UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA...
85
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL TRABAJO TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL ÁREA SISTEMAS PRODUCTIVOS TEMA ANÁLISIS DE LOS PROCESOS OPERATIVOS EN BODEGA PARA EL AUMENTO DE LA PRODUCTIVIDAD EN EL DESPACHO DE PRODUCTO TERMINADO EN UNA CARTONERA AUTOR CASTRO ZAMBRANO EDER ANDRES DIRECTOR DEL TRABAJO ING. QUIM. MURILLO LOPEZ ERWIN JOAQUIN. MSc GUAYAQUIL, SEPTIEMBRE 2018
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA...

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
TRABAJO TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
SISTEMAS PRODUCTIVOS
TEMA
ANÁLISIS DE LOS PROCESOS OPERATIVOS EN
BODEGA PARA EL AUMENTO DE LA PRODUCTIVIDAD
EN EL DESPACHO DE PRODUCTO TERMINADO EN UNA
CARTONERA
AUTOR
CASTRO ZAMBRANO EDER ANDRES
DIRECTOR DEL TRABAJO
ING. QUIM. MURILLO LOPEZ ERWIN JOAQUIN. MSc
GUAYAQUIL, SEPTIEMBRE 2018

ii
UNIVERSIDAD DE GUAYAQUIL
FACULTAD INGENIERIA INDUSTRIAL
ESCUELA/CARRERA INGENIERIA INDUSTRIAL
Unidad de Titulación
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado ING. QUIM. MURILLO LOPEZ ERWIN JOAQUIN.
MSc, tutor del trabajo de titulación certifico que el presente trabajo de titulación ha
sido elaborado por CASTRO ZAMBRANO EDER ANDRÉS, C.C.: 0951362151,
con mi respectiva supervisión como requerimiento parcial para la obtención del título
de INGENIERIA INDUSTRIAL.
Se informa que el trabajo de titulación: “Análisis de los procesos operativos en
bodega para el aumento de la productividad en el despacho de producto
terminado en una cartonera.”, ha sido orientado durante todo el periodo de ejecución
en el programa antiplagio URKUND quedando el 0% de coincidencia.
https://secure.urkund.com/view/40046973-624217-404583
ING. QUIM. MURILLO LOPEZ ERWIN JOAQUIN. MSc
No. C.C.: 0909812901

iii
DECLARACIÓN DE AUTORIA
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde
exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería
Industrial de la Universidad de Guayaquil”.
Castro Zambrano Eder Andrés
CC. 0951362151

iv
Dedicatoria
Dedico este trabajo a mis padres por la motivación constante y el ejemplo de
perseverancia que han sembrado en mí. A mis hermanas por el apoyo constante en todo lo
que me propongo.
A mis amigos quienes mutuamente nos apoyamos en nuestra formación profesional y que
hasta ahora, seguimos siendo amigos: David Zambrano, Stalin Balladares, Ivan Mosquera,
Christian Pardo, Juan Rivera, Bryan Soliz, Darío Intriago, Andreina Castro y a muchos más
que iniciamos esta etapa profesional juntos. ¡Éxitos colegas!
A la Facultad de Ingeniería Industrial y a sus catedráticos quienes en cada etapa de mi
camino universitario marcaron sus ideas, conocimientos y motivación para la culminación
de mis estudios profesionales y para la elaboración de esta tesis.

v
Agradecimiento
A Dios, quien me da fortaleza y sabiduría para poder tomar decisiones correctas en
momentos difíciles y así poder culminar con éxito esta meta.
Me van a faltar páginas para agradecer a las personas que me han brindado su apoyo en
la realización de este proyecto, sin embargo merecen un reconocimiento especial mis padres
José Castro Alava y Clara Zambrano Cedeño por los valores y consejos inculcados a lo largo
de mis años, por enseñarme que los objetivos trazados se logran con trabajo y dedicación.
Hago extenso este agradecimiento a mis hermanas, primos, amigos y profesores por
compartir sus conocimientos y experiencias en todos estos años, en especial a mi tutor Ing.
Erwin Murillo por guiarme correctamente durante el proceso y culminación de esta tesis.

vi
Índice General
No Descripción Pág
Introducción 1
Capítulo I
Diseño de la investigación y antecedentes
No Descripción Pág
1.1. Diseño de la investigación 2
1.1.1. Antecedentes. 3
1.1.2. Planteamiento del problema. 5
1.1.3. Formulación del problema de investigación. 8
1.1.4. Sistematización del problema de investigación. 9
1.1.5. Justificación. 9
1.1.6. Delimitación. 10
1.1.7. Objetivos. 10
1.1.8. Marco teórico. 11
1.1.9. Metodología. 18
1.1.10. La empresa. 19
1.1.11. Productos. 25
1.1.12. Recursos utilizados en la operación 26
Capitulo II
Situación actual y diagnóstico
No Descripción Pág
2.1. Cumplimiento de despacho en el área de Bodega de producto terminado 30
2.1.1. Reclamos por parte de los clientes y baja efectividad en los despachos. 31
2.1.2. Análisis de Fortalezas, Oportunidades, Debilidades y Amenazas (FODA). 33
2.1.3. Diagrama de Causa – Efecto (Diagrama de Ishikawa). 35
2.1.4. Análisis de recorrido en el área de planta. 39

vii
2.1.5. Análisis de tiempo y movimiento. 41
2.2. Presentación de resultados y diagnóstico 46
2.3. Análisis de Costos 47
Capitulo III
Propuesta, conclusiones y recomendaciones 51
No Descripción Pág
3.1. Propuesta de nueva distribución de planta y recorrido de montacargas 51
3.2. Cambio de horario para los trabajadores. 55
3.3. Propuesta para el uso de nuevas tecnologías 59
3.3.1. Implementación del uso de lector óptico de código de barras tipo. 59
3.3.2. Uso de lector de huellas dactilares para el registro de Camiones en recepción. 60
3.4. Contratación de flotas de transporte (camiones) para los fines de semana. 61
3.5. Mejora del proceso de despacho de producto terminado 62
3.6. Estudio de factibilidad económica de las propuestas 65
3.6.1. Análisis Financiero. 67
3.6.2. Estudio de relación costo beneficio. 68
3.7. Conclusiones y Recomendaciones 70
3.7.1. Conclusiones. 70
3.7.2. Recomendaciones 70
Glosario De Términos 71
Bibliografía 72

viii
Índice de Figuras
Nº Descripción Pág
1. Tiempo total de operaciones de fabricación. 12
2. Símbolos modapts. 16
3. Organigrama de bodega de producto terminado . 21
4. Cajas de cartón fabricadas en la empresa 26
5. Montacargas. Información tomada de la empresa. 26
6. Montacargas eléctric. 27
7. Estibador manual 27
8. Paletas de madera 27
9. Computador. 28
10. Proceso de verificación y almacenamiento. 28
11. Proceso de verificación y almacenamiento. 29
12. Índice de cumplimiento de despachos real vs planificado 31
13. Matriz FODA 33
14. Diagrama Causa Efecto . 39
15. Diagrama de Recorrido en el área de la Planta ... 39
16. Macro proceso de despacho . 41
17. Cantidades de producto planificado vs despachado . 50
18. Nueva distribución de planta y recorrido de montacargas propuesto. .. 53
19. Hand-held. 59
20. Proceso de verificación y almacenamiento (propuesto). . 62
21. Proceso de despacho. . 63
22. Funciones de los colaboradores (propuesta). .. 63
23. Check list en rótulos para verificar estado de los productos en la bpt. .. 64
24. Check list de verificación por personal de bpt en los marbetes (propuesto) 64

ix
Índice de Tablas
Nº Descripción Pág
1. Historial de Despacho y Efectividad en el área de BPT. . 30
2. Efectividad de Despacho. 32
3. Medicion de tiempo: Despacho de materiales Cliente 3 en camion. . 41
4. Medición de tiempo: Despacho de materiales Cliente 3 a camión. . 42
5. Medición de tiempo: Despacho de materiales Cliente 3 en camión . 42
6. Medición de tiempo: Despacho en contenedor . 43
7. Medición de tiempo: Despacho de materiales Cliente 1 en camión . 43
8. Medición de tiempo: Despacho de materiales Cliente 2 en camión. . 44
9. Medición de tiempo: Despacho de materiales cliente 2 en contenedor. . 44
10. Medición de movimientos. 46
11. Costo por alquiler de montacargas. . 48
12. Costo del combustible (gas)de los montacargas. . 48
13. Toneladas de producto no despachadas. . 49
14. Costo mensual actual por pago de salarios al personal de BPT. .. 50
15. Costo por recurso utilizado para realizar limpieza .. 51
16. Mejora en recorrido de Montacargas. .. 54
17. Costo de Alquiler de montacargas propuesto. . 55
18. Costo del combustible (gas) de los montacargas (Propuesta). . 55
19 Horario de trabajo en la bpt, tripulacion 1 (propuesta). ... 56
20. Horario de trabajo en la BPT, tripulación 2 (propuesta). .. 57
21. Horario de trabajo en la BPT, tripulación 3 (propuesta). .. 57
22. Costo mensual por implementación de nuevo horario. 58
23. Costo por implementación de sistema de sensor biométrico. 61
24. Medición de tiempo (MODAPTS) área de coordinador de despacho (propuesto) 65

x
Nº Descripción Pág
25. Costos fijos, mensuales y ahorro por mejoras propuestas. . 66
26. Utilidad proyectada por mejoras propuestas. . 67
27. Estimación de beneficios. 68
28. Flujo de caja. . 68
29. Situación actual vs situación propuesta. . 69

xi
UNIVERSIDAD DE GUAYAQUIL
FACULTAD INGENIERIA INDUSTRIAL
ESCUELA/CARRERA INGENIERIA INDUSTRIAL
Unidad de Titulación
ANÁLISIS DE LOS PROCESOS OPERATIVOS EN BODEGA
PARA EL AUMENTO DE LA PRODUCTIVIDAD EN EL DESPACHO
DE PRODUCTO TERMINADO EN UNA CARTONERA.
Autor: Castro Zambrano Eder Andrés
Tutor: Ing. Quim. Murillo López Erwin Joaquín. MSc
Resumen
El presente trabajo se realizó en una empresa Cartonera cuyo objetivo es el de analizar los
procesos operativos en bodega para el aumento de la productividad en el despacho de
producto terminado. Para conocer la situación actual de la empresa se analizaron procesos
que conforman el despacho del producto terminado utilizando herramientas tales como
análisis FODA, diagrama de Ishikawa, diagrama de recorrido, distribución de planta, 5S,
análisis de tiempo y movimiento. La aplicación de dichas herramientas permitió conocer los
problemas que afectan a la bodega de la empresa y esta genera una improductividad y un
costo asociado a la misma. De este estudio se derivan una serie de propuestas de mejoras
como nueva distribución de planta aplicando metodología 5S, aplicación de lector óptico
para control de inventario entre las más relevantes. La implementación de estas mejoras
propuestas reduce la improductividad y proporciona un ahorro mensual de $ 12.388,83.
Palabras Claves: Productividad, Despacho, Cartonera, Procesos, Producto.

xii
UNIVERSIDAD DE GUAYAQUIL
FACULTAD INGENIERIA INDUSTRIAL
ESCUELA/CARRERA INGENIERIA INDUSTRIAL
Unidad de Titulación
“ANALYSIS OF THE OPERATING PROCESSES IN THE WAREHOUSE
FOR THE INCREASE OF PRODUCTIVITY IN THE OFFICE OF
FINISHED PRODUCT IN A CARDBOARD FACTORY”
Author: Castro Zambrano Eder Andrés
Advisor: Chem. Eng. Erwin Joaquín Murillo López. MSc
Abstract
The present work was carried out in a cardboard company which objective is to analyze the
operative processes in the warehouse for the increase of productivity in the dispatch of the
finished product. In order to know the current situation of the company, processes that make
up the dispatch of the finished product were analyzed using tools such as SWOT analysis,
Ishikawa diagram, route diagram, distribution plant, 5S, analysis of time and movement.
The application of these tools allowed to know the problems that affect the winery of the
company, and this generates an unproductivity and a cost associated with it. From this study,
a series of improvement proposals are derived, such as new plant distribution, applying 5S
methodology, application of optical reader for inventory control, among the most relevant.
The implementation of these proposed improvements reduces the unproductivity and
provides a monthly savings of $ 12,388.83.
Keywords: Productivity, Dispatch, Cardboard, Processes, Product

Introducción
El presente trabajo lleva por título “Análisis de los procesos operativos en bodega para el
aumento de la productividad en el despacho de producto terminado en una cartonera”, fue
realizado en una empresa Cartonera posicionada entre las principales empresas de su sector,
enfocando la investigación en la bodega de producto terminado. Este trabajo se estructura
en tres capítulos. En el capítulo I se exponen los antecedentes, el planteamiento del
problema, justificación, delimitación, objetivos, marco teórico y metodología, permitiendo
abordar el problema, identificarlo, familiarizarse con la teoría que respalda la tesis y plantear
los objetivos específicos.
En el capítulo II se realiza el análisis de la situación actual de la empresa y diagnóstico,
a través de análisis FODA, diagrama causa – efecto, diagrama de recorrido, análisis de
tiempo y movimiento. Se presentan los resultados y un análisis de costo. Este capítulo
permitió conocer y enfocar los temas críticos que afectan el desempeño de la bodega de
producto terminado.
En el capítulo III se presentan las propuestas de mejoras, las conclusiones y
recomendaciones. Este último capítulo presenta el fin del estudio, la consecuencia de los
análisis realizados y plantea acciones cuya aplicación representan beneficios para la empresa
Cartonera, mejoras en los procesos que conforman la cadena de despacho del producto
terminado al realizarse estos con mayor rapidez, eficiencia y productividad. Al final se tiene
una relación costo/beneficio de 43.57 lo que confirma la factibilidad económica de las
propuestas planteadas en este trabajo de investigación.

Capítulo I
Diseño de la investigación y antecedentes
1.1. Diseño de la investigación
Se ha reservado el nombre de la empresa con el fin de mantener confidencialidad y
seguridad de la información, sin embargo en el presente proyecto se llamará cartonera quien
en los últimos años se ha posesionado como una de las principales empresas en su sector.
En la década actual y en el futuro si se quiere ser competitivos es indispensable mejorar
la productividad de manera continua adaptándonos a los constantes cambios que exige el
mundo, la excelencia es posible y se debe comenzar a trabajar desde ya realizando métodos
de trabajos diferentes que impacten de manera positiva a los procesos para obtener buenos
resultados, antes que la competencia nos obligue a hacerlo.
En el área de bodega de producto terminado donde se va a enfocar la investigación son
evidentes las fallas que existen en los procesos, los errores en el despacho causados por mala
práctica en el almacenamiento o por parte de los estibadores en el cargue de los camiones,
los problemas cuando se le otorga destino, envío de cantidades incorrectas en las flotas de
transporte o en la facturación, la fatiga por la presión que se ejerce en el puesto de trabajo y
accidentes laborales los cuales causan desperdicios, reprocesamiento e insatisfacciones tanto
en el cliente interno como externo, los mismos que pueden ser evitables porno ser el efecto
del destino sino que son las secuelas de una mala gestión y planificación.
Para mejorar la situación en que se encuentra la bodega de producto terminado y lograr
la rentabilidad y competitividad es fundamental utilizar herramientas para mejorar los
métodos de trabajos tales como estudio de tiempos y movimientos, las mismas tienen una
parte importante en la productividad de las empresas porque con sus resultados se puede
analizar la situación actual, las debilidades u oportunidades de mejora para realizar cambios
e innovaciones en los procesos donde intervienen mano de obra, materiales, equipos y
tecnologías y así mejorar el clima laboral y transformar la manera de ejecutar las actividades
convirtiéndolos en fortalezas que mejoren la postura de los procesos en el área.
Si analizar los procesos con ingeniería de métodos para innovar y transformar los
procesos y subprocesos de la bodega y el despacho de producto terminado fuese la
excelencia, se concluiría mencionando que se eliminarían los errores encontrados en las
actividades pero se diría con seguridad que es imposible, por lo que lo se ambiciona es
reducir los errores para alcanzar la eficiencia y el aumento de la productividad.

Diseño de investigación y antecedentes 3
1.1.1. Antecedentes.
Ante el incumplimiento de los indicadores y la baja productividad en el despacho de
producto terminado debido a procesos repetitivos y operaciones manuales, este proyecto se
centra en el estudio de factores específicos tales como estudios de tiempos y movimientos
en el proceso operativo, análisis del recorrido y layout de la bodega de producto terminado,
mejora del clima laboral, innovaciones digitales para automatizar operaciones en el área con
la finalidad de optimizar tiempo y reducir los reclamos de clientes para con esto maximizar
la productividad y rentabilidad de esta industria cartonera.
Según logistica (2016) afirma que “el estudio de tiempos es el procedimiento utilizado
para medir el tiempo requerido por un trabajador calificado quien trabajando a un nivel
normal de desempeño realiza una tarea conforme a un método especificado”. Aplicando esta
teoría en la práctica, cuando se realice el estudio de tiempos y movimientos se debe observar
y analizar los métodos de trabajo para buscar oportunidades de mejoras.
La única posibilidad para que una empresa o negocio crezca y aumente su
rentabilidad es aumentar la productividad. El mejoramiento de la
productividad se refiere al aumento de la producción por hora-trabajo o
por tiempo gastado. Desde hace mucho las empresas de Estados Unidos se
han caracterizado por tener la más alta productividad del mundo, durante
los últimos 100 años esta ha aumentado cerca del 4% por año. Sin embargo,
en la última década su tasa de crecimiento en productividad ha sido
superada por Japón, Corea y Alemania, siguiendo muy de cerca Italia,
Francia y China. Palacios (2014)
En la mayoría de las empresas ecuatorianas cumplen sus actividades con operaciones
manuales por lo que generan problemas a diario disminuyendo la fluidez en las operaciones
del trabajo, maximizando los errores y por ende afectando la rentabilidad y productividad
de las mismas, más sin embargo cuando se desea lograr un objetivo donde intervienen
personas, equipos, materiales e instalaciones, empleando estándares, diseño y métodos de
trabajo se puede aumentar la productividad.
Para realizar el análisis de los procesos operativos en la bodega de producto terminado es
necesario efectuar estudio de tiempos y movimientos en cada uno de los puestos de trabajo
y así determinar los estándares de tiempo, la distribución correcta del layout de la bodega,
manejo de materiales, fatiga y estrés del trabajador, ya que se debe mejorar estos aspectos y

Diseño de investigación y antecedentes 4
la combinación de los mismos para lograr el desarrollo en las operaciones y el trabajo
eficiente.
Estos estándares de tiempos son de gran exactitud y tiene como principal
objetivo elevar la eficiencia del equipo y del operario. Si no se realiza un
correcto estándar ocasionan costos elevados, quejas por parte del personal
operativo y fallas en toda la línea de producción. (Freivalds & Benjamin ,
2014, p.307).
La necesidad de tener una guía para la realización de esta investigación ha llevado a
realizar distintas búsquedas de temas relacionados con la productividad, estudio de tiempos
y movimientos, metodologías que ayudan en la eficiencia y mejora continua en las empresas,
se ha encontrado información en tesis, libros, artículos y revistas nacionales e
internacionales los cuales anteceden y servirán como soporte para su desarrollo, es necesario
mencionar a continuación algunos autores y otros que se citan en el transcurso de los
capítulos, los cuales se han escogido estudiando los resúmenes y conclusiones de los
proyectos para observar si cumple con los temas para la presente investigación.
Después de realizar una investigación minuciosa en trabajos de titulación, revistas y
artículos científicos relacionados con el presente proyecto, se encontró abundante
información la cual se detalla a continuación:
La primera investigación pertenece a Pazco (2010), quien en su tema “Aumento de la
productividad en línea de fabricación de brochas a través de la reducción de paradas” con el
objetivo de conocer en detalle los procesos de fabricación de brochas en la planta Cerdex,
C.A. con la finalidad de aumentar la productividad a través de análisis en las paradas por
cambio de producto y mantenimiento correctivo, también la implementación de nuevos
procesos y el control de los mismos.
En el trabajo se mencionan teorías de mediciones con el objetivo de ver las fallas en los
procesos, además se utilizaron diagramas de flujo, metodologías como Seis Sigma y
aplicación de las 5S, las cuales fueron aplicadas para mejorar la productividad de la
mencionada empresa. Gracias a este estudio se logró identificar los tiempos de parada,
estandarizar los procesos, reducción de tiempos y se implementaron mejoras en el proceso
de fabricación, satisfaciendo a los clientes internos y alcanzando la meta de los indicadores
y la productividad.
Esta investigación se relaciona con el trabajo en curso ya que propone el uso de
herramientas para reducir el tiempo en la operación y analizar los procesos mediantes

Diseño de investigación y antecedentes 5
metodologías que cumplen con la visión de este trabajo, con objetivos claros y una estructura
paso a paso de lo que se realizó en dicha empresa para la implementación de las mejoras.
Un segundo trabajo que respalda la elaboración de esta investigación es la realizada por
Orozco Cardozo (2016), con su tema “Plan de mejora para aumentar la productividad en el
área de producción de la empresa confecciones deportivas Todo Sport” ubicada en Chiclayo
dedicada a la fabricación de ropa deportiva.
Para la propuesta de aumentar la producción se emplean estudios de tiempos, Lean
Manufacturing, 5S las cuales fortalecen el cumplimiento de los objetivos de este trabajo
que es el elevar la productividad en la confección de ropa deportiva.
El estudio de tiempos y movimientos no tanto en las maquinarias sino en los operarios
con la finalidad de eliminar actividades que no agregan valor al proceso, eliminar tiempos
muertos y disminución de los movimientos y así lograr mayor flujo en el proceso es lo que
vincula esta investigación con el tema planteado.
Este trabajo también se basó en la investigación de Jijón Bautista (2013), con su tema “
Estudio de tiempos y movimientos para mejoramiento de los procesos de producción de la
de la empresa calzados Gabriel” en la ciudad de Latacunga, Ecuador la cual tiene como
objetivo determinar tiempos y movimientos para la mejora de los procesos en la producción.
En esta investigación se detalla cómo se realiza un estudio de tiempo y movimientos
aplicando Ingeniería de métodos resaltando los movimientos fundamentales que agregan
valor y la eliminación de tiempos muertos, recorridos innecesarios para buscar el método
eficiente de trabajo para la cadena de producción de esta empresa.
Diversas teorías pueden ser aplicadas en la investigación pero la que se resalta es el
estudio de tiempos y movimientos la cual va de la mano con innovaciones efectivas que
ayudarán a mejorar el proceso y la productividad en las toneladas despachadas, la
investigación fortalece estos temas sobre la duración del proyecto y las demás
investigaciones en los costes del proyecto, así se nota la importancia de realizar un estudio
de tiempos en todas las áreas de una industria y el estudio de movimientos y métodos de
trabajo para reducir movimientos innecesarios en las actividades que se realizan a diario en
los procesos.
1.1.2. Planteamiento del problema.
La empresa cartonera ubicada en la ciudad de Guayaquil desde hace aproximadamente
30 años elabora empaques de cartón para brindarles solución y tranquilidad a sus clientes en
la transportación de sus productos, con el pasar de los años la innovación en la producción,

Diseño de investigación y antecedentes 6
almacenamiento y distribución de los mismos les ha permitido posesionarse de una manera
importante en el mercado nacional e internacional.
El crecimiento de esta industria se debe a las certificaciones que poseen y al valor
agregado que ofrecen tanto en la calidad como en el diseño del producto, esto les ha
permitido diferenciarse de la competencia, tener competitividad en el mercado y generar
confianza en todos sus consumidores.
En la actualidad son notorios los problemas en el almacenamiento, despacho y
distribución del producto terminado, esto causa molestias en el equipo de trabajo e incluso
conflictos entre empleadores y colaboradores. El tiempo en despachar camiones con
producto terminado (PT) se ha incrementado lo que genera aumento en el costo del proceso
realizado, esto da como resultado el incumplimiento de la planificación del despacho diario,
la falta de toneladas despachadas para el cumplimiento de las metas mensuales e
inconformidad de los clientes, razón por la cual es sustancial determinar los factores que
están influyendo en el decrecimiento de la productividad en el despacho.
Los problemas que se observan en la bodega de producto terminado (BPT) son:
Desorganización y falta de control en los procesos y en el trabajo realizado.
Falta de estandarización en almacenamiento del producto.
Incumplimiento con la hora de entrega de los productos.
Reclamos de clientes por material despachado con mala calidad (golpeado ó
manchado), material faltante y excedente.
Deficiente comunicación interna entre colaboradores.
Déficit de camiones para transportar producto los fines de semana.
Ausentismo laboral e inconformidad de los colaboradores operativos (despachadores
y estibadores).
Alta rotación del personal.
A continuación se detalla los problemas observados en la bodega de producto terminado.
1.1.2.1.Desorganización y falta de control en los procesos y en el trabajo realizado.
La planificación de la producción en su gran mayoría se realiza make to order o bajo
pedido, pocas veces se produce con make to stock por el espacio que ocupa en piso y por el
costo elevado del almacenamiento, se desarrolla de esta manera con la finalidad de que sean
despachadas todas las toneladas producidas al día siguiendo la programación del despacho,
sin embargo no se cumple esta modalidad debido a los pedidos emergentes y entregas
atrasadas las cuales son causas suficientes para tener un inventario elevado, lo que ocasiona

Diseño de investigación y antecedentes 7
desorden en el almacenamiento (no se cumple con la sectorización y layout de bodega),
demoras en búsqueda de material, despachos incompletos e incumplimientos en las entregas
las cuales deberían estar alineadas con los departamentos que influyen en el proceso.
Adicional a lo antes mencionado, el control previo al embarque del producto es inadecuado,
lo cual causa que se despache con fallas creando inconformidad en clientes internos y
externos.
1.1.2.2.Falta de estandarización en almacenamiento del producto.
En el proceso de recepción y verificación del producto desde producción a bodega de
producto terminado, se cumple con el ingreso del material por medio de montacargas los
cuales almacenan los pallets con el producto en los lugares que encuentran vacíos o en varias
ocasiones cuando no hay espacio para almacenar se ubican los pallets en la parte exterior de
la bodega realizando una mala práctica porque puede alterar la calidad del productos con
plagas a las que está expuesto fuera de la bodega, esto se debe a la falta de sectorización y
señalización para un correcto almacenamiento.
1.1.2.3.Incumplimiento con la hora de entrega de los productos.
Debido a los pedidos atrasados, las urgencias diarias de los clientes que se tienen que dar
prioridad y la planificación desalineada con la capacidad de respuesta en el despacho, es
algo frecuente que se llegue al cliente impuntual e incluso con días de retraso, esto genera
malestar e incluso en algunos casos la reducción del promedio de compra de clientes
potenciales. Reclamos de clientes por material despachado con mala calidad (golpeado ó
manchado), material faltante y excedente.
Esto es la consecuencia de los puntos ya analizado como la falta de control, el
almacenamiento incorrecto que muchas veces no permite encontrar el material y la falta de
estandarizar procesos, reduce la calidad en el despacho de productos.
1.1.2.4.Deficiente comunicación interna entre colaboradores
Para tener un clima laboral adecuado, es importante la comunicación eficiente con todos
los colaboradores del área (verificadores, coordinadores, despachadores y estibadores) pese
a que verificadores y coordinadores están laborando por más de dos años la comunicación
es deficiente, no justifican con anticipación la ausencia del personal, daños en los equipos o
estructura y no comunican con tiempo cuando una entrega no pudo ser despachada, esto
refleja la falta de trabajo en equipo para alcanzar metas del área y organizacionales.

Diseño de investigación y antecedentes 8
1.1.2.5.Déficit de camiones para transportar productos los fines de semana.
Los transportistas que prestan el servicio de traslado a los diferentes destinos son
contratados por compañías de transporte, los mismos que durante los días sábados y
domingo no cuentan con disponibilidad para cubrir todas las rutas y despachos del fin de
semana. Esto genera toneladas almacenadas por encima de la capacidad de bodega debido a
que la planificación de producción y despacho es de aproximadamente 450 TM diarias, pero
se pueden despachar alrededor de 180 TM, motivo suficiente para incumplir con el despacho
y disminuir la productividad en el despacho.
1.1.2.6. Ausentismo e inconformidad de los colaboradores operativos (despachadores
y estibadores)
Debido a las estrategias empresariales y al volumen de ventas por despachar, los
colaboradores deben asistir de lunes a domingo durante 8 horas (3 turnos al día) para cumplir
sus actividades cotidianas, además por el cumplimiento de indicadores los empleadores son
muy exigentes, aumentado la presión a los colaboradores lo cual produce tensión,
inconformidad y baja en el rendimiento laboral, por estos motivos en el fin de semana hay
ausentismos y no existe un plan de contingencia en estos casos para reducir o eliminar el
impacto que genera.
1.1.2.7.Alta rotación del personal.
La política de la alta gerencia indica que la rotación del personal operativo (estibadores)
debe ser cada 3 meses, esto afecta el proceso operativo y disminuye la productividad por la
curva de aprendizaje que deben tener, además afecta la motivación y el rendimiento de los
colaboradores porque tienen el conocimiento que a los tres meses van a ser despedidos,
también impacta la calidad del despacho debido a que no se les capacita desde el inicio
sobre la importancia de enviar el producto correcto, en buen estado y con las cantidades
correctas.
1.1.3. Formulación del problema de investigación.
¿Cuáles son los factores que existen en la bodega de producto terminado que influyen en
el incumplimiento de los indicadores y la baja productividad en el despacho actualmente?
Los procesos que realiza la bodega de producto terminado son recepción,
almacenamiento y despacho de producto terminado (cartones), en todos ellos existen
falencias como por ejemplo:
En la recepción de materiales, regularmente ingresan pallets de producto terminado sin
ser registrados en el sistema por lo que descuadra el inventario y así no se puede ejecutar

Diseño de investigación y antecedentes 9
con normalidad las actividades de despacho porque se altera lo planificado por la parte
comercial, el almacenamiento es inadecuado debido a la falta de estandarización en las
ubicaciones de los productos terminados generando demoras en la búsqueda de material,
muchas veces no se encuentra el ítems por despachar perjudicando en la hora de entrega e
incumplimiento de materiales para el cliente y por último el proceso de despacho el cual
tiene las actividades de coordinar los transportes para el cargue de materiales y despachar
los productos según la planificación del día, los mismos tienen la debilidad en la ejecución
manual de sus actividades dando como resultado errores en el despacho y por ende
inconformidades del cliente. Todos los puntos antes mencionados se reflejan en el
incumplimiento de los indicadores y la baja productividad que existe en el despacho de la
bodega de producto terminado.
1.1.4. Sistematización del problema de investigación.
¿La bodega de producto terminado tiene los recursos para alcanzar las metas
propuestas?
¿Todos los movimientos y actividades que realizan los colaboradores en sus áreas de
trabajo agregan valor al proceso?
¿Es evidente los tiempos muertos e improductivos en los procesos de la bodega de
producto terminado?
¿La automatización en los procesos es fundamental para el aumento de la
productividad?
¿El personal cuenta con la motivación necesaria para cumplir sus labores con
eficiencia?
1.1.5. Justificación.
Los precursores de la ingeniería Industrial como Henry Fayol, Frederick Taylor, Henry
Ford y los esposos Frank y Lilian Gilbreth dejaron enseñanzas y principios sobre estudio de
tiempo y movimiento para disminuir tiempo en operaciones y procesos, optimizar recursos
y a la vez hacer agradable el clima laboral trabajando en equipo, los cuales permiten el
aumento de la eficiencia y productividad, pero ¿Qué es productividad?, se puede
conceptualizar como la eficiencia con la que se utilizan los recursos para alcanzar un
objetivo planificado. Para aumentar la productividad se tiene que producir o despachar más
toneladas reduciendo o manteniendo los insumos.

Diseño de investigación y antecedentes 10
Con esto se deja en claro que el aumento de la productividad no es casual, esta se da por
mejoras continuas en el proceso que se van generando estratégicamente mediante planes de
acción, dirección y trabajo eficiente de los recursos con los que cuenta la empresa.
En la actualidad la empresa cuenta con una baja productividad en las toneladas
despachadas, y esto se refleja en el incumplimiento del presupuesto mensual de toneladas
despachadas, debido a la falta de liderazgo y trabajo en equipo, procesos repetitivos y
obsoletos, tiempos de embarques elevados, reclamos de clientes, desorganización y falta de
orden en el almacenamiento, recepción y despacho de los productos terminados.
Con lo expresado anteriormente es necesario introducir mejoras en el proceso en cuanto
se refiere a mejorar la calidad en el despacho, eliminar actividades que no agregan valor,
disminuir el tiempo de embarque, errores de despacho y por ende aumentar la productividad
en las toneladas despachadas. Razón que justifica la propuesta para ser más competitivos en
el mercado y satisfacer a los clientes con despachos y entregas con calidad.
Implementando métodos de trabajos adecuados, controles que comprometan al
colaborador a cumplir sus metas, reducción de tiempos en el recorrido de actividades e
innovaciones para actualizar los sistemas utilizados, determinarán el horizonte seguro para
el incremento de la productividad, la garantía de cumplir con un despacho de calidad y la
sostenibilidad del mismo.
1.1.6. Delimitación.
Las delimitaciones de este proyecto son:
Se aplicara en el proceso de despacho al área de bodega de producto terminado.
El tiempo requerido para el cumplimiento de la propuesta es mayor a un año hasta
alcanzar la sostenibilidad de los cambios.
Se debe dar seguimiento y el control necesario a las mejora en el procesos para
que genere un impacto positivo y se mantenga a través del tiempo.
Para aumentar la productividad se debe tener el apoyo gerencial en la inversión
que se necesite realizar.
La rotación del personal operativo por políticas de empresa, afectaría la
productividad por la curva de aprendizaje que se debe considerar.
1.1.7. Objetivos.
1.1.7.1.Objetivo General.
Analizar los procesos operativos en bodega para el aumento de la productividad en el
despacho de producto terminado en una cartonera.

Diseño de investigación y antecedentes 11
1.1.7.2. Objetivos específicos.
Definir las actividades realizadas en la operación de despacho realizando estudios
de tiempos y movimientos para elaborar el diagnostico.
Analizar procesos de los eslabones en la cadena de despacho del producto
terminado.
Implementar mejoras y controles para incrementar la eficiencia de los
colaboradores y la productividad en el despacho.
1.1.8. Marco teórico.
1.1.8.1.Concepto de productividad.
La productividad es la relación entre la producción obtenida y los recursos
utilizados para obtener dicha producción. Esta definición puede aplicarse
por igual a una empresa, una industria, o a toda una economía. Los recursos
utilizados pueden ser tierra, materiales, mano de obra, instalaciones, etc. o,
como ocurre en la realidad, cualquier combinación de los anteriormente
enunciados. Duran (2013).
La productividad implica la mejora del proceso productivo, la mejora
significa una comparación favorable entre la cantidad de recursos
utilizados y la cantidad de bienes o servicios producidos. Por ende la
productividad es un índice que relaciona lo producido por un sistema y los
recursos utilizados para generarlo. Carro Paz & González Gomez (2012).
1.1.8.2.Eficiencia.
Se puede resumir como la utilización óptima de los recursos, el trabajador eficiente debe
utilizar los materiales, equipos o maquinarias con el mínimo de desperdicio sin que se
deterioren más de lo normal, emplear el mínimo tiempo posible en la elaboración de algún
bien o servicio, utilizar los servicios agua, electricidad, combustible, etc., en las cantidades
necesarias.
1.1.8.3. Índice de Productividad.
De acuerdo a Durán (2007), afirma que el valor numérico de esta relación entre
producción obtenida y recursos utilizados se lo conoce con la denominación de Índice de
Productividad que no es más que el valor numérico que se le designa a la productividad.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑 =𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖𝑜𝑛 𝑑𝑒𝑠𝑝𝑎𝑐ℎ𝑎𝑑𝑎
𝑅𝑒𝑐𝑢𝑟𝑠𝑜𝑠 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑜𝑠

Diseño de investigación y antecedentes 12
Aumentar la productividad puede ser posible lo cual se logrará por cualquiera de los
siguientes caminos:
Aumentar la producción manteniendo constantes los recursos.
Disminuir los recursos manteniendo constante la producción.
Aumentar la producción en una proporción tal que sea mayor al coeficiente de
crecimiento de los recursos Duran (2013).
1.1.8.4.Análisis de tiempo en la operación
Se llama tiempo total de fabricación o de operación, al tiempo invertido por trabajadores,
por máquinas o instalaciones para llevar a cabo una operación, o para producir una cantidad
determinada de servicios.
El Contenido de Trabajo Total, significa la cantidad de trabajo invertido en la ejecución
de un producto o de un proceso determinado, y se lo evalúa en horas-hombre y/o en horas-
máquina.
Llamamos hora-hombre (H-H) al trabajo de un hombre en una hora. Se
conoce como hora-máquina (H-M) al funcionamiento de una máquina o de
una instalación durante una hora. El contenido de trabajo total incluye al
contenido básico y al trabajo suplementario. Durán (2013)
Figura 1. Tiempo total de operaciones de fabricación. Información tomada del libro Ingeniería de métodos
Autor: (Durán, 2013).

Diseño de investigación y antecedentes 13
1.1.8.5.Tiempo Improductivo Total
Según Durán (2013) considera al tiempo improductivo total a cualquier
interrupción que obliga al trabajador, a la máquina, a las instalaciones o a
todos ellos a la vez, a suspender las actividades que deben ejecutar, sin
realizar, durante la interrupción, tarea alguna por finalizar o completar el
trabajo, el mismo que se debe a:
1) Deficiencias de la dirección,
2) Deficiencias del trabajador.
Tiempo improductivo debido a deficiencias de la dirección:
Es el tiempo durante el cual el hombre y/o la máquina permanecen inactivos porque la
Dirección no ha sabido planear, dirigir y coordinar las actividades de una manera eficiente.
Durán (2013)menciona las causas atribuibles a deficiencias de la Dirección:
Una política de ventas que permita un número excesivo de variedades de productos.
Esto causa que las máquinas estén inactivas mucho tiempo mientras se procede a su
adaptación para fabricar las diversas variedades.
No normalizar las partes componentes de una variedad de productos o de servicios.
No asegurar el oportuno suministro de materias primas y de herramientas, paralizando
la organización y la mano de obra.
No proporcionar condiciones de trabajo que permitan una labor sostenida del
trabajador.
Mantener condiciones peligrosas que favorecen los accidentes de trabajo, lo cual
ocasiona pérdidas de tiempo.
Tiempo improductivo imputable al trabajador:
Es el tiempo durante el cual el hombre y/o la máquina o instalación
permanecen inactivos por causas que puede corregir el trabajador. Esto
ocurre cuando el trabajador se ausenta del lugar de trabajo sin causa
justificada, cuando llega tarde al trabajo, cuando no se pone a trabajar
inmediatamente después de haber registrado su entrada, cuando trabaja
deliberadamente a un ritmo demasiado lento, cuando trabaja con descuido
ocasionando desperdicio de materiales y/o repetición en el trabajo, cuando
no observa las normas de seguridad sufriendo o causando accidentes, etc.
Durán (2013)

Diseño de investigación y antecedentes 14
1.1.8.6. Estudio de tiempos.
Frederick Taylor define y explica el "Estudio de Tiempos" de la siguiente manera: "El
Estudio de Tiempos es, de los elementos de la organización científica del trabajo, el que
hace posible la transmisión de conocimientos desde la Dirección hacia los trabajadores".
Esta transmisión se hace en dos etapas muy amplias por su contenido. La primera de ellas
tiene un carácter analítico, y la segunda uno constructivo o creativo.
Por otro lado Durán (2013), indica que a la etapa analítica corresponde:
Dividir la tarea en sencillos movimientos elementales.
Estudiar la ejecución de cada movimiento elemental por parte de varios trabajadores
calificados, y con la ayuda de un cronómetro, seleccionar el método más rápido para
realizar los movimientos analizados.
Describir, explicar y especificar cada uno de los movimientos elementales con sus
tiempos correspondientes, de tal manera que puedan ser utilizados rápidamente en
cualquier combinación futura.
Estudiar y registrar el porcentaje de tiempo que debe agregarse para cubrir el período
de adaptación de un trabajador a una tarea que realiza por primera vez, para cubrir
demoras inevitables, pequeños accidentes, descansos necesarios para combatir la
fatiga, imprevistos, etc.
1.1.8.7. Estudio de movimientos.
Ergonomía es una faceta del estudio del trabajo. Lo hace en relación con el entorno en el
cual se realiza la tarea. Se utiliza para diseñar o adaptar el lugar de trabajo al trabajador, con
la finalidad de evitar problemas de salud y aumentar la eficiencia laboral.
Factores Humanos es una denominación sinónima a ergonomía. En su
naturaleza multidisciplinaria los ergonomistas trabajan en equipos que
pueden estar constituidos por ingenieros de diseño, de producción,
industriales; (…). El objetivo final de tales equipos es el de poner en práctica
conocimientos sobre los trabajos, su realización, y los trabajadores, de
manera tal que la producción a obtenerse no se deba al sometimiento del
trabajador a condiciones excesivas de esfuerzo físico o mental. Durán
(2013).
Para realizar un estudio de movimientos además de estudio de movimientos se puede
utilizar herramientas de estudio de micro movimientos como Modapts que nos ayudan a
realizar esta labor de una manera más eficiente obteniendo los resultados esperados

Diseño de investigación y antecedentes 15
¿Qué es Modapts?
Ronquillo Freire (2015) indican que el Modapts siglas en ingles Modular Arrangement
of Predetermines Times Estándar que traducido en español significa Arreglo Modular de
Tiempos Estándares Predeterminados, es un lenguaje simple y descriptivo que se utiliza para
analizar trabajos, tareas o actividades. El tiempo necesario para llevar a cabo cualquier
trabajo está determinado en su mayor parte por lo que la persona que lo realiza tiene que
hacer.
Pero, a diferencia de los estudios de tiempos, en los que un analista usa un
cronómetro analizando las tasas de esfuerzo del operario para calcular un
tiempo estándar, Modapts propone una predisposición objetiva de normas
de tiempo predeterminado. Modapts utiliza un MOD como su unidad
básica de medida (1 MOD= 0,129 segundos), usando una técnica de
codificación que consiste en una letra y un número, donde los números
representan cada MOD agregado a la secuencia para determinar el tiempo
de una tarea codificada. Ronquillo Freire (2015).
Modapts se puede usar para:
Establecer un tiempo de ejecución para realizar una tarea que sea razonable y
sostenible.
Determinar el mejor método y diseño del lugar de trabajo para realizar una tarea
concreta.
Hacer balance sobre la fluidez de un trabajo.
Tarificar lo que cuesta realizar un trabajo o una tarea.
Desarrollar los procedimientos estándar e instrucciones necesarias para realizar un
trabajo/tarea.
Facilitar un marco para el análisis de movimientos y posturas en el lugar de trabajo.
Es de vital importancia la implementación de un estudio de micro movimientos porque
vamos a generar eficiencia al momento de realizar actividades que a simple vista no agregan
valor, pero analizando a detalle el proceso hay tiempos muertos al ejecutar tareas como sacar
copias, imprimir y otras validas en el proceso. A continuación se detalla las simbologías
modapts como soporte para la realización del estudio.

Diseño de investigación y antecedentes 16
Figura 2. Símbolos modapts. Información tomada de Consultores, 2004. Elaborado por: Castro Zambrano
Eder Andrés.
1.1.8.8. Diagrama de flujo y/o proceso.
En el trabajo de investigación de Garcia Juarez (2016), afirma que el Diagrama del
Proceso es “la representación gráfica de la sucesión de hechos o fases que se presentan en
la ejecución de un proceso”. Es una manera de dar forma visible a un procedimiento,
teniendo la finalidad de mejorarlo. El diagrama de flujo es una herramienta fundamental
para la elaboración de un procedimiento, ya que a través de ellos se puede ver gráficamente
y en forma consecutiva el desarrollo de una actividad determinada. Los diagramas de flujo
representan en forma gráfica la secuencia que siguen las operaciones de un determinado
procedimiento o el recorrido de las formas o los materiales, por eso es necesario mencionar
los símbolos utilizados para realizar los diagramas de flujo a continuación.

Diseño de investigación y antecedentes 17
1.1.8.9.Diagrama de recorrido.
En todo estudio de trabajo, es necesario conocer la trayectoria que siguen
el personal y los materiales durante la jornada de labores. Con la finalidad
de registrar convenientemente la información que sobre el movimiento o
desplazamiento de los materiales se pudiere obtener, es que se ha ideado el
Operación
• Son aquellas actividades que ocurren en una máquina o lugar detrabajo, durante la cual se altera una o varias de lascaracterísticas físicas o químicas de un objeto, o el estado dedesarrollo de un servicio.
Inspección
• Es la comparación y verificación de las características de unobjeto o de un servicio con respecto a un standard de calidad ode cantidad.
Transporte
• Se refiere a aquellas actividades que involucran movimientos demateriales de un lugar a otro; o a la simple manipulación deobjetos o personas en el lugar de trabajo, sin contribuir a latransformación del producto o servicio.
Demora
• También conocida como espera o retardo, ocurre cuando alterminar una actividad cualquiera, la siguiente, pudiéndose, nose la realiza de inmediato, y el sujeto de la transformación esdetenido en su avance.
Almacenamiento
• Ocurre cuando el material es retenido en un estado y en unlugar, y del cual, para moverlo, se requiere de una orden uautorización.
Operaciones combinadas
• Cuando se desee calificar actividades cuya ejecución seasimultánea, se utilizan combinadamente los símbolosnecesarios. Se usa cuando existe alguna operación e inspecciónsimultánea

Diseño de investigación y antecedentes 18
“diagrama de recorrido” o de flujo, el cual reproduce a escala la zona de
trabajo, y muestra los diversos puntos de actividad así como la interrelación
de los mismos. Consecuentemente, estos diagramas están íntimamente
ligados a los conceptos de distribución de planta y a los diagramas del
proceso. Durán (2013)
En el proceso de operaciones existen tres etapas de gran importancia desde el punto de
vista económico:
Tiempo de movimiento de materiales
Tiempo de operación o ensamblado, del equipo, del trabajador, o del cliente
Tiempo de almacenamiento
Los siguientes son puntos indicativos de qué tan necesaria es una modificación en la
distribución de planta:
Cuando las mercancías almacenadas sufren daños a causa de insuficiente espacio
debido a una inadecuada disposición.
Cuando se acumulan grandes cantidades de material en los pisos de la fábrica debido
a una planeación inadecuada.
Cuando los pasillos resultan largos y estrechos, dando lugar a dificultades en el
traslado de los materiales, en el desplazamiento de los trabajadores o de los clientes
servidos.
Cuando se demoran las entregas y los costos de mantenimiento y mano de obra son
elevados.
1.1.9. Metodología.
Durante la ejecución de la tesis se emplearán herramientas y metodologías importantes
para el análisis y cumplimiento del proyecto, a continuación se detallan los métodos a
utilizar.
1.1.9.1.Tipo de estudio.
El proceso investigativo se realizará en el campo con entrevistas al personal que vive el
proceso además se basa en datos históricos, se analizarán las novedades que se presenten en
cada capítulo y se construirán ideas que ayuden a la solución del problema planteado. La
información será exploratoria, descriptiva, explicativa, cualitativa y cuantitativa a
continuación se detallan:
Exploratorio: Se usa para identificar los problemas que están ocurriendo con
frecuencia.

Diseño de investigación y antecedentes 19
Descriptiva: Se detallan los hechos observados, se escriben tal y como se cumplen
en el proceso real, los datos pueden ser cualitativos y cuantitativos.
Explicativo: Busca el porqué de los hechos, es aquella que posee relación causal ya
que no solo se acerca al problema sino que busca las causas del mismo.
Cualitativa: Hace referencia a las cualidades especificas del proceso analizado.
Cuantitativa: Datos que permiten medir o cuantificar para diagnosticar el estado del
proceso.
1.1.9.2.Fuentes y técnicas para la recolección de información.
Para medir y valorar las causas que generan la baja productividad se utilizarán
herramientas y métodos de ingeniería como estudios de tiempos y movimientos, diagramas
de recorrido, lluvias de ideas, diagrama de Ishikawa, Paretto, análisis FODA, 3 y 5 P`s, ya
que estas son importantes porque permiten tener una idea sólida de la propuesta planteada,
además la necesidad de realizar análisis de documentos históricos y de archivos con la
finalidad de observar cómo se manejaba la productividad en años anteriores, mediantes
análisis estadísticos que muestran la realidad. Cuando se realicen las mejoras en los procesos
se debe actualizar procedimientos, instructivos y registros para que todas las mejoras queden
documentadas y se sostengan a través del tiempo.
1.1.9.3.Tratamiento de la información.
Cuando se culmine la investigación, con toda la información obtenida de distintas fuentes
antes mencionadas, las cuales ayudarán y fortalecerán la elaboración de este proyecto, se
tabulará en programas informáticos para elaborar tablas, gráficas y datos estadísticos donde
muestren un impacto en la obtención de resultados cuantitativos sobre la estadística de la
investigación de campo, para luego interpretar y analizar dicha información dando lugar
finalmente a una identificación formal del FODA (Debilidades, amenazas, fortalezas y
oportunidades) que tiene esta empresa en el despacho en la bodega de producto terminado.
Oportunamente una buena toma de decisiones en las metodologías usadas y los resultados
cumplirá con el objetivo de maximizar la productividad, cumplir con los indicadores del
área y la eficiencia en los puestos de trabajos.
1.1.10. La empresa.
Cartonera como se ha llamado a la empresa en este trabajo investigativo por
confidencialidad debido a que la empresa en sus políticas no permite mostrar información
interna, está ubicada al noroeste de Guayaquil, en la actualidad tiene un área semejante a
50000 metros cuadrados e inició sus operaciones hace aproximadamente 30 años con algo

Diseño de investigación y antecedentes 20
más de 25 colaboradores y con una máquina corrugadora para la fabricación de cartón micro-
corrugado y corrugado los cuales rápidamente se posesionarían en el mercado industrial,
agroindustrial e internacional por la capacidad de reacción en dar soluciones inmediatas a
sus clientes.
A inicios de esta década esta industria amplía sus instalaciones debido a la demanda de
productos y mejora sus equipos con la compra de una máquina corrugadora y una
troqueladora de última tecnología en el Ecuador posesionándose entre las mejores industrias
cartoneras de Latinoamérica.
La tecnología de punta adquirida se complementa con la implementación de software
informáticos que ayudan a mejorar la eficiencia en la parte contable y despacho de producto
terminado, además con certificaciones internacionales que dan validación del alto nivel y la
calidad de sus productos a nivel mundial, todas estas mejoras ayudaron al crecimiento
organizacional que en la actualidad tiene en su nómina más de 450 colaboradores
comprometidos con los objetivos y la visión de la empresa.
El listado de certificaciones internacionales que posee de calidad, seguridad,
deforestación, importación y exportación los cuales garantizan las toneladas de producto
terminado producidas al año, satisfaciendo al mercado nacional e internacional y brindando
soluciones en el empaque para la transportación segura de diversos productos.
Organización
La empresa mencionada tiene distribuido áreas, actividades y funciones definiendo las
responsabilidades a cada departamento y líder para que se cumpla de manera más fácil las
metas trazadas.
El área principal donde se realizará la investigación y gestión de los cambios es en la
Bodega de Producto terminado con aproximadamente 70 colaboradores, por tal motivo es
fundamental conocer la manera en que se reparten los cargos y funciones, por lo que se
muestra el organigrama del departamento en la Figura Nº 3.
El departamento labora las 24 horas del dia y solo descansa 2 días al año por feriados,
esto demuestra el trabajo constante que poseen los colaboradores, donde cada uno es
responsable de sus actividades diarias las cuales son de vital importancia para el
funcionamiento correcto del área y los despachos eficientes diarios a nivel nacional para
satisfacer las necesidades de los clientes.

Diseño de investigación y antecedentes 21
Figura 3. Organigrama de bodega de producto terminad, Información tomada de datos referenciales de
la empresa, elaborado por: Castro Zambrano Eder Andrés.
A continuación se mencionan las funciones de cada puesto de trabajo, donde se detallan
las responsabilidades de cada miembro de la Bodega de producto terminado:
Jefe de Bodega de producto terminado:
Asegurar el orden y cumplimiento en el almacenamiento de la bodega de producto
terminado.
Captar toda la información relevante a realizar en el proceso de despacho y
facturación.
Garantizar el cumplimiento de los planes de despachos de producto terminado.
Controlar la capacidad de almacenamiento, el nivel de inventario y rotación de los
productos terminados y pallets.
Jefe de Bodega de producto terminado
Coordinador de despacho y transporte
Despachador
EstibadorOperador de
Montacarga de despacho
Facturador Verificador
Operador de Montacarga
Eléctricos
Asistente de Bodega de producto terminado
Jefe de control de inventario
Asistente de control de inventario
Operador de montacargas

Diseño de investigación y antecedentes 22
Administrar la toma física de inventarios de los productos terminados existentes en el
almacén.
Cumplir y garantizar el cumplimiento de las políticas de la empresa.
Garantizar y velar el cumplimiento de los planes de mantenimiento de las
instalaciones y equipos.
Administrar y cumplir con el presupuesto asignado en las respectivas cuentas a cargo.
Administrar, controlar la gestión y desempeño del recurso humano asignado.
Garantizar cumplimiento de vacaciones, capacitación y evaluación del personal.
Asegurar el cumplimiento de los lineamientos del proceso de reclamos y nota de
créditos.
Garantizar el cumplimiento y ejecución de proyecto(s) dentro de la Bodega de
producto terminado.
Comunicar las estrategias de Mejora Continua dentro y fuera de la Bodega de producto
terminado.
Mantener los procesos de Seguridad y Calidad de acuerdo a la política de la empresa.
Coordinador de transporte y despacho:
Realizar el traslado de información y los resultados de turno a coordinadores entrantes.
Captar toda la información relevante para realizar los despachos correctamente.
Coordinar y garantizar la correcta asignación de camiones de acuerdo a las solicitudes
de los clientes y a la disponibilidad de los transportes.
Dar visibilidad al departamento de producción de las necesidades de despachos para
no incurrir en tiempos muertos.
Garantizar la correcta administración del personal a cargo para cumplir con los planes
de despachos.
Responsable de la administración de máquinas y montacargas para la operación de
despacho en la Bodega de producto terminado.
Responsable de las operaciones del almacén y de proyectos de mejora continua
asignados.
Coordinar con Servicio al Cliente todas las particularidades del despacho diario.
Reporte de Productividad de Operadores de montacargas, despachadores y
estibadores.
Mantener los procesos del Seguridad y Calidad de acuerdo a la política de la empresa.
Diseño de investigación y antecedentes 23
Participación activa en herramientas y reuniones de Mejora Continua.
Facturador de Bodega de producto terminado:
Realizar el traslape de información y correos por contestar al turno que ingresa.
Leer correos para asegurar captar toda la información relevante para realizar el proceso
de facturación.
Ejecutar las pruebas de facturación solicitadas por el equipo de servicio al cliente.
Imprimir los documentos necesarios para (Orden de carga y traslado, facturas, guías
de remisión, órdenes de compra, etc.)
Dar visibilidad por correo electrónico y chat del status de facturación al finalizar el
turno.
Garantizar el correcto sellado de los camiones.
Comunicar las novedades generadas en la carga (faltante de producto - Facturado no
cargado).
Comunicar las novedades generadas en la facturación (Cliente mal creado, códigos sin
precio, etc.).
Resolver las novedades generadas en la facturación con el equipo de sistemas.
Comunicar cada vez que se envíe una guía de remisión manual (clientes con cambio
de dirección, etc.)
Llevar el registro de las toneladas y vehículos despachados por turno dentro y fuera
del programa SIG (planificación de despacho diario).
Realizar el proceso de facturación en SAP y liquidación de facturas.
Mantener los procesos del Seguridad y Calidad de acuerdo a la política de la empresa.
Despachador de Bodega de producto terminado:
Comunicación en cambios de turnos de los clientes por despachar o novedades
encontradas en su turno.
Leer correos para asegurar captar toda la información relevante y así realizar los
despachos correctamente.
Asegurar que todos los días se lleven a cabo las reuniones para medir el desempeño
por indicadores en el almacén.
Registrar en una tabla de Excel las tareas de carga (operador, estibadores, tiempo,
muelle, tonelaje, etc.)
Imprimir los documentos necesarios para realizar la carga de los camiones.

Diseño de investigación y antecedentes 24
Designar a los operadores de montacargas a las colas de trabajo respectivas.
Designar tareas al personal de estiba (carga, limpieza, etc.).
Dar seguimiento al avance de las tareas realizadas del personal operativo (preparación,
carga, etc.).
Dar visibilidad mediante radio y comunicación presencial del status de preparación y
carga del plan de despachos.
Contabilizar de manera correcta los despachos generados en su turno.
Notificar a coordinador de turno cualquier atraso en la salida de los vehículos.
Comunicar cualquier novedad en el despacho de carga a coordinador de Bodega de
producto terminado.
Asegurar el envío de requisitos especiales de clientes cumpliendo los estándares de
calidad y seguridad.
Participación activa en reuniones de la mejora continua.
Asistente de Bodega de producto terminado:
Coordinar la adquisión de materiales para carga de producto terminado (pallets,
láminas de cartón, stretch film).
Coordinar la adquisición de insumos para la oficina (papel, marcadores, lápices, etc.)
Liderar pilar de mejora continua en reuniones cuando no se encuentre el Jefe de la
bodega de producto terminado.
Encargado de realizar auditorías de 5S en el almacén con el fin de asegurar el
cumplimiento.
Coordinar los permisos de trabajo con proveedores y validar con Seguridad Industrial
y Departamentos competentes.
Gerenciar la dotación de equipos de protección personal a los colaboradores del
almacén.
Administrar el uso de tarjetas rojas (cuando necesita cambio) y amarillas (cuando
necesita reparación) de los equipos, escritorios, máquinas y estructura.
Liderar la ejecución de auditorías de calidad.
Mantener los procesos del Seguridad y Calidad de acuerdo a la política de la empresa.
Responsable de la administración de máquinas y montacargas para la operación de
BPT.

Diseño de investigación y antecedentes 25
Asistente de Inventario:
Leer correos para asegurar captar toda la información relevante para realizar búsqueda
de materiales para el despacho.
Coordinar la toma de física de Inventarios de acuerdo a la solicitud de la Gerencia de
Supply Chain y Jefatura de la Bodega de producto terminado.
Coordinar la toma de Inventarios Cíclicos mensuales, semanales y diarios.
Soporte a errores en la operación local (cuando lo requiera coordinadores,
despachadores o facturadores).
Revisión y segmentación de los productos terminados en el almacén mayor a 30 días.
Cumplir con los controles de verificación de Ingresos de producción.
Revisar los reclamos, casos de faltantes / sobrantes y novedades con las entregas de
los clientes.
Dar visibilidad y retroalimentación de los reclamos generados y solicitados por los
clientes interno y externo.
Ejecutar sin novedades los formatos para dar de baja y gestionar la destrucción o
trituración de los materiales.
Elaborar los formularios y envío de materiales para su valorización previa a las bajas
del mes.
Generar ideas de mejora y ahorros en los procesos de trituración y gestión de reclamos.
1.1.11. Productos.
Los productos que se fabrican y comercializan en el país e internacionalmente son cajas
que sirven como ensamble para diferentes productos según el sector sean estos:
Sector industrial (bebidas, alimentos, aseo personal, útiles escolares y más)
Sector agroindustrial que son exportados a nivel mundial (banano, piña, mango,
manzana, aguacate, brócoli, etc.)
Sector pesquero y camaronero en diferentes tamaños y espesor según requerimientos
y características del producto a empacar.
Sector floricultor produciendo en tamaños y diseños de acuerdo a las necesidades del
cliente.
Los tipos de cajas que se fabrican son cajas de pared sencilla y doble, laminadas,
troqueladas y reguladas, exhibidores, separadores, Pads, esquineros, tapa perforada, base y

Diseño de investigación y antecedentes 26
otros componentes que se producen de acuerdo a la descripción, características y producto
a transportar.
Figura 4. Cajas de cartón fabricadas en la empresa. Información tomada de la empresa.
1.1.12. Recursos utilizados en la operación
Montacargas de combustión: Esta empresa en el área de bodega de producto terminado
cuenta con 7 montacargas que funcionan a gas y están activamente funcionando las 24 horas
del día, los cuales son utilizados para realizar las siguientes operaciones: 2 montacargas son
los destinados en la operación de recepción de producto terminado y almacenarlo en el lugar
adecuado, 4 montacargas son los encargados de abastecer los muelles o vehículos
eficientemente para el despacho de producto terminado sea en plataforma, camiones o
contenedores y un montacargas es el asignado como back up en el caso de urgencias o daño
de alguna maquinaria en la operación Serech Enríquez (2013).
Figura 5. Monta Cargas. Información tomada de la empresa.
Montacargas eléctrico de pasillo: Estos son utilizados únicamente para almacenar, bajar
y ordenar productos terminados en los pasillos de los racks de almacenamiento, la empresa
cuenta con 2 máquinas las mismas tienen una duración de 8 horas de funcionamiento con la
batería totalmente cargada.

Diseño de investigación y antecedentes 27
Figura 6. Montacargas eléctric., Información tomada de Mejias (2013).
Yale: El área cuenta con 2 yales utilizados para el ingreso de pallets de producto
terminado en los camiones que están siendo despachados por clientes especiales cuyo
requerimiento es enviarle las cajas o producto terminado en pallets, también son usados
cuando se desea mover una pequeña cantidad de pallets a puntos cercanos.
Figura 7. Estibador manual. Información tomada de Mejias (2013).
Pallets de madera: Son utilizados para colocar bultos de cajas de producto terminados para
luego ser almacenados y en ocasiones también son despachados pero estos tienen que ser
devueltos por el cliente, aproximadamente se necesitan 700 pallets al día para abastecer la
producción planificada y se despachan una cantidad semejante de acuerdo al presupuesto de
toneladas para el despacho diario.
Figura 8. Paletas de madera. Información tomada de Mecalux (2018).
Computadoras de escritorio: Para el proceso operativo del despacho se utilizan 6
computadoras las mismas que son utilizadas por los coordinadores, despachadores y
facturador, pero en todo el departamento existen alrededor de 10 equipos de computación
para los diferentes roles y funciones.

Diseño de investigación y antecedentes 28
Figura 3. Computador. Información tomada de la empresa.
1.1.12.1. Proceso de verificación y almacenamiento de producto terminado.
Figura 40. Proceso de verificación y almacenamiento. Información tomada de datos referenciales obtenidos
de la empresa. Elaborado por Castro Zambrano Eder Andrés
VERIFICADOR
Revisa plan de produccion y despacho de producto terminado
Imprime plan de producción a montacarguistas
Inspecciona la calidad de los pallets de producto terminado
Sujeta los marbetes donde consta la identificación y
código de barra del material.
Pasa el marbete por el lector de codigo de barra.
Ingresa el material al sistema de inventario de la bodega de producto
terminado.
MONTACARGUISTA
Observa la cantidad de pallets por producir y el almacén para identificar la
ubicación de los mismos.
Almacena los productos terminados, segun layout de la bodega.

Diseño de investigación y antecedentes 29
1.1.12.2. Proceso de despacho de producto terminado.
Figura 51. Proceso de verificación y almacenamiento. Información tomada de datos referenciales
obtenidos de la empresa. Elaborado por Castro Zambrano Eder Andrés
Elabora hoja de carga utilizando el
programa SIG y copiando la
información
a Excel
COORDINADOR
Realiza distribución de carga en el
programa SIG
FACTURADOR
Imprime hoja de carga, la ubica en el
Kanban por horas y coloca el
numero de despacho en el programa SIGElabora hoja de ruta en el programa SAP
Coordina con bascula el ingreso
de camiones para el despacho
Con la hoja de carga asignada realiza
hoja
de control de carga en SAP y la
entrega al despachador
DESPACHADOR
Inspecciona que el camión en el muelle este en buen
estado y totalmente limpio
Revisa e Imprime 3 hojas desde el SIG de la
carga asignada y se la entrega a estibadores,
operador de montacarga y coordinador para
comenzar a cargar el camión
Verifica que los materiales a cargar tengan
el código correcto, las cantidades pedidas
y que estén limpios.
Recepta los Marbetes de lo despachado
por los estibadores
Recibe los Marbetes, el picking y la impresión
de lo contabilizado, para iniciar con la facturacion
Lleva la contabilidad de lo despachado en el
programa SAP y se da la baja a los materiales
en el programa SIG
Recibe hoja de control de carga del coordinador
Capitulo II
Situación actual y diagnostico
2.1.Cumplimiento de despacho en el área de Bodega de producto terminado
En el proceso de despacho de producto terminado la eficiencia en el uso de la capacidad
instalada es de vital importancia en la productividad de una empresa ya que impacta
directamente en los tiempos de entrega al cliente y en la conformidad del mismo, por lo que
se debe considerar como una actividad medular el cumplimiento oportuno y certero de los
despachos planificados. Actualmente la bodega de producto terminado (BPT) de la empresa
cartonera objeto de este estudio está presentando un problema en los niveles de
productividad y eficiencia debido a que no se están cumpliendo las metas pautadas por el
departamento de planificación para la entrega a tiempo de los productos a los clientes.
En esta área se ha evidenciado a través de datos históricos recolectados que no se están
cumpliendo los objetivos trazados por la dirección de la empresa debido al retraso en la
entrega del producto terminado. A continuación se detalla el historial de despacho y
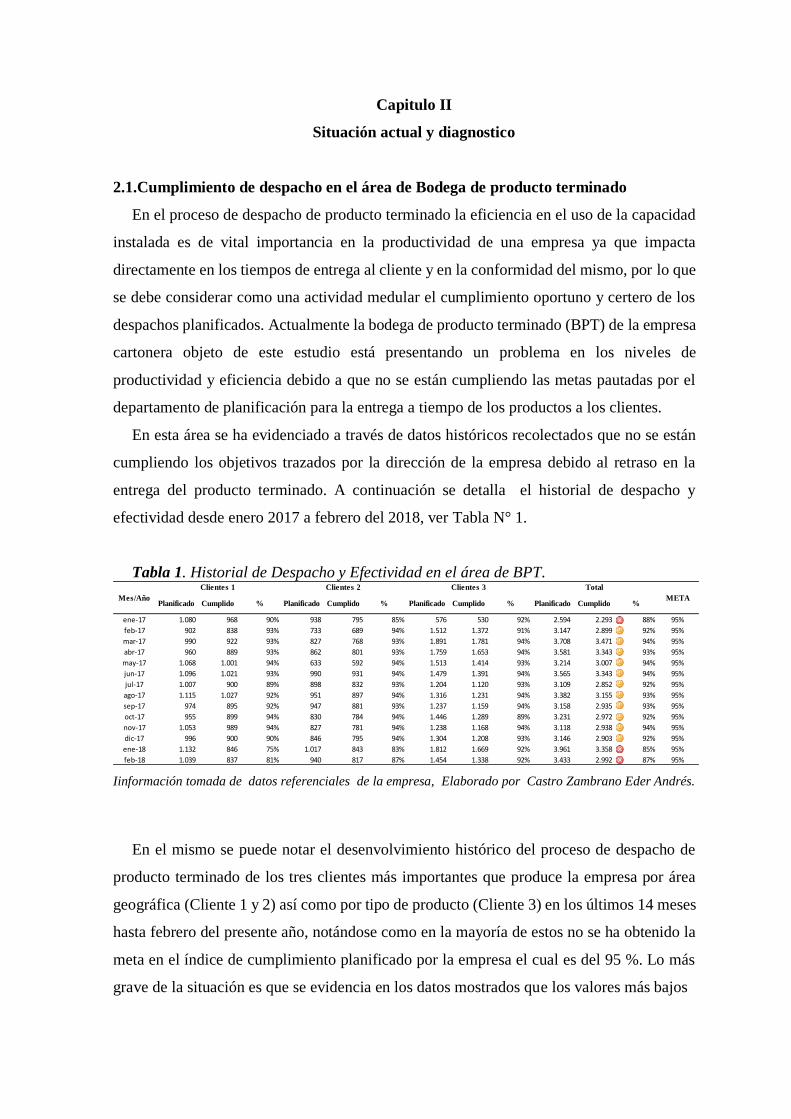
efectividad desde enero 2017 a febrero del 2018, ver Tabla N° 1.
Tabla 1. Historial de Despacho y Efectividad en el área de BPT.
Iinformación tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
En el mismo se puede notar el desenvolvimiento histórico del proceso de despacho de
producto terminado de los tres clientes más importantes que produce la empresa por área
geográfica (Cliente 1 y 2) así como por tipo de producto (Cliente 3) en los últimos 14 meses
hasta febrero del presente año, notándose como en la mayoría de estos no se ha obtenido la
meta en el índice de cumplimiento planificado por la empresa el cual es del 95 %. Lo más
grave de la situación es que se evidencia en los datos mostrados que los valores más bajos
ene-17 1.080 968 90% 938 795 85% 576 530 92% 2.594 2.293 88% 95%
feb-17 902 838 93% 733 689 94% 1.512 1.372 91% 3.147 2.899 92% 95%
mar-17 990 922 93% 827 768 93% 1.891 1.781 94% 3.708 3.471 94% 95%
abr-17 960 889 93% 862 801 93% 1.759 1.653 94% 3.581 3.343 93% 95%
may-17 1.068 1.001 94% 633 592 94% 1.513 1.414 93% 3.214 3.007 94% 95%
jun-17 1.096 1.021 93% 990 931 94% 1.479 1.391 94% 3.565 3.343 94% 95%
jul-17 1.007 900 89% 898 832 93% 1.204 1.120 93% 3.109 2.852 92% 95%
ago-17 1.115 1.027 92% 951 897 94% 1.316 1.231 94% 3.382 3.155 93% 95%
sep-17 974 895 92% 947 881 93% 1.237 1.159 94% 3.158 2.935 93% 95%
oct-17 955 899 94% 830 784 94% 1.446 1.289 89% 3.231 2.972 92% 95%
nov-17 1.053 989 94% 827 781 94% 1.238 1.168 94% 3.118 2.938 94% 95%
dic-17 996 900 90% 846 795 94% 1.304 1.208 93% 3.146 2.903 92% 95%
ene-18 1.132 846 75% 1.017 843 83% 1.812 1.669 92% 3.961 3.358 85% 95%
feb-18 1.039 837 81% 940 817 87% 1.454 1.338 92% 3.433 2.992 87% 95%
Mes/Año
Clientes 1 Clientes 2 Clientes 3 Total
Cumplido %Cumplido % Planificado Cumplido % PlanificadoMETA
Planificado Cumplido % Planificado

Situación actual y diagnóstico 31
en todo este periodo corresponden a los dos últimos meses lo que representa una
disminución reciente de la productividad y la potencial pérdida de clientes en un futuro
cercano de no tomar las medidas correctivas necesarias a tiempo para revertir esta situación,
Ver Figura N° 12
Figura 62. Índice de cumplimiento de despachos real vs planificado. Elaborado por: Castro Zambrano Eder
Andrés
2.1.1. Reclamos por parte de los clientes y baja efectividad en los despachos.
La excelencia en los procesos productivos se mide en gran medida por la satisfacción del
cliente, lo cual es producto del incremento en la productividad de la empresa y el
fortalecimiento de la misma con los años. Actualmente en la bodega de producto terminado
de esta fábrica objeto de estudio, se observa como los índices de reclamos e insatisfacción
por parte de los clientes ha ido en aumento, así como la baja efectividad en el despacho de
productos terminados debido a varios factores tales como el incumplimiento en los tiempos
de entrega, productos despachados con daños en los mismos y en otras ocasiones ítems no
acordes con lo solicitado por el cliente.
La baja efectividad en las entregas por parte de la bodega de producto terminado y el
alto número de reclamos por parte de los clientes se evidencia en los datos recolectados para
el análisis de la situación actual, ver Tabla N° 2

Situación actual y diagnóstico 32
Tabla 2. Efectividad de Despacho.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Estos datos muestran el incumplimiento en el despacho de los pedidos atendidos, así
como el número de reclamos, los cuales unos corresponden a la falta de transporte los fines
de semana (el cual es contratado por la empresa) y otros directamente a las labores propias
del departamento de BPT. En el mismo también se muestra el índice de efectividad en el
área de despacho el cual enlaza los pedidos programados con los atendidos así como con los
reclamos realizados por los clientes. Para la medición de la efectividad se utiliza la siguiente
formula:
Efectividad=(Pedidos-Atendidos)+Reclamos-Atendidos
Pedidos atendidos
En el análisis de los datos en este Tabla se puede observar como en el año 2017 se
recibieron 474 reclamos en total y para los dos primeros meses del 2018 ya se tienen 143 lo
que representa un 30% del total del 2017 solo en los dos primeros meses. Además, para el
mes de enero se tiene un incremento del 95% en los reclamos y para febrero del 100.1% en
comparación con estos mismos meses el año anterior. Todo esto no es más que el reflejo de
una mala gestión y baja productividad en el área de despacho de esta bodega, lo cual de no
ser corregido puede impactar seriamente las ventas finales de esta empresa.
Meses/año Pedidos Cumplidos
Incumplimien
tos BPT
Reclamos Transportista Reclamos-
BPT
Total
Incumplimien
tos
Efectividad
Enero 2.594 2.293 175 42 4 38 213 86,9%
Febrero 3.147 2.899 79 29 8 21 100 91,5%
Marzo 3.708 3.471 70 43 10 33 103 92,7%
Abril 3.581 3.343 111 50 12 38 149 92,3%
Mayo 3.214 3.007 79 41 6 35 114 92,5%
Junio 3.565 3.343 76 32 5 27 103 93,0%
Julio 3.109 2.852 84 31 4 27 111 90,9%
Agosto 3.382 3.155 124 47 6 41 165 92,1%
Septiembre 3.158 2.935 91 56 5 51 142 91,3%
Octubre 3.231 2.972 101 60 11 49 150 90,5%
Noviembre 3.118 2.938 85 43 3 40 125 92,9%
Diciembre 3.146 2.903 159 42 8 34 193 91,2%
2017 38.953 36.111 1.234 474 78 396 1.455 91,7%
Enero 3.961 3.358 378 82 8 74 452 82,9%
Febrero 3.433 2.992 365 61 9 52 417 85,6%
2018 7.394 6.350 743 143 17 126 869 84,2%
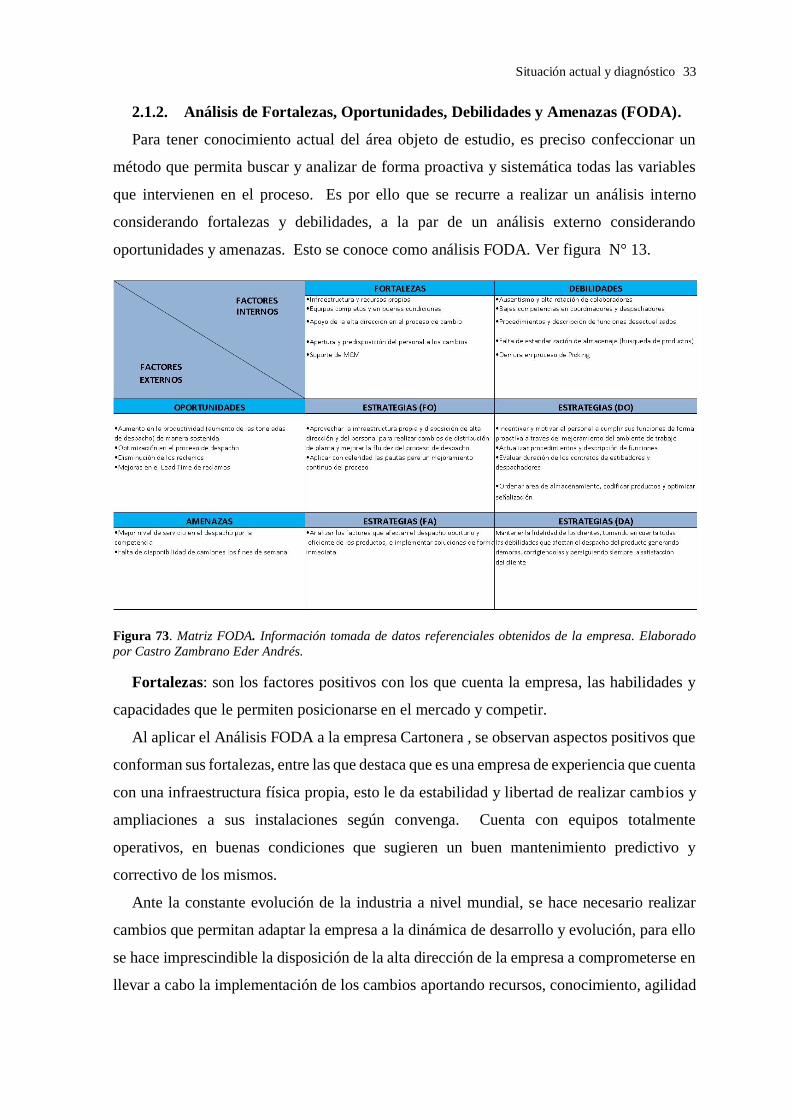
Situación actual y diagnóstico 33
2.1.2. Análisis de Fortalezas, Oportunidades, Debilidades y Amenazas (FODA).
Para tener conocimiento actual del área objeto de estudio, es preciso confeccionar un
método que permita buscar y analizar de forma proactiva y sistemática todas las variables
que intervienen en el proceso. Es por ello que se recurre a realizar un análisis interno
considerando fortalezas y debilidades, a la par de un análisis externo considerando
oportunidades y amenazas. Esto se conoce como análisis FODA. Ver figura N° 13.
Figura 73. Matriz FODA. Información tomada de datos referenciales obtenidos de la empresa. Elaborado
por Castro Zambrano Eder Andrés.
Fortalezas: son los factores positivos con los que cuenta la empresa, las habilidades y
capacidades que le permiten posicionarse en el mercado y competir.
Al aplicar el Análisis FODA a la empresa Cartonera , se observan aspectos positivos que
conforman sus fortalezas, entre las que destaca que es una empresa de experiencia que cuenta
con una infraestructura física propia, esto le da estabilidad y libertad de realizar cambios y
ampliaciones a sus instalaciones según convenga. Cuenta con equipos totalmente
operativos, en buenas condiciones que sugieren un buen mantenimiento predictivo y
correctivo de los mismos.
Ante la constante evolución de la industria a nivel mundial, se hace necesario realizar
cambios que permitan adaptar la empresa a la dinámica de desarrollo y evolución, para ello
se hace imprescindible la disposición de la alta dirección de la empresa a comprometerse en
llevar a cabo la implementación de los cambios aportando recursos, conocimiento, agilidad

Situación actual y diagnóstico 34
y seguridad en las decisiones, la Cartonera cuenta con dicho apoyo de la dirección, y su
personal tiene buena disposición al proceso de cambios.
La empresa cuenta con un personal especializado en el sistema Manufactura de Clase
Mundial (MCM), técnica de mejoramiento continuo, quien dará asesoría a la Bodega de
Producto Terminado con el objeto de implementar progresivamente aspectos que
contribuyan al logro de la confiabilidad, calidad y excelencia de los procesos.
Debilidades: son los factores negativos, aquellos que desfavorecen a la empresa,
habilidades y recursos de los que carece.
Entre las debilidades de la empresa se aprecia un ausentismo de colaboradores, es notorio
la falta de compromiso e identificación del personal con el trabajo y objetivos de la empresa,
así como la falta de capacidades organizativas y prácticas para realizar las labores por parte
de Coordinadores y Despachadores, existe una baja competencia de este personal cuyas
funciones son medulares en la ejecución del proceso.
Los Estibadores y Despachadores son rotados con una frecuencia de tres meses, el corto
tiempo de permanencia en la empresa no permite generar en ellos el sentido de pertenencia
ni la pericia, aspectos tan necesarios para afianzar el compromiso y motivación para realizar
bien el trabajo.
Los Procedimientos de trabajo no han sido actualizados, al igual que la descripción de
cargos del personal, siendo estos una importante guía para la ejecución de los procesos,
facilita la formación y ayuda a comprobar la conformidad de las actividades.
El almacenamiento y despacho del producto terminado son actividades que se deben
realizar con agilidad y calidad, procurando el menor tiempo posible y así dar cumplimiento
a las necesidades de los clientes, para ello se debe tener estandarizado el almacenaje del
producto terminado, lo que permite la fácil ubicación y accesibilidad al producto, agilizando
los tiempos de operación del personal y hace que los procesos logren un comportamiento
estable. En la Cartonera no están bien establecidos e identificados los sectores para el
almacenamiento y el proceso de Picking o preparación de pedidos y recogida del producto
está sujeto a constantes demoras.
La empresa no cuenta los fines de semana con una flota de camiones suficiente para
realizar el traslado del producto terminado a los destinos requeridos por el cliente, lo que
conlleva a incumplimientos que suponen la pérdida de clientes potenciales. En el proceso de
despacho se presenta tiempo improductivo, las deficiencias organizativas y actitudes del

Situación actual y diagnóstico 35
personal ocasionan periodos de inactividad o tiempos muertos que representan un costo para
la empresa.
Oportunidades: son aspectos positivos que la empresa puede aprovechar haciendo uso
de sus fortalezas, factores favorables que permiten obtener ventajas competitivas.
Las fortalezas encontradas dan paso a las oportunidades entre las que destaca el
incremento de la productividad de manera sostenida en el tiempo. Un aumento en las
toneladas despachadas por la Cartonera originaria un beneficio económico importante. Se
puede optimizar el proceso de despacho, esto implica asignar los recursos que intervienen
en dicho proceso de la manera más idónea posible con el fin de mejorarlo. A su vez se
presenta la oportunidad de disminuir los reclamos realizados por los clientes, y mejorar el
tiempo estipulado para dar respuesta a los mismos, traduciéndose esto en un cliente
satisfecho
Amenazas: son aspectos negativos que pueden representar obstáculos para el logro de
los objetivos de la empresa, situaciones que provienen del entorno.
La amenaza que presenta la empresa es que la competencia ofrezca un mejor servicio,
afectando a la Cartonera en el mercado debido a que atraería a los clientes a quienes se debe
fidelizar y no perder.
Del análisis FODA también se desprenden estrategias dirigidas a minimizar las
debilidades y amenazas, a la par de potenciar o llevar a un nivel máximo las fortalezas y
oportunidades de la empresa, de aplicarse dichas estrategias se obtendría como ventajas
competitivas la prestación de un mejor servicio, destacado por la precisión en la entrega por
los controles sobre el inventario y sobre el producto en sí, calidad y rapidez por la fluidez de
los procesos, puntualidad por la disminución de los atrasos en el despacho, flexibilidad a las
necesidades del cliente ante pedidos urgentes que surjan a último momento y no estén
planificados, e incluso las mejoras pueden incidir en la disminución de los costos de
despacho de tal forma que generen a su vez un cambio en precios del producto y condiciones
de pago, todo esto representaría un cultivo de clientes leales y posicionaría a la empresa en
un lugar influyente del mercado, destacándola de la competencia.
2.1.3. Diagrama de Causa – Efecto (Diagrama de Ishikawa).
El análisis de los problemas en los procesos productivos es de vital importancia para
conocer las causas de los mismos y una de las herramientas de Ingeniería utilizadas en este
trabajo para tal fin es el diagrama de Ishikawa o diagrama causa-efecto.

Situación actual y diagnóstico 36
Para la aplicación de esta herramienta se inició con la conformación de un equipo
multidisciplinario de trabajo el cual incluyó coordinadores, despachadores, colaboradores,
verificadores, jefe de almacén y el autor de este trabajo los cuales con el aporte de sus
observaciones y experiencias contribuyeron al desarrollo de esta técnica de trabajo sencilla
pero efectiva para la identificación de las causas del problema o efecto principal que
actualmente están afectando el área de BPT.
Debido al historial con el que se cuenta y el cual ha sido expuesto y analizado en los
puntos anteriores se partió del hecho de que el efecto o problema principal es la
improductividad en el despacho en el área de la bodega de producto terminado. Para la
identificación de las categorías dentro de las cuales están las causas del problema se inició
con el uso de las 4M (Materiales, mano de obra, métodos y maquinaria o equipos) las cuales
generalmente engloban la mayor parte de las causas de los problemas en todo proceso
productivo. Aunado a esto se decidió colocar la categoría del área Gerencial (management)
por existir elementos o factores de importancia que no entraban en las categorías anteriores.
En reuniones del equipo se realizaron tormentas de idea para identificar las causas de los
problemas en todo el área de estudio así como la aplicación de las técnicas de análisis de
problemas 5W+2H (What/Que, When/Cuando, Where/Donde, Who/Quien, Why/Porque,
How/como, HowMuch/Cuanto).En el mismo se pudo identificar y clasificar los siguientes
aspectos:
2.1.3.1.Mano de Obra.
Sobrecarga Laboral (coordinadores): .Los coordinadores realizan una alta cantidad
de trabajo diario tales como, gestionar transportes para despacho, coordinar proceso de
despacho, call center, entrega de guía, generación de rutas de transportes y hoja de control
de carga así como contabilizar entregas lo cual ocasiona errores por el exceso de trabajo,
la fatiga y falta de concentración.
Falta de compromiso (estibadores): Se detectó la falta de compromiso con el
trabajo por parte de este personal debido a que al momento de realizar la búsqueda de
algún material ha habido situaciones en que no les ha importado paralizar la actividad por
un tiempo indefinido aun cuando hay camiones esperando por ser cargados en el área de
las isla. Además al momento de realizar la actividad para la que fue contratado se nota la
apatía en la ejecución de sus funciones ya que no les importa el tiempo de carga
programado para los camiones.

Situación actual y diagnóstico 37
Ausentismo y rotación de estibadores: Debido a que actualmente estos
trabajadores son contratados por un periodo de tiempo que no excede los 3 meses en
jornadas de 8 horas y sin días libres durante el mismo, el ausentismo laboral se ha vuelto
muy recurrente en esta clasificación en mayor medida los fines de semana lo que ha
causado falta de personal para la carga de camiones y retrasos en las entregas de los
productos. Se ha notado por entrevistas con el trabajador que hay momentos en que el
mismo se siente cansado y decide arbitrariamente no asistir al área de trabajo sin importar
los costos que esto le pueda estar ocasionando a este o a la empresa.
Falta de liderazgo (Coordinadores y Despachadores): Se ha detectado la falta de
cumplimiento de órdenes de manera correcta y oportuna por parte del personal estibador,
lo cual refleja la falta de liderazgo por parte del personal encargado de la supervisión y
dirección de las actividades (Coordinadores y Despachadores).
2.1.3.2.Maquinarias o Equipos.
Información desactualizada de SAP (cubicaje incorrecto de camiones): Otra
situación que se ha observado es el hecho de que al momento de recibir los camiones (los
cuales son contratados por la empresa) las medidas de estos no corresponden con las
especificadas por el proveedor del mismo y que han sido plasmadas en el programa SAP.
Esto ocasiona que al momento de realizar el embarque el espacio del transporte sea
insuficiente lo que trae como consecuencia que el despacho no se realice completo.
Falta de tecnología (hand-held): Al momento de recibir los pallets del área de
producción el Verificador revisa de forma manual el código del producto (el cual cuenta
con un código de barras) y lo coloca en un formato de papel que luego debería ser cargado
al sistema de inventario de producto terminado de la empresa. Este estudio determinó que
no se está llevando a cabo totalmente de manera oportuna el registro en el sistema SAP
de los productos recibidos en la BPT porque los mismos no son cargados a tiempo debido
a la acumulación de trabajos, lo que ocasiona en gran medida la falta de conocimiento de
lo que se tiene en inventario. Este trabajador no cuenta con un lector de códigos de barra
enlazado con el SAP de la empresa lo que automáticamente llevaría un control y
monitoreo en tiempo real de lo que se tiene en el almacén de producto terminado.
2.1.3.3.Materiales.
Mal estado de cartones: En el área de BPT se verifican e inspeccionan los productos
que ingresan pero una vez colocados en stock y despachados al cliente final no se chequea

Situación actual y diagnóstico 38
nuevamente que los mismos se encuentren en buen estado. Se determinó que hay pallets
con productos dañados por mal almacenamiento o mal manejo del mismo al momento de
guardarlos o cargar los camiones. Esto se debe a que no hay un buen seguimiento y
control del estado de los productos terminados desde que son almacenados hasta que son
despachados al cliente por parte del personal encargado de estas actividades.
Excedentes y faltantes de cartones: En la actualidad hay clientes que están
recibiendo productos con excedentes o faltantes de cantidades lo cual ha generado
reclamos por parte de los mismos. Esto se debe a que al momento de la entrega al cliente
no hay un control por parte de los despachadores que le permita entregar de forma
correcta lo que dice la hoja de despacho así como no existe por parte del transportista el
compromiso del chequeo de los productos que está recibiendo.
Falta de materiales en piso para despacho: Existen momentos en que no se cuenta
con material en el área de picking para ser despachado cuando hay camiones esperando
por ser cargados en las islas. Esto se debe a que al momento de ir los operarios de
montacargas a buscar los productos los mismos no son ubicados a tiempo por falta de
identificación y clasificación en los racks de almacenamiento. Dicha situación también
está generando demoras al momento de despachar los productos.
2.1.3.4. Métodos de Trabajo.
Desactualización de procedimientos de trabajo: La empresa aun cuando cuenta
con procedimientos de trabajo los mismos no han sido actualizados y revisados para
adaptarlos a las nuevas exigencias del proceso, por esta razón es que actualmente se está
teniendo toda una serie de problemas que aunque han sido detectados, los mismos no han
sido corregidos y plasmados en protocolos (paso a paso) a seguir por parte de todos los
involucrados. La falta de estas actualizaciones por parte de la empresa ha obligado a los
trabajadores a afrontar estas situaciones cambiantes de forma empírica y personal lo que
ha ocasionado errores, falta de comunicación, dualidad en los procesos, demoras y
reclamos por parte de los clientes.
Demora en los procesos de despacho: El proceso de verificación y despacho
actualmente se está haciendo de una forma muy larga con exceso de actividades en
algunos de los involucrados. Como se puede observar, ver Figura N° 12, el coordinador
realiza trabajos que pueden ser simplificados o realizados por otro de los involucrados,
disminuyendo de esta forma los tiempos en este proceso.

Situación actual y diagnóstico 39
2.1.3.5.Management.
Falta de camiones fines de semana: La empresa actualmente está produciendo
según lo planificado de acuerdo a los pedidos programados con los clientes, esto implica
que las cantidades de productos que ingresan a la BPT y los que deben ser despachados
son los mismos los siete días de la semana. Durante el fin de semana la cantidad de
camiones contratados para despacho disminuye en un 35% lo cual impacta directamente
en la programación de entrega de los productos terminados al cliente. Esto trae como
consecuencia que durante el fin de semana se despachen solo 180 Ton de producto en
comparación con las 450 Ton de lunes a viernes.
Mediante el desglose de las causas principales, la identificación y análisis de las sub-
causas de los problemas se procede a realizar el diagrama Causa-Efecto o de Ishikawa, ver
figura N° 14, el cual permite analizar la situación de manera esquemática lo que ayudará a
solucionar o eliminar los problemas que actualmente no permiten tener una mejor
productividad en el área de BPT.
Figura 84. Diagrama Causa Efecto. Información tomada de datos referenciales obtenidos de la empresa.
Elaborado por Castro Zambrano Eder Andrés.
2.1.4. Análisis de recorrido en el área de planta.
La optimización en los procesos productivos depende en gran medida de la eliminación
de actividades, operaciones o recorridos innecesarios que conllevan a un mayor tiempo en
el flujo de las operaciones de una empresa. Para este trabajo de investigación se realizó un
análisis de recorrido de los montacargas dispuestos en el área de BPT para el manejo de los
productos terminados desde el momento que ingresan al almacén hasta que son despachados
al cliente en las islas de embarque.

Situación actual y diagnóstico 40
Figura 15. Diagrama de Recorrido en el área de la Planta. Información tomada de datos referenciales
obtenidos de la empresa. Elaborado por Castro Zambrano Eder Andrés.
En el análisis del recorrido, ver figura N° 15, se puede observar como los montacargas
realiza movimientos muy largos (al momento de llevar o buscar los productos en el área de
almacenamiento). Esto se debe a que actualmente solo se están utilizando los 6 muelles de
embarque del área adyacente a la entrada de productos y los mismos están almacenados en
algunos casos al extremo contrario de la bodega. Es de hacer notar que esta instalación
cuenta con otros muelles de embarque al otro extremo pero estos no están siendo utilizados.
Como se sabe en el área de BPT se cuenta con 6 montacargas trabajando y utilizando las
mismas rutas al mismo tiempo, esto causa un embotellamiento al momento de estar todos
en la zona de almacenamiento. Como se puede ver estos recorridos largos son el resultado
de la no utilización de los otros muelles y la mala distribución de los productos, lo cual está
causando los siguientes problemas:
Demoras al momento de realizar los embarques de los camiones ya que cuando los
productos se encuentran al otro extremo del almacén los tiempos de esta operación
se incrementan.
Concentración de la gran parte de los recursos hacia una sola área de la bodega. Lo
que disminuye la efectividad y aumenta el riesgo de accidentes por la aglomeración
de equipos en un solo espacio.
Mayores costos por combustible para los montacargas, ya que los mismos deben
recorrer largas distancias diariamente.
Mayor estrés y agotamiento físico en los montacarguistas, debido al incremento en
el tiempo de operación durante la jornada diaria.
Mayor riesgo de daño de los productos en la parte interna de la bodega, debido a que
el tiempo de manipulación con los montacargas aumenta.
El hecho de que los montacargas deban recorrer largas distancias para buscar o
almacenar los productos hace imposible el monitoreo constante y oportuno de estos

Situación actual y diagnóstico 41
por parte del despachador, lo que origina deficiencia en la supervisión de estas
actividades dentro del almacén.
2.1.5. Análisis de tiempo y movimiento.
Otra de las herramientas utilizadas en este trabajo para conocer la situación actual de la
empresa fue un estudio de tiempo en el área de despacho y un estudio de movimiento en la
coordinación de despacho.
Para realizar el estudio de tiempos, como primer paso se determinaron las actividades que
conforman el proceso, luego se seleccionaron los equipos sujetos a medición, entiéndase
despachador, estibador, montacarguista y el montacargas a utilizar, se establecieron 3
equipos denominados Cliente 1, Cliente 2 y Cliente 3. Los tiempos fueron registrados en la
respectiva hoja de tiempo.
Figura 96. Macro proceso de despacho. Información tomada de datos referenciales obtenidos de la empresa.
Elaborado por Castro Zambrano Eder Andrés.
Tabla 3. Medicion de tiempo: Despacho de materiales Cliente 3 en camion (5000 cartones).
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.

Situación actual y diagnóstico 42
Tabla 4. Medición de tiempo: Despacho de materiales Cliente 3 a camión (1300 cartones).
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Tabla 5. Medición de tiempo: Despacho de materiales Cliente 3 en camión (6000 cartones).
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.

Situación actual y diagnóstico 43
Tabla 6. Medición de tiempo: Despacho en contenedor.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Observación: Tiempo muerto de los operadores de montacargas por espera de orden para
proceder con el despacho.
Tabla 7. Medición de tiempo: Despacho de materiales Cliente 1 en camión (3000
cartones).
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.

Situación actual y diagnóstico 44
Tabla 8. Medición de tiempo: Despacho de materiales Cliente 2 en camión (5000
cartones).
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Tabla 9. Medición de tiempo: Despacho de materiales cliente 2 en contenedor.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Observación: Chofer limpia contenedor en el muelle. La capacidad del contenedor se
realizó de forma empírica (no se midió). Se empieza a estibar cuando el montacargas ingreso
7 pallets (se perdió 18:24 min).

Situación actual y diagnóstico 45
Para el estudio de movimientos se seleccionó el área de coordinación de despacho, en la
que se observa que una de las actividades más recurrentes del coordinador de despacho es
la de entregar hoja de ruta y guía al despachador para poder iniciar despacho y
contabilización de productos, notándose que la distancia del puesto de trabajo del
coordinador con respecto al despachador era alejada, por lo que se requiere mayor esfuerzo
e inversión de tiempo.
Este estudio se basó en la aplicación de Modapts por lo que para el cargo de Coordinador
de Despacho se consideraron:
1) Identificación de las actividades
2) Selección de la actividad a mejorar
3) Descomposición de la actividad seleccionada en acciones
4) Medición
1.- Identificación de las actividades:
1) Realizar hoja de ruta y guía
a) Digitar.
b) Imprimir.
c) Entregar documento al despachador
d) Coordinar con las áreas requerimientos del pedido ingresado: SAC, comercial,
otros.
2) Atender correos y llamadas para despachos urgentes
3) Autorizar el ingreso de choferes por aplicación de lector de huella
4) Participación en reuniones
2.- Selección de actividad a mejorar: Se seleccionaron como actividades del estudio las
de imprimir y entregarle documento al despachador, correspondientes a la elaboración de la
hoja de ruta y guía.
3.- Descomposición de la actividad seleccionada en acciones:
Descomposición de actividad realizar hoja de ruta y guía: Imprimir, verificar y entregar
documentos:
1) Levantarse
2) Caminar 2 pasos, sin carga
3) Agarrar documento impreso
4) Caminar 2 pasos, sin carga
5) Agarrar grapadora

Situación actual y diagnóstico 46
6) Grapar documentos
7) Caminar 7 pasos, con carga LX1
8) Abrir puerta de oficina
9) Caminar 132 pasos, con carga LX1
10) Entregar hoja a despachador
11) Caminar 132 pasos, sin carga
12) Abrir puerta de oficina
13) Caminar 7 pasos, sin carga
14) Sentarse
4.- Medición: Situación actual, ver la tabla N° 10.
Tabla 10. Medición de movimientos.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
2.2.Presentación de resultados y diagnóstico
Después del análisis de los datos obtenidos de la aplicación de los diferentes métodos se
obtuvo como resultados los siguientes aspectos:
El despacho del producto terminado es deficiente, no es entregado a tiempo.
No hay un control correcto de la carga a despachar. Falta de inspección y
verificación de los materiales a cargar para asegurar que la cantidad de ítems sea la
correcta, el material este limpio y el palletizado sea el correcto
La gestión de los reclamos es tardía.
ModTiempo
(Seg.)
1) Levantarse S30 30
2) Caminar 2 pasos, sin carga W5 - LX1 2 10
3) Agarrar documento impreso A1 1
4) Caminar 2 pasos sin carga W5 - LX1 2 10
5) Agarrar grapadora A3 3
6) Grapar documentos A2 2
7) Caminar 7 pasos con carga LX1 W5 - LX1 7 35
8) Abrir puertas de oficina C4 M5 9
9) Caminar 132 pasos, con carga LX1 W5 - LX1 132 660
10) Entregar hoja a despachador M3 A1 4
11) Caminar 132 pasos, sin carga W5 - LX1 132 660
12) Abrir puerta de oficina M5 5
13) Caminar 7 pasos, sin carga W5 - LX1 7 35
14) Sentarse S30 30
Total 1494 193
Descomposición de actividad realizar hoja de ruta y
guia: Imprimir, verificar documentos y entregar
documentos
Simbología
Descripción
#
Pasos
Sin Mejora

Situación actual y diagnóstico 47
La actual distribución de la planta y la no utilización del resto de los muelles de
despacho está impactando seriamente en los tiempos de embarque de los productos.
La organización de los productos en el área de BPT carece de un buen sistema de
control, orden y seguimiento de inventario, lo que causa pérdidas de tiempo al
momento de ubicar los mismos para el despacho.
El área de la BPT carece de tecnología para automatizar y agilizar los procesos de
recepción de productos, lo cual actualmente causa pérdidas de tiempo.
No se cuenta con una buena programación de los despachos para los fines de semana,
que permita coordinar las cantidades a entregar con el número de vehículos
necesarios para la movilización de los productos al cliente en esos días.
Existen varios problemas con el personal encargado de esta bodega, como lo es la
falta de compromiso, ausentismo laboral, sobrecarga de trabajo asignado en algunos
casos, falta de comunicación así como horarios de trabajo muy agotadores y
exigentes.
Existen procedimientos y métodos de trabajo no actualizados con las exigencias de
mejoras que demanda el sistema, producto de la dinámica y competitividad que rigen
en el mercado en el presente.
Todo lo antes descrito está impactando de forma negativa el desempeño económico de
la empresa debido a que actualmente se están perdiendo clientes importantes y
oportunidades de negocio que está captando la competencia producto del mal manejo de las
actividades de despacho. Esto a su vez pone en riesgo la permanencia de la planta en el
tiempo, por lo que se hace necesario realizar una serie de mejoras y correcciones en todos
los puntos débiles detectados para encausar por el camino de la productividad los procesos
inherentes a la recepción, almacenamiento y despacho de producto terminado en el área de
la BPT.
2.3.Análisis de Costos
El análisis de la situación actual representa el punto de partida en la búsqueda de
soluciones a los problemas que actualmente presenta la empresa. Por lo tanto de allí que se
hace necesario estudiar los costos asociados a la improductividad que se generan por el mal
manejo de los recursos, en este caso humano y equipos. En este estudio se procedió a
determinar los gastos que se generan en primer lugar por el alquiler de montacargas, ver
Tabla N° 11 y por el consumo de combustible, el cual es suministrado por la empresa, ver

Situación actual y diagnóstico 48
Tabla N° 12.Es importante acotar que estos equipos cuentan con un instrumento de medición
y registro de horas trabajadas (horometro) a través del cual se rige el pago de los mismos.
Tabla 11. Costo por alquiler de montacargas.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Tabla 12. Costo del combustible (gas) de los montacargas.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Al analizar los costos por alquiler de los montacargas y debido a que los mismos cuentan
con un instrumento de medición, el cual registra las horas que este está operativo y existe
un costo de alquiler por tiempo de uso, se puede ver que se tienen 6 montacargas que están
recorriendo el área de almacén 22 horas diarias y un séptimo montacargas (back up) lo hace
durante 10.5 horas en apoyo al resto de los equipos a un costo cada uno de $ 3.85 por hora.
La inadecuada distribución de la planta hace que los recorridos realizados por los
montacargas sean extensos, incrementando las horas de uso y también la cantidad de
combustible requerido por los mismos para su operatividad por lo que se puede ver como el
DETALLE DIARIA MENSUAL DIARIO ($) MENSUAL
Montacarga 1 22,00 660,00 3,85$ 2.541,00$
Montacarga 2 22,00 660,00 3,85$ 2.541,00$
Montacarga 3 22,00 660,00 3,85$ 2.541,00$
Montacarga 4 22,00 660,00 3,85$ 2.541,00$
Montacarga 5 22,00 660,00 3,85$ 2.541,00$
Montacarga 6 22,00 660,00 3,85$ 2.541,00$
Montacarga 7 10,50 315,00 3,85$ 1.212,75$
TOTAL 142,50 4275,00 26,95$ 16.458,75$
HORAS TRABAJADAS COSTO ALQUILER ($)
DETALLE DIARIA MENSUAL DIARIO ($) MENSUAL
Montacarga 1 3 90,00 19,92$ 1.792,80$
Montacarga 2 3 90,00 19,92$ 1.792,80$
Montacarga 3 3 90,00 19,92$ 1.792,80$
Montacarga 4 3 90,00 19,92$ 1.792,80$
Montacarga 5 3 90,00 19,92$ 1.792,80$
Montacarga 6 3 90,00 19,92$ 1.792,80$
Montacarga 7 2 60,00 19,92$ 1.195,20$
TOTAL 20,00 600,00 139,44$ 11.952,00$
BOMBONAS DE GAS
UTILIZADAS (UND)COSTO COMBUSTIBLE ($)

Situación actual y diagnóstico 49
costo mensual de alquiler actualmente es de $16.458,75 y el de consumo de combustible es
de $ 11.952,00 para un total mensual de $ 28.410,75 por concepto de uso de montacargas.
De lograrse una mejor distribución del área de la bodega de producto terminado se
disminuiría la distancia de los recorridos y se obtendría un ahorro considerable en cuanto a
alquiler de estos equipos, ya que los mismos despacharán los productos en un menor tiempo
y tendrán menos horas de uso, lo cual también se traduce en una disminución del consumo
de combustible de los montacargas.
Por otra parte como se evidenció en los análisis anteriores, la baja productividad ha hecho
que se deje de despachar productos que ya fueron pedidos por los clientes lo que a su vez
está generando pérdidas a la empresa al no poder cumplir con los despachos programados,
ver Tabla N° 13.
Tabla 13. Toneladas de producto no despachadas.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
En el Tabla anterior se evidencia la cantidad de producto no despachada por la empresa
debido a una deficiente productividad lo que trae como consecuencia del incumplimiento
sostenido con los despachos planificados. Los primeros seis meses del 2017 se nota un
esfuerzo por disminuir la cantidad de producto no despachado, sin embargo se inició
nuevamente un aumento en el incumplimiento, alcanzando un máximo en el mes de enero
2018, representando esto un valor perdido de relevancia. Por todo lo anterior se hace
imperativo disminuir esos costos que están ocasionando pérdidas financieras a la empresa,
MESESTN
PLANIFICADAS
TN
DESPACHADAS
KG NO
DESPACHADOS
ENERO 8846 7819 1027
FEBRERO 10700 9857 843
MARZO 12718 11906 812
ABRIL 12211 11400 811
MAYO 11024 10314 710
JUNIO 12192 11433 759
JULIO 10695 9811 884
AGOSTO 11600 10822 778
SEPTIEMBRE 10800 10038 762
OCTUBRE 11043 10119 924
NOVIEMBRE 10115 9532 583
DICIEMBRE 10481 9621 860
9754
ENERO 13995 11901 2094
FEBRERO 12628 11028 1600
TOTAL AÑO 2017
2018
2017

Situación actual y diagnóstico 50
a través de mejoras al proceso que permitan minimizar la brecha existente entre la cantidad
de producto planificado para su despacho y la cantidad realmente despachada, ver Figura N°
17.
Figura 10.Cantidades de producto planificado vs despachado.Información tomada de datos referenciales de
la empresa. Elaborado por Castro Zambrano Eder Andrés.
El compendio de los costos generados por el alquiler de los montacargas, el combustible
de los mismos y el valor que representa el producto no despachado, se analiza como un
costo total asociado de manera directa a la improductividad por lo que hay que canalizar
esfuerzos en reducirlo al máximo.
Como se acotó anteriormente actualmente en el área de la bodega de producto terminado
se está laborando en un horario de 8 horas/día de lunes a domingo y actualmente la empresa
está pagando al personal de acuerdo a lo estipulado en el punto 4 del artículo 55 del código
de trabajo del Ecuador donde dice “El trabajo que se ejecutare el sábado o el domingo deberá
ser pagado con el ciento por ciento del recargo”. Por otra parte también se realizan los
aportes por trabajador al IESS y el pago del décimo tercer y décimo cuarto sueldo como se
ve en el Tabla N° 14, teniendo un gasto mensual por este concepto de $ 46857.22.
Tabla 14. Costo mensual actual por pago de salarios al personal de BPT.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
CLASIFICACION CANTIDAD
SUELDO
BASE
MENSUAL
($/MES)
COSTO
MENSUAL POR
SOBRETIEMPO
FINES DE
SEMANA
($/MES)
APORTE
MENSUAL AL
IESS($/MES)
COSTO MENSUAL
POR PAGO DE
DECIMO TERCER
SUELDO($/MES)
SALARIO
MENSUAL POR
CLASIFICACION
($/MES)
COSTO TOTAL
MENSUAL
($/MES)
VERIFICADOR 3 450 240,00 76,94 57,50 824,44 2473,31
DESPACHADOR 6 500 266,67 85,48 63,89 916,04 5496,23
MONTACARGUISTA 12 450 240,00 76,94 57,50 824,44 9893,22
ESTIBADOR 41 386 205,87 65,99 49,32 707,18 28994,46
46857,22TOTAL

Capitulo III
Propuesta, conclusiones y recomendaciones
Como se mostró en el capítulo anterior en el área de Bodega de producto terminado
actualmente se cuenta con una serie de problemas que causan una baja productividad en la
empresa. En este capítulo se estarán describiendo las propuestas de mejora para los procesos
productivos de esta área con el fin de eliminar las causas de los retrasos en la entrega de
producto terminado.
3.1.Propuesta de nueva distribución de planta aplicando las 5S y nuevo recorrido de
montacargas
La distribución actual de la BPT de esta cartonera como se pudo notar en el análisis
anterior no es la más adecuada y está causando serios problemas en el tiempo de despacho
de los productos. En este trabajo se propone en primer lugar aplicar la técnica de las 5S para
limpiar, ordenar y eliminar los residuos no utilizados y que actualmente continúan
almacenados junto con el material a despachar. También como se pudo determinar es
necesario la puesta en servicio de los otros muelles que actualmente están cerrados. Esto se
realizaría sin ningún costo adicional y traería beneficios en la disminución de los tiempos de
despacho.
La utilización del recurso para realizar este trabajo será a través de la creación de un turno
extra para el personal que este libre, este tendrá una duración de 6 días en jornadas diarias
de trabajo de 7:00 am a 7:00 pm. Por recomendación de la gerencia se utilizará el
montacargas del departamento de producción para no impactar las labores de despacho en
ningún momento. El recurso a utilizar será detallado de forma específica para poder evaluar
y analizar los costos y el tiempo invertido, ver Tabla N° 15.
Tabla 15. Costo por recurso utilizado para realizar limpieza, nueva identificación y
distribución en la BPT.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
RECURSO CANTIDAD HORAS
DIARIAS
TOTAL DE
DIAS
HORAS
UTILIZADAS
SALARIO
BASE
MENSUAL
COSTO POR
HORA
COSTO POR
SOBRETIEMPO
COSTO
TOTAL
COORDINADOR 1 8 6 48 800,00$ 4,12$ -$ 197,76$
DESPACHADOR 1 11 6 66 500,00$ 3,83$ 9,38$ 262,16$
ESTIBADOR 2 22 6 132 386,00$ 2,98$ 7,24$ 400,60$
MONTACARGUISTA 1 11 6 66 450,00$ 3,46$ 8,44$ 236,80$
MONTACARGAS 1 11 6,00 66 -$ 3,82$ -$ 252,12$
TOTAL 1349,44

Propuesta, conclusiones y recomendaciones 52
Como se puede notar el costo total en mano de obra (incluyendo los beneficios de ley) y
montacargas por organizar el área de la BPT es de $ 1349.44 lo cual es una cantidad
aceptable comparado con los beneficios que se van a obtener con el aumento de la
productividad. Para esto se utilizó un recargo del 25% en las horas de sobretiempo y un
11,15% de aporte al IESS, también se calculó el décimo tercer y cuarto sueldo, esto incluye
las siguientes actividades:
Limpieza de toda el área de la Bodega de producto terminado. Lo que permite mejorar
el ambiente de trabajo y elimina elementos que pueden estar generando condiciones
inseguras, las cuales pueden causar accidentes o eventos no deseados.
Clasificación de material de desecho (sobrante, rechazado o dañado) que está
almacenado junto con los productos a despachar. Los mismos se movilizan al área de
la trituradora para ser reciclados y reutilizados como materia prima en el proceso de
producción nuevamente. Esto permite eliminar del área de trabajo todo lo que sea
inútil y por ende innecesario de mantener en este lugar.
Se realiza el orden de los productos por área o clientes con el fin de organizar el
mismo y hacerlo más eficiente para el desenvolvimiento de las tareas diarias. Se
determinó que el área para los clientes 1 y 2 se llamaría zona industrial por ser esta la
actividad prominente en el mayor número de clientes. Para los clientes 3 se denominó
Zona de Banano por ser este el proceso productivo más común de este grupo. La zona
de banano estará adyacente al área de muelles ya operativos y los productos de la zona
industrial estarán cerca de los muelles a ser puestos en servicio nuevamente. Ver
Figura N° 18.
Identificación de las zonas de almacenamiento mediante el uso de recuadros pintados
en el piso o a través de la colocación de carteles de señalización en los racks de ambas
áreas. Esto permite que al momento de colocar o sacar los productos en las áreas de
almacenamiento los mismos se logren identificar y ordenar de una forma clara,
correcta y rápida, trayendo consigo una disminución considerable en los tiempos de
despacho. Es de hacer notar que para el proceso de identificación de los racks se utilizó
el recurso propio del departamento de diseño y los identificadores fueron impresos en
la empresa utilizando material de reciclaje, lo cual redujo el costo de esta actividad a
un mínimo despreciable por lo que no se coloca en este estudio.

Propuesta, conclusiones y recomendaciones 53
Figura 18. Nueva distribución de planta y recorrido de montacargas propuesto. Información tomada de datos
referenciales de la empresa. Elaborado por Castro Zambrano Eder Andrés.
Adicional a lo anteriormente descrito se deben plasmar en los procedimientos de trabajo,
como se deben realizar las actividades con esta nueva organización en esta área para
estandarizar las actividades y de esta manera evitar caer en el viejo método de trabajo
causante de suciedad y desorden. La gerencia y todo el equipo de trabajo adquieren el
compromiso de seguir mejorando en estas áreas, manteniendo la disciplina en la
organización de los procesos
Como se puede notar en el recorrido de los montacargas. Ahora con la nueva distribución
y la puesta en servicio de los muelles posteriores para los productos de la zona industrial
solo van a estar asignados a un área en específico para de esta manera disminuir las
distancias y los tiempos de despacho, así como disminuir el recorrido de los montacargas
en los muelles delanteros.
En este trabajo se propone dejar 2 montacargas en la zona de clientes 3, los cuales estarán
distribuidos de la siguiente manera: Uno estará solo entre el área de picking y muelles
delanteros teniendo este el mínimo recorrido al momento de cargar los camiones. El segundo
montacargas se movilizará entre la zona de muelle, picking y almacén central.
En la zona industrial se mantendrán 2 montacargas los cuales realizarán el recorrido desde
el almacén de producto industrial hacia la zona de muelles posteriores. El quinto y sexto
montacargas se encargarán de movilizar los productos desde la recepción hacia el área de
bodega que correspondan.

Propuesta, conclusiones y recomendaciones 54
Tabla 16. Mejora en recorrido de Montacargas.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Con la propuesta planteada se reducirá el recorrido de los montacargas, ver Tabla N° 16;
incluyendo la ida y vuelta del montacargas, esto significa una reducción promedio del 36%
en el recorrido así como disminución en el total de horas trabajadas por día de 22 h-
maquina/día a 16 h-maquina/día, al mismo tiempo que se deja de usar el montacargas de
backup para el arreglo de pallets, nótese que esta actividad la asumen los montacargas 1 y
2. Además se aumenta la capacidad de despacho por el incremento de camiones ingresados,
con esto se incrementa la eficiencia en el uso del montacargas, la rapidez en el
abastecimiento de material en los muelles, el cargue y despacho de manera eficiente; y la
entrega de materiales en la hora pactada con el cliente.
Los costos por el uso de montacargas con la nueva distribución de planta propuesta
representan un ahorro considerable para la empresa como se puede notar más abajo, ver
Tablas N° 17 y N° 18. Por el alquiler de los montacargas se tendría un costo mensual de
mensual de $ 11757.90 y por la disminución en el consumo de combustible $ 7788.72, todo
esto daría un total al mes de $ 19546.62 lo que representa un ahorro de $ 8864.13 (ya que
actualmente es de 28410.75) por el solo hecho de disminuir los recorridos en la planta en un
36%. Con este total se puede ver que en el primer mes se estaría cubriendo los gastos por la
nueva distribución de la planta que fueron de $ 891.27.
DetalleRecorrido actual
(mtrs)
Horas
trabajadas
(actual)
Recorrido
propuesta
(mtrs)
% de
reduccion del
recorrido
Horas
trabajadas
(propuesta)
Arreglo de
pallets
Total horas
trabajadas
Montacargas 1 100 22 40 60% 8,8 5,25 14,05
Montacargas 2 100 22 40 60% 8,8 5,25 14,05
Montacargas 3 100 22 35 65% 7,7 0 7,7
Montacargas 4 100 22 70 30% 15,4 0 15,4
Montacarga 5 100 22 100 0% 22 0 22
Montacarga 6 100 22 100 0% 22 0 22
36% - - 16
RECORRIDO DE MONTACARGAS (PROPUESTA)
Cliente 1 Y 2
Cliente 3
Recepción
PROMEDIO
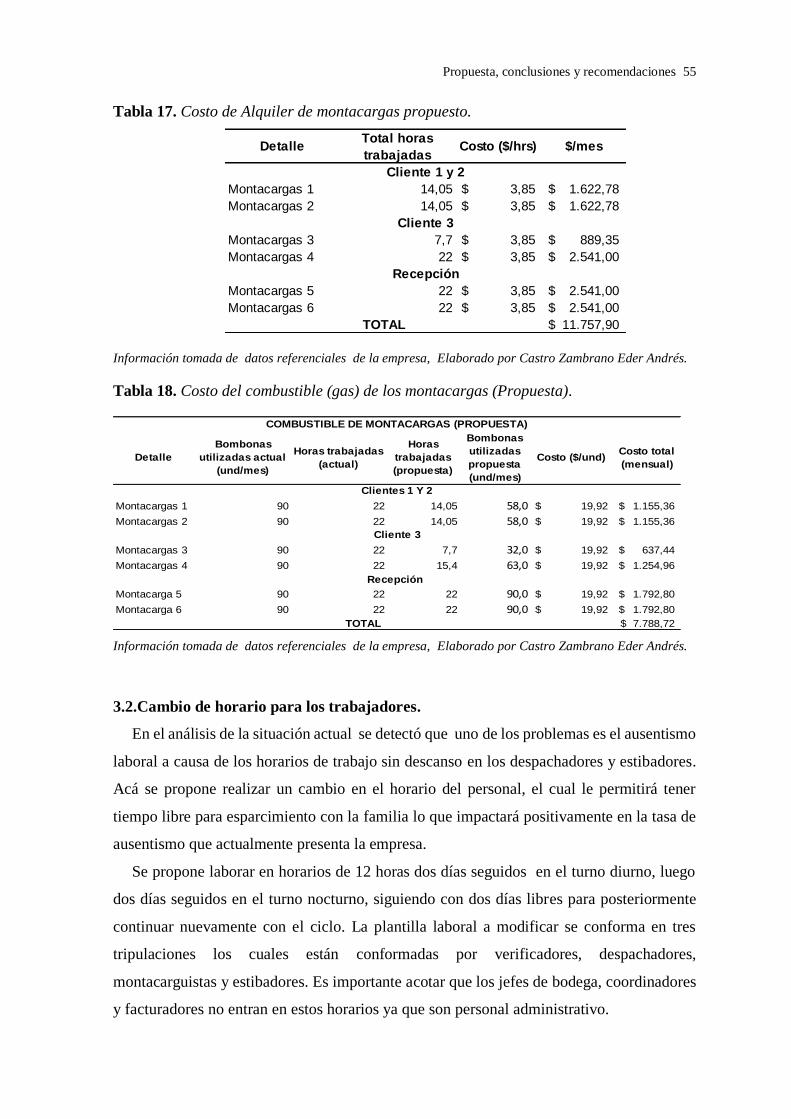
Propuesta, conclusiones y recomendaciones 55
Tabla 17. Costo de Alquiler de montacargas propuesto.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Tabla 18. Costo del combustible (gas) de los montacargas (Propuesta).
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
3.2.Cambio de horario para los trabajadores.
En el análisis de la situación actual se detectó que uno de los problemas es el ausentismo
laboral a causa de los horarios de trabajo sin descanso en los despachadores y estibadores.
Acá se propone realizar un cambio en el horario del personal, el cual le permitirá tener
tiempo libre para esparcimiento con la familia lo que impactará positivamente en la tasa de
ausentismo que actualmente presenta la empresa.
Se propone laborar en horarios de 12 horas dos días seguidos en el turno diurno, luego
dos días seguidos en el turno nocturno, siguiendo con dos días libres para posteriormente
continuar nuevamente con el ciclo. La plantilla laboral a modificar se conforma en tres
tripulaciones los cuales están conformadas por verificadores, despachadores,
montacarguistas y estibadores. Es importante acotar que los jefes de bodega, coordinadores
y facturadores no entran en estos horarios ya que son personal administrativo.
DetalleTotal horas
trabajadasCosto ($/hrs) $/mes
Montacargas 1 14,05 3,85$ 1.622,78$
Montacargas 2 14,05 3,85$ 1.622,78$
Montacargas 3 7,7 3,85$ 889,35$
Montacargas 4 22 3,85$ 2.541,00$
Montacargas 5 22 3,85$ 2.541,00$
Montacargas 6 22 3,85$ 2.541,00$
11.757,90$
Cliente 3
Recepción
TOTAL
Cliente 1 y 2
Detalle
Bombonas
utilizadas actual
(und/mes)
Horas trabajadas
(actual)
Horas
trabajadas
(propuesta)
Bombonas
utilizadas
propuesta
(und/mes)
Costo ($/und)Costo total
(mensual)
Montacargas 1 90 22 14,05 58,0 19,92$ 1.155,36$
Montacargas 2 90 22 14,05 58,0 19,92$ 1.155,36$
Montacargas 3 90 22 7,7 32,0 19,92$ 637,44$
Montacargas 4 90 22 15,4 63,0 19,92$ 1.254,96$
Montacarga 5 90 22 22 90,0 19,92$ 1.792,80$
Montacarga 6 90 22 22 90,0 19,92$ 1.792,80$
7.788,72$
COMBUSTIBLE DE MONTACARGAS (PROPUESTA)
Clientes 1 Y 2
Cliente 3
Recepción
TOTAL

Propuesta, conclusiones y recomendaciones 56
Como se puede ver en el Tabla N° 19 en donde se detalla el horario de trabajo para la
tripulación # 1. En este se detallan los días libres así como los laborados en los turnos diurno
y nocturno.
Tabla 19 Horario de trabajo en la bpt, tripulacion 1 (propuesta).
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Este personal laborará durante el mes en rotación con las tripulaciones # 2 y # 3. Ver
Tablas N° 20 y N° 21.Estos horarios de trabajo fueron discutidos y aprobados por la
gerencia así como con personal supervisor e involucrado y los mismos llegaron a un acuerdo
de implementarlo para eliminar lo más pronto posible el ausentismo laboral que está
afectando la productividad en la empresa. Con la puesta en marcha de esta mejora se espera
una reducción del ausentismo en el primer mes del 57% con tendencia al alza con el pasar
del tiempo ya que el personal contará con suficiente tiempo libre durante las semanas lo cual
le permitirá descansar, realizar trámites administrativos o tareas propias del hogar en
horarios de oficina así como compartir con su familia. Otro aspecto positivo que se obtiene
es la disminución de los errores a causa del estrés laboral por falta de descansos.
J V S D L M Mi J V S D L M Mi J V S D L M Mi J V S D L M Mi J V
Cargo 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 301 Verificador L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N2 Despachador Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N3 Mont. Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N4 Mont. Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N5 Estibador Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N6 Estibador Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N7 Estibador Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N8 Estibador Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N9 Estibador Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N10 Estibador Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N11 Estibador Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N12 Estibador Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N13 Estibador Banano L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N14 Despachador Industrial L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N15 Mont. Industrial L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N16 Mont. Industrial L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N17 Estibador Industrial L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N18 Estibador Industrial L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N19 Estibador Industrial L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N20 Estibador Industrial L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N21 Estibador Industrial L L D D N N L L D D N N L L D D N N L L D D N N L L D D N N
Tripulacion 1
D DIA N NOCHE L LIBRE
NOMENCLATURA

Propuesta, conclusiones y recomendaciones 57
Tabla 20. Horario de trabajo en la BPT, tripulación 2 (propuesta).
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Tabla 21. Horario de trabajo en la BPT, tripulación 3 (propuesta).
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
J V S D L M Mi J V S D L M Mi J V S D L M Mi J V S D L M Mi J V
Cargo 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 301 Verificador D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L2 Despachador Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L3 Mont. Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L4 Mont. Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L5 Estibador Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L6 Estibador Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L7 Estibador Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L8 Estibador Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L9 Estibador Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L10 Estibador Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L11 Estibador Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L12 Estibador Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L13 Estibador Banano D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L14 Despachador Industrial D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L15 Mont. Industrial D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L16 Mont. Industrial D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L17 Estibador Industrial D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L18 Estibador Industrial D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L19 Estibador Industrial D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L20 Estibador Industrial D D N N L L D D N N L L D D N N L L D D N N L L D D N N L L
Tripulacion 2
D DIA N NOCHE L LIBRE
NOMENCLATURA
J V S D L M Mi J V S D L M Mi J V S D L M Mi J V S D L M Mi J V
Cargo 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 301 Verificador N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D2 Despachador Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D3 Mont. Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D4 Mont. Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D5 Estibador Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D6 Estibador Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D7 Estibador Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D8 Estibador Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D9 Estibador Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D10 Estibador Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D11 Estibador Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D12 Estibador Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D13 Estibador Banano N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D14 Despachador Industrial N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D15 Mont. Industrial N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D16 Mont. Industrial N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D17 Estibador Industrial N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D18 Estibador Industrial N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D19 Estibador Industrial N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D20 Estibador Industrial N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D21 Estibador Industrial N N L L D D N N L L D D N N L L D D N N L L D D N N L L D D
Tripulacion 3
D DIA N NOCHE L LIBRE
NOMENCLATURA

Propuesta, conclusiones y recomendaciones 58
Para los costos extras que representará esta propuesta de nuevo horario de trabajo se
obtuvo información y asesoría del personal de recursos humanos, administración y nómina.
En el caso del personal que laborará en horario diurno se aplicó una tasa para el cálculo del
costo de las horas de sobre tiempo del 25% y para el turno nocturno una tasa del 50%, ver
Tabla N° 22.
Tabla 22. Costo mensual por implementación de nuevo horario.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Para el cálculo de estos costos se crearon las siguientes formulas:
C: (A/240)*n*1.25*+(A/240)*n´*1.50
D: (A+C)*0.1115
E: (A+C)/12
F: A+C+D+E
Por lo que,
CTST: N*F
Donde,
CTST: Costo total por sobretiempo mensual
N: Cantidad de trabajadores por clasificación
n: Constante de 30 h/mes en el turno diurno por persona
n´: Constante de 40 h/mes en el turno nocturno por persona.
A: Sueldo base por clasificación.
B: Valor base de la Hora-hombre por clasificación.
C: Costo mensual por sobre tiempo nocturno
Nótese que cada trabajador está laborando 3 horas extras en el turno diurno por 10 días
al mes, de allí que se coloque la cantidad de 30 en la constante n. En el turno nocturno cada
uno está laborando 4 horas por diez días en el mes, por lo que n´ es 40 horas/mes.
CLASIFICACIONCANTIDAD
(N)
SUELDO
BASE
MENSUAL
($/MES) A
COSTO POR
CLASIFICACION
($/HORA) B
PAGO MENSUAL
POR
SOBRETIEMPO
($/MES) C
APORTE MENSUAL
AL IESS ($/MES)
D
COSTO MENSUAL
POR PAGO DE
DECIMO TERCER Y
CUARTO SUELDO
($/MES)
E
SALARIO
MENSUAL POR
CLASIFICACION
($/MES) F
COSTO TOTAL
CON
SOBRETIEMPO
($/MES) CTST
VERIFICADOR 3 450 3,45 182,81 50,18 84,90 756,11 2303,67
DESPACHADOR 6 500 3,83 202,80 55,75 90,73 849,28 5095,68
MONTACARGUISTA 12 450 3,45 182,81 50,18 84,90 767,89 9214,68
ESTIBADOR 41 386 2,98 156,78 43,04 77,40 663,22 27191,91
43805,94TOTAL

Propuesta, conclusiones y recomendaciones 59
El costo por laborar en el horario nuevo se ve que es de $ 43805,91 al mes lo que
representa un ahorro mensual en dinero de $ 3524,70 por concepto de pago de nómina o lo
que es lo mismo un 7.45% en esta área y además del hecho de que ya no se tendrán perdidas
de utilidad debido a la falta de personal para despachar a los clientes por el ausentismo
laboral, esto a su vez se traducirá a través de la satisfacción al cliente en el aumento de las
ganancias para la empresa. Es importante acotar que esta propuesta de nuevo horario de
trabajo cuenta con el apoyo de la gerencia y de los trabajadores por lo que de implementarse
seria por acuerdo consensuado entre todas las partes involucradas.
3.3. Propuesta para el uso de nuevas tecnologías
3.3.1. Implementación del uso de lector óptico de código de barras tipo.
El Proceso de recepción, verificación y control de inventario se pudo ver que es de manera
manual por lo que genera errores, demoras e imprecisiones en la cantidad de productos
almacenados en la bodega de producto terminado. En este trabajo de investigación se
propone el uso de un lector de código de barras ver imagen N°19 del tipo PDA (siglas en
ingles de asistente personal digital) el cual permitirá leer, registrar y enlazar de forma
automática y en tiempo real los datos de los productos ingresados al almacén de producto
terminado, así como despachados; con el resto del sistema de control de la empresa. Los
objetivos que se siguen con la implementación de esta tecnología son los siguientes:
1. Disminuir el tiempo en el despacho y los reclamos más comunes como material
incorrecto, material faltante o excedente y facturación incorrecta.
2. Ejercer mayor control en los materiales por parte del despachador para mejorar la
calidad en el despacho.
Figura 19.11.Hand-held.Información, Elaborado Murillo (2013)

Propuesta, conclusiones y recomendaciones 60
El costo de este equipo representa para la empresa una inversión inicial de 12000$ con
una vida útil de 5 años o 60 meses y un valor de recuperación de $ 3000 por lo que por lo
que el costo mensual durante este periodo será:
Depreciación: (Valor inicial-Valor de recuperación)
Vida Útil
Depreciación: ($12000-$3000)=>Depreciación: 150 $/mes
60 meses
3.3.2. Uso de lector de huellas dactilares para el registro de Camiones en recepción.
En este trabajo se propone el uso de un lector de huellas dactilares o sensor biométrico
en el área de recepción de camiones para poder registrar la llegada y características de los
vehículos en tiempo real. Previamente se deben hacer los registros de los datos biométricos
y de las empresas transportistas lo cual contempla los datos personales de los choferes así
como las características de los camiones asignados a estos. Antes de la implementación de
este sistema se debe realizar una reunión con los representantes de las empresas
transportistas en donde se expondrán las ventajas del mismo así como la necesidad de contar
con el apoyo de estos en el suministro de información para alimentar el sistema. El
procedimiento de recepción propuesto es el siguiente:
Una vez que el chofer llega al área de recepción este procede a escanear su huella
dactilar en el lector biométrico dispuesto en la entrada de la empresa.
El sistema registra los datos y le genera un número de llegada.
Al momento de registrar la huella el programa envía un mensaje al coordinador del
área de la BPT, con los datos del chofer, empresa y tipo de camión.
El coordinador verifica los datos recibidos y procede a asignar el camión a un
despacho programado.
Se asigna el muelle de carga al que debe ir el chofer y la hora aproximada de despacho.
El chofer recibe un mensaje de texto donde se le indica que su ingreso fue autorizado
y el área al que debe ir para cargar los productos.
El encargado de la seguridad de la puerta recibe la autorización para permitir el ingreso
del camión al área de los muelles de la bodega de producto terminado.
El chofer ingresa al área de despacho de producto terminado donde espera su turno
para ser cargado.

Propuesta, conclusiones y recomendaciones 61
Como se puede notar en el paso a paso anterior este método automatiza el proceso de
recepción y asignación de camiones para la BPT lo que le permite al coordinador de esta
área verificar en tiempo real con qué recursos cuenta para poder realizar los despachos
programados. Los costos por la implementación de este sistema se muestran a continuación,
ver Tabla Nº 23.
Tabla 23. Costo por implementación de sistema de sensor biométrico.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
El costo de implementación de esta tecnología puede ser recuperado por los beneficios
que este método traería en el proceso de despacho de producto terminado ya que disminuiría
los tiempos en la asignación de camiones para los despachos programados.
3.4.Contratación de flotas de transporte (camiones) para los fines de semana.
Actualmente se está presentando un problema serio con la entrega de los pedidos los fines
de semana por la falta de camiones para esos días, como se pudo ver en el análisis
desarrollado anteriormente.
Para mejorar esta situación se propone ubicar en la zona otras empresas transportistas
que cuenten con la flota de vehículos necesarios y bajo las especificaciones de diseño
(tamaño y capacidad de carga) para los despachos de los diferentes productos programados
por la empresa. El alquiler de esta flota solo seria para completar el déficit de camiones
del 58% que actualmente se tiene para los fines de semana con el beneficio de aumentar el
10% al valor del viaje en los días sábado y domingo. Actualmente el costo promedio mensual
por alquiler de transporte es de $280000,00 y en los fines de semana debido al 10% de
recargo al valor inicial se estima un costo al mes adicional por incremento de camiones de
DESCRIPCIÓN COSTO EN $ OBSERVACIÓN
Instalación de hardware y
software 8.000,00$ Costo inicial unico
Soporte técnico y
mensajeria de texto 160,00$ Costo mensual

Propuesta, conclusiones y recomendaciones 62
$ 8357,00. Es importante resaltar que para la implementación de esta propuesta es necesario
el apoyo y compromiso de la gerencia.
3.5.Mejora del proceso de despacho de producto terminado
La sobrecarga de trabajo en el personal coordinador de despacho de la BPT se pudo
observar en el capítulo anterior. En este capítulo se propone un nuevo flujograma de proceso
para esta área, ver Figura Nº 20.
Figura 120. Proceso de verificación y almacenamiento (propuesto). Información tomada de datos
referenciales de la empresa. Elaborado por Castro Zambrano Eder Andrés.
Como se puede ver las cargas de trabajo del coordinador fueron distribuidas entre el
facturador y el despachador lo cual permite disminuir las actividades realizadas por el
primero y a su vez se logra una simplificación del proceso al disminuir los pasos o
actividades de 13 a 11 con el sistema propuesto. Las ventajas que traerá esta mejora
propuesta serán:
Disminución en el tiempo del proceso de verificación de despacho.
Reducción del estrés laboral causado por exceso de trabajo en el personal coordinador.
Menor cantidad de errores y equivocaciones por parte del personal involucrado.

Propuesta, conclusiones y recomendaciones 63
Aumento de la productividad del personal al tener mayor control y seguimiento de las
actividades realizadas.
El costo por la modificación de este proceso se puede considerar despreciable. Solo se
tiene que invertir tiempo en el entrenamiento del personal en las nuevas tareas a
realizar.
Adicionalmente se propone realizar una mejora en la asignación de las funciones entre
los colaboradores. Como se puede notar, ver figura Nº 21, en la distribución de las funciones
actuales el coordinador es el que cuenta con la mayor cantidad de carga de trabajo mientras
que existen colaboradores con pocas funciones asignadas. En este trabajo se propone una
redistribución de las funciones del personal involucrado en el proceso de despacho de la
BPT, ver Figura Nº 22.
Figura 13. Proceso de despacho. Información tomada de datos referenciales de la empresa. Elaborado por
Castro Zambrano Eder Andrés.
Figura 14. Funciones de los colaboradores (propuesta). Información tomada de datos referenciales de la
empresa. Elaborado por Castro Zambrano Eder Andrés.

Propuesta, conclusiones y recomendaciones 64
En el área de recepción de productos se pudo notar en el análisis realizado en el capítulo
anterior como el proceso de recepción de productos en la bodega de producto terminado es
muy deficiente y tiene fallas en el proceso de verificación de los mismos. Por esto se hace
necesario implementar una mejora que permita tener un mejor control de calidad de los
productos que se reciben. Para ello se propone crear un check list en los marbetes de los
productos que permita al verificador del área de BPT revisar e inspeccionar todos los pallets
con productos que ingresan al almacén, ver Figura N° 23.Como se puede ver este check list
ayudará al momento de verificar las cantidades, ítems, estado del producto y palletizado
correcto del mismo, evitando las fallas que actualmente se presentan.
Figura 15. Check list en rótulos para verificar estado de los productos en la bpt. Información tomada de datos
referenciales de la empresa. Elaborado por Castro Zambrano Eder Andrés.
Otra de las mejoras que se propone en esta área de despacho es la verificación por parte
del despachador y chofer del camión a través de la implementación de un check list
adicional en los rótulos de los productos, ver Figura N° 24.Como se puede ver esto evitará
errores en códigos, cantidades y embarque de productos en mal estado o sucios. Es
importante resaltar que estas modificaciones en los marbetes no representan un costo
adicional considerable para la empresa por lo que su implementación sería de gran utilidad
al momento del mejoramiento del proceso de recepción y despacho de productos en la BPT
ayudando al aumento de la productividad y a la fidelidad de los clientes.
Figura 16. Check list de verificación por personal de bpt en los marbetes (propuesto). Información tomada de datos
referenciales de la empresa. Elaborado por Castro Zambrano Eder Andrés.

Propuesta, conclusiones y recomendaciones 65
En el área del coordinador de despacho se realizó una mejora considerable en las
actividades administrativas que allí se realizan para la entrega de la hoja de despacho
utilizando para esto la técnica de MODAPTS. Actualmente como se pudo ver en el capítulo
anterior el tiempo total de realizar estas actividades es de 193 segundos, ver Tabla N° 10
por lo que se propone colocar al coordinador y despachador uno al lado del otro para evitar
tiempos por recorridos innecesarios. El impacto en la disminución de tiempos y actividades
se puede observar claramente en el MODAPTS realizado el cual arrojó un tiempo de 2
segundos .Ver Tabla N° 24
Tabla 24. Medición de tiempo (MODAPTS) área de coordinador de despacho
(propuesto).
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
3.6. Estudio de factibilidad económica de las propuestas
Al momento de la implementación de mejoras a los procesos productivos uno de los
factores más importantes a tener en cuenta es el hecho de la factibilidad económica de las
propuestas para la empresa. De acá la necesidad de plasmar en un estudio los costos y
ganancias que tendría la empresa de implementar las mejoras propuestas en este trabajo de
investigación.
Como se puede analizar, ver Tabla N° 25, con las mejoras propuestas se tendrían unos
costos mensuales de $ 8667,00, así como unos costos fijos por inversión inicial de $
21348,43. En cuanto a los ahorros mensuales que se obtendrían se tienen un monto de $
8864,13por la disminución de gastos en el uso de montacargas y por concepto de
implantación de nuevo horario de trabajo de $ 3524,70, dando un total en ahorros mensuales
de $ 12388,83.
ModTiempo
(Seg)
1) Extender brazo, sin carga M5 5
2) Agarrar documento impreso A1 1
3) Agarrar grapadora A3 3
4) Grapar documentos A2 2
5) Entregar hoja a despachador A1 1
Total 15 2
Con MejoraDescomposición de actividad
realizar hoja de ruta y guia:
Imprimir, verificar documentos y
entregar documentos
Simbología
Descripción
#
Pasos

Propuesta, conclusiones y recomendaciones 66
Tabla 25. Costos fijos, mensuales y ahorro por mejoras propuestas.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
La empresa al poner en práctica estas mejoras estaría reduciendo la baja productividad
que actualmente se presenta, lo que le permitiría llegar a las metas de despacho mensual de
los pedidos programada. Esto a su vez se vería reflejado en ingresos que cubren con creces
los gastos mensuales y de inversión inicial que se desembolsarían por concepto del costo
de las mejoras propuestas. Ver tabla N° 26. Acá se puede notar como al hacer una proyección
para el 2018 basados en la programación para este año por parte del departamento de ventas
se obtendrían ingresos mensuales que cubrirían con creces las inversiones iníciales y los
gastos mensuales devengados por las mejoras propuestas en este trabajo de investigación.
Estos ingresos se obtienen solo calculando los mismos basados en el cumplimiento de la
efectividad programada por la empresa en la actualidad que es del 95%.
COSTO FIJO
INICIAL
COSTO
MENSUAL
AHORRO
MENSUAL
Distribución de
planta 1.348,43$ -$ -$
Identificacion de
almacen -$ -$ -$
Uso de
montacargas -$ -$ 8.864,13$
Nuevo horario -$ -$ 3.524,70$
Hand-held 12.000,00$ 150,00$ -$
Lector de huellas 8.000,00$ 160,00$ -$
Uso de Camiones
fin de semana -$ 8.357,00$
Verificación y
almacenamiento -$ -$ -$
Verificación y
despacho -$ -$ -$
Modapts BPT
coordinador
despacho -$ -$ -$
TOTAL 21.348,43$ 8.667,00$ 12.388,83$
DETALLE
COSTO DE PROPUESTAS

Propuesta, conclusiones y recomendaciones 67
Tabla 26. Utilidad proyectada por mejoras propuestas.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
3.6.1. Análisis Financiero
En el estudio de factibilidad de una inversión es necesario realizar el análisis financiero
del mismo para ver la rentabilidad y sostenibilidad del mismo en el tiempo, es por esto que
en el análisis de las mejoras propuestas se comienza realizando la estimación de los
beneficios, ver Tabla N° 27, en este se puede observar como el total de estos es la suma de
los ahorros generados ( como lo son los obtenidos por el uso de los montacargas y la
implementación del nuevo horario) más el incremento de la utilidad al mantener la
efectividad programada por la empresa del 95%. Esta información se calcula de forma
mensual para poder generar un flujo de caja, ver Tabla N° 28; el cual permite observar los
egresos (inversión inicial más gastos mensuales) y los ingresos (beneficios estimados) en el
periodo de tiempo analizado desde marzo hasta diciembre. En el mismo se puede ver como
en todos estos meses la utilidad mínima es de $ 45631,83 en el mes de mayo y la máxima
de $ 133411,83 reflejando a primera vista como se obtendrían ganancias a corto y mediano
plazo para la empresa.
En este análisis se puede notar cómo se obtiene un flujo de caja con saldo positivo que
refleja las ganancias obtenidas por la implementación de las mejoras presentadas en este
trabajo, lo que a su vez garantiza en una primera fase de análisis financiero el éxito de este
proyecto.
MESESTN
PLANIFICADAS
EFECTIVIDAD
2017
TN
PROYECTADAS
2018 CON
EFECTIVIDAD
DEL 2017
TN
PROYECTADAS
CON 95% DE
EFECTIVIDAD
KG NO
DESPACHADOS
UTILIDAD
APROXIMADA
POR KG
UTILIDAD
ADICIONAL TOTAL
MARZO 13500 94% 12690 12825 135000 0,33$ 44.550,00$
ABRIL 13200 93% 12276 12540 264000 0,33$ 87.120,00$
MAYO 12700 94% 11938 12065 127000 0,33$ 41.910,00$
JUNIO 12800 94% 12032 12160 128000 0,33$ 42.240,00$
JULIO 13100 92% 12052 12445 393000 0,33$ 129.690,00$
AGOSTO 13100 93% 12183 12445 262000 0,33$ 86.460,00$
SEPTIEMBRE 12900 93% 11997 12255 258000 0,33$ 85.140,00$
OCTUBRE 12950 92% 11914 12302,5 388500 0,33$ 128.205,00$
NOVIEMBRE 13060 94% 12276,4 12407 130600 0,33$ 43.098,00$
DICIEMBRE 11900 92% 10948 11305 357000 0,33$ 117.810,00$

Propuesta, conclusiones y recomendaciones 68
Tabla 27. Estimación de beneficios.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
Tabla 28. Flujo de caja.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
3.6.2. Estudio de relación costo beneficio.
En todo análisis financiero es necesario realizar un estudio de costo/beneficio que permita
conocer la relación entre los gastos realizados por la empresa y los ingresos que estos serán
capaces de generar en un proyecto de inversión, por lo que para este estudio se calculó de la
siguiente manera:
𝐵
𝐶=
𝑉𝑎𝑙𝑜𝑟 𝑎𝑐𝑡𝑢𝑎𝑙 𝑑𝑒 𝑙𝑜𝑠 𝑖𝑛𝑔𝑟𝑒𝑠𝑜𝑠
𝑉𝑎𝑙𝑜𝑟 𝑎𝑐𝑡𝑢𝑎𝑙 𝑑𝑒 𝑙𝑜𝑠 𝑐𝑜𝑠𝑡𝑜𝑠 𝑑𝑒 𝑖𝑛𝑣𝑒𝑟𝑠𝑖𝑜𝑛
Si se reciben varios flujos de dinero en distintos periodos:
B = Fi/(1+r)n
Donde,
Fi: Flujos (i=1, 2, 3,4,..n)
r: Tasa de descuento
MARZO ABRIL MAYO JUNIO JULIO AGOSTO SEPTIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE
Ahorro mensual 12.388,83$ 12.388,83$ 12.388,83$ 12.388,83$ 12.388,83$ 12.388,83$ 12.388,83$ 12.388,83$ 12.388,83$ 12.388,83$
Incremento de utilidad 44.550,00$ 87.120,00$ 41.910,00$ 42.240,00$ 129.690,00$ 86.460,00$ 85.140,00$ 128.205,00$ 43.098,00$ 117.810,00$
TOTAL MENSUAL 56.938,83$ 99.508,83$ 54.298,83$ 54.628,83$ 142.078,83$ 98.848,83$ 97.528,83$ 140.593,83$ 55.486,83$ 130.198,83$
DETALLEMESES
MARZO ABRIL MAYO JUNIO JULIO AGOSTO SEPTIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE
Inversion inicial 21.348,43$
Ingresos 56.938,83$ 99.508,83$ 54.298,83$ 54.628,83$ 142.078,83$ 98.848,83$ 97.528,83$ 140.593,83$ 55.486,83$ 130.198,83$
Egresos 8.667,00$ 8.667,00$ 8.667,00$ 8.667,00$ 8.667,00$ 8.667,00$ 8.667,00$ 8.667,00$ 8.667,00$ 8.667,00$
Flujo de caja mensual 48.271,83$ 90.841,83$ 45.631,83$ 45.961,83$ 133.411,83$ 90.181,83$ 88.861,83$ 131.926,83$ 46.819,83$ 121.531,83$
CONCEPTO
MESES

Propuesta, conclusiones y recomendaciones 69
Para el cálculo del valor actual de los ingresos y egresos se utiliza en este trabajo como
tasa de descuento la tasa de inflación del país, y debido a que la misma en el Ecuador es
despreciable se asume como r=0., por lo que:
𝐵
𝐶=
$ 930111.30
$ 21348.43= 43.57
Este valor confirma como la rentabilidad del proyecto es viable en el tiempo y garantiza
que cada dólar invertido será retribuido con creces debido a los márgenes de ganancia.
Es necesario resaltar que con la implementación todas las mejoras propuestas en este
trabajo se obtendrían beneficios y ventajas para la empresa en comparación con el hecho de
mantener una baja productividad en el proceso de almacenamiento y despacho de la BPT,
ver Tabla N° 29.
Tabla 29. Situación actual vs situación propuesta.
Información tomada de datos referenciales de la empresa, Elaborado por Castro Zambrano Eder Andrés.
ACTUALMENTE PROPUESTA
Falta de camiones en muelles. Muelle con 6 camiones cargando y 2 en espera.
Demora en generar picking. Rapidez en generar el picking.
Demora en abastecer camiones. Abastecimiento rápido de camiones.
Falta de coordinación de estibadores. Mejor coordinación de estibadores.
Falta de compromiso de estibadores. Mayor compromiso en el despacho.
Demora en estibar camiones. Rapidez en estibar camiones.
Tiempos muertos en despacho. Disminución de tiempos muertos en despacho.
Coordinador con sobrecarga laboral.Actividades del coordinador divididas con
facturador/despachador/Asistente BPT.
Falla de control en la calidad de producto a despachar. Mejor control en la calidad de producto a despachar.
Largos recorridos de montacargas.Disminución en recorridos de montacargas, ahorros por
concepto de alquiler y combustible.
Alto ausentismo laboral. Reducción del ausentismo laboral.
Falta de camiones para despachos los fines de semana.Disponibilidad de camiones para despacho los fines de
semana.
Altos índices de reclamo por parte de los clientes.
Menor índice de reclamos por los clientes debido a la
entrega a tiempo, correcta y en buen estado de los
productos.
Perdida de utilidad por incumplimiento en el despacho.
Ganancias adicionales por cumplimiento de efectividad
en el despacho debido al aumento de la productividad.
Obteniéndose una relación costo/beneficio de 43.57.

Propuesta, conclusiones y recomendaciones 70
3.7. Conclusiones y Recomendaciones
3.7.1. Conclusiones.
Las actividades realizadas en el despacho del producto terminado están comprendidas en
el trabajo en equipo del Coordinador de despacho, el despachador, operador de montacargas,
estibador y chofer del camión en el que se deposita el producto para su traslado. De los
estudios realizados en dichas actividades se concluye que el despacho del producto
terminado es deficiente, sin un correcto control, carente de tecnología y actualización.
Los procesos que conforman la cadena de despacho del producto terminado, entiéndase
la recepción del producto, el almacenamiento y distribución en planta, el control de
inventario, recepción de pedidos y el despacho del producto, presentan todos fallas en el
manejo, mismas que inciden negativamente en la productividad.
Al implementar las mejoras propuestas, entre las que destacan: metodología 5S, apertura
de muelles cerrados, estandarización de zona de almacenaje, nueva distribución, cambios de
horarios, uso de lector óptico para control de inventario y mejoras en la asignación de
funciones de los colaboradores, se concluye que las mismas generan cambios positivos,
mejoras en el ambiente de trabajo, disminución del estrés laborable acortan distancias
recorridas por los montacargas y disminuyen los tiempos de despacho. Todo se traduce en
mayor rapidez, eficiencia y productividad.
3.7.2. Recomendaciones
Mantener actualizados todos los procedimientos, lo cual conduce a que los colaboradores
se mantengan informados sobre la forma de realizar las tareas de su competencia y evitar así
confusiones a la hora de llevar a cabo sus funciones.
Aplicar y dar continuidad a las propuestas de mejoras emanadas de este estudio ya que
las mismas impactarán de manera positiva la productividad en el área de la bodega de
producto terminado.
Capacitación y adiestramiento constante al personal que labora en la empresa, con ello se
proporciona o transmite los conocimientos que la empresa requiere que los empleados
desarrollen en el área asignada, percibiendo mejoras en los trabajadores en cuanto a
aptitudes, actitudes, conocimientos, habilidades y conductas.
Impartir talleres de motivación y autoestima, estos despiertan en las personas la necesidad
de comprometerse con lo que son y con lo que hacen, les desarrolla la confianza, el creer
firmemente en sus capacidades y herramientas para realizar sus funciones y mantener una
actitud mental positiva.

Glosario de Términos 71
Glosario De Términos
Marbetes: etiqueta de identificación donde se coloca toda la información del producto
como nombre, cantidad, verificación, código, lote, etc.
Muelles: área de embarque destinada a la carga de productos terminados en los camiones.
Colaboradores: personas encargadas de las labores en el área de la bodega, tales como
verificadores, despachadores, montacarguistas y estibadores.
Back up: término en ingles que se utiliza para identificar los equipos que están de reserva,
para sustituir los que están en uso en caso de dañarse o requerir mantenimiento.
Check list: lista de comprobación de tareas predefinidas.
Picking: es la preparación del pedido, comprende la recolección y agrupación del
producto terminado para responder a un pedido.

Bibliografía
Carro Paz, R., & González Gomez, D. (2012). Productividad y Competitividad. 18.
Curillo, M. R. (2014). Cuenca, Ecuador.
Durán, F. A. (2007). Ingenieria de Metodos - Globalización tecnicas para el manejo
eficiente de los recursos en las organizaciones fabriles, de servicios y hospitalarias.
Guayaquil, Ecuador.
Durán, F. A. (2013). Ingenieria de Metodos - Globalización tecnicas para el manejo
eficiente de los recursos en las organizaciones fabriles, de servicios y hospitalarias.
Guayaquil, Ecuador.
economistas, G. d. (2004). Indice formación consultoria . Obtenido de
http://www.indiceconsultoria.com
Freivalds, A., & Benjamin , N. (2014). Ingenieria Industrial métodos, estándares y diseño
de trabajo . Mc Graw Hill Education .
GARCIA JUAREZ, H. D. (2016). Aplicacion de mejora de metodos de trabajo en la
eficiencia de las operaciones en el area de recepcion de una empresa Espaguetera.
Trujillo: UNIVERSIDAD NACIONAL DE TRUJILLO.
Jijón Bautista , K. (2013). Latacunga - Ecuador.
logistica, C. d. (2016). Media. Obtenido de https://economia3.com/
mecalux. (08 de 2018). Obtenido de https://www.mecalux.es/manual-almacen/palets/palets-
de-madera
Mejia Murillo, E. M. (2013). La Industrializción. D.F: Instituto Politecnico D.F.
Nieber, & Freivalds. (s.f). Ingeniería Industrial métodos, estándares y diseño de trabajo.
Alfaomega.
Orozco Cardozo, E. (2016). Pimentel - Perú.
Palacios, L. (2014). Ingenieria de Metodos,Movimientos y tiempos. Mexico(DF): ECOE
Ediciones.
Pazco, J. P. (2010). Sartenejas.

Ronquillo Freire, P. V. (2015). Estandarización de los procesos de fabricación en el área
de montaje de la empresa de calzado wonderland. Ambato: UNIVERSIDAD
TÉCNICA DE AMBATO.
Serech Enríquez, E. L. (2013). Elaboración e implementación del manual de procedimientos
para el control de inventario en una empresa distribuidora. Guatemala: Universidad
de San Carlos de Guatemala.