ACTIVACIÓN DE ARENAS FINAS, SUBPRODUCTO DE LA …
124
ACTIVACIÓN DE ARENAS FINAS, SUBPRODUCTO DE LA PRODUCCIÓN DE MATERIAS PRIMAS PARA EL CONCRETO DE CEMEX COLOMBIA Autor: Alejandro Gómez Gutiérrez Asesor: Edgar Mauricio Vargas UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERIA DEPARTAMENTO DE INGENIERIA QUÍMICA ENERO DE 2005
Transcript of ACTIVACIÓN DE ARENAS FINAS, SUBPRODUCTO DE LA …

ACTIVACIÓN DE ARENAS FINAS, SUBPRODUCTO DE LA PRODUCCIÓN DE
MATERIAS PRIMAS PARA EL CONCRETO DE CEMEX COLOMBIA
Autor: Alejandro Gómez Gutiérrez
Asesor: Edgar Mauricio Vargas
UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERIA
DEPARTAMENTO DE INGENIERIA QUÍMICA ENERO DE 2005

IQ-2004-II-08
A mis papas, mis abuelos y mi familia.
Alejandro Gómez Gutiérrez

IQ-2004-II-08
AGRADECIMIENTOS
El autor expresa su agradecimiento a:
Edgar M. Vargas Solano, Ingeniero Químico, profesor de la Universidad de los
Andes, y asesor de este proyecto, por su gran apoyo durante la realización de
esta investigación, y orientación para lograr los objetivos propuestos.
Al Ingeniero Jhon Jario Giraldo Ramírez Jefe de Asistencia Técnica del
Laboratorio de Investigación y Desarrollo de CEMEX CONCRETOS DE
COLOMBIA, por su ayuda y colaboración con el desarrollo de este proyecto
Al Dr. Charles De Wilde Grillo Director del Laboratorio de Investigación y
Desarrollo de Cemento en la Planta Santa Rosa de CEMEX COLOMBIA.
A todo el personal del Centro de Innovación y Desarrollo Tecnológico CITEC, por su gran colaboración durante todo el proyecto.
A todos los profesores del departamento de Ingeniería Química por su sus
enseñanzas, y por la formación académica.

IQ-2004-II-08
TABLA DE CONTENIDOS 1. INTRODUCCIÓN 1
1.1. OBJETIVOS 3
1.1.1. Objetivo General 3
1.1.2. Objetivos Específicos 3
2. MARCO TEORICO 4
2.1. QUÍMICA DEL CEMENTO PORTLAND. 4
2.1.1. Fabricación de Cemento Portland 4
2.1.2. Componentes Básicos 5
2.1.3. Propiedades y Proceso de los Componentes 6
2.1.4. Tipos de Cemento Portland 8
2.2. HIDRATACIÓN DEL CEMENTO PORTLAND 8
2.2.1. Silicatos de Calcio 9
2.2.2. Aluminato Tricálcico 9
2.2.3. Aluminato Tetracálcico 10
2.2.4. Propiedades de los productos de la hidratación 11
2.2.5. Micro-estructura de la Pasta de Cemento Hidratada. 12
2.2.6. Propiedades de la Pasta de Cemento Hidratada 13
2.3. EL CONCRETO 14
2.3.1. Definición 14
2.3.2. Características y Funciones de los Componentes 14
2.3.2.1. Cemento 14
2.3.2.2. Agua 15
2.3.2.3. Aire 15
2.3.2.4. Agregados o Áridos. 16
2.3.2.5. Aditivos 16
2.3.3. Producto Final 17
2.4. LAS PUZOLANAS 18
2.4.1. Definición 18
2.4.2. Efecto del las puzolanas en el concreto en estado fresco. 20
3. MATERIA PRIMA 21
3.1. ORIGEN DE LA MATERIA PRIMA. 21
3.2. CARACTERIZACION DE LA ARENA 22
3.2.1. Caracterización Física de la Arena 22
3.2.1.1. Granulometría 23
3.2.1.2. Otros Ensayos 24
3.2.2. Caracterización Química de la Arena 25

IQ-2004-II-08
4. REACTIVIDAD PUZOLÁNICA 28
4.1. MÉTODOS DE MEDICIÓN DE REACTIVIDAD 28
4.1.1. Método por medio de titulación con glicerol 28
4.1.2. Método por medio de medición de conductividad eléctrica. 29
4.1.3. Medición de la reactividad usando la norma ASTM C-109. 32
4.1.4. Medición de Reactividad por medio de difracción de rayos X. 33
5. RESULTADOS AL ESTUDIO DE METODOS DE ACTIVACION DE LAS ARENAS 35
5.1. MÉTODOS PROPUESTOS 35
5.1.1. Utilización de la Fracción Pasante Tamiz No 40. 35
5.1.2. Matriz de Pruebas para las muestras pasante del Tamiz No. 40 38
5.2. MOLIENDA DE FINOS PASA TAMIZ NO. 40 DURANTE 1 Y 3 HORAS 41
5.3. PREPARACIÓN DE LAS MUESTRAS. 42
5.4. RESULTADOS OBTENIDOS PARA LAS MUESTRAS. 43
5.5. PRUEBAS DE CONDUCTIVIDAD ELÉCTRICA PARA LAS
MOLIENDAS A 1 Y 3 HORAS. 51
5.6. INFORMACIÓN ADICIONAL Y ASPECTOS RELEVANTES DEL
ESTUDIO DE MOLIENDA Y TAMIZADO 52
5.7. TRATAMIENTO TÉRMICO DE LOS FINOS 53
5.8. MOLIENDA ULTRAFINA 55
6. ANÁLISIS DE RESULTADOS 58
6.1. MUESTRAS DE RELACIÓN AGUA/CEMENTO CONSTANTE. 58
6.2. MUESTRAS DE FLUIDEZ CONSTANTE. 59
6.3. OTROS ANÁLISIS 60
6.3.1. Comparación de valores de resistencia con la norma NTC 121 60
6.3.2. Comparativo con cementos adicionados de planta 61
6.3.3. Utilización de finos en concreto 63
6.3.3.1. La Zona Interfacial de Transición 63
6.3.3.2. Pruebas de Finos en concreto 65
7. ESTUDIO DE IMPACTO ECONOMICO 70
7.1. MATERIAS PRIMAS 70
7.2. EVOLUCIÓN DE RESISTENCIAS, COSTO DE MEZCLAS Y
RELACIÓN BENEFICIO / COSTO 71
7.2.1. Análisis para mezclas de Cemento 72
7.2.2. Análisis para mezclas de Concreto 73

IQ-2004-II-08
8. DISEÑO PRELIMINAR DE UNA PLANTA DE TRATAMIENTO DE FINOS
PARA UTILIZACION EN MEZCLA DE CONCRETO. 75
8.1. JUSTIFICACIÓN 75
8.2. OPERACIONES UNITARIAS INVOLUCRADAS. 75
8.3. DIAGRAMA DE BLOQUES DEL PROCESO 76
8.4. DESCRIPCIÓN DEL PROCESO 77
8.4.1. Extracción 77
8.4.2. Recepción de Materiales 77
8.4.3. Tamizado primario 78
8.4.4. Secado 78
8.4.5. Tamizado secundario 78
8.4.6. Molienda 78
8.4.7. Almacenamiento 78
8.5. ESQUEMA GENERAL DEL PROCESO. 79
8.6. DIAGRAMA DE FLUJO (PFD) 80
8.7. DESCRIPCIÓN GENERAL DE EQUIPOS 81
8.7.1. Tamices 81
8.7.1.1. Fundamentos de Tamizado 81
8.7.1.2. Tamiz Vibratorio Horizontal 82
8.7.1.3. Tamiz Vibratorio Inclinado 83
8.7.2. Almacenamiento 83
8.7.2.1. Almacenamiento a Granel 84
8.7.2.2. Almacenamiento en Tolvas 84
8.7.3. Molienda 85
8.7.3.1. Principios de la reducción de tamaño. 85
8.7.3.2. Molinos de Bolas 85
8.7.4. Secado 87
8.7.4.1. Fundamentos de Secado 87
8.7.4.2. Secador Rotatorio 87
8.8. DISEÑO PRELIMINAR Y COSTO APROXIMADO DE LOS EQUIPOS 88
8.8.1. Método de Costeo de Equipos 88
8.8.2. Diseño de Tolvas de almacenamiento. TK-101 y TK-102 90
8.8.3. Tamices Vibratorios TM-101 y TM-102 91
8.8.4. Molino ML-101 92
8.8.5. Secador HE-101 93
9. CONCLUSIONES Y RECOMENDACIONES GENERALES DEL PROYECTO 96
9.1. CONCLUSIONES 96
9.2. RECOMENDACIONES POSTERIORES AL PROYECTO. 101

IQ-2004-II-08
10. REFERENCIAS BIBLIOGRAFICAS 103
11. ANEXOS 107
11.1. ESPECIFICACIONES TÉCNICAS DEL MOLINO DE BOLAS 107
11.2. NORMA ASTM C-109 109
11.3. LISTADO DE TABLAS 115
11.4. LISTADO DE GRAFICOS 116

IQ-2004-II-08
1. INTRODUCCIÓN
El concreto es el material que ha tenido mayor uso en la construcción de edificios e infraestructura en la historia de la civilización. En particular, la demanda de cemento Pórtland se ha incrementado, con el aumento de la población mundial. Sin embargo, la industria asociada a la generación de este tipo de cemento involucra altos requerimientos energéticos y una fuerte emisión de contaminantes. En la actualidad no existe ningún otro material alternativo que pueda ser utilizado como material de bajo costo en construcciones de gran volumen. 1 Desde tiempos inmemoriables el hombre ha edificado construcciones para resguardo propio o con propósitos sociales o religiosos. Los egipcios empleaban lodos del Río Nilo para sus construcciones; no obstante las bajas temperaturas que podían lograr solo les permitían usar matariles de poco valor cementoso sin resistencia a la humedad. 2 Los romanos por otro lado, descubrieron la tecnología de los materiales llamados “puzolánicos”. Para producir sus cementos mezclaban cal con cenizas que provenían de un lugar llamado Pozzouli. Mucha edificaciones de los romanos se mantienen todavía en pie, lo que refleja el alto nivel de tecnología aun para nuestros días. En la edad media se perdió tanto la inercia del desarrollo como mucho de los conocimientos de los romanos y no fue sino hasta el siglo XIX que se trabajo intensamente en muchas investigaciones en la búsqueda de nuevos materiales para construcción. La patente que hoy se conoce como Cemento Portland se otorgo a J. Aspdin en 1824 en Inglaterra.3 Recientemente las industrias de cemento y concreto del mundo se han puesto en la ardua tarea de buscar nuevas alternativas de materiales para la construcción. Dentro de estas de encuentran un tema que es objeto de estudio de mucha importancia que son las adiciones puzolánicas de origen tanto naturales como artificiales. Estas tienen como propósito reemplazar una parte del cemento y además de esto obtener propiedades adicionales mejoradas con respecto a las que hoy en día se pueden obtener con el uso de solo cemento. Dentro de estas puzolanas artificiales, se encuentran por ejemplo, la escoria de alto horno un subproducto de las siderúrgicas, la silica fume o humo de sílice un subproducto de la industria del ferro-silicio y el fly ash o ceniza volante un subproducto de la quema del carbón en las termoeléctricas. Algunos países incluso, están incinerando cascarilla de arroz obteniendo una sílice reactiva de alta
1 Ref 3 2 Ibid. 3 Ibid.
1
IQ-2004-II-08
pureza que se asemeja bastante en propiedades al humo de sílice. Dentro de las puzolanas naturales se encuentran las diatomitas, la zeolita y muchas otros materiales principalmente de origen volcánico que presentan propiedades cementantes importantes. El efecto de agregar materiales alternativos en el cemento, no solo representa una gran oportunidad económica de bajar costos de materias primas y producción sino, como se mencionó anteriormente, se pueden obtener propiedades adicionales importantes que contribuyen a la durabilidad y en algunos casos a la manejabilidad en estado fresco del cemento y el concreto. El compuesto principal al cuales se les puede atribuir la actividad puzolánica de estos materiales es la Sílice en fase Amorfa (SiO2amorfa), la cual tiene la capacidad de reaccionar con CaOH2 formado un compuesto denominado C-S-H (Silicato de Calcio Hidratado), el cual mejora las propiedades del cemento y el concreto notablemente. Este fenómeno se puede representar por medio del la reacción: 2SiO2 amorfa + 3Ca(OH)2 2(Ca1.5 SiO3.5 ).3 H2O
El 2(Ca1.5 SiO3.5 ).3 H2O es abreviado C-S-H (Silicato de Calcio Hidratado).
Mas adelante se explicara con mas detalles la química del cemento, la hidratación y el efecto puzolánico.
Actualmente la División de Agregados de la Empresa Cemex Colombia, en su mina LA FISCALA y EL TUNJUELO ubicadas en el sur de Bogotá, produce aproximadamente 150,000 m3/mes de agregados (arena y grava) como materia prima para la producción de concreto. De la extracción de estos, alrededor de 15 o 20% son arenas pasa tamiz No. 40 las cuales son llamadas informalmente “finos”. Estos se denominan así debido a que según la norma utilizada para los agregados no cumplen con las especificaciones granulométricas requeridas para ser usada como ARENA, debido a que son mas finas que los especificado en dicha norma. Estos finos se caracterizan en general por su baja reactividad (compuesta principalmente por Sílice cristalina denominada cuarzo en fase alfa) y poco aporte en propiedades para el concreto, lo cual hace que actualmente se estén acumulando grandes cantidades (en este momento hay 2 millones de m3 aprox.)
2

IQ-2004-II-08
usados en muy pequeñas cantidades como “fillers” o rellenos, desaprovechando su carácter siliceo que potencialmente serviría para mejorar las propiedades. De este hecho surgió la idea de buscar alternativas para el uso de estos “finos” para lo cual se tiene como objeto presentar un estudio para evaluar la posibilidad de activar de alguna forma este material, para tener la posibilidad de que se comporte como una puzolana aumentando el contenido de sílice amorfa reactiva. En este estudio, la problemática principal consiste en buscar alternativas para convertir estos finos de baja reactividad a un material puzolánico reactivo que de al cemento y al concreto propiedades adicionales a la vez que representan una oportunidad de ahorro en términos económicos. Además de esto se debe buscar que este producto obtenido cumpla con las normas (ASTM C618 para que pueda tener aceptación comercial y técnica como una adición). 1.1. OBJETIVOS
1.1.1. Objetivo General
Realizar un estudio exploratorio de la activación de la fracción fina (pasante tamiz 40), del proceso de producción de agregados para el concreto.
1.1.2. Objetivos Específicos
• Hacer una caracterización de propiedades químicas y físicas de los “finos”.
• Experimentar diferentes métodos que pueden servir para medir la reactividad de los “finos” que se pretenden tratar.
• Determinar posibles métodos que resulten adecuados y viables para realizar la medición de la reactividad de los “finos”.
• Diseñar y probar un proceso de activación de los “finos”.
• Hacer un diseñó preliminar de una planta de procesamiento de los finos, con base al método propuesto.
• Realizar un estudio de impacto económico y tecnológico de la propuesta.
3
IQ-2004-II-08
2. MARCO TEORICO 2.1. QUÍMICA DEL CEMENTO PORTLAND.1
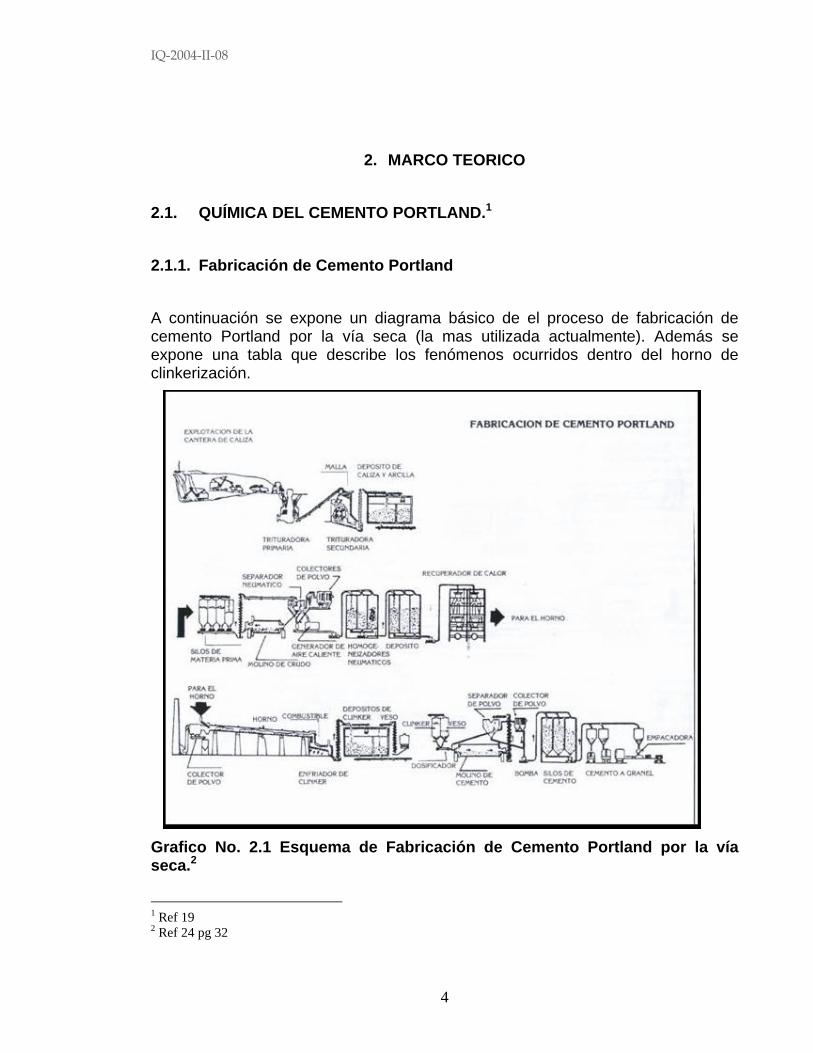
2.1.1. Fabricación de Cemento Portland A continuación se expone un diagrama básico de el proceso de fabricación de cemento Portland por la vía seca (la mas utilizada actualmente). Además se expone una tabla que describe los fenómenos ocurridos dentro del horno de clinkerización. Grafico No. 2.1 Esquema de Fabricación de Cemento Portland por la vía seca.2
1 Ref 19 2 Ref 24 pg 32
4

IQ-2004-II-08
Tabla No. 2.1 Fenómenos que ocurren dentro del horno de clinkerización3
2.1.2. Componentes Básicos
Los componentes básicos de los cuales esta hecho el cemento son:
• Piedra Caliza
• Arcilla
• Mineral de Hierro
El numero y la cantidad de componentes utilizados en la fabricación del cemento dependen del tipo de cemento y la calidad que se quiera lograr. Para asegurar una mezcla homogénea y la calidad se le hace constante control de calidad, para así ajustar sus proporciones. Después de ser extraído de las minas la caliza, es pasada por una trituradora primaria y luego una secundaria, donde se reduce el tamaño a 3/8 de pulgada. Después de esto, el resto de los componente ya reducidos se mezclan y se almacenan. En el proceso en seco, estos materiales ya mezclados, se muelen
3 Ibid pg 33
5

IQ-2004-II-08
hasta un 90% de su tamaño donde son capaces de atravesar la malla estándar No. 200.
2.1.3. Propiedades y Proceso de los Componentes4
CaO (%)
SiO2 (%)
Al2O3 (%)
Fe2O3 (%)
MgO (%)
Loss of Ignition (%)
Caliza 52.0 5.7 0.8 0.3 0.4 40.4
Arcilla 0.5 61.0 16.9 12.4 0.4 7.8
Mineral de Fe.
0 6.7 1.4 89.7 0.4 0.2
Tabla No. 2.2 Composición Química Aproximada de los Componentes Básicos del Cemento
El material de alimentación al horno contiene cierto grado de MgO, este actúa ayuda a mejorar el flujo a altas temperaturas, sin embargo, tiene un efecto negativo simultaneo que es la aglomeración. Debido a esto tampoco se quiere exceso de este compuesto en la mezcla.
Los componentes de cada materia prima se mezclan de manera que en proporción, la alimentación al horno para la formación de clinker sea de:
• 64% CaO
• 22% SiO2
• 3.5% Al2O3
• 3.0% Fe2O3 La composición varia de acuerdo al tipo de cemento que se quiere, sin embargo esos son los componentes principales. Existen cantidades de otros componentes que pueden llegar a tener efecto pronunciados en el cemento o en el concreto hecho a partir de este. Después de pasar por el proceso de clinkerización, se obtienen cuatro productos componentes básicos:
4Ref 24.
6

IQ-2004-II-08
• Silicato Tricálcico 3CaO•SiO2 C3S
• Silicato Dicálcico 2CaO•SiO2 C2S
• Aluminato Tricálcico 3CaO•Al2O3 C3A
• Aluminoferrato Tetracálcico 4CaO• Al2O3•Fe2O3 C4AF Cada uno de los componentes básico presentes en el cemento, tiene algún efecto sobre las propiedades. Al C3S se le atribuye el desarrollo temprano de resistencia en el cemento y el concreto. Al C3A se le atribuye la manejabilidad de las mezclas de cemento y concreto en estado fresco. Sin embargo altos porcentajes de este componente, hace que baje la resistencia al ataque de los sulfatos. Al C4AF se le atribuye el color característico del cemento. La mayoría de los usuarios de cemento, prefieren que este sea lo mas claro posible, sin embargo es necesario que esté presente debido a que facilita el flujo de material dentro del horno, y la formación de otros compuestos a temperaturas mas bajas de lo esperado.
Tabla No. 2.3 Características de los Compuestos del Cemento.5
5 Ref 24 pg 41
7

IQ-2004-II-08
A medida que avanza el material a través de la diferentes etapas en la formación de clinker, se va perdiendo peso, fenómeno denominado Perdida al Fuego o Loss of Ignition. Debido a esto se necesita una carga inicial de materiales de 550 a 600 lb. para obtener aproximadamente 376lb. de clinker. Una vez sale el clinker de el horno rotatorio, este pasa por un proceso de enfriamiento súbito, para luego ser molido y mezclado con diferentes adiciones, tales como el yeso que actúa como retardante de fraguado, las cenizas volantes que mejoran la resistencia y otras adiciones que le dan al cemento propiedades adicionales. 2.1.4. Tipos de Cemento Portland6 Dependiendo de las variaciones en la dosificación inicial de las materias primas que se introducen en el horno, se pueden obtener varias clases de cemento que están clasificados y tienen usos muy definidos.
TIPO USO
I Para uso general, sin propiedades especiales
II Moderada resistencia al ataque de los sulfatos
III Desarrolla altas resistencias iniciales
IV Bajo calor de hidratación
V Alta resistencia al ataque de los sulfatos
IA El mismo tipo I pero con inclusor de aire
IIA El mismo tipo I pero con inclusor de aire
IIIA El mismo tipo I pero con inclusor de aire
Tabla No. 2.4 Tipos de Cemento
2.2. HIDRATACIÓN DEL CEMENTO PORTLAND 7 En el estudio de la química de hidratación del cemento, se asume que cada componente se hidrata separadamente de los demás. Esto no es completamente
6 Ref 20 7 Ref 21
8

IQ-2004-II-08
cierto, debido a que si existe una interacción de los componentes y esto afecta las reacciones de cierta manera. 2.2.1. Silicatos de Calcio La reacción de hidratación de los dos silicatos de calcio (C3S y C2S) se llevan a cabo de manera similar.
• Su productos principales son: el Silicato de Calcio Hidratado (C-S-H) y el Hidróxido de Calcio (CaOH2). La reacción es fácilmente medible por la rata de generación de calor. (Calorimetría).
Esta reacción se lleva a cabo en 5 etapas: o Etapa 1: Generación rápida de calor (15 min.) Desde el momento en que se
hace la mezcla con agua, los iones calcio e hidróxido empiezan a salir de la superficie de el C3S. El pH sube rápidamente a una solución altamente alcalina. Cuando el Hidróxido de Calcio alcanza concentraciones criticas, empieza la cristalización del CH y el C-S-H.
o Etapa 2: Periodo en el cual el cemento permanece en estado plástico durante mas o menos 2 a 4 horas. La reacción desacelera. El CH se cristaliza, el C-S-H se forma en la superficie del C3S y forma una capa superficial. A medida que esta capa se hace mas gruesa, aumenta el tiempo que demora el agua en entrar. Debido a esto la reacción empieza a ser controlada por la rata de difusión. El C2S se hidrata a una menor velocidad debido a que es menos reactivo.
o Etapa 3: En este periodo de aceleración, se alcanzan puntos críticos de concentración de iones y los silicatos se hidratan rápidamente. Se llega al punto de fraguado final y el endurecimiento empieza. (4- 8 horas)
o Etapa 4: La rata de reacción se disminuye. Esta etapa esta controlada totalmente por la difusión.
o Etapa 5: Etapa en estado estacionario. La rata de reacción se vuelve constante y poco dependiente de la temperatura.
2.2.2. Aluminato Tricálcico La hidratación de C3A ocurre por la presencia de los iones sulfato que provee el yeso adicionado a la mezcla. El resultado de la reacción es un sulfoaluminato de calcio hidratado denominado “etringuita”.
9

IQ-2004-II-08
• Si el sulfato que viene del yeso, se agota antes de que el C3A se haya hidratado totalmente, puede ocurrir una segunda reacción que forma monosulfoaluminato.
• La etringuita hace que haya en una desaceleración en las reacciones del hidratación debido a la formación de una capa alrededor del C3A. Esta capa se puede romper por la conversión a monosulfoaluminato.
• Si el monosulfoaluminato es expuesto ante otros iones sulfato, ocurrirá una nueva reacción que formara mas etringuita. Esta reacción hace que haya expansión y debido a esto puede haber agrietamiento en la estructura. A este fenómeno se le atribuye la tendencia a el ataque por sulfatos del cemento Portland.
• En la ausencia de sulfatos el C3A reacciona con agua para formar unos compuestos inestables de calcio. Un C3A puro no desarrolla resistencia significativa en el cemento.
2.2.3. Aluminato Tetracálcico El C4AF forma los mismos producto de la hidratación que el C3A, con o sin yeso presente en la mezcla. La reacción se disminuye por la presencia de yeso, Si el contenido de oxido de hierro se aumenta, la reacción se hace mas lenta.
• La experiencia ha mostrado que cementos bajos en C3A y altos en C4AF son de alta resistencia al ataque de sulfatos. La conversión de etringuita a monosulfoaluminato se inhibe con la presencia de un componente de hierro. La rata de hidratación de los componentes en velocidad se da así:
C3A > C3S > C4AF > C2S.
10
IQ-2004-II-08
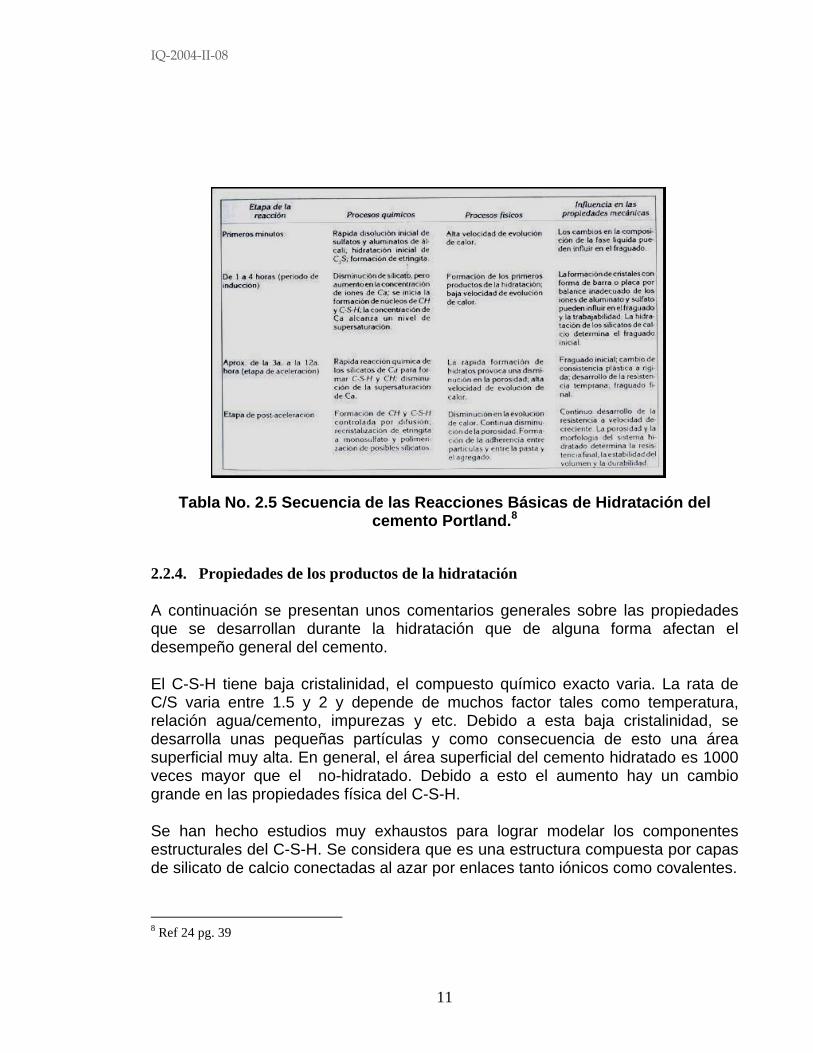
Tabla No. 2.5 Secuencia de las Reacciones Básicas de Hidratación del
cemento Portland.8
2.2.4. Propiedades de los productos de la hidratación
A continuación se presentan unos comentarios generales sobre las propiedades que se desarrollan durante la hidratación que de alguna forma afectan el desempeño general del cemento.
El C-S-H tiene baja cristalinidad, el compuesto químico exacto varia. La rata de C/S varia entre 1.5 y 2 y depende de muchos factor tales como temperatura, relación agua/cemento, impurezas y etc. Debido a esta baja cristalinidad, se desarrolla unas pequeñas partículas y como consecuencia de esto una área superficial muy alta. En general, el área superficial del cemento hidratado es 1000 veces mayor que el no-hidratado. Debido a esto el aumento hay un cambio grande en las propiedades física del C-S-H.
Se han hecho estudios muy exhaustos para lograr modelar los componentes estructurales del C-S-H. Se considera que es una estructura compuesta por capas de silicato de calcio conectadas al azar por enlaces tanto iónicos como covalentes.
8 Ref 24 pg. 39
11

IQ-2004-II-08
El espacio sobrante entre capas se consideran como poros capilares o microporos y espaciamientos los cuales algunos pueden alojar agua la cual se encarga de mantener las capas unidas entre si.
Por otro lado se tiene el Hidróxido de Calcio esta configurado en un material hexagonal cristalino. Estos cristales son mucho mas grandes que los de C-S-H inclusive algunos de ellos visible al ojo humano.
El Sulfoaluminato de Calcio (Etringuita), por su parte tiene forma de prisma hexagonal y su forma en mucho mas alargada que la delos cristales de C-H. Aglomeraciones de etringuita en forma de agujas se puede observar en estructura que han sido atacadas por sulfatos.
2.2.5. Micro-estructura de la Pasta de Cemento Hidratada.
La evolución de la micro-estructura, esta relacionada con las 5 etapas de hidratación de los silicatos mencionadas anteriormente.
C-S-H – Es el compuesto mas abundante en la pasta de cemento (50-70%) y también el mas importante en el proceso de hidratación. La cantidad de C-S-H que forma una capa en los granos de C3S es muy pequeña en la etapa 2 pero aumenta rápidamente en la etapa 3. A partir de la formación del C-S-H se forman unas espinas las cuales crecen radialmente desde el centro de los granos de C3A. A medida que el C-S-H se forma por efecto de la hidratación, la capa se va haciendo mas gruesa forzando a las partículas exteriores a tener contacto entre si y hacer como una especia de enlace físico entre los granos, mejorando las propiedades de resistencia.
CH – El Hidróxido de Calcio constituye alrededor del 20-25% del volumen del cemento. En la etapa de aceleración de la reacción, el CH crece en espacios de poros capilares. El CH solamente crecerá en espacios libres. En caso de encontrarse con otro cristal de CH, lo hará una dirección diferente. También crecerá completamente alrededor de grano de cemento en proceso de hidratación. El efecto de este fenómeno le da al CH un volumen aparente mayor al que se tendría si se obtuviera como cristal puro.
Sulfoaluminato de Calcio (Etringuita) - Es un componente menor en el cemento (10-15%) el cual tiene un efecto menor en la micro-estructura de la pasta. Los pequeños cristales espinosos de etringuita crecen en espacios capilares para después convertirse en cristales planos de monosulfoaluminatos.
12

IQ-2004-II-08
Porosidad – Un componente esencial que influye en las propiedades de la pasta del cemento. El tamaño del los poros resulta difícil de medir. Mucho ensayos para medirla requieren que haya secado los cual afecta su estructura.
Existen dos clasificaciones para tamaños de poros.
1. Poros Capilares: Espacios formados por los granos hidratándose 2. Poros de Gel: Espacios muy pequeños presentes entre las capas de C-S-H.
2.2.6. Propiedades de la Pasta de Cemento Hidratada
Los productos de la hidratación, tienen gravedades especificas menores y volúmenes específicos mayores que sus compuestos familiares en el cemento.
Debido a esto, la hidratación siempre va acompañada por un aumento en el volumen sólido.
Silicatos Calcio: La hidratación de estos compuestos no generan aumento en el volumen. Esto debido a que se debe recordar que estos silicatos solo ocupan espacios libres. En caso que los espacios libres se llenen, el crecimiento y la hidratación se detendrán.
Aluminato de Calcio: La hidratación de este material (etringuita) se mantendrá formando de forma regular cuando se logre una superficie sólida. En este fenómeno se desarrolla presión interna.
El cambio en el volumen se relaciona directamente con la porosidad. Es posible calcular el espacio de los paros por la perdida de agua evaporable y la cantidad de agua no evaporable. La cantidad de agua evaporable se encuentra poros capilares y poros de Gel y se obtiene por secado en hornos convencionales. La cantidad de agua no evaporable es una medición que esta relacionada con la microestructura y se obtiene por medio de secado en hornos de alta temperatura.
13

IQ-2004-II-08
2.3. EL CONCRETO
Gráfico No. 2.2 Composición Básica del Concreto9
2.3.1. Definición10 El concreto se ha convertido en los últimos tiempos en el material de construcción mas ampliamente utilizado debido a su múltiples funciones en cuanto a forma, función y economía. Su desarrollo se ha visto vinculado a la del “concreto armado”, debido a que junto con el acero de refuerzo forman un sólido único con propiedades estructurales importantes. Se puede definir en términos generales como una mezcla de un material aglomerante (Cemento Portland Hidráulico), un material de relleno (agregados o áridos), agua y aditivos. Esta mezcla, al endurecerse, forma un todo compacto que después de cierto tiempo es capaz de soportar grandes esfuerzos de compresión. 2.3.2. Características y Funciones de los Componentes11
2.3.2.1. Cemento Tiene propiedades tanto adhesivas como cohesivas, que le dan la capacidad de aglutinar los agregados para conformar la masa de concreto. Estas propiedades
9 Ref 23 10 Ref 24 11 Ibid
14
IQ-2004-II-08
dependen de la composición química, el grado de hidratación, la finura de las partículas, la velocidad de fraguado, el calor de hidratación y la resistencia mecánica que desarrolla a medida que se hidrata. Cuando la mezcla se encuentra en estado fresco o plástico, la pasta actúa como lubricante de los agregados, dándole fluidez que permite la manejar, moldearlo e inclusive bombearlo. Además de esto produce un alto grado de confinamiento lo cual se traduce en mejor resistencia. En estado endurecido, la pasta obtura los espacios que hay entre partículas, causando una reducción en la permeabilidad del concreto y evitar el desplazamiento de agua dentro de la masa, evitando que haya contracción por secado y por lo tanto posteriores daños como fisuras y perdida de resistencia. Además de esto la pasta fraguada, contribuye a la resistencia mecánica característica a la compresión, lo cual depende de la llamada interfase agregado-pasta. 2.3.2.2. Agua Los cemento son hidráulicos debido a que tienen la posibilidad de fraguar y endurecer en contacto con el agua, causados por una reacción química. Debido a esto el agua es el material que hidrata el cemento y causa que se desarrollen las propiedades aglutinantes. Al mezclarse el agua con el cemento se produce la pasta, la cual puede ser mas o menos diluida según la cantidad agregada. Al endurecerse la pasta, como consecuencia del fraguado, parte del agua queda fija (agua de hidratación) en la estructura rígida de la pasta y el resto queda como agua evaporable. 2.3.2.3. Aire Cuando el concreto es mezclado, es normal que quede aire incluido en la masa, el cual debe ser liberado por procesos de compactación a los cuales es sometido en su postura. Sin embargo esta compactación no es totalmente perfecta, por lo cual queda aire residual dentro de la masa endurecida. Sin embargo a veces se incluyen burbujas de aire concientemente, para fines específicos como aligerar el peso del concreto.
15

IQ-2004-II-08
2.3.2.4. Agregados o Áridos. Se consideran como agregados todos los materiales que poseyendo una resistencia propia suficiente, no perturban ni afecta el proceso de endurecimiento del cemento hidráulico. Estos materiales pueden ser naturales o artificiales según su origen. La razón principal para su utilización es actuar como material de relleno, haciendo la mezcla mas económica. Estos agregados en combinación con la pasta también proporcionan parte de la resistencia de la compresión, debido a que como se menciono anteriormente, tienen una resistencia propia que aportar a la mezcla. Cuando el concreto se somete a el endurecimiento, los agregados ayudan a controlar los cambios volumétricos de la pasta evitando que haya fisuras o agrietamiento por retracción plástica, que puede afectar la resistencia. Los agregados generalmente se dividen en dos grupos12: finos y gruesos. Los agregados finos consisten en arenas naturales o manufacturadas con tamaños de partícula que pueden llegar hasta 10mm; los agregados gruesos son aquellos cuyas partículas se retienen en la malla No. 16 y pueden variar hasta 152 mm. El tamaño máximo de agregado que se emplea comúnmente es el de 19 mm o el de 25 mm. Como los agregados constituyen aproximadamente el 60 al 75 % del volumen total del concreto, su selección es importante. Los agregados deben consistir en partículas con resistencia adecuada así como resistencias a condiciones de exposición a la intemperie y no deben contener materiales que pudieran causar deterioro del concreto. Para tener un uso eficiente de la pasta de cemento y agua, es deseable contar con una granulometría continua de tamaños de partículas. 2.3.2.5. Aditivos
Desde mediados del siglo XX se han desarrollado toda una tecnología sobre la utilización de los aditivos, que son materiales distintos a los mencionados anteriormente, que se utilizan como ingredientes en morteros y concretos, los cuales se añaden antes o durante su preparación. Sus funciones principales son: reductores de agua, retardantes de fraguado o acelerantes de fraguado. Existen también otros como los inclusores de aire, las puzolanas y los colorantes.
12 Ref 23
16

IQ-2004-II-08
Estos aditivos modifican las propiedades del concreto de manera que se hagan mas adecuados a las condiciones de trabajo También se pueden utilizar por razones de orden económico, tal como los son la puzolanas que en cierta medida hacen el producto mas económico a la vez que mejora propiedades. 2.3.3. Producto Final Al prepararse un concreto según especificaciones en estado fresco y endurecido, se deben tener en cuenta los siguientes aspectos para su preparación:13
• Economía
• Facilidad de colocación y consolidación
• Velocidad de fraguado
• Resistencia
• Durabilidad
• Impermeabilidad
• Peso unitario
• Estabilidad al volumen
• Apariencia y color adecuado Debido a la alta exigencia en las propiedades que se deben obtener se han desarrollado una gran cantidad de normas, entre ellas las ASTM, como las utilizadas principalmente, para hacer un correcto control de calidad de el concreto que se obtiene. Además de esto se debe tener en cuenta que debido a que el concreto es principalmente para fines estructurales, es necesario que cumpla con el código de sismo-resistencia en cada país.
13 Ref 24
17

IQ-2004-II-08
Grafico No. 2.3 Esquema de Procesos de Supervisión, Control y Ajuste Durante la Producción y Colocación del Concreto
2.4. LAS PUZOLANAS 2.4.1. Definición Las puzolanas se pueden definir de forma general como aditivos al concreto que tienen como fin mejorar la trabajabilidad de mezclas deficientes en partículas de tamaño menor a las que pasan por los tamices de 300µm y 150µm. (No. 50 y No. 100 en la escala estándar respectivamente), ya que estos aditivos pueden reducir la exudación y la segregación y adicionalmente mejorar algunas propiedades del concreto, como la resistencia y la durabilidad, compensado por la falta de finos.14 Dentro de los materiales relativamente inertes químicamente, se encuentran el cuarzo molido, la caliza molida, la bentonita, cal hidratada y talco. Como es sabido la norma ASTM C-129 define las puzolanas como:
“materiales silíceos y aluminosos que en si mismos poseen poco o ningún valor cementante pero que, en forma finamente dividida y en presencia de
humedad reaccionan químicamente con el hidróxido de calcio, bajo temperaturas 14 Ref 24
18
IQ-2004-II-08
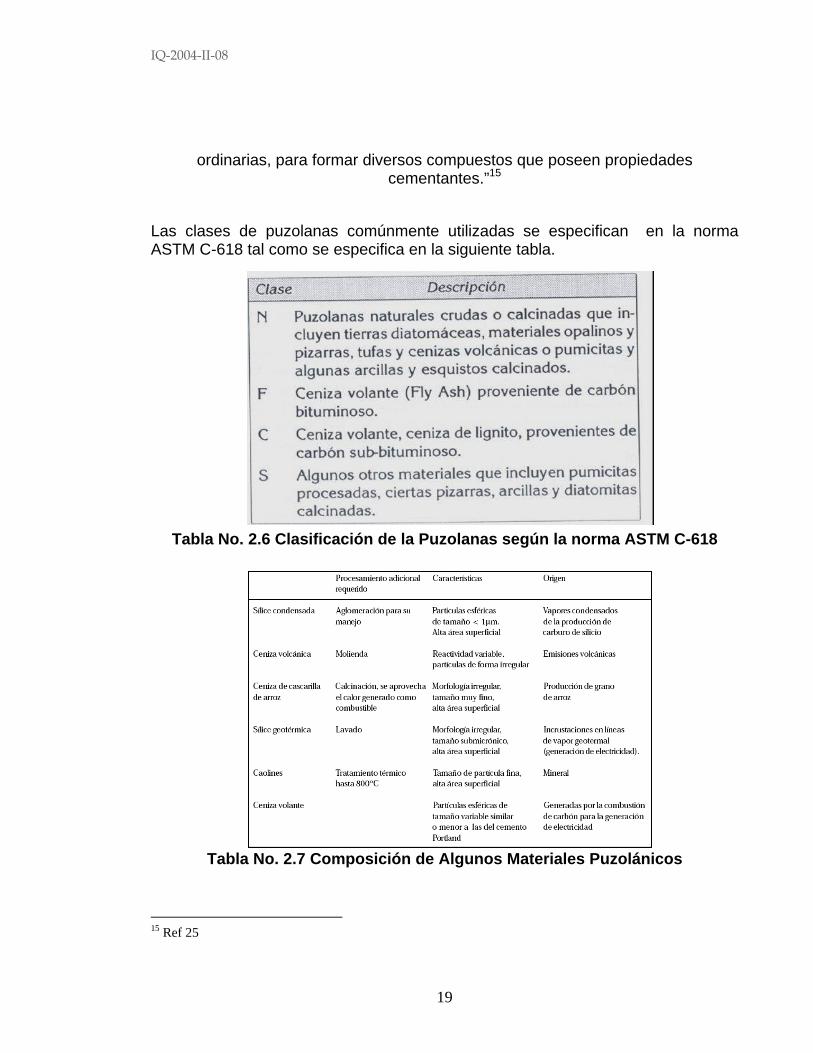
ordinarias, para formar diversos compuestos que poseen propiedades cementantes.”15
Las clases de puzolanas comúnmente utilizadas se especifican en la norma ASTM C-618 tal como se especifica en la siguiente tabla.
Tabla No. 2.6 Clasificación de la Puzolanas según la norma ASTM C-618
Tabla No. 2.7 Composición de Algunos Materiales Puzolánicos
15 Ref 25
19

IQ-2004-II-08
2.4.2. Efecto del las puzolanas en el concreto en estado fresco.16 Debido a la gran cantidad de puzolanas que existen se debe hacer un riguroso estudio del efecto de cada uno y su interrelación con cada uno de los componentes de la mezcla en el concreto. En general las condiciones de calidad se relacionan con la fineza medida por el retenido en la malla estándar No. 325, el cual es un claro indicador de la cantidad de agua que requiere la mezcla. Por lo general entre mas fino el material, mayor el efecto en la reducción del agua. Debido a esto, si se tiene una puzolana gruesa o de forma no adecuada, requiere un aumento de agua para lograr un asentamiento adecuado y esto originaria una excesiva exudación y segregación. Por otro lado, el concreto que tiene puzolanas es engañoso debido a que parece ser menos manejable que el concreto hecho de cemento puro, debido al mayor volumen de los finos y el menor volumen de agua, lo que causa una disminución en la movilidad de la mezcla. Debido a este fenómeno, las mezclas deben tener una reducción en el contenido de cemento para evitar la mayor demanda en la cantidad de agua, las contracciones por secado, absorción y reducción de resistencia. Cuando se emplean puzolanas para sustituir parte del cemento, aprovechando la reacción de estas con el hidróxido de calcio, se genera menor calor lo cual es ideal para aplicaciones del concreto masivos. (Por ejemplo en el Concreto utilizado para la construcción de una presa de agua) El efecto de adicionar un material mineral en el concreto varia notablemente dependiendo de la cantidad y el tipo de material utilizado. Por ejemplo los materiales químicamente inertes por lo general mejoran las resistencias de mezclas pobres y empeoran las de mezclas ricas. En aspecto de durabilidad del concreto, los aditivos por lo general disminuyen la permeabilidad al agua , debido a que reducen la exudación y la demanda en el agua de mezclado. También algunos aumentan la resistencia al ataque del agua de mar (Cloruros básicamente), a sulfatos y ácidos. También reducen la expansión causada por la reacción álcali-sílice.
16 Ref 24 Pg 274
20

IQ-2004-II-08
3. MATERIA PRIMA 3.1. ORIGEN DE LA MATERIA PRIMA.
La minas LA FISCALA y EL TUNJUELO de actual propiedad de Cemex Colombia, llevan aproximadamente 40 años haciendo explotación de arena y grava para la producción de concreto principalmente para el cubrimiento de la demanda en Bogota. De la trituración y el lavado de esta arena y grava, se obtienen estos “finos” los cuales se han ido acumulando en sus lotes, sin tener ningún uso significativo hasta el momento. En algunos casos se han usado como “fillers” o rellenos para algunos concretos pero se considera un uso menor.
Gráfico No. 3.1 Línea de Producción de Agregados Mina el Tunjuelo
21
IQ-2004-II-08
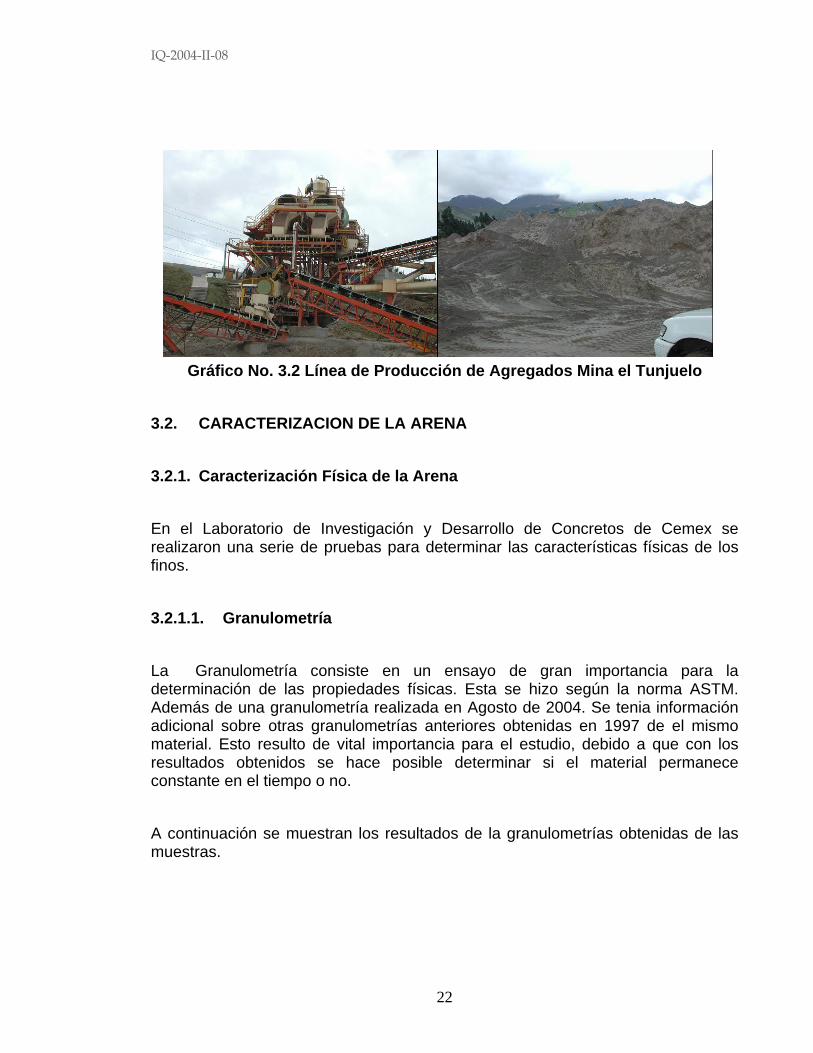
Gráfico No. 3.2 Línea de Producción de Agregados Mina el Tunjuelo 3.2. CARACTERIZACION DE LA ARENA
3.2.1. Caracterización Física de la Arena En el Laboratorio de Investigación y Desarrollo de Concretos de Cemex se realizaron una serie de pruebas para determinar las características físicas de los finos. 3.2.1.1. Granulometría
La Granulometría consiste en un ensayo de gran importancia para la determinación de las propiedades físicas. Esta se hizo según la norma ASTM. Además de una granulometría realizada en Agosto de 2004. Se tenia información adicional sobre otras granulometrías anteriores obtenidas en 1997 de el mismo material. Esto resulto de vital importancia para el estudio, debido a que con los resultados obtenidos se hace posible determinar si el material permanece constante en el tiempo o no. A continuación se muestran los resultados de la granulometrías obtenidas de las muestras.
22

IQ-2004-II-08
Granulometria Finos
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
0.1 1 10
Abertura del Tamiz (mm)
% P
ASA Laboratorio I&D
Limite Superior
Limite Inferior
Gráfico. No. 3.3 Granulometría Finos Agosto 20 de 2004
Granulometría Finos
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
0.1 1 10
Abertura del Tamiz (mm)
% P
ASA
Laboratorio I&D 2004
S1-1 1997
S1-2 1997
S2-1 1997
S2-2 1997
S3-1 1997
S3-2 1997
S4-1 1997
S4-2 1997
Limite Superior
Limite Inferior
Gráfico. No. 3.4 Granulometría Finos 1997 y Agosto 2004
23

IQ-2004-II-08
En los gráficos 3.3 y 3.4 se puede observar que se encuentran delimitados unos limites superior e inferior. Estos limites corresponden a los que debe cumplir la arena común utilizada en el la preparación del concreto (según norma ASTM). Debido a que estas muestras salen de los limites establecidos por la norma, es que se consideran finos y no podrían ser utilizados . Otro asunto importante de estas graficas es que se puede observar claramente que las diferentes muestras presentan granulometrías similares lo que permite concluir que el material se comporta en términos generales constante en el tiempo.
Granulometria Finos
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
0.1 1 10
Abertura del Tamiz (mm)
% P
ASA Granulometría
Promedio
Limite Superior
Limite Inferior
Gráfico. No. 3.5 Granulometría Promedio 3.2.1.2. Otros Ensayos Se realizaron igualmente otros ensayos complementarios para la caracterización física los cuales en promedio con los resultados obtenidos en 1997 en promedio arrojaron los siguientes resultados:
24
IQ-2004-II-08
MODULO DE FINURA 1.375
CONTENIDO DE MATERIA ORGANICA1 2.111
MASA UNITARIA COMPACTADA (kg/m^3) 1582
MASA UNITARIA SUELTA (kg/m^3) 1455
PH 5.1
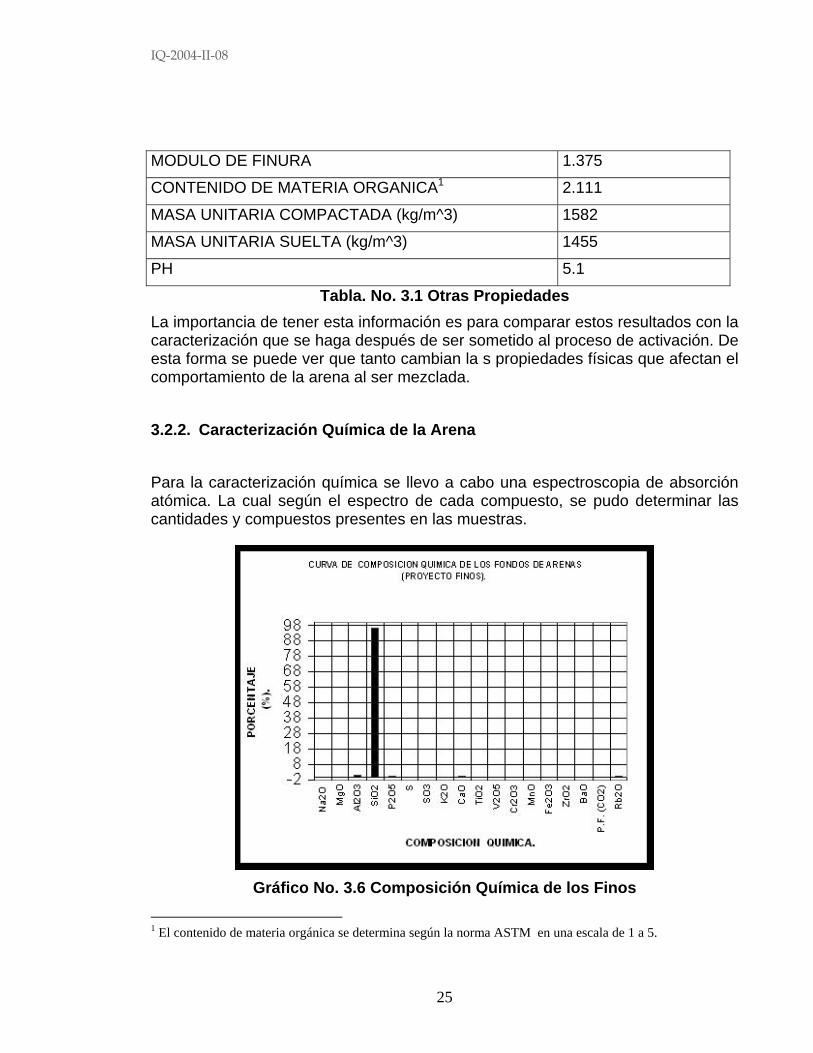
Tabla. No. 3.1 Otras Propiedades La importancia de tener esta información es para comparar estos resultados con la caracterización que se haga después de ser sometido al proceso de activación. De esta forma se puede ver que tanto cambian la s propiedades físicas que afectan el comportamiento de la arena al ser mezclada. 3.2.2. Caracterización Química de la Arena Para la caracterización química se llevo a cabo una espectroscopia de absorción atómica. La cual según el espectro de cada compuesto, se pudo determinar las cantidades y compuestos presentes en las muestras.
Gráfico No. 3.6 Composición Química de los Finos
1 El contenido de materia orgánica se determina según la norma ASTM en una escala de 1 a 5.
25
IQ-2004-II-08
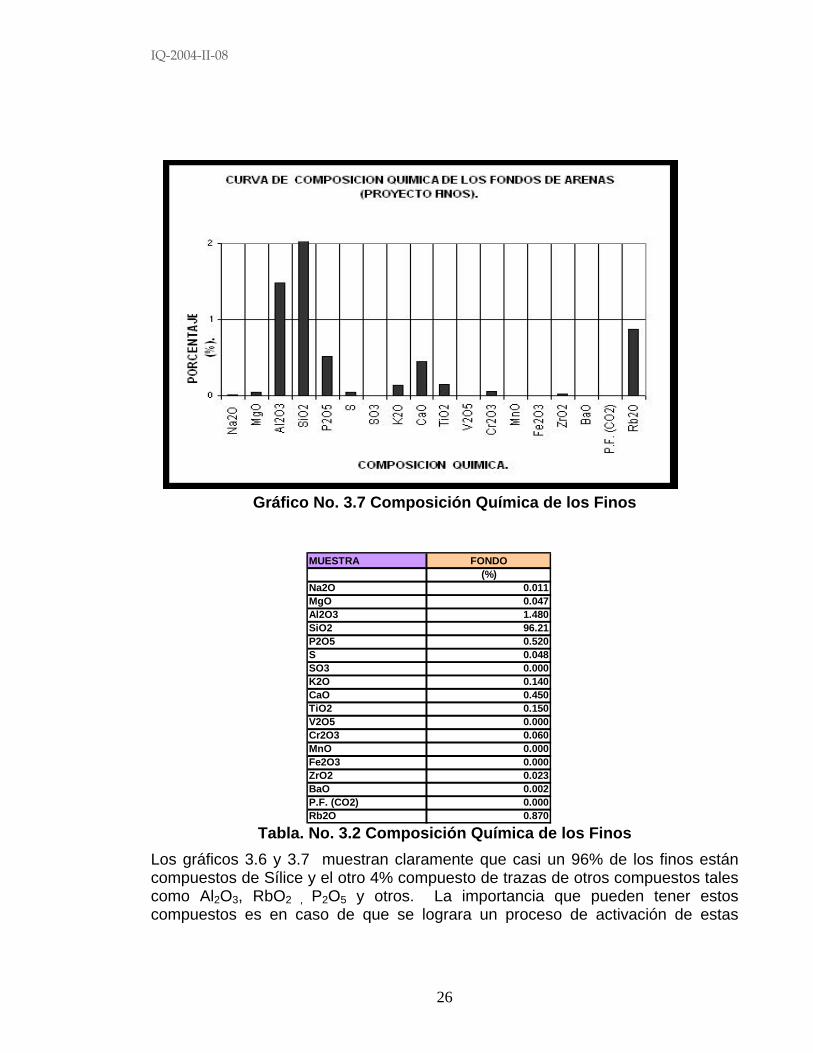
Gráfico No. 3.7 Composición Química de los Finos
MUESTRA FONDO(%)
Na2O 0.011MgO 0.047Al2O3 1.480SiO2 96.21P2O5 0.520S 0.048SO3 0.000K2O 0.140CaO 0.450TiO2 0.150V2O5 0.000Cr2O3 0.060MnO 0.000Fe2O3 0.000ZrO2 0.023BaO 0.002P.F. (CO2) 0.000Rb2O 0.870
Tabla. No. 3.2 Composición Química de los Finos Los gráficos 3.6 y 3.7 muestran claramente que casi un 96% de los finos están compuestos de Sílice y el otro 4% compuesto de trazas de otros compuestos tales como Al2O3, RbO2 , P2O5 y otros. La importancia que pueden tener estos compuestos es en caso de que se lograra un proceso de activación de estas
26
IQ-2004-II-08
arenas, se tendría que cumplir unos valores máximos de contenidos de algunos de estos compuestos, contemplados en la norma ASTM C618.
27

IQ-2004-II-08
4. REACTIVIDAD PUZOLANICA 4.1. MÉTODOS DE MEDICIÓN DE REACTIVIDAD Dentro de la gran gama de posibilidades para la medición de la reactividad de los compuestos, se investigaron una serie de pruebas que podrían servir para la medición de la reactividad los finos y otros compuestos similares (como el Humo de Sílice utilizado como patrón de comparación en la mayoría de las pruebas que se realizan en este proyecto de grado). En este caso la reactividad hace referencia a la cantidad de Sílice en fase Amorfa (SiO2amorfa) contenida en la muestra. Tal como se especifico en la Introducción a este documento, esta sílice es la que potencialmente reacciona con el Hidróxido de Calcio contenido en el cemento. A continuación se hará mención de cuatro métodos investigados que al parecer son aplicables. De estos fueron escogidos dos que se pusieron en practica, resultados que se analizaran mas adelante. 4.1.1. Método por medio de titulación con glicerol1
Este método fue hallado en un articulo científico de una famosa publicación llamada Cement and Concrete Research. La base del método consiste esta desarrollada principalmente para la determinación del contenido de Sílice en la cascarilla de arroz incinerada. Sin embargo esta según las especificación y la similaridad con el material de estudio, esta podría ser aplicada sin problemas a las muestra que se tienen bajo análisis. El método esta basado en la producción de glicero-silicato. Haciendo una mezcla de las muestra con glicerol y posteriormente titulando con Hidróxido de Bario (BaOH2) usando fenolftaleina o alizarina como indicador se puede conocer, por medio de relaciones estequiométricas, la cantidad de Sílice en estado amorfo contenido en la muestra. Según el articulo, este método fue comparado con otros mas avanzados y complejos arrojando resultados muy similares.
1 Ref 6.
28

IQ-2004-II-08
4.1.2. Método por medio de medición de conductividad eléctrica.2 Diversos artículos encontrados en la revisión bibliográfica para este proyecto, se encontró que una forma muy común de medir la reactividad de la Sílice consiste en realizar una lectura de la conductividad eléctrica en una solución de Ca(OH)2.
El método se basa principalmente en la reacción entre la sílice y el hidróxido, para la formación de Silicato de Calcio Hidratado. (La reacción que se llevaría a cabo en la matriz de cemento).
2SiO2 amorfo + 3Ca(OH)2 2(Ca1.5 SiO3.5 ).3 H2O
La medición de la conductividad eléctrica se puede llevar a cabo debido a que se tiene inicialmente una solución saturada de Hidróxido de Calcio en forma de iones Ca+ y OH- lo que hace que sea posible el pase de corriente por la solución. El experimento se lleva a cabo a 40±1°C, con agitación constante. Al combinarse la solución de hidróxido con sílice reactiva, la conductividad baja a medida que los iones Ca+ y OH- empiezan a reaccionar con la sílice. En caso de no ser reactiva la sílice contenida en el material, la conductividad simplemente se mantiene constante. Esta fue una de las pruebas iniciales que se llevo a cabo en el CITEC. Se hicieron dos pruebas para los finos pasante del tamiz 40 y otros dos para el humo de sílice (sílice amorfa de alta pureza) como muestre patrón. Los resultados se muestran a continuación:
2 Ref 7
29

IQ-2004-II-08
FINOS ENSAYO 1
TIEMPO (min) TEMPERATURA (°C) CONDUCTIVIDAD (mS)-5 39.20 6.40 0 39.30 6.10
10 38.90 6.10 15 40.10 5.90 20 38.60 5.80 30 39.40 5.30 45 43.40 4.90 60 39.60 4.90 90 38.00 4.90
120 40.10 4.70 150 36.30 4.68 180 36.40 4.60
ENSAYO 2 TIEMPO (min) TEMPERATURA (°C) CONDUCTIVIDAD (mS)
0 38.60 4.64 5 39.00 4.70
10 44.00 4.60 30 38.00 4.70 60 39.00 4.60 90 37.50 4.60
120 39.60 4.50 150 43.00 4.50
Tabla No. 4.1 Medición de Reactividad para los finos pasante del tamiz No. 40
30

IQ-2004-II-08
HUMO DE SÍLICE ENSAYO 1
TIEMPO (min) TEMPERATURA (°C) CONDUCTIVIDAD (mS)-5 39.40 6.10 0 40.10 4.90
10 40.40 4.50 15 40.70 4.00 20 38.40 3.70 30 38.80 3.60 45 38.50 3.00 60 37.30 2.80 90 43.00 2.20
120 43.30 1.20 150 39.00 1.00 180 38.20 0.87
ENSAYO 2 TIEMPO (min) TEMPERATURA (°C) CONDUCTIVIDAD (mS)
0 38.90 3.70 5 41.20 3.60
10 40.80 3.50 30 41.70 3.30 60 41.20 2.70 90 42.00 1.90
120 42.00 1.30 150 41.00 0.90
Tabla No. 4.2 Medición de Reactividad para el Humo de Sílice
31

IQ-2004-II-08
Grafico Conductividad vs. Tiempo
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
0 50 100 150 200
Tiempo (min)
Con
duct
ivid
ad (m
S)
Muestra 1 FINOSMuestra 2 FinosMuestra 1 HUMO DE SILICEMuestra 2 HUMO DE SILICE
Gráfico No. 4.1 Conductividad vs. Tiempo para muestras. Los resultados muestran con gran claridad el método es efectivo y útil para el propósito de esta investigación. Las muestras de finos no presentaron ningún cambio representativo en la conductividad lo que confirma que están compuestos de Sílice Cristalina que es poco reactiva, mientras que el humo de sílice presenta una disminución en la conductividad lo que permite concluir que hay una formación de Silicato de Calcio Hidratado con el tiempo. Este método se pondrá a prueba otra vez una vez se hallan llevado a cabo procesos de activación los finos, bajo las mismas condiciones experimentales. 4.1.3. Medición de la reactividad usando la norma ASTM C-109.3 ASTM C109-02 COMPRESSIVE STRENGTH OF HYDRAULIC CEMENT MORTARS , USING 50MM CUBE SPECIMENS. (Ver norma anexa). En CEMEX se lleva ejecuta el procedimiento descrito en esta norma, para hacer el control de calidad de los diferentes cementos producidos. El resultado final del
3 Ref 18
32

IQ-2004-II-08
procedimiento es un dato de resistencia a la compresión en kg/cm2 para las muestras. La resistencia a la compresión es una medida muy real y acertada para controlar la reactividad del cemento, las adiciones y demás materiales utilizados en el cemento. Para este proyecto, se lleva a cabo una matriz de pruebas donde se utilizaron diferentes dosificaciones de cemento, finos pasante tamiz 40 y humo de sílice con el animo de obtener unos resultados comparables y poder conocer el efecto del reemplazo por cemento de los diferentes materiales. Para este caso se prepararon unas, según las dosificaciones especificadas en la norma, las cuales fueron fundidas y se tomaron resistencias a 1, 3, 7 y 28 días respectivamente. La norma según sus especificaciones plantea la necesidad de mantener una relación agua / material cementante de 0.485 en peso. Sin embargo también exigen que haya una fluidez de 110±5 cm (ver norma). Al reemplazar parte del cemento por otros materiales la fluidez de la muestra cambia, haciendo que haya una mayor demanda de agua por parte de la mezcla para llegar a la fluidez especificada un la norma. El humo de sílice, por ejemplo, al tener una superficie especifica tan grande, hace que demande grandes cantidades de agua, inclusive para concretos se hace necesario utilizar súperplastificantes para darle mayor fluidez a la muestra. Debido a este fenómeno, se plantearon dos matrices de prueba distintas. La primera manteniendo la relación agua/material cementante constante en 0.485 según norma. La segunda matriz manteniendo la fluidez constante, es decir agregado la cantidad de agua necesaria para llegar a la fluidez especificada en la norma. Esta segunda matriz es mucho mas cercana a la realidad debido a que una especificación comercial muy importante del cemento y el concreto es una fluidez mínima que permita manejar la mezcla en estado fresco. Los resultados de estas pruebas se exponen en el Capitulo 5 junto con los finos tratados en los métodos de activación. 4.1.4. Medición de Reactividad por medio de difracción de rayos X. La difracción de rayos X es talvez el método mas preciso pero mas costoso y poco accesible para conocer el grado de reactividad de las muestras sujetas a estudio. Además de esto es necesario que vaya acompañada de un análisis químico para conocer los demás compuestos.
33

IQ-2004-II-08
Para un material siliceo se pueden presentar los siguientes patrones de difracción.
Gráfico No. 4.2 Difracción de rayos X para material siliceo.4
En el gráfico 4.2 se puede observar claramente las difracciones de rayos X para diferentes tratamientos del mismo material siliceo. La difracción muestra picos para diferentes configuraciones de sílice cristalina como lo son el cuarzo y la tridimita. En esta figura se ve una clara disminución de el contenido de material cristalino entre las muestras 9 y 1. La muestra 1 es por ejemplo muy baja en contenido de sílice cristalina, lo que permite concluir que es casi en su totalidad sílice amorfa reactiva. Si fuera posible someter las muestras de este proyecto a difracción de rayos X, se podría saber con certeza que grado de cristalinidad presentan las muestras antes y después de su tratamiento de activación. Debido a la poca accesibilidad y el alto costo de estas pruebas no será posible en realizar este tipo de prueba.
4 Ref 8.
34

IQ-2004-II-08
5. RESULTADOS AL ESTUDIO DE METODOS DE ACTIVACION DE LAS ARENAS
5.1. MÉTODOS PROPUESTOS Para el estudio de la posible activación de la arenas, es decir pasar de sílice cristalina (en fase Cuarzo Alfa a temperatura y presión estándar) a sílice amorfa, se propuso llevar a cabo una matriz de pruebas, con el animo de tener una serie de resultados que permitiera llegar a alguna conclusión definitiva sobre la posibilidad y viabilidad de aprovechar el contenido siliceo de los finos. 5.1.1. Utilización de la Fracción Pasante Tamiz No 40. Con el fin de tener una granulometría constante en todas las pruebas realizadas en este proyecto de grado, se decidió trabajar únicamente con la fracción pasante del Tamiz NO. 40. Debido a esto, una gran cantidad de muestra (40kg) fue tomada al azar de la mina La Fiscala, la cual fue pasada por este tamiz y almacenada seca para la realización de estas pruebas.
Gráfico No. 5.1 Paso de los finos a través del Tamiz No. 40
35

IQ-2004-II-08
Adicionalmente se realizo en el laboratorio de Control de Calidad de Cemento en la planta Cemex Caracolito de Ibagué una granulometría láser de la muestra pasante tamiz No. 40.
Mesh No Aperture µm10 200012 168014 141016 119018 100020 84125 70730 59535 500
Volume In %
0.000.000.000.000.000.000.000.61
Vol Below % Mesh No Aperture µm100.00 35 500100.00 40 420100.00 45 354100.00 50 297100.00 60 250100.00 70 210100.00 80 177100.00 100 14999.39 120 125
Volume In %
2.554.366.367.839.059.419.449.07
Vol Below % Mesh No Aperture µm99.39 120 12596.84 140 10592.48 170 8886.12 200 7478.30 230 6369.24 270 5359.83 325 4450.39 400 3741.32
Volume In %
8.056.905.413.832.972.151.32
Vol Below %41.3233.2826.3820.9717.1414.1612.0110.69
Grafico No. 5.2 Granulometría y Datos Obtenidos para la Fracción Pasante Tamiz No. 40.
36

IQ-2004-II-08
Como se ve en los resultados de la granulometría para esta muestra el diámetro medio es de 0,1479 mm, el 10% menor de 0,03272 mm y el 90% menor de 0,3285 mm. Las partículas menores de 2 micrómetros (arcilla) son tan solo el 1,54% y las partículas que se podrían llamar de cuarzo (arena) son cerca del 88% (100,00 -12,18). Esta granulometría cambia bastante con respecto a la de los finos obtenida inicialmente en la caracterización, muestra la cual no tenia ningún tipo de cambio o tratamiento. (Ver Capitulo 3. Materias Primas). Se puede obtener entonces un grafico comparativo entre las dos muestras donde se evidencia un cambio importante en la distribución granulométrica.
Grafico No. 5.3 Granulometría de Finos sin Tratamiento vs. Finos Pasante Tamiz No. 40
Granulometria Finos Puros vs. Pasante Tamiz 40.
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
1.000 10.000 100.000 1000.000 10000.000
Tamano de Particula (micrometros)
% P
asa
Pasante Tamiz 40
Finos sinTratamiento
37

IQ-2004-II-08
D(10%) D(50%)Diámetro Medio D(90%)
Finos sin Tratamiento 150.000 259.000 1190.000
Finos pasa Tamiz No. 40 32.722 147.906 328.518
Tabla No. 5.1 Retenidos en 10, 50 y 90% para la Granulometría de Finos sin Tratamiento vs. Finos Pasante Tamiz No. 40
Debido a los cambio que se presentan en la distribución granulométrica, también es probable que se evidencien cambio en las propiedades física de la muestra. Esto se vera reflejado en los resultados. 5.1.2. Matriz de Pruebas para las muestras pasante del Tamiz No. 40 Como primera medida a partir de una necesidad de conocer el comportamiento de estos finos con respecto a muestras patrón se estableció una matriz de pruebas a las cuales se les aplico rigurosamente el método descrito en la norma ASTM C-109.
Gráfico No. 5.4 Molde para la preparación de bloques de 50mm*50mm según norma ASTM C-109
En la matriz se plantea la idea de hacer diversos reemplazos del material cemento establecido por la norma, por finos pasa tamiz 40 y humo de sílice como material comparativo por sus excelente propiedades puzolánicas y su conocido alto contenido de sílice.
38

IQ-2004-II-08
Gráfico No. 5.5. Curado a Temperatura y Humedad Controlada de los bloques de 50mm*50mm según norma ASTM C-109.
La norma ASTM C109 (anexa) establece dos parámetros importante en las recetas que exige para la preparación de los bloques de 50mm*50mm. La primera es que las muestras se deben preparar con una relación agua/material cementante de .485 y la segunda que la fluidez medida según la norma, debe ser de 110±5cm. Esto genero la necesidad de hacer dos matrices de pruebas distintas, debido a que por el hecho de reemplazar un % del cemento por los finos y el humo de sílice no se pueden cumplir simultáneamente las dos condiciones exigidas por la norma.
Grafico No. 5.6. Aparato para la medición de la fluidez de la muestras y prensas hidráulicas para la toma de datos de resistencia a la compresión,
según normas ASTM C-109.
39

IQ-2004-II-08
A cada uno de los bloques de 50mm*50mm que se prepararon, se tomaron muestras por triplicado para tomar resistencia a la compresión a 1,3, 7 y 28 días de edad para un total de 12 bloques por muestra.
MUESTRAS CON RELACION AGUA/CEMENTO CONSTANTE
Reemplazo Prueba 1 Prueba 2
30% Finos pasa Tamiz 40.
Resistencia a 1,3,7 y 28 días
Fluidez
30% Humo de Sílice Resistencia a 1,3,7 y 28 días
Fluidez
20% Finos pasa Tamiz 40.
Resistencia a 1,3,7 y 28 días
Fluidez
20% Humo de Sílice Resistencia a 1,3,7 y 28 días
Fluidez
10% Finos pasa Tamiz 40.
Resistencia a 1,3,7 y 28 días
Fluidez
10% Humo de Sílice Resistencia a 1,3,7 y 28 días
Fluidez
30% Finos pasa tamiz 40 molidos 1 HORA
Resistencia a 1,3,7 y 28 días
Fluidez
30% Finos pasa tamiz 40 molidos 3 HORAS
Resistencia a 1,3,7 y 28 días
Fluidez
Tabla No. 5.2 Matriz de pruebas para muestras con relación a/c Constante.
Para las muestras de relación agua/cemento constante, es necesario medir la fluidez debido a que el desempeño varia de forma importante como se podrá ver en los resultados. Si la fluidez es baja, esa mezcla en estado fresco presentaría poca manejabilidad haciendo que para un uso comercial no sea viable su utilización.
40

IQ-2004-II-08
MUESTRAS CON FLUIDEZ CONSTANTE
Reemplazo Prueba 1 Prueba 2
30% Finos pasa Tamiz 40.
Resistencia a 1,3,7 y 28 días
Demanda extra de agua para alcanzar fluidez según norma
30% Humo de Sílice Resistencia a 1,3,7 y 28 días
Demanda extra de agua para alcanzar fluidez según norma
20% Finos pasa Tamiz 40.
Resistencia a 1,3,7 y 28 días
Demanda extra de agua para alcanzar fluidez según norma
20% Humo de Sílice Resistencia a 1,3,7 y 28 días
Demanda extra de agua para alcanzar fluidez según norma
10% Finos pasa Tamiz 40.
Resistencia a 1,3,7 y 28 días
Demanda extra de agua para alcanzar fluidez según norma
10% Humo de Sílice Resistencia a 1,3,7 y 28 días
Demanda extra de agua para alcanzar fluidez según norma
30% Finos pasa tamiz 40 molidos 1 HORA
Resistencia a 1,3,7 y 28 días
Demanda extra de agua para alcanzar fluidez según norma
30% Finos pasa tamiz 40 molidos 1 HORA
Resistencia a 1,3,7 y 28 días
Demanda extra de agua para alcanzar fluidez según norma
Tabla No. 5.3 Matriz de pruebas para muestras con Fluidez Cte. Para la matriz de muestras a fluidez constante es necesario que se determine la cantidad de agua extra que se requiere debido a que esto puede influir bastante en los resultados, sobretodo en el impacto a nivel de costos que tiene adicionar mas agua a las mezclas par alcanzar una fluidez determinada. Por lo general se piensa que el agua constituye una materia prima de bajo costo, sin embargo se ha visto que para grandes cantidades de producción tal como es la de concreto, el valor de agua alcanza a afectar considerablemente los costos de producción. 5.2. MOLIENDA DE FINOS PASA TAMIZ NO. 40 DURANTE 1 Y 3 HORAS Adicional a la matriz de pruebas llevada a cabo para diferentes reemplazos de cemento por finos pasa tamiz No. 40 y Humo de Sílice, se propuso adicionalmente hacer una molienda por 1 y 3 horas respectivamente de la muestra de finos pasados por el Tamiz No.40. Esto con el propósito de establecer la posibilidad de que haya una activación por efectos de transformación física de la estructura silícea de la muestra.
41

IQ-2004-II-08
Se llevo a cabo una molienda en un molino de bolas de capacidad de 5kg de muestra y 80 Kg. de cuerpos moledores. Anexo a este proyecto se encuentran las especificaciones técnicas del molino de bolas utilizado en este proyecto. Una vez realizada la molienda se prepararon unas muestras para las dos moliendas de 1 y 3 horas respectivamente reemplazando el 30% del cemento. En la matriz de resultados tienen en su nomenclatura M-1 para 1 hora de molienda y M-3 para 3 horas, para la cual se llevaron a cabo las mismas pruebas según la ASTM C-109 (A relación agua/cemento constante y Fluidez constante). Adicionalmente se calcularon algunas propiedades adicionales tales como densidad, retenido en la malla No. 325, análisis químico de las muestras y finura Blaine. Los resultados obtenidos en estas pruebas que tardaron aproximadamente 2 meses. Estos constituyen la base fundamental de este proyecto, debido a que a partir de ellos se pueden sacar una serie de conclusiones de alta relevancia para el estudio hecho.
5.3. PREPARACIÓN DE LAS MUESTRAS.
Para llevar a cabo las pruebas fue necesario hacer una previa preparación de las muestras, debido a que es especialmente complicado hacer una mezcla homogénea de finos sobretodo con el grado de finura de los que se trabajaron. Debido a esto fue necesario llevar a cabo el siguiente procedimiento.
• Hacer el pesaje correspondiente a las proporciones según la receta especificada para cada muestra, por lotes 1kg, hasta completar 4kg.( cantidad suficiente para hacer todas las muestras.)
• Cada muestra de 1kg se pasa por el tamiz estándar No. 30.
• Una vez listas las 4 mezcla de 1kg cada una, se juntan y se someten a agitación manual dentro de una bolsa plástica gruesa.
• Una vez mas se separan en lotes de 1kg y se pasan nuevamente por el Tamiz No. 30. para juntarse nuevamente.
42

IQ-2004-II-08
Gráfico No. 5.7 Tamiz Estándar No. 30 utilizado para la mezcla homogénea de
las muestras. 5.4. RESULTADOS OBTENIDOS PARA LAS MUESTRAS. Se incluyeron en la programación del laboratorio de Santa Rosa de Cementos Samper la preparación de las muestras y su posterior toma de datos de resistencia a 1, 3, 7 y 28 días. Otro aspecto importante a resaltar en la preparación de las muestras, fue que el cemento patrón del mes de agosto de 2004 no fue suficiente para la preparación de las muestras, para los cual toco hacer algunas con el de Septiembre de 2004. Esto genero un pequeño retraso sin consecuencias graves para el desarrollo del proyecto. Debido a esto algunas muestras se comparen con el patrón de Agosto y otras con el de Septiembre, tal como se especifica en los resultados. A continuación se muestran los resultados de resistencia y fluidez obtenidos para las mezclas. A partir de estos datos se sacan los índices de pozulanicidad, demanda de agua y otros datos que son fundamentales para las conclusiones de este proyecto.
43

Laboratorio Planta Santa Rosa
Ensayos Especiales Arena Fiscala pasante tamiz N° 40Alejandro Gomez G.AGG SEPT - 2004
Cemento Arena ArenaIdentidad Muestras Clinker Yeso Patrón Fina Silica A/C Fluidez R1D R3D R7D R28D Agua FiscalaCTO, PATRON AGO 95 5 - - - 0.485 116 200 397 459 541 Constante -AGG 30% FINOS-C - - 70 30 - 0.485 72 78 157 197 241 Constante sin molerAGG 30% FINOS-V - - 70 30 - 0.530 104 73 150 183 239 Variable sin molerAGG 30% SF-C - - 70 - 30 0.485 13 188 323 431 610 Constante sin molerAGG 30% SF-V - - 70 - 30 0.694 105 83 177 264 416 Variable sin molerAGG 20% FINOS-C - - 80 20 - 0.485 93 119 229 283 343 Constante sin molerAGG 20% FINOS-V - - 80 20 - 0.512 111 110 229 274 332 Variable sin molerAGG 20% SF-C - - 80 - 20 0.485 31 126 365 458 635 Constante sin molerAGG 20% SF-V - - 80 - 20 0.604 108 137 257 356 534 Variable sin molerAGG 10% FINOS-C - - 80 10 - 0.485 103 170 317 381 440 Constante sin molerAGG 10% FINOS-V - - 80 10 - 0.493 115 167 307 363 433 Variable sin molerCTO. PATRON SETP 95 5 - - - 0.485 113 210 386 470 542 Constante -AGG 10% SF-C - - 80 - 10 0.485 71 203 370 467 596 Constante sin molerAGG 10% SF-V - - 80 - 10 0.528 112 180 354 451 577 Variable sin molerAGG 30% FINOS M1-C - - 70 30 - 0.485 116 120 237 298 351 Constante molida 1 hAGG 30% FINOS M1-V - - 70 30 - 0.477 110 126 240 303 341 Variable molida 1 hAGG 30% FINOS M3-C/V - - 70 30 - 0.485 114 137 269 333 375 Constante molida 3 h
Densidad Blaine R/325Identidad Muestras cm3/g g/cm2 %AGG M - 1 2.64 5177 7.6AGG M - 3 2.65 9272 0.56Cto. Patrón 17/09/04 3.12 4718 0.98
Químicos Arena SiO2 Al2O3 Fe2O3 CaO MgO SO3 Na2O K2O PF SUMA RIAGG FINOS M-0 83.07 0.00 1.01 0.37 0.00 0.17 0.00 0.16 1.20 85.98AGG FINOS M-1 83.03 0.00 1.15 0.49 0.00 0.18 0.00 0.15 1.42 86.42AGG FINOS M-3 83.50 0.00 1.38 0.39 0.00 0.16 0.00 0.15 1.20 86.78
ResistenciasDosificaciones %
Tabla No.5.4 Resultados para Muestras según Norma ASTM

IQ-2004-II-08
Laboratorio Planta Santa Rosa
Ensayos Especiales Arena Fiscala pasante tamiz N° 40Alejandro Gomez G.AGG SEPT - 2004
Identidad Muestras Indice 1 dia Indice 3 dias Indice 7 dias Indice 28 diasCTO, PATRON AGO 100.0% 100.0% 100.0% 100.0%AGG 30% FINOS-C 39.0% 39.5% 42.9% 44.5%AGG 30% FINOS-V 36.5% 37.8% 39.9% 44.2%AGG 30% SF-C 94.0% 81.4% 93.9% 112.8%AGG 30% SF-V 41.5% 44.6% 57.5% 76.9%AGG 20% FINOS-C 59.5% 57.7% 61.7% 63.4%AGG 20% FINOS-V 55.0% 57.7% 59.7% 61.4%AGG 20% SF-C 63.0% 91.9% 99.8% 117.4%AGG 20% SF-V 68.5% 64.7% 77.6% 98.7%AGG 10% FINOS-C 85.0% 79.8% 83.0% 81.3%AGG 10% FINOS-V 83.5% 77.3% 79.1% 80.0%CTO. PATRON SEPT 100.0% 100.0% 100.0% 100.0%AGG 10% SF-C 96.7% 95.9% 99.4% 110.0%AGG 10% SF-V 85.7% 91.7% 96.0% 106.5%AGG 30% FINOS M1-C 57.1% 61.4% 63.4% 64.8%AGG 30% FINOS M1-V 60.0% 62.2% 64.5% 62.9%AGG 30% FINOS M3-C/V 65.2% 69.7% 70.9% 69.2%
Indices de Puzolanicidad
Tabla No.5.5 Índices de Puzolanicidad para las muestras

Evolucion de Resistencias para muestras con Relacion A/C Cte
0
100
200
300
400
500
600
AGG 30%SF-C
AGG 30%FINOS-C
AGG 20%SF-C
AGG 20%FINOS-C
AGG 10%SF-C
AGG 10%FINOS-C
AGG 30%FINOS M1-
C
AGG 30%FINOS M3-
C
CTO.PATRON
SETP
CTO,PATRON
AGO
MUESTRA
Res
iste
ncia
a la
Com
pres
ión
(KG
/CM
2)
R1DR3DR7DR28D
Gráfico No. 5.8 Evolución de Resistencias para muestras con Relación A/C Cte.

Fluidez de las Muestras con Relacion A/C Constante
0
20
40
60
80
100
120
140
AGG 30%SF-C
AGG 30%FINOS-C
AGG 20%SF-C
AGG 20%FINOS-C
AGG 10%SF-C
AGG 10%FINOS-C
AGG 30%FINOS M1-
C
AGG 30%FINOS M3-
C
CTO.PATRON
SETP
CTO,PATRON
AGOMuestra
Flui
dez
Gráfico No. 5.9 Fluidez de las Muestras con Relación A/C Constante

Evolucion de Resistencias para muestras con Fluidez Cte
0
100
200
300
400
500
600
700
CTO.PATRON
SETP
CTO,PATRON
AGO
AGG 30%SF-V
AGG 30%FINOS-V
AGG 20%SF-V
AGG 20%FINOS-V
AGG 10%SF-V
AGG 10%FINOS-V
AGG 30%FINOS M1-
V
AGG 30%FINOS M3-
VMUESTRA
Res
iste
ncia
a la
Com
pres
ión
(KG
/CM
2)
R1DR3DR7DR28D
Gráfico No. 5.10 Evolución de Resistencias para muestras con Fluidez Constante.
Relacion Agua/Cemento para las Muestras con Fluidez Constante
0.45
0.5
0.55
0.6
0.65
0.7
CTO. PATRON SETP
CTO, PATRON AGO
AGG 30% SF-VAGG 30% FINOS-VAGG 20% SF-VAGG 20% FINOS-VAGG 10% SF-VAGG 10% FINOS-VAGG 30% FINOS M1-V
AGG 30% FINOS M3-V
Muestra
Rel
acio
n A
gua
/ Cem
ento
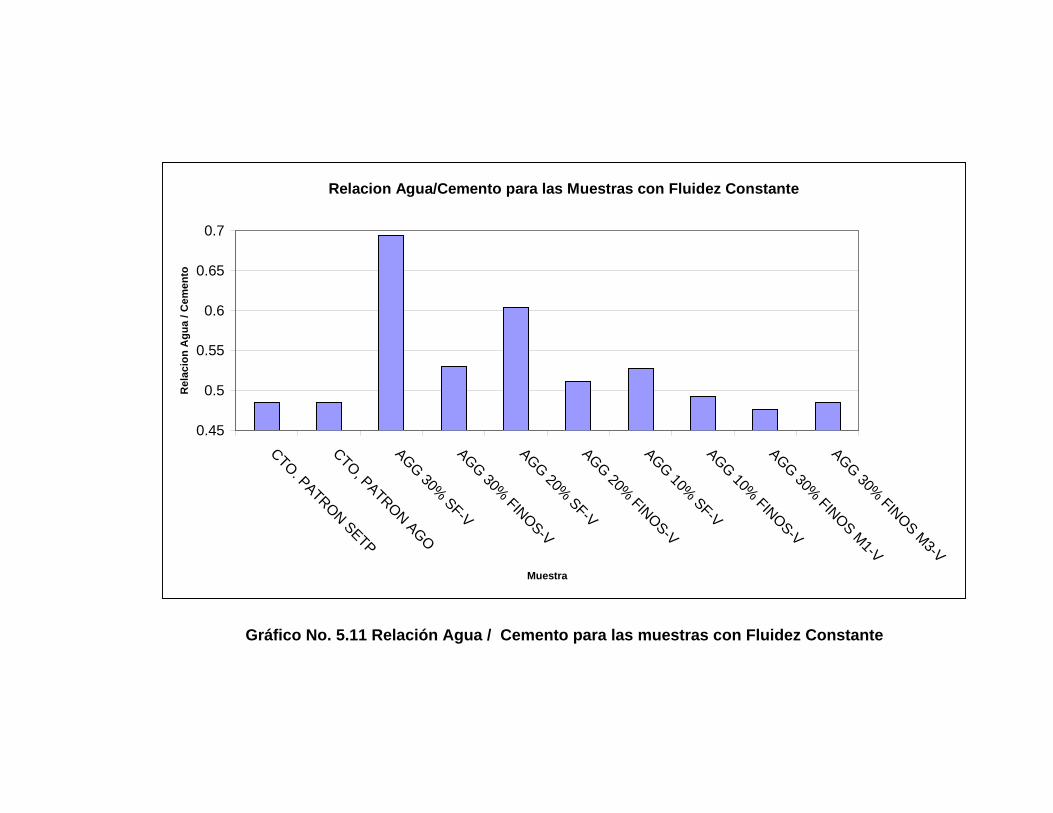
Gráfico No. 5.11 Relación Agua / Cemento para las muestras con Fluidez Constante

INDICES DE PUZOLANICIDAD PARA MUESTRAS
35.0%40.0%45.0%50.0%55.0%60.0%65.0%70.0%75.0%80.0%85.0%90.0%95.0%
100.0%105.0%110.0%115.0%120.0%
CTO, PATRON AGO
AGG 30% FIN
OS-CAGG 30
% FINOS-V
AGG 30% SF-C
AGG 30% SF-V
AGG 20% FIN
OS-CAGG 20
% FINOS-V
AGG 20% S
F-CAGG 20
% SF-V
AGG 10% FIN
OS-CAGG 10
% FINOS-V
CTO. PATRON SETP
AGG 10% SF-C
AGG 10% SF-V
AGG 30% FIN
OS M1-C
AGG 30% FIN
OS M1-V
AGG 30% FIN
OS M3-C
/V
REFERENCIA MUESTRA
IND
ICE
DE
PUZO
LAN
ICID
AD
EN
%
Indice 1 DIA
Indice 3DIASIndice 7DIASIndice 28DIAS
Gráfico No. 5.12 Índices de Puzolanicidad para TODAS las muestras

IQ-2004-II-08
5.1. PRUEBAS DE CONDUCTIVIDAD ELÉCTRICA PARA LAS MOLIENDAS A 1 Y 3 HORAS. Adicional a los ensayos hechos según norma ASTM C109, se realizaron las pruebas de conductividad eléctrica, como segundo método escogido para la medición de reactividad de las muestras descrito en el Capitulo 4 de este documento. A continuación se muestran la tabla de resultados y gráficos obtenidos para las muestras M-1 y M-3. Adicionalmente se incluyen en la grafica los resultados para los finos sin tratamiento y el humo de sílice, con el animo de tener parámetros comparativos.
Tiempo(min)
ConductividadmS
Temperatura°C
ConductividadmS
Temperatura°C
0 5.70 39.0 5.60 39.75 5.20 38.0 4.90 42.7
10 5.30 37.0 5.03 41.020 5.11 36.0 5.00 37.030 5.16 37.5 4.97 35.060 5.11 38.5 4.81 38.090 5.02 37.9 4.70 39.7130 4.88 39.0 4.51 42.0150 4.76 38.5 4.43 41.8170 4.60 38.0 4.32 42.5190 - - 4.24 41.0
Molienda 1 hora
Molienda 3 horas
Tabla No. 5.6 Datos de Conductividad Eléctrica para muestras molidas a 1 y 3 Horas.
51

IQ-2004-II-08
Grafico Conductividad vs. Tiempo
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
0 50 100 150Tiempo (min)
Con
duct
ivid
ad (m
S)
200
Muestra 1 FINOS
Muestra 2 Finos
Muestra 1 HUMODE SILICEMuestra 2 HUMODE SILICEMolienda 1 Hora
Molienda 2 horas
Grafico No. 5.13 Datos de Conductividad Eléctrica para muestras molidas a 1 y 3 Horas.
5.2. INFORMACIÓN ADICIONAL Y ASPECTOS RELEVANTES DEL ESTUDIO DE MOLIENDA Y TAMIZADO Antes de sacar conclusiones sobre las pruebas y los resultados obtenidos es importante tener claro una serie de aspectos que se tuvieron en cuenta para la realización de las pruebas.
• Es de interés especial que los finos tengan una utilidad técnica, para el aprovechamiento de esos recursos que actualmente se encuentran en la mina. Actualmente se están utilizando para la preparación del concreto y el cemento adicionado, cenizas volantes o fly ash, los cuales tienen un contenido siliceo alto y con estas, se obtiene una mejora de propiedades. Es importante que estos finos al mismo o menor costo, presenten mejoras con respecto a esta cenizas utilizadas actualmente, para que sea viable su utilización.
• Para los resultados obtenidos utilizando la norma ASTM C-109, se halla el índice de puzolanicidad. El cual esta definido como:
(resistencia a la compresión de la muestra a la edad determinada / resistencia a la compresión de la muestra patrón)*100
52
IQ-2004-II-08
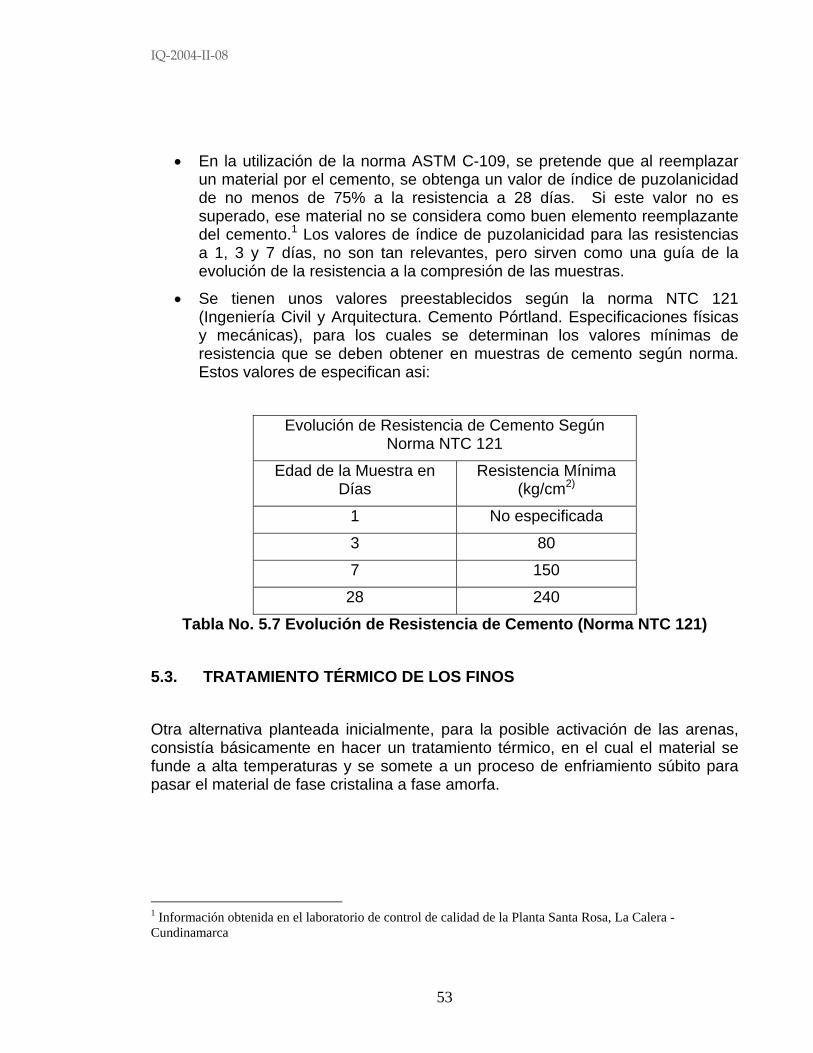
• En la utilización de la norma ASTM C-109, se pretende que al reemplazar un material por el cemento, se obtenga un valor de índice de puzolanicidad de no menos de 75% a la resistencia a 28 días. Si este valor no es superado, ese material no se considera como buen elemento reemplazante del cemento.1 Los valores de índice de puzolanicidad para las resistencias a 1, 3 y 7 días, no son tan relevantes, pero sirven como una guía de la evolución de la resistencia a la compresión de las muestras.
• Se tienen unos valores preestablecidos según la norma NTC 121 (Ingeniería Civil y Arquitectura. Cemento Pórtland. Especificaciones físicas y mecánicas), para los cuales se determinan los valores mínimas de resistencia que se deben obtener en muestras de cemento según norma. Estos valores de especifican asi:
Evolución de Resistencia de Cemento Según Norma NTC 121
Edad de la Muestra en Días
Resistencia Mínima (kg/cm2)
1 No especificada
3 80
7 150
28 240
Tabla No. 5.7 Evolución de Resistencia de Cemento (Norma NTC 121)
5.3. TRATAMIENTO TÉRMICO DE LOS FINOS Otra alternativa planteada inicialmente, para la posible activación de las arenas, consistía básicamente en hacer un tratamiento térmico, en el cual el material se funde a alta temperaturas y se somete a un proceso de enfriamiento súbito para pasar el material de fase cristalina a fase amorfa.
1 Información obtenida en el laboratorio de control de calidad de la Planta Santa Rosa, La Calera - Cundinamarca
53

IQ-2004-II-08
Antes de llevar a cabo este procedimiento, se hizo un revisión bibliográfica y diversas consultas técnicas2, sobre la forma adecuada y las condiciones para llevar a cabo este procedimiento. De esta revisión se llego a concluir rápidamente, que los requerimientos energéticos para hacer un tratamiento térmico, sobre todo tratándose de un material de alto consumo, son demasiado altos, por lo cual se decidió NO hacer ninguna prueba. Es posible que se haya podido llegar a activar, pero a un costo demasiado elevado. El cuarzo presenta una característica especial que se denomina polimorfismo, el cual consiste básicamente en la habilidad de una sustancia química específica para cristalizar en más de un tipo de estructura, en función de cambios de temperatura, de presión o de ambos. Esto se ve claramente ilustrado en un diagrama de fases para el cuarzo (grafico No. 5.14), donde se aprecia que el material se debe llevar a presión atmosférica, a por lo menos 1800°C, para llevarlo a estado liquido y poder enfriarlo de manera que pase a fase amorfa. Esta temperatura resulta demasiado alta para las necesidades de economía y practicidad que requiere este proyecto.
2 Jairo Escobar. Profesor de Ingenieria Mecanica de Uniandes, conocedor de tratamiento termico de materiales.
54

IQ-2004-II-08
Grafico No. 5.14 Diagrama de Fases para el SiO2, y sus diferentes polimorfos.3
5.4. MOLIENDA ULTRAFINA A partir de la revisión bibliográfica y las consultas con expertos en el manejo de estos materiales, se platearon otras alternativas de activación de los finos. Una de los metidos encontrados, de gran interés fue el de la denominada molienda superfina o ultrafina. Esta molienda es posible llevarla a cabo para materiales con flujo bajos (la capacidad de un molino ultrafino es muy baja). Esta molienda se lleva a cabo de muchas formas, un de ellas en aparatos llamados molinos de agujas (pin mills).
3 bibligrafica seminario polimorfismo
55

IQ-2004-II-08
Gráfico No. 5.15 Molino de Agujas4
Grafico No. 5.16. Esquema de Funcionamiento del Molino de Agujas El material es alimentado hacia la parte céntrica del molino mediante un mecanismo de dosificación. Antes de entrar a la cámara de molienda, el material 4 Ref 33
56

IQ-2004-II-08
pasa por un separador magnético. La molienda es realizada mediante impacto y movimiento entre los pines o agujas concéntricamente ubicados sobre el disco estacionario y el disco rotatorio. El tamaño fino de partícula es determinado por la velocidad y el tipo de agujas del molino. Lo interesante de estos molinos, es que la aguja al impactar el material, en este caso el cuarzo, genera una elevación puntual de la temperatura y posteriormente un enfriamiento súbito que causa un cambio de fase cristalina a amorfa. Este método técnicamente, parece ser viable para la aplicación a los finos, sin embargo, como se menciono anteriormente, estos molinos están diseñados para aplicaciones de bajos flujos másicos, con aplicaciones principalmente en la industria de cosméticos y alimentos. Para el caso de las necesidades comerciales de cantidad de finos, se hace poco viable utilizar esto debido a su bajo flujo y alto costo. Además de esto es de considerar que el cuarzo al ser un material de tanta dureza, tendría requerimientos especiales en los materiales de las agujas (como el diamante) cosa que también elevaría el costo de manera importante.
57
IQ-2004-II-08
6. ANÁLISIS DE RESULTADOS Debido a la gran cantidad de datos y pruebas realizadas para la matriz, es importante que se saque la mayor cantidad de información de estos gráficos y a partir de esto se saquen conclusiones, sobre la posibilidad de la utilización de los finos, sin olvidar nunca que la viabilidad económica esta por encima de la técnica para este caso.
6.1. MUESTRAS DE RELACIÓN AGUA/CEMENTO CONSTANTE. Para esta matriz (ver tabla 5.2, gráficos 5.8, 5.9 ) se pueden sacar la siguiente información relevante.
• En cuanto a la resistencia, se puede ver que aquellas que contenían cierto % de humo de sílice, presentaron una mejora notable en los valores de resistencia con respecto a las muestras patrón de agosto y septiembre. Esto se ve sobretodo en los valores reportados a 28 días (mas del 100% en índice de puzolanicidad), debido a que, según se vio en el marco teórico, la actividad puzolánica de la Sílice Amorfa se desarrolla planamente después de los 28 días de fundidas las muestras. Sin embargo estas mezclas presentan un gran problema de fluidez, donde se ve en la grafica que los valores son muy bajos con respecto a la fluidez exigida por la norma (110±5cm). Esta demanda de agua se debe principalmente a la alta finura y superficie especifica. Esto para efecto de costos resulta poco beneficioso debido a que se ve la necesidad de agregar mas agua a las mezclas. Para el caso de mezclas de concreto también se puede utilizar aditivos súperplastificantes, para hacer manejable la mezcla y poder ser utilizada en aplicaciones comunes.
• En cuanto a las mezclas de finos crudos (sin molienda). Se ve claramente que al aumentar el contenido de este en la mezcla, la resistencia baja significativamente. Esto es un claro indicio de la poca actividad que presentan los finos, donde reemplazar un % de cemento por material poco reactivo, causa una baja en resistencia debido a que se genera proporcionalmente menos C-S-H el cual es el encargado de aportar resistencia a la mezcla. En cuanto a la fluidez de estas mezclas, se ve también que la fluidez baja proporcionalmente con el contenido.
• Para las mezclas con molienda a 1 y 3 horas, se observa una disminución con respecto a las muestras patrón. Aunque la resistencia SI mejora con respecto a las muestras de finos sin tratamiento, presentan índices de puzolanicidad por debajo del 75% lo que no las hace suficientemente adecuadas como puzolanas. La mejora con respecto a las mezclas crudas
58

IQ-2004-II-08
se da debido a fenómenos físicos, específicamente un aumento en la superficie especifica y la finura. Para comprobar también la poca actividad de estos finos, se tienen las curvas de la grafica 5.13 en la cual se ve claramente que no hay una disminución de la conductividad en el tiempo, lo que se traduce en poca reactividad del material. En cuanto a la fluidez, si es posible ver que hay una clara mejora con respecto a las demás muestras, donde tanto la molienda a 1 hora como la de 3 horas, cumplen con la fluidez requerida por la norma. Esto en cierta medida de que estos finos molidos como “fillers” o rellenos (no teniendo en cuenta su reactividad) se podrían usar sin afectar las propiedades de fluidez de las mezcla.
6.2. MUESTRAS DE FLUIDEZ CONSTANTE. Para esta matriz (ver tabla 5.3, y gráficos 5.10, 5.11 y 5.12) se pueden sacar la siguiente información relevante. Es importante anotar que esta matriz se ajusta de manera mas adecuada a la realidad teniendo en cuenta que la fluidez, constituye una característica técnica mas importante que la misma demanda de agua.
• Para las muestras que contenían cierto % de humo de sílice, se puede observar que las mezclas de 20 y 10% presentan un buen comportamiento con respecto a las muestras patrón. La de 30% si presenta una baja significativa. Esto permite concluir que NO es directamente proporcional el % de puzolana con respecto a la resistencia, y se puede determinar que probablemente existe una dosificación optima de humo de sílice en las mezclas que esta alrededor del 10 o 15%. Además de esto se ve que por efectos de la finura y la superficie especifica, se requiere demasiada agua (ver gráfico 5.11 ) para llegar para a la fluidez especificada en la norma, por lo tanto por efectos económicos usar demasiado humo de sílice también resulta poco viable. Actualmente en diversas aplicaciones comerciales del humo de sílice nunca se dosifica mas de 20%.
• Para las mezclas de finos sin tratamiento, se observa una disminución significativa en la resistencia con respecto a las muestras patrón, proporcional al aumento de su dosificación. Esto evidencia nuevamente la poca actividad que tienen esta arenas sin tratar. Además de esto en el gráfico 5.11 se observa una tendencia de aumento en la demanda de agua de la mezcla para llegar a la fluidez especificada según norma, asunto que tampoco resulta beneficioso para la mezcla.
• Para las muestras con contenido de 30% de finos molidos 1 y 3 horas se puede ver que con respecto a las muestras patrón, se presenta una notable disminución en la resistencia, llegando a índices de puzolanicidad entre el 60 y el 70%, lo que por definición permite concluir que estos no podrían servir como adiciones puzolánicas, según lo indicado por este índice. De
59

IQ-2004-II-08
todas formas, cabe resaltar que en cuanto a la demanda de agua, se puede observar por otro lado que estos finos debido a sus nuevas propiedades físicas, resultado de la molienda, SI cumple con la fluidez de la mezcla especificada en la norma. Esta información puede llevar a pensar en alternativas de utilización tales como “fillers” o rellenos, donde despreciando el valor de la resistencia, es posible cumplir con las especificaciones de relación agua/cemento y fluidez que exige la norma.
6.3. OTROS ANÁLISIS.
Es importante anotar que los datos y los análisis obtenidos en los numerales anteriores, son de total importancia y relevancia para este estudio. Sin embargo existe la posibilidad de hacer otros análisis adicionales, que pueden permitir ver la problemática de los resultados desde otro punto de vista, lo cual podría generar nuevas alternativas para la utilización de estos finos.
6.3.1. Comparación de valores de resistencia con la norma NTC 121
Comparativo de los Valores de Resistencia con los Exigidos en la Norma NTC 121
0
50
100
150
200
250
300
350
400
R3D R7D R28D
Edad a la cual fue tomado el valor de la resistencia
Res
itenc
ia (k
g/cm
^2)
NTC 121
30% FINOS M3-C-V
30% FINOS M1-V
30 FINOS M1-C
Gráfico No. 6.1 Comparativo de Resistencias de Finos molidos con la norma NTC 121.
60

IQ-2004-II-08
Como se observa claramente en la gráfica No 6.1 los valores de resistencia de las
.3.2. Comparativo con cementos adicionados de planta
omo se vio en el análisis de los resultados de las matrices de prueba según
muestras de finos molidas a 1 y 3 horas, superan ampliamente a los valores exigidos por la norma NTC 121 inclusive en algunos casos por mas de 100%. Esto permitiría pensar que estos finos no son del todos descartables, debido a que se podría pensar en la posibilidad de plantear su uso para fines NO estructurales. Por ejemplo cementos utilizados en pañetes, mampostería o cementos de relleno, en los cuales la resistencia es una propiedad sin mayor importancia, utilizar una fracción de estos molidas podría ser una alternativa viable. Es importante anotar que estas mezclas según las pruebas analizadas en los dos numerales anteriores cumple las especificaciones de fluidez y relación agua cemento, cosa que podría aprovecharse. Sin embargo esta afirmación debe estar acompañada de una riguroso estudio de impacto económico y tecnológico el cual justifique la inclusión de estos como reemplazo a materiales cementantes. 6 CNorma ASTM C-109, no es que estos finos no tengan un posible uso, sino que en cierta medida su utilización se hace poco viable. La problemática adicional a este estudio es que existen además otras puzolanas utilizadas actualmente que con un mayor % de reemplazo del cemento que alcanzan índices de puzolanicidad mayores al 75% con casi nada o muy poca energía invertida en su activación. Para mostrar esto se expone a continuación un estudio realizado por el laboratorio de Calidad de Cementos Samper, donde se tomo una ceniza volante proveniente de un proveedor comercial. A estas muestras, se les hicieron una serie de tratamiento tales como tamizado y molienda, y se les aplico igualmente la Norma ASTM C-109 para que de allí se hallaran sus índices de puzolanicidad. A continuación se exponen los resultados en las graficas 6.2 y 6.3. Para muestras preparadas con clinker de 2 plantas de cemento de Cemex.
61

IQ-2004-II-08
Gráfico No 6.2. Índices de Puzolanicidad para muestras con clinker Planta 1.
Grafico No. 6.3. Índices de Puzolanicidad para muestras con clinker de
Planta 2 Como se aprecia claramente en los g 2 y 6.3, las muestras alcanzan unos
dices de puzolanicidad muy altos en muestras con relativamente muy poco atamiento o poca inversión de energía para su activación. Especialmente en
60.0%
70.0%
80.0%
90.0%
100.0%
110.0%
120.0%
Cemen
to Patr
on
Cruda s
in Mole
r
Cruda 1
0 min
Cruda 2
0 min
Cruda 3
0 min
P/200 1
0 mi
00 20
min
P/200 3
0 min
P/200
P/325
Molida
8h
Índi
ce d
e Pu
zola
nici
dad
a 28
día
130.0%s
n
P/2
50.0%
55.0%
60.0%
65.0%
70.0%
75.0%
80.0%
85.0%
90.0%
95.0%
100.0%
Cemen
to Patr
on
Cruda s
in Mole
r
Molien
da 10
min
Molien
da 20
min
Molien
da 30
min
P/200 1
0 min
P/200 2
0 min
P/200 3
0 min
P/200
P/325
P/400
Molien
da 8h
Tratamiento
Indi
ce d
e Pu
zola
nici
dad
a 28
dia
s.
ráficos 6.íntraquellas muestras preparadas con clinker de planta 2, donde se puede apreciar con que moliendas de 10, 20 y 30 minutos se alcanzan unos índices altos en poco tiempo de molienda. Inclusive sacar fracciones de tamiz de esas cenizas sin hacer
62

IQ-2004-II-08
ningún tratamiento extra, ya se traduce en índice por encima del 75% haciendo totalmente viable su utilización. Inclusive esta ceniza (que se utiliza actualmente en lo que se conoce como cemento adicionados) se utiliza en un % muy superior al 30% lo que constituye un ahorro muy grande en consumo de cemento, utilizando muy poca energía. Conociendo ya estos resultados se plantea nuevamente la inquietud sobre la viabilidad de utilización de los finos. La problemática hallada, es la siguiente: “No es que los finos no sirvan para ser utilizados como reemplazo de una fracción del cemento (pues cumplen la norma), sino que actualmente existen otros materiales que con % mayores de reemplazo, cumplen igualmente
finos ya no en el cemento sino en el oncreto, las cosas cambian sustancialmente debido a que existen otros factores ue juegan un papel importante en las propiedades que se pueden obtener con el
reacción del cemento como aglomerante entre la grava y la pasta de cemento y arena.
or donde precisamente es por donde
6.3.3.1Existen varios estudios realizados con respecto a la zona de transición. A
de ellos, en el cual se determino la mputarizadas, y se comparo con
fotografías reales par determinar la efectividad de este. En la gráfica No. 6.4 se
estas, con tratamientos mas sencillos e inclusive sin ningún tratamiento.”1
6.3.3. Utilización de finos en concreto Cuando se habla de la inclusión de loscqreemplazo de estos, sea por cemento o por arena convencional. Existe en la matriz de la mezcla del concreto, dos factores que aportan propiedades de resistencia.
1. Efectos químicos: La
2. Efectos físicos: Por el establecimiento de una zona interfacial de transición que esta conformada por un delgada capa que se forma entre la pasta de cemento y la grava, zona pfalla la matriz cuando es expuesta a esfuerzos de compresión. . La Zona Interfacial de Transición2
continuación se expone la explicación de uno zona por medio de modelos simulaciones co
1 Conclusión sacada a partir de una reunión de estudio de resultados de este proyecto de grado con el laboratorio de Investigación y Desarrollo de Cementos Samper. La Calera-Cundinamarca 2 Ref 27
63

IQ-2004-II-08
puede apreciar una imagen real obtenida a partir de “scanning electron microscope”
Grafica No. 6.4. Partículas de Ceme to alrededor de un agregado ideal cuadrado, antes de la hidratación (derecha) y después de 77% de hidratación
(izquierda). (Relacion A/C 0.47)
antes y después de la hidratación. Los colores corresponden a:
• Azul: Hidróxido de Calcio CaOH2
o C-S-H
Como la hidratación, las porosidades dis n riz no hidratada. Sin embargo alre ue se denomina la zona de transición inte
n
En la figura se pueden observar los diferentes compuestos del cemento presentes
• Rojo: Se asume como C3S en su mayoría, aunque constituye los cuatro compuestos fundamentales del cemento.
• Amarillo: Silicato de Calcio Hidratad
• Negro: Porosidad. Espacios libres se puede observar en el momento de
mi uyen sustancialmente con respecto a la matdedor de el agregado se forma lo qrfacial.
64

IQ-2004-II-08
Gráfico No. 6.5. Zona de Transición Interfacial
a medida que se agrega material fino en la mezcla, en est aciéndola mas resistente, y como consecuencia de esto una mejora general en la resistencia.
a habiendo entendido los fenómenos que ocurren en la zona de transición tudio realizado en el segundo semestre y desarrollo de concretos de CEMEX
OLOMBIA, en el cual se prepararon una seria de muestras de concreto con especificación de resistencia de 210 kg/cm2 , reemplazando un % de la arena por los mismos finos estudiados en este proyecto de grado.
3
Como se observa en el gráfico No. 6.5,a zona se pueden reducir los espacios libres, h
6.3.3.2. Pruebas de Finos en concreto Yinterfacial, se muestra a continuación un esdel 2003, en el laboratorio de investigaciónC
3 Imágenes tomadas de Ref 28.
65

IQ-2004-II-08
La matriz de pruebas fue la siguiente: Se realizaron dos grupos de mezclas:
1. Mezclas a las cuales se le ajusmezcla) con aditivo plastificante
to el asentamiento (manejabilidad de la .
2. Mezclas a las cuales se le ajusto el asentamiento (manejabilidad de la
6-7% Ref 517- 10% Ref F01 0% Ref F02-7% Ref F03 10% Ref 518-15% Ref 519-20%
0
180 180 180 180 180 180 180 180 18029 49 68 98 0.00 58 83 147 195
977 948 928 909 879 835 777 752 831 782878 878 878 878 878 1020 1020 1113 878 87853% 53% 53% 53% 53% 45% 45% 43% 53% 53%47% 47% 47% 47% 47% 55% 55% 57% 47% 47%1.23 1.23 1.23 1.23 1.23 1.23 1.23 1.23 1.23 1.231.23 3.07 3.07 3.07 3.07 1.23 1.73 1.98 3.07 3.071.3 1.5 1.6 1.5 1.7 1.3 1.5 1.7 1.6 1.7
2292 2314 2314 2335 2328 2320 2335 2302 2335 2328148 187 193 190 189 109 126 94 146 136215 246 258 256 235 188 219 214 220 219273 321 328 316 329 273 316 329 263 26929 32 31.5 33.5 29 29 33.5 29 34 32
70% 89% 92% 90% 90% 52% 60% 45% 69% 65%102% 117% 123% 122% 112% 90% 104% 102% 105% 104%130% 153% 156% 150% 157% 114% 132% 129% 125% 128%
Compresion 3d (kg/cm2)Compresion 7d (kg/cm2)Compresion 28d (kg/cm2)Flexión 28 días (kg/cm2)
Polyheed-N de diseño kgPolyheed-N ajustado kg
Contenido de AirePeso Volumetrico
Arena Gruesa T II kg/mGrava 1" kg/m3
% Arena% Grava
Fi
% Evolución Resistencia 7 días con aditivo% Evolución Resistencia 3 días con aditivo
% Evolución Resistencia 28 días
mezcla) con agua
Ref 513 Ref 514-3% Ref 515-5% Ref 51AJUSTE CON ADITIVO
Test finos finos finos finos Finos finos finos finos finos240 240 240 240 240 240 240 240 240 2427 27 27 27 27 27 27 27 27 271800.00
3
Cemento kg/m3
Ceniza kg/m3
Agua l/m3
nos Fiscala kg/m3
Tabla No. 6.1. Mezclas ajustadas con Aditivo
66

IQ-2004-II-08
Ref 520-3% finos
Ref 521-5% finos
Ref 522-7% finos
Ref 523-10% finos
Ref 524-15% finos
Ref 525-20% finos
Ref 513 test
240 240 240 240 240 240 24027 27 27 27 27 27 2729 49 68 98 147 195 180
180 180 180 180 180 180 0.00230 241 241 246 252 252 0
- - - - - - 0948 928 909 879 831 782 977878 878 878 878 878 878 8781.23 1.23 1.23 1.23 1.23 1.23 1.231.3 1.4 1.4 1.5 1.3 1.5
2321 2321 2321 2328 2325 2335147.5 134 144 144 103.5 103.5 148200.5 219 202.5 200 161.5 170.5 215268.5 280 250 236 232 223 273
28 29 27 27 26.5 2570% 64% 69% 69% 49% 49%128% 133% 119% 112% 110% 106%
Flexión 28 días (kg/cm2)% Evolución Resistencia 3 días% Evolución Resistencia 28 días
AJUSTE CON AGUA
Peso VolumetricoCompresión 3d (kg/cm2)Compresión 7d (kg/cm2)
Compresión 28d (kg/cm2)
Arena Gruesa TII kg/m3
Grava 1" kg/m3
Polyheed-N kgContenido de Aire
Agua kg/m3
Finos Fiscala kg/m3
Agua ajustada en l/m3
Arena Gruesa T I kgm3
Cemento kg/m3
Ceniza kg/m3
Tabla No. 6.2. Mezcla ajustadas con Agua
Resultado Resistencia con Aditivo
0
200
400
Ref 513Test
Ref 514-3% finos
Ref 515-5% finos
Ref 516-7% finos
Ref 517-10% finos
Ref F01 0% Finos
Ref F02-7% finos
Ref F03 10% finos
Ref 518-15% finos
Ref 519-20% finos
Referencia
Res
iste
ncia
s kg
/cm
2
Resistencia a 3 DíasResistencia a 7 DíasResistencia a 28 Días
Grafico No. 6.6 Resultados Muestras Ajustadas con Aditivo
67

IQ-2004-II-08
Resultado Resitencias con Agua
0255075
100125150175200225250275300
Ref 520-3% finos
Ref 521-5% finos
Ref 522-7% finos
Ref 523-10%finos
Ref 524-15%finos
Ref 525-20%finos
Ref 513test
Referencia
Resi
tenc
ia a
com
pres
ión
kg/c
m2
Grafico No. 6.7 Resultados Muestras ajustadas con Agua Como se puede observar en los resultados obtenidos para las muestras de concretos, existe una gran diferencia entre estos resultados y los obtenidos anteriormente para cementos según norma ASTM C-109. En ambos casos, tanto para las mezclas obtenidas con agua y aditivo para ajustar el asentamiento de la mezcla, se puede ver que la inclusión de los finos resulta positivo en el aporte de resistencia para la mezcla. Esto según el análisis mostrados anteriormente, corresponde a una mejora debido a el fortalecimiento de la zona de transición interfacial, debido a que los finos, al ser mas pequeños que la arena utilizada normalmente, ayudan a llenar esos “espacios vacíos” de la zona interfacial. Se observa también en las graficas, que existe sin embargo una dosificación optima de finos, que se encuentra mas o menos entre el 5 y 10% de reemplazo. A partir de estos resultados, se puede afirmar que estos finos SI tiene una utilidad para el concreto. Es conveniente también, que se prueben los finos molidos 1 y 3 horas en mezclas de concreto. Sin embargo esta pruebas ya no harían parte de este proyecto de grado. Es probable que haciendo un análisis general de todos los resultados, resulte muy beneficioso meter esos finos molidos en el concreto, debido a que su finura podría ayudar a mejorar aun más las propiedades de la zona de transición interfacial sin afectar de manera muy drástica las propiedades de manejabilidad y fluidez de la mezcla.
68

IQ-2004-II-08
Es conveniente seleccionar una mezcla de concreto óptima, que mejore propiedades, pero que a la vez cree un ahorro importante en el costo de esta. En la parte de costos se hará el estudio pertinente a esta selección.
69

IQ-2004-II-08
7. ESTUDIO DE IMPACTO ECONOMICO 7.1. MATERIAS PRIMAS Para hacer el estudio de el impacto económico y de costos para hacer la selección de la mezcla, se tomaron costos aproximados de materias primas. Estos precios no son exactos debido a que no fueron autorizados a ser publicados en este documento, debido a que no son de conocimiento publico por parte de personal externo a la empresa. Los precios unitario por kilogramo aproximados utilizados para este estudio fueron los siguientes.
• Precios Unitarios de Materias Primas de Cemento
Costo Humo de Silice 2,800$ Costo Cemento 280$ Costo "Finos" 25$ Costo Agua 10$
COSTO/kg de MATERIA PRIMA
Tabla No. 7.1 Costos de Materia Prima para la producción de muestras de cemento.
• Precios Unitarios de Materias Primas de Concreto
Costo Aditivo 1,338$ Costo Cemento 277$ Costo Ceniza 30$ Costo Arena 25$ Costo Grava 25$ Costo "Finos" 25$ Costo Agua 20$
COSTO/kg de MATERIA PRIMA
Tabla No. 7.2 Costos de Materia Prima para la Producción de muestras de Concreto
70

IQ-2004-II-08
7.2. EVOLUCIÓN DE RESISTENCIAS, COSTO DE MEZCLAS Y RELACIÓN BENEFICIO / COSTO Para las mezclas tanto de Cemento como las de concreto, se llevo a cabo una metodología de “descarte”. Para esto se llevo a cabo la siguiente metodología.
• Según el comparativo para la evolución de resistencia a las edades 3, 7 y 28 días, que exige la norma NTC 121 para mezclas de cemento y la evolución de resistencias de concreto esperada que se utiliza en el laboratorio de control de calidad de CEMEX Concretos, se descartaron unas mezclas, las cuales de entrada no cumplen con la especificación requerida según estas normas o criterios de control de calidad..
3 dias7 dias28 dias
80 kg/cm^2150 kg/cm^2240kg/cm^2
Tabla No. 7.3 Evolución mínima de Resistencia Esperada para Muestras de Cemento, según norma NTC 121
3 DIAS 55%7 DIAS 78%28 DIAS 110%
Tabla No. 7.4 Evolución mínima de Resistencia Esperada según Resistencia de Especificación, para Muestras de Concreto, Utilizada en el Lab. de control
de calidad de CEMEX CONCRETOS. Una vez descartadas las mezclas que no cumplían el criterio anteriormente mencionado, se realizo un calculo para hallar: 1) % de variación en la resistencia con respecto a la muestra patrón utilizada. 2) porcentaje variación del costo de las materias primas de la mezcla con respecto a la muestra patrón. A partir de estos valores, se hallo la relación beneficio/costo. El objetivo de hallar esta relación es que pueden ocurrir cambios en precio y resistencia que a veces pueden resultar beneficiosos y a veces no tanto. Por ejemplo, si el precio de la mezcla aumenta, no necesariamente significa que es descartada. Esto se debe a que si la mejora en la resistencia es mayor que la mejora el precio, la mezcla vale la pena ser estudiada. O por otro lado, que si el precio baja sustancialmente pero la resistencia baja mas proporcionalmente, esta mezcla no tendría ningún valor técnico.
71

IQ-2004-II-08
Con base en este análisis propuesto anteriormente, se presentaran a continuación los resultados obtenidos para las mezclas de cemento y concreto respectivamente. 7.2.1. Análisis para mezclas de Cemento Una vez seleccionadas las mezclas que cumplen la norma de evolución de resistencias según la NTC 121, se descartaron unas y para las que SI cumplieron, se hallaron los % de evolución de resistencias a 28 días y las % de variación en precio. Se obtuvieron los siguientes resultados:
Relacion Beneficio/Costo para Muestras de Cemento
-22.00
-17.00
-12.00
-7.00
-2.00
AG
G 3
0% F
INO
S-C
AG
G 3
0% F
INO
S-V
AG
G 3
0% S
F-C
AG
G 2
0% F
INO
S-C
AG
G 2
0% F
INO
S-V
AG
G 2
0% S
F-C
AG
G 1
0% F
INO
S-C
AG
G 1
0% F
INO
S-V
AG
G 1
0% S
F-C
AG
G 1
0% S
F-V
AG
G 3
0% F
INO
SM
1-C
AG
G 3
0% F
INO
SM
1-V
AG
G 3
0% F
INO
SM
3-C
/V
Rel
acio
n B
enef
icio
/Cos
to
Gráfico No. 7.1 Relación Beneficio/Costo para Muestras de Cemento Como se puede observar el la gráfica 7.1, Aunque todas estas mezclas cumplen con la resistencia especificada según norma, su relación beneficio costo es
72

IQ-2004-II-08
negativa, lo que significa que aunque haya una mejora en su resistencia, su precio es demasiado elevado, o al contrario, su mejora en precio no compensa su caída proporcional en resistencia, lo cual hace concluir que no justifica, el reemplazo, por finos ni por humo de sílice para ninguna de las mezclas que se hicieron para este proyecto. Este fenómeno técnico-económico hallado aquí, confirma una vez mas que definitivamente estos finos no tienen viabilidad alguna como puzolanas para cemento adicionado.
7.2.2. Análisis para mezclas de Concreto Para concreto se llevo a cabo el mismo procedimiento que para las muestras de cemento. Según la evolución de resistencias (en % sobre la resistencia de especificación de la mezcla), se seleccionaron aquellas que cumplían, y se hizo el análisis beneficio / costo, obteniendo los siguientes resultados.
Relacion Beneficio/Costo para Mezclas de Concreto
0
5
10
15
20
25
30
35
Ref 514-3% finos
Ref 515-5% finos
Ref 516-7% finos
Ref 517- 10% finos
Ref F02-7% finos
Ref 521-5% finos
Rel
acio
n B
enef
icio
/Cos
to
Gráfico No. 7.2. Relación Beneficio/Costo para las Mezclas Seleccionados de
Concreto.
73

IQ-2004-II-08
Como se observa en la grafica anterior, estas mezclas SI presentan un valor positivo de relación beneficio costo, donde se ve una clara mejora de la resistencia. La mezcla de Referencia F02 que contiene un 7% de finos, es la que presenta una relación mas alta. Este fenómeno ratifica nuevamente, la hipótesis planteada en los en análisis de los resultados, en la cual se llego a que estos finos, debido a sus características físicas, mejoran la resistencia por su efecto en la zona de transición interfacial. A partir de los resultados obtenidos para las mezclas de cemento y concreto, se puede determinar, que alrededor de 5-10% de finos causaran una mejora en las propiedades del concreto, haciendo que haya una posibilidad de utilización de estos. Posterior a los análisis presentados en este proyecto, es necesario que se haga un estudio económico de la viabilidad de el montaje de una planta de tratamiento de finos. Para hacer este análisis es necesario tener la siguiente información, la cual por motivos de seguridad no fue suministrada para este proyecto.
• Consumos anuales de cemento.
• Consumos anuales de arenas.
• Cantidades anuales de producción de concretos según especificación.
• Valores exactos de las materias primas.
• Otros costos asociados con producción tales como consumos energéticos, flete de materias primas y transporte de productos terminados. Para este caso, esto es de gran influencia en el precio, debido a que se debe resaltar que los finos se encuentran ubicados en bogota, ciudad donde se concentra la mayor cantidad de producción de concreto. Este ahorro en fletes con respecto a otros materiales es de gran impacto para el costo de producción de la mezcla.
Teniendo disponible toda la información se puede hacer un análisis de inversión, donde se podrá determinar con exactitud la viabilidad económica de utilización de los finos. Un flujo de caja podría determinar qué tan rentable podría ser una inversión y que tanto tiempo tardaría una inversión en de tal magnitud en recuperarse.
74
IQ-2004-II-08
8. DISEÑO PRELIMINAR DE UNA PLANTA DE TRATAMIENTO DE FINOS PARA UTILIZACION EN MEZCLA DE CONCRETO.
8.1. JUSTIFICACIÓN A partir del análisis de los resultados de las pruebas que se hicieron en los finos, se determino la conveniencia de hacer un proceso de adecuación y transformación de estos finos, para así ser utilizados como reemplazo de parte de la arena utilizada en la producción de concreto. Aunque todavía no se han probado los finos molidos como reemplazo, se cree que podrían traer a estas mezclas una mejora sustancial en las propiedades, basados en los resultados obtenidos en la matriz de pruebas de la norma ASTM C-109. Debido a esto, en este capitulo se hará un diseño preliminar de una unidad de adecuación de los finos para que eventualmente puedan servir como reemplazo de arena en la producción actual. Las cifras de producción anual de concreto y su respectivo consumo de agregados, no son datos autorizados para la publicación en este documento. Sin embargo, según la asesoría interna recibida por el laboratorio de Investigación y Desarrollo de Concretos, se recomienda hacer un diseño de planta para la producción de 80,000 m3/año. 8.2. OPERACIONES UNITARIAS INVOLUCRADAS.
Según lo realizado en la parte experimental, y las condiciones a las cuales se encuentra la arena actualmente en la mina, se propone que se lleven a cabo las siguientes operaciones unitarias para lograr el producto final:
• Tamizado: Separar una fracción de la arena que va ser utilizada.
• Secado: Retirar la humedad de la muestra.
• Molienda: Disminución de tamaño según especificación.
• Almacenamiento: Disposición de materiales y espacios para el cargue
75

IQ-2004-II-08
Estas operaciones, combinadas adecuadamente podrían asegurar tener un producto final adecuado para el uso. En la explicación del diagrama de bloques, se mencionara el orden y la justificación de cada una de estas operaciones. 8.3. DIAGRAMA DE BLOQUES DEL PROCESO
Gráfico No. 8.1 Diagrama de Bloques del Proceso
76

IQ-2004-II-08
8.4. DESCRIPCIÓN DEL PROCESO 8.4.1. Extracción Los finos se encuentran almacenadas en “montañas de arena” tal como se observa en el gráfico no. 8.2 Gráfico No. 8.2 Estado actual de almacenamiento de los finos en la mina La
Fiscala y El Tunjuelo Se estima conveniente que estos finos se extraigan de su ubicación original por medio de vehículo equipados con cucharas (retroexcavadoras) que permitan movimiento y la colocación del material en una zona de recepción de materiales. 8.4.2. Recepción de Materiales Esta recepción se debe hacer en recipientes de tipo tolva de almacenamiento, donde se debe garantizar que haya una suficiente cantidad disponible para un flujo continuo de material a través del proceso, según lo estimado para la producción.
77

IQ-2004-II-08
8.4.3. Tamizado primario El material el transportado por medio de bandas, el cual llegara a un primer tamiz, que tiene como objetivo separar las partículas mayores a los 9.5 mm, es decir utilizando una malla de 3/8”. Para este tamaño según la granulometría realizada para la caracterización pasa el 100% del material. De esta manera las partículas de mayor tamaño a estas se retendrán aquí y se asegurará un distribución uniforme según la granulometría, y adicionalmente se evitan tener piedras de gran tamaño que pueden afectar la seguridad y la operación de los equipos. 8.4.4. Secado Para asegurar un tamizado secundario adecuado, es necesario que la arena tenga un proceso de secado adecuado, y así evitar taponamiento en las mallas del siguiente tamiz. Debido a esto, la arena será introducida un una secador continuo, en el cual pueden haber resistencias eléctricas o circulación de aire caliente a mas de 100°C que suban la temperatura del material, y así evaporar el agua presente en la arena. 8.4.5. Tamizado secundario El objetivo del tamizado secundario es separar la fracción pasante del tamiz No. 40 para la utilización de esta. La fracción retenida en el tamiz, será sacada del proceso. 8.4.6. Molienda Operación que tiene como objetivo hacer una reducción de tamaño de la arena, según lo visto en la teoría y los resultados de la parte experimental de este proyecto. Se estima un tiempo de molienda de 1 hora, en un molino de bolas que opera de forma continua. 8.4.7. Almacenamiento El almacenamiento de los finos procesados para ser ya utilizados, debe ser sencillamente la disposición de un sitio adecuado para que sea posible que los vehículos de carga sean capaces de hacer el cargue . Debido a que se alcanza una finura muy alta (similar a la del concreto. Aprox 4500 Blaine) es necesario que esta se almacene y transporte cerrado, para evitar perdidas de material.
78

IQ-2004-II-08
8.5. ESQUEMA GENERAL DEL PROCESO.
Grafico No. 8.3 Esquema General del Proceso
79

IQ-2004-II-08
8.6. DIAGRAMA DE FLUJO (PFD)
Gráfico No. 8.4 PFD
80

IQ-2004-II-08
8.7. DESCRIPCIÓN GENERAL DE EQUIPOS A continuación se hará una breve descripción de las características generales de los equipos principales que se utilizaran para el diseño de esta unidad de procesamiento de finos. 8.7.1. Tamices 8.7.1.1. Fundamentos de Tamizado1
El tamizado es una operación de separación basado únicamente en el tamaño de las partículas. En el tamizado industrial, los sólidos se colocan sobre la superficie del tamiz. Las de menor tamaño pasan a través de las aberturas mientras que las de mayor tamaño no pasan. Esto claramente depende de la abertura del tamiz. Los tamices industriales están construidos con telas metálicas, de seda o plástico, barras metálicas, placas perforadas o alambres. Usualmente hechas de acero al carbón para las aplicaciones mas comunes. Los intervalos de tamaño de malla en la medición estándar de Tyler esta entre 4 y 400. Existen diversos tipos de tamices para muchas finalidades. En la mayoría de ellos las partículas pasan a través de este por gravedad. Sin embargo en algunos casos se utilizan ayudas como la fuerza centrífuga o cepillos. Las partículas grandes por lo general pasan a través del tamiz con facilidad, sin embargo las partículas mas pequeñas requieren alguna forma de agitación, vibración o rotación.
1 Ref 29 Capitulo 29
81

IQ-2004-II-08
Tabla No. 8.1 criterio de selección de equipos de tamizado2
En la Tabla No. 8.1 se puede observar el los diferentes tamices que se utilizan para la separación, según el tamaño de las partículas. Según esta grafica, el equipo a utilizar en la operación de tamizado primario seria un tamiz vibratorio horizontal. Mientras que para el tamizado secundario se utilizaría un tamiz vibratorio inclinado tipo Hum-mer. 8.7.1.2. Tamiz Vibratorio Horizontal
Gráfico No. 8.5. Tamiz Vibratorio Horizontal3
2 Ref 30
82

IQ-2004-II-08
Este tamiz vibratorio se conoce como tipo Ty-Rock. Esta tipo de tamiz es de vibración mecánica, en la cual se logra en movimiento por medio un desbalance de pesos que causan un movimiento semicircular. Es un sistema montado sobre una marco base que tiene un cuerpo flotante sobre una superficie de caucho que absorbe eficientemente los impactos del movimiento y permite el movimiento sobre su centro de rotación. 8.7.1.3. Tamiz Vibratorio Inclinado
Gráfico No. 8.6 Tamiz Vibratorio Tipo Hum-mer4
Estos tamices utilizan para vibrar la energía eléctrica, son muy utilizados en la industria química para separar tamaño desde malla No. 4 hasta la 325. en aplicaciones de materiales finos, materiales secos, y polvos metálicos. La mayoría de ellos tiene vibración a alta velocidad (25-120 vibraciones / segundo). 8.7.2. Almacenamiento5 En este sección se hará una breve descripción de los métodos de almacenamiento que se pueden utilizar en el proceso. Para este caso, el almacenamiento de materia prima (finos crudos) se hace a granel y el producto final, por su finura requiere que sea almacenado en tolvas, para evitar su perdida. 3 Ref 30 pag 19-21 4 Ref 30 pag 19-21 5 Ref 29, Capitulo 28
83

IQ-2004-II-08
8.7.2.1. Almacenamiento a Granel Los materiales sólidos gruesos se pueden almacenar sin problemas a la intemperie en grandes apilamientos y sin protección del clima. Los sólidos se deben retirar de aquí, por medio de bandas transportadoras abiertas o cerradas que son cargadas por vehículos como excavadoras o bulldozers. Dependiendo del tipo de material, en algunos casos se puede tener problemas de contaminación por el polvo o lixiviación del material. Lo cual exigiría algún tipo de recubrimiento. 8.7.2.2. Almacenamiento en Tolvas.
Gráfico No. 8.7 Tolva6
Los sólidos que no permiten estar expuestos a la intemperie y sin protección climática. Deben ser almacenados en depósitos, tolvas o silos. Estas son simplemente recipientes cilíndricos o rectangulares, hechos de concreto o metal. Las tolvas son un pequeño deposito, con fondo oblicuo que se utiliza para almacenamiento temporal. Se carga por la parte superior utilizando algún tipo de elevador mientras que la descarga se hace por el fondo del mismo. El problema básico al que se puede enfrentar alguien al diseñar una tolva, es la de lograr conseguir una descarga satisfactoria.
6 Ref 31
84

IQ-2004-II-08
8.7.3. Molienda 8.7.3.1. Principios de la reducción de tamaño.7 La reducción de tamaño se aplica a todas las operaciones en las cuales las partículas se rompen o cortan en otras mas pequeñas. Estas operaciones se llevan cabo de distintas formas y con diversos fines. Los equipos mas comunes utilizados para la reducción de tamaño pueden ser: trituradores, molinos y molinos ultrafinos. Para este caso se discutirá acerca de los molinos en especial los de bolas, que para el caso de este proceso es el equipo que por el tamaño y el tipo de material, se utilizará. 8.7.3.2. Molinos de Bolas
Gráfico No. 8.8 Esquema de un molino de bolas continuo.8
El molino de bolas esta dentro de la categoría de las molinos de volteo. Consta de una carcasa cilíndrica que gira lentamente alrededor de un eje horizontal y esta
7 Ref 29 Capitulo 28 8 Ref 30 pg 20-31
85

IQ-2004-II-08
lleno aproximadamente hasta la mitad de sólidos de molienda (en esta caso bolas de acero). La carcasa es por lo general de acero con un recubrimiento de acero al carbón, porcelana, roca de sílice o caucho. Estos molinos pueden operar tanto de forma continua como discontinua (batch). Los elementos de molienda, son llevados a la parte superior de la carcasa mantenidos por la fuerza centrífuga, donde caen a la parte inferior impactando el material. La energía utilizada en la elevación es la misma que se utiliza en la reducción de tamaño. En un molino de bolas la carcasa puede tener hasta 3m de diámetro y 45.m de longitud. Las bolas tienen tamaños variados entre 25 y 125mm de diámetro. Estas bolas por el uso se van desgastando y se vuelvan mas pequeñas y es necesario que periódicamente que se vayan añadiendo nuevas bolas grandes. A medida que la carcasa gira, las bolas de mayor tamaño se van desplazando hacia el punto de diámetro máximo de carcasa y las pequeñas migran hacia el punto de descarga. Debido a esto, la rotura inicial de la alimentación se da por la caída a una distancia máxima de las bolas grandes. El consumo de energía depende de la dificultad para la rotura y la eficiencia misma del equipo. El consumo de energía en la operación de reducción de tamaño, es elevado. Sin embargo esta operación constituye una de las mas eficientes. Casi el 99% de este se va para la operación, mientras que el 1% restante es desperdiciado. A medida que los procesos requieren partículas cada vez mas pequeñas, hay un incremento considerable en el consumo energético.
Grafico No. 8.9 Consumo de Energía en Función del Tamaño del Producto.
86

IQ-2004-II-08
8.7.4. Secado9 Para esta unidad, se requiere que haya una operación de secado debido a que para el tamizado secundario y la molienda, el material deberá tener una mínima cantidad de agua, lo que aumenta la eficiencia de estas operaciones y además protege los equipos. 8.7.4.1. Fundamentos de Secado El secado constituye en separar pequeñas cantidades de agua u otro liquido, hasta reducirlo a niveles aceptables según la aplicación. Existen una gran diversa cantidad de materiales que deben ser secados y así mismo un gran cantidad de equipos disponibles para esta aplicaciones. Las variaciones en tamaño de material, equilibrio de humedad, mecanismos de flujo y tipo de transferencia de calor, hacen que no haya una sola teoría unificada para el secado. Para este caso, los finos que se tratan en esta unidad se deben considerar como sólidos no porosos y se recomienda el uso de equipos clasificados como: “secadores en los que el sólido se encuentra directamente expuesto a un gas caliente (por lo general aire)”10
8.7.4.2. Secador Rotatorio11 Estos secadores consisten en carcasas cilíndricas giratorias dispuestas horizontalmente o ligeramente inclinadas a la salida. Internamente, al girar la carcasa, unas pestañas internas levantan los sólidos para caer en forma de “lluvia” a través del interior por donde va circulando aire caliente. Este tipo de secadores se utilizan comúnmente para secado de sal, azúcar y en general todo tipo de materiales granulares. Para llevarse una idea aproximaba del funcionamiento y el tamaño de estos equipos, se obtuvieron los siguientes datos. Las velocidades másicas de aire varia entre los 2000 y 25000 kg/m^2 y las temperaturas de entrada de aire caliente entre 120 y 175°C. El diámetro esta entre 1 y 3m y la velocidad de rotación de la carcasa de 20-25m/min.
9 Ref 29 Capitulo 24 10 Ref 29 Pagina 836 11 Ref 29 Capitulo 24
87

IQ-2004-II-08
Gráfico No. 8.10 Esquema General de un Secador Rotatorio En la figura se pueden observar las distintas partes que componen esta maquina.
a) Carcasa b) Rodillos para el soporte de la carcasa c) Engranajes d) Campana de descarga de aire e) Ventilador de descarga f) Conducto de alimentación g) Pestañas elevadoras h) Descarga del producto i) Calentador de Aire.
8.8. DISEÑO PRELIMINAR Y COSTO APROXIMADO DE LOS EQUIPOS
8.8.1. Método de Costeo de Equipos Para hallar los costos de montaje de la unidad, se llevaron a cabo una serie de cálculos y suposiciones expuestos a continuación.
88

IQ-2004-II-08
• Como texto guía, se utilizo el Timmerhaus12, y una guía en línea de evaluación de costos de este mismo,
• Para cada uno de los equipos, se tomaron datos sacados a partir del diseño. Según el texto Timmerhaus los valores que se hallaron corresponden únicamente al valor del equipo. Estos corresponden únicamente, según este texto, al 23% del costo total de montaje y puesta en marcha, el resto corresponden a otras actividades necesarias que se describen en la siguiente grafica.
Construccion e Instalacion
22%
Pintura y Acabados 6%
Materiales y Mano de obra 7%
Supervision e Ingenieria
10%Costo delEquipo 23%
Maquinaria de Proceso
9%
Tuberia y Valvulas
12%
Instrumentacion y Control
4%Equipos electricos
3%
Bombas y compresores 4%
Gráfico No. 8.11. Distribución de Costos de Equipos • Los valores obtenidos del texto mencionado anteriormente corresponden a
valores de Enero de 1990 teniendo un CHEMICAL ENGINEERING PLANT COST INDEX de 356. Para los valores obtenidos de la función de estimación de costos en línea, se obtuvieron valores de Enero de 2002 teniendo un CHEMICAL ENGINEERING PLANT COST INDEX de 390,4.
• Una vez obtenidos los valores totales del los equipos, según la distribución de costos, se aplica la siguiente formula para obtener el costo actual del equipo según la ultima versión encontrada en los Andes la Revista Chemical Engineeres que corresponde a Mayo de 2004.
Costo Actual a Mayo de 2004= Costo según año*( Index Mayo de 2004/ Index según año/)
• El index de 2004 en la Chemical Engineering sale publicado así: 12 Ref 32
89

IQ-2004-II-08
Grafico No. 8.12. Chemical Engineering Plant Cost Index de Mayo de 2004. Como se observa en esta figura, existen índices especializados para cada tipo
.8.2. Diseño de Tolvas de almacenamiento. TK-101 y TK102
a capacidad de estas tolvas debe estar determinada según la cantidad de
de equipo. Sin embargo fue imposible conseguir estos mismos para 1990 por lo cual se decidió que se utilizan el índice general para todos los equipos según el mes correspondiente.
8 Lreserva que se quiera tener en reserva para la alimentación de materia prima como de producto terminado. Según una estimación inicial, la tolva de alimentación TK-101 debe tener una capacidad que garantice un flujo constante de material durante 4 horas (1/3 día de operación). Por otro lado, la tolva TK-102 deberá tener una capacidad suficiente para alojar el material producido durante 7 días. Según estas estimaciones, los volúmenes aproximados de estas unidades son. Para la alimentación: 1 tolva de 27 m^3 la cual deberá ser alimentada constantemente, con capacidad de alojar materiales para 4 horas de operación. Para el producto 8 tolvas de la misma capacidad con capacidad de alojar materiales para 7 días de operación.
90

IQ-2004-II-08
Tabla No. 8.2 Valor de las Tolvas de Almacenamiento.
8.8.3. Tamices Vibratorios TM-101 y TM-102 El diseño de los tamices se basa principalmente en los flujos de material a través
lores que son conocidos se puede allar gráficamente el área del tamiz.
del tamiz y su respectiva abertura. Con estos vah
Costo equipo 22.57%
COSTO TOTAL INDEX DE?? INDEX INDEX
MAYO 2004COSTO ACTUAL
TK-101 30,000$ 132,920$ Enero 2002 390.4 442.4 150,624$ TK-102 240,000$ 1,063,358$ Enero 2002 390.4 442.4 1,204,994$
Grafico No. 8.13 Unit Capacity para Tamices Vibratorios De los datos de la grafica, se hallaron las área de cada uno de los tamices:
91

IQ-2004-II-08
Tabla No. 8.3 Diseño de los Tamices
Tabla No. 8.4 Costo Aproximado de los Tamices
a carga de
cuerpos moledores. Posteriormente con estos datos se realizo el costeo.
Tabla No. 8.6 Dimensionamiento del Molino de Bolas
Costo equipo 22.57%
X 2004
COSTO ACTUAL
TM-101 6,994$ 30,988$ Enero 20 2 390.4 442.4 35,116$ TM-102 48,099$ 213,110$ Enero 20 2 390.4 442.4 241,496$
COSTO TOTAL
INDEX DE?? INDEX INDEMAYO
00
8.8.4. Molino ML-101 Para el diseño del molino de bolas, se tomaron los datos de capacidad (flujo masico) y % de retención en ciertos tamices. Según estos datos se co
el Ingeniero Químico, para hallar las dimensiones y lansulto un
tabla del Manual d
Tabla No. 8.5 Tabla para Dimensionamiento del Molino de Bolas
Flujo(kg/hora)
Carga de Bolas(ton)
Consumo Energetico / dia
ML-10
Tamano segun Perry
1 4,888.9 Longitud (m) Diametro (m) 8.9 85-951.83 1.37
Flujo(ton/hr)
Abertura del Tamiz (in)
Unti Capacity (tons/hr*ft^2)
Area (ft^2) Area m^2
TM-101 8.0664 3/8 2.7 2.987555556 0.274855111TM-102 7.351 1.65E-02 0.15 49.00666667 4.508613333
92

IQ-2004-II-08
Tabla No. 8.7 Costeo del Molino de Bolas
8.8.5. Secador HE-101
aproximadas de el horno fue necesario tener la siguiente información:
• Flujo másico de sólidos: 17427lb/hr
sólidos: 7%
• Humedad final de sólidos 0.5%
• Sólidos entran a 26°C (80F)
°F con una humedad de 0.01 lb. de
ncia según la heurística: 1.5 Ten n tos en las ecuaciones de diseño14 y se obtuvo lo siguiente:
Para realizar el diseño de este equipo se tomo un procedimiento descrito en el texto Mc. Cabe13. Para llevarlo a cabo es necesario conocer unos datos y asumir a partir de la heurística otros. Para ser capaces de sacar las dimensiones
• Humedad inicial de
• Calor especifico del sólido 0.52 BTU/lb. °F
• Calor especifico del liquido 1 BTU/lb. °F
• Calor especifico del vapor 0.45. BTU/lb. °F
• Se dispone de aire caliente a 260agua/lb de aire seco
• Numero de unidades de transfere
ie do esta información se introducen los da
Nt=15= ln [ (260-102) / (Tha-102) ]
Tha= 137 °F
13 Ref 29 Capitulo 24
Costo equipo 22.57%
COSTO TOTAL INDEX DE?? INDEX INDEX
MAYO 2004COSTO ACTUAL
ML-101 27,216$ 120,585$ Enero 2002 390.4 442.4 136,646$
14 Ref 29 Cap 24
93

IQ-2004-II-08
Velocidad de transferencia de masa:
Mv=1132 lb/hr ecesidades de calor según ecuación de diseño:
Velocidad de flujo de entrada de aire Mg= 53,488 lb/h de aire seco
Diámetro del secador
Longitud del secador ft = 319.41m
Relación L/D ión razonable para estos equipos)
Área del Secador: 184.15 m2
Debido a que según la heurística de estos equipos, el área no puede ser mayor a , tener dos secadores en paralelo con la mitad de las
dimensiones de los hallados, lo ultáneamente y sean capaces de secar todo el material sin afe producción de la planta.
Mv= 17427 lb/hr * (0.07-0.005)
NQt=1,628,000 BTU/lb
Área de sección Transversal 77.13 ft2
9.9ft = 3.02 m
63.68
6.42 (relac
90m2 se recomiendas cuales operen simctar los tiempos de
94

IQ-2004-II-08
Tabla No. 8.8 Resumen de Diseño y Costeo de los Equipos Principales
Referencia Equipo Dimensiones Costo Mayo 2004TOLVA
ALMACENAMIENTOMATERIA PRIMA
TAMIZMALLA
3/8"Diametro = 3.02mLongitud = 19.41mArea = 184.15m^2
TAMIZMALLANo. 40
MOLINO Longitud = 1.83mDE Diametro = 1.37m
BOLAS Potencia = 90 hpCarga Bolas = 8.9 ton
TOLVA ALMACENAMIENTOPRODUCTO FINAL
TOTAL $ 2,621,109
$ 136,646
$ 1,204,994
SECADOR
$ 150,624
$ 35,116
$ 852,232
$ 241,496
TK-102
ML-101
27 m^3
0.27 m^2
4.5 m^2
8 tolvas27m^3
TK-101
TM-101
HE-101
TM-102
95

IQ-2004-II-08
9. CONCLUSIONES Y RECOMENDACIONES GENERALES DEL PROYECTO 9.1. CONCLUSIONES A partir de toda la información reunida y analizada en este proyecto, es posible sacar unas conclusiones generales de este proyecto, las cuales están presentadas a continuación:
• El tema tratado en este proyecto, se puede considerar de suficiente relevancia e importancia en especial, como para llevar a cabo un proyecto de grado, sin embargo representa un tema demasiado extenso y con demasiadas probabilidades cómo para ser cubierto en un solo estudio. Es necesario que a partir de lo hallado en este estudio, se hagan estudios posteriores para determinar con mas exactitud, el tratamiento y la cantidad de finos que se pueden utilizar para hacer un mejora sustancial de los producto que están utilizando hoy en día.
• Para este proyecto se plantearon unos objetivos especificaos muy claros, los cuales, en la medida de las posibilidades, se trataron de abarcar completamente. En algunos temas a tratar, no se pudo hacer todo lo que se tenia planeado, debió a que resultaron complicaciones técnicas (poca viabilidad), económicas (presupuesto), de seguridad (información) y de tiempo, que limitaron en cierta medida los alcances de este proyecto. Sin embargo quedo consignada suficiente información y análisis, para que a partir de las recomendaciones, se pueda retomar el desarrollo de este tema de los finos.
• Al entender el estado del arte de la industria del concreto y el cemento, es posible darse cuenta que recientemente la mejora y ahorro en estos se presenta, ya no optimizando la producción, ni cambiando las condiciones de proceso, sino buscando materiales alternativos que al mezclarse con los productos conocidos, causan algún tipo de mejora por medio de diversos fenómenos. Estos materiales, tanto naturales como artificiales, deben contribuir en cierta medida a la mejora de las propiedades, no solo de resistencia únicamente sino de desempeño a largo plazo tal como la durabilidad. El concepto de durabilidad es relativamente nuevo en esta industria, teniendo en cuenta que el este ha tomado reciente importancia. También es importante fijarse en las propiedades en estado fresco que se adquieren por el uso de materiales alternativos. (Fluidez, asentamiento, retracción en estado fresco, manejabilidad, bombeabilidad etc.....). Es mucho lo que falta por estudiar en este campo, especialmente para
96

IQ-2004-II-08
Colombia, que tiene una inmensa fuente de recursos naturales que podrían llegar a servir como materiales alternativos. A lo que la industria de la construcción pretende llegar a futuro, es a que se tengan materiales aglomerantes con pequeños % de cemento, como por ejemplo mezclas de alta resistencia con solo un 15 o 20% de cemento. (No cementos puzolánicos, sino puzolanas cementantes).
• En este proyecto se utilizaron muestras patrón o blanco, básicamente el conocido clinker – yeso (95% clinker de cemento y 5% yeso). Este clinker yeso es de muy alta especificación con respecto a los cementos que se encuentran comercialmente. Su evolución en resistencia y propiedades esta MUY por encima de un cemento ordinario TIPO I que se encuentra comercialmente. Adicionalmente como muestra comparativa, se utilizaron diferentes dosificaciones de humo de sílice. El humo de sílice, es también un material de alto costo y desempeño excepcional en el cemento y el concreto. Esto se debe a su alta pureza, alta reactividad y excelente aporte de propiedades, que claramente se traduce en su alto costo. Resulta en algunos casos tan bueno, que es utilizado en Estados Unidos únicamente en aplicaciones de infraestructura muy especiales en los cuales se requieren especificaciones muy altas. Debido a esto, el comparativo y el patrón blanco que se que se utilizaron en el estudio de los finos, fue sumamente exigente para estos. Lo cual hizo que en algunos casos se pudiera llegar a subestimar la posibilidad de uso de este material. Una alternativa que se planteo por parte de la dirección técnica de investigación y desarrollo de CEMEX Concretos, fue de realizar nuevamente unas mezclas, pero esta vez utilizando la ceniza volante(fly ash) como material comparativo, que se utiliza actualmente en la producción de concreto. Sin embargo por cuestiones de tiempo, no fue posible realizar estas mezclas, teniendo en cuanta que los resultados tardan mas de un mes.
• Los métodos de medición de reactividad que se utilizaron, fueron adecuados y muy de acorde con el objetivo y el enfoque de la investigación. El utilizado principalmente, en cual esta descrito por medio de la NORMA ASTM C-109, aunque es demorado y técnicamente muy avanzado (por los requerimientos de equipos e infraestructura), se pudo realizar satisfactoriamente, arrojando resultados muy precisos y de alta relevancia para la investigación. Además de esto, fue posible probar el desempeño de los materiales ya mezclados con el cemento lo cual da un valor agregado importante a el estudio.
97

IQ-2004-II-08
Otro aspecto importante de esta prueba que fue un gran aporte, es que para este estudio fueron suministrados datos de evoluciones de resistencia e índices de puzolanicidad para otros materiales tales como las cenizas de un proveedor comercial, tratados de varias formas, datos que fueron importantes para concluir sobre el desempeño de los finos con respecto a otros materiales. Si se hubiera escogido otra metodología, probablemente no se hubieran podido usar estos datos de estudios previos como comparativo. El otro método cualitativo, que consistía en la medición de la conductividad eléctrica del material en una solución de Ca(OH)2 saturada, resulto un método alternativo muy rápido, económico y de fácil acceso para corroborar los resultados obtenidos en el otro. Este método aunque era poco preciso, hacia que en cuestión de 3 o 4 horas se pudiera saber si el material presentaba algún tipo de reactividad o no, permitiendo sacar conclusiones rápidas. Para estudios prolongados, puede resultar de gran utilidad, teniendo en cuenta que por medio de este método, se pueden descartar mezclan que den poco reactivas y se genere un importante ahorro en pruebas mas complicadas y sobretodo mas caras como la aplicación de la norma ASTM C-109 que es cara y requiere una gran inversión en tiempo. Los otros métodos planteados como la difracción de rayos X y la titilación con glicerina son costosos y requieren el eso uso de materiales y equipos avanzados. Sin embargo podrían servir, en algún punto de la investigación donde se necesite mas precisión.
• En cuanto a la investigación y pruebas de los métodos de activación de los finos, se pueden concluir una serie de cosas las cuales fueron surgiendo a medida que se avanzaba en este proyecto. Como primera cosa, se vio que la cantidad de finos disponibles en la mina El Tunjuelo y La Fiscala es alta, y su posible uso en la industria de cemento y concreto, implicaría un alto flujo de procesamiento de materiales los que causa que un proceso muy especializado de activación, resulte costoso y poco viable. Debido a esto fue necesario recurrir a métodos sencillos y sobretodo con pocos requerimientos energéticos, los cuales a fin de cuentas no dieron ningún resultado muy positivo para este proyecto. Sin embargo como se trataba de un proyecto en fase exploratorio, se contaba con la posibilidad de que esto sucediera. Además de esto, la industria concretera y cementera cuenta con disponibilidad de materiales tales como las puzolanas naturales y artificiales, tales como las cenizas volantes y el humo de sílice, ya desarrollados ampliamente. El hecho de tener estos,
98

IQ-2004-II-08
hacían menores las posibilidades de obtener un producto igual o mejor con costos de producción mas bajos. Sin embargo el estudio, permitió sacar información y conclusiones técnicas muy interesantes, tales como la posibilidad de aprovechar los finos molidos para mejorar las propiedades del concreto en la zona de transición interfacial, donde se pudo apreciar una mejora importante con respecto a las muestras patrón. Otra conclusión también importante de este estudio es que no solo resulta de relevancia el valor de resistencia a diferentes edades, sino que propiedades como la fluidez (demanda de agua en la mezcla), también son de gran importancia. Esto se vio claramente demostrado en las mezclas con algún contenido de humo de sílice, donde el aumento dramático en la demanda de agua, hacia que aunque la resistencia fuera mejorada, la fluidez bajara de forma importante haciendo que esta no tuviera ninguna aplicación técnicamente viable. Por otro lado, con los finos molidos, sí se logró conservar valores de fluidez, lo cual abre una posibilidad de utilización, conservando las propiedades y cumpliendo las normas de especificación. Adicional al estudio de tamizado y molienda de los finos, se realizo el estudio de otros métodos tales como la molienda ultrafina y el tratamiento térmico. Estos métodos aparentemente son muy eficaces y por medio de estos llegar a obtener sílice amorfa que podría llegar a causar un mejora en las propiedades de resistencia y durabilidad por efectos químicos. Sin embargo al enfrentar e investigar la manera de lograr esa activación, se encontró que son métodos muy especializados, poco rentables y de altos requerimiento energéticos, razón por la cual ni siquiera valió la pena ponerlos en practica. Se sabe que algunos centros de investigación de concreto y cemento1 han probado estos métodos teniendo resultados muy positivos pero todavía con poca aplicación industrial.
• El análisis de costos para este proyecto, debido a varias políticas de seguridad de la información tuvo que reducirse únicamente a hacer un análisis beneficio/costo de las mezclas estudiadas. Se tenia en mente inicialmente utilizar datos de consumos y producciones para hacer un análisis de viabilidad, sin embargo esto por las razones expuestas anteriormente no fue posible hacer un análisis mas completo.
1 Centro de Investigación & Desarrollo CEMEX – Monterrey México.
99

IQ-2004-II-08
El análisis de beneficio/costo, sin embargo es un bueno punto de partida para determinar las mezclas que cumplen con las expectativas de ahorro que se tienen con la inclusión de los finos. Se vio la tendencia negativa en las mezclas de cemento, lo cual claramente confirmo su poca utilidad como puzolanas, mientras que en concreto, se vio una tendencia positiva, lo que ratifico su utilidad. Es necesario que para avanzar en el estudio económico de una posible utilización de los finos en el concreto se haga un análisis mucho mas global que tenga en cuanta factores como transporte, costo de procesamiento y transformación, rendimientos y ahorro, teniendo mas información que la suministrada para este estudio.
• Debido a que los resultados fueron positivos para concreto mas que para cemento, se tomo la decisión de hacer un diseño preliminar de una planta de procesamiento de finos con una capacidad aproximada 8000 m3/año. No se cuenta en este momento ningún resultado del comportamiento de los finos molidos en el concreto, pero a raíz de los resultados obtenidos en este proyecto, se determino que la posibilidad de que estos beneficien la mezcla de concreto es muy alta. Esto se debe a que hubo una mejora en la resistencia con respecto a los finos crudos en muestras de cemento, y no hubo cambio en la fluidez y relación agua cemento. Extrapolando estas mejoras a lo que posiblemente ocurrirá en el concreto, hace pensar que los resultados esperados pueden ser muy positivos en cuanto a la acción que estos pueden tener en la zona de transición interfacial de los agregados y el material aglomerante en las mezclas de concreto. Debido a esto se llevo a cabo un diseño básico de una unidad de procesamiento de finos para utilización en concreto, donde por medio de datos de granulometrías, especificación de materiales y datos reales de equipos, se hizo una primera aproximación a las operaciones involucradas y los procesos que intervienen en el procesamiento de estos finos. Este diseño se debe ajustar posteriormente a la necesidades de producción reales, y probablemente sea necesario que alguna operación sea, eliminada, adicionado o reubicada dentro del proceso. A los equipos principales se les hizo un diseño básico, con el ánimo de adquirir una noción básica de las dimensiones y las forma en la cual operan. Estas se hicieron con formulas de diseño y tablas sacadas de textos de ingeniería química2 los cuales no son especializados en cada uno de estos equipos.
2 Ref 29 y 30
100

IQ-2004-II-08
A partir de los datos básicos de diseño, se hizo una aproximación del costo del equipo, utilizando la metodología planteada en el Timmerhauss3, sin embargo es importante saber que esta metodología planteada tiene una precisión de alrededor del 30% lo cual significa que en caso de requerir precios mas exactos, es necesario hacer la ingeniería detallada del proceso y utilizar otros métodos de costeo mas detallados que el utilizado en este proyecto.
9.2. RECOMENDACIONES POSTERIORES AL PROYECTO. Como se dijo anteriormente, el tema de la utilización de los finos y su posible tratamiento es extenso y tiene muchas posibilidades. A partir del primer acercamiento a conocer su desempeño en una mezcla y sus propiedades, se darán una serie de recomendaciones que pueden ser de gran utilidad para estudios posteriores.
• Para lograr conocer el desempeño real de los finos molidos durante 1 hora, es necesario que se realicen unas pruebas con mezclas de concreto, en las cuales se hagan varias dosificaciones y se halle el % optimo según los resultados de resistencia, fluidez y costo de materias primas de la mezcla.
• Un aprendizaje importante sacado de este estudio fue que el material comparativo utilizado, presenta unas características y especificaciones demasiado altas y exigentes con respecta al material que se trataba. En este caso era mejor haber utilizado ceniza volante como comparativo, teniendo en cuenta que esta se utiliza actualmente, al contrario del humo de sílice, que tiene ciertas aplicaciones que son muy especiales.
• Si se quiere conocer realmente la viabilidad económica de la utilización de estos finos, es necesario que se suministre mas información sobre datos de producción, consumos, precios unitarios y demás.
• Existe otra posibilidad, que se encuentra por fuera de los objetivos de este proyecto pero que representa una gran oportunidad. Esta es buscar otros posibles usos para estos finos, que pueden ser muy diferentes a los de construcción. Ejemplos se esto son: Según lo investigado, el cuarzo es tan duro que podría ser de alto interés para la industria de materiales y objetos abrasivos. También se encuentra actualmente la producción y el desarrollo
3 Ref 32
101

IQ-2004-II-08
de unos materiales de alto desempeño, conocidos como vitrocerámicos. Estos materiales son fabricados sintéticamente mediante la mezcla de materiales en fase amorfa y cristalina, donde se aprovechan las características de ambas fases para obtener propiedades muy importantes.
102

IQ-2004-II-08
10. REFERENCIAS BIBLIOGRAFICAS 1. Beltrán Rafael, “Combustión de Desechos Agroindustriales”,. Publicaciones Uniandes- CIFI. 1983 2. Gómez Álvaro, Sánchez Orlando, “Producción de Concreto de Alto Desempeño con adición de Microsílice”.. Tesis Departamento de Ingeniería Civil Universidad Javeriana. Bogota 1992. 3.“Materiales Alternativos al cemento portland” Articulo recuperado en Noviembre de 2003 de:www.cinvestav.mx/publicaciones/avayper/marabr02/ESCALANTE.pdf. 4. Recuperada en Noviembre de 2003 de: www.cemexcolombia.com 5. Vasquez Rosaura, “Adiciones Minerales, Normas y Aplicaciones”. Cementos Pacasmayo S.A. México 2002 6. Paya J., “Determination of amorphous silica in rice husk ash by a rapid analytical method”, Cement and Concrete Research, Vol. 31, N° 2, febrero de 2002, pág. 227 – 231. 7. Yu Q., Sawayama K., Sugita S., Shoya M., Isojima Y. “The reaction between rice husk ash and Ca (OH)2 solution and the nature of its product,” , Cement and Concrete Research, Vol. 29 ,N° 1, Enero de 1999, pág. 37 – 43. 8 . Jauberthie R., Temini M., Laquerbe M. “Addition of rice husk ash as filler in concrete.” Clase I, , Indian Concrete Journal, Vol. 72 N° 5, mayo de 1998, pág. 241 – 242. 9. Sugita S., Yu Q., Shoya M. “On the semi – industrial production of highly reactive rice husk ash and its effect on cement and concrete properties,” , Proceedings of the 10 th International Congress on the Chemistry of Cement, Suecia, junio de 1997, Volume 3.
103

IQ-2004-II-08
10. Lin L.K., Hwang C.L.,”Characteristics and hydration mechanism of RHA cement paste”, Proceedings of the 10 th International Congress on the Chemistry of Cement, Suecia, junio de 1997, Volumen 3. 11.. Zhang M.H., Lastra R., Malhotra V.M., “Rice husk ash paste and concrete: some aspects of hydration and the microstructure of the interfacial zone between the aggregate and paste” , Cement and Concrete Research, Vol. 26, N° 6, junio de 1996, pág. 963 – 977. 12. Mehta P.K., Folliard K.J., ACI SP – 154, Malhotra V.M. “Rice husk ash – a unique supplementary cementing material: durability aspects,” , Advances in concrete technology, Proceedings of second CANMET /ACI International symposium, junio 11 – 14, 1995, SP 154. 13. Malhotra V.M. “Fly ash, slag, silica fume, and rice – husk ash in concrete: a review,” , Concrete International, Vol. 15, N° 4, abril de 1993, pág. 23 – 28. 14. Ikpong A.A. “The relationship between the strength and non – destructive parameters of rice husk ash concrete” , Cement and Concrete Research, Vol. 23, N° 2, marzo de 1993, pág. 387 – 398. 15. Sanchez de Rojas M.I., Luxan M.P., Frías M., García N.,”The influence of different additions on Portland cement hydration heat” ,Cement and Concrete Research, Vol. 23, N° 1, enero de 1993, pág. 46 – 54. 16. Mazlum F., Uyan M., ACI SP – 132 , Malhotra V.M.,”Strength of mortar made with cement containing rice husk ash and cured in sodium sulphate solution, Fly ash, silica fume, slag, and natural pozzolans in concrete”, Proceedings, fourth international conference, Estambul, 1993, pág. 513 – 531. 17. Sugita S., Shoya M., Tokuda H., ACI SP – 132 , Malhotra V.M. “Evaluation of pozzolanic activity of rice husk ash,” , Fly ash, silica fume,1993, pág. 495 – 512. 18. Compressive strength of hydraulic cement mortars, using 50mm cube specimens. ASTM C109. American Society of Testing Materials. 2002.
104

IQ-2004-II-08
19. Peray Kurt E, “The Rotary Cement Kiln” , New York Chemical Publishing, 1972 20. Articulo Recuperado de http://www.fhwa.dot.gov/infrastructure/materialsgrp/cement.html en Octubre de 2004. 21. Articulo Recuperado de www.ce.memphis.edu.co en Octubre de 2004. 22. Articulo Recuperado de http://www.construaprende.com/Trabajos/T2/T2Pag3.html en Octubre de 2004 23 Articulo Recuperado de http://www.cement.org/basics/concretebasics_concretebasics.asp Recuperado en Octubre de 2004 24. Sánchez Guzmán, Diego “Tecnología del Concreto y del Mortero”,. Bhandar Editores, Quinta Edición, Bogota 2001. 25. Standard Specif ication for Nonloadbearing Concrete Masonry Units. ASTM C129. American Society of Testing Materials. 2003 26. V. M. Malhotra, Head, and G. G. Carette, “Materials Engineer Construction Materials Section”, CANMET Department of Energy, Mines and Resources Canada. 27. Articulo Recuperado de http://ciks.cbt.nist.gov/~garbocz/paper43/node2.htm en Noviembre de 2004. 28. CD-ROM Silica Fume in Concrete. Silica Fume Association. 29. Mc. Cabe, Smith, Harriot. “Operaciones Unitarias en Ingeniería Química” Sexta Edición, Editorial Mc. Graw Hill, México 2001. 30. Perry, “Manual del Ingeniero Químico”. CD-ROM 7ma Edición Ingles.
105

IQ-2004-II-08
31. Imagen Recuperada de http://www.jborrell.com/imagenes/tolva2.jpg en Nov. de 2004. 32. Timmerhaus, Klaus D. “Plant design and economics for chemical engineers.” Cuarta edición. McGraw Hill. New York. 1991. 33. Articulo Recuperado de http://www.mill.com.tw/pin.htm en Noviembre de 2004.
106
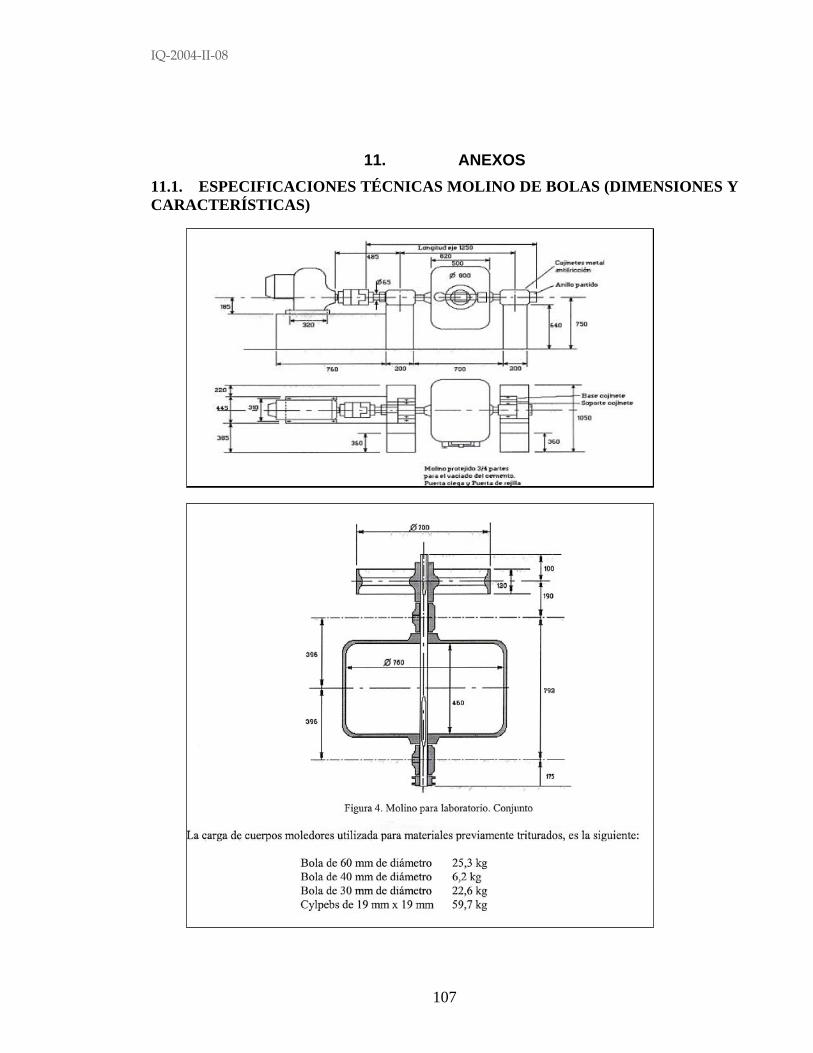
IQ-2004-II-08
11. ANEXOS 11.1. ESPECIFICACIONES TÉCNICAS MOLINO DE BOLAS (DIMENSIONES Y CARACTERÍSTICAS)
107
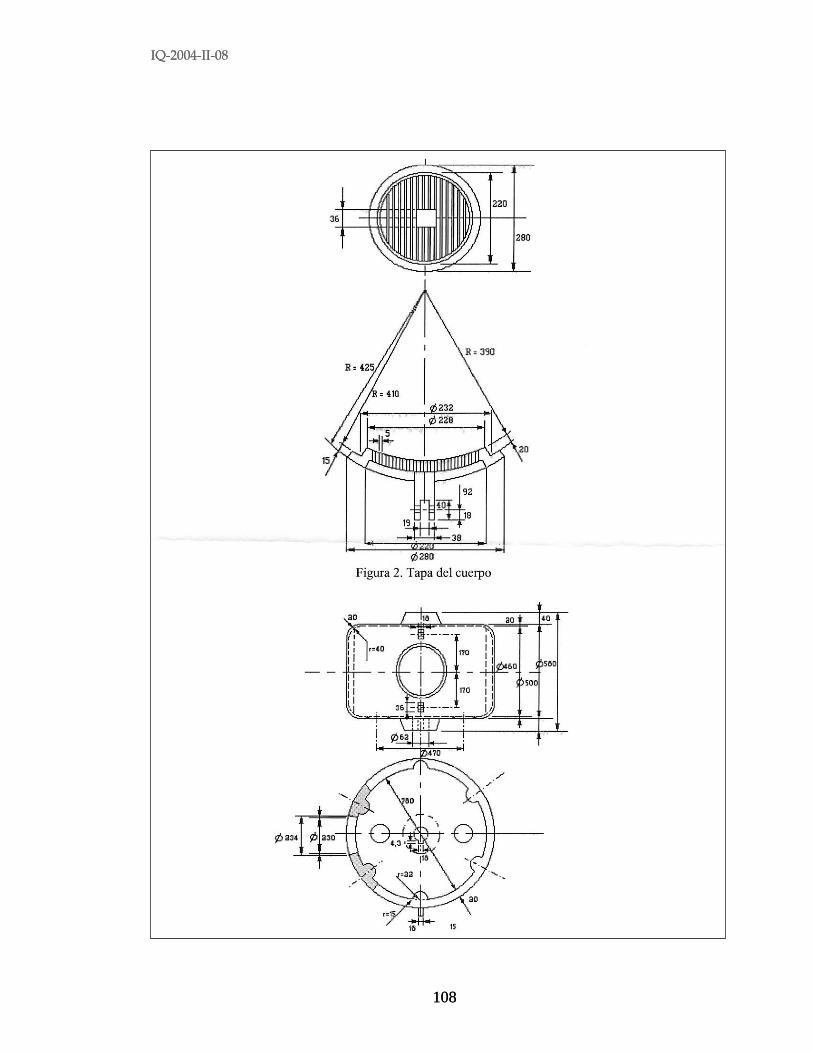
IQ-2004-II-08 IQ-2004-II-08
108
108

Designation: C 109/C 109M – 99
Standard Test Method forCompressive Strength of Hydraulic Cement Mortars(Using 2-in. or [50-mm] Cube Specimens) 1
This standard is issued under the fixed designation C 109/C 109M; the number immediately following the designation indicates the yearof original adoption or, in the case of revision, the year of last revision. A number in parentheses indicates the year of last reapproval.A superscript epsilon (e) indicates an editorial change since the last revision or reapproval.
This standard has been approved for use by agencies of the Department of Defense.
1. Scope
1.1 This test method covers determination of the compres-sive strength of hydraulic cement mortars, using 2-in. or[50-mm] cube specimens.
NOTE 1—Test Method C 349 provides an alternative procedure for thisdetermination (not to be used for acceptance tests).
1.2 This test method covers the application of the test usingeither inch-pound or SI units. The values stated in either systemshall be regarded separately as standard. Within the text, the SIunits are shown in brackets. The values stated in each systemare not exact equivalents; therefore, each system shall be usedindependently of the other. Combining values from the twosystems may result in nonconformance with the specification.
1.3 Values in SI units shall be obtained by measurement inSI units or by appropriate conversion, using the Rules forConversion and Rounding given in Standard IEEE/ASTM SI10, of measurements made in other units.
1.4 This standard does not purport to address all of thesafety concerns, if any, associated with its use. It is theresponsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use.
2. Referenced Documents
2.1 ASTM Standards:C 230 Specification for Flow Table for Use in Tests of
Hydraulic Cement2
C 305 Practice for Mechanical Mixing of Hydraulic CementPastes and Mortars of Plastic Consistency2
C 349 Test Method for Compressive Strength of HydraulicCement Mortars (Using Portions of Prisms Broken inFlexure)2
C 511 Specification for Moist Cabinets, Moist Rooms andWater Storage Tanks Used in the Testing of HydraulicCements and Concretes2
C 670 Practice for Preparing Precision and Bias Statements
for Test Methods for Construction Materials3
C 778 Specification for Standard Sand2
C 1005 Specification for Weights and Weighing Devices forUse in Physical Testing of Hydraulic Cements2
IEEE/ASTM SI 10 Standard for Use of the InternationalSystem of Units (SI): The Modern Metric System4
3. Summary of Test Method
3.1 The mortar used consists of 1 part cement and 2.75 partsof sand proportioned by mass. Portland or air-entrainingportland cements are mixed at specified water/cement ratios.Water content for other cements is that sufficient to obtain aflow of 110 6 5 in 25 drops of the flow table. Two-inch or[50-mm] test cubes are compacted by tamping in two layers.The cubes are cured one day in the molds and stripped andimmersed in lime water until tested.
4. Significance and Use
4.1 This test method provides a means of determining thecompressive strength of hydraulic cement and other mortarsand results may be used to determine compliance with speci-fications. Further, this test method is referenced by numerousother specifications and test methods. Caution must be exer-cised in using the results of this test method to predict thestrength of concretes.
5. Apparatus
5.1 Weights and Weighing Devices, shall conform to therequirements of Specification C 1005. The weighing deviceshall be evaluated for precision and bias at a total load of 2000g.
5.2 Glass Graduates, of suitable capacities (preferably largeenough to measure the mixing water in a single operation) todeliver the indicated volume at 20°C. The permissible variationshall be62 mL. These graduates shall be subdivided to at least5 mL, except that the graduation lines may be omitted for thelowest 10 mL for a 250-mL graduate and for the lowest 25 mLof a 500-mL graduate. The main graduation lines shall becircles and shall be numbered. The least graduations shallextend at least one seventh of the way around, and intermediate
1 This test method is under the jurisdiction of ASTM Committee C-1 on Cementand is the direct responsibility of Subcommittee C01.27 on Strength.
Current edition approved Jan. 10, 1999. Published May 1999. Originallypublished as C 109 – 34 T. Last previous edition C 109 – 98.
2 Annual Book of ASTM Standards, Vol 04.01. 3 Annual Book of ASTM Standards, Vol 04.02.4 Annual Book of ASTM Standards, Vol 14.02.
1
AMERICAN SOCIETY FOR TESTING AND MATERIALS100 Barr Harbor Dr., West Conshohocken, PA 19428
Reprinted from the Annual Book of ASTM Standards. Copyright ASTM

graduations shall extend at least one fifth of the way around.5.3 Specimen Molds, for the 2-in. or [50-mm] cube speci-
mens shall be tight fitting. The molds shall have not more thanthree cube compartments and shall be separable into not morethan two parts. The parts of the molds when assembled shall bepositively held together. The molds shall be made of hard metalnot attacked by the cement mortar. For new molds theRockwell hardness number of the metal shall be not less than55 HRB. The sides of the molds shall be sufficiently rigid toprevent spreading or warping. The interior faces of the moldsshall be plane surfaces and shall conform to the tolerances ofTable 1.
5.4 Mixer, Bowl and Paddle, an electrically driven mechani-cal mixer of the type equipped with paddle and mixing bowl,as specified in Practice C 305.
5.5 Flow Table and Flow Mold, conforming to the require-ments of Specification C 230.
5.6 Tamper, a nonabsorptive, nonabrasive, nonbrittle mate-rial such as a rubber compound having a Shore A durometerhardness of 806 10 or seasoned oak wood rendered nonab-sorptive by immersion for 15 min in paraffin at approximately392°F or [200°C], shall have a cross section of about1⁄2by 1 in.or [13 by 25 mm] and a convenient length of about 5 to 6 in.or [120 to 150 mm]. The tamping face shall be flat and at rightangles to the length of the tamper.
5.7 Trowel, having a steel blade 4 to 6 in. [100 to 150 mm]in length, with straight edges.
5.8 Moist Cabinet or Room,conforming to the require-ments of Specification C 511.
5.9 Testing Machine, either the hydraulic or the screw type,with sufficient opening between the upper bearing surface andthe lower bearing surface of the machine to permit the use ofverifying apparatus. The load applied to the test specimen shallbe indicated with an accuracy of61.0 %. If the load applied bythe compression machine is registered on a dial, the dial shallbe provided with a graduated scale that can be read to at leastthe nearest 0.1 % of the full scale load (Note 2). The dial shallbe readable within 1 % of the indicated load at any given loadlevel within the loading range. In no case shall the loadingrange of a dial be considered to include loads below the valuethat is 100 times the smallest change of load that can be readon the scale. The scale shall be provided with a graduation lineequal to zero and so numbered. The dial pointer shall be ofsufficient length to reach the graduation marks; the width of theend of the pointer shall not exceed the clear distance betweenthe smallest graduations. Each dial shall be equipped with azero adjustment that is easily accessible from the outside of thedial case, and with a suitable device that at all times until reset,
will indicate to within 1 % accuracy the maximum load appliedto the specimen.
5.9.1 If the testing machine load is indicated in digital form,the numerical display must be large enough to be easily read.The numerical increment must be equal to or less than 0.10 %of the full scale load of a given loading range. In no case shallthe verified loading range include loads less than the minimumnumerical increment multiplied by 100. The accuracy of theindicated load must be within 1.0 % for any value displayedwithin the verified loading range. Provision must be made foradjusting to indicate true zero at zero load. There shall beprovided a maximum load indicator that at all times until resetwill indicate within 1 % system accuracy the maximum loadapplied to the specimen.
NOTE 2—As close as can be read is considered1⁄50 in. or [0.5 mm]along the arc described by the end of the pointer. Also, one half of thescale interval is about as close as can reasonably be read when the spacingon the load indicating mechanism is between1⁄25 in. or [1 mm] and1⁄16 in.or [1.6 mm]. When the spacing is between1⁄16 in. or [1.6 mm] and1⁄8 in.or [3.2 mm], one third of the scale interval can be read with reasonablecertainty. When the spacing is1⁄8 in. or [3.2 mm] or more, one fourth ofthe scale interval can be read with reasonable certainty.
5.9.2 The upper bearing shall be a spherically seated,hardened metal block firmly attached at the center of the upperhead of the machine. The center of the sphere shall lie at thecenter of the surface of the block in contact with the specimen.The block shall be closely held in its spherical seat, but shall befree to tilt in any direction. The diagonal or diameter (Note 3)of the bearing surface shall be only slightly greater than thediagonal of the face of the 2-in. or [50-mm] cube in order tofacilitate accurate centering of the specimen. A hardened metalbearing block shall be used beneath the specimen to minimizewear of the lower platen of the machine. The bearing blocksurfaces intended for contact with the specimen shall have aRockwell hardness number not less than 60 HRC. Thesesurfaces shall not depart from plane surfaces by more than0.0005 in. or [0.013 mm] when the blocks are new and shall bemaintained within a permissible variation of 0.001 in. or [0.025mm].
NOTE 3—A diameter of 31⁄8 in. or [79.4 mm], is satisfactory, providedthat the lower bearing block has a diameter slightly greater than thediagonal of the face of the 2-in. or [50-mm] cube but not more than 2.9 in.or [74 mm], and is centered with respect to the upper bearing block andheld in position by suitable means.
6. Materials
6.1 Graded Standard Sand:6.1.1 The sand (Note 4) used for making test specimens
TABLE 1 Permissible Variations of Specimen Molds
2-in. Cube Molds [50-mm] Cube Molds
Parameter New In Use New In Use
Planeness of sides <0.001 in. <0.002 in. [<0.025 mm] [<0.05 mm]Distance between opposite sides 2 in. 6 0.005 2 in. 6 0.02 [50 mm 6 0.13 mm] [50 mm 6 0.50 mm]Height of each compartment 2 in. + 0.01 in. 2 in. + 0.01 in. [50 mm + 0.25 mm [50 mm + 0.25 mm
to − 0.005 in. to − 0.015 in. to − 0.13 mm] to − 0.38 mm]Angle between adjacent facesA 90 6 0.5° 90 6 0.5° 90 6 0.5° 90 6 0.5°
A Measured at points slightly removed from the intersection. Measured separately for each compartment between all the interior faces and the adjacent face and betweeninterior faces and top and bottom planes of the mold.
C 109/C 109M
2

shall be natural silica sand conforming to the requirements forgraded standard sand in Specification C 778.
NOTE 4—Segregation of Graded Sand—The graded standard sandshould be handled in such a manner as to prevent segregation, sincevariations in the grading of the sand cause variations in the consistency ofthe mortar. In emptying bins or sacks, care should be exercised to preventthe formation of mounds of sand or craters in the sand, down the slopesof which the coarser particles will roll. Bins should be of sufficient size topermit these precautions. Devices for drawing the sand from bins bygravity should not be used.
7. Temperature and Humidity
7.1 Temperature—The temperature of the air in the vicinityof the mixing slab, the dry materials, molds, base plates, andmixing bowl, shall be maintained between 68 and 81.5°F or[20 and 27.5°C]. The temperature of the mixing water, moistcloset or moist room, and water in the storage tank shall be setat 73.56 3.5°F or [236 2°C] and shall not vary from thistemperature by more than6 3°F or [61.7°C].
7.2 Humidity—The relative humidity of the laboratory shallbe not less than 50 %. The moist closet or moist room shallconform to the requirements of Specification C 511.
8. Test Specimens
8.1 Make two or three specimens from a batch of mortar foreach period of test or test age.
9. Preparation of Specimen Molds
9.1 Apply a thin coating of release agent to the interior facesof the mold and non-absorptive base plates. Apply oils andgreases using an impregnated cloth or other suitable means.Wipe the mold faces and the base plate with a cloth asnecessary to remove any excess release agent and to achieve athin, even coating on the interior surfaces. When using anaerosol lubricant, spray the release agent directly onto the moldfaces and base plate from a distance of 6 to 8 in. or [150 to 200mm] to achieve complete coverage. After spraying, wipe thesurface with a cloth as necessary to remove any excess aerosollubricant. The residue coating should be just sufficient to allowa distinct finger print to remain following light finger pressure(Note 5).
9.2 Seal the surfaces where the halves of the mold join byapplying a coating of light cup grease such as petrolatum. Theamount should be sufficient to extrude slightly when the twohalves are tightened together. Remove any excess grease witha cloth.
9.3 After placing the mold on its base plate (and attaching,if clamp-type) carefully remove with a dry cloth any excess oilor grease from the surface of the mold and the base plate towhich watertight sealant is to be applied. As a sealant, useparaffin, microcrystalline wax, or a mixture of three partsparaffin to five parts rosin by mass. Liquify the sealant byheating between 230 and 248°F or [110 and 120°C]. Effect awatertight seal by applying the liquefied sealant at the outsidecontact lines between the mold and its base plate.
NOTE 5—Because aerosol lubricants evaporate, molds should bechecked for a sufficient coating of lubricant immediately prior to use. If anextended period of time has elapsed since treatment, retreatment may benecessary.
NOTE 6—Watertight Molds—The mixture of paraffin and rosin specified
for sealing the joints between molds and base plates may be found difficultto remove when molds are being cleaned. Use of straight paraffin ispermissible if a watertight joint is secured, but due to the low strength ofparaffin it should be used only when the mold is not held to the base plateby the paraffin alone. A watertight joint may be secured with paraffin aloneby slightly warming the mold and base plate before brushing the joint.Molds so treated should be allowed to return to the specified temperaturebefore use.
10. Procedure
10.1 Composition of Mortars:10.1.1 The proportions of materials for the standard mortar
shall be one part of cement to 2.75 parts of graded standardsand by weight. Use a water-cement ratio of 0.485 for allportland cements and 0.460 for all air-entraining portlandcements. The amount of mixing water for other than portlandand air-entraining portland cements shall be such as to producea flow of 1106 5 as determined in accordance with 10.3 andshall be expressed as weight percent of cement.
10.1.2 The quantities of materials to be mixed at one time inthe batch of mortar for making six and nine test specimensshall be as follows:
Number of Specimens
6 9Cement, gSand, gWater, mL
5001375
7402035
Portland (0.485)Air-entraining portland (0.460)
242230
359340
Other (to flow of 110 6 5) ... ...
10.2 Preparation of Mortar:10.2.1 Mechanically mix in accordance with the procedure
given in Practice C 305.10.3 Determination of Flow:10.3.1 Carefully wipe the flow-table top clean and dry, and
place the flow mold at the center. Place a layer of mortar about1 in. or [25 mm] in thickness in the mold and tamp 20 timeswith the tamper. The tamping pressure shall be just sufficient toensure uniform filling of the mold. Then fill the mold withmortar and tamp as specified for the first layer. Cut off themortar to a plane surface, flush with the top of the mold, bydrawing the straight edge of a trowel (held nearly perpendicu-lar to the mold) with a sawing motion across the top of themold. Wipe the table top clean and dry, being especially carefulto remove any water from around the edge of the flow mold.Lift the mold away from the mortar 1 min after completing themixing operation. Immediately, drop the table through a heightof 1⁄2 in. or [13 mm] 25 times in 15 s. Using the calipers,determine the flow by measuring the diameters of the mortaralong the lines scribed in the table top, adding the fourreadings. The total of the four readings from the calipers equalsthe percent increase of the original diameter of the mortar.
10.3.2 For portland and air-entraining portland cements,merely record the flow.
10.3.3 In the case of cements other than portland or air-entraining portland cements, make trial mortars with varyingpercentages of water until the specified flow is obtained. Makeeach trial with fresh mortar.
10.4 Molding Test Specimens:10.4.1 Immediately following completion of the flow test,
C 109/C 109M
3

return the mortar from the flow table to the mixing bowl.Quickly scrape the bowl sides and transfer into the batch themortar that may have collected on the side of the bowl and thenremix the entire batch 15 s at medium speed. Upon completionof mixing, the mixing paddle shall be shaken to remove excessmortar into the mixing bowl.
10.4.2 When a duplicate batch is to be made immediatelyfor additional specimens, the flow test may be omitted and themortar allowed to stand in the mixing bowl 90 s withoutcovering. During the last 15 s of this interval, quickly scrapethe bowl sides and transfer into the batch the mortar that mayhave collected on the side of the bowl. Then remix for 15 s atmedium speed.
10.4.3 Start molding the specimens within a total elapsedtime of not more than 2 min and 30 s after completion of theoriginal mixing of the mortar batch. Place a layer of mortarabout 1 in. or [25 mm] (approximately one half of the depth ofthe mold) in all of the cube compartments. Tamp the mortar ineach cube compartment 32 times in about 10 s in 4 rounds,each round to be at right angles to the other and consisting ofeight adjoining strokes over the surface of the specimen, asillustrated in Fig. 1. The tamping pressure shall be justsufficient to ensure uniform filling of the molds. The 4 roundsof tamping (32 strokes) of the mortar shall be completed in onecube before going to the next. When the tamping of the firstlayer in all of the cube compartments is completed, fill thecompartments with the remaining mortar and then tamp asspecified for the first layer. During tamping of the second layerbring in the mortar forced out onto the tops of the molds aftereach round of tamping by means of the gloved fingers and thetamper upon completion of each round and before starting thenext round of tamping. On completion of the tamping, the topsof all cubes should extend slightly above the tops of the molds.Bring in the mortar that has been forced out onto the tops of themolds with a trowel and smooth off the cubes by drawing theflat side of the trowel (with the leading edge slightly raised)once across the top of each cube at right angles to the length ofthe mold. Then, for the purpose of leveling the mortar andmaking the mortar that protrudes above the top of the mold ofmore uniform thickness, draw the flat side of the trowel (withthe leading edge slightly raised) lightly once along the lengthof the mold. Cut off the mortar to a plane surface flush with thetop of the mold by drawing the straight edge of the trowel (heldnearly perpendicular to the mold) with a sawing motion overthe length of the mold.
10.5 Storage of Test Specimens—Immediately uponcompletion of molding, place the test specimens in the moistcloset or moist room. Keep all test specimens, immediately
after molding, in the molds on the base plates in the moistcloset or moist room from 20 to 72 h with their upper surfacesexposed to the moist air but protected from dripping water. Ifthe specimens are removed from the molds before 24 h, keepthem on the shelves of the moist closet or moist room until theyare 24-h old, and then immerse the specimens, except those forthe 24-h test, in saturated lime water in storage tanks con-structed of noncorroding materials. Keep the storage waterclean by changing as required.
10.6 Determination of Compressive Strength:10.6.1 Test the specimens immediately after their removal
from the moist closet in the case of 24-h specimens, and fromstorage water in the case of all other specimens. All testspecimens for a given test age shall be broken within thepermissible tolerance prescribed as follows:
Test Age Permissible Tolerance
24 h 61⁄2 h3 days 61 h7 days 63 h
28 days 612 h
If more than one specimen at a time is removed from themoist closet for the 24-h tests, keep these specimens coveredwith a damp cloth until time of testing. If more than onespecimen at a time is removed from the storage water fortesting, keep these specimens in water at a temperature of73.56 3.5°F or [23 6 2°C] and of sufficient depth tocompletely immerse each specimen until time of testing.
10.6.2 Wipe each specimen to a surface-dry condition, andremove any loose sand grains or incrustations from the facesthat will be in contact with the bearing blocks of the testingmachine. Check these faces by applying a straightedge (Note7). If there is appreciable curvature, grind the face or faces toplane surfaces or discard the specimen. A periodic check of thecross-sectional area of the specimens should be made.
NOTE 7—Specimen Faces—Results much lower than the true strengthwill be obtained by loading faces of the cube specimen that are not trulyplane surfaces. Therefore, it is essential that specimen molds be keptscrupulously clean, as otherwise, large irregularities in the surfaces willoccur. Instruments for cleaning molds should always be softer than themetal in the molds to prevent wear. In case grinding specimen faces isnecessary, it can be accomplished best by rubbing the specimen on a sheetof fine emery paper or cloth glued to a plane surface, using only amoderate pressure. Such grinding is tedious for more than a fewthousandths of an inch (hundredths of a millimetre); where more than thisis found necessary, it is recommended that the specimen be discarded.
10.6.3 Apply the load to specimen faces that were in contactwith the true plane surfaces of the mold. Carefully place thespecimen in the testing machine below the center of the upperbearing block. Prior to the testing of each cube, it shall beascertained that the spherically seated block is free to tilt. Useno cushioning or bedding materials. Bring the sphericallyseated block into uniform contact with the surface of thespecimen. Apply the load rate at a relative rate of movementbetween the upper and lower platens corresponding to aloading on the specimen with the range of 200 to 400 lbs/s [900to 1800 N/S]. Obtain this designated rate of movement of theplaten during the first half of the anticipated maximum loadand make no adjustment in the rate of movement of the platenin the latter half of the loading especially while the cube isFIG. 1 Order of Tamping in Molding of Test Specimens
C 109/C 109M
4

yielding before failure.
NOTE 8—It is advisable to apply only a very light coating of a goodquality, light mineral oil to the spherical seat of the upper platen.
11. Calculation
11.1 Record the total maximum load indicated by the testingmachine, and calculate the compressive strength as follows:
fm5 P/A (1)
where:fm 5 compressive strength in psi or [MPa],P 5 total maximum load in lbf or [N], andA 5 area of loaded surface in2 or [mm2].
Either 2-in. or [50-mm] cube specimens may be used for thedetermination of compressive strength, whether inch-pound orSI units are used. However, consistent units for load and areamust be used to calculate strength in the units selected. If thecross-sectional area of a specimen varies more than 1.5 % fromthe nominal, use the actual area for the calculation of thecompressive strength. The compressive strength of all accept-able test specimens (see Section 12) made from the samesample and tested at the same period shall be averaged andreported to the nearest 10 psi [0.1 MPa].
12. Report
12.1 Report the flow to the nearest 1 % and the water usedto the nearest 0.1 %. Average compressive strength of allspecimens from the same sample shall be reported to thenearest 10 psi [0.1 MPa].
13. Faulty Specimens and Retests
13.1 In determining the compressive strength, do not con-sider specimens that are manifestly faulty.
13.2 The maximum permissible range between specimensfrom the same mortar batch, at the same test age is 8.7 % of theaverage when three cubes represent a test age and 7.6 % whentwo cubes represent a test age (Note 9).
NOTE 9—The probability of exceeding these ranges is 1 in 100 whenthe within-batch coefficient of variation is 2.1 %. The 2.1 %is an averagefor laboratories participating in the portland cement and masonry cementreference sample programs of the Cement and Concrete ReferenceLaboratory.
13.3 If the range of three specimens exceeds the maximumin 13.2, discard the result which differs most from the averageand check the range of the remaining two specimens. Make aretest of the sample if less than two specimens remain afterdisgarding faulty specimens or disgarding tests that fail tocomply with the maximum permissible range of two speci-mens.
NOTE 10—Reliable strength results depend upon careful observance ofall of the specified requirements and procedures. Erratic results at a giventest period indicate that some of the requirements and procedures have not
been carefully observed; for example, those covering the testing of thespecimens as prescribed in 10.6.2 and 10.6.3. Improper centering ofspecimens resulting in oblique fractures or lateral movement of one of theheads of the testing machine during loading will cause lower strengthresults.
14. Precision and Bias
14.1 Precision—The precision statements for this testmethod are listed in Table 2 and are based on results from theCement and Concrete Reference Laboratory Reference SampleProgram. They are developed from data where a test result isthe average of compressive strength tests of three cubesmolded from a single batch of mortar and tested at the sameage. A significant change in precision will not be noted when atest result is the average of two cubes rather than three.
14.2 These precision statements are applicable to mortarsmade with cements mixed, and tested at the ages as noted. Theappropriate limits are likely, somewhat larger for tests atyounger ages and slightly smaller for tests at older ages.
14.3 Bias—The procedure in this test method has no biasbecause the value of compressive strength is defined in termsof the test method.
15. Keywords
15.1 compressive strength; hydraulic cement mortar; hy-draulic cement strength; mortar strength; strength
TABLE 2 Precision
Test Age,Days
Coefficientof Variation
1s %A
AcceptableRange of Test
Results d2s %A
Portland CementsConstant water-cement
ratio:Single-lab 3
74.03.6
11.310.2
Av 3.8 10.7
Multi-lab 37
6.86.4
19.218.1
Av 6.6 18.7Blended Cements
Constant flow mortar:Single-lab 3
728
4.03.83.4
11.310.79.6
Av 3.8 10.7
Multi-lab 37
28
7.87.67.4
22.121.520.9
Av 7.6 21.5Masonry Cements
Constant flow mortar:Single-lab 7
287.97.5
22.321.2
Av 7.7 21.8
Multi-lab 728
11.812.0
33.433.9
Av 11.9 33.7A These numbers represent, respectively, the (1s %) and (d2s %) limits as
described in Practice C 670.
C 109/C 109M
5

The American Society for Testing and Materials takes no position respecting the validity of any patent rights asserted in connectionwith any item mentioned in this standard. Users of this standard are expressly advised that determination of the validity of any suchpatent rights, and the risk of infringement of such rights, are entirely their own responsibility.
This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years andif not revised, either reapproved or withdrawn. Your comments are invited either for revision of this standard or for additional standardsand should be addressed to ASTM Headquarters. Your comments will receive careful consideration at a meeting of the responsibletechnical committee, which you may attend. If you feel that your comments have not received a fair hearing you should make yourviews known to the ASTM Committee on Standards, 100 Barr Harbor Drive, West Conshohocken, PA 19428.
C 109/C 109M
6

IQ-2004-II-08
11.3 LISTADO DE TABLAS
Tabla No. 2.1 Fenómenos que ocurren dentro del horno de clinkerización 5
Tabla No. 2.2 Composición Química Aproximada de los Componentes Básicos del Cemento 6
Tabla No. 2.3 Características de los Compuestos del Cemento 7
Tabla No. 2.4 Tipos de Cemento 8
Tabla No. 2.5 Secuencia de las Reacciones Básicas de Hidratación del cemento Portland 11
Tabla No. 2.6 Clasificación de la Puzolanas según la norma ASTM C-618 19
Tabla No. 2.7 Composición de Algunos Materiales Puzolánicos 19
Tabla. No. 3.1 Otras Propiedades 25
Tabla. No. 3.2 Composición Química de los Finos 26
Tabla No. 4.1 Medición de Reactividad para los finos pasante del tamiz No. 40 30
Tabla No. 4.2 Medición de Reactividad para el Humo de Sílice 31
Tabla No. 5.1 Retenidos en 10, 50 y 90% para la Granulometría de Finos sin Tratamiento vs.
Finos Pasante Tamiz No. 40 38
Tabla No. 5.2 Matriz de pruebas para muestras con relación a/c Constante. 40
Tabla No. 5.3 Matriz de pruebas para muestras con Fluidez Cte. 41
Tabla No.5.4 Resultados para Muestras según Norma ASTM 44
Tabla No.5.5 Índices de Puzolanicidad para las muestras 45
Tabla No. 5.6 Datos de Conductividad Eléctrica para muestras molidas a 1 y 3 Horas. 51
Tabla No. 5.7 Evolución de Resistencia de Cemento (Norma NTC 121) 53
Tabla No. 6.1. Mezclas ajustadas con Aditivo 66
Tabla No. 6.2. Mezcla ajustadas con Agua 67
Tabla No. 7.1 Costos de Materia Prima para la producción de muestras de cemento. 70
Tabla No. 7.2 Costos de Materia Prima para la Producción de muestras de Concreto 70
Tabla No. 7.3 Evolución mínima de Resistencia Esperada para Muestras de Cemento, según
norma NTC 121 71
Tabla No. 7.4 Evolución mínima de Resistencia Esperada según Resistencia de Especificación,
para Muestras de Concreto, Utilizada en el Lab. de control de calidad de CEMEX
CONCRETOS. 71
Tabla No. 8.1 Criterio de selección de equipos de tamizado 82
Tabla No. 8.2 Valor de las Tolvas de Almacenamiento. 91
Tabla No. 8.3 Diseño de los Tamices 92
Tabla No. 8.4 Costo Aproximado de los Tamices 92
Tabla No. 8.5 Tabla para Dimensionamiento del Molino de Bolas 92
Tabla No. 8.6 Dimensionamiento del Molino de Bolas 93
Tabla No. 8.7 Costeo del Molino de Bolas 93
Tabla No. 8.8 Resumen de Diseño y Costeo de los Equipos Principales 95
115

IQ-2004-II-08
11.4 LISTADO DE GRAFICOS
Grafico No. 2.1 Esquema de Fabricación de Cemento Portland por la vía seca. 4
Gráfico No. 2.2 Composición Básica del Concreto 14
Grafico No. 2.3 Esquema de Procesos de Supervisión, Control y Ajuste
Durante la Producción y Colocación del Concreto 18
Gráfico No. 3.1 Línea de Producción de Agregados Mina el Tunjuelo 21
Gráfico No. 3.2 Línea de Producción de Agregados Mina el Tunjuelo 22
Gráfico. No. 3.3 Granulometría Finos Agosto 20 de 2004 23
Gráfico. No. 3.4 Granulometría Finos 1997 y Agosto 2004 23
Gráfico. No. 3.5 Granulometría Promedio 24
Gráfico No. 3.6 Composición Química de los Finos 25
Gráfico No. 3.7 Composición Química de los Finos 26
Gráfico No. 4.1 Conductividad vs. Tiempo para muestras 32
Gráfico No. 4.2 Difracción de rayos X para material siliceo. 34
Gráfico No. 5.1 Paso de los finos a través del Tamiz No. 40 35
Grafico No. 5.2 Granulometría y Datos Obtenidos para la Fracción Pasante Tamiz No. 40. 36
Grafico No. 5.3 Granulometría de Finos sin Tratamiento vs. Finos Pasante Tamiz No. 40 37
Gráfico No. 5.4 Molde para la preparación de bloques de 50mm*50mm según
norma ASTM C-109 38
Gráfico No. 5.5 Curado a Temperatura y Humedad Controlada de los bloques de 50mm*50mm
según norma ASTM C-109. 39
Grafico No. 5.6 Aparato para la medición de la fluidez de la muestras y prensas hidráulicas
para la toma de datos de resistencia a la compresión, según norma ASTM C-109. 39
Gráfico No. 5.7 Tamiz Estándar No. 30 utilizado para la mezcla homogénea de las muestras. 43
Gráfico No. 5.8 Evolución de Resistencias para muestras con Relación A/C Cte. 46
Gráfico No. 5.9 Fluidez de las Muestras con Relación A/C Constante 47
Gráfico No. 5.10 Evolución de Resistencias para muestras con Fluidez Constante. 48
Gráfico No. 5.11 Relación Agua / Cemento para las muestras con Fluidez Constante 49
Gráfico No. 5.12 Índices de Puzolanicidad para TODAS las muestras 50
Grafico No. 5.13 Datos de Conductividad Eléctrica para muestras molidas a 1 y 3 Horas. 52
Grafico No. 5.14 Diagrama de Fases para el SiO2, y sus diferentes polimorfos. 55
Gráfico No. 5.15 Molino de Agujas 56
Grafico No. 5.16 Esquema de Funcionamiento del Molino de Agujas 56
Gráfico No. 6.1 Comparativo de Resistencias de Finos molidos con la norma NTC 121. 60
Gráfico No 6.2 Índices de Puzolanicidad para muestras con clinker Planta 1. 62
Grafico No. 6.3 Índices de Puzolanicidad para muestras con clinker de Planta 2 62
Grafica No. 6.4 Partículas de Cemento alrededor de un agregado ideal cuadrado, antes de
la hidratación (derecha) y después de 77% de hidratación (izquierda).
(Relación A/C 0.47) 64
116

IQ-2004-II-08
Gráfico No. 6.5 Zona de Transición Interfacial 65
Grafico No. 6.6 Resultados Muestras Ajustadas con Aditivo 67
Grafico No. 6.7 Resultados Muestras Ajustadas con Agua 68
Gráfico No. 7.1 Relación Beneficio/Costo para Muestras de Cemento 72
Gráfico No. 7.2 Relación Beneficio/Costo para las Mezclas Seleccionados de Concreto. 73
Gráfico No. 8.1 Diagrama de Bloques del Proceso 76
Gráfico No. 8.2 Estado actual de almacenamiento de los finos en la mina La Fiscala y El Tunjuelo 77
Grafico No. 8.3 Esquema General del Proceso 79
Gráfico No. 8.4 PFD 80
Gráfico No. 8.5 Tamiz Vibratorio Horizontal 82
Gráfico No. 8.6 Tamiz Vibratorio Tipo Hum-mer 83
Gráfico No. 8.7 Tolva 84
Gráfico No. 8.8 Esquema de un molino de bolas continuo. 85
Grafico No. 8.9 Consumo de Energía en Función del Tamaño del Producto. 86
Gráfico No. 8.10 Esquema General de un Secador Rotatorio 88
Gráfico No. 8.11 Distribución de Costos de Equipos 89
Grafico No. 8.12 Chemical Engineering Plant Cost Index de Mayo de 2004. 90
Grafico No. 8.13 Unit Capacity para Tamices Vibratorios 91
117