
CRECIMIENTO URBANO DE BOGOTÁ, D.C. POR DENSIFICACIÓN - Modelo Conceptual para la densificación.
Tema 3. Principales rutas de conformado en Tecnología de Polvos
• Objetivo
• Clasificación de los métodos de conformado
• Métodos de conformado sin aplicación de temperatura ni de presión• Métodos de conformado sin aplicación de temperatura ni de presión
• Métodos de conformado sin aplicación de temperatura y con aplicación de presión
Métodos contínuos
Métodos discontínuos
• Métodos de conformado con aplicación simultánea de presión y temperatura
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M1
Objetivos
� Consolidar el polvo en la forma deseada.
� Comunicar, en la medida de lo posible, la dimensión final de la
probeta considerando cualquier cambio como resultado del proceso
de sinterización.
� Conseguir el nivel y tipo de porosidad requerido. POROSIDAD
PRIMARIAPRIMARIA
� Proporcionar la resistencia necesaria para el manejo subsiguiente
de las piezas.
� En algunos casos el objetivo es la obtención de una preforma de
densidad y microestructura apropiadas .
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M2
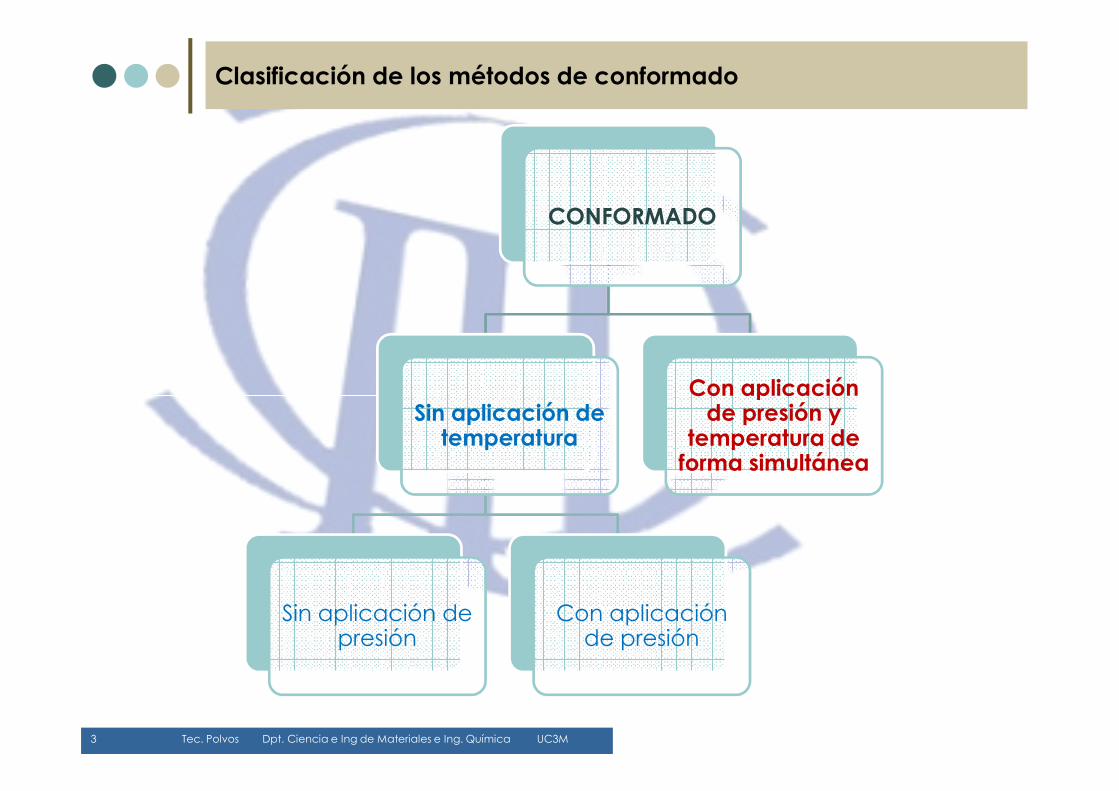
Clasificación de los métodos de conformado
CONFORMADO
Con aplicaciónSin aplicación de
temperatura
Sin aplicación de presión
Con aplicaciónde presión
Con aplicaciónde presión y
temperatura de forma simultánea
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M3
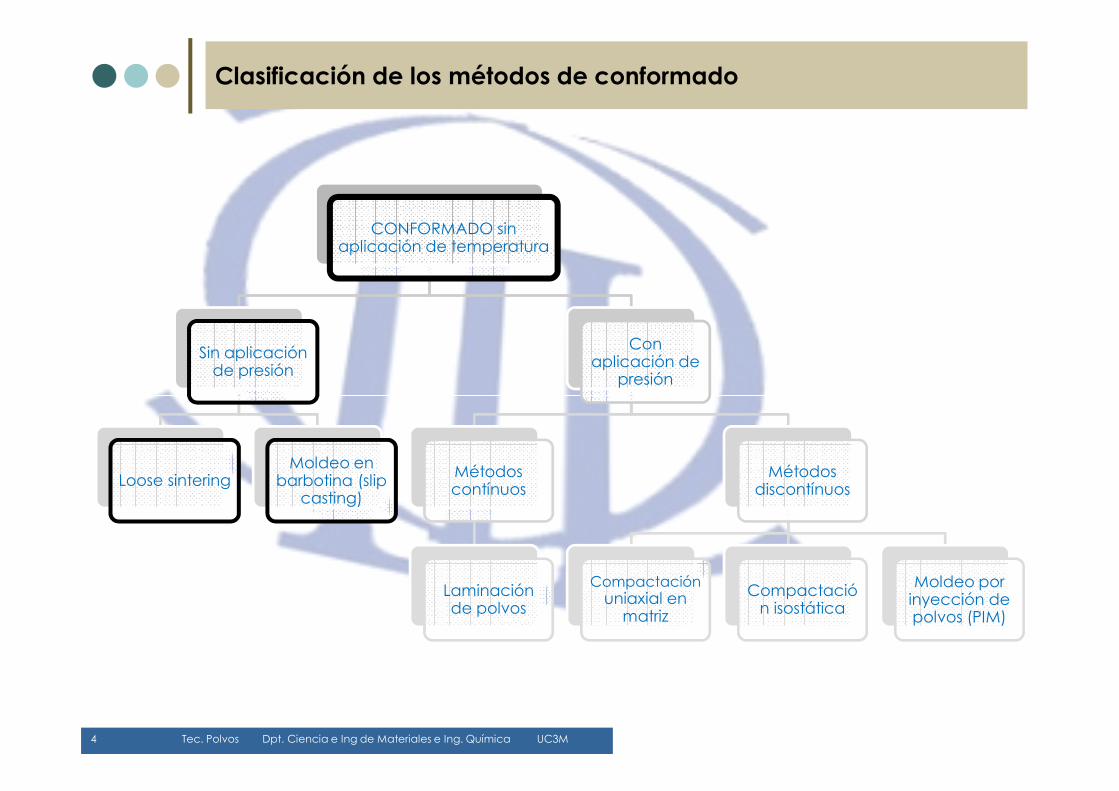
Clasificación de los métodos de conformado
CONFORMADO sin aplicación de temperatura
Sin aplicación de presión
Con aplicación de
presión
Loose sinteringMoldeo en
barbotina (slip casting)
Métodos contínuos
Laminación de polvos
Métodos discontínuos
Compactación uniaxial en matriz
Compactación isostática
Moldeo por inyección de polvos (PIM)
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M4
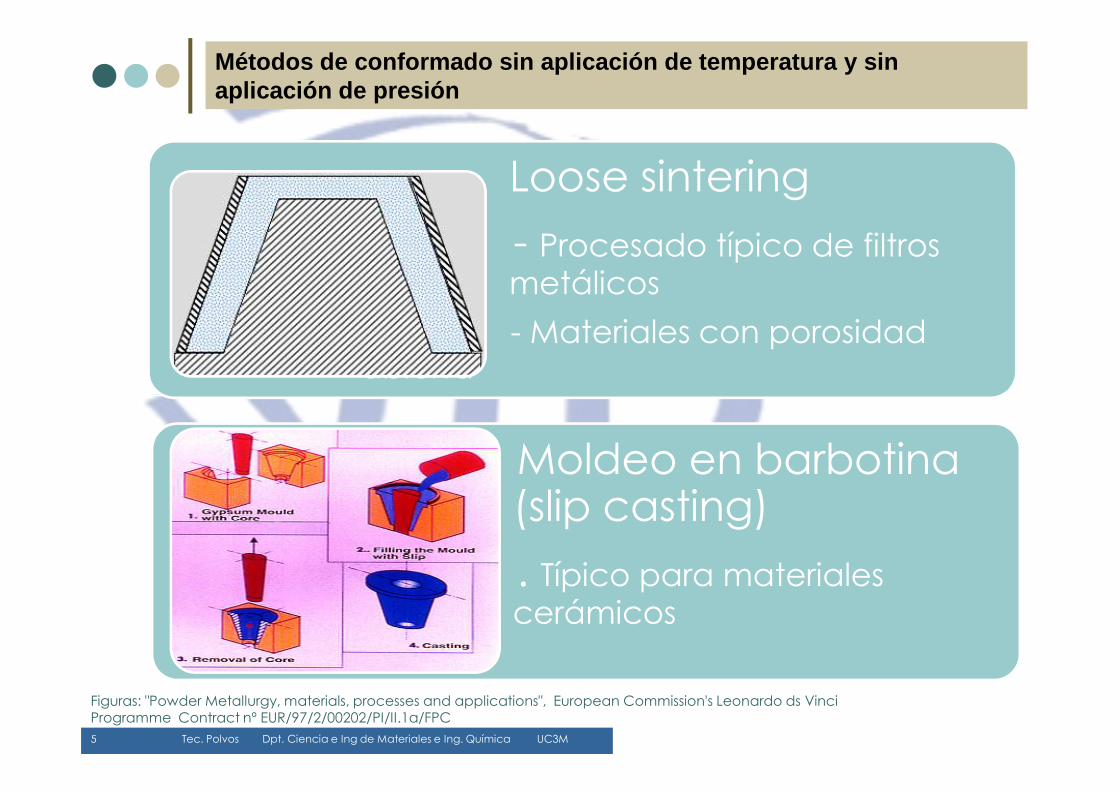
Métodos de conformado sin aplicación de temperatura y s in aplicación de presión
Loose sintering
- Procesado típico de filtrosmetálicos
- Materiales con porosidadabierta
Moldeo en barbotina(slip casting)
. Típico para materiales cerámicos
Figuras: "Powder Metallurgy, materials, processes and applications", European Commission's Leonardo ds Vinci Programme Contract nº EUR/97/2/00202/PI/II.1a/FPC
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M5
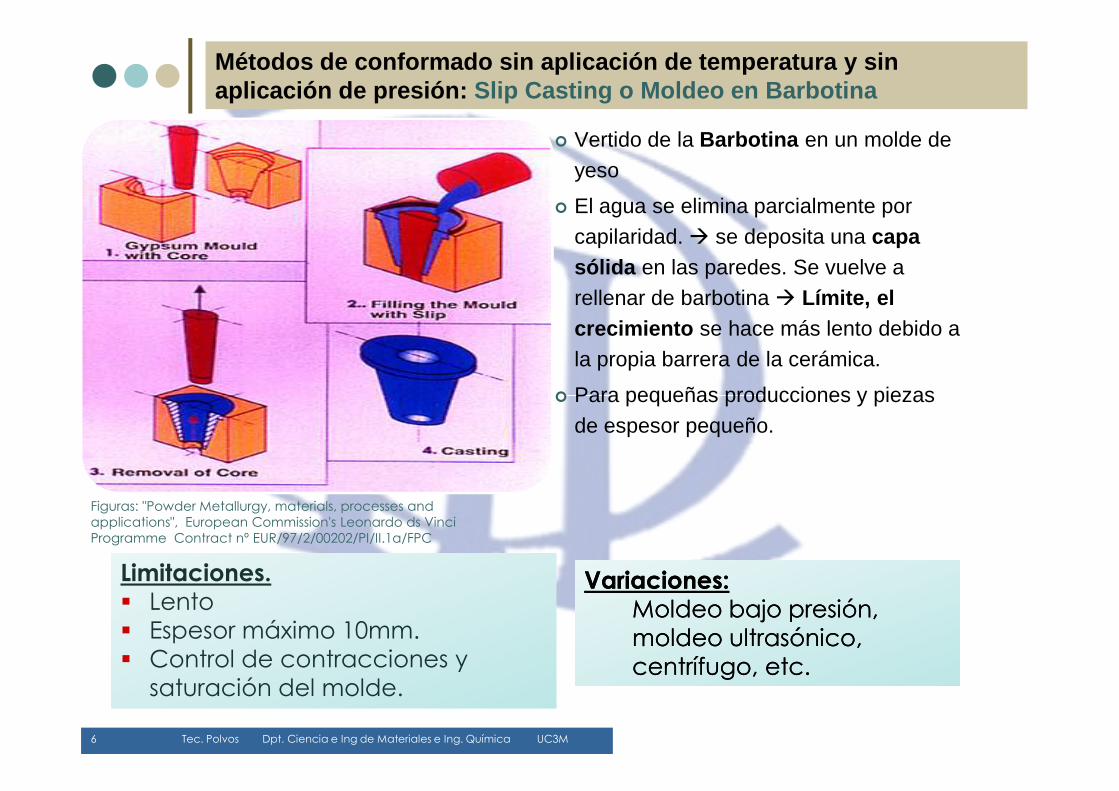
Métodos de conformado sin aplicación de temperatura y s in aplicación de presión: Slip Casting o Moldeo en Barbotina
� Vertido de la Barbotina en un molde de yeso
� El agua se elimina parcialmente por capilaridad. � se deposita una capa sólida en las paredes. Se vuelve a rellenar de barbotina � Límite, el crecimiento se hace más lento debido a la propia barrera de la cerámica.
� Para pequeñas producciones y piezas � Para pequeñas producciones y piezas de espesor pequeño.
Limitaciones.� Lento� Espesor máximo 10mm.� Control de contracciones y saturación del molde.
Variaciones:Variaciones:Moldeo bajo presión, Moldeo bajo presión, moldeo ultrasónico, moldeo ultrasónico, centrífugo, etc.centrífugo, etc.
Figuras: "Powder Metallurgy, materials, processes and applications", European Commission's Leonardo ds Vinci Programme Contract nº EUR/97/2/00202/PI/II.1a/FPC
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M6
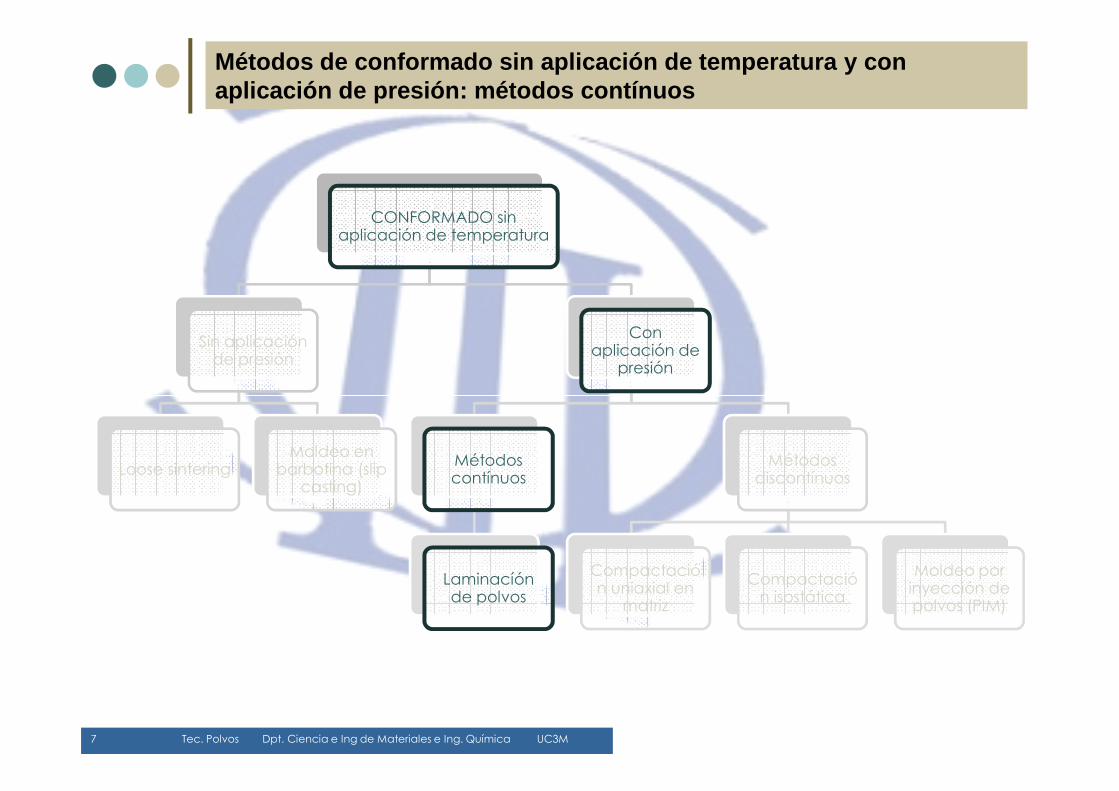
Métodos de conformado sin aplicación de temperatura y c on aplicación de presión: métodos contínuos
CONFORMADO sin aplicación de temperatura
Sin aplicaciónde presión
Con aplicación de
presión
Loose sinteringMoldeo en
barbotina (slip casting)
Métodoscontínuos
Laminacíónde polvos
Métodosdiscontínuos
Compactación uniaxial en
matriz
Compactación isostática
Moldeo porinyección de polvos (PIM)
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M7
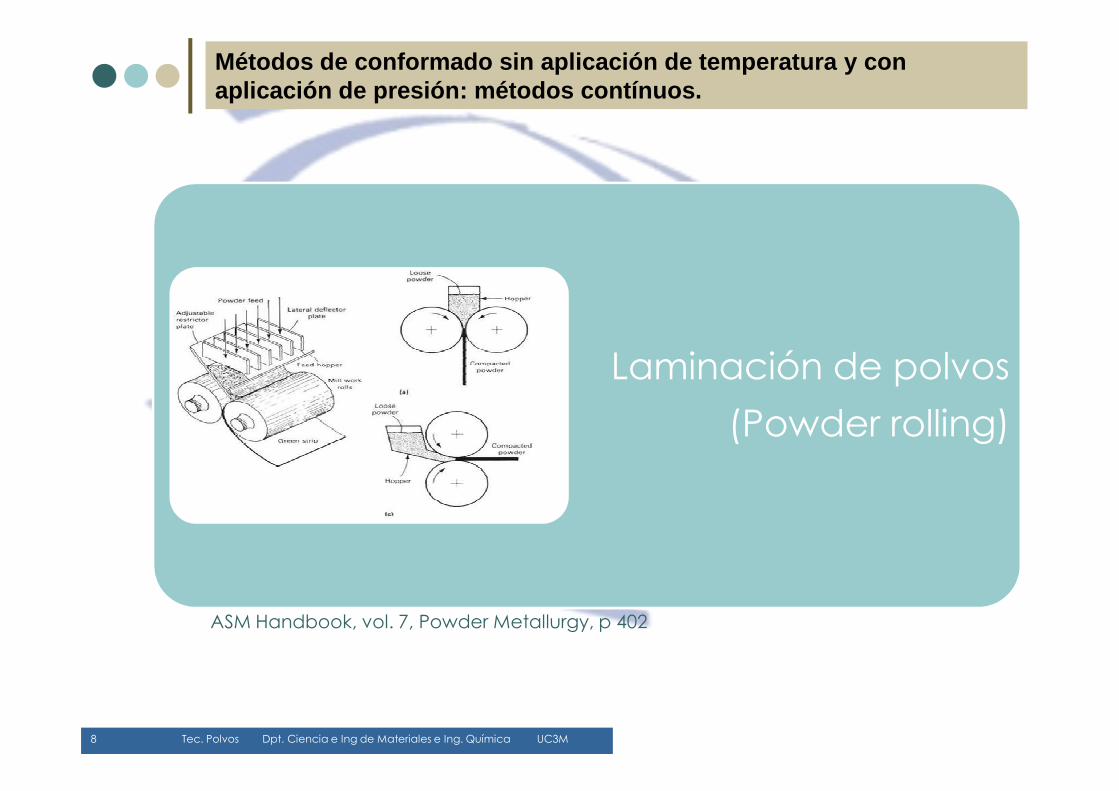
Métodos de conformado sin aplicación de temperatura y c on aplicación de presión: métodos contínuos.
Laminación de polvos
(Powder rolling)
ASM Handbook, vol. 7, Powder Metallurgy, p 402
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M8
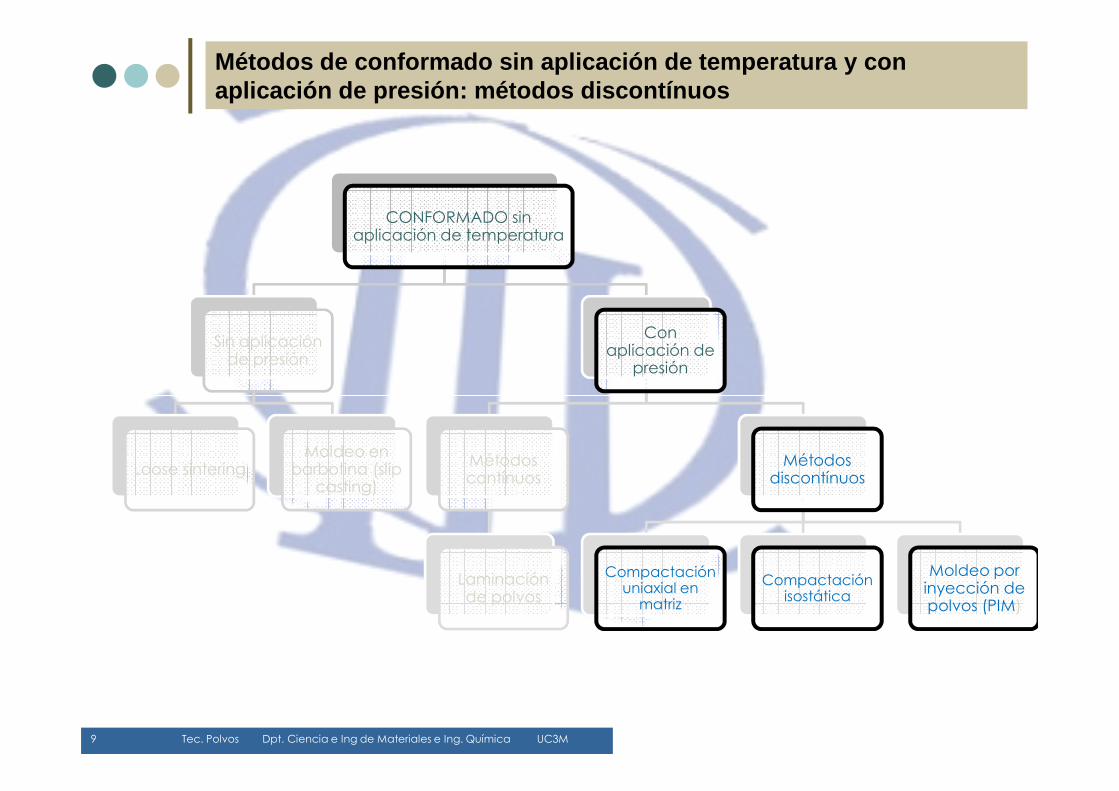
Métodos de conformado sin aplicación de temperatura y c on aplicación de presión: métodos discontínuos
CONFORMADO sin aplicación de temperatura
Sin aplicaciónde presión
Con aplicación de
presión
Loose sinteringMoldeo en
barbotina (slip casting)
Métodoscontínuos
Laminacíónde polvos
Métodosdiscontínuos
Compactaciónuniaxial en matriz
Compactaciónisostática
Moldeo porinyección de polvos (PIM)
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M9
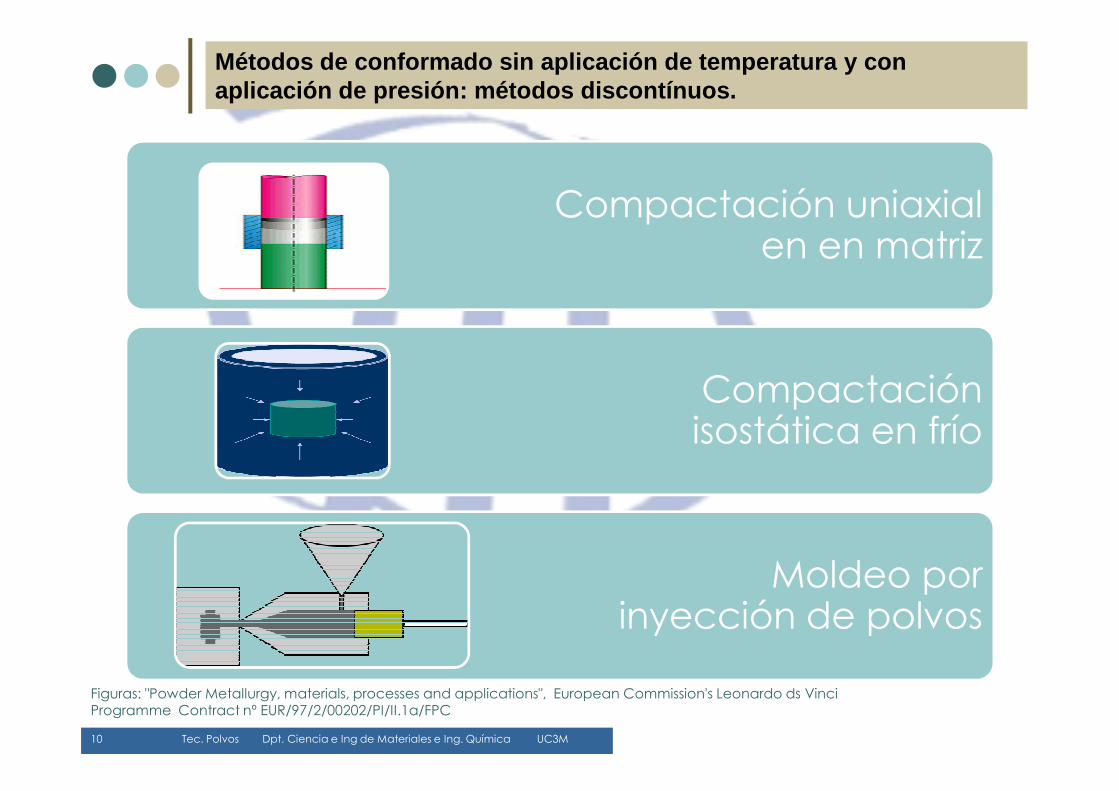
Métodos de conformado sin aplicación de temperatura y c on aplicación de presión: métodos discontínuos.
Compactación uniaxialen en matriz
CompactaciónCompactaciónisostática en frío
Moldeo por inyección de polvos
Figuras: "Powder Metallurgy, materials, processes and applications", European Commission's Leonardo ds Vinci Programme Contract nº EUR/97/2/00202/PI/II.1a/FPC
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M10
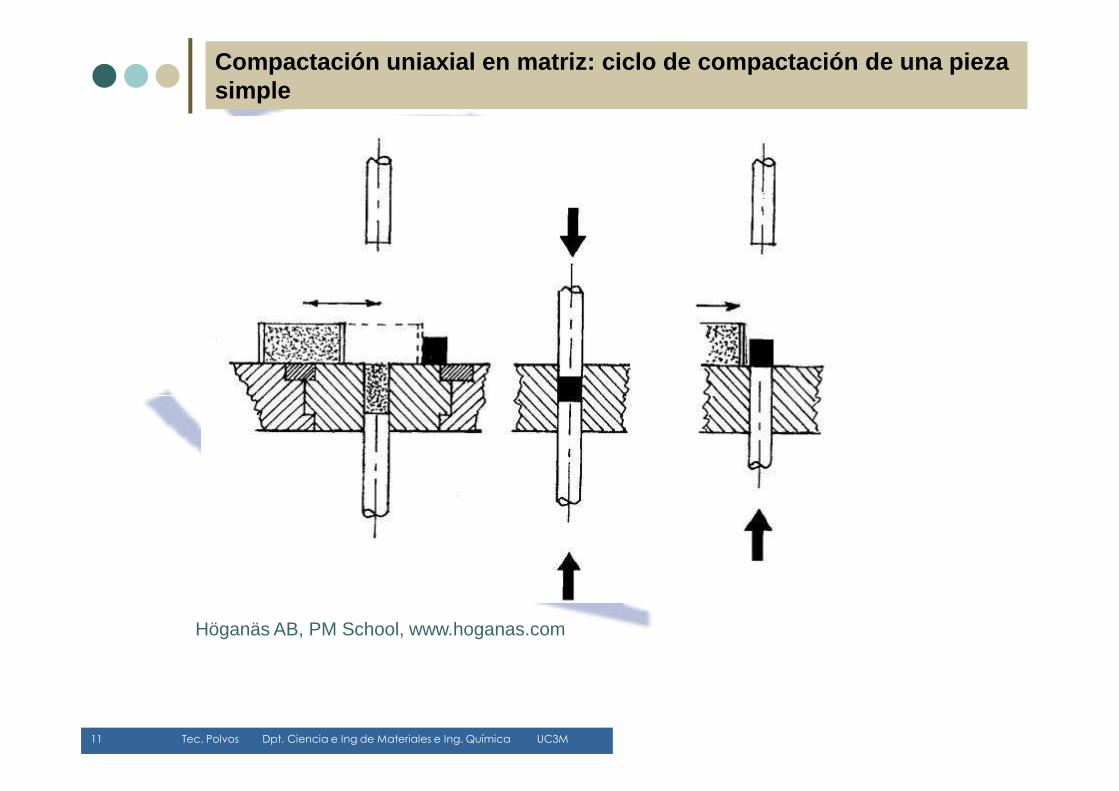
Compactación uniaxial en matriz: ciclo de compactaci ón de una pieza simple
Höganäs AB, PM School, www.hoganas.com
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M11
Compactación uniaxial en matriz: consideraciones gene rales de diseño.
1. Todas las partes del interior de la matriz deben rellenarse con
la cantidad exacta de polvos.
2. La densidad del compacto debe ser lo mas homogénea
posible.
3. En todas las zonas del interior de la matriz, la densificación de
los polvos debe producirse de forma simultánea , con el fin los polvos debe producirse de forma simultánea , con el fin
de asegurar una unión suficiente entre las partes adyacentes.
4. El compacto se debe retirar del utillaje de compactación sin
sufrir daños.
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M12
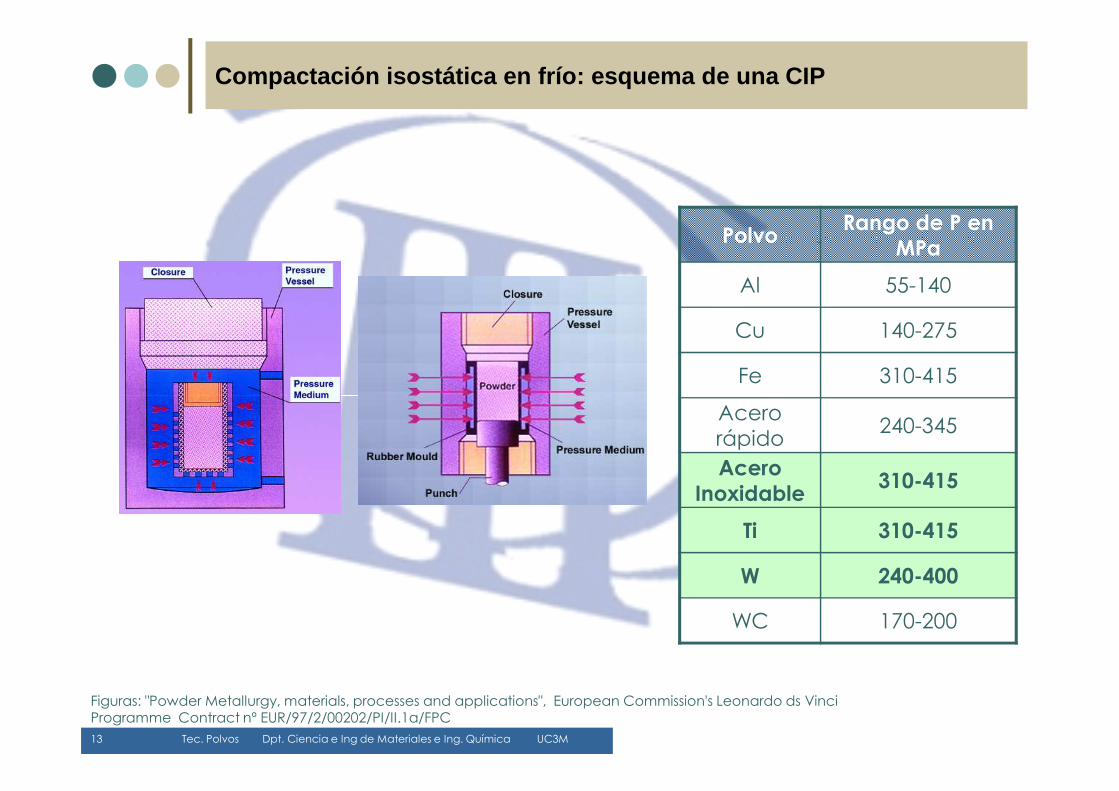
Compactación isostática en frío: esquema de una CIP
PolvoRango de P en
MPa
Al 55-140
Cu 140-275
Fe 310-415
Acero rápido
240-345
Acero Inoxidable
310-415
Ti 310-415
W 240-400
WC 170-200
Figuras: "Powder Metallurgy, materials, processes and applications", European Commission's Leonardo ds Vinci Programme Contract nº EUR/97/2/00202/PI/II.1a/FPC
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M13
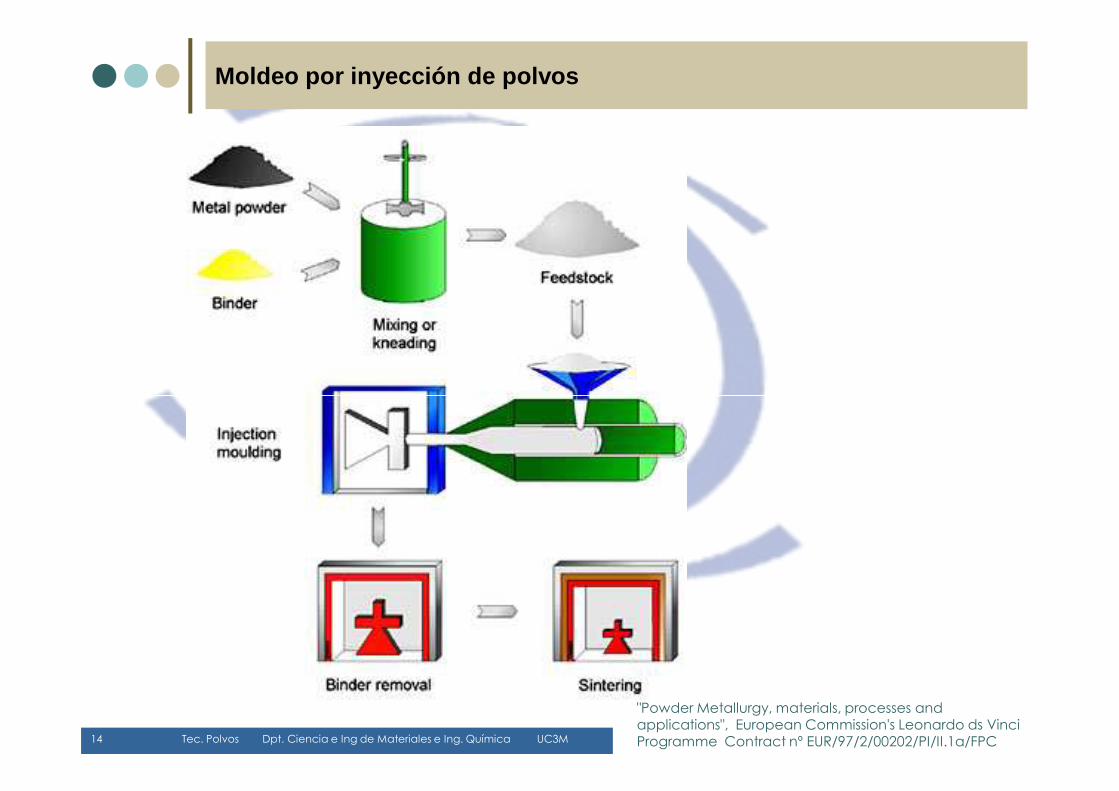
Moldeo por inyección de polvos
"Powder Metallurgy, materials, processes and applications", European Commission's Leonardo ds Vinci Programme Contract nº EUR/97/2/00202/PI/II.1a/FPC Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M14

� Gran complejidad geométrica.
� Estrechas tolerancias (±0.3%) y sin necesidad de
mecanizar.
� Grandes series de producción
Moldeo por inyección de polvos: ventajas de la técn ología
� Grandes series de producción
� Altas propiedades finales.
� Aplicabilidad en diferentes materiales.
� Facilidad de automatización.
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M15

� Tamaño, espesor y forma de piezas.
� No es válido para piezas grandes o piezas
relativamente sencillas (geometría simétrica y
axial)
Moldeo por inyección de polvos: limitaciones de la tecnología
� Espesor<100 m
� No todos los polvos son adecuados para PIM
� Tamaño y sofisticación de los equipos
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M16
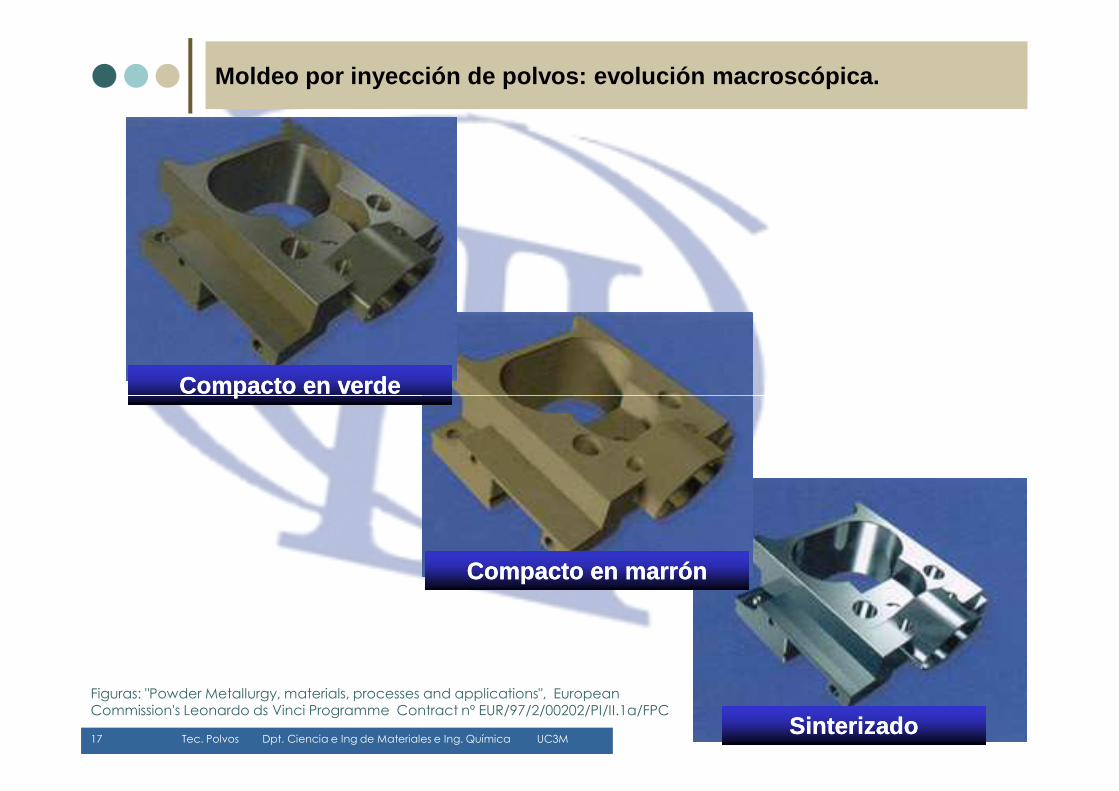
Compacto en verdeCompacto en verde
Moldeo por inyección de polvos: evolución macroscóp ica.
Compacto en verdeCompacto en verde
Compacto en marrón Compacto en marrón
SinterizadoSinterizadoFiguras: "Powder Metallurgy, materials, processes and applications", EuropeanCommission's Leonardo ds Vinci Programme Contract nº EUR/97/2/00202/PI/II.1a/FPC
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M17
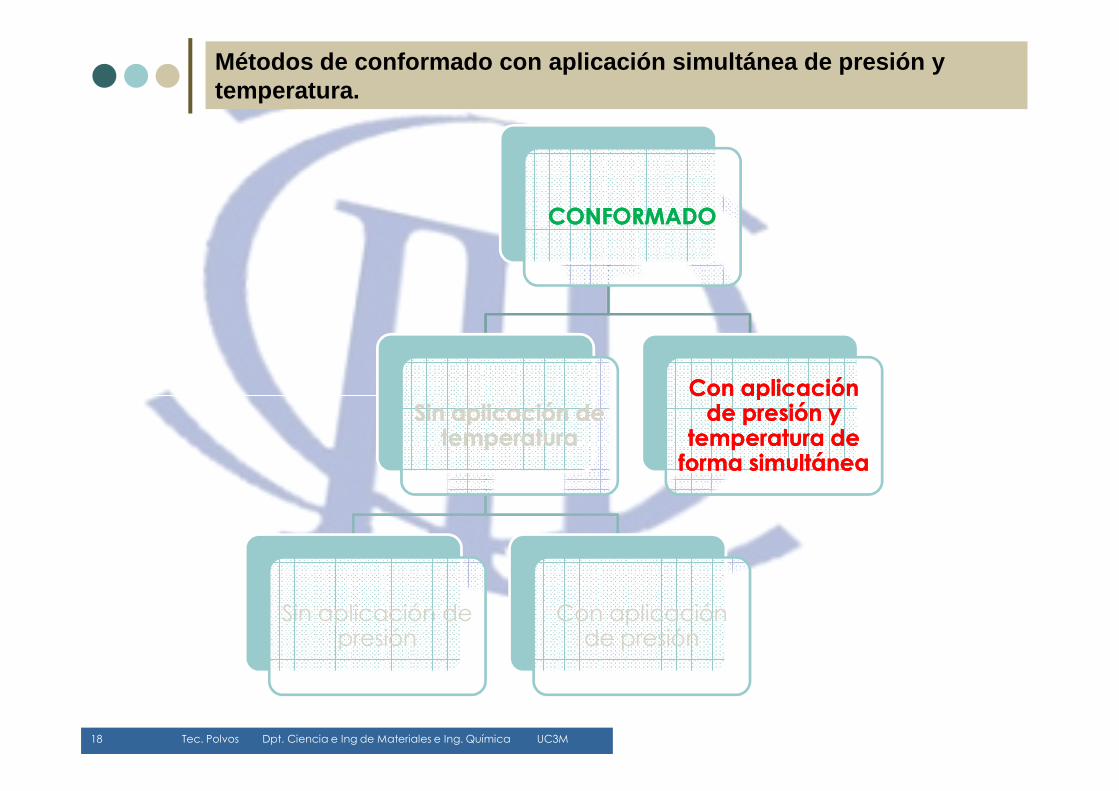
Métodos de conformado con aplicación simultánea de pres ión y temperatura.
CONFORMADOCONFORMADO
Con Con aplicaciónaplicaciónSin Sin aplicaciónaplicación de de
temperaturatemperatura
Sin aplicación de presión
Con aplicaciónde presión
Con Con aplicaciónaplicaciónde de presiónpresión y y
temperaturatemperatura de de forma forma simultáneasimultánea
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M18
Clasificación de los métodos de conformado
CONFORMADO con aplicación de presióny temperatura de forma simultánea
Prensado uniaxial en caliente (‘hot pressing’)
Sinter-forjadoCompactación
isostática en calienteSpray forming
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M19
Métodos de conformado con aplicación simultánea de pres ión y temperatura.
Prensado uniaxial en caliente (hot pressing)
Sinterforjado
Compactación isostática en caliente (HIP)
Spray forming
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M20
1.1. Prensado en calientePrensado en caliente
2.2. SinterSinter forjadoforjado
3.3. HIP Hot HIP Hot IsostaticIsostatic PressingPressing
4.4. SpraySpray FormingForming
Métodos de conformado con aplicación simultánea de pres ión y temperatura.
P y T P y T simultáneassimultáneas
Objetivo:Objetivo: Alcanzar sistemas de alta densidad o densidad total.Alcanzar sistemas de alta densidad o densidad total.
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M21
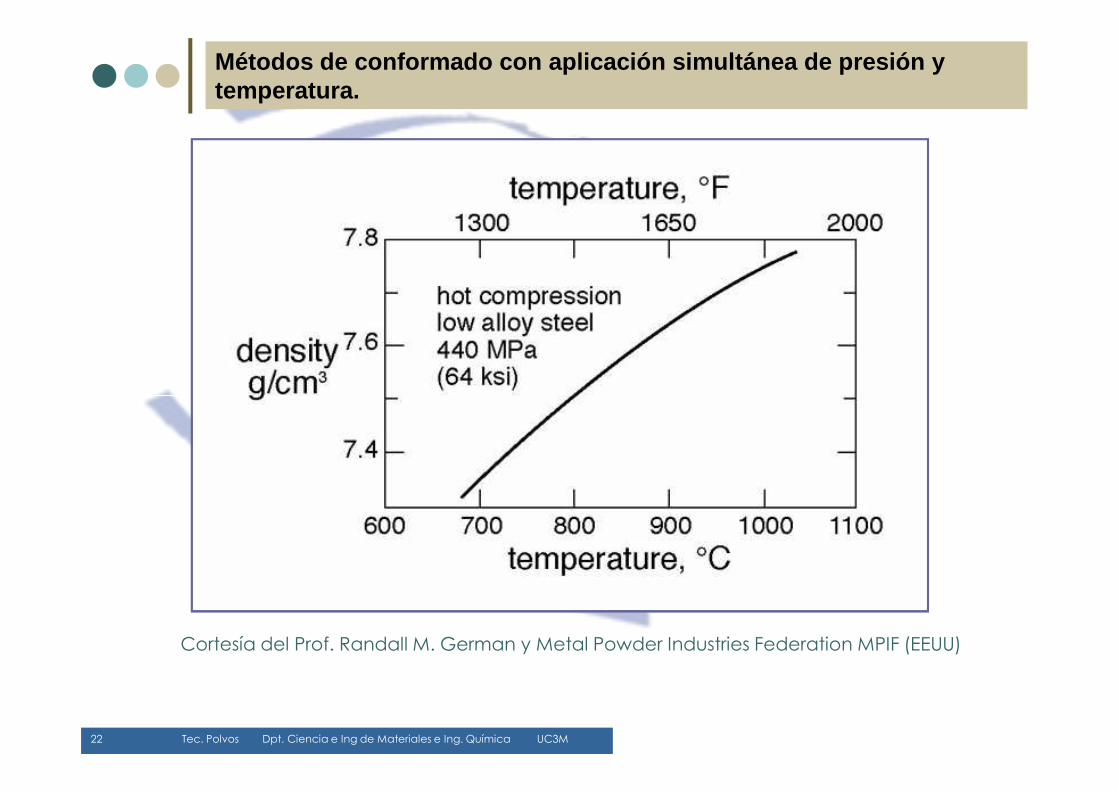
Métodos de conformado con aplicación simultánea de pres ión y temperatura.
Cortesía del Prof. Randall M. German y Metal Powder Industries Federation MPIF (EEUU)
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M22
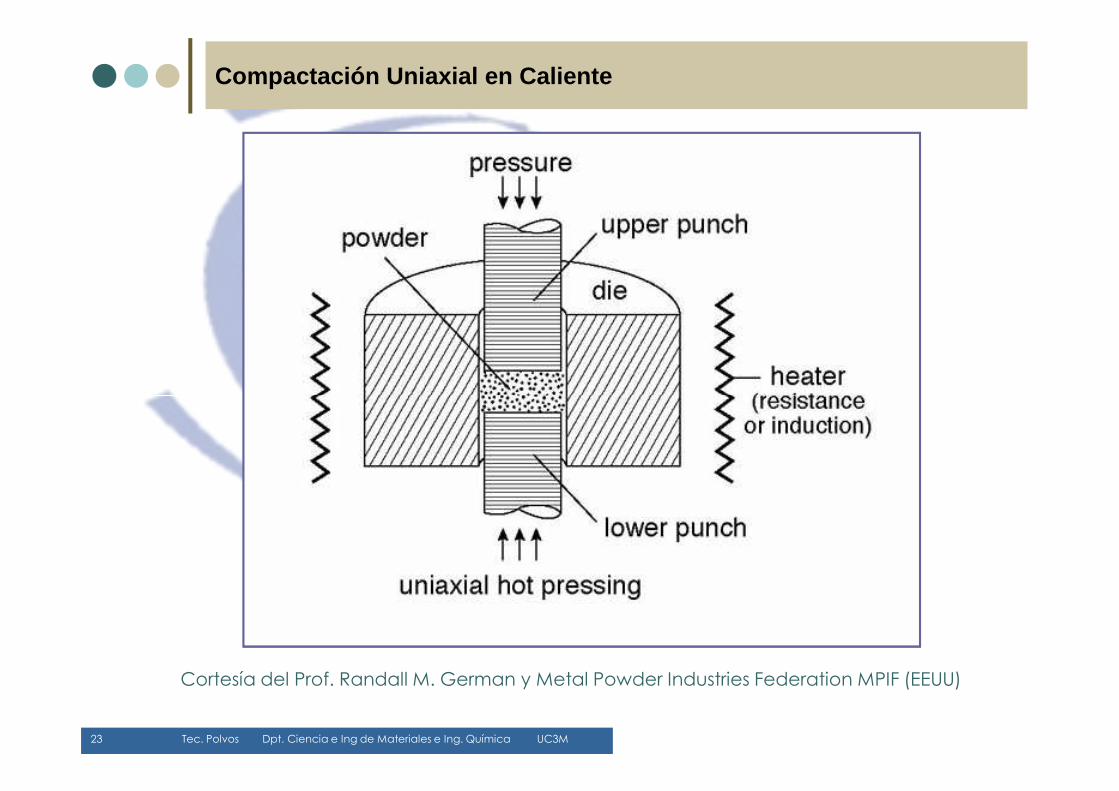
Compactación Uniaxial en Caliente
Cortesía del Prof. Randall M. German y Metal Powder Industries Federation MPIF (EEUU)
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M23

Mapa de densificación total
Cortesía del Prof. Randall M. German y Metal Powder Industries Federation MPIF (EEUU)
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M24
Métodos de conformado con aplicación simultánea de pres ión y temperatura.
Prensado uniaxial en caliente (hot pressing)
Sinterforjado
Compactación isostática en caliente (HIP)
Spray forming
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M25
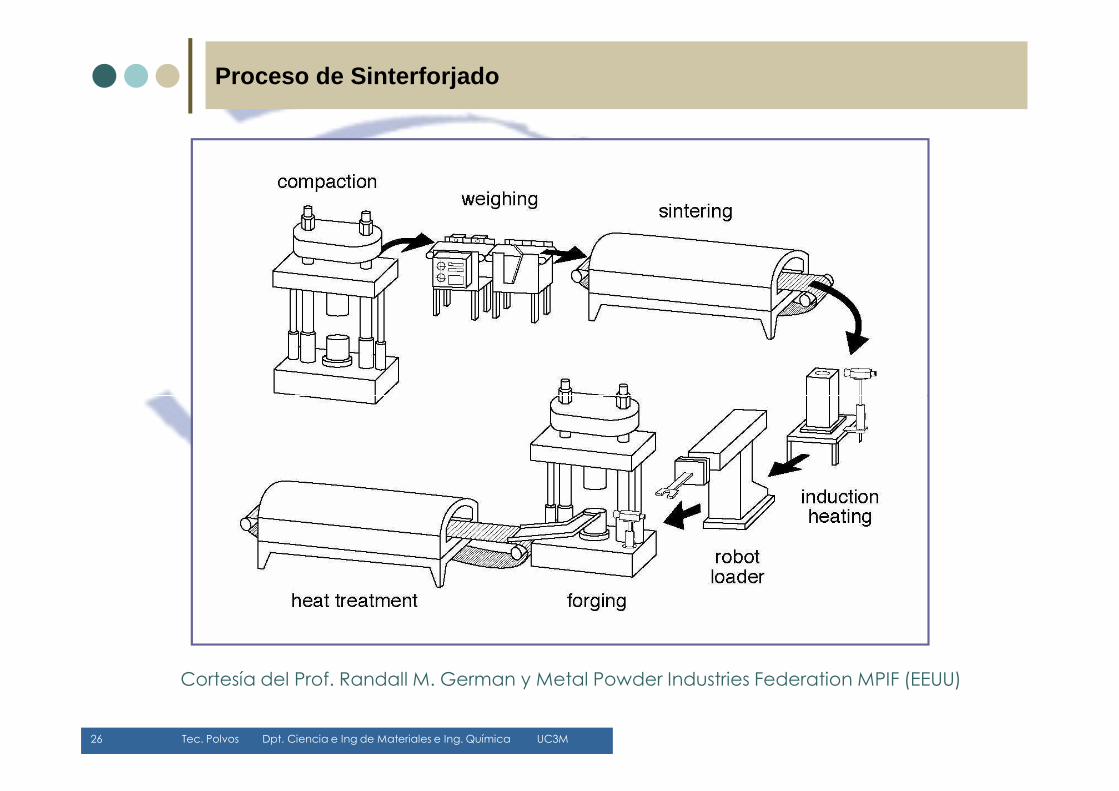
Proceso de Sinterforjado
Cortesía del Prof. Randall M. German y Metal Powder Industries Federation MPIF (EEUU)
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M26
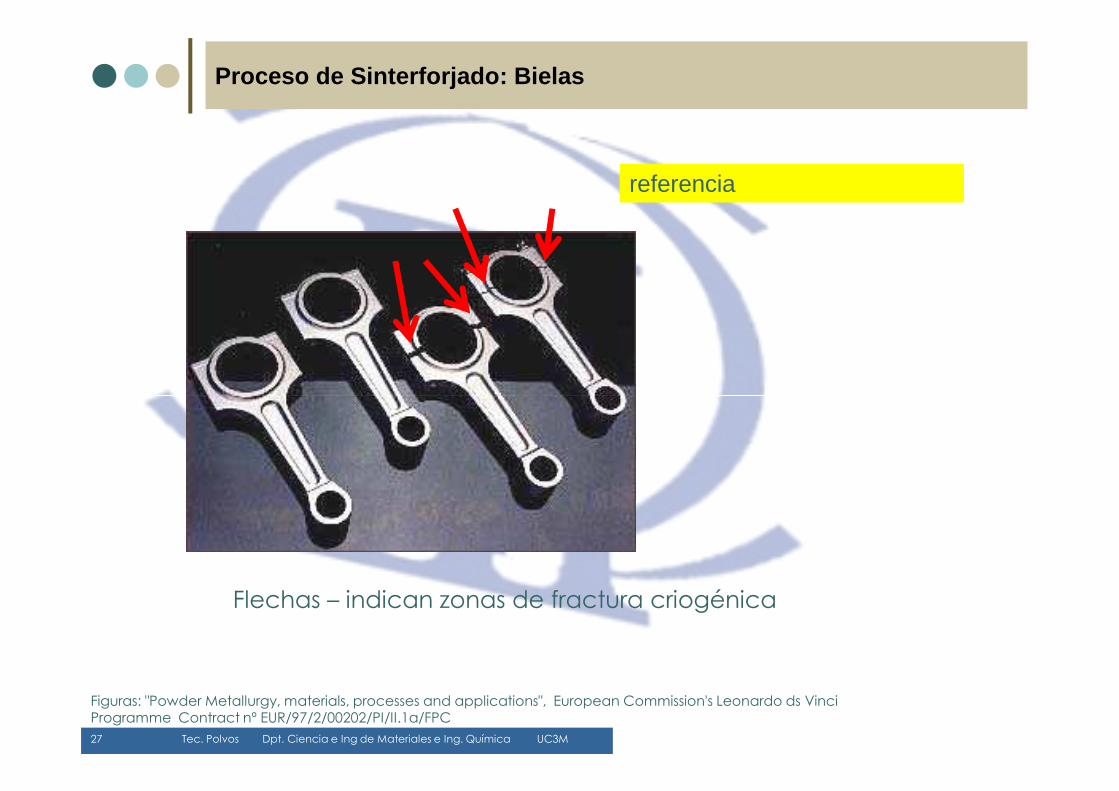
Proceso de Sinterforjado: Bielas
referencia
Flechas – indican zonas de fractura criogénica
Figuras: "Powder Metallurgy, materials, processes and applications", European Commission's Leonardo ds Vinci Programme Contract nº EUR/97/2/00202/PI/II.1a/FPC
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M27
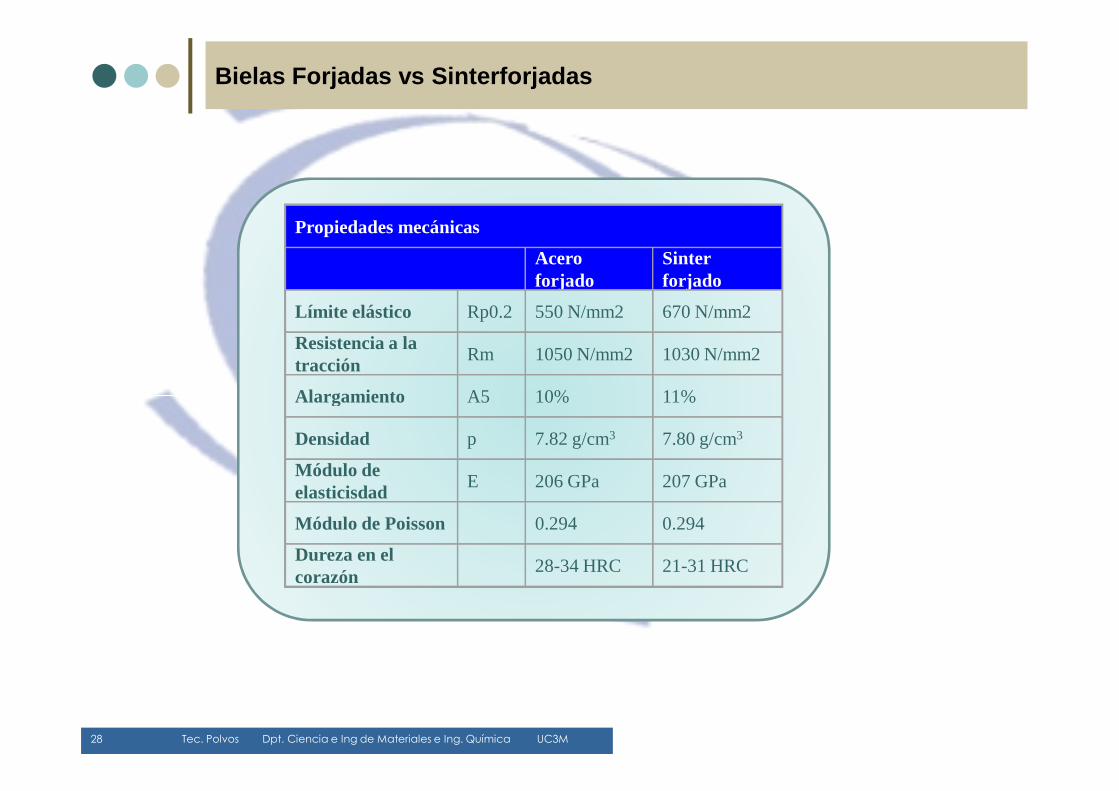
Bielas Forjadas vs Sinterforjadas
Propiedades mecánicas
Acero forjado
Sinter forjado
Límite elástico Rp0.2 550 N/mm2 670 N/mm2
Resistencia a la tracción
Rm 1050 N/mm2 1030 N/mm2
Alargamiento A5 10% 11%Alargamiento A5 10% 11%
Densidad p 7.82 g/cm3 7.80 g/cm3
Módulo de elasticisdad
E 206 GPa 207 GPa
Módulo de Poisson 0.294 0.294
Dureza en el corazón
28-34 HRC 21-31 HRC
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M28

Métodos de conformado con aplicación simultánea de pres ión y temperatura.
Prensado uniaxial en caliente (hot pressing)
Sinterforjado
Compactación isostática en caliente (HIP)
Spray forming
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M29
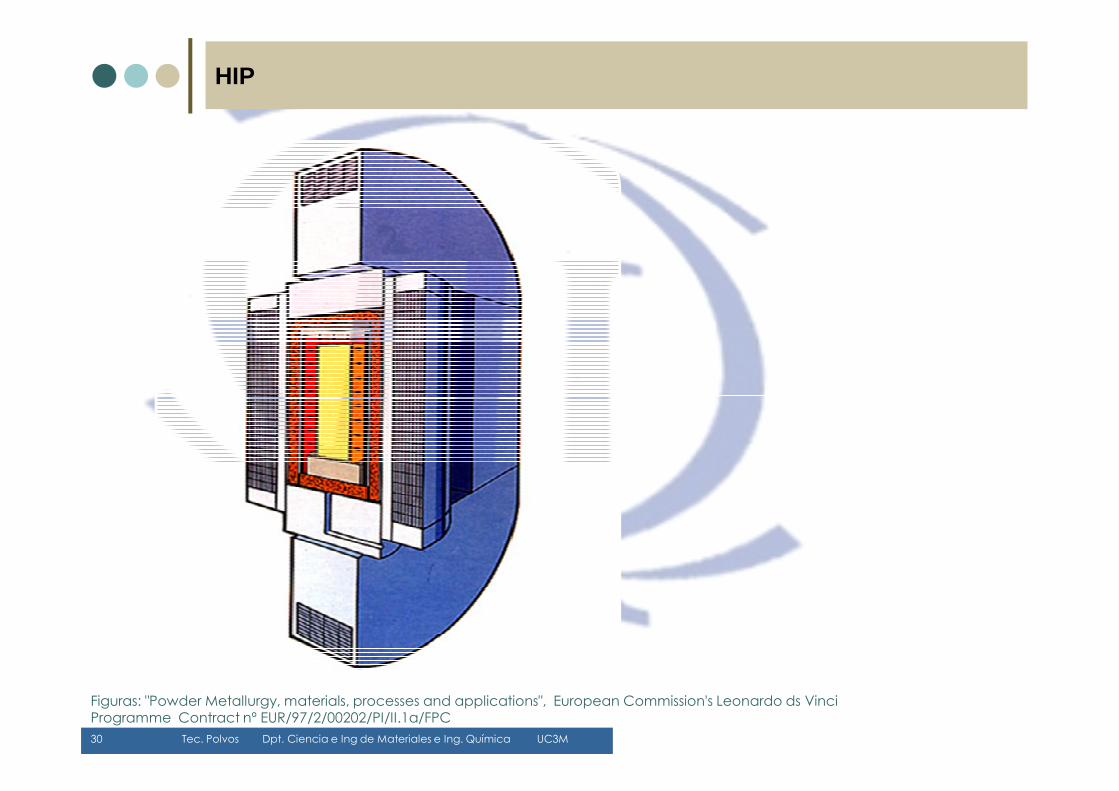
HIP
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M30
Figuras: "Powder Metallurgy, materials, processes and applications", European Commission's Leonardo ds Vinci Programme Contract nº EUR/97/2/00202/PI/II.1a/FPC

� Mejora la distribucion de presión dentro del compacto: Uniformidad de
propiedades.
� No existen problemas de fricción
� Permite formas más complejas, y de mayor esbeltez.
� Se consiguen mejores densidades en verde.
� HIP: Conformado de superaleaciones, aceros rápidos, aleaciones de Ti, cerámicas
avazadas, etc, materiales con alto valor asociado.
Compactación Isostática en Caliente
� Desventajas
� Lento, baja productividad
� Toleracias dimensionales bajas.
� Peor acabado superficial
� Discontinuidad del proceso.
� En HIP: Alto precio del autoclave.
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M31

HIPHIP haha evolucionadoevolucionado comocomo unun procesoproceso dede conformadoconformadoesencialesencial enen 44 áreasáreas dede aplicaciónaplicación::
1. Producción en masa de semiproductos pulvimetalúrgicos (áceros
rápidos, Ti, lingotes de Superaleaciones)
2. Eliminación de la porosidad en componentes fabricados por distintas vías
Compactación Isostática en Caliente
(moldeo, PM...)
3. Producir materiales bimetálicos o de función gradiente, donde un metal
o aleación está unido a un substrato de material similar o disimilar para
producir una mejora superficial en desgaste, corrosión, fluencia...
4. Reparación y rejuvenecimiento de piezas deterioradas en servicio MIM
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M32

HIP: Proceso
Se prefieren para la producción
de piezas mediante HIP polvos
atomizados en gas dada su alta
densidad de empaquetamiento y
su alta pureza.Cortesía del Prof. Randall M. German y Metal Powder Industries Federation MPIF (EEUU)
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M33

HIP: Proceso
Objetivo:Objetivo:
Introducir el polvo encapsulado (o una preforma sin porosidad
interconectada) en una prensa dónde la P se aplica através de un gas
noble (Ar) y además se ↑T.
Materiales Densos, con grano fino y homogéneos
↑ ↑$ →suele asociarse a materiales y piezas con alto valor añadido
Desventaja
↑Nº muestras por
lote→Vasijas grandes
Grandes cápsulas
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M34

HIP: Ciclo
Ciclos secundarios son más cortos – algunas horas
Cortesía del Prof. Randall M. German y Metal Powder Industries Federation MPIF (EEUU)
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M35

Métodos de conformado con aplicación simultánea de pres ión y temperatura.
Prensado uniaxial en caliente (hot pressing)
Sinterforjado
Compactación isostática en caliente (HIP)
Spray forming
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M36

Método OSPREY
1. Para la producción de piezas
semi-acabadas
2. Velocidades de enfriamiento
(104-105 k�s-1)
3. El proceso tiene dos etapas:
4. Atomización de un metal fundido
con una ducha de gas inerte.
Spray Forming: Método Osprey
con una ducha de gas inerte.
5. Conformado del lingote
aprovechando la energía
cinética y el calor que contienen
las partículas.
Se combina Solidificación rápida con un proceso simúltaneo de obtención de las piezas. La
energía térmica y cinética de las partículas atomizadas se aprovechan para depositar el
material sobre un sustrato de ρ 98%.
W. Shaft y K-P Wieters, Powder Metallurgy, Processing and Materials, EPMA
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M37

Spray Forming
Figuras: "Powder Metallurgy, materials, processes and applications", European Commission's Leonardo ds Vinci Programme Contract nº EUR/97/2/00202/PI/II.1a/FPC
Tec. Polvos Dpt. Ciencia e Ing de Materiales e Ing. Química UC3M38


















