aguas ácidas y por
otro alcalinas. Si, por lo tanto, se reúnen ambas en un depósito colector, es fácil lograr una
neutralización muy avanzada y económica. Sin duda alguna, es el técnico quien en cada
caso debe dictaminar sobre la mejor forma de resolver el asunto vistos los factores que
concurran en su establecimiento.
Cuando nada de ello es posible, cuando el agua es impura y no hay manera de
aprovecharla se debe recurrir a la depuración indispensable, antes de evacuar. Los
sistemas aplicables son variadísimos y, desde luego, unos más económicos que otros, pero
siempre el gasto es insignificante considerado como una partida de los gastos generales
de fabricación y en relación con la salud pública.
La depuración más eficiente y económica puede ser, indistintamente, mecánica, biológica,
por putrefacción y química.
La purificación mecánica puede comenzar interponiendo unos cedazos, de densidad
progresivamente cada vez menor, a través de las alcantarillas internas de la fábrica, los
que sólo dejarán pasar partículas inferiores a un milímetro. Seguidamente el agua pasa a
depósitos de decantación de no mucha profundidad en don-de, tras reposo, se separarán

tres capas: una de flotación, otra intermedia en suspensión, y la última, o de fondo. La
primera capa se recoge a mano, por medio de cogedores, o mecánicamente mediante
rastrillos y la componen materias grasas, pajas, etc., que luego pueden o no bonificarse,
quemarse o extraerlas del recinto como un desecho más. La última, constituída por barros
o fangos muy útiles según veremos, puede separarse después de vaciar el depósito o por
conducción o salida
AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL 51.1
inferior, especialmente si no tiene fondo plano. La capa intermedia en suspensión debe
pasar a una filtración o depuración biológica, como luego veremos, o se tratará
químicamente en otro depósito (si es ácida neutralizándola, etc.) En fábricas grandes y en
las que dispongan de poco espacio, es recomendable utilizar calderas, po-
Fig. 147. — Clarificador circular con puente giratorio rascador de cienos
zos o torres clarificadoras. Véase en la figura 147 un clarificador circular con puente
giratorio rascador de cienos, lo que taanbiérr podríamos llamar zona de clarificación
primaria con raederas de lodo aposado.
La purificación biológica puede ser natural o artificial. La primera la hemos ya aplicado; es
decir, es la autodepuración biológica producida en dilución con la gran masa de agua
fluvial o sobre el campo cultivado. La segunda, emplea cuerpos de oxidación, como son los
filtros de arena, carbón, etc. En el fondo, este sistema de filtración da lugar a los mismos
fenómenos biológicos citados antes como desarrollados en el campo. En este caso, el
material filtrante substituye a la masa terráquea y tras varias filtraciones se forma en la
superficie la película (tepes) en la que se van agrupando los microorganismos. (La figura
148 representa una moderna instalación de esterilización de las aguas usadas,
completamente automática.)
««Página 32»».
512 EL AGUA EN LA INDUSTRIA TEXTIL AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL
513
El fango retenido puede activarse removiéndolo y aireándolo. A veces conviene inyectarle

aire para facilitar mejor el consumo microorgánico. Logrado eso, generalmente suelen
pasar a los pozos de putrefacción donde se completa la purificación. Existen numerosos
tipos de pozos y en todos esos procesos de putrefacción
Fig. 148. — Instalación automática de esterilización de las aguas usadas
juega un papel importantísimo la concentración hidrogeniónica ; tanto es así, que no sólo
depende de ella la celeridad de la operación, sino incluso el resultado final y el grado de
purificación.
Logrado esto, la masa se deseca, ya con 504112, ya al vacío, ya por calor, resultando un
turtó fino muy útil como abono, a veces como combustible y, general-mente, bastante
rico en materias grasas, compuestos nitrogenados, etc. (En la figura 149 pueden verse
unos digestores decienos separados, con calefacción; a la derecha el gasómetro para el
gas metano recuperado.) Sin embargo, en las instalaciones purificadoras de aguas
residuales de las fábricas nunca se busca este subpro-dueto, y nos contentamos con
obtener un fango no muy húmedo y fácilmente evacuable, por transporte, hacia lugares
donde se precise material de relleno.
El agua depurada biológicamente, puede no estar todavía en condiciones de evacuación lo
suficientemente garantizadas y, en consecuencia, según el fin ulterior que tenga el
desagüe general donde se haya de verter o según sean sus impurezas persistibles, debe
tratarse
Fig. 149. — Dos digestores de cienos y, a la derecha, el gasómetro para la
recuperación del gas metano producido.
más aún. Puede neutralizarse con cal si es muy ácida, con ácido sulfúrico si es muy álcali o,
si el fin que se exige es de desinfección, puede esterilizarse por medio del cloro, (le sus
compuestos (cloruro de cal, por ejemplo) o mediante el sistema a la cloramina del que
hemos hablado antes. En estas ocasiones, que casi nunca se exigen de la industria sino
más bien de los municipios, es conveniente no olvidar el empleo final del anticloro. En los
casos raros que el industrial quiera llegar a tal perfección, puede utilizar, como
esterilizante, el cloruro (le cal y el vitriolo de hierro, como anticloro.
Como final, ofrecemos al lector la disposición general de una, instalación sencilla de

clarificación de aguas residuales proyectada por la firma "De Roil", de Zurich, para nn
distrito textil situado en las márgenes del I+;scalda (holanda.).
3:1 . - .I. II. Puig. -- El agua en la industria textil
««Página 33»».
511 EL AGUA EN LA INDUSTRIA TEXTIL
Las aguas sucias entrantes fluyen en primer lugar a
luego atraviesan un colector
de través de un rastrillo y los u arena, con el fin de descargar el agua de todos
pasa a
cuer-
pos sólidos que arrastre. Del colector de planos dos estanques de clarificación
AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL 515
reparte en forma de lluvia por medio de mangas giratorias. Las gotas recorren lentamente
los elementos goteadores fluyendo de aquí, ya purificada también desde el punto de vista
biológico.
En la figura 150 léase la siguiente interpretación : 1., llegada de las aguas residuales; 2,
rejilla; 3, desenarenador; 4, estanque de decantación; 5, sobrante para grandes aguas; 6,
salida de aguas depuradas; 7, local de máquinas; 8, bombas para la depuración biológica;
9, lecho bacteriano cubierto, de gran capacidad, con aireación forzada; 10, estanque
secundario de decantación; 11, tubería de los lodos frescos; 12, bomba para Iodos
Frescos; 13, digestor de lodos; 14, hacia los lechos de secado de lodos; 15, 1iibería de
salida del agua de los lodos, y 16, gasómetro.
o
o
o ©! v' ^T ves. 'Ir
'W#
o
o
Fi . 150. — Instalación sencilla para la clarificación de aguas residuales g

con aparatos descienadores mecánicos. enA la cuentra equipados de decantación se
entrada de estos estanques
n el qUe éste cae directamente o el hoyo para el cieno, del fondo arrastrado por los
rascadores que lo separan
del estanque de decantación. El cieno húmedo
como do ara ser posteriormente
colectado se seca para
agua purificada mecánicamente en la abono agrícola. El a~ forma expresada y que fluye de
los estanques de decantación, conducida por una instalación de bombeo m hasta
sca la instalación sobre cuyos elementos
de b
««Página 34»».
ÍNDICE DE FIGURAS
Págs.
1I;~,i1 ;1linienlado por las aguas de deshielo de los al-
lo, nunu/os 1 unlañosos .. 5
Ioil! mas en los Alpes 6
lu'e I onlenienudo las aguas embalsadas en el curso
Ile un río 7
1,ollll, e de ,hga, colector de las aguas de deshielo 8
irle de una ladera del valle por el que discurre el río
11c:11a, a In. altura de Los Santos de la Humosa, cer-
a 111 \li al;i de. llenares (Madrid) 19 ~~rle Ile una vertiente marítima cerca de Loano
(Gé-
no\a 21
Corle (le un valle sinclinal 28
O. I,1ml 'al Iiillrnelóc.lrica a:senlada sobre un gran embalse
arl 111cial 31
I I,ilinlllcei(ni re„alada (II' ;p.ii:ls a Iravl's de tubos de

"malita" de gi';ln di;ínlelro 32
III II 1'111 1. Hallo al di' un rfo, en 1;1 primera figura, y
11 1 , . , 1 1 I I I I l u i ~ l n l i i en I n ~ r i m i m d ; l , I l e > ; I , u ( ' s de cnnve-
uü~e11'1111.111 1' i ^ 11nl';idi1 (OmISn-
111lftl,i - - - 33
I Vi 11111(1 ilr mm~li'n 1);11';1 i'1 111"(II'
111111l;ln-
i,11( 11111prr1`uil'i1 1'11 111' 1'111'i;l ile Ili ii''itirnl oa .
33
I I'1 rll u unli . I ;iliin111r;u11ii'1ilo de ;11_;11;1~ . . 31i
i IIno111(u1Iu 111 1;1 1)1'1l'ilr;11'11l11 el 1111111 dr pir;lri(on 35
I!i_ lca11;111110 1;1 IInr;1 di~ 1;1 1,~~11'11r; I Ii ruull'nz;lndn
111
III';1 p:11':1 1'111:1r 1;1 111111111;1 Ilne g:' 'ó a I;I suln'r-
Ilcic el agua ni' ll;m 36
IG_ 1ir(11iro relacionando el 1111110 do 'lo IIicilín del agua
con 1;1 presión 42
'.. Cacle! mural puesto en circulación por una firma es-
pecializada en la instalación de aparatos de descal-
cificación, advirtiendo los peligros de las incrusta-
ciones 123
18, fncrusstación, vista de lado y reducida a 1/3 de su ta-
maño, procedente de una caldera multitubular ali-
mentada con agua no descalcificada . . 124
««Página 35»».
518
Págs.
Figs.
19. Incrustaciones formadas en una colección de tuberías

por las que ha circulado agua dura. . . . • 125
20. Detalle de una plancha de caldera corroída . . 131
21. Ruinas causadas por la explosión de una caldera . • 133
22. Gráfico de Stumper . . . . 138
23. Frasco aforado para verificar la titulación de la solu-
ción jabonosa . . 208
24. Bureta hidrotimétrica 208
25. Equipo analítico "Babcock-Wilcox" . 225
26. Colorímetro de laboratorio 228
27. Aparato colorímetro de doble cuña de Bjerrum-Arrhe-
nius 254
28. Contador de pH Marconi, tipo TF 717 A 256
29. Sistema para decantación y purificación .de aguas ins-
talado en una fábrica alemana de fibras artificiales 267
30. Filtro de arena sencillo 271
31. Filtro de arena de gran capacidad, instalado para el
abastecimiento de aguas en Dublín 275
32. Filtro de arena sistema florentino 275
33. Cisterna americana de filtraj'e 276
34. Estación depuradora de aguas sucias instalada en
Gebel-el-Asfar (El Cairo) 277
35. Pequeño filtro de Glover 279
36. Filtro Pasteur 280
37. Filtro a. presión de Sauerbrey para grandes suminis-
tros 281
38. Esquema de un filtro industrial cerrado PASA 285
39. Vista cortada del filtro rápido vertical PASA con indi-
cación de su funcionamiento 286
40. Esquema de la salida de agua filtrada por los cham-
pignons del filtro PASA 286
41. Vista cortada del filtro rápido vertical PASA (idéntico
al de la figura 39) durante su limpieza a contra-
corriente 287
42. Detalle de los champignons durante la limpieza del
filtro 287
43. Batería de filtros cerrados verticales trabajando a pre-
sión 288
44. Batería ,de filtros abiertos y verticales con dispositivos
para efectuar una coagulación previa 288
45. Vista cortada de un filtro cerrado horizontal PASA 289
46. Batería de filtros horizontales 289
47. Filtro industrial OTJA para pequeñas industrias, pro-
visto de un dosificador automático de reactivo coa-
gulante 290Figs.
48. Dos filtros rápidos OTJA instalados en batería para
grandes industrias 291
49. Filtro rotativo o de bombos "Wangner" 292
50. Masa de pedernales triturados y calibrados convenientemente, que se utilizan en
calidad de material filtrante 293
50 bis. Masa de arena corriente, con sus granos redondos
y lisos, inútil para formar lechos filtrantes . . . 293
51. Diagrama de Chapin 299
52. Suministro por gravedad de agua no filtrada. Orden de aplicación de los reactivos:
cloro primero y después el amoníaco, donde los olores y sabores pueden ser oxidados por
el cloro, cuyo exceso se convierte en cloramina . 303
53. Suministro por bombas de agua no filtrada. El amoníaco y el cloro se aplican en la
aspiración ,de las bombas. El amoníaco en primer lugar, en donde los olores son
intensificados por el cloro. El amoníaco se aplica en la aspiración y el cloro en la descarga

de :as bombas, donde el tubo de aspiración es sólo accesible en un punto, y que el
período de contacto,
hasta las llaves del consumidor, sea de 30 minutos. 304
54. En las instalaciones filtrantes. Dependiendo de las condiciones que se explican en el
texto, el tratamiento puede ser antes o después de la filtración o dividido de manera que
se aplique primero el cloro en algu-
nos casos o el amoníaco (di otros 305
55. Tanques distribuidores. La aplicación del cloro y el amoníaco en los tanques de
distribución, para evitar la recoutaniinaeiún y el desarrollo de vegetaciones en los tubos
de distribución .
56. Rudimentaria instalación en Wichila Fans, donde se
trata el agua con cloro y amoníaco . .310
57. Llorador de vacío "Wallace and Tiernan Co., Inc." 322
58. Clorador de rotor "Wallace and '1'iernan Co., Inc." 322
59. Clorador "Equiscale" de pequeña capacidad . . . 323
60. Amoniador tipo "Mopa" 323
61. Instalación de amoniadores en funcionamiento . . 324
62. Instalación de doradores automáticos al vacío . . 325
63. Instalación para la desferrización del agua . . . . 328
64. Gráfico relacionando el contenido de oxígeno según la
temperatura del agua y su presión 333
65. Gráfico relacionando el contenido de CO2 según la tem-
peratura del agua y su presión 334
66. Instalación desgasificadora "Nise" 335
Págs.
306
««Página 36»».
520 ÍNDICE DE FIGURAS ÍNDICE DE FIGURAS 521
Figs.

67. Típico aparato de Dervaux-Reisert para la purifica-
ción del agua por el procedimiento a la cal y a la
sosa
68. Modelo modificado del aparato Dervaux-Reisert (filtro
de arena instalado aparte) . . 341
69. Purificador Cal y Sosa PASA 342
70. Purificador Cal y Sosa PASA, con distinto asentamien-
to al de la figura 69
• 313
72. Distribuidor del purificador Cal y Sosa • 344
73. Saturador y decantador del purificador Cal y Sosa . ^ 346
74. Purificador "Lassen y Hjort" 348
75. Detalle del receptáculo oscilante anexo al purificador
"Lassen y Hjort" 349
76. Equipo de limpieza de filtros instalado en un purifica-
dor "Lassen y Hjort" 351
77. Purificador "Lassen y Hjort" de tipo cilíndrico 353
78. Tanque suplementario, para la mezcla de reactivos
químicos, a los purificadores cilíndricos "Lassen y
Hjort"
79. Gráfico relacionando el exceso de CO3Ca contenido en
un agua corregida a distintos grados hidrotimétricos
residuales • . • Aparato Neckar para aplicar el método regenerativo
de rectificación a la sosa
80. Instalación industrial para la purga continua del agua
procedente de calderas
81. Aparato de rectificación con sosa simplificado, modelo
"Nise" 367
82. Purificador Recúper PASA 368

83. Esquema completo del Recúper 370
84. Recúper instalado en la misma sala ,de calderas 371
85. Recúper instalado en una sala de calderas 372
86. Hoja con el cuadro de marcha para controlar el fun-
cionamiento de un aparato Recúper
87. Esquema de un depósito purificador Babcock-Wilcox,
tipo "A" sencillo para la corrección térmica agre-
gando cal 374
88. Esquema de un depósito purificador Babcock-Wilcox,
tipo "B" doble
89. Aparato para la obtención de sosa cáustica a partir del
carbonato sódico 380
90. Disposición de los aparatos en una instalación mixta
a la cal-sosa y fosfato trisódico . . 389
91. Aparato purificador Ba-Ra-Stu . . . . 390
92. Modelo corriente de un purificador Permo . 404Figs. Págs.
93. Instalación de un aparato Permo, sobre la tubería ge-
neral de impulsión de agua 405
94. Gráfico comparativo del volumen ocupado por un apa-
rato purificador a la cal-sosa y un Permo 406
95. Esquema de un aparato Permo, con su instalación ac-
cesoria 407
96. Permo de tipo sencillo 408
97. Grupo comprendiendo un filtro horizontal de gran
rendimiento y un aparato Permo 409
98. Batería de Permos de tipo vertical 409
99. Batería de Permos de tipo horizontal 410
100. Purificador OTJA trabajando por permutación zeolf-
tica 411

101. Batería de purificadores OTJA 412
102. Tipo pequeño de descalcificados electroautomático Reclifcr 413
103. Recli/'cr de tipo industrial de pequeña capacidad . 414
104. Batería de purificadores trabajando con Wofatit . . 418
105. Otra batería de aparatos descalcificadores operando
con Wofatit 419
106. Instalación purificadora completa, concebida y mon-
tada por "Nise" 420
107. Otra importante batería de descalcificadores por el
procedimiento al Wofatit 421
108. Dos aparatos purificadores de gran capacidad, operan-
do con Wofatil, provistos de los más modernos apa-
ratos de control 422
109. Otra instalación purificadora proyectada por "Nise" . 423
110. Batería de cual ro aparatos preparada para operar se-
gún tul tratamiento mixto en el que está incluido la
resina Wofatit 423
111. Esquema de una instalación en la que se acopla el ser-
vicio del Permo y el Recúper 430
112. Grupo compuesto de un aparato neutralizador auto-
mático y una batería de aparatos Permo 431
113. Esquema de una instalación mixta "Nise". Procedi-
miento sistemático: sosa, agua de purga ,de la cal-
dera, fosfato trisódico y desgasificación . . . . 432
114. Esquema de una instalación acopiada "Nise". Procedi-
miento sistemático: cal-sosa, agua de purga, fosfato
trisódico y desgasificación 434
115. Esquema de una instalación mixta "Nise". Procedi-
miento sistemático: cal-Wofatit, agua de purga,

desgasilcación y fosfato trisódico 436
116. Esquema de un filtro-prensa "Siemens & Halske" para
la depuración electrolítica del agua 441
34. — J. B. Puig. — El agua en la industria textil
Págs.
340
354
363 365 366
373
375
««Página 37»».
ÍNDICE DE FIGURAS 523
Figs. Págs.
142. Filtro de agua de alimentación para el servicio de 474
calderas "Babcock & Wilcox", tipo "B" . . . .
143. Alimentador de substancias químicas secas, tipo 477
"1VIof"
144. Microfotografía de un tejido de seda mostrando el pre- 482
cipitado que queda entre las fibras, después de ha-
ber sido lavado con jabón y agua dura
145. Microfotografía de otro tejido de seda análogo al an- 482
terior en el que puede observarse el corte trans-
versal de la fibra casi completamente limpio, como
consecuencia de haber sido lavado con jabón y agua
descalcificada
146. Instalación, equipada con cuatro bombas, destinada a 508
aprovechar para el riego las aguas colectadas de un
desagüe general
147. Clarificador circular con puente giratorio rascador de 511

cienos
148. Instalación automática de esterilización de las aguas 512
usadas
149. Dos digestores de cienos, y, a la derecha, el gasómetro 513
para la recuperación del gas metano producido . .
150. Instalación sencilla para la clarificación de aguas re- 514
siduales
522 ÍNDICE DE FIGURAS
Figs.
117. Detalle de las cámaras de las células ,del aparato filtro-
prensa "Siernens & Halske" 442
118. Aparato separador de aceite 446
119. Vista lateral de un separador de aceite del sistema
"Lessen y Hjort" 447
120. Vista frontal del separador de la figura 119 448
121. Aparato desiilatorio común 450
122. Alambique Ribalta para la ,destilación 452
123. Destilador continuo de Rubiczek 454
124. Hornillo eléctrico y alambique de destilación (modelo
de sobremesa Salvis) 455
125. Esquema ,del funcionamiento de una bomba autoas-
pirante
126. Esquema del funcionamiento de una bomba centrífuga
normal 461
127. Bomba autoaspirante 462
128. Disposición, en la boca de un pozo, de una bomba-
draga, autoaspirante, con depósito separador de se-
dimentación de grava 463

129. Bomba corriente de construcción horizontal, modelo
Rütschi. . .
130. Detalle de la construcción de un pozo pPrfurado . 1105
131. Tubo filtrante de revestiniientu paI•a puzus, duo hol'l-ri-
gón armado, visto durante su instalación . . . . 466
132. Detalle de la instalación de una bomba para perfora-
ciones, con electromotor dispuesto en la parte su-
perior
133. Detalle de la bomba del caso anterior, de tipo rotativo
y acción escalonada 467
134. Detalle de una bomba para perforaciones con motor-
buzo 467
135. Detalle de una bomba eléctrica subacuática, con mo-
tor, en seco, para la captación de grandes caudales
subterráneos 468
136. Un tipo de cabezal de la bomba vertical multicelular
Cook 469
137. Otro tipo de cabezal de la misma bomba Cook 470
138. Mecanismo longitudinal completo de la bomba Cook,
para aspiración desde pozos profundos 471
139. Esquema de la instalación del cabezal de la bomba
Cook en una cámara de .hormigón a propósito para
la descarga subterránea 472
140. Grupo provisto de una bomba Cook para aplicar las ,. r„, instalaciones con depósito
de agua a presión 472 141: "Filtro de agua de alimentación para el servicio de cal-
vderas "Babcock & Wilcox", tipo "A" . . 473
,,7 7/-
SV73.LO,,.•
Págs.

461
466
««Página 38»».
UN BUEN LIBRO
TRATADO DE
ORTOGRAFÍA
por J. CRUSELLS INGLÉS
Intendente Mercantil y Publicista
Prólogo de D. CLARO ALLUÉ SALVADOR
Del Consejo Nacional de Educación
Director de la Escuela Central Superior de Comercio de Madrid
Un tomo de 600 páginas 17 X 24 cm., elegantemente encuadernado
Precio: 60 pesetas ejemplar
Con esta obra ofrecemos al público hispanoamericano el mayor conjunto de reglas de
ortografía que se ha publicado, poniendo con ella a disposición de los estudiosos el
instrumento adecuado para perfeccionarse rápidamente en el idioma español, cuyo
dominio es garantía de éxito en el mundo de los negocios.
Tan pronto como ha visto la luz pública nuestro TRATADO DE ORTOGRAFIA, han sido
muchos los periódicos que se han ocupado de su aparición, coincidiento tan
unánimemente en destacar su Interés que renunciamos a enjuiciar nosotros la obra y
reproducimos a continuación unos fragmentos de la prensa:
...en conclusión, por su valor práctico por excelencia, este «Tratado de Ortografía» es una
obra cuya adquisición se hace recomendable a vastísímo sector de núblico, ya que de él
sacarán múltiples y provechosas enseñanzas quienes sientan el deseo de escribir
correctamente.
DIARIO DE BARCELONA
«... en esta interesantísima obra el Sr. Crusells no limita la cuestión ortográfica a escuetas
reglas, sino que estudia la etimología, significado y acertada aplicación de las voces, y cuyo

Método NUMEN facilita al alumno el estudio, la asimilación y el esfuerzo intelectivo para
resolver las
cuestiones planteadas...» Revista REICO - Valencia
...extraordinario su contenido, y cuyas concepción y originalidad le colocan en un plano
superior a cuantos libros similares a éste se han editado hasta nuestros días...
EL PENSAMIENTO NAVARRO - Pamplona
En esta obra, mediante un nuevo e inteligente procedimiento didáctico, el lector conoce la
etimología y significado de más de tres mil palabras y aprende sin esfuerzo reglas que le
permiten resolver los casos dudosos de ortografía.
Revista LETRAS, de Madrid
No obstante, sólo un examen detenido del libro permitirá tener una cabal idea de su
extraordinaria importancia.
Ir lditorial J. MONTESÓ - Calle Escuelas Pías, 20 - Tel. 73455 - Barcelona (8)
^r~rrr~r
««Página 39»».
FECHA 7- -
««Página 40»».
Uffiversidad de Antio0a qg!""1


















