







Idiomas
Páginas
Jurídico


ANALISIS DE CASO TOYOTAINTEGRANTES:López Palacios, JacquelineMejía Moreno, JacquelineChirinos, Liset
CURSO:Herramientas de calidadProfesor:Oscar Kevyn AndiaCicloVII

Enorme déficit comercial de Japón
Revela su plan de abrir una planta ecológica de 800
millones de dólares en Kentucky
Comenzó a producir versiones de camionetas
del nuevo Carmy
Comenzó las operaciones en 1, 300 acres en Georgetown
Capacidad de producción anual: 200 mil turismos
Toyota Camry, para reemplazar al volumen de importaciones Japonesas
del mismo modelo
85
88
92
INICIO DE 80
- Incremento de ventas mas 20 % desde
cambio de modelo 1991
- Margen antes de impuestos 17%. Precio
promedio 18500 dólares
ANTECEDENTES
- Traslado de su Sistema único de Producción

TOYOTA Ofrecía “Mejores coches para mas gente”
Coche de calidad perfecta de
acuerdo alas preferencias del
cliente.
Japón después de la segunda guerra mundial
no podía adquirir un
coche
RETO- precio accesible, disminuir costos.
SPT EVOLUCIONA
Perjudicaba el capital de trabajo con el inventario
Gasto en almacenamiento
Gasto en equipos
montacargas
Gasto en personal e información
eliminación desperdicio / sobreproducc
ión
Se basa
SPT
JUST IN TIME JIDOKA
producir lo necesario, en la cantidad necesaria, cuando sea
necesario. Desviaciones consideradas como
desperdicio
cualquier problema en el proceso de producción se
hiciera evidente por sí mismo, y detener el proceso cuando
fuese detectado. Se construye a calidad durante el proceso de producción. No agrega valor
es desperdicio
KAIZEN
la mejora continua del proceso de planeación, alerta a la gente
de las desviaciones de cualquier plan y como proceder
PRINCIPIOSProponelos ambientes de producción
• Verdaderas necesidades se desviarán impredeciblemente del plan de producción.JIT
• Problemas aparecerán constantemente, produciendo estas desviaciones. JIKODA
herramientas para implementar • JIT: las herramientas se enfocan a
mantener el flujo de información lo más cerca posible del flujo de materiales.
• Jidoka: El propósito de las herramientas era facilitar la detección de problemas inmediatos y el control visual. Requería que SPT estuviera estandarizado y documentado.
Depende
de la infraestructura humana. “Good thinking, good products”. Dos
actitudes Fuertes:
Apegarse a los hechos: “vamos a verlo”, atacar el
problema desde la raíz: “5 porqués”

Doug Friesen : Liderazgo significa estar junto a la gente por horas para ayudarles a adquirir la nueva forma de hacer las cosas.
Mike DaPrile :La parte difícil es
enseñar SPT de tal manera que la gente lo
practique porque lo quieren y no porque
deben hacer
ARRANQUE DE GEORGETOWN
Prioridad en el desarrollo de la infraestructura humana
y reforzamiento de las bases de SPT.
Entrenadores provenientes de planta de Japón para los
supervisores de TMM (capacitación uno a uno)-
programa de reclutamiento y capacitación.
En 1992, Georgetown cuenta 4 mil personas =150 millones anuales en nómina.
Directivos, gerentes y personal de operaciones
clave de TMM trabajaron en pareja con coordinadores de TMC: el coach no hace las
cosas el mismo, usa la persuasión.
SPT separa los problemas de la gente , y así permite que la gente se enfoque en la solución d problemas.

OPERACIONES
Planta de trenes
motrices
surte motores y
ejes
Planta de ensambles
Operaciones de estampado de laminas metálicas, moldeado de
plástico, soldadura , pintura y operaciones de ensamble
CONJUNTO DE HERRAMIENTAS DIRECTRICES
Funciones de Soporte
353 estaciones: líneas de acabado, líneas de
chasis, líneas de ensamble final.
Tiempo de ciclo de
línea de 57 segundos.
Al comienzo
60
Ensamble + manejo de piezas: 769 miembros
del equipo.
Turno 525 minutos. ENSAMBL
E
Cada estación usaba herramientas de jidoka (adyacente a cada
estación había un cartel con la descripción del trabajo
estandarizado, tiempo en la estación, secuencia de tareas,
tiempo de tareas) y Kaizen.
Línea verde y roja marcaban inicio y fin de una estación de trabajo. Una línea amarilla marcaba el
punto en el cual el 70% del trabajo debía haber sido terminado.
Andón: cordón que se jala si se está atrasado en el trabajo o se
detecta un problema. Si el problema no se podía corregir, la
línea se paraba cuando se alcanzaba la línea roja, es decir cuando las demás estaciones habían terminado sus tareas
En promedio, un miembro tiraba del cordón andón una docena de
veces por turno, y una de esas era un paro real de la línea

Control de Producción tiene como misión proveer las piezas a las operaciones de TMM, con el fin de entregar el número
correcto de autos a ventas. Debe coordinarse con proveedores, TMC y ventas.
Gran reto para CP en 1992,la variedad de producción de TMM aumentó
significativamente(23 modelo sedan, 11 colores exteriores 29 variaciones interiores y
30 opciones mas).Heijunka: :
Balancear el pedido total en la secuencia
diaria de producción
•Desplegar la demanda de piezas lo más equitativo previniendo a los proveedores de excesos de carga de trabajo(tiempo de ciclo uniforme, sincronización)
•Facilitar JIT.
Tarjetas Kanban
•Numero de código de piezas, su tamaño de lote, su dirección de entrega e información extra.
•Proveedor recibe tarjeta comienza a fabricar piezas , cantidad especificada y embarque a línea de ensamble.
Planificación del proceso para CP refleja a JIT
El departamento de CP coordinaba la circulación de TK para tener un mejor
control de inventario
Una semana entera para preparación de producción
CONTROL DE PRODUCCIÓN

CONTROL DE CALIDAD
Rutinas de estándares de calidad exigentes, inspección de cada vehículo, seguimientos. También trabajan en conjunto ingenieros y lideres en la línea de ensamble solucionando problemas de calidad
2 funciones extras
Retroalimentación instantánea para dirigir las operaciones. En
último tramo de la línea de ensamble CC inspeccionaba la
calidad, devolviendo los defectuosos al área clínica y dando la información a los
equipos relacionados. Si se juntaban 8 autos en el área
clínica se paraba la producción ( código 1), y se juntaban los directores para discutir las
medidas preventivas.
CC era proactiva: previene problemas
inmediatamente.
COMPRAS
Kevin Smith:
“Los proveedores siempre vuelven a modificar su precio inicial. Sólo quería proveedores de bajo costo. . Con los costos sobre la mesa, puedo discutir con los proveedores cómo pueden
manejar su proceso de manufactura y cómo podemos nosotros ayudarlos
con nuestros expertos kaizen”
Se concentra en control de costos a lo largo del ciclo

ASIENTO
Pieza conflictiva (propensa a ser
dañada), costosa.
En contacto directo con el cliente-
satisfacción (seguridad, sensible al tacto).No
había estándares.
Satisfacer estándares para pruebas de choque.
Varias Piezas:
ensamble delantero y derecho,
detrás , los respaldos y travesaños
Proveedor único: Kentucky Framed Seat, operaba con sistema de demanda secuencial de tirar la
producción.
Cada 57 segundos un asiento adecuado pasaba junto al ensamble
final.
Se mandaba un manifiesto a KFS (estilo, color de asiento) con el pedido del asiento para cada carrocería que salía de la línea de pintura. El asiento se fabricaba y era llevado a TMM. Se instala en línea transportadora donde
viaja a encontrarse con auto correspondiente, momento en que es
instalado
MANUFACTURA E INSTALACIÓN

PROVEEDORES Proximidad beneficiaba a ambos para operar el sistema de demanda secuencial de tirar.
KFS aprendió todo lo que pudo de los proveedores de asientos japoneses de TMC.
Compras se esfuerza por expandir SPT y mejorar relaciones con KFS.
Los expertos de kaizen de TMM ayudan
a KFS a mejorar sus
procesos
Instalar controles visuales.
Cortar inventario de
trabajo en proceso.
Reducir contenido de
ensamble.
Dominar los cambios
impredecibles
Cambio de modelo Otoño 1991:
KFS debió mantener el sistema secuencial hasta
el último día de producción del modelo
viejo.
Tuvo sólo 10 días para cambiar su
proceso y 10 semanas para desarrollar su
capacidad total para el nuevo
modelo

SEÑALES DE PROBLEMAS
En 1992 nuevos modelos y variaciones a los existentes integrados por Toyota, se agregaron modelos para el mercado americano, europeo, japonés y medio oriente.
Tasa de producción bajo a 85% (10 puntos) en relación a lo que se pudo conseguir sin paros en la línea: déficit de 45 autos por turno que tenían que ser repuestos en tiempo extra. Alto nivel de inventario.
Problema en asiento
Se jala cordón andón para alertar
el problema
Se instala asiento defectuoso
Se vuelve a jalar cordón andón
para indicar que todo está bien
Etiqueta el auto para alertar a
inspectores CC del problema con
el asiento.
Auto sigue en la línea, sale.
Auto se lleva a Clínica código 1
para tratar de resolver problema.
Si se requería asiento nuevo,
auto se llevaba a área de
estacionamiento de sobrantes.
Pide asiento de repuesto KFS,
entrega especial
Se devuelve los defectuoso a KFS
Autos fuera de la línea principalmente por problemas con los asientos. Respuesta que TMM estandarizó
Razones de esta medida:-Gente de ensamble final sabía del problema-Era posible terminar la fabricación del auto sin los ensambles de los asientos.-Se piensa que parar la línea es muy costoso dado tiempo para obtener asiento de repuesto.Reunión en el estacionamiento de
sobrantes.Problemas típicos. Solucionables.
Gancho que regularmente se quebraba y desprendía. Gancho se había cambiado de metal a
plástico
1 de mayo 1992
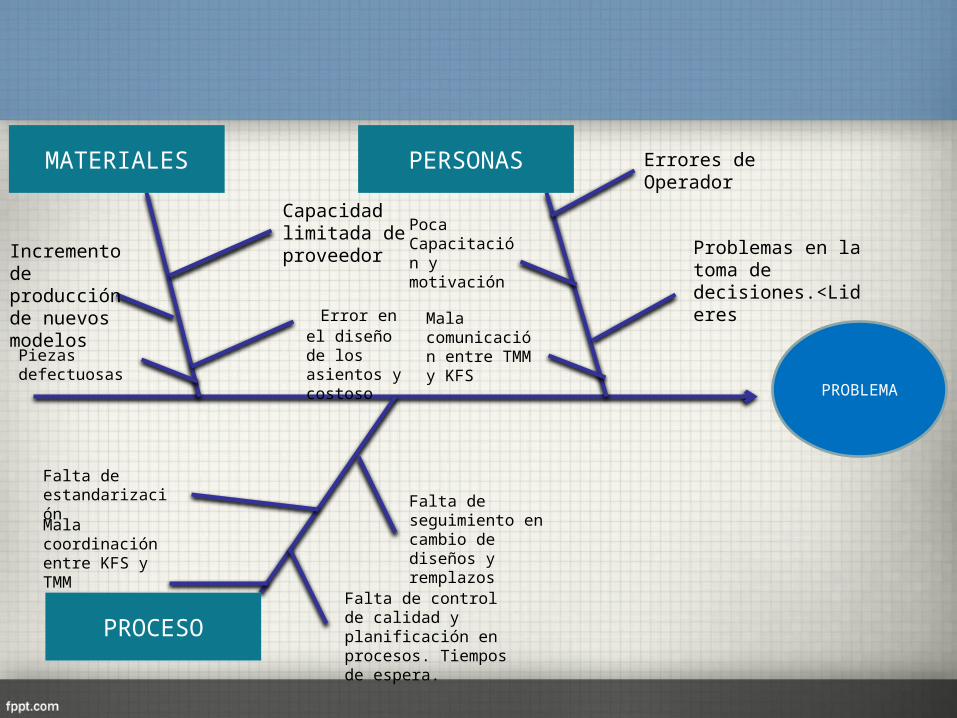
PROBLEMA
PERSONAS
PROCESO
MATERIALES
Capacidad limitada de proveedorIncremento
de producción de nuevos modelos
Falta de control de calidad y planificación en procesos. Tiempos de espera.
Piezas defectuosas
Errores de Operador
Problemas en la toma de decisiones.<Lideres
Poca Capacitación y motivación
Error en el diseño de los asientos y costoso
Mala comunicación entre TMM y KFS
Falta de seguimiento en cambio de diseños y remplazos
Falta de estandarización
Mala coordinación entre KFS y TMM
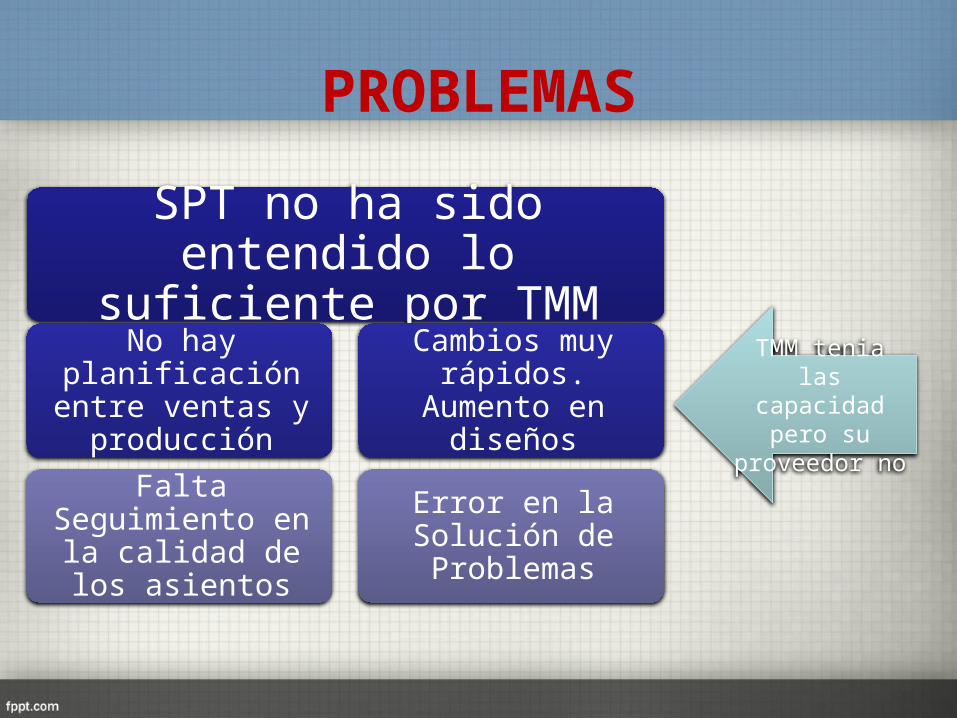
PROBLEMAS
SPT no ha sido entendido lo suficiente por TMM
No hay planificación entre ventas y
producción
Falta Seguimiento en la calidad de los
asientos
Cambios muy rápidos. Aumento
en diseños
Error en la Solución de Problemas
TMM tenia las capacidad pero su proveedor no

Conclusiones
El SPT esta mal empleado por los trabajadores, ya que
hay principios que no se están utilizando
ocasionando problemas en fases de Producción
TMC no previó que su proveedores no estaba
capacitado para abastecer la gran demanda,
ocasionando problemas operativos. Falta de buena
comunicación con KFS.
Hay muchos problemas reincidentes ya que no se ataco el problema de raíz como en el caso de los
ganchos y capacitación del personal en el manejo de los
asientos.
Mejorar la capacitación de los lideres para una rápida
solución de problemas, para evitar congestión.

RECOMENDACIONES
Capacitar a los trabajadores de KFS con SPT (JIT, Jikoda,
Kaizen,Heijunka),enviar personal
TMM a entrenarlos.
Capacitación continua en
TMM
Establecer un sistema de control
de calidad para los asientos.
Establecer los tiempos para cambios de
piezas defectuosas
(proveedor).Mejora de
comunicación
KFS debe invertir en ampliar su empresa para tener mayor capacidad.
Top Related