Tesiscybertesis.ubiobio.cl/tesis/2006/perez_p/doc/perez_p.pdf · Departamento de Ingeniería en...
83
Universidad del Bío-Bío Facultad de Ingeniería Departamento de Ingeniería en Maderas Tesis Presentada para la obtención del grado de Magíster en Ciencia y Tecnología de la Madera Por Patricio A. Pérez Guerrero Modelación del Secado de Renovales de Canelo Basado en el Coeficiente Global de Secado Director de tesis: Dr. Rubén Ananías. Fac. de Ingeniería U. del Bío-Bío Co-Director: Dr. Carlos Salinas Fac. de Ingeniería U. del Bío-Bío
Transcript of Tesiscybertesis.ubiobio.cl/tesis/2006/perez_p/doc/perez_p.pdf · Departamento de Ingeniería en...

Universidad del Bío-Bío
Facultad de Ingeniería
Departamento de Ingeniería en Maderas
Tesis
Presentada para la obtención del grado de
Magíster en Ciencia y Tecnología de la Madera
Por
Patricio A. Pérez Guerrero
Modelación del Secado de Renovales de Canelo Basado en el Coeficiente Global de Secado
Director de tesis: Dr. Rubén Ananías. Fac. de Ingeniería U. del Bío-Bío
Co-Director: Dr. Carlos Salinas Fac. de Ingeniería U. del Bío-Bío

Correctores: M.Sc. Misael Gutiérrez Fac. de Cs. Forestales U. de Chile
Dr. Andrés Segura Fac. de Cs. Sal y Al. U. del Bío-Bío
2

INDICE
INDICE
Lista de Símbolos
INTRODUCCIÓN.
Estudio Experimental Del Secado De Renovales De Canelo.1
RESUMEN.
ABSTRACT.
INTRODUCCIÓN.
MATERIALES Y METODOS.
Preparación de la Madera.
Diseño de experimentos.
Ensayos de secado.
Evaluación de la calidad de Secado.
RESULTADOS Y DISCUSIÓN.
Programas de secado.
Evolución del Secado.
Evaluación de la Calidad de Secado.
CONCLUSIONES.
AGRADECIMIENTOS.
BIBLIOGRAFÍA.
ESTUDIO DE LA VELOCIDAD DEL SECADO DE RENOVALES DE CANELO DRIMYS WINTERI.2
RESUMEN.
ABSTRACTS.
INTRODUCCION.
METODOLOGIA.

Preparación de la madera.
Diseño experimental.
Ensayos de secado.
Los programas de secado.
Velocidad de secado experimental.
RESULTADOS Y DISCUSION.
CONCLUSIONES.
AGRADECIMIENTOS.
BIBLIOGRAFIA.
MODELACIÓN DEL SECADO CONVENCIONAL DE RENOVALES DE CANELO BASADA EN EL
COEFICIENTE GLOBAL DE SECADO.
RESUMEN.
ABSTRACT.
INTRODUCCION.
METODOLOGIA.
Datos Experimentales.
Ensayos Laboratorio (secado piloto).
Ensayos Industriales.
Determinación del coeficiente global de secado (Kx).
Modelo Fenomenológico.
RESULTADOS Y DISCUSION.
Condiciones Iniciales.
Coeficiente global de secado (Kx).
Modelación Industrial.
CONCLUSIONES.
BIBLIOGRAFIA.
4

ANEXOS
ANEXO 1.
CÁLCULO DE LOS PARÁMETROS DEL MODELO.
Masa Anhidra.
Contenido de humedad de equilibrio.
Contenido de humedad del Aire (ws).
ANEXO 2. CONSTANTES DEL MODELO VALIDADO
ANEXO 3. CÁLCULOS ESTADÍSTICOS.
Tamaño de la muestra.
ANEXO 4. RESULTADOS.
Fase Madera.
Fase Ambiente.
ANEXO 5. GLOSARIO DE TÉRMINOS.

Lista de Símbolos
A: Superficie de la madera (m2)
CH: Contenido de humedad de la madera en base seca (%)
CHC: Contenido de humedad critico (%)
CHE: Contenido de humedad de Equilibrio (%)
CHPSF: Contenido de humedad al punto de saturación de las fibras (%)
Cp: Calor especifico (J/kgK)
Cpa: Calor especifico del aire (J/kgK)
CpLe: Calor especifico del agua en estado líquido (J/kgK)
Cpve: Calor especifico del vapor agua (J/kgK)
Cps: Calor especifico de la madera (J/kgK)
dH: Diámetro hidráulico (m)
6

dCH/dt: Variación temporal del contenido de humedad de la madera (kg/s)
E: Error relativo al estimar (CHexp) mediante (CHmod) (%)
e: Espesor (m)
exp: Elemento experimental
G: Flujo másico del aire (kg/s)
h: Coeficiente convectivo de transporte de calor (w/m2ºC)
HR: Humedad relativa (%)
ind: Elemento industrial
j+1: Paso de tiempo
Kx: Coeficiente global de transferencia de masa (kg/m2s)
M0: Masa anhidra (seca) de la madera (kg)
Mx: Masa a un determinado contenido de humedad x (kg)
mod: Elemento modelado
7

P: Presión atmosférica (cmHg)
Pv: Presión de vapor (cmHg)
Psat: Presión de saturación (cmHg)
PM: Perímetro mojado (m)
S: Superficie flujo del aire (m2)
St: Superficie sección transversal (m2)
Sca: Dimensión característica de la sección transversal.(m2)
t: Tiempo (h)
T: Temperatura de bulbo seco (ºC)
Th: Temperatura de bulbo húmedo (ºC)
TK: Temperatura del ambiente en (K)
Tm: Temperatura de la madera (ºC)
Ts: Temperatura del aire en la salida (ºC)
8

TE: Temperatura del aire en la entrada (ºC)
V: Velocidad del aire (m/s)
wE: Contenido de humedad del aire en la entrada de la carga (kg/kg)
ws: Contenido de humedad del aire en la salida de la carga (kg/kg)
Letras griegas
Δhv: Calor latente de vaporización (kJ/kg)
Λ: Calor latente de vaporización del agua en la madera a la temperatura T (J/kg)
Λ0: Calor latente de vaporización del agua en el aire a la temperatura de 0ºC (J/kg)
ρ: Densidad del aire (kg/m3)
ρ0: Densidad anhidra del material (kg/m3)
λ: Conductividad térmica del aire (w/m.ºC)
Φ: Velocidad de secado experimental (%/h)
ΦMAX: Velocidad de secado máxima (%/h)
9

μ: Viscosidad dinámica del aire (kg/ms)
ν: Viscosidad cinemática del aire (m2/s)
10

INTRODUCCIÓN.
El presente estudio titulado “Modelación del Secado de Renovales de Canelo Basado en el
Coeficiente Global de Secado”, constituye un aporte efectivo al conocimiento del secado de
especies nativas en Chile.
El trabajo se encuentra dividido en tres capítulos, los cuales corresponden a tres artículos,
realizados durante el desarrollo del programa de Magíster en Ciencia y Tecnología de la Madera;
en ellos se aborda el análisis de la calidad de la madera, velocidad del secado y por último la
modelación del proceso de secado de tablas aserradas procedentes de renovales de canelo.
Este es un estudio básicamente experimental. La obtención de información se logró por
medio de ensayos en el laboratorio de secado de la Universidad del Bío-Bío y su validación se basa
en ensayos industriales realizados en una empresa de la Región del Bío-Bío (Chile).
Los renovales de canelo Drimys winteri, están conformados por árboles jóvenes nativos de
Chile, cuya madera presenta dificultades en el proceso de secado, debido a su estructura anatómica
en especial su carencia de vasos y alta proporción de radios leñosos. Presenta una baja densidad
básica asociada a su rápido crecimiento y una marcada anisotropía transversal.
El primer capitulo trata acerca del “Estudio experimental del secado de renovales de canelo”
y fue expuesto en la “X Reunión sobre investigación y desarrollo de productos forestales e IAWS
2005” presentado en Concepción Chile en Noviembre del 2005. En este trabajo se estudian los
programas del secado de madera de renovales de canelo y se evalúa la calidad de la madera seca y
11

el tiempo de secado, lo que permite determinar un programa de secado adecuado para la especie, de
acuerdo al compromiso entre menor nivel de defectos atribuibles al proceso y el tiempo de secado.
El segundo capítulo trata sobre el “Estudio de la velocidad de secado de renovales de canelo
Drimys winteri”, publicado en la revista Maderas: Ciencia y Tecnología, volumen 7(2) del 2005.
Este trabajo tiene como objetivo estudiar la velocidad del secado de la madera de renovales de
canelo, considerando ensayos experimentales a temperaturas convencionales, lo cual complementa
el trabajo sobre calidad dicho anteriormente.
El tercer capitulo titulado “Modelación del secado convencional de renovales de canelo
basada en el coeficiente global de secado”, trata sobre la modelación del proceso de secado y su
validación a nivel industrial. Se utiliza un modelo fenomenológico el cual permite simular la
evolución de la temperatura y el contenido de humedad del ambiente y de la madera en toda la
carga de secado. El resultado de esto es conocer el desarrollo del proceso de secado y poder
modificar las variables para reducir el tiempo de secado y mejorar el proceso y calidad del producto
final.
Los resultados obtenidos en el estudio entregan programas de secado adecuados para tablas
de un espesor de 25 mm y de 50 mm, lográndose condiciones de secado adecuadas y un nivel de
secado muy bueno para 25 mm y satisfactorio para 50 mm. La velocidad de secado máxima se
encuentra en el rango de 1,72 y 2,99 (%/h) asociados a estos programas. Por último, el modelo
fenomenológico utilizado logra predecir de forma adecuada la evolución de la temperatura y
humedad del ambiente y de la madera durante el proceso de secado. Por otra parte la modelación
no se ve afectada por el cambio de escala de laboratorio a nivel industrial.
12

13

CAPITULO 1
Estudio Experimental Del Secado De Renovales De
Canelo.
14

Estudio Experimental Del Secado De Renovales De Canelo.1
Patricio Pérez1; Rubén Ananías2; Gonzalo Hernández3
RESUMEN.
Se realiza un estudio experimental del secado artificial a temperaturas convencionales de
renovales de canelo Drimys winteri de 25 y 50 mm de espesor.
El diseño experimental incluye el programa de secado y el espesor de la madera. Seis ensayos
de secado a escala piloto son realizados en un horno convectivo de 0,3 m3. Se evalúa la calidad
final de la madera, basándose en estandarizaciones europeas, considerando la homogeneidad,
gradiente de humedad final, tensiones de secado, colapso, grietas superficiales e internas. Los
alabeos del secado se evalúan aplicando las normas chilenas.
Los resultados muestran que los programas de secado que se proponen permiten secar
satisfactoriamente los renovales de canelo. El comportamiento de los renovales frente al secado es
1 Presentado en X Reunión sobre investigación y desarrollo de productos forestales e IAWS. 2005. Concepción, Chile.
Noviembre 2005
1 Magíster en Ciencia y Tecnología de la Madera©. Depto. Ingeniería en Maderas. Fac. de Ingeniería. Universidad del
Bío-Bío. [email protected].
2 Profesor Asociado. Depto. Ingeniería en Maderas. Fac. de Ingeniería. Universidad del Bío-Bío. [email protected]
3 Ingeniero de Proyectos. INFOR. División Industrias. [email protected]
15

condicionado por la calidad de la madera a secar y el oreado de la madera verde.
Palabras clave: Secado convencional. Drimys winteri.
ABSTRACT.
An experimental study of drying at conventional temperatures of Drimys winteri of 25 and 50
mm of thickness was performed.
The experimental design includes as variables the drying schedule and the wood thickness.
Six drying tests at pilot scale were performed in a 0,3 m3 capacity laboratory dry kiln. The wood
drying quality, based on European standards is evaluated, considering the moisture homogeneity,
the moisture gradient, the casehardening, the collapse, the surface and internal checking. The
drying warp is evaluated applying Chilean standards.
The results show that the drying schedules that are proposed to allow a satisfactory drying of
canelo regrowths. The behavior of the regrowths during the drying is conditioned by the wood
quality before the drying and the initial moisture content.
Keywords: Drimys winteri. Wood drying.
INTRODUCCIÓN.
16

Los renovales de canelo (Drimys winteri) son una especie nativa chilena, que se encuentran
ampliamente distribuidos en el área sur del país y particularmente en la X región alcanzando
alrededor de las 230 mil hectáreas de bosques de renovales (www.infor.cl). No obstante, una de las
limitaciones para el aprovechamiento industrial de los renovales de canelo es el escaso
conocimiento tecnológico acerca del secado de la madera aserrada.
El comportamiento de los renovales de canelo frente al secado es condicionado por su
estructura anatómica -carencia de vasos e importante proporción de radios leñosos- (figura 1) y sus
propiedades físicas, como es la baja densidad básica y alta anisotropía dimensional transversal
(Ctg/CRd). Además la calidad de la madera a secar y la realización de un presecado al aire son
factores importantes que influyen en la calidad final de la madera (Ananías, 2004).
Figura 1: Fotos microscópicas del canelo x10.
De izquierda a derecha: Transversal; Tangencial; Radial (Fuente: Ananías. 2004)
En este estudio se estudian los programas del secado de renovales de canelo y se evalúa la
calidad de la madera seca y el tiempo de secado.
17

MATERIALES Y METODOS.
Preparación de la Madera.
Para este estudio se utilizó madera proveniente de bosques de renovales de canelo de la X
región (Hacienda Rupaco, Lanco), el DAP (diámetro a la altura del pecho) promedio fue de 31,8
cm. Las trozas fueron transportadas a Concepción preparándose basas en un aserradero de la
localidad.
Posteriormente las basas fueron trasladadas al Pabellón de Tecnología de la Madera de la
Universidad del Bío-Bío, permaneciendo almacenadas bajo cobertizo. Posteriormente las basas de
renovales de canelo fueron reaserradas para obtener las piezas a las escuadrías pertinentes para el
secado. Se privilegió el mayor aprovechamiento de la materia prima, por lo que se obtuvo una alta
proporción de madera en corte mixto y presencia de médula. Las dimensiones de las piezas
aserradas fueron de 25 mm y 50 mm de espesor y un metro de largo.
Diseño de experimentos.
El diseño de experimentos utilizado para este estudio fue el siguiente:
Tabla 3: Diseño experimental factorial 22.
VARIABLE NIVEL
Espesor 2 (25 mm y 50 mm)
Programa 2 (Programa 1 y Programa 2)
18

Este diseño de dos factores con dos niveles cada uno exige desarrollar cuatro ensayos
experimentales, además se repitió una vez el mejor programa para cada espesor, ejecutándose así 6
ensayos de secado experimental.
Ensayos de secado.
Los 6 ensayos de secado experimental fueron realizados en un horno piloto de secado
convencional de 0,3 m3 de capacidad. En cada carga se escogieron 10 piezas en las que se evaluó su
peso para la determinación del contenido de humedad y se emplearon de testigos para la
conducción del proceso de secado.
Las temperaturas de bulbo seco y bulbo húmedo, así como la temperatura de la madera,
fueron monitoreadas por termocuplas y leídas periódicamente por un sistema de adquisición de
datos (Figura 2).
Figura 2: Esquema del horno de secado piloto de 0.3 m3 de capacidad.
1: Madera. 2: Calderín. 3: Sistema adquisición datos computarizado. 4:Sistema ventilación. 5: Sistema humidificación. 6: Sistema de calefacción. 7. Ventilas. 8: Termocuplas. (Fuente: Alvear et al. 2003)
19

La conducción del secado fue llevada a cabo, en base a la evolución del contenido de
humedad de las muestras testigo y el monitoreo de las condiciones ambientales descrito
anteriormente.
Evaluación de la calidad de Secado.
La evaluación de la calidad de secado se realizó aplicando dos estándares. La norma chilena
oficial 993 of 72, para evaluar los alabeos y las estandarizaciones europeas (Welling, 1994), para
evaluar homogeneidad de la humedad, gradientes de humedad, tensiones de secado, grietas y
colapso.
En base a la Norma Chilena Nch 993.EOf72, se determinaron los valores límites de alabeos y
se calculó un índice de calidad, por la relación siguiente:
(1)
I = Indice de Calidad, Na = N° de piezas sin defectos, Nb = N° de piezas con defecto leve,
Nc = N° de piezas con defecto moderado, Nd = N° de piezas con defecto severo, M = N° de piezas totales de la carga
De acuerdo al índice de calidad obtenido, cada ensayo fue clasificado mediante la siguiente
tabla de atributos de calidad (Tabla 2 adaptada de Kauman y Mittak, 1996).
Tabla 3. Atributos de calidad según alabeos
Nivel de Secado Índice (I) Condiciones de Secado
Excelente 0,0 Adecuadas
20

Nivel de Secado Índice (I) Condiciones de Secado
Muy bueno 0,1 – 0,5
Bueno 0,51 – 1,0
Satisfactoria 1,1 – 1,5 Poco Adecuadas
Regular 1,51 – 2,0
Defectuosa 2,1 – 3,0 Inadecuadas
Mala 3,1 – 5,0
Muy Mala > 5,0
Fuente: Kauman y Mittak, 1966.
En base a la norma Nch 993.Eof72, los alabeos admisibles para la madera utilizada en estos
ensayos se muestra en la Tabla 3.
Tabla 3. Niveles de alabeos admisibles en mm
Espesor Acanaladura Arqueadura Encorvadura Torcedura
S/d L M S S/d L M S S/d L M S S/d L M S
25 mm 0 1-3 3-5 >5 0 1-3 3-6 >6 0 1-2 2-3 >3 0 1-5 5-8 >8
50 mm 0 1-3 3-5 >5 0 0-1 1-3 >3 0 1-2 2-3 >3 0 1-4 4-7 >7
S/d= Sin defecto, L= Leve, M= Moderado, S= Severo
De acuerdo al procedimiento elaborado por Welling en 1994, se evaluaron al final del secado
los parámetros: contenido de humedad, gradiente de humedad, tensiones y colapso. Los rangos de
calidad de la madera fueron especificados como Estándar (S), Calidad (Q) y Exclusiva (E), tal
como se muestra en la tabla 4:
Tabla 4: Calidad de la madera al final del secado según rangos de contenido de humedad, gradiente de humedad, tensiones y colapso
21

Parámetros Estándar (S) Calidad (Q) Exclusivo (E)
Contenido de Humedad Final (%) 7 - 13 8 - 12 9 - 11
Gradiente de Humedad (%) 4 3 2
Tensiones internas (mm) 3 2 1
Colapso (mm) 6 3 2
El contenido de humedad se evaluó mediante el método gravimétrico, al igual que el
gradiente de humedad al final del secado. Las tensiones de secado fueron determinadas por la
flecha máxima obtenida en probetas tipo filete. Se evaluó la reducción en espesor necesaria para
eliminar el colapso por medio de cepillado. Este procedimiento establece que a lo menos el 90 %
de piezas que conforman la carga de secado deben ajustarse dentro de los intervalos y limites
correspondientes para la calidad asignada, en caso contrario se clasificará el proceso con una
calidad inferior (Welling, 1994).
RESULTADOS Y DISCUSIÓN.
Programas de secado.
En la tabla 5 se proponen los programas de secado para 25 y 50 mm de espesor. Estos fueron
adaptados de la literatura (Aléon et al., 1990; Junac, 1989; Boone et al. 1988; Tuset y Durán,
1986; Joly y More-Chevalier, 1980), y comprobados en base a los 6 experimentos de secado a
escala piloto.
Tabla 5. Programas de secado de renovales de canelo
22

Programa CH (%) T (ºC) TH (ºC) CHE (%)
Verde1 50 50 -
Verde-40 44 40 14
40-30 48 42 12
30-25 52 44 10
25-18 60 50 9
182 60 60 -
20-15 66 54 8
15-8 70 54 6
83 70 70 -
Verde1 44 44 -
Verde-30 44 40 14
30-25 48 42 12
25-18 52 44 10
182 52 52 -
20-15 60 50 9
15-8 66 54 8
83 66 66 -
Los programas de secado para madera verde de renovales de canelo, incluyen un tratamiento
inicial1 en ambiente saturado a 50 ºC y 44 ºC, para madera de 25 y 50 mm de espesor
respectivamente. Luego se realiza el proceso de secado propiamente hasta lograr un 18 % de
contenido de humedad, procediéndose a continuación a un tratamiento intermedio2 en ambiente
saturado a la temperatura según programa, esto es, 60 ºC y 52 ºC en 25 y 50 mm de espesor
respectivamente. Finalmente, el programa termina con un acondicionado final3 en ambiente
saturado a 70 ºC y 66 ºC en 25 y 50 mm de espesor respectivamente. El tratamiento inicial favorece
el calentamiento de la madera y la preparación de la carga de madera para el secado. El tratamiento
intermedio (reacondicionado) favorece la recuperación del colapso. El acondicionado final permite
liberar las tensiones de secado.
23

Evolución del Secado.
La variación del contenido de humedad durante los ensayos experimentales de secado de los
renovales de canelo es mostrada en las figuras 3 y 4.
La humedad inicial de la madera verde de 25 mm varió entre 85 y 135% , esto debido al
presecado natural antes de los ensayos (E-1, E-2, E-3). Por lo mismo, la humedad inicial de la
madera de 50 mm de espesor varió entre el 80 y 140% (E-4, E-5, E-6). Tales diferencias en el
contenido de humedad inicial condicionaron el tiempo de secado de los renovales. En el caso de la
madera de 25 mm esta reducción fue del 40% (80 horas) ya que experimentó un cambio de 192
horas en el ensayo 1 (E-1) a 112 horas en el ensayo 3 (E-3). En la madera de 50 mm de espesor la
duración del secado varió entre 272 y 444 horas (E-4, E-5, E-6); en este caso, aparte de la humedad
inicial influyó además, el comportamiento de la madera frente al secado, la precisión en la
conducción del secado fue fundamental, observándose la tendencia a la cementación superficial4 y
grietas lo que obligó a mantener condiciones muy suaves de secado prolongándose como
consecuencia, el tiempo del secado para favorecer la calidad de la madera.
En todos los casos, fue notable la disminución del contenido de humedad inicial al iniciar el
secado (oreado de la madera) lo que permitió reducir el tiempo de secado artificial. Además, la
calidad inicial de la madera, en particular la presencia de médula, condicionó fuertemente el tiempo
de secado como consecuencia de la tendencia a la formación de grietas superficiales de la madera
4 Anexo 5. Glosario de términos.
24
central de los renovales de canelo.
Evaluación de la Calidad de Secado.
Evaluación del contenido de humedad, gradiente de humedad, tensiones y colapso al final del
secado.
Los resultados del contenido de humedad, gradiente de humedad, tensiones y colapso al final
del secado en los ensayos de 25 y 50 mm de espesor son mostrados en las Figuras 5 y 6
respectivamente, en el eje Y se representa los diferentes niveles del índice de calidad de la
humedad, donde el nivel 1 representa estándar (S), 2 es calidad (Q) y 3 es exclusiva (E).
Se observa en el ensayo E-1 un buen nivel (Q) tanto en el nivel de colapso como en tensiones
internas; en el caso del contenido de humedad final este es aceptable (S) pero en cuanto al nivel de
gradiente este no alcanza la norma llegando apenas al 85%.
En el ensayo de repetición E-2 se mejoró el nivel de gradiente de humedad (E), mientras que
el resto de índices se mantuvo en nivel estándar lo que es aceptable.
En el ensayo E-3 se presenta un mayor nivel de calidad en cuanto al contenido de humedad
final y tensión (Q) mientras que se mantiene constante el resto de factores, gradiente (E) y colapso
(S).
25
Se observa que el ensayo E-4 tanto el contenido de humedad final (CH F) como el gradiente
de humedad (grad) no satisfacen la norma, mientras que el nivel de colapso es aceptable (S) y las
tensiones finales llegan hasta calidad exclusivo (E).
Para el ensayo E-5 se presenta una considerable mejora en los niveles de calidad tanto en el
contenido de humedad final (Q) , como en el gradiente de humedad (E) y tensión (E). En cuanto al
nivel de colapso este es aceptable (S).
En el ensayo de repetición E-6 se mantienen los niveles de calidad, confirmando lo exitoso
del programa P-2 .
Índice de alabeos.
En las Figura 7 y 8 se presenta gráficamente el índice de alabeos (A) en los ensayos de
secado de renovales de canelo de 25 y 50 mm de espesor respectivamente.
Se observa que los ensayos E-1 y E-2 (P-1) presentan un menor nivel de defectos debido al
secado con valores de 0,91 (bueno) y 0,21 (muy bueno) respectivamente. El ensayo E-3 presenta un
mayor nivel de defectos por secado 1,47 (satisfactorio), pero aún se mantiene en los niveles
aceptables.
El defecto de mayor influencia en este índice fue la acanaladura, debido a la alta proporción
de madera en corte mixto.
El ensayo E-4 presenta el nivel mas alto de defectos 5,44 (muy malo) siendo no aceptable el
26

programa de secado utilizado (P1). Para el siguiente ensayo se utilizó el programa P2,
presentándose en el ensayo E-5 un índice de calidad de secado de 1,15 (satisfactorio) y se repitió
en E-6 obteniéndose un índice de 1,7 (regular). En este caso, el defecto que más aportó al índice fue
la torcedura.
CONCLUSIONES.
Dos programas de secado son propuestos para el secado de renovales de canelo de 25 y 50
mm de espesor. Los resultados del secado experimental de renovales de canelo muestran que las
condiciones de secado (P-1) utilizadas para la madera de 25 mm de espesor son adecuadas y se
logra un nivel de secado muy bueno. En el caso de los ensayos para 50 mm de espesor las
condiciones de secado utilizadas (P-2) son poco adecuadas manteniendo un nivel de secado
satisfactorio, pero mejora el nivel logrado con el programa P-1 para el mismo espesor. Los ensayos
de secado realizados logran un nivel de secado de calidad (Q) y en algunos factores llegan al nivel
exclusivo (E) de acuerdo al procedimiento propuesto por los estándares europeos
La calidad inicial de la madera y la realización de un pre secado (oreado de la madera) son
factores importantes en la calidad del producto final y en la reducción del tiempo del proceso de
secado.
AGRADECIMIENTOS.
Al Instituto Forestal de Investigación de Chile, en particular al proyecto “Desarrollo de
aplicaciones industriales no pulpables para renovales de canelo”, por permitir la divulgación de
27

estos resultados. A la Dirección de Graduados de la Universidad del Bío-Bío por el financiamiento
de una parte de este estudio.
BIBLIOGRAFÍA.
Aléon, D.; Chanrion, P. ; Négrié, G.; Perez, J.; Snieg, O. 1990. Séchage du bois. Guide
pratique. CTBA, Paris, Francia. 133 pp.
Alvear, M.; Broche, W.; Salinas, C.; Ananías, R.A. 2003. Drying kinetics of chilean
coigüe: Study of the drying global coefficient. 8IWDC, pp. 383-387.
Ananías, R.A. 2004. Estudio experimental del secado de renovales de canelo. Informe final.
Proyecto AT 0405. Universidad del Bío-Bío. 24 pp
Boone, R.S.; Kozlik, C.J.; Bois, P.J.; Wengert, E.M. 1988. Dry kiln schedules for
commercial woods. Temperate and tropical. USDA, FPL-GTR-57. 158 pp.
INFOR. 2003. Desarrollo de Aplicaciones Industriales No Pulpables para Renovales de
Canelo. http://www.infor.cl/webinfor/investigacion/proyectos/Ficha_Proyectos/2003/Diseno/17_
03_Canelo.htm. INFOR, Chile.
JUNAC-1989. Manual del grupo andino para el secado de maderas. Junta del Acuerdo de
Cartagena, Lima, Perú.
Joly, P.; More-Chevalier, F. 1980. Théorie, pratique et economie du séchage des bois. Vial,
28

Francia. 203 pp.
Kauman, W,G.; Mittak, G. 1966. Ensayos de secado de coigüe. Informe Técnico N° 25
INFOR, Chile.
Tuset, R.; Duran, F. 1986. Manual de maderas comerciales, equipos y procesos de
utilización. Hemisferio
Welling, J. 1994. Drying quality assessment and specificatión – A challenge for the future.
4IWDC, pp. 297-304
29

CAPITULO 2
Estudio de la velocidad del secado de renovales de
Canelo Drimys winteri.
30

Estudio de la velocidad del secado de renovales de Canelo Drimys
winteri.2
Wood drying kinetics study of canelo Drimys winteri regrowth
Patricio Pérez5; Rubén Ananías6; Gonzalo Hernández7.
RESUMEN.
En este trabajo se estudia experimentalmente la velocidad del secado artificial a temperaturas
convencionales de renovales de Canelo Drimys winteri.
El diseño experimental incluye los programas de secado y el espesor de la madera. Seis ensayos
son realizados usando madera de 25 y 50 mm de espesor, en un horno convectivo de 0,3 m3. La madera
para los ensayos experimentales proviene de bosques de renovales creciendo en la zona de Lanco (X
2 Publicado en: Maderas Ciencia y Tecnología. 2005. 7(2) 99-108. Concepción, Chile.
5 Magíster en Ciencia y Tecnología de la Madera©. Depto. Ingeniería en Maderas. Fac. de Ingeniería. Universidad del Bío-Bío.
6 Profesor Asociado. Depto. Ingeniería en Maderas. Fac. de Ingeniería. Universidad del Bío-Bío. [email protected]
7 Ingeniero de Proyectos. INFOR. División Industrias. [email protected]
Recibido: 30.05.2005. Aceptado 12.08.2005
31

Región, Chile).
Los resultados muestran que las curvas de secado carecen de la etapa de velocidad de secado
constante, la velocidad de secado máxima se encuentra en el rango de 1,72 y 2,99 (%/h) y el contenido de
humedad crítico varía entre 120 y 140 %. La velocidad del secado es limitada por la tendencia a los
defectos del secado de los renovales de canelo.
Palabras claves: Secado. Velocidad del secado. Drimys winteri.
ABSTRACTS.
This is an experimental study of the wood drying rate of Canelo Drimys winteri regrowth at
conventional temperatures.
The experimental design includes as variables, the drying schedule and the wood thickness. Six
testings were performed using wood of 25 and 50 mm thickness in a 0,3 m3 capacity laboratory dry kiln.
Canelo regrowths from Lanco (X Region, Chile) are used in these experiments.
The results show that the drying rate lack a constant rate period, they have a maximal drying rate
between 1,72 and 2,99 (%/h) and the critical moisture content varies between 120 and 140 %. Also the
wood drying rate is conditioned by the drying defect tendency of the canelo regrowths.
Keywords: Wood drying. Drying rate. Drimys winteri.
32

INTRODUCCION.
El secado de la madera aserrada de los renovales de canelo juega un rol fundamental en el
desarrollo de productos con mayor valor agregado. El conocimiento de la evolución temporal de la
humedad y de la temperatura de la madera durante el secado, además de las propiedades anatómicas y
físicas, son fundamentales para introducir mejoras al proceso de secado de esta madera.
El canelo es una latifoliada caracterizada por la ausencia de vasos y un importante proporción de
radios leñosos en su estructura anatómica. Presenta una baja densidad básica (450 kg/m3) y tiene una
fuerte anisotropía de la contracción transversal, parámetros con una importante heterogeneidad (Ananías
2004). Estas características físicas de los renovales de canelo favorecen la tendencia a las grietas, el
colapso y las deformaciones, dificultando el comportamiento de los renovales de canelo frente al secado,
disminuyendo la velocidad del secado e incrementando su tiempo de secado (Ananías, 2004; Hall y
Witte, 1998; Rodriguez 1998; Infor-Conaf, 1998; Diaz-Vaz et al., 1986;).
La velocidad del secado de la madera puede ser representada por las variaciones temporales de la
humedad de la madera. Teóricamente la velocidad del secado presenta una etapa de secado constante al
inicio del secado hasta el contenido de humedad crítico (CHC), luego es decreciente hasta el contenido de
humedad de equilibrio (CHE). La primera etapa de velocidad de secado constante depende solamente de
las condiciones del ambiente de secado, esto es, el movimiento interno es de agua liquida hasta la
superficie de la madera, donde se evapora. Cuando no llega suficiente líquido a la superficie, ésta ingresa
al rango higroscópico y el frente de evaporación se desplaza al interior de la madera favoreciendo una
33

velocidad de secado decreciente (Ananías et al. 2005; Ananías et al. 2001a; Pang, 1996; Martin et al.
1995; Van Meel, 1958).
En el contexto anterior, este trabajo tiene como objetivo estudiar la velocidad del secado de los
renovales de canelo, considerando ensayos experimentales a temperaturas convencionales.
METODOLOGIA.
Preparación de la madera.
Los renovales de canelo utilizados en los ensayos experimentales provienen de bosques de la X
Región (Hacienda Rupanco, Lanco), con un DAP promedio de 31,8 cm. La madera en trozas fue
convertida en basa en un aserradero de Concepción. Posteriormente en el Pabellón de Tecnología de la
Madera (PTM) de la Universidad del Bío-Bío, las basas fueron procesadas a madera aserrada de 25 y 50
mm de espesor, por 1 m de largo; luego empalilladas y almacenadas bajo techo hasta su ensayo de
secado. Debido al limitado diámetro de las trozas y para maximizar el aprovechamiento en el aserrío la
mayor parte de la madera presentó médula y corte mixto.
Diseño experimental.
Los experimentos se realizaron según el diseño experimental de la Tabla 1:
34

Tabla 1: Diseño experimental factorial 22
VARIABLE NIVEL
Espesor 2 (25 mm y 50 mm)
Programa 2 (Programa 1 y Programa 2)
Este diseño de dos factores con dos niveles cada uno exigió desarrollar cuatro ensayos
experimentales, además se repitió una vez el mejor programa para cada espesor.
Ensayos de secado.
De acuerdo al diseño experimental se ejecutaron 6 ensayos de secado a la escala piloto. Tres
ensayos en 25 mm de espesor y tres en 50 mm de espesor. Los ensayos se realizaron en un horno piloto
de secado convencional de 0,3 m3 de capacidad (figura 1).
El secado fue conducido sobre la base del contenido de humedad de la madera evaluando el peso de
10 muestras testigos cada 4 horas. Los datos experimentales de la masa fueron ajustados mediante
algoritmos de regresión usando el software Tablecurve 2D. Las condiciones ambientales temperatura de
bulbo seco y temperatura de bulbo húmedo fueron fijadas de acuerdo a las variaciones del contenido de
humedad de las muestras testigos. Un sistema de adquisición de datos fue utilizado para registrar las
condiciones del ambiente de secado y de la temperatura de la madera.
35

Figura 1: Esquema del horno de secado piloto de 0.3 m3 de capacidad.
1: Madera. 2: Calderín. 3: Sistema adquisición datos computarizado. 4:Sistema ventilación. 5: Sistema humidificación. 6: Sistema de calefacción. 7. Ventilas. 8: Termocuplas. (Fuente: Alvear et al. 2003)
Los programas de secado.
Los programas de secado utilizados son indicados en la Tabla 2 (Ananías, 2004):
Tabla 2: Programas de secado de renovales de canelo.
Programa CH (%) T (ºC) TH (ºC) CHE (%)
Verde1 50 50 -
Verde-40 44 40 14
40-30 48 42 12
30-25 52 44 10
25-18 60 50 9
182 60 60 -
20-15 66 54 8
15-8 70 54 6
36

83 70 70 -
Verde1 44 44 -
Verde-30 44 40 14
30-25 48 42 12
25-18 52 44 10
182 52 52 -
20-15 60 50 9
15-8 66 54 8
83 66 66 -
CH: contenido de humedad. T: temperatura del bulbo seco. TH: temperatura bulbo húmedo. CHE: contenido de humedad de equilibrio
Entre los programas de secado resaltan los tratamientos en ambiente saturado, para mejorar el
comportamiento de los renovales de canelo frente al secado.
En el caso de la madera de 25 mm espesor (ensayos 1, 2 y 3), se aplicó un tratamiento inicial1 para
calentar la madera hasta 50 ºC en un ambiente lo más saturado posible para esta temperatura.
Posteriormente, cuando la madera presenta un contenido de humedad promedio de 18%, se aplicó con el
fin de recuperar el colapso, un tratamiento intermedio2 en un ambiente lo más saturado posible para una
temperatura de 60 ºC. Finalmente se aplicó un acondicionado3 en un ambiente saturado a la última
temperatura del programa, normalmente 70 ºC.
Similares tratamientos en ambiente saturado se aplicaron a los renovales de canelo de 50 mm
(ensayos 4, 5 y 6), en este caso, las condiciones ambientales fueron un poco más suaves. El tratamiento
inicial en madera verde, se realizó a 44 ºC; el tratamiento intermedio con un CH alrededor de 18 % se
37

efectuó a 52 ºC y el acondicionado final a 66 ºC, en todos los casos se trató de saturar el ambiente de
secado a las temperaturas correspondientes.
Velocidad de secado experimental.
La velocidad de secado experimental Ф (%/h) se determina mediante la siguiente ecuación:
(1)
Donde ∆CH es la variación de contenido de humedad (%) y ∆t es el intervalo de tiempo (h)
La velocidad de secado máxima ΦMAX (%/h) se calcula por la relación (Martin et al. 1995):
(2)
Siendo T la temperatura de bulbo seco, Th la temperatura de bulbo húmedo (ºC), A la superficie de
la madera (m2), M0 la masa anhidra de la madera (kg). El coeficiente convectivo de transporte calor h
(w/m2ºC) se determino a partir de la ecuación (Salin, 1996; Pang, 1996a)
(3)
38

Donde dH el diámetro hidráulico (m), calculado por la relación:
(4)
Siendo S la superficie de pasada del aire (m2) y PM el perímetro mojado (m). Además, ν la
viscosidad cinemática del aire (m2/s), ρ la densidad del aire (kg/m3), Cp el calor especifico del aire
(kJ/kgºC) y λ la conductividad térmica del aire (w/mºC) son calculadas por las ecuaciones siguientes
(Jumah et al. 1997):
(5)
(6)
(7)
(8)
Con TK la temperatura del ambiente en (K)
El calor latente de vaporización ΔhV (kJ/kg) es calculado por la ecuación:
39

(9)
RESULTADOS Y DISCUSION.
Las curvas de evolución de las condiciones de secado de los ensayos de 25 y 50 mm se indican en
la Figura 2. La humedad inicial de la madera verde de los renovales de canelo de 25 varió entre 85 y 135
%, debido al presecado natural de la madera antes de los ensayos (ensayos 1, 2 y 3). Por lo mismo la
humedad inicial de la madera de 50 mm de espesor varió entre 80 y 140% de humedad (ensayos 4, 5 y
6).
Tales diferencias en humedad inicial condicionaron el tiempo de secado de los renovales de canelo.
En el caso de la madera de 25 mm de espesor la reducción fue de aproximadamente 80 horas, con una
duración de 192 horas en el ensayo 1 y 112 horas de secado en el ensayo 3, o sea una reducción de un
40% en el tiempo de secado. En madera de 50 mm de espesor la duración del secado varió entre 272 y
444 horas (ensayos 4, 5 y 6). En este caso, aparte de la humedad inicial, influyó el comportamiento de la
madera frente al secado. La atención a la conducción del secado fue fundamental, en este caso se observó
la tendencia a la cementación superficial y grietas lo que obligó a mantener condiciones muy suaves de
secado prolongándose el tiempo del secado para favorecer la calidad de la madera.
En todos los ensayos, fue notable la disminución del contenido de humedad inicial al debutar el
secado (oreado de la madera), permitiendo reducir el tiempo de secado artificial. La calidad inicial de la
madera, en particular la presencia de médula, condicionó fuertemente el tiempo de secado como
40

consecuencia de la tendencia a las grietas de los renovales de canelo (Ananías, 2004)
41
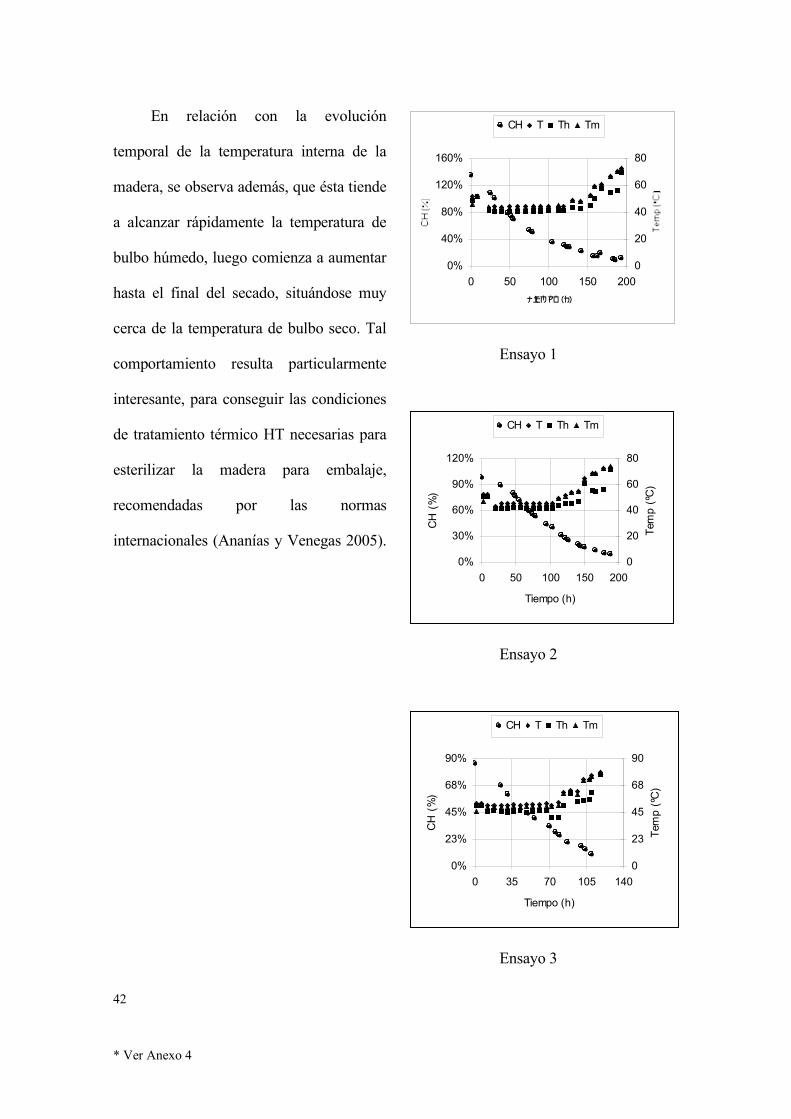
En relación con la evolución
temporal de la temperatura interna de la
madera, se observa además, que ésta tiende
a alcanzar rápidamente la temperatura de
bulbo húmedo, luego comienza a aumentar
hasta el final del secado, situándose muy
cerca de la temperatura de bulbo seco. Tal
comportamiento resulta particularmente
interesante, para conseguir las condiciones
de tratamiento térmico HT necesarias para
esterilizar la madera para embalaje,
recomendadas por las normas
internacionales (Ananías y Venegas 2005).
0%
40%
80%
120%
160%
0 50 100 150 200
Tiempo (h)
0
20
40
60
80
CH T Th Tm
Ensayo 1
0%
30%
60%
90%
120%
0 50 100 150 200
Tiempo (h)
CH
(%
)
0
20
40
60
80
Tem
p (
ºC)
CH T Th Tm
Ensayo 2
0%
23%
45%
68%
90%
0 35 70 105 140
Tiempo (h)
CH
(%
)
0
23
45
68
90
Tem
p (
ºC)
CH T Th Tm
Ensayo 3
42
* Ver Anexo 4

0%
40%
80%
120%
160%
0 100 200 300 400
Tiempo (ºC)
CH
(%
)
0
20
40
60
80
Tem
p (
ºC)
CH T Th Tm
Ensayo 4
0%
35%
70%
105%
140%
0 200 400 600
Tiempo (h)
0
20
40
60
80
CH T Th Tm
Ensayo 5
0%
20%
40%
60%
80%
0 75 150 225 300
Tiempo (ºC)
CH
(%
)
0
20
40
60
80
Tem
p (
ºC)
CH T Th Tm
Ensayo 6
43
* Ver Anexo 4

Figura 2: Condiciones de secado y temperatura interna de la madera*
(CH= Contenido de humedad, T= Temperatura de bulbo seco, Th=Temperatura de bulbo húmedo, Tm= Temperatura interna de la madera)
44
* Ver Anexo 4

Las curvas de velocidad de secado experimental son presentadas en la Figura 3. La velocidad
del secado es determinada por la ecuación 1, considerando el contenido de humedad experimental
expresado en función del tiempo mediante algoritmos de regresión. Se observa en todos los casos la
carencia de la etapa de velocidad de secado constante y la etapa de velocidad de secado
decreciente. Este es un comportamiento similar al reportado durante el secado de otras maderas
refractarias tales como coigüe (Ananías et al. 2001ª; Broche et al. 2002) y eucalipto (Jankowsky y
Dos Santos, 2005).
En la madera de 25 mm la etapa de secado decreciente es continua, en cambio en 50 mm se
observa un cambio de pendiente en la velocidad del secado alrededor de 30% de contenido de
humedad, que representa el ingreso de toda la madera en el rango higroscópico favoreciendo con
ello el mecanismo de movimiento difusional, lo que limita la velocidad del secado de la madera
más gruesa.
Los valores calculados de la velocidad de secado máxima según la ecuación 2, varían entre
2,99 y 1,72 (%/h) en la madera de 25 y 50 mm respectivamente. En base de los valores de la
velocidad máxima indicados más arriba se estimó el contenido de humedad crítico, éste es de 120 y
140% para 25 y 50 mm de espesor respectivamente. Estos valores del contenido de humedad
crítico, muestran que teóricamente podría presentarse una primera etapa de secado constante por
sobre estos valores de humedad, en particular para las maderas con más alto contenido de humedad,
esta etapa sería muy corta tal como en los ensayos 1 y 3 de 25 mm de espesor y ensayos 4 y 5 en
los renovales de canelo de 50 mm (Figura 3).
45

Por lo anteriormente expuesto, en los renovales de canelo se impone un frente de evaporación
desde el inicio del secado, tal comportamiento sería además condicionado por una baja
permeabilidad debida a la carencia de vasos y una débil resistencia mecánica por la presencia de
grandes radios leñosos, favoreciendo la tendencia a los defectos del secado. Como fue indicado
anteriormente, la atención a la conducción del secado en particular las condiciones de secado
permitió controlar la tendencia a la cementación superficial y grietas como se reportará en otro
trabajo de los mismos autores (Pérez et al. 2005) pero limitó la velocidad del secado de la madera.
a) Ensayos de 25 mm
46

b) Ensayos de 50 mm
Figura 3: Curvas de velocidad del secado de los renovales de canelo
(Ф= velocidad del secado, CH= contenido de humedad)
CONCLUSIONES.
La velocidad del secado a temperaturas convencionales de los renovales de secado es
generalmente decreciente. Las curvas de secado de los renovales de canelo carecen de la etapa de
velocidad de secado constante. El rango de la velocidad de secado máxima se encuentra entre 2,99
y 1,72 (%/h) y el contenido de humedad crítico varía entre 120% y 140%, en los renovales de
canelo de 25 y 50 mm de espesor respectivamente. La duración del secado de los renovales de
canelo de 25 mm desde verde 85% a 100% hasta 10% de humedad final fue de entre 112 a 192
horas. Para 50 mm de espesor el tiempo de secado desde verde 120% a 140% hasta 11% demora
entre 272 y 444 horas.
AGRADECIMIENTOS.
Al Instituto Forestal de Investigación de Chile, en particular al proyecto financiado por la
CORFO denominado “Desarrollo de aplicaciones industriales no pulpables para renovales de
canelo”, por permitir la divulgación de estos resultados. A la Dirección de Graduados de la
Universidad del Bío-Bío por el financiamiento de una parte de este estudio.
BIBLIOGRAFIA.
47
Alvear, M.; Broche, W.; Salinas, C.; Ananías, R.A. 2003. Drying kinetics of chilean
coigüe: Study of the drying global coefficient. 8IWDC, pp. 383-387.
Ananías, R.A.; Vallejos, S.; Salinas, C. 2005.(a) Estudio de la cinética del secado
convencional y bajo vacío del pino radiata. Maderas. Ciencia y Tecnología 7(1):37-47.
Ananías, R.A.; Venegas, R. 2005.(b) Secado industrial del pino radiata. Estudio del tiempo
de esterilización con calor y evolución temporal de la temperatura. Sometido a la revista Maderas.
Ciencia Y Tecnología.
Ananías, R.A. 2004. Estudio experimental del secado de renovales de canelo. Informe final.
Proyecto AT 0405. INFOR. Universidad del Bío-Bío. Concepción, Chile. 24pp.
Ananías, R.A.; Broche, W.; Salinas, C. 2001a. Modelación del secado convencional del
coigüe. Parte 1. Fundamentación teórica. Maderas: Ciencia y Tecnología 3(1/2):27-34.
Ananías, R.A.; Chrusciel, L.; Mougel, E.; Zoulalian, A. 2001b. Drying rate modelling of
convective wood drying at low temperature. Unpublished data.
Broche, W.; Ananías, R.A.; Salinas, C.; Ruiz, P. 2002. Modelación del secado
convencional del coigüe. Parte 2. Resultados experimentales. Maderas: Ciencia y Tecnología
4(2):69-76.
Diaz-Vaz, J.E.; Devlieger, F.; Poblete, H.; Juacida, R. 1986. Maderas comerciales de
Chile. Colección naturaleza de Chile. CONAF, Universidad Austral, Valdivia, 70 pp.
48

Hall, M.; Witte, J. 1998. Maderas del sur de Chile. IER Ediciones. Santiago, Chile. 91 pp.
INFOR-CONAF. 1998. Monografía del canelo Drimys winteri. Ministerio de Agricultura,
61 pp.
Jankowsky, I.P.; Dos Santos, G.R. 2005. Drying behaviour and permeability of Eucalyptus
grandis Lumber. Maderas. Ciencia y Tecnología 7(1):17-21.
Jumah, R.Y.; Mujumdar, A.S.; Raghavan, G.S.V. 1997. A mathematical model for
constant and intermittent batch drying of grains in a novel rotating jet spouted bed. In mathematical
modeling and numerical technique in drying technology. Ed. By I. Turner & A.S. Mujumdar.
Dekker, Inc. N. York
Martin, M.; Perré, P.; Moser, M. 1995. La perte de température à travers la charge: Intérêt
pour le pilotage d’un séchoir à bois à haute température. International Journal of Heat and Mass
Transfer, 38 (6): 1075-1088.
Pang, S. 1996. External heat and mass transfer coefficients for kiln drying timber. Drying
Technology 14 (3&4):859-871.
Pérez, P.; Ananías, R.A.; Hernandez, G. 2005. Estudio experimental del secado de
renovales de canelo. Resumen preparado para ser presentado en la X reunión de Investigación y
desarrollo en productos forestales. Universidad del Bío-Bío, Concepción, Chile.
Rodríguez, S. 1998. Antecedentes tecnológicos de canelo Drimys winteri. Bosque 19(1):91-
49

99.
Salin, J.G. 1996. Prediction of heat and mass transfer coefficients for individual board
surfaces. A review. 5IWDC 49-58.
Van Meel, D.A. 1958. Adiabatic convection batch drying with recirculation of air. Chemical
Engineering Science 9:36-44.
50
CAPITULO 3
Modelación del Secado Convencional de Renovales
de Canelo Basada en el Coeficiente Global De
Secado.
51

Modelación del Secado Convencional de Renovales de Canelo
Basada en el Coeficiente Global de Secado.
Patricio Pérez Guerrero8, Rubén A. Ananías9, Carlos Salinas10
RESUMEN.
Se modela el secado convencional de renovales de Canelo Drimys winteri, utilizando un
modelo fenomenológico que permite predecir la evolución del contenido de humedad y la
temperatura del ambiente y la madera, en base a la determinación de un coeficiente global de
secado.
La metodología contempla ensayos de secado a escala piloto e industrial. El diseño
experimental incluye como factores variables el espesor de la madera y el programa de
temperaturas de secado. La mejor combinación es replicada a la escala industrial.
Los resultados muestran que el modelo utilizado predice de forma adecuada la evolución de
las variables de la madera y ambiente durante el proceso de secado. Los valores para el coeficiente
global de secado piloto varían entre 0,77x10-5 hasta 7,38x10-5 kg/m2s y entre 0,34x10-5 y 4,69x10-5
8 Magíster en Ciencia y Tecnología de la Madera©. DIMAD, Fac. Ingeniería. Universidad del Bío-Bío.
9 Profesor Asociado. DIMAD, Fac. Ingeniería. Universidad del Bío-Bío. [email protected]
10 Profesor Asistente. DIMEC, Fac. Ingeniería. Universidad del Bío-Bío. [email protected]
52

kg/m2s para los ensayos de secado piloto e industrial respectivamente.
Palabras clave: Modelación del secado. Coeficiente global de secado. Drimys winteri
ABSTRACT.
The wood drying modeling the conventional drying of canelo Drimys winteri regrowth, using
a phenomenological model that allows to predict the evolution of the moisture content and
temperature of the ambient and wood; on the basis of the global coefficient of drying was
performed.
The tests of drying were carried out to the laboratory and industrial scale. The experimental
design includes as variables the wood thickness and the drying temperature schedule. The best
variables combinations were performed in the industrial scale.
The results show that the model used predicts of suitable way the evolution of the moisture
and temperature of wood and air-ambient during the drying process of canelo regrowth. The values
for the global drying coefficients varied between 0,77x10-5 up to 7,38x10-5 kg/m2s and between
0,34x10-5 and 4,69x10-5 kg/m2s for the laboratory and industrial drying runs respectively.
Keywords: Drying modeling. Global drying coefficient. Drimys winteri
INTRODUCCION.
53

Los renovales de canelo Drimys winteri son una especie forestal nativa de Chile, siendo
considerada de difícil secado (Díaz-Vaz et al., 1986; INFOR-CORFO 1990; Díaz-Vaz, 1993, Hall y
Witte 1998; Rodríguez 1998,). Su comportamiento frente a este proceso es condicionado por su
particular estructura anatómica –carencia de vasos e importante proporción de radios leñosos- y sus
propiedades físicas, baja densidad básica e importante anisotropía dimensional transversal (Escriba
1991, Rodríguez 1998, INFOR-CONAF 1998, Ananías 2005). Se ha evidenciado anteriormente
que la calidad del secado de los renovales de canelo es condicionada por la humedad inicial y por la
calidad de la madera verde (Ananías 2005, Pérez et al. 2005a). Por lo anterior las condiciones de
secado deben ser suaves con bajas tasas de secado, favoreciendo la velocidad de secado decreciente
(Pérez et al. 2005b)
La modelación del proceso de secado permite una conducción predictiva de las variables de
secado, permitiendo una reducción del tiempo del proceso de secado, menor número de
experimentos y mejoramiento de la calidad, proceso y producto secado.
Una serie de modelos de transferencia de calor y masa basados en las ecuaciones de Luikov
(Luikov 1966) o en las ecuaciones de Whitaker (Whitaker 1977), se han propuesto para ser
aplicados a la simulación del secado de maderas (Kamke y Vanek 1994). Estos describen de forma
apropiada los fenómenos que ocurren durante el secado, pero se ven limitados a una unidad o pieza
de madera, siendo este el motivo que limita sus aplicaciones (Bramhall 1979a,b, Perré y
Degiovanni 1990, Keey 1994, Cloutier et al. 1992, Martin et al. 1995, Arfvidsson y Claesson
1996, Turner 1996, Turner y Mujumdar 1997, Defo et al 2000).
En lo que se refiere a modelación que abarque a toda una carga de secado destaca el modelo
54

fenomenológico presentado por Karabagli et al 1997 y utilizado por Chrusciel et al 1999 en la
simulación del secado de maderas europeas. Este modelo se basa en cuatro ecuaciones diferenciales
de primer orden que requieren para su resolución, el conocimiento de los coeficientes globales de
transferencia de calor y masa (Karabagli et al. 1997, Chrusciel et al 1999). Aplicaciones de este
modelo han sido usada para la modelación del secado de maderas chilenas (Ananías et al. 2001,
Broche 2002, Broche et al. 2002, Alvear 2003, Alvear et al. 2003).
En este estudio se presentan los resultados de la modelación fenomenológica del secado
convencional de canelo en su parte experimental y la validación de esta por medio del secado
industrial.
METODOLOGIA.
Datos Experimentales.
La obtención de información experimental utilizada en este estudio se realizó en 2 fases,
primero un trabajo experimental en el laboratorio de secado, y a continuación la validación de estos
resultados en ensayos industriales.
El Canelo Drimys winteri utilizado en los ensayos experimentales a la escala de laboratorio
provino de la X región (Hacienda Rupaco, Lanco), las trozas tenían un DAP promedio de 31,8 cm.
La madera usada en los ensayos de secado industrial provino de la X Región (Isla de Chiloé)
55

Ensayos Laboratorio (secado piloto).
Los ensayos piloto se realizaron en el laboratorio de secado de la Universidad del Bío-Bío en
un horno de secado convencional experimental, con capacidad de 0,3m3. La madera de canelo se
dimensionó en probetas de 1 m de largo, 125 mm de ancho y espesores de 25 y 50 mm.
El diseño experimental utilizado incluyó como factores variables el espesor de la madera y
dos programas de secado (programa rápido y programa lento), luego se replicaron las
combinaciones con mejores resultados.
Los datos experimentales del ambiente de secado y la temperatura de la madera fueron
recogidos mediante un sistema de adquisición de datos MAC-48 conectado a una computadora.
Una serie de 12 termocuplas fueron dispuestas en el horno y registraron cada 20 minutos la
temperatura seca y húmeda del ambiente de secado, temperaturas al ingreso y a la salida del aire, y
las temperaturas en la superficie y el interior de la madera. La humedad inicial y final de la madera
fue determinada mediante el método de secado en estufa de probetas obtenidas de la madera
procesada. La evolución de la masa durante el secado fue determinada por pesadas de muestras
testigos 3 veces al día. El contenido de humedad durante el secado fue determinado en base de los
valores de las pesadas de las muestras testigo y la curva normalizada mediante el software Table
Curve 2D. El control del proceso de secado se realizó de forma semi automática.
Ensayos Industriales.
A continuación se procedió a validar los resultados obtenidos en el laboratorio por medio de
dos ensayos industriales. Los ensayos se realizaron en un horno convencional industrial de 40 m3
56

de capacidad perteneciente a una empresa de la Octava Región, Chile. Se realizaron 2 ensayos
industriales el primero para 25 mm y el siguiente para 50 mm.
La madera se preparó en tablas de 3,60 m de largo, 125 mm de ancho y espesores de 25 y 50
mm. La humedad inicial y final de la madera fue determinada por secado en estufa de probetas
obtenidas de la madera procesada. El control del proceso de secado fue totalmente automatizado y
la recolección de información se realizó por medio de sensores de humedad y temperatura dentro
de la cámara de secado. Las curvas de contenido de humedad durante el secado fueron corregidas
mediante el software Table Curve 2D. A la escala industrial se comprobaron los programas con
mejores resultados obtenidos en el laboratorio (Tabla 1)
Tabla 1. Programas de Secado
0100090000037800000002001c00000000000400000003010800050000000b020000000005000000
0c021c03b607040000002e0118001c000000fb021000070000000000bc0200000000010202225379
7374656d0003b607000030210000fc5b110004ee8339f07916080c020000040000002d01000004000
000020101001c000000fb02c4ff0000000000009001000000000440001254696d6573204e65772052
6f6d616e0000000000000000000000000000000000040000002d010100050000000902000000020d
000000320a360000000100040000000000b5071b03206f1b00040000002d010000030000000000
Determinación del coeficiente global de secado (Kx).
El coeficiente global de secado Kx es determinado de manera experimental y calculado por
una correlación con los parámetros del secado. Experimentalmente se optimiza el valor de Kx
57

minimizando la función de error entre el CH experimental y el CH calculado por medio de Kx, para
esto se utiliza el módulo de optimización Solver de Excel. Para calcular el coeficiente global de
transferencia Kx se utiliza la correlación propuesta por Chrusciel et al (1999)
(1)
Donde:
(2)
(3)
a0, b0, C0, p son constantes obtenidas por optimización de manera que se minimice la función
de error representada en la ecuación 12, -z parámetro representado por (1-HR), V es la velocidad
del viento (m/s), e el espesor (mm) y T la temperatura ambiental (K).
El coeficiente Kx posee una fuerte influencia dentro del modelo fenomenológico por lo cual
su precisión es importante. Otros coeficientes particulares para cada ensayo y que son necesarios
para el desarrollo del modelo fenomenológico, fueron calculados utilizando las ecuaciones clásicas
de la termodinámica y transporte de calor y masa. Además se deben conocer los valores iniciales de
temperatura del aire (Ts), temperatura de la madera (Tm), el contenido de humedad de la madera
58

(CH), y contenido de humedad del aire (ws), los cuales son considerados como variables de secado,
en función del tiempo y cuyos valores transitorios son determinados por medio del modelo
propuesto.
Modelo Fenomenológico.
El modelo utilizado fue presentado por Karabagli et al (1997), considera y relaciona las
ecuaciones presentadas en un balance de masa y entalpía dentro de una variación de tiempo entre t
y t+dt. Este modelo se basa en que la variación temporal de contenido de humedad es función del
potencial de secado y amplificado por Kx, que en este caso es constante para cada fase dentro del
proceso de secado. Las ecuaciones que componen el modelo son las siguientes:
Balance de masa de Agua en el aire seco:
(4)
Balance de masa de agua en la madera:
(5)
59

Balance de entalpía sobre el aire seco
(6)
Balance de entalpía de la madera
(7)
Estas ecuaciones son resueltas en términos numéricos y aproximadas en forma de diferencias
finitas.
Para obtener la solución se programaron las ecuaciones linealizadas resultantes en
FORTRAN y resueltas por el método iterativo de Gauss-Seidel.
Las soluciones numéricas de las ecuaciones 4 a 7 son representadas como:
(8)
60

(9)
(10)
Donde:
(11)
Cálculo de error.
Para conocer el error de estimación entre los datos modelados y los experimentales se utiliza
la siguiente formula:
(12)
61

RESULTADOS Y DISCUSION.
Condiciones Iniciales.
Las condiciones iniciales de cada ensayo de secado en el laboratorio e industrial son
presentadas en las Tablas 2 y 3:
Tabla 2. Condiciones Iniciales –Secado laboratorio-
Tabla 3. Condiciones Iniciales –Secado industrial-
Se observan condiciones similares al inicio de cada ensayo en la humedad del ambiente ws
0,05 (kg/kg). Las condiciones iniciales la temperatura de la madera (Tm) y temperatura del
ambiente (Ts) están determinadas por un proceso de vaporizado anterior al secado con temperaturas
desde 44ºC hasta 50ºC y humedad relativa en el ambiente sobre el 95% lo que elevó las
temperaturas al interior de la madera y del ambiente a la salida.
El contenido de humedad inicial de la madera a la escala industrial fue condicionado por un
presecado al aire anterior al inicio del proceso de secado (Pérez et al, 2005a, 2005b)
Coeficiente global de secado (Kx).
Para el cálculo de Kx se procedió a utilizar cada etapa de secado como punto de referencia, es
62

decir un coeficiente que caracterice las condiciones dominantes del proceso en cada etapa, esto por
la influencia que posee el ambiente de secado en el proceso de migración de la humedad desde el
interior de la madera. Los valores del coeficiente global de secado en los ensayos de laboratorio son
presentados en la Tabla 4.
Se realiza un análisis estadístico ANOVA para determinar una relación entre los coeficientes
de cálculo y el comportamiento del coeficiente global de transferencia de masa, se observa que dos
factores influyen en el comportamiento de Kx : Primero el espesor de la madera condiciona
significativamente el coeficiente de global de secado (p-value = 0,0246), pero de forma inversa, así
a mayor espesor el valor de Kx disminuye esto se observa en los ensayos L3 y L4 cuyo espesor es
50 mm y en los cuales se obtuvieron valores menores que en los ensayos de 25 mm, así en
promedio los valores en los ensayos de 50 mm fueron máximo 3,24x10-5 y mínimo 1,14x10-
5kg/m2s, mientras que para 25 mm fueron de 7,38x10-5y 0,77x10-5kg/m2s respectivamente. Segundo
las condiciones en el ambiente de secado también influyen significativamente en el coeficiente
global de secado (p-value= 0,023), esto es visible en el secado en el que cada etapa posee contenido
de humedad de equilibrio (CHE) menores, lo que eleva el valor de Kx. Este comportamiento se
observa claramente en los ensayos industriales (Tabla 5), donde se presenta un aumento constante
del valor de Kx iniciando el proceso en el primer ensayo industrial con valores de 1,10x10-5 y
elevándose hasta el máximo de 4,69x10-5 kg/m2s y para el segundo desde 0,34x10-5 hasta 2,70x10-5
kg/m2s.
63

Tabla 4. Valores del coeficiente global de secado. Ensayos Laboratorio
Tabla 5. Valores del coeficiente global de secado. Ensayos Industriales
En las figuras 1 a 4 se presenta la evolución del contenido de humedad y la temperatura de la
madera en los ensayos de secado a escala de laboratorio.
En las curvas de secado de las Figuras 1, 2 y 3, se observa la presencia de dos zonas, las
cuales se encuentran marcadas por el cambio de pendiente que se observa en la curva a la altura del
PSF (CH= 30%).
En la primera zona de la curva se observa una pendiente pronunciada hasta cerca del PSF.
Esta zona presenta las características comunes inherentes a la segunda fase de secado, es así que la
velocidad de secado va disminuyendo aun cuando posee un alto contenido de humedad. Esta
disminución en la velocidad de secado se puede explicar por las características anatómicas del
canelo cuya ausencia de vasos y limitado tamaño de las punteaduras de las fibras dificultan el
movimiento constante del agua libre desde el interior a la superficie de la madera. El secado no
puede ser entonces intensificado por la tendencia a las grietas de secado. (Pérez et al. 2005b).
En la segunda zona, bajo el PSF se observa una disminución en la velocidad de secado y el
ingreso de toda la carga al rango higroscópico, características de la tercera fase teórica de secado
decreciente, en el cual el flujo de humedad desde el interior corresponde principalmente a difusión
64

de agua ligada y vapor de agua. Este comportamiento es similar a las curvas de secado reportadas
para el coigüe (Broche et al. 2002, Broche 2002).
Se observa además la ausencia de la primera etapa de secado a velocidad constante, tal como
reportado anteriormente (Pérez et al. 2005ª).
En cuanto a la temperatura interna de la madera, el modelo predictivo se ajusta
adecuadamente a los datos experimentales y estos presentan las características lógicas de la
segunda y tercera fase de secado; es decir la temperatura de la madera se acerca de forma continua
hacia la temperatura de bulbo seco a medida que el proceso avanza y el contenido de humedad de la
madera disminuye.
En este proceso podemos observar que no hay influencia atribuible a los cambios generados
por las diferentes etapas de secado y tampoco por las variaciones puntuales que presentan los datos
experimentales. El error de estimación del modelo propuesto para los ensayos de secado a la escala
laboratorio es de 1,37%.
En las Figuras 5 a 8 se presentan las curvas de evolución de la temperatura y contenido de
humedad del ambiente de secado.
65

En este caso el modelo utilizado representa de forma adecuada la variación de estos
elementos a través del proceso. Se observa así un aumento en la temperatura y humedad del
ambiente el cual es constante con cada cambio generado en las etapas de secado. Este aumento se
origina en los cambios de temperatura y diferencia psicrométrica de cada etapa, inicia el proceso
con una temperatura de 44 y diferencia psicrométrica de 4 hasta llegar a la etapa final con 66ºC
para 25mm o 70ºC para 50mm.
Se destaca además que las alteraciones en la temperatura y humedad experimental no influyen en el
nivel predictivo del modelo por ser valores asociados a ese determinado punto de tiempo y no a
cambios constantes en el proceso.
66

Además el modelo logra predecir adecuadamente las condiciones que se presentan en la
etapa de acondicionado intermedio del proceso de secado, en el cual se eleva la humedad relativa
del ambiente hasta cerca del 100% con el objetivo de liberar las tensiones generadas hasta ese
punto del proceso. El éxito de modelar esta etapa es explicado por la mayor influencia del
coeficiente global de transporte de calor h, a diferencia de la fase madera donde la mayor influencia
es del coeficiente global de secado Kx.
Modelación Industrial.
Las figuras 9 y 10 representan la variación de los diferentes elementos modelados sobre la
base del coeficiente global de secado para los ensayos industriales I1 e I2.
Se observa un adecuado ajuste entre la curva de evolución del contenido de humedad
industrial junto con la curva modelada, con un error de estimación de 1,15%. El comportamiento de
las curvas de evolución de temperatura del ambiente, de la madera y el contenido de humedad del
ambiente son satisfactoriamente simuladas por el modelo.
Lo anterior significa que los cambios de escala del laboratorio a industrial no afectan la
aplicación del modelo cuando las condiciones de secado son homogéneas y el coeficiente global de
secado es con certeza determinado.
CONCLUSIONES.
67

La modelación fenomenológica basada en el coeficiente global de secado Kx predice
adecuadamente el comportamiento de la humedad y la temperatura durante el secado
convencional de renovales de canelo.
La modelación del secado no es afectada por los cambios de escala de secado de laboratorio a
industrial, el error medido entre los valores del modelo y experimental es de 1,37% y 1,15% para
los ensayos de laboratorio e industrial respectivamente.
La temperatura de secado y el espesor afectan significativamente al coeficiente global de
secado. Una mayor temperatura aumenta el coeficiente global de secado mientras que el mayor
espesor disminuye la magnitud del coeficiente global de secado.
La magnitud del coeficiente global de secado de los renovales de canelo a escala laboratorio
varía entre 0,77x10-5 y 7,38x10-5 kg/m2s y para los ensayos de secado a la escala industrial varía
entre 0,34x10-5 y 4,69x10-5 kg/m2s
BIBLIOGRAFIA.
Ananías, R.A. 2005. Secado de renovales de canelo., en Procesos industriales de la madera
de canelo. Informe Técnico 168. INFOR.
Ananías, R.A.; Broche, W.; Salinas, C. 2001. Modelación del secado convencional del
coigüe. Parte 1. Fundamentación teórica. Maderas. Ciencia y tecnología 3(1/2):27-34.
68

Alvear, M. 2003. Modelación de la cinética del secado convencional de la madera:
Aplicación a datos industriales de un modelo fenomenológico para coigüe y exploración de un
modelo bidimensional. Tesis Magíster en Ciencia y Tecnología de la Madera, Fac. Ingeniería,
Depto. Ing. en Maderas, Universidad del Bío-Bío, Concepción, Chile.
Alvear, M.; Broche, W.; Salinas, C.; Ananías, R.A. 2003. Drying kinetics of chilean
coigüe: Study of the drying global coefficient. 8th IWDC: 383-387.
Arfvidsson, J.; Claesson, J. 1996. The Lund Wood drying Model: Phenomenological
analyses and comparison with experiments. 5th International IUFRO Wood Drying Conference,
85-91.
Bramhall, G. 1979a. Mathematical model for lumber drying. I - Principles involved. Wood
Science, 12 (1):14-21.
Bramhall, G. 1979b. Mathematical model for lumber drying. II. The model. Wood Science,
12 (1): 22-31.
Broche, W. 2002. Modelación del secado convencional del coigüe basada en el coeficiente
global de transferencia de materia. Tesis Magíster en Ciencia y Tecnología de la Madera, Fac.
Ingeniería, Depto. Ing. en Maderas, Universidad del Bío-Bío, Concepción, Chile.
Broche, W.; Ananías, R.A.; Salinas, C.; Ruiz, P. 2002. Modelación del secado
convencional del coigüe. Parte 2. Resultados experimentales. Maderas. Ciencia y tecnología
4(2):69-76.
69

Chrusciel, L.; Mougel, E.; Zoulalian, A.; Meunier, T. 1999. Characterization of water
transfer in a low temperature convective Wood drier: Influence of the operating parameters on the
mass transfer coefficient. Holz als Roh-und Werkstoff. 57:439-445.
Cloutier, A.; Fortin, Y.; Dhatt, G. 1992. A wood drying finite element model based on the
water potential concept. Drying Technology 10(5): 1151-1181
Dedic, A. 2000. Convective heat and mass transfer in moisture desorption of oak wood by
introducing characteristic transfer coefficients. Drying Technology 18(7):1617-1627.
Defo, M.; Cloutier, A.; Fortin, Y. 2000. Modeling vacuum-contact drying of wood: The
water potential approach. Drying Thecnology, 18(8): 1737-1778
Diaz-Vaz, J. E.; Devlieger, F.; Poblete, H.; Juacida, R. 1986. Maderas comerciales de
Chile. Colección naturaleza de Chile. CONAF, Universidad Austral, Valdivia, 70 pp.
Diaz-Vaz, J. E. 1993. Ficha forestal del Canelo Drimys winteri. Lignum 10: 27-28
Escriba, M. 1991. Variabilidad del contenido de humedad máximo, densidad básica,
contracción y grado de recuperación de colapso en madera de renovales de canelo Drimys winteri.
Seminario de titulación, DIMAD, Fac. Ingeniería, Universidad del Bío-Bío. 70 pp.
Hall, M.; Witte, J. 1998. Maderas del sur de Chile. IER Ediciones. Santiago, Chile. 91 pp.
INFOR-CORFO 1990. Propiedades y usos de especies madereras de corta rotación. Informe
70

técnico N° 22. 89 pp.
INFOR-CONAF 1998. Monografía del canelo. Ministerio de Agricultura. 61 pp.
Kamke, F.; Vanek, N. 1994. Comparison of wood drying models. 4th IUFRO International
Wood Drying Conference, Rotorua, New Zealand, 3-17.
Karabagli, A.; Mougel, E.; Chrusciel, L.; Zoulalian, A. 1997. Study on a low temperature
convective wood drier. Influence of some operating parameters on drier modeling and on the
quality of dried wood. Holz als Roh-und Werkstoff. 55: 221-226.
KeeY, R.B. 1994. Heat and mass transfer in kiln drying. Proceeding of the 4th IWDC,
Rotorua, New Zealand, pp.22-44.
Luikov, A.V. 1966. Heat and mass transfer in capillary-porous bodies. Pergamon Press,
New. York.
Martin, M.; Perré, P.; Moser, M. 1995. La perte de température à travers la charge: Intérêt
pour le pilotage d’un séchoir à bois à haute température. International Journal of Heat and Mass
Transfer, 38 (6): 1075-1088.
Pérez, P.; Ananías, R.A.; Hernández, G. 2005a. Estudio de la velocidad del secado de
renovales de Canelo Drimys winteri. Maderas. Ciencia y tecnología. 7(2): 99-108
Pérez, P.; Ananías, R.A.; Hernandez, G. 2005b. Estudio experimental del secado de
71

renovales de Canelo. X reunión sobre investigación y desarrollo de productos forestales IAWS.
Concepción, Chile.
Perré, P.; Degiovanni, A. 1990. Simulation par volumen finis des transfers couplés en
milieux poreux anisotropes: Séchage du bois à basse et à haute temperatura. Inst. J. Heat Mass
Transfer 33(11):2463-2478.
Rodríguez, S. 1998. Antecedentes tecnológicos de canelo Drimys winteri. Bosque 19(1):91-
99.
Turner, I. 1996. A two dimensional orthotropic model for simulating wood drying process.
Appl. Math. Modelling 20(1):60-81.
Turner, I.; Mujumdar, A.S. 1997. Mathematical modeling and numerical techniques in
drying technology. Marcel Dekker Inc., New York, ISBN 0-8247-9818-X.
Whitaker, S. 1977. Simultaneous heat, mass and momentum transfer in porous media. A
theory of drying. Advances in heat transfer 13:119-203. Academic Press, N. York.
72

ANEXOS
73

ANEXOS
ANEXO 1. Cálculo de los parámetros del modelo.
Masa Anhidra.
La masa anhidra de la madera (M0) se la determina por método gravimetrico y mediante la
relación existente entre el contenido de humedad de la madera y su respectivo peso verde y seco,
como se indica a continuación:
(1)
Tanto el contenido de humedad (CH) como la masa (Mx) son obtenidos de los testigos en el
mismo instante de tiempo.
Contenido de humedad de equilibrio.
Para el contenido de humedad de equilibrio (CHE) se aplicará la correlación de Simpson:
(2)
Donde:
74

(3)
(4)
(5)
La humedad relativa es calculada por medio de la siguiente ecuación:
(6)
(7)
Contenido de humedad del Aire (ws).
Según Siau11 (1984) la cantidad de vapor en el aire puede ser expresado por el contenido de
humedad del aire (ws) mediante la siguiente ecuación:
(8)
Según Siau (1984) la ecuación propuesta por Carrier para determinar Pv es:
11 Siau, John. 1984. Transport processes in wood. Springer. 245 pp.
75

(9)
76

ANEXO 2. Constantes del modelo validado
Las constantes utilizadas para la modelación industrial son las siguientes:
Primer ensayo industrial, 25 mm
Segundo ensayo industrial, 50 mm
77

ANEXO 3. Cálculos estadísticos.
Tamaño de la muestra.
El tamaño de muestra es determinado por medio de la siguiente relación:
Donde:
n: Tamaño de la muestra.
σ: Desviación estándar muestral.
ee: Error estándar de estimación.
Z1-α/2: Valor Z de la distribución.
Los valores calculados para cada una de las muestras tomadas a lo largo del estudio son
presentados en la tabla 3.
Tabla 3. Valores de muestra.
78

ANEXO 4. Resultados.
Fase Madera.
A continuación se presenta la evolución del contenido de humedad y de la temperatura al
interior de la madera durante el proceso de secado, tanto experimental como modelado. Donde
CH_corr es el contenido de humedad experimental ajustado mediante Tablecurve 2D.
79

Fase Ambiente.
A continuación se presenta la evolución del contenido de humedad y de la temperatura del
ambiente durante el proceso de secado, tanto experimental como modelado. Se incorpora además la
temperatura de bulbo húmedo Th del ambiente de secado.
80

81

Anexo 5. Glosario de términos12.
Alabeo: Es la deformación que puede experimentar una pieza de madera por la curvatura de
sus ejes longitudinal, transversal o ambos. Loas casos más frecuentes son el abarquillado, la
arqueadura, la encorvadura y la torcedura.
Cementación (superficial)13: Se produce debido a fuertes tensiones originadas por un sobre
secamiento en la superficie de la madera, las cuales impiden el flujo de la humedad desde el
interior de una pieza de madera hacia el exterior.
Colapso: Contracción anormal de la madera ocurrida durante la salida del agua libre, es
decir, al comienzo del secado. La madera colapsada presenta un aspecto corrugado o rugoso en su
superficie, debido a la deformación de las células vasculares.
Gradiente de humedad: Es el valor que relaciona la variación del contenido de humedad a
través de las capas sucesivas en una pieza de madera. En este caso la relación entre la superficie y
el centro de una pieza de madera a través de su espesor.
Grietas (superficiales): Son fisuras en la superficie de una pieza de madera, debidas a los
12 Fuente: JUNAC. 1989. Manual del grupo andino para el secado de maderas. Junta del Acuerdo de Cartagena,
Lima, Perú.
13 Tarvainen, V. et al. 2006. The effect of drying and storage conditions on case hardening of scots pine and
Norway spruce timber. Maderas. Ciencia y Tecnología 8(1): 3-14
82

esfuerzos de secado.
Tensiones (secado): Son los esfuerzos que se originan en el interior de la madera, como
consecuencia de las diferencias de contracción producidas por la variación del contenido de
humedad o del gradiente de humedad.
83