2009 h-221

of 273
Transcript of 2009 h-221
PDVSAMANUAL DE INGENIERIA DE DISEOVOLUMEN 13I ESPECIFICACIN DE INGENIERA
PDVSA N
TTULO
H221
MATERIALES PARA TUBERAS
2 1 0REV.
AGO.09
Modificadas especificaciones AA1, BA1 y DA1; Incluidas especificaciones AA1O, BA1O y DA1O.
272
V.S. V.S.
L.T. L.T.
L.T. L.C. L.T.
MAY.07 Includas especificaciones de lnea SZ1A, SZ1B y SZ1C 322 JUN. 92 EMISIN ORIGINALFECHA DESCRIPCIN FECHA AGO.09 APROB. Luis Tovar
331PAG. REV.
APROB. APROB. FECHA AGO.09 ESPECIALISTAS
APROB. Vanessa Sanabria E PDVSA, 2005
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 1ndice norma
La informacin contenida en este documento es propiedad de Petrleos de Venezuela, S.A. Est prohibido su uso y reproduccin total o parcial, as como su almacenamiento en algn sistema o transmisin por algn medio (electrnico, mecnico, grfico, grabado, registrado o cualquier otra forma) sin la autorizacin por escrito de su propietario. Todos los derechos estn reservados. Ante cualquier violacin a esta disposicin, el propietario se reserva las acciones civiles y penales a que haya lugar contra los infractores.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 2ndice norma
ndice1 OBJETIVO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 ALCANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 REFERENCIAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.1 3.2 4.1 4.2 4.3 4.4 4.5 4.6 4.7 4.8 4.9 4.10 4.11 4.12 4.13 4.14 4.15 4.16 4.17 4.18 4.19 4.20 4.21 4.22 4.23 4.24 4.25 4.26 4.27 4.28 4.29 4.30 4.31 4.32 Normas Internacionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Normas PDVSA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Aceites Varios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Aceite de Lubricacin / Sello . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . cido Clorhdrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . cido Sulfrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Agua Aceitosa / Agua Residual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Agua cida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Agua Contra Incendio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Agua de Alimentacin de Caldera . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Agua de Enfriamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Agua de Lavado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Agua Desmineralizada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Agua Potable . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Aire de Instrumento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Azufre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Benzeno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Butano . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Custico/ Soda Custica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Condensado de Hidrocarburo Limpio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Desechos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Especificacin de Tubera (Piping Class) . . . . . . . . . . . . . . . . . . . . . . . . . . . Espuma Lquida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Etanol . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Gas cido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Gas Dulce . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Gas Natural . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Guarnicin de Vlvula (Trim) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Hidrocarburos con Hidrgeno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Hidrocarburos Corrosivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Hidrocarburos no corrosivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Nitrgeno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Sulfuro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Vapor de Agua Sobrecalentado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 4 44 6
4 DEFINICIONES Y ABREVIATURAS . . . . . . . . . . . . . . . . . . . . . . . . . .
66 6 7 7 7 7 7 7 7 8 8 8 8 8 8 8 9 9 9 9 9 9 9 9 10 10 10 10 10 10 11 11
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 3ndice norma
4.33 Vapor de Hidrocarburo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.34 Abreviaturas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 11
5 NOTAS GENERALES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 ESPECIFICACIONES DETALLADAS PARA LA SELECCIN DE MATERIALES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 REQUISITOS DE FABRICACIN E INSPECCIN . . . . . . . . . . . . .
12 14 14
8 CONSIDERACIONES GENERALES PARA TUBERAS, VLVULAS Y ACCESORIOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 158.1 8.2 8.3 8.4 8.5 8.6 8.7 8.8 Tuberas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Bridas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Accesorios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Empaquetaduras . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Pernos y Esprragos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Soldadura de Sello y Sellador de Rosca . . . . . . . . . . . . . . . . . . . . . . . . . . . . Juntas del Propietario . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Vlvulas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 16 17 17 18 18 19 19
9 CONSIDERACIONES GENERALES PARA CONEXIONES DE DERIVACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 TUBERAS DE PROCESO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10.1 ndice de Servicios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.2 ndice de Materiales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.3 Especificaciones de Tuberas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 2222 25 30
12 ANEXOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
223
ANEXO A CONSIDERACIONES GENERALES TUBERAS PLSTICAS Y RECUBIERTAS DE PLSTICO . . . . . . . . . . . . . . . . . . . . 224 ANEXO B CRITERIOS ADICIONALES PARA LA SELECCIN DE TUBERA DE PROCESO . . . . . . . . . . . . . . . . . . . . . . . . . . . . 230
ANEXO C CONSIDERACIONES ADICIONALES PARA LA SELECCIN DE BRIDAS, EMPAQUETADURAS, PERNOS Y ACCESORIOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 240 ANEXO D CONEXIONES DE DERIVACIONES . . . . . . . . . . . . . . . . . . ANEXO E CODOS MITRADOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 254 272
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 4ndice norma
1
OBJETIVOEstablecer los requerimientos para la seleccin de materiales que sern usados en el diseo y construccin de todos los sistemas de tuberas de PDVSA.
2
ALCANCEAplica a todos los sistemas de tuberas de refinacin, exploracin, produccin, distribucin y gas de los Negocios y Filiales de PDVSA. Las tuberas internas de un equipo estn fuera del alcance de esta norma y se regirn de acuerdo con el cdigo de diseo que aplique.
3
REFERENCIASLos cdigos, normas y prcticas incluyendo los apndices, ltima edicin, formarn parte de esta especificacin con un alcance que ser aqu establecido.
3.1
Normas InternacionalesASME B1.1 ASME B1.20.1 ASME B2.1 ASME B16.1 Roscas de Tornillos Unificados (Unified Screw Threads). Rosca para Tubos Propsitos Generales (Pipe Threads, General Purpose). Roscas para Tubos Excepto Sello Seco Pipe Threads (Except Dryseal). Bridas para Tubos y Accesorios de Bridados, Fundicin de Hierro, Clase 25, 125, 250 y 800. (Gray Iron Pipe Flanges and Flanged Fittings, Class 25, 125, 250 y 800) Accesorios Roscados de Hierro Clase 150 y 300 (Malleable Iron Threaded Fittings Classes 150 and 300). Bridas de Acero de Grandes Dimetros NPS 26 hasta NPS 60 (Large Diameter Steel Flanges NPS 26 through NPS 60 Metric/Inch Standard). Bridas para Tubos de Acero y Accesorios Bridados (Steel Pipe Flanges and Flanged Fittings). Accesorios para Soldar a Tope Hechos en Fbrica (FactoryMade Wrought Steel Buttwelding Fittings). Dimensiones entre Caras y entre Extremos de Vlvulas de Material Ferroso (Face to Face and End to End Dimensions of Ferrous Valves) Accesorios de Acero Forjado, Enchufe Soldado y Roscado (Forged Steel Fitting, Socket Welding and Threaded).
ASME B16.3 ASME B16.47
ASME B16.5 ASME B16.9 ASME B16.10
ASME B16.11
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 5ndice norma
ASME B16.20 Empaquetaduras Metlicas para Bridas tipo Anillo, tipo Espirometlicas y tipo Chaqueta (Metallic Gaskets for Pipe Flanges Ring joint, Spiralwourd and Jacketed). ASME B16.21 Empaquetaduras No Metlicas para Bridas de Tuberas (Nonmetallic Gaskets for Pipe Flanges) ASME B16.25 Extremos con Soldadura a Tope (Buttwelding Ends) ASME B16.34 Vlvulas de Extremos Bridados, Roscados y Soldados a Tope (Valves Flanged Threaded And Welding Ends). ASME B18.2 Tuercas y Pernos Cuadrados y Hexgonales (Square and Hex Bolts & Nuts). ASME B31.1 Tuberas de Vapor (Power Piping). ASME B31.3 Tubera para Plantas Qumicas y Refineras Petroleras (Chemical Plant and Petroleum Refinery Piping). ASME B31.4 Sistemas de tuberas para transporte de hidrocarburos lquidos y otros lquidos (Pipeline Transportation Systems for Liquid Hydrocarbons and other Liquids). ASME B36.10M Tubera de Acero Forjado Soldada y sin Costura (Welded and Seamless Wrought Steel Pipe). ASME B36.19M Tubera de Acero Inoxidable (Stainless Steel Pipe). ASME B46.1 Textura de la Superficie (Rugosidad de la Superficie, Ondulaciones, y Direccin Predominante de la Superficie) [Surface Texture (Surface Roughness, Waviness, and Lay)]. ASME SEC VIII Recipientes a Presin (Pressure Vessels). ASTM A307 Sujetadores de Acero al Carbono con Rosca Normal Exterior e Interior (Carbon Steel Externally and Internally Threaded Standard Fasteners). ASTM A53 Tubera de Acero Soldada y Sin Costura (Welded and Seamles Steel Pipe). ASTM A106 Tubera de Acero al Carbono Sin Costura para Servicios de Altas Temperaturas (Seamles Carbon Steel Pipe for High Temperature Services). API 6D Especificacin para Vlvulas en Tuberas de Lnea (Specification for Pipeline Valves). API 5L Tubera de Lnea (Line Pipe).
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 6ndice norma
Vlvulas de Compuerta de Acero de Bonete Apernado para la Industria Petrolera y de Gas Natural (Bolted Bonnet Steel Gate Valves for Petroleun and Natural Gas Industries). MSS SP6 Acabados Normales para las Caras de Contacto de Bridas de Tuberas y Bridas de los Extremos de Vlvulas y Conectores (Standard Finishes for Contact Faces of Pipes Flanges and ConnectingEnd Flanges of Valves and Fittings). MSSSP25 Sistema de Marcado Normal para Vlvulas, Accesorios, Bridas y Juntas (Standard Marking System for Valves, Fittings, Flanges and Unions). Bridas para Tuberas de Acero (Steel Pipe Line Flanges). MSSSP97 Accesorios Forjados de Derivacin Integralmente Reforzados, Enchufe Soldado, Roscados y soldados a tope (Integrally Reinforced Forged Branch Outlet Fittings Socket Welding, threaded and Buttwelding Ends). NACE MR0175 Industria Petrolera y Gas natural Materiales para ser usados en ambientes que contengan H2S en la produccin de crudo y gas (Petroleum and natural gas industries Materials for use in H2S containing environments in oil and gas production).
API 600
3.2
Normas PDVSAH231 0201 Requerimientos para Fabricacin de Tuberas. Seleccin y Especificaciones de Aplicaciones de Sistemas Anticorrosivos de Pinturas. EM1924/03 Bridas y Conexiones Bridadas.
4
DEFINICIONES Y ABREVIATURAS4.1 Aceites VariosLquido graso, insoluble en agua. Su origen puede ser vegetal, animal o mineral. Dentro del grupo de aceites minerales se encuentra el petrleo crudo, el cual es una mezcla compleja de cientos de compuestos qumicos. Existe una gran diversidad de tipos de aceite mineral que se obtienen mediante diferentes procesos (destilados o condensados, recuperados o extrados).
4.2
Aceite de Lubricacin / SelloSon derivados del petrleo constituidos por una base lubricante y un paquete de aditivos qumicos, que ayudan a mejorar las propiedades ya existentes en la base
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 7ndice norma
lubricante o le confieren nuevas caractersticas. Estos aceites se descomponen fcilmente con el calor y a temperaturas bajas se oxidan formando gomas, haciendo intil su utilizacin en la lubricacin. Se utilizan para engrasar piezas metlicas de un mecanismo para disminuir su rozamiento.
4.3
cido ClorhdricoEs una disolucin acuosa del gas cloruro de hidrgeno (HCl). Es muy corrosivo y cido. Se emplea comnmente como reactivo qumico y se trata de un cido fuerte que se disocia completamente en disolucin acuosa.
4.4
cido SulfricoProducto corrosivo, de gran viscosidad, incoloro y con una densidad relativa de 1,85. Tiene un punto de fusin de 10,36 C, un punto de ebullicin de 340 C y es soluble en agua en cualquier proporcin. Entre otras cosas se utilizan como medio de reaccin en procesos qumicos orgnicos y petroqumicos involucrando reacciones como nitraciones, condensaciones y deshidrataciones. En la industria petroqumica se utiliza para la refinacin, alquilacin y purificacin de destilados de crudo.
4.5
Agua Aceitosa / Agua ResidualAguas de composicin variada proveniente de las descargas del uso industrial, puede contener trazas de aceites.
4.6
Agua cidaAgua residual con contenido de cido sulfhdrico y sulfuros que proviene de los procesos de refinacin. Se obtiene de los domos (parte superior) de las torres de fraccionamiento de hidrocarburos de plantas, tales como primarias, catalticas, desulfuradoras, etctera. El agua recolectada en los acumuladores es posteriormente enviada a plantas de tratamiento de aguas cidas para eliminarle el cido sulfhdrico.
4.7
Agua Contra IncendioEs el agua que se usa para controlar los incendios, puede ser agua de ro (dulce), mar (salada) o proveniente de una planta de tratamiento de agua.
4.8
Agua de Alimentacin de CalderaEs agua desmineralizada, tratada y sin oxgeno con la que se alimenta las calderas para producir vapor.
4.9
Agua de EnfriamientoEs el agua que se usa en el sistema de enfriamiento de los equipos (sistema de agua de enfriamiento), puede ser agua de ro (dulce) o de mar (salada).
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 8ndice norma
4.10
Agua de LavadoEs agua proveniente del proceso, que contiene trazas de cloruros, amoniaco, sulfuros y algunos metales, que se utiliza para lavar los equipos y eliminar las sales amoniacales.
4.11
Agua DesmineralizadaEs el agua tratada, la cual ha sido sometida a un proceso de eliminacin de minerales.
4.12 4.13
Agua PotableEs el agua tratada para consumo humano.
Aire de InstrumentoEs un aire tratado (seco) libre de humedad que sirve para mantener los instrumentos de planta.
4.14
AzufreSu smbolo qumico es S,. Elemento slido no metlico de color amarillo, su punto de fusin vara entre 113C y 119C su punto de ebullicin es 445C, de inflamacin 207C y auto ignicin 232C, Es insoluble en agua, ligeramente soluble en alcohol y ter, soluble en disulfuro de carbono, tetracloruro de carbono y benceno; adems de ser combustible. En el petrleo crudo y en los productos procedentes de su refinacin, adems de las formas anteriores se encuentra como sulfuro (RSR), disulfuro (RSSR), polisulfuros (RSnR), tiofenos (ocupando el lugar de un tomo de carbono en los ciclopentanos), etc. Los compuestos de azufre reducen la calidad de los productos petrolferos debido a su corrosividad y generacin de gases contaminantes durante su combustin, por lo cual se busca eliminarlos o reducir su concentracin mediante diversos procesos de hidrotratamiento e hidrodesulfuracin.
4.15
BenzenoHidrocarburo de frmula C6H6, perteneciente a la seria cclica aromtica, que se obtiene de la destilacin seca de la hulla. Es un lquido incoloro, voltil e inflamable, de amplia utilizacin como disolvente y como reactivo en operaciones de laboratorio y usos industriales.
4.16
ButanoHidrocarburo saturado gaseoso (C4H10), presente en las emanaciones gaseosas de los pozos de petrleo y de los productos del cracking de los aceites pesados.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 9ndice norma
4.17
Custico/ Soda CusticaSon disoluciones acuosas que tienen marcado carcter bsico, se emplean en la neutralizacin de cidos, como absorbente del dixido de carbono y en valoraciones volumtricas.
4.18
Condensado de Hidrocarburo LimpioHidrocarburos lquidos que se producen junto con el gas natural y que se separan de l por enfriamiento o compresin o ambos. Tiene las caractersticas de una nafta o gasolina ligera que requiere de tratamiento posterior para su uso.
4.19
DesechosMateriales de desperdicio obtenidos despus de realizar los procesos de refinacin; material inservible separado como resto del proceso.
4.20
Especificacin de Tubera (Piping Class)Consiste en un grupo de especificaciones de tuberas y accesorios para tuberas que son compatibles y son usados para un servicio definido en un lmite de temperatura y presin.
4.21
Espuma LquidaAgente espumante suministrado en forma lquida por su fabricante, utilizado en la generacin de espuma contra incendio.
4.22
EtanolEl etanol 100 por ciento puro o absoluto es un lquido incoloro, higroscpico, con olor etreo a vino y sabor picante, con una temperatura de ebullicin de 78,3C y temperatura de congelacin de 117,3C. Sus lmites de explosividad en el aire son de 1,9 a 48 por ciento. Su temperatura de inflamacin es 12,7C y la de autoignicin 422C. Su frmula es CH3 CH2 OH. Forma una mezcla azeotrpica con el agua con una concentracin de 95,6 por ciento en peso de alcohol y 4,4 por ciento de agua, que es la concentracin del alcohol comercial ordinario. Es una mezcla lquida de dos o ms componentes que posee un nico punto de ebullicin constante y fijo, y que al pasar al estado vapor se comporta como un compuesto puro, o sea, como si fuese un solo componente.
4.23
Gas cidoGas natural que contiene componentes corrosivos, tales como H2S (cido sulfhdrico), mercaptanos (compuesto de azufre) y/o CO2 (dixido de carbono).
4.24
Gas DulceGas natural o de refinera libre de cido sulfhdrico, mercaptanos y otros derivados del azufre. Existen yacimientos de gas dulce, pero generalmente se
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 10ndice norma
obtiene endulzando el gas natural amargo utilizando solventes qumicos (por ejemplo etanol aminas), solventes fsicos (selexol, carbonato de propileno, sulfinol, etc.) o adsorbentes (mallas moleculares, hierro esponja, xido de zinc, carbn activado y otros).
4.25
Gas NaturalEl gas natural es un combustible que se obtiene de rocas porosas del interior de la corteza terrestre y se encuentra mezclado con el petrleo crudo cerca de los yacimientos. Como se trata de un gas, puede encontrarse slo en yacimientos separados. La manera ms comn en que se encuentra este combustible es atrapado entre el petrleo y una capa rocosa impermeable. En condiciones de alta presin se mezcla o disuelve aceite crudo.
4.26 4.27
Guarnicin de Vlvula (Trim)Es definida como las partes internas de la vlvula en contacto con el fluido.
Hidrocarburos con HidrgenoFamilia de compuestos qumicos formada, principalmente, por carbono e hidrgeno. Pueden contener otros elementos en menor proporcin, como son oxgeno, nitrgeno, azufre, halgenos (cloro, bromo, iodo y flor), fsforo, entre otros. Se consideran con hidrgeno cuando tienen alta la presion parcial de hidrgeno.
4.28
Hidrocarburos CorrosivosFamilia de compuestos qumicos formada, principalmente, por carbono e hidrgeno. Pueden contener otros elementos en menor proporcin, como son oxgeno, nitrgeno, azufre, halgenos (cloro, bromo, iodo y flor), fsforo, entre otros. Se consideran corrosivo cuando contienen alto contenido de azufre y H2S.
4.29
Hidrocarburos no corrosivosFamilia de compuestos qumicos formada, principalmente, por carbono e hidrgeno. Pueden contener otros elementos en menor proporcin, como son oxgeno, nitrgeno, azufre, halgenos (cloro, bromo, iodo y flor), fsforo, entre otros. Se consideran no corrosivo cuando contienen bajo contenido de azufre y H2S.
4.30
NitrgenoElemento qumico cuyo smbolo es N. Se encuentra presente en el petrleo crudo. Es un elemento no deseable para los catalizadores empleados en los procesos de refinacin del crudo, aunque se emplea para proteger las plantas de la corrosin.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 11ndice norma
4.31
SulfuroCompuesto de azufre generalmente formado con el hierro de las tuberas (sulfuro de hierro). Hay unos pocos compuestos covalentes del azufre, como el disulfuro de carbono (CS2) y el sulfuro de hidrgeno (H2S) que son tambin considerados como sulfuros.
4.32
Vapor de Agua SobrecalentadoVapor de agua, proveniente de caldera, generalmente de alta presin y temperatura.
4.33
Vapor de HidrocarburoFase gaseosa de un hidrocarburo que puede condensarse mediante compresin o enfriamiento.
4.34
AbreviaturasBW: DI FRP: ERW: PSL 1: PSL 2 PTFE: SAW: SW: RF: RTJ RC: RL: RTFE: THRD: UNC WN: Brida Extremos para Soldar a Tope. Dimetro Interno. Plstico Reforzado con Fibra de Vidrio. Soldadura por Resistencia Elctrica. Nivel de Especificacin del Producto # 1. API 5L Nivel de Especificacin del Producto # 2 Tefln, Politetrafluoroetileno. Soldadura por Arco Elctrico Sumergido. Extremo de Enchufe para Soldar. Brida de Cara Realzada. Brida de Junta Tipo Anillo Codo Radio Corto. Codo Radio Largo. Tefln Reforzado, Tetrafluoroetileno Reforzado. Extremo Roscado. Rosca Unificada Normal Cuello Soldable a Tope.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 12ndice norma
5
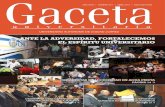
NOTAS GENERALES5.1Para la seleccin del material de tuberas, se debe seguir lo indicado en el Flujograma mostrado en la Figura 1.Fig 1. FLUJOGRAMA DE PROCESO SELECCIN DE MATERIALES PARA TUBERAS Y ACCESORIOS INICIO DEFINIR VARIABLES Temperatura de Diseo Presin de Diseo Fluido de Trabajo (Servicio) No Ubicar el servicio en el ndice de Servicio Si Seleccionar la(s) Especificacin(es) disponibles para el servicio. Si Existe algn servicio similar? Establecer la naturaleza del fluido (Composicin, ndices de corrosin) y comparar con los servicios existentes en el ndice de Servicio
Ubicar y seleccionar en el ndice de Materiales la especificacion cuyo rango de temperatura y presin cumpla con las variables de diseo. Identificar el material correspondiente a dicha especificacin. Ver Nota 1 Ubicar la Especificacin seleccionada en el cuerpo de la norma y verificar que las variables (Presin y temperatura de diseo), se encuentren dentro del rango definido para la especificacin. Elaborar listado de tuberas, accesorios y vlvulas requeridos. Se sugiere apoyar esta accin mediante isomtricos.
No
Definir el Material apoyado con el Dpto. Materiales. (Corrosin y Metalurgia).
Desarrollar una Especificacin particular para la tubera y accesorios que cumpla con las requerimientos particulares del Proyecto.
Generar documento con especificaciones tcnicas de materiales para las tuberas, accesorios y vlvulas requeridos. Para ello se debe considerar las generalidades descritas en esta norma y las particularidades de la especificacin seleccionada. Es importante no omitir detalles a fin de evitar ambigedades al momento de la procura de materiales
FIN Nota 1: En caso de disponer de ms de una especificacin que cumpla con los requerimientos establecidos, se debe seleccionar aquel material que proporcione mayores beneficios desde el punto de vista tcnico, de seguridad y econmico. Esta accin ser responsabilidad del Ingeniero de Diseo.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 13ndice norma
5.2 5.3
El diseo de los sistemas de tuberas se realizar conforme a las normas y especificaciones de PDVSA que apliquen. A menos que se especifique otra cosa, todo tipo de material se someter a los siguientes requisitos: S Cdigo ASME B31.3 Tuberas para Plantas Qumicas y Refinera Petroleras. S Cdigo ASME B31.4. Sistemas de Tuberas para Transporte de Hidrocarburos Lquidos y otros Lquidos (Pipeline Transportation Systems for Liquid Hydrocarbons and other Liquids).
5.4
La soldadura de los sistemas de tubera se realizar de acuerdo con lo establecido en el cdigo ASME seccin IX y el Volumen 4 del Manual de Inspeccin de PDVSA, teniendo especial cuidado con aquellos materiales que requieran tratamiento trmico postsoldadura (PWHT). Para servicios con temperaturas inferiores a 20C se debe realizar un ensayo de impacto de acuerdo con ASME B 31.3. Todo el material deber ser nuevo, limpio y libre de xidos, picaduras y defectos obvios. El material seleccionado debe satisfacer las limitaciones mxima de presin y temperatura tal como se especifica en el ndice de tuberas de lnea proporcionado como parte de esta especificacin. En el servicio de hidrocarburos no deber usarse hierro colado, dctil o maleable, aluminio, plstico o aleaciones con presencia de cobre. La presin de diseo de la lnea est basada en la presin mxima permitida de la brida, a menos que se indique lo contrario en esta especificacin. La presin real de diseo ser determinada durante el diseo detallado y los materiales de la lnea deben ser diseados para la presin de diseo ms la tolerancia de corrosin si se considera necesario, en vez del rango de presin mxima permitida de las bridas.
5.5 5.6 5.7
5.8 5.9
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 14ndice norma
6
ESPECIFICACIONES DETALLADAS PARA LA SELECCIN DE MATERIALES6.1El tipo particular de material para la tubera especificada ser estrictamente establecida en el diseo del sistema de tubera, basado en los requerimientos del proceso, tales como: servicio, presin, temperatura, flujo, condiciones ambientales. La seleccin del material debe realizarse considerando la vida til establecida en el diseo de la instalacin. De existir diferencias entre el material disponible para la tubera y las especificaciones de material establecidas en el diseo, stas sern permitidas slo s se igualan o se mejoran las propiedades del material establecido en el diseo. Los lmites de presin/ temperatura, definidos para cada especificacin de tubera, se basan en el debilitamiento del componente de un material en particular. Estos lmites de presin/temperatura no deben ser excedidos. El material para tuberas suministrado para ambientes corrosivos por H2S o un ambiente donde el agrietamiento por corrosin bajo tensin pueda ocurrir, deber estar de acuerdo a NACE MR0175.
6.2 6.3
6.4
6.5
7
REQUISITOS DE FABRICACIN E INSPECCIN7.1Todos los elementos de los sistemas de tuberas para procesos y servicios deben ser fabricados e inspeccionados de acuerdo con la Especificaciones PDVSA H231, Requerimientos para Fabricacin de Tuberas todos los requisitos de fabricacin e inspeccin sometidos al tipo de material de tubera aplicable. Cuando el tipo de material de tubera referenciada en la Especificacin PDVSA H221 no tenga requisitos especficos o particulares, slo se tendrn que cumplir los requisitos de la especificacin PDVSA H231. En caso de que exista conflicto entre la PDVSA H221 y la PDVSA H231, regirn los requisitos de la Especificacin PDVSA H221. Todos los elementos de los sistemas de tuberas de transporte de hidrocarburos lquidos (oleoductos y poliductos) deben ser fabricados e inspeccionados segn lo especificado en el cdigo ASME B31.4. Todos los elementos de los sistemas de tuberas de materiales no metlicos contenidos en esta especificacin, deben ser fabricados e inspeccionados de
7.2
7.3
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 15ndice norma
acuerdo con las Normas PDVSA del Manual de Especificaciones de Materiales correspondientes a cada caso.
7.4
Se suministrarn informes sobre las pruebas de fabricacin para todos los materiales de tuberas usados en la fabricacin, cuando la especificacin o requisicin cite una norma tal como ASTM, ASME, entre otras.
8
CONSIDERACIONES GENERALES PARA TUBERAS, VLVULAS Y ACCESORIOS8.18.1.1
TuberasLas dimensiones de las tuberas de acero al carbono deben cumplir la Norma ASME B36.10 y las tuberas de acero inoxidable con la Norma ASME B36.19, excepto cuando se especifique otra cosa. Todas las roscas de tuberas deben ser conforme a la Norma Americana para Cnica (American Standard Taper) del ASME B2.1. Todo acero al carbono para fabricacin de tubera, excepto los correspondientes a ASTM120, debe ser desoxidado mediante el procedimiento bessemer, reverbero, horno elctrico o de oxgeno bsico. La tubera fabricada segn ASTM A53 Grado B, puede ser sustituida con tuberas API5L (no expandida) Grado B. La preparacin de los extremos soldables a tope, ser segn las Normas ASME B16.25, ASME B31.3, ASME B31.4 y la ASME B16.9, segn sea el caso. Los bujes, camisas roscadas o threadolets (Bushing), igual o menores a 1/2 de dimetro no debern ser soldados directamente a la lnea. Las tuberas de acero al carbono, galvanizada e inoxidable, se deben revestir y cubrir para protegerlas de la corrosin siguiendo las indicaciones dadas en la Especificacin de Ingeniera PDVSA O201. Se recomienda que la tubera sea despachada con protectores para resguardar los extremos. Las tuberas de material plstico o recubiertas de plstico se regirn por lo establecido en el Anexo A de esta norma y por las normas PDVSA que apliquen para tal fin. Para el diseo y seleccin de materiales para tuberas de planta de proceso se debe tomar en cuenta las consideraciones adicionales mostradas en el Anexo B. En los sistemas que operen bajo condiciones cclicas severas, las cuales deben ser establecidas durante la etapa de diseo de acuerdo a la definicin descrita en la Norma ASME B31.3, solo permitir el uso de con costura para las siguientes condiciones:
8.1.2 8.1.3
8.1.4 8.1.5 8.1.6 8.1.7
8.1.8 8.1.9
8.1.10 8.1.11
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 16ndice norma
Tubera API 5L Grado A o B cuando el tipo de soldadura utilizado durante el proceso de fabricacin sea SAW y factor de junta soldada longitudinal (Ej) sea mayor o igual a 0,95. Tubera ASTM A 672 o ASTM 691 cuyo factor de junta soldada longitudinal (Ej) sea mayor o igual a 0,90. Tubera ASTM A 358 cuyo factor de junta soldada longitudinal (Ej) sea mayor o igual a 0,90. Tubera ASTM A 451 cuyo factor calidad por fusin (Ec) sea mayor o igual a 0,90. En caso contrario deber utilizarse nicamente tubera sin costura. 8.1.12 De acuerdo con lo establecido en la norma API 14E, no se permitir el uso de tubera con costura para servicios con presencia de H2S, a menos que los controles de calidad aplicados a las juntas SAW o ERW garanticen que se cumplan los requerimientos establecidos en la norma NACE RP0175 relacionada con la seleccin de materiales para ambientes que contengan H2S.
8.28.2.1 8.2.2 8.2.3
BridasLas bridas de fundicin de hierro, Clase 125 y 250 cumplirn las especificaciones de la Norma ASME B16.1. Las bridas Clase 150 a 1500 de tamao hasta 24 y Clase 2500 hasta 12 se sometern a la especificacin ASME B16.5. Las bridas Clase 150 a Clase 900, con tamaos de 26 a 60 cumplirn con las especificaciones ASME B16.47. Se usar la serie A en bridas en aplicaciones oleoductos y serie B en aplicaciones dentro de planta y donde existan limitaciones de espacios. Las bridas que no correspondan a las Normas ASME B16.5, ASME B16.1 o ASME B16.47 sern especificadas en los planos. La rugosidad y acabado superficial de las caras de las bridas de dimetro entre 1/2 y 36 deben regirse por la norma PDVSA EM1924/03. Las medidas de las bridas de reduccin o ciegas sern indicadas segn el dimetro nominal del tubo. Las roscas para bridas roscadas se regirn por la Norma Americana de Rosca Cnica segn ASME B1.20.1. Las bridas y accesorios de orificios se acogern a las recomendaciones de la Asociacin de Gas Americana (AGA). Los tapones para tuberas sern del mismo material de las bridas.
8.2.4 8.2.5 8.2.6 8.2.7 8.2.8
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 17ndice norma
8.2.9
El dimetro interno de las bridas de cuello para soldar (welding neck), corresponder al dimetro interno de la tubera o accesorio de conexin. Cuando exista una diferencia en el espesor de las paredes, la transicin se realizar sobre la pared del componente de mayor espesor, siguiendo lo especificado en ASME B31.3 y B31.4 segn aplique. Sin embargo, el espesor una vez reducido nunca ser menor que el especificado para el material y las variables de proceso existentes. Todas las bridas sern identificadas y marcadas de acuerdo a B16.5. Para las consideraciones adicionales Ver Anexo C.
8.2.10 8.2.11
8.38.3.1 8.3.2 8.3.3
AccesoriosLas uniones roscadas sern conforme a la Norma Americana de rosca cnica segn ASME B1.20.1. Los accesorios roscados de hierro forjado o de boquilla para soldar se sometern a la especificacin ASME B16.11. Los accesorios de hierro maleable Clase 150 y 300 sern conforme la especificacin ASME B16.3 y los tapones con rosca no sern de hierro maleable sino tapones cabeza redonda de acero forjado. Los tapones para usar con conexiones para soldar, sern niples que tengan un extremo liso y el otro extremo de casquete roscado. Los accesorios con soldadura a tope sern de acuerdo a la Norma ASME B16.9 con el alcance que aqu se especifique. Todos los accesorios sern marcados de acuerdo a la Norma MSSSP25. La preparacin de los extremos con soldadura a tope se realizar de acuerdo con la Norma ASME 16.25. Cuando sea necesaria la unin de componentes de diferente espesor de pared que pudiera ocasionar el desalineamiento de los mismos, se realizar la preparacin de los extremos (zona de transicin) segn lo indicado en la norma ASME B 16.9 y B 16.5, segn aplique. Para consideraciones adicionales ver Anexo D.
8.3.4 8.3.5
8.3.6
8.3.7
8.48.4.1
EmpaquetadurasLas empaquetaduras no metlicas para juntas de tuberas bridadas deben cumplir la Norma ASME B16.21. Las empaquetaduras deben ser impregnadas con grafito por ambos lados. Las empaquetaduras metlicas para juntas de tuberas bridadas sern segn ASME B16.20.
8.4.2
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 18ndice norma
8.4.3 8.4.4 8.4.5
Los tamaos y limitacin para acoples de tuberas bridadas deben cumplir las especificaciones de ASME B16.5. Las dimensiones de las empaquetaduras para bridas mayores de 24 deben ser de acuerdo con la Norma de bridas especificada para la Clase Particular. Para consideraciones adicionales Ver anexo C.
8.58.5.1
Pernos y EsprragosLos pernos y tuercas para bridas deben cumplir la Norma ASME B18.2.1 y B18.2.2, respectivamente. Las tolerancias deben ser Clase 2A y 2B para pernos y tuercas respectivamente. Las tuercas para pernos y esprragos deben ser de la serie Pesada Hexagonal Americana. Cuando se especifiquen esprragos A193 Gr. B7, deben ajustarse a las condiciones de temperatura establecidas durante el diseo. Los pernos para servicios de hidrocarburo e hidrgeno clase 900 y mayores, deben ser revisados para comprobar que la tensin de los pernos es la requerida para que la brida quede hermticamente sellada. Para el dimensionamiento de los esprragos, en bridas de 1/2 a 24 se usar el ASME B16.5 y para bridas de 26 a 48 se utilizarn las tablas del Anexo C.
8.5.2 8.5.3
8.5.4
8.68.6.1
Soldadura de Sello y Sellador de RoscaCuando se requiera una soldadura de sello, sta debe ser especificada en la Especificacin de Lnea particular. Los siguientes renglones no deben ser soldados con sello: S Vlvulas de Control, vlvulas de alivio, trampas de vapor, columna de nivel de vidrios, vlvulas de gas, alarmas de nivel, calibradores de presin, termopozos, o cualquier otro instrumento o equipo que requiera ser removido durante la operacin. S Vlvulas de bola y vlvulas de tapn. S Accesorios de tuberas.
8.6.2
Cuando se requiera soldadura de sello en venteos, drenajes, conexiones de prueba e instrumentos, la soldadura slo podr ser aplicada en el lado aguas arriba de la primera vlvula de bloqueo. Las conexiones soldadas con sello se realizarn con un mtodo seco. Todas las conexiones de rosca sin soldadura de sello, en servicios diferentes a vapor e hidrocarburo, deben usar sellador de rosca de alto desempeo de acuerdo a los requerimientos de servicio.
8.6.3
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 19ndice norma
8.6.4 8.6.5
Todas las conexiones de rosca sin soldadura de sello en servicios de hidrocarburo o vapor, deben usar sello de silicone. La cinta sellante de roscas TFE no se debe usar en roscas NPT.
8.78.7.1
Juntas del PropietarioLas juntas de bridas o grapas del propietario para servicio de alta presin pueden ser sustituidas por junta de bridas ASME B16.5 sometidas a la aprobacin de PDVSA. En algunas clases de acero inoxidable, se pueden usar bridas de juntas de solapa de acero al carbono, en vez de bridas para soldar de acero inoxidable. El uso de las juntas de solapa est limitado a bridas Clase 150 con extremo soldable para bridas deslizantes Tipo A, ASME o MSS. Esto se encuentra sujeto a la aprobacin de PDVSA.
8.7.2
8.8
VlvulasLas siguientes consideraciones aplican a todas las vlvulas excepto cuando se especifique otra cosa en clases individuales.
8.8.1
Las dimensiones entre las caras de las vlvulas bridadas de acero deben estar conforme a las especificaciones de ASME B16.10. Para las vlvulas que no estn cubiertas por Normas ASME, el fabricante debe suministrar los dibujos de dimensiones certificados. Las dimensiones de bridas para vlvulas bridadas de acero deben ajustarse a la especificacin ASME B16.5 y para dimetros mayores a 24 deben ajustarse a la especificacin ASME B16.47, considerando lo descrito en el punto 8.2.3 de esta norma. Las dimensiones de bridas para vlvulas bridadas de acero fundido deben cumplir con la Norma B16.1 para Clase 125 y Clase 250. El acabado de las caras de las bridas de las vlvulas bridadas se debe ajustar a los requerimientos establecidos en la Norma PDVSA EM1924/03. El acabado de las caras de las bridas de las vlvulas bridadas de FRP se debe ajustar a los requerimientos establecidos en la especificacin correspondiente. Cuando las clases de lnea especifican empaquetaduras devanadas en espiral, el acabado de superficie de la cara saliente debe presentar una rugosidad de 3,2 m (125 pulg) a 6,3 m (200 pulg) Ra, a menos que se especifique de otra manera para una clase de lnea en particular. La prueba hidrosttica para vlvulas debe cumplir con la norma del fabricante, pero en ningn caso la exigencia debe ser menor a la establecida en la Norma ASME B16.5. En ausencia de un procedimiento de prueba especificado, la Norma API 598 ser aplicada como prueba bsica.
8.8.2
8.8.3 8.8.4 8.8.5 8.8.6
8.8.7
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 20ndice norma
8.8.8
Se debe evitar el uso de vlvulas soldables en lneas principales. Las vlvulas soldables, conexiones soldadas o roscadas de fundicin deben estar maquinadas. Las vlvulas de fundicin tendrn los internos y vstago fabricado bajo la norma del fabricante y deben cumplir con las Normas API, ASME. Los pernos de cubierta, casquetes y prensa estopa deben cumplir con la especificacin ASTM A193. Las vlvulas con extremos soldables a tope deben ser instaladas con maquinado interno para calzar con el calibre del tubo. La preparacin del extremo se realizar conforme a ASME B16.25. La numeracin de las vlvulas debe cumplir con las normas internas de calidad del fabricante para la trazabilidad de los materiales, adicionalmente debe cumplir con la especificacin MSS SP 25 e incluir la numeracin que indique el pedido. La descripcin tcnica de la vlvula debe ser incluida en las rdenes de compra con la numeracin de referencia. En caso de que exista conflicto entre la numeracin del fabricante y la descripcin, esta ltima regir. En caso vlvulas de mariposa y de retencin tipo sandwich se debe considerar el ancho total del arreglo para calcular la longitud de los esprragos. Las vlvulas de bloqueo debern ajustarse al siguiente programa: Servicio de Agua: se usarn vlvulas de compuerta Petrleo Crudo: se usarn vlvulas de compuerta Servicio de Gas y Aire: se usarn vlvulas de bola Proceso de Lquidos y Gases: Se usarn vlvulas de compuerta para temperatura de fluidos entre 20F y 300 F. Se usarn vlvulas de tapn para temperatura de fluidos entre 301 F y 650 F. S Venteos y drenaje: se usarn vlvulas de compuerta. S S S S
8.8.9 8.8.10 8.8.11
8.8.12
8.8.13
8.8.14 8.8.15
8.8.16
Las vlvulas de retencin debern ajustarse al siguientes programa: S Servicio de Agua y Petrleo Crudo: se usarn de compuerta oscilante o de doble retencin. S Servicio de Gas: se usarn de disco inclinado.
8.8.17
El fabricante debe fijar firmemente, con un material a prueba de corrosin, un rtulo en relieve o grabado con el nmero del cdigo de la mercanca. El nmero del cdigo debe ser legible y visible.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 21ndice norma
8.8.18
Despus de la inspeccin y prueba, las vlvulas deben estar secas y preparadas para el embarque. Se debe suministrar proteccin adecuada contra daos mecnicos y corrosin atmosfrica en trnsito. Las superficies externas maquinadas o desnudas, incluyendo los pernos, deben ser cubiertos con un material grueso de compuesto antioxidante. La superficie de metal interna, debe ser rociada o cubierta con un antioxidante adecuado. Todas las aberturas deben ser cubiertas o taponadas suficientemente con accesorios de madera, metal o plstico, fijndolos firmemente y en forma adecuada, para protegerlos durante todo el tiempo antes de su instalacin final. Las vlvulas de compuerta, bola y retencin a ser instaladas en lugares donde exista paso de herramienta (cochino) de acuerdo al Diagrama de Tuberas e Instrumentacin sern fabricadas segn API 6D tipo Thru Conduit paso completo.
8.8.19
8.8.20
8.8.21
9
CONSIDERACIONES GENERALES PARA CONEXIONES DE DERIVACIONES9.1Los refuerzos de la lnea principal para conexiones de derivaciones, deben ser calculados por el Ingeniero de Tubera. Los isomtricos de tuberas deben ser marcados indicndole al fabricante el tipo de refuerzo requerido, segn la nomenclatura mostrada en las tablas de conexiones de desviaciones en el Anexo D. Todas las conexiones de derivaciones que requieran refuerzo, pueden usar placas de refuerzo como se presenta en el Diagrama 3 mostrado en el Anexo D. Debe evitarse el uso de refuerzos de soldadura y en caso de ser necesaria el espesor debe ser calculado en cada caso. Para lneas de gasoductos, poliductos y oleoductos, o donde se presenten altos niveles de vibracin se debe implementar el uso de accesorios reforzados integralmente. Los accesorios reforzados integralmente (Weldolet y sockolet) pueden ser utilizados segn sea determinado por el Ingeniero de Tubera, cuando la alta concentracin de esfuerzo impida el uso de placas de refuerzo.
9.2
9.3
9.4
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 22ndice norma
10 TUBERAS DE PROCESO10.1 ndice de ServiciosSERVICIOAceite varios Aceite de Lubricacin/ Sello cido Clorhdrico (30 35%) cido Sulfrico 65% m/m Agua Aceitosa / Agua Residual Agua cida SZ2 SZ2 AA1 AA2 AA2A AA9A AK2 HA3 HA5 HX3 SZ1A SZ1B SZ1C AA3 BA3 DA3 DA3A DA3B BA2A DA2A EA9A
CLASE 150AA1 DK1
300
600
900
1500
2500
Notas
Agua contra incendio
Agua de Alimentacin de Caldera
Agua de Enfriamiento
AA1 HA2 SZ1A SZ1B EA2 AA1 AA2 AA2A HA2 HA3 SZ1A SZ1B AK1 HA2 HA3 HX2 TP2 HX2 AA1 HA2 AA1 AA2 AA1 AK1 AK2 AA1 BA1 BA2 BA2 BA1 EK1 DA1 EA2 FA1 FA1 FA2 FL1 GL1
Agua de Inyeccin a pozo Agua de Lavado
Agua de Servicio
Agua Desmineralizada Agua Natural (PH bajo) Agua Potable Agua Salada (Subterrnea) Aire de Instrumento Aire de Regeneracin Aire de Servicio Amina pobre Amina rica
Amonaco
BA1 BD1
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manualCLASE 150AA8B AA1 AA1 AA5 AK1 AA1 AA2 AA3 AA2A AA1 AA1 DQ1 EA1 EK1 ED4 HA5 AA1 AA1 AA1 AA2 AK3 AG2 AA1 BA1 FD2 FK1 FQ1 GK1 BA5 BK1 BA1 BA2 BA3 DA3 DA3B
2
AGO.09
Pgina 23ndice volumen ndice norma
SERVICIOAzufre Lquido Benzeno Butano Custico/ Soda Custica Condensado de hidrocarburo con contaminantes (Excepto Cloruro) Condensado de hidrocarburo limpio
300
600
900
1500
2500
Notas
Condensado de Sistema de Vapor Desechos Efluentes de Reactor
Efluentes de Reactor (Gasoil, H2S, H2) Espuma Lquida Etano no licuado Etanol Gas cido
Gas Combustible Gas de Derrame (78% H2) Gas de Derrame Gas de Extinguido con H2 Gas de Proceso
BA1
DA1 GM1 EA1 EM1
BA1 BD1 BK1 AA1 DA1 EA1 EK1 FA2, FD2 GK1 BA1 AA1 AK8 BA1 BK8 DQ1 DD4 AA4 BA1 DA9 EA1 EK1 EA4 FD2 FM1 FM1 Nota 1 DA1
Gas de Purga/ Venteo/ Reciclado Gas de Reciclaje Gas de Reciclaje (78% H2, 3,8% H2S) Gas Dulce Gas Natural Gas Natural Licuado Gas Regenerado Hidrocarburos con Hidrgeno Hidrocarburos corrosivos
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MATERIALES PARA TUBERASndice manualCLASE 150AA1 AA2 AA2A AA4 AA9 AG1 AG2 AA1
2
AGO.09
Pgina 24ndice volumen ndice norma
SERVICIOHidrocarburos no corrosivos
300BA1 BA2 BA9 BG1 BG2
600DA1
900EA1 EA1A EA4 EA9 EK1
1500FA1 FG4
2500GK1
Notas
Hidrgeno
BA1
DA1
EA1
FA1 FD3 FM1 FK1
GK1
Inyeccin de Qumica K2CO3 Pobre Nitrgeno Regenerado Residuo (De yacimiento, de neutralizacin, de intercambidores de yacimiento, subterrneo) Sulfuro Vapor de Agua saturado Vapor de Agua sobrecalentado Vapor de Gas Natural Licuado (GNL) Vapor de Hidrocarburo
AK1 AA1 HX2 AK1 SZ1
BK1 BA2 BA1
DK1
EK1
GK1
AA1 AA8B AA3 BA3
DA1 DA3A DD3
FA1
AA1 AA2 AA9 AA9A AA1 DA3, DA3B
Venteo
Nota 1: Se debe identificar si el fluido contiene trazas de H2S. En caso de verificarse la presencia del mismo, deber consultarse la norma NACE MR0175, a fin de establecer el material ms adecuado de acuerdo con la concentracin de H2S presente.
MANUAL DE INGENIERA DE DISEO
PDVSA H221 REVISION FECHA
PDVSAMen Principal
MATERIALES PARA TUBERASIndice manual
2
AGO.09
Pgina 25Indice norma
10.2Piping
ndice de MaterialesClase Cara de BridasRF RF RF RF RF RF RF
Material
Espesor por Corrosin Permitido mm (plg)1,587 (0,0625) 3,175 (0,125) 3,175 (0,125) 1,587 (0,0625) 1,587 (0,0625) 1,587 (0,0625)
Rango de Temperatura Nota 1 5C29 261 288 204 399 427 399 399 427 20,20 501,80 550,40 399,20 750,20
Rango de Presin Nota 1 KPa Psi1960,00 654,10 0,00 654,10 490,33 79,77 170,68 156,46 199,13 99,56 284,47 284,27 94,87 0,00 94,87 71,12
5F797,00 750,20 750,20 800,60 550
AA1 AA2 AA2A AA3 AA4 AA5
Acero al Carbono Acero al Carbono Acero al Carbono Acero al Carbono Acero al Carbono Acero al Carbono Acero al Carbono (Baja Temperatura) Ncleo de acero al carbono Chaleco de acero al carbono Acero al Carbono Acero al Carbono 5 Cr 1/2 Mo 5 Cr 1/2 Mo Acero Inoxidable 304 Acero Inoxidable 304 Acero Inoxidable 304 Acero Inoxidable 304
1176,80 1078,73 1372,93 686,47 1961,33
Ver Nota 1
AA8 150 AA9 AA9A AG1 AG2 AK1 AK2 AK3 AK8
RF RF RF RF RF RF RF RF RF RF
3,175 (0,125) 1,587 (0,0625) 6,35 (0,25) 6,35 (0,25) 3,175 (0,125) 6,35 (0,25) 0,254 (0,010) 0,787 (0,031) 0,381 (0,0125) 0,787 (0,031)
149 180 240 204 200 371 60 49 105 190
450
300,2 356 464,00 399,20 392,00 699,80 140,00 120,20 221,00 374,0
842,00
853,83 1034,60 1034,60 980,67 1961,33 1372,39 205,94 1039,50 1725,97 343,23 1569,06
490,33
121,18 150,06 150,06 142,23 284,47 199,13 29,87 150,77 250,33 49,78 227,57
71,12
MANUAL DE INGENIERA DE DISEO
PDVSA H221 REVISION FECHA
PDVSAMen Principal
MATERIALES PARA TUBERASIndice manualRango de Temperatura Nota 1 5C100 38 100 100 38 66 40 40 40 66 212,00 100,40 212,00 212,00 100,40 150,80 104,00 104,00 104,00 150,80
2
AGO.09
Pgina 26Indice norma
Piping
Clase
Cara de BridasFF FF FF FF FF
Material
Espesor por Corrosin Permitido mm (plg)1,587 (0,0625) 0 1,587 (0,0625) 1,587 (0,0625) 1,587 (0,0625) 0 0 0 0 0 0 1,587 (0,0625) 3,175 (0,125) 3,175 (0,125) 1,587 (0,0625) 1,587 (0,0625) 1,587 (0,0625) 6,35 (0,25) 1,587 (0,0625) 3,175 (0,125) 6,35 (0,25) 0,254 (0,010) 0,787 (0,031)
Rango de Presin Nota 1 KPa Psi 149,35 174,95 174,95 149,35 174,95 39,83 300,11 300,11 300,11 74,96
5F
HA2 HA3 HA5 HX2 HX3 SZ1 SZ1A SZ1B SZ1C SZ2 TP2 BA1 BA2 BA2A BA3 BA4 BA5 BA9 BD1 BG1 BG2 BK1 BK8 300 300 150
Acero al carbono Acero al carbono (Forrado de Cemento) Acero al carbono Acero al carbono galvanizado Acero al carbono galvanizado Fibra de Vidrio Reforzada (FRP) Fibra de Vidrio Reforzada (FRP) Fibra de Vidrio Reforzada (FRP) Fibra de Vidrio Reforzada (FRP) Acero al carbono forrado con tefln FEP Concreto pretensado, Hierro Colado, Hierro Dctil Acero al carbono Acero al carbono Acero al carbono Acero al carbono Acero al carbono Acero al carbono Acero al carbono 11/4 Cr 1/2 Mo 5 Cr 1/2 Mo 5 Cr 1/2 Mo Acero Inoxidable 304 Acero Inoxidable 304
1029,70 1206,22 1206,2 1029,70 1206,22 274,59 2069,20 2069,20 2069,20 516,81
FF FF FF FF FF FF RF RF RF RF RF RF RF RF RF RF RF RF
Temp. Ambiente 49 261 204 371 399 399 454 120,20 501,80 399,20 699,80 750,20 750,20 849,20
Pres. Atmosfrica 6472,39 4118,79 2755,67 2588,96 3481,36 3922,66 642,20 851,00 600,80 930,20 345,20 374,00 1099,40 1912,30 3236,19 3726,53 706,08 2275,14 4118,79 3432,33 1863,26 10787,32 686,47 938,74 597,38 399,68 375,50 504,93 568,93 277,36 469,37 540,49 102,41 329,98 597,38 497,82 270,24 1564,57 99,56
Ver Grfico Anexo 329 455 316 499 174 190 593
MANUAL DE INGENIERA DE DISEO
PDVSA H221 REVISION FECHA
PDVSAMen Principal
MATERIALES PARA TUBERASIndice manualRango de Temperatura Nota 1 5C204 186 399 121 399 227 453 331 378 260 7 7 7 399 93 93 232 510 427 399 593 149 65 205 399 454 399,20 366,80 750,20 249,80 750,20 440,60 847,40 627,80 712,40 500,00 19,40 19,40 19,40 750,0 199,40 199,40 449,60 950,00 800,60
2
AGO.09
Pgina 27Indice norma
Piping
Clase
Cara de BridasRF RF RF RF
Material
Espesor por Corrosin Permitido mm (plg)1,587 (0,0625) 3,175 (0,125) 1,587 (0,0625) 3,175 (0,125) 1,587 (0,0625) 6,35 (0,25) 1,587 (0,0625) 3,175 (0,125) 0,254 (0,010) 0,254 (0,010) 1,587 (0,0625) 3,175 (0,125) 1,587 (0,0625) 1,587 (0,0625) 6,35 (0,25) 6,35 (0,25) 3,175 (0,125) 1,587 (0,0625) 1,587 (0,0625)
Rango de Presin Nota 1 KPa Psi 4932,74 1274,86 5491,72 14415,78 13042,84 10395,05 5589,79 1265,88 995,64 719,70 1250,23 719,70 715,44 967,19 594,54 1194,76 796,51 2218,85 2218,85 2218,85 1507,68 1948,60 1948,60 1962,82 900,34 999,90 715,44 184,90 796,51 2090,84 1891,71 1507,68 810,73
5F 750,20 1099,40 300,20 149,00 401,00 750,20 849,20
DA1 DA2A DA3 DA3A DA3B DA9 DD3 DD4 DK1 DQ1 EA1 EA1A EA2 EA4 EA9 EA9A ED4 EK1 EM1 900 600
Acero al carbono Acero al carbono Acero al carbono Acero al carbono Acero al carbono Acero al carbono 11/4 Cr 1/2 Mo 11/4 Cr 1/2 Mo Acero Inoxidable 304 Incoloy 800 Acero al carbono Acero al carbono Acero al carbono Acero al carbono Acero al carbono Acero al carbono 11/4 Cr 1/2 Mo Acero Inoxidable 304 Acero Inoxidable 321
8727,92 6864,66 4962,16 8620,05 4962,16 4932,74 6668,52 4099,18 8237,59 5491,72 15298,37 15298,37 15298,37 10395,05 13435,11 13434,11 13533,18 6207,61 6894,07
RF RF RF RF RF RF RTJ RF RF RF RTJ RF RTJ RF RTJ
MANUAL DE INGENIERA DE DISEO
PDVSA H221 REVISION FECHA
PDVSAMen Principal
MATERIALES PARA TUBERASIndice manualRango de Temperatura Nota 1 5C260 149 271 260 316 300 286 233 285 469 263 482 480 500,00 300,20 519,80 500,00 600,80 572,0 546,80 451,40 545,00 876,20 505,40 899,60
2
AGO.09
Pgina 28Indice norma
Piping
Clase
Cara de BridasRTJ RTJ RTJ RTJ
Material
Espesor por Corrosin Permitido mm (plg)1,587 (0,0625) 3,175 (0,125) 3,175 (0,125) 1,587 (0,0625) 3,175 (0,125) 1,587 (0,0625) 0,254 (0,010) 1,587 (0,0625) 0,254 (0,010) 1,587 (0,0625) 0,254 (0,010) 1,587 (0,0625)
Rango de Presin Nota 1 KPa Psi 13925,44 2745,11 3001,13 2702,44 389,53 2489,09 2019,72 2247,29 2375,30 2247,29 2446,42 2673,99 2247,29 2019,72
5F 896,00
FA1 FA2 FD2 FD3 FG4 FK1 FL1 FM1 FQ1 GK1 GL1 GM1 2500 1500
Acero al carbono Acero al carbono 11/4 Cr 1/2 Mo 11/4 Cr 1/2 Mo 5 Cr 1/2 Mo Acero Inoxidable 304 Acero Inoxidable 316 Acero Inoxidable 321 Incoloy 800 Acero Inoxidable 304 Acero Inoxidable 316 Acero Inoxidable 321
18926,83 20692,03 18632,64 16475,17 17161,64 13925,44 15494,51 16377,11 15494,51 16867,44 18436,50 15494,51
RTJ RTJ RTJ RTJ RTJ RTJ RTJ RTJ
Nota 1: Rango de presiones y temperatura segn lo indicado en la norma ASME B16.5 y ASME B16.47 Clase 150 Grupo 1.1. Ver Figura 2.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 29ndice norma
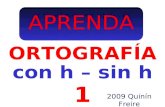
Fig 2. GRFICO DE SERVICIO PARA SODA CASTICA120 110 100 90 80 TEMPERATURA C.REA B ACERO AL CARBONO, ALIVIO DE ESFUERZOS EN SOLDADURAS Y PIEZAS DOBLADAS REA C EN ESTA REA SE DEBEN CONSIDERAR LAS ALEACIONES DE NQUEL LOS ASIENTOS DE LAS VLVULAS DEBEN SER DE ALEACIN DE NQUEL EN LAS REAS B Y C
240 220 200 180 160 140 120 100 TEMPERATURA F.
70 60 50 40 30 20 10REA A ACERO AL CARBONO, NO SE REQUIERE ALIVIO DE ESFUERZOS
80 60 50
ALIVIO DE ESFUERZOS A SOLDADURAS, CON LNEAS TRAZADORAS DE VAPOR
10
20
30
40
CONCENTRACIN DE NaOH, % POR PESO
NOTAS: 1. Referirse a la Gua de Ingeniera PDVSA 0603.1.622. 2. Referirse a NACE REFERENCE BOOK SP04032008.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 30ndice norma
10.3
Especificaciones de Tuberas
1.ESPECIFICACIN DE LNEA AA1CLASE 150 RF ACERO AL CARBONOLMITES DE PRESIN Y TEMPERATURA: TEMPERATURA PRESIN29C a 38C (20F a 100F) 1965 Kpa (285psi) 93C (200F) 1795 Kpa (260psi) 149C (30F) 1585 Kpa (230psi) 204C (400F) 1380 Kpa (200psi) 260C (500F) 1170 Kpa (170psi) 316C (600F) 965 Kpa (140 psi) 371C (700F) 427C (800F) Nota 1 Nota 1
760 Kpa 550 Kpa (110 psi) (80 psi)
SERVICIO CDIGO DE DISEO SOBRE ESPESOR POR CORROSIN TUBERA (Nota 2)
Ver ndice de Servicio ASME B 31.3 1,587mm (0,0625 pulg) 1/2 a 2 2 a 6 Sch XS. A106 Gr.B, A53B Tipo S, API 5L, Extremo plano, sin costura. Sch STD. ASTM A53B TIPO E, API 5LB PSL 1 Extremo biselado sin costura o con costura EWR. Sch. 20 ASTM A53B TIPO E, API 5LB PSL 1 Extremo biselado sin costura o con costura EWR. Sch STD API 5LB PSL 1 Extremo biselado, con costura SAW. Calcular Espesor API 5LB PSL 1 Extremo biselado, con costura SAW. Sch. XS, ASTM , A106 Grado B, A53B Tipo S, API 5L, extremo plano, sin costura. SW Enchufe Soldado Fabricacin ASME B 16.5 WN Cuello Soldado Fabricacin ASME B 16.5 WN Cuello Soldado, fabricacin ASME B 16.47 Serie B
8 a 24
26 a 34 36 a 48 NIPLES (Nota 3) BRIDAS 1/2 a 1 1/2
Clase 150 RF, A105, Acabado 125200 AARH (Notas 4 y 5) 1/2 a 1 1/2 2 a 24 24 a 48
BRIDAS PORTA PLACA ORIFICIO
Clase 300 RF, A105, Acabado 125 200 AARH (Nota 4) 2 a 24 WN Cuello Soldado Fabricacin ASME B 16.36
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 31ndice norma
ACCESORIOS
ASTM A105, Sin Costura. (Nota 4) 1 Sockolet 3000 # Extremo soldado.MSSSP97 SW Latrolet 3000 # Extremo soldado. SW Elbolet 3000 #. Extremo soldado. Codo 90 RC 3000 # SW ASME B16.11 Codo 45 RC 3000 # SW ASME B16.11 Tee 3000 # SW ASME B16.11 Tee (Red) 3000 # SW ASME B16.11 Coupling. 3000 # SW. ASME B16.11 Couping (Red) 3000# SW. ASME B16.11 Tapn (Cap) 3000 # SW ASME B16.11 Inserto Reductor. 3000 # Roscado MSSSP79 Unin. 3000 # Roscado MSSSP83 a2 Threadolet 3000 # Extremo soldado MSSSP97. (Nota 3) THRD Latrolet 3000# Extremo soldado. (Nota 3) Coupling. 3000 # Roscado ASME B16.11. (Nota 3) Coupling (Red) 3000# Roscado ASME B16.11 (Nota 3) THRD Elbolet 3000 # Extremo soldado. (Nota 3) Plug 3000 # Roscado. ASME B16.11 (Nota 3) Tapn (Cap). 3000 # Roscado ASME B16.11 (Nota 3) 2 a 42 Weldolet Extremo soldado MSSSP97. (Nota 6). Reduccin Exc, Extremo Soldado, ASME B16.9 Reduccin Conc, Extremo Soldado, ASME B16.9 Codo 90 RL, Extremo Soldado, ASME B16.9 Codo 45 RL, Extremo Soldado, ASME B16.9
ASTM A 234 Gr. WPB, Sin Costura 2 a 24
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 32ndice norma
Tee, Extremo Soldado, ASME B16.9 Tapn (Cap), Extremo Soldado, ASME B16.9 ACCESORIOS (Cont.) ASTM A 234 Gr. WPBW, Con Costura 100 % Radiografa 26 a 48 Reduccin Exc, Extremo Soldado, ASME B16.9 Reduccin Conc, Extremo Soldado, ASME B16.9 Codo 90 RL, Extremo Soldado, ASME B16.9 Codo 45 RL, Extremo Soldado, ASME B16.9 Tee, Extremo Soldado, ASME B16.9 Tapn (Cap), Extremo Soldado, ASME B16.9 EMPAQUETADURAS Devanadas en espiral 316 SS y relleno de grafito flexible con anillo de centrado de acero al carbono. Fabricacin ASME B 16.20. a 24 26 a 48 a 24 PERNOS VLVULAS Compuerta 1/2 a 2 Clase 150#, RF, Cuerpo ASTM A105 13% CR Asientos Endurecidos. (Nota 15) Clase 150#, SW, Cuerpo ASTM A105 13% CR Asientos Endurecidos. Clase 800#, SWxTHRD, Cuerpo ASTM A105 13% CR Asientos Endurecidos. (Nota 8) 3 a 48 De Globo 1/2 a 2 3 a 12 Lift Check 1/2 a 2 Clase 800#, SW, Cuerpo ASTM A105 13% CR Asientos Endurecidos. (Nota 9). Clase 150#, SW, Cuerpo ASTM A105 13% CR Asientos Endurecidos. Clase 150#, RF, Cuerpo ASTM A216 WCB 13% CR Asientos Endurecidos. Clase 150#, RF, Cuerpo ASTM A216 WCB 13% CR Asientos Endurecidos. 150 # Dimensiones por ASME B16.5 Dimensiones de la brida por ASME B 16.47 Serie B. 300 #, Dimensiones por ASME B 16.5 (Bridas Porta Placa Orificio)
Esprrago ASTM A193B7 con dos tuercas hexagonales pesadas ASTM A1942H, Rosca UNC (Nota 7)
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 33ndice norma
Swing Check 3 a 48 Dual Check 3 a 48 Clase 150#, Cuerpo ASTM A216 WCB 13% CR Asientos Endurecidos. (Nota 11) (Nota 12). Clase 150#, SW, Cuerpo ASTM A105 Trim 316SS Asientos RTFE. Clase 150#, RF, Cuerpo ASTM A216 WCB Trim 316SS Asientos RTFE. (Nota 13). Clase 150#, RF, Cuerpo ASTM A216 WCB Trim 316SS Asientos RTFE, Engranaje. (Nota 13). Clase 150#, Cuerpo ASTM A105 Trim 316SS Asientos RTFE. Clase 150#, Cuerpo ASTM A216 WCB Trim 316SS Asientos RTFE, Engranaje. Clase 150#, RF, Cuerpo ASTM A105 Trim 316SS Asientos PTFE. Clase 150#, RF, Cuerpo ASTM A216 WCB Trim 316SS Asientos PTFE, Engranaje. Ver Anexo D 3/4 a 1 1/2 Conexin de Enchufe Soldado (SW) 3000# y Vlvula de Compuerta 3/4 a 1 1/2 800# Enchufe Soldado Hembra x Terminal Roscado Hembra, Nota 14. Clase 150#, RF, Cuerpo ASTM A216 WCB 13% CR Asientos Endurecidos. (Nota 10)
Bola
1/2 a 2 3 a 6 8 a 48
Mariposa
3 a 4 6 a 48
Tapn
1/3 a 3 4 a 24
CONEXIONES
DERIVACIONES VENTEO Y DRENAJE INSTRUMENTOS Presin
3/4 Conexin de Enchufe Soldado (SW) 3000# y Vlvula de Compuerta 3/4 800# Enchufe Soldado Hembra x Terminal Roscado Hembra, Nota 14. 1/2 Conexin con Rosca Normal de Tubo con Vlvula de Compuerta 1/2 Enchufe Soldado Hembra x Terminal Roscado Hembra, Nota 14. 1 Rosca Normal de Tubo, Nota 14.
Flujo
Temperatura
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 34ndice norma
NOTAS1. Rango de presiones y temperatura segn lo indicado en la norma ASME B16.5 y ASME B16.47 Clase 150 Grupo 1.1. 2. El Schedule/Espesor mostrado en la columna es el mnimo aceptable. Por razones comerciales y de disponibilidad de tubera se permiten espesores mayores. 3. Las Conexiones roscadas se permiten solo en la salida de vlvulas de venteos y drenajes, conexiones de pruebas hidrostticas, y la salida de vlvulas para instrumentos. 4. En conexiones para soldar a tope el espesor de la brida o accesorio debe ser igual al espesor de la tubera. 5. En conexiones a equipos y vlvulas de control se permite el uso bridas clase 300. 6. Las conexiones de derivaciones integralmente reforzadas son permitidas fuera de las recomendaciones mostradas en la tabla de derivaciones (Ver Anexo D). 7. Para dimensiones de pernos en bridas NPS 1/2 a 24 ver ASME B16.5 y para bridas NPS 26 a 48 ver Anexo C, Seccin C.6. 8. Solo para ser usadas en venteos, drenajes e instrumento. 9. Instalar en posicin horizontal con tope hacia arriba. 10. Instalar en posicin horizontal con tope hacia arriba o en posicin vertical con sentido de flujo hacia arriba. 11. Instalar en posicin horizontal con pin vertical o en posicin vertical con sentido de flujo hacia arriba. 12. Estas vlvulas no tienen bridas, pero son instaladas entre bridas usando esprragos de longitud extendida. Se agregar el desplazamiento de la vlvula a la longitud normal del esprrago (Tabla 1B). 13. Se usarn vlvulas de paso completo donde especifique el Diagrama de Tubera e Instrumentacin. 14. Las roscas de las conexiones deben ser NPT. 15. Solo para ser usadas en boquillas bridadas.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 35ndice norma
1.ESPECIFICACIN DE LNEA AA2CLASE 150 RF ACERO AL CARBONOSERVICIO (NOTA 8) Como se indique en el ndice de servcicio 1117 Kpa (171psi) a 261 _C (502_F) 564Kpa (95psi) a 399_C (750_F) CORROSIN PERMITIDA TUBERA (NOTA 2) 3,175 mm (0,0125) 1/2 a 2 3 a 10 12 a 24 30 a 36 NIPLES BRIDAS (NOTA 1) 1/2 a 2 1/2 a 2 3 a 24 30 a 36 BRIDAS DE ORIFICIO Sch. 80 Extremo plano A106 Gr.B, sin costura Sch. 40 Extremo biselado A53 Gr.B, sin costura Estndar, Extremo biselado A53 Gr.B, sin costura 0,375 Espesor de pared biselado A672 Gr. C55, Clase 12, Soldadura de Fusin Elctrica Sch. 80, A106 Gr.B,, sin costura Enchufe Soldado (maquinado internamente para igualar el D.I. del tubo) Cuello Soldado (maquinado internamente para igualar el D.I. del tubo) Cuello Soldado, MSS SP44 (maquinado inter namente para igualar el D.I. del tubo) Cuello Soldado (Maquinado internamente para igualar el D.I. del tubo) (Nota 4) (Nota 5) Enchufe Soldado 3000# Sin costura o soldada a tope, Sch. (maquinado internamente para igualar el D.I. del tubo) Tes de tamao completo soldadas Te de reduccin soldada Todas las medidas o reducciones sern conexiones de boquilla
LMITES DE PRESIN/TEMPERATURA
Clase 150 RF, A105, Acabado 125200 AARH
Clase 300 RF, A105, Acabado 125 200 AARH 11/2 a 12 14 a 24 30 a 36
ACCESORIOS
A105 1/2 a 2 A234 Gr. WPB 3 a 36 36 36 x 30
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 36ndice norma
A672 Gr. C55 Clase 12, Soldadura de Fusin Elctrica 36 Codos poligonales soldados a tope tipo I segn el Anexo E. Reductores Soldados Concntrica (cnica) Excntrica (recta) EMPAQUETADURAS PERNOS VLVULAS Tamao Pequeo (NOTA 7) Clase 800, Extremos de enchufe soldado, A105, Guarnicin 13 Cromo. Asientos Duros 1/2 a 2 1/2 a 2 1/2 a 2 1/2 a 2 Compuerta (cua slida) Vogt SW 12111 De Globo (disco suelto) Vogt SW 12141 Retencin (bola) Edwards 832Y Bola Devanadas en espiral, 304 SS, rellenas con asbesto, Flexitallic CG o equivalente Acero de Aleacin, esprragos 193 Gr. B7, tuercas hexagonales pesadas A194 Gr. 2H
Clase 300, extremos de enchufe soldado (S.W), A216 WCB (Nota 3) Tamaos Grandes 1/2 a 2 Tapn, (lub # 1), Walworth 1760 WE
Clase 150 RF Bridadas, A216 Gr. WCB, guarnicin 13 Cromo, acabado de brida 125200 AARH, asientos duros en compuerta o globo 3 a 12 14 a 36 3 a 12 3 a 36 Compuerta (cua slida) Powell 1503N Compuerta oper. volante/engranaje (cua slida) Powell 1503 Globo (disco suelto) Crane 143XU Retencin (pastilla) (asiento de metal) Mission Duo Check II 15SPF Tapn (lubricada) (# 921) operada con palanca, patrn corto, Rockwel Dynamic Balance 1945 Tapn (lubricada) (# 921) operada con engranaje, patrn corto, Rockwell Dynamic Balance 1945 Mariposa (de pastilla) Alto rendimiento. Asiento TFE, disco 316, eje a prueba de fuego 316SS, palanca posicionadora. Posi Seal Phoenix III Mariposa (de orejas) Alto rendimiento. Asiento TFE, disco 316, eje a prueba de fuego 316SS, operada con engranaje. Posi Seal Phoenix III
(Nota 3)
3 a 4
(Nota 3)
6 a 12
(Nota 6)
3 a 8
(Nota 6)
10 a 36
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 37ndice norma
JUNTAS
Sin Mantenimiento 1/2 a 2 3 y ms Enchufe soldado Soldadura a tope VER ANEXO D
Con Mantenimiento 1/2 y ms Bridas
CONEXIONES (NOTA 8)
DERIVACIONES VENTEO Y DRENAJE
3/4 a 11/2 3000# conexin de enchufe soldado con vlvula de compuerta 3/4 a 11/2 enchufe soldado hembra x terminal roscado hembra,Vogt ST2801 3/4 3000# conexin de enchufe soldado con vlvula de compuerta 3/4 de enchufe soldado x terminal roscado hembra, Vogt ST2801 1/2 conexin con rosca normal de tubo (NPT) con vlvula de compuerta 1/2 enchufe soldado hembra x terminal roscado hembra, Vogt 12111 1 Rosca Normal de Tubo (NPT)
INSTRUMENTO Presin
Flujo
Temperatura
NOTAS1. Se podrn usar bridas de desplazamiento en lugar de cuello soldado cuando se requiera por motivos de espacio. La temperatura mxima para las bridas de desplazamiento es de 204_C. 2. Las tuberas que tienen que ser enterradas se debern revestir y cubrir siguiendo las indicaciones dadas en la Especificacin de Ingeniera PDVSA0201. 3. Las vlvulas de tapn se usarn en servicios donde la operacin rpida sea una ventaja. La temperatura mxima para las vlvulas de tapn Rockwell es 343_C con lubricante # 921. La temperatura mxima para las vlvulas de tapn Walworth es 260_C con lubricante #1. 4. Usar bridas de cuello soldado Clase 150 RF, A150 en tomas de tubos. Se podrn usar bridas de deslizamiento cuando sea necesario por requerimiento de espacio. La temperatura mxima de las bridas de deslizamiento es de 204_C. 5. Usar bridas de cuello soldado Clase 150 RF, A105 en tomas en tubos. 6. Las vlvulas de mariposa de alto rendimiento se usarn como un bloque primario y las vlvulas de estrangulacin siempre que sea posible, cuando se trate de medidas por encima de 12. La temperatura mxima para las vlvulas de mariposa es 232_C. Las vlvulas principales de aislamiento sern vlvulas de compuerta. 7. Cuando se requiera el uso de vlvulas de bloque de 1 a 2 para conexiones de equipos o recipientes, stas deben ser vlvulas de tapn Walworth 1749F clase 150 con acabado de brida 125200 AARH. 8. Las tomas de instrumentos de presin, flujo, drenajes y venteos debern ser soldados o sellados con soldadura hasta la rosca de entrada de la primera vlvula de bloque.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 38ndice norma
1.ESPECIFICACIN DE LNEA AA2ACLASE 150 RF ACERO AL CARBONOSERVICIO (NOTAS 7 y 9) CORROSIN PERMITIDA TUBERA (NOTA 2 y 7) Ver ndice de Servicio 1079 KPa (157 psi) a 288_C (550_F)
LMITES DE PRESIN/TEMPERATURA 3,175 mm (0,0125) 1/2 a 2 3 a 10 12 a 24 30 a 36 NIPLES BRIDAS (NOTA 1 y 7) 1/2 a 2 1/2 a 2 3 a 8 10 a 24 30 a 36 BRIDAS DE ORIFICIO (NOTA 7)
Sch. 80 Extremo plano A106 Gr.B, sin costura Sch. 40 Extremo biselado A53 Gr.B, sin costura Estndar, costura Extremo biselado A53 Gr.B, sin
0,375 Espesor de pared biselado A672 Gr. C55, Clase 12, Soldadura de Fusin Elctrica Sch. 80, A106 Gr.B,, sin costura Enchufe Soldado (maquinado internamente para igualar el D.I. del tubo) Cuello Soldado (maquinado internamente para igualar el D.I. del tubo) De deslizamiento Cuello Soldado, MSS SP44 (maquinado inter namente para igualar el D.I. del tubo)
Clase 300 RF, A105
Clase 300 RF, A105 11/2 a 12 14 a 24 30 a 36 Cuello Soldado (Maquinado internamente para igualar el D.I. del tubo) (Nota 4) (Nota 5) Enchufe Soldado 3000# Sin costura o soldadura a tope, Sch. (maquinado internamente para igualar el D.I. del tubo) Tes de tamao completo soldadas Tes de reduccin soldadas
ACCESORIOS (NOTA 7)
A105 1/2 a 2 A234 Gr. WPB 3 a 36
36 36 x 30
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 39ndice norma
A672 Gr. C55 Clase 12, Soldadura de Fusin Elctrica 36 Codos poligonales de soldadura a tope del tipo I segn el Anexo E. Reduccin Soldada Concntrico (cnico) Excntrico (recto) EMPAQUETADURAS PERNOS VLVULAS Tamao Pequeo (NOTA 7 y 8) Clase 800, Extremos de ench. sold, A105, Guarnicin de Cr.13, Asientos Duros 1/2 a 2 1/2 a 2 1/2 a 2 Compuerta (cua slida) Vogt SW 12111 Globo (disco suelto) Vogt SW 12141 Retencin (bola) Edwards 832Y Asbesto comprimido, espesor 1/8, Durabla o equivalente Acero de Aleacin, esprragos A193 Gr. B7; tuercas pesadas hexagonales pesadas A194 Gr. 2H
Clase 300, extremos de enchufe soldado, A216 WCB, Guarnicin NACE (Nota 3) Tamao Grande (NOTA 7) 1/2 a 2 Tapn, (lub # 555), Rockwell 2024 Clase 150 RF Bridadas, A216 Gr. WCB, Guarnicin 13 Cr, asientos duros en compuerta y globo 3 a 12 14 a 36 3 a 12 3 a 36 (Nota 3) 3 a 4 Compuerta (cua slida) Powell 3030N Compuerta opererada con volante/engranaje (cua slida) Powell 3003 Globo (disco suelto) Crane 143XU Retencin (pastilla) (asiento de metal) Mission Duo Check II 15SPF Tapn (lubricado) (# 555) operado con palanca, guarnicin NACE, modelo corto, Rockwel Dynamic Balance 1945 Tapn (lubricado) (# 921) operado con engranaje, guarnicin NACE, modelo corto, Rockwell Dynamic Balance 1949. Mariposa (de pastilla) Alto rendimiento (HiPerf). Asiento TFE, disco 316, eje a prueba de fuego 174 PH, palanca posicionadora. Posi Seal Phoenix III Mariposa (de orejas) Alto rendimiento (HiPerf). Asiento TFE, disco 316, eje a prueba de fuego 174 PH, operada con engranaje. Posi Seal Phoenix III
(Nota 3)
6 a 12
(Nota 6)
3 a 8
(Nota 6)
10 a 36
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 40ndice norma
JUNTAS
Sin Mantenimiento 1/2 a 2 3 y mayores
Con Mantenimiento Enchufe soldado Soldadura a tope Ver Anexo D 3/4 a 11/2 3000# conexin de enchufe soldado con vlvula de compuerta 3/4 a 11/2 enchufe soldado hembra x terminal roscado hembra, Vogt ST2801 1/2 y mayores Bridas
CONEXIONES (NOTA 9)
DERIVACIONES VENTEO Y DRENAJE
INSTRUMENTO Presin 3/4 3000# conexin de enchufe soldado con vlvula de compuerta 3/4 de enchufe soldado x vlvula de compuerta de rosca hembra, Vogt ST2801 1/2 conexin con rosca normal de tubo (NPT) con vlvula de compuerta 1/2 enchufe soldado hembra x terminal roscado hembra, Vogt 12111 1 Rosca Normal de Tubo (NPT)
Flujo
Temperatura
NOTAS:1. Se podrn usar bridas de desplazamiento en lugar de cuello soldado cuando se requiera por motivos de espacio. La temperatura mxima para las bridas de desplazamiento es de 204_C. Cuando la temperatura exceda de 204_C se usarn bridas de cuello soldado en lugar de deslizamiento. 2. Las tuberas que tienen que ser enterradas se debern revestir y cubrir siguiendo las indicaciones dadas en la Especificacin de Ingeniera PDVSA0201. 3. Las vlvulas de tapn se usarn en servicios donde la operacin rpida sea una ventaja. La temperatura mxima para las vlvulas de tapn Rockwell es 260_C con lubricante # 555. La temperatura mxima para las vlvulas de tapn Rockwell 2024 es 177_C. 4. Usar bridas de deslizamiento Clase 150 RF, A150 con extremos soldados para bridas deslizante en la tubera. Cuando la temperatura exceda 204_C, se deber usar bridas de cuello soldado en lugar de deslizamiento. 5. Usar bridas de cuello soldado Clase 150 RF, A105 en tomas en tubos. 6. Las vlvulas de mariposa de alto rendimiento se usarn como un bloque primario y las vlvulas de estrangulamiento siempre que sea posible, especialmente cuando se trate de medidas por encima de 12. La temperatura mxima para vlvulas de mariposa es 232_C. Las vlvulas principales de aislamiento sern vlvulas de compuerta. 7. Todas las vlvulas, vlvulas de hierro fundido, accesorios de acero forjado A105 y tuberas, tendrn una dureza mxima de 200 BHN. 8. Cuando se requiera el uso de vlvulas de bloque de 1 a 2 para conexiones de equipos o recipientes, stas deben ser vlvulas de tapn Walworth 1749F. 9. Todas las tomas de instrumentos de presin, flujo, drenajes y venteos debern ser soldados o sellados con soldadura hasta la rosca de entrada de la primera vlvula de bloque.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 41ndice norma
1.ESPECIFICACIN DE LNEA AA3CLASE 150 RF ACERO AL CARBONOSERVICIO (NOTA 5) Ver ndice de Servicio 1373 KPa (157 psi) a 204 C (399 F) 654 KPa (95 psi) a 399 C (750 F)
LMITES DE PRESIN/TEMPERATURA
CORROSIN PERMITIDA TUBERA
1,587 mm (0,0625) 1/2 a 2 3 a 6 8 a 24 Sch. 80 Extremo plano A106 Gr.B, sin costura Sch. 40 Extremo biselado A53 Gr.B, sin costura Sch. 20 Extremo biselado A53 Gr.B, sin costura Sch. 80, A106 Gr.B, sin costura Enchufe Soldado (maquinado internamente para igualar el D.I. del tubo) Cuello Soldado (maquinado internamente para igualar el D.I. del tubo) De deslizamiento
NIPLES BRIDAS (NOTA 1)
1/2 a 2 1/2 a 2 3 a 8 10 a 24
Clase 150 RF, A105, Acabado 125200 AARH
BRIDAS DE ORIFICIOS
Clase 300 RF, A105, Acabado 125 200 AARH 11/2 a 12 14 a 24 Cuello Soldado (Maquinado internamente para igualar el D.I. del tubo) (Nota 2) Enchufe Soldado 3000# Sin costura o soldada a tope (Sch. para calzar el tubo)
ACCESORIOS
A105 1/2 a 2 A234 Gr. WPB 3 a 24
EMPAQUETADURAS PERNOS VLVULAS Tamao Pequeo (NOTA 4)
Devanadas en espiral, 304 SS, rellenas con asbesto, Flexitallic CG o equivalente Acero de Aleacin, esprragos A193 Gr. B7; tuercas pesadas hexagonales A194 Gr. 2H Clase 800, Extremos de Enchufe Soldado (SW), Guarnicin Cr.13, Asientos Duros 1/2 a 2 1/2 a 2 Compuerta (cua slida) Vogt SW 12111 De Globo (disco suelto) Vogt SW 12141
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 42ndice norma
1/2 a 2 Tamao Grande
Retencin (bola) Edwards 832Y
Clase 150 RF Bridadas, A216 Gr. WCB, guarnicin Cr.13, acabado de brida 125200 AARH, asientos duros en compuerta y globo 3 a 12 14 a 36 3 a 12 3 a 36 Compuerta (cua slida) Powell 1503N Compuerta operada por volante o engranaje (cua slida) Powell 1503 Globo (disco suelto) Crane 143XU Retencin (pastilla) (asiento de metal) Mission Duo Check II 15SPF Mariposa (de pastilla). Asiento TFE, disco 316, eje a prueba de fuego 174 PH, palanca posicionadora. Posi Seal Phoenix III Mariposa (de orejas). Asiento TFE, disco 316, eje a prueba de fuego 174 PH, operada con engranaje. Posi Seal Phoenix III Con Mantenimiento Enchufe soldado Soldadura a tope Ver Anexo D 3/4 a 11/2 3000# conexin de enchufe soldado con vlvula de compuerta 3/4 a 11/2 enchufe soldado hembra x terminal roscado hembra, Vogt ST2801 3/4 3000# conexin de enchufe soldado con vlvula de compuerta 3/4 de enchufe soldado x terminal roscado hembra, Vogt ST2801 1/2 conexin con rosca normal de tubo (NPT) con vlvula de compuerta 1/2 enchufe soldado hembra x terminal roscado hembra, Vogt 12111 1 Rosca Normal de Tubo (NPT) 1/2 y ms Bridas
(Nota 3)
3 a 8
(Nota 3)
10 a 36
JUNTAS
Sin Mantenimiento 1/2 a 2 3 y mayores
CONEXIONES (NOTA 5)
DERIVACIONES VENTEO Y DRENAJE
INSTRUMENTO Presin
Flujo
Temperatura
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 43ndice norma
NOTAS:1. Se podrn usar bridas de desplazamiento en lugar de cuello soldado cuando se requiera por motivos de espacio. La temperatura mxima para las bridas de desplazamiento es de 204_C. Cuando la temperatura exceda de 204_C se usarn bridas de cuello soldado en lugar de deslizamiento. 2. Usar bridas de cuello soldado Clase 150 RF, A105 en tomas en tubos. 3. Las vlvulas de mariposa de alto rendimiento sern usadas como vlvulas de estrangulamiento en servicio de vapor especialmente mayores de 12. La temperatura mxima para vlvulas de mariposa es 232_C. 4. Cuando se requiera vlvulas de bloque bridadas de 2 o menores, para conexiones de recipientes o equipos, stas debern ser vlvulas de compuerta Clase 150, Vogt 353 con acabado de bridas 125200 AARH. 5. Las tomas de instrumentos de presin, flujo, drenajes y venteos debern ser soldados o sellados con soldadura hasta la rosca de entrada de la primera vlvula de bloque.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 44ndice norma
1.ESPECIFICACIONES DE LNEA AA4CLASE 150 RF ACERO AL CARBONOSERVICIO (NOTA 3) Ver ndice de Servicios 687 kPa (100 psi) a 399 _C (750 _F) 490 kPa (71 psi) a 427 _C (801 _F) CORROSIN PERMITIDA TUBERA 1,587 mm (0,625) 1/2 a 2 3 a 6 8 a 24 NIPLES BRIDAS 1/2 a 2 1/2 a 2 3 a 24 BRIDAS DE ORIFICIOS Sch. 80 Extremo plano A106 Gr.B, sin costura Sch. 40 Extremo biselado A106 Gr.B, sin costura Sch. 20 Extremo biselado A106 Gr.B, sin costura Sch. 80, A106 Gr.B, sin costura Enchufe Soldado (maquinado internamente para igualar el D.I. del tubo) Cuello Soldado (maquinado internamente para igualar el D.I. del tubo)
LMITES DE PRESIN/TEMPERATURA
Clase 150 RF, A105, Acabado 125200 AARH
Clase 300 RF, A105, Acabado 125 200 AARH 11/2 a 12 14 a 24 Cuello Soldado (Maquinado para igualar el D.I. del tubo) (Nota 1) Enchufe Soldado 3000# Sin costura o soldada a tope, Sch. para calzar el tubo
ACCESORIOS
A105 1/2 a 2 A234 Gr. WPB 3 a 24
EMPAQUETADURAS PERNOS VLVULAS Tamao Pequeo (NOTA 2)
Devanadas en espiral, 304 SS, rellenas con asbesto, Flexitallic CG o equivalente Acero de Aleacin, esprragos 193 Gr. B7, tuercas pesadas hexagonales A194 Gr. 2H Clase 800, Extremos de enchufe soldado, A105, Guarnicin de Cr. 13, Asientos y cuas duras en compuerta y globo, asientos duros en retencin. 1/2 a 2 Compuerta (cua slida) Vogt SW 12111
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 45ndice norma
1/2 a 2 1/2 a 2 Tamao Grande
De Globo (disco suelto) Vogt SW 12141 Retencin (bola) Edwards 832Y
Clase 150 RF Bridadas, A216 Gr. WCB, guarnicin Cr. 13, Acabado de brida 125200 AARH asientos duros en compuerta y globo 3 a 12 14 a 24 3 a 12 3 a 24 Compuerta (cua slida) Powell 1503N Compuerta operada con volante y engranaje (cua slida) Powell 1503 Globo (disco suelto) Crane 143XU Retencin (pastilla) (asiento de metal) Mission Duo Check II 15SPF Con Mantenimiento Enchufe soldado Soldadura a tope 1/2 y ms Bridas Ver Anexo D 3/4 a 11/2 3000# conexin de enchufe soldado con vlvula de compuerta 3/4 a 11/2 enchufe soldado hembra x terminal roscado hembra, Vogt ST2801
JUNTAS
Sin Mantenimiento 1/2 a 2 3 y mayores
CONEXIONES (NOTA 3)
DERIVACIONES VENTEO Y DRENAJE
INSTRUMENTO Presin 3/4 3000# conexin de enchufe soldado, con enchufe soldado macho de 3/4 x vlvula de compuerta rosca hembra, Vogt ST2801 1/2 conexin con rosca normal de tubo (NPT) con vlvula de compuerta 1/2 enchufe soldado hembra x terminal roscado hembra, Vogt 12111 1 Rosca Normal de Tubo (NPT)
Flujo
Temperatura
NOTAS:1. Usar bridas de cuello soldado Clase 150 RF, A105 en tomas de tubos. 2. Cuando se requieran vlvulas de bloque bridadas de 2 o menores, para conexiones de recipientes o equipos, stas deben ser vlvulas de compuerta Clase 150, Vogt 353 con acabado de bridas 125200 AARH. 3. Todos las tomas de instrumentos de presin, flujo, drenajes y venteos debern ser soldados o sellados con soldadura hasta la rosca de entrada de la primera vlvula de bloque.
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 46ndice norma
1.ESPECIFICACIN DE LNEA AA5CLASE 150 RF ACERO AL CARBONOSERVICIO (NOTA 1, 3 y 6) CORROSIN PERMITIDA TUBERA Ver ndice de Servicio 1961 Kpa (284 psi) Ver Figura 2
LMITES DE PRESIN/TEMPERATURA 1,587 mm (0,0625) 1/2 a 2 3 a 10 12 a 24 NIPLES BRIDAS (NOTA 2) 1/2 a 2 1/2 a 2 3 a 8 10 a 24 BRIDAS DE ORIFICIOS
Sch. 80 Extremo plano A106 Gr.B, sin costura Sch. 40 Extremo biselado A53 Gr.B, sin costura Estndar Extremo biselado A53 Gr.B, sin costura Sch. 80, A106 Gr.B, sin costura Enchufe Soldado (maquinado internamente para igualar el D.I. del tubo) Cuello Soldado (maquinado internamente para igualar el D.I. del tubo) De deslizamiento
Clase 150 RF, A105
Clase 300 RF, A105 11/2 a 12 14 a 24 Cuello Soldado (Maquinado para igualar el D.I. del tubo) (Nota 4) Enchufe Soldado 3000# Sin costura o soldada a tope, Sch. para calzar el tubo
ACCESORIOS
A105 1/2 a 2 A234 Gr. WPB 3 a 24
EMPAQUETADURAS PERNOS VLVULAS Tamao Pequeo
Asbesto comprimido, espesor 1/8, Durabla o equivalente Acero de Aleacin, esprragos A193 Gr. B7, tuercas pesadas hexagonales A194 Gr. 2H Clase 800, Extremos de enchufe soldado, A105, Guarnicin de Cr. 13, Asientos duros 1/2 a 2 Retencin (bola) Edwards 832Y
ESPECIFICACIN DE INGENIERA
PDVSA H221 REVISIN FECHA
PDVSA.Men Principal
MARTERIALES PARA TUBERASndice manual ndice volumen
2
AGO.09
Pgina 47ndice norma
Clase 300, Extremos de enchufe soldado, cuerpo A216 WCB, tapn 316SS, manguito FEP (NOTA 5) Tamao Grande 1/2 a 2 3 a 4 6 a 8 3 a 24 10 a 24 Tapn, Tufline 0366 SW Tapn (FEP Manguito) Tapn 316SS, operado por palaca Tufline 067 Tapn (FEP Manguito) Tapn 316SS, operado por palaca Tufline 067EG Retencin (pastillas) (asientos de metal) Mission Duo Check II 15SPF Mariposa (con orejas) de alto rendimiento (Hiperf) asiento TFE, disco 316, eje a prueba de fuego 174 PH, operada con engranaje, Posi Seal Phoenix III Con Mantenimiento Enchufe soldado Soldadura a tope 1/2 y ms Bridas Ver Anexo D 3/4 a 11/2 3000# conexin de enchufe soldado con vlvula de compuerta 3/4 a 11/2 enchufe soldado hembra x terminal roscado hembra, SW x SC, Tufline 0366 Clase 150 RF de Bridas, A216 Gr. WCB
JUNTAS
Sin Mantenimiento 1/2 a 2 3 y mayores
CONEXIONES (NOTA 6)
DERIVACIONES VENTEO Y DRENAJE
INSTRUMENTO Presin 3/4 3000# conexin de enchufe soldado con vlvula de compuerta 3/4 de enchufe soldado x terminal roscado hembra, SW x SC, Tufline 0366 1/2 conexin con rosca normal de tubo (NPT) con vlvula de compuerta 1/2 enchufe soldado hembra x terminal roscado hembra, SW x SC, Tufline 0366 1 Rosca Normal de Tubo (NPT)