59564119 9 Proceso de Metalizado

of 35
-
Upload
emmanuelrivas123 -
Category
Documents
-
view
22 -
download
0
Transcript of 59564119 9 Proceso de Metalizado
-
5/20/2018 59564119 9 Proceso de Metalizado
1/35
PROCESOS Y TECNICAS DEAPLICACIN DEMICROPOLVOS
-
5/20/2018 59564119 9 Proceso de Metalizado
2/35
Tecnologia de Rociado Termico
Aplicacin de recubrimientos protectores:
Desarrollo vertiginoso en esta ltima dcada debido a:
Tendencia a mejorar las eficiencias de sistemasmecnicosaumento solicitaciones mecnicas-trmicasdesarrollo de nuevas aleacionesmetlicas y no metlicas
Necesidad de aumentar vida til de partes y piezas
generar economia Tendencia de efectuar recubrimiento a pieza antes de
entrar en serviciorecubrir nuevamente despues dedesgaste
-
5/20/2018 59564119 9 Proceso de Metalizado
3/35
Tecnologia de Rociado Termico
Fundamentos Sistema genrico compuesto de:
Material a depositar: bobinas de alambre,micropolvos metlicos, carburos, cermicas yplsticos
Unidad de proyeccin: procesa fuente de energa,incorpora material a depositar
Fuente de energa: puede ser gases (oxgeno yacetileno), energa elctrica para producir arcoplasma o cortocircuito
-
5/20/2018 59564119 9 Proceso de Metalizado
4/35
Clasificacin de los Procesos
Se clasifican en funcin del tipo de adherencia conmetal base:
Metalizado: adherencia mecnica, sin difusinatmica entre aleacin y metal base
Fusin: adherencia metalrgica entre aporte ymetal base
-
5/20/2018 59564119 9 Proceso de Metalizado
5/35
Proceso de Metalizado
Historia
1920 se desarrolla una pistola porttil demetalizado
Entre 1930 y 1950 se logra notable avance endesarrollo
1950 en adelante los procesos de metalizado seaceptan ampliamente en campo industrial
Hoy; gran aceptacin en industria, debido aprogreso en produccin de polvos regulando yuniformando calidad de aleaciones
-
5/20/2018 59564119 9 Proceso de Metalizado
6/35
Proceso de Metalizado
Caractersticas Aplicable en cualquier tipo de metal o aleacin
metlica a excepcin de Cu puro Temperatura metal base no excede 250 C Depsitos de porosidad controlada, entre 1 a 6% Buena resistencia al desgaste friccional, abrasivo
y erosivo En general, depsitos no admiten accin de carga
puntual Rango de durezas entre 70 Rb y 60 Rc
-
5/20/2018 59564119 9 Proceso de Metalizado
7/35
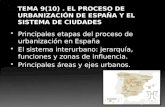
Proceso de Metalizado
Esquema Proceso
Metal Base
Distancia L
Depsito
Micropolvo
Unidad deProyeccin
O2y C2H2
-
5/20/2018 59564119 9 Proceso de Metalizado
8/35
Proceso de Metalizado Mecanismo de adherencia (1 de 3)
T de llama aprox. 3100C Micropolvo se inyecta a 20Ctransferencia de
calor a partculase calienta y plastifica Aumenta E trmica y aceleracin de partcula
aumenta E cintica Partculas impactan sobre superficie de pieza
deformacinse entraban mecnicamente Adherencia se atribuye a entrabamiento mecnico
y difusin localizada Grado de adherenciaE trmica y velocidad de
partcula (dep. de cada sistema)
-
5/20/2018 59564119 9 Proceso de Metalizado
9/35
Proceso de Metalizado
Mecanismo de adherencia (3 de 3)
Aumenta E trmicaaumenta E cinticaaumenta calidad deldepsito
Ejemplo: Sistema 1 E trmica = 25 000 BTU/h
Velocidad partcula = 70 m/s
Depsito = aleaciones medio pto. Fusin, altaporosidad, partculas no plastificadas,
etc.
Sistema 2 E trmica = 80 Kw
Velocidad partcula = 600 m/s
Depsito = denso uniforme, doble resistenciaque Sist. 2, aleaciones tipo refractario,etc
-
5/20/2018 59564119 9 Proceso de Metalizado
10/35
Proceso de Metalizado
Variables incidentes en transferencia de calor llama-partcula (1 de 2)
Dados e(energa trmica), V(velocidad) y L(distancia
a la pieza), la eficiencia de transferencia de calorllama/partcula depende de tamao y forma de sta
Sist. de alto poder calorfico y partcula de nominalmenor que requeridoexcesiva transferencia de
calor por unidad de superficie
oxidacin por alta T partcula de nominal mayor que requeridono
absorbe suficiente calorno plastificano fundeno hay entrabamiento mecnico
-
5/20/2018 59564119 9 Proceso de Metalizado
11/35
Proceso de Metalizado Variables incidentes en transferencia de calor llama-
partcula (2 de 2)
Forma de partcula
Distribucin uniforme de partculas esfricas
absorbe calor en trayectoria de manera uniforme Partculas de forma angular absorben calor desde
su seccin ms dbil (puntas)oxidacin por altaT de aristas
Corolario: Tamao y forma de partculas se puedencontrolar con proceso de fabricacinparmetros msimportantes que determinan la calidad de una aleacinmicropulverizada
-
5/20/2018 59564119 9 Proceso de Metalizado
12/35
Proceso de Metalizado
Mecanizado de Recubrimientos Recubrimientos efectuados con Durotec 19910 y
Proxon 21041 deben terminarse por esmerilado demanera de obtener una superficie pulida
Caractersticas de abrasivos recomendados:
Tipo de abrasivo C o SiC (Carburos desilicio)Tamao de grano 30 a 60 (mediano)Estructura 3 a 4 (densa)Aglomerante V (vitrificado)
Muelas de carborundum dan excelentes resultados,parmetros de referencia
Velocidad de piedra 1800 m/mminVelocidad de la pieza 15 m/min
Avance transversal 1 m/min
-
5/20/2018 59564119 9 Proceso de Metalizado
13/35
Sistemas de Metalizado
Sistema ROTOTEC Deposito de aleaciones micropulverizadas sobre piezas
cilndricas sometidas a desgaste. Fuente trmica llamaoxiacetilnica
Equipamiento bsico Cilindros y reguladores estndar de O2y Acetileno Pistola para metalizado Aleaciones micropulverizadas de base y recubrimiento
final Herramienta calzada de carburo de tungsteno Lpices trmicos de 100 y 250C
Presiones de trabajo: 0.5 kg/cm2(7 psi) Acetileno y 1.0kg/cm2(14 psi) O2
-
5/20/2018 59564119 9 Proceso de Metalizado
14/35
Sistemas de Metalizado Sistema ROTOTEC
Debe emplearse una aleacin de liga entre el material basey el micropolvo de revestimiento
Aplicaciones: Reconstruccin de superficies cilndricas desgastadas
por friccin Abrasin o erosin de ejes de bombas Muones de ejes de levas Descansos Ejes de ventilador Pistones hidrulicos reas de sellado reas de empaque Ajustes de precisin etc
-
5/20/2018 59564119 9 Proceso de Metalizado
15/35
Sistemas de Metalizado
Sistema ROTOTEC I-A
Emplea equipamiento similar al anterior
Pistola permite obtener un mayor aporte de energa calrica
posibilitando el uso de las aleaciones Proxon, sin necesidadde emplear aleacin base de liga
Presiones de trabajo: 0.6 kg/cm2(8 psi) Acetileno y 1.4kg/cm2(20 psi) O2
-
5/20/2018 59564119 9 Proceso de Metalizado
16/35
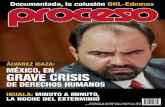
Sistema ROTOTEC I-AAplicaciones Tpicas
Industria: Papel, Pulpa
Pieza: Rotor de bomba
Producto: ProXon 19132
Incremento vida til 200%
Industria: Textil
Pieza: Cigueal
Producto: ProXon 19122
Incremento vida til 200%
Industria: UtilitariaPieza: Camisa de rodillo
Producto: ProXon 19132
Incremento vida til 300%
Industria: TallerPieza: Eje
Producto: ProXon 19121
Incremento vida til 300%
Industria: Impresin
Pieza: Rodillo impresinProducto: ProXon 19132
Incremento vida til 250%
Industria: Qumica
Pieza: sello de bombaProducto: ProXon 19132
Incremento vida til 200%
-
5/20/2018 59564119 9 Proceso de Metalizado
17/35
-
5/20/2018 59564119 9 Proceso de Metalizado
18/35
Sistemas de Metalizado
Sistema TERODYN 2000/2000
Depsito de aleaciones micropulverizadas sobre superficiesplanas y cilndricas
Alto poder calorfico (sobre 75 000 BTU/h) dimensionamiento
exacto del tipo de llama en funcin de la aleacin a proyectar Control exacto de la alimentacin del polvo durante la
proyeccin
Posibilidad de proyectar 3 tipos diferentes de aleacin:
Aleaciones metlicas de rociado sin capa base: PROXON
21XXX Aleaciones cermicas: METACERAM 25XXX
Aleaciones autofundentes: ROTOFUSE
-
5/20/2018 59564119 9 Proceso de Metalizado
19/35
Sistemas de Metalizado
Sistema TERODYN 2000/2000
Equipo
Gases: fuente oxiacetilnica
Reguladores: de dos etapas para minimizar cada depresin
Medidor de flujo de gases: regulacin de flujo en funcinde la aleacin
Regulador filtro de aire: proporcionar aire comprimido
seco y limpio Unidad de proyeccin
-
5/20/2018 59564119 9 Proceso de Metalizado
20/35
Sistemas de Metalizado
Sistema TERODYN 2000/2000 Unidad de proyeccin
Vlvulas de control de flujo de Ac y O2 Vlvula micromtrica de control de alimentacin Boquillas
Porta mdulos Rotojets
Aumenta velocidad de partcula Controlar configuracin de rociado Eliminar humos generados Evitar sobrecalentamiento de la pieza
Extensin
-
5/20/2018 59564119 9 Proceso de Metalizado
21/35
Sistemas de Metalizado Sistema TERODYN 2000/2000
Consideraciones de Uso
Revisar manifold de gases y lectura de medidor de flujo
Revisar perforaciones de las boquillas asegurndoseque estn cilndricas
Evitar la entrada de acetona al soplete proveniente delcilindro de acetileno
No utilizar chisperos de copa, para evitar la acumulacinde mezcla de gases
No apagar el soplete antes de cortar el suministro depolvos
-
5/20/2018 59564119 9 Proceso de Metalizado
22/35
Defectos en los depsitos de
metalizado Incidencia de parmetros
E calrica: relacionada con el diseo de la pistola, puede serafectada por:
Presiones inadecuadas de gases de combustin
Flujos inadecuados
< E calricapobre plastificacin y entrabamiento departculas
> E calricasobrecalentamiento de la partcula,
oxidacin
-
5/20/2018 59564119 9 Proceso de Metalizado
23/35
Defectos en los depsitos demetalizado
Incidencia de parmetros
Velocidad de proyeccin: bajaimpide entrabamientopobre adherencia
Distancia o tiempo: cortoimposibilita plastificacindepsito poroso
pobre adherencia.
Largoexcesiva transferencia de caloroxidacin
-
5/20/2018 59564119 9 Proceso de Metalizado
24/35
Practicas Seguras en Procesos de
Rociado Trmico Luminosidad: Utilizar lentes oscuros adecuados para proteger al
operador. Grado de opacidad 5 a 8 de acuerdo AWS Humos: Proveer ventilacin adecuada mediante. Evitar humos
de plomo y aleaciones de plomo y cadmio Lmites permisibles de concentracin de diversos elementos
para una exposicin de 8 horas diarias: Plomo 0.15 mg/m3de aire Cadmio 0.10 mg/m3de aire Cromo 0.10 mg/m3de aire Manganeso 6.0 mg/m3de aire (oxido de cromo) Nitrgeno 25 ppm medido como oxido nitroso Ozono 1 ppm medido como O3
-
5/20/2018 59564119 9 Proceso de Metalizado
25/35
Prcticas Seguras en Procesos de
Rociado Trmico Elementos en suspensin: generacin de elementos en
suspensin en rociado trmico esta por debajo de los niveles
mximos permisiblesbastar con emplear un sistema deventilacin abierta o forzada
Utilizar casetas de ventilacin
-
5/20/2018 59564119 9 Proceso de Metalizado
26/35
Procesos de Fusin
Caractersticas
Temperatura de aplicacin superficial de 950 C
Depsitos son densos e impermeables
Estructura del depsito libre de xido Buena resistencia al desgaste abrasivo, erosivo y corrosivo,
admitiendo impacto y ciclaje trmico
Se obtienen durezas de 70 Rb a 65 Rc
-
5/20/2018 59564119 9 Proceso de Metalizado
27/35
Procesos de Fusin
Procesos de 2 Etapas Consiste en efectuar un rociado con partculas de
determinada granulometra sobre la superficie de la pieza yluego fundir las partculas
Se aplican capas delgadas de no mas de 0.2 mm de
espesor, repitiendo la operacin hasta alcanzar el espesorfinal deseado
Aplicaciones
Ejes de geometra no esbelta con dimetro menor que100 mm y una razn largo/dimetro inferior a 20
Partes y piezas de tamao tal que sea factible producirfusin superficial sin calentamiento prolongado
-
5/20/2018 59564119 9 Proceso de Metalizado
28/35
Procesos de Fusin
Proceso de una Etapa
Utiliza micropolvos de partculas mucho ms pequeas paraproducir simultneamente la proyeccin y fusin
Metal base debe ser calentado en la zona a recubrir Desplazar el soplete en toda la zona a recubrir a objeto de
no elevar puntualmente la temperatura del depsito y metalbase a aquellos rangos de agotamiento del boro y el silicio
-
5/20/2018 59564119 9 Proceso de Metalizado
29/35
Sistema Eutalloy
-
5/20/2018 59564119 9 Proceso de Metalizado
30/35
Procesos de Fusin
Sistema Eutalloy
Diseado para efectuar rellenos y recubrimientosprotectores utilizando aleaciones micropulverizadasautofundentes de una etapa (proyeccin y fusin
simultnea) Control de material aportado permite realizar depsitos de
alta densidad, muy finos, minimizando el mecanizadoposterior
-
5/20/2018 59564119 9 Proceso de Metalizado
31/35
Procesos de Fusin
Sistema Eutalloy
Equipamiento bsico
Equipo estndar de acetileno
Soplete especialmente diseado compuesto por mango,cmara de gases, venturi de aspiracin de aleacin,portaboquilla y boquilla intercambiable
Aleaciones micropulverizadas de distintas caractersticaspara diversas aplicaciones
-
5/20/2018 59564119 9 Proceso de Metalizado
32/35
Procesos de Fusin
Sistema Eutalloy
Aplicaciones
Reconstruccin y proteccin de infinidad de piezas y
partes de tamao reducido como dientes de engranaje,chaveteros, camiones de ejes de leva, vlvulas , guasde cadenas, matrices, cuchillas, tornillos sin fin, etc.
-
5/20/2018 59564119 9 Proceso de Metalizado
33/35
Procesos de Fusin Sistema Eutalloy
Procedimiento de Aplicacin Preparacin de la superficie
Se requiere superficie limpia, libre de lubricantes,grasas, xidos.
Regulacin de equipo Utilizar llama neutra (T aprox. 3200C)
Regulacin de presiones
O2 Acetileno
Boquilla N 53 1.5 kg/cm2 (18-20 psi) 0.2 kg/cm2
(4-5 psi)Boquilla N 48 2.0 kg/cm2 (25-30 psi) 0.4 kg/cm2
(5-6 psi)
Boquilla N 45 2.0 kg/cm2 (25-30 psi) 0.4 kg/cm2(5-6 psi)
-
5/20/2018 59564119 9 Proceso de Metalizado
34/35
Procesos de Fusin Sistema Eutalloy
Procedimiento de Aplicacin Precalentamiento
Realizar un precalentamiento a toda la pieza a 120 Caprox.
Rociado y Fusin
Luego del precalentamiento, efectuar un rociado sobretoda la superficie, manteniendo el soplete a 20 mmaprox.
Espesor de capa no debe exceder los 0.2 mm por paseAsegurarse que el metal aportado alcance un color rojo
suave (850 900C) antes de iniciar la fusin Mover el soplete lentamente sin detenerse para evitar
inclusiones de escoria y gases Realizar pases sucesivos rociando y fundiendo al mismo
tiempo de modo uniforme hasta alcanzar espesordeseado
-
5/20/2018 59564119 9 Proceso de Metalizado
35/35
Procesos de Fusin
Sistema Eutalloy Procedimiento de Aplicacin
Enfriamiento
Si es posible enfriar depsito lentamente para aliviartensiones
Terminacin o mecanizado Mecanizar con herramienta de corte de carburo de
tungsteno tipo ISO K10
Consideraciones generales
Cuidar distancia de proyeccin Evitar flujo incorrecto de gases
No exceder espesor indicado y asegurar que toda lapieza tenga la temp. necesaria para evitarsobrecalentamiento