





Idiomas
Páginas
Jurídico

INSTITUTO TECNOLÓGICO DE SONORA
Departamento de Ingeniería Industrial
INFORME TÉCNICO
Desarrollo de mejoras en una línea de producción de una empresa del giro agroindustrial de la región.
Firma de Conformidad
______________ Luz Elena Navarro Ochoa
Responsable del proyecto por parte de
PepsiCo Internacional México S. de RL de CV
Autores: Responsable: Arnulfo Aurelio Naranjo Flores Revisor: Ernesto Alonso Lagarda Leyva
Javier Portugal Vázquez
Alumnos: María Saraí Ochoa Hernández
Juan Bosco Ramos Almada
Enero-Mayo 2015
Instituto Tecnológico de Sonora 5 de Febrero No. 818 sur Teléfono (644) 410-90-00 Apdo. 541 C.P. 85000 Ciudad Obregón, Sonora, México
www.itson.mx
Miembro de la Asociación Nacional de Universidades e Instituciones de Educación Superior Miembro del Consorcio para la Colaboración de la Educación Superior en América del Norte
29 de Junio de 2015
Ing. Luz Elena Navarro Ochoa PepsiCo Internacional México S. de RL de CV Presente
El Instituto Tecnológico de Sonora agradece su confianza al tener la oportunidad de
desarrollar el proyecto, cuyo objetivo fue “Desarrollar mejoras en la línea A en una
empresa del giro agroindustrial de la región para incrementar el cumplimiento
de sus indicadores clave de desempeño” del cual se generaron los productos que
adjuntan al presente documento.
Agradecemos la atención y las facilidades otorgadas.
Reciba un afectuoso saludo.
Responsable del proyecto:
Arnulfo Aurelio Naranjo Flores
Colaboradores:
Ernesto Alonso Lagarda Leyva
Javier Portugal Vázquez
Alumnos:
María Saraí Ochoa Hernández
Juan Bosco Ramos Almada
Recibí:
Ing. Luz Elena Navarro Ochoa
1. INTRODUCCIÓN
1.1 Antecedentes La empresa bajo estudio es la industria fabricante de galletas número uno en México,
dedicada a la producción de alimentos panificados de consumo frecuente, elaborados
en nueve plantas y distribuidos a través de más de 100 Centros de Distribución,
llegando cada semana a más de 650 mil clientes. Nace originalmente en el año 1921
en Monterrey, uniéndose a la familia a principios de octubre de 1990, pasando a ser
una empresa de clase mundial.
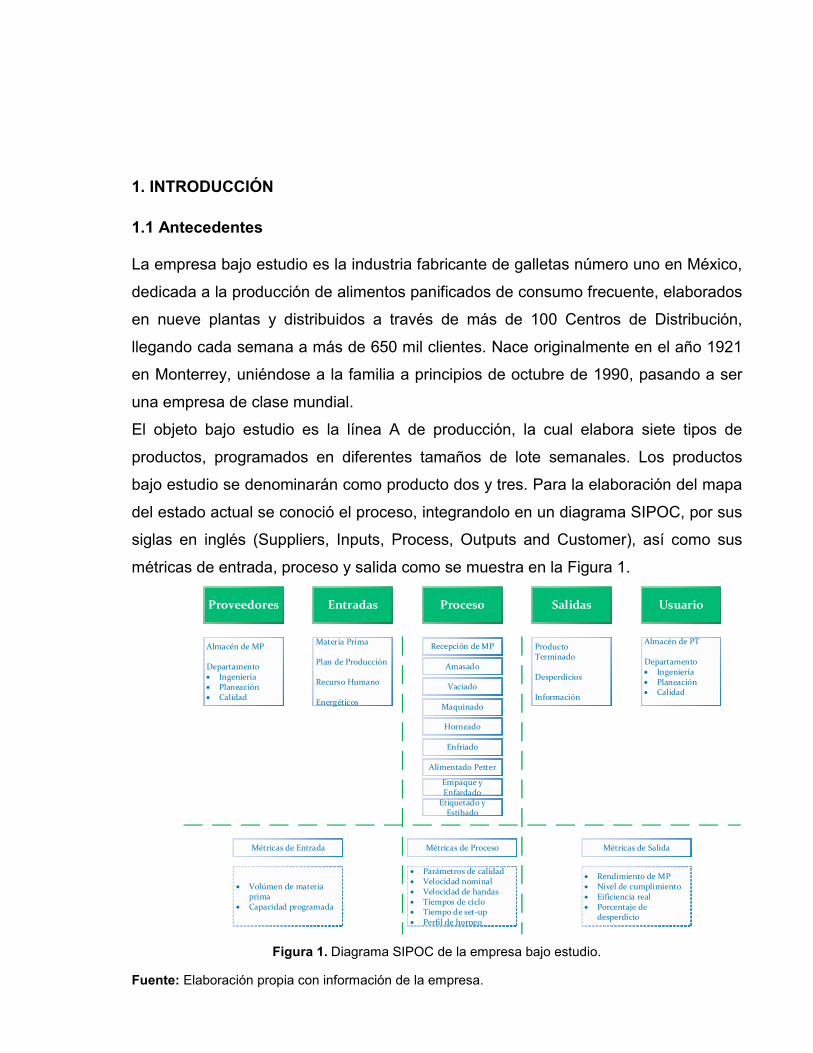
El objeto bajo estudio es la línea A de producción, la cual elabora siete tipos de
productos, programados en diferentes tamaños de lote semanales. Los productos
bajo estudio se denominarán como producto dos y tres. Para la elaboración del mapa
del estado actual se conoció el proceso, integrandolo en un diagrama SIPOC, por sus
siglas en inglés (Suppliers, Inputs, Process, Outputs and Customer), así como sus
métricas de entrada, proceso y salida como se muestra en la Figura 1.
Proveedores Entradas Proceso Salidas Usuario
Almacén de MP
Departamento Ingeniería Planeación Calidad
Materia Prima
Plan de Producción
Recurso Humano
Energéticos
Producto Terminado
Desperdicios
Información
Almacén de PT
Departamento Ingeniería Planeación Calidad
Recepción de MP
Amasado
Vaciado
Maquinado
Horneado
Enfriado
Alimentado Petter
Empaque y Enfardado
Etiquetado y Estibado
Métricas de Proceso Métricas de SalidaMétricas de Entrada
Volúmen de materia prima
Capacidad programada
Parámetros de calidad Velocidad nominal Velocidad de bandas Tiempos de ciclo Tiempo de set-up Perfil de horneo
Rendimiento de MP Nivel de cumplimiento Eificiencia real Porcentaje de
desperdicio
Figura 1. Diagrama SIPOC de la empresa bajo estudio.
Fuente: Elaboración propia con información de la empresa.

El proceso de producción de estos bienes de consumo comprende desde el proceso
de amasado hasta el proceso de etiquetado y estibado controlandose en cada una de
las etapas parámetros de proceso y calidad del producto.
La organización tiene establecidos indicadores clave de desempeño (KPI’s), que son
valores correspondientes que hay que alcanzar y que suponen el grado de asunción
de los objetivos, estas medidas proporcionan información sobre el rendimiento de una
actividad o sobre la consecución de una meta.
En la Tabla 1 se muestran los KPI’s comparando los estados actuales con los estados
objetivo de acuerdo al Plan Anual de Operaciones (AOP) para el cumplimiento de los
objetivos.
Tabla 1. Indicadores clave de desempeño de Línea A.
Indicador Unidad de
medida
Enero Febrero Marzo Estado
al año
Plan anual de
operaciones
Estado
Cumplimiento
al servicio
Porcentaje 96.3% 94.8% 96.3% 95.8
%
99% NC
Rendimiento
de MP
Porcentaje 98.02% 97.49% 96.9% 97.47
%
97.66% C
Eficiencia
Real
Porcentaje 77.78% 80.94% 76% 79% 80% NC
Mano de
Obra Directa
(MOD)
$/kg 2.11 2.88 2.34 2.89 2.19 NC
5’s Puntuació
n
1.70 1.72 1.84 1.75 3.6 NC
Fuente: La empresa, (2015).
Los indicadores cumplimento al servicio, eficiencia real, mano de obra directa y 5’s se
encuentran fuera de objetivo, teniendo afectación en la línea bajo estudio por

incumplimiento al programa de producción por órdenes incompletas, tiempos muertos
por paros y fallas en los equipos, desperdicio de producto, el cual causa
incumplimiento al rendimiento estándar y desorden en las distintas áreas de trabajo.
1.2 Planteamiento del problema
Se presenta incumplimiento en los KPI’s de la Línea A debido a niveles de
desperdicio, tiempos muertos, falta de orden y limpieza en el área de trabajo, y
consecuencia a esto, se presentan brechas en los indicadores clave de desempeño
de la organización. A partir de las brechas en los KPI´s se presenta la siguiente
pregunta de investigación.
¿Cómo mejorar los indicadores clave de desempeño en la línea de producción
A de una empresa del giro agroindustrial?
1.3 Objetivo
Desarrollar mejoras en la línea A en una empresa del giro agroindustrial de la región
para incrementar el cumplimiento de sus indicadores clave de desempeño.
1.4 Justificación
Las mejoras que se van a desarrollar en este proyecto tendrán un impacto positivo en
el proceso de producción de la Línea A, en la que se tendrán beneficios como:
Reducción de defectos del proceso y del producto que generan el desperdicio.
Reducción en los niveles de desperdicio: enfocado a aquellos desperdicios que
se generan en paros y arranque.
Reducción de costos: materia prima, material de empaque y energéticos.
Aumento en productividad de los operadores: por fallas en el proceso, las
cuales generan retrabajos.
2. RUTA METODOLÓGICA
2.1 Caracterizar el proceso bajo estudio A partir de datos históricos proporcionados por el departamento de ingeniería se
agruparon los productos con mayor volumen de producción, así como sus índices de
desperdicio y oportunidad en los indicadores clave de desempeño. Con esta
información se realizaron diagramas de Pareto, que indican cuales son los productos
críticos de la línea en aspectos de producción y desperdicio, siendo estos productos
parte de la línea de producción A, en la cual se llevará a cabo el desarrollo del
proyecto denominado “Línea Cero”. Obteniendo como resultado de esta fase, la
selección de los productos a monitorear en este proyecto.
2.2 Mapear el estado actual del proceso de la línea A.
Se realizó una toma de datos en cada una de estas fases, tales como tiempos de
ciclo, tiempos de preparación, parámetros de calidad, procedimientos, velocidades y
capacidades del proceso. Con la información obtenida, se desarrolló el diagrama
SIPOC y sus métricas de entrada, proceso y salida, de los productos 1, 2, y 3. Este se
tomó como base para elaborar el VSM, en donde se especifica el flujo del proceso,
así como la programación de la producción, proveedores y clientes con sus
respectivas demandas. A partir de la realización del mapeo de los distintos productos
estudiados, se analizó la información obtenida y se identificaron los distintos eventos
Kaizen a desarrollar en las fases críticas del proceso de producción
2.3 Mapear el estado futuro del proceso de la línea A.
En el mapeo del estado futuro se plasmaron los destellos Kaizen propuestos en las
fases críticas de los productos 2 y 3. Se propusieron dos Kaizen de calidad para los
productos 2 y 3 con el fin de mejorar la calidad de dichos productos y reducir
desperdicios. Así mismo se propuso un Kaizen de proceso de negocio (BPK) para la
línea bajo estudio, con el fin de incrementar el indicador de eficiencia real sin afectar a

los demás indicadores. El resultado de esta fase es el mapa del estado futuro
elaborado.
2.4 Elaborar trabajo previo para evento kaizen
Se recopilaron datos e información referentes a la situación actual de la línea en
temas de producción, desperdicio y causas, y tiempos muertos, integrando esta
información en un documento y posterior a ello se presentó al facilitador lean. Este
documento contiene la descripción de la oportunidad detectada, la cual se identificó
mediante un análisis del estado actual de la línea, a partir de balances de materia
realizados durante las corridas de los productos bajo estudio, siendo ahí donde
surgen las oportunidades en las fases del proceso.
Por otro lado se define el alcance y el área a partir de la oportunidad detectada,
donde se especificó en qué parte del proceso es en la que se llevará a cabo el
evento. Con información de bases de datos del departamento de ingeniería, se
elaboró el análisis de las causas de desperdicio de los tres meses previos al Kaizen,
el cual incluye datos de desperdicio. Finalmente se calcula el ahorro potencial que
trae consigo el evento Kaizen, incluyendo una proyección del beneficio anual con
base en aumento del rendimiento del producto bajo estudio.
2.5 Implementar los eventos kaizen
Se realizó un periódico Kaizen en donde se muestran las actividades a realizar
durante el evento. Posteriormente se pasó a implementar los eventos de mejora de
acuerdo al cronograma establecido, conformando los equipos Kaizen por
facilitadores, operadores y especialista de línea A, informándoles a cada uno de ellos
su función en el proyecto, llevando a cabo estos planes, en conjunto con el equipo.
Se obtuvo como resultado mejoras implementadas en la línea.
2.6 Dar seguimiento a indicadores clave de desempeño monitoreados.
Se dio seguimiento mensual a los KPI’s por medio de los reportes que elabora el
departamento de ingeniería tales como, producciones, desperdicios, rendimientos,
tiempos muertos y 5’s a partir de las mejoras elaboradas. El resultado de esta fase es
un tablero de indicadores con sus valores en los meses en el que se llevó a cabo el
proyecto.

3. RESULTADOS
3.1 Línea de producción y productos definidos.
Se definió la Línea de producción “A” como la línea modelo de la empresa. Esta
elabora los tipos de producto (1-9) en diferentes presentaciones, de los cuales los
productos dos y tres son los que se trabajaron en este proyecto. En la Figura 2 se
muestra la gráfica que representa las producciones de todos los productos de esta
línea.
Figura 2. Producciones de los productos de Línea A.
Fuente: Elaboración propia con datos de la empresa.
Los productos con mayor volúmen de producción son los productos uno y cinco,
seguido de los productos dos y tres que representan el 9.6 por ciento y 9 por ciento
de la producción de Línea A, respectivamente. En la Figura 3 se muestran las
toneladas de desperdicio de todos los productos de Línea A.

Figura 3. Toneladas de desperdicio de los productos en la Línea A.
Fuente: Elaboración propia con datos de la empresa.
Como se observa en la figura anterior, los productos dos y tres acumulan mayor
cantidad de desperdicio que el producto uno. En la Figura 4 se muestra el porcentaje
de desperdicio de todos los productos en Línea A.

Figura 4. Porcentaje de desperdicio de los productos de Línea A.
Fuente: Elaboración propia con datos de la empresa.
Los productos cuatro, seis y siete tienen un porcentaje de desperdicio de 9.4, 7.6 y
7.52 por ciento, respectivamente, sin embargo su producción acumula el 8.3 por
ciento de la Línea. Como se mostro en la (Figura 14) los productos uno y cinco
acumulan el 67.2 por ciento de la producción, los cuales en desperdicio tienen un
porcentaje de 2.16 y 2.29 respectivamente.
A partir del análisis de los datos de producción y desperdicio se seleccionaron los
productos dos y tres para el desarrollo de este proyecto, los cuales representan en
1.25 puntos porcentuales al desperdicio de la Línea A en lo acumulado del año, con
una contribución del 3.97 por ciento.
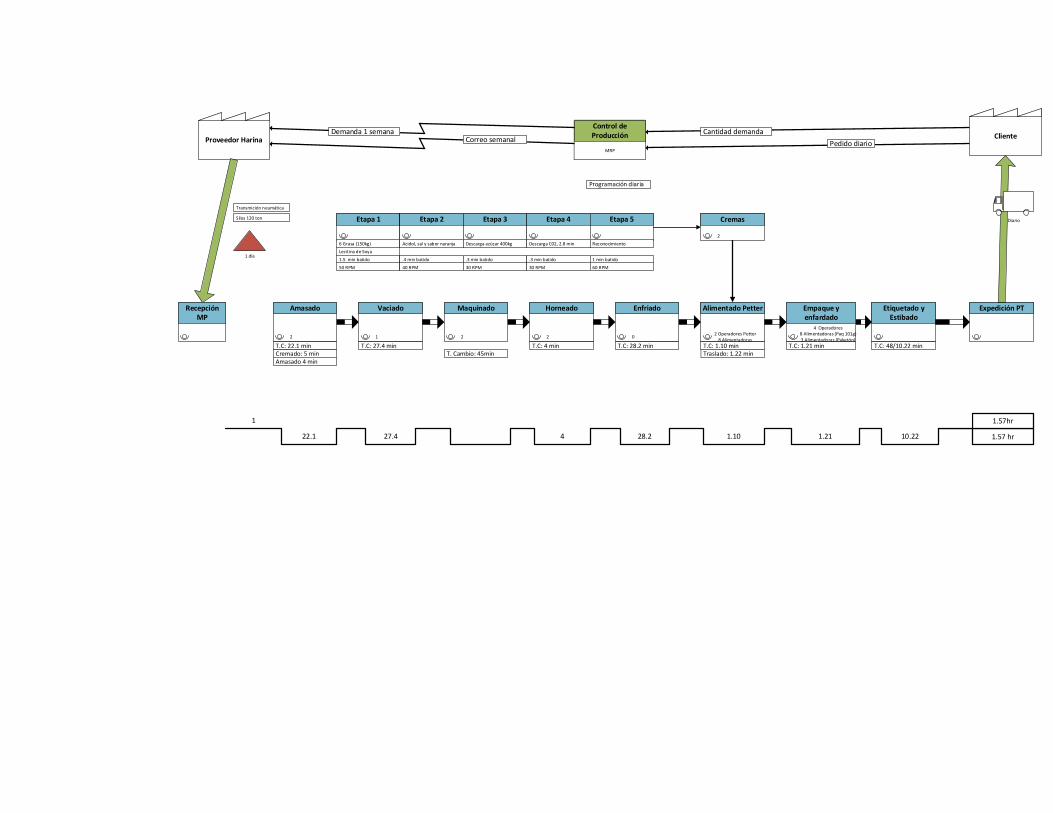
3.2 Mapa del estado actual del proceso elaborado
Para la elaboración del mapa del estado (VSM) actual se conoció el proceso,
integrandolo en un diagrama SIPOC, el cual se presenta en el primer capítulo de este
documento. En el VSM se muestra en la parte superior el control de producción en
cual pasan las órdenes diarias por parte del cliente en diferentes cantidades, y las
órdes hacia los proveedores semanalmente. También se muestra la programación de
la producción, la cual se realiza diariamente, el proceso de producción con los
tiempos de ciclo en cada una de las fases del proceso. Como parte del proceso de
producción, en el VSM se muestra el proceso de la crema, el cual consta de cinco
etapas, cada una con diferentes parámetros de operación. El tiempo de ciclo total de
la crema es de 21.40 minutos.

En el centro, se presenta el proceso de producción, el cual contiene los tiempos de
ciclo en cada una de las fases, así como la cantidad de operadores en ellas. Se
obtuvieron los tiempos de entrega de 1.4 y 1.57 horas siendo estos mismos los
tiempos de ciclo total para los productos 2 y 3 respectivamente, por lo que el
porcentaje de valor agregado es del 100. Además con la elaboración de este mapa,
se identificaron áreas de oportunidad que tiene el proceso, así como el cuello de
botella, el cual se encuentra en máquinas Peter, etapas del proceso en las cuales se
presenta desperdicio tales como la tolva de desperdicio y máquinas peter en 60 y 40
por ciento respectivamente. Ambos VSM se encuentran como Apéndice B para el
producto 2, y Apéndice C para el producto 3.
3.3 Mapa del estado futuro del proceso elaborado
A partir del análisis del mapa del estado actual de los productos dos y tres, se elaboró
el mapa del estado futuro en donde se identificaron los distintos eventos Kaizen a
desarrollar en las fases críticas del proceso de producción. Se propuso el primer
evento Kaizen de calidad, enfocado a las primeras cinco fases del proceso que
abarca desde amasado hasta enfriado que es donde se elabora la galleta base, el
cual consistió en desarrollar mejoras en estas fases del proceso, con el fin de reducir
las fallas en el proceso. Asimismo el segundo evento Kaizen de calidad se desarrolló
en el área de empaque, el cual consistió en establecer planes de acción para reducir
el desperdicio que se genera en esta área. Por consiguiente se desarrolló el tercer
evento denominado Kaizen de proceso de negocio (BPK), el cual se enfocó en el área
de empaques con la finalidad de mejorar el indicador de eficiencia real, omitiendo
paros para comida, mediante la adición de personal para relevo. En los Apéndices D
y E se muestran los mapas del estado futuro para los productos bajo estudio. Estos
eventos fueron validados por la facilitadora lean y el equipo Kaizen.
3.4 Trabajo previo para eventos Kaizen del producto 2 y 3 elaborado

Descripción de la oportunidad dectectada. Se analizaron datos históricos de las
diferentes causas y tipos de desperdicio que se encuentran en Línea A y se llevó a
cabo un balance de materia de los productos bajo estudio para comparar los datos
históricos con datos obtenidos del lugar de trabajo. En la Figura 5 se muestra el 80-20
de las causas de desperdicio reportadas en el primer trimestre del año.
Figura 5. Causas de Desperdicio Enero-Marzo 2015
Fuente: Elaboración propia con información de la empresa
En la Figura 5 se presentan las causas más relevantes de desperdicio con base en
datos que reporta el departamento de ingeniería mensualmente, siendo el 80 por
ciento de las causas galleta con crema botada, galleta mal estaqueada, crema
desfasada y galleta deforme.
Se definió el alcance de estos Kaizen en la Línea A, para los productos 2 y 3 en las
fases del proceso de amasado hasta enfriado para el primer Kaizen calidad y el área
de empaques para el segundo evento. El desperdicio aproximado de estos productos
en el primer trimestre del año fue de 20 toneladas. El ahorro potencial calculado de
este Kaizen con base en rendimientos de la galleta es de $200,000 anuales. Este se
obtuvo a partir de una proyección del desperdicio en un 3.26% permisible en todas las
corridas de producción de ambos productos, con base en el indicador cumplimiento al
rendimiento estándar.
3.5 Eventos Kaizen Implementados
Se implementaron dos eventos Kaizen de calidad para los productos 2 y 3 y se
desarolló un Kaizen de Proceso de Negocio para la Línea A. Cada uno de estos
eventos presenta la oportunidad detectada, mediciones para el análisis de las
afectaciones de la línea. En cada evento se presentan los planes de acción y mejoras
implementadas.
3.5.1 Primer evento Kaizen de calidad para el producto 2 y 3 implementado.
Este evento Kaizen se desarrolló en las fases del proceso que abarca el área de
amases hasta la tolva de desperdicio, el cual tuvo el fin de reducir el desperdicio de
galleta base y mejorar su calidad para atacar el problema desde el principio, esto es
debido a que si la galleta no viene en condiciones adecuadas o no cumple con el
estándar lo importante es atender el problema desde antes para asegurar que la
galleta no tenga defectos y llegue dentro de especificaciones para el formado de la
galleta sandwich.
El equipo Kaizen se integró con Facilitador Lean, Facilitador Planta Baja, Especialista
de Línea, Especialista de Procesos, Practicantes de Línea Cero y apoyo de personal
de línea con los cuales se plantearon los objetivos para este evento Kaizen.
La Figura 6 muestra los defectos de la galleta base en un día puntual en el área de
trabajo. Este muestreo tuvo el fin de identificar las causas de desperdicio de la galleta
base.

Figura 6. Muestreo de defectos base.
Fuente: Elaboración propia.
En la base de galleta del producto 2 y 3 se presenta el mal estaqueo con un 40.9 por
ciento, el cual dificulta a las alimentadoras en tomar la galleta y colocarla en los
canales de alimentación. Los defectos “quebrada” y “carcomida” son defectos del
producto por variantes en el proceso de producción.
A partir de este muestreo se elaboró el periódico Kaizen para este evento en el cual
se describieron las oportunidades detectadas así como sus acciones correctivas y el
responsable de cada acción. Cada una de estas acciones correctivas tiene su fecha
de implementación y porcentaje de avance.
Las mejoras que se implementaron en este evento Kaizen fueron la calibración del
sistema de envío de amasadoras, se desarrollaron ayudas visuales en el área de
amases y maquinado, cambio y limpieza de sprockets en la primer banda de
enfriamiento, así como instalaciones de guías en lado norte y sur y se colocó

antiderrapante en el área de empaques. En la Figura 7 se muestra evidencia de la
calibración del sistema de envío de las amasadoras.
Figura 7. Evidencia de calibración al sistema de envío de amasadora.
Fuente: Elaboración propia.
Se llevó a cabo la calibración de las amasadoras con el fin de que se envíen los
ingredientes mayores y menores en las cantidades correctas para reducir las
variaciones en los puntos de masa de los batch. Con esta mejora, se logró reducir la
variación de 41.7 por ciento a 18.82 por ciento, obteniendo estos datos a partir de un
mapeo realizado antes y después de la calibración para validar el impacto. Otra
mejora que se desarrolló en el primer evento Kaizen fue el desarrollo de ayudas
visuales, en la Figura 8 se muestran las ayudas visuales en el área de amases y
maquinado.
Figura 8. Ayudas visuales en área de amases y maquinado.
Fuente: Elaboración propia.
Se explicaron estas ayudas visuales a los operadores en ambas áreas, de modo que
trabajaron sobre el objetivo establecido y dentro de los límites de estos parámetros,
con el fin de mantener un mejor control en los parámetros de temperatura de amases
y pesos crudos en maquinado, estabilizando el proceso de amases y maquinado. Con
estos gráficos se logró mantener el producto 2 con un promedio de 49.32 y el
producto 3 en 49.53 gramos, mientras que anteriormente ambos se encontraban en
48.86 y 47.62 gramos respectivamente. Al mantener los pesos crudos de ambos
productos en estos niveles se tiene un control sobre el proceso para conservarlo
estable. Para reducir los desperdicios del proceso de la galleta, se instaló una nueva
cuchilla en salida del horno. En la Figura 9 se muestra la mejora implementada.
Figura 9. Cuchilla instalada en salida de horno.
Fuente: Elaboración propia.
Otras mejoras que se llevaron a cabo en la primera banda de enfriamiento para
reducir desperdicios por mal estaqueo, como defecto del proceso, fue la revisión de
los engranes que otorgan el paso a la banda, llevándose a cabo una limpieza de
estos y una reducción a ocho engranes. En la Figura 10 se muestra la evidencia de
esta mejora implementada.
Figura 10. Mejora en engranes en primera banda de enfriamiento.
Fuente: Elaboración propia
En esta misma banda se instalaron guías y centradores en ambos lados de la banda,
para evitar su oscilación. En la Figura 11 se muestra la evidencia de esta mejora
implementada. Las mejoras antes mencionadas lograron reducir el mal estaqueo que
se presenta en la línea.
Figura 11. Instalación de guías y centradores en primera banda de enfriamiento.
Fuente: Elaboración propia
Como mejora en 5’s & Seguridad, se colocó antiderrapante nuevo en el área de
empaque, con el fin mejorar y reducir riesgos en la circulación de personal en esta
área. En la Figura 12 se muestra el antes y el después de esta mejora implementada.
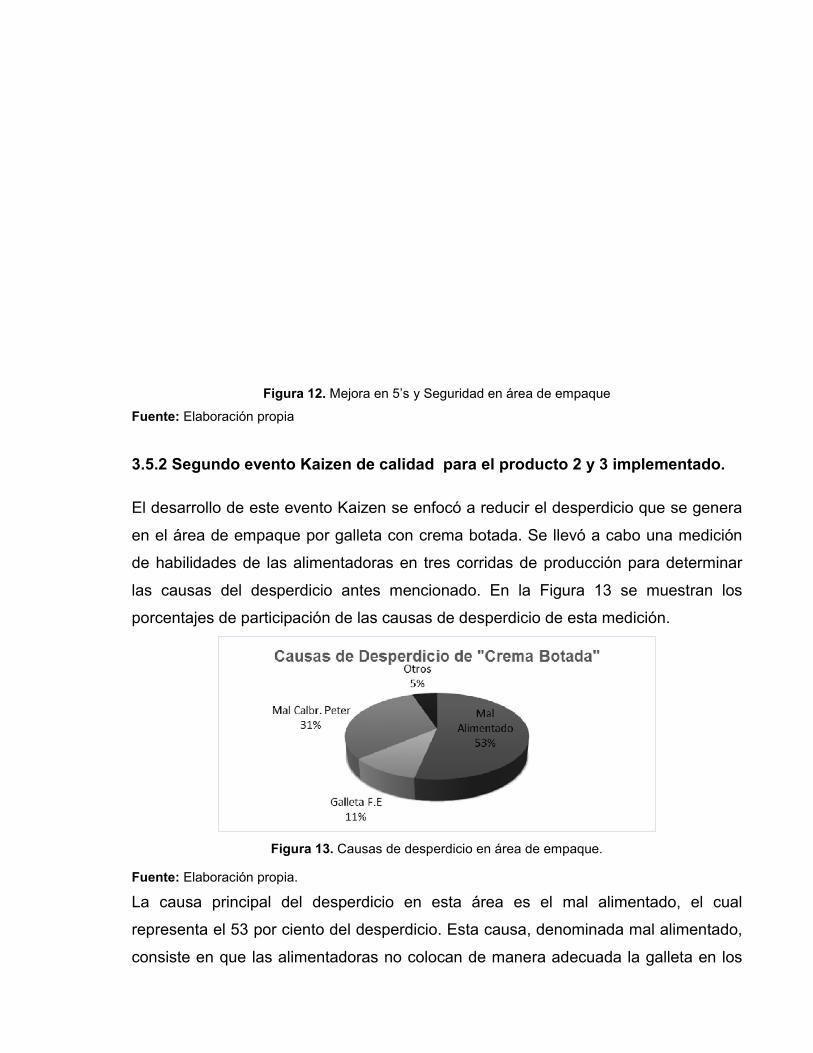
Figura 12. Mejora en 5’s y Seguridad en área de empaque
Fuente: Elaboración propia
3.5.2 Segundo evento Kaizen de calidad para el producto 2 y 3 implementado.
El desarrollo de este evento Kaizen se enfocó a reducir el desperdicio que se genera
en el área de empaque por galleta con crema botada. Se llevó a cabo una medición
de habilidades de las alimentadoras en tres corridas de producción para determinar
las causas del desperdicio antes mencionado. En la Figura 13 se muestran los
porcentajes de participación de las causas de desperdicio de esta medición.
Figura 13. Causas de desperdicio en área de empaque.
Fuente: Elaboración propia.
La causa principal del desperdicio en esta área es el mal alimentado, el cual
representa el 53 por ciento del desperdicio. Esta causa, denominada mal alimentado,
consiste en que las alimentadoras no colocan de manera adecuada la galleta en los
canales de la máquina peter, lo que ocasiona que esta se atore, generando el
desperdicio. La segunda causa detectada en esta medición es la mala calibración de
la máquina peter, esta se refiere a los ajustes que realiza el operador petero, los
cuales dependen de las especificaciones en las que llegue el producto.
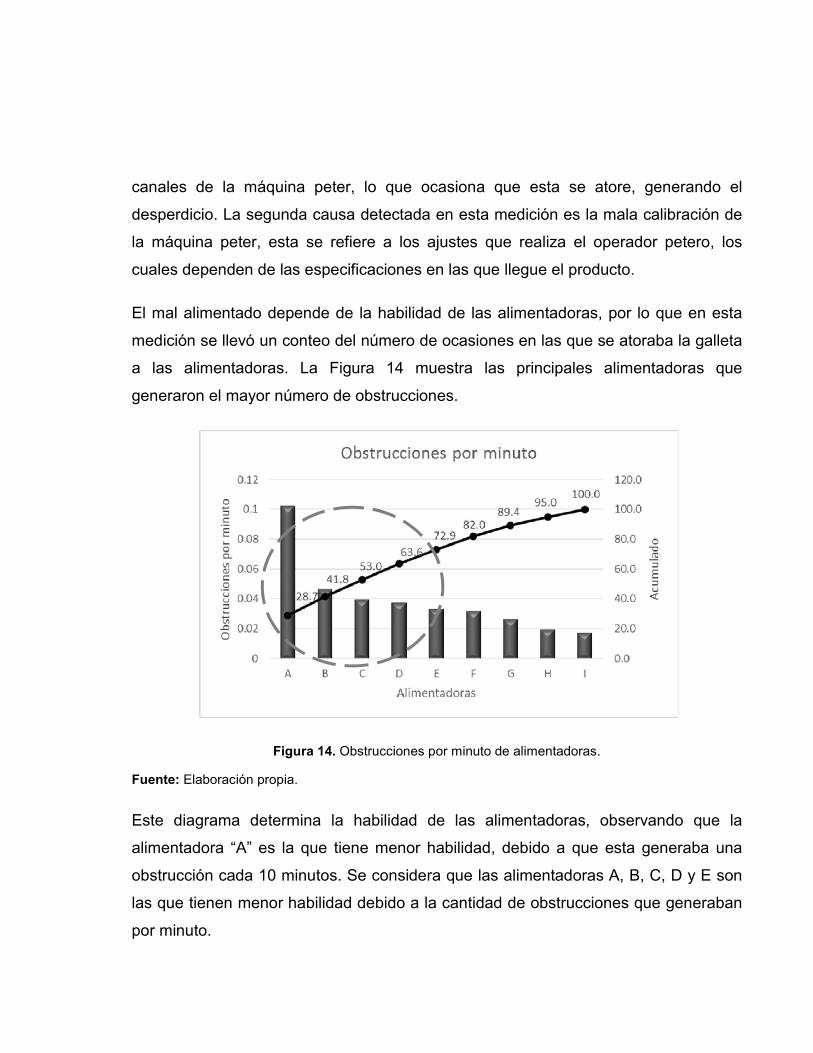
El mal alimentado depende de la habilidad de las alimentadoras, por lo que en esta
medición se llevó un conteo del número de ocasiones en las que se atoraba la galleta
a las alimentadoras. La Figura 14 muestra las principales alimentadoras que
generaron el mayor número de obstrucciones.
Figura 14. Obstrucciones por minuto de alimentadoras.
Fuente: Elaboración propia.
Este diagrama determina la habilidad de las alimentadoras, observando que la
alimentadora “A” es la que tiene menor habilidad, debido a que esta generaba una
obstrucción cada 10 minutos. Se considera que las alimentadoras A, B, C, D y E son
las que tienen menor habilidad debido a la cantidad de obstrucciones que generaban
por minuto.
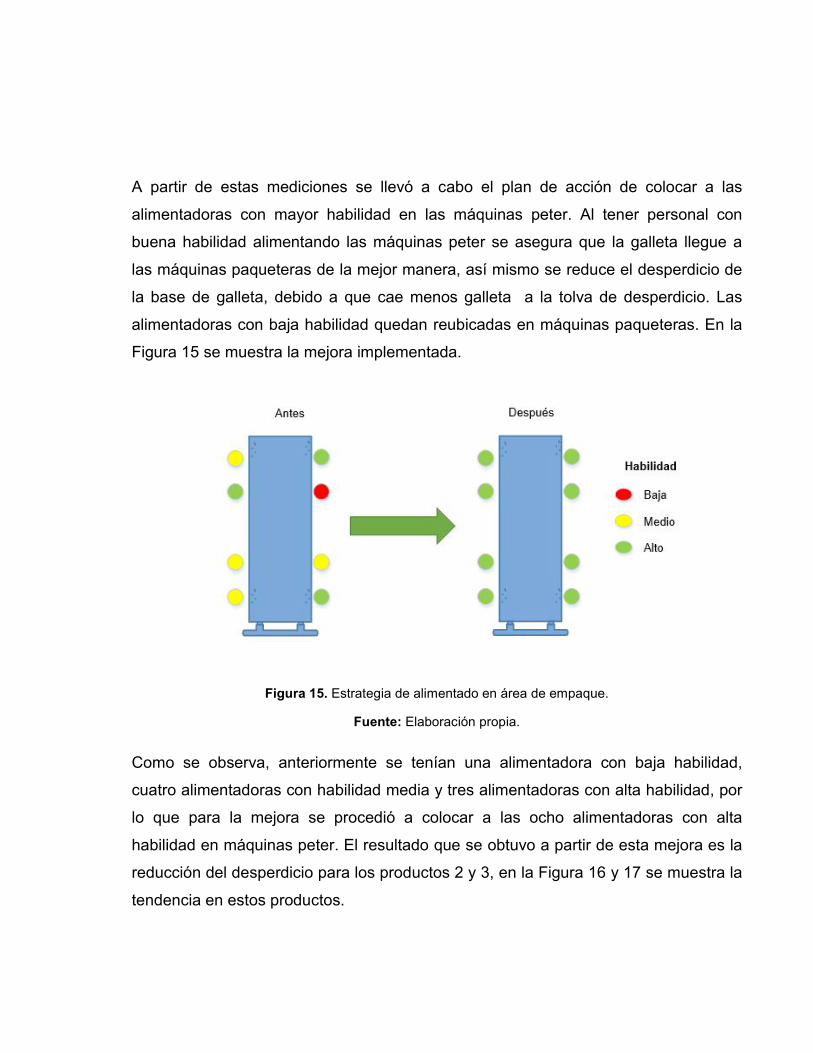
A partir de estas mediciones se llevó a cabo el plan de acción de colocar a las
alimentadoras con mayor habilidad en las máquinas peter. Al tener personal con
buena habilidad alimentando las máquinas peter se asegura que la galleta llegue a
las máquinas paqueteras de la mejor manera, así mismo se reduce el desperdicio de
la base de galleta, debido a que cae menos galleta a la tolva de desperdicio. Las
alimentadoras con baja habilidad quedan reubicadas en máquinas paqueteras. En la
Figura 15 se muestra la mejora implementada.
Figura 15. Estrategia de alimentado en área de empaque.
Fuente: Elaboración propia.
Como se observa, anteriormente se tenían una alimentadora con baja habilidad,
cuatro alimentadoras con habilidad media y tres alimentadoras con alta habilidad, por
lo que para la mejora se procedió a colocar a las ocho alimentadoras con alta
habilidad en máquinas peter. El resultado que se obtuvo a partir de esta mejora es la
reducción del desperdicio para los productos 2 y 3, en la Figura 16 y 17 se muestra la
tendencia en estos productos.

Figura 16. Tendencia de desperdicio del producto 2.
Fuente: Elaboración propia
El desperdicio para el Producto 2 se encontró en promedio de 5.58 por ciento antes
de implementarse la mejora, siendo los primeros cinco meses del año, en el mes en
el que se implementó la mejora, el desperdicio cerró en 3.82, reduciéndose en 1.76
puntos porcentuales. Lo mismo aplicó para el Producto 3, donde se muestra su
tendencia en la Figura 17.
Figura 17. Tendencia del desperdicio del producto 3.
Fuente: Elaboración propia
En el Producto 3 el desperdicio acumuló el 6.89 por ciento en los meses de Enero a
Mayo, y posterior a la mejora, este cerró en 5.78 por ciento en Junio, logrando una
mejora de 1.11 puntos porcentuales. Para llevar a cabo el control de esta mejora se
desarrolló un formato en el que se encuentran las alimentadoras designadas para
llevar a cabo la tarea en máquinas peter. En el se indica el personal asignado a
alimentar durante una corrida determinada (Ver Apéndice F).
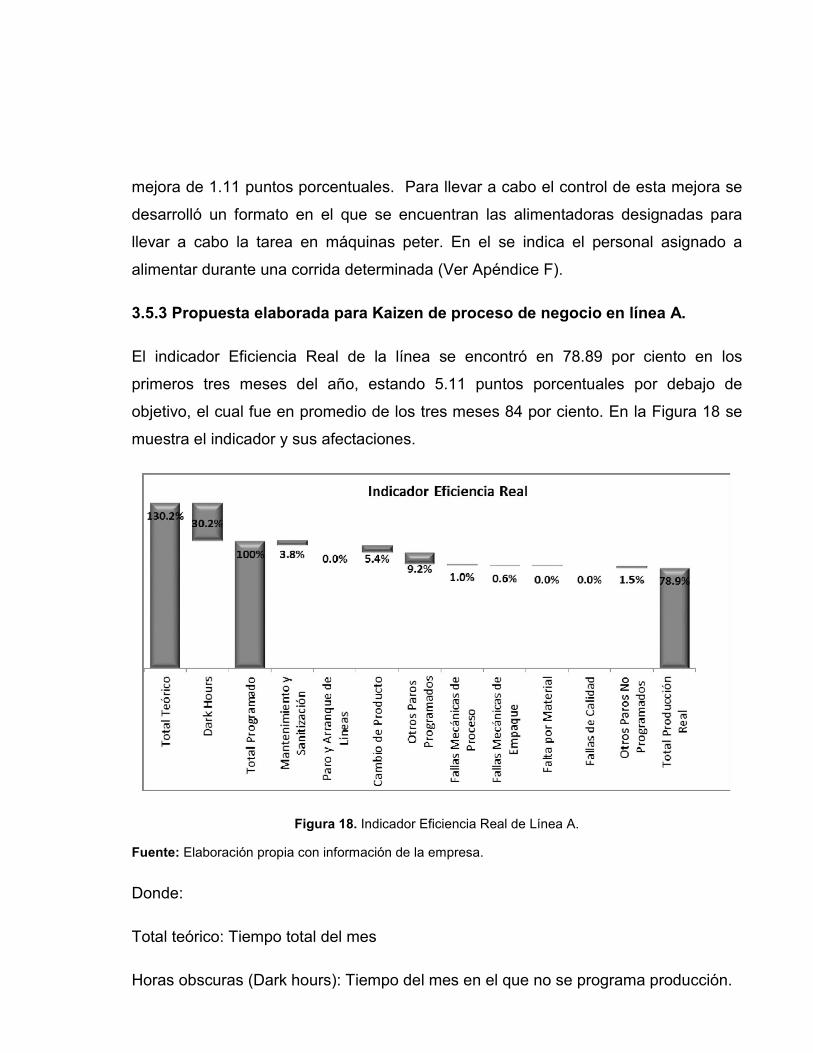
3.5.3 Propuesta elaborada para Kaizen de proceso de negocio en línea A.
El indicador Eficiencia Real de la línea se encontró en 78.89 por ciento en los
primeros tres meses del año, estando 5.11 puntos porcentuales por debajo de
objetivo, el cual fue en promedio de los tres meses 84 por ciento. En la Figura 18 se
muestra el indicador y sus afectaciones.
Figura 18. Indicador Eficiencia Real de Línea A.
Fuente: Elaboración propia con información de la empresa.
Donde:
Total teórico: Tiempo total del mes
Horas obscuras (Dark hours): Tiempo del mes en el que no se programa producción.

Total programado: La diferencia entre el tiempo total del mes y horas obscuras.
Afectaciones: Tiempos en los que el equipo esta detenido por distintas causas
(mantenimiento y sanitización, paro y arranque de línea, cambios de producto, fallas
mecánicas de proceso y empaque, falta de material, fallas de calidad y otros paros no
programados).
Total producción real: Tiempo total del mes en que hubo producción (total
programado- afectaciones).
La principal afectación a este indicador, como se observa en la figura anterior, es el
rubro de otros paros programados, encontrándose dentro de este el tiempo para
comer, el cual representa dos paros de media hora por turno, siendo un total de dos
horas por día, generando una afectación de 9.2% al indicador de eficiencia real en los
primeros tres meses del año.
Aunado a esto, se determinó inicialmente como oportunidad mejorar la disponibilidad
de la línea, a través de la evaluación de omitir paros para comida para lograr mejorar
el indicador antes mencionado. La línea trabaja de cuatro a seis días por semana en
período de baja demanda y los siete días de la semana en alta demanda. En el
siguiente diagrama de Pareto (Ver Figura 19) se muestran el total acumulado de los
kilogramos no producidos por tiempos muertos en el primer trimestre del presente año
(Enero-Marzo 2015).
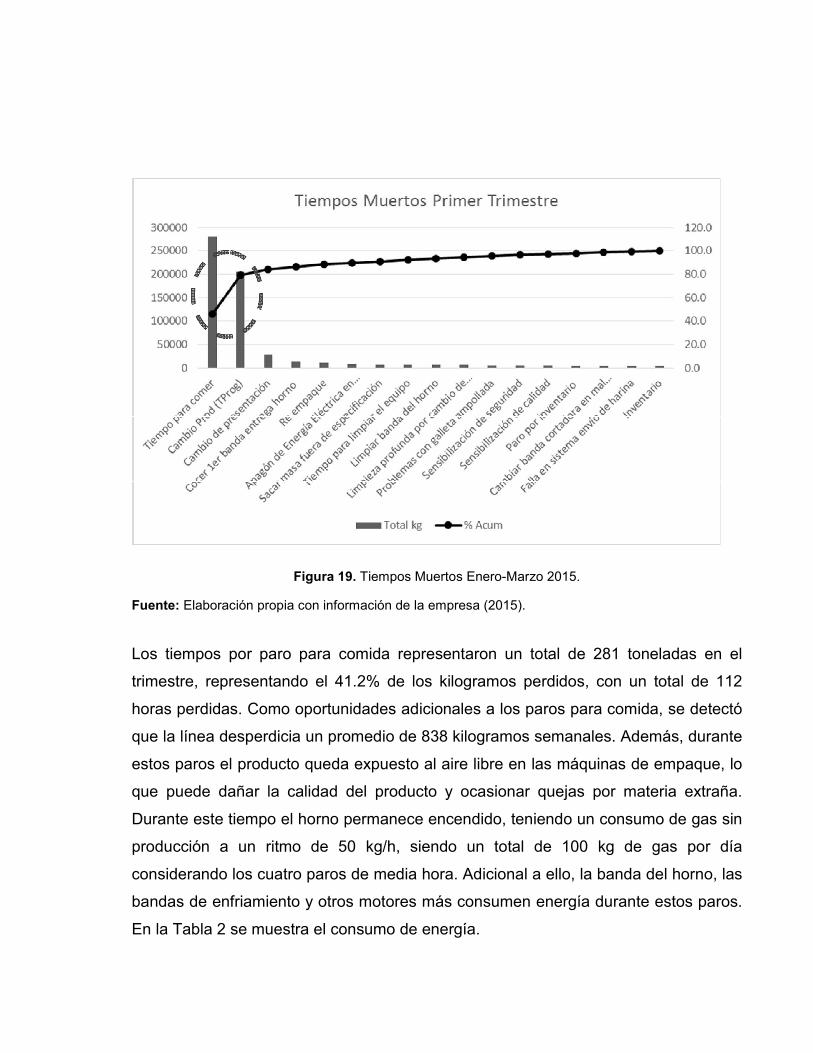
Figura 19. Tiempos Muertos Enero-Marzo 2015.
Fuente: Elaboración propia con información de la empresa (2015).
Los tiempos por paro para comida representaron un total de 281 toneladas en el
trimestre, representando el 41.2% de los kilogramos perdidos, con un total de 112
horas perdidas. Como oportunidades adicionales a los paros para comida, se detectó
que la línea desperdicia un promedio de 838 kilogramos semanales. Además, durante
estos paros el producto queda expuesto al aire libre en las máquinas de empaque, lo
que puede dañar la calidad del producto y ocasionar quejas por materia extraña.
Durante este tiempo el horno permanece encendido, teniendo un consumo de gas sin
producción a un ritmo de 50 kg/h, siendo un total de 100 kg de gas por día
considerando los cuatro paros de media hora. Adicional a ello, la banda del horno, las
bandas de enfriamiento y otros motores más consumen energía durante estos paros.
En la Tabla 2 se muestra el consumo de energía.
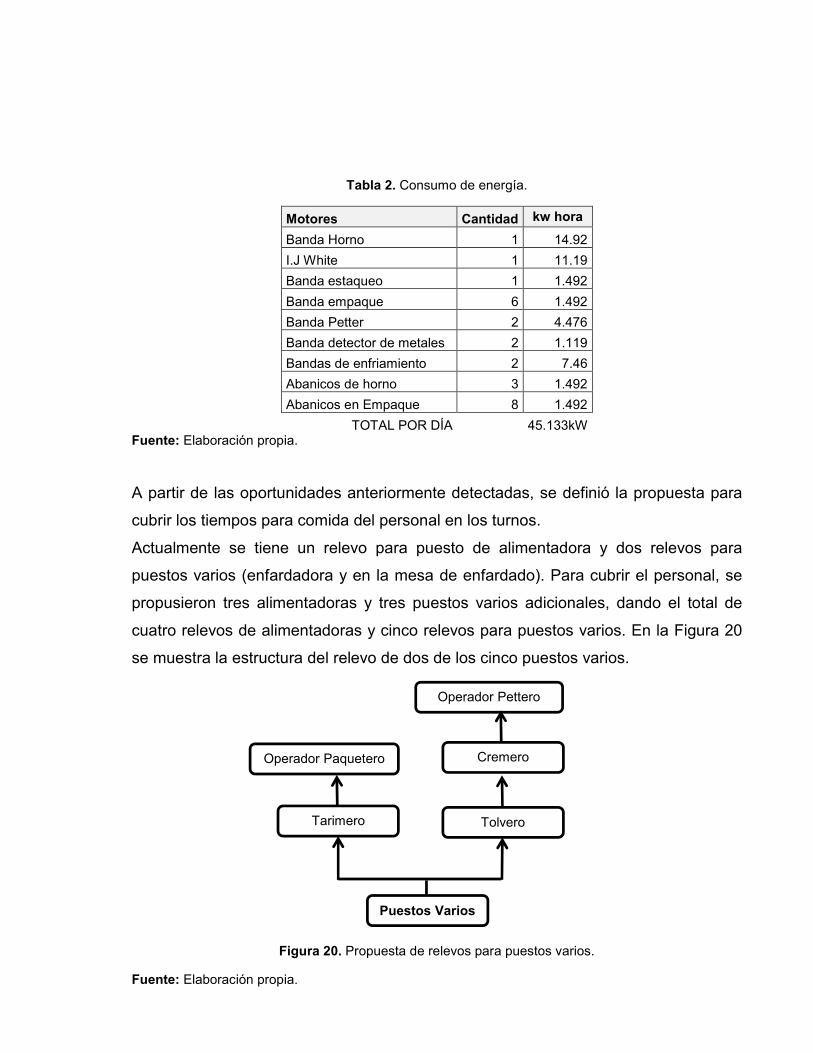
Tabla 2. Consumo de energía.
Motores Cantidad kw hora
Banda Horno 1 14.92
I.J White 1 11.19
Banda estaqueo 1 1.492
Banda empaque 6 1.492
Banda Petter 2 4.476
Banda detector de metales 2 1.119
Bandas de enfriamiento 2 7.46
Abanicos de horno 3 1.492
Abanicos en Empaque 8 1.492
TOTAL POR DÍA 45.133kW Fuente: Elaboración propia.
A partir de las oportunidades anteriormente detectadas, se definió la propuesta para
cubrir los tiempos para comida del personal en los turnos.
Actualmente se tiene un relevo para puesto de alimentadora y dos relevos para
puestos varios (enfardadora y en la mesa de enfardado). Para cubrir el personal, se
propusieron tres alimentadoras y tres puestos varios adicionales, dando el total de
cuatro relevos de alimentadoras y cinco relevos para puestos varios. En la Figura 20
se muestra la estructura del relevo de dos de los cinco puestos varios.
Figura 20. Propuesta de relevos para puestos varios.
Fuente: Elaboración propia.
Tarimero
Operador Paquetero
Operador Pettero
Puestos Varios
Tolvero
Cremero

En la Figura 20 se muestra la estructura dos puestos varios para relevar diferentes
posiciones en el área de empaque. Los cuatro relevos de alimentadoras se relevarán
entre sí para baño y comida, y tres de los cinco puestos varios relevarán
enfardadoras y entre ellos. Estas posiciones se tienen que añadir a las cuadrillas
programadas semanalmente. En baja demanda se programan dos cuadrillas, de las
cuales trabajan en primero y segundo turno dependiendo de la programación,
mientras que en alta demanda se programan tres cuadrillas. El costo de añadir los
relevos a las cuadrillas se muestra en la Tabla 3.
Tabla 3.Costo de personal para relevo en Línea A.
CATEGORÍA
HC/
CUADRILLA
HEAD
COUNT AD
ALTA
DEMANDA
HEAD
COUNT BD
BAJA
DEMANDA
CATEGORÍA 4 3 9 $17,735.00 6 $ 8914.42
CATEGORÍA 2 1 3 $11,746.20 2 $ 5,999.19
SUP TARIMERO 1 3 $ 5,187.88 2 $ 4,764.42
SUP AYUDANTE
CREMAS
1 3 $ 6,887.88 2 $ 6,464.42
PERSONAL
EXTRA
18 $24,675.85 12 $14,281.26
TOTAL $66,232.81 $40,423.70
Fuente: Romero, Alfredo & Navarro, Luz. 2015
En la tabla anterior se refleja el costo total del personal a añadir (tres alimentadoras y
tres puestos varios) teniendo un total de $66,232.81 en alta demanda y $40,423.7 en
baja demanda por semana, en el cual viene incluido el personal que se va añadir a la
línea para relevar, así como los pagos de suplencia a cada uno de los puestos.
Posterior a la evaluación del costo de añadir personal para relevos, se realizó la
propuesta de horarios de relevos para cubrir el tiempo de ida al baño y comida del
personal, en el Apéndice F se presenta la propuesta de horarios para alimentadoras,
enfardadoras y puestos tales como operadores paqueteros, operadores de máquinas
peter y cremero.

Se llevó a cabo el análisis del comportamiento del indicador eficiencia real en los
meses de enero a marzo sin paros para comida, siendo el fin de este Kaizen el
incremento de este indicador, sin afectar a indicadores tales como productividad,
mano de obra directa y RECON, y con ello evaluar el beneficio que se tendría al
inyectar personal para relevos a la línea. En la Tabla 4 se muestra el antes y después
del indicador eficiencia real.
Tabla 4. Proyectado de indicador Eficiencia Real.
Mes Antes Propuesta
ER Volúmen (kg) ER Volúmen (kg)
Enero 77.48% 1,384,153 85.82% 1,533,124
Febrero 80.94% 1,089,524 89.27% 1,201,704
Marzo 78.20% 1,081,438 86.53% 1,196,684
Fuente: Elaboración propia con información de la empresa (2015).
En la tabla anterior se muestra el porcentaje de eficiencia real con una mejora de 8.34
puntos porcentuales que se refleja en cada uno de los meses, esto basado en un
volumen de producción que se tendrá adicional si la línea trabajara dos horas más por
día, dando un total de 5,148 kilogramos adicionales, considerando la capacidad real
de la línea. Los kilogramos que se adicionaron en los meses proyectados se
calcularon a partir de las horas programadas en cada uno de los meses,
considerando la capacidad real de la línea. En el indicador productividad se verá
reflejado un beneficio con los kilogramos extra que se adicionan al proyectado. En la
Tabla 5 se muestra el impacto en los mismos meses.

Tabla 5. Proyectado de indicador Productividad.
Variable Enero Febrero Marzo
Actual Propuesta Actual Propuesta Actual Propuesta
Volumen (kg) 1,384.153 1,533.124 1,089.524 1,201.704 1,081.44 1,196.68
Personal 188 206 186 198 153 167
Productividad
(kg/HC)
7.36 7.44 5.86 6.06 7.07 7.16
Fuente: Elaboración propia con información de la empresa (2015).
En la Tabla 5 se muestra que el indicador productividad se mejora en promedio 1.02
por ciento en los meses de enero a marzo, al tener el aumento de producción
presentado anteriormente. El personal se consideró a partir de la demanda que se
tuvo semanalmente. Adicional a esto, en la Tabla 6 se muestra el proyectado del
indicador MOD (La nómina y el volumen de producción son por semana).
Tabla 6. Proyectado de indicador MOD en semana de baja demanda.
Variable Actual Proyectado Porcentaje
de Mejora
Volumen 212,976 233,572
1.01%
Nómina 521,037.77 561,461.47
MOD ($/kg) 2.446 2.403
Fuente: Elaboración propia con información de la empresa (2015).
Los datos de volumen de producción y nómina de la tabla anterior se obtuvieron
mediante un promedio de las semanas de baja demanda que se tuvieron en los
primeros meses del año. Como se muestra en la tabla anterior, el indicador MOD
($/kg) disminuye en cuatro centavos, teniendo así un porcentaje de mejora 1.01 por
ciento. Del mismo modo, en alta demanda el comportamiento de este indicador se
puede observar en la Tabla 7.
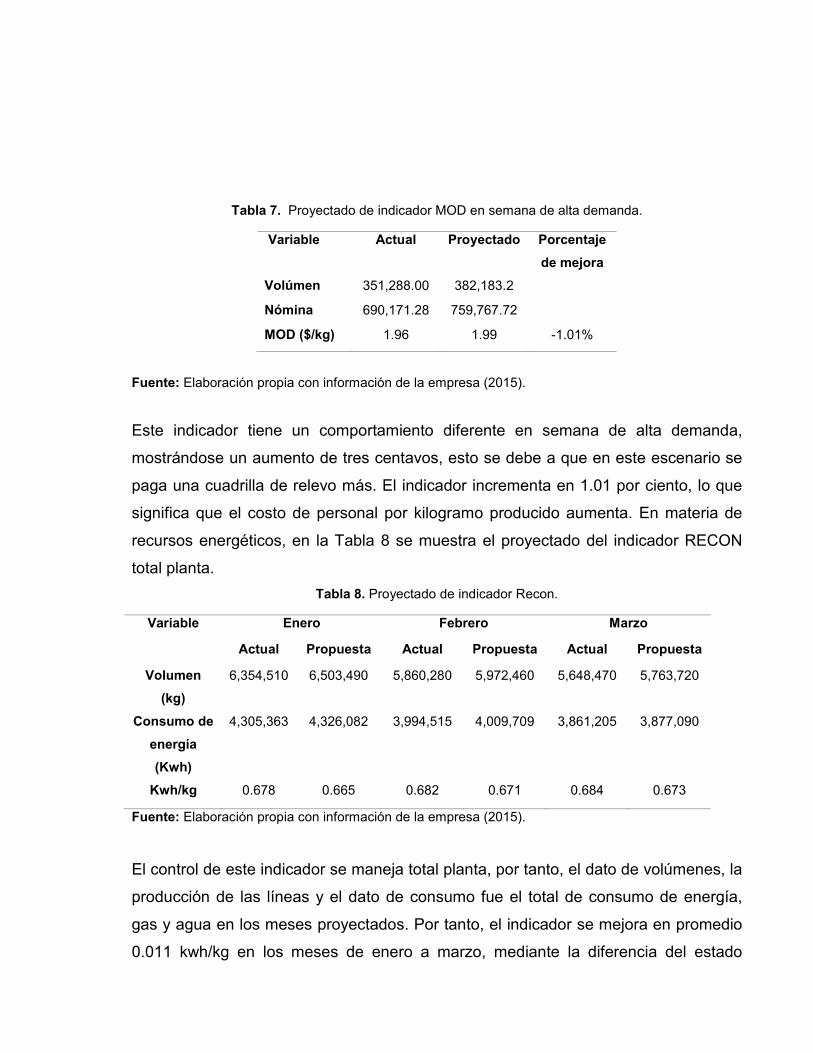
Tabla 7. Proyectado de indicador MOD en semana de alta demanda.
Variable Actual Proyectado Porcentaje
de mejora
Volúmen 351,288.00 382,183.2
Nómina 690,171.28 759,767.72
MOD ($/kg) 1.96 1.99 -1.01%
Fuente: Elaboración propia con información de la empresa (2015).
Este indicador tiene un comportamiento diferente en semana de alta demanda,
mostrándose un aumento de tres centavos, esto se debe a que en este escenario se
paga una cuadrilla de relevo más. El indicador incrementa en 1.01 por ciento, lo que
significa que el costo de personal por kilogramo producido aumenta. En materia de
recursos energéticos, en la Tabla 8 se muestra el proyectado del indicador RECON
total planta.
Tabla 8. Proyectado de indicador Recon.
Variable Enero Febrero Marzo
Actual Propuesta Actual Propuesta Actual Propuesta
Volumen
(kg)
6,354,510 6,503,490 5,860,280 5,972,460 5,648,470 5,763,720
Consumo de
energía
(Kwh)
4,305,363 4,326,082 3,994,515 4,009,709 3,861,205 3,877,090
Kwh/kg 0.678 0.665 0.682 0.671 0.684 0.673
Fuente: Elaboración propia con información de la empresa (2015).
El control de este indicador se maneja total planta, por tanto, el dato de volúmenes, la
producción de las líneas y el dato de consumo fue el total de consumo de energía,
gas y agua en los meses proyectados. Por tanto, el indicador se mejora en promedio
0.011 kwh/kg en los meses de enero a marzo, mediante la diferencia del estado

proyectado al estado actual, lo cual significa que se utiliza menos recurso de energía
por kilogramo producido.
4.6 Seguimiento a los indicadores clave de desempeño monitoreados.
Como resultado del desarrollo de los tres eventos Kaizen, en la Tabla 9 se presentan
los indicadores clave de desempeño que fueron monitoreados en el transcurso del
proyecto, en donde se observa el cambio que estos tuvieron de los meses de enero a
junio, así como el acumulado del año, y el cierre del 2014.
Tabla 9. Indicadores clave de desempeño de línea A (Enero-Junio 2015).
Indicador Enero Febrero Marzo Abril Mayo Junio Acumulado 2014
Cumplimiento al servicio
96.3 94.8 96.3 95.3 97.9 99.48 96.68 96.1
Rendimiento de MP
98.02 97.49 96.9 98.4 97.55 98.71 97.85 97.59
Eficiencia Real
77.78 80.94 76 81 76.34 74.1 77.69 77.5
Mano de Obra Directa (MOD)
2.11 2.88 2.34 2.49 2.67 2.08
2.43
5’s 1.70 1.72 1.84 2.29 3.04 3.16 2.29 3.18
Fuente: Elaboración propia con información de la empresa
Como se muestra en la Tabla 9, el indicador de cumplimiento al servicio aumento
0.58 puntos porcentuales, de 96.1 a 96.68 por ciento del cierre del año del 2014 al
promedio acumulado de enero a junio del 2015. Por otro lado en el indicador de
rendimiento de materia prima se obtuvo una mejora de 0.26 puntos porcentuales, de
97.59 a 97.85 por ciento del cierre del año del año del 2014 al promedio acumulado
de enero a junio 2015. El indicador de eficiencia real aumento 0.19 puntos
porcentuales, de 77.5 a 77.69 por ciento, el MOD de # a 2.43 con una mejora de #.
Por último en la parte de 5´s se mostró una tendencia de incremento en los meses de
enero a junio iniciando el año en 1.7 y quedando en el sexto mes en 3.16.
Con el desarrollo de estos eventos Kaizen, surgieron mejoras que atendieron a las
áreas de oportunidad presentadas, logrando obtener un beneficio en el proceso de
producción, así como en los indicadores anteriormente mencionados. Es importante
dar seguimiento para mantener las mejoras desarrolladas y llevarlas a cabo de
manera continua, para continuar obteniendo resultados satisfactorios en la línea bajo
estudio.

4. CONCLUSIONES Y RECOMENDACIONES
Con este trabajo realizado se concluye que se cumplió el objetivo el cual fue
incrementar los indicadores clave de desempeño. De acuerdo al análisis realizado en
la organización en la Línea de producción A, se identificó que la mayor oportunidad
que se tenía era la generación de desperdicios, esto por problemas presentados en el
proceso y defectos en el producto, así como el incumplimiento al indicador de
eficiencia real debido a los tiempos muertos por paros para comida, teniendo estos un
41.2 por ciento de participación en los tiempos muertos.
El objetivo de este proyecto fue el desarrollo de mejoras en la línea bajo estudio con
el fin de mejorar sus indicadores clave de desempeño. Para lograr este objetivo se
identificaron las causas de los problemas y se desarrollaron mejoras para dar
soluciones a estos, siguiendo la metodología de (Villaseñor & Galindo, 2007).
Con el desarrollo del primer evento Kaizen se logró reducir en 45.13 por ciento la
variación en los envíos de ingredientes, así como mejora en el estaqueo en banda de
enfriamiento. Así mismo, se logró un control del proceso a partir de la elaboración de
ayudas visuales para el área de amases y maquinado en cuanto a temperaturas de
masa y pesos crudos. En el segundo evento Kaizen se logró obtener una reducción
del desperdicio en los productos 2 y 3 de 1.76 y 1.11 puntos porcentuales
respectivamente.
Con el desarrollo del tercer evento Kaizen se realizó un análisis acerca de la mejora
del indicador de eficiencia real, dando como resultado que el proyecto de añadir
personal para relevos en las cuadrillas para omitir paros para comida es factible en
período de baja demanda. A pesar de que se invierte en personal, el indicador MOD
se ve beneficiado con la mayor cantidad de kilogramos producidos respecto a la
nómina que se paga de personal. Con lo anterior se demuestra que el objetivo

planteado para este proyecto se cumplió conforme al comportamiento de los
indicadores.
Se recomienda dar seguimiento y control a las mejoras desarrolladas en la línea de
producción para que estas se lleven a cabo de manera cotidiana y con ello se sigan
viendo reflejados los beneficios con el paso del tiempo. Estas mejoras se pueden
desarrollar en los otros siete productos de la línea, y posteriormente en un futuro en
las otras líneas de la empresa.
Por otro lado, se recomienda llevar a cabo una prueba de añadir relevos en la línea
para validar la propuesta del Kaizen de proceso de negocio y se logre implementar
para la línea con el fin de mejorar los indicadores anteriormente mencionados.
APÉNDICES
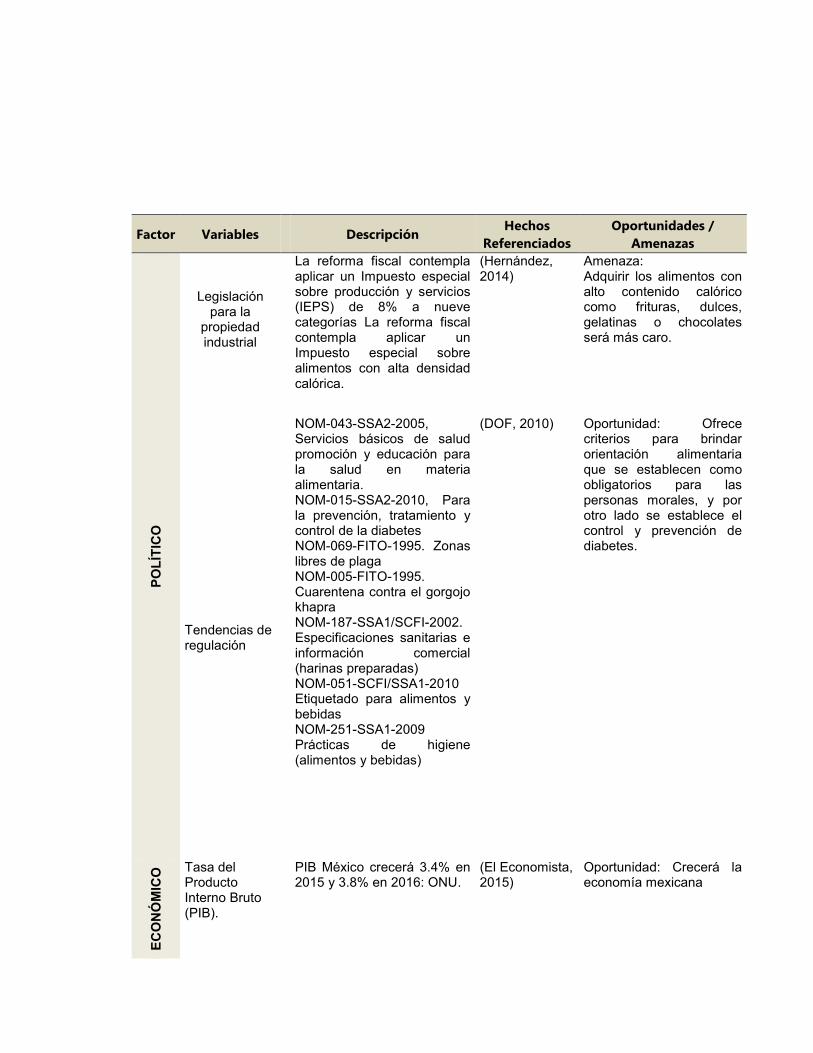
Factor Variables
Descripción Hechos
Referenciados
Oportunidades /
Amenazas
PO
LÍT
ICO
Legislación para la
propiedad industrial
La reforma fiscal contempla aplicar un Impuesto especial sobre producción y servicios (IEPS) de 8% a nueve categorías La reforma fiscal contempla aplicar un Impuesto especial sobre alimentos con alta densidad calórica.
(Hernández, 2014)
Amenaza: Adquirir los alimentos con alto contenido calórico como frituras, dulces, gelatinas o chocolates será más caro.
Tendencias de regulación
NOM-043-SSA2-2005, Servicios básicos de salud promoción y educación para la salud en materia alimentaria. NOM-015-SSA2-2010, Para la prevención, tratamiento y control de la diabetes NOM-069-FITO-1995. Zonas libres de plaga NOM-005-FITO-1995. Cuarentena contra el gorgojo khapra NOM-187-SSA1/SCFI-2002. Especificaciones sanitarias e información comercial (harinas preparadas) NOM-051-SCFI/SSA1-2010 Etiquetado para alimentos y bebidas NOM-251-SSA1-2009 Prácticas de higiene (alimentos y bebidas)
(DOF, 2010) Oportunidad: Ofrece criterios para brindar orientación alimentaria que se establecen como obligatorios para las personas morales, y por otro lado se establece el control y prevención de diabetes.
EC
ON
ÓM
ICO
Tasa del Producto Interno Bruto (PIB).
PIB México crecerá 3.4% en 2015 y 3.8% en 2016: ONU.
(El Economista, 2015)
Oportunidad: Crecerá la economía mexicana

Tasa de inflación.
Índice Nacional de Precios al Consumidor (INPC). Aumenta de 3.97 a 4.08 de 2013 a 2014. Índice Nacional de Precios Productor (INPP). Aumenta de 1.71 a 3.70 de 2013 a 2014.
(INEGI, 2014) Amenaza: Los precios para el consumidor y productor se están elevando.
Cambios en la demanda de los productos
El mercado de las botanas en México ha crecido 40.61% en los últimos cinco años.
(Tejeda, 2013) Oportunidad: Los productos botana están teniendo mayor demanda con el paso de los años.
SO
CIA
L
Estilo de vida El porcentaje de obesidad en México del 2006 al 2012, disminuyo de 38.4% al 36.1% respectivamente. Y el sobrepeso aumento de 34.8% al 37.6%
Fuente especificada no válida.
Amenaza: Las enfermedades de obesidad tienden a modificar el hábito alimenticio, por lo que podría afectar las ventas de los productos botana.
TE
CN
OL
ÓG
ICO
Actividades de investigación y desarrollo tecnológico
Empresas que llevaron a cabo actividades de Investigación y Desarrollo Tecnológico.
(INEGI, 2012) Oportunidad: Tener mayor interés sobre el desarrollo tecnológico en proyectos de innovación.
Inversiones en la Tecnología Básica
Programa de estímulos a la innovación
(CONACYT, 2014)
Oportunidad: Se cuenta con programas que apoyan a la innovación por lo que hay manera de tener tecnología en la empresa y de esta manera ayudar a su producción.

EC
OL
ÓG
ICO
Legislación ambiental
ISO 14000, Media Ambiente FSSC (Food Safety Standard Certification) Calidad y Seguridad Alimentaria: Prácticas que garantizan operaciones seguras y cuidado del medio ambiente
(La Empresa, 2010)
Oportunidad: Exigencia de los mercados por la elaboración de productos de calidad cuidando el medio ambiente.
Desarrollo sustentable
Programa Especial de Producción y Consumo Sustentable Inducir la adopción de prácticas productivas y de consumo para hacer más y mejor con menos
(SEMARNAT, 2014)
Oportunidad: Estrategias para reducir el uso de los recursos, la degradación y la contaminación a lo largo del ciclo de vida de bienes y servicios.

Instituto Tecnológico de Sonora 5 de Febrero No. 818 sur Teléfono (644) 410-90-00 Apdo. 541 C.P. 85000 Ciudad Obregón, Sonora, México
www.itson.mx
Miembro de la Asociación Nacional de Universidades e Instituciones de Educación Superior Miembro del Consorcio para la Colaboración de la Educación Superior en América del Norte

MRP
Control de Producción
Proveedor Harina Cliente
Programación diaria
Demanda 1 semana
Silos 120 ton
1 día
Recepción MP
2
Amasado
1
Vaciado
2
Maquinado
2
Horneado
0
Enfriado
2 Operadores Petter8 Alimentadoras
Alimentado Petter
4 Operadores8 Alimentadoras (Paq 101g)3 Alimentadoras (Paketón)
Empaque y enfardado
T.C 17.4 min
Etiquetado y Estibado
Expedición PT
T.C: 20.8 minT.S: 45 min
T.C: 4min T.C: 29.3 min T.C: 1.10 min Tiempo de Ciclo: 1.21 minTraslado: 1.22 min
Diario
Transmición neumática
T.C: 48/10.22 min
2
CremasEtapa 1 Etapa 2 Etapa 3 Etapa 4
6 Grasa (150kg)
Lecitina de Soya
1 min batido
40 RPM
Sal, cocoa
Sabor crema y vainilla
Descarga azúcar 400kg
14.8min descarga
Descarga C02
3.2 min descarga
Etapa 5
Reconocimiento
.4 min batido
40 RPM
.3 min batido
30 RPM
.3 min batido
30 RPM
1 min batido
60 RPM
Cremado: 5 minAmasado 4 min
17.4 20.8 4 29.3 1.10 1.21 10.22 1.4hr
1.4 hr
Correo Semanal Pedido Diario
Cantidad Demanda
MRP
Control de Producción
Proveedor Harina ClienteCantidad demanda
Correo semanal
Silos 120 ton
1 día
Recepción MP
2
Amasado
1
Vaciado
2
Maquinado
2
Horneado
0
Enfriado
2 Operadores Petter8 Alimentadoras
Alimentado Petter
4 Operadores8 Alimentadoras (Paq 101g)3 Alimentadoras (Paketón)
Empaque y enfardado
T.C: 22.1 min
Etiquetado y Estibado
Expedición PT
T.C: 27.4 minT. Cambio: 45min
T.C: 4 min T.C: 28.2 min T.C: 1.10 min T.C: 1.21 min Traslado: 1.22 min
Diario
Transmición neumática
T.C: 48/10.22 min
2
CremasEtapa 1 Etapa 2 Etapa 3 Etapa 4
6 Grasa (150kg)
Lecitina de Soya
1.5 min batido
50 RPM
Acidol, sal y sabor naranja Descarga azúcar 400kg Descarga C02, 2.8 min
Etapa 5
Reconocimiento
.4 min batido
40 RPM
.3 min batido
30 RPM
.3 min batido
30 RPM
1 min batido
60 RPM
Cremado: 5 minAmasado 4 min
22.1
1
27.4 4 28.2 1.10 1.21 10.22 1.57 hr
1.57hr
Demanda 1 semana
Pedido diario
Programación diaria

MRP
Control de Producción
Proveedor Harina Cliente
Programación diaria
Demanda 1 semana
Silos 120 ton
1 día
Recepción MP
2
Amasado
1
Vaciado
2
Maquinado
2
Horneado
0
Enfriado
2 Operadores Petter8 Alimentadoras
Alimentado Petter
4 Operadores8 Alimentadoras (Paq 101g)3 Alimentadoras (Paketón)
Empaque y enfardado
T.C 17.4 min
Etiquetado y Estibado
Expedición PT
T.C: 20.8 minT.S: 45 min
T.C: 4min T.C: 29.3 min T.C: 1.10 min Tiempo de Ciclo: 1.21 minTraslado: 1.22 min
Diario
Transmición neumática
T.C: 48/10.22 min
2
CremasEtapa 1 Etapa 2 Etapa 3 Etapa 4
6 Grasa (150kg)
Lecitina de Soya
1 min batido
40 RPM
Sal, cocoa
Sabor crema y vainilla
Descarga azúcar 400kg
14.8min descarga
Descarga C02
3.2 min descarga
Etapa 5
Reconocimiento
.4 min batido
40 RPM
.3 min batido
30 RPM
.3 min batido
30 RPM
1 min batido
60 RPM
Cremado: 5 minAmasado 4 min
17.4 20.8 4 29.3 1.10 1.21 10.22 1.4hr
1.4 hr
Correo Semanal Pedido Diario
Cantidad Demanda
BPKCalidad Calidad

MRP
Control de Producción
Proveedor Harina ClienteCantidad demanda
Correo semanal
Silos 120 ton
1 día
Recepción MP
2
Amasado
1
Vaciado
2
Maquinado
2
Horneado
0
Enfriado
2 Operadores Petter8 Alimentadoras
Alimentado Petter
4 Operadores8 Alimentadoras (Paq 101g)3 Alimentadoras (Paketón)
Empaque y enfardado
T.C: 22.1 min
Etiquetado y Estibado
Expedición PT
T.C: 27.4 minT. Cambio: 45min
T.C: 4 min T.C: 28.2 min T.C: 1.10 min T.C: 1.21 min Traslado: 1.22 min
Diario
Transmición neumática
T.C: 48/10.22 min
2
CremasEtapa 1 Etapa 2 Etapa 3 Etapa 4
6 Grasa (150kg)
Lecitina de Soya
1.5 min batido
50 RPM
Acidol, sal y sabor naranja Descarga azúcar 400kg Descarga C02, 2.8 min
Etapa 5
Reconocimiento
.4 min batido
40 RPM
.3 min batido
30 RPM
.3 min batido
30 RPM
1 min batido
60 RPM
Cremado: 5 minAmasado 4 min
22.1
1
27.4 4 28.2 1.10 1.21 10.22 1.57 hr
1.57hr
BPK
Demanda 1 semana
Pedido diario
Programación diaria
Calidad Calidad

FECHA
Alimentadora 1
Alimentadora 2
Alimentadora 3
Alimentadora 4
Alimentadora 5
Alimentadora 6
Alimentadora 7
Alimentadora 8
Alimentadora 9
Alimentadora 10
Alimentadora 11
Alimentadora 12
Alimentadora 13
Alimentadora 14
Alimentadora 15
Alimentadora 16
Alimentadora 17
Alimentadora 18
CONTROL DE ALIMENTADORAS

Instituto Tecnológico de Sonora 5 de Febrero No. 818 sur Teléfono (644) 410-90-00 Apdo. 541 C.P. 85000 Ciudad Obregón, Sonora, México
www.itson.mx
Miembro de la Asociación Nacional de Universidades e Instituciones de Educación Superior Miembro del Consorcio para la Colaboración de la Educación Superior en América del Norte

Horario Relevos de Alimentadoras
Hora Puesto Relevo
7:30-8:20 16 Alimentadoras + 4 Relevos Baño
8:20-8:45 T.M
8:45-9:15 4 Alimentadoras Paqueteras Comida
9:15-9:45 4 Alimentadoras Paqueteras Comida
9:45-10:15 4 Alimentadoras Peteras Comida
10:15-10:45 4 Alimentadoras Peteras Comida
10:45-11:15 4 Relevos Comida
11:15-12:05 16 Alimentadoras + 4 Relevos Baño
12:05-13:45 Relevos Evaluación y Limpieza
13:45-14:15 4 Alimentadoras Paqueteras Comida
14:15-14:45 4 Alimentadoras Paqueteras Comida
14:45-15:15 4 Alimentadoras Peteras Comida
15:15-15:45 4 Alimentadoras Peteras Comida
15:45-16:15 4 Relevos Comida
16:15-17:05 16 Alimentadoras + 4 Relevos Baño
17:05- 19:00 Relevos Evaluación y Limpieza
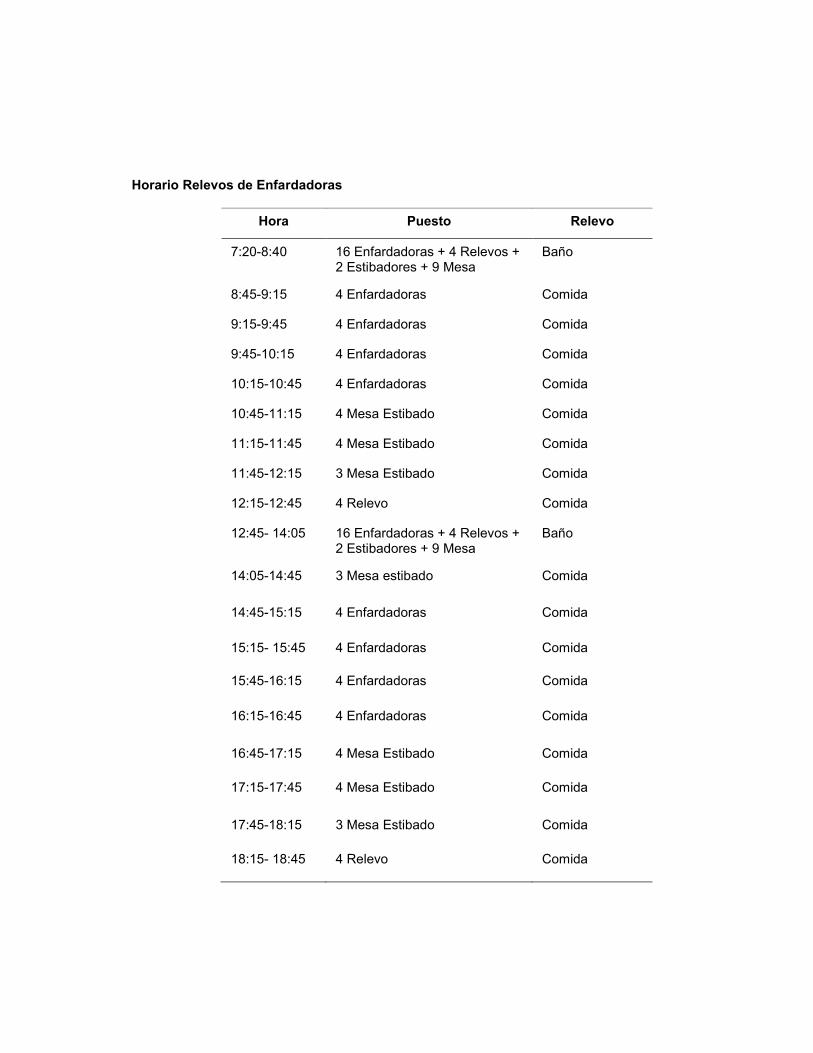
Horario Relevos de Enfardadoras
Hora Puesto Relevo
7:20-8:40 16 Enfardadoras + 4 Relevos + 2 Estibadores + 9 Mesa
Baño
8:45-9:15 4 Enfardadoras Comida
9:15-9:45 4 Enfardadoras Comida
9:45-10:15 4 Enfardadoras Comida
10:15-10:45 4 Enfardadoras Comida
10:45-11:15 4 Mesa Estibado Comida
11:15-11:45 4 Mesa Estibado Comida
11:45-12:15 3 Mesa Estibado Comida
12:15-12:45 4 Relevo Comida
12:45- 14:05 16 Enfardadoras + 4 Relevos + 2 Estibadores + 9 Mesa
Baño
14:05-14:45 3 Mesa estibado Comida
14:45-15:15 4 Enfardadoras Comida
15:15- 15:45 4 Enfardadoras Comida
15:45-16:15 4 Enfardadoras Comida
16:15-16:45 4 Enfardadoras Comida
16:45-17:15 4 Mesa Estibado Comida
17:15-17:45 4 Mesa Estibado Comida
17:45-18:15 3 Mesa Estibado Comida
18:15- 18:45 4 Relevo Comida

Horario Relevos de Puestos Varios
Hora Puesto Relevo
7:30-8:20 Cremero, Ayudante, 2 Peteros y Relevo
Baño
8:20-8:45 T.M
8:45-9:15 Cremero Comida
9:15-9:45 Ayudante de cremero Comida
9:45-10:15 Petero Comida
10:15-10:45 Petero Comida
10:45-11:15 Relevo Comida
11:15-12:05 Cremero, Ayudante, 2 Peteros y Relevo
Baño
12:05-13:45 T.M
13:45-14:15 Cremero Comida
14:15-14:45 Ayudante de cremero Comida
14:45-15:15 Petero Comida
15:15-15:45 Petero Comida
15:45-16:15 Relevo Comida
16:15-17:05 Cremero, Ayudante, 2 Peteros y Relevo
Baño
17:05-19:00 T.M
Top Related