UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA “ANTONIO JOSÉ DE SUCRE” VICE-RECTORADO PUERTO ORDAZ
Ciudad Guayana, Agosto de 2010
DESARROLLO DE ESTRATEGIA PARA DISMINUIR LAS
FALLAS POTENCIALES EN LOS COMPONENTES QUE
CONFORMAN EL SUBSISTEMA TURBINAS DE LAS
UNIDADES GENERADORAS DE LA CENTRAL
HIDROELÉCTRICA “SIMÓN BOLÍVAR”
Autor:
Marcantonio Rodríguez Patricia
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
CIUDAD GUAYANA, FEBRERO DE 2011
DESARROLLO DE ESTRATEGIA PARA DISMINUIR LAS
FALLAS POTENCIALES EN LOS COMPONENTES QUE
CONFORMAN EL SUBSISTEMA TURBINAS DE LAS
UNIDADES GENERADORAS DE LA CENTRAL
HIDROELÉCTRICA “SIMÓN BOLÍVAR”
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
Trabajo de Investigación que se
presenta para cumplir con un
requisito de aprobación del Trabajo
de Grado ante el Departamento de
Ingeniería Industrial.
CIUDAD GUAYANA, FEBRERO DE 2011
MSc. Iván Turmero
Tutor Académico
Ing. Noelani Chandari
Tutor Industrial
DESARROLLO DE ESTRATEGIA PARA DISMINUIR LAS
FALLAS POTENCIALES EN LOS COMPONENTES QUE
CONFORMAN EL SUBSISTEMA TURBINAS DE LAS
UNIDADES GENERADORAS DE LA CENTRAL
HIDROELÉCTRICA “SIMÓN BOLÍVAR”
MARCANTONIO RODRÍGUEZ, PATRICIA
Desarrollo de Estrategia para Disminuir las Fallas Potenciales en
los Componentes que Conforman el Subsistema Turbinas de las
Unidades Generadoras de la Central Hidroeléctrica “Simón
Bolívar”
Pág. 171
Trabajo de Grado
Universidad Nacional Experimental Politécnica “Antonio José de Sucre” Vicerrectorado Puerto Ordaz. Departamento de Ingeniería Industrial.
Tutor Académico: MSc. Iván Turmero
Tutor Industrial: Ing. Noelani Chandari
Capítulos: I. La Empresa. II El Problema. III Marco Teórico. IV Marco Metodológico. V Situación Actual. VI Presentación y Análisis de Resultados. VII Situación Propuesta. Conclusiones. Recomendaciones. Bibliografía. Anexos. Apéndices.
Ciudad Guayana, Agosto de 2010
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
CIUDAD GUAYANA, FEBRERO DE 2011
Acta de aprobación
Una vez realizada la PRESENTACIÓN ORAL DEL TRABAJO DE
GRADO llevado a cabo por la BR. MARCANTONIO RODRIGUEZ
PATRICIA, portadora de la cédula de identidad N° 17.699.976, titulado
DESARROLLO DE ESTRATEGIA PARA DISMINUIR LAS FALLAS
POTENCIALES EN LOS COMPONENTES QUE CONFORMAN EL
SUBSISTEMA TURBINAS DE LAS UNIDADES GENERADORAS DE
LA CENTRAL HIDROELÉCTRICA “SIMÓN BOLÍVAR”, como requisito
para la APROBACIÓN DEL TRABAJO DE GRADO, consideramos que
dicho trabajo CUMPLE CON LOS REQUISITOS EXIGIDOS PARA TAL
EFECTO y por lo tanto lo declaramos Aprobado:
MSc. Iván Turmero
Tutor Académico
Ing. Noelani Chandari
Tutor Industrial
Ing. Emerson Suarez
Jurado Evaluador
MSc. Scandra Mora
Jurado Evaluador
ÍNDICE GENERAL
DEDICATORIA……….………………………………………………………..... xi
AGRADECIMIENTOS………………………………………………………….. xii
RESUMEN………………………………………………………………………. xiv
INTRODUCCIÓN……………………………………………………………….. 1
CAPÍTULO I. LA EMPRESA……………………………….…..……...……... 4
Generalidades de la Empresa………………………………………...…... 4
Ubicación Geográfica…………………….…….…………………………... 5
Estructura Organizativa……………………..………………….………….. 6
Marco Estratégico………………………………………………………....... 7
Misión…………………………………..…….…………………………... 7
Visión………………………………………...……..……………………. 7
Políticas de Calidad…………………………...…….…………............. 7
Valores………………………………………...……...………………….. 7
Descripción del Proceso Productivo……………………….....…………... 9
Esquema del Proceso Productivo…………………………….…………... 11
Mapa de Procesos………...…………………………….………….………. 12
Descripción del Área de Trabajo………………...….…………………… 13
Funciones……………………………………...….……………………... 15
Sección de Ingeniería……………………………….……….…………. 17
Sección Control de Gestión………………….………….….………….. 17
Descripción del Trabajo Asignado………………...…………..………….. 18
CAPÍTULO II. EL PROBLEMA………………………………….................... 22
Planteamiento del Problema…………………………………..…………... 22
Antecedentes de la Situación………………………………..…………... 26
Objetivos………………………………………………...……..………........ 28
Objetivo General………………………………...…………………….... 28
Objetivos Específicos…………………………………..…………......... 28
Justificación…………………………………………..…………………....... 29
Alcance………………………………………………………………............ 29
Limitaciones…………………………………………………………............ 30
CAPÍTULO III. MARCO TEÓRICO…………………………………………… 32
Mantenimiento Industrial…………..………..……………….....……......... 32
Evolución del Mantenimiento……………………….……………………... 33
Primera Generación (Mantenimiento Correctivo)..….………………. 34
Segunda Generación (Mantenimiento Preventivo).......…………….. 34
Tercera Generación (Mantenimiento Predictivo)………..….…….…. 35
Cuarta Generación (Mantenimiento de Gestión Total)……………… 35
Mantenimiento Centrado en la Confiabilidad (RCM)…………………… 35
Ventajas del RCM Mantenimiento Centrado en la Confiabilidad…. 36
Implantación de un Plan de Mantenimiento Preventivo CRM…….. 37
Análisis Modal de Fallos y Efectos (AMFE)…………………………….. 37
Historia…………………………………………………………………… 38
Implementación………………………………………………………… 39
Uso del AMFE…………………………………………………………… 39
Ventajas………………………………………………………………….. 40
Metodología……………………………………………………………… 41
Interpretación de los Resultados……………………………………… 46
Turbina……………………………………………………………………… 47
Tubería Forzada………………………………………………………… 48
Caja Espiral……………………………………………………………… 48
Anillo Distribuidor……………………………………………………….. 49
Paleas Móviles…………………………………………………………... 50
Rodete……………………………………………………………………. 50
Tubo Aspirador………………………………………………………….. 51
Anillo de Operación de las Paletas……………………………………. 51
Mecanismo de Operación de las Paletas…………………………….. 52
Cubierta Superior de la Turbina……………………………………….. 52
Caja de Sello del Eje……………………………………………………. 52
Baffle Plate………………………………………………………………. 52
Eje de la Turbina………………………………………………………… 53
Cojinete Guía de la Turbina……………………………………………. 53
Detector de Vibración…………………………………………………... 54
Detector de Temperatura………………………………………………. 54
Interruptor Diferencial de Presión…………………………………….. 54
Detector de Nivel de Aceite……………………………………………. 54
Funcionamiento de la Turbina……………………………………………. 55
Glosario de Términos……………………………………………………… 55
CAPÍTULO IV. MARCO METODOLÓGICO………………………………… 60
Tipo de Investigación……………………………………………………….. 61
Diseño de la Investigación…………………………………………………. 61
Población…………………………………………………………………….. 62
Muestra………………………………………………………………………. 63
Técnicas e Instrumentos de Recolección de Información.…..…........... 64
Procedimiento……………………………………………………………….. 65
Procesamiento de la Información…………………………………………. 66
CAPÍTULO V. SITUACIÓN ACTUAL..……...……………………………… 69
CAPÍTULO VI. PRESENTACIÓN Y ANÁLISIS DE RESULTADOS…….. 73
Análisis de Recurrencia de Fallas del Subsistema Turbinas para el
Período 2004 – 2008…………………………………………………...……
74
Análisis por Unidades Generadoras…………………………………... 74
Análisis por Año…………………………………………………………. 77
Análisis Complementario……………………………………………….. 79
Resumen Grupo de Unidades…………………………………………. 81
Matriz de Selección……………………………………………………... 81
Conclusiones Generales del Análisis de Recurrencia de Fallas….. 82
Análisis de Modal de Fallos y Efectos (AMFE) División Planta Guri
Turbinas………………..……………………..………………………...…… 82
CAPÍTULO VII. SITUACIÓN PROPUESTA...……………………………… 95
Bujes………………………………………………………………………….. 97
Collares de Empuje…..…………………………………………………….. 99
Sellos de las Paletas……………………………………………………….. 100
Plan de Mejora……………………………………………………………… 103
CONCLUSIONES………………………………………………………………. 108
RECOMENDACIONES………………………………………………………… 114
BIBLIOGRAFÍA…………………………………….…………………………... 117
ANEXOS…………………………………………………………………………. 118
APÉNDICES…………………………………………………………………….. 126
ÍNDICE DE FIGURAS
Fig. 1: Mapa Referencial……………………………………….…………….... 5
Fig. 2: Organigrama General de la Empresa……………………..……….… 6
Fig. 3: Esquema del Proceso de Producción……………………………….. 11
Fig. 4: Mapa de Procesos……………………………………………………... 12
Fig. 5: Organigrama de la Dirección de Producción………………………... 13
Fig. 6: Organigrama de la División de Planta Guri……………………......... 14
Fig. 7: Organigrama del Departamento Ingeniería de Mantenimiento Guri 15
Fig. 8: Ejemplo AMFE Identificación de los Componentes del Producto.... 41
Fig. 9: Ejemplo AMFE Identificación del Modo de Fallo…………………... 42
Fig. 10: Ejemplo AMFE Determinación del Efecto del Fallo……………… 42
Fig. 11: Ejemplo AMFE Identificación de las Causas del Fallo…………… 43
Fig. 12: Ejemplo AMFE Identificación de los Controles Actuales…………. 43
Fig. 13: Ejemplo AMFE Determinación de la Probabilidad de Ocurrencia. 44
Fig. 14: Ejemplo AMFE Determinación de la Gravedad del Fallo………… 44
Fig. 15: Ejemplo AMFE Determinación de la Probabilidad de no
Detección…………………………………………………………………………
45
Fig. 16: Ejemplo AMFE Determinación Del Índice De Prioridad De Riego. 45
Fig. 17: Montaje de Tubería Forzada de Casa de Máquinas 2…………… 48
Fig. 18: Montaje de Caja Espiral de Casa de Máquinas 2……...………… 49
Fig. 19: Montaje de Anillo Distribuidor de Casa de Máquinas 2……...….. 49
Fig. 20: Paletas Móviles de Casa de Máquinas 2……...………………….. 50
Fig. 21: Montaje de Rodete de Casa de Máquinas 2…………..………….. 50
Fig. 22: Montaje de Tubo Aspirador de Máquinas 2…………....………….. 51
Fig. 23: Anillo de Operación de Paletas de Casa de Máquinas 2………… 51
Fig. 24: Mecanismo de Operación de Paletas de Casa de Máquinas 2… 52
Fig. 25: Esquema de Baffle Plate de Casa de Máquinas 2……...……….. 53
Fig. 26: Cojinete Guía de la Turbina de Casa de Máquinas 2……............ 53
Fig. 27: Detector de Temperatura de la Turbina de Casa de Máquinas 2. 54
ÍNDICE DE TABLAS
Fig. 28: Diagrama Causa – Efecto Aumento de Reportes Anomalías…. 72
Fig. 29: Plano Vista Frontal de la Turbina……………………..……............ 93
Fig. 30: Plano Vistas Isométricas del Mecanismo de las Paletas…........... 94
Tabla 1: Recurrencia de Fallas por Unidades Generadoras……..……….. 75
Tabla 2: Gráfico de Barras y Análisis de Recurrencia de Fallas por
Unidades Generadoras…………………………………………………...……
76
Tabla 3: Recurrencia de Fallas por Año…………………………………….. 77
Tabla 4: Gráfico de Barras y Análisis de Recurrencia de Fallas por Año.. 78
Tabla 5: Análisis Complementario de Casa de Máquinas 1……….....…. 79
Tabla 6: Análisis Complementario de Casa de Máquinas 2…………….... 80
Tabla 7: Resumen de Grupo de Unidades…………………………....…….. 81
Tabla 8: Matriz de Selección…………………………………………...…..…. 81
Tabla 9: Análisis Modal de Fallos y Efectos (AMFE) División Planta Guri
Turbinas………………………………………………………………………..…
84
Tabla 10: Plan de Mejora Bujes…….………………………………………… 105
Tabla 11: Plan de Mejora Collares de Empuje……………………………… 106
Tabla 12: Plan de Mejora Sellos de las Paletas..…………………………... 107
xi
Dedicatoria
A Dios todo poderoso, por darme la oportunidad de vivir y regalarme una familia
maravillosa, brindarme salud y protegerme en todo momento.
A mis padres Yelitza Rodríguez y Oswaldo Marcantonio, por su apoyo
incondicional, por el amor y la confianza que cada día me brindan, por cada consejo y
cada palabra de aliento.
A mi hermana Silvia Patricia, inspirarme cada día a ser un ejemplo a seguir para ella.
A mi prometido Victor Hernández, por brindarme su amor, su fortaleza, su paciencia
y su apoyo incondicional durante todos estos años.
xii
Agradecimientos
Principalmente le doy gracias a Dios, por acompañarme en cada paso de
mi vida, por fortalecer mi corazón e iluminar mi mente, por haber puesto en mi
camino a aquellas personas que han sido mi soporte y compañía durante
todo el período de estudio, por darme cada día las ganas de vivir y por ser el
pilar fundamental de mi vida y mi carrera.
A mis padres, por estar a mi lado en cada momento de alegría y de
tristeza, por darme la oportunidad de estudiar una carrera para mi futuro y el
de ellos, por ser un gran ejemplo a seguir en todos los aspectos de mi vida y
por permitir que les devuelva solo un poco de todo lo que ellos me han
regalado.
A mi hermana, por su apoyo y su cariño incondicional por acompañarme
en silencio con una comprensión a prueba de todo.
A mi prometido, por estar a mi lado y darme fuerza en los momentos
más difíciles de mi carrera, por su tolerancia, por sus enseñanzas y su gran
amor.
A mis Tíos, Andrés y Mayrruth, por el apoyo brindado en todo momento y
por la confianza que depositaron en mi para el logro de esta meta.
A toda mi familia, mis nonas por su fortaleza y su temple, a mis tíos y
tías, por su confianza y su apoyo, a mis primos, por brindarme siempre su
cariño, a mis cuñados y cuñadas por regalarme su afecto, a mis suegros, por
la confianza depositada en mí, y demás familiares porque no dudaron en
ningún momento que lograría éste triunfo.
xiii
A mi tutora Industrial Ing. Noelani Chandari, por brindarme su amistad,
su confianza, su apoyo, su atención y su colaboración en la realización de mi
proyecto.
A mi tutor Académico MSc. Iván Turmero, por su carisma, por su buen
humor, porque siempre me brindo una sonrisa inspiradora, por todos sus
conocimientos y por ser mi guía para la culminación de este proyecto.
A mis amigas Lianny, Vanessa y Victoria, por su amistad, su
compañerismo, por cada momento de alegría que hemos compartido y
porque fueron mi apoyo en momentos difíciles.
A mis compañeros de trabajo, Ing. Jorge Medina, Lic. Georgina Delgado,
Ing. Ricardo Arias, Lic. Hussein Llanes, Ing. Héctor Osorio, Ing. Jorge Maita,
T.S.U. Zaidith Rodríguez, Ing. Jesús Tovar, T.S.U. Jofre Padrino, Ing. José
Frontado, Ing. José Yuripe, Sr. Karlo Zambrano, Ing. Katiuska Contreras, Ing.
Marianni Martínez, T.S.U. Miguel Vásquez, Sra. Netty León, Sra. Ninoska Sr.
Rojas, Ramón Gil, T.S.U. Rosa Hernández, Ing. Yndhira Malave, Ing. Alberto
Noce, Sr. Aximar Salazar, Ing. Carlos Sarmiento, Ing. Enmel Martínez, Sr.
Johan Gonzalo, Ing. Haydee Dicurú, Lic. Margaret Anabalon, T.S.U. Alcides
Carrillo, Ing. Dalila González, Sr. Giancarlo Chávez y T.S.U. Leovaldo Leal y
muy especialmente al Ing. Daniel Salazar, T.S.U. Darimar León, T.S.U. Carlos
García, Ing. Ronald Espinola, Ing. Rubén Jiménez, Sra. Idalmis Rivas, por su
apoyo y amistad incondicional, su carisma y su confianza.
A la UNEXPO Vicerrectorado Puerto Ordaz, por ser mi casa de estudio,
por permitirme conocer amigas incondicionales, por las enseñanzas, por cada
aula que recorrí de la mano de profesores excelentes que dejan su sabiduría
en nosotros y por formarme como una profesional digna de ésta Universidad.
A EDELCA por permitir la realización de mi práctica profesional.
xiv
Autor: Patricia, Marcantonio Rodríguez Tutor Académico: MSc. Iván Turmero
Tutor Industrial: Ing. Noelani Chandari
RESUMEN
EDELCA como pilar fundamental de generación hidroeléctrica para
Venezuela, requiere la optimización de la gestión del mantenimiento. Para
contribuir con ésta labor, el Departamento de Ingeniería de Mantenimiento ha
iniciado un seguimiento a los reportes de anomalías, mediante la ejecución de
un proyecto de reducción de reportes de anomalías pendientes. La finalidad
de este proyecto es desarrollar una estrategia que permita disminuir las fallas
potenciales en los componentes de los equipos que conforman el Subsistema
Turbinas de las Unidades Generadoras de la Central Hidroeléctrica “Simón
Bolívar”, mediante la aplicación de la Metodología AMFE, que permita
identificar los equipos con mayor recurrencia de fallas, y posteriormente,
diseñar un Plan de Mejora adecuado. Las acciones que se realizan como
consecuencia del análisis del resultado del AMFE se pueden orientar en:
reducir el peligro de los efectos del modo de fallo, reducir la probabilidad de
ocurrencia, aumentar la probabilidad de localización.
Palabras claves: Análisis Modal de Fallos y Efectos, Optimización de la
Gestión de Mantenimiento, Seguimiento, Reportes de Anomalías, Turbina,
Equipos, Componentes, Plan de Mejora, Metodología, Modos de Fallos,
Fallos Potenciales.
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA “ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
DESARROLLO DE ESTRATEGIA PARA DISMINUIR LAS FALLAS POTENCIALES EN LOS COMPONENTES QUE CONFORMAN EL SUBSISTEMA TURBINAS DE LAS UNIDADES GENERADORAS
DE LA CENTRAL HIDROELÉCTRICA “SIMÓN BOLÍVAR”
1
INTRODUCCIÓN
Desde la revolución industrial, el mantenimiento en el campo industrial
ha sido un desafío. A pesar de la manera eficaz en la que ha progresado, el
mantenimiento sigue siendo un reto, debido a factores tales como costos,
complejidad y competencia. Resulta innecesario decir que, las prácticas de
mantenimiento de hoy en día son pilares fundamentales para el desarrollo
productivo en la industria.
Cada año miles de millones de dólares son gastados en mantenimiento
alrededor del mundo. Con el pasar de los años, nuevos desarrollos han
tomado lugar en ésta área. Reflejo de esto es la distinción entre los términos
“Mantenimiento” e “Ingeniería de Mantenimiento”.
Departamentos dedicados al campo, consideran a la Ingeniería de
mantenimiento una disciplina que asiste la adquisición de los recursos
necesarios para el mantenimiento, proporcionando planes y políticas del uso
de recursos para desempeñar y lograr un adecuado mantenimiento.
Aun cuando la ingeniería de mantenimiento y el mantenimiento tienen el
mismo objetivo o meta final, disponer de los activos al mínimo costo, los
entornos bajo el cual operan, difieren significativamente. Más
específicamente, la ingeniería de mantenimiento es una función científica,
debido a que es analítica y metódica. Mientras que el mantenimiento es una
acción que debe ser ejecutada bajo circunstancias adversas y de estrés,
donde su principal objetivo es restaurar rápidamente su estado operacional
usando los recursos disponibles.
Buscar nuevas ideas, métodos, sugerencias y soluciones mediante la
utilización de guías y el trabajo en equipo, es un compromiso adquirido por
2
los miembros de una organización. Analizar el diseño, analizar todos los
procesos de producción, reducir costos y satisfacer al cliente, son alguna de
las tácticas aplicadas actualmente por las empresas para mantenerse a flote
hoy en día. Sin embargo, la organización debe determinar acciones para
eliminar las causas de no conformidades potenciales para prevenir su
ocurrencia. Las acciones mejora deben ser apropiadas a los efectos de los
problemas potenciales.
El AMFE es una técnica de prevención de trabajo en equipo
multidisciplinar, planificada y realizada sistemáticamente, utilizando las
herramientas de la calidad total, para conseguir los objetivos se ha de trabajar
conjuntamente con gran disciplina y rigor. Es una herramienta de máxima
utilidad en el desarrollo del producto que permite, de una forma sistemática,
asegurar que han considerados todos los fallos potencialmente concebibles;
es decir, el AMFE permite identificar las variables significativas del
proceso/producto para poder determinar y establecer las acciones de mejora
necesarias para la prevención del fallo, o la detección del mismo, si éste se
produce, evitando que productos defectuosos o inadecuados lleguen al
cliente.
El contenido de la investigación está estructurado en Siete Capítulos y se
represente de la siguiente manera:
Capítulo I: Contiene información general de la empresa EDELCA filial de
CORPOELEC, sus antecedentes históricos, la misión y visión, sus objetivos,
sus funciones, organigramas y estructura en general.
Capítulo II: Contiene el planteamiento del problema, los objetivos
generales, específicos, la justificación, alcance y limitaciones.
3
Capítulo III: Se presenta toda la referencia teórica necesaria para el
esquema de la investigación.
Capítulo IV: Contiene el marco metodológico, el tipo y diseño de la
investigación, población, muestra y las herramientas utilizadas para procesar
la información.
Capitulo V: Describe la situación actual, los métodos implementados y
adicionalmente se presenta un diagrama Causa – Efecto, que permite
comprender mejor la problemática de la empresa.
Capítulo VI: Presentación y análisis de resultados, las conclusiones
generales de los resultados y las tablas producto de la investigación.
Capítulo VII: Situación propuesta y el plan de mejora.
4
CAPÍTULO I
LA EMPRESA
En el presente capítulo se proveerá información relevante acerca de
EDELCA filial de CORPOELEC, abarcando también la descripción de las
actividades, funciones y objetivos del departamento y la sección en cuestión.
GENERALIDADES DE LA EMPRESA
Electrificación del Caroní, C.A. (EDELCA), fundada en 1963 para
desarrollar el potencial hidroeléctrico del Río Caroní y su cuenca hidrográfica,
bajo la tutela de la Corporación Venezolana de Guayana, es la empresa de
generación hidroeléctrica más importante que posee Venezuela y la tercera
en el mundo. A partir del 31 de Julio de 2007, EDELCA pasó a formar parte
de la Corporación Eléctrica Nacional (CORPOELEC) y está adscrita al
Ministerio del Poder Popular para la Energía y Petróleo.
En los últimos cinco años, EDELCA ha aportado más del 70% de la
Generación nacional de electricidad mediante sus grandes Centrales
Hidroeléctricas Simón Bolívar, Antonio José de Sucre y Francisco de Miranda.
Las Centrales Hidroeléctricas son operadas y mantenidas por las Divisiones
de Planta Guri, Macagua y Caruachi, la División de Protecciones, Supervisión
y Control de Generación y la División de Proyectos de Mantenimiento de
Generación, adscritas a la Dirección de Producción:
5
La Central Hidroeléctrica “Simón Bolívar”: está conformada por un
Aliviadero y dos Casas de Máquinas. La Central posee una
capacidad instalada total de 10.000 MW, con veinte (20) Unidades
Generadoras en servicio comercial.
La Central Hidroeléctrica “Antonio José de Sucre”: está conformada
por un Aliviadero y tres Casas de Máquinas. La Central posee una
capacidad instalada total de 3.140 MW, con veinte (20) Unidades
Generadoras en servicio comercial.
La Central Hidroeléctrica “Francisco de Miranda”: está conformada
por un Aliviadero y una Casa de Máquinas. La Central posee una
capacidad instalada total de 2.160 MW, con doce (12) Unidades
Generadoras en servicio comercial.
UBICACIÓN GEOGRÁFICA
Electrificación del Caroní C.A. (EDELCA) filial de CORPOELEC, División
Planta Guri, está ubicada en el Estado Bolívar; en el cañón de Nekuima a
100km aguas arriba de la desembocadura del Río Caroní en el Río Orinoco.
(Ver figura 1).
Figura 1: Mapa Referencial Fuente: Elaboración Propia
6
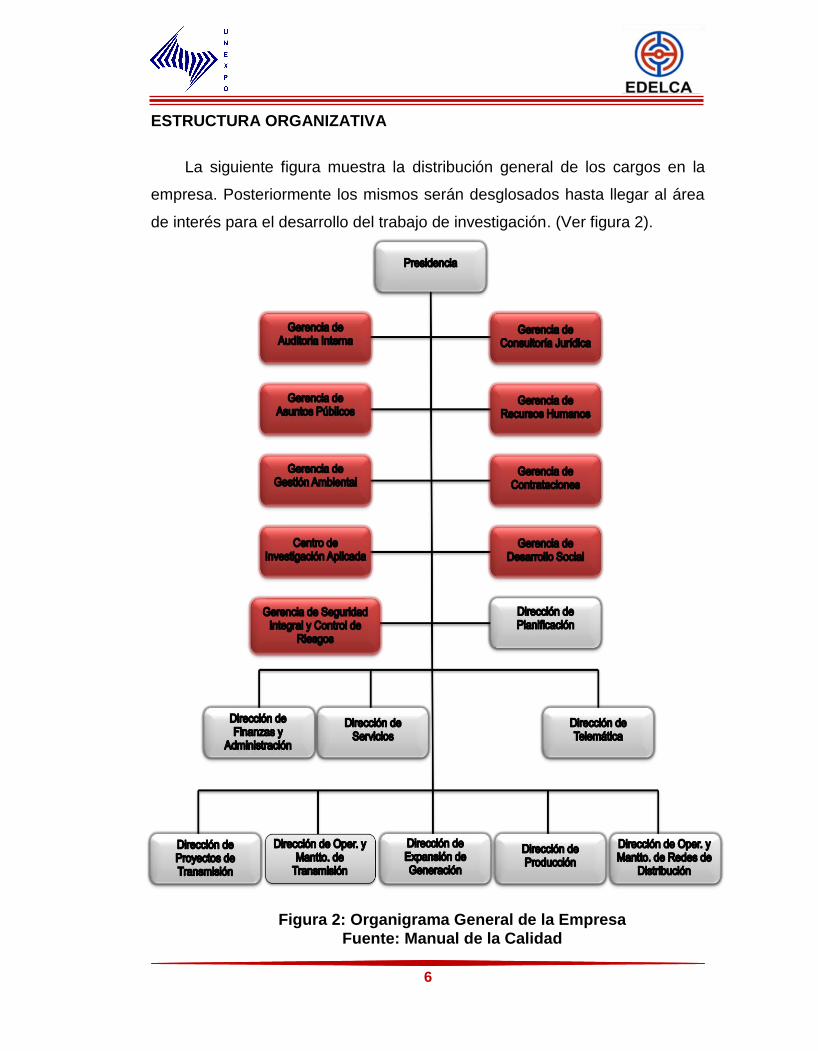
ESTRUCTURA ORGANIZATIVA
La siguiente figura muestra la distribución general de los cargos en la
empresa. Posteriormente los mismos serán desglosados hasta llegar al área
de interés para el desarrollo del trabajo de investigación. (Ver figura 2).
Figura 2: Organigrama General de la Empresa
Fuente: Manual de la Calidad
7
MARCO ESTRATÉGICO
Misión
Generar, transmitir y distribuir energía eléctrica, de manera confiable,
segura y en armonía con el ambiente; a través del esfuerzo de mujeres y
hombres motivados, capacitados, comprometidos y con el más alto nivel ético
y humano; enmarcado todo en los planes estratégicos de la Nación, para
contribuir con el desarrollo social, económico, endógeno y sustentable del
País.
Visión
Ser una empresa estratégica del Estado, líder del sector eléctrico, pilar
del desarrollo y bienestar social, modelo de ética y referencia en estándares
de calidad, excelencia, desarrollo tecnológico y uso de nuevas fuentes de
generación, promoviendo la integración Latinoamericana y del Caribe.
Políticas de Calidad
“Nuestro compromiso es Generar Energía Eléctrica, Operando y
Manteniendo las Centrales Hidroeléctricas de manera confiable y segura, en
armonía con el ambiente, mejorando continuamente nuestros procesos, con
mujeres y hombres capacitados y motivados, en un adecuado ambiente de
trabajo; para la satisfacción de nuestros Clientes, contribuyendo con el
desarrollo social y sustentable del País”.
Valores
Respeto: Trato justo, digno y tolerante, valorando las ideas y
acciones de las personas, en armonía con la comunidad, el
8
ambiente y el cumplimiento de las normas, lineamientos y políticas
de la Organización.
Honestidad: Gestionar de manera transparente y sincera los
recursos de la empresa, con sentido de equidad y justicia,
conforme al ordenamiento jurídico, normas, lineamientos y políticas
para generar confianza dentro y fuera de la organización.
Responsabilidad: Cumplir en forma oportuna, eficiente y con
calidad los deberes y obligaciones, basados en las leyes, normas y
procedimientos establecido, con lealtad, mística, ética y
profesionalismo para el logro de los objetivos y metas planteadas.
Humanismo: Valoración de la condición humana, en la convivencia
solidaria, sensibilidad ante las dificultades, necesidades y
carencias de los demás, manifestada en acciones orientadas al
desarrollo integral y al bienestar individual y colectivo.
Compromiso: Disposición de los trabajadores y la organización
para cumplir los acuerdos, metas, objetivos y lineamientos
establecidos con constancia y convicción, apoyando el desarrollo
integral de la Nación.
Solidaridad: Actitud permanente y espontánea de apoyo y
colaboración para contribuir a la solución de situaciones que
afectan a los trabajadores y comunidades, para mejorar su calidad
de vida.
Humildad: Capacidad de reconocer y aceptar las fortalezas y
debilidades, expresadas en la sencillez de los trabajadores, que
permita la apertura al crecimiento humano y Organizacional.
9
DESCRIPCIÓN DEL PROCESO PRODUCTIVO
El objetivo de la Central Hidroeléctrica es transformar la energía
hidráulica en energía eléctrica. Éste principio de transformación pasa por una
serie de etapas en las cuales la energía hidráulica se convierte en energía
mecánica y ésta a su vez en energía eléctrica.
Fundamentalmente se necesita obtener energía mecánica rotacional en
un eje, el cual está acoplado a un dispositivo denominado rotor en conjunto
con otro equipo a su alrededor (el estator); y por medio de una conversión
electromecánica hace posible la transformación energética. Ésta energía
mecánica rotacional se obtiene de la energía hidráulica almacenada en un
embalse y disponible en todo momento. Para aprovechar esa energía
almacenada se sigue del siguiente proceso:
El agua del embalse entra por las tomas de aguas arriba, pasa por las
compuertas de toma y recorre la tubería forzada, de unos 120 m de longitud y
un diámetro de 7.5 m. Cuando el agua recorre la tubería forzada, transforma
la energía potencial en energía cinética, la cual cae desde una altura neta de
125 m. Ésta caída depende del nivel del embalse, el cual es determinado por
factores como: caudal turbinado, estación del año y otros.
Luego de completar el recorrido por dichas tuberías, el caudal de agua
entra en una tubería en forma de espiral, la cual va disminuyendo la sección
transversal de modo que la velocidad del fluido permanece constante a pesar
de la disminución del caudal; de la caja espiral pasa al anillo distribuidor, cuya
función es direccional el flujo hacia el rodete y distribuir el agua que va a los
alabes móviles, los cuales regulan el caudal que va ha ser turbinado al reducir
su apertura mediante un movimiento generado por unos servomotores
hidráulicos. Al reducir la apertura de los alabes móviles, se reduce el caudal
y por lo tanto la potencia generada.
10
El agua que ha circulado por las paletas reguladoras incide sobre los
alabes del rodete; los cuales tienen un perfil con un ángulo determinado, lo
que permite generar un empuje en los alabes al desviar el flujo de agua, sea
lo más uniforme posible, produciendo el movimiento giratorio en el rodete, el
cual está acoplado con el eje del rotor.
Dentro del generador, el movimiento del rotor, debidamente excitado,
producirá el flujo necesario para inducir la tensión en los arrollados del
estator. Con ésta conversión electromagnética el estator puede entregar la
energía en forma eléctrica, la cual pasa a los transformadores de potencia,
que por medio de las líneas de transmisión de alta tensión, se lleva al patio
de distribución de Guri, lugar donde se analiza las necesidades del suministro
de energía eléctrica del Territorio Nacional.
Una vez logrado el giro del rodete, el agua se dirige por el llamado tubo
aspirador y luego es descargada aguas abajo por el canal de descarga que le
permite continuar su cauce.
Es importante el hecho de que deban mantenerse los niveles de caída
neta, ya que estos representan la energía disponible para la turbina. Ésta es
la función que desempeñan los aliviaderos, que se abren o se cierran de
acuerdo al nivel de altura que tenga el embalse.
Con un nivel elevado, estas compuertas pueden abrir fácilmente el paso
del agua sobre el canal de descarga aguas abajo, desembocando con el agua
que ha pasado por las turbinas. Debe señalarse que para el mantenimiento
de estas Unidades Generadoras, se colocan los tapones de mantenimiento
aguas arriba y aguas abajo, los cuales cierran el paso de agua y finalmente el
agua que queda en la caja espiral y en la turbina de aspiración se evacua
mediante el achique realizado por unas bombas.
11
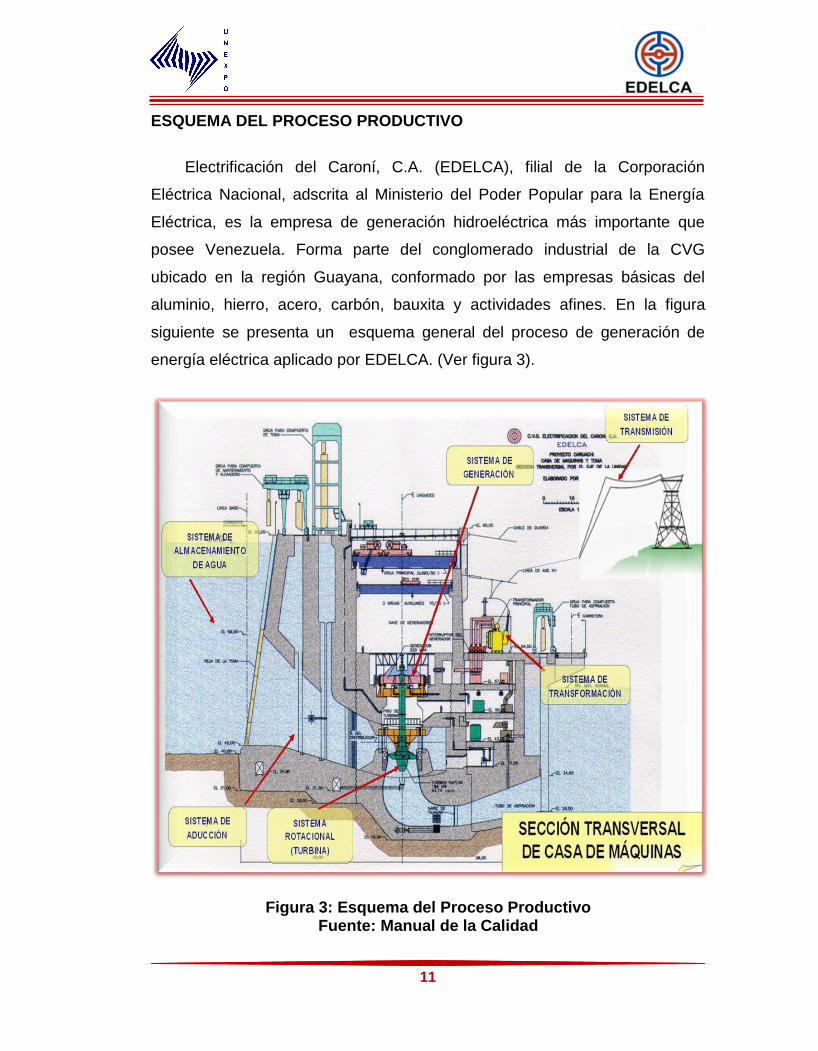
ESQUEMA DEL PROCESO PRODUCTIVO
Electrificación del Caroní, C.A. (EDELCA), filial de la Corporación
Eléctrica Nacional, adscrita al Ministerio del Poder Popular para la Energía
Eléctrica, es la empresa de generación hidroeléctrica más importante que
posee Venezuela. Forma parte del conglomerado industrial de la CVG
ubicado en la región Guayana, conformado por las empresas básicas del
aluminio, hierro, acero, carbón, bauxita y actividades afines. En la figura
siguiente se presenta un esquema general del proceso de generación de
energía eléctrica aplicado por EDELCA. (Ver figura 3).
Figura 3: Esquema del Proceso Productivo Fuente: Manual de la Calidad
12
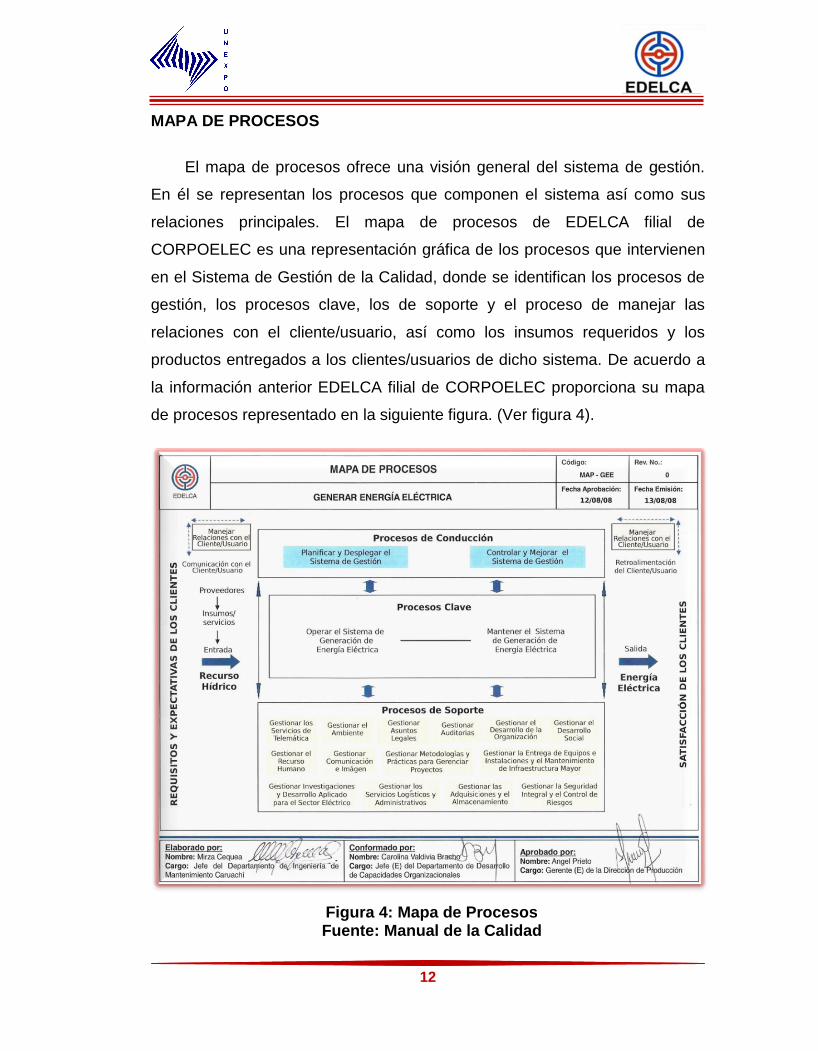
MAPA DE PROCESOS
El mapa de procesos ofrece una visión general del sistema de gestión.
En él se representan los procesos que componen el sistema así como sus
relaciones principales. El mapa de procesos de EDELCA filial de
CORPOELEC es una representación gráfica de los procesos que intervienen
en el Sistema de Gestión de la Calidad, donde se identifican los procesos de
gestión, los procesos clave, los de soporte y el proceso de manejar las
relaciones con el cliente/usuario, así como los insumos requeridos y los
productos entregados a los clientes/usuarios de dicho sistema. De acuerdo a
la información anterior EDELCA filial de CORPOELEC proporciona su mapa
de procesos representado en la siguiente figura. (Ver figura 4).
Figura 4: Mapa de Procesos Fuente: Manual de la Calidad
13
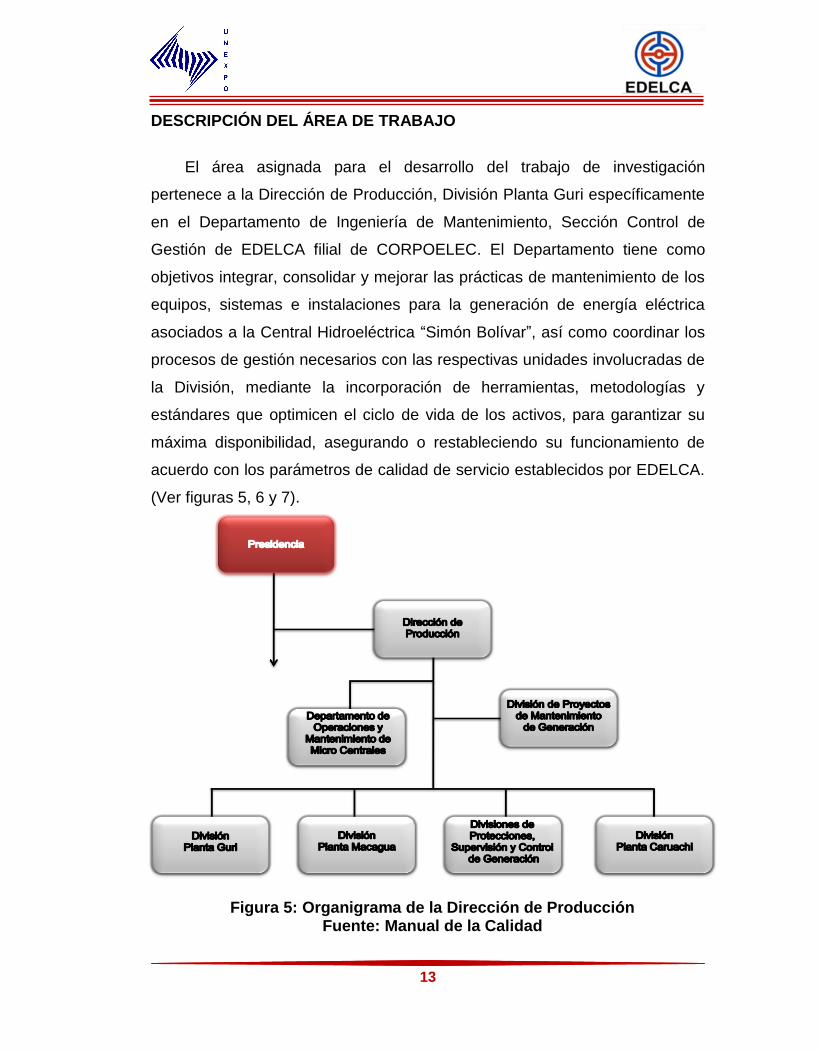
DESCRIPCIÓN DEL ÁREA DE TRABAJO
El área asignada para el desarrollo del trabajo de investigación
pertenece a la Dirección de Producción, División Planta Guri específicamente
en el Departamento de Ingeniería de Mantenimiento, Sección Control de
Gestión de EDELCA filial de CORPOELEC. El Departamento tiene como
objetivos integrar, consolidar y mejorar las prácticas de mantenimiento de los
equipos, sistemas e instalaciones para la generación de energía eléctrica
asociados a la Central Hidroeléctrica “Simón Bolívar”, así como coordinar los
procesos de gestión necesarios con las respectivas unidades involucradas de
la División, mediante la incorporación de herramientas, metodologías y
estándares que optimicen el ciclo de vida de los activos, para garantizar su
máxima disponibilidad, asegurando o restableciendo su funcionamiento de
acuerdo con los parámetros de calidad de servicio establecidos por EDELCA.
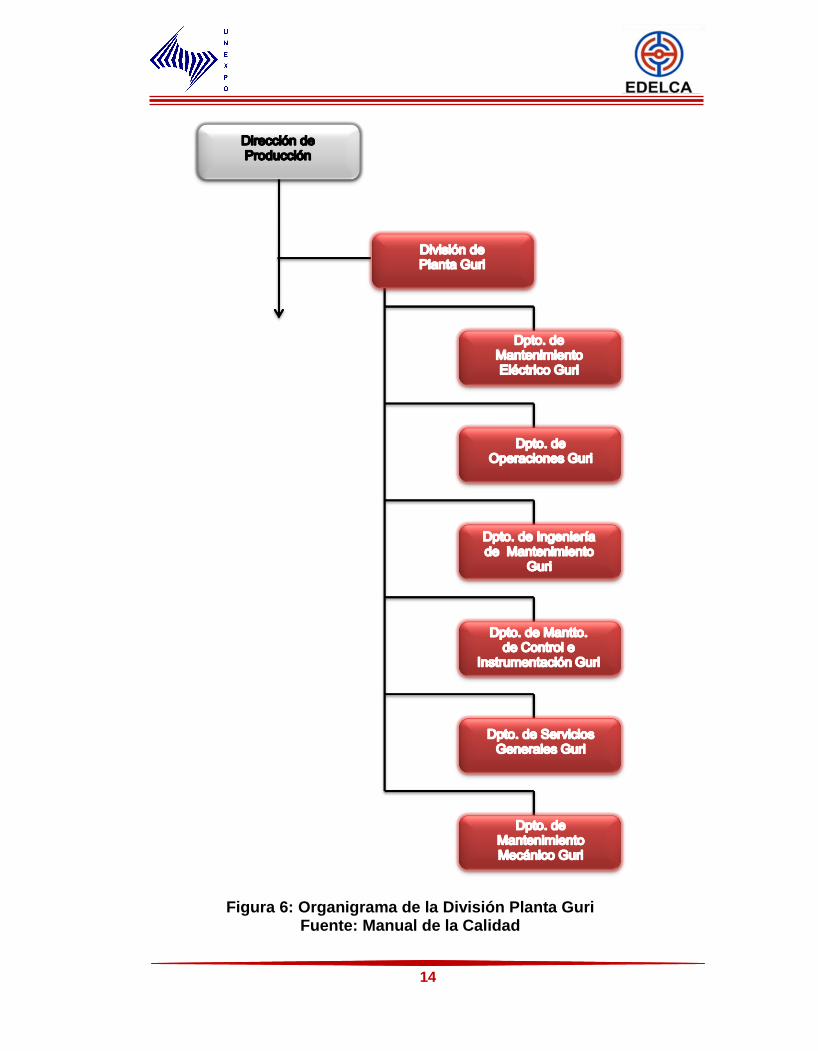
(Ver figuras 5, 6 y 7).
Figura 5: Organigrama de la Dirección de Producción Fuente: Manual de la Calidad
14
Figura 6: Organigrama de la División Planta Guri Fuente: Manual de la Calidad
15
Funciones
Desplegar lineamientos y posibles escenarios para la planificación
y programación de la gestión de la División, así como del
mantenimiento de los equipos, sistemas e instalaciones asociados
a la Central Hidroeléctrica “Simón Bolívar”, bajo responsabilidad de
los diferentes Departamentos involucrados.
Planificar la gestión del mantenimiento de los equipos, sistemas e
instalaciones asociados a la Central Hidroeléctrica “Simón Bolívar”.
Integrar la planificación y programación del mantenimiento de los
equipos, sistemas e instalaciones asociados a la Central
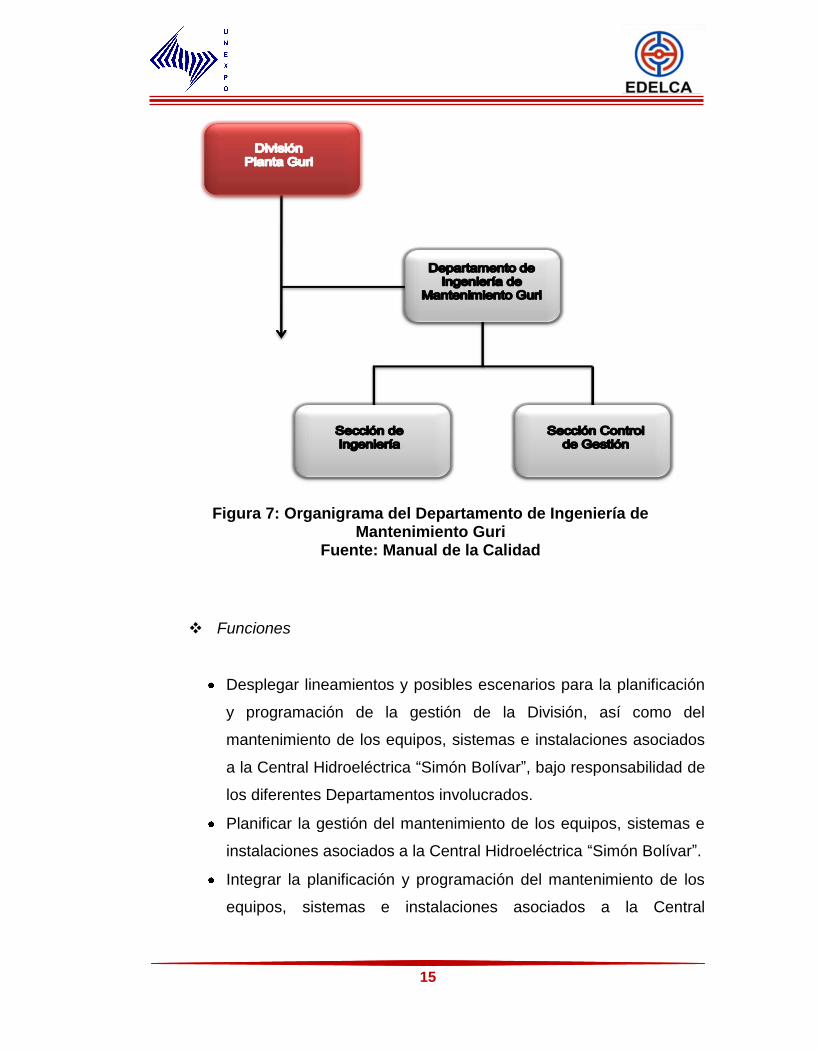
Figura 7: Organigrama del Departamento de Ingeniería de Mantenimiento Guri
Fuente: Manual de la Calidad
16
Hidroeléctrica “Simón Bolívar”, bajo responsabilidad de los
diferentes Departamentos involucrados.
Coordinar, con los respectivos Departamentos involucrados, el
proceso de ejecución del mantenimiento de los equipos, sistemas e
instalaciones que afecten disponibilidad de Unidades Generadoras
en la Central Hidroeléctrica “Simón Bolívar”.
Promover y gestionar la aplicación de las mejores prácticas
técnicas y de gestión para el mantenimiento de los equipos,
sistemas e instalaciones asociados a la Central Hidroeléctrica
“Simón Bolívar”.
Coordinar la gestión de recepción y pruebas de equipos, sistemas
e instalaciones asociados a la Central Hidroeléctrica “Simón
Bolívar”.
Coordinar los estudios de investigación de fallas y ejecución de
pruebas especiales sobre los equipos, sistemas e instalaciones
asociados a la Central Hidroeléctrica “Simón Bolívar”, requeridos
por las diferentes unidades de mantenimiento de la División de
Planta Guri.
Coordinar y participar en la evaluación de la gestión del
mantenimiento de los equipos, sistemas e instalaciones asociados
a la Central Hidroeléctrica “Simón Bolívar”.
Consolidar la gestión a nivel gerencial para la operación y el
mantenimiento de los equipos, sistemas e instalaciones asociados
a la Central Hidroeléctrica “Simón Bolívar”.
Recibir, administrar y custodiar la documentación técnica asociada
a los equipos, sistemas e instalaciones de la Central Hidroeléctrica
“Simón Bolívar”.
Promover y asesorar en las mejoras e innovaciones del
mantenimiento a equipos, sistema e instalaciones asociados a la
17
generación de energía eléctrica en la Central Hidroeléctrica “Simón
Bolívar”.
Sección de Ingeniería
Objetivos: Desarrollar la planificación, control y evaluación del
mantenimiento de los equipos, sistemas e instalaciones para la
generación de energía eléctrica asociados a la Central
Hidroeléctrica “Simón Bolívar”, así como mejorar las prácticas de
mantenimiento, mediante la incorporación de herramientas,
metodologías y estándares que optimicen el ciclo de vida de los
activos, para garantizar su máxima disponibilidad, asegurando o
restableciendo su funcionamiento de acuerdo con los parámetros
de calidad de servicio establecidos por EDELCA.
Sección Control de Gestión
Objetivos: Desarrollar la integración de la planificación, control y
evaluación de la gestión de los procesos asociados a la generación
de energía eléctrica en la Central Hidroeléctrica “Simón Bolívar”,
mediante la incorporación de herramientas metodológicas que
optimicen la gestión y el uso de los recursos, de acuerdo con los
parámetros de calidad establecidos en EDELCA.
Funciones
Integrar y controlar los planes tácticos y operativos para la
generación de energía eléctrica en la Central Hidroeléctrica
“Simón Bolívar”.
Analizar y documentar los resultados de la gestión de la
División de Planta Guri, para apoyar la toma de decisiones.
18
Coordinar y participar en la evaluación de los planes tácticos y
operativos para la generación de energía eléctrica en la Central
Hidroeléctrica “Simón Bolívar”.
Promover la aplicación de los soportes metodológicos
requeridos para la gestión de los procesos asociados a la
generación de energía eléctrica en la Central Hidroeléctrica
“Simón Bolívar”.
Proponer las mejoras de los soportes metodológicos
requeridos para la gestión de los procesos asociados a la
generación de energía eléctrica en la Central Hidroeléctrica
“Simón Bolívar”.
Suministrar asistencia técnica en materia de gestión de los
procesos a las unidades adscritas a la División de Planta Guri.
DESCRIPCIÓN DEL TRABAJO ASIGNADO
El Departamento de Ingeniería de Mantenimiento Guri, se encarga de
planificar, coordinar y optimizar los programas de mantenimiento de los
equipos, sistemas e instalaciones de la Central Hidroeléctrica “Simón Bolívar”
en Guri.
En la actualidad la empresa cuenta con formas de trabajo F-015, en las
cuales se reportan las anomalías que se presentan en los diversos equipos
que conforman las respectivas Unidades Generadoras (entiéndase por
anomalía aquellas situaciones irregulares que se presentan en los equipos,
pero no imposibilitan el funcionamiento de los mismos). Frente a ésta
situación, el departamento de Ingeniería de Mantenimiento orienta sus
esfuerzos a la aplicación de estrategias que disminuyan progresivamente
estos eventos, por lo cual se requiere desarrollar una estrategia para
19
disminuir las fallas potenciales en los equipos que conforman el Subsistema
Turbinas que operan en la Central Hidroeléctrica “Simón Bolívar”.
En la búsqueda de soluciones frente a ésta realidad que presenta la
empresa, se propone la aplicación de la Metodología AMFE (Análisis Modal
de Fallos y Efectos), que no es más que una herramienta que aplica el
mantenimiento centrado en la confiabilidad. El Análisis Modal de Fallos y
Efectos (AMFE) es un método de prevención dirigido hacia la consecución del
aseguramiento de la Calidad, que mediante un análisis sistemático permite
evaluar, la probabilidad de ocurrencia de un fallo, la gravedad del mismo y la
posibilidad de su detección.
Inicialmente se deberá localizar la data correspondiente a las anomalías
presentadas en el período 2004-2008, información proveniente del Sistema
Administrativo de Operaciones (SAO). Dicha data brindará la información
correspondiente a todas las formas F-015 reportadas en los componentes de
las turbinas para el período establecido (2004-2008). Posteriormente se
realizará un análisis de recurrencia de fallas, utilizando para esto, una tabla
dinámica en la cual se vaciará la información correspondiente a las anomalías
presentadas en cada componente para la unidad que atañe, la misma
reflejará la cantidad de fallas que se presentaron por unidad y por
componente, así como también las fallas totales. De igual manera se
estructurará una tabla dinámica que permitirá vaciar la información antes
descrita, pero por año, visualizando también los resultados totales de las
fallas.
Así mismo, se clasificará el análisis de recurrencia de fallas para cada
grupo de Unidades Generadoras existentes, Casa de Máquinas 1, compuesta
por Grupo 1 (Unidades 1, 2 y 3), Grupo 2 (Unidades 4, 5 y 6) y Grupo 3
(Unidades 7, 8, 9 y 10). Casa de Máquinas 2, compuesta por: Grupo Pares
(Unidades 12, 14, 16, 18, 20) y Grupo Impares (Unidades 11, 13, 15, 17, 19).
20
Una vez que se ha definido el equipo que presenta mayor recurrencia de
fallas, según los datos históricos proporcionados, se acudirá a asesoría con
los expertos. En éste punto, es de gran ayuda la estructuración de estas
tablas, ya que, las mismas brindarán una mejor apreciación de la distribución
de las fallas durante el período seleccionado.
Sin embargo, las tablas dinámicas no son un factor determinante al
momento de decidir el equipo al cual se le aplicará la metodología, debido a
que se requiere de los conocimientos técnicos de los expertos y los años de
experiencia en los mantenimientos. Debido a ésta situación, se debe
considerar la opinión de los mantenedores del equipo al momento de realizar
una matriz de selección. La misma debe estar basada en criterios de
selección preestablecidos y en ella se definirá concretamente el equipo a
desagregar para la aplicación de la metodología.
Es posible que el análisis de recurrencia de falla arroje como resultado
un equipo determinado, pero éste será ratificado o sustituido según la
perspectiva del experto, basado en su experiencia en el área y el impacto que
tiene la falla del equipo para el proceso.
Posterior a la definición del equipo a estudiar, se procede concretamente
a la aplicación de la metodología, para lo cual, se requerirá la utilización de
una tabla dinámica que contendrá inicialmente el sistema a estudiar, sus
funciones, el equipo seleccionado y sus funciones. En éste punto, debe
realizarse una desagregación de los componentes que conforman el equipo al
cual se le aplicará la metodología AMFE, esto con el fin de examinar cada
uno en cuanto a lo referente a sus funciones, modos de fallos, efectos y
causas, así como también los controles actuales que se aplican para atender
estas anomalías.
21
Seguidamente, debe aplicarse una serie de criterios de valoración
preestablecidos que ayudarán a determinar la probabilidad de ocurrencia de
la falla, la gravedad de la falla y finalmente la probabilidad de no detección.
Por último, se debe determinar el Índice de Prioridad de Riesgo, el mismo
permite evaluar los diferentes niveles de riesgo y ordenarlos según sus
prioridades y no es más que la multiplicación lineal de los valores arrojados
por los criterios aplicados con anterioridad.
Por último, se deberá constituir un Plan de Mejora para los componentes
que resulten con un índice de prioridad de riesgos mayor de 100. De igual
manera estos resultados deberán ser cotejados con los expertos para ratificar
o sustituir los componentes según el grado incidencia de la falla en el
proceso.
Es de gran importancia indicar que para la ejecución de éste proyecto se
requiere de suma asistencia técnica por parte de los expertos, lo cual puede
representar retrasos en la ejecución debido a que la investigación representa
una actividad extra a sus labores diarias y deben programarse entrevistas no
estructuradas que dependerán fundamentalmente de la disponibilidad de los
expertos. Así mismo, debe quedar por sentado que, los resultados arrojados
por las tablas dinámicas no son un factor determinante para la definición del
equipo a estudiar, debido a que toda la información debe ser cotejada
continuamente por los expertos.
Cabe resaltar que se requerirá el estudio y reconocimiento del plano de
la turbina, así como también la realización de un recorrido por el subsistema,
de manera que se puedan apreciar los equipos que lo conforman y de ésta
manera tener una mejor visión a la hora de analizar las anomalías y una
mejor ubicación visual de los equipos al momento de estudiarlos.
22
CAPÍTULO II
EL PROBLEMA
A continuación se explicará detalladamente la situación que se presenta
en la Central Hidroeléctrica “Simón Bolívar”, específicamente en el
Departamento de Ingeniería de Mantenimiento, Sección Control de Gestión.
PLANTEAMIENTO DEL PROBLEMA
La idea del mantenimiento está cambiando, estos cambios se deben a
un aumento de mecanización, mayor complejidad de la maquinaria, nuevas
técnicas de mantenimiento y un nuevo enfoque de las organizaciones y de las
responsabilidades del mismo. El mantenimiento está reaccionando ante
nuevas expectativas. Estas incluyen una mayor importancia a los aspectos de
seguridad y el medio ambiente, un conocimiento creciente de la conexión
existente entre el mantenimiento y la calidad del producto, un aumento de la
presión ejercida para conseguir una alta disponibilidad de las maquinarias al
mismo tiempo que se optimizan.
Para hacer frente a estos cambios, el personal que dirige el
mantenimiento está buscando un nuevo camino. Quiere evitar equivocarse
cuando se toma alguna acción de mejora. Trata de encontrar un marco de
trabajo estratégico que sintetice los nuevos avances de un modelo coherente,
23
de forma que puedan evaluarlo racionalmente y aplicar aquellos que sean de
mayor valía para ellos y sus compañías.
Ésta perspectiva de cambio es aplicable a cualquier sector industrial,
manufacturero o de servicios, es por eso que en Venezuela, el sector
eléctrico, está emprendiendo el camino para experimentar estos cambios. La
energía eléctrica es hoy en día fundamental; no sólo constituye un bien de
consumo final, sino que además es insumo en la totalidad de los procesos
industriales de producción.
A través de los tiempos, el hombre se ha valido de múltiples servicios
que le han proporcionado confort a su subsistencia, tal es el caso de la
energía eléctrica que ha tenido un papel preponderante en el desarrollo de la
sociedad porque permite el avance de la tecnología en la vida moderna, y a
su vez ésta ofrece equipos cada vez más sofisticados que brindan recreación,
entretenimiento y comodidades, demandando mayor cantidad de energía,
como lo son los electrodomésticos, los aires acondicionados, etc., que en el
ámbito residencial representan un papel primordial, ya que cada día son más
necesarios para facilitar las labores tanto en el hogar como en el trabajo.
En los últimos años el consumo de energía eléctrica se ha elevado a un
ritmo superior al crecimiento económico. De acuerdo al Boletín Estadístico
Mensual del Sistema Eléctrico Nacional, la demanda máxima de potencia
requerida acumulada en los últimos nueve (9) meses, es de 17.337 MW
(máximo histórico) siendo 6,96% superior al acumulado del 2008. Según el
Balance de Potencia del Sistema Eléctrico Nacional, estima que la demanda
para el 2010 incrementará en un 5,95% respecto al 2009.
EDELCA filial de CORPOELEC es uno de los pilares de generación
hidroeléctrica fundamentales para Venezuela, ya que, ésta es la encargada
del suministro de energía hidroeléctrica a los sectores comerciales,
24
industriales y residenciales del país. La Central Hidroeléctrica “Simón Bolívar”
está diseñada para generar 10.000 M.W. ya que, cuenta con dos (2) Casa de
Máquinas, cada una con 10 Unidades Generadores de tipo Francis. Ésta
empresa, por su capacidad de producción, tiene el mayor compromiso
nacional, porque, es la encargada del suministro de energía hidroeléctrica al
70% de la población Venezolana.
Debido a la importancia que tiene la central es necesaria la optimización
de la gestión del mantenimiento. Para contribuir con ésta labor, el
Departamento de Ingeniería de Mantenimiento ha iniciado un seguimiento de
los reportes de anomalías, conjuntamente con el resto de los departamentos
que conforman la División Planta Guri, mediante ejecución de un proyecto de
reducción del número de reportes de anomalías pendientes.
Para la ejecución de éste proyecto, se requiere analizar desde diversos
ámbitos (anomalías pendientes por criterio de justificación y anomalías
pendientes por antigüedad). El primero se subdivide por Departamento
(anomalías que esperan por ser resueltos y que están planificadas), por
Investigación (anomalías cuyas causas se desconocen y están por definirse),
por Repuesto (anomalías que esperan por repuestos que no se encuentran
en stock), Sin Justificar y Por Sistema (anomalías que requieren de una
parada de máquina para ser resueltas).
Por su parte, el segundo, se encuentra representado por aquellas
anomalías pendientes desde hace tres meses, seis meses, doce meses y
más de doce meses. Esto podría deberse al hecho de que las anomalías son
condiciones anormales que presenta la unidad, sin indisponer en
funcionamiento de la misma. Mediante ésta clasificación se podrá conocer y
acometer aquellos departamentos cuyos reportes de anomalías sean
mayores, de manera que paulatinamente se puedan ir disminuyendo.
Enfocando el seguimiento desde varias perspectivas, a nivel departamental,

25
el Departamento de Mantenimiento Mecánico, es el que presenta mayor
anomalías pendientes.
A nivel de generación, la unidad 14 presenta el mayor número de
reportes de anomalías pendientes, siendo los equipos auxiliares y las turbinas
las de mayor reporte de anomalías. Es vital destacar que una anomalía es
una condición anormal en el equipo, pero que no indispone su
funcionamiento, así mismo, se debe aclarar que ésta etapa del proyecto
representa el enfoque correctivo.
Por otro lado, se está implementando un enfoque preventivo, con la
aplicación de la Metodología AMFE (Análisis Modal de Fallos y Efectos), en
los subsistemas que conforman las Unidades Generadoras de la Central
Hidroeléctrica “Simón Bolívar”: Equipos Auxiliares, Compuerta de Toma,
Excitatriz, Generadores, Gobernadores, Transformadores y Turbinas. De
manera que se puedan identificar los respectivos equipos que mayor falla
presentan en cada subsistema, y posteriormente, los componentes más
propensos a fallas, para finalmente diseñar un Plan de Mejora adecuado.
Ésta metodología, ofrece un enfoque analítico al gestionar los modos de
fallos potenciales y sus causas asociadas. Al tener en cuenta posibles fallos
en el diseño de seguridad, costo, rendimiento, calidad o resistencia, se puede
obtener una gran cantidad de información sobre como alterar los procesos
para evitar estos fallos.
Además, otorga una herramienta sencilla para determinar qué riesgo es
el más importante, y por lo tanto que acción es necesaria para prevenir el
problema antes de que ocurra. El desarrollo de estas especificaciones
asegura que el producto cumplirá los requisitos definidos. Al analizar los
resultados del AMFE se deberá actuar en aquellos puntos prioritarios. Estos
26
puntos son los que tienen un Índice de Prioridad de Riesgo elevado y los de
Índice de Gravedad más grande.
Las acciones que se realizan como consecuencia del análisis del
resultado del AMFE se pueden orientar en: reducir el peligro de los efectos
del modo de fallo, reducir la probabilidad de ocurrencia, aumentar la
probabilidad de localización. Actualmente no se cuenta con un Plan de Mejora
que ayude a prevenir la generación de éste gran número de reportes de
anomalías, por lo que se hace necesaria la implementación de ésta
metodología (enfoque preventivo), así como también el enfoque correctivo,
para minimizar al máximo los reportes de anomalías pendientes hasta la
fecha.
ANTECEDENTES DE LA SITUACIÓN
La Central Hidroeléctrica “Simón Bolívar” se encuentra posicionada en el
tercer lugar de importancia en el mundo en cuanto a energía eléctrica se
refiere. Está constituida por la Casa de Máquinas 1 y la Casa de Máquinas 2,
cada una de las cuales aloja diez Unidades Generadoras que contribuyen
con aproximadamente el 50% de energía eléctrica que se consume en
Venezuela.
Debido a lo descrito anteriormente y al incremento continuo de la
demanda de energía eléctrica, se hace necesario y de suma importancia
asegurar la disponibilidad y confiabilidad de sus 20 Unidades Generadoras.
Las Unidades Generadoras de la Central Hidroeléctrica “Simón Bolívar” en
Guri, tienen un funcionamiento aproximado de 30 años. En tal sentido es
importante resaltar, como lo indica el criterio de la curva de la bañera, que las
fallas que se reflejan en los equipos se incrementan con el tiempo, debido al
27
período de vida útil que corresponda y se compone de tres etapas
diferenciales: fallas iniciales, operación normal y fallas de desgaste o
envejecimiento.
Debido al tiempo de funcionamiento de estas unidades, la tasa de falla
se ha ido incrementando progresivamente, por lo cual los sistemas y
componentes de las unidades presentan mayor probabilidad de ocurrencias
de fallas, disminuyendo de ésta manera su confiabilidad, afectando la
capacidad de respuesta hacia la demanda eléctrica.
Ésta situación afecta la disponibilidad de las Unidades Generadoras de
la Central Hidroeléctrica “Simón Bolívar”, desviando el indicador de
Disponibilidad del Sistema de Generación de la División de Planta Guri
respecto a la meta, ubicándolo en el rango “Fuera de Control y crítico”. Ésta
situación trae como consecuencia la disminución de la capacidad de
generación de energía eléctrica en la central.
En tal sentido, se ha detectado la necesidad de implementar
herramientas que apunten a mejorar la confiabilidad de la Central, a través
del uso de técnicas preventivas y predictivas en los equipos críticos, que
permitan predecir posibles modos de fallas y de ésta manera derivar acciones
que apunten a la mejora de la gestión de mantenimiento.
La situación antes descrita conllevará al desarrollo del presente proyecto,
con el propósito de dar respuesta a la siguiente problemática: La Central
Hidroeléctrica Simón Bolívar requiere realizar un análisis de recurrencia de
fallas en el Subsistema Turbinas de las Unidades Generadoras para
determinar el equipo que presenta mayor índices de fallas, para de ésta
manera realizar un análisis para identificar los modos de falla, posibles
acusas y efectos, a fin de proponer soluciones y acciones que puedan
eliminar fallas potenciales que aseguren la confiabilidad.
28
OBJETIVOS
Objetivo General
Desarrollar una estrategia que permita disminuir las fallas potenciales en
los componentes de los equipos que conforman el Subsistema Turbinas de
las Unidades Generadoras de la Central Hidroeléctrica “Simón Bolívar”
Objetivos Específicos
Extraer y examinar la data histórica de reporte de anomalías
correspondiente al período 2004 - 2008 del Sistema de
Administración de Operaciones (SAO).
Efectuar el análisis de recurrencia de falla para los equipos que
conforman el Subsistema Turbinas de las Unidades Generadoras
de la Central Hidroeléctrica “Simón Bolívar”.
Identificar el equipo con mayor ocurrencia de falla en el
Subsistema Turbinas de las Unidades Generadoras de la Central
Hidroeléctrica “Simón Bolívar”, mediante el desarrollo de la matriz
de selección.
Establecer los modos de fallo, causas y efectos inherentes a los
componentes del equipo arrojado como resultado en el análisis de
recurrencia de falla para el Subsistema Turbinas de las Unidades
Generadoras de la Central Hidroeléctrica “Simón Bolívar”.
Calcular el Índice de Prioridad de Riesgo para cada componente y
especificar los que correspondan al desarrollo de acciones de
mejora según el criterio de aplicación de la metodología AMFE.
Presentar el Plan de Mejora que fomente la reducción de las fallas
potenciales de los componentes arrojados como resultado de la
aplicación de la metodología AMFE.
29
JUSTIFICACIÓN
El proceso de mejora debe ser continuo dentro de cualquier empresa.
Constantemente deben revisarse las diferentes áreas para detectar
situaciones problemáticas y generar soluciones adecuadas.
La realización de éste proyecto forma parte del enfoque preventivo de un
plan de reducción de reportes de anomalías pendientes en la División Planta
Guri. El mismo se encuentra enmarcado por la Gestión de Mantenimiento
llevada a cabo por la gerencia. La aplicación de la metodología AMFE a los
componentes que conforman los equipos del Subsistema Turbinas, permitirá
prevenir las fallas potenciales que se puedan presentar en la misma, así
como también disminuir la cantidad de reportes de anomalías pendientes.
En tal sentido, la consecución de éste trabajo de investigación brindará la
oportunidad de conocer de manera clara y especifica los posibles fallos,
causas y efectos derivados de las anomalías presentes en las unidades.
Adicionalmente, prestará apoyo al mantenedor, presentando un Plan de
Mejora que minimizarán la ocurrencia de fallas en los subsistemas y brindará
soluciones oportunas a los fallos que se puedan generar.
ALCANCE
El trabajo se realizará en la Dirección de Producción, División Planta
Guri, Departamento de Ingeniería de Mantenimiento, específicamente en la
Sección de Control de Gestión de la Empresa EDELCA filial de
CORPOELEC.
Se aplicará la metodología AMFE (Análisis Modal de fallos y Efectos) a
los componentes del equipo que mayor anomalías presenten según la data
30
histórica utilizada (2004-2008) en el Subsistema Turbinas de las Unidades
Generadoras pertenecientes a las Central Hidroeléctrica “Simón Bolívar”,
fundamentado en las bases teóricas de la metodología.
Adicionalmente, posterior a la aplicación de la metodología, en reunión
con los expertos, se estructurará un Plan de Mejora, para los componentes
que resulten más propensos a presentar falla.
Sin embargo, se debe acotar, que tanto los resultados del análisis de
recurrencia de fallas, como los resultados de la aplicación de la metodología
AMFE, podrían variar según las consideraciones del experto y basados en
sus experiencias con las fallas del equipo en cuestión, y además, la
metodología podría aplicarse a cualquiera de los grupos de unidades que
conforman la Casa de Máquinas 1 y 2 de la Central Hidroeléctrica “Simón
Bolívar”.
LIMITACIONES
La principal limitante para la realización de éste trabajo de grado, es la
estrecha relación que se debe establecer con los expertos, debido a que esto
crea una situación de dependencia para el proyecto.
El desarrollo de éste proyecto amerita asesoría técnica de los
mantenedores, por lo que se deben concretar constantes reuniones y
entrevistas no estructuradas con los mismos, ésta situación representa una
limitante para la investigación en cuestión, ya que se requiere establecer un
tiempo prudencial para dichas entrevistas, donde el operario cotejará los
resultados arrojados por el análisis de recurrencia de fallas y sus experiencia
en el mantenimiento del equipo.
31
Es de gran importancia resaltar que, las asesorías podrían estar
limitadas por la disponibilidad de los expertos al momento de las reuniones,
asociado a que los mismos deben cumplir con sus actividades diarias de
mantenimiento, lo que dificulta concertar y coordinar las asesorías.
Por último, se tiene como limitación el tiempo establecido para la
culminación del trabajo de investigación (4 meses), siendo el mismo bastante
reducido, considerando la índole y el alcance del proyecto.
32
CAPÍTULO III
MARCO TEÓRICO
Todo trabajo de investigación y análisis requiere de una previa definición
de términos que se establezcan como referencia para la solución del
problema de investigación. Aun en la vida cotidiana, ningún hecho o
fenómeno de la realidad es abordado sin tener unos conceptos previos que
nos permitan compararlo con la realidad que queremos analizar.
Lo mismo, pero con un sentido más riguroso, debe hacerse con el campo
de la investigación. Para ello, se crea un marco teórico, que no es más que la
revisión exhaustiva de las teorías más recientes que describen todo lo
referente al fenómeno que tenemos que investigar.
Para llevar a cabo el desarrollo de ésta investigación es necesario
apoyarse en una serie de conceptos y principios que podrán ser utilizados
para formular y desarrollar los argumentos.
MANTENIMIENTO INDUSTRIAL
El Mantenimiento, pueden ser dos cosas muy distintas, la primera es la
que definimos, como aquella acción encaminada a devolver a un equipo
averiado a su estado de preparado para el funcionamiento, ésta sería la más
primitiva de las funciones del mismo. Pero también es mantenimiento, aquella
acción encaminada a aumentar la disponibilidad de las instalaciones
33
reduciendo el número de averías y su duración.
También es necesario resaltar la importancia del Sistema de Información
de Mantenimiento para tener un apropiado sistema de recogida de datos,
procesado de los mismos y elaboración de la información, así como del flujo
de la misma dentro de la empresa, para la buena toma de decisiones llegado
el momento.
El área del Mantenimiento Industrial es de primordial importancia en el
ámbito de la ejecución de las operaciones en la industria. De un buen
Mantenimiento depende, no sólo un funcionamiento eficiente de las
instalaciones, sino que además, es preciso llevarlo a cabo con rigor para
conseguir otros objetivos como son el control del ciclo de vida de las
instalaciones sin disparar los presupuestos destinados a mantenerlas.
Las estrategias convencionales de "reparar cuando se produzca la
avería" ya no sirven. Fueron válidas en el pasado, pero ahora se es
consciente de que esperar a que se produzca la avería para intervenir, es
incurrir en unos costos excesivamente elevados (pérdidas de producción,
deficiencias en la calidad, etc.) y por ello las empresas industriales se
plantearon llevar a cabo procesos de prevención de estas averías mediante
un adecuado programa de mantenimiento.
EVOLUCIÓN DEL MANTENIMIENTO
Desde el principio de los tiempos, el Hombre siempre ha sentido la
necesidad de mantener su equipo, aún las más rudimentarias herramientas o
aparatos. La mayoría de las fallas que se experimentaban eran el resultado
del abuso y esto sigue sucediendo en la actualidad. Al principio solo se hacía
34
mantenimiento cuando ya era imposible seguir usando el equipo. A eso se le
llamaba "Mantenimiento de Ruptura o Reactivo"
Los tiempos y necesidades cambiaron, en 1960 nuevos conceptos se
establecieron, "Mantenimiento Productivo" fue la nueva tendencia que
determinaba una perspectiva más profesional. Se asignaron más altas
responsabilidades a la gente relacionada con el mantenimiento y se hacían
consideraciones acerca de la confiabilidad y el diseño del equipo y de la
planta.
Fue un cambio profundo y se generó el término de "Ingeniería de la
Planta" en vez de "Mantenimiento", las tareas a realizar incluían un más alto
nivel de conocimiento de la confiabilidad de cada elemento de las máquinas y
las instalaciones en general.
Éste enfoque de mantenimiento es resultado de una evolución
importante a través del tiempo, donde se distinguen tres generaciones
diferentes de mantenimiento. Cada una de las cuales representa las mejores
prácticas utilizadas en una época determinada.
Primera Generación (Mantenimiento Correctivo): Éste
mantenimiento se ejecuta en caso de falla notable en el rendimiento
operativo del equipo o inactividad total. Comprende actividades de
todo tipo encaminadas a tratar de eliminar la necesidad de
mantenimiento, corrigiendo las fallas de una manera integral a
mediano plazo. Las acciones más comunes que se realizan son:
modificación de alternativas de proceso, modificación de elementos
de máquinas, cambios de especificaciones, ampliaciones revisión de
elementos básicos de mantenimientos y conservación.
Segunda Generación (Mantenimiento Preventivo): Éste
mantenimiento, considera el historial de fallas en máquinas iguales
35
para la programación de paradas y verificación. Utiliza todos los
medios disponibles, incluso los estadísticos, para determinar la
frecuencia de las inspecciones, revisión, sustitución de piezas
claves, probabilidad de aparición de averías, vida útil y otras.
Tercera Generación (Mantenimiento Predictivo): Se basa en un
monitoreo programable de variables de variables indicativas del
funcionamiento. Se ejecuta el mantenimiento cuando alguna/s de
ellas se aleja/n de su/s valores promedio.
Cuarta Generación (Mantenimiento de Gestión Total): Es preciso
disponer de un sistema de mejora continua para tratar de
distanciarse de los competidores y así mejorar nuestra posición en
el mercado. El TPM es el mantenimiento productivo realizado por
todos los integrantes de la compañía, a través de actividades de
pequeños grupos. La meta final del TPM es el cero averías y el cero
defectos, mejorándose así las tasas de operación de los equipos y
minimizando los stocks y costes.
MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD (RCM)
La confiabilidad se puede definir como la capacidad de un producto de
realizar su función de la manera prevista. De otra forma, la confiabilidad se
puede definir también como la probabilidad en que un producto realizará su
función prevista sin incidentes por un período de tiempo especificado y bajo
condiciones indicadas. La ejecución de un análisis de la confiabilidad en un
producto o un sistema debe incluir muchos tipos de exámenes para
determinar cuan confiable es el producto o sistema que pretende analizarse.
Una vez realizados los análisis, es posible prever los efectos de los cambios y
de las correcciones del diseño para mejorar la confiabilidad del ítem. Los
diversos estudios del producto se relacionan, vinculan y examinan
36
conjuntamente, para poder determinar la confiabilidad del mismo bajo todas
las perspectivas posibles, determinando posibles problemas y poder sugerir
correcciones, cambios y/o mejoras en productos o elementos.
El RCM es uno de los procesos desarrollados durante 1960 y 1970 con
la finalidad de ayudar a las personas a determinar las políticas para mejorar
las funciones de los activos físicos y manejar las consecuencias de sus fallas.
Tuvo su origen en la Industria Aeronáutica. De éstos procesos, el RCM es el
más efectivo.
El Mantenimiento RCM pone tanto énfasis en las consecuencias de las
fallas como en las características técnicas de las mismas, mediante la
integración de una revisión de las fallas operacionales con la evaluación de
aspecto de seguridad y amenazas al medio ambiente, esto hace que la
seguridad y el medio ambiente sean tenidos en cuenta a la hora de tomar
decisiones en materia de mantenimiento, y manteniendo mucha atención en
las tareas del Mantenimiento que más incidencia tienen en el funcionamiento
y desempeño de las instalaciones, garantizando que la inversión en
mantenimiento se utiliza donde más beneficio va a reportar.
El objetivo principal de RCM está reducir el costo de mantenimiento, para
enfocarse en las funciones más importantes de los sistemas, y evitando o
quitando acciones de mantenimiento que no son estrictamente necesarias.
Ventajas del RCM Mantenimiento Centrado en la Confiabilidad
Si RCM se aplicará a un sistema de mantenimiento preventivo ya
existente en las empresas, puede reducir la cantidad de
mantenimiento rutinario habitualmente hasta un 40% a 70%.
Si RCM se aplicará para desarrollar un nuevo sistema de
Mantenimiento Preventivo en la empresa, el resultado será que la
37
carga de trabajo programada sea mucho menor que si el sistema
se hubiera desarrollado por métodos convencionales.
Su lenguaje técnico es común, sencillo y fácil de entender para
todos los empleados vinculados al proceso RCM, permitiendo al
personal involucrado en las tareas saber qué pueden y qué no
pueden esperar de ésta aplicación y quien debe hacer qué, para
conseguirlo.
Implantación de un Plan de Mantenimiento Preventivo CRM
Selección del sistema y documentación.
Definición de fronteras del sistema.
Diagramas funcionales del sistema.
Identificación de funciones y fallas funcionales.
Construcción del análisis modal de fallos y efectos.
Construcción del árbol lógico de decisiones.
Identificación de las tareas de mantenimiento más apropiadas
ANALISIS MODAL DE FALLOS Y EFECTOS (AMFE)
Un análisis modal de fallos y efectos (AMFE) es un procedimiento de
análisis de fallos potenciales en un sistema de clasificación determinado por
la gravedad o por el efecto de los fallos en el sistema. Es utilizado
habitualmente por empresas manufactureras en varias fases del ciclo de vida
del producto, y recientemente se está utilizando también en la industria de
servicios. Las causas de los fallos pueden ser cualquier error o defecto en los
procesos o diseño, especialmente aquellos que afectan a los consumidores, y
38
pueden ser potenciales o reales. El término análisis de efectos hace
referencia al estudio de las consecuencias de esos fallos.
El Análisis Modal de Fallos y Efectos (AMFE) es un método de
prevención dirigido hacia la consecución del aseguramiento de la Calidad,
que mediante un análisis sistemático permite evaluar, desde la fase de diseño
de un producto, servicio o proceso, la probabilidad de ocurrencia de un fallo,
la gravedad del mismo y la posibilidad de su detección.
El método AMFE es uno de los más utilizados para agrupar la
experiencia y el conocimiento colectivo, además de las previsiones del área
de Diseño, con objeto de asegurar que los nuevos diseños se hacen bien,
desde el inicio, o al menos mejoran con respecto a la generación anterior.
Historia
El sistema AMFE fue introducido formalmente a finales de los años 40
para su uso por las fuerzas armadas de los Estados Unidos.[1] Más adelante
fue utilizado también en el desarrollo aeroespacial, con el fin de evitar fallos
en pequeñas muestras y experimentos; fue utilizado por ejemplo en el
programa espacial Apoyo. El primer boom del uso de éste sistema tuvo lugar
durante los años 60, con los intentos de enviar un hombre a la luna y lograr
su retorno a la tierra.
En los años 70 Ford introdujo el sistema AMFE en la industria del
automóvil para mejorar la seguridad, la producción y el diseño, tras el
escándalo del Ford Pinto. Aunque inicialmente fue desarrollado para el
ejército, actualmente la metodología AMFE es utilizada en un gran número de
industrias incluyendo la fabricación de semiconductores, software, industria
alimentaria y salud. Está integrado en la planificación avanzada de la calidad
de los productos (APQP) para ser utilizado como herramienta con el fin de
39
disminuir el riesgo y el tiempo de las estrategias preventivas, tanto en diseño
como en desarrollo de procesos. El grupo de acción de la industria
automovilística necesita utilizar AMFE en el proceso APQP y publica un
manual detallado de cómo aplicar la metodología.
Implementación
En un AMFE, se otorga una prioridad a los fallos dependiendo de cuan
serias sean sus consecuencias, la frecuencia con la que ocurren y con qué
dificultad pueden ser localizadas. Un AMFE también documenta el
conocimiento existente y las acciones sobre riesgos o fallos que deben ser
utilizadas para lograr una mejora continua.
El AMFE se utiliza durante la fase de diseño para evitar fallos futuros.
Posteriormente es utilizado en las fases de control de procesos, antes y
durante estos procesos. Idealmente, un AMFE empieza durante los primeros
niveles conceptuales del proyecto y continúa a lo largo de la vida del producto
o servicio.
La finalidad de un AMFE es eliminar o reducir los fallos, comenzando por
aquellos con una prioridad más alta. Puede ser también utilizado para evaluar
las prioridades de la gestión del riesgo. El AMFE ayuda a seleccionar
soluciones que reducen los impactos acumulativos de las consecuencias del
ciclo de vida (riesgos) del fallo de un sistema (fallo). Es utilizado en varios
sistemas de calidad oficiales como QS-9000 o ISO/TS 16949.
Uso de AMFE
AMFE puede ofrecer un enfoque analítico al gestionar los modos de
fallos potenciales y sus causas asociadas. Al tener en cuenta posibles fallos
en el diseño de seguridad, coste, rendimiento, calidad o resistencia, un
40
ingeniero puede obtener una gran cantidad de información sobre como alterar
los procesos de fabricación para evitar estos fallos.
AMFE otorga una herramienta sencilla para determinar qué riesgo es el
más importante, y por lo tanto que acción es necesaria para prevenir el
problema antes de que ocurra. El desarrollo de estas especificaciones
asegura que el producto cumplirá los requisitos definidos.
Desarrollo de un sistema que minimice la posibilidad de fallos.
Desarrollo de métodos de diseño y sistemas de prueba para
asegurar que se eliminan los fallos.
Evaluación de los requisitos del consumidor para asegurar que
estos no causan fallos potenciales.
Identificación de elementos de diseño que causan fallos y
minimización o eliminación de esos efectos.
Seguimiento y gestión de riesgos potenciales en el diseño,
evitando cometer los mismos errores en proyectos futuros.
Asegurar que cualquier fallo que pueda ocurrir no cause daño al
consumidor o tenga un impacto grave en el sistema.
Ventajas
Mejora de la calidad, fiabilidad y seguridad de un producto o
proceso.
Mejorar la imagen y competitividad de la organización.
Aumentar la satisfacción del usuario.
Reducir el tiempo y coste de desarrollo del sistema.
Recopilación de información para reducir fallos futuros y capturar
conocimiento de ingeniería.
Reducción de problemas posibles con las garantías.
41
Identificación y eliminación temprana de problemas potenciales.
Énfasis en la prevención de problemas.
Minimización de los cambios a última hora y sus costes asociados.
Catalizador del trabajo en equipo y el intercambio de ideas entre
departamentos.
Metodología
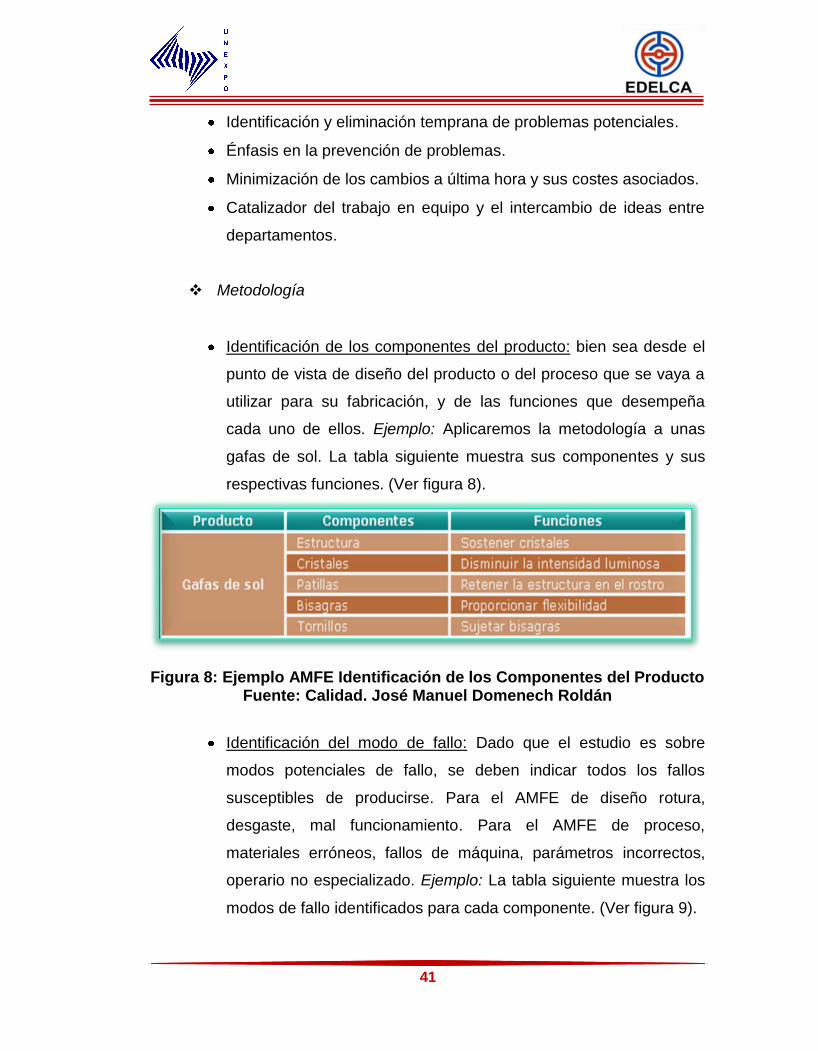
Identificación de los componentes del producto: bien sea desde el
punto de vista de diseño del producto o del proceso que se vaya a
utilizar para su fabricación, y de las funciones que desempeña
cada uno de ellos. Ejemplo: Aplicaremos la metodología a unas
gafas de sol. La tabla siguiente muestra sus componentes y sus
respectivas funciones. (Ver figura 8).
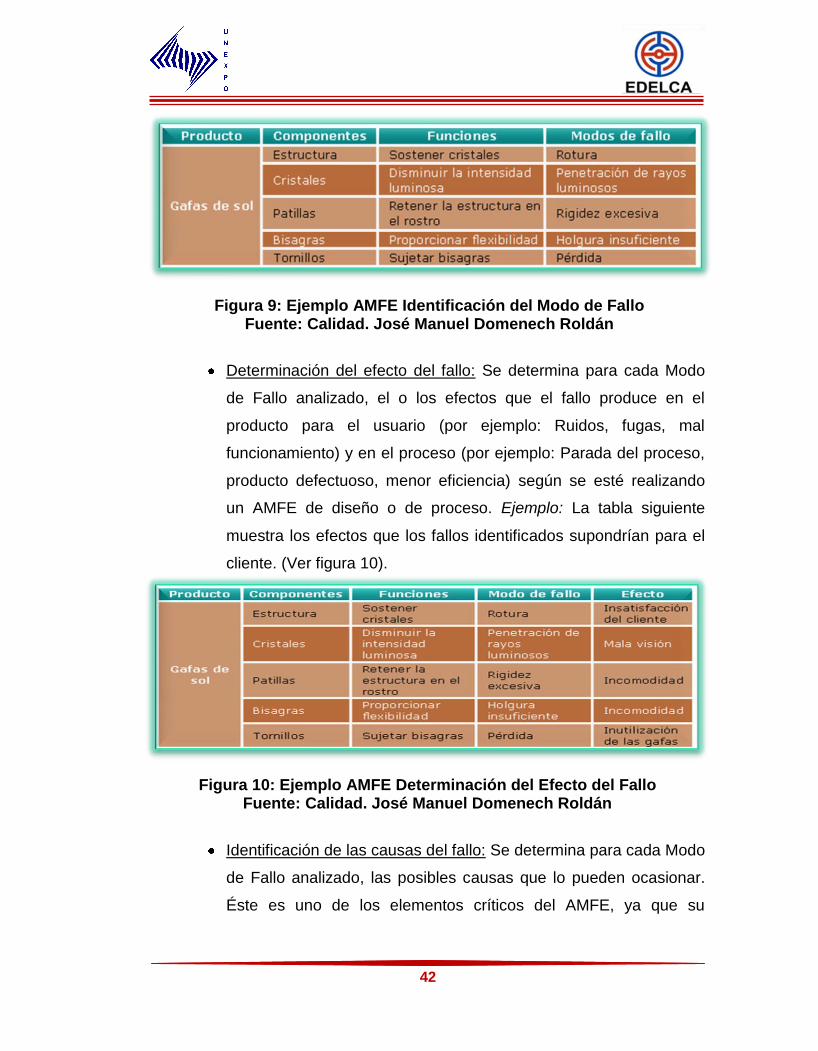
Identificación del modo de fallo: Dado que el estudio es sobre
modos potenciales de fallo, se deben indicar todos los fallos
susceptibles de producirse. Para el AMFE de diseño rotura,
desgaste, mal funcionamiento. Para el AMFE de proceso,
materiales erróneos, fallos de máquina, parámetros incorrectos,
operario no especializado. Ejemplo: La tabla siguiente muestra los
modos de fallo identificados para cada componente. (Ver figura 9).
Figura 8: Ejemplo AMFE Identificación de los Componentes del Producto Fuente: Calidad. José Manuel Domenech Roldán
42
Determinación del efecto del fallo: Se determina para cada Modo
de Fallo analizado, el o los efectos que el fallo produce en el
producto para el usuario (por ejemplo: Ruidos, fugas, mal
funcionamiento) y en el proceso (por ejemplo: Parada del proceso,
producto defectuoso, menor eficiencia) según se esté realizando
un AMFE de diseño o de proceso. Ejemplo: La tabla siguiente
muestra los efectos que los fallos identificados supondrían para el
cliente. (Ver figura 10).
Identificación de las causas del fallo: Se determina para cada Modo
de Fallo analizado, las posibles causas que lo pueden ocasionar.
Éste es uno de los elementos críticos del AMFE, ya que su
Figura 9: Ejemplo AMFE Identificación del Modo de Fallo Fuente: Calidad. José Manuel Domenech Roldán
Figura 10: Ejemplo AMFE Determinación del Efecto del Fallo Fuente: Calidad. José Manuel Domenech Roldán
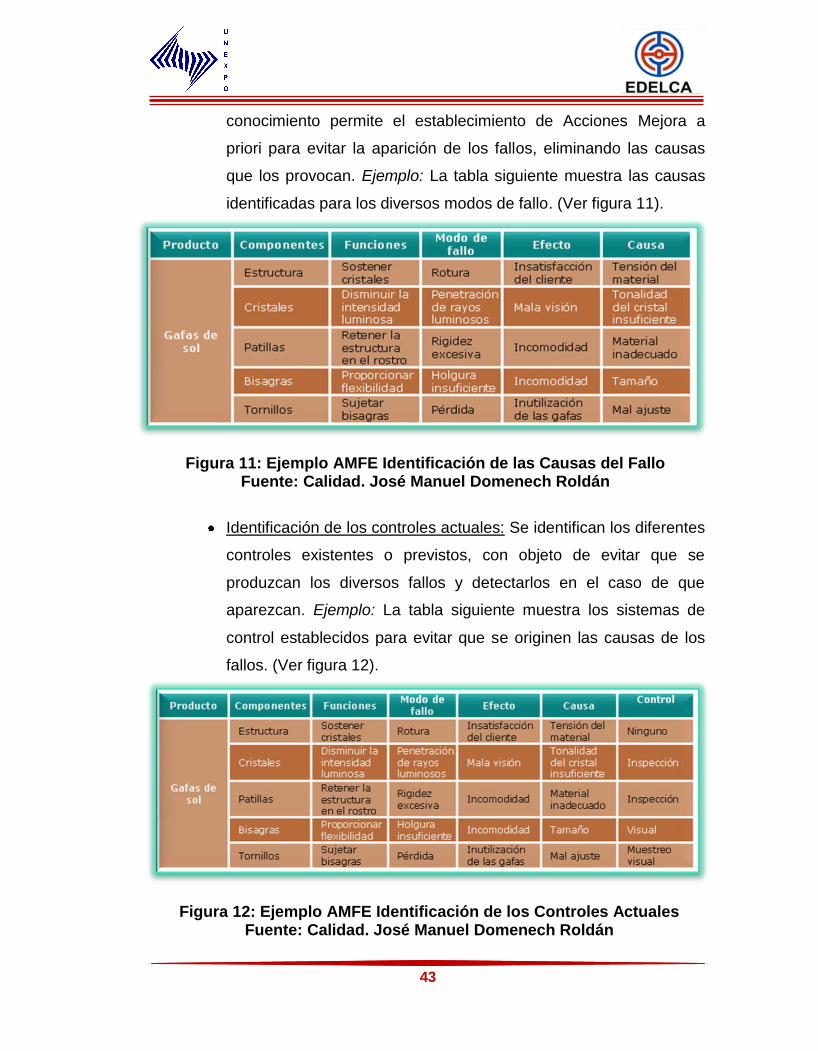
43
conocimiento permite el establecimiento de Acciones Mejora a
priori para evitar la aparición de los fallos, eliminando las causas
que los provocan. Ejemplo: La tabla siguiente muestra las causas
identificadas para los diversos modos de fallo. (Ver figura 11).
Identificación de los controles actuales: Se identifican los diferentes
controles existentes o previstos, con objeto de evitar que se
produzcan los diversos fallos y detectarlos en el caso de que
aparezcan. Ejemplo: La tabla siguiente muestra los sistemas de
control establecidos para evitar que se originen las causas de los
fallos. (Ver figura 12).
Figura 11: Ejemplo AMFE Identificación de las Causas del Fallo Fuente: Calidad. José Manuel Domenech Roldán
Figura 12: Ejemplo AMFE Identificación de los Controles Actuales Fuente: Calidad. José Manuel Domenech Roldán
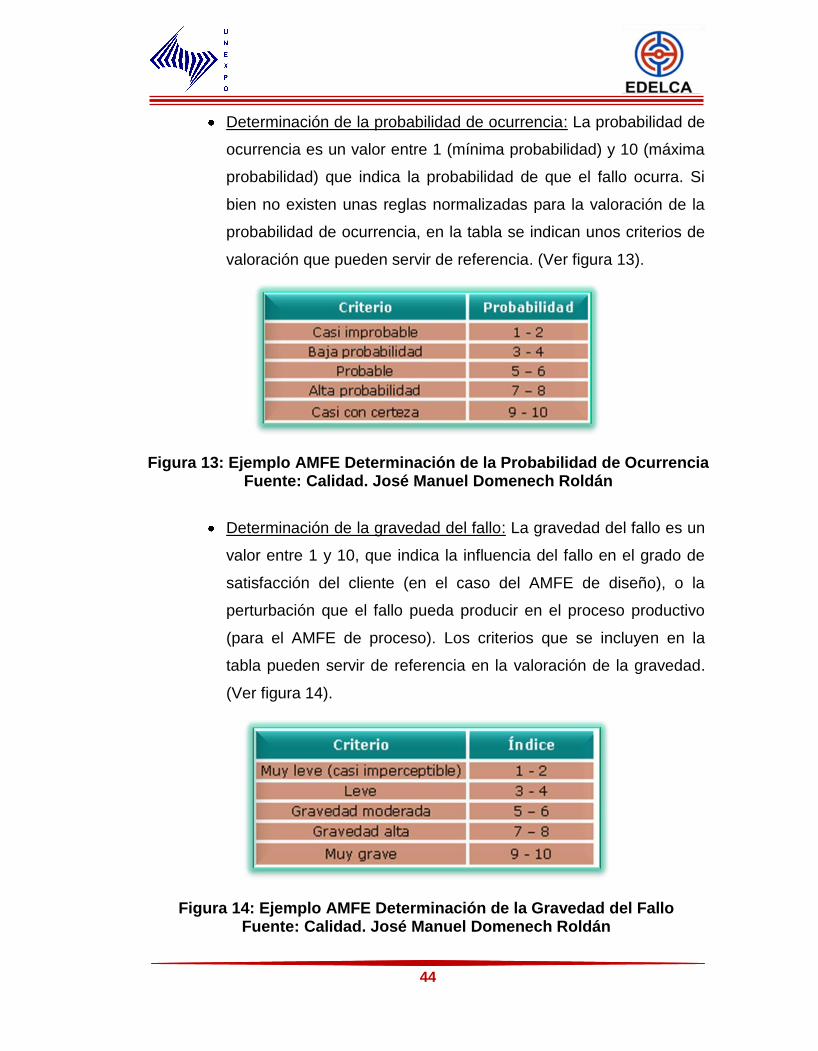
44
Determinación de la probabilidad de ocurrencia: La probabilidad de
ocurrencia es un valor entre 1 (mínima probabilidad) y 10 (máxima
probabilidad) que indica la probabilidad de que el fallo ocurra. Si
bien no existen unas reglas normalizadas para la valoración de la
probabilidad de ocurrencia, en la tabla se indican unos criterios de
valoración que pueden servir de referencia. (Ver figura 13).
Determinación de la gravedad del fallo: La gravedad del fallo es un
valor entre 1 y 10, que indica la influencia del fallo en el grado de
satisfacción del cliente (en el caso del AMFE de diseño), o la
perturbación que el fallo pueda producir en el proceso productivo
(para el AMFE de proceso). Los criterios que se incluyen en la
tabla pueden servir de referencia en la valoración de la gravedad.
(Ver figura 14).
Figura 13: Ejemplo AMFE Determinación de la Probabilidad de Ocurrencia Fuente: Calidad. José Manuel Domenech Roldán
Figura 14: Ejemplo AMFE Determinación de la Gravedad del Fallo Fuente: Calidad. José Manuel Domenech Roldán
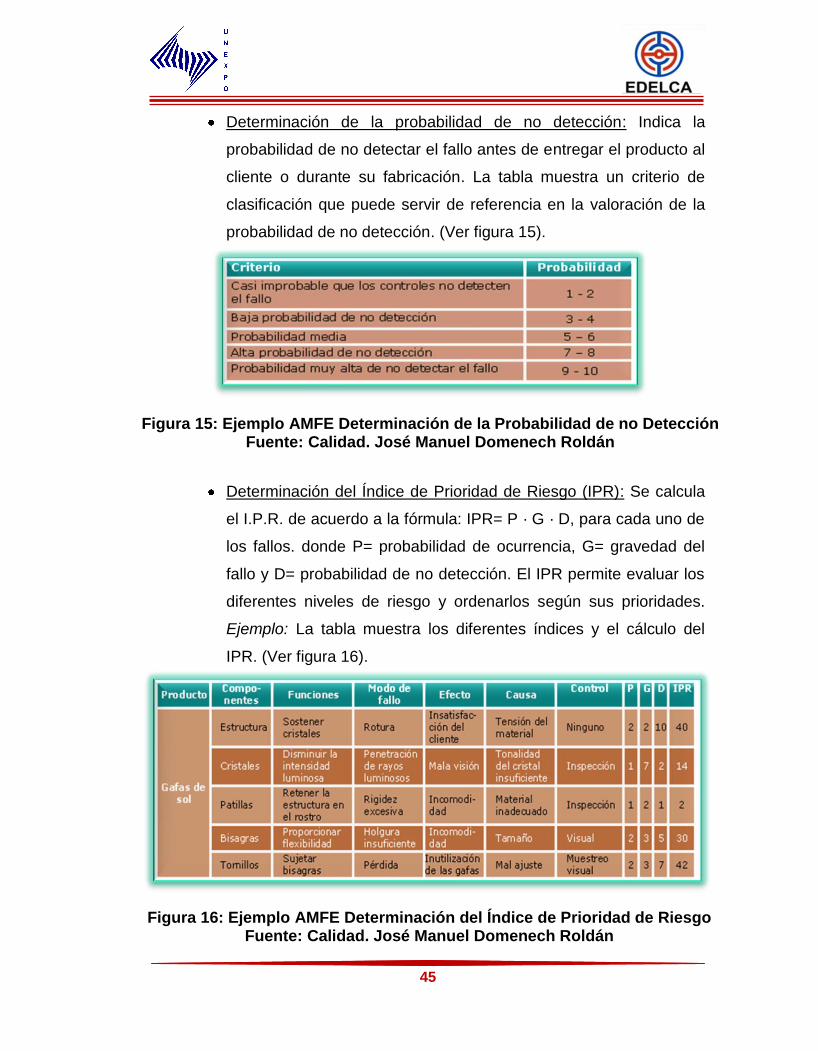
45
Determinación de la probabilidad de no detección: Indica la
probabilidad de no detectar el fallo antes de entregar el producto al
cliente o durante su fabricación. La tabla muestra un criterio de
clasificación que puede servir de referencia en la valoración de la
probabilidad de no detección. (Ver figura 15).
Determinación del Índice de Prioridad de Riesgo (IPR): Se calcula
el I.P.R. de acuerdo a la fórmula: IPR= P · G · D, para cada uno de
los fallos. donde P= probabilidad de ocurrencia, G= gravedad del
fallo y D= probabilidad de no detección. El IPR permite evaluar los
diferentes niveles de riesgo y ordenarlos según sus prioridades.
Ejemplo: La tabla muestra los diferentes índices y el cálculo del
IPR. (Ver figura 16).
Figura 15: Ejemplo AMFE Determinación de la Probabilidad de no Detección Fuente: Calidad. José Manuel Domenech Roldán
Figura 16: Ejemplo AMFE Determinación del Índice de Prioridad de Riesgo Fuente: Calidad. José Manuel Domenech Roldán
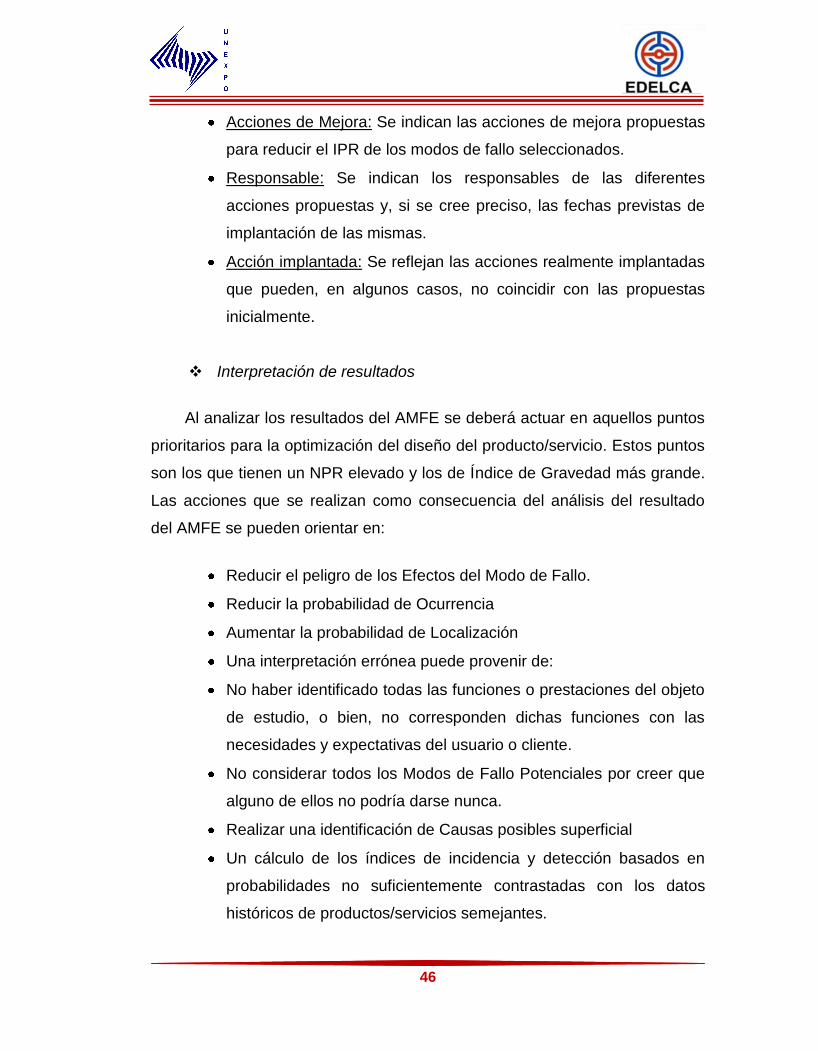
46
Acciones de Mejora: Se indican las acciones de mejora propuestas
para reducir el IPR de los modos de fallo seleccionados.
Responsable: Se indican los responsables de las diferentes
acciones propuestas y, si se cree preciso, las fechas previstas de
implantación de las mismas.
Acción implantada: Se reflejan las acciones realmente implantadas
que pueden, en algunos casos, no coincidir con las propuestas
inicialmente.
Interpretación de resultados
Al analizar los resultados del AMFE se deberá actuar en aquellos puntos
prioritarios para la optimización del diseño del producto/servicio. Estos puntos
son los que tienen un NPR elevado y los de Índice de Gravedad más grande.
Las acciones que se realizan como consecuencia del análisis del resultado
del AMFE se pueden orientar en:
Reducir el peligro de los Efectos del Modo de Fallo.
Reducir la probabilidad de Ocurrencia
Aumentar la probabilidad de Localización
Una interpretación errónea puede provenir de:
No haber identificado todas las funciones o prestaciones del objeto
de estudio, o bien, no corresponden dichas funciones con las
necesidades y expectativas del usuario o cliente.
No considerar todos los Modos de Fallo Potenciales por creer que
alguno de ellos no podría darse nunca.
Realizar una identificación de Causas posibles superficial
Un cálculo de los índices de incidencia y detección basados en
probabilidades no suficientemente contrastadas con los datos
históricos de productos/servicios semejantes.
47
TURBINAS
En la evolución energética de la humanidad, el agua ha jugado un papel
importante; La energía cinética ha sido aprovechada por el hombre desde su
aparición sobre la tierra, al principio lo hizo en formas simples nadando o
desplazándose sobre troncos, pero hace mas 5000 años AC, ese
aprovechamiento se hizo más complejo, aparecer en el mar mediterráneo las
primeras embarcaciones acuáticas, sin embargo, hace unos 2000 años AC,
es cuando se produce un importante acontecimiento, se inventa la “rueda de
agua” utilizada para convertir la energía de los ríos en fuerza, para mover
máquinas.
El invento consiste en una simple rueda con paletas montadas sobre un
eje, se coloca vertical o horizontalmente sobre un río para ”capturar” la
energía producida; De sus agua a diferencia de la madera que solo se
desplaza, la rueda usa energía para producir movimiento, y éste es
trasmitido por un eje hasta una máquina, produciendo un trabajo de ésta
manera la energía del agua se utiliza para mover un molino y máquinas.
Las turbinas hidráulicas son equipos que convierten la energía Hidráulica
en energía mecánica; ésta conversión de energía se efectúa una vez que el
flujo de agua choca contra los alabes de un rodete. Las turbinas hidráulicas
se construyen de acuerdo a la caída neta del embalse en el cual se utilizará;
a éste efecto se dividen en tres tipos:
Turbinas Pelton: se utilizan en presas de grandes caídas (de 200 a
2000 mts).
Turbinas Kaplan: se utilizan cuando la caída es baja (de 5 a 15 mts).
Turbinas Francis: se construyen para caídas medias y bajas (de
30.5 a 457 mts) con una potencia notable, éste tipo es el que se
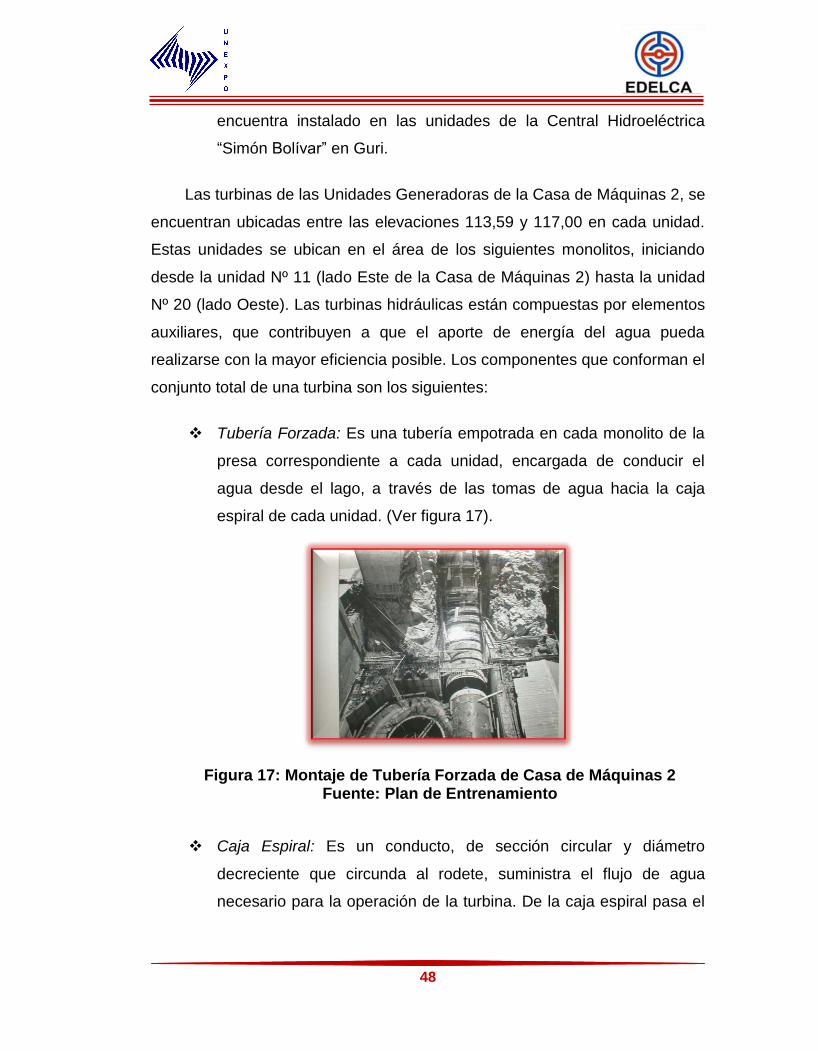
48
encuentra instalado en las unidades de la Central Hidroeléctrica
“Simón Bolívar” en Guri.
Las turbinas de las Unidades Generadoras de la Casa de Máquinas 2, se
encuentran ubicadas entre las elevaciones 113,59 y 117,00 en cada unidad.
Estas unidades se ubican en el área de los siguientes monolitos, iniciando
desde la unidad Nº 11 (lado Este de la Casa de Máquinas 2) hasta la unidad
Nº 20 (lado Oeste). Las turbinas hidráulicas están compuestas por elementos
auxiliares, que contribuyen a que el aporte de energía del agua pueda
realizarse con la mayor eficiencia posible. Los componentes que conforman el
conjunto total de una turbina son los siguientes:
Tubería Forzada: Es una tubería empotrada en cada monolito de la
presa correspondiente a cada unidad, encargada de conducir el
agua desde el lago, a través de las tomas de agua hacia la caja
espiral de cada unidad. (Ver figura 17).
Caja Espiral: Es un conducto, de sección circular y diámetro
decreciente que circunda al rodete, suministra el flujo de agua
necesario para la operación de la turbina. De la caja espiral pasa el
Figura 17: Montaje de Tubería Forzada de Casa de Máquinas 2 Fuente: Plan de Entrenamiento
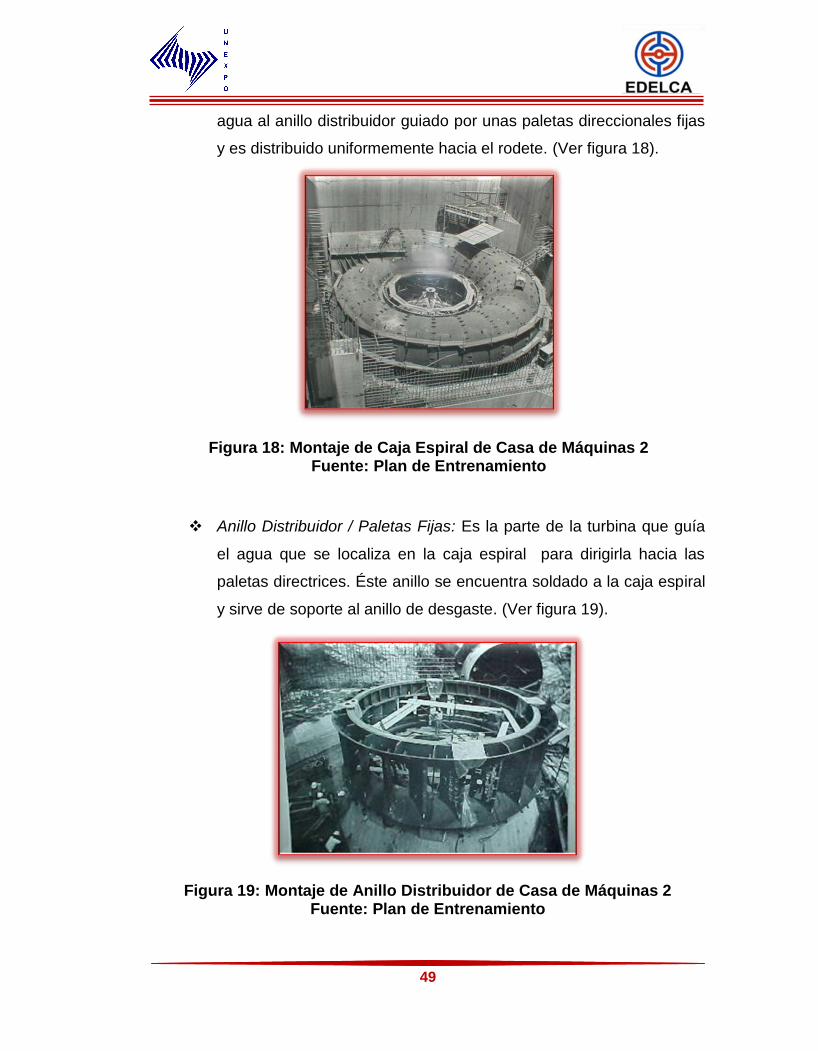
49
agua al anillo distribuidor guiado por unas paletas direccionales fijas
y es distribuido uniformemente hacia el rodete. (Ver figura 18).
Anillo Distribuidor / Paletas Fijas: Es la parte de la turbina que guía
el agua que se localiza en la caja espiral para dirigirla hacia las
paletas directrices. Éste anillo se encuentra soldado a la caja espiral
y sirve de soporte al anillo de desgaste. (Ver figura 19).
Figura 18: Montaje de Caja Espiral de Casa de Máquinas 2 Fuente: Plan de Entrenamiento
Figura 19: Montaje de Anillo Distribuidor de Casa de Máquinas 2 Fuente: Plan de Entrenamiento
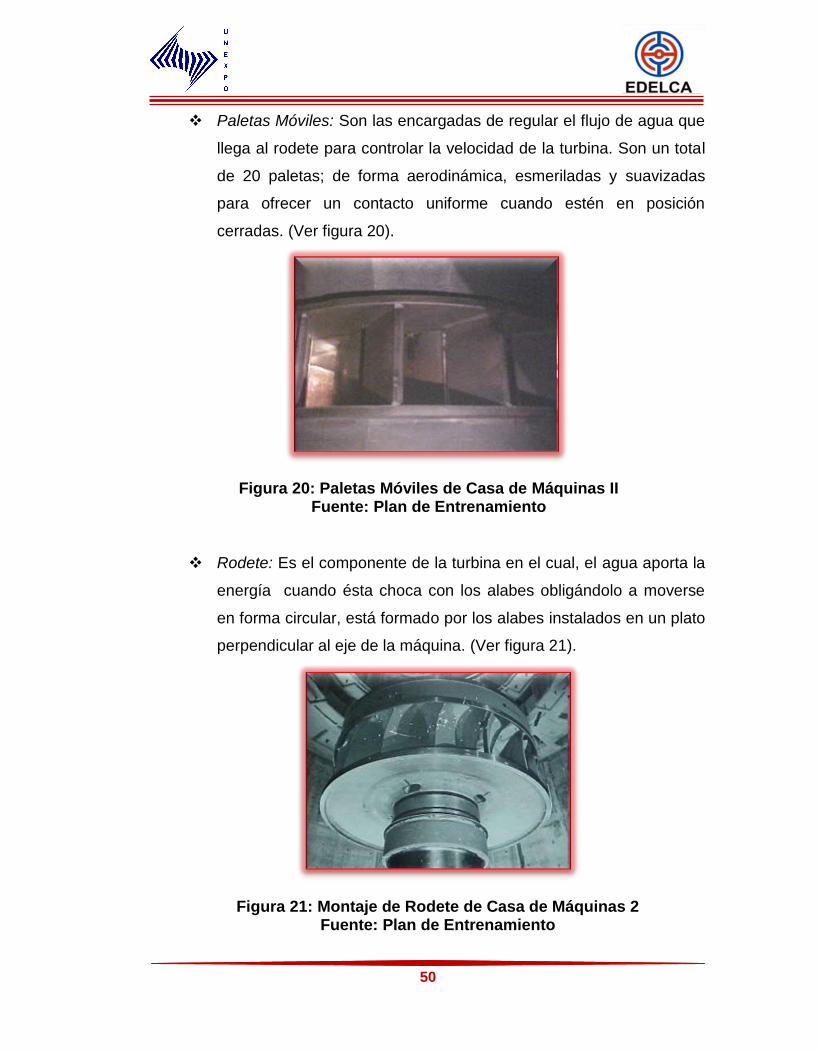
50
Paletas Móviles: Son las encargadas de regular el flujo de agua que
llega al rodete para controlar la velocidad de la turbina. Son un total
de 20 paletas; de forma aerodinámica, esmeriladas y suavizadas
para ofrecer un contacto uniforme cuando estén en posición
cerradas. (Ver figura 20).
Rodete: Es el componente de la turbina en el cual, el agua aporta la
energía cuando ésta choca con los alabes obligándolo a moverse
en forma circular, está formado por los alabes instalados en un plato
perpendicular al eje de la máquina. (Ver figura 21).
Figura 20: Paletas Móviles de Casa de Máquinas II Fuente: Plan de Entrenamiento
Figura 21: Montaje de Rodete de Casa de Máquinas 2 Fuente: Plan de Entrenamiento
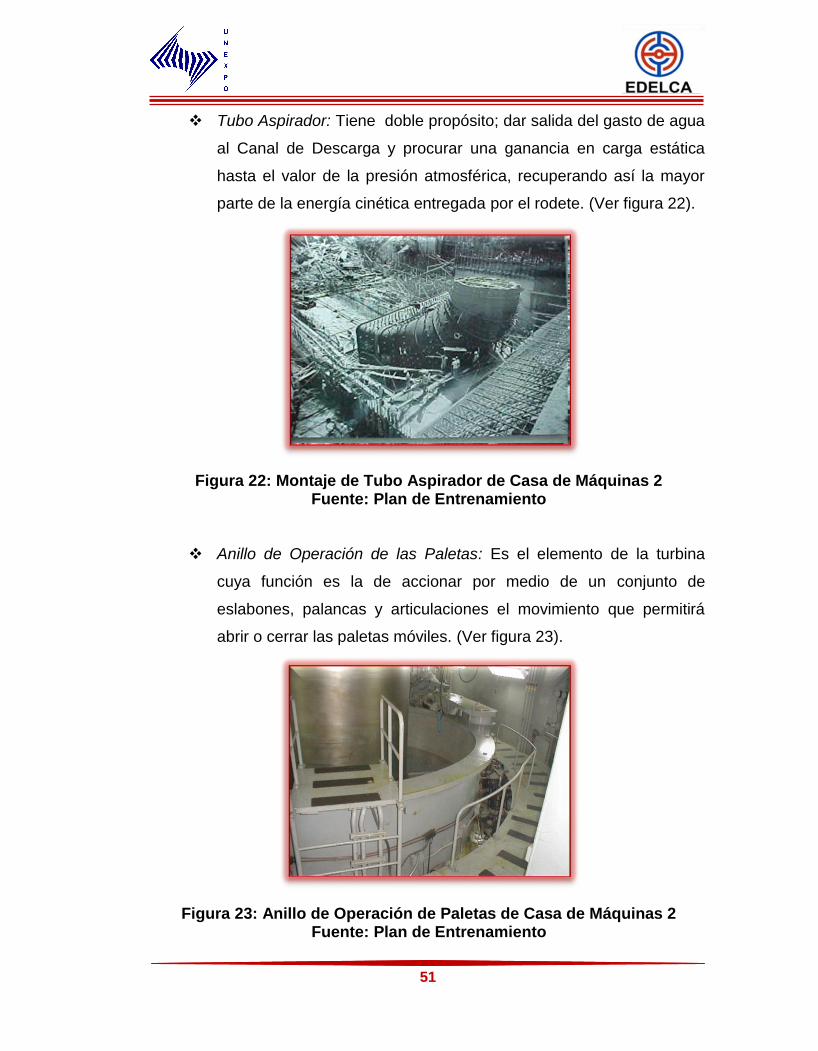
51
Tubo Aspirador: Tiene doble propósito; dar salida del gasto de agua
al Canal de Descarga y procurar una ganancia en carga estática
hasta el valor de la presión atmosférica, recuperando así la mayor
parte de la energía cinética entregada por el rodete. (Ver figura 22).
Anillo de Operación de las Paletas: Es el elemento de la turbina
cuya función es la de accionar por medio de un conjunto de
eslabones, palancas y articulaciones el movimiento que permitirá
abrir o cerrar las paletas móviles. (Ver figura 23).
Figura 22: Montaje de Tubo Aspirador de Casa de Máquinas 2 Fuente: Plan de Entrenamiento
Figura 23: Anillo de Operación de Paletas de Casa de Máquinas 2 Fuente: Plan de Entrenamiento
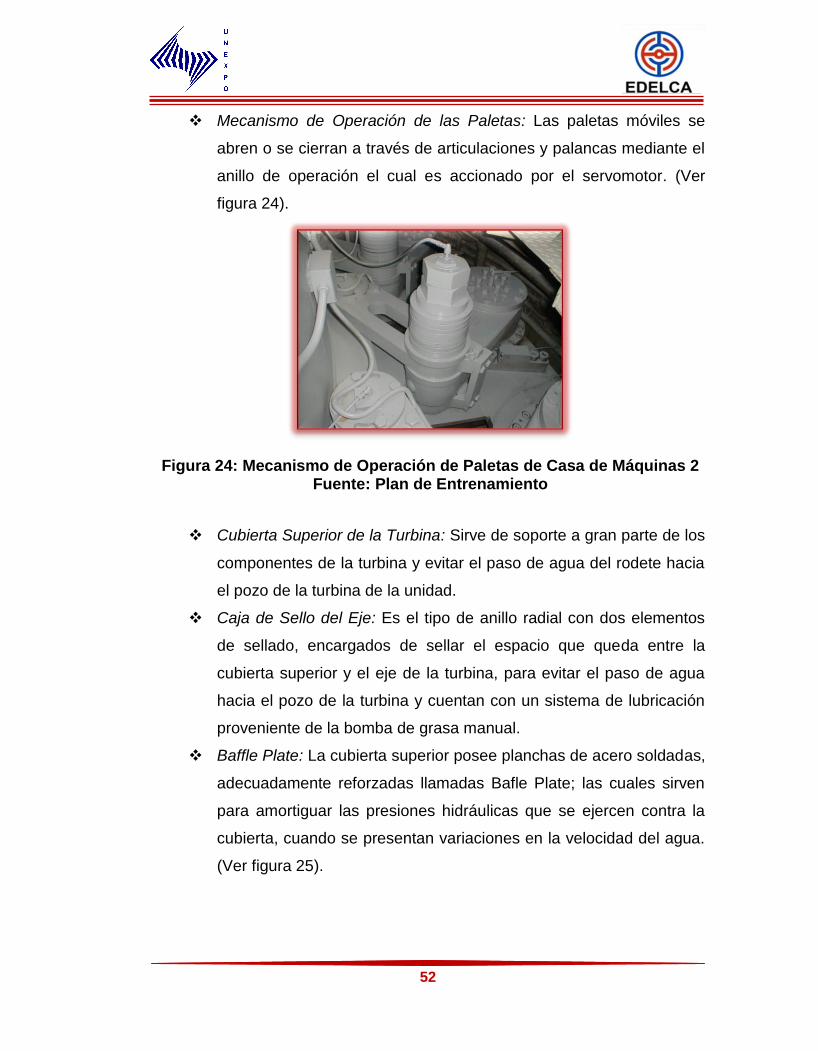
52
Mecanismo de Operación de las Paletas: Las paletas móviles se
abren o se cierran a través de articulaciones y palancas mediante el
anillo de operación el cual es accionado por el servomotor. (Ver
figura 24).
Cubierta Superior de la Turbina: Sirve de soporte a gran parte de los
componentes de la turbina y evitar el paso de agua del rodete hacia
el pozo de la turbina de la unidad.
Caja de Sello del Eje: Es el tipo de anillo radial con dos elementos
de sellado, encargados de sellar el espacio que queda entre la
cubierta superior y el eje de la turbina, para evitar el paso de agua
hacia el pozo de la turbina y cuentan con un sistema de lubricación
proveniente de la bomba de grasa manual.
Baffle Plate: La cubierta superior posee planchas de acero soldadas,
adecuadamente reforzadas llamadas Bafle Plate; las cuales sirven
para amortiguar las presiones hidráulicas que se ejercen contra la
cubierta, cuando se presentan variaciones en la velocidad del agua.
(Ver figura 25).
Figura 24: Mecanismo de Operación de Paletas de Casa de Máquinas 2 Fuente: Plan de Entrenamiento
53
Eje de la Turbina: Es el que transmite el movimiento mecánico
producido en la turbina al generador. El sistema total del eje consta
de dos secciones independientes, el eje de la turbina y el eje del
generador que están empernados a través de las bridas de acero.
Cojinete Guía de la Turbina: Es el conjunto de pastillas o cojines de
acero diseñados para mantener la verticalidad y centrado del eje de
la turbina por medio del ajuste que tienen con éste. (Ver figura 26).
Figura 25: Esquema del Baffle Plate de Casa de Máquinas 2 Fuente: Plan de Entrenamiento
Figura 26: Cojinete Guía de la Turbina de Casa de Máquinas 2 Fuente: Plan de Entrenamiento
54
Detector de Vibración: Es el equipo que mide y monitorea el
desplazamiento del eje de la turbina. Éste dispositivo indica el
desplazamiento directamente en los sentidos de los ejes X e Y.
Detector de Temperatura: Está constituido por RTD´s y Relés
térmicos usados para medir y proteger los cojinetes, a fin de evitar
que estos presenten daños por altas temperatura. (Ver figura 27).
Interruptor Diferencial De Presión: Es el equipo encargado de
comparar la diferencia de presión entre el abastecimiento de agua
del sello del eje y la presión del agua en la cubierta superior.
Detector de Nivel de Aceite: Está diseñado para la medición remota,
alarma y control automático del nivel del aceite del cojinete guía de
la turbina. Actualmente se cuenta con dos tipos de detectores de
nivel en la Casa de Máquinas 2; uno del tipo flotador (unidades 11,
12, 13, 15, 16,18 a 20) y otro del tipo Transceiver (unidades 14 y
17).
Figura 27: Detector de Temperatura de la Turbina de Casa de Máquinas 2 Fuente: Plan de Entrenamiento
55
FUNCIONAMIENTO DE LA TURBINA
Al abrir el límite de paletas hasta un 20%, la energía hidráulica que se
encuentra almacenada en la represa desciende por la tubería forzada hacia la
caja espiral que se encarga de distribuir uniformemente la presión de agua en
el rodete, a través de las paletas fijas y directrices.
Una vez que el agua choca con los alabes del rodete es centralizada por
el anillo desde la misma y desciende hacia el tubo aspirador para su descarga
hacia aguas abajo.
La turbina inicia el movimiento aumentando su velocidad a medida que
se van abriendo las paletas, las cuales están controladas por el gobernador a
través de una señal eléctrica recibida del generador de imanes permanentes
(P.M.G). Una vez que la velocidad en la turbina llega a 112,5 r.p.m, el P.M.G
envía una señal de tensión para energizar al solenoide del actuador del
gobernador, para que éste por intermedio de la válvula distribuidora
suministre aceite a los servomotores para mantener abiertas las paletas y
mantener girando la turbina en 112,5 r.p.m.
GLOSARIO DE TÉRMINOS
Acciones: Muestra las actividades que se emprenderán a objeto de
mantener el Indicador en los valores de aceptación establecidos.
Acción Correctiva (AC): Acción tomada para eliminar la causa de
una no conformidad detectada u otra situación indeseable.
Acción Preventiva (AP): Acción tomada para eliminar la causa de
una no conformidad potencial u otra situación potencialmente
indeseable.
56
Aliviadero: estructura de descarga de los excedentes que llegan al
embalse, los cuales no se desean almacenar.
Anomalía: Desviación o irregularidad en cuanto al comportamiento
normal referencial de un objeto técnico.
Caja Espiral: Mantiene constante la velocidad del flujo a la entrada
del rodete. Está constituida por placas de acero templado y recocido
de alta resistencia.
Calidad: Grado en que un conjunto de características inherentes
cumple con los requisitos.
Capacidad Instalada: es la capacidad instalada se refiere al volumen
de producción que se puede obtener con los recursos disponibles de
una compañía en determinado.
Casa de Máquinas: Es la construcción en donde se ubican las
máquinas y los elementos de regulación y comando.
Central Hidroeléctrica: es aquella que utiliza energía hidráulica para
la generación de energía eléctrica. Son el resultado actual de la
evolución de los antiguos molinos que aprovechaban la corriente de
los ríos para mover una rueda.
Compuerta de Toma: Su finalidad es permitir el suministro de agua a
la turbina; el agua pasa a través de una boca de toma, la cual tiene
una rejilla para evitar el paso de objetos grandes, el sistema de
operación está ubicado en los llamados módulos de las compuertas.
Confiabilidad: Probabilidad de un equipo y/o sistemas de operar sin
fallas durante un tiempo determinado en las condiciones de
funcionamiento requeridas.
Control de Gestión: El control de gestión es un proceso que sirve
para guiar la gestión empresarial hacia los objetivos de la
organización y un instrumento para evaluarla.
Coordinación: Grado de organización y cooperación en las distintas
actividades destinadas para alcanzar un objetivo común.
57
Corporación Eléctrica Nacional: CORPOELEC es una empresa
operadora estatal adscrita al Ministerio del Poder Popular para la
Energía y Petróleo, encargada de la realización de las actividades
de generación, transmisión, distribución y comercialización de
potencia y energía eléctrica.
Evaluación: Medir y realizar el seguimiento del proceso, para a partir
de éste análisis, encontrar e implantar acciones que ayuden a
conseguir los objetivos del proceso, así como conseguir la mejora
continua.
Excitatriz: Cumple con la función de excitar el rotor de manera que
éste produzca el flujo magnético necesario para inducir la tensión en
los arrollados del estator con el rotor en movimiento.
Falla: Pérdida de la capacidad de un equipo para realizar la función
requerida; es el funcionamiento u operación anormal, parcial o total
de las partes tangible o intangible de un Equipo o Sistema para la
que fue diseñado, esto implica parada total del objeto técnico.
Generador: Es el encargado de tomar la energía mecánica
suministrada por la turbina y transformarla en energía eléctrica,
mediante un proceso de conversión electromagnética.
Gestión: Actividades coordinadas para dirigir y controlar una
organización.
Gobernador: La función principal del gobernador es la de controlar la
velocidad de la turbina hidráulica; éste factor es importante para
mantener el valor de frecuencia de la energía eléctrica generada, y
por lo tanto en el control de la potencia activa.
Ingeniería de Mantenimiento: Es la rama de la Ingeniería que se
encarga de gerenciar, diagnosticar y resolver situaciones planteadas
en el diseño y administración del mantenimiento, de instalaciones
industriales a pequeña, mediana y gran escala; con propósito de
eficiencia y productividad.
58
Líneas de Transmisión: es una estructura material utilizada para
dirigir la transmisión de energía en forma de ondas
electromagnéticas, comprendiendo el todo o una parte de la
distancia entre dos lugares que se comunican.
Mantenimiento: son todas las acciones que tienen como objetivo
mantener un artículo o restaurarlo a un estado en el cual pueda
llevar a cabo alguna función requerida.
Mejora: Son actividades orientadas a restablecer, actualizar o
incrementar las condiciones físicas y de funcionamiento de los
equipos, sistemas e instalaciones en operación asociados al
Sistema de Generación de Energía Eléctrica.
Mejoramiento Continuo: Proceso de mejora del sistema de gestión
para alcanzar un mayor desarrollo de la gestión.
Parámetros de Calidad: son las especificaciones que se deben
cumplir, manteniendo un mínimo y un máximo, pero siempre
buscando tener el promedio, el parámetro te indicará hasta donde es
aceptable, a partir de que se acepta y hasta qué grado es aceptable.
Plan: Es el documento que proporciona la estructura general para
organizar y desarrollar un proyecto, esboza el cómo, qué, por qué,
dónde y quién, especificando las fases y recursos asociados al
mismo, para garantizar la consistencia con los objetivos del
proyecto.
Planificación: Consiste en establecer metas y desarrollar estrategias,
lineamientos, políticas, procedimientos o programas para garantizar
la ejecución de las actividades de mantenimiento.
Planificar: Establecer los objetivos y procesos necesarios para
conseguir resultados de acuerdo con los requisitos del cliente y la
política de la organización.
Reporte de Anomalía: Reporte que se emite a los Departamentos de
Mantenimiento para denunciar una desviación o irregularidad en
59
cuanto al comportamiento normal referencial de un equipo, sistema
o instalación de las Centrales Hidroeléctricas de EDELCA.
Sistema de Administración de Operaciones (SAO): Sistema de
Administración de Operaciones para las Centrales Hidroeléctricas;
es una aplicación basada en tecnología Web, para el apoyo de los
procesos de administración de operaciones.
Unidad Generadora: Conjunto formado por una máquina generadora
y equipos asociados a ésta. Para los casos de Casas de Máquinas
Macagua 2 y Caruachi, se incluye el terminal de salida del
interruptor del lado de baja tensión. Para los casos de Casas de
Máquinas Guri, Macagua I y Macagua III, se incluye la línea
Generador y el transformador elevador.
60
CAPÍTULO IV
MARCO METODOLÓGICO
En toda investigación, debe estar presente la aplicación o utilización de
los conocimientos que se adquieren, además, comprende la descripción,
registro, análisis e interpretación de la naturaleza actual, y la composición o
procesos de los fenómenos, individuos o grupos, con el fin de establecer su
estructura o comportamiento. La investigación descriptiva trabaja sobre
realidades de hechos, y su característica fundamental es la de presentarnos
una interpretación correcta. Su meta no se limita a la recolección de datos,
sino a la predicción e identificación de las relaciones que existen entre dos o
más variables.
Como resultado tenemos que para efectos de ésta investigación, el
Marco Metodológico, es la instancia que alude al momento tecno-operacional
presente en todo proceso de investigación; donde es necesario situar al
detalle, el conjunto de métodos, técnicas y protocolos instrumentales que se
emplearán en el proceso de recolección de los datos requeridos en la
investigación propuesta.
En consecuencia, basados en las características que se desprenden del
problema de investigación y los objetivos pautados al inicio de la misma, en el
Marco Metodológico, se incluirán, los procedimientos operacionales más
apropiados para recopilar, presentar y analizar los datos, con la finalidad de
cumplir con el propósito general de la investigación planteada. En tal sentido,
se desarrollarán importantes aspectos relativos al tipo de estudio y a su
61
diseño de investigación, incorporados en relación a los objetivos
establecidos, que en éste caso se trata de una investigación de tipo proyecto
factible.
TIPO DE INVESTIGACIÓN
En virtud de la necesidad planteada en el problema de investigación
relativo al Desarrollo de Estrategia para Disminuir las Fallas Potenciales en
los Componentes que Conforman el Subsistema Turbinas de las Unidades
Generadoras de la Central Hidroeléctrica “Simón Bolívar”, y en función a los
objetivos perfilados, se señala ésta investigación de tipo Proyecto Factible.
Éste tipo de investigación permite la elaboración de una propuesta de un
modelo operativo viable, o una solución posible, cuyo propósito es satisfacer
una necesidad o solucionar un problema. Los proyectos factibles se deben
elaborar respondiendo a una necesidad específica, ofreciendo soluciones de
manera metodológica.
Es así que el proyecto consiste en la investigación, elaboración y
desarrollo de una propuesta de un modelo operativo viable para solucionar
problemas, requerimientos o necesidades de organización o grupos sociales;
puede referirse a la formulación de políticas, programas, tecnologías,
métodos o procesos.
DISEÑO DE LA INVESTIGACIÓN
Según su finalidad, ésta investigación será descriptiva, ya que éste tipo
de investigación busca especificar propiedades, características y rasgos
importantes de cualquier fenómeno que se analice. La investigación
62
descriptiva trabaja sobre realidades de hechos y su característica
fundamental es la de presentarnos una interpretación correcta.
Los investigadores no son tabuladores, sino que recogen los datos
sobre la base de una hipótesis o teoría, exponen y resumen la información de
manera cuidadosa y luego analizan minuciosamente los resultados, a fin de
extraer generalizaciones significativas que contribuyan al conocimiento.
Para el caso de ésta investigación, esto es posible a través de una
oportuna recolección de los datos, llevada a cabo en el área del
Departamento de Ingeniería de Mantenimiento, con la colaboración del resto
de los departamentos que conforman la planta así como también del Sistema
de Administración de Operaciones (SAO), ya que en estos, se encuentran la
información de los objetos a estudio, haciendo uso de las herramientas y
estrategias que nos permitirán recoger los datos de forma directa.
La aplicación de ésta investigación sustenta una herramienta muy útil y
necesaria para la empresa EDELCA filial de CORPOELEC, División Planta
Guri, ya que permitirá disminuir el número de reportes de anomalías por
fallas producidas en las Unidades Generadoras con la aplicación del Plan de
Mejora que se establecerá a la culminación de dicho trabajo.
POBLACIÓN
La población se define como cualquier conjunto de objetos que tengan
alguna característica común observable y éste pueda ser finito cuando está
conformada por un determinado o limitado número de elementos e infinito
cuando es muy grande y se desconocen sus límites precisos.
63
En el caso que nos ocupa referido al Desarrollo de Estrategia para
Disminuir las Fallas Potenciales en los Componentes que Conforman el
Subsistema Turbinas de las Unidades Generadoras de la Central
Hidroeléctrica “Simón Bolívar”, la Población o Universo de Estudio está
constituido por las veinte Unidades Generadoras que conforman la Central
Hidroeléctrica “Simón Bolívar”.
Es importante recordar que la Planta se encuentra constituida por una
Casa de Máquinas 1, compuesta por Grupo 1 (Unidades 1, 2 y 3), Grupo 2
(Unidades 4, 5 y 6) y Grupo 3 (Unidades 7, 8, 9 y 10). Casa de Máquinas 2,
compuesta por: Grupo Impares (Unidades 11, 13, 15, 17, 19) y Grupo Pares
(Unidades 12, 14, 16, 18, 20)
MUESTRA
La muestra se define como cualquier subconjunto de una población.
Ésta es obtenida con el fin de investigar, a partir del conocimiento de sus
características particulares, las propiedades de toda la población.
Para que la muestra cumpla con éste objetivo, debe ser representativa
del universo de procedencia, es decir, que contenga todos los elementos en
la misma proporción en que existen en el universo del cual se obtuvo. Una
muestra es una parte representativa de una población, cuyas características
deben reproducirse en ellas, lo más exactamente posible.
Dadas las características de la población pequeña y finita, se tomará
como unidad de estudio e investigación el Subsistema Turbinas y sus
componentes críticos, siendo objeto de concentración para el Plan de Mejora,
aquellos componentes que sean arrojados como resultado de la aplicación
de la metodología AMFE.
64
TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE INFORMACIÓN
Las técnicas se refieren a los procedimientos o formas particulares de
obtener los datos o información necesaria para llevar a cabo la investigación.
La aplicación de una técnica conduce a la obtención de una información que
debe ser guardada en un medio material de manera que los datos puedan
ser recuperados, procesados, analizados e interpretados posteriormente. A
dicho soporte se le denomina instrumento.
Las técnicas empleadas para desarrollar la investigación y sus
respectivos instrumentos fueron los siguientes:
Revisión Bibliográfica: Se revisará toda la información bibliográfica
posible relacionada con el tema, la búsqueda se realizará utilizando
amplitud de criterio al seleccionar las palabras claves que
probablemente se relacionen con el tema en estudio.
Paquetes Computarizados: Se emplearán programas
computarizados tales como Microsoft Office, para organizar la
información recopilada, Paquete Open Office de Linux, Project y
PDF.
La entrevista No Estructurada: consiste en la realización de
preguntas sin un formulario determinado, para recopilar información
confiable, basada en el arte de la interrogación directa a una o más
personas vinculadas con el tema de estudio, acerca de los
indicadores de éste,. permitiendo que el entrevistador vaya
efectuando preguntas a medida que se desarrolla la entrevista.
Tormenta de ideas: Técnica de grupo que fomenta la generación de
“nuevas” ideas y promueve el pensamiento o razonamiento no
convencional y creativo. Utilizada para identificar posibles
soluciones de problemas así como oportunidades potenciales de
mejoramiento de la calidad. Ésta técnica se utilizó para determinar
65
cuáles eran los equipos que para cada encuestado resultaban con
más frecuencia de fallas siguiendo su criterio personal.
Consultas Académicas e Industriales: Se realizarán consultas tanto
al tutor académico como al industrial, con el fin de establecer los
parámetros de estudio a realizar, obtener orientación sobre los
pasos a seguir para atacar el problema y contar con asesoría
especializada para aclarar dudas referentes al trabajo de
investigación.
Matriz de Selección y Evaluación: Son arreglos de filas y columnas
donde las primeras constituyen las alternativas (problemas, causas,
soluciones) que requieren ser jerarquizadas y las columnas los
múltiples criterios que conviene utilizar en la selección. Ésta
herramienta fue utilizada para seleccionar el caso de estudio,
siguiendo un determinado grado de importancia según los
encuestados, y posteriormente con los resultados obtenidos
determinar cuáles equipos eran los que mayor cantidad de fallas
presentaban desde el punto de vista de disponibilidad, frecuencia
de falla y confiabilidad.
PROCEDIMIENTO
A fin de minimizar los reportes de anomalías por fallas presentadas en el
Subsistema Turbinas de las Unidades Generadoras de la Central
Hidroeléctrica “Simón Bolívar”, se deben llevar a cabo los objetivos trazados,
de manera que se hace indispensable cumplir con ciertas actividades que
garanticen el cumplimiento de los mismos. Entre ellas podemos mencionar:
Diagnóstico de la situación actual del Subsistema Turbinas, en
cuanto a las fallas recurrentes arrojadas por la data histórica
correspondiente al período 2004 – 2008.
66
Desagregación de los equipos que componen el Subsistema
Turbinas en la tabla dinámica, correspondiente a las anomalías
presentadas por unidad generadora y por año.
Elaboración del gráfico de barras de la tabla dinámica,
correspondiente a las anomalías presentadas por unidad
generadora y por año; con el respetivo análisis para cada una.
Análisis complementario de los resultados arrojados, estructurado
por grupo de máquinas (Grupo Pares, Impares, 1-3, 4-6, 7-10).
Comparación de la matriz de selección con los expertos para
seleccionar el equipo que será sometido a la aplicación de la
metodología.
Entrevistas no estructuradas con el personal de la Sección de
Control de Gestión y los diferentes departamentos que intervienen
en la ejecución de los mantenimientos, a manera de determinar la
situación actual y las causas del problema.
Coordinación con el personal experto acerca de las reuniones o
asesorías técnicas para el desarrollo y aplicación de la metodología.
Desarrollo de la metodología AMFE en el equipo arrojado como
resultado del análisis de recurrencia de fallas.
Analizar los resultados obtenidos en la aplicación de la
metodología, con la colaboración de los expertos en el tema.
Diseño del Plan de Mejora aplicable a los componentes arrojados
como resultado de la metodología AMFE.
PROCESAMIENTO DE LA INFORMACIÓN
Con el objetivo de optimizar la recolección de los datos y garantizar la
claridad de los cálculos, se utilizarán tablas dinámicas elaboradas en hojas
de cálculo de Open Office Calc que contendrán la información necesaria para
67
el desarrollo de los análisis, estas facilitarán el trabajo a la hora de reunirse
con los expertos y permitirán desenvolverse fácilmente en la explicación de la
metodología a aplicar.
A continuación se describen los formatos y tablas que se usarán para
procesar la información recolectada:
Tabla Dinámica N° 1:
La tabla contendrá información indispensable que facilitará el análisis de
recurrencia de fallas. Dicha información será proveniente de la data histórica
proporcionada y en ella se cotejarán las fallas de los equipos que conforman
el Subsistema Turbinas según su recurrencia en cada unidad generadora.
De ésta tabla se derivará el primer vestigio del posible equipo con más
recurrencia de falla. Como valor agregado a ésta tabla, se anexará un gráfico
de barras que permita una mejor visualización de la situación y el
correspondiente análisis.
Tabla Dinámica N° 2:
La tabla contendrá información relativa las fallas presentadas en los
equipos que conforman el Subsistema Turbinas, pero en ésta se cotejarán
los datos por año de ocurrencia en cada equipo. De igual manera, irá
acompañado del respectivo gráfico de barras y el análisis correspondiente.
Tabla Dinámica N° 4:
La tabla contendrá los equipos que conforman el Subsistema Turbinas y
las fallas por unidad, mostrando el equipo con mayor recurrencia de falla en
las Unidades Generadoras de Casa de Máquinas 2.
68
Tabla Dinámica N° 5:
La tabla contendrá los equipos que conforman el Subsistema Turbinas y
las fallas por unidad, mostrando el equipo con mayor recurrencia de falla en
las Unidades Generadoras de Casa de Máquinas 1.
Formato de Trabajo N° 1:
Dicho formato será utilizado exclusivamente para vaciar la información
referente a la aplicación del Análisis Modal de Fallos y Efectos (AMFE). El
mismo contendrá en la parte superior celdas que resguardarán información
como: subsistema, función, grupo de unidad, participantes, equipo, función y
fecha de elaboración.
Seguidamente, se presentará información detallada y precisa acerca de
los componentes del equipo, funciones, modos de fallos, posibles causas y
efectos, controles actuales, índices (probabilidad de ocurrencia, gravedad del
fallo, probabilidad de no detección) y el índice de prioridad de riesgo.
69
CAPÍTULO V
SITUACION ACTUAL
Actualmente no existe en la empresa la aplicación de alguna
metodología que permita determinar a tiempo las fallas potenciales en los
diferentes equipos que conforman los subsistemas existentes dentro de la
División Planta Guri y al mismo tiempo disminuirlas. Aun cuando se tienen
establecidos planes de mantenimientos e instrucciones de trabajo que
fomentan el mantenimiento preventivo, se hace visible la necesidad de
aplicar un Plan de Mejora a los componentes que presenten mayor número
de fallas en su historial.
En base a lo descrito anteriormente, el Departamento de Ingeniería de
Mantenimiento, está abocando los esfuerzos de su Sección Control de
Gestión, a la realización de un seguimiento a los reportes de anomalías,
mediante un proyecto de mejora que permita disminuir las F-015 (Reportes
de anomalías). Éste proyecto presenta dos enfoques, uno correctivo y otro
preventivo. El primer enfoque involucra la colaboración y participación de
todos los departamentos que conforman la División Planta Guri, con éste se
está tratando de reducir la cantidad de anomalías reportadas por los
departamentos, siendo éstas justificadas mediante los siguientes criterios de
clasificación: Departamentos, Investigación, Repuestos, Sin Justificar y Por
Sistema.
Al mismo tiempo éste enfoque considera la recurrencia de las anomalías
reportadas por los departamentos y la antigüedad de las mismas, clasificadas
70
de la siguiente manera: anomalías de 3 meses de antigüedad, de 6 meses,
de 12 meses y de más de 12 meses.
La intención de éste enfoque es buscar la causa raíz del problema,
definir los subsistemas con mayor número de anomalías, presentar posibles
soluciones mediante tormentas de ideas y diagramas causa - efecto, avocar
a los departamentos al cierre de las anomalías pendientes y fomentar en
ellos el hábito de solucionarlas a tiempo de manera que las mismas no se
acumulen.
A consecuencia de ésta desviación se ven afectadas, la Disponibilidad,
Continuidad de Servicio y Confiabilidad del Sistema de Generación.
Adicionalmente, puede originar durante las auditorías de seguimiento
realizadas por el ente certificador, el levantamiento de No Conformidades al
Sistema de Gestión de la Calidad implementado a causa de las desviaciones
en el proceso.
Estas desviaciones del proceso se evidencian a través de la recurrencia
de fallas y los reportes de anomalías, lo cual tiene gran incidencia en el
desarrollo normal de las actividades. Las mismas, pueden ser encontradas
en los Reportes de Anomalías emitidos por el Departamento de Operaciones
al Departamento de Mantenimiento, a través del Sistema de Administración
de Operaciones (SAO), según la Instrucción de Trabajo de Gestionar
Reportes de Anomalías.
Como consecuencia de éste problema resulta evidente, la necesidad de
aplicación de una técnica sistemática y exhaustiva que permita la predicción
de problemas, es decir, que se adelante y prevenga los posibles fallos que
puedan surgir antes de que aparezcan, evitando costos negativos
innecesarios que pudieran afectar el producto.
71
El segundo enfoque es el preventivo e involucra la aplicación de la
metodología AMFE, la cual requiere la colaboración de los expertos en los
equipos involucrados en el estudio (para éste caso Turbinas) y la utilización
de la data histórica de las anomalías presentadas por los mismos.
Adicionalmente, éste enfoque será aplicado para el resto de los
subsistemas que confirman Central Hidroeléctrica “Simón Bolívar”, y su
intención es disminuir los reportes de anomalías mediante el estudio de las
recurrencia de fallas, aplicando un Plan de Mejora a los componentes
críticos, de manera que se pueda atacar a tiempo las fallas.
Con el fin de determinar las posibles razones o causas, por las cuales
se acumulan de manera descontrolada las F-015 o reportes de anomalías, se
utilizó el diagrama causa – efecto, el cual permitió analizar y estudiar las
posibles soluciones al problema, mediante la consideración de todas las
causas reales y potenciales y no solamente las más obvias y simples.
La aplicación de ésta herramienta dentro de las organizaciones, permite
tomar decisiones acertadas, además de motivar el análisis y la discusión
grupal, de manera que cada trabajador pueda ampliar su comprensión del
problema, visualizar las razones, identificar las posibles soluciones y
organizar planes de acción. (Ver figura 28).
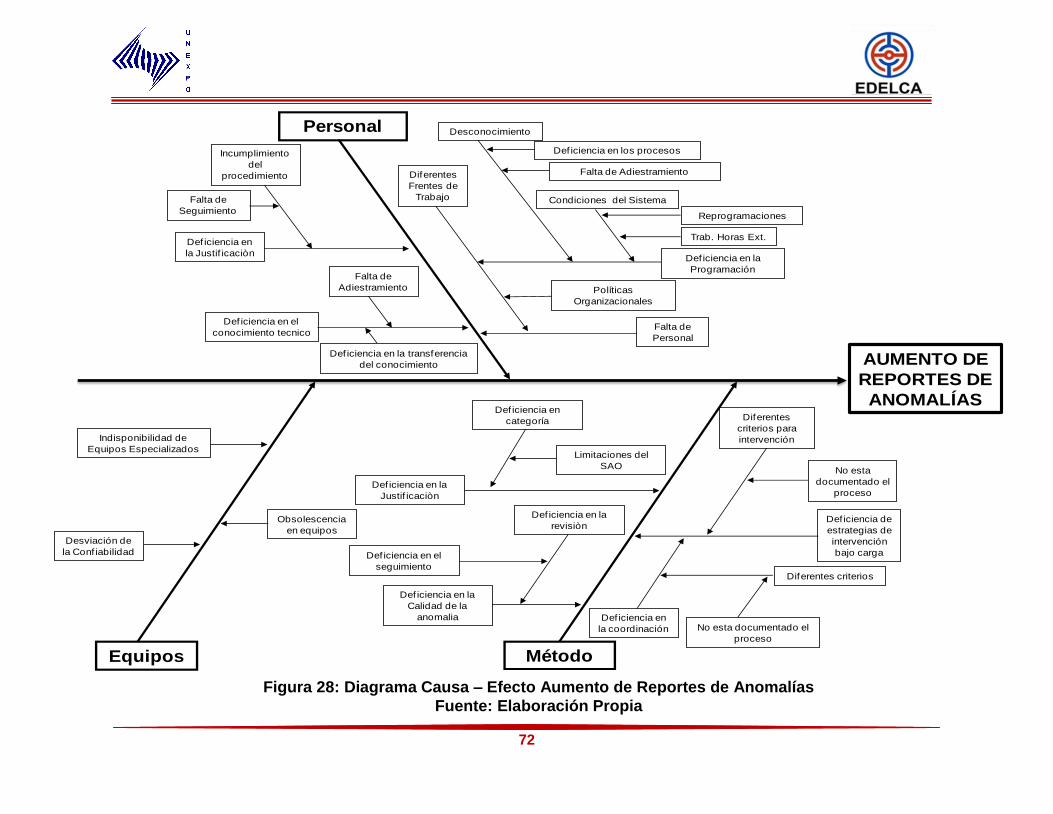
72
Figura 28: Diagrama Causa – Efecto Aumento de Reportes de Anomalías
Fuente: Elaboración Propia
AUMENTO DE
REPORTES DE
ANOMALÍAS
Personal
Falta de
Personal
Diferentes
Frentes de
Trabajo
Políticas
Organizacionales
Def iciencia en la
Programación
Desconocimiento
Def iciencia en los procesos
Falta de Adiestramiento
Condiciones del Sistema
Reprogramaciones
Trab. Horas Ext.Def iciencia en
la Justif icaciòn
Incumplimiento
del
procedimiento
Falta de
Seguimiento
Def iciencia en el
conocimiento tecnico
Falta de
Adiestramiento
Def iciencia en la transferencia
del conocimiento
Método
Def iciencia de
estrategias de
intervención
bajo carga
Def iciencia en
la coordinación
Diferentes criterios
No esta documentado el
proceso
Diferentes
criterios para
intervención
No esta
documentado el
procesoDef iciencia en la
Justif icaciòn
Def iciencia en
categoría
Limitaciones del
SAO
Def iciencia en la
Calidad de la
anomalia
Def iciencia en la
revisiòn
Def iciencia en el
seguimiento
Equipos
Obsolescencia
en equiposDesviación de
la Conf iabilidad
Indisponibilidad de
Equipos Especializados
73
CAPÍTULO VI
PRESENTACIÓN Y ANÁLISIS DE RESULTADOS
La metodología AMFE, aplicada en los componentes del Subsistema
Turbinas, permitió el reconocimiento de los equipos con mayor criticidad y
anomalías reportadas, lo que sirvió de base para la formulación de un Plan
de Mejora que se presentará en la situación propuesta.
Ésta metodología, ofrece un enfoque analítico al gestionar los modos de
fallos potenciales y sus causas asociadas. Al tener en cuenta posibles fallos
en el diseño de seguridad, coste, rendimiento, calidad o resistencia, se puede
obtener una gran cantidad de información sobre como alterar los procesos
para evitar estos fallos.
Además, otorga una herramienta sencilla para determinar qué riesgo es
el más importante, y por lo tanto que acción es necesaria para prevenir el
problema antes de que ocurra. El desarrollo de estas especificaciones
asegura que el producto cumplirá los requisitos definidos.
Al analizar los resultados del AMFE se deberá actuar en aquellos puntos
prioritarios. Estos puntos son los que tienen un Índice de Prioridad de Riesgo
elevado y los de Índice de Gravedad más grande. Las acciones que se
realizan como consecuencia del análisis del resultado del AMFE se pueden
orientar en: reducir el peligro de los efectos del modo de fallo, reducir la
probabilidad de ocurrencia, aumentar la probabilidad de localización.
74
Una interpretación errónea puede provenir de: no haber identificado
todas las funciones o prestaciones del objeto de estudio, o bien, no
corresponden dichas funciones con las necesidades y expectativas del
usuario o cliente, no considerar todos los modos de fallo potenciales por
creer que alguno de ellos no podría darse nunca, realizar una identificación
de Causas posibles superficial, un cálculo de los índices de incidencia y
detección basados en probabilidades no suficientemente contrastadas con
los datos históricos de productos/servicios semejantes.
En éste capítulo se presenta el análisis de los resultados, producto del
desarrollo de los objetivos a través de la técnica de recolección de datos
aplicada con el fin de demostrar la factibilidad y logro de la investigación.
ANÁLISIS DE RECURRENCIA DE FALLAS DEL SUBSISTEMA TURBINAS
PARA EL PERÍODO 2004-2008
En éste análisis se pudieron apreciar los datos contenidos en el histórico
de los componentes, lógicamente ordenados y filtrados, a través de varios
enfoques, cada uno acompañado de su respectivo gráfico y análisis:
Análisis por Unidades Generadoras:
El mismo se obtuvo a través de una tabla dinámica, en la cual se
conjugaron las Unidades Generadoras y los equipos que integran el
Subsistema Turbinas. A través de éste, se logró cuantificar las anomalías
reportadas para cada unidad en el respectivo equipo, de manera que se
puede apreciar el total de anomalías contenidas en la data y el desglose de
los subtotales para cada unidad generadora. (Ver tablas 1 y 2).
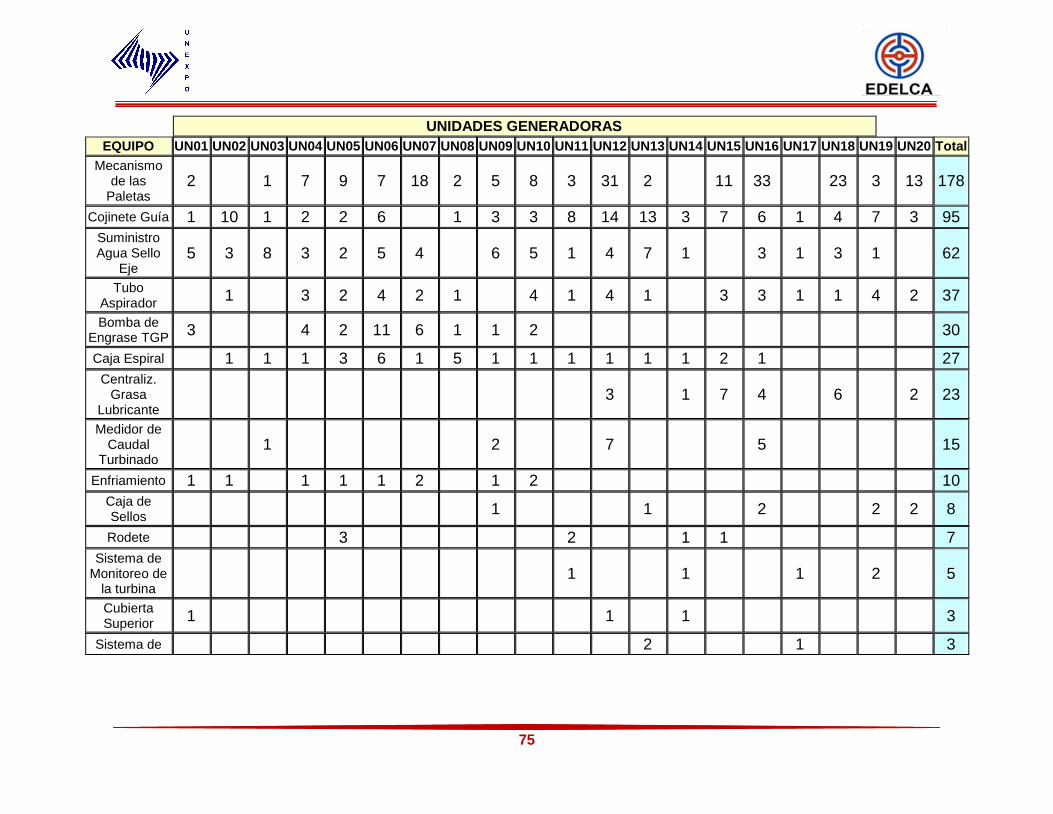
75
UNIDADES GENERADORAS
EQUIPO UN01 UN02 UN03 UN04 UN05 UN06 UN07 UN08 UN09 UN10 UN11 UN12 UN13 UN14 UN15 UN16 UN17 UN18 UN19 UN20 Total
Mecanismo de las
Paletas 2
1 7 9 7 18 2 5 8 3 31 2
11 33
23 3 13 178
Cojinete Guía 1 10 1 2 2 6
1 3 3 8 14 13 3 7 6 1 4 7 3 95
Suministro Agua Sello
Eje 5 3 8 3 2 5 4
6 5 1 4 7 1
3 1 3 1
62
Tubo Aspirador
1
3 2 4 2 1
4 1 4 1
3 3 1 1 4 2 37
Bomba de Engrase TGP
3
4 2 11 6 1 1 2
30
Caja Espiral
1 1 1 3 6 1 5 1 1 1 1 1 1 2 1
27
Centraliz. Grasa
Lubricante 3
1 7 4
6
2 23
Medidor de Caudal
Turbinado 1
2
7
5
15
Enfriamiento 1 1
1 1 1 2
1 2
10
Caja de Sellos
1
1
2
2 2 8
Rodete
3
2
1 1
7
Sistema de Monitoreo de
la turbina 1
1
1
2
5
Cubierta Superior
1
1
1
3
Sistema de
2
1
3
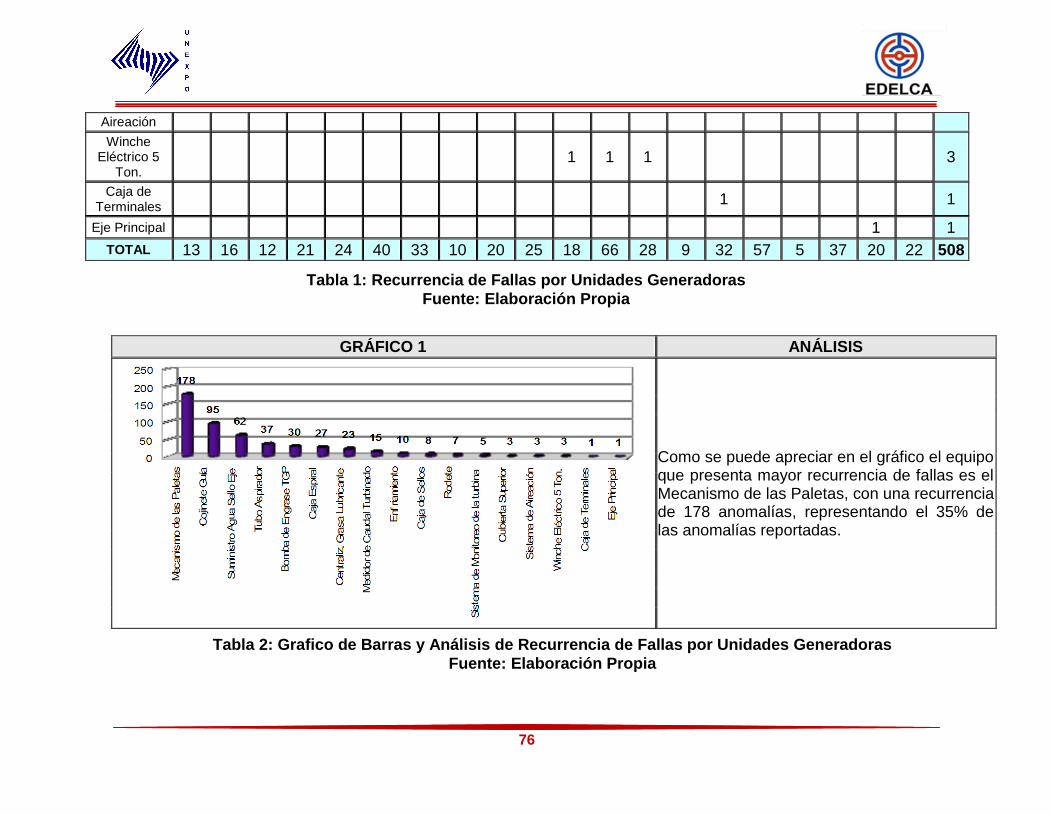
76
Aireación
Winche Eléctrico 5
Ton. 1 1 1
3
Caja de Terminales
1
1
Eje Principal
1
1
TOTAL 13 16 12 21 24 40 33 10 20 25 18 66 28 9 32 57 5 37 20 22 508
GRÁFICO 1 ANÁLISIS
Como se puede apreciar en el gráfico el equipo que presenta mayor recurrencia de fallas es el Mecanismo de las Paletas, con una recurrencia de 178 anomalías, representando el 35% de las anomalías reportadas.
Tabla 1: Recurrencia de Fallas por Unidades Generadoras
Fuente: Elaboración Propia
Tabla 2: Grafico de Barras y Análisis de Recurrencia de Fallas por Unidades Generadoras
Fuente: Elaboración Propia
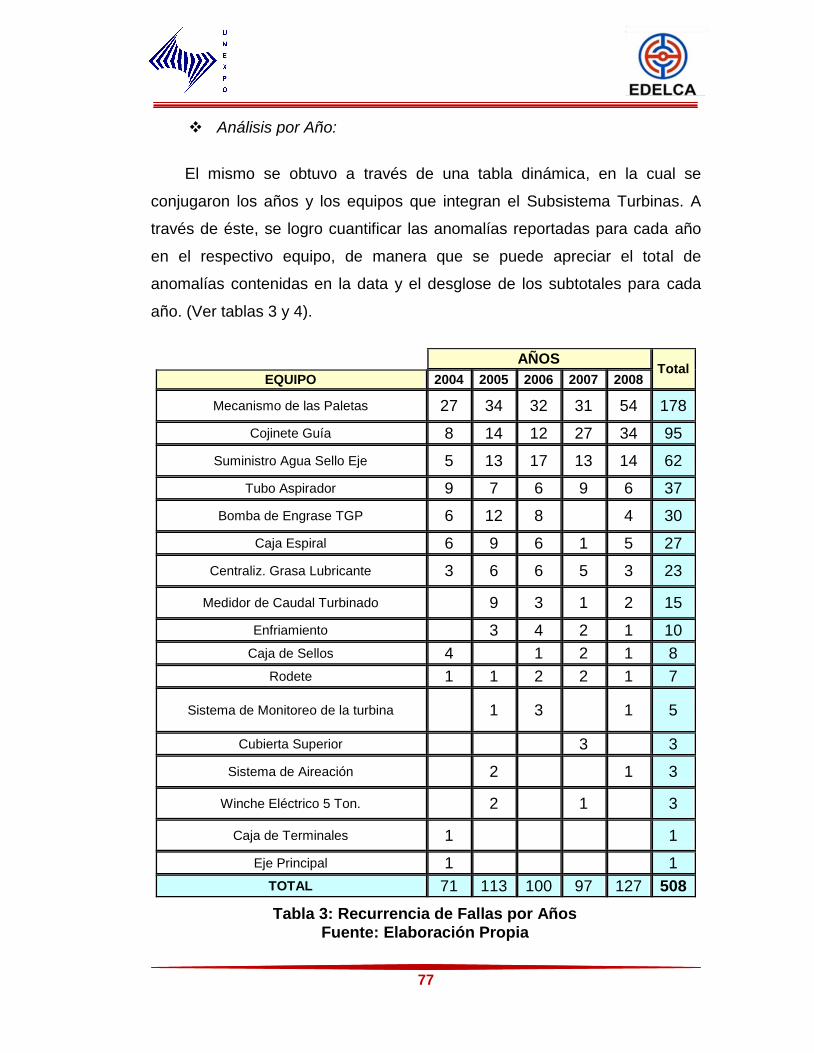
77
Análisis por Año:
El mismo se obtuvo a través de una tabla dinámica, en la cual se
conjugaron los años y los equipos que integran el Subsistema Turbinas. A
través de éste, se logro cuantificar las anomalías reportadas para cada año
en el respectivo equipo, de manera que se puede apreciar el total de
anomalías contenidas en la data y el desglose de los subtotales para cada
año. (Ver tablas 3 y 4).
AÑOS
Total EQUIPO 2004 2005 2006 2007 2008
Mecanismo de las Paletas 27 34 32 31 54 178
Cojinete Guía 8 14 12 27 34 95
Suministro Agua Sello Eje 5 13 17 13 14 62
Tubo Aspirador 9 7 6 9 6 37
Bomba de Engrase TGP 6 12 8
4 30
Caja Espiral 6 9 6 1 5 27
Centraliz. Grasa Lubricante 3 6 6 5 3 23
Medidor de Caudal Turbinado
9 3 1 2 15
Enfriamiento
3 4 2 1 10
Caja de Sellos 4
1 2 1 8
Rodete 1 1 2 2 1 7
Sistema de Monitoreo de la turbina
1 3
1 5
Cubierta Superior
3
3
Sistema de Aireación
2
1 3
Winche Eléctrico 5 Ton.
2
1
3
Caja de Terminales 1
1
Eje Principal 1
1
TOTAL 71 113 100 97 127 508
Tabla 3: Recurrencia de Fallas por Años Fuente: Elaboración Propia
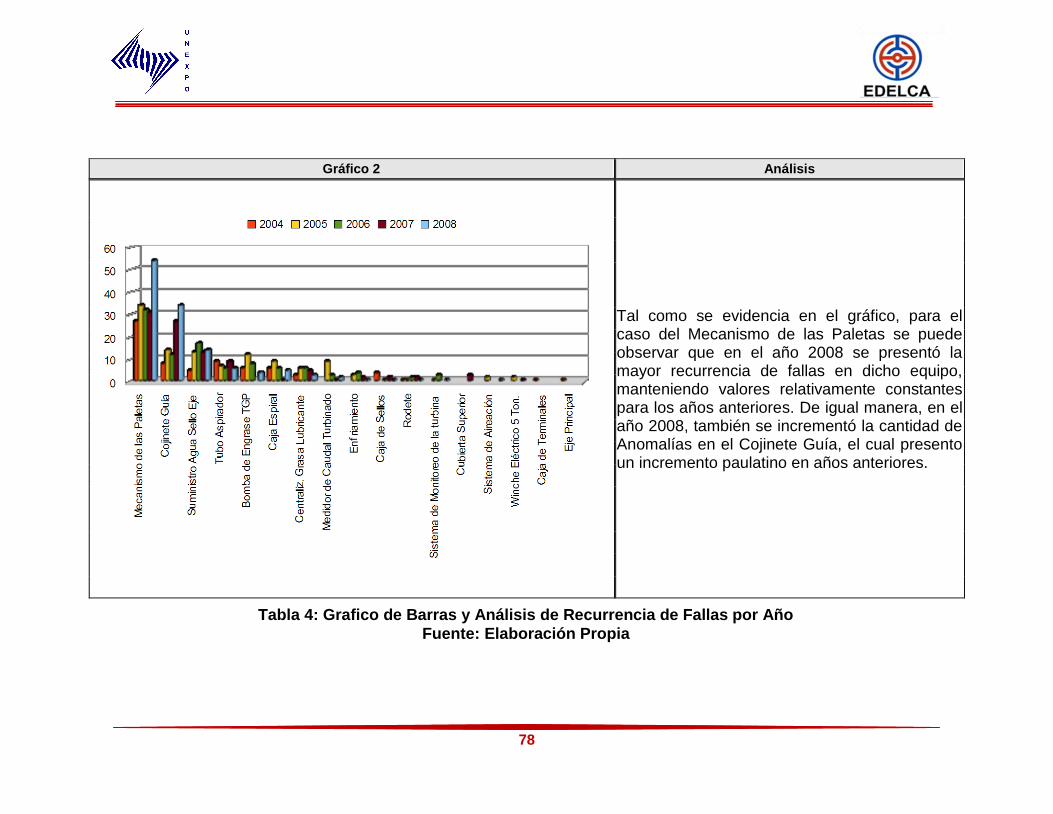
78
Gráfico 2 Análisis
Tal como se evidencia en el gráfico, para el caso del Mecanismo de las Paletas se puede observar que en el año 2008 se presentó la mayor recurrencia de fallas en dicho equipo, manteniendo valores relativamente constantes para los años anteriores. De igual manera, en el año 2008, también se incrementó la cantidad de Anomalías en el Cojinete Guía, el cual presento un incremento paulatino en años anteriores.
Tabla 4: Grafico de Barras y Análisis de Recurrencia de Fallas por Año
Fuente: Elaboración Propia
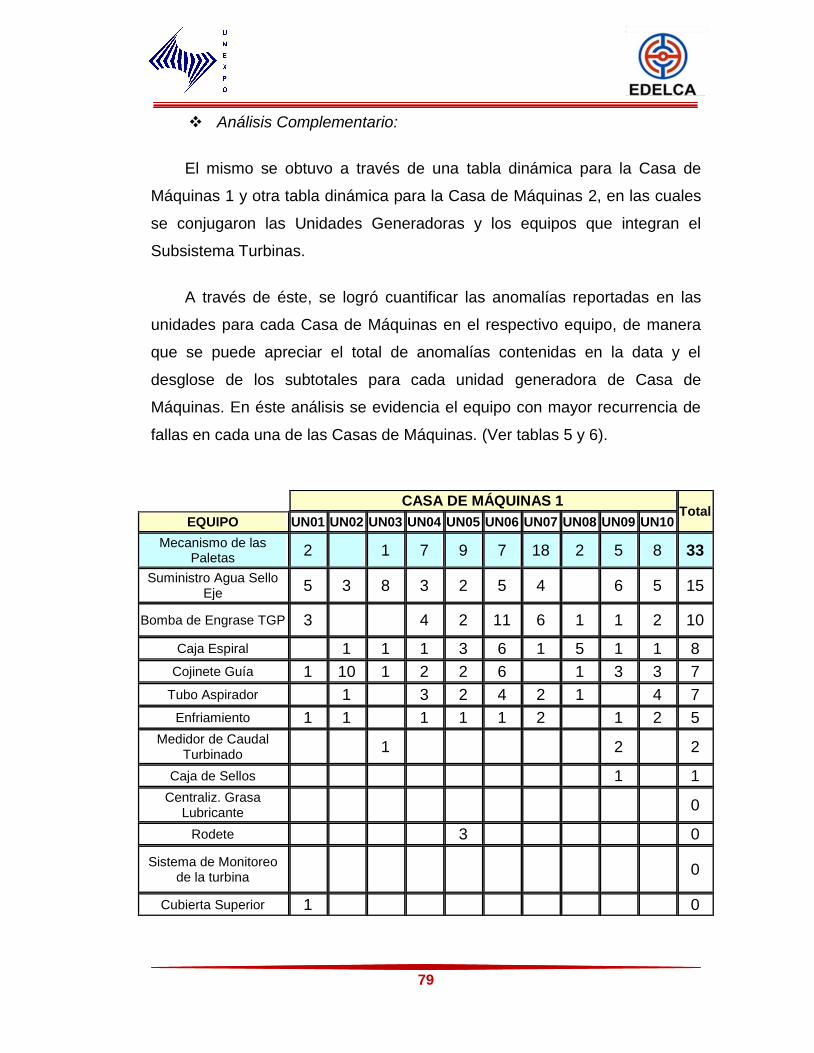
79
Análisis Complementario:
El mismo se obtuvo a través de una tabla dinámica para la Casa de
Máquinas 1 y otra tabla dinámica para la Casa de Máquinas 2, en las cuales
se conjugaron las Unidades Generadoras y los equipos que integran el
Subsistema Turbinas.
A través de éste, se logró cuantificar las anomalías reportadas en las
unidades para cada Casa de Máquinas en el respectivo equipo, de manera
que se puede apreciar el total de anomalías contenidas en la data y el
desglose de los subtotales para cada unidad generadora de Casa de
Máquinas. En éste análisis se evidencia el equipo con mayor recurrencia de
fallas en cada una de las Casas de Máquinas. (Ver tablas 5 y 6).
CASA DE MÁQUINAS 1
Total EQUIPO UN01 UN02 UN03 UN04 UN05 UN06 UN07 UN08 UN09 UN10
Mecanismo de las Paletas
2
1 7 9 7 18 2 5 8 33
Suministro Agua Sello Eje
5 3 8 3 2 5 4
6 5 15
Bomba de Engrase TGP 3
4 2 11 6 1 1 2 10
Caja Espiral
1 1 1 3 6 1 5 1 1 8
Cojinete Guía 1 10 1 2 2 6
1 3 3 7
Tubo Aspirador
1
3 2 4 2 1
4 7
Enfriamiento 1 1
1 1 1 2
1 2 5
Medidor de Caudal Turbinado
1
2
2
Caja de Sellos
1
1
Centraliz. Grasa Lubricante
0
Rodete
3
0
Sistema de Monitoreo de la turbina
0
Cubierta Superior 1
0
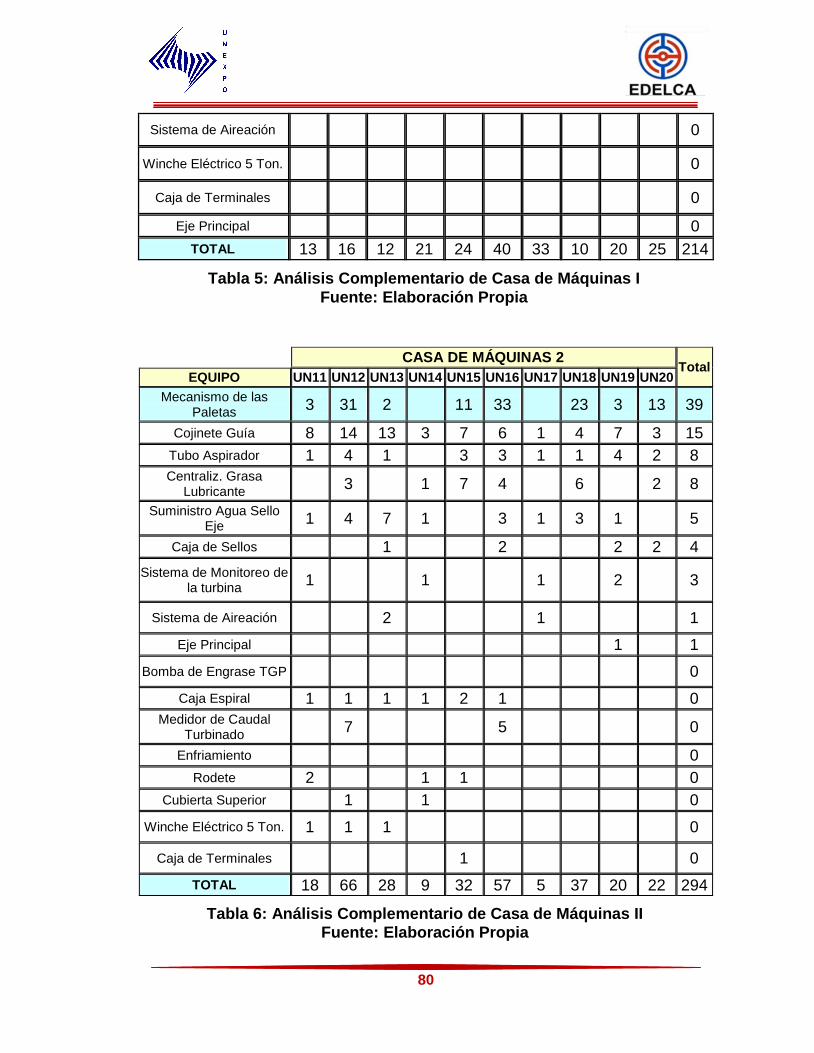
80
Sistema de Aireación
0
Winche Eléctrico 5 Ton.
0
Caja de Terminales
0
Eje Principal
0
TOTAL 13 16 12 21 24 40 33 10 20 25 214
CASA DE MÁQUINAS 2
Total EQUIPO UN11 UN12 UN13 UN14 UN15 UN16 UN17 UN18 UN19 UN20
Mecanismo de las Paletas
3 31 2
11 33
23 3 13 39
Cojinete Guía 8 14 13 3 7 6 1 4 7 3 15
Tubo Aspirador 1 4 1
3 3 1 1 4 2 8
Centraliz. Grasa Lubricante
3
1 7 4
6
2 8
Suministro Agua Sello Eje
1 4 7 1
3 1 3 1
5
Caja de Sellos
1
2
2 2 4
Sistema de Monitoreo de la turbina
1
1
1
2
3
Sistema de Aireación
2
1
1
Eje Principal
1
1
Bomba de Engrase TGP
0
Caja Espiral 1 1 1 1 2 1
0
Medidor de Caudal Turbinado
7
5
0
Enfriamiento
0
Rodete 2
1 1
0
Cubierta Superior
1
1
0
Winche Eléctrico 5 Ton. 1 1 1
0
Caja de Terminales
1
0
TOTAL 18 66 28 9 32 57 5 37 20 22 294
Tabla 5: Análisis Complementario de Casa de Máquinas I
Fuente: Elaboración Propia
Tabla 6: Análisis Complementario de Casa de Máquinas II Fuente: Elaboración Propia
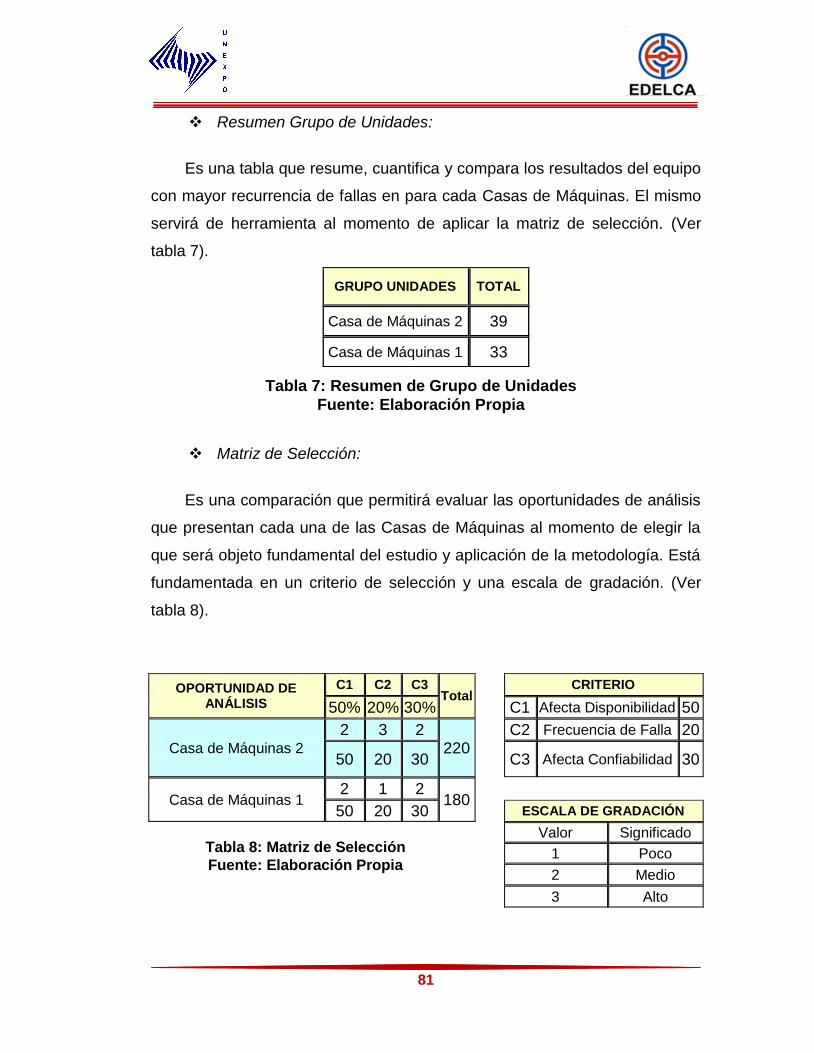
81
Resumen Grupo de Unidades:
Es una tabla que resume, cuantifica y compara los resultados del equipo
con mayor recurrencia de fallas en para cada Casas de Máquinas. El mismo
servirá de herramienta al momento de aplicar la matriz de selección. (Ver
tabla 7).
Matriz de Selección:
Es una comparación que permitirá evaluar las oportunidades de análisis
que presentan cada una de las Casas de Máquinas al momento de elegir la
que será objeto fundamental del estudio y aplicación de la metodología. Está
fundamentada en un criterio de selección y una escala de gradación. (Ver
tabla 8).
OPORTUNIDAD DE ANÁLISIS
C1 C2 C3 Total
CRITERIO
50% 20% 30%
C1 Afecta Disponibilidad 50
Casa de Máquinas 2
2 3 2 220
C2 Frecuencia de Falla 20
50 20 30
C3 Afecta Confiabilidad 30
Casa de Máquinas 1 2 1 2
180 50 20 30
ESCALA DE GRADACIÓN
Valor Significado
1 Poco
2 Medio
3 Alto
GRUPO UNIDADES TOTAL
Casa de Máquinas 2 39
Casa de Máquinas 1 33
Tabla 7: Resumen de Grupo de Unidades
Fuente: Elaboración Propia
Tabla 8: Matriz de Selección
Fuente: Elaboración Propia
82
Conclusiones Generales del Análisis de Recurrencia de Fallas:
La realización del análisis de recurrencia de fallas permitió determinar el
equipo que presenta mayor recurrencia de fallas, para el caso del
Subsistema Turbinas es el Mecanismo de las Paletas. Adicionalmente con la
aplicación de la matriz de selección, se llegó a la conclusión que el Análisis
Modal de Fallos y Efecto (AMFE) tiene mayor prioridad en las unidades que
se ubican en la Casa de Máquinas 2, esto debido fundamentalmente a que
ésta presenta mayor frecuencia de falla que la Casa de Máquinas 1. De igual
manera, la implantación de ésta metodología determinará las fallas
potenciales y las acciones de mejora para disminuir la probabilidad de
ocurrencia.
ANÁLISIS MODAL DE FALLOS Y EFECTOS (AMFE) DIVISIÓN PLANTA
GURI TURBINAS
A continuación se presentará de forma dinámica y esquemática la
información recolectada durante la aplicación de la metodología AMFE, la
misma sirvió como base para la concepción del Plan de Mejora y las
acciones en tomar en los casos pertinentes.
En éste punto, es relevante destacar que, para la consolidación de éste
análisis, se requirió la colaboración del personal del Departamento de
Mantenimiento Mecánico, así como también de los expertos en Turbinas
específicamente.
El análisis modal de fallos y efectos, refleja información clave para la
aplicación de la metodología, como lo es la función del subsistema a
estudiar, el área donde se aplicará la metodología, los participantes, el
equipo, sus funciones, la fecha de elaboración y más específicamente los
83
compontes del equipo, funciones de cada uno, potenciales de fallo (modos,
efectos y causas), controles actuales, índices (gravedad de fallo, probabilidad
de ocurrencia, probabilidad de no detección) y por último el índice o nivel de
prioridad de riesgo; todo esto a manera de información general que permita
comprender el funcionamiento de la misma.
El índice o nivel de prioridad de riesgo, se cálculo con una simple
multiplicación lineal, como se índica en el marco teórico de ésta
investigación, una vez que al experto se le presentaron los criterios de
decisión para cada uno de estos aspectos. Es de gran importancia destacar
que, estos valores son subjetivos, ya que se basan en las experiencias de los
expertos con el equipo y su historial de fallos.
Adicionalmente se resaltan los componentes que, según la metodología
y el conocimiento del experto, son los que ameritan la aplicación del Plan de
Mejora.
Se debe enfatizar una realidad, y es que, actualmente existe gran
debilidad en la industria, en la mejora continua, lo que trae como
consecuencia desviaciones en el proceso, variaciones en el presupuesto,
desmejora en la calidad de los productos. La herramienta que se presenta a
continuación, brinda tanto a los mantenedores como a los planificadores, un
respaldo y garantía del trabajo que se va a realizar, proporcionado mayor
confiablidad en los equipos y alargando la vida útil de los mismo, al tiempo
que provee fallas potenciales que puedan ocasionar retrabajos y costos
indirectos. (Ver tabla 9).
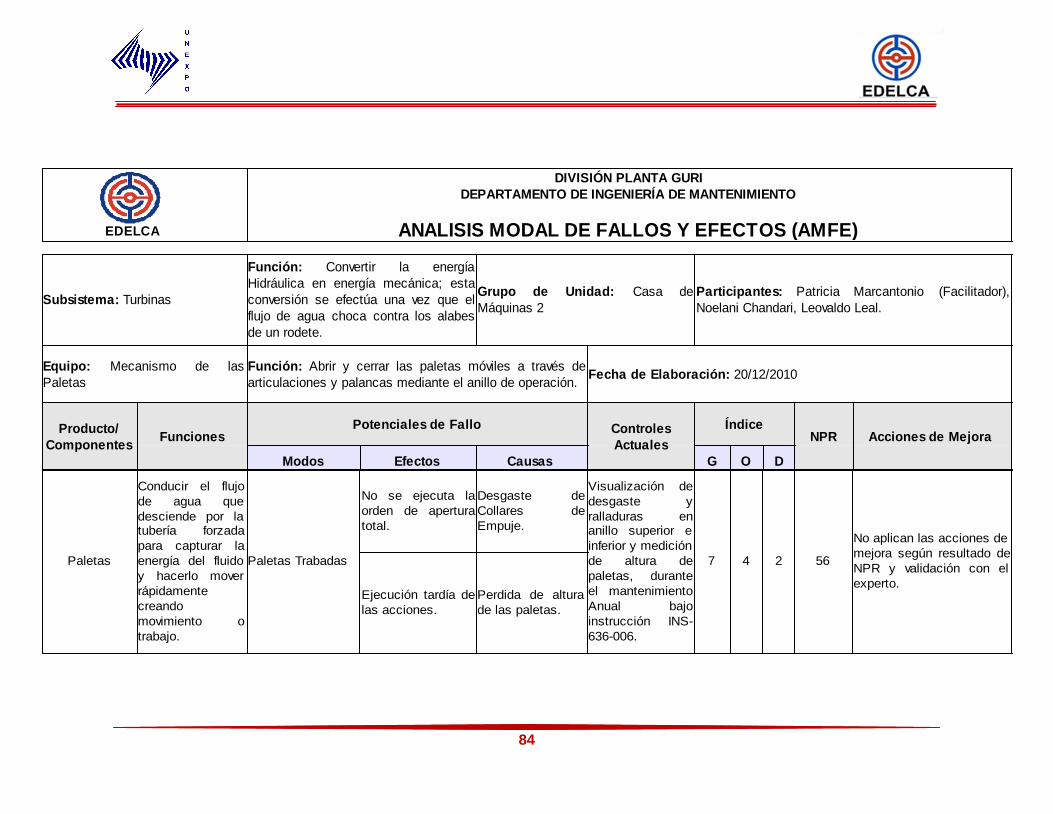
84
FuncionesPotenciales de Fallo Índice
NPR Acciones de Mejora
Modos Efectos Causas G O D
DIVISIÓN PLANTA GURI
DEPARTAMENTO DE INGENIERÍA DE MANTENIMIENTO
ANALISIS MODAL DE FALLOS Y EFECTOS (AMFE)
Subsistema: Turbinas
Función: Convertir la energía
Hidráulica en energía mecánica; esta
conversión se efectúa una vez que el
flujo de agua choca contra los alabes
de un rodete.
Grupo de Unidad: Casa de
Máquinas 2
Participantes: Patricia Marcantonio (Facilitador),
Noelani Chandari, Leovaldo Leal.
Equipo: Mecanismo de las
Paletas
Función: Abrir y cerrar las paletas móviles a través de
articulaciones y palancas mediante el anillo de operación.Fecha de Elaboración: 20/12/2010
Producto/
Componentes
Controles
Actuales
EDELCA
Paletas Paletas Trabadas 7 4 2 56
Conducir el flujo
de agua que
desciende por la tubería forzada
para capturar la
energía del fluido
y hacerlo mover
rápidamente
creando
movimiento o
trabajo.
No se ejecuta la
orden de apertura
total.
Desgaste de
Collares de
Empuje.
Visualización de
desgaste y
ralladuras en anillo superior e
inferior y medición
de altura de
paletas, durante
el mantenimiento
Anual bajo
instrucción INS-
636-006.
No aplican las acciones de
mejora según resultado de
NPR y validación con el
experto.Ejecución tardía de
las acciones.
Perdida de altura
de las paletas.
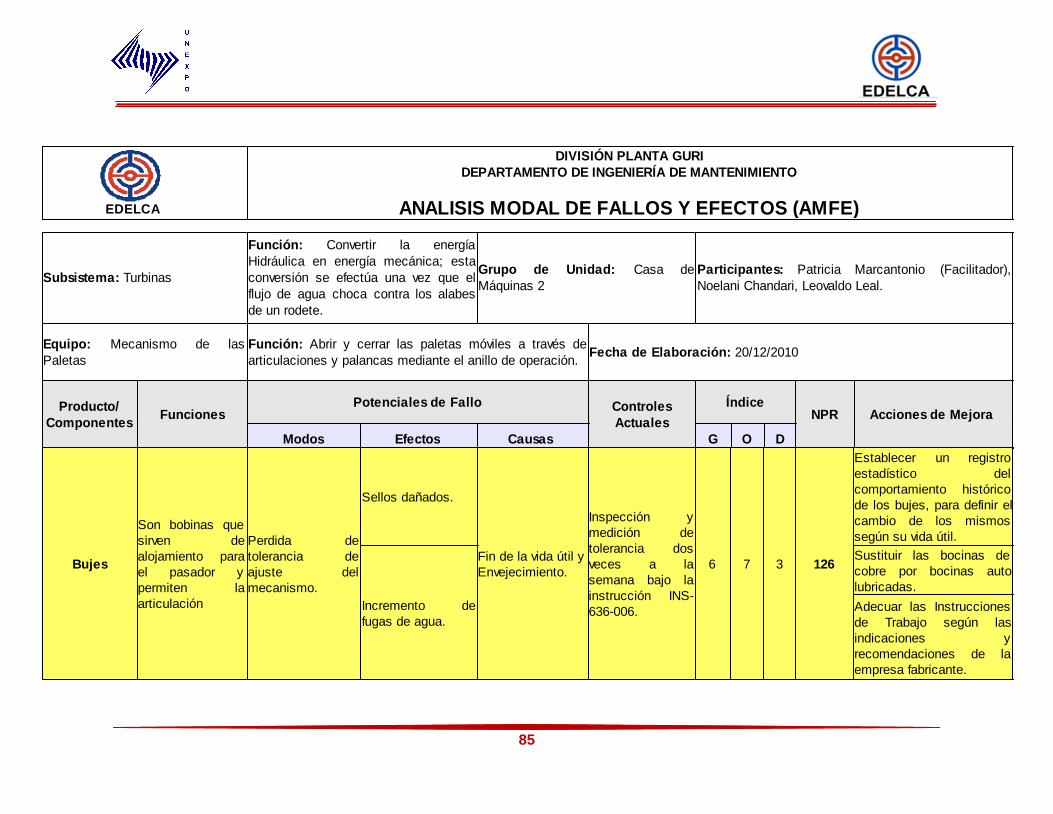
85
FuncionesPotenciales de Fallo Índice
NPR Acciones de Mejora
Modos Efectos Causas G O D
DIVISIÓN PLANTA GURI
DEPARTAMENTO DE INGENIERÍA DE MANTENIMIENTO
ANALISIS MODAL DE FALLOS Y EFECTOS (AMFE)
Subsistema: Turbinas
Función: Convertir la energía
Hidráulica en energía mecánica; esta
conversión se efectúa una vez que el
flujo de agua choca contra los alabes
de un rodete.
Grupo de Unidad: Casa de
Máquinas 2
Participantes: Patricia Marcantonio (Facilitador),
Noelani Chandari, Leovaldo Leal.
Equipo: Mecanismo de las
Paletas
Función: Abrir y cerrar las paletas móviles a través de
articulaciones y palancas mediante el anillo de operación.Fecha de Elaboración: 20/12/2010
Producto/
Componentes
Controles
Actuales
EDELCA
Bujes
Sellos dañados.
6 7 3 126
Son bobinas que
sirven de
alojamiento para
el pasador y
permiten la
articulación
Perdida de
tolerancia de
ajuste del
mecanismo.
Fin de la vida útil y
Envejecimiento.
Inspección y
medición de
tolerancia dos
veces a la
semana bajo la
instrucción INS-
636-006.
Establecer un registro
estadístico del
comportamiento histórico
de los bujes, para definir el
cambio de los mismos
según su vida útil.
Incremento de
fugas de agua.
Sustituir las bocinas de
cobre por bocinas auto
lubricadas.
Adecuar las Instrucciones
de Trabajo según las
indicaciones y
recomendaciones de la
empresa fabricante.
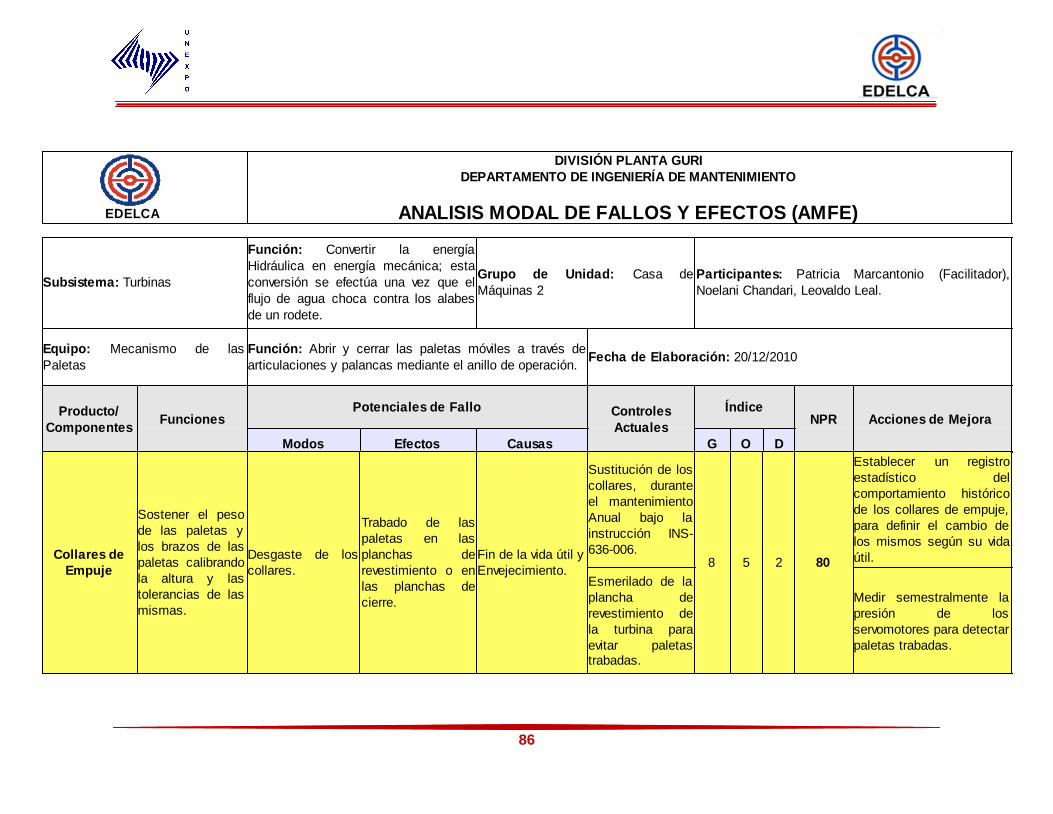
86
FuncionesPotenciales de Fallo Índice
NPR Acciones de Mejora
Modos Efectos Causas G O D
DIVISIÓN PLANTA GURI
DEPARTAMENTO DE INGENIERÍA DE MANTENIMIENTO
ANALISIS MODAL DE FALLOS Y EFECTOS (AMFE)
Subsistema: Turbinas
Función: Convertir la energía
Hidráulica en energía mecánica; esta
conversión se efectúa una vez que el
flujo de agua choca contra los alabes
de un rodete.
Grupo de Unidad: Casa de
Máquinas 2
Participantes: Patricia Marcantonio (Facilitador),
Noelani Chandari, Leovaldo Leal.
Equipo: Mecanismo de las
Paletas
Función: Abrir y cerrar las paletas móviles a través de
articulaciones y palancas mediante el anillo de operación.Fecha de Elaboración: 20/12/2010
Producto/
Componentes
Controles
Actuales
EDELCA
8 5 2 80Collares de
Empuje
Sostener el peso
de las paletas y
los brazos de las
paletas calibrando
la altura y las
tolerancias de las
mismas.
Desgaste de los
collares.
Trabado de las
paletas en las
planchas de
revestimiento o en
las planchas de
cierre.
Fin de la vida útil y
Envejecimiento.
Sustitución de los
collares, durante
el mantenimiento
Anual bajo la
instrucción INS-
636-006.
Establecer un registro
estadístico del
comportamiento histórico
de los collares de empuje,
para definir el cambio de
los mismos según su vida
útil.
Esmerilado de la
plancha de
revestimiento de
la turbina para
evitar paletas trabadas.
Medir semestralmente la
presión de los
servomotores para detectar
paletas trabadas.
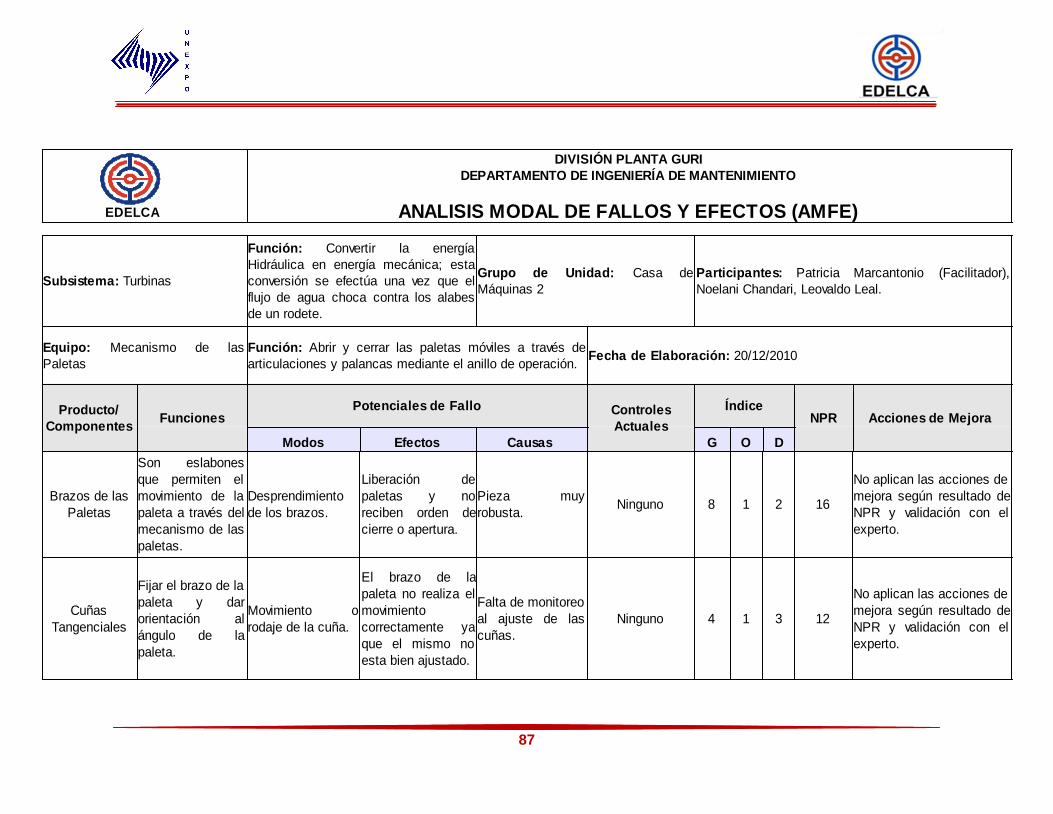
87
FuncionesPotenciales de Fallo Índice
NPR Acciones de Mejora
Modos Efectos Causas G O D
DIVISIÓN PLANTA GURI
DEPARTAMENTO DE INGENIERÍA DE MANTENIMIENTO
ANALISIS MODAL DE FALLOS Y EFECTOS (AMFE)
Subsistema: Turbinas
Función: Convertir la energía
Hidráulica en energía mecánica; esta
conversión se efectúa una vez que el
flujo de agua choca contra los alabes
de un rodete.
Grupo de Unidad: Casa de
Máquinas 2
Participantes: Patricia Marcantonio (Facilitador),
Noelani Chandari, Leovaldo Leal.
Equipo: Mecanismo de las
Paletas
Función: Abrir y cerrar las paletas móviles a través de
articulaciones y palancas mediante el anillo de operación.Fecha de Elaboración: 20/12/2010
Producto/
Componentes
Controles
Actuales
EDELCA
Ninguno 8 1 2 16
Ninguno 4 1 3 12
Brazos de las
Paletas
Son eslabones
que permiten el
movimiento de la
paleta a través del
mecanismo de las
paletas.
Desprendimiento
de los brazos.
Liberación de
paletas y no
reciben orden de
cierre o apertura.
Pieza muy
robusta.
No aplican las acciones de
mejora según resultado de
NPR y validación con el
experto.
Cuñas
Tangenciales
Fijar el brazo de la
paleta y dar
orientación al
ángulo de la
paleta.
Movimiento o
rodaje de la cuña.
El brazo de la
paleta no realiza el
movimiento
correctamente ya
que el mismo no
esta bien ajustado.
Falta de monitoreo
al ajuste de las
cuñas.
No aplican las acciones de
mejora según resultado de
NPR y validación con el
experto.

88
FuncionesPotenciales de Fallo Índice
NPR Acciones de Mejora
Modos Efectos Causas G O D
DIVISIÓN PLANTA GURI
DEPARTAMENTO DE INGENIERÍA DE MANTENIMIENTO
ANALISIS MODAL DE FALLOS Y EFECTOS (AMFE)
Subsistema: Turbinas
Función: Convertir la energía
Hidráulica en energía mecánica; esta
conversión se efectúa una vez que el
flujo de agua choca contra los alabes
de un rodete.
Grupo de Unidad: Casa de
Máquinas 2
Participantes: Patricia Marcantonio (Facilitador),
Noelani Chandari, Leovaldo Leal.
Equipo: Mecanismo de las
Paletas
Función: Abrir y cerrar las paletas móviles a través de
articulaciones y palancas mediante el anillo de operación.Fecha de Elaboración: 20/12/2010
Producto/
Componentes
Controles
Actuales
EDELCA
Pines Fusibles Ninguno 8 3 3 72
Proteger las
paletas móviles, si
un cuerpo extraño
entre ellas
impidiendo su
operación normal,
o al moverse con
dificultad por falta
de engrase, se
deslizan evitando
daños mayores.
Trabado del
eslabón o de los
brazos de las
paletas.
Paleta fuera de
control del
mecanismo de las
paletas.
Material extraño
dentro del
mecanismo de las
paletas.
No aplican las acciones de
mejora según resultado de
NPR y validación con el
experto.
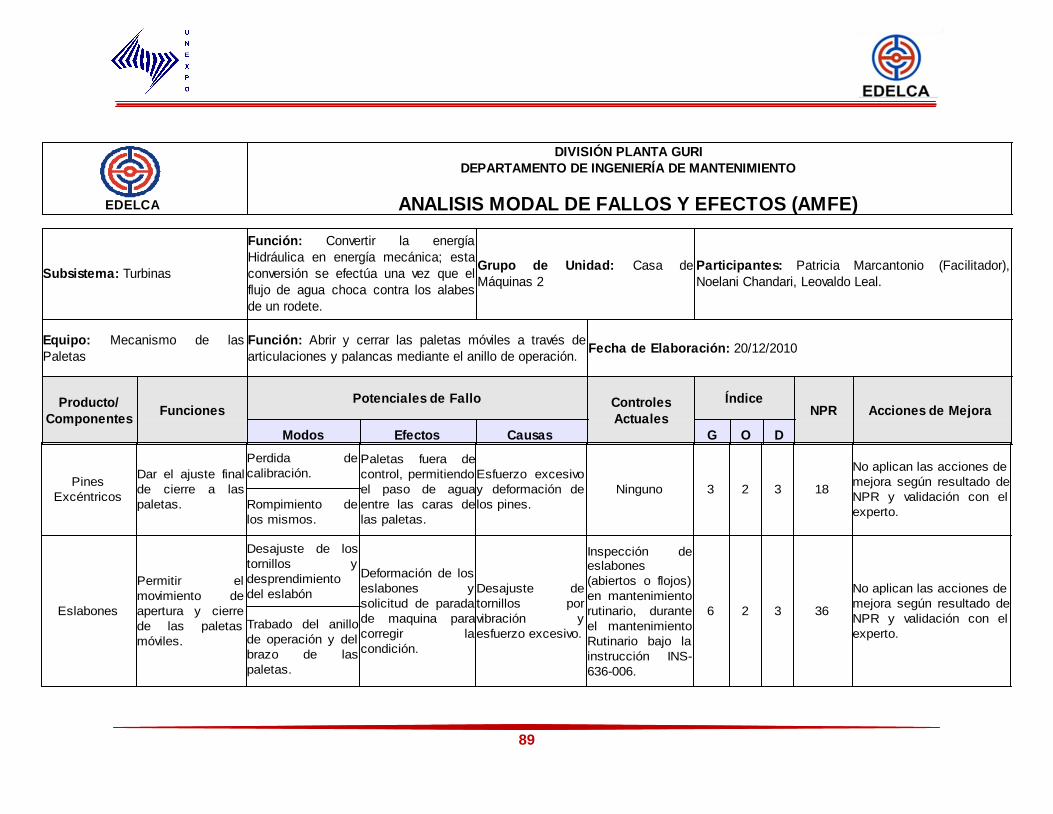
89
FuncionesPotenciales de Fallo Índice
NPR Acciones de Mejora
Modos Efectos Causas G O D
DIVISIÓN PLANTA GURI
DEPARTAMENTO DE INGENIERÍA DE MANTENIMIENTO
ANALISIS MODAL DE FALLOS Y EFECTOS (AMFE)
Subsistema: Turbinas
Función: Convertir la energía
Hidráulica en energía mecánica; esta
conversión se efectúa una vez que el
flujo de agua choca contra los alabes
de un rodete.
Grupo de Unidad: Casa de
Máquinas 2
Participantes: Patricia Marcantonio (Facilitador),
Noelani Chandari, Leovaldo Leal.
Equipo: Mecanismo de las
Paletas
Función: Abrir y cerrar las paletas móviles a través de
articulaciones y palancas mediante el anillo de operación.Fecha de Elaboración: 20/12/2010
Producto/
Componentes
Controles
Actuales
EDELCA
Ninguno 3 2 3 18
Eslabones 6 2 3 36
Pines
Excéntricos
Dar el ajuste final
de cierre a las
paletas.
Perdida de
calibración.Paletas fuera de
control, permitiendo
el paso de agua
entre las caras de
las paletas.
Esfuerzo excesivo
y deformación de
los pines.
No aplican las acciones de
mejora según resultado de
NPR y validación con el
experto.Rompimiento de
los mismos.
Permitir el
movimiento de
apertura y cierre
de las paletas
móviles.
Desajuste de los
tornillos y
desprendimiento
del eslabón
Deformación de los
eslabones y
solicitud de parada
de maquina para
corregir la
condición.
Desajuste de
tornillos por
vibración y
esfuerzo excesivo.
Inspección de eslabones
(abiertos o flojos)
en mantenimiento
rutinario, durante
el mantenimiento
Rutinario bajo la
instrucción INS-
636-006.
No aplican las acciones de
mejora según resultado de
NPR y validación con el
experto.Trabado del anillo
de operación y del
brazo de las
paletas.
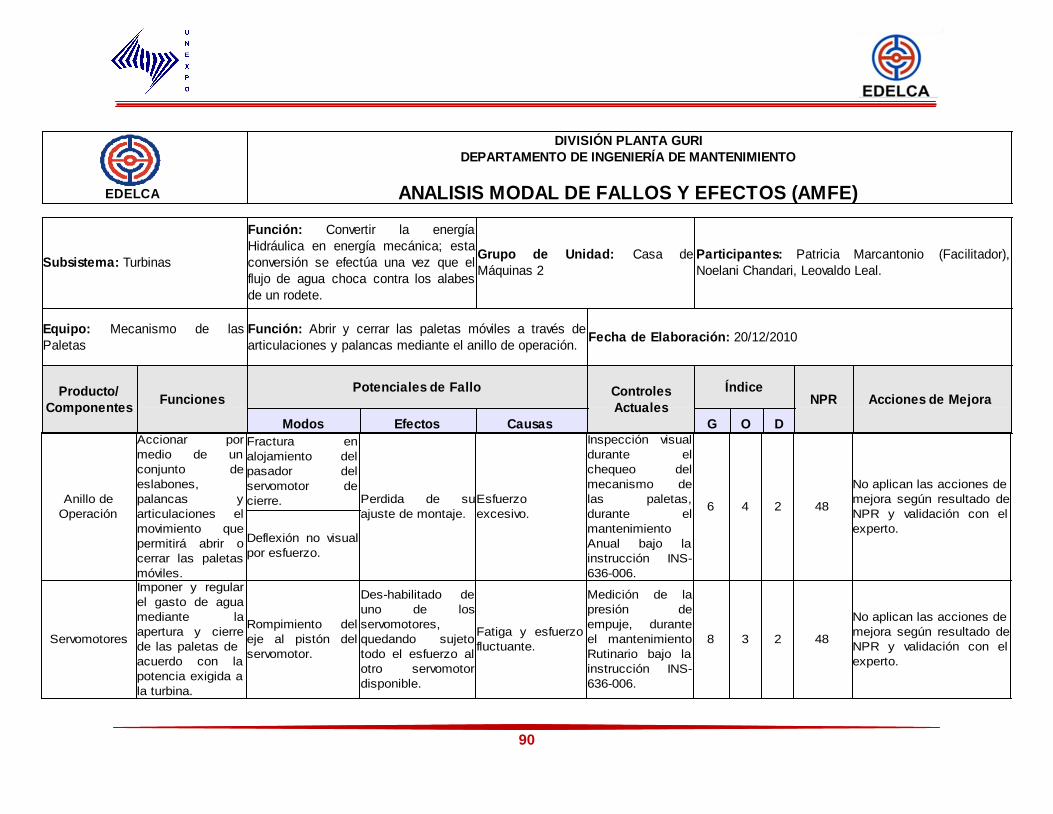
90
FuncionesPotenciales de Fallo Índice
NPR Acciones de Mejora
Modos Efectos Causas G O D
DIVISIÓN PLANTA GURI
DEPARTAMENTO DE INGENIERÍA DE MANTENIMIENTO
ANALISIS MODAL DE FALLOS Y EFECTOS (AMFE)
Subsistema: Turbinas
Función: Convertir la energía
Hidráulica en energía mecánica; esta
conversión se efectúa una vez que el
flujo de agua choca contra los alabes
de un rodete.
Grupo de Unidad: Casa de
Máquinas 2
Participantes: Patricia Marcantonio (Facilitador),
Noelani Chandari, Leovaldo Leal.
Equipo: Mecanismo de las
Paletas
Función: Abrir y cerrar las paletas móviles a través de
articulaciones y palancas mediante el anillo de operación.Fecha de Elaboración: 20/12/2010
Producto/
Componentes
Controles
Actuales
EDELCA
6 4 2 48
Servomotores 8 3 2 48
Anillo de
Operación
Accionar por
medio de un
conjunto de
eslabones,
palancas y
articulaciones el
movimiento que
permitirá abrir o
cerrar las paletas
móviles.
Fractura en
alojamiento del
pasador del
servomotor de
cierre. Perdida de su
ajuste de montaje.
Esfuerzo
excesivo.
Inspección visual
durante el
chequeo del
mecanismo de
las paletas,
durante el
mantenimiento
Anual bajo la
instrucción INS-
636-006.
No aplican las acciones de
mejora según resultado de
NPR y validación con el
experto.Deflexión no visual
por esfuerzo.
Imponer y regular
el gasto de agua
mediante la
apertura y cierre
de las paletas de
acuerdo con la
potencia exigida a
la turbina.
Rompimiento del
eje al pistón del
servomotor.
Des-habilitado de
uno de los
servomotores,
quedando sujeto
todo el esfuerzo al
otro servomotor
disponible.
Fatiga y esfuerzo
fluctuante.
Medición de la
presión de
empuje, durante
el mantenimiento
Rutinario bajo la
instrucción INS-
636-006.
No aplican las acciones de
mejora según resultado de
NPR y validación con el
experto.
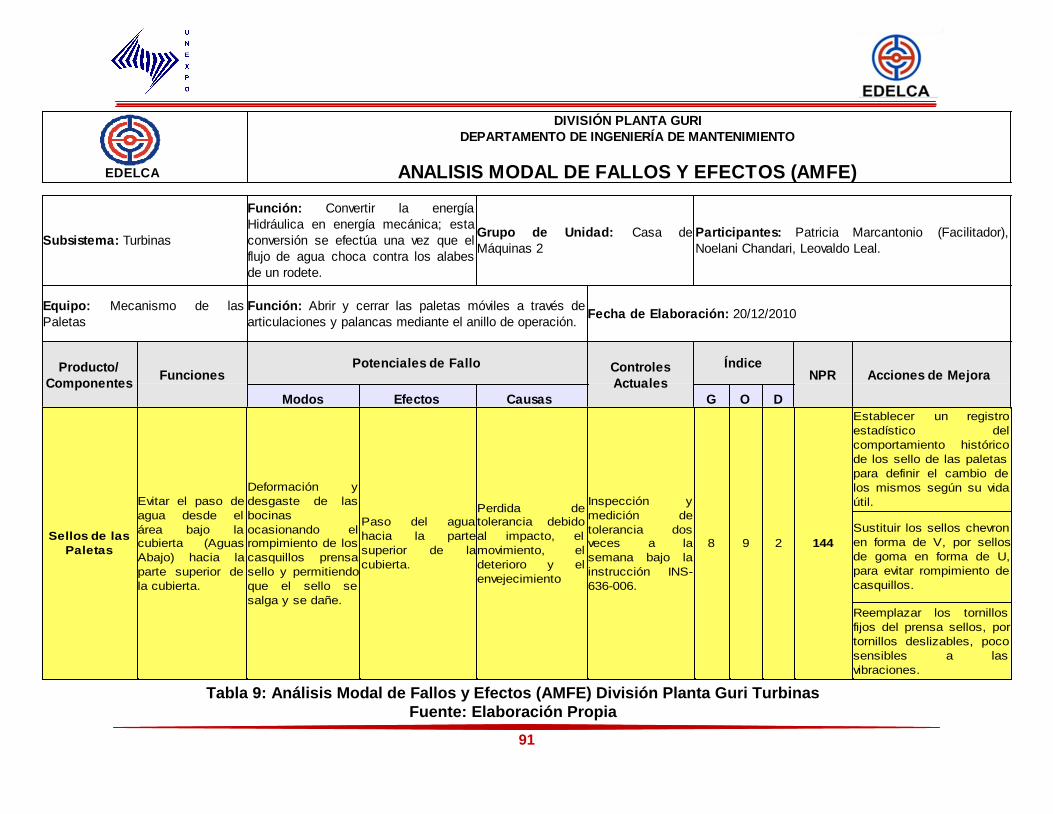
91
Tabla 9: Análisis Modal de Fallos y Efectos (AMFE) División Planta Guri Turbinas
Fuente: Elaboración Propia
FuncionesPotenciales de Fallo Índice
NPR Acciones de Mejora
Modos Efectos Causas G O D
DIVISIÓN PLANTA GURI
DEPARTAMENTO DE INGENIERÍA DE MANTENIMIENTO
ANALISIS MODAL DE FALLOS Y EFECTOS (AMFE)
Subsistema: Turbinas
Función: Convertir la energía
Hidráulica en energía mecánica; esta
conversión se efectúa una vez que el
flujo de agua choca contra los alabes
de un rodete.
Grupo de Unidad: Casa de
Máquinas 2
Participantes: Patricia Marcantonio (Facilitador),
Noelani Chandari, Leovaldo Leal.
Equipo: Mecanismo de las
Paletas
Función: Abrir y cerrar las paletas móviles a través de
articulaciones y palancas mediante el anillo de operación.Fecha de Elaboración: 20/12/2010
Producto/
Componentes
Controles
Actuales
EDELCA
8 9 2 144Sellos de las
Paletas
Evitar el paso de
agua desde el
área bajo la cubierta (Aguas
Abajo) hacia la
parte superior de
la cubierta.
Deformación y
desgaste de las
bocinas
ocasionando el rompimiento de los
casquillos prensa
sello y permitiendo
que el sello se
salga y se dañe.
Paso del agua
hacia la parte
superior de la
cubierta.
Perdida de tolerancia debido
al impacto, el
movimiento, el
deterioro y el
envejecimiento
Inspección y
medición de
tolerancia dos veces a la
semana bajo la
instrucción INS-
636-006.
Establecer un registro
estadístico del
comportamiento histórico
de los sello de las paletas
para definir el cambio de
los mismos según su vida
útil.
Sustituir los sellos chevron
en forma de V, por sellos
de goma en forma de U,
para evitar rompimiento de
casquillos.
Reemplazar los tornillos
fijos del prensa sellos, por
tornillos deslizables, poco
sensibles a las
vibraciones.
92
Se hace evidente, que para comprender el principio de funcionamiento
sobre el cual se sustenta la labor de las turbinas, fue necesaria la realización
de visitas al área operativa, así como también el estudio de los planos tanto
de la turbina en general, como del mecanismo de las paletas, cuyos numero
de plano son 10P-046-892 y 10P-055-219 respectivamente, los cuales se
verán reflejados en éste proyecto a continuación. (Ver figuras 29 y 30).
Los mismos fueron extraídos de la planoteca de Edelca en la División
Planta Guri. Una vez digitalizados los planos, en ayuda con los expertos en la
materia, fueron ubicados los componentes estudiados para la aplicación de la
metodología AMFE. Dichos componentes corresponden al Plano Vistas
Isométricas del Mecanismo de las Paletas.
Adicionalmente, se presentarán fotos anexas reales, de los
componentes que integran el mecanismo de las paletas, que fuero recabadas
al momento de ir al reconocimiento del área donde se aplicarán el Plan de
Mejora.
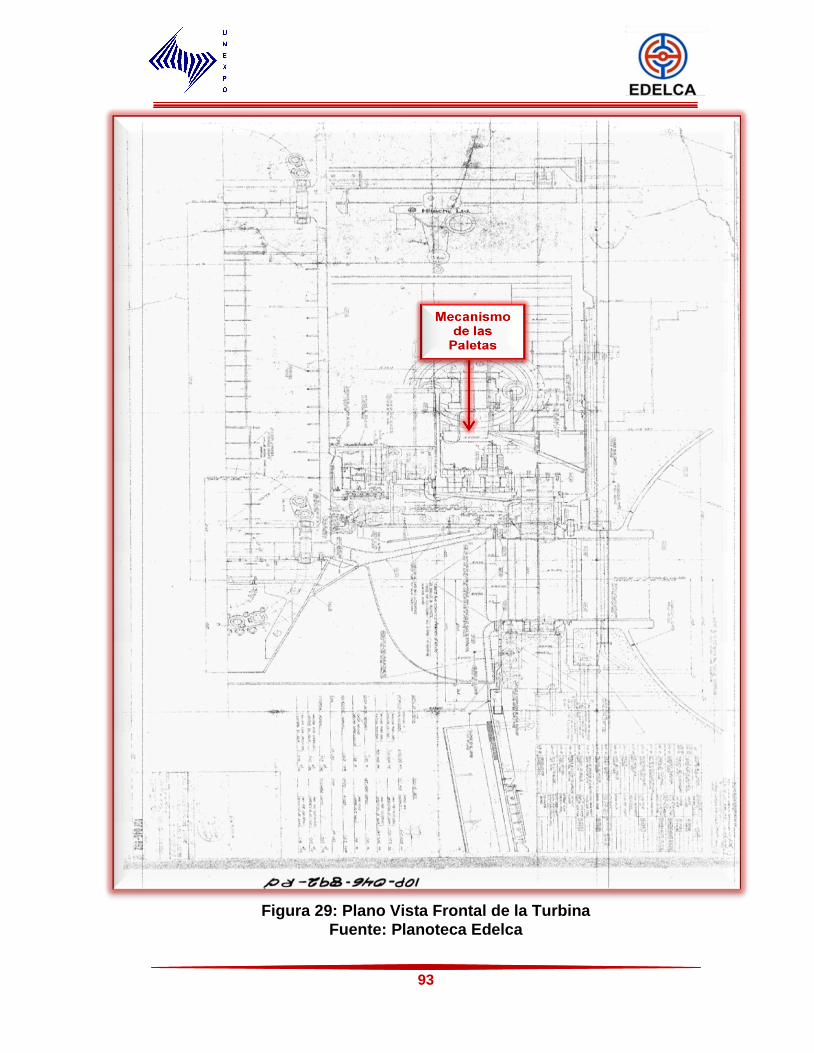
93
Tabla 8: Matriz de Selección
Fuente: Elaboración Propia
Figura 29: Plano Vista Frontal de la Turbina
Fuente: Planoteca Edelca
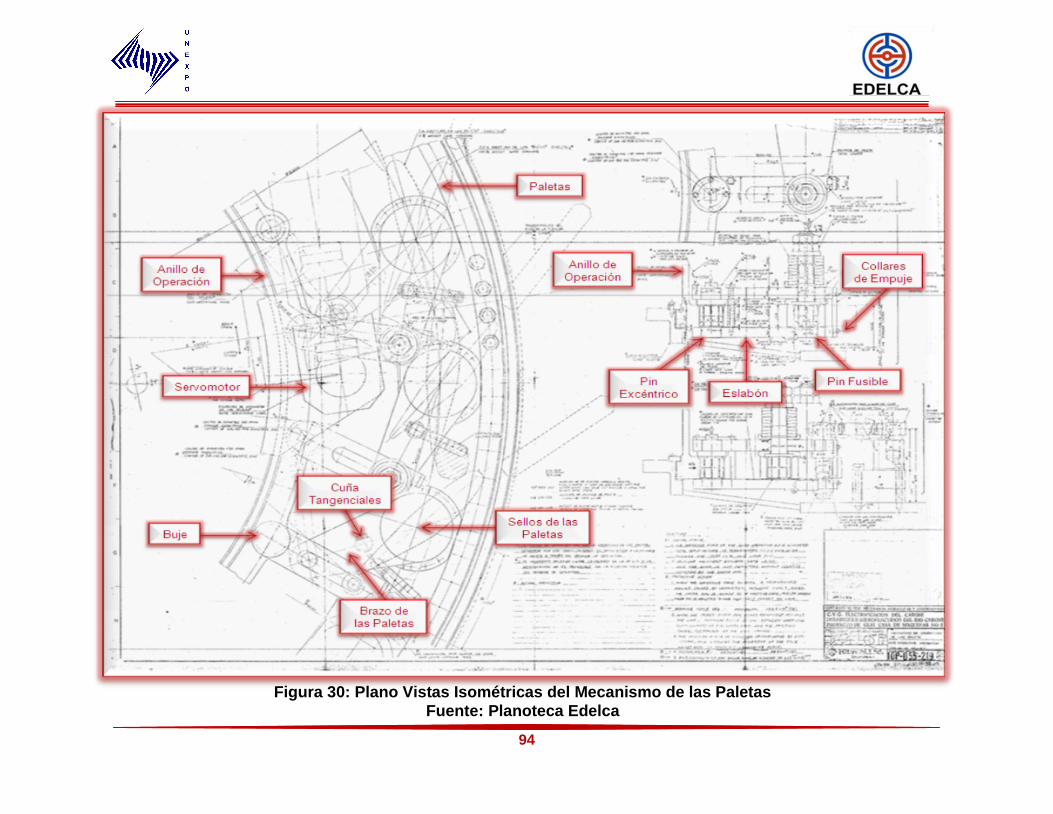
94
Figura 30: Plano Vistas Isométricas del Mecanismo de las Paletas
Fuente: Planoteca Edelca

95
CAPÍTULO VII
SITUACIÓN PROPUESTA
A grandes rasgos, podemos definir el mantenimiento, como todas las
acciones que tienen como objetivo mantener un equipo o restaurarlo a un
estado en el cual pueda llevar a cabo alguna función requerida. Estas
acciones incluyen la combinación de las acciones técnicas y administrativas
correspondientes.
De ahí, la necesidad por parte de EDELCA filial de CORPOELEC, de
organizar adecuadamente las labores de mantenimiento con la introducción
de programas de mantenimiento, de manera que se permita optimizar la
disponibilidad de las unidades al momento de su solicitud.
En la División Planta Guri, los reportes de anomalías o F-015,
representan una desviación en el proceso normal de atención de fallas.
Debido a que las mismas se definen como condiciones anormales que
presenta un equipo, sin indisponer el funcionamiento del mismo y de la
unidad generadora, es usual encontrar cantidades exageradas de anomalías
pendientes en los departamentos que conforman la Central Hidroeléctrica
“Simón Bolívar”.
En aras de minimizar estas condiciones, el Departamento de Ingeniería
de Mantenimiento, específicamente la Sección Control de Gestión, resolvió
desarrollar una estrategia que fomente la disminución de las fallas
potenciales que afectan los equipos y componentes de la central. La
96
herramienta aplicada fue el Análisis Modal de Fallos y Efectos (AMFE), cuya
metodología fue expuesta en capítulos anteriores.
Una vez realizadas todas las entrevistas, analizada la situación actual,
presentado el cotejo de los resultados y determinadas las debilidades
existentes en las áreas involucradas en el estudio, se lograron establecer
Planes de Mejora, ajustados a los equipos arrojados como resultado de la
aplicación de la metodología AMFE.
La propuesta está fundamentada en implementar acciones de mejora,
basado en los resultados obtenidos durante el desarrollo de la metodología.
Dichas acciones podrán formar parte de los planes de mantenimiento
correspondientes a los equipos involucrados en el estudio y adicionalmente
representan una alternativa viable para disminuir ampliamente los reportes
de anomalías y las fallas que se diagnosticaron como las más recurrentes en
el Mecanismo de las Paletas.
Las acciones correspondientes al Plan de Mejora, contemplarán
actividades tanto correctivas, como de mejora, algunas de las cuales,
representan acciones tomadas actualmente por los mantenedores en sus
programas de mantenimiento, y otras, representan proyectos de mejora que
están siendo aplicados y probados por el Departamento de Mantenimiento
Mecánico en algunas de las Unidades Generadoras que conforman la
Central Hidroeléctrica “Simón Bolívar”.
El Plan de Mejora fue concebido y sustentado por el Manual de
Operación y Mantenimiento de la Turbina proporcionado por Hitachi
(fabricante), en lo cual mora la confiabilidad y certeza en la aplicación de la
metodología AMFE.
La aplicación del Plan de Mejora, persigue como finalidad proporcionar
acciones que puedan prevenir o evitar las fallas potenciales que presentan
97
los equipos arrojados como resultado de la metodología AMFE, así como
también conocer las debilidades en los procesos de mantenimiento, para de
ésta manera alargar la vida útil de los equipos, mejorar la calidad de
respuesta ante las fallas y coordinar esfuerzos orientados a la calidad en los
mantenimientos, además de aumentar la confiabilidad en los equipos que
operan en la planta.
A continuación se presentarán las acciones de mejora, correspondientes
a los equipos arrojados como resultado de la aplicación de la metodología
AMFE, en los equipos que conforman el Subsistema Turbinas de la Central
Hidroeléctrica “Simón Bolívar”, más específicamente en el Mecanismo de las
Paletas:
BUJES
Para el caso de los bujes se formularon acciones de mejora, que
actualmente deben ser seguidas o cumplidas por lo mantenedores, sin
embargo se hace especial acentuación en las mismas para enfatizar su
importancia. Adicionalmente, se plantea una acción preventiva, que está
siendo aplicada actualmente, en las unidades rehabilitadas de Casa de
Máquinas 2:
Respetar la vida útil del componente, la cual oscila entre 8 a 10
años, según las recomendaciones del fabricante. Para llevar el
control del tiempo transcurrido, e posible cuantificar las horas de
funcionamiento del equipo, pero generalmente se toman acciones
correctivas y no preventivas.
Como medida preventiva, el fabricante recomienda: La turbina
deberá ser desaguada y sujeta a una inspección minuciosa una vez
98
al año. Una verificación completa de fugas deberá ser llevada a
cabo previamente al desagüe. La misma, también deberá incluir
una verificación de la fuga a través de las paletas directrices
cerradas con la caja espiral presurizada. Si la tubería de presión
esta presurizada, todas las válvulas en el sistema deberán ser
cerradas antes de la inspección.
Instalar bocinas auto lubricadas marca ORKOT, compuestas por un
tejido termoplástico de hilos de grafito, cubiertas de maya sintética y
resina, que permiten sustituir las viejas bocinas de cobre, lubricadas
con grasa EP1. Esta medida a parte de cubrir necesidades de
cuidado ambiental también disminuye la necesidad de inspecciones
y trabajos de lubricación. Se han suministrado nuevos pasadores de
eslabón de conexión de acero inoxidable con el fin de proporcionar
una superficie apropiada de contacto hacia las bocinas auto
lubricadas nuevas.
Es relevante acotar que, este nuevo diseño fue probado en la
Unidad Generadora N° 8 de Casa de Máquinas 1, con un período
de prueba de solo 8 meses, debido a que la misma fue detenida al
cabo de ese tiempo por fallas desconocidas no asociadas con esta
mejora.
Seguir las indicaciones del fabricante, donde se describen los
períodos de recurrencia de los controles, las posibles fallas y la
mejor manera de atacarlas. Las notas del fabricante son las
correspondientes al Manual de Mantenimiento de la Turbina, en el
cual se hace especial énfasis a los siguientes aspectos: 1) Las
bocinas auto lubricadas deberán ser mantenidas libre de aceite y
grasa que puedan causar daño a los bujes. Solamente el agua
99
incrementa el efecto de lubricación. 2) El desgaste de las bocinas
auto lubricadas no podrá ser inspeccionado visualmente sin un
desmontaje mayor de la turbina. Una indicación del desgaste podrá
ser obtenido registrando la histéresis de los servomotores de las
paletas directrices. Si las observaciones indican fuerzas anormales
debido al desgaste en los bujes, se recomienda llevar a cabo una
medición de la histéresis. Esto normalmente se debe hacer después
de 8 o 10 años de operación.
COLLARES DE EMPUJE
En cuanto a las acciones referentes a los collares de empuje, al igual
que en el caso de los bujes, se consideró pertinente la enfatización de los
controles actuales llevados a cabo por los mantenedores de manera
correctiva, pero se debe acotar que el departamento carece de acciones
preventivas que ayuden a detectar la falla del equipo para ser atacada
oportunamente, esto debido a la dificultad de acceso al área donde se
encuentran ubicados:
Respetar la vida útil del componente, la cual corresponde al período
comprendido entre 8 y 10 años, de acuerdo a las indicaciones y
recomendaciones del fabricante. Al igual que en el caso de los
bujes, las acciones tomadas son correctivas y no preventivas, esto
debido a la dificultad de acceso a los equipos.
Medir la presión de los servomotores de manera semestral, para
poder detectar si las paletas están trabadas y los collares de
empujen no están respondiendo, ya que actualmente esta actividad
se realiza cuando se presenta una falla. Usualmente la presión en
ambos servomotores debe estar igualada o por lo menos debe
100
oscilar dentro del mismo rango, en cuyo caso, se puede determinar
que están funcionando correctamente.
Cuando las presiones presentan diferenciales demasiado elevados,
estos se encuentran fuera del rango de tolerancia y es indicio de
que no se está obedeciendo la acción de movimiento de las paletas.
El fabricante recomienda que la presión de aceite en el servomotor
sea aliviada al hacer la medición.
Actualmente el Departamento de Mantenimiento Mecánico lleva a cabo
el esmerilado de las planchas de revestimiento de la turbina, cuando las
mismas se encuentren trabadas, impidiendo que los collares sufran mayor
esfuerzo del que usualmente reciben. La plancha de revestimiento ha sido
provista de sellos para los extremos de las paletas directrices, el cual podrá
ser reemplazado sin necesidad de desmontar la unidad.
SELLOS DE LAS PALETAS
En relación con las acciones tomadas para los sellos de las paletas, se
mantuvo la línea anterior, correspondiente a las acciones correctivas,
contempladas en los controles actuales llevados a cabo por los
mantenedores.
Sin embargo, se plantean acciones de mejora preventiva, que podrían
estar contempladas durante los mantenimientos, las mismas, incluyen
acciones de mejora en lo referente al diseño y la ingeniería de la pieza
(Sellos de las Paletas) para disminuir las fallas potenciales del equipo en
cuestión:
101
Cambiar las bocinas según la vida útil del componente, la cual
oscila entre 8 y 10 años, según la nota del fabricante. El tiempo
estipulado podría variar proporcionalmente al uso y esfuerzo del
equipo, adicionalmente, se tiene en contra la falta de inspección,
por la dificultad de acceso al mismo. El fabricante recomienda medir
la presión dentro del sello para asegurar que esta sea la suficiente
para mantener el agua del rio por fuera y adicionalmente da
instrucciones específicas para el cambio de sellos como resultado
de actividades de mantenimiento menor planificado.
Sustituir los sellos de chevron en forma de V invertida, por sellos en
forma de U fabricados en goma deformable, (que no requieren del
desmontaje de la unidad) para evitar que se parta el casquillo. Esta
mejora preventiva, ha sido aplicada en la Unidad Generadora N° 12
de Casa de Máquinas 2, luego de su rehabilitación, y hasta los
momentos ha funcionado correctamente.
Aplicar la implantación de tornillos deslizables para sustituir los
tornillos fijos que se parten ante cualquier variación de condiciones,
con bocinas de gomas, para disminuir el impacto entre el tornillo y
su acople. El diseño de estos tornillos, es el utilizado en las
Unidades Generadoras de Casa de Máquinas 1, con excelentes
resultados en el tiempo, por lo que se persigue importar esa
aplicación para las Unidades Generadoras de Casa de Máquinas 2.
Es importante resaltar que, debido a la ubicación de los equipos que han
sido estudiados, resulta muy difícil el acceso directo a los mismos, por lo que
se hace imposible la realización de inspecciones preventivas, a menos que,
se realice un mantenimiento mayor a la unidad, y los expertos puedan
102
aprovechar el desarmado de la máquina para inspeccionar o cambiar las
piezas.
Por consiguiente, se puede decir que, para el caso de estos equipos, el
Departamento de Mantenimiento Mecánico, en su mayoría carece de
acciones preventivas o son muy pocas las que se pueden tomar, aunado a
esto, no poseen un método que les permita conocer el momento apropiado
para la sustitución de las piezas, por el contrario, esperan a que ocurra la
falla para corregirla.
Como nota importante, se debe tener en cuenta que el fabricante de las
Turbinas de Casa de Máquinas 2 es el consorcio Hitachi y las
recomendaciones que se citaron en las acciones de mejora fueron extraídas
del Manual de Operaciones de la Turbina proporcionado por la empresa
fabricante. El mismo, en su Programa de Mantenimiento para la Turbina y
sus Equipos Auxiliares, cita los siguientes aspectos y recomendaciones:
Un programa de mantenimiento planificado es necesario para
asegurar que las turbinas permanezcan operativas, y para
minimizar averías. Operaciones de mantenimiento de prevención
planificadas deberán ser llevadas a cabo con la frecuencia
especificada, o más frecuencia si es considerado necesario a la luz
de la experiencia de operación con respecto al ambiente local.
A pesar de que la atención a las operaciones de mantenimiento
preventivo de rutina, hará mucho para prevenir la aparición de
fallas, el personal también podrá asistir al seguro y eficiente
funcionamiento, estando alertas cuando se encuentren cerca de las
unidades, utilizando sus sentidos naturales para la detección de
indicaciones de posibles problemas, tales como ruidos inusuales,
vibraciones excepcionales, olores extraños, etc. Una notificación
103
rápida y una acción oportuna, podrá prevenir la ocurrencia de una
falla.
Durante la instalación, puesta en servicio y operación inicial de
prueba, es prudente registrar las últimas holguras, presiones,
temperaturas, niveles y otros valores “como ajustado”, para una
base de comparación en futuras lecturas de los mismos valores.
Tales comparaciones podrán ser una indicación útil de la tendencia
de comportamiento y desgaste.
PLAN DE MEJORA
La aplicación de la metodología AMFE (Análisis Modal de Fallos y
Efectos), persigue como objetivo final la formulación de un Plan de Mejora
que permita identificar los aspectos y las áreas críticas del proceso
productivo en estudio, desarrollando la habilidad de evaluar los sistemas de
medición, mediante técnicas e instrumentos apropiados para el progreso del
análisis final.
Adoptar la aplicación de esta metodología, conllevará a tener un mayor
control estadístico y sistemático del proceso productivo, así como también,
brindara valor agregado a la planificación y control del proceso productivo.
El presente estudio se encuentra orientado a la concepción de un Plan
de Mejora, fundamentado en el análisis de recurrencia de fallas de los
equipos que conforman el Subsistema Turbinas, en las Unidades
Generadoras de Casa de Máquinas 2, en la Central Hidroeléctrica “Simón
Bolívar”.
El mismo, se deriva como una consecuencia, de las frecuentes
anomalías reportadas en los períodos 2004 – 2008, y además representa un
104
instrumento cualitativo y cuantitativo de referencia para tomar de
precauciones, proponer acciones de mejora, fomentar el mantenimiento
preventivo y fundamentar otros estudios.
A continuación se presenta el Plan de Mejora para los componentes
arrojados como resultado del estudio (Bujes, Collares de Empuje y Sellos de
las Paletas), en el Mecanismo de las Paletas, el mismo, será representado
de manera esquemática mediante un diagrama de Gantt, en el cual se
traspondrán los aspectos de ejecución (Acciones de Mejora, las actividades
que la conforman, el responsable) y el tiempo de ejecución. Adicionalmente
el diagrama presenta una alternativa para llevar a cabo las acciones de
mejora en una proyección de los 10 años de funcionamiento del componente.
(Ver tabla 10).
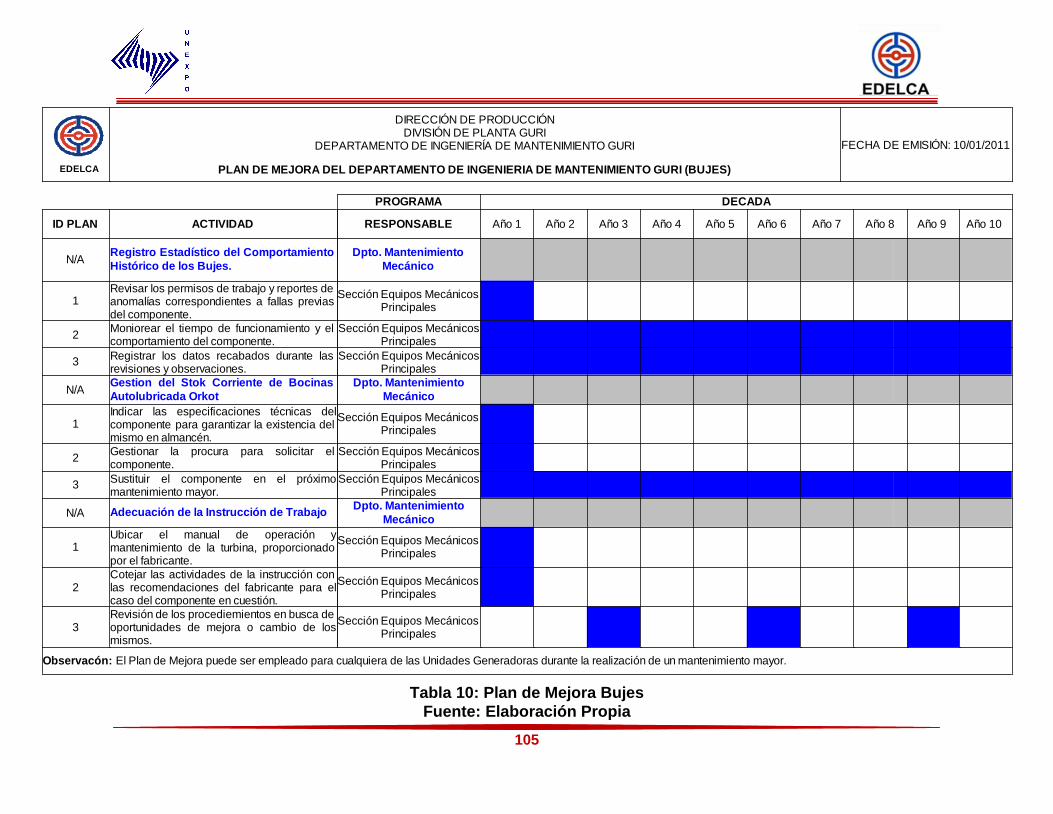
105
Tabla 10: Plan de Mejora Bujes
Fuente: Elaboración Propia
FECHA DE EMISIÓN: 10/01/2011
PLAN DE MEJORA DEL DEPARTAMENTO DE INGENIERIA DE MANTENIMIENTO GURI (BUJES)
PROGRAMA DECADA
ID PLAN ACTIVIDAD RESPONSABLE Año 1 Año 2 Año 3 Año 4 Año 5 Año 6 Año 7 Año 8 Año 9 Año 10
N/A
1
2
3
N/A
1
2
3
N/A Adecuación de la Instrucción de Trabajo
1
2
3
DIRECCIÓN DE PRODUCCIÓNDIVISIÓN DE PLANTA GURI
DEPARTAMENTO DE INGENIERÍA DE MANTENIMIENTO GURI
Registro Estadístico del Comportamiento
Histórico de los Bujes.
Dpto. Mantenimiento
Mecánico
Revisar los permisos de trabajo y reportes de anomalías correspondientes a fallas previas del componente.
Sección Equipos Mecánicos Principales
Moniorear el tiempo de funcionamiento y el comportamiento del componente.
Sección Equipos Mecánicos Principales
Registrar los datos recabados durante las revisiones y observaciones.
Sección Equipos Mecánicos Principales
Gestion del Stok Corriente de Bocinas
Autolubricada Orkot
Dpto. Mantenimiento
Mecánico
Indicar las especificaciones técnicas del componente para garantizar la existencia del mismo en almancén.
Sección Equipos Mecánicos Principales
Gestionar la procura para solicitar el componente.
Sección Equipos Mecánicos Principales
Sustituir el componente en el próximo mantenimiento mayor.
Sección Equipos Mecánicos Principales
Dpto. Mantenimiento
Mecánico
Ubicar el manual de operación y mantenimiento de la turbina, proporcionado por el fabricante.
Sección Equipos Mecánicos Principales
Cotejar las actividades de la instrucción con las recomendaciones del fabricante para el caso del componente en cuestión.
Sección Equipos Mecánicos Principales
Revisión de los procediemientos en busca de oportunidades de mejora o cambio de los mismos.
Sección Equipos Mecánicos Principales
Observacón: El Plan de Mejora puede ser empleado para cualquiera de las Unidades Generadoras durante la realización de un mantenimiento mayor.
EDELCA
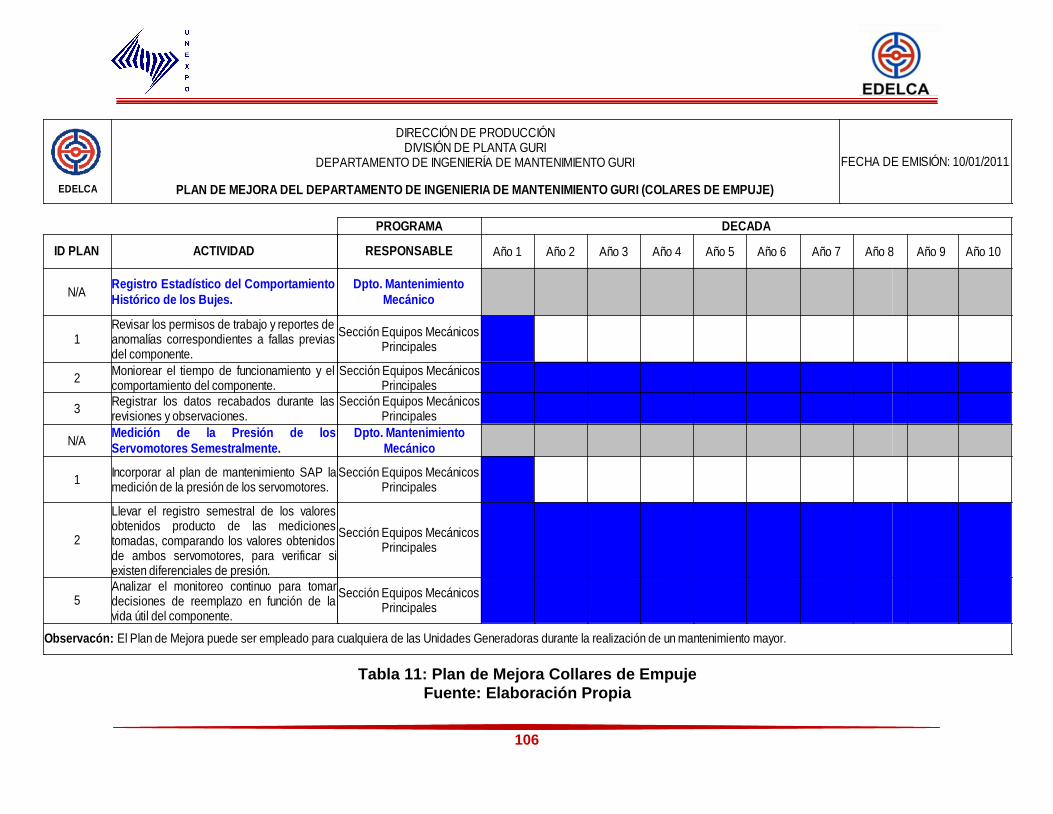
106
Tabla 11: Plan de Mejora Collares de Empuje
Fuente: Elaboración Propia
FECHA DE EMISIÓN: 10/01/2011
PLAN DE MEJORA DEL DEPARTAMENTO DE INGENIERIA DE MANTENIMIENTO GURI (COLARES DE EMPUJE)
PROGRAMA DECADA
ID PLAN ACTIVIDAD RESPONSABLE Año 1 Año 2 Año 3 Año 4 Año 5 Año 6 Año 7 Año 8 Año 9 Año 10
N/A
1
2
3
N/A
1
2
5
DIRECCIÓN DE PRODUCCIÓNDIVISIÓN DE PLANTA GURI
DEPARTAMENTO DE INGENIERÍA DE MANTENIMIENTO GURI
Registro Estadístico del Comportamiento
Histórico de los Bujes.
Dpto. Mantenimiento
Mecánico
Revisar los permisos de trabajo y reportes de anomalías correspondientes a fallas previas del componente.
Sección Equipos Mecánicos Principales
Moniorear el tiempo de funcionamiento y el comportamiento del componente.
Sección Equipos Mecánicos Principales
Registrar los datos recabados durante las revisiones y observaciones.
Sección Equipos Mecánicos Principales
Medición de la Presión de los
Servomotores Semestralmente.
Dpto. Mantenimiento
Mecánico
Incorporar al plan de mantenimiento SAP la medición de la presión de los servomotores.
Sección Equipos Mecánicos Principales
Llevar el registro semestral de los valores obtenidos producto de las mediciones tomadas, comparando los valores obtenidos de ambos servomotores, para verificar si existen diferenciales de presión.
Sección Equipos Mecánicos Principales
Analizar el monitoreo continuo para tomar decisiones de reemplazo en función de la vida útil del componente.
Sección Equipos Mecánicos Principales
Observacón: El Plan de Mejora puede ser empleado para cualquiera de las Unidades Generadoras durante la realización de un mantenimiento mayor.
EDELCA
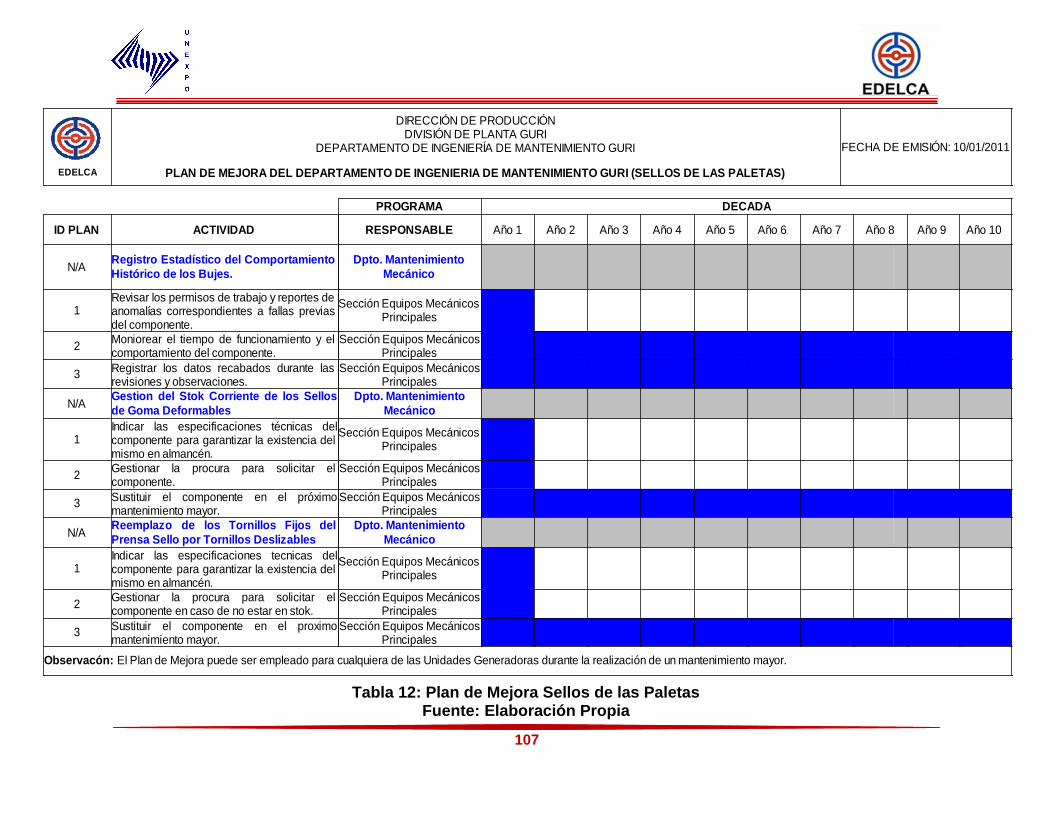
107
Tabla 12: Plan de Mejora Sellos de las Paletas Fuente: Elaboración Propia
FECHA DE EMISIÓN: 10/01/2011
PLAN DE MEJORA DEL DEPARTAMENTO DE INGENIERIA DE MANTENIMIENTO GURI (SELLOS DE LAS PALETAS)
PROGRAMA DECADA
ID PLAN ACTIVIDAD RESPONSABLE Año 1 Año 2 Año 3 Año 4 Año 5 Año 6 Año 7 Año 8 Año 9 Año 10
N/A
1
2
3
N/A
1
2
3
N/A
1
2
3
DIRECCIÓN DE PRODUCCIÓNDIVISIÓN DE PLANTA GURI
DEPARTAMENTO DE INGENIERÍA DE MANTENIMIENTO GURI
Registro Estadístico del Comportamiento
Histórico de los Bujes.
Dpto. Mantenimiento
Mecánico
Revisar los permisos de trabajo y reportes de anomalías correspondientes a fallas previas del componente.
Sección Equipos Mecánicos Principales
Moniorear el tiempo de funcionamiento y el comportamiento del componente.
Sección Equipos Mecánicos Principales
Registrar los datos recabados durante las revisiones y observaciones.
Sección Equipos Mecánicos Principales
Gestion del Stok Corriente de los Sellos
de Goma Deformables
Dpto. Mantenimiento
Mecánico
Indicar las especificaciones técnicas del componente para garantizar la existencia del mismo en almancén.
Sección Equipos Mecánicos Principales
Gestionar la procura para solicitar el componente.
Sección Equipos Mecánicos Principales
Sustituir el componente en el próximo mantenimiento mayor.
Sección Equipos Mecánicos Principales
Reemplazo de los Tornillos Fijos del
Prensa Sello por Tornillos Deslizables
Dpto. Mantenimiento
Mecánico
Indicar las especificaciones tecnicas del componente para garantizar la existencia del mismo en almancén.
Sección Equipos Mecánicos Principales
Gestionar la procura para solicitar el componente en caso de no estar en stok.
Sección Equipos Mecánicos Principales
Sustituir el componente en el proximo mantenimiento mayor.
Sección Equipos Mecánicos Principales
Observacón: El Plan de Mejora puede ser empleado para cualquiera de las Unidades Generadoras durante la realización de un mantenimiento mayor.
EDELCA
108
CONCLUSIONES
La finalidad de éste estudio fue el desarrollo de una estrategia que
permitiera disminuir las fallas potenciales en los componentes que conforman
el Subsistema Turbinas de las Unidades Generadoras de la Central
Hidroeléctrica “Simón Bolívar”, lo cual, se logró a través de la aplicación de
una herramienta conocida como metodología AMFE y la formulación de un
Plan de Mejora aplicable a los componentes arrojados como resultados del
estudio.
Dicha estrategia permitió reconocer los equipos y componentes que
integran el Subsistema Turbinas, además de focalizar las fallas más
recurrentes, proporcionando información de gran importancia al momento de
establecer las acciones de mejora para el plan.
A través de la realización de éste proyecto se logró la aplicación de
técnicas y herramientas de la ingeniería industrial como lo son el diagrama
causa - efecto y el gráfico de barras, que permitieron un mejor enfoque al
momento de analizar los gráficos de barras y los resultados arrojados por el
estudio aplicado en el Subsistema Turbinas de la División Planta Guri,
EDELCA filial de CORPOELEC. Las entrevistas no estructuradas con los
expertos y el análisis de de la data histórica, permitieron detectar el
componente con mayor recurrencia de fallas según los resultados del AMFE.
Luego de realizada la presente investigación y basada en las
observaciones previas, se pueden emitir las siguientes conclusiones:
1. Al momento de extraer y examinar la Data Histórica de Reportes de
Anomalías correspondiente al período 2004 – 2008, se contemplaron los
109
siguientes Subsistemas: Equipos Auxiliares, Excitatriz, Compuerta de
Toma, Turbinas, Generadores y Transformadores. Entre los cuales, se
concluyó escoger como objeto de estudio, el Subsistema Turbinas,
debido a que este mostraba el mayor porcentaje de reportes de
anomalías, antecedido por Equipos Auxiliares, Excitatriz y Compuerta de
Toma, siendo estos, objetos de estudio en proyectos anteriores de
aplicación de metodología AMFE.
2. El seguimiento de F-015 o reportes de anomalías, requiere la aplicación
de herramientas del Control de Gestión y un mayor compromiso por parte
de los trabajadores, de manera que se obtenga una respuesta oportuna
en el proceso de atención, ya que las mismas son muy flexibles al
momento de clasificar las anomalías pendientes, lo que fomenta la
acumulación de las mismas.
3. Como resultado general del la realización del Análisis de Recurrencia de
Fallas, se obtuvo que el equipo con mayor número de anomalías
pendientes en el Subsistema Turbinas fue el Mecanismo de las Paletas,
con un total de anomalías pendientes de 178, seguido por Cojinete Guía
con 95 anomalías y el Suministro de Agua del Sello del Eje con 62
anomalías pendiente. Adicionalmente se realizó un análisis por año,
para revalidar los resultados de primero, obteniéndose como resultado
los mismos componentes en el orden anteriormente dicho. Dichos
análisis fueron complementados con gráficos de barras para una mejor
comprensión de los mismos.
4. Una vez obtenidos los resultados del Análisis de recurrencia de Fallas, se
validó con el experto el equipo a estudiar (Mecanismo de las Paletas), así
como también, el área de aplicación de la metodología. Para lograr
definir este aspecto, se realizó un análisis complementario de la Data
110
Histórica para cada una de las Casas de Máquinas, obteniéndose como
resultado, para ambos casos, que el equipo con mayor numero de
anomalías fue el Mecanismo de las Paletas, con 33 anomalías para Casa
de Máquinas 1 y 39 Anomalías para Casa de Máquinas 2.
5. Con la intención de definir el área de aplicación de la metodología, se
construyó una matriz de selección, en la que se analizaron las
posibilidades (Casa de Máquinas 1 y 2) mediante los criterios de
Afectación de la Disponibilidad (50%), Frecuencia de Fallas (20%) y
Afectación de la Confiabilidad (30%), y la escala de afectación poco
(1pto), medio (2pto) y alto (3pto). Como resultado se obtuvo un total de
220 para Casa de Máquinas 2 y 180 para Casa de Máquinas 1. Basado
en estos resultados, el área de aplicación de la metodología fue Casa de
Máquinas 2 debido al acto impacto del fallo del Mecanismo de las
Paletas en la misma.
6. Una vez determinado el equipo y el área para el estudio, se realizó la
desagregación del equipo en los componentes que lo conforman
(Paletas, Bujes, Collares de Empuje, Brazos de las Paletas, Cuñas
Tangenciales, Pines Fusibles, Pines Excéntricos, Eslabones, Anillo de
Operación, Servomotores y Sellos de las Paletas), para posteriormente
realizar el Análisis Modal de Fallos y Efectos, donde se especificaban los
Potenciales de Fallo, los Controles Actuales y el Nivel de Prioridad de
Riesgo.
7. Posterior a la desagregación del equipo para el desarrollo y aplicación de
la metodología AMFE, se procedió al cálculo de los Índices o Nivel de
Prioridad de Riesgo, obteniéndose los siguientes resultados: las Paletas
con un NPR de 56, los Bujes con un NPR de 126, los Collares de Empuje
con un NPR de 80, los Brazos de las Paletas con un NPR de 16, las
Cuñas Tangenciales con un NPR de 12, los Pines Fusibles con un NPR
111
de 72, los Pines Excéntricos con un NPR de 18, los Eslabones con un
NPR de 36, el Anillo de Operación con un NPR de 48, los Servomotores
con un NPR de 48 y los Sellos de las Paletas con un NPR de 144.
A partir de estos resultados, con fundamento en la metodología y la
validación del experto, se decidió desarrollar un Plan de Mejora para los
Bujes y los Sellos de las Paletas, debido a que presentan un NPR mayor
a 100, y por otro lado, a los Collares de Empuje, ya que, a pesar de
poseer un NPR menor a 100, el experto considero que la ocurrencia de
esta falla y las consecuencias de la misma tienen gran impacto en el
funcionamiento y operación de las Unidades Generadoras de Casa de
Máquinas 2.
8. La formulación del Plan de Mejora, fue representado mediante un
diagrama de Gantt, donde se reflejan cada una de las acciones
recomendadas y las actividades que conllevan a la ejecución de la
misma, así como también el responsable y los posibles tiempos de
ejecución. El mismo, permitió atacar los puntos de mayor interés para el
sistema y de mayor debilidad para los mantenimientos, de manera que
los mantenedores cuentan con una herramienta que les permitirá atacar
a tiempo, las fallas potenciales en los equipos más críticos del
Subsistema Turbinas, fundados en un previo estudio y la aplicación de un
metodología confiable, basada en sus propias experiencia con el área en
estudio.
9. Como resultado del diagrama Causa – Efecto, se puede concluir que, el
aumento de los reportes de anomalías, tiene su origen en los aspectos
correspondientes al personal, equipos y métodos, ya que en lo que
respecta al personal, puede existir falta de adiestramiento y deficiencia
112
en la transferencia de conocimiento, deficiencia en los procesos y
reprogramaciones.
En lo que respecta a los equipos, puede residir en la indisponibilidad de
equipos especializados y obsolescencia de equipos. Finalmente, en el
aspecto metodológico, puede deberse a deficiencias en el seguimiento,
limitaciones del Sistema SAO y falta de documentación del proceso.
10. Adicionalmente, se llevo a cabo el reconocimiento del área en estudio,
con la realización de visitas técnicas en compañía de los expertos, de
manera que se logrará una comprensión del principio de funcionamiento
(para el caso que nos atañe, la turbina) así como también el mecanismo
de las paletas (componente arrojado como resultado de la aplicación de
la metodología AMFE). Aunado a esto, se realizo el reconocimiento en
plano de estos componentes y equipos.
11. La aplicación de la metodología AMFE en el Subsistema Turbinas,
permite llevar un control y hacer seguimiento, al comportamiento de los
componentes y equipos que lo conforman, así como también, el grado de
compromiso y la calidad de repuesta de los trabajadores ante un reporte
de anomalía.
Adicionalmente, se podrán ejecutar mantenimientos preventivos,
basados en el Plan de Mejora y de los resultados arrojados por la
aplicación de la metodología AMFE.
12. La aplicación de la metodología AMFE, representa una innovación, ya
que su ejecución forma parte de un proyecto de mejora orientado al
seguimiento de reporte de anomalías de las Unidades Generadoras de la
División Planta Guri, inicialmente aplicada al Subsistema Equipos
Auxiliares, dando como resultado los Motor – Bombas CWP, seguida por
113
el Subsistema Excitatriz, arrojando como resultados el Cubículo Actuador
de Voltaje y por último el Subsistema Turbinas (caso que nos
corresponde) dando como resultado el Mecanismo de las Paletas.
Cabe destaca, que ésta metodología, está siendo aplicada actualmente
para el Subsistema Generadores y próximamente para el Subsistema
Transformadores de Unidades Generadoras de la Central Hidroeléctrica
“Simón Bolívar”.

114
RECOMENDACIONES
Posterior a la ejecución del estudio y mediante un análisis lógico de la
información recabada, se recomienda a la empresa:
1. Realizar seguimiento a las formas F-015 o reportes de anomalías, para
fomentar la atención oportuna y adecuada, de manera que se evite la
acumulación de las mismas y los reportes de no conformidad a los
departamentos involucrados.
2. Establecer límites o tiempos determinados de espera, para dar respuesta
a las anomalías reportadas, según su orden de importancia y su
clasificación.
3. Fomentar el desarrollo y culminación del proyecto de mejora enfocado al
seguimiento de reporte de anomalías, de manera que se logre la
disminución de las F-015 o reportes de anomalías pendientes por
departamento.
4. Efectuar periódica y sistemáticamente el Análisis de Recurrencia de
Fallas para los equipos que conforman el Subsistema Turbinas, de
manera que se pueda corroborar la efectividad del Plan de Mejora, o de
lo contario, poder aplicar la metodología AMFE al equipos que presenten
mayor recurrencia de fallas.
5. Trabajar de la mano con el Departamento de Mantenimiento Mecánico,
para fomentar el cumplimiento del Plan de Mejora, y de igual forma
promover el interés en este tipo de proyectos como apoyo a los planes
de mantenimiento actuales.
115
6. Establecer la conexión con el experto desde la etapa inicial del proyecto,
de manera que exista un reconocimiento de la metodología. Es de gran
importancia que el experto comprenda muy bien la definición de los
aspectos a estudiar, para evitar confusión e información errada.
Adicionalmente, se recomienda que, el experto sea un técnico de
mantenimiento que tenga la disponibilidad de tiempo para invertir en el
proyecto, y además que posea el mayor conocimiento posible acerca del
tema.
7. Continuar con la Aplicación de la metodología AMFE al resto de los
subsistemas que conforman la Central Hidroeléctrica “Simón Bolívar”, así
como también hacer extensiva ésta recomendación al resto de las
plantas (Macagua, Caruachi y próximamente Tocoma).
8. Examinar los planes de mantenimiento, haciendo una revisión exhaustiva
de las acciones de mejora a tomar en los equipos críticos arrojados como
resultado de la aplicación de la metodología AMFE en el Subsistema
Turbinas en las Unidades Generadoras de la Central Hidroeléctrica
“Simón Bolívar”.
9. Monitorear constantemente el comportamiento y mantenimientos, de los
equipos arrojados como resultados de la aplicación de la metodología
AMFE en el Subsistema Turbinas en las Unidades Generadoras de la
Central Hidroeléctrica “Simón Bolívar”, de manera que se pueda atacar a
tiempo cualquier anomalía que se presente, así como también las fallas
recurrentes que éste pueda presentar.
10. Validar con el experto los resultados del Índice o Nivel de Prioridad de
Riesgo en futuras aplicaciones de la metodología, para garantizar que el
estudio este enfocado y orientado correctamente hacia las áreas críticas
del proceso.
116
11. Llevar a cabo las acciones contempladas en el Plan de Mejora, de
manera que se puedan minimizar los reportes de anomalías y se mejore
la disponibilidad y confiabilidad de las Unidades Generadoras.
12. Incorporar a los planes de mantenimiento, las acciones contempladas en
el Plan de Mejora que se formuló para cada componente arrojado como
resultado de la aplicación de la metodología AMFE en el Subsistema
Turbinas en las Unidades Generadoras de la Central Hidroeléctrica
“Simón Bolívar”.
13. Establecer un registro estadístico del comportamiento histórico de los
equipos y componentes, de manera que se pueda redefinir la vida útil de
los equipos y disminuir las fallas, fomentando el mantenimiento
preventivo en lugar del correctivo.
117
BIBLIOGRAFÍA
Aguinaga A. (2007, Octubre), Confiabilidad Operacional para la
Ingeniería de Mantenimiento. 8° Congreso Iberoamericano de Ingeniería
Mecánica. Cusco, Perú.
Balestrini, A. (2006). Como se Elabora el Proyecto de Investigación,
(7ma. ed) Venezuela: BL Consultores Asociados. Servicio Editorial.
Corporación Eléctrica Nacional de Venezuela, CORPOELEC (2009).
[Página Web en línea], Disponible: http://www.Corpoelec.gob.ve
[Consulta: 2009, Noviembre 23].
Díaz, C. (2008). Automatización de los Modos de Fallas y Efectos FMEA
en la Ingeniería de Mantenimiento Aplicado para la Industria Ecuatoriana.
Tesis de Ingeniería, Escuela Politécnica Nacional, Ecuador.
Electrificación de Caroní C.A., EDELCA (2009). [Página Web en línea],
Disponible: http://www.edelca.com.ve [Consulta: 2009, Octubre 06].
Pérez C. (2003, Octubre), Mantenimiento Centrado en la Confiabilidad
(RCM). Aplicación e Impacto. 1er Congreso Mexicano de Confiabilidad y
Mantenimiento. León, Gto. México.
118
119
Anexo 1: Alabes del Rodete
Anexo 2: Eslabones del Servomotor
120
Anexo 3: Servomotor
Anexo 4: Eje Principal de la Turbina
121
Anexo 5: Anillo Operación
Anexo 6: Pin Fusible y Pin Excéntrico
122
Anexo 7: Cuñas Tangenciales
Anexo 8: Paletas Fijas y Paletas Móviles

123
Anexo 9: Brazos de las Paletas y Collares de Empuje
Anexo 10: Caja Espiral

124
Anexo 12: Acople del Buje
Anexo 11: Bujes Acoplados
125
Anexo 12: Buje
Anexo 12: Material Propuesto para Nuevos Bujes

126

127
Apéndice 1: Data Histórica de Reportes de Anomalías del
Subsistema Turbinas Central Hidroeléctrica “Simón Bolívar”