INTEGRANTES: MANUELA RODRIGUEZ AYELEN SANCHEZ LUISA SANCHEZ SONIA SEGURA

UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA INDUSTRIAL DEPARTAMENTO ACADEMICO DE GRADUACION
SEMINARIO.
TRABAJO DE GRADUACION PREVIO A LA OBTENCION DEL TITULO DE
INGENIERO INDUSTRIAL
ÁREA: SISTEMAS PRODUCTIVOS
TEMA:
MEJORAR LA CAPACIDAD DEL FILTRO DE COKE EN LA EMPRESA HOLCIM PLANTA GUAYAQUIL.
AUTOR:
SANCHEZ SANCHEZ LUIS ALBERTO
DIRECTOR DEL TRABAJO ING. IND. CAICEDO CARRIEL WALTER
2010 - 2011
GUAYAQUIL – ECUADOR

ii
La responsabilidad de los hechos, ideas y doctrinas expuestos en esta
tesis corresponden exclusivamente al autor.
------------------------------------------------------
Sánchez Sánchez Luis Alberto
CI # 092365268

iii
DEDICATORIA
La presente tesis está dedicada a mi esposa Liliana García, y a nuestro
querido Luisito, y también agradeciéndoles a mis padres Luis y Ángela y
a mis hermanos. Que me han apoyado a lo largo de estos años de
estudios.

iv
AGRADECIMIENTO
Agradezco a Dios, a mis compañeros de labores de Holcim planta
Guayaquil por la ayuda que me brindaron al facilitar la información y su
tiempo necesario para el desarrollo de este trabajo.
Al Ingeniero industrial, Walter Caicedo por su asesoría y experiencia
dando las pautas y guía para la realización de este trabajo.
v
INDICE GENERAL
Prólogo 1
CAPITULO I GENERALIDADES Nº Descripción Pag. 1,1 Antecedentes 21,2 Contexto del Problema 31,2,1, Datos generales de la empresa 4
1,2,1,1, Seguridad e Higiene Industrial, calidad y medio ambiente 4
1,2,1,2, Reglas principales de seguridad en Holcim 5
1,2,1,3, Política del Sistema de Gestión, Calidad y Medio Ambiente 5
1,2,2, Localización 6
1,2,3, Identificación según Código Internacional Industrial Uniforme (CIIU) 7
1,2,4, Productos (Servicios) 81,2,4,1, Descripción de los productos 91,2,4,1,1, Clinker 91,2,4,1,2, Tipos de Cemento 9
1,2,4,1,2,1 Cemento Portland Puzolanico Tipo IP (GU = General Use) 9
1,2,4,1,2,2 Tipo IP (HE= High Early Strength) 10
1,2,4,1,2,3 Tipo I 111,2,4,1,2,4 TIPO II 111,2,5, Estructura Organizacional 121,2,6 Filosofía estratégica 121,2,7 Misión 131,2,8 Visión 131,3, Descripción general del problema 13

vi
1,4, Objetivos 141,4,1 Objetivo general de la empresa 15
1,4,2 Objetivo general del trabajo de investigación 16
1,4,3 Objetivos específicos de la empresa 161,4,4 Objetivos específicos del trabajo de investigación 161,5, Justificativos 171,6, Delimitación de la Investigación 181,7, Marco Teórico 181,7,1, Mrp 181,7,2, Kaizen 191,7,3, Las 5 “s” 191,8, Metodología 221,9, Mercado 231,9,1, Mercado Actual 241,9,2, Incursión en el mercado (Análisis de los competidores) 261,9,3, Análisis de las estadísticas de ventas 291,9,3,1, Análisis de las ventas anuales de Cemento y Clinker 30
1,9,4, Canales de distribución 31
CAPITULO II
SITUACION ACTUAL
Nº Descripción Pag. 2,1, Capacidad de producción 322,1,1, Análisis de la eficiencia anual o mensual 342,1,2, Análisis de los costos de producción 36
2,2, Recursos Productivos 37
2,2,1, Terrenos 372,2,2, Maquinaria industrial 382,2,3, Materias primas 392,2,4, Vehículos 392,2,5, Equipos de oficina 40
2,2,6, Recursos humanos (Empleados y Obreros) 40
2,2,7, Recursos Financieros 41

vii
2,3, Procesos de Producción (diagramas de flujo de proceso, operaciones, de recorrido) 41
2,3,1, Proceso de Fabricación del Cemento 422,3,2, Explotación de la materia prima 432,3,3, Preparación de materias primas 44
2,3,4 Preparación de crudo 47
2,3,5, Fabricación de Clinker 492,3,6, Molienda de Cemento 522,3,7, Despacho de cemento 542,4, Diagrama de flujo de proceso 562,5, Diagrama de flujo de operaciones 562,6, Diagrama de flujo de recorrido 562,7, Análisis Foda 56
2,8, Registro de problemas (Recolección de datos de acuerdo a problemas) 57
CAPITULO III ANALISIS Y DIAGNOSTICOS
Nº Descripción Pag.
3,1, Análisis de datos (Diagramas Causa – Efecto, Ishikawa, Pareto) 59
3,1,1, Diagrama de Causa-Efecto 593,1,1,1 Gráfico de causa – Efecto 593,1,1,2, Problema Nº 1 603,1,1,2,1, Causa del problema 603,1,1,2,2, Efecto del problema 603,1,2, Diagrama de Pareto 60
3,1,2,1, Cuadros de Paradas del Molino Vertical de Coke 60
3,1,2,2, Frecuencia de Paradas del Molino de Coke 60
3,1,2,3, Diagrama de Pareto del Molino Vertical de Coke por frecuencia de paradas 61

viii
3,1,2,4, Frecuencia por Números de horas de parada del Molino Vertical de Coke 61
3,1,2,5, Diagrama de Pareto del Molino Vertical de Coke por horas no trabajadas por causa del Filtro Principal 62
3,1,3, Análisis 5 fuerzas de Porter 62
3,1,3,1, Factores de las Fuerzas de Porter 62
3,2, Impacto económico de problemas 64
3,3, Diagnóstico 65
CAPITULO IV
PROPUESTA Nº Descripción Pag. 4,1, Planteamiento de alternativas de solución a problemas 664,1,1, Como alternativas de solución 664,2, Costos de alternativas de solución 674,2,1, Costos de la inversión para ampliación del filtro de Coke 674,3, Evaluación y selección de alternativa de solución 674,3,1, La Gestión de Mantenimiento nos dice 684,3,2, Mantenimiento Preventivo 684,3,3, Capacitación del personal de turno 694,3,4, Objetivo 69
CAPITULO V
EVALUACIÓN ECONOMICA Y FINANCIERA
Nº Descripción Pag.5,1, Plan de inversión y financiamiento 705,2, Amortización de la inversión 70
5,2,1, Amortización 71
5,3, Flujo de Caja 72
5,4, Evaluación financiera (Coeficiente beneficio/costo, TIR, VAN, Periodo de recuperación del capital) 73
ix
5,4,1, Análisis del Índice del Costo – Beneficio 735,4,2, Índices financieros que sustentan la inversión 745,4,2,1, Punto de equilibrio 755,4,2,2, Tasa interna de retorno 755,4,2,2,1, Cálculo de la tasa interna de retorno 755,4,2,3, Valor actual neto (VAN) 765,4,2,4, Tiempo de recuperación de la inversión 77
CAPITULO VI
PROGRAMACION PARA PUESTA EN MARCHA
Nº Descripción Pag.6,1, Planificación y Cronograma de implementación 786,1,1, Cronograma de puesta en marcha 79
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
Nº Descripción Pag. 7,1, Conclusiones 807,2, Recomendaciones 81 Anexos 82

x
INDICE DE ANEXOS
Nº Descripción Pag. 1 Ubicación de la fábrica 83
2 Organigrama Holcim Planta Guayaquil 84
3 Análisis de las Estadísticas de ventas Sacos y Granel 85
4 Elaboración de los costos de la mano de obra del área de Coke 86
5 Diagrama de flujo del área del molino vertical de Coke 87
6A Diagrama de Operaciones 88
6B Diagrama de Operaciones 89
7A Diagrama de recorrido del área Del Molino Vertical de Coke 90
7B Diagrama de recorrido de toda la planta de Holcim-Guayaquil 91
8 Paradas del Molino Vertical de Coke 92
9 Materiales para la fabricación y Montaje para la ampliación del filtro de coke 101
10A Proforma del cambio de mangas del filtro de coke 10310B Proforma de ampliación y Montaje del Filtro de Coke 10411 Cálculo del índice beneficio/costo 10512 Diagrama de Gantt 106

xi
INDICE DE CUADROS
Nº Descripción Pag.
1 Participación en el mercado actual de Holcim planta
Guayaquil Sacos y Granel 24
2 Participación en el mercado nacional Holcim planta
Guayaquil sacos 25
3 Mercado cemento Ecuador 2006-2009 26
4 Participación de Holcim en regiones del país 27
5 Participación Del Mercado Nacional 2009 Holcim Planta
Guayaquil 28
6 Índice histórico de ventas planta Guayaquil 307 Capacidad de producción de la planta Guayaquil 338 Capacidad del Molino Vertical de Coke 359 Equipos principales planta Guayaquil 3810 Porcentajes necesarios de Elementos Químicos 4511 Composición del crudo 4712 Reacciones presente en la Fabricación de Clinker 5013 Especificaciones de Calidad de Clinker 5214 Números de paros del molino de Coke 5815 Números de Paros del Molino de Coke 6016 Números de horas Paradas del Molino de Coke 6117 Cuantificación de pérdidas 6418 Costos por ampliación del filtro principal de coke 6719 Tabla de Amortización 7120 Flujo de caja 7221 Análisis Costo – Beneficio 7322 Cálculo del TIR 7623 Puesta en marcha 79

xii
RESUMEN
TEMA: MEJORAR LA CAPACIDAD DEL FILTRO DE COKE EN LA EMPRESA HOLCIM PLANTA GUAYAQUIL.
Autor: Luis Alberto Sánchez Sánchez
Mediante los estudios realizados en el área de coke encontramos que el 68% de estos problemas son causados por “presión diferencial alta”. Mediante la observación y demás herramientas de Ingeniería Industrial como el T.O.C. (teoría de las restricciones), se logró identificar que en el interior del Filtro de coke presenta alta humedad, disminuyendo la vida útil de las mangas filtrantes, ocasionando paradas innecesarias por problemas de presión diferencial alta, provocando que el Molino no trabaje a toda su capacidad. El objetivo de esta tesis es de ampliar dos cámaras más, aparte de las ocho ya instaladas para así aumentar la superficie del área del filtrado, para que las mangas del filtro realicen un mejor sistema de barrido (limpieza), y que cumplan con todas las normas técnicas de construcción además la instalación y montaje, para mejorar la disponibilidad y aumentar el rendimiento del molino de coke de las líneas de producción. Con la ampliación del filtro principal de coke, la producción del molino se incrementara de 32 ton/h hasta 38,4 ton/h, hablamos de un incremento del 20 % es decir el 6,4 ton/h, que hemos aumentado con la ampliación de dos cámaras más aparte de las ya instaladas con esta propuesta aumentaremos el rendimiento del molino optimizando sus recursos y permitiendo un flujo continuo, controlando y estabilizando las operaciones de los hornos. Holcim planta Guayaquil es una fábrica de cemento, que lo distribuye por medio de franquiciados. El sector donde se desarrolla la presente tesis es el área de Coke en el cual se han podido identificar que la empresa ha dejado de recibir aproximadamente 39,490 Dólares debido a 25,34 horas por paradas siendo la causa, los aumentos de presión alta en el filtro bajando la producción del molino de coke. La mejora planteada cuyo Beneficio/Costo es de 22.74 dólares por cada dólar invertido. Los costos de inversión es de $120144,12 lo que representa una mínima cantidad comparado con los $ 2732405.2 que es lo que se beneficiara la empresa.
Luis Sánchez Sánchez Ing. Ind. Walter Caicedo Carriel Autor Director del Trabajo

PRÓLOGO
La intención de la presente tesis es conocer la situación actual de la
empresa a fin de evaluar los problemas que se encuentren y plantear
propuestas de mejora. Se han desarrollado 7 capítulos que se describen a
continuación:
Capitulo uno: Presenta la descripción de los antecedentes y
objetivos de la tesis en conjunto con las técnicas de ingeniería industrial
que se emplearan para la elaboración del presente trabajo.
Capitulo dos: Se muestrea la situación actual de la empresa, su
distribución de planta la descripción de los procesos para elaborar el
cemento además se analiza la planificación de producción.
Capitulo tres: Se realiza el análisis y diagnostico de los problemas
que afectan al área de coke, se realiza un diagrama de Causa efecto para
evaluar las causas que lo originan y las pérdidas que estos problemas
ocasionan.
Capitulo cuatro: Se plantea la propuesta de solución, en base a
detalles técnicos del proveedor de las máquinas instaladas y el costo de
la implementación de la solución.
Capitulo cinco: La solución de la propuesta es evaluada con
indicadores financieros como el TIR, el VAN y el tiempo de recuperación
del capital invertido.
Capitulo seis: La programación y puesta en marcha de la propuesta
de solución teniendo una fecha de inicio hasta la fecha de finalización
estimada para efectos de control.
Capitulo siete: Conclusiones y recomendaciones de la tesis que nos
permitan realizar la mejor inversión sin afectar la economía de la empresa.
CAPITULO I
GENERALIDADES 1.1 Antecedentes
El 12 de julio de 1923 se inauguró la planta de cemento San
Eduardo, ubicada a 4 km Guayaquil de la época. En aquel entonces, la
empresa se llamaba INDUSTRIAS Y CONSTRUCCIONES C. A, y la
producción del cemento “Cóndor” alcanzaba las tres mil toneladas al año.
La planta San Eduardo, funcionó normalmente hasta 1933 cuando cerró
por insuficiencia de fondos y problemas técnicos.
En 1948, la empresa reinició sus actividades con un nuevo dueño y
bajo el nombre de “LA CEMENTO NACIONAL”. El saco de cemento
“Cóndor” se empezó a llamar “Rocafuerte”. La gran demanda de cemento
en los años 40 hizo necesaria la ampliación de la fábrica San Eduardo en
corto tiempo. En las próximas 3 décadas, la empresa continuó su
crecimiento acelerado.
En 1975 se inició la construcción de la planta de cemento Guayaquil
antes llamada (Cerro Blanco), ubicada en el Km 18.5 vía a la Costa, en
las afuera de la ciudad de Guayaquil. En 1976 el 47 % de las acciones de
la Cemento Nacional empezaron a ser parte del grupo cementero suizo
Holderbank (hoy Holcim).
Se instala en La Planta Guayaquil, el molino vertical de rodillos más
grande de América, construido por Pfeiffer empresa alemana y su montaje
lo hizo personal ecuatoriano asesorado por los proveedores. Esta obra
permitió que la empresa incremente su producción de cemento anual a 2
millones trescientas mil toneladas.

Generalidades 3
En 1999, se inició la construcción de la molienda de cemento
Latacunga (antes llamada San Rafael) complementándose así la
producción de cemento de la Planta Guayaquil. La molienda sería
inaugurada oficialmente en Enero del 2005.
Desde Suiza, el grupo Holderbank anuncia oficialmente que el
nombre de la empresa cambiaría por uno con más coherencia con sus
actividades industriales: Holcim, que es la unión de “Hol” de Holderbank
con “Cim” de ciment, que significa cemento en francés.
El 21 de Octubre del 2004, La Cemento Nacional C. A se cambia de
nombre a “Holcim Ecuador S.A.”, con una imagen completamente
renovada y alineada a los estándares del grupo a nivel internacional.
1.2. Contexto del problema.
Dentro de la empresa, en cada área productiva desde la trituración
de la piedra caliza hasta el despacho de los sacos de cemento, se
encuentran instalados varios filtros de desempolvados, pero del que
vamos hacer énfasis es el Filtro principal de Coke, código Sap CB.L61-
FT1.
Durante las observaciones realizadas hemos encontrado el
siguiente problema de los cuales mencionaremos a continuación:
Bajo Eficiencia en el Molino Vertical de Coke.
Causadas por: Máquinas y Equipos (fallas mecánicas, eléctricas y por Presión
Diferencial Alta en Filtro Principal de Coke).
Materia prima (humedad)
Generalidades 4
Medio Ambiente (emisiones de polvo).
1.2.1. Datos generales de la empresa.
Es una empresa perteneciente al grupo suizo Holcim, una de las
compañías cementeras más grandes e importantes del mundo. Producen
cemento, agregados y hormigón.
El impecable currículum empresarial que tiene a nivel nacional e
internacional, habla de la calidad de los productos, así como la gente que
compone la empresa. Por ello, contamos con más de 1000 empleados
altamente calificados.
Operan 2 plantas de cemento, 7 plantas de hormigón, 3 plantas de
agregados y ofrecen asesoría técnica a través de 15 oficinas regionales
de venta a lo largo del país. Sus oficinas administrativas se encuentran en
la ciudad de Guayaquil.
1.2.1.1. Seguridad e Higiene Industrial, calidad y medio ambiente.
En los últimos años la política de seguridad es lo más importante en
el desenvolvimiento de las actividades productivas de la empresa y esta
se orienta a la fijación de normas y reglamentos generales en las cuales
se desarrollan las acciones de seguridad; a continuación se enumeran
siguientes procedimientos:
Todos los accidentes pueden ser prevenidos. Todo el personal que trabaja en las instalaciones debe ser instruido
en temas de seguridad. La responsabilidad de la prevención de los accidentes es de línea
ejecutiva con asesoramiento de todas las personas que laboran en
el lugar mediante reporte de los mismos. La seguridad es condición de empleo y permanencia del mismo.

Generalidades 5
Todos los riesgos pueden ser controlados mediante una actitud
proactiva. La seguridad es tarea de todos Se investigan las causas de los accidentes a fin de prevenir
situaciones similares en el futuro. Llevar estadísticas de incidentes a fin de prevenir actos de la
planta. Brindar la rehabilitación adecuada en caso de un accidente. Instaurar brigadas de primeros auxilios y contra incendios. Contratación de servicios que presten transporte y atención
inmediata en una emergencia. 1.2.1.2. Reglas principales de seguridad en Holcim.
Entre los reglamentos de Holcim se detallan 5 reglas principales que
todo el personal propio o contratista debe de cumplir dentro de las
instalaciones:
1. No pase por alto o interfiera cualquier disposición de seguridad (ni
tampoco deje que estas sean pasadas por alto o interferidas por
nadie, sin importar cargo).
2. Las reglas de uso del equipo de protección personal (EPP)
aplicadas a tareas específicas, deben ser cumplidas siempre.
3. El procedimiento de etiquetado y bloqueo debe ser cumplido
siempre.
4. Ninguna persona puede trabajar bajo los efectos del alcohol o
drogas.
5. Todos los incidentes y accidentes deben ser reportados.
1.2.1.3. Política del Sistema de Gestión, Calidad y Medio Ambiente Holcim Ecuador, está comprometido con la creación de valor, para
nuestros accionistas, clientes, empleados y sociedad, a través del

Generalidades 6
mejoramiento continuo de su sistema de gestión integral de Calidad –
Medioambiente - Seguridad y Salud Ocupacional, con base en la revisión
periódica de los objetivos, asegurando su adecuación a los
requerimientos de la reglamentación legal vigente para nuestros
productos y operaciones y buscando la satisfacción de nuestros clientes y
partes interesadas.
GRAFICO # 1
7%
70%
8%7%
8%
CALIDAD ( ISO 9001)
MEDIOAMBIENTE(ISO 14001)
SEGURIDAD YSALUD
OCUPACIONAL(OHSAS 18001)
DISTRIBUCION DE DOCUMENTACIÓN EN UN SISTEMA DEGESTIÓN INTEGRADO
Autor: Luis Sánchez Sánchez Fuente: Planta Guayaquil.
1.2.2. Localización
La Planta Guayaquil está ubicada en la zona noroeste de la ciudad
de Guayaquil, en una zona industrial a la altura del Km. 18.5 de la vía a la
costa, sector estratégico que le permite desarrollar plenamente sus
actividades.
El área perteneciente a Holcim se halla ubicada al margen derecho
de la vía Guayaquil-Salinas (vía a la costa) en la parroquia Chongon,
provincia del Guayas. (Ver Anexo 1).
Anualmente, esta Planta produce 2 millones de toneladas de clinker
y 2.5 millones de toneladas de cemento de capacidad instalada. El
cemento producido por nuestra Planta Guayaquil cubre las necesidades

Generalidades 7
de prácticamente todo el país, teniendo como apoyo a la Molienda
Latacunga.
Planta de Cemento Guayaquil
Km. 18.5 vía a la costa
Guayaquil
Ecuador
Teléfono (593-4) 2873487
Fax (593-4) 2873433
1.2.3. Identificación según Código Internacional Industrial Uniforme (CIIU).
La Codificación Industrial Uniforme (CIIU) es el reglamento que
norma las actividades económicas que las empresas pueden desarrollar
según como estén clasificadas.
El ente encargado de normar su manejo a nivel nacional es el
Instituto Nacional de Estadísticas y Censos (INEC). La clasificación
nacional de la CIIU se la puede obtener a través de la página web del
INEC cuya dirección electrónica es www.inec.gov.ec , en esta página se
encuentran las clasificaciones de todas las empresas.
Por ley a partir del año 1999, es obligatoria para todas las
instituciones la utilización del sistema armonizado de nomenclaturas de la
clasificación nacional de la (CIIU) 3ª revisión con el objetivo de establecer
por ley la actividad económica de las compañías.
La compañía Holcim planta Guayaquil parte del grupo Holcim
Ecuador de Holcim Internacional, según la codificación Industrial
Internacional Uniforme (CIIU) se encuentra clasificada como:

Generalidades 8
Empresa manufacturera de extracción y procesamientos de
materiales para la construcción 369225, (cemento), y se desglosa de la
siguiente manera en la tabla del INEC 3 ª revisión:
36: Industria manufacturera de fabricación de productos no
derivados del petróleo ni del carbón.
9: Actividades de servicios como eliminación de desperdicios.
225: Actividades de explotación y extracción de caliza.
369225: Fabricación de cemento con extracción de materia prima.
1.2.4. Productos (Servicios).
La compañía es una empresa manufacturera que se encarga de la
fabricación de Clinker que es el principal componente para la elaboración
del cemento que se lo despacha al granel en camiones, volquetas y
bañeras con capacidades que van desde las 28 hasta 40 toneladas.
Además produce varios tipos de cementos que se despachan en dos
presentaciones: en sacos que son llenados por máquinas envasadoras
rotatorias en fundas de 50 kg y al granel en tanqueros especiales para
transportar cementos con capacidad de 25 a 30 toneladas.
En el despacho de granel de cemento se despachan diferentes tipos
de cemento según la necesidad de resistencia que desee el cliente, estos
productos son: Tipo IP (GU), Tipo IP (HE), Tipo IP (SM), Tipo I, Tipo II.
La descripción de los productos que la empresa fabrica son los
siguientes:

Generalidades 9
1.2.4.1 Descripción de los productos. 1.2.4.1.1. Clinker.-
Es el componente principal para la fabricación del cemento, es el
resultado de la calcinación del crudo en los hornos rotatorios a
temperaturas de hasta 1450° C, el cual puede poseer diversas
características dependiendo del tipo de cemento que se desee fabricar de
acuerdo a los requerimientos del cliente, que son las fábricas de cemento
de la competencia.
1.2.4.1.2. Tipos de cemento.
Existen varios tipos de cemento que se utilizan en diversas
aplicaciones y en Holcim se fabrican bajo un estricto control siguiendo las
normas de calidad especificadas para cada tipo.
En la compañía se despacha el 83% del producto que es el cemento
tipo IP en sacos de 50 Kg. los demás tipos de cemento se despachan al
granel en camiones cisternas directamente desde los silos de
almacenamiento , al igual que el clinker que también es despachado en
camiones.
1.2.4.1.2.1. Cemento Portland Puzolanico (GU = General Use):
Los tipos de cemento IP están fabricados bajo la norma de calidad
INEN 490 y el cemento GU es el tipo de cemento más común y comercial
que se encuentra en el mercado utilizado en la construcción de viviendas
pavimentos y de concretos que no estén sometidos a los efectos dañinos
de sulfatos, cloruros, sales y algunos elementos corrosivos que pueden
estar presentes en el agua o en los suelos ya que estos elementos le
puedan quitar dureza y resistencia a la estructura construida, no es
recomendado para construcciones que van a estar en contacto con el
agua ya que la gran temperatura que se genera en el fraguado producirá

Generalidades 10
agrietamientos internos por donde el agua se introducirá a la estructura y
terminaría deteriorándola.
Especificaciones 1P (GU)
Producto Cemento NTE INEN 490
Propiedad Unidad Requisito NTE INEN
490 Método
Aplicado Promedio
(*) Coeficiente de variación
(*) Fc(*)
Resistencia 3 días Mpa 13,0 NTE INEN 488 19,0 < 5,0 % 17,4
Resistencia 7 días Mpa 20,0 NTE INEN 488 25,0 < 5,0 % 23,0
Resistencia 28 días Mpa 25,0 NTE INEN
488 32,0
Fraguado Inicial, Vicat minutos 45 a 420 NTE INEN
158 160a 220
Autor: Luis Sánchez Sánchez Fuente: Planta Guayaquil. 1.2.4.1.2.2. Tipo IP (HE= High Early Strength):
Este tipo de cemento se lo utiliza cuando se necesita un alto calor de
hidratación (40 grados centígrados) se recomienda su uso en cuerpos de
grandes masas porque reduce riesgos de agrietamiento, como represas y
grandes cimentaciones en climas muy cálidos. Especificaciones 1P
(HE)
Producto Cemento NTE INEN 490
Propiedad Unidad Requisito NTE INEN
490 Método
Aplicado Promedio
(*) Coeficiente de variación
(*) Fc(*)
Resistencia 3 días Mpa 13,0 NTE INEN
488 23,0 < 5,0 % 21,1
Resistencia 7 días Mpa 20,0 NTE INEN
488 30,0 < 5,0 % 27,5
Resistencia 28 días Mpa 25,0 NTE INEN
488 36,0
Fraguado Inicial, Vicat minutos 45 a 420 NTE INEN
158 160a 220 Autor: Luis Sánchez Sánchez Fuente: Planta Guayaquil.

Generalidades 11
1.2.4.1.2.3. Tipo I: Este tipo de cemento es fabricado bajo la norma NTE INEN 152-1 y
entre sus propiedades posee una mediana resistencia a los ataques de
los sulfatos y moderado calor de hidratación es utilizado en represas
canales de riego, tuberías piscinas y en lugares donde existen
demasiados elementos corrosivos.
Autor: Luis Sánchez Sánchez
Especificaciones 1P (SM)
Producto Cemento NTE INEN 152
Propiedad Unidad Requisito NTE INEN
490 Método
Aplicado Promedio
(*)
Coeficiente de
variación (*)
Fc(*)
Resistencia 3 días Mpa 12,0 NTE INEN 488 21,0
Resistencia 7 días Mpa 19,0 NTE INEN 488 29,0 < 5,0 % 26,6
Resistencia 28 días Mpa 28,0 NTE INEN 488 38,0
Fraguado Inicial, Vicat
minutos 45 a 378 NTE INEN 158 160a 220
Fuente: Planta Guayaquil.
1.2.4.1.2.4. Tipo II: Este tipo de cemento es fabricado bajo la norma NTE INEN 152-2 y
entre sus especificaciones se puede mencionar que es especialmente
recomendado para la construcción de pistas de aterrizaje, puentes,
estructuras prefabricadas de complejos industriales y muchas
aplicaciones debido a su alta resistencia y baja temperatura de fraguado.
Autor: Luis Sánchez Sánchez
Especificaciones ll
Producto Cemento NTE INEN 490
Propiedad Unidad Requisito NTE INEN 490
Método Aplicado
Promedio (*)
Coeficiente de variación (*)
Fc(*)
Resistencia 3 días Mpa 10,0 NTE INEN 488 12,0
Resistencia 7 días Mpa 17,0 NTE INEN 488 19,0 < 5,0 % 7,4
Resistencia 28 días Mpa 28,0 NTE INEN 488 32,0
Fraguado Inicial, Vicat minutos 45 a 375 NTE INEN 158 160a 200
Fuente: Planta Guayaquil

Generalidades 12
Nota: La norma NTE INEN 152 cubre con 8 tipos de Cemento
Portland. Esto no significa necesariamente que estos compuestos están
presentes totalmente como tales en el cemento.
Algunos cementos pueden estar designados con un tipo combinado
de clasificación, como el tipo I/II, que indica que el cemento cumple los
requisitos de dichos tipos y se puede vender para ser usados
indistintamente cuando se solicite cualquiera de los dos tipos.
1.2.5. Estructura Organizacional.
La compañía desde septiembre del 2004, inicio el proceso de
integración de la parte administrativa con la planta, para lograr optimizar
recursos, involucrar a todos en la toma de decisiones y que la información
de toda índole fluya tanto de manera horizontal como vertical.
Con este cambio se logró que la organización no sea piramidal y
que exista nueva responsabilidades para los nuevos usuarios de la
organización detallando compromisos y competencias consiguiendo de
esta manera que todos los procesos sean más productivos y dinámicos,
(ver anexo # 2). 1.2.6. Filosofía estratégica.
En “Holcim cementos” S.A., consciente de que la seguridad y salud
de las personas que laboran en sus instalaciones son factores
fundamentales para el logro de la misión de la compañía establece una
política de gestión integral como sigue:”
“Holcim Cementos S.A., está comprometida con la creación de valor,
para sus accionistas, clientes, empleados y sociedad, a través del
mejoramiento continuo de su sistema de gestión integral de calidad –
medioambiente – seguridad y salud ocupacional, con base en la revisión
periódica de los objetivos, asegurando su adecuación a los

Generalidades 13
requerimientos de la reglamentación legal vigente para sus productos y
operaciones, buscando la satisfacción de sus clientes y partes
interesadas.”
1.2.7. Misión.
La información se rige a las políticas de la empresa. “Ser la empresa más respetada y exitosamente operada en nuestra
industria, creando valor para nuestros clientes, empleados, accionistas y
comunidad implicada.”
1.2.8. Visión.
La información se rige a las políticas de la empresa: “Crear los cimientos para el futuro de la sociedad”.
“Ser una sola empresa adquiriendo participación en compañías
locales alrededor del mundo, a ser un grupo líder global capaz de
enfrentar los retos de mercados cada vez más competitivos”.
“Proveer valores que perduren y a través de las plazas de trabajo
que creamos, nuestro involucramiento social en cada comunidad local y
nuestra responsabilidad para con el medio ambiente y los recursos
sustentables para las futuras generaciones”.
1.3. Descripción general del problema.
Cabe mencionar que el filtro de coke que estamos estudiando es
esencial para el Molino Vertical de Coke, porque si el primero no trabaja el
otro tampoco lo hace.
A continuación detallaremos el problema encontrado.
Bajo Eficiencia en el Molino Vertical de Coke.

Generalidades 14
Causadas por:
Máquinas y Equipos (fallas mecánicas, eléctricas y por Presión Diferencial Alta en Filtro Principal de Coke).-
Estos problemas se dan cuando por diversas razones se presentan
fallas mecánicas, eléctricas o por aumento de presión diferencial en el
filtro principal, lo cual las mangas de dicho filtro no están ejerciendo la
correcta labor de limpieza, dando como resultado que las mangas
instaladas en el interior del filtro se saturen, con esto baja el rendimiento
de producción del Molino Vertical de Coke.
Materia Prima (humedad).- Debido a la humedad de la materia
prima los gases que hay en el interior del filtro que son generados por el
proceso de molienda del coke, provoca un reacción de condensación local
haciendo que las mangas del filtro se tapen provocando con esto la
saturación de las mangas.
Medio Ambiente (emisiones de polvo).- Las emisiones de polvo
son causados por mangas rotas, y todo este polvo sale al ambiente
contaminándolo, lo cual se requiere parar el molino para efectuar su
debido mantenimiento y cambiar las mangas rotas y así evitar la
contaminación al ambiente.
1.4. Objetivos. El objetivo de la empresa es asegurar una fuerte posición
competitiva en nuestros mercados relevantes, a través de un diseño
creativo de productos y excelencia operacional.
Considera el cambio como una oportunidad para crear una ventaja
competitiva a través de la creatividad, la operación y la distribución
oportuna.

Generalidades 15
Se esfuerza por crear una cultura que constantemente desafíe la
manera en que se hacen negocios, y fomentamos las iniciativas de
innovación empresarial, soportada por una clara visión de nuestro futuro,
una estructura de administración plana y un constante entorno de
aprendizaje más ágil.
Su objetivo es continuamente demostrar su compromiso con el
desarrollo sustentable y jugar un rol preponderante en la responsabilidad
social dentro de nuestro círculo de influencia.
1.4.1. Objetivo general de la empresa.
Asegurar una fuerte posición competitiva en los mercados
relevantes, a través de un diseño creativo de productos y excelencia
operacional.
Aliarse con los mejores proveedores del mundo, entregando valor
agregado tanto para el Grupo así como para nuestros clientes.
Ser una organización multicultural. Empoderar a sus empleados de
todos los niveles, e integrarlos completamente a su red global.
Ampliar selectivamente nuestro portafolio global de empresas.
Mantener un diálogo activo con los gobiernos, organizaciones
internacionales y no gubernamentales (ONG’s) para que lo reconozcan
como un socio valioso y confiable.
Continuamente demostrar el compromiso con el desarrollo
sostenible y jugar un rol preponderante en la responsabilidad social dentro
de un círculo de influencia.
Tener un desempeño financiero a largo plazo y ser la organización
más recomendada en la industria cementera.

Generalidades 16
1.4.2. Objetivo general del trabajo de investigación
Nuestro objetivo general es:
• Encontrar las fallas que afectan al molino de coke.
• Corregir las fallas que hayamos encontrado.
• Mejorar la producción del molino de coke.
• Evitar el incremento de presión del filtro principal de coke.
• Realizar rutas de inspección para controlar cualquier falla que se
presente y corregirlas a tiempo, para no afectar la producción de los
hornos.
1.4.3. Objetivos específicos de la empresa.
Alcanzar y mantener los más altos estándares de satisfacción al
cliente en nuestra industria, a través de productos y servicios
innovadores.
Tener cero accidentes.
Ser reconocidos como empleadores de primer nivel.
Aumentar utilidades para el beneficio de sus accionistas y
trabajadores.
Cumplir con la planificación anual de producción.
Cumplir con la planificación de mantenimiento.
1.4.4. Objetivos específicos del trabajo de investigación.
Nuestros objetivos específicos son:
• Demostrar que de los problemas que hemos encontrado en el área
del molino de coke, tienen solución para así mejorar el nivel de
producción del molino.
• Alcanzar mejores resultados con las mejoras que se harán al filtro de
coke.
Generalidades 17
• Eliminar los paros por aumento de temperatura del filtro de coke.
• Con la ampliación del filtro principal de coke mejoraremos la
producción del molino en un 20 %.
1.5. Justificativos.
Son estos los principales problemas a simple observación
detectados, los cuales son muy importantes tratarlos ya que traen consigo
muchas consecuencias al final, como son costos elevados de producción
o debido a que por causas del filtro no haya suficiente stock en las tolvas,
para que el molino no esté parando por causas del filtro.
Este trabajo se justificará por las siguientes razones:
Tecnológicamente: La capacidad instalada de producción del
Molino Vertical de Coke es de 40 ton/h, considerando que en la actualidad
la producción es de 32 ton/h.
Económicamente: Al presente existe un déficit de 192 Ton diarias aproximadamente de coke, que no se está alimentando a los hornos para
su combustión lo que representa un valor de producción de 9350,40
dólares / día, y 46080 dólares / año, ya que la utilidad por tonelada es de
48,70 dólares.
Identificando que los problemas del proceso de producción del
molino vertical de coke de la Planta Guayaquil afectan:
• En la optimización de la capacidad instalada.
• En los costos de operación.
• En los tiempos y movimientos del proceso.
Debido a estas situaciones se requiere desarrollar un estudio en el
que permita diseñar procesos y controles.

Generalidades 18
La implementación de las técnicas de Ingeniería Industrial permitirán
el mejor manejo y dirección de los recursos de producción, técnicas que
eliminaran en gran proporción todos estos problemas que actualmente
tiene la empresa, ya sean están técnicas de programación de producción
y mantenimiento como son el MRP1.
1.6. Delimitación de la Investigación.
El trabajo de investigación se lo delimita, en el punto más fuerte de la
empresa Holcim Ecuador S. A. en la planta Guayaquil en el área de Coke,
en el equipo CB. L61-FT1 (Filtro Principal de Coke).
1.7. Marco Teórico.
Este capítulo está orientado a la descripción de las metodologías y
herramientas de ingeniería que serán utilizadas para elaborar un análisis
y solución de los problemas de la empresa.
1.7.1. Mrp: Planeación avanzada de procesos para la manufactura.
Programa que convierte estimaciones de demanda en programas de
producción, genera listas de insumos, crea órdenes de trabajo para cada
paso del proceso, registra niveles de inventarios, coordina compras de
materiales con los requerimientos de producción, genera reportes de
problemas y otra información para propósitos financieros, de acuerdo a la
configuración del programa.
Esquema general de un sistema MRP.- Las técnicas MRP (Materials Requirement Planing) Planificación de
requerimiento de materiales, son una solución efectiva a un problema
Generalidades 19
clásico en producción; el de controlar y coordinar los materiales para que
se hallen a punto cuando son precisos y ha propio tiempo sin necesidad
de tener un excesivo inventario.
1.7.2. KAIZEN
La palabra KAIZEN significa mejoramiento. Utilizando está
metodología como parte de una estrategia global cuyo objetivo final es la
MEJORA de los procesos para optimizar todos los recursos de que
dispone una empresa.
Por otra parte la metodología KAIZEN, permite mantener y mejorar
el estándar de trabajo mediante mejoras pequeñas y graduales.
La metodología KAIZEN fue desarrollada en Japón en la línea del
modelo de gestión Lean Manufacturing.
Empresas diversas como: Metalúrgicas, Químicas, Electrónicas, etc.,
son beneficiarias de los resultados que la metodología KAIZEN les aporta.
1.7.3. Las 5 “s”.
El principio de orden y limpieza al que haremos referencia se
denomina método de las 5´s y es de origen japonés.
Este concepto no debería resultar nada nuevo para ninguna
empresa, pero desafortunadamente si lo es. El movimiento de las 5´s es
una concepción ligada a la orientación hacia la calidad total que se originó
en el Japón bajo la orientación de W. E. Deming hace mas de 40 años y
que está incluida dentro de lo que se conoce como mejoramiento continuo
o gemba kaizen.
Surgió a partir de la segunda guerra mundial, sugerida por la Unión
Japonesa de Científicos e Ingenieros como parte de un movimiento de

Generalidades 20
mejora de la calidad y sus objetivos principales eran eliminar obstáculos
que impidan una producción eficiente, lo que trajo también aparejado una
mejora sustantiva de la higiene y seguridad durante los procesos
productivos.
Su rango de aplicación abarca desde un puesto ubicado en una línea
de montaje de automóviles hasta el escritorio de una secretaria
administrativa.
Estrategia de las 5´s.- Se llama estrategia de las 5S porque
representan acciones que son principios expresados con cinco palabras
japonesas que comienza por S. Cada palabra tiene un significado
importante para la creación de un lugar digno y seguro donde trabajar.
Estas cinco palabras son:
• Clasificar. (Seiri)
• Orden. (Seiton)
• Limpieza. (Seiso)
• Limpieza Estandarizada. (Seiketsu)
• Disciplina.(Shitsuke)
Las cinco "S" son el fundamento del modelo de productividad
industrial creado en Japón y hoy aplicado en empresas occidentales. No
es que las 5S sean características exclusivas de la cultura japonesa.
Todos los no japoneses practicamos las cinco "S" en nuestra vida
personal y en numerosas oportunidades no lo notamos. Practicamos el
Seiri y Seiton cuando mantenemos en lugares apropiados e identificados
los elementos como herramientas, extintores, basura, toallas, libretas,
reglas, llaves etc.
Cuando nuestro entorno de trabajo está desorganizado y sin limpieza
perderemos la eficiencia y la moral en el trabajo se reduce.

Generalidades 21
Son poco frecuentes las fábricas, talleres y oficinas que aplican en
forma estandarizada las cinco "S" en igual forma como mantenemos
nuestras cosas personales en forma diaria. Esto no debería ser así, ya
que en el trabajo diario las rutinas de mantener el orden y la organización
sirven para mejorar la eficiencia en nuestro trabajo y la calidad de vida en
aquel lugar donde pasamos más de la mitad de nuestra vida. Realmente,
si hacemos números es en nuestro sitio de trabajo donde pasamos más
horas en nuestra vida. Ante esto deberíamos hacernos la siguiente
pregunta.... vale la pena mantenerlo desordenado, sucio y poco
organizado.
Es por esto que cobra importancia la aplicación de la estrategia de
las 5S. No se trata de una moda, un nuevo modelo de dirección o un
proceso de implantación de algo japonés que "nada tiene que ver con
nuestra cultura latina". Simplemente, es un principio básico de mejorar
nuestra vida y hacer de nuestro sitio de trabajo un lugar donde valga la
pena vivir plenamente. Y si con todo esto, además, obtenemos mejorar
nuestra productividad y la de nuestra empresa por qué no lo hacemos.
Cuando un visitante externo entra en nuestras instalaciones, lo
primero que le llama la atención es el nivel de limpieza y orden que
observa.
De entrada esto es uno de los datos más significativos del grado de
atención que le ponemos a lo que nos rodea y por extensión al producto
que fabricamos.
Conseguir que la planta esté limpia y ordenada, es tarea de todos y
es además un exponente de cómo las personas se sienten integradas en
los objetivos de la empresa.
También es una buena forma de empezar el desarrollo de los grupos
de trabajo, comenzando con un proyecto de participación entre jefes y

Generalidades 22
empleados, donde los objetivos que se plantean son a corto plazo y el
resultado les afecta a todos.
Desarrollar el hábito de:
• Eliminar lo innecesario.
• Un sitio para cada cosa y cada cosa en su sitio.
• A través de la limpieza detectar defectos y problemas.
• Estandarizar la limpieza.
• Extender la aplicación a toda la organización y desarrollar sistemas
de evaluación y auditorias.
En este estudio es necesario desarrollar diagramas que nos permitan
cuantificar los tiempos improductivos que se generan por diversas causas
y que deben de ser detectadas para tomar acciones correctivas que
mejoren nuestro modelo productivo.
Estudios de tiempos.- Los estudios de tiempos y movimientos
fueron desarrollados a partir de la segunda guerra mundial cuando se
trataba de aumentar la producción al reducir las actividades que no eran
productivas y que retrasaban los procesos.
Existen extensas investigaciones sobre estudios de tiempos y
movimientos entre ellos se encuentran: La introducción a la ingeniería de
métodos de Niebel.
1.8. Metodología.
Los instrumentos que se van a utilizar son las técnicas aprendidas a
lo largo de los estudios universitarios tales como estudios de
recopilación de datos: recorridos de planta, graficas de flujo,
organigramas, diagramas, investigación de métodos, etc. Para demostrar,

Generalidades 23
en forma organizada, clara y precisa como serán alcanzados los objetivos
específicos.
Se utilizará el método de la observación y se revisarán los
componentes de las máquinas que fallan con más frecuencia en las
actividades del proceso del molino de coke, se realizará un diagrama de
causas efecto para encontrar los problemas que disminuyen el
rendimiento de las máquinas y por medio de un diagrama de Pareto se
podrá tener una mejor información de cómo resolver los problemas más
relevantes del área del Molino de Coke.
Se observará la operación del Filtro de Coque (L61-FT1).
Se demostrará por medio de un diagrama de Pareto los fenómenos
que ocurren con mucha frecuencia considerando que qué el filtro trabaja
las 24 horas.
Se utilizará un Diagrama de Causa Efecto que ayudará a clasificar
todas las actividades que se realizan en el área.
1.9. Mercado.
El mercado con el que cuenta la compañía lo constituyen todas las
empresas del sector de la construcción, en las cuales se utilizan
materiales aglomerantes hidráulicos como el cemento.
Los principales consumidores de los productos terminados y los
subproductos (clinker) son:
Cemento: Empresas constructoras privadas y públicas. Hormigoneras. Distribuidoras. Locales de ventas franquiciados.
Generalidades 24
Clinker:
Molienda San Rafael (Holcim). Cementos Chimborazo. Lafarge. Guapan
1.9.1 Mercado Actual.
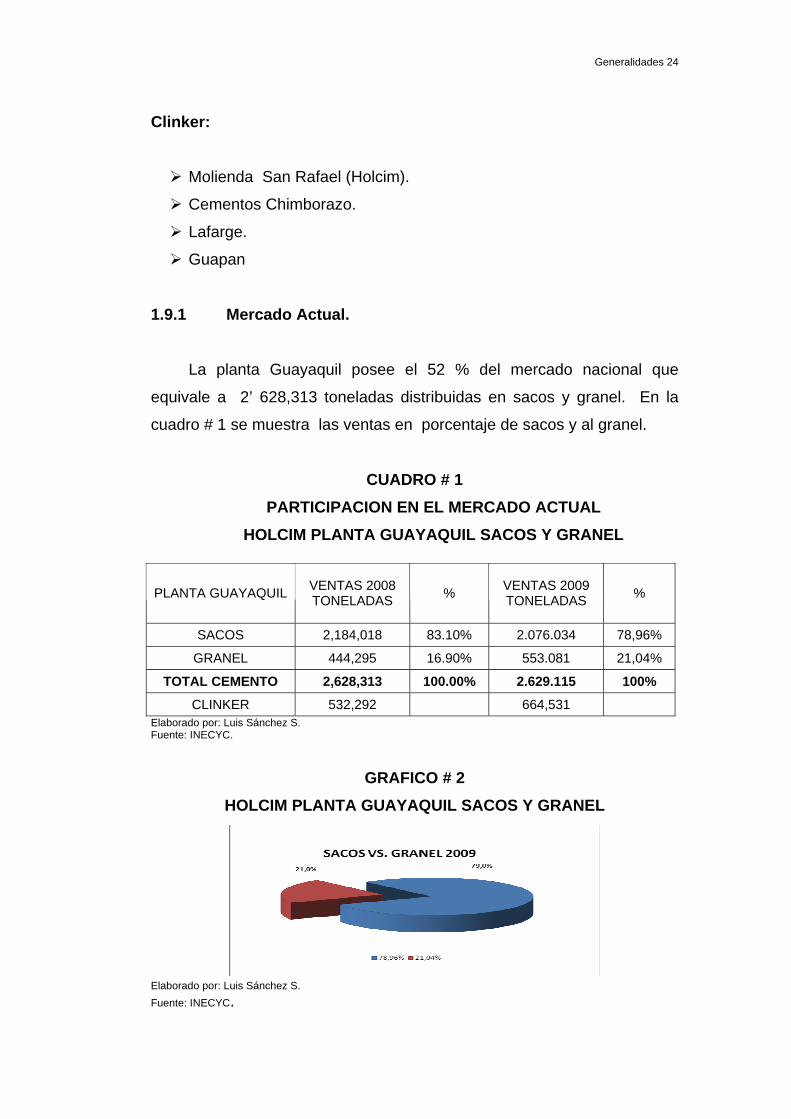
La planta Guayaquil posee el 52 % del mercado nacional que
equivale a 2’ 628,313 toneladas distribuidas en sacos y granel. En la
cuadro # 1 se muestra las ventas en porcentaje de sacos y al granel.
CUADRO # 1 PARTICIPACION EN EL MERCADO ACTUAL
HOLCIM PLANTA GUAYAQUIL SACOS Y GRANEL
Elaborado por: Luis Sánchez S.
PLANTA GUAYAQUIL VENTAS 2008 TONELADAS % VENTAS 2009
TONELADAS %
SACOS 2,184,018 83.10% 2.076.034 78,96%
GRANEL 444,295 16.90% 553.081 21,04%
TOTAL CEMENTO 2,628,313 100.00% 2.629.115 100%
CLINKER 532,292 664,531
Fuente: INECYC.
GRAFICO # 2
HOLCIM PLANTA GUAYAQUIL SACOS Y GRANEL
Elaborado por: Luis Sánchez S. Fuente: INECYC.

Generalidades 25
En el gráfico N°3 se aprecia que la planta Guayaquil aporta al
mercado nacional su mayor producción en sacos para distribuirlos a las
diferentes provincias del país.
En el cuadro # 2 se muestra la distribución del producto en
porcentaje, para las provincias del país.
CUADRO # 2
PARTICIPACION EN EL MERCADO NACIONAL HOLCIM PLANTA GUAYAQUIL SACOS
PROVINCIAS VENTAS 2009 % Tungurahua 9,856 T 0.45%
Los Ríos 331,195 T 15.16% Azuay 96,912 T 4.44%
Esmeraldas 81,382 T 3.73% Guayas 763,607 T 34.96%
Loja 147,642 T 6.76% El Oro 242,496 T 11.10%
Pichincha 35,852 T 1.64% Manabí 291,105 T 13.33%
Santo Domingo 113,316 T 5.19% Santa Elena 70,656 T 3.24%
2,184,018 T 100.00% Elaborado por: Luis Sánchez S. Fuente: INECYC
GRAFICO # 3 PARTICIPACIÓN EN EL MERCADO NACIONAL
PLANTA GUAYAQUIL
Elaborado por: Luis Sánchez S. Fuente: INECYC.
Generalidades 26
La planta San Rafael posee el 14,9 % del mercado nacional
distribuida en la región sierra del país.
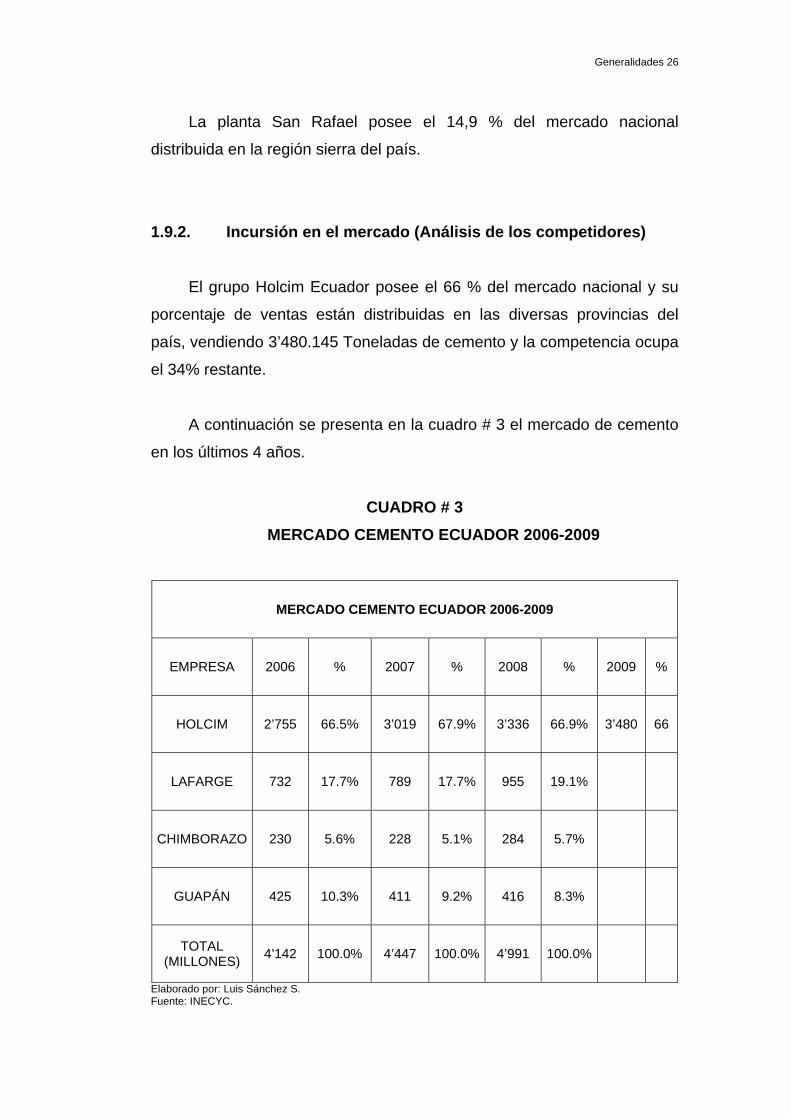
1.9.2. Incursión en el mercado (Análisis de los competidores) El grupo Holcim Ecuador posee el 66 % del mercado nacional y su
porcentaje de ventas están distribuidas en las diversas provincias del
país, vendiendo 3’480.145 Toneladas de cemento y la competencia ocupa
el 34% restante.
A continuación se presenta en la cuadro # 3 el mercado de cemento
en los últimos 4 años.
CUADRO # 3 MERCADO CEMENTO ECUADOR 2006-2009
MERCADO CEMENTO ECUADOR 2006-2009
EMPRESA 2006 % 2007 % 2008 % 2009 %
HOLCIM 2’755 66.5% 3’019 67.9% 3’336 66.9% 3’480 66
LAFARGE 732 17.7% 789 17.7% 955 19.1%
CHIMBORAZO 230 5.6% 228 5.1% 284 5.7%
GUAPÁN 425 10.3% 411 9.2% 416 8.3%
TOTAL (MILLONES) 4’142 100.0% 4’447 100.0% 4’991 100.0%
Elaborado por: Luis Sánchez S. Fuente: INECYC.
Generalidades 27
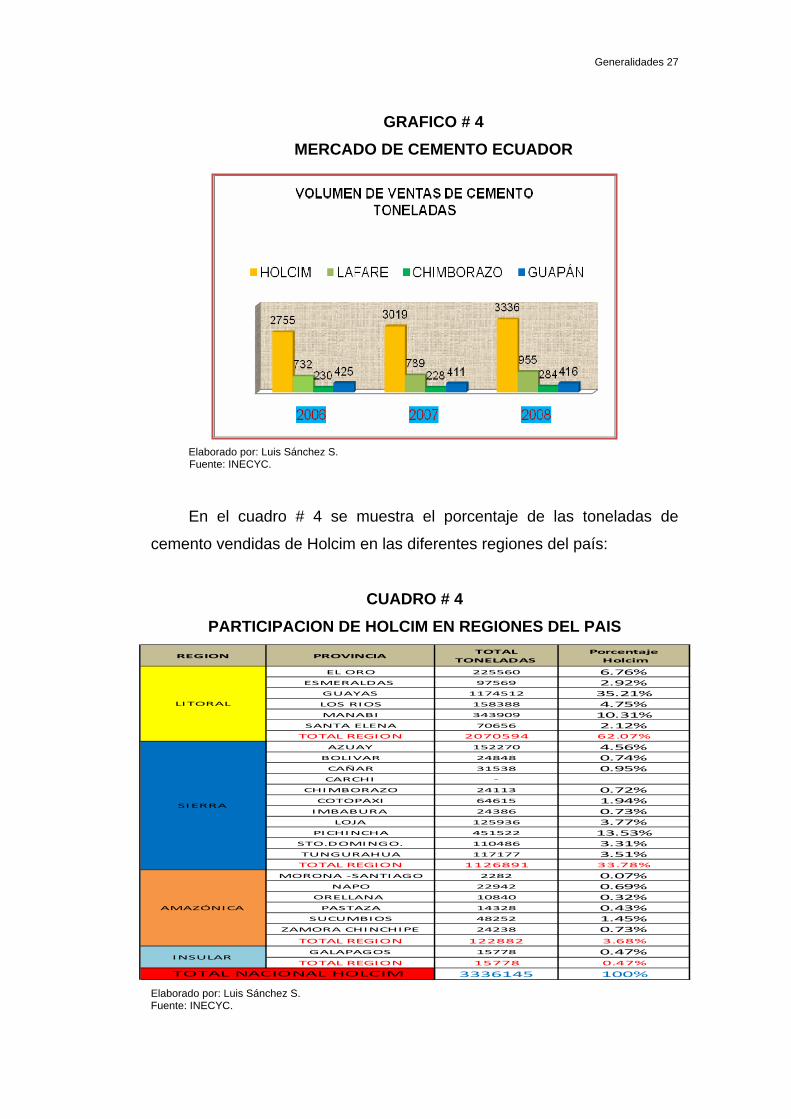
GRAFICO # 4 MERCADO DE CEMENTO ECUADOR
REGION PROVINCIA TOTAL
TONELADASPorcentaje Holcim
EL ORO 225560 6.76%ESMERALDAS 97569 2.92%
GUAYAS 1174512 35.21%LOS RIOS 158388 4.75%MANABI 343909 10.31%
SANTA ELENA 70656 2.12%
AZUAY 152270 4.56%BOLIVAR 24848 0.74%CAÑAR 31538 0.95%CARCHI ‐
CHIMBORAZO 24113 0.72%COTOPAXI 64615 1.94%IMBABURA 24386 0.73%
LOJA 125936 3.77%PICHINCHA 451522 13.53%
STO.DOMINGO. 110486 3.31%TUNGURAHUA 117177 3.51%
MORONA ‐SANTIAGO 2282 0.07%NAPO 22942 0.69%
ORELLANA 10840 0.32%PASTAZA 14328 0.43%
SUCUMBIOS 48252 1.45%ZAMORA CHINCHIPE 24238 0.73%
GALAPAGOS 15778 0.47%
3336145 100%
LITORAL
SIERRA
AMAZÓNICA
INSULAR
TOTAL NACIONAL HOLCIM
TOTAL REGION 2070594 62.07%
TOTAL REGION 1126891 33.78%
TOTAL REGION 122882 3.68%
TOTAL REGION 15778 0.47%
Elaborado por: Luis Sánchez S.
Fuente: INECYC.
En el cuadro # 4 se muestra el porcentaje de las toneladas de
cemento vendidas de Holcim en las diferentes regiones del país:
CUADRO # 4
PARTICIPACION DE HOLCIM EN REGIONES DEL PAIS
Elaborado por: Luis Sánchez S. Fuente: INECYC.

Generalidades 28
GRAFICO # 5 PARTICIPACION DE HOLCIM EN REGIONES DEL PAIS
Elaborado por: Luis Sánchez S. Fuente: INECYC.
CUADRO # 5 PARTICIPACION DEL MERCADO NACIONAL 2009
HOLCIM PLANTA GUAYAQUIL
Empresas
Ventas
%
2009
(Ton)
Planta Guayaquil Holcim 53% 2629115
Planta San Rafael Holcim 14% 851180
Lafarge 19% 955000
Cementos Chimborazo 6% 284000
Guapan 8% 416000
TOTAL 100% 4991137 Elaborado por: Luis Sánchez S. Fuente: INECYC.

Generalidades 29
GRAFICO # 6 PARTICIPACION DEL MERCADO NACIONAL.
EMPRESA HOLCIM PLANTA GUAYAQUIL
Elaborado por: Luis Sánchez S. Fuente: INECYC. Cabe destacar que la compañía tiene una participación de mercado
en la sierra bajo otra razón social que pertenece al mismo grupo
empresarial que es la fábrica de molienda de San Rafael, a la que se
abastece clinker.
1.9.3 Análisis de las estadísticas de ventas. Mediante el análisis de las ventas históricas de la compañía obtenido
del INECYC “Instituto Ecuatoriano Cemento y Concreto se ha podido
notar que a nivel nacional la demanda ha crecido y las ventas han
incrementado en niveles muy altos, y todo lo que se ha producido en la
planta se ha vendido, a continuación se muestran las ventas históricas
aproximadas desde el año 2004 hasta el año 2009.
De los datos de las ventas históricas que se encuentran en el anexo # 3, se puede realizar el siguiente cuadro de los últimos 6 años y se los
enumera a continuación.

Generalidades 30
CUADRO # 6 INDICE HISTORICO DE VENTAS PLANTA GUAYAQUIL
TON TON AÑOS
SACOS GRANEL TOTAL TON CEMENTO
TOTAL TON CLINKER
2004 1391622 235378 1627000 112221
2005 1542350 295935 1838285 75359
2006 1768152 371703 2139855 93876
2007 1966041 397554 2363595 114955
2008 2183717 444296,5 2628013,46 92351
2009 2076034 553081 2629115 664531
TOTAL 10927916 2297947 13225863,5 1153293 Elaborado por: Luis Sánchez S. Fuente: INECYC.
1.9.3.1 Análisis de las ventas anuales de Cemento y Clinker
De los datos obtenidos en el cuadro anterior obtenemos el siguiente
grafico N°6 de las ventas anuales de cemento desde el año 2004 hasta el
año 2009.
GRAFICO # 7 INDICE HISTORICO DE VENTAS
Elaborado por: Luis Sánchez S. Fuente: INECYC.

Generalidades 31
1.9.4. Canales de distribución.
Los canales de distribución que la compañía utiliza para comerciar
sus productos hasta el consumidor final se realizan a través de disensa
que es una empresa del grupo que se encarga de la comercialización,
promoción y posterior venta del producto directamente a los clientes que
lo requieran a través de sus franquiciados que adquieren el producto al
por mayor y lo distribuyen al cliente final al por menor, a continuación se
describen gráficamente los canales de distribución.
GRAFICO # 8
CANALES DE DISTRIBUCION
Elaborado por: Luis Sánchez S. Fuente: INECYC.

CAPITULO II
SITUACION ACTUAL
Para evaluar la capacidad productiva de la empresa es necesario
realizar un analisis de la distribucion de planta y capacidades de las
máquinas que tiene la compañia dentro de sus Instalaciones.
2.1. Capacidad de producción
La capacidad de producción de la planta esta subdividido en cinco
diferentes áreas y cada uno tiene sus equipos principales que se
describen a continuación.
CUADRO # 7 CAPACIDAD DE PRODUCCION DE LA PLANTA GUAYAQUIL
Cant. Descripción Capacidad
Real ton/hr
Capacidad Efectiva ton/hr
Fabricante
AREA DE TRITURACION
1
Trituradora giratoria
primaria de caliza
1200 1600 NordlBerg
2
Trituradora giratoria
secundaria de caliza
750 800 Symons

Situación Actual 33
1 Trituradora de
martillo de arcilla
300 350 Williams
Área Molienda de Crudo
1 Molino vertical de rodillos de
crudo 360 420 Pfeiffer
1 Molino de bolas de crudo 120 140 Allis Chalmers
Área
Producción de Clinker
1 Horno rotatorio horizontal línea
1 220 240 Krupp Polisius
1 Horno rotatorio horizontal línea
2 255 260 F.L.Smidth AS
1 Molino vertical de rodillos de
coque 32 40 Pfeiffer
Área Molienda de Cemento
1 Trituradora de
martillo de yeso y limonita
500 550 Williams
1 Molino de bolas
de cemento línea 1
142 140 Allis Chalmers
1 Molino de bolas
de cemento línea 2
142 140 Allis Chalmers
1 Molino de bolas
de cemento línea 3
140 140 F.L.Smidth AS

Situación Actual 34
Área de
Despacho (sacos)
1 Envasadora de sacos línea 1 145 180 Haver & Boecker
1 Envasadora de sacos línea 2 145 180 Haver & Boecker
1 Envasadora de sacos línea 3 145 180 Haver & Boecker
1 Aplicador de sacos línea 1 145 180 Haver & Boecker
1 Aplicador de sacos línea 2 145 180 Haver & Boecker
1 Aplicador de sacos línea 3 145 180 Haver & Boecker
1 Paletizadora de sacos línea 1 145 180 Beumer
1 Paletizadora de sacos línea 2 145 180 Beumer
1 Paletizadora de sacos línea 3 145 180 Beumer
Área de
Despacho (Granel)
4 Manga telescópica 90 90 Haver & Boecker
Autor: Luis Sánchez Sánchez Fuente: Planta Guayaquil.
2.1.1. Análisis de la eficiencia anual o mensual.
El análisis de la eficiencia se lo realizara en el área del Molino de
Coke.
En el cuadro # 8 se muestra la capacidad y eficiencia con la que
cuenta el Molino Vertical de Coke, desde comienzo del mes de enero
hasta el mes de julio del presente año para el análisis de la eficiencia.

Situación Actual 35
CUADRO # 8
CAPACIDAD DEL MOLINO DE COKE CAP. T/H
INSTALADA
CAP. REAL
UTILIZADA EFICIENCIA
40 32 80
Elaborado por: Luis Sánchez Sánchez. Fuente: Planta Guayaquil.
La Eficiencia del Molino Vertical de Coke, tiene un porcentaje del 80
% como se muestra en el gráfico # 9.
.
GRAFICO # 9 EFICIENCIA DEL MOLINO DE COKE
Elaborado por: Luis Sánchez Sánchez. Fuente: Planta Guayaquil.
Analizando la eficiencia de las máquinas que se muestran en el
grafico # 9 se pueden mencionar lo siguiente:
La capacidad de producción real del molino vertical de coke tiene un
promedio debajo de su capacidad instalada, ya que hay problemas que
afectan simultáneamente a los componentes de las máquinas que
causan paradas en la producción, estudiados en el capitulo # 1.
Alrededor de un 20 % de la capacidad instalada no es aprovechada
que equivale a 6,4 Ton/ h que no produce el molino de coke, según el
cuadro # 8.

Situación Actual 36
Siendo un total de 6,4 Ton /h que se pierde de producir, en un día
equivale a 153.6 Ton/día, 3072 toneladas al mes “20 días laborables” y
en el año un total de 36864 toneladas.
2.1.2. Análisis de los costos de producción.
Para el análisis de los costos de producción del área de coke, objeto
de nuestro estudio se toman en cuenta todos los valores de fabricación
acumulados, donde se agregan los rubros de las actividades del proceso
productivo.
Costos de producción del aérea de despacho = CGF+MOD+MP
Descripción:
CGF= costos generales de fabricación, (área de coke).
MOD= Mano de Obra Directa, (aérea de coke).
MP= Materia prima.
Entre los costos generales de fabricación podemos observar los
siguientes rubros:
Mano de obra indirecta.
Mantenimiento.
En el rubro de mano de obra directa se toman en cuenta los
siguientes valores:
MOD= sueldo del operador + sobre tiempo + beneficios de ley.
Dentro de la materia prima se generan los siguientes rubros:
Costos de producción de cada tonelada de coke.
Los costos generales de fabricación: están definidos por la compañía
y por cada tonelada de coke producido es:

Situación Actual 37
Costos generales de fabricación =4.95 dólares /ton.
Mano de obra Directa: Mediante el análisis de los costos de mano de obra directa se
procede a cuantificar el valor resultante de la carga real que representa
para la empresa, (ver anexo 4).
Materia prima: Es el costo de la tonelada de coke está definido por el departamento
de producción y este es igual a:
Tonelada de coke= 48.70 dólares/ ton.
A continuación se detalla los costos de producción.
Costos de producción = CGF+MOD+MP.
Costos de producción = $ (4.95+0,0041+48.70)
Costos de fabricación = 53.65 dólares/ ton.
2.2. Recursos Productivos
La planta Guayaquil del grupo Holcim Ecuador posee muchos
bienes entre los que se puede mencionar los siguientes: Terrenos,
Maquinaria industrial, Materias primas, Maquinarias y herramientas,
Vehículos, Equipo de oficina.
2.2.1. Terrenos.
En ellos se encuentra ubicado el parque industrial, las oficinas
administrativas de la planta y la cantera de piedra caliza, la extensión total
de los terrenos es de aproximadamente 8 Km. De longitud en los cuales
se incluye la zona protegida del bosque cerro blanco, son los terrenos que
posee la compañía para desarrollar sus actividades.

Situación Actual 38
2.2.2. Maquinaria industrial. Para el procesamiento de la materia prima, la compañía cuenta
con diversas maquinarias que cumple funciones determinadas y las más
importantes que se pueden mencionar describen en el siguiente cuadro:
CUADRO # 9 EQUIPOS PRINCIPALES PLANTA GUAYAQUIL
CANTIDAD DESCRIPCION
1 Trituradora giratoria primaria de caliza
2 Trituradora giratoria secundaria de caliza
1 Trituradora de martillo de arcilla
1 Molino de rodillo vertical de crudo
1 Molino de bolas de crudo 1
1 Horno rotatorio horizontal línea 1
1 Horno rotatorio horizontal línea 2
1 Molino de rodillo vertical de coque
1 Trituradora de martillo de yeso y limolita
1 Molino de cemento de bolas línea 1
1 Molino de cemento de bolas línea 2
1 Molino de cemento de bolas línea 3
1 Aplicador de fundas línea 1
1 Aplicador de fundas línea 2
1 Aplicador de fundas línea 3
1 Envasadora de sacos línea 1
1 Envasadora de sacos línea 2
1 Envasadora de sacos línea 3

Situación Actual 39
1 Paletizadora de sacos línea 1
1 Paletizadora de sacos línea 2
1 Paletizadora de sacos línea 3
4 Manga telescópica
Elaborado por: Luis Sánchez Sánchez. Fuente: Planta Guayaquil.
2.2.3. Materias primas.
En los terrenos de su propiedad la compañía tiene la materia prima
que necesita para desarrollar sus actividades, importa algunos materiales
que se utilizan para fabricar el cemento y el clinker que es un producto
semi-elaborado que es muy vendido a las compañías de la competencia
que muelen cemento, a continuación se describen los elementos que
componen la materia prima:
Caliza, Arcilla amarilla, arcilla roja de ventanas, Arcilla roja de dutan,
Arenilla, Yeso, Coque, Cascarilla de arroz.
Máquinas y herramientas.- Torno, fresa, cepillo, y taladro de pedestal
son las máquinas herramientas que se encuentra ubicadas en el taller
mecánico en las cuales se realizan los trabajos de mantenimiento para la
planta y cabe indicar que la compañía posee una bodega bien equipada
en la cual se encuentran todas las herramientas manuales necesarias
para cualquier tipo de trabajo.
2.2.4. Vehículos.
La compañía posee vehículos livianos algunos de los cuales son
utilizados para el transporte de personal ejecutivo y otros son utilizados
para transporte de materiales en las tareas de mantenimiento.
Situación Actual 40
En lo que se refiere a maquinaria pesada, la compañía mantiene
contratos de transporte con la empresa MAMUT ANDINO que es la
encargada de extraer la piedra caliza que se encuentra en las minas de
explotación y transportarla hacia las máquinas que las procesan.
GRAFICO # 10 VEHICULOS
Elaborado por: Luis Sánchez Sánchez. Fuente: Planta Guayaquil - Departamento de Materias Primas.
2.2.5. Equipos de oficina.
En este grupo se pueden describir todos los equipos que se utilizan
para desarrollar las actividades administrativas como son las
computadoras, acondicionadores de aire, muebles y enceres,
fotocopiadoras, impresoras, etc.
2.2.6. Recursos humanos (Empleados y Obreros).
En la compañía existe personal que labora en relación de
dependencia directa con Holcim y personal que presta servicios mediante
contratos y se los denominan contratista.
En la actualidad en Holcim Planta Guayaquil se encuentra laborando
291 personas que trabajan directamente para la compañía tanto en

Situación Actual 41
funciones administrativas y gerenciales como en funciones operativas y a
nivel nacional prestan sus servicios 1030 personas.
El personal contratista variable.-
Como su nombre lo indica su número varía debido a que son
solicitados para realizar trabajos de mantenimiento y de acuerdo a los
diversos trabajos que suscitan en las instalaciones hay ocasiones en que
su número aumenta y otras disminuye su cantidad promedio oscila entre
250 y 300 personas en condiciones normales de operación de la planta.
2.2.7. Recursos Financieros.
En lo que se refiere a los recursos financieros todas las áreas de la
planta se rigen bajo el cumplimiento de un presupuesto para todas las
actividades y gastos en los que incurre el proceso productivo.
2.3. Procesos de Producción (diagramas de flujo de proceso, operaciones, de recorrido)
El proceso de producción del cemento esta subdividido en seis
grandes grupos a más control de la calidad que se efectúa en cada
proceso se describen a continuación:
Explotación.
Trituración de materia prima.
Molienda de crudo.
Producción de Clinker en el horno.
Molienda de cemento.
Despacho de cemento.
Situación Actual 42
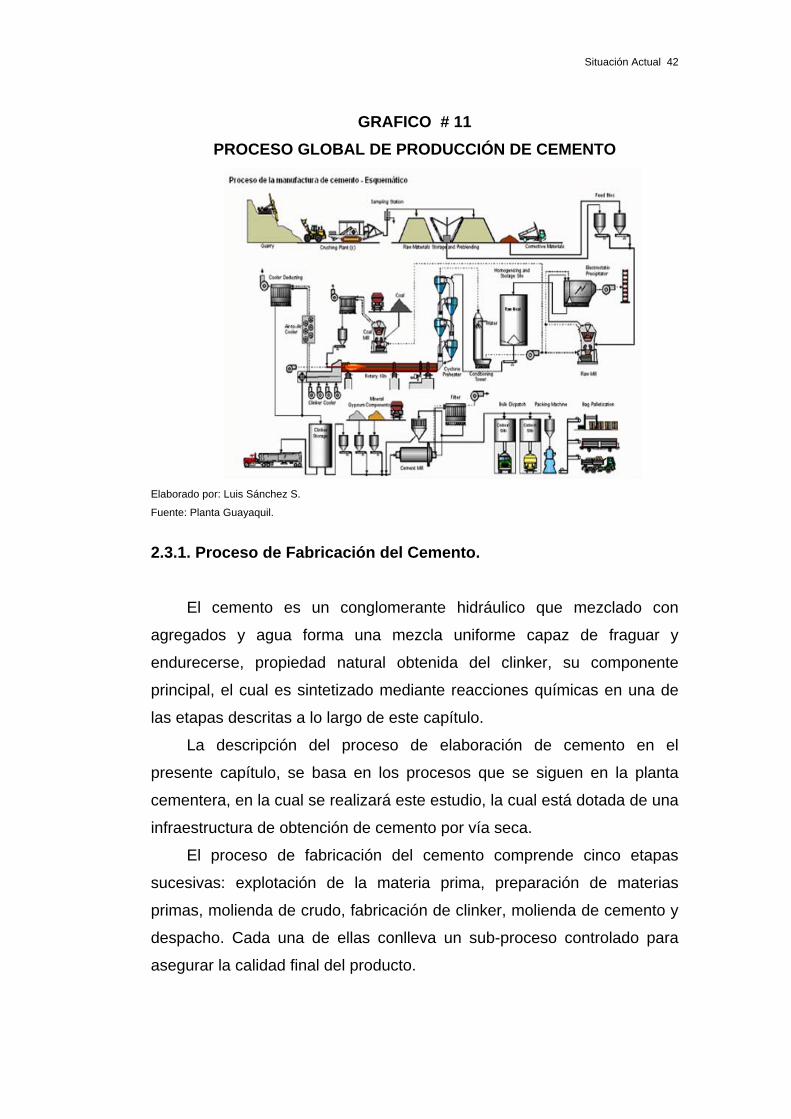
GRAFICO # 11 PROCESO GLOBAL DE PRODUCCIÓN DE CEMENTO
Elaborado por: Luis Sánchez S. Fuente: Planta Guayaquil. 2.3.1. Proceso de Fabricación del Cemento.
El cemento es un conglomerante hidráulico que mezclado con
agregados y agua forma una mezcla uniforme capaz de fraguar y
endurecerse, propiedad natural obtenida del clinker, su componente
principal, el cual es sintetizado mediante reacciones químicas en una de
las etapas descritas a lo largo de este capítulo.
La descripción del proceso de elaboración de cemento en el
presente capítulo, se basa en los procesos que se siguen en la planta
cementera, en la cual se realizará este estudio, la cual está dotada de una
infraestructura de obtención de cemento por vía seca.
El proceso de fabricación del cemento comprende cinco etapas
sucesivas: explotación de la materia prima, preparación de materias
primas, molienda de crudo, fabricación de clinker, molienda de cemento y
despacho. Cada una de ellas conlleva un sub-proceso controlado para
asegurar la calidad final del producto.

Situación Actual 43
GRAFICO # 12 PROCESOS DE FABRICACION
Elaborado por: Luis Sánchez S. Fuente. Curso de Manufactura de Cemento 2.3.2. Explotación de la materia prima.
Las materias primas básicas (calizas, marga, pizarra o grava) se
extraen de canteras a cielo abierto por medio de voladuras controladas.
Posteriormente, se cargan y transportan en camiones de 50 toneladas, a
las trituradoras donde se fragmenta hasta un tamaño aproximado de 50
mm; luego se almacenan en naves independientes especiales o coliseos
cerrados para materias primas.
GRAFICO # 13 MATERIAS PRIMAS
Elaborado por: Luis Sánchez S. Fuente: Departamento de Producción de Holcim
Situación Actual 44
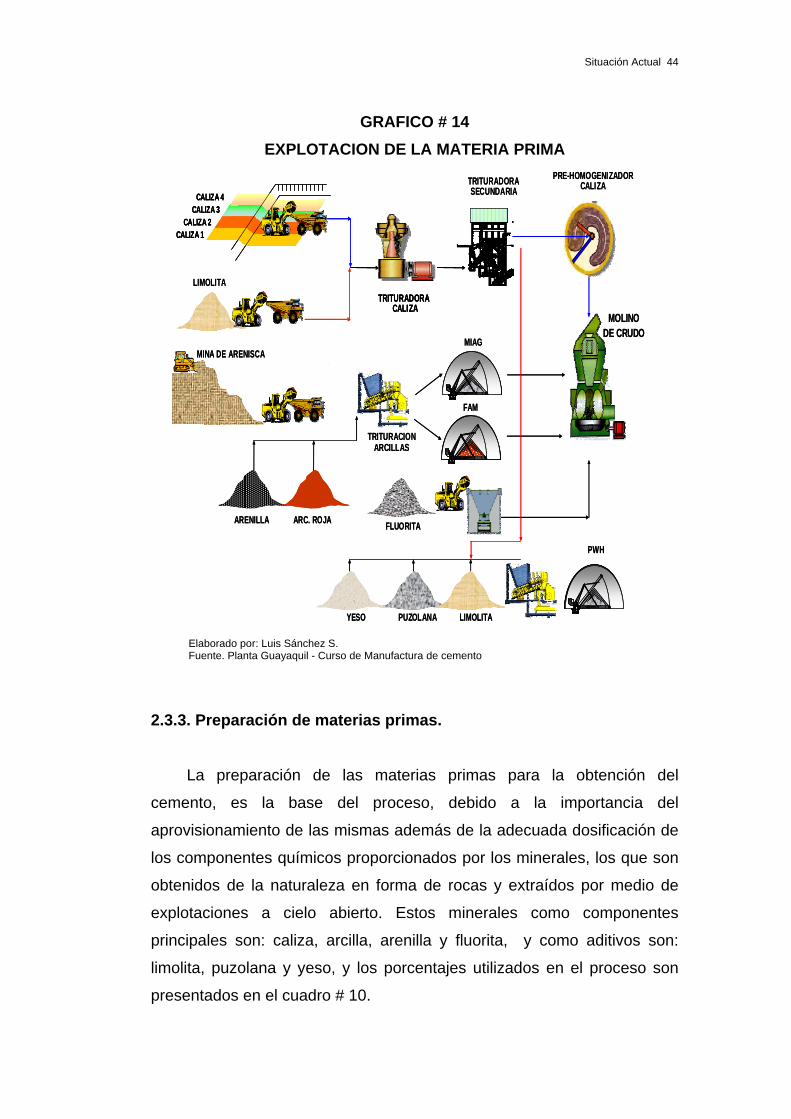
GRAFICO # 14 EXPLOTACION DE LA MATERIA PRIMA
CALIZA 3CALIZA 2
CALIZA 1
CALIZA 4
LIMOLITA
PUZOLANA LIMOLITAYESO
MOLINODE CRUDO
MINA DE ARENISCA
ARENILLA ARC. ROJA
TRITURADORACALIZA
PWH
MIAG
FAM
FLUORITA
PRE-HOMOGENIZADORCALIZATRITURADORA
SECUNDARIA
TRITURACIONARCILLAS
CALIZA 3CALIZA 2
CALIZA 1
CALIZA 4CALIZA 3
CALIZA 2CALIZA 1
CALIZA 4
LIMOLITA
PUZOLANA LIMOLITAYESO
MOLINODE CRUDO
MINA DE ARENISCA
ARENILLA ARC. ROJA
TRITURADORACALIZA
TRITURADORACALIZA
PWH
MIAG
FAM
FLUORITA
PRE-HOMOGENIZADORCALIZATRITURADORA
SECUNDARIA
TRITURACIONARCILLAS
Elaborado por: Luis Sánchez S. Fuente. Planta Guayaquil - Curso de Manufactura de cemento
2.3.3. Preparación de materias primas.
La preparación de las materias primas para la obtención del
cemento, es la base del proceso, debido a la importancia del
aprovisionamiento de las mismas además de la adecuada dosificación de
los componentes químicos proporcionados por los minerales, los que son
obtenidos de la naturaleza en forma de rocas y extraídos por medio de
explotaciones a cielo abierto. Estos minerales como componentes
principales son: caliza, arcilla, arenilla y fluorita, y como aditivos son:
limolita, puzolana y yeso, y los porcentajes utilizados en el proceso son
presentados en el cuadro # 10.

Situación Actual 45
CUADRO # 10 PORCENTAJES NECESARIOS DE ELEMENTOS QUIMICOS
Elementos Denominación Porcentaje [%]
Calcio CaO 64
Silicio SiO2 22
Aluminio Al2O3
Elaborado por: Luis Sánchez S. Fuente: Planta Guayaquil - Departamento de Preparación de materias Primas.
La reducción de tamaño de los minerales es realizada por medio de
trituradoras que las llevan, en el caso de la caliza, desde piedras de hasta
1 metro hasta 100 milímetros, para luego proceder a un apilamiento
circular por capas desde la parte superior, en la sala de pre-
homogenización, con un sistema de rascado en la parte inferior, lo que
permite reducir variaciones en la composición química. Para las arcillas y
aditivos, la reducción de tamaño se la realiza con trituradoras de martillos,
con un sistema de apilamiento recto e ingreso superior con rascado
vertical.
6
Hierro Fe2O3
Componentes principales
(óxidos)
3
Magnesio MgO
Azufre SO3
Na2O Álcalis
K2O
Elementos menores
Titanio TiO2
Cromo Cr2O3
Fósforo P2O5
Manganeso Mn2O3
Cloro Cl
Flúor F
Trazas
5

Situación Actual 46
GRAFICO # 15 APILAMIENTO DE LA PIEDRA CALIZA
Elaborado por: Luis Sánchez S. Fuente. Planta Guayaquil - Curso de Manufactura de cemento
El porcentaje de utilización de fluorita es mínimo en comparación con
los demás minerales, el ingreso de ésta al proceso, es por dosificación
directa en las bandas transportadoras antes de ingresar al molino vertical.
Los minerales con el tamaño de partícula adecuado son trasladados
mediante bandas transportadoras hasta la torre del molino vertical para la
preparación del crudo.
GRAFICO # 16 PREPARACION DE LA MATERIA PRIMA
Elaborado por: Luis Sánchez S. Fuente. Planta Guayaquil - Curso de Manufactura de cemento
Situación Actual 47
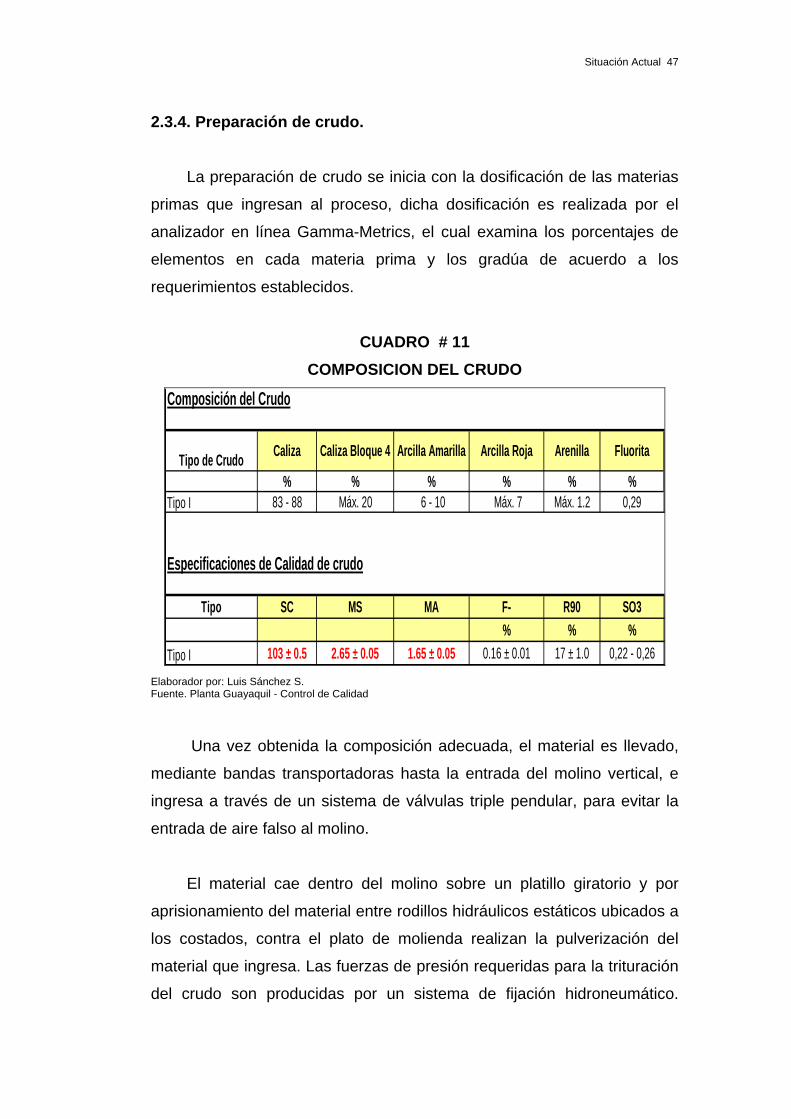
2.3.4. Preparación de crudo.
La preparación de crudo se inicia con la dosificación de las materias
primas que ingresan al proceso, dicha dosificación es realizada por el
analizador en línea Gamma-Metrics, el cual examina los porcentajes de
elementos en cada materia prima y los gradúa de acuerdo a los
requerimientos establecidos.
CUADRO # 11 COMPOSICION DEL CRUDO
Composición del Crudo
Tipo de Crudo Caliza Caliza Bloque 4 Arcilla Amarilla Arcilla Roja Arenilla Fluorita
% % % % % %Tipo I 83 - 88 Máx. 20 6 - 10 Máx. 7 Máx. 1.2 0,29
Especificaciones de Calidad de crudo
Tipo SC MS MA F- R90 SO3% % %
Tipo I 0.16 ± 0.01 17 ± 1.0 0,22 - 0,26103 ± 0.5 2.65 ± 0.05 1.65 ± 0.05 Elaborador por: Luis Sánchez S. Fuente. Planta Guayaquil - Control de Calidad
Una vez obtenida la composición adecuada, el material es llevado,
mediante bandas transportadoras hasta la entrada del molino vertical, e
ingresa a través de un sistema de válvulas triple pendular, para evitar la
entrada de aire falso al molino.
El material cae dentro del molino sobre un platillo giratorio y por
aprisionamiento del material entre rodillos hidráulicos estáticos ubicados a
los costados, contra el plato de molienda realizan la pulverización del
material que ingresa. Las fuerzas de presión requeridas para la trituración
del crudo son producidas por un sistema de fijación hidroneumático.

Situación Actual 48
Durante la molienda se inyectan aproximadamente 200 lts/min de agua
para estabilizar la cama de material y con ello el proceso.
GRAFICO # 17 MOLINO VERTICAL
Elaborado por: Luis Sánchez S. Fuente. www.gpag.com. El efecto de rotación de las partículas dentro del molino vertical, en
conjunto con un flujo de gases calientes provenientes del horno, además
de eliminar la humedad, llevan las partículas de material con finura
requerida hacia los silos de crudo; mientras que las partículas de mayor
tamaño son atraídas hacia un separador dinámico de velocidad variable
localizado en la parte superior del molino vertical para ser enviadas luego
a un molino de bolas, donde alcanzarán la finura requerida.
El molino de bolas para crudo tiene forma tubular, gira alrededor de
su eje horizontal y en su interior posee una sola cámara que contiene una

Situación Actual 49
carga de bolas de acero de alto cromo de 30, 40 y 50 mm de diámetro. El
resultado de la rotación del molino, hace que el material se eleve a alturas
determinadas y caiga, produciendo de esta manera la molienda, por
efecto del choque entre bolas y contra el revestimiento interno del molino.
La alimentación se realiza por un lado del compartimiento del molino y se
descarga hacia los silos de crudo. La finura del material es controlada con
la velocidad del rotor que posee.
GRAFICO # 18 MOLINO DE BOLAS
Elaborado por: Luis Sánchez S. Fuente. www.gpag.com
2.3.5. Fabricación de Clinker.
La fabricación de clinker, es el proceso inmediato a la preparación de
crudo, éste consiste en llevar la harina cruda a través de un sistema de
precalentamiento, instalado en una torre de concreto de
aproximadamente 100 metros de altura, a la entrada de los hornos, y está
conformado por una serie de seis ciclones de precalentamiento, uno a
continuación del otro, dentro de éstos se desplaza una corriente de gases
calientes provenientes de los hornos, en contra del flujo de entrada del
material.

Situación Actual 50
GRAFICO # 19 SISTEMA DE 5 ETAPAS DE PRECALENTAMIENTO
Elaborado por: Luis Sánchez S.
Fuente. Curso de manufactura de cemento.
Inicialmente, en este sub-proceso, el material ingresa al primer
ciclón, ubicado en lo más alto de la torre, donde obtiene una temperatura
aproximadamente entre 50°C y 315° C, secuencialmente a medida que
circula a través de los ciclones siguientes, su temperatura se ha
incrementado hasta los 850° C aproximadamente; de esta manera antes
de ingresar a los hornos el material es secado, calentado y calcinado.
El incremento de altas temperaturas en el crudo, es necesario para
la obtención de reacciones de clinkerización, para llevar a cabo las
transformaciones químicas de los componentes (Cuadro # 12) para la
obtención de las propiedades hidráulicas características del cemento,
conferidas por el clinker.
CUADRO # 12 REACCIONES PRESENTES EN LA FABRICACION DEL CLINKER
Rango de Temperatura
[°C] Tipo de Reacción Intercambio
de Calor
20 - 100 Evaporación del H2O libre Endotérmico
100 - 300 Perdida de H2O fisicamente absorvida Endotérmico

Situación Actual 51
Remoción de H2O estructural (H2O, grupos OH de minerales de arcilla) 400 - 900 Endotérmico
600 - 900 Disociación de CO2 a partir de carbonatos Endotérmico
> 800 Formación de productos intermedios, velita, aluminato y ferrita Exotérmico
> 1250 Formación de alita Exotérmico
> 1260 Formación de fase líquida (aluminato y ferrita) Endotérmico
1300-1240 (Enfriamiento)
Cristalización de fase líquida, principalmente en aluminato y ferrita
Elaborado por: Luis Sánchez S.
Exotérmico
Fuente. Curso de manufactura de cemento.
Otro de los puntos importantes, es el paso del material por el
precalcinador, antes de ingresar a los hornos, que es una cámara de
combustión integrada a la torre precalentadora y donde se lleva a cabo
cerca del 90% de la disociación del CaCo3 y para lo cual es necesario la
inyección de aproximadamente el 60% de combustible necesario para la
fabricación del clinker. El objetivo de la precalcinación es la reducción de
la carga térmica en la zona de combustión del horno y la disminución del
flujo de gases dentro del mismo, estabilizando la operación por tener un
mayor control en la inyección de combustibles al proceso.
A continuación de la precalcinación, el material ingresa al horno, que
es un tubo rotario con cerca de 3° de inclinación y que posee en el lado
terminal, un quemador, por donde se inyecta el 40% restante del
combustible para la obtención del clinker. La temperatura de la llama de
dicho quemador alcanza los 2000°C y es capaz de mantener diferentes
temperaturas a lo largo del horno y llevar hasta los 1250°C el material que
ingresa para producir las reacciones del proceso de clinkerización.

Situación Actual 52
GRAFICO # 20 SISTEMA DE PRECALENTADOR, PRECALCINADO, HORNO Y
ENFRIADORA
Elaborado por: Luis Sánchez S. Fuente. Curso de manufactura de cemento.
El clinker ya formado, sale del horno a una temperatura de 1300°C
aproximadamente, y es enfriado bruscamente para obtener estabilización
de los minerales del clinker. Para ello atraviesa una enfriadora de parrillas
que lleva el material hasta los 200°C y donde se aprovecha el aire
caliente producido por el enfriamiento para usarlo como aire de
combustión en el quemador del horno. Finalmente el clinker es enviado a
silos de almacenamiento.
CUADRO # 13 ESPECIFICACIONES DE LA CALIDAD DEL CLINKER
Especificaciones de Calidad de Clinker
Tipo SC MS MA C3S CaOf C3A% Referencial % %
Tipo I Horno 1 102.0 ± 0.5 2.55 ± 0.05 1.75 ± 0.05 Mín. 70 0.8 - 1.8 Mín. 8.5Tipo I Horno 2 102.0 ± 0.5 2.55 ± 0.05 1.75 ± 0.05 Mín. 70 0.8 - 1.8 Mín. 8.5
Elaborador por: Luis Sánchez S. Fuente. Control de Calidad
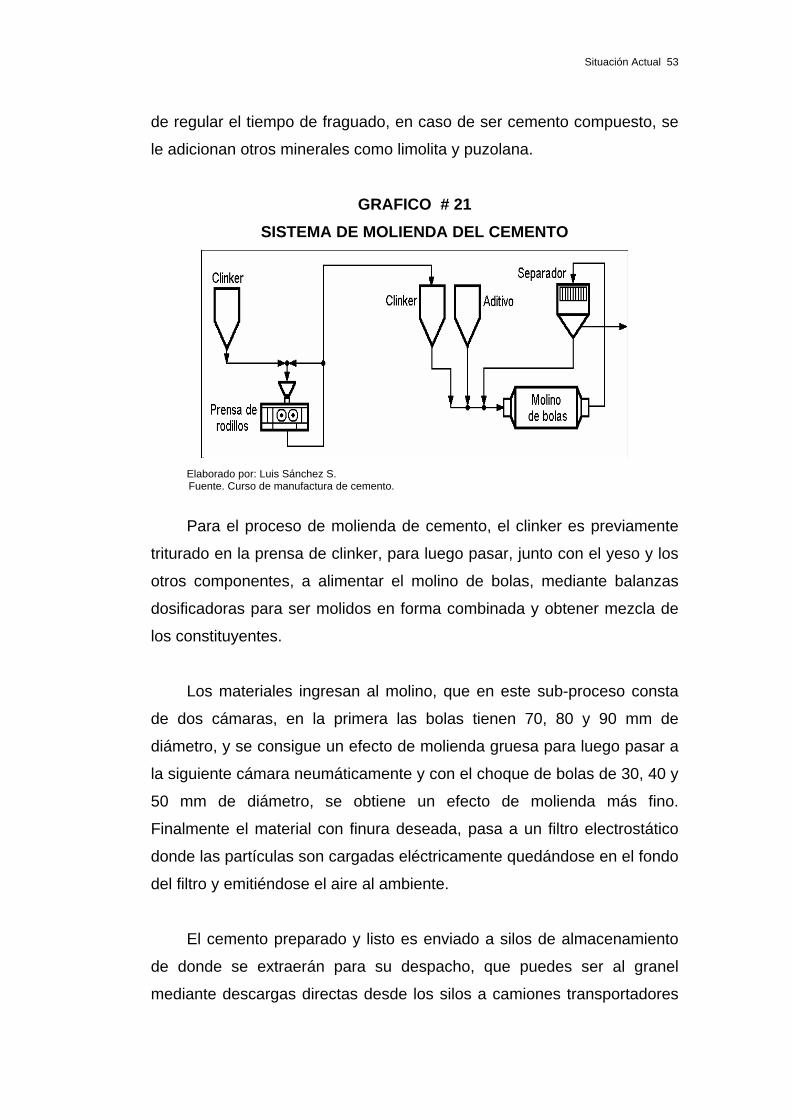
2.3.6. Molienda de Cemento.
El sistema de molienda de cemento, consta de un molino de bolas,
una prensa de rodillos y un separador, dispuestos en circuito cerrado. El
cemento puro se compone de clinker y yeso, éste último es el encargado
Situación Actual 53
de regular el tiempo de fraguado, en caso de ser cemento compuesto, se
le adicionan otros minerales como limolita y puzolana.
GRAFICO # 21 SISTEMA DE MOLIENDA DEL CEMENTO
Elaborado por: Luis Sánchez S. Fuente. Curso de manufactura de cemento. Para el proceso de molienda de cemento, el clinker es previamente
triturado en la prensa de clinker, para luego pasar, junto con el yeso y los
otros componentes, a alimentar el molino de bolas, mediante balanzas
dosificadoras para ser molidos en forma combinada y obtener mezcla de
los constituyentes.
Los materiales ingresan al molino, que en este sub-proceso consta
de dos cámaras, en la primera las bolas tienen 70, 80 y 90 mm de
diámetro, y se consigue un efecto de molienda gruesa para luego pasar a
la siguiente cámara neumáticamente y con el choque de bolas de 30, 40 y
50 mm de diámetro, se obtiene un efecto de molienda más fino.
Finalmente el material con finura deseada, pasa a un filtro electrostático
donde las partículas son cargadas eléctricamente quedándose en el fondo
del filtro y emitiéndose el aire al ambiente.
El cemento preparado y listo es enviado a silos de almacenamiento
de donde se extraerán para su despacho, que puedes ser al granel
mediante descargas directas desde los silos a camiones transportadores
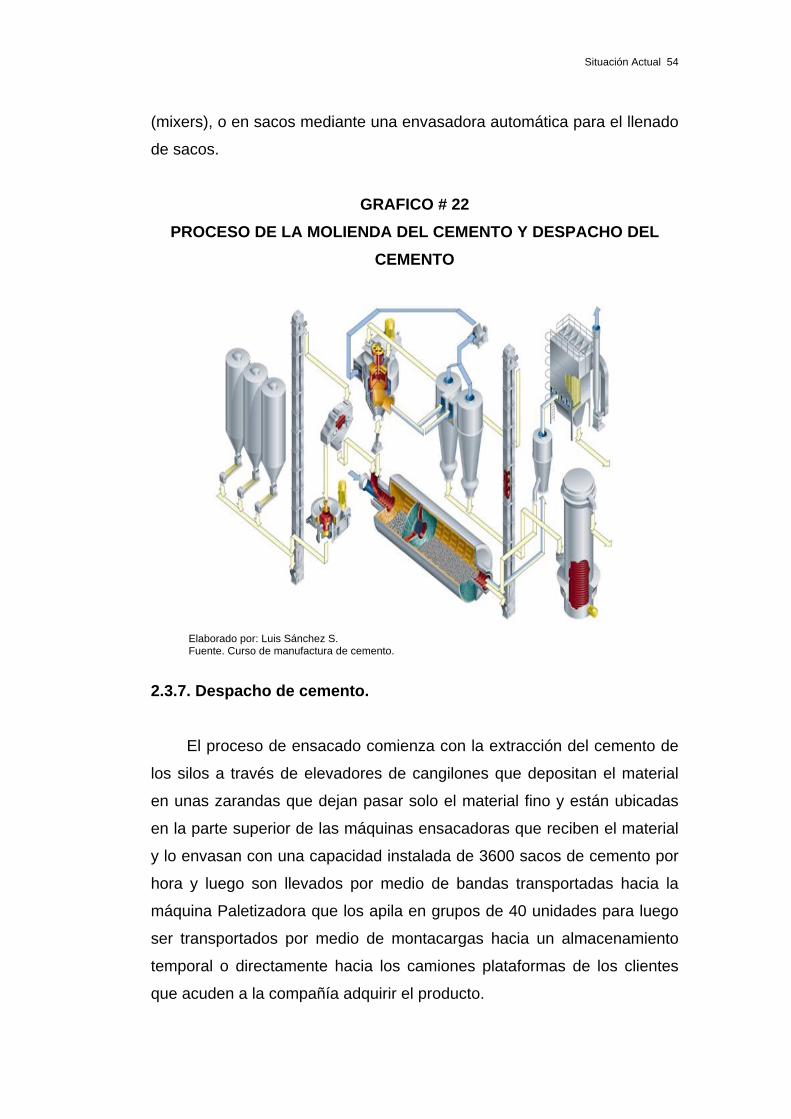
Situación Actual 54
(mixers), o en sacos mediante una envasadora automática para el llenado
de sacos.
GRAFICO # 22 PROCESO DE LA MOLIENDA DEL CEMENTO Y DESPACHO DEL
CEMENTO
Elaborado por: Luis Sánchez S. Fuente. Curso de manufactura de cemento.
2.3.7. Despacho de cemento.
El proceso de ensacado comienza con la extracción del cemento de
los silos a través de elevadores de cangilones que depositan el material
en unas zarandas que dejan pasar solo el material fino y están ubicadas
en la parte superior de las máquinas ensacadoras que reciben el material
y lo envasan con una capacidad instalada de 3600 sacos de cemento por
hora y luego son llevados por medio de bandas transportadas hacia la
máquina Paletizadora que los apila en grupos de 40 unidades para luego
ser transportados por medio de montacargas hacia un almacenamiento
temporal o directamente hacia los camiones plataformas de los clientes
que acuden a la compañía adquirir el producto.

Situación Actual 55
GRAFICO # 23 PROCESO DE ENVASADO
Elaborado por: Luis Sánchez S. Fuente: Departamento de producción de Holcim.
GRAFICO # 24 PROCESO DE PALETIZADO
Elaborado por: Luis Sánchez S. Fuente: Departamento de producción de Holcim.
GRAFICO # 25 PROCESO DESCARGA
Elaborado por: Luis Sánchez S. Fuente: Departamento de producción de Holcim.

Situación Actual 56
2.4. Diagrama de flujo de proceso
En el siguiente diagrama de flujo es solamente del área a estudiar;
del molino vertical de coke.
Diagrama de flujo del área del Molino Vertical de Coke. (Ver Anexo # 5)
2.5. Diagrama de flujo de operaciones
Este diagrama es utilizado para detallar todas las actividades que
intervienen en el proceso incluyendo los transportes y los
almacenamientos que se dan dentro de la fabricación del producto
terminado permiten descubrir saltos en los pasos de los procesos que
pueden ocasionar problemas.
(Ver Anexos 6 A - 6B)
2.6. Diagrama de flujo de recorrido
El diagrama de recorrido nos sirve para identificar cada fase del
proceso.
(Ver anexo # 7A – 7 B)
2.7. Análisis FODA
Mediante el análisis FODA se pueden determinar la fortaleza,
oportunidades, debilidades y amenazas que son parte de la compañía,
cabe destacar que el análisis solo se lo realiza para el área del Molino
Vertical de Coque la cual estamos estudiando.
Matriz “FODA” de la empresa Holcim Ecuador Planta Guayaquil
Fortalezas. Buen nivel técnico.
Posee maquinaria de última tecnología.
Posee un sistema de producción automatizado.

Situación Actual 57
Transporta en óptimas condiciones el coke para la combustión de los
hornos.
Tiene capacitaciones dinámicas en la política del sistema de gestión.
La asesoría personalizada que brindan a sus clientes.
Oportunidades.
Exportación de clinker.
Tiene buen prestigio a nivel nacional y mundial debido a que tiene
programas de trato directo con el cliente.
Mejoramiento constante del servicio a los clientes.
Debilidades.
Falta de conocimientos en el personal de turno.
Falta de orden y limpieza en ciertos puntos de la planta.
Fallas repetitivas por presión diferencial del filtro alto.
Baja producción del Molino de Coke por problemas en el Filtro Principal.
Amenazas.
Competencia agresiva.
Inestabilidad política en los gobiernos de turno.
La continuidad de la crisis económica provoca una baja en la demanda
del producto.
2.8. Registro de problemas (Recolección de datos de acuerdo a problemas)
Durante los estudios realizados en el molino de coke nos
encontramos con lo siguiente:
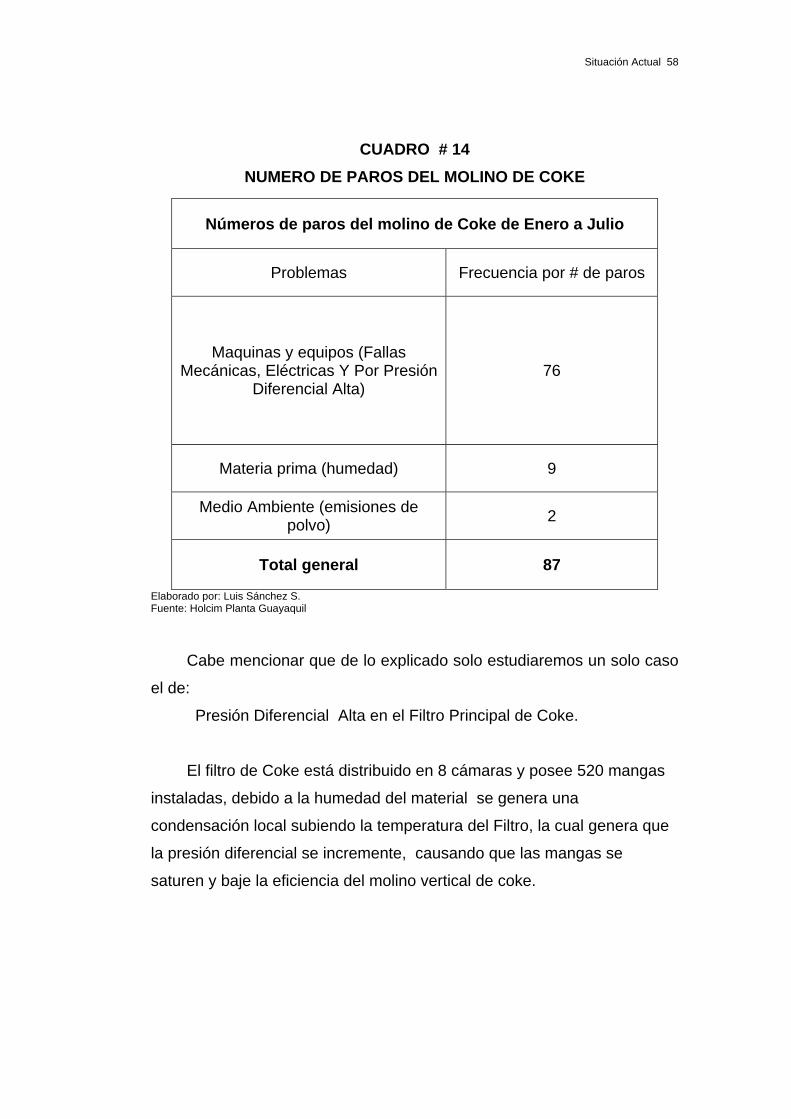
Situación Actual 58
CUADRO # 14 NUMERO DE PAROS DEL MOLINO DE COKE
Números de paros del molino de Coke de Enero a Julio
Problemas Frecuencia por # de paros
Maquinas y equipos (Fallas Mecánicas, Eléctricas Y Por Presión
Diferencial Alta) 76
Materia prima (humedad) 9
Medio Ambiente (emisiones de polvo) 2
Total general
Elaborado por: Luis Sánchez S.
87
Fuente: Holcim Planta Guayaquil
Cabe mencionar que de lo explicado solo estudiaremos un solo caso
el de:
Presión Diferencial Alta en el Filtro Principal de Coke.
El filtro de Coke está distribuido en 8 cámaras y posee 520 mangas
instaladas, debido a la humedad del material se genera una
condensación local subiendo la temperatura del Filtro, la cual genera que
la presión diferencial se incremente, causando que las mangas se
saturen y baje la eficiencia del molino vertical de coke.

CAPITULO III
ANÁLISIS Y DIAGNÓSTICO 3.1. Análisis de datos (Diagramas Causa – Efecto, Ishikawa,
Pareto, Fuerzas de Porter 3.1.1. Diagrama de Causa-Efecto.
Mediante un Diagrama Causa-Efecto, describiremos los problemas
encontrados que bajan la eficiencia en el Molino de Coke por causas del
Filtro Principal.
3.1.1.1. Gráfico de causa – Efecto
GRAFICO # 6
DIAGRAMA CAUSA EFECTO
Elaborado por: Luis Sánchez S. Fuente: planta Guayaquil

Análisis y Diagnostico 60
3.1.1.2. Problema Nº 1 Bajo Eficiencia en el Molino Vertical de Coke.
3.1.1.2.1. Causa del problema: Presión Diferencial Alta del Filtro Principal de Coke.
3.1.1.2.2. Efecto del problema: Mangas del Filtro Principal Saturadas.
3.1.2. Diagrama de Pareto
A continuación se ha clasificado las causas de las paradas que ha
tenido el Molino vertical de Coke por problemas generados en el Filtro
Principal de Coke.
Cabe recalcar que se obtuvo los datos de las horas paradas del
software TIS” (Technical Information System).
3.1.2.1. Cuadros de Paradas del Molino Vertical de Coke (Ver
Anexo # 8) .
3.1.2.2. Frecuencia de Paradas del Molino de Coke.
CUADRO # 15 NUMERO DE PAROS DEL MOLINO DE COKE.
Números de Paros del Molino de Coke Enero a Julio del 2010
Problemas Frecuencia
por # de paros
frecuencia absoluta
frecuencia acumulada
Maquinas y equipos (Fallas Mecánicas, Eléctricas Y por Presión Diferencial Alta) 76 87% 87%

Análisis y Diagnostico 61
Materia prima (humedad) 9 10% 98%
Medio Ambiente (emisiones de polvo) 2 2% 100%
Total general 87 100% Elaborado por: Luis Sánchez S. Fuente: Planta Guayaquil.
3.1.2.3. DIAGRAMA DE PARETO DEL MOLINO VERTICAL DE COKE POR FRECUENCIA DE PARADAS.
GRAFICO # 27
DIAGRAMA DE PARETO POR FRECUENCIA DE PARADAS DEL MOLINO DE COKE
Elaborado por: Luis Sánchez S. Fuente: Planta Guayaquil.
3.1.2.4. Frecuencia por Números de horas de parada del Molino Vertical de Coke.
CUADRO # 16
NUMEROS DE HORAS PARADAS DEL MOLINO DE COKE.
Números de horas Paradas del Molino de Coke Enero a Julio del 2010
Problemas Frecuencia
por # de horas
paradas
frecuencia absoluta
frecuencia acumulada
Maquinas y equipos (Fallas Mecánicas, Eléctricas Y por Presión
Diferencial Alta) 25.34 68% 68%
Medio Ambiente (emisiones de polvo) 8.09 22% 90% Materia prima (humedad) 3.89 10% 100%
Total general 37.32 100% Elaborado por: Luis Sánchez S. Fuente: Planta Guayaquil.

Análisis y Diagnostico 62
3.1.2.5. Diagrama de Pareto del Molino Vertical de Coke por horas no trabajadas por causa del Filtro Principal.
GRAFICO # 28
DIAGRAMA DE PARETO POR NUMERO DE HORAS DE PARADA DEL MOLINO DE COKE.
Elaborado por: Luis Sánchez S. Fuente: Planta Guayaquil.
3.1.3 Análisis 5 fuerzas de Porter.
Esta metodología desarrollada por Michael Porter nos ayuda en
nuestro estudio al análisis de la empresa teniendo en cuenta varios
factores como: el numero de proveedores y clientes, la frontera geográfica
del mercado, el efecto de los costos en la economía de escala, los
canales de distribución para tener acceso a los clientes, el índice de
crecimiento del mercado y los cambios tecnológicos.
3.1.3.1. Factores de las Fuerzas de Porter.
1. El ingreso potencial de nuevos competidores: Holcim es una empresa multinacional dedicada a la fabricación de
cemento la cual es un negocio que requiere de una inyección fuerte de

Análisis y Diagnostico 63
capital lo que crea una barrera para acceder al mercado a nuevos
competidores.
2. La intensidad de la rivalidad entre los competidores actuales:
Existe una alta competencia entre las empresas del rubro las cuales
tienen una participación pequeña en el mercado con una marca que no
está posicionada.
3. La presión de los productos sustitutos: Para nuestra industria no existen sustitutos.
4. El poder de negociación que ejercen los proveedores: El poder de negociación de los proveedores es bajo, esto es porque
la empresa cuenta con canteras de materia prima cerca de las
instalaciones. En este sector industrial no existen insumos sustitutos.
5. El poder de negociación que ejercen los clientes o compradores:
El poder de negociación de los compradores es directamente
proporcional al volumen de compra que estos realicen. Por lo tanto los
pequeños y medianos compradores tienen una muy baja probabilidad de
negociar la venta en beneficio de ellos.
El poder de negociación también es bajo para cualquier tipo de
clientes por no existir sustitutos de esta industria.

Análisis y Diagnostico 64
3.2. Impacto económico de problemas.
Este estudio se realizó con los datos de producción durante el
periodo del mes de Enero hasta Julio del presente año. El impacto económico de los problemas encontradas en el filtro
principal de coke, lo podremos observar en la siguiente cuadro # 17.
CUADRO # 17 CUANTIFICACION DE PÉRDIDAS
CUANTIFICACION DE PERDIDAS
Problemas Producción
t/h Horas
operativas (Afectadas)
Toneladas no
producidasUtilidad por tonelada ($)
Total de utilidad perdida
Maquinas y equipos (Fallas Mecánicas,
Eléctricas Y por Presión Diferencial Alta)
32 25.34 810.88 $ 48.70 $ 39,490
Medio Ambiente (emisiones de polvo) 32 8.09 258.88 $ 48.70 $ 12,607
Materia prima (humedad) 32 3.89 124.48 $ 48.70 $ 6,062
Total 32 37.32 1194.24 $ 48.70 $ 58,159
Elaborado por: Luis Alberto Sánchez S. Fuente Planta Guayaquil
Después de haber realizado un estudio en el área del molino
vertical de Coke, durante el mes de Enero a Julio del 2010, hemos
determinado las perdidas en el proceso de Producción. Estas
pérdidas representan $ 58,159 (Ver Cuadro # 17).
Se recomienda aplicar la solución correctiva a los problemas
analizados en este capítulo, para evitar las pérdidas cuantificadas y por
ende aumentar la producción. Para lograr un mayor beneficio económico.

Análisis y Diagnostico 65
3.3. Diagnóstico.
Después de identificar y analizar los problemas que afectan desde el
mes de Enero a Julio del 2010 al área de molino vertical de coke de la
empresa Holcim, se concluye lo siguiente:
Según estudio del capítulo III se describe que el problema causado
por “Baja Eficiencia en el Molino Vertical de Coke, que equivale al 68%
de la frecuencia acumulada según cuadro # 17 del diagrama de Pareto,
estos problemas son causados por “presión diferencial alta”. Mediante la
Observación y demás herramientas de Ingeniería Industrial se logró
identificar que en el interior del Filtro Principal presenta alta humedad,
disminuyendo la vida útil de las mangas filtrantes, ocasionando paradas
innecesarias en el proceso del Molino Vertical de Coke por problemas de
presión diferencial alta, provocando que el Molino no trabaje a toda su
capacidad.
La Empresa ha dejado de recibir $ 39,490, por problemas de presión
diferencial alto, desde el mes de Enero a Julio obteniendo paradas
innecesarias de producción de 25,34 horas no producidas donde la
producción promedio es de 32 t/h.
CAPITULO IV
PROPUESTA
4.1. Planteamiento de alternativas de solución a problemas” Baja
Eficiencia del Molino Vertical de Coke”
Causa: Presión Diferencial Alta del Filtro Principal de Coke.
4.1.1. Como alternativas de solución:
• Para evitar tantos paros por presión alta vamos a cambiar las 520
mangas que posee dentro de las 8 cámaras del filtro.
• Ampliaremos el Filtro de Coke con 2 cámaras mas, para aumentar la
superficie del área de filtrado con eso obtendremos un mayor
desempeño del filtro y evitamos que las mangas se saturen por la
humedad de material.
• Consideraremos también la capacitación del personal del turno para
que tengan conocimiento del funcionamiento del Filtro para evitar
que el Molino “pare” así evitaríamos tantas paradas por problemas
de presión alta en el Filtro Principal de Coke.
Nota: Al aumentar dos cámaras más las 520 mangas que están
instaladas en las 8 cámaras pasarían a ser 10 cámaras en total
aumentando a 650 mangas instadas para una mayor superficie de filtrado.
El área de filtrado del filtro de coke es de 1176,21 m2 con las 8
cámaras instalada.
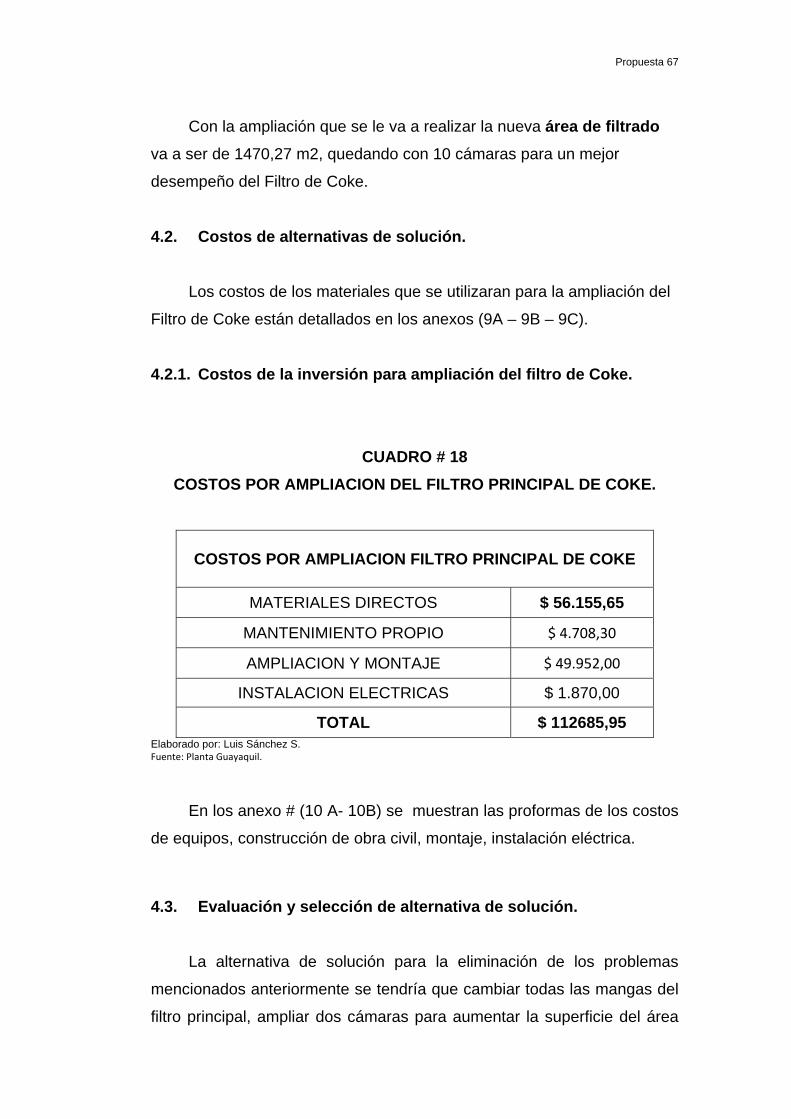
Propuesta 67
Con la ampliación que se le va a realizar la nueva área de filtrado
va a ser de 1470,27 m2, quedando con 10 cámaras para un mejor
desempeño del Filtro de Coke.
4.2. Costos de alternativas de solución.
Los costos de los materiales que se utilizaran para la ampliación del
Filtro de Coke están detallados en los anexos (9A – 9B – 9C).
4.2.1. Costos de la inversión para ampliación del filtro de Coke.
CUADRO # 18 COSTOS POR AMPLIACION DEL FILTRO PRINCIPAL DE COKE.
COSTOS POR AMPLIACION FILTRO PRINCIPAL DE COKE
MATERIALES DIRECTOS $ 56.155,65
MANTENIMIENTO PROPIO $ 4.708,30
AMPLIACION Y MONTAJE $ 49.952,00
INSTALACION ELECTRICAS $ 1.870,00
TOTAL $ 112685,95 Elaborado por: Luis Sánchez S. Fuente: Planta Guayaquil.
En los anexo # (10 A- 10B) se muestran las proformas de los costos
de equipos, construcción de obra civil, montaje, instalación eléctrica.
4.3. Evaluación y selección de alternativa de solución.
La alternativa de solución para la eliminación de los problemas
mencionados anteriormente se tendría que cambiar todas las mangas del
filtro principal, ampliar dos cámaras para aumentar la superficie del área

Propuesta 68
del filtrado de las mangas para evitar que se saturen tan rápido y a su vez
capacitar al personal de turno, para reducir los problemas y que el Molino
trabaje a toda su capacidad.
Para controlar que no ocurran nuevamente dichos problemas
llevaremos a cabo un sistema de Gestión de Mantenimiento basado en el
TPM y fundamentada en el pilar de Mantenimiento Preventivo,
añadiéndole rutas de inspección VOSOA para ir controlando el
funcionamiento del Filtro y la capacitación del personal del turno, para
reducir en gran proporción el índice de problemas técnicos.
4.3.1. La Gestión de Mantenimiento nos dice:
Es el medio que tiene toda empresa para conservar operable con el
debido grado de eficiencia y eficacia su activo fijo, engloba al conjunto de
actividades necesarias para:
• Mantener una instalación o equipo en funcionamiento.
• Establecer el funcionamiento del equipo en condiciones
predeterminadas.
• Capacitar al personal de turno encargado.
Y le agregamos rutas de inspección VOSOA para controlar que el
equipo trabaje en óptimas condiciones.
En efecto, la cantidad de producción y por su disponibilidad,
entendiéndose por tal al cociente del tiempo efectivo de producción entre
la suma de este y el tiempo de parada por mantenimiento.
4.3.2. Mantenimiento Preventivo.
Cubre todo el mantenimiento programado que se realiza con el fin
de:

Propuesta 69
Prevenir la ocurrencia de fallas. Se conoce como mantenimiento
Preventivo Directo o Periódico-FTM (Fixed Time Maintenance) por cuanto
sus actividades están controladas por el tiempo.
Se basa en la Confiabilidad de los equipos (MTBF) sin considerar las
peculiaridades de una instalación dada. Ejemplos: limpieza, lubricación,
recambios programados.
4.3.3. Capacitación del personal de turno.
• Explicar y demostrar la forma correcta de realizar la tarea.
• Ayudar al personal a desempeñarse primero bajo supervisión.
• Permitir que el personal de turno se desempeñe solo.
• Evaluar el desempeño del personal después de la capacitación.
• Verificar los resultados obtenidos en las prácticas para saber si el
personal a asimilado correctamente el manejo o funcionamiento de
dicha maquinaria o equipo, sino volver a repetir los pasos hasta que
capten bien como deberían hacer un trabajo correctamente.
• Evaluar sus conocimientos capacitando a otra persona.
4.3.4. Objetivo.
Esta alternativa es con el objetivo de que el personal de turno pueda
reparar, manejar y mantener el buen funcionamiento de las maquinarias y
por ende no pare el equipo y sigan con el proceso de producción, por
ende el Filtro Principal de Coke sea más eficiente.

CAPITULO V
EVALUACIÓN ECONOMICA Y FINANCIERA
5.1. Plan de inversión y financiamiento
La alternativa de solución escogida para hacer frente a los
problemas de humedad que tiene el filtro de coke, en donde la ejecución
de una ampliación y un cambio radical total de todas las mangas
instaladas dentro de las cámaras del filtro, en donde tenemos que
realizar un plan de inversión para obtener beneficios de la propuesta y
saber el tiempo en que vamos a recuperar la inversión.
Como resultado del estudio en el capítulo IV, los valores obtenidos
de la cuadro # 18. Se pueden apreciar los costos de la alternativa de
tratamiento de aire con una inversión fija de $112.685,95.
La compañía se encuentra en la capacidad económica de financiar
este tipo de propuesta pero en el presente estudio se plantea la
posibilidad de realizar un préstamo a una entidad financiera a un interés
de 12% con el fin de llevar a cabo la propuesta de la mejora planteada.
5.2. Amortización de la inversión.
A continuación se muestra la tabla de amortización con un periodo
mínimo de un año considerando este periodo para realizar el pago del
capital más intereses.

Evaluación Económica Financiera 71
5.2.1. Amortización.
CUADRO # 19 TABLA DE AMORTIZACION.
FECHA DE
CONCESION 21/10/2010
CLIENTE HOLCIM
MONTO 112685,95
AÑOS PLAZO 1
TAZA DE
INTERES 12%
PAGOS POR
AÑOS 12
DIVIDENDOS $ 10.012,01
CAPITAL AMORTIZACION INTERES DIVIDENDO FECHA PERIODO
112685,95 8.885,15 1.126,86 $ 10.012,01 2010-10-25 1
103.800,80 8.974,00 1.038,01 $ 10.012,01 2010-11-25 2
94.826,80 9.063,74 948,27 $ 10.012,01 2010-12-26 3
85.763,05 9.154,38 857,63 $ 10.012,01 2011-01-26 4
76.608,68 9.245,92 766,09 $ 10.012,01 2011-02-26 5
67.362,75 9.338,38 673,63 $ 10.012,01 2011-03-30 6
58.024,37 9.431,77 580,24 $ 10.012,01 2011-04-30 7
48.592,60 9.526,08 485,93 $ 10.012,01 2011-05-31 8
39.066,52 9.621,34 390,67 $ 10.012,01 2011-06-30 9
29.445,17 9.717,56 294,45 $ 10.012,01 2011-07-29 10
19.727,62 9.814,73 197,28 $ 10.012,01 2011-08-31 11
9.912,88 9.912,88 99,13 $ 10.012,01 2011-09-29 12
0,00 112.685,95 7.458,17 120.144,12 TOTAL Elaborado por: Luis Sánchez S. Fuente: Planta Guayaquil
Si se lleva a cabo el préstamo a la entidad financiera (Banco
Bolivariano) corresponde al valor de 112685,95 dólares. Los dividendos
son mensuales realizando 12 pagos de $ 10.012,01 dólares/ cada uno,

Evaluación Económica Financiera 72
los costos de la amortización de la deuda 7.458,17 dólares y el monto
total de la deuda ascendería a 120.144,12 dólares según la tabla de la
amortización del cuadro # 19.
5.3. Flujo de Caja.
Se consideran el $ 58159 de pérdida de utilidad anual como ahorro
para realizar la tabulación en el flujo de caja.
Se estima un incremento del 20 % para el año 2011, por el aumento
de las dos cámaras del filtro principal de coke, más el cambio de las 520
mangas de las 8 cámaras ya instaladas.
Para la elaboración del flujo de caja se consideran los siguientes
rubros de la cuadro # 19.
CUADRO # 20 FLUJO DE CAJA
FLUJO DE CAJA
DESCRIPCION 2010 2011
AHORRO 58159
BENEFICIO 2692915,2
BENECIO TOTAL 2751074,2
INVERSION FIJA -112685,95
GASTOS ANUALES
COSTO DE MANO DE OBRA 49952
COSTOS FINANCIEROS 7458,17
MANTENIMIENTO 4708,3 MONTAJE LINEAS ELECTRICAS 1870
TOTAL GASTOS ANUALES 63988,47
FLUJO OPERATIVO 2687085,73
FLUJO DE CAJA -112685,95 2574399,78 Elaborado por: Luis Sánchez S. Fuente: Planta Guayaquil.

Evaluación Económica Financiera 73
5.4. Evaluación financiera (Coeficiente beneficio/costo, TIR, VAN, Periodo de recuperación del capital).
La solución propuesta ejecutando el préstamo tendría un costo total
sumando todos los dividendos de 120.144,12 dólares y los valores que
se obtendrían por concepto de los beneficios alcanzados se los obtiene
del análisis de la cuantificación de pérdidas estudiado en el capítulo 3 –
cuadro # 17.
Cálculo del índice beneficio/costo, lo pueden ver en el anexo # 10.
5.4.1. Análisis del Índice del Costo – Beneficio
CUADRO # 21 ANALISIS COSTO - BENEFICIO
Análisis Costo - Beneficio
Descripción Beneficio Beneficio Esperado Costo Índice
Beneficio/Costo
Baja Eficiencia en el Molino Vertical
de Coke 39490 2732405,2 120144,12 22,74
Elaborado por: Luis Sánchez S. Fuente: Planta Guayaquil.
5.4.2. Índices financieros que sustentan la inversión.
Entre los índices financieros que sustentan la inversión tenemos los
siguientes:
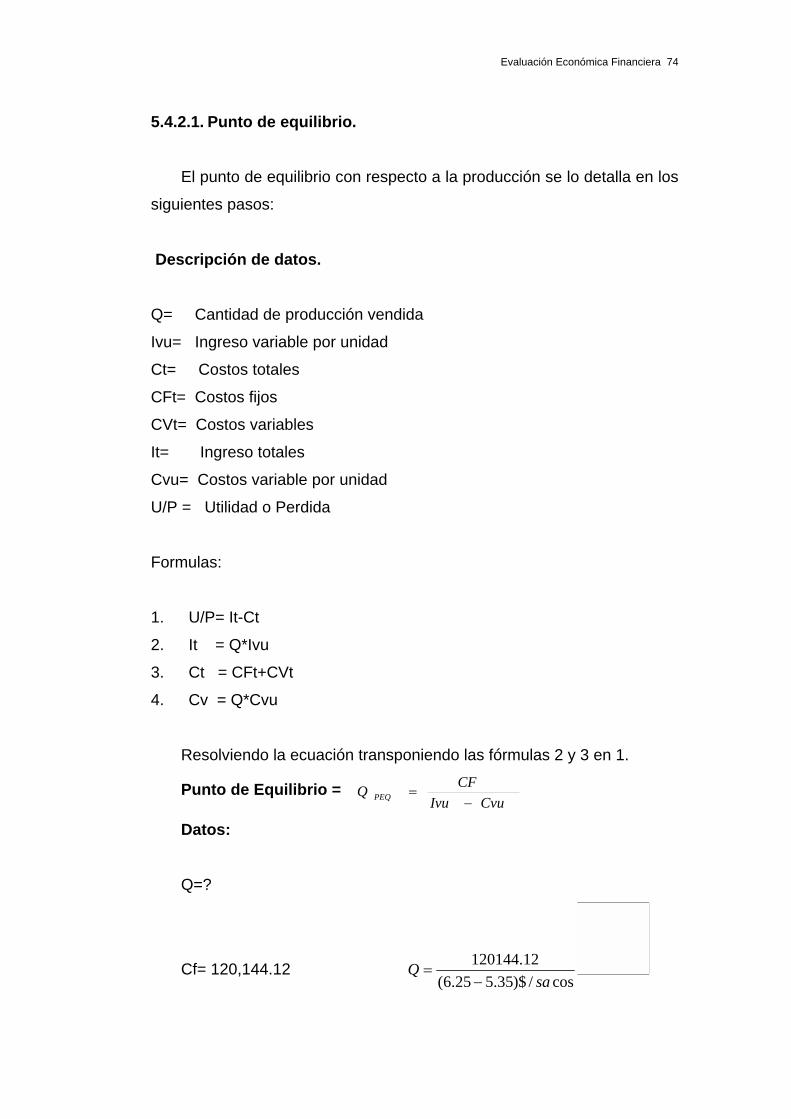
Evaluación Económica Financiera 74
5.4.2.1. Punto de equilibrio.
El punto de equilibrio con respecto a la producción se lo detalla en los
siguientes pasos:
Descripción de datos.
Q= Cantidad de producción vendida
Ivu= Ingreso variable por unidad
Ct= Costos totales
CFt= Costos fijos
CVt= Costos variables
It= Ingreso totales
Cvu= Costos variable por unidad
U/P = Utilidad o Perdida
Formulas:
1. U/P= It-Ct
2. It = Q*Ivu
3. Ct = CFt+CVt
4. Cv = Q*Cvu
Resolviendo la ecuación transponiendo las fórmulas 2 y 3 en 1.
Punto de Equilibrio = CvuIvu
CFQ PEQ −=
Datos: Q=?
Cf= 120,144.12 cos/)$35.525.6( sa−
12.120144Q =

Evaluación Económica Financiera 75
Ivu= 6.25
Cvu= 5.3 5 Q= 133493.47 sacos
Se necesitan vender 113493.47 sacos de cemento para recuperar la
inversión realizada.
5.4.2.2. Tasa interna de retorno.
La tasa interna de retorno mide el rendimiento de la inversión en un
período de tiempo determinado y el cálculo de su valor se lista de la
siguiente manera:
( )niPF
+=1
1−= npFi
Datos. F= Valor futuro a recuperar.
P= Valor presente (Inversión).
i = TIR (Tasa interna de retorno).
N = número de periodos.
5.4.2.2.1. Cálculo de la tasa interna de retorno.
El TIR representa el rendimiento propio del proyecto, es la tasa que
hace que el valor presente de la inversión sea igual al valor presente del
ingreso.
Para determinar la Tasa Interna de Retorno (TIR), se lo realiza por
medio de la función financiera del programa ECXEL ingresando los
respectivos datos.

Evaluación Económica Financiera 76
CUADRO # 22 CALCULO DEL TIR
TIR
AÑOS INVERSION FLUJO ACTUAL
Formula TIR TIR
0 -120.144,12
1 2732405.2
2274%
Elaborado por: Sánchez Sánchez Luis Alberto Fuente: Análisis del TIR.
El valor del T.I.R. (22.74) es mayor a la tasa de interés (0.12) por lo
que las propuestas de solución deben realizarse.
5.4.2.2. Valor actual neto (VAN).
El VAN es un indicador financiero que mide los flujos de los futuros
ingresos y egresos que tendrá un proyecto, para determinar, si luego de
descontar la inversión inicial, quedaría alguna ganancia. Si el resultado es
positivo, el proyecto es viable.
Entonces para hallar el VAN se necesitan:
Tamaño de la inversión = -120.144,12
Flujo de caja neto proyectado (BNA) = 2732405.2
Tasa de descuento = 0,12
Periodo = 1 año.
Factor = 1 / (1 + T) n
Entonces: VAN = BNA – Inversión
VAN = (2732405.2/ (1 + 0.12)1) - Inversión
VAN = (2732405.2/ 1.12) – Inversión
VAN = 2439647.5 - Inversión

Evaluación Económica Financiera 77
VAN = 2439647.5 – 120144,55
VAN= 2319502.95
Si el resultado es positivo, el proyecto es viable. 5.4.2.3. Tiempo de recuperación de la inversión.
Tomando en cuenta que en los últimos periodos del ejercicio
económico la compañía ha vendido todo lo que ha producido el tiempo de
recuperación de la inversión se lo deduce del punto de equilibrio de
producción.
Q= 133493.47 sacos
Sabiendo que con el aumento de producción del molino vertical de
coke ahora producirá 38.4 ton / hora entonces:
Ti = Tiempo de recuperación de la inversión
Ti = Q/P
Ti = 133493.47 sacos / 38.4 ton/hora.
Ti = 3476.39 horas. Ti = 144.85 dias Tiempo de recuperación de La inversión por La ampliación Del filtro
de coke estimado es de 144.85 dias.

CAPITULO VI
PROGRAMACION PARA PUESTA EN MARCHA.
Primero se debe informar a los departamentos involucrados en el
proyecto como son: departamento de producción, mantenimiento
(mecánico, eléctrico, instrumentación), suministros (compras); para que
por medio de los coordinadores se puedan dar tratamiento a las
propuestas de solución y estos puedan crear ordenes de trabajo en
software SAP (Systems Applications & Products) para solicitar por medio
de una Solped (pedido) la maquinaria, materiales y equipos para la
implementación de las mejoras a cargo del departamento de suministros.
Esta Solped generada debe tener un tiempo mínimo de 30 días para que
se le tratamiento, debido a que todo es planificado.
Estas implementaciones para la ampliación del filtro de coke se las
realizara en 28 días como máximo y se la realizara todas de manera
simultánea, ya que al tener que parar la molienda de coke el stock en los
silos solo puede abastecer a los horno que se encuentran marchando.
Entonces para proyectar la puesta en marcha se describe de una
manera lógica y secuencial yendo desde una fecha de inicio hasta la
fecha de finalización estimada para efectos de control, evaluación y
desarrollo del proyecto.
6.1. Planificación y Cronograma de implementación
A continuación se detalla de cuantos días se demorara la instalación
y el montaje de las cámaras del filtro de coke.
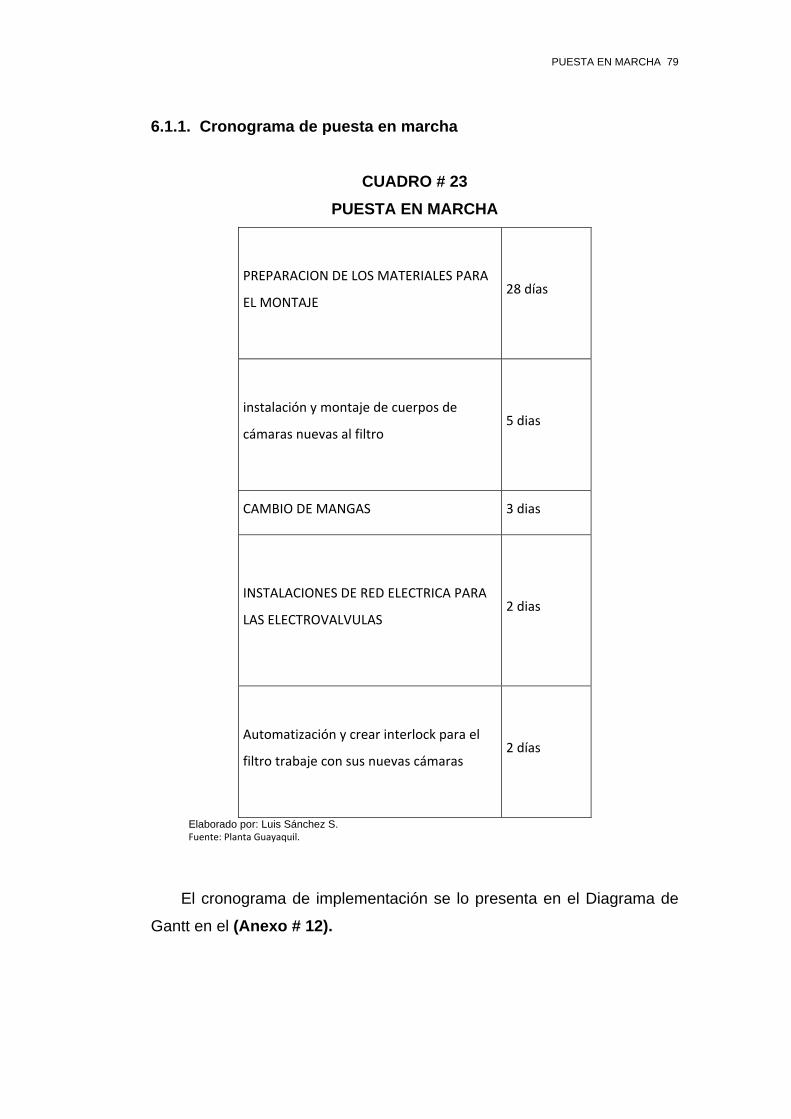
PUESTA EN MARCHA 79
6.1.1. Cronograma de puesta en marcha
CUADRO # 23 PUESTA EN MARCHA
PREPARACION DE LOS MATERIALES PARA
EL MONTAJE 28 días
instalación y montaje de cuerpos de
cámaras nuevas al filtro 5 dias
CAMBIO DE MANGAS 3 dias
INSTALACIONES DE RED ELECTRICA PARA
LAS ELECTROVALVULAS 2 dias
Automatización y crear interlock para el
filtro trabaje con sus nuevas cámaras 2 días
Elaborado por: Luis Sánchez S. Fuente: Planta Guayaquil.
El cronograma de implementación se lo presenta en el Diagrama de
Gantt en el (Anexo # 12).

CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES 7.1. Conclusiones
En el proceso de la producción del molino de coke se ha hecho un
estudio basado en el T.O.C. (teoría de las restricciones) la cual constituye
una filosofía administrativa compuesta por un conjunto de métodos de
causa – efecto y se apoya en tres procesos fundamentales:
1. Un proceso de pensamiento que busca la solución de problemas
basado en el cambio, ¿qué? , ¿Hacia dónde?, y ¿cómo
cambiar?
2. Un conjunto de herramientas administrativas para las actividades
cotidianas orientadas hacia la mejora constante de las habilidades
gerenciales, y
3. Un modo innovador de soluciones prácticas.
El T.O.C. ayudo a identificar los diferentes problemas que afectan
al proceso productivo causando una baja productividad también se utilizo
herramientas de ingeniería y se llego la conclusión que los problemas que
más impactan económicamente son los analizados en el capítulo 3, los
mismos que generan una pérdida de $ 58,159 dólares.
Con la ampliación del filtro principal de coke, la producción del
molino de coke se incrementara de 32 ton/h hasta 38,4 ton/h, hablamos
de un incremento del 20 % es decir el 6,4 ton/h, que hemos aumentado
con la ampliación de dos cámaras con ella aumentamos la superficie del
área del filtrado para que las mangas del filtro realicen una mejor labor de

CONCLUSIONES Y RECOMENDACIONES 81
filtrado y así se podrá alcanzar la capacidad instalada del molino de coke,
optimizando sus recursos y permitiendo un flujo continuo, controlando y
estabilizando las operaciones de los hornos.
Con este aumento de producción dejaremos de tener tantos
problemas de presión alta en el filtro de coke, estos resultados nos
generaran más ganancias, porque los hornos sigan trabajando sin
problema ya que el molino los abastece sin mayor novedad y haya el flujo
para el poder calorífico que el coke le da a los hornos y pueda producir el
clinker, que es uno de los elementos fundamentales para la fabricación
del cemento.
7.2. Recomendaciones.
Se debe de tener en cuenta que para mejorar la productividad de la
molienda de coke se tendrá que seguir los 5 pasos de la Teoría de la
Restricciones los mismos que llevan a un proceso de mejora continua
garantizando el acercamiento enfocado a la meta.
1. Identifique la restricción del sistema total.
2. Decida como explotarla (sin piedad).
3. Subordine el resto del Sistema a la Restricción.
4. Eleve la restricción (solo después de explotarla.
5. Si se elimino la Restricción regrese al paso # 1.
ANEXOS

Anexo 83
ANEXO # 1
UBICACIÓN DE LA FÁBRICA.

Anexo 84
ANEXO # 2
ORGANIGRAMA DE HOLCIM PLANTA GUAYAQUIL
50 O
perad
ores
Cooo
rdina
dor
Desp
acho
6 Tec
nicos
Co
oord
inado
r El
ectric
o
1 Tec
nico
Geren
te de
Pro
yecto
2 Tec
nicos
Coor
dinad
or
Meca
nico
9 Ope
rador
es
Mant.
Cood
inado
r Man
t. Co
rrecti
vo
Ceme
nto-
Desp
acho
3 Tec
nicos
20 O
perad
ores
Ma
nt.
Dire
ctor d
e Plan
ta
Geren
te de
Ma
ntenim
iento
Coor
dinad
or
Mant.
Pr
even
tivo
4 Tec
nicos
Asist
ente
de G
erenc
ia
6 Ope
rado
res d
e Mant.
Cood
inado
r Man
t. Co
rrecti
vo C
rudo-
Clink
er
3 Tec
nicos
Ma
nt.
Geren
te de
Pr
oduc
cion
Coor
dinad
or
Prod
. Crud
o-Cl
inker
3Tec
nicos
Prod
.
23 O
perad
ores
Pr
od.
Coor
dinad
or P
rod.
Ce
mento
9 Ope
rador
es
Prod
.
Coor
dinad
or
Prod
. Mate
rias
Prim
as
3 Tec
nicos
Ma
terias
Prim
as
Coor
dinad
or
Contr
ol Ce
ntral
10
Tecn
icos
C.C.
8 Ope
rador
es
Prod
.
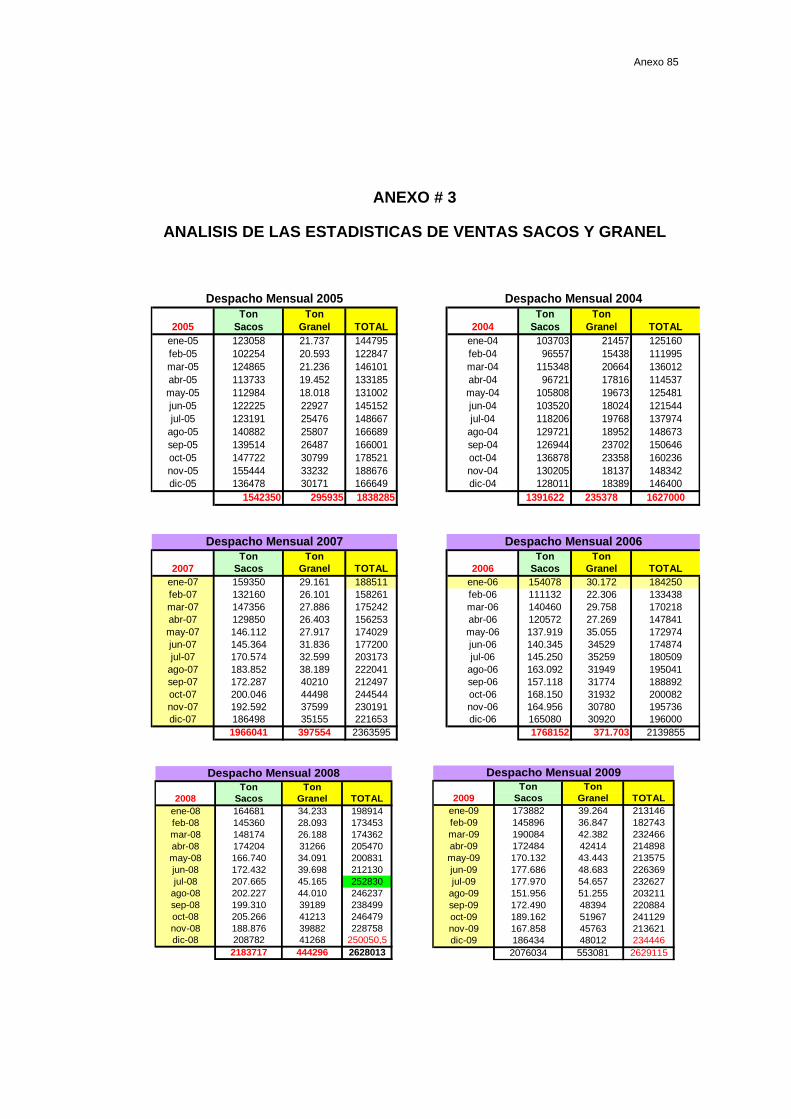
Anexo 85
ANEXO # 3
ANALISIS DE LAS ESTADISTICAS DE VENTAS SACOS Y GRANEL
Ton Ton Ton Ton2005 Sacos Granel TOTAL 2004 Sacos Granel TOTAL
ene-05 123058 21.737 144795 ene-04 103703 21457 125160feb-05 102254 20.593 122847 feb-04 96557 15438 111995mar-05 124865 21.236 146101 mar-04 115348 20664 136012abr-05 113733 19.452 133185 abr-04 96721 17816 114537may-05 112984 18.018 131002 may-04 105808 19673 125481jun-05 122225 22927 145152 jun-04 103520 18024 121544jul-05 123191 25476 148667 jul-04 118206 19768 137974
ago-05 140882 25807 166689 ago-04 129721 18952 148673sep-05 139514 26487 166001 sep-04 126944 23702 150646oct-05 147722 30799 178521 oct-04 136878 23358 160236nov-05 155444 33232 188676 nov-04 130205 18137 148342dic-05 136478 30171 166649 dic-04 128011 18389 146400
1542350 295935 1838285 1391622 235378 1627000
Despacho Mensual 2004Despacho Mensual 2005
Ton Ton Ton Ton2007 Sacos Granel TOTAL 2006 Sacos Granel TOTAL
ene-07 159350 29.161 188511 ene-06 154078 30.172 184250feb-07 132160 26.101 158261 feb-06 111132 22.306 133438mar-07 147356 27.886 175242 mar-06 140460 29.758 170218abr-07 129850 26.403 156253 abr-06 120572 27.269 147841may-07 146.112 27.917 174029 may-06 137.919 35.055 172974jun-07 145.364 31.836 177200 jun-06 140.345 34529 174874jul-07 170.574 32.599 203173 jul-06 145.250 35259 180509
ago-07 183.852 38.189 222041 ago-06 163.092 31949 195041sep-07 172.287 40210 212497 sep-06 157.118 31774 188892oct-07 200.046 44498 244544 oct-06 168.150 31932 200082nov-07 192.592 37599 230191 nov-06 164.956 30780 195736dic-07 186498 35155 221653 dic-06 165080 30920 196000
1966041 397554 2363595 1768152 371.703 2139855
Despacho Mensual 2006Despacho Mensual 2007
Ton Ton2008 Sacos Granel TOTAL
ene-08 164681 34.233 198914feb-08 145360 28.093 173453mar-08 148174 26.188 174362abr-08 174204 31266 205470may-08 166.740 34.091 200831jun-08 172.432 39.698 212130jul-08 207.665 45.165 252830
ago-08 202.227 44.010 246237sep-08 199.310 39189 238499oct-08 205.266 41213 246479nov-08 188.876 39882 228758dic-08 208782 41268 250050,5
2183717 444296 2628013
Despacho Mensual 2008
Ton Ton2009 Sacos Granel TOTAL
ene-09 173882 39.264 213146feb-09 145896 36.847 182743mar-09 190084 42.382 232466abr-09 172484 42414 214898may-09 170.132 43.443 213575jun-09 177.686 48.683 226369jul-09 177.970 54.657 232627
ago-09 151.956 51.255 203211sep-09 172.490 48394 220884oct-09 189.162 51967 241129nov-09 167.858 45763 213621dic-09 186434 48012 234446
2076034 553081 2629115
Despacho Mensual 2009

Anexo 86
ANEXO # 4
ELABORACION DE LOS COSTOS DE LA MANO DE OBRA DEL AREA DE COKE.
Sueldos y Remuneraciones del área coke
CARGO $ Mensual
$ Anual
Décimo tercero
Décimo cuarto
F reserva IESS Vacaciones
Total anual por Empleado
Coordinador 2500 30000 2500 135 2500 283.8 1250 38885
Supervisor 1200 14400 1200 135 1200 136.2 600 18735
Operador 400 4800 400 135 400 45.4 200 6335
CARGO # de Personas
Sueldo Anual $ Total $
Coordinador 1 38885 38885
Supervisor 2 18735 37470
Operador 5 6335 31675
Total 8 63955 108030
Calculo de costo de fabricación por mano de obra por cada ton de coke
CARGO $ Anual $ Diario $ (ton coke x Hora ) $ ton coke
Coordinador 38885 162,02 48,7 0,00125241
Supervisores 37470 156,12 48,7 0,00129971
Operadores 31675 131,98 48,7 0,00153749
total 69145 450,12 146,1 0,00408961

Anexo 87
ANEXO # 5
DIAGRAMA DE FLUJO DEL AREA DEL MOLINO VERTICAL DE COKE

Anexo 88
ANEX0 # 6 A
DIAGRAMA DE OPERACIONES
NUM ERO
TIEM PO
NUM ERO
TIEM PO
NUM ERO
TIEM PO
15
16
4
N°
OPE
RA
CIÓ
N
TRA
NSP
OR
TE
INSP
ECC
ION
DEM
OR
A
ALM
AC
ENA
JE
DIS
TAN
CIA
(M)
0
1
2
3
4
5
6
7
8
9
0
1
2
3
4
5
6
7
8
9
0
1
2
3
4
OBRERO
POR
RESUM EN
Transporte de arcilla y arena al molino vertical
M ETODO ACTUAL
METODO PROPUESTO
DIAGRAMA DE FLUJO DE PROCESOS
DOCUM ENTOPIEZA
DESCRIPCION DEL PROCESO
Homogenizado de limonita
ACTUAL- PROPUESTO
DIFERENCIA
TOTAL
OBSERVACONES
Capacidad de molienda 420 ton/hr
Transporte a homogenizador arcilla y arena "M iag"
Transporte a homogenizador limonita "FAM "
Homogenizado de arcitla y arena
Capacidad 60000 ton
Transporte hasta homogenizador
Mediante transporte de cangilones
DIAGRAM A N°
TIEM
PO(M
IN)
Homogenizado de piedra caliza
Transporte hacia molino vertical
Recepcion y trituracion de arcilla y arena ferrosaRecepcion y trituracion de bauxita
OPERADOR
Trituradora de piedra hasta 4"
TERM INADO EN:
M ETODO
TRABAJO ESTUDIADO
REAL ZADO POR:
Enfriado de clinker
Trituracion de clinker
FECHA HOJA
Transporte de cemento a silos
Transporte de clinker hacia silos
Almacenamiento en silos de clinker
Transporte hacia prensa de clinker
Prensado de clinker
Trituracion de piedra caliza
PROPUESTO
Transporte por banda a pila intermedia
Almacenamiento de stock temporal
Transporte por banda a trituradora secundaria
APROBADO POR:
EM PEZANDO EN:
Proceso de elaboracion del cemento
ACTUAL
Transporte de Bauxita al mo lino vertical
M olienda de materias primas
Transporte de arina de crudo a silos
Almacenamiento y homogenizacion en silos
Transporte hacia el horno
Quema del crudo en el horno
Transporte hacia molino
M olienda de yeso y limonita
Transporte de yeso y limonita a homogenizadorProceso de homogenizado longuitudinal
Transporte hacia molino de cemento
M olineda de materias primas del cemento
Capacidad 150 ton / hr .Material humedo
Capacidad 150 ton / hr .Material humedo
Capacidad 200 ton / hr .Material humedo
Mediante bandas
Caliza-Arcilla-Arena Ferrosa-bauxita
El transporte es mediante elevadores
4 silos capacidad maxima 8000 ton El transporte es mediante elevadores
A temperaturas de 1200-1600°C
Clinker-Yeso-Limonita-Pulsolana
Capacidad de 5000 ton
1
11
2
2
3
3
4
4
5
5
6
6
7
7
8
8
92
9
1
1
3
1
1
1
1

Anexo 89
ANEX0 # 6 B
DIAGRAMA DE OPERACIONES
x NUM ERO TIEM PO NUM ERO TIEM PO NUM ERO TIEM PO
63
2
N°
1
2
3
4
7
8
9
10
11
12
11
FECHA
DIAGRAM A N°DIAGRAMA DE FLUJO DE PROCESOS
OPERADOR ACTUAL- PROPUESTO
HOJA RESUM EN
M ETODO ACTUAL METODO PROPUESTODIFERENCIA
M ETODO ACTUAL PROPUESTO POR
OBRERO PIEZA DOCUM ENTO
TRABAJO ESTUDIADO
Despacho de Cemento linea 1REAL ZADO POR:
APROBADO POR:
EM PEZANDO EN:
TERM INADO EN: TOTAL
D ESC R IP C ION D EL P R OC ESO OB SER VA C ON ES
Extracción de cemento a silos
Transporte hacia máquina envasadoras
Mediante-elevadores canalon de aereacion
Almacenamiento en tolvas
Envasado en fundas de 50 kg capacidasd 155 tn/h
Transporte por banda a Paletizadora Paletizado En grupos de 40 unidades
Trasporte de pallets a sala de almacenamiento
mediante montacargas
Almacenamiento en sala Capacidad maxima 12000 ton
Ubicación del camión plataforma mediante montacargas
Llenado de camienones mediante montacargas
Salida del camion
1
1
1
2
2
3
3
2
4
5
6

Anexo 90
ANEX0 # 7 A
DIAGRAMA DE RECORRIDO DEL AREA DEL MOLINO VERTICAL DE COKE.
L61-MV1: Molino vertical de Coke
L61-FT1: Filtro Principal de Coke
L61-VE5: Ventilador del Filtro Principal de Coke
L61-VE6: Ventilador del Filtro Principal de Coke
L61-VA1: Compuerta de entrada de gases al Filtro

Anexo 91
ANEX0 # 7 B
DIAGRAMA DE RECORRIDO DE TODA LA PLANTA HOLCIM – GUAYAQUIL.
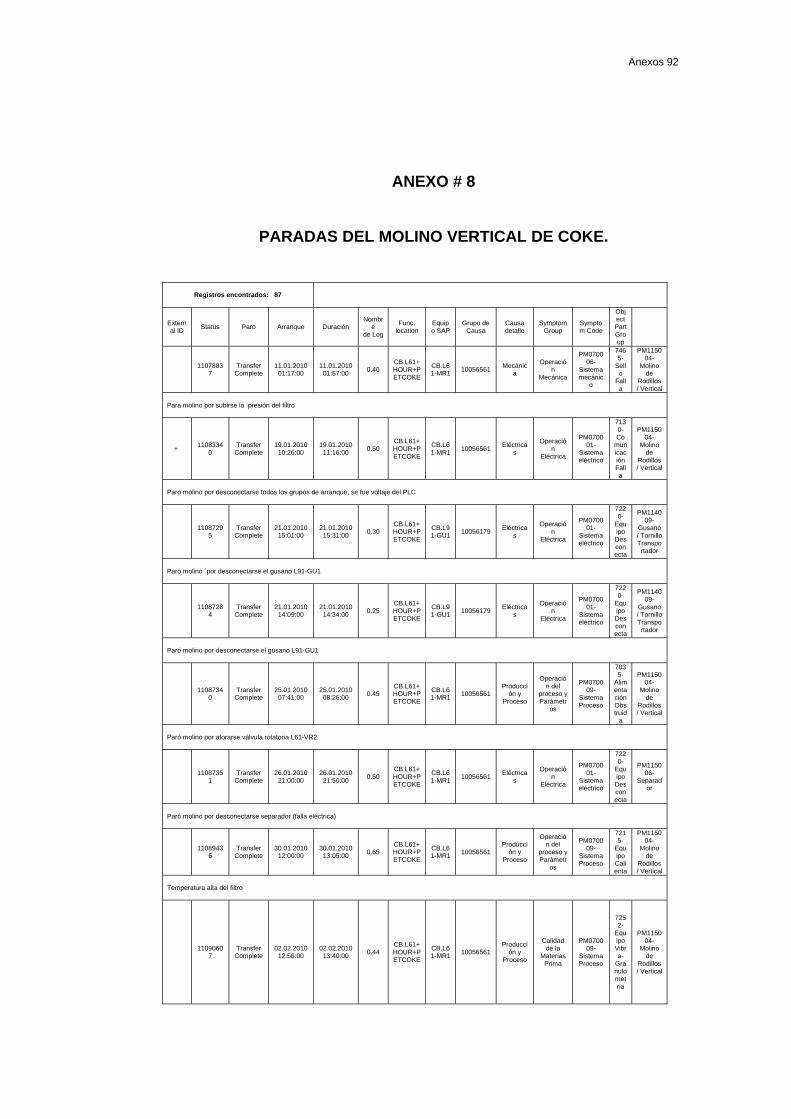
Anexos 92
ANEXO # 8
PARADAS DEL MOLINO VERTICAL DE COKE.
Registros encontrados: 87
External ID Status Paro Arranque Duración
Nombre
de Log
Func. location
Equipo SAP
Grupo de Causa
Causa detalle
Symptom Group
Symptom Code
Object Part Group
11078837
Transfer Complete
11.01.2010 01:17:00
11.01.2010 01:57:00 0.40
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7465-
Sello
Falla
PM115004-
Molino de
Rodillos / Vertical
Para molino por subirse la presión del filtro
+ 11083340
Transfer Complete
19.01.2010 10:26:00
19.01.2010 11:16:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Eléctrica
s
Operación
Eléctrica
PM070001-
Sistema eléctrico
7130-Co
municación Falla
PM115004-
Molino de
Rodillos / Vertical
Paro molino por desconectarse todos los grupos de arranque, se fue voltaje del PLC
11087295
Transfer Complete
21.01.2010 15:01:00
21.01.2010 15:31:00 0.30
CB.L61+HOUR+PETCOKE
CB.L91-GU1 10056179 Eléctrica
s
Operación
Eléctrica
PM070001-
Sistema eléctrico
7220-
Equipo Desconecta
PM114009-
Gusano / Tornillo Transportador
Paró molino ´por desconectarse el gusano L91-GU1
11087284
Transfer Complete
21.01.2010 14:09:00
21.01.2010 14:34:00 0.25
CB.L61+HOUR+PETCOKE
CB.L91-GU1 10056179 Eléctrica
s
Operación
Eléctrica
PM070001-
Sistema eléctrico
7220-
Equipo Desconecta
PM114009-
Gusano / Tornillo Transportador
Paró molino por desconectarse el gusano L91-GU1
11087340
Transfer Complete
25.01.2010 07:41:00
25.01.2010 08:26:00 0.45
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7035-
Alimentación Obstruid
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por atorarse válvula rotatoria L61-VR2
11087351
Transfer Complete
26.01.2010 21:00:00
26.01.2010 21:50:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Eléctrica
s
Operación
Eléctrica
PM070001-
Sistema eléctrico
7220-
Equipo Desconecta
PM115006-
Separador
Paró molino por desconectarse separador (falla eléctrica)
11089436
Transfer Complete
30.01.2010 12:00:00
30.01.2010 13:05:00 0.65
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7215-
Equipo Calienta
PM115004-
Molino de
Rodillos / Vertical
Temperatura alta del filtro
11090607
Transfer Complete
02.02.2010 12:56:00
02.02.2010 13:40:00 0.44
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Calidad de la
Materias Prima
PM070009-
Sistema Proceso
7252-
Equipo Vibra-
Granulometria
PM115004-
Molino de
Rodillos / Vertical

Anexos 93
Paró molino por atorarse válvula rotatoria L61-VR2
11091333
Transfer Complete
03.02.2010 09:48:00
03.02.2010 09:54:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7410-
Rango
Operativ
o Falla
PM115004-
Molino de
Rodillos / Vertical
Paró molino por desconectarse ventilador L61- VE6
11092856
Transfer Complete
05.02.2010 08:24:00
05.02.2010 13:30:00 5.06
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Mantenimiento
(Preventivo/Paro Mayor)_
MT
PM070006-
Sistema mecánic
o
7330-
Mantenimiento Programad
o
PM115004-
Molino de
Rodillos / Vertical
Paró molino por mantenimiento por emisiones para cambiar mangas rotas
11102553
Transfer Complete
24.02.2010 00:23:00
24.02.2010 01:19:00 0.96
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Calidad de la
Materias Prima
PM070009-
Sistema Proceso
7035-
Alimentación Obstruid
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por atorarse ducto de alimentación con material húmedo
11102333
Transfer Complete
23.02.2010 21:31:00
23.02.2010 22:02:00 0.31
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Calidad de la
Materias Prima
PM070009-
Sistema Proceso
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta debido a que se estaba descargando tolva de desechos, material con humedad.
11104148
Transfer Complete
25.02.2010 05:06:00
25.02.2010 05:52:00 0.46
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Calidad de la
Materias Prima
PM070009-
Sistema Proceso
7253-
Equipo Vibra-Hu
medad Mat
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración al atorarse ducto de alimentación con material húmedo. se limpió ducto y tolva de desechos.
11104150
Transfer Complete
25.02.2010 15:43:00
25.02.2010 16:00:00 0.17
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Calidad de la
Materias Prima
PM070009-
Sistema Proceso
7253-
Equipo Vibra-Hu
medad Mat
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración al atorarse ducto de alimentación con material húmedo, se limpió ducto.
11105186
Transfer Complete
26.02.2010 11:12:00
26.02.2010 11:23:00 0.11
CB.L61+HOUR+PETCOKE
CB.L61-VR2 10054722
Producción y
Proceso
Calidad de la
Materias Prima
PM070009-
Sistema Proceso
7355-
Material Hu
medecid
o
PM113010-
Esclusa Celular / Válvula Rotatori
a
Paró molino por desconectarse la válvula rotatoria L61-VR2 atorada con material húmedo, se limpió ducto de alimentación.
11109921
Transfer Complete
06.03.2010 14:06:00
06.03.2010 14:56:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-VE6 10051414 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7115-
Cojinete Calenta
r
PM101004-
Ventilador
Por desconectarse ventilador L61-VE6. Temperatura alta en cojinete lado motor
11111162
Transfer Complete
09.03.2010 15:00:00
09.03.2010 15:40:00 0.40
CB.L61+HOUR+PETCOKE
CB.L61-VE6 10051414 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7115-
Cojinete Calenta
r
PM101004-
Ventilador
Paró molino por desconectarse ventilador L61-VE6 por temperatura alta del cojinete lado motor.
11113003
Transfer Complete
15.03.2010 02:30:00
15.03.2010 03:00:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-VE6 10051414
Instrumentación y automatización
Operación
Instrumentación
PM070003-
Sistema instrume
ntos
7470-
Sensor Falla
PM101004-
Ventilador
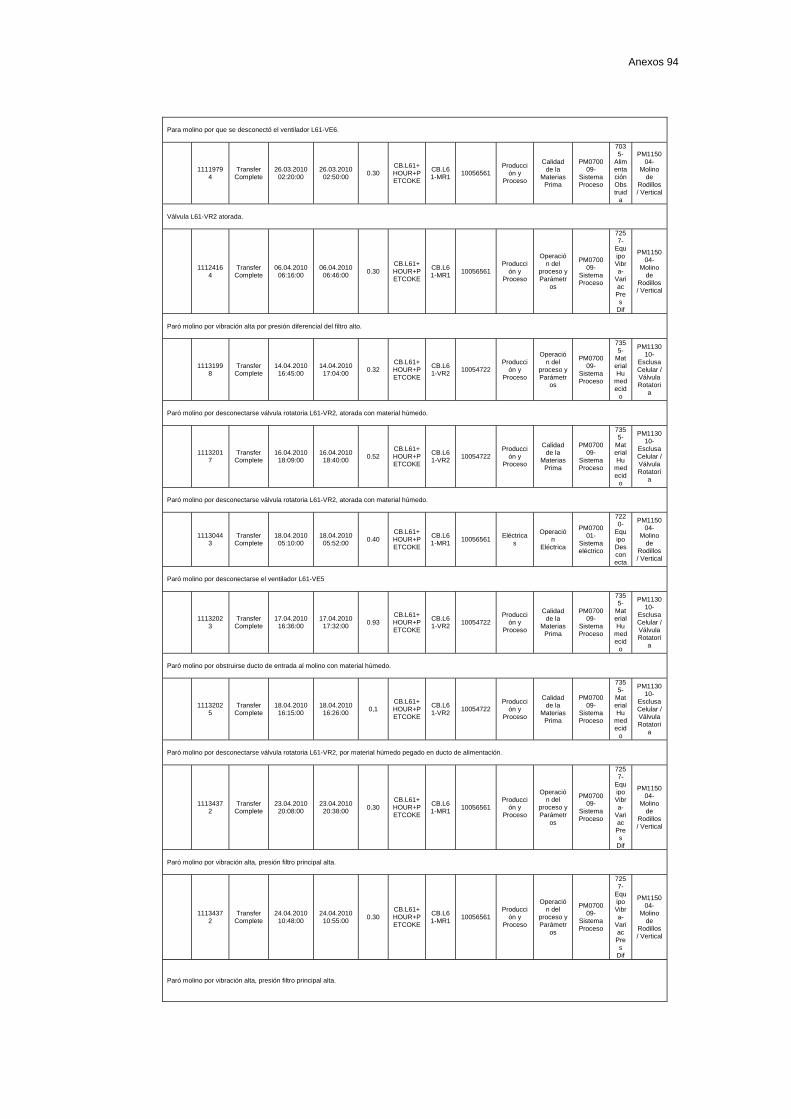
Anexos 94
Para molino por que se desconectó el ventilador L61-VE6.
11119794
Transfer Complete
26.03.2010 02:20:00
26.03.2010 02:50:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Calidad de la
Materias Prima
PM070009-
Sistema Proceso
7035-
Alimentación Obstruid
a
PM115004-
Molino de
Rodillos / Vertical
Válvula L61-VR2 atorada.
11124164
Transfer Complete
06.04.2010 06:16:00
06.04.2010 06:46:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta por presión diferencial del filtro alto.
11131998
Transfer Complete
14.04.2010 16:45:00
14.04.2010 17:04:00 0.32
CB.L61+HOUR+PETCOKE
CB.L61-VR2 10054722
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7355-
Material Hu
medecid
o
PM113010-
Esclusa Celular / Válvula Rotatori
a
Paró molino por desconectarse válvula rotatoria L61-VR2, atorada con material húmedo.
11132017
Transfer Complete
16.04.2010 18:09:00
16.04.2010 18:40:00 0.52
CB.L61+HOUR+PETCOKE
CB.L61-VR2 10054722
Producción y
Proceso
Calidad de la
Materias Prima
PM070009-
Sistema Proceso
7355-
Material Hu
medecid
o
PM113010-
Esclusa Celular / Válvula Rotatori
a
Paró molino por desconectarse válvula rotatoria L61-VR2, atorada con material húmedo.
11130443
Transfer Complete
18.04.2010 05:10:00
18.04.2010 05:52:00 0.40
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Eléctrica
s
Operación
Eléctrica
PM070001-
Sistema eléctrico
7220-
Equipo Desconecta
PM115004-
Molino de
Rodillos / Vertical
Paró molino por desconectarse el ventilador L61-VE5
11132023
Transfer Complete
17.04.2010 16:36:00
17.04.2010 17:32:00 0.93
CB.L61+HOUR+PETCOKE
CB.L61-VR2 10054722
Producción y
Proceso
Calidad de la
Materias Prima
PM070009-
Sistema Proceso
7355-
Material Hu
medecid
o
PM113010-
Esclusa Celular / Válvula Rotatori
a
Paró molino por obstruirse ducto de entrada al molino con material húmedo.
11132025
Transfer Complete
18.04.2010 16:15:00
18.04.2010 16:26:00 0,1
CB.L61+HOUR+PETCOKE
CB.L61-VR2 10054722
Producción y
Proceso
Calidad de la
Materias Prima
PM070009-
Sistema Proceso
7355-
Material Hu
medecid
o
PM113010-
Esclusa Celular / Válvula Rotatori
a
Paró molino por desconectarse válvula rotatoria L61-VR2, por material húmedo pegado en ducto de alimentación.
11134372
Transfer Complete
23.04.2010 20:08:00
23.04.2010 20:38:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión filtro principal alta.
11134372
Transfer Complete
24.04.2010 10:48:00
24.04.2010 10:55:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión filtro principal alta.

Anexos 95
11134375
Transfer Complete
24.04.2010 13:52:00
24.04.2010 13:58:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión filtro principal alta.
11134375
Transfer Complete
24.04.2010 15:50:00
24.04.2010 14:00:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión filtro principal alta.
11134409
Transfer Complete
24.04.2010 19:38:00
24.04.2010 19:46:00 0.25
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión diferencial filtro principal alta.
11134394
Transfer Complete
25.04.2010 02:14:00
25.04.2010 02:19:00 0.25
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión diferencial filtro principal alta.
11134404
Transfer Complete
25.04.2010 16:22:00
25.04.2010 16:52:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión diferencial filtro principal alta.
11135757
Transfer Complete
26.04.2010 15:18:00
26.04.2010 15:38:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión diferencial filtro principal alta
11135756
Transfer Complete
26.04.2010 14:10:00
26.04.2010 14:40:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión diferencial filtro principal alta
11135755
Transfer Complete
26.04.2010 13:59:00
26.04.2010 14:05:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión diferencial filtro principal alta

Anexos 96
11135784
Transfer Complete
26.04.2010 09:36:00
26.04.2010 10:26:00 0,3
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión diferencial filtro principal alta
11135783
Transfer Complete
26.04.2010 09:03:00
26.04.2010 09:15:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión diferencial filtro principal alta
11135713
Transfer Complete
27.04.2010 08:13:00
27.04.2010 08:43:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta, presión diferencial filtro principal alta
11138251
Transfer Complete
28.04.2010 16:35:00
28.04.2010 16:50:00 0,3
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paro molino por vibración alta presión diferencial se subió.
11142578
Transfer Complete
07.05.2010 09:29:00
07.05.2010 09:45:00 0.40
CB.L61+HOUR+PETCOKE
CB.L61-VE6 10051414 Eléctrica
s
Operación
Eléctrica
PM070001-
Sistema eléctrico
7220-
Equipo Desconecta
PM101004-
Ventilador
Paró molino por desconectarse ventilador L61-VE6, no se encontró causa.
11144661
Transfer Complete
11.05.2010 16:02:00
11.05.2010 16:13:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-VE5 10053517 Eléctrica
s
Operación
Eléctrica
PM070001-
Sistema eléctrico
7365-
Motor
Falla
PM203017-
Unidades
Eléctricas
Diversas
Paró molino por desconectarse ventilador L61-VE5
11143405
Transfer Complete
11.05.2010 04:48:00
11.05.2010 05:16:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Para molino por vibración alta al subir presión del filtro principal.
11144364
Transfer Complete
10.05.2010 23:32:00
10.05.2010 23:39:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Para molino por vibración alta al subir presión del filtro.
11143354
Transfer Complete
10.05.2010 20:02:00
10.05.2010 20:27:00 0,4
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical

Anexos 97
Para molino por vibración alta al subir presión del filtro, se escucha fuga de aire en cámara 1 queda aislada
11149687
Transfer Complete
21.05.2010 06:43:00
21.05.2010 07:08:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-VE6 10051414
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7380-
Otra Área
Falla
PM101004-
Ventilador
Para molino por desconectarse ventilador L61-VE6
11158434
Transfer Complete
06.06.2010 23:27:00
06.06.2010 23:43:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-FT1 10055770 Mecánic
a
Reparación o
Instalación
PM070006-
Sistema mecánic
o
7030-
Aire Co
mprimido
Fuga
Para molino por vibración, por presión diferencial del filtro alta, se encuentra en cámara 8 una fuga de aire por una de las membranas por lo que queda aislada.
11158433
Transfer Complete
06.06.2010 16:49:00
06.06.2010 17:07:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Para molino por vibración, por presión diferencial del filtro alta.
11158432
Transfer Complete
06.06.2010 16:19:00
06.06.2010 16:39:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Para molino por vibración, por presión diferencial del filtro alta.
11162187
Transfer Complete
08.06.2010 14:53:00
08.06.2010 15:15:00 0,3
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta por presión diferencial alta del filtro principal.
11158804
Transfer Complete
08.06.2010 13:00:00
08.06.2010 13:35:00 0.35
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Reparación o
Instalación
PM070006-
Sistema mecánic
o
7396-
Presión Variació
n
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta por presión diferencial alta del filtro principal.
11160116
Transfer Complete
09.06.2010 08:31:00
09.06.2010 08:46:00 0.15
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paro por presión diferencial alta del filtro.
11159625
Transfer Complete
08.06.2010 23:37:00
08.06.2010 23:53:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Reparación o
Instalación
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta por presión diferencial alta del filtro principal.
11159046
Transfer Complete
08.06.2010 18:00:00
08.06.2010 18:25:00 0.25
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta por presión diferencial alta del filtro principal.
11159048
Transfer Complete
08.06.2010 17:32:00
08.06.2010 17:52:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Reparación o
Instalación
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical

Anexos 98
Paró molino por vibración alta por presión diferencial alta del filtro principal.
11159047
Transfer Complete
08.06.2010 16:58:00
08.06.2010 17:18:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Reparación o
Instalación
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta por presión diferencial alta del filtro principal.
11160109
Transfer Complete
09.06.2010 20:30:00
09.06.2010 20:55:00 0.25
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paro por presión diferencial alta del filtro.
11161402
Transfer Complete
13.06.2010 01:20:00
13.06.2010 01:50:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta por subirse la presión diferencial del filtro L61- FT1.
11161407
Transfer Complete
12.06.2010 20:17:00
12.06.2010 20:37:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta por subirse la presión diferencial del filtro.
11161225
Transfer Complete
12.06.2010 01:56:00
12.06.2010 02:32:00 0.40
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta por subirse la presión diferencial del filtro.
11162204
Transfer Complete
14.06.2010 09:03:00
14.06.2010 09:28:00 0.25
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162203
Transfer Complete
14.06.2010 09:15:00
14.06.2010 09:30:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162202
Transfer Complete
14.06.2010 07:30:00
14.06.2010 07:45:00 0.15
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162207
Transfer Complete
14.06.2010 05:05:00
14.06.2010 05:20:00 0.15
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162206
Transfer Complete
14.06.2010 02:00:00
14.06.2010 02:25:00 0.25
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162205
Transfer Complete
14.06.2010 00:06:00
14.06.2010 00:16:00 0,1
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162209
Transfer Complete
13.06.2010 23:32:00
13.06.2010 23:42:00 0,1
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1

Anexos 99
11162208
Transfer Complete
13.06.2010 22:02:00
13.06.2010 22:22:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162210
Transfer Complete
13.06.2010 18:00:00
13.06.2010 18:30:00 0.30
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162214
Transfer Complete
13.06.2010 15:00:00
13.06.2010 15:20:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162213
Transfer Complete
13.06.2010 13:17:00
13.06.2010 13:32:00 0.25
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162212
Transfer Complete
13.06.2010 11:06:00
13.06.2010 11:26:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162211
Transfer Complete
13.06.2010 09:03:00
13.06.2010 09:23:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162216
Transfer Complete
13.06.2010 07:03:00
13.06.2010 07:28:00 0.25
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11161409
Transfer Complete
13.06.2010 04:07:00
13.06.2010 04:57:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7250-
Equipo Vibr
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11162839
Transfer Complete
16.06.2010 05:09:00
16.06.2010 05:29:00 0.20
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11164733
Transfer Complete
17.06.2010 08:04:00
17.06.2010 08:44:00 0.40
CB.L61+HOUR+PETCOKE
CB.L61-FT1 10055770 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7326-
Manguera-Tub
o Fug
a
PM105004-
Colector de Polvo
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11164737
Transfer Complete
18.06.2010 21:03:00
18.06.2010 21:53:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
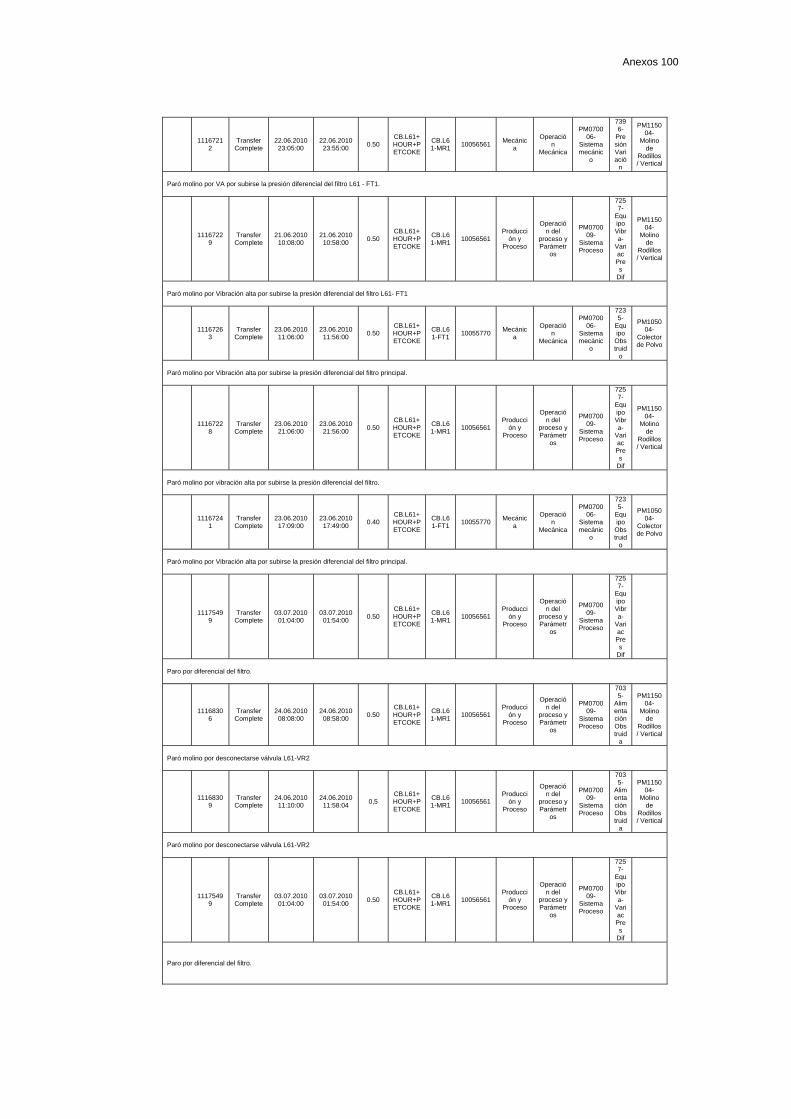
Anexos 100
11167212
Transfer Complete
22.06.2010 23:05:00
22.06.2010 23:55:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7396-
Presión Variació
n
PM115004-
Molino de
Rodillos / Vertical
Paró molino por VA por subirse la presión diferencial del filtro L61 - FT1.
11167229
Transfer Complete
21.06.2010 10:08:00
21.06.2010 10:58:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por Vibración alta por subirse la presión diferencial del filtro L61- FT1
11167263
Transfer Complete
23.06.2010 11:06:00
23.06.2010 11:56:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-FT1 10055770 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7235-
Equipo Obstruid
o
PM105004-
Colector de Polvo
Paró molino por Vibración alta por subirse la presión diferencial del filtro principal.
11167228
Transfer Complete
23.06.2010 21:06:00
23.06.2010 21:56:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
PM115004-
Molino de
Rodillos / Vertical
Paró molino por vibración alta por subirse la presión diferencial del filtro.
11167241
Transfer Complete
23.06.2010 17:09:00
23.06.2010 17:49:00 0.40
CB.L61+HOUR+PETCOKE
CB.L61-FT1 10055770 Mecánic
a
Operación
Mecánica
PM070006-
Sistema mecánic
o
7235-
Equipo Obstruid
o
PM105004-
Colector de Polvo
Paró molino por Vibración alta por subirse la presión diferencial del filtro principal.
11175499
Transfer Complete
03.07.2010 01:04:00
03.07.2010 01:54:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
Paro por diferencial del filtro.
11168306
Transfer Complete
24.06.2010 08:08:00
24.06.2010 08:58:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7035-
Alimentación Obstruid
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por desconectarse válvula L61-VR2
11168309
Transfer Complete
24.06.2010 11:10:00
24.06.2010 11:58:04 0,5
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7035-
Alimentación Obstruid
a
PM115004-
Molino de
Rodillos / Vertical
Paró molino por desconectarse válvula L61-VR2
11175499
Transfer Complete
03.07.2010 01:04:00
03.07.2010 01:54:00 0.50
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561
Producción y
Proceso
Operación del
proceso y Parámetr
os
PM070009-
Sistema Proceso
7257-
Equipo Vibra-
Variac Pres
Dif
Paro por diferencial del filtro.

Anexos 101
11176011
Transfer Complete
09.07.2010 08:07:00
09.07.2010 11:10:00 3.03
CB.L61+HOUR+PETCOKE
CB.L61-MR1 10056561 Mecánic
a
Mantenimiento
(Preventivo/Paro Mayor)
PM070006-
Sistema mecánic
o
7330-
Mantenimiento Programad
o
Paro por Mantenimiento y cambio de mangas en filtro por emisiones de polvo

Anexo 101
MATERIAL PARA FABRICACION Y MONTAJE PARA AMPLIACION DEL FILTRO DE COKE
ANEX0 # 9 A
ESTOS MATERIALES LOS PROPORCIONARA LA EMPRESA.
Materiales Directos para el Filtro Principal de Coke
Nombre del Material CantidadPrecio
Unitario Costo Total
MANGA FILT ACRILICO 160X4500X1.5 650 $ 51,06 $ 33.189,00CANASTILLA PARA MANGA 160 X
4500 130 $ 75,63 $ 9.831,90
DIAFRAGMA GRANDE PARA COKE 10 $ 241,67 $ 2.416,70
DIAFRAGMA PEQUEÑO PARA COKE 10 $ 159,91 $ 1.599,10
VALVULA CIERRE RAPIDO DE 1/4" 10 $ 4,90 $ 49,00
CONECTOR RAPIDO DE 1/4" X 8 mm 10 $ 3,28 $ 32,80
MANGUERA FESTO DE 8 mm 15 $ 2,16 $ 32,40
VALVULA CIERRE RAPIDO DE 1/2" 2 $ 12,45 $ 24,90
MANGUERA FESTO DE 16 mm 4 $ 5,19 $ 20,76
VENTURI PARA CANASTILLA 130 $ 12,77 $ 1.660,10
CONECTOR RAPIDO DE 1/2" X 16 mm 2 $ 4,50 $ 9,00
EMPAQUE FELPA PLANCHA 1/4" 20 52,41 1048,2
SPRAY PENETRANTE/AFLOJADOR 5 3,21 16,05
TRAJE DESCARTABLE 18 6,97 125,46
MASCARILLA MODELO 8247 40 2,09 83,6
IVA 12 % 76,584 6016,68
TOTAL $ 714,78 $ 56.155,65

Anexo 102
ANEX0 # 9 B
ASUNTO # 1
MATERIALES RECURSOS
GUSANO( TORNILLO SIN FIN) MAQUINAS DE SOLDAR
SISTEMA DE TRANSMICION EQUIPOS DE CORTE
TOLVA DE RECOLECCION ESMERILES
PLANCHA ESPEJO PARA SOPORTE DE MANGAS
HERRAMIENTAS MANUALES
TUBOS DE ALNCANCE UN SUPERVISOR
MANGUITOS DE FIJACION 2 SOLDADORES
MANIFORD 3 OPERADORES MECANICOS
TUBERIA DE ACOMETIDA DE AIRE
2 OPERADORES MECANICOS
TIEMPO DE ENTREGA 28 DIAS LABORABLES
TOTAL A COBRAR $ 49.952,00
ANEX0 # 9 C
ASUNTO # 1
CAMBIO TOTAL FILTRO PRINCIPAL DE COKE CB. L61-FT1
CANTDAD DE CAMARAS DEL FILTRO PRECIO POR CAMARA
10 390
TOTAL A COBRAR $ 4.708,30
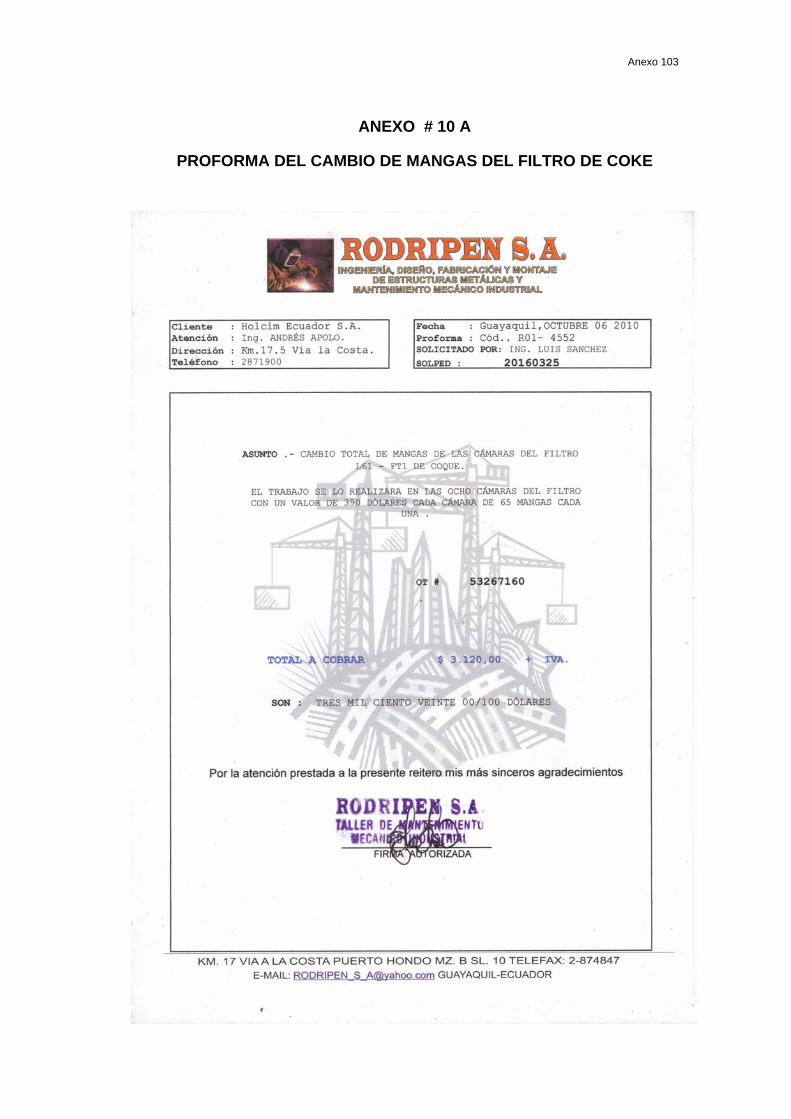
Anexo 103
ANEXO # 10 A
PROFORMA DEL CAMBIO DE MANGAS DEL FILTRO DE COKE
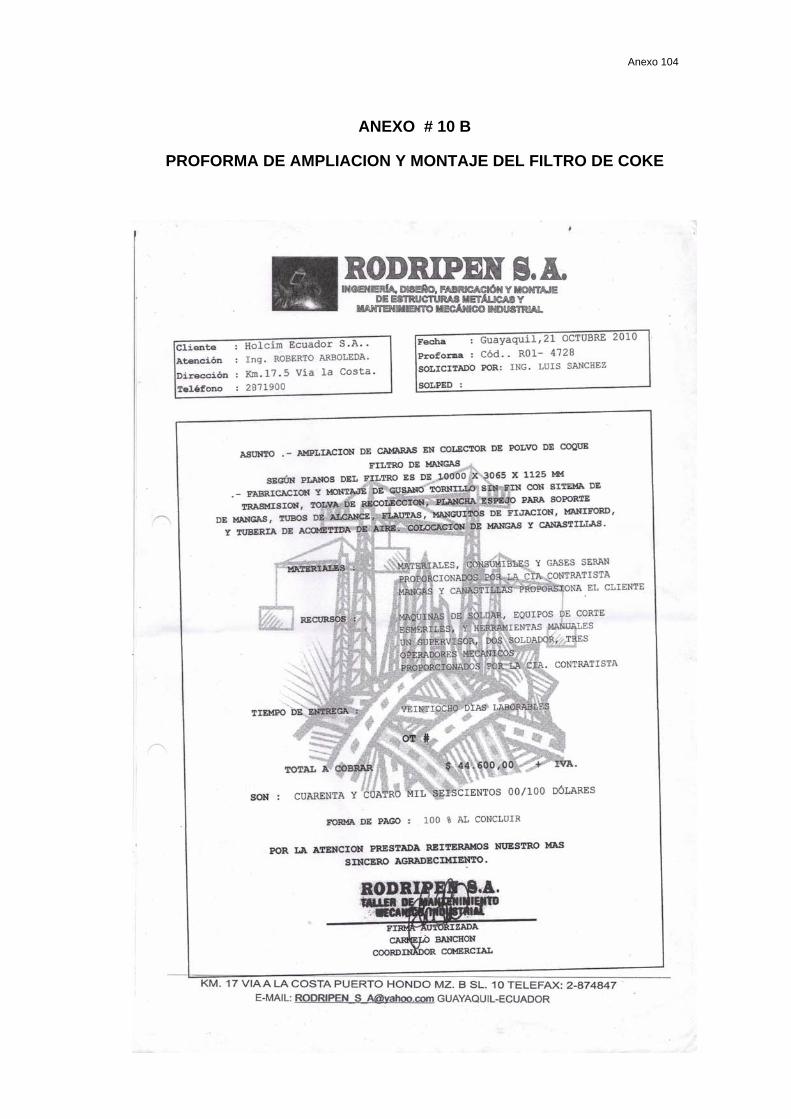
Anexo 104
ANEXO # 10 B
PROFORMA DE AMPLIACION Y MONTAJE DEL FILTRO DE COKE

Anexo 105
ANEXO # 11
CALCULO DEL INDICE BENEFICIO / COSTO
Ton Producidas Aumento
Total por hora
Aumento de
ProducciónTotal anual
Costo Coke ton Ganancia
Anual
32 Ton/h 20% 38,4
TON/H 6,4 Ton/h 55296
Ton/año48,7 $/ton
$ 2.692.915,20
Costo de inversión Perdida Aumento Beneficio Beneficio Anual
112685,95 58159 20% $ 39490
$ 2.692.915,20
Beneficio esperado $ 2.732.405,20

Anexo 106
ANEXO # 12
DIAGRAMA DE GANTT