UNIVERSIDAD CENTRAL DEL ECUADOR … · Figura 66: Torneado cónico, método convencional. Fase...
238
UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE ARTES INSTITUTO DE INVESTIGACIÓN Y POSGRADO El uso e influencia de la tecnología CNC en la producción artística contemporánea del Ecuador Trabajo de titulación previo a la obtención del grado de Magister en Estudios del Arte Andrade Mora Pavel Nabori TUTOR: MSC. Recalde Pérez Luis Alberto Quito, mayo 2016
Transcript of UNIVERSIDAD CENTRAL DEL ECUADOR … · Figura 66: Torneado cónico, método convencional. Fase...

i.
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE ARTES
INSTITUTO DE INVESTIGACIÓN Y POSGRADO
El uso e influencia de la tecnología CNC en la producción
artística contemporánea del Ecuador
Trabajo de titulación previo a la obtención del grado de Magister
en Estudios del Arte
Andrade Mora Pavel Nabori
TUTOR: MSC. Recalde Pérez Luis Alberto
Quito, mayo 2016

ii
DEDICATORIA:
Dedico este trabajo, a mi padre, por inculcarme el amor al conocimiento; a mi
madre, quien supo siempre impulsarme con su confianza.
A Tatiana, la chica linda y a Janis quienes nunca han dejado de inspirarme, a
Eduardo, a sus pequeños Eduardito y la linda Blanquita.
Por siempre, ¡por siempre!...
… ¡al Pavelito!…

iii
AGRADECIMIENTO
Mi más profundo agradecimiento a todos quienes de una u otra manera siempre
han estado junto a mí, ayudándome en la realización de este trabajo, y que con su
sencillez y humildad de siempre no han querido siquiera ser reconocidos.
A Tatiana, a Luis, Angie. Gracias.

iv
AUTORIZACIÓN DE LA AUTORÍA INTELECTUAL
Yo, Pavel Nabori Andrade Mora, en calidad de autor del trabajo de titulación
realizado sobre “El uso e influencia de la Tecnología CNC en la producción
artística contemporánea del Ecuador”, por la presente autorizo a la
UNIVERSIDAD CENTRAL DEL ECUADOR, hacer uso de todos los contenidos
que me pertenecen o de parte de los que contiene esta obra, con fines
estrictamente académicos o de investigación.
Los derechos que como autor me corresponden, con excepción de la presente
autorización seguirán vigentes a mi favor, de conformidad con lo establecido en
los Artículos 5, 6, 8, 19 y demás pertinentes de la Ley de Propiedad Intelectual y
su Reglamento.
Quito, 23/mayo/ 2016
Pavel Nabori Andrade Mora
C. C. 1705636363-1
0999670325

v
APROBACIÓN DEL TUTOR
En mi calidad de Tutor del Trabajo de Titulación, presentado por PAVEL
NABORI ANDRADE MORA, para optar por el grado de Magíster en Estudios
del Arte; cuyo título es: “EL USO E INFLUENCIA DE LA TECNOLOGÍA
CNC EN LA PRODUCCIÓN ARTÍSTICA CONTEMPORÁNEA DEL
ECUADOR”, considero que dicho trabajo reúne los requisitos y méritos
suficientes para ser sometido a la presentación pública y evaluación por parte del
tribunal examinador que se designe.
Quito, 23/mayo/2016
Magister Luis Alberto Recalde Pérez
DOCENTE - TUTOR
C. C. 170332119-8
Email: [email protected]

vi
ÍNDICE DE CONTENIDOS
Dedicatoria……………………………......…………..……………………..…… ii
Agradecimiento………………………………………………………………...…iii
Autorización de la Autoría Intelectual………...……….……..…………..………iv
Aprobación del Tutor……………………...…………….………...………….…...v
Índice de Contenidos……….....……………………………………...…………...vi
Lista de Anexos…………………......…………………………….......…..………ix
Lista de Figuras…………………...…..……………...…...……...……...…….......x
Glosario...……………………………………………………...………......……xvii
Resumen…………...……………………………………..……………...…...…xxv
Abstract……………………………………...……………..………......………xxvi
Introducción…………………………………………………………...…..………1
CAPÍTULO I: EL PROBLEMA
1.1. Antecedentes y Planteamiento del Problema…………………………..……..3
1.2. Formulación del problema………………………...…………...……..………7
1.3. Preguntas Directrices…………………………...…...………………........…10
1.4. Objetivos……..………………………......………………….………...….…12
1.4.1. Objetivo general……………………..……...………...…...………………12
1.4.2. Objetivos específicos….………………………………………………..…12
1.5. Justificación……………………………………………………….........……12
1.6. Limitaciones………………………….….………………………….……….14

vii
CAPÍTULO II: MARCO TEÓRICO
2.1. Antecedentes …………………………………………...………………...…18
2.2. Referentes Artísticos…………………………..……...………………......…37
2.3. Metodología………………………………….……...………………...…….41
CAPÍTULO III: LA TECNOLOGÍA CNC: HISTORIA, DESARROLLO Y
CARACTERÍSTICAS.
3.1. Funcionamiento de la Tecnología CNC………………..…………...…….…44
3.2. La tecnología CNC y su Relación con otras Tecnologías Actuales……....…51
3.2.1. Relación de la Tecnología CNC con el Internet de las cosas…..……….…57
3.3. La Tecnología CNC y la Cuarta Revolución Industrial……………..….…...58
3.4. La Máquina Automática...………………………………...………...……….59
3.5. De la Sociedad Industrial a la Industria 4.0 ………………...………………61
3.6. Open Source……………………………………………...……………...…..67
3.7. Free software………………………………………………………..……….78
CAPÍTULO IV: EL SECTOR TECNOLÓGICO Y LA TECNOLOGÍA CNC EN
LAS ARTES CONTEMPORÁNEAS DEL ECUADOR
4.1. Antecedentes………….…………………………………….…...……......…80
4.2. La Tecnología CNC en el medio tecnológico y artístico local…….………...81
4.3. Sector Metalmecánico de la Fundición y Artesanal de Producción
Cerámica…………………………………………………………………………83
4.4. Sector de la Construcción, Arquitectura e Ingenierías……….…………...…83
4.5. Sector de la Educación y Formación Personal…………….……….………..85

viii
4.6. Proyectos Tecnológicos y Artísticos CNC en el Ecuador….…….....…….…87
CAPÍTULO V: LA TECNOLOGÍA CNC EN EL ARTE DE PAVEL ANDRADE
5.1. Antecedentes ……….……….........…………………………………………99
5.2. Rock ‘n roll can never die, edición escultórica …………………..………..100
5.2.1. Impresión 3D de Guitarra Rickenbacker ……………………….....…..…102
5.3. Elaboración de objetos geométricos con elementos decorativos artísticos ,
bola y casco de metal en acero 1047 e inoxidable)……………………………..108
5.3.1. Confección de Punta Decorativa tipo PDC1……………………….…….110
5.3.2. Proyecto de producción de punta decorativa para casco 1 (PDC1)...…….111
CAPÍTULO VI: CONCLUSIONES Y RECOMENDACIONES…...….………160
BIBLIOGRAFÍA…………………………….……..…………...………...…….166
ANEXOS…………………………………………………………………..……174

ix
LISTA DE ANEXOS
Anexo I: Entrevista a Paulo Aguirre, Artista Plástico…...……………...........…174
Anexo II: Entrevista a José Manuel Ruiz, Artista Visual…………………....….182
Anexo III: Entrevista a Antonino Jaramillo, Gerente de San José
Escultura ………...…………………………………………………………..….186
Anexo IV: Entrevista a Carlos Ramírez, SALES MANAGER CAD-CAM,
BKB…………………………………………………………………..…………190
Anexo V: Entrevista a Johana Malla, Ing. en electrónica y telecomunicaciones,
UPDATECOM CIA. LTDA.…………………...…………………………...…..194
Anexo VI: Entrevista a Stephany Calero, Gerente Administrativa, SERVICOR,
…………………………………………………………………………………..199
Anexo VII: Entrevista a Luis Eduardo Cárdenas Pazmiño, Director del
departamento de CNC, BKB Maquinarias………………………...…………....202
Anexo VIII: Entrevista a Sandra Pinto, Gerente General de Ventas y Mercadeo de
BKB Maquinarias……...…………………………………...…………………...206
Anexo IX: Entrevista a Juan Paredes Meythaler, artista plástico………...…..…209

x
LISTA DE FIGURAS
Figura 1: Tórculo de grabado artístico: PA 2016, transmisión de potencia
manual ……...……………….…………………………………………………...16
Figura 2: Paúl Canseco: Routter detallado CNC ...…...…..…………….....…...22
Figura 3: Anthony Howe: Octo escultura cinética.................................................23
Figura 4: Anthony Howe: Kinetic Sculptor……………….…………..………………24
Figura 5: Teebot el primer robot 100% ecuatoriano…………….……..……...…….28
Figura 6: Diego Aguinsaca: Impresora DELTA 3D SAIS, …….……………......….29
Figura 7: Tórculo de grabado artístico: PA 2016………………………………..…30
Figura 8: Metalistería NABORI ………………….……………………………..……31
Figura 9: Exposición: Electrical Pulses ………….…………………….…..………32
Figura 10: Joshua Harker: Unmentionables……………........……………...…...33
Figura 11: Joshua Harker: serie enredos…………………..……….……………..….34
Figura 12: Joshua Harker: proceso de modelaje 3D, serie enredos, modelo 3D
impreso en PMMA (cera perdida) ……………………...…………………...…...35
Figura 13: Joshua Harker: Pieza impresa en 3D y montaje en rejilla para proceso
de fundición a la cera perdida, serie enredos…………………………….………..…36
Figura 14: Joshua Harker: proceso de fundición a la cera perdida, serie enredos,
obtención de la pieza en bronce …………………………………………………..…...36
Figura 15: Joshua Harker: Pieza pulida y acabado final/ pieza terminada, serie
enredos……………………………………………………………………………….……37
Figura 16: Antonino Rodríguez: Routter de 3 ejes, Talleres San José ……………39

xi
Figura 17: Fabricio Vargas, Operador CNC: Cortadora al chorro de agua,
Servicor……………………………………………………………………………...……40
Figura 18: Hamilton Cruz, Operador CNC: Cortadora de plasma CNC,
Servicor………………………………………………………………………...…40
Figura 19: Función del código G………………………………………….......…46
Figura 20: Partes de un torno CNC……………………………………………………47
Figura 21: Ejemplo de un programa que ejecuta un roscado cónico…..……....…48
Figura 22: Brazo robótico escaneando un busto…………………………..…………50
Figura 23: Arquitectura de sistemas domóticos………………….………..………....53
Figura 24: Robot industrial KUKA…………………………………………….……...…….…54
Figura 25: Robots industriales integrados en una fábrica de producción de
vehículos…………………………………………………………………………….…….55
Figura 26: Detalle del tallado de una cabeza humana por un brazo robótico..….56
Figura 27: Máquina de vapor y sus partes……………….…..………………...….…62
Figura 28: Industria 4.0: la nueva revolución industrial / Hecho en Alemania….66
Figura 29: Protocolo del color…………….……………………………...…………....67
Figura 30: Impresora DELTA 3D SAIS………………………………..……………....72
Figura 31: Cortadora láser CNC……………………………..……………...….…..…73
Figura 32: Pieza de MDF cortada con láser CNC en dos dimensiones……….….73
Figura 33: Routter CNC Benchtop PRO CNC………………….……………...….….74
Figura 34: Fresadora ZX zx6350ZA…………………………………...………………………74
Figura 35: Herramientas de programación……………………………………...……75
Figura 36: Otras herramientas de un Fablab………………………………………...76
Figura 37: HASS CNC Control…………………………………………………………82

xii
Figura 38: Juan Paredes: Londres……………………………...………...…..………88
Figura 39: Juan paredes/ Pavel Andrade: Signo de hombre………………….……89
Figura 40: J., M., Ruíz: Redes, instalación, impresiones digitales sobre plástico [
detalle]……………………………………………………………………………………………...91
Figura 41: J., M., Ruíz: Red eléctrica, video mapping…………………….………………..92
Figura 42: J., M., Ruíz: Hiperconectividad, instalación, proyecciones audiovisuales
sobre plástico[detalle]....................................................................................................…93
Figura 43: J., M., Ruíz: Ser eléctrico, instalación, acrílico grabado con láser, impresión
3D con ABS, luces LED y recursos low-tech [detalle]………..……………..……..………..94
Figura 44: J., M., Ruíz: Ser eléctrico, instalación, acrílico grabado con láser, impresión
3D con ABS, luces LED y recursos low-tech [detalle]…………………………………….…95
Figura 45: Luis Cárdenas, Director de CNC, BKB Maquinarias………..………...96
Figura 46: Sandra pinto Gerente de Mercadeo, Carlos Ramírez Director del
Centro de Formación CNC, BKB Maquinarias…………………..……..…………...97
Figura 47: Cortes artísticos y publicitarios, Servicor……………..….………….....98
Figura 48: Pavel Andrade: Escarabajo……………………………….…..……..….100
Figura 49: César Jiménez / Pavel Andrade: Angus Young………….……..…..…101
Figura 50: Pavel Andrade: Modelado de guitarra en cera odontológica por lápiz
de modelado…………………………………………………………………….……….103
Figura 51: César Jiménez / Pavel Andrade: Detalle de la pérdida de una parte
entera del mástil o diapasón de la guitarra………….….……………..……………104
Figura 52: Pavel Andrade: Guitarra, efecto de rebabeo en el vaciado de una cera
pérdida……………………………………………………………………………..……104
Figura 53: Pavel Andrade: Diseño de guitarra Rickenbacker…....………..……105

xiii
Figura 54: Impresión de guitarra Rickenbacker, confección del perfil de
impresión……………………………………………………………………………..….106
Figura 55: guitarra Rickenbacker impresa en 3D……………......………….……107
Figura 56: Impresora DELTA 3D SAIS 30…………….…..…………..……...……108
Figura 57: Pavel Andrade: Bocetos de casco y bola metálica con elementos
decorativos tipo PDC1……………………………………………….……………...…110
Figura 58: Daniel Alquinga: Fase 1, varios trabajos……….…….……………….112
Figura 59: Pavel Andrade: introducción del programa y comprobación, Fase
2………………………………………………………………………………………….. 114
Figura 60: Daniel Alquinga: torno DMTG CD1624/1000, Fase 3…….….……..115
Figura 61: Pavel Andrade: torno DMTG CKE6150Z/1000. Fase 3…………..…115
Figura 62: Pavel Andrade: armado y calibrado de las torres portaherramientas.
Fase 3…………………………………………...……………………………………..…116
Figura 63: Daniel Alquinga: preparación de la materia prima (M.P.). Fase
4…………………………………………………………………………………….……..117
Figura 64: Daniel Alquinga: Colocación del material y señalado- búsqueda de
coordenadas- ejecución del cilindrado comprobación con el pie de rey. Fase
5………………………………………………………………………………………..….118
Figura 65: Colocación de la herramienta en el cero pieza, y operación de
coordenadas, posicionamiento en X y Z. Fase 5……………………………….......120
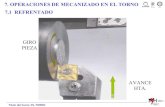
Figura 66: Torneado cónico, método convencional. Fase 6……………..….….…121
Figura 67: Torneado cónico en gradas, método CNC. Fase 6………….…….…..122
Figura 68: Torneado cónico, método CNC. Fase 6……….…………………..……124
Figura 69: Acanalado. Fase 6, método convencional……………….………..……125

xiv
Figura 70: Acanalado. Fase 6, método CNC……………….……………….………127
Figura 71: Acanalado, torneado de forma, limado y pulido. Fase 8, método
convencional………….…………………………………………………………………128
Figura 72: Acanalado, torneado de forma y acabado final. Fase 8, método
CNC…………………………………………………………………………………...….131
Figura 73: Tronzado. Fase 8, método convencional…………….…………….…...132
Figura 74: Tronzado. Fase 8, método CNC……………….…………………………133
Figura 75: Ubicación de la torre portaherramientas y de la materia prima(M.P.)
Fase 8, método convencional…….................................................................……134
Figura 76: Ubicación de la torre portaherramientas y de la materia prima(M.P.)
Fase 8, método CNC……..................................................................................…135
Figura 77: Pieza PDC1 terminada método CNC. Fase 8, método CNC………...136
Figura 78: Proyecto de producción de la pieza PDC1, tabla comparativa 1…...137
Figura 79: Torno DMTGCDL6241/1000, Proyecto de producción de pieza
PDC1……………………………………………………………………………………..138
Figura 80: Torno DMTGCKE 6150/1000, Proyecto de producción de pieza
PDC1…………………………………………………………………………………..…139
Figura 81: Proyecto de elaboración de la pieza PDC1, tabla comparativa 2,
método convencional……………………….....…………………………...…….........140
Figura 82: Proyecto de elaboración de la pieza PDC1, tabla comparativa 2,
método CNC,……………….…………………………………………..…………….141
Figura 83: Pieza PDC1, con programación para la herramienta T0101 para
redondeado en la punta…………….………………………………………………….146

xv
Figura 84: Pieza PDC2, con programación para la herramienta T0101 para
punta agresiva………………………………………………………………………..…147
Figura 85: Piezas decorativas tipo: PDC1 y PDC2…………………………..…....148
Figura 86: Tabla comparativa de tiempos de elaboración de la pieza PDC1, de los
métodos convencional y CNC……….…………………………………………..…….149
Figura 87: Gráfico de los tiempos en segundos empleados en la elaboración de la
figura FDC1, métodos convencional y CNC…………….………………………….151
Figura 88: Gráfico de tiempos para la fabricación de 100 piezas de tipo PDC1
por los métodos convencional y CNC………………………………………….…….152
Figura 89: Gráfico porcentajes de tiempos de fabricación de 100 piezas PDC1,
métodos convencional y CNC……………………………….………………..……….152
Figura 90: Gráfico de tiempos de fabricación de 100 piezas PDC1 en segundos,
métodos convencional y CNC…………….…………………………………….……..153
Figura 91: Gráfico de tiempos de mecanizado medidos en segundos, horas y
jornadas de trabajo, métodos convencional y CNC…………….……….….……..154
Figura 92: Gráfico de costos de materia prima y de mano de obra en la
elaboración de la pieza PDC1, Caso de una pieza sola y de 100 piezas, métodos
convencional y CNC...………………...……………………………………..…...……155
Figura 93: Gráfico de costos de materia prima y de mano de obra en la
elaboración de la pieza PDC1, Caso de una pieza sola y de 100 piezas, métodos
convencional y CNC………...…………………………………………………….……157
Figura 94: Gráfico de costos de materia prima y de mano de obra en el
mecanizado de una pieza PDC1, por los métodos convencional y CNC………..157

xvi
Figura 95: Gráfico de costos de materia prima y de mano de obra en el
mecanizado de una pieza PDC1, por los métodos convencional y CNC………..158
Figura 96: Cuadro comparativo entre costos de M.P. y M. O., del mecanizado
(fases de la 5ª. a la 11ª.) entre los métodos convencional y CNC………..…….…159

xvii
GLOSARIO
3D: Tres Dimensiones.
3D-MAX: Es un software de diseño, modelado y animación en 3D.
ABS: Poliuretano obtenido del petróleo.
Acrílico: El polimetilmetacrilato, también conocido por sus siglas PMMA, es uno
de los plásticos de ingeniería. Se obtiene de la polimerización del metacrilato de
metilo.
Arduino: Es una compañía de hardware libre, y comunidad tecnológica, Toda la
plataforma, tanto para sus componentes de hardware como de software son
liberados bajo licencia de código abierto que permite libertad de acceso a los
mismos.
Atomización: Desintegración de algo en pequeños fragmentos.
AutoCAD: Es un software de diseño asistido por computadora utilizado para
diseñar en dos y tres dimensiones, ampliamente usado por arquitectos, ingenieros,
artistas y diseñadores.
Autodesk: Autodesk, Inc. (NASDAQ: ADSK), es una compañía dedicada al
software de diseño en 2D y 3D.
Automatización: Aplicación de máquinas o de procedimientos automáticos en la
realización de un proceso o en una industria.
BobArt: Software de diseño artístico, parte del paquete de Bobcad.
Bobcad: Es un software de Diseño CAD y mecanizado CAM para fresadoras o
centros de mecanizado de control numérico computarizado CNC. Permite diseñar

xviii
en 2D y 3D para posteriormente generar el código G, programar su centro de
maquinado CNC o torno CNC.
CAD: (Computer-aided design and drafting), significan bosquejo y diseño
asistido por computadora.
CAM: Manufactura Asistida por Computadora.
Ciencia ficción: Es un género basado en ciencia, técnica y tecnología que podría
lograrse en el futuro, lo que le aleja del género fantástico.
CNC: Computer Numerical Control.
Códigos G: Códigos d programación CNC que generan movimiento u operación
de la torre revólver de una máquina CNC.
Códigos M: Códigos d programación CNC que se usan para programar funciones
especiales de la máquina.
Copy page: Función de copiar y pegar.
COREL DRAW: Software de la corporación Corel, diseña, dibuja, maquetación,
publicación en la web, impresión. Corte al chorro de agua:
Corte por plasma: O chorro de plasma que se obtiene del aumento del flujo del
gas y reducción de la boquilla, con capacidad corte de metales.
Digitalización: Acción de digitalizar.
Domóticos: Conjunto de sistemas capaces de automatizar una vivienda.
Drawing page: Función de copiar y pegar un dibujo.
Electromecánica: Disciplina académica que abarca ciencias del
electromagnetismo, la mecánica y de la ingeniería eléctrica.
ENC: (Electrical Numerical Control).

xix
Escaneado: Pasar un objeto o un cuerpo a través de un escáner para obtener una
imagen de él en las dimensiones que pueda ofrecer el escáner, puede ser en 2D, o
3D.
Fresado: Acción de fresar, corte y arranque de material por mecanizado de una
herramienta rotativa.
Free Software Foundation: (Fundación para el software Foundation), o FSF es
una Organización creada por Richard Stallman y otros colaboradores en 1985. La
labor principal de esta organización es la de difundir el concepto del desarrollo y
uso del software libre en todas las áreas en las que interviene la informática;
promueve la eliminación de todo tipo de restricción de copia, distribución y
redistribución, así como el mejoramiento o modificación de los programas de
computadoras.
GNU: Es un sistema operativo desarrollado por el proyecto GNU para su uso y
desarrollo de tipo Unix auspiciado por la FSF.
Grabado: Acción de grabar, se denomina también grabado a la inscripción o
marcado de una impronta en una plancha, piedra o metal.
Hacker: Aquel que rompe sistemas de seguridad informáticos.
ILUSTRATOR CS6: Software de diseño artístico y de ilustración.
Impresora 3D: Máquina capaz de realizar réplicas de diseños en, creando piezas
a manera de depósito sistemático de un material de aporte a partir de un archivo
logrado en un ordenador. Convierte archivos 2D en piezas reales de 3D.
Industria 4.0: Ligado al concepto de fábrica inteligente, o ciber industria del que
consiste a una nueva forma de organizar la producción.

xx
Informática: Procesamiento automático de información mediante dispositivos
electrónicos y sistemas computacionales.
Láser: Amplificación de luz por emisión estimulada de radiación.
Lenguaje G: El código G es el nombre que habitualmente recibe el lenguaje de
programación más usado en el control numérico.
LINUX: Software libre combinación del núcleo o kernel libre similar a Unix
llamado Linux con el sistema operativo GNU.
Low- tech: O baja tecnología, se lo considera como lo contrario a la alta
tecnología. Es de carácter tradicional y no mecánica como la de la artesanía.
También se la conoce a aquella que utiliza herramientas anteriores a las de la
revolución industrial.
Making of: Cómo se hizo detrás de las cámaras.
Máquinas Herramientas: Es un tipo de máquina que se usa para maquinar o dar
forma a piezas sólidas, principalmente metales.
Marketing: Es un vocablo de origen inglés que es un concepto relacionado al
mercadeo o la mercadotecnia, que analizan los comportamientos de los mercados.
Mecanizado: Consiste en la obtención de piezas por procesos de arranque de
viruta o abrasión, es decir por eliminación de material.
Mecatrónica: Disciplina tecnológica que aglutina conocimientos de mecánica,
electrónica, ingeniería de control e informática que sirve para diseñar y desarrollar
productos o procesos inteligentes mediante sistemas de control.
Medialabs: Son espacios de confluencia e interacción de diversas actividades y
participantes que confrontan ideas, seminarios, conocimientos, experimentación
mediante recursos digitales y el concurso de licencias libres, y abiertas.

xxi
Mat6Lab: (Abreviatura de MATrix LABoratory, "laboratorio de matrices") es un
software de carácter matemático usado para obtención de matrices.
Metalistería: La metalistería son las técnicas y artes para producir y conformar
metales.
Nanotecnología: Consiste en la aplicación de la tecnología, pero a nivel de la
materia a escala Nanométrica (una milmillonésima parte de un metro, Milímetro:
1 mm = 1 000 000 mm).
Nylon: Es un polímero artificial, fabricado como una fibra textil elástica y
resistente, que moldeado se utiliza como material duro en la fabricación de
diversos utensilios, como mangos de cepillos, peines, etc.
Open Source: Hace alusión principalmente al software libre, pero esa libertad no
se refiere a la adquisición gratuita de software, sino más bien a la posibilidad de
modificar la fuente del programa sin restricciones de licencia, pues las empresas
de producción de software generalmente acostumbran a encriptar su código para
reservar sus derechos.
Oxicorte: Técnica de soldadura que utiliza un gas combustible generalmente el
acetileno que produce una llama, en combinación con el oxígeno que provee la
oxidación se produce la acción del corte.
Pantógrafo CNC: Instrumento dotado de tecnología CNC que sirve para copiar
dibujos aumentando o disminuyendo su tamaño, basado en paralelogramos
articulados.
PLA: ácido poli láctico material biodegradable obtenido a partir del maíz.
Poliespan: El poli estireno expandido (EPS) es un material plástico derivado del
poliestireno y es utilizado en diversas industrias como el de la construcción, pero

xxii
fundamentalmente en la del envase y embalado; en Ecuador se lo conoce como
espuma Flex.
Producción artística: Es el resultado o producto de una creación en el campo
Producción: Fabricación o elaboración de un producto mediante el trabajo.
Rhino: software de diseño 3D para arquitectura.
Robótica: Es una disciplina científica que se nutre de otras ciencias como la
electrónica, la mecánica, la informática para diseñar, construir y operar robots.
Routter CNC: Es una impresora que imprime en tres dimensiones, porque
tenemos largo, ancho y profundidad.
Routter: también llamado ruteador o enrutador, guía, dirige y encamina paquetes
de datos.
RPM: Revoluciones por minuto.
Servomotores: Se los conoce también como servos, son motores de corriente
continua con capacidades muy especiales de conservación de la fuerza, velocidad
y baja inercia. Un servomotor es un motor eléctrico que puede ser controlado
tanto en velocidad como en posición.
Sistema operativo: Es un programa o conjunto de programas por medio de un
sistema informático que gestiona los recursos de hardware proveyendo servicios a
los programas de aplicación del software.
Sistema operativo GNU: O sistema operativo de libre desarrollo compatible con
Unix. Se lo relaciona con el proyecto GNU iniciado por Richard Stallman con el
objetivo de crear un sistema operativo completamente libre.

xxiii
Sketches: Un sketch es una escena, generalmente humorística, que dura entre uno
y diez minutos aproximadamente en el que participan actores o comediantes,
puede ser montado en un teatro, televisión o internet.
Software: Es el conjunto de los componentes lógicos necesarios haciendo posible
la realización de tareas específicas que contraponen a los componentes físicos o
hardware.
Software libre: (free software), Se refiere a el software que, por decisión de su
autor, puede ser usado y modificado libremente; esta libertad, tiene que ver con el
uso del software y no con su gratuidad.
Solid Works: Es un software 3D de diseño mecánico que también se lo utiliza en
otras formas de diseño incluyendo el artístico.
Tablet: Es un tipo de computadora portátil, integrado en una pantalla táctil con la
que se interactúa primariamente con los dedos, sin necesidad de teclado físico ni
ratón.
Tarjetas RIFD: Son las siglas de Radio Frecuency Identification o identificación
por radio frecuencia, es un sistema de almacenamiento y recuperación de datos
remoto que usa dispositivos como etiquetas o tarjetas.
Tecnología: Conjunto de los conocimientos propios de una técnica.
Torneado: Acción de mecanizado de piezas por arranque de viruta mediante una
máquina herramienta llamada torno.
Torno CNC: Máquina herramienta dotada de control numérico computarizado o
CNC.

xxiv
Touch screem: Acción de tocar la pantalla, una pantalla touch screem, mediante
el toque directo, permite la entrada de datos, actúa como periférico de entrada y
salida de datos, también se lo puede hacer por el toque de un lápiz óptico.
Unix: Es un sistema operativo desarrollado en 1969 por un grupo de empleados
de los laboratorios Bell de la multinacional AT&T, que puede desarrollarse en
diferentes plataformas, es decir es portable, que puede realizar varios procesos o
aplicaciones aparentemente al mismo tiempo, a esto se le llama multitarea.
Unmakeable: relativo a realizar en varios sentidos.
Unmentionables: Hace alusión a algo no mencionable, inadecuado, innombrable,
indecible.
Video mapping: Efecto artístico consistente en la proyección de animaciones o
imágenes sobre superficies logrando movimientos que aparentan animaciones.
Web: Significa World Wide Web, o red informática mundial.
Zbrusch: Es un software de modelado 3D actualmente está en la versión 4R6.

xxv
TEMA: “EL uso e influencia de la Tecnología CNC en la producción artística
contemporánea del Ecuador”
Autor: Pavel Nabori Andrade Mora
Tutor: Luis Alberto Recalde Pérez
RESUMEN
La presente investigación de carácter descriptiva/explicativa, analiza desde un
enfoque cualitativo las características generales de la tecnología CNC y su
implementación en procesos productivos artísticos. La tecnología CNC consiste
en la producción controlada de piezas y procesos por un control numérico
computarizado. Se investigó en empresas privadas y estatales, centros de
educación, talleres de artistas, y artesanos, que poseen máquinas herramientas
dotadas de esta tecnología. También se buscó información en todas estas
organizaciones mencionadas sobre el grado de conocimiento que tienen respecto a
esta tecnología y sus aplicaciones.
De los resultados obtenidos en las diferentes investigaciones, se han desprendido
los elementos descriptivos para la elaboración de una propuesta sobre el uso de la
tecnología CNC y sus aplicaciones en nuestro país, lo que es factible y necesario.
PALABRAS CLAVE: <TECNOLOGÍA CNC> <PRODUCCIÓN ARTÍSTICA>
<AUTOMATIZACIÓN CNC> <GRABADO CNC> <ESCULTURA CNC >
<ROBÓTICA CNC>

xxvi
SUBJECT: “Use and influence of CNC technology in contemporary artistic
production in Ecuador”
Author: Pavel Nabori Andrade Mora
Tutor: Luis Alberto Recalde Pérez
ABSTRACT
The current investigation is descriptive/explicative and analyzes from a qualitative
focus, general characteristics of CNC technology and implementation in
productive artistic processes. CNC technology consists of a controlled production
of mechanized pieces and processes by a computer numerical control. We
surveyed private and State-owned companies, educational centers, artists and
artisans’ workshops with machines tools equipped with such technology. We also
researched for information in the above mentioned organizations on the degree of
knowledge that they have about this technology and its applications.
From the results obtained in this research, we gathered the descriptive elements in
order to formulate a proposal about the use and applications of CNC technology
in our country, which we find them feasible and necessary.
KEY WORDS: <CNC TECHNOLOGY> <ARTISTIC PRODUCTION> <CNC
AUTOMATION> <CNC RECORDING> <CNC SCULPTURE> <CNC
ROBOTIC>

1
INTRODUCCIÓN
En febrero del 2014, la vida del gran maestro de la imaginación, Hans Rudolf
Giger, se extinguía. A partir de entonces el hombre, el genio, se perpetuaba eterno
con su magnífica obra y continuaba así su caminar por el mundo de sombras y de
luminosidad que creara, repleto de formas alucinantes e imposibles.
Su estilo único en el cual es inevitable sentirse sumergido en un ensueño donde la
realidad y la fantasía cobran nuevos y sorprendentes significados, en los que
hombre y máquina se convierten en uno. En un mundo mágico en el que la
tecnología luce en todo su esplendor profundamente humanizada.
Muy tempranamente Giger había visualizado aquel universo imposible, pero que
en el día de hoy y a pasos agigantados, convierte en realidad aquello que antes
solo era un sueño delirante e imposible.
Cuando en 1988 aparecía su colección: H. G. Giger´s Biomechanics, el mundo
asistía a una obra plenamente depurada en la que el ser biomecánico se asomaba y
emergía con toda la fuerza y vigor de su monstruosa belleza. Se anticipaba así, el
grandioso poder del uso de la tecnología que daría vida más allá del papel, de la

2
imagen, del video y de la simple forma a estos fantásticos y magníficos
monstruos.
Hoy en día aquel universo fantástico, surge pleno de posibilidades merced al
desarrollo tecnológico en el que términos como: Mecatrónica, robótica, CNC,
CAD-CAM, son cada vez más usuales y familiares en el léxico personal y
profesional, siendo apenas la evidencia sutil, cual si fuera apenas la punta del
iceberg del potencial que ofrecen estas nuevas tecnologías.
El artista en su búsqueda constante de nuevas técnicas y posibilidades para su
producción creativa tiene en la tecnología un inagotable caudal siempre renovado
de elementos e instrumentos a su disposición; tal es el caso de la tecnología CNC.
El propósito de este trabajo es precisamente el procurar un acercamiento al uso de
instrumentos como el que poseen estas tecnologías nuevas y de punta para
incorporarlas a los procesos creativos y productivos de la obra de arte.

3
CAPÍTULO I
EL PROBLEMA
1.1. Antecedentes y Planteamiento del Problema
El presente proyecto de investigación estudia el uso de tecnologías CNC
(Computer Numerical Control) en la producción artística actual.
En los años 40 – 50, aparece en el mundo el control numérico aplicado a la
tecnología de producción principalmente en los procesos relacionados con la
metal mecánica. En 1955 se contempla por primera vez una muestra de chapa
metálica que fue intervenida por una máquina punzonadora a efecto de presentarla
en la exhibición de Máquinas Herramientas de Chicago de dicho año.
El control numérico computarizado o como se lo conoce: el CNC, se introduce
formalmente en el campo del punzonado de metales en 1972, produciendo una
verdadera revolución en los procesos de formado de metales que se traduciría en
reducciones significativas de tiempo de producción, reducción en ciclos de

4
producción y el propio esfuerzo de la programación requerida que hasta entonces
habría utilizado el control numérico (CN).
Lo que hasta entonces habían sido solo soluciones del llamado ENC (Electrical
Numerical Control) darían un salto significativo en la manera en que se leían los
datos programados para su posterior ejecución.
La evolución tecnológica provocó un desarrollo que, con el pasar del tiempo,
permitió a la tecnología CNC penetrar en los más diversos procesos en la
producción y control de todo tipo de producto y actividad de múltiples ámbitos
afectando nuestra forma de vida.
Sin embargo, la tecnología CNC cuyo uso y aplicaciones es muy extensa en el
mundo entero, en nuestro país apenas hace unas pocas décadas atrás recién
comienza su introducción en los diversos ámbitos de la producción, siendo en
principio utilizada como una tecnología para el uso en industrias como la metal
mecánica, la maderera y publicitaria y solo muy recientemente, en la producción
artística.
Actualmente en nuestro país la tecnología CNC, si bien ha comenzado a ser
utilizada, sin embargo, persiste aún poco uso de ella. Diversas industrias
comienzan ya a dotar a sus máquinas con sistemas operativos programables y de
control numérico provocando un mejoramiento de sistemas productivos y control
de procesos.

5
Calidad del producto, cantidad, igualdad y exactitud del maquinado de piezas, así
como la agilidad, el control, la exactitud y, en general la optimización de todos los
procesos en que interviene esta tecnología, son ahora una realidad. Esto ha
permitido que pesos y medidas sean perfectamente iguales; de la misma manera,
las tolerancias, las resistencias y, en fin, una serie muy amplia de categorías de las
más diversas, ahora se ven asistidas con estas nuevas tecnologías, logrando los
grados de excelencia que siempre fueron la aspiración de la industria y del
mercado.
Esta nueva realidad a su vez ha permitido promover otro tipo de disciplinas
técnico- industriales, administrativas, de transporte, de manejo de carga, de ventas
y distribución, de publicidad y de marketing, es decir, de lo más amplio y variado,
logrando una verdadera retro-alimentación entre tecnología y sociedad.
Hoy en día ya no es una utopía ni un afiebrado sueño el hogar inteligente. El
mismo que sin ser de acceso generalizado usa nano tecnología, programación y
controladores computarizados proporcionando de manera eficiente y confortable
todos y cada uno de los distintos servicios propios del hogar. La informática lo
transforma todo, lo registra y lo ordena. Los controles computarizados los leen y
ejecutan sus órdenes.
Por otro lado, el hogar inteligente es aún un producto oneroso, sin embargo, los
productos tecnológicos tienen una tendencia a reducir costos en la medida que la

6
comercialización aumenta; un ejemplo es el costo del mouse y del teclado.
Tecnologías como la CNC, han logrado incorporar un plus mercantil a las
producciones masificadas, abaratándolas.
Desde el momento en que Steve Jobs introdujo el ordenador personal, logra la
libertad de disfrutar toda la tecnología de punta al servicio del usuario, desde lo
más elemental a lo más complejo que la informática ofrece. Actividades de la vida
cotidiana del hogar, la industria, la oficina, la escuela o la universidad, pueden
incorporarse a un registro mediante un ordenador personal, facilitando la
interacción entre los usuarios gracias a varios factores, como las redes sociales.
Para el mercado, se abrieron múltiples e insospechadas posibilidades, pues con
esta interacción usuario - ordenador, se logró establecer un comercio tan eficiente
que en la actualidad el usuario se halla encadenado al consumo de los productos
informáticos.
El cambio continuo produce un efecto que consiste en volver obsoleto a todo
producto anterior; y lo caduca, convirtiéndolo inmediatamente en basura
tecnológica cuyo reciclaje tiene un alto costo, por su tratamiento y manejo.
Actualmente, en el Ecuador, el sector artístico ya utiliza herramientas como
routters en procesos de corte, grabado y formado en diferentes tipos de materiales
como chapas metálicas, plásticas o acrílicas, madera, vidrio, piedra, etc. lo que ha
provocado paulatinamente un uso más intensivo de herramientas CNC logrando

7
mayor calidad técnica lo que ha despertado el interés de los artistas en este tipo de
tecnología y de sus aplicaciones.
1.2. Formulación del problema
En la obra: La tercera ola, su autor considera que la humanidad ha sufrido el
embate de dos grandes movimientos u olas.
Toffler (1980), La primera ola de cambio---la revolución agrícola--- tardó
miles de años en desplegarse. La segunda ola ---el nacimiento de la
civilización industrial---necesitó solo trescientos años (p.22).
Cuando miramos estas etapas, podemos percibir que el correspondiente a la de la
civilización industrial parecería un tiempo relativamente pequeño, si se compara
con la primera revolución que sufrió la humanidad, y luego, la que vendría, sin
saber cuánto podría durar, constituye la premisa del profundo cambio que vendrá;
una verdadera revolución, que tal como manifiesta el autor:
Toffler (1980), La humanidad se enfrenta a un salto cuántico hacia
adelante. Se enfrenta a la más profunda conmoción social y
reestructuración creativa de todos los tiempos. (p.22).
Aún más, esta potente transformación podría llevar intrínsecamente el significado
mismo de la tercera ola que sería la construcción de una civilización
extraordinariamente nueva con elementos que básicamente resultan

8
contradictorios a aquellos de la civilización industrial tradicional, pero que es
altamente tecnológica.
Es muy difícil emitir un juicio, pero de alguna forma es significativa la influencia
o al menos el poder de la tecnología, en las diferentes etapas. La etapa actual, la
que habría empezado con la tercera ola, ha sido reconocida como la de la
informática.
Hoy en día, usamos constantemente artículos tecnológicos de manera bastante
natural y con bastante eficiencia. Por ejemplo, los teléfonos móviles son tan
inherentes a la vida cotidiana del ser humano de igual manera como lo es el uso
del ordenador en prácticamente todas las actividades humanas como el trabajo,
estudio, familia, diversión, etc. En general el uso de la tecnología y sus distintas
aplicaciones es muy alto en todos los estamentos de la vida moderna.
Cuando nos remitimos al caso de nuestro país, y al referirnos a la tecnología CNC,
podemos identificar el problema como la falta de conocimiento y uso en el
Ecuador de la tecnología CNC, sus aplicaciones y herramientas. Actualmente en
nuestro medio, la utilizan industrias como la publicitaria, la maderera, y
fundamentalmente la del metal mecánico principalmente la de la elaboración de
partes y piezas. En el sector artístico, apenas comienza un acercamiento a su
conocimiento y uso.

9
Factores como los altos costos de las máquinas CNC, principalmente en la
inversión inicial para producción en general, la inaccesibilidad a programas de
diseño por problemas de licencias, encarecen su aplicabilidad. La ausencia de
capacitación de personal en el área de programación del manejo y operación de
esta maquinaria limita la posibilidad de la introducción a mayor escala en el
mercado industrial y artístico. Gracias a la información que se difunde en la web,
es posible conocer sobre esta tecnología, obtener noticias, videos de enseñanza y
de su funcionamiento, sus aplicaciones, cursos on line interactivos, y en general
una amplia gama de herramientas que permiten adquirir el conocimiento y la
formación técnica para su uso y aplicaciones.
El software libre proporciona capacidad de uso de esta tecnología y sus
aplicaciones, salvando problemas de costos en hardware, software y sus licencias.
La experiencia de quienes se encuentran ya en uso del CNC, sean estos la empresa
privada como el caso de Servicor, BKB Maquinarias, Metalistería Nabori, o el
caso de empresas estatales como Proyecto Agoyán, El SECAP, o de escuelas
politécnicas como la Politécnica del Ejército, o las Escuelas Politécnicas
nacionales se traduce en la posibilidad de compartir información transmitiendo la
idea de que es posible adquirir conocimientos sobre su uso.
Artistas extranjeros como Anthony Howe y Joshua Harker, realizan su producción
artística con tecnología CNC, el trabajo ente eléctrico, del artista visual español
José Manuel Ruíz, (exposición “Electrical Pulses”, FLACSO, miércoles 2 de
marzo, 2016) contiene una importante participación de esta tecnología con

10
impresión 3D y routter de corte láser CNC; artistas nacionales como Juan
Paredes y Pavel Andrade, utilizan tecnología CNC en su producción artística, y
comparten el deseo constante de renovar sus herramientas tecnológicas, viendo
en la utilización del CNC, un caudal abundante de herramientas que posibilitan
de mejor manera su trabajo artístico.
En nuestro medio al igual que en el extranjero, el uso de la tecnología CNC, se va
ampliando cada vez más; se conoce cada más sobre ella y su uso. Poco a poco, el
desarrollo tecnológico se va incorporando en los procesos productivos artísticos
tanto nacionales como internacionales.
Como nos dice Ruiz (2016), “¡CNC es el presente, pero será mucho más
el futuro” (pg.182).
1.3. Preguntas Directrices
- ¿Influye la tecnología CNC en la producción artística en la actualidad?
- ¿Cuáles son las evidencias del uso de esta tecnología en la producción artística
ecuatoriana en la actualidad?
- ¿Puede la tecnología CNC constituirse en una herramienta de uso generalizado
por los artistas en su producción habitual?
- ¿Puede la tecnología CNC aportar en la calidad de la producción de la obra
artística?

11
- ¿Será una tecnología de costos viables?
- ¿Está el artista preparado conceptual y técnicamente para entrar en esta etapa del
desarrollo artístico?
En nuestra ciudad se han visto en los últimos años algunos ejemplos del uso de la
tecnología CNC por parte de empresas y talleres dedicados a la producción
artística. Talleres San José de Escultura ha hecho una considerable inversión en la
adquisición de máquinas herramientas con tecnología CNC.
En el 2014 en la Feria Exhibición Campus Party, se exhibió una muestra de
robótica y uno de sus ejemplos lo constituyó Wall-e una imitación creada por
ecuatorianos y su autor creó posteriormente Teebot un robot educativo para niños
que en un show teatral logró interactuar tanto con un actor como con el público.
Son ya algunas las propuestas de proyectos de automatización de diferentes
máquinas herramientas con Control Numérico, existen muchos sectores de la
industria que ha incorporado éstos sistemas y tecnología, por tanto, si demoramos
más estaremos desperdiciando el uso de un recurso de óptimas posibilidades en la
producción artística pudiendo no solo reflejar lo que se hace en otros lugares, sino
que podremos aportar con nuestra propia experiencia en un tiempo no muy
distante.

12
1.4. Objetivos
1.4.1. Objetivo general
Analizar el uso e influencia de la tecnología CNC en la producción artística
contemporánea en el Ecuador.
1.4.2. Objetivos específicos
- Investigar la historia, desarrollo y características de la tecnología CNC y sus
posibilidades de uso en la producción artística en el Ecuador.
- Promover el desarrollo tecnológico del sector artístico en el Ecuador mediante la
promoción del conocimiento y uso de la tecnología CNC en su producción
artística.
- Comparar el proceso de producción tradicional con el proceso tecnológico CNC
en la obra de Pavel Andrade.
1.5. Justificación
La presente investigación se justifica por cuanto la tecnología CNC en la
actualidad ha trascendido a muchos ámbitos del quehacer humano y a distintas
industrias o sectores de la producción en general como el metalmecánico, el

13
espacial, militar, el de la investigación científica, etc. Sectores en donde ha
potenciado sus distintos procesos productivos y la capacidad del manejo de
muchas clases de procesos en que la tecnología CNC, es susceptible de
implementarse y usarse. Tecnologías basadas fundamentalmente en la informática
como el caso del CNC, permiten cada vez más y de manera más eficiente el
control de las múltiples y diversas operaciones industriales, incluso, con
posibilidades de uso en tareas cotidianas como las del hogar inteligente o como
las del control del tránsito en las grandes urbes con la semaforización; mediante la
descripción y confrontación de las distintas experiencias de uso de estas
tecnologías, compartiendo los diversos criterios, ideas, experiencias, proyectos, y
en general toda información sobre las posibilidades de su uso y aplicaciones,
para ponerla a disposición del medio y de sus actores incluyendo a los del sector
artístico, ya que dado el carácter lúdico de la obra de arte y de su producción, la
tecnología CNC, se convierte así en una herramienta más a su disposición y a la
de sus procesos creativos. La tecnología CNC, puede potenciar los recursos
técnicos en su creación artística con factores como la disminución de tiempos y
calidad en la elaboración. Respecto al caso de nuestro país, el presente trabajo,
mediante la investigación en algunos sectores como como el metalmecánico, el
maderero, el publicitario, así como el caso de algunas empresas estatales y
particulares; personas naturales, artistas y artesanos quienes actualmente poseen
algún tipo de conocimiento del uso de esta tecnología, sea por su preparación, o
por cualquier tipo de acercamiento al conocimiento sobre su uso y aplicaciones,
pretende aportar con datos y experiencias compartidas de estos distintos actores
que conocen sobre esta tecnología, y sus actividades actuales en los distintos

14
procesos productivos. Procura lograr un acercamiento a estos procesos y la
manera en que se han visto influenciados por el uso de esta tecnología, toda vez
que muchos de estos actores poseen maquinaria CNC, y procesos dotados con esta
tecnología.
1.6. Limitaciones
Después de revisar diferentes obras como ente eléctrico de José Manuel Ruíz, o
Londres de Juan Paredes, o signo de hombre de Juan Paredes y Pavel Andrade, al
igual que proyectos de expansión de la producción como el caso de Talleres San
José, que prevé aumentar su capacidad de producción en al menos un 30 al 40 %
de su capacidad actual, según el criterio de su gerente general Antonino Jaramillo,
(entrevista realizada y conversaciones personales p. 173), además de proyectos de
producción artística como el caso de Rock ‘n roll can never die del artista
ecuatoriano Pavel Andrade, o el proyecto de elaboración de un casco y una bola
metálicos, de formato mediano en su construcción, pero dotados de elementos
decorativos en alto número, lo que ha llevado al artista a usar tecnología CNC en
la producción de lo que ha llamado punta de casco decorativa 1, o el trabajo de
producción artística del artista plástico Juan Paredes, que han permitido identificar
algunas dificultades o limitaciones al trabajo de investigación.
En primer lugar, en Ecuador no existe un conocimiento amplio y generalizado
sobre esta tecnología, su uso y aplicaciones, se la considera como inusual incluso
en sectores en los que más ha penetrado como en el metalmecánico, cuya mayor

15
resistencia parecería ser los costos altos en relación de las máquinas herramientas
convencionales o tradicionales. El acceso a las máquinas herramientas CNC, es
muy restringida para el público en general, debido al costo de los equipos, y de las
mismas máquinas herramientas. Se trabaja en áreas restringidas, aun para el
personal de las plantas, a excepción del operador CNC. Además, cuando se quiere
adquirir software didáctico sobre esta tecnología, el acceso es muy limitado en
nuestro mercado y la poca oferta es excesivamente caro.
Las personas u operadores que trabajan con tecnología CNC, prefieren mantener
cierta discreción, sobre todo cuando tiene que ver con el acceso a la
programación. (códigos G).
Por otra parte, encontramos dificultades en el acceso a la plataforma que utiliza la
tecnología CNC; plataformas que son propias y exclusivas para el funcionamiento
de ciertas máquinas CNC. Muchos de los programas que se utilizan son
exclusivos y se los adquiere solo bajo licencias generalmente muy caras.
En un país como el nuestro, en el que existe una alta valoración de los productos
confeccionados a mano, sobre todo de carácter artesanal, existe una limitación
evidenciada en un tipo de resistencia al uso de nuevas tecnologías principalmente
por el problema de los costos. Pero también por el paradigma existente respecto al
uso de herramientas y maquinarias de carácter manual y artesanal como un plus
que se incorpora al bien artesanal o artístico producido.

16
En el medio artístico del grabado, percibimos cierta resistencia a la
automatización de los tórculos de grabado artístico. En Quito, Ecuador, la empresa
Metalistería Nabori, ubicada en La Merced del Valle de Los Chillos, dedicada a
producción metalmecánica y artística se encuentra elaborando tórculos para
grabado artístico. Cuando originalmente se proyectó dicha elaboración, se
pretendía realizar la transmisión de potencia o movimiento de los rodillos por des
multiplicadores o reductores de velocidad electrónicos, esto haría la edición
automática, pero los diferentes clientes en gran mayoría, manifestaron preferir el
sistema de transmisión de potencia de los rodillos de la manera tradicional es
decir en forma manual aduciendo diversas razones como lo manifiesta Wilfrido
Acosta, “la transmisión automática, le quitaría el sabor a la edición”
(conversaciones personales, mayo 2015). O lo manifestado por Paulo Aguirre:
“veo un problema de seguridad en la automatización” (conversaciones personales,
abril 2015).
Fig. 1. Tórculo de grabado artístico: PA 2016, transmisión de potencia manual
Metalistería Nabori, Fuente: Foto de Pavel Andrade, 2016.

17
En el sector del grabado artístico hemos encontrado cierta preferencia por
mantener máquinas y procesos de manera tradicional, lo cual sugiere que esta
tecnología al menos en el grabado artístico, no sería una opción; sin embargo, no
debemos dejar de lado la posibilidad de su uso en el grabado de las matrices
usadas en el mismo grabado artístico.
Todas estas limitaciones las hemos encontrado en el curso de la investigación que
se contrasta con los beneficios de las varias aperturas y oportunidades para su
realización.

18
CAPÍTULO II
MARCO TEÓRICO
2.1. Antecedentes
El presente proyecto se sustenta en lecturas de libros, tesis relacionadas al tema de
la tecnología CNC, entrevistas con personas que poseen conocimientos y
maquinaria CNC, la web, y experiencia personal en el manejo de esta tecnología.
Hace una década atrás, era casi inexistente el conocimiento del CNC.
Actualmente, esta tecnología ha penetrado en diferentes ámbitos de la producción,
incluyendo el artístico, debido a factores como: los costos de producción, tiempos
de elaboración o maquinado, ahorro de esfuerzo y obtención de piezas, partes y
procesos con óptima calidad. Algunas personas entrevistadas coinciden en que
estos factores cambian la visión sobre los métodos de producción convencionales
en contraposición con los métodos de producción asistidos por tecnología CNC,
tal como lo sostienen algunos de los entrevistados como el caso de Sandra Pinto,
Gerente general de Ventas de BKB Maquinarias, quien argumenta que
actualmente en el Ecuador, existe un nivel de penetración de un 30 % en relación
de lo que era 10 años atrás, ella manifiesta lo difícil y lento que ha sido el proceso

19
de asimilación de esta tecnología, y la resistencia que el medio ecuatoriano ha
tenido a su uso y aplicación, debido principalmente al desconocimiento de los
beneficios de esta tecnología.
Pinto, (2016),
Aun ahora, el 70 % es convencional y apenas solo el 30% es CNC; es
lastimoso que el público siga comprando así, pues ahorra tiempo, dinero,
recursos, pienso que no invierten en CNC por miedo, p. 201.
Otro de los factores fundamentales para la penetración del conocimiento sobre la
tecnología CNC, su uso y aplicaciones, parecería estar relacionado con el tema de
los costos aparentemente altos por lo menos en un inicio de las máquinas
herramientas equipadas con CNC, pero por igual, criterios como el sostenido por
uno de los entrevistados Luis Cárdenas, el beneficio que proporciona esta
tecnología en relación a su costo, puede ser paleado por otros factores.
Cárdenas, (2016),
la tecnología crece de tal manera que los costos en general de las máquinas
herramientas han bajado sustancialmente haciendo asequible su
adquisición, p.198.
Igualmente, suele relacionarse el tema de costos de operación, al alto costo de los
insertos y herramienta de corte que se ocupan en el maquinado, a lo cual
Cárdenas, (2016), contesta:

20
El problema que yo veo que existe es respecto al operador, al programador,
si estos tienen formación, conocimiento y experiencia, superarán
efectivamente el tema, p.198.
Al respecto de los costos onerosos de las máquinas herramientas CNC, existen
criterios y alternativas como la automatización de máquinas herramientas
convencionales, reconvirtiéndolas implementándoles un sistema operativo asistido
por un ordenador, lo que hace que se pueda contar al final con una máquina CNC
con costos más bajos de lo que llegaría a costar normalmente un equipo CNC de
fábrica.
- En el Ecuador se realizó la investigación:
Freile, E. (2009). La Automatización de una máquina fresadora mediante control
numérico computarizado (Tesis de la Facultad de Ingeniería Electrónica y
Control, no publicada, Escuela Politécnica Nacional), Quito.
En esta investigación su autor propone la posibilidad viable de desarrollar una
máquina herramienta de CNC en Ecuador de manera factible y a menor costo de
lo que tendría una máquina CNC extranjera.
Además, en el Ecuador, ya se han elaborado propuestas de construcción de
máquinas herramientas CNC, para el trabajo en distintos materiales tal como se
menciona a continuación:
- En el Ecuador se realizó el siguiente trabajo de investigación:

21
Guanoluisa, H. (2013). Diseño y construcción de una máquina fresadora CNC
con tres grados de libertad con un volumen de trabajo útil de 500X500X100 para
tallar madera en alto y bajo relieve (Tesis de la Facultad de Ingeniería Electrónica
y Control, no publicada, Escuela Politécnica Nacional), Quito.
El autor propone el diseño y construcción de una CNC para tallar madera en alto y
bajo relieve seleccionando materiales para alivianar el peso de la máquina y su
precio.
- En el Ecuador se realizó el siguiente trabajo de investigación:
Carvajal M., García F., Zurita I. (2009). Diseño y construcción de un pantógrafo
mediante control numérico computarizado CNC utilizando grabado por vibración
y fresado (Tesis de la Carrera de Ingeniería de Electromecánica, no publicada,
Escuela Politécnica del Ejército de Latacunga), Latacunga, Ecuador.
Con una autonomía de 3 libertades o formas de movimiento, por servomotores y
control numérico, los autores proponen el grabado en materiales como aluminio,
cobre, latón, bronce, madera, vidrio, acrílico, nylon, etc. logrando la realización de
textos alfanuméricos, logos, figuras geométricas complejas con diseño de
programas en CAD.
Aproximadamente en el año 2000, la tecnología CNC comenzó a ser utilizada en
el ámbito local de manera intensiva, básicamente en procesos productivos,
principalmente de las industrias metal mecánica y de maderas. Actualmente, si

22
bien su uso es más amplio y generalizado en producción de piezas y partes y
control de procesos, aún es muy pobre su utilización; factores como el alto costo
de las máquinas herramientas, el desconocimiento del lenguaje de programación,
entre otros problemas, han impedido su uso intensivo.
Sin embargo, en este proyecto de investigación, se quiere aportar con la
posibilidad de considerar el uso de recursos tecnológicos CNC, con alternativas
viables como la automatización a CNC y la construcción local de máquinas CNC,
como ya se mencionó, tal como lo propone el trabajo realizado en Ecuador, en
junio del 2016, por Paul Canseco, Ing. politécnico, especializado en control y
automatización, quien diseñó, calculó y ejecutó la construcción de un routter de
tallado con autonomía de tres ejes, con tecnología CNC, que tiene capacidad de
tallar madera, tal como se enseña en la Fig. 2.
Fig. 2. Paúl Canseco: Routter de tallado CNC,2016, Fuente: Foto de Pavel
Andrade, 2016.
Por otro lado, en diversos sectores, como el metalmecánico principalmente, se
utiliza la tecnología CNC en procesos de corte y punzonado. Lo cual ha

23
potenciado posibilidades en el sector artístico, pues el corte de materiales en
bloque, pero principalmente en plancha, es muy requerido.
Artistas de talla internacional como el caso de Anthony Howe, artista plástico
cinético estadounidense, en sus procesos de producción artística, crea móviles a
partir de materiales como chapa de acero inoxidable cortada por un routter de
plasma CNC; un dato interesante lo constituye el hecho de que, en su proceso de
creación artística, él diseña su obra previamente en un ordenador personal asistido
con programas de diseño industrial tipo CAD.
Fig. 3. Anthony Howe. Octo escultura cinética. Fuente: Anthony Howe. Octo
escultura cinética, 2014, https://www.youtube.com/watch?v=PIbk4AKFMTc
Estos programas le permiten ver rápida y fácilmente cómo interactúa cada una de
las piezas componentes de sus obras, cada engranaje; también puede recrear la
vista previa de sus obras en proceso o en su resultado final. Cuando la obra ya está

24
diseñada en su totalidad, puede correr un programa simulador del funcionamiento
de sus partes mecánicas y ver cómo actúan estas en pleno funcionamiento
simulado; así sabrá si hay errores, si hay que hacer reparaciones de las mismas o
de toda la obra; igualmente en el mismo ordenador puede generar rediseños o
reparaciones las veces que sean necesarias hasta encontrar un resultado final
óptimo, así estas formas se resuelven previamente en un ordenador, una vez que
ha llegado a un estado de la obra que le satisfaga, el artista procederá al corte de
las chapas metálicas por medio de un simple envío de un archivo a una máquina
automática CNC que cortará el acero inoxidable.
De la misma forma que se puede apreciar posibles errores, también se miran en el
ordenador otros aspectos como los estéticos y de montaje. Es posible crear
entornos y lugares creados mediante la fotografía o el video en donde insertar las
esculturas, teniendo una vista previa simulada.
Fig. 4. Anthony Howe: Kinetic Sculptor. Fuente: Anthony Howe: Kinetic Sculptor,
2014, https://www.youtube.com/watch?v=PIbk4AKFMTc

25
Como manifiesta el artista, los montajes de las obras pueden ser una de las partes
más sencillas del trabajo. Así, por ejemplo, en su obra Octo (Fig. 2), el ensamblaje
dura un promedio de apenas media hora.
En el Ecuador, ya se han realizado investigaciones y propuestas relacionadas al
corte de chapa por diversas posibilidades CNC, como se manifiesta a
continuación:
- En Ecuador se realizó un trabajo de investigación:
Cisneros, V. (2006). Implementación de corte bidimensional controlado por
computadora (Tesis de la Facultad de Ingeniería Electrónica y Control, no
publicada, Escuela Politécnica Nacional), Quito.
La autora propone que siendo los procesos de corte una aplicación de los procesos
de manufactura y automatización, se puede utilizar este sistema para producción
de figuras exactas, perforaciones de diversa profundidad en agujeros, corte de
metales, cuero, tejidos siguiendo un patrón de estampado, etc.
- En Ecuador se realizó el trabajo de investigación:
Guallichico, D. (2012). Programación e implementación de un pantógrafo CNC
para oxicorte mediante el uso de Mat6Lab basado en la importación de un
archivo de formato gráfico (Tesis de la Facultad de Ingeniería Electrónica y
Control, no publicada, Escuela Politécnica Nacional), Quito.

26
Debido a los costos de maquinaria CNC, se plantea el desarrollo de una
alternativa mucho más económica para lograr cortes de cualquier figura en una
plancha metálica con la ayuda de oxicorte y un sistema de CNC.
Opciones de aplicación de tecnología CNC, proporcionan posibilidades de su uso
en sectores artísticos como el cine, la televisión, y el teatro. Así:
- En el Ecuador se realizó el siguiente trabajo de investigación:
Oña, E. (1999). Control computarizado de una cámara de video para aplicaciones
de robótica (Tesis de la Facultad de Ingeniería Electrónica y Control, no
publicada, Escuela Politécnica Nacional), Quito.
En esta investigación el autor propone el diseñado y construcción de un control o
sistema operativo computarizado para lograr el movimiento de una cámara de
video por medio de motores de paso o servomotores controlados por joystick,
teclado o mouse del computador.
Como se ha revisado anteriormente, existen propuestas en concreto plenamente
abaladas por instituciones de alto rigor académico y técnico como son las escuelas
politécnicas nacionales en el Ecuador, que entre otras cosas, proponen y
promueven la vialidad de poder hacerse de una máquina herramienta con sistemas
CNC, aun cuando esto tenga que ser mediante la construcción misma de partes o
de su totalidad, como es el caso del trabajo expuesto por Guanoluisa (2013), otro

27
investigador politécnico, que propone el diseño y construcción de una máquina
fresadora para tallar madera en alto y bajo relieve.
Un tipo de alternativa como la formulada por el mencionado autor, resulta más
agresiva en apariencia para nuestro medio, pero una vez que se ha revisado el
mencionado trabajo de investigación, se entiende que es perfectamente viable,
incluso, desde el punto de vista económico. Los elementos mecánicos y
electrónicos y ciertos controladores electrónicos, sino se los puede encontrar en el
mercado local, se los puede construir. Igualmente, son muy diversos los trabajos
que ya se han hecho en nuestro país en este sentido, y la robótica por igual, no
puede escaparse de nuestra vista; así en el 2014, en la Feria Exhibición Campus
Party, se exhibió una muestra de robótica y uno de sus ejemplos lo constituyó
Wall-e. Posteriormente, Teebot, se constituye en el primer robot, 100 %
ecuatoriano, creado por los ecuatorianos Javier Chicaiza de EGM ROBOTICS,
autor de las partes mecánicas y electrónicas, junto a la parte informática
desarrollada por Santiago Mosquera, de clear minds- it.
La creación robótica que su autor llamó Wall-e, en honor al personaje de la
película del mismo nombre, interactuó con un actor, procurando entablar un
performance en cuya interactividad participaba el público al que se dirigió que
eran niños, en procura de entablar una relación que los acercara a la comprensión
del lenguaje de programación.

28
Fig. 5. Chicaiza, J., Mosquera, S.: Teebot el primer robot 100% ecuatoriano.
Fuente: Chicaiza, J., Mosquera, S.: Teebot el primer robot 100% ecuatoriano,
2015, https://www.youtube.com/watch?v=vcU9xg-sYWs
Igualmente, ha habido otras propuestas que están relacionadas con la robótica y
controles guiados por sistemas operativos CNC, como es el caso de lo
mencionado a continuación:
En el Ecuador se realizó el siguiente trabajo de investigación:
Rosero R., Yanangómez C. (2009). Construcción de un robot mascota “gato” que
interactúe con las personas (Tesis de la Facultad de Ingeniería Electrónica y
Control, no publicada, Escuela Politécnica Nacional), Quito.
En este proyecto los autores, realizan una investigación sobre la construcción de
un robot mascota gato que pueda interactuar con niños mayores a 3 años y con las
personas en general, haciendo que por medio del entretenimiento se pueda
desarrollar la inteligencia visual, sensorial, interpersonal y auditiva.

29
Actualmente, los robots tele dirigidos son usados para tareas peligrosas como
manipulación de materiales venenosos, explosivos, rescate de personas en zonas
inaccesibles, des activación de bombas, etc. Se usan además en rehabilitación de
personas con problemas en sus extremidades ya que simulan sus movimientos
ayudando a la vez a la persona a que también los realice.
La visión del uso y aplicación de la tecnología CNC, en nuestro país ha tenido
acogida, lo que ha procurado la creación de empresas como SAIS 3D, que
actualmente realizan trabajos de routter de corte y tallado, corte por láser,
digitalización y sobre todo impresión 3D, para diferentes sectores de la
producción industrial, publicitario y artístico. Pero otro aspecto significativo
radica en la construcción de impresoras CNC, como el modelo DELTA SAIS 3D
con una autonomía de impresión de 35 cm de altura por 28 cm de diámetro.
Fig. 6. Diego Aguinsaca: Impresora DELTA 3D SAIS, construida en Ecuador por
3D SAIS, Fuente: Foto de Pavel Andrade, 2016.

30
Igualmente, en el Ecuador, desde el año 2015, Metalistería Nabori, empresa
dedicada básicamente a la producción metalmecánica con tecnología CNC, se
encuentra construyendo tórculos de grabado artístico, así como también realiza
producción artística variada en escultura y grabado para lo cual se apoya en el uso
de máquinas herramientas con tecnología CNC.
Fig. 7. Tórculo de grabado artístico: PA 2016, Metalistería Nabori, Fuente: Foto
de Pavel Andrade, 2016.

31
Fig. 8. Metalistería NABORI, Fuente: Foto de Pavel Andrade, 2016.
Free software, open source, el acceso a la web, entre otros, han promovido el
acercamiento al conocimiento de la tecnología CNC; en la actualidad, incluso
hardware y software libres como el caso de Arduino, proporcionan posibilidades
de puesta en marcha de máquinas herramientas que de otra forma necesitaría de
las licencias respectivas. Igualmente, la red posibilita el acceso no solo al
conocimiento, sino también al autoaprendizaje, incluso con simuladores o
tutoriales gratis, lo que promueve ampliamente el acercamiento al conocimiento
del CNC, logrando que cada vez más, los artistas contemporáneos en el Ecuador,
visualicen cada vez más las posibilidades de su uso e implementación en sus
propuestas artísticas, como el caso de la escultura digital, y la impresión 3D;un
ejemplo de la vialidad de lo mencionado, lo constituye la primera exposición
CNC, realizada en el Ecuador con la participación de tecnologías CNC. Ruíz, J.
M. (2016). Electrical Pulses En esta muestra, el autor erige un proyecto
multimedia apoyado en instalaciones realizadas por proyecciones audiovisuales,
el empleo de luces led dirigidas. Realiza impresiones digitales en 3 dimensiones y
utiliza también routter CNC laser para grabar sobre acrílico.

32
Fig. 9. Exposición: Electrical Pulses, FLACSO, Ecuador, 2016,
Fuente:http://josemanuelruiz.net/v-i-d-e-o/, 2016.
Joshua Harker, (1970), es un artista norteamericano multidisciplinario, escultor,
músico, y tal como el mismo se define: aventurero digital, arquitecto de la
imaginación y perturbador. Su trabajo o más bien su búsqueda a lo largo de casi
20 años en los que sus esculturas en tres dimensiones, alcanzarían su cúspide con
el desarrollo de software, ensayos tras ensayos de materiales y que con la
tecnología de impresión 3D, le han conferido el título de pionero y visionario en
3D.
En la siguiente figura (Fig. 10), de su serie “Unmentionables”, el artista logra
mediante impresión 3D, mostrar magníficamente el concepto mismo de aquello
que significa lo innombrable, lo que no se quiere mirar, esto es: aquello que no
existe, lo interior, somos solo lo superficial, lo que nos cubre, lo que queremos
enseñar y que nos confecciona, existe tan solo aquello que se muestra al exterior,

33
somos lo que nos viste, lo que aparentamos ser, la forma en que nos construimos:
pelo, ropa, accesorios. Moda; no existe la persona, tan solo su ausencia. Joshua
Harker, trabaja la impresión 3D con una utilización plena de sus aplicaciones y
materiales. Sobre todo, logra un óptimo aprovechamiento de estos, no los emplea
como auxiliares tal como es el barro en el modelado. Ni tan siquiera como una
suerte de soporte, sino que parecería jugar con el material igual que un joyero
juega y trabaja con el oro. Al mirar su obra, podemos entender que es ese el
material adecuado y no otro. Valora la belleza del material, y la tecnología
simplemente es la herramienta de su transformación.
Fig. 10. Joshua Harker: Unmentionables. Serie objetivados. Fuente: Joshua
Harker, sculptor,2013, http://www.joshharker.com/blog/?page_id=4983

34
Harker (2013), manifiesta:
"Impulsado por el advenimiento de software de modelado orgánico,
tecnologías de impresión 3D y la ingeniería de materiales, mis visiones son
ahora capaces de hacerse realidad plásticamente en materiales de archivo.
Nunca antes se habían formas de esta complejidad orgánica podido ser
creados. Este gran ayuda de la tecnología es un momento revolucionario
para las artes y uno que será marcada con valentía en la historia. Me siento
honrado de ser considerado uno de los pioneros en el medio”.
(https://translate.googleusercontent.com/translate_c?depth=1&hl=es&prev
=search&rurl=translate.google.com&sl=en&u=http://www.joshharker.com
/%3Fpage_id%3D76&usg=ALkJrhgcNf0pO_yCHw1hrWP_RSh5Bs4vog)
.
Su obra ha sido, definitivamente absorbida por impresión 3D. Tal como se puede
apreciar en su serie: enredos técnicamente complejos “unmakeable” (realizado en
varios sentidos). En ella, es posible apreciar que la tecnología digital CNC tiene
aplicaciones solo limitadas por la imaginación.
Fig. 11. Joshua Harker: serie enredos. Fuente: Joshua Harker, sculptor,2013,
https://translate.googleusercontent.com/translate_c?depth=1&hl=es&prev=searc
h&rurl=translate.google.com&sl=en&u=http://www.joshharker.com/%3Fpage_i
d%3D76&usg=ALkJrhgcNf0pO_yCHw1hrWP_RSh5Bs4vog

35
En esta muestra, se puede apreciar una utilización más ambiciosa y audaz de los
recursos tecnológicos. Si analizamos la pieza final, podemos darnos cuenta que el
modelaje clásico en barro u otro material similar como la plastilina, representaría
mucho trabajo y de mucha complejidad. En primer término, el artista utiliza el
modelaje o dibujo digital en 3D tal como se puede observar en la siguiente figura:
Fig. 12. Joshua Harker: proceso de modelaje 3D, serie enredos, modelo 3D
impreso en PMMA (cera perdida) Fuente: Joshua Harker,
sculptor,2013.https://translate.googleusercontent.com/translate_c?depth=1&h
l=es&prev=search&rurl=translate.google.com&sl=en&u=http://www.joshhar
ker.com/blog/%3Fpage_id%3D4952&usg=ALkJrhhoFfc_MW2DcHqG-
kHuAe81jhnQbA
Luego el artista, por medio de una impresora 3D, procederá a obtener una pieza
impresa en material PMMA , que de forma directa puede ser empleada para el
proceso de la fundición a la cera perdida.

36
Fig. 13. Joshua Harker: Pieza impresa en 3D y montaje en rejilla para proceso de
fundición a la cera perdida, serie enredos, Fuente: Joshua Harker,
sculptor,2013.https://translate.googleusercontent.com/translate_c?depth=1&h
l=es&prev=search&rurl=translate.google.com&sl=en&u=http://www.joshhar
ker.com/blog/%3Fpage_id%3D4952&usg=ALkJrhhoFfc_MW2DcHqG-
kHuAe81jhnQbA
Luego, el artista realiza el proceso de fundición a la cera perdida y obtiene la
pieza lista para la operación de pulido y de pátina.
Fig. 14. Joshua Harker: proceso de fundición a la cera perdida, serie enredos, obtención de la pieza en
bronce, y pieza recortada de la rejilla. Fuente: Joshua Harker,
sculptor,2013.https://translate.googleusercontent.com/translate_c?depth=1&hl=es&prev=search&rurl=t
ranslate.google.com&sl=en&u=http://www.joshharker.com/blog/%3Fpage_id%3D4952&usg=ALkJrhh
oFfc_MW2DcHqG-kHuAe81jhnQbA

37
Finalmente, a la pieza pulida se le da una pátina y el acabado final obteniendo la
obra de arte como se mira en la figura:
Fig. 15. Joshua Harker: Pieza pulida y acabado final/ pieza terminada, serie
enredos, Fuente: Joshua Harker, sculptor,
2013.https://translate.googleusercontent.com/translate_c?depth=1&hl=es&pr
ev=search&rurl=translate.google.com&sl=en&u=http://www.joshharker.com/
blog/%3Fpage_id%3D4952&usg=ALkJrhhoFfc_MW2DcHqG-
kHuAe81jhnQbA
2.2. Referentes Artísticos
Empresas como talleres San José, dedicadas a producción escultórica incluso
monumental, ha implementado su parque de maquinaria, con la adquisición y
puesta en marcha de dos routters de diferentes capacidades, un escáner con
capacidad de copiado de un autobús y una cortadora laser de 180 watts. Esto
representa un incremento de su producción estimado en un 40% según su gerente
y propietario Antonino Rodríguez.
El routter, tal como se puede apreciar en la Fig. 16, es una máquina herramienta
que posee una mesa de cuya dimensión, dependerá igualmente la capacidad del

38
trabajo o el tamaño de la pieza a trabajar. Se coloca el material que a a ser
intervenido que en el caso de talleres San José, puede ser variado.
Jaramillo, (2016),
tenemos proveedores de nylon y duralón en el tamaño de bloque que
necesitamos, p. 185.
Una vez colocado y sujeto el material, el routter mediante un sistema operativo,
pondrá en ejecución un programa que le ordenará y le irá guiando poco a poco
hasta tallar la pieza que se diseñó previamente en el ordenador, que se diseñó o
que a su vez se escaneó previamente. En la Fig. 22. Correspondiente al Brazo
robótico escaneando un busto, se puede apreciar el proceso de escaneado, que no
otra cosa que una toma en todos y cada uno de los más mínimos detalles a una
pieza en particular, que pudo haber sido modelada en barro u otro material
previamente. El escaner, genera un archivo gráfico que se almacena en un
ordenador, con las ventajas propias de este como por ejemplo: el que la pieza
escaneada puede ser pequeña, y la figura tallada por el contrario puede ser mucho
más grande o del tamaño que se requiera.

39
Fig. 16. Antonino Rodríguez: Routter de 3 ejes, Talleres San José, Quito, Ecuador,
Fuente: Foto de Pavel Andrade, 2016.
Artistas como Juan Paredes, han encontrado en la tecnología CNC, una
herramienta idónea, para su aplicación en realizaciones y producciones artísticas
en madera y acrílico; en sus propuestas trabaja con CNC, hasta llegar un grado de
elaboración que luego gusta de terminarlo con sus propias manos.
Paredes, (2016), manifiesta:
reconozco que para mi obra gusto de llegar hasta un nivel lo más
aproximado, para luego intervenir directamente a mano. Tengo un especial
gusto por terminar y dar los acabados a mano a punte gubias, p.208.
La empresa Servicor, en la actualidad se halla, abasteciendo de servicios a
diversos sectores, incluyendo el artístico, produciendo digitalizaciones en
ordenador para luego ser ejecutadas en sus máquinas herramientas CNC,
manteniendo el criterio de que el digitalizador produce arte también tal como lo

40
manifiesta Calero, (2016) entrevista y conversaciones personales, p.198. La
empresa posee maquinaria CNC, de corte por plasma, y al chorro de agua, así
como también poseen un pantógrafo CNC de oxicorte como se puede apreciar en
las siguientes figuras:
Fig. 17. Fabricio Vargas, operador CNC, Cortadora al chorro de agua, Servicor.
Quito, Ecuador, Fuente: Foto de Pavel Andrade, 2016.
En la Fig. 18, se puede apreciar un trabajo de corte por plasma CNC, en una de las
máquinas que posee la empresa:
Fig. 18. Hamilton Cruz, operador CNC, Cortadora de plasma CNC, Servicor,
Quito, Ecuador, Fuente: Foto de Pavel Andrade, 2016.

41
2.3. Metodología
El presente trabajo es un estudio cualitativo realizado mediante el seguimiento de
algunas fases como son: un trabajo de campo para establecer las personas
naturales o jurídicas, empresas estatales y privadas que aparte de conocer de la
existencia de esta tecnología, su uso y sus aplicaciones, también poseen en
muchos casos maquinaria CNC. Una vez establecido lo anterior, podremos
realizar intercambio de información, foros, seminarios, conversaciones personales,
etc. y en general todo tipo de actividad que permita dar a conocer toda la
información posible sobre esta tecnología, su uso y aplicaciones, para de esa
manera contribuir a la difusión de esta tecnología.
Se ha realizado una investigación en las bibliotecas de universidades, escuelas
politécnicas e institutos en la búsqueda de la literatura existente referente a la
temática que se está investigando, para luego hacer un análisis de esta
información, lo cual puede proporcionarnos una visión, del grado de conocimiento
que existe en estas instituciones sobre la tecnología CNC. La investigación y
datos obtenidos respecto del grado de conocimiento que tienen estas instituciones
encargadas de la formación académica de nuestros profesionales, pueden aportar
como un referente más de lo que se conoce en nuestro país sobre esta tecnología,
y el grado de conocimiento y penetración que esta tiene en nuestro medio.
También se han realizado visitas y entrevistas a personas de diversos sectores que
conocen del uso y aplicaciones de esta tecnología y su uso y aplicaciones en sus

42
distintas labores productivas y académicas como el caso del artista visual J.M.
Ruíz, lo que contribuirá a difundir información sobre esta tecnología.
Hemos entrevistado a artistas sobre el conocimiento de la existencia de esta
tecnología y de su funcionamiento y posibilidades de su uso en los procesos de
creación artística que realizan. Igualmente se ha entrevistado a artistas que de una
u otra forma ya están en el uso de esta tecnología y sus aplicaciones.
La exploración de la web para extraer información sobre la tecnología CNC, usos
y aplicaciones, ha sido de mucha importancia. Igualmente se ha extraído de la web
información sobre plataformas y programas relacionados con esta tecnología.
También se ha extraído de la web información de imágenes, textos y videos.
Se hace un estudio de la obra de Pavel Andrade, artista que se ha involucrado por
años en el uso de la tecnología CNC, con la intención de potencializar el uso de
esta tecnología en su obra artística. En primer lugar, hemos examinado el nivel de
penetración y utilización de CNC en la realización de sus trabajos. Analizamos la
obra, Rock and Roll can never die, un trabajo que consiste en la obtención final de
una guitarra que es parte de la estatuilla de Angus Young obtenida mediante
impresión 3D, a partir del escaneo de la figura en cera previamente modelada con
técnicas tradicionales.
Igualmente, se ha revisado la propuesta artística del artista Pavel Andrade,
consistente en la elaboración de esculturas geométricas con piezas obtenidas

43
mediante los dos procesos de elaboración, esto es el método tradicional o
convencional con la participación de máquinas herramientas igualmente
convencionales, y el proceso de elaboración de estas piezas, con tecnología CNC.
Esto, permitirá elaborar una comparación, entre los dos métodos, cuyos datos
determinarán no solo de manera cuantificable, sino también en calidad, forma,
acabado, cuál es la solución más idónea para su elaboración,
Hemos incluido referencias que, junto al proceso indicado en esta metodología,
han aclarado el estado de conocimiento y práctica de la tecnología CNC en
nuestro medio industrial y artístico. Por último, los anexos fortifican los diferentes
componentes del este trabajo.

44
CAPÍTULO III
LA TECNOLOGÍA CNC: HISTORIA, DESARROLLO Y
CARACTERÍSTICAS.
3.1. Funcionamiento de la tecnología CNC
Desde hace mucho tiempo atrás, estamos acostumbrados a mirar formas de
producción diversas, en las que la participación de robots, ya no resulta extraña a
la mente del hombre moderno y, una pregunta interesante consistiría en: ¿cómo se
produce la acción misma de estos procesos, de los movimientos de estas
máquinas, de estos robots?
Al respecto, debemos saber que todo empieza con una máquina dotada de lo que
llamamos Control Numérico Computarizado o CNC.
Mc Graw Hill (s/f), “el CNC, es un sistema de control que incluye algún
tipo de computadora, p.145.
El control, tiene la capacidad de almacenar información sobre las acciones que
debe ejecutar, este almacenamiento de datos, se hace mediante información

45
codificada. Existen toda una serie de códigos o comandos con su respectiva
función específica.
Por ejemplo, los códigos G, son comandos de avance y posicionamiento, así
MAIER, EMCO, (2003),
G0: es un comando de avance recorrido, p. D2.
Para entender más fácilmente como funciona una máquina herramienta CNC,
tomaremos como ejemplo a la más representativa de todas ellas, que
tradicionalmente es el torno CNC. Entonces, en el torno, al igual que en cualquier
otra máquina CNC, los códigos G y M, realizan órdenes específicas, así por
ejemplo, los códigos G, son órdenes de ejecución de ciclos de trabajo o formas de
mecanizado, por ejemplo, un ciclo de roscado G76, o uno de taladrado G74;
mientras que los códigos M, son ordenes de acción de los mecanismos que posee
la máquina herramienta, por ejemplo, un código M3 ordena el movimiento o
puesta en marcha de la copa o mandril de garras en un sentido horario, mientras
que un código M4, ordena el movimiento en sentido anti horario. Un código M8
ordenará accionar la bomba del líquido refrigerante, mientras que un código M9
ordenará su cierre.
La introducción de datos puede hacerse manualmente por un teclado o por
software vía de un puerto en el ordenador. La información se construye mediante
la elaboración de un programa, el mismo que contiene todas las órdenes de
mecanizado, avances, velocidades y todas y cada una de las operaciones que deba
ejecutar la máquina CNC para la elaboración de una pieza.

46
Fig. 19. Función del código G. Fuente: David Rozo: torno CNC Leadwell,
cartilla de operación y programación, 2007,
http://es.slideshare.net/josemecanico/curso-basico-torno-cnc-leadwell2
Como se puede observar en la Fig. 19., existe un eje de coordenadas, en el cual, el
eje de las X, corresponde al movimiento que la torre portaherramientas hará
transversalmente—hacia el cuerpo de la persona, o alejándose--mientras que, el
eje Z corresponde a los movimientos que la torre portaherramientas hará en forma
longitudinal—hacia derecha, o izquierda--. Para entender mejor estos
movimientos, asumamos que nos paramos frente al torno, entonces tendremos los
elementos que se describen en la Fig.20, así tendremos a nuestra izquierda el plato
de garras o mandril, mientras a la derecha tendremos el contrapunto, y frente a
nosotros estará el carro transversal o portaherramientas.

47
Fig. 20. Partes de un torno CNC. Fuente: Torno partes y funciones imágenes,
(s/f), https://www.google.com/search?q=partes+de+un+torno+cnc&client=firefox-
b&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwiD-
8ufyYPNAhXJyyYKHfH8CsEQsAQIHw&biw=1366&bih=659#tbm=isch&q=tor
no+CNC+partes+imagenes&imgrc=E3Gqq1bxL6fBjM%3A
La introducción de datos, se realiza mediante programas que son secuencias
ordenadas y estudiadas y dan direcciones de trabajo, organizadas a su vez en un
bloque que contiene las direcciones del avance de la herramienta, la velocidad del
husillo, medido en revoluciones por minuto (RPM), que en programación CNC se
la representa con la letra “S”, la velocidad de avance medida en metros por
segundo representada por la letra “F”, las profundidades de las herramientas de
corte, y en fin todas y cada una de las órdenes que se requieran ejecutar, estarán
inscritas en el programa.

48
Fig. 21. Ejemplo de un programa que ejecuta un roscado cónico. Fuente: David
Rozo: Torno CNC Leadwell, cartilla de operación y programación, 2007,
http://es.slideshare.net/josemecanico/curso-basico-torno-cnc-leadwell2.
Como se puede apreciar en la Fig. 21., a la pieza que ya ha sido torneada
previamente, se le quiere mecanizar un roscado cónico, lo cual se hará con la
ejecución del programa para el CNC que se ve al pie del gráfico.

49
No debemos perder de vista el hecho de que la tecnología CNC es por principio
una forma de producción altamente sofisticada, tecnología de última generación,
de punta, que ha sido creada para el mecanizado de partes y piezas por medio de
un control numérico computarizado (CNC), logrando una serie de ventajas como
son precisión, calidad, menos tiempo y esfuerzo, que con maquinaria tradicional
significaría, alta inversión inicial y altos costos de mantenimiento.
Si se opera con protocolos de seguridad y calidad, el rendimiento de producción
es muy alto en relación al convencional. Además, es mucho más seguro el manejo,
pues el operador no se encuentra directamente expuesto al trabajo de la máquina
herramienta, a sus desechos y a la posibilidad de un accidente de desprendimiento
de material o herramienta, pues está completamente protegido porque la máquina
CNC trabaja con una cabina cerrada que incluso se detiene cuando por accidente
se abre sus puertas, haciendo a las operaciones de mecanizado de una CNC
confiables y seguras.
Es común en una planta de ensamblaje, encontrar todo tipo de máquinas
herramientas, rieles de transmisión, de carga, cadenas de transmisión, que, en los
distintos procesos, ocupan robots guiados por el mismo sistema de control
numérico computarizado.
En el campo de la producción artística, existen opciones, como los brazos
robóticos con capacidad de moverse en todas las direcciones y de realizar
diferentes clases de operaciones, como por ejemplo de escaneado en 3D, tallado,

50
desbaste, acabado de formas escultóricas en diversos tipos de materiales incluso
piedra y metal, tal como se puede apreciar en la Fig.22., en la cual un brazo
robótico de alta definición escanea un busto, para luego registrarlo en todas las
dimensiones. Una vez que se ha hecho esto, se genera un archivo el cual puede ser
intervenido para reparar hasta la más mínima imperfección que se encuentre en el
busto original y mejorarlo.
Fig. 22. Brazo robótico escaneando un busto. Fuente: 3D scan and cutting on a 5 axis CNC machine, 2009, https://www.youtube.com/watch?v=1p-
nTYKPo_I
Una vez que el ordenador tiene el archivo del escaneado, el brazo robótico
mediante una orden de ejecución, comienza a efectuar el desbaste mediante
diferentes accesorios como una sierra para cortar piedra, luego, cambiando de
herramienta, comenzará la talla del busto hasta llegar a la fase de acabado y

51
pulido, que lo hará con herramienta diseñada para tal efecto. Lo fundamental de
todas estas operaciones, más allá de probar la excelencia a la que puede llegar a
alcanzar una operación CNC, radica en entender que cada orden de ejecución se la
hace mediante un esquema para cada movimiento como lo manifiesta Hyroyuki
(2013), solo basta con seleccionar cada esquema y ponerlos uno delante de otro
para que el brazo robótico, o la máquina herramienta ejecute los diferentes
movimientos que se necesitan para mecanizar una pieza o realizar un proceso.
3.2. La tecnología CNC y su relación con otras tecnologías
actuales
Toffler (1980) manifiesta: “esta tecnosfera de la segunda ola, necesitaba
una <<sociosfera>> igualmente revolucionaria donde alojarse. Necesitaba
formas radicalmente nuevas de organización social” (p.42).
La sociedad ha debido asimilar los cambios que genera el desarrollo tecnológico,
y necesariamente buscar integración. Mientras más dinámica y profunda es esta
integración, se genera de mejor forma una buena utilización de todos los recursos
tecnológicos. Lo expresado por el autor, pone en relevancia, el estado de nuestra
sociedad actual. En un mundo en el que lo extraño es lo normal, en que la
tecnología ha alcanzado niveles que solo se visualizaron en la ciencia ficción, es
necesario mantener una posición de mente absolutamente abierta al desarrollo
científico- tecnológico actual.

52
En la Exhibición Internacional del Robot de Tokio en el 2013, se presentó una
muestra de diferentes fabricantes de robots, los cuales enseñaron las más diversas
capacidades que tienen estos en aplicaciones de la industria, los servicios, el arte,
y el hogar. Estos robots, realizan distintas operaciones que rayan desde lo más
banal de las actividades humanas, como el pintarse las uñas, hasta las más
sofisticadas operaciones dentro de una fábrica con trabajos especializados y de
mucha precisión, que incluso demandan capacidades de discernimiento.
(International Robot Exhibition 2013 in Tokyo).
La tecnología CNC, tiene relación con tecnologías anteriores y actuales; así, su
relación con tecnologías de operación y funcionamiento de las máquinas
herramientas tradicionales, ha logrado optimizar y desarrollar los sistemas
productivos con excelentes resultados. No solo ha potenciado tecnologías
tradicionales por decirlo así, sino también está logrando ir a la par y potenciar
tecnologías de última data, con las cuales colabora en la realización de procesos,
en producciones robóticas, e incluso en la elaboración de piezas y partes, las
cuales tienen ahora nuevas necesidades, como por ejemplo, el grabado de un sello
identificador como lo exige la Industria 4.0, que es un concepto de nuevas formas
de organización basada en la integración de toda la producción en sistemas
informáticos. En estos procesos de mecanizado, la labor de grabar también es una
más de las acciones encomendadas a una herramienta especial de una máquina
CNC, al igual que su lectura. Este sello de identificación posiblemente indicará la
forma de ensamblado que esta pieza específica tiene, y será nuevamente
tecnología CNC la que realice este proceso de ensamble de un motor.

53
Pero cuando pensamos en tecnología CNC, es normal imaginar herramientas,
brazos robóticos y procesos, pero a más de ello hay una característica
determinante que es la de depender de un control numérico computarizado. Este
tipo de control, es un elemento que, de manera directa, relaciona a la tecnología
CNC con la mayoría de las otras tecnologías que existen actualmente, pues casi
todas estas operan o necesitan de un control numérico computarizado. Un ejemplo
claro de esto lo constituyen los sistemas domóticos que son todos aquellos
relacionados con el hogar inteligente el cual a su vez utiliza nanotecnología, la
que se acciona gracias a mini controles CNC.
Como se puede mirar en la Fig. 23 en la arquitectura de sistemas domóticos,
existe una gran cantidad de trabajos propios del hogar que en un futuro inmediato
serán realizados por robots como se pudo apreciar en la exhibición de robots del
2013 de Tokyo.

54
Fig. 23. Arquitectura de sistemas domóticos.
Fuente: Arquitectura domótica imágenes, (s/f)
https://www.google.com/search?q=domotica&client=firefox-
b&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwjgr7WFqubMAhXK7i
YKHVIqAZoQsAQIMw&biw=1366&bih=659#tbm=isch&q=arquitectura+domot
ica&imgrc=Yfr2CBeojncPLM%3A
Es importante recalcar que todas estas funciones domóticas del hogar inteligente,
se hallan interconectadas por internet de las cosas, que es un sistema de registro
de cada objeto producido por el ser humano interconectados por internet,
mediante lo que significa una suerte de conexión avanzada de dispositivos,
sistemas y servicios.
Generalmente relacionamos a los robots con una forma similar al ser humano y a
su figura; pero existen robots diferentes, principalmente brazos robóticos que son
los más comunes dentro de las fábricas y talleres de arte.

55
Fig. 24. Robot industrial KUKA, Fuente: Imagen de un robot industrial KUKA,
https://www.google.com/search?q=ROBOT+INDUSTRIAL+kuka&client=fire
fox-b-
ab&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwjKqfHr3_rMAhV
M4CYKHfCgCHAQsAQIOA&biw=1366&bih=659#imgrc=NjXgml8IleQdQ
M%3A
Estos brazos robóticos se implementan en procesos productivos de talleres y
fábricas como ensambladoras de vehículos como se puede observar en la siguiente
figura.
Fig.25. Robots industriales integrados en una fábrica de producción de
vehículos. Fuente: Robots
industriales,(s/f),https//singularidadpara7000millones.wordpress.com/2013/04/
20/maquinas-inteligentes-3-robots-indiferentes/robots-industriales/
Estos brazos robóticos también son empleados eficientemente en la producción
artística. En la siguiente figura, se puede apreciar un brazo robótico realizando la

56
talla de una cabeza humana, directamente interviniendo al material que, podría ser
desde un tipo de resina plástica, hasta piedra o metal.
Fig. 26. Detalle del tallado de una cabeza humana por un brazo robótico.
Fuente: Thermwood 5 Axis CNC Routter at John Cox's Creature Workshop
creating "The Race" display (2010).
https://www.youtube.com/watch?v=ij7dStSArjE
Este brazo robótico realiza la talla ejecutando órdenes con un CNC.
Empresas como FANUC especializada en la construcción de sistemas operativos,
están produciendo brazos robóticos con tecnología CNC, y sistemas robóticos
totalmente integrados mediante rieles y puentes equipados con estos brazos,
permitiendo su movimiento y desplazamiento en todas las coordenadas, es decir,
en todas las direcciones, alimentando unidades de producción o centros de
maquinado, que dota de autonomía a todo el proceso de mecanizado.

57
3.2.1. Relación de la tecnología CNC con el internet de las cosas
Cuando hablamos de internet de las cosas, nos cuestionamos a qué cosas se
refiere, y la respuesta es que se trata de todos y cada uno de los distintos objetos
que nos rodean, un lápiz, un libro, un carro, una máquina, todos los objetos
confeccionados por el ser humano.
Son interminables los ejemplos de objetos dotados de tecnología informática;
existe por igual una amplia gama de procesos industriales que contienen estos
sistemas informáticos de alta tecnología. Actualmente y tal como propone,
internet de las cosas, tanto objetos como procesos de la más diversa índole, se
hallan intercomunicados entre sí, facilitando sistemas de registro, inventario,
almacenaje, distribución, transporte y ventas.
En actividades del diario vivir, existen una cantidad de tareas propias del hogar
que podrían hacerse con máquinas evolucionadas. Tal es el caso de una simple
podadora de césped que previamente, ejecuta una operación de escaneado en la
que reconoce un área de terreno o jardín, luego con un sistema inteligente, envía
esta información a un sistema operativo, que posee un programa para ejecutar la
orden de podado realizando la tarea sin la participación directa del ser humano.
Hoy con la electrónica y la informática se van generalizando acciones simples
como abrir y cerrar puertas o con cocinas que se prenden o se apagan con mandos
a distancia mediante implementación de tarjetas RIFD o con aplicaciones como
las de AT&T y su producto vida digital.

58
3.3. La tecnología CNC y la cuarta revolución industrial
En la ciudad suiza de Davos, se reunía en el mes de enero del 2016 el foro
económico mundial en su edición número 45 con la asistencia de más de 40
mandatarios entre los cuales se hallaban algunos latinoamericanos.
(https://www.youtube.com/watch?v=HtwPkg_3dAY). El eje principal de este foro
(World Economic Forum) se fija en una serie de incertidumbres en temas como la
desaceleración económica, la caída de los precios del petróleo, la fuga de capitales
de algunas economías emergentes hacia países desarrollados, la eliminación de las
sanciones contra Irán, el impacto global de la economía china, etc. En este foro, el
FMI (Fondo Monetario Internacional) aprovechó para emitir un informe según el
cual revela que la economía mundial si bien no caerá, su crecimiento será mucho
menor de lo esperado a la par que las economías de Latinoamérica seguirán al
menos por un año más, en una recesión; sin embargo, se manifiesta que no se está
viviendo una recesión de carácter mundial; igualmente se ha hablado de la crisis
de los refugiados, la crisis migratoria y, como no podía ser de otra forma, el
problema del terrorismo mundial.
El foro mundial se refirió muy abiertamente sobre algo de lo que ya se venía
hablando desde hace algún tiempo, y que tiene que ver con la llamada Industria
4.0, el internet de las cosas, la conectividad total, etc. elementos todos ellos, parte
de la llamada cuarta revolución industrial.
En conclusión, vemos que la convergencia de la tecnología digital con otras
tecnologías se constituye en la base de una nueva revolución a gran escala, ésta es

59
la llamada cuarta revolución industrial, la misma que está impulsada
principalmente por la inteligencia artificial, que para el caso del arte se convierte
en un reto, al poner a los artistas al filo de un cambio de paradigmas.
3.4. La máquina automática
Según la Real Academia Española de la Lengua, máquina automática es un
mecanismo “que funciona en parte o en todo por sí solo” [DRAE, en
http://lema.rae.es/ drae/? val=autom%C3%A1tico (online, 06.10.09)].
Como se puede apreciar, este es un concepto básico de carácter netamente técnico
cuya trascendencia parecería estar ligada al proceso evolutivo que sufre la
máquina; en principio a manera de un mecanismo que funciona en parte,
alivianando el esfuerzo o trabajo y produciendo un principio de masificación de la
producción. Posteriormente y debido a este proceso de desarrollo tecnológico, la
máquina podría estar en capacidad de funcionar totalmente por sí sola, como es el
caso de las máquinas electromecánicas asistidas por levas, o por sistemas
hidráulicos y neumáticos.
Imaginemos luego la implicación que significaría la combinación de la
electrónica, con la mecánica y sobre todo con la informática que la tecnología
CNC aglutina. Esta combinación, pone al artista por igual en una verdadera
conmoción, cuyo efecto revolucionario se produjo como manifiesta Ruíz, (2013),
en:
“uno de los presupuestos más importantes que establece la automatización
de la máquina es el fraccionamiento entre producción y pensamiento”,
p.38.

60
Cuando pensamos en el tipo de mundo, y en el estado en que este se encontraba
en el momento mismo en que se producían cambios por la incursión de máquinas
como la de vapor, por ejemplo, reconocemos el hecho de que esta intromisión de
procesos tecnológicos, debían llevar consigo, una sociedad que por igual debía
estar preparada para tal.
Toffler, (1992),
“En todas las sociedades, el sistema de energía, el sistema de producción y
el sistema de distribución son partes interrelacionadas de algo más grande.
Este sistema más grande es la tecnosfera, y adopta una forma característica
en cada fase del desarrollo social”, p. 42.
Toffler, (1992),
“Pero esta tecnosfera de la segunda ola necesitaba una <<sociosfera>>
igualmente revolucionaria en que alojarse. Necesitaba formas radicalmente
nuevas de organización social”, p.42.
Según Ruíz, cambia el significado del concepto de creación artística, la máquina
automática no será únicamente un mecanismo que funciona en parte o en todo por
sí solo, sino el conjunto de mecanismos o tecnologías que han servido de medio
para que los artistas que se apropiaron de ellas llevaran a cabo la destrucción del
aura en la obra de arte y de todas las premisas y todos los paradigmas aceptados
hasta su aparición ofreciendo a la vez, las soluciones concretas al desarrollo del
pensamiento filosófico contemporáneo.
En la producción, de la realización de la obra, lleva implícito aún el desarrollo del
pensamiento. Con la automatización, este hecho cambia, pues el artista puede
desarrollar un pensamiento autónomo respecto al proceso de producción. Es más,
en su fase más radical, la máquina puede hacer el proceso completo, separando el

61
pensamiento y dejándolo libre, ante la propuesta creativa en la que nuevamente se
impondrá el intelecto antes que lo técnico. Fundamentalmente, el proceso de la
automatización en lugar de esclavizarlo, lo libera, por lo cual, el artista no debe
temerlo, sino aprovechar la oportunidad que le brinda el desarrollo tecnológico
proveyéndolo de nuevas herramientas que utilizará en su creación artística.
Ruíz, (2013), manifiesta:
“Una de las claves más importantes está en que el artista ha comprendido
que la producción de objetos ha llegado a un punto irrelevante; no
constituye el fin del arte, sino que el arte es una estrategia para el acto del
pensar, para el desarrollo del pensamiento, por eso necesita de la teoría en
mayor medida que durante los siglos precedentes”, p. 39.
3.5. De la Sociedad Industrial a la Industria 4.0
Cuando nos referimos a la industria en particular, sobre todo, si lo hacemos en el
sentido de su evolución, podríamos escoger como punto de partida el cambio que
se produjo con el descubrimiento y posterior aplicación de lo que era la máquina
de vapor a finales del siglo XVIII, inventada básicamente por Heathfield Hill,
pero de la que indudablemente James Watt fue un precursor, que es reconocido
como el momento histórico en que se visualiza el comienzo de la
industrialización.
Toffler, (1992), manifiesta:
“con las tecnologías basadas en el vapor y el carbón, y más tarde con el
advenimiento de la electricidad, se hizo posible que un fabricante de
tejidos de Manchester, de relojes de Ginebra o de ropas de Frankfort,

62
produjese más unidades de las que podría absorber el mercado local, p.
103.
Fig. 27. Máquina de vapor y sus partes.
Fuente: “Máquina de vapor y sus partes", s/f,
http://recursostic.educacion.es/secundaria/edad/2esobiologia/2quincena3/2q3_con
tenidos_2c.htm
La máquina de vapor basada en la conversión o transformación del calor en
energía mecánica mediante el proceso de combustión principalmente del carbón
de piedra transmitiendo el calor a una caldera, que a su vez contiene agua,
produciendo la generación de vapor a alta presión convirtiéndolo en energía
mecánica, pudiendo así accionar o mover una máquina o un generador eléctrico.

63
Este tipo de energía es conocida como termodinámica, y abriría al ser humano y a
la sociedad de entonces, horizontes muy amplios en su aplicación, beneficios y
desarrollo.
El mejoramiento paulatino de los sistemas de producción industriales a finales del
siglo XX, produciría lo que se conoce como la producción en masa, es decir, la
producción pura y dura de toda clase de artículos en cantidades cada vez mayores,
haciendo que el paradigma de esta sociedad industrial se conciba bajo el
pensamiento de que lo que la industria y el ser humano deben hacer, que es el
procurar los estándares más altos de producción y servicios, convirtiendo al ser
humano en un consumidor neto de todo cuanto se produce, y como cada vez se
producen más objetos, se crea también cada vez más necesidades a cubrir,
logrando obviamente un círculo cerrado en que se necesita nuevamente producir
más y más y por igual consumir cada vez más.
En esta vorágine de la fiebre de la producción, por la década del 70 se produce la
intervención de la electrónica y el uso de las tecnologías de la información, es
decir, la informática, provocando un desarrollo mucho mayor, no solo de los
procesos productivos en sí, sino un vertiginoso impacto social, con implicaciones
que hasta el día de hoy no se alcanza a comprender y son fuente de análisis y
discusión.
Estas implicaciones en el aparato social y cultural, marcan una diferencia con
otros momentos históricos de otras revoluciones industriales pasadas y de otros

64
procesos productivos y el impacto en el modo de producción. Hoy en día, estamos
en poder de una gama muy alta de tecnologías, aplicaciones y posibilidades que,
más allá de la informática, siguen constantemente impulsando el desarrollo de la
técnica y tecnología.
Hoy asistimos al instante en que se advierte un fenómeno científico-tecnológico
que incorpora todas las tecnologías llevándonos al umbral de una cuarta
revolución industrial que abarca a la tecnología CNC y su aplicación en el arte.
Como siempre surgen problemas sobre la meditación sobre si son estas
tecnologías las que nos sirven a nosotros o, por el contrario, somos nosotros los
que servimos a otros sectores y a los navegadores como Google (Carr, 2011, p. 1).
Dependemos de la tecnología para aspectos de nuestro diario vivir, como son la
comunicación telefónica, el registro de datos, agenda, redes sociales, con una
dependencia cultural del registro de fotos y videos, acciones todas ellas que las
pueden realizar un simple teléfono celular móvil, Smartphone, o IPhone.
Ahora bien, la tecnología CNC como cualquier otra tecnología, es un mecanismo
que definitivamente nos sirve para acelerar los procesos productivos con mucho
menos gasto de esfuerzo y dinero. Esta tecnología abre las puertas a una riqueza
de recursos que facilitan y nutren la producción artística.
El artista en la actualidad posee a su alcance una amplia gama de recursos
próximos a la fantasía y la imaginación, pero completamente reales y posibles;

65
hoy podemos hacer uso de estos recursos tecnológicos y al igual que cualquier
otra tecnología, la diferencia la hará el buen conocimiento y uso que de ellos
hagamos.
En este desarrollo del conocimiento y de la industria, tenemos el concepto de
Industria 4.0, que se trata de una tendencia que está ganando adeptos en todo el
mundo, pero es fundamentalmente impulsada por la UE, principalmente por
Alemania. Empresas como la BOSCH o como SIEMMENS, están liderando
procesos que están muy inmiscuidos en este concepto. La Industria 4.0, implica la
colocación de un sello para inventariar cada uno de los objetos existentes en
nuestro alrededor, dotándolos de identidad propia. El producto artístico es
considerado como objeto a más de registro incluido a esta nueva visión de
producción y comercialización.
La tecnología CNC, es utilizada para llevar adelante el concepto de industria 4.0.
Para esto, se busca consistencia en registros de todo lo producido y marcado por
un láser, dotándolo de identidad propia. La Fig. 28, muestra un inyector de un
motor que ha sido marcado por CNC, mostrando el concepto de industria 4.0.

66
Fig. 28. Industria 4.0: la nueva revolución industrial / Hecho en
Alemania. Fuente: “Industria 4.0”,
2014, https://www.youtube.com/watch?v=yxitQo7rn-I
Pero en general ¿es confiable un sistema que necesita de la acumulación, registro
y almacenamiento de tantos datos?
No es extraño, con internet de las cosas, la interconectividad e interacción entre
todas estas piezas, motores, objetos y cosas, por el contrario, es necesario para
facilitar que procesos del uso y aplicación de todo lo que se fabrica en Alemania
pueda ser inmediatamente leído y registrado en Japón, por ejemplo, para lograr de
manera más inmediata y eficiente su incorporación al mercado y a su
funcionamiento inmediato. Sin embargo, es precisamente este registro de datos el
que previene de espionaje industrial y proporciona al cliente un dato de
confiabilidad de ser el propietario en exclusiva de la pieza que exige.
En Industria 4.0 existen también protocolos de gestión de calidad y de riesgo
como dotar de color específico a ciertos procesos una vez que las piezas están
completamente listas. No debemos olvidar, que la tecnología CNC, interviene
directamente en la ejecución de todos estos procesos y protocolos, de tal manera

67
que mientras más desarrollo de la industria exista, mayor será el grado de
intervención de esta tecnología, habrá mayor necesidad de personal calificado; los
mismos empleados tendrán que realizar nuevas y diferentes formas de trabajo
especializado dentro del marco dela Industria 4.0.
Fig. 29. Protocolo del color. Fuente: Industria 4.0 la revolución industrial /
Hecho en Alemania, 2014, ttps://www.youtube.com/watch?v=yxitQo7rn-I
Sin embargo, mientras máquinas y productos se conectan cada vez mejor entre sí
incluso sin personal de control u operación, el ser humano u operador es cada
menos activo y necesario, planteándonos la presencia inminente de la sensibilidad
del artista, re direccionando y encausando tecnología y arte.
3.6. Open Source
En el contexto del desarrollo tecnológico actual, parece haber una solución digital
para casi cualquier actividad humana. Constantemente aparecen soluciones o
aplicaciones no solo de carácter domótico, sino en general para cada proceso o

68
actividad sea productiva o no, Actualmente el ser humano carga en su propio
celular un amplio catálogo de soluciones y aplicaciones de la más diversa índole
incluyendo juegos o aplicaciones de carácter lúdico. Sin embargo, todas estas
soluciones tienen un costo, que en general resultan onerosas y están inmersas en
una tendencia consumista de última generación que incluye aquellas que se
promocionan por las redes sociales. En este nuevo tipo de consumismo, el
concepto del pago por licencias y aplicaciones se hace perfectamente normal y
cotidiano. El acceso a tecnologías con licencias costosas obviamente se ve
limitado, pero existe actualmente una tendencia al abaratamiento de los costos de
los productos de nueva tecnología y en el caso concreto de la informática, del
hardware y el software, surgen a nivel mundial ciertas propuestas y alternativas
como el uso de los llamados recursos abiertos u open source tal como manifiesta
J.M. Ruíz:
“Pero quizás una de las filosofías más destacables del laboratorio actual es
el proceso que generan mediante software libre y open Source, ofreciendo
coherentemente los resultados de cada proyecto con licencias abiertas,
pasando así a formar parte del dominio público, lo que permite que
cualquier comunidad desde cualquier lugar del globo pueda ampliar,
continuar y/o modificar dicho proyecto”. (Ruíz, 2015, p.368)
Igualmente, el autor en su artículo destaca el hecho del abaratamiento de los
recursos que intervienen en estas tecnologías, lo que propicia el acceso a su
conocimiento y uso, esto incluye la adquisición de máquinas herramientas dotadas
de sistemas CNC.
“El abaratamiento de los recursos facilita que surjan en cada barrio
hackerspaces, makerspaces, TechShops o Fab Labs -además de otro tipo de
agrupaciones más allá de etiquetas- poseedores de las máquinas y
herramientas de producción de la nueva cultura, cuyo tótem -
paradójicamente- sigue siendo un automatismo reproductivo: la impresora
3D, heredera de la impresora inkjet”. (Ruíz, 2015, p.368).

69
En la actualidad, es posible realizar el autoaprendizaje en la red, es relativamente
fácil encontrar información, datos, formas de programación, etc. y en el YouTube
es asequible el aprendizaje y la vista de simulaciones en video de los más diversos
programas de diseño en ordenador incluso de aquellos que son de licencia muy
cara y por tal inaccesibles en el mercado.
La posibilidad del uso de la red permite el hackeo de programas de diseño
mecánico y artístico, como el AutoCAD, Illustrator, Rhino, muchos de la
plataforma Autodesk, etc. Pero no es solo la posibilidad de un acceso a
determinado programa en sí, lo que es realmente importante, sino acciones como
el intercambio de información, de experiencias y de opiniones de los internautas
alrededor de todo el mundo que promueven indicaciones de cómo acceder a
ciertos programas, al manejo de maquinarias y las soluciones mecánicas y de
programación en CNC que muchas veces en el mercado de producción no son
realizables por factores como los que ya indicamos en alguna de las limitaciones
que se encontraron al momento de realizar esta investigación. Los foros permiten
intercambio de experiencias, y sobre todo de la búsqueda de soluciones a los más
diversos problemas que se presentan, en todos los ámbitos del quehacer humano.
La cultura o movimiento Maker, procura lograr los preceptos de la subcultura
contemporánea que preconiza aquello de: “do it for yourself” (DIY). Algo
significativo del movimiento Maker radica en los intereses típicos y actividades
relacionadas con las diversa ingenierías, robótica, mecánica e impresión 3D. En el

70
momento actual en nuestro país, grupos importantes de ingenieros electrónico,
mecánicos de telecomunicaciones, etc., se encuentran realizando una interesante
migración hacia procesos de carácter artísticos vía del acceso del manejo de
impresión 3d, dado que anteriormente procuraban la realización de prototipos vía
de modelado, tallado y dibujo, pero a través de impresión 3D , pueden realizarse
de forma más exacta y directa la realización de prototipos de piezas tanto
mecánicas como artísticas y de juguetería, los arquitectos y estudiantes de
arquitectura, pueden generar toda clase de maquetas para sus proyectos.
Igualmente se han potenciado actividades de metalurgia con casting incluido,
carpintería, y en general de artesanías y artes a cualquier nivel.
Existen páginas como thingiverse, que no solo permiten el copy page para
aficionados, sino al uso de verdaderas habilidades prácticas incluyendo la
realización de modelos y diseños que se comparten en forma libre y de algunos
que tienen un costo que permite a ciertos diseñadores colocar en esta página un
sinnúmero de sus trabajos.
Por otro lado, el aparecimiento de los Fab Labs, a partir de la iniciativa generada
en el MIT a principios de los años 2000 en el Center for Bits Atoms (CBA) en
cooperación con el medialab de Massachusetts han visto multiplicada en todo el
mundo su aparición. El concepto de Fab lab, permite la implementación de
laboratorios de fabricación digital personal y a la individualización de la
producción. Esto permite volver a considerar efectiva la producción a escala
media o individual, nos recuerda a aquello manifestado por Toffler, (1980):

71
“En efecto, lo que estamos presenciando es la confección a medida sobre
una base de alta tecnología”, p.219.
Por lo tanto, ¿estaremos asistiendo a una forma de desmasificación de la
producción?
La respuesta es sí, el acceso a la alta tecnología está produciendo ese efecto
también, estamos asistiendo a una relocalización de la producción, estamos
migrando de las grandes producciones en serie a las producciones individuales, y
en este proceso, los medios libres digitales hoy más que nunca están propiciando
estas posibilidades.
Desde el punto de vista de la producción social, acciones como las de los Fablabs
permiten que ciertas técnicas de producción se pongan al alcance de todos, y así
poder producir lo que uno realmente desee incluso aquellas cosas u objetos que
permitan las soluciones de problemas más inmediatos del diario vivir.
Los Fablabs, poseen cierto equipamiento que podría considerarse como básico;
estos elementos podrían ser entre otros:
Una impresora 3D.

72
Fig. 30. Impresora DELTA 3D SAIS, Fuente: Foto de Pavel Andrade, 2016.
- Una cortadora CNC que podría ser de Plasma CNC, o de laser CNC, pero
dado el tipo de acción que se necesita es mejor una de tipo laser, que se
encargará de realizar cortes en dos dimensiones, que luego servirán para
ser ensamblados en estructuras de tipo 3D, igualmente esta máquina
herramienta puede realizar cortes en otros materiales como puede ser el
vinil, acrílico y plancha de baquelita, con lo cual se puede ensamblar
circuitos eléctricos y tarjetas digitales.

73
Fig. 31. Cortadora láser CNC. Fuente: cortadora láser Foamix Foam, CNC, 2016,
http://articulo.mercadolibre.com.ec/MEC-409260020-cortadora-laser-foamix-
foam-acrilico-mdf-maquina-cnc-_JM
Fig. 32. Pieza de MDF cortada con láser CNC en dos dimensiones. Fuente: Foto
de Pavel Andrade, 2016.

74
- Routter CNC de tres ejes para mecanizado de materiales como acrílico,
espumaflex, MDF, madera, metal, resinas:
Fig. 33. Routter CNC Benchtop PRO CNC. Fuente:
https://www.thingiverse.com/thing:1363134, 2016.
- Fresadoras de varios tipos incluyendo la posibilidad de la confección o
mecanizado de moldes:

75
Fig. 34. Fresadora ZX zx6350ZA, Fuente:
https://www.google.com/search?q=fresadoras+imagenes&client=firefox-
b&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwjA8-
isl5LOAhWDbR4KHWOcDA0Q7AkIQg&biw=1366&bih=659#imgrc=g
W6IfVARAG9YbM %3ª, 2016.
- Herramientas de programación
- Ordenadores e impresoras
Fig. 35. Herramientas de programación, Fuente:
https://www.google.com/search?q=ordenadores+e+impresoras+imagenes
&client=firefox-b-
ab&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwiFrPGRoZLO
AhUGbB4KHaiNBJQQ7AkIOA&biw=1366&bih=659#imgrc=mxk5cND
sz_28eM%3A, 2016.
- Tornos de varios tipos y características.
- Taladro de banco.
- Herramientas manuales de varios tipos.

76
Fig. 36. Otras herramientas de un Fablab, Fuente:
https://www.google.com/search?q=herramientas+manuales+imagenes&clien
t=firefox-b-
ab&tbm=isch&imgil=zSCxQn0s8qvy5M%253A%253BbzvET4wg5PzCqM%253B
http%25253A%25252F%25252Fwww.kywi.com.ec%25252Fherramientas-
manuales&source=iu&pf=m&fir=zSCxQn0s8qvy5M%253A%252CbzvET4wg5P
zCqM%252C_&usg=__bjxhy4LVQONQUp2cAVJTcOwDBas%3D&biw=1366&bih
=659&ved=0ahUKEwi3lsm9q5LOAhXM0h4KHVuuArMQyjcINw&ei=0fmXV_fp
M8yle9vcipgL#imgrc=zSCxQn0s8qvy5M%3A, 2016.
De todas formas, este tipo de equipamiento, no es determinante a un Fablab, pues
aparte de este, son además otros elementos los que lo hacen, por ejemplo, su
campo de acción, que en general se desarrolla como un espacio de un campo de
experimentación de objetos o producciones; estas, pueden ser de las más amplias

77
diversidades, y sus objetivos serán determinados por cada Fablab acordes y
coherentes con lo que requieren o proyectan, incluyendo posibilidades de negocio.
Artistas, artesanos, ingenieros, arquitectos, etc. tendrán posibilidades de acceso a
soluciones informáticas, incluyendo impresión de modelos, bocetos y prototipos
3D.
En el Ecuador actualmente existen entre otros los siguientes Fablabs:
- UCE_Lab, es el medialab creado en la Universidad Central del Ecuador
como un espacio dedicado al encuentro, la investigación, la producción y
la reflexión creativa.
(https://www.facebook.com/ucelab/info/?entry_point=page_nav_about_ite
m&tab=overview),2015.
Como parte de las acciones que este medialab se realizó el conversatorio
“Procesos creativos en el contexto del medialab” en la Facultad de Artes de la
UCE. (10de julio,2015) Este acto contó con la organización y participación de
Arantxa Masachs, Javier Escudero y José Manuel Ruíz, poniendo en contexto la
participación del sector artístico en el mismo.
- El Medialab UIO (CIESPAL)
- El Fab lab Ecuador
- Fab lab Yachay

78
3.7. Free software
“Con software libre nos referimos a la libertad de los usuarios para
ejecutar, copiar, distribuir, estudiar, modificar y mejorar el software”,
(1985, p.76).
En 1985, Richard Stallman, funda la Free Software Foundation, colocando en
primer lugar a la libertad del usuario informático. El término en sí, free software,
contiene una ambigüedad entre la significación de libre y gratuito. Pues libre,
suele provocar la asociación a software gratuito, y no a la significación real que
refiere la posibilidad que tiene este software de sufrir modificaciones sin ningún
tipo de restricción por la existencia de una licencia que lo impida. Existe una
libertad de uso que es muy diferente a la significación de gratuidad.
Stallman aclara más que nadie que la referencia de software libre no significa que
sea “no comercial”, la verdadera significación refiere a la disponibilidad de su
uso, desarrollo y distribución comercial; de hecho, contempla su uso comercial,
suele asociarse free software con open source, pero tal como Stallman manifiesta
son dos cosas completamente separadas aun cuando comparten una serie de
proyectos conjuntos.
A partir del año 1988, empezó a usarse el término software open source por
algunos miembros de la comunidad de free software, relacionando una
significación igual para ambos términos, pero tal como Stallman refiere son
movimientos separados con una filosofía muy diferente entre sí, y la principal
diferencia radica en sus valores y en la visión del mundo y la sociedad, así como

79
del uso del free software y de sus recursos. El software libre es un movimiento
social mientras que para el movimiento open source software no libre es una
solución considerada más bien desde el punto de vista técnico. Para la filosofía
open source, el tema de que si el software debe ser una fuente o código abierto
como suele llamárselo, es una cuestión eminente práctica y no ética; para free
software, por el contrario, es absolutamente ética.
Stallman manifiesta:
El término open source se ofrece como una forma más de hacer esto, una
forma de ser <<más aceptable a las empresas>>. Los puntos de vista y los
valores del movimiento open source se derivan de esta decisión, (1985,
p.75).

80
CAPÍTULO IV
EL SECTOR TECNOLÓGICO Y LA TECNOLOGÍA CNC EN
LAS ARTES CONTEMPORÁNEAS DEL ECUADOR
4.1. Antecedentes
La capacidad de bocetar a mano alzada siempre será eficiente; sin embargo, hoy
en día las capacidades tecnológicas de tablets y pantallas touch screem ofrecen
aplicaciones con opciones de guardar y borrar información, superposición de
imágenes por medio de máscaras, incluso con la posibilidad de trabajar con lápiz
gráfico e incluso con los dedos, dando a las labores de dibujo alcances altos con
una versatilidad solo comparable a la mano del hombre. Funciones como copy
page o drawing page permiten copiar imágenes, intervenirlas, superponerlas,
colocarlas en dos y tres dimensiones pudiendo alcanzar nieles de visualización
que con técnicas tradicionales se emplearía mucho tiempo y esfuerzo.
Programas como el 3D-MAX, ofrecen opciones de diseño arquitectónico,
decorativo, de levantamiento de plantas con una opción adicional que constituye
una gran ventaja: la animación que permite visualizaciones en 2D y 3D, pero
sobre todo su animación.

81
Programas de la plataforma Autodesk como el AutoCAD, por su versatilidad de
uso en múltiples ramas, son herramientas de dibujo y diseño con las que trabajan
diversos sectores de la arquitectura, las diferentes ingenierías, diseñadores
industriales, de interiores, dibujantes en general, ha sido uno de los programas de
más accesibilidad y aceptación en el medio artístico, junto a Corel Draw y el
paquete Illustrator CS6.
4.2. La tecnología CNC en el medio tecnológico y artístico local
Desde hace mucho tiempo las universidades y las escuelas politécnicas, así como
distintos institutos y empresas de carácter privado, están ofertando la enseñanza y
formación en el conocimiento de diversos programas de diseño tanto industrial
como artístico.
El sector metal mecánico ha sufrido un impulso sin precedentes debido a que los
distintos programas de dibujo y diseño industrial o software permiten opciones de
dibujo y levantamiento de planos. El diseño de partes y piezas, gracias a los
nuevos programas se han dinamizado exponencialmente, mientras los tiempos de
trabajo han disminuido substancialmente ofreciendo una alta calidad del diseño
del producto.
Ahora bien, desde el momento que se cuenta con máquinas herramientas dotadas
de tecnología CNC todo se simplifica en las operaciones de mecanizado y control
de procesos. Es posible obtener producción de piezas y partes con rangos de alta

82
precisión y calidad a la vez que los volúmenes de producción son mucho más
altos de los que se puede lograr con procesos y máquinas convencionales.
Actualmente, las máquinas herramientas vienen dotadas de sistemas operativos
propios en los cuales simplemente se puede, de forma directa, dibujar la pieza
mientras el sistema operativo interpreta la necesidad y genera los códigos de tal
manera que, apenas este dibujo esté terminado, la máquina herramienta está lista
para ejecutar la mecanización de la pieza.
Existen algunos programas compatibles con sistemas operativos como el HASS
que logran la generación de códigos en forma directa sin usar programas de
enlace.
Fig. 37. HASS CNC Control: Fuente: HASS CNC Control, (s/f),
https://www.google.com/search?q=haas+lathes+imagenes&client=firefox-b-
ab&biw=1366&bih=659&noj=1&tbm=isch&tbo=u&source=univ&sa=X&ved=0a
hUKEwjPi5z5zPrMAhUGOiYKHQ7PBEwQ7AkIOg#imgrc=0zLLlDDS_QjUfM
%3A

83
4.3. Sector metalmecánico de la fundición y artesanal de
producción cerámica
Programas como el Rhino, usados en escuelas de diseño de producto como en la
UDLA en Ecuador, permiten diseñar un producto, incluso sacar moldes de
vaciado, sea en cera perdida o en barbotina para cerámica; en el diseño del molde
puede intuir las mejores opciones de corte en los modelos, para evitar retenciones,
que no son otra cosa que fallas en el modelado que no permitirían que una vez que
la pieza haya sido vaciada, pudiera liberarse sin dificultad del molde; estas
retenciones no solo son fallas de modelado, sino que pueden ser producto de la
natural complejidad de la pieza lo que hace que el artista, artesano o industrial
inmerso en modelado o vaciado de metales tenga dificultad para lograr una pieza
vaciada de calidad y sin retenciones; el programa le ayuda en la selección de
opciones de corte por las cuales dirigirse con el fin de obtener los mejores
resultados .
4.4. Sector de la Construcción, Arquitectura e Ingenierías
Programas como el AUTOCAD, comenzaron su aplicación y desarrollo en el
campo de la construcción. La Arquitectura, se ha beneficiado ya que su
presentación buscaba alivianar las necesidades de la generación de planos de
dibujo y del diseño arquitectónico; antes, en el dibujo de un plano se debían
realizar algunas pruebas o borradores con las distintas correcciones, generando los
cambios requeridos, hasta lograr el resultado deseado. Programas como el

84
AutoCAD, realizan el dibujo, el levantamiento de planos y la generación de
maquetas ahorrando tiempo y dinero, alivianando completamente el trabajo y con
resultados de excelente calidad.
AutoCAD, permite la elaboración de maquetas virtuales, en donde se pueden
apreciar, gracias a animación 3D, todas las vistas de cada una de las plantas, su
mobiliario, decoración, disponibilidad de servicios, y todo cuanto se necesite
mostrar al cliente, incluso puede generar una maqueta por medio de una impresora
3D.
En el campo artístico, el uso de tecnología CNC, permite realizar escaneado de
piezas, previamente modeladas por el artista, con lo cual se dispondrá de un
archivo al cual se lo puede visualizar y corregir hasta alcanzar el producto final
requerido. A partir de ello, con el concurso de impresoras 3D, podrá obtener
prototipos o la obra final. En el campo artístico, se presentan opciones del uso de
routters de corte y de tallado en diversos materiales, con las características que el
artista desee proporcionar a su obra, lo cual para el caso de los grabadores
representa un cambio de paradigma, pero que conlleva posibilidades técnicas de
mucha versatilidad y calidad.
El trabajo de un artista grabador empleando tecnología CNC como un routter y un
ordenador, puede lograr resultados satisfactorios con alta calidad y en menor
tiempo; algo similar ocurre con el escultor, pues con el empleo de un routter de
tallado puede conseguir altos y bajos relieves, y con un brazo robótico, puede

85
realizar trabajos de desbaste, tallado, pulido y acabado de esculturas. Solo falta
agregar que, tanto el grabador como el escultor pueden obtener el boceto, el
dibujo o el diseño, generado previamente en un ordenador.
En el campo de la escultura, el desarrollo de la tecnología CNC, ha permitido
generar una nueva forma de expresión artística que es la escultura digital, la cual
con programas como BobArt, o el Rhino, pero principalmente el Zbrusch, puede
diseñar directamente en la computadora, luego, imprimir en 3D, la escultura. El
acabado dependerá de la calidad de la impresora 3D, y de la calidad del diseño.
Con la ayudad de un escáner 3D, se puede por igual capturar una forma en sus
más íntimos y delicados detalles, para alimentar un archivo en el ordenador, luego
de lo cual se puede ordenar a un brazo robótico o a un escáner de tallado el trabajo
que culminará con la obtención de la obra de arte.
4.5. Sector de la Educación y Formación Personal
Desde hace mucho tiempo atrás, las distintas disciplinas y conocimientos se
impartían por educación virtual, clases y aulas virtuales llegan a nuestros hogares
por medio de la tecnología digital. Todos los niveles de la educación, son
susceptibles de aprovechar esta tecnología digital.
En lo que tiene que ver con las máquinas herramientas, la empresa austriaca
EMCO MAIER, ha sido pionera en lo que a tecnología CNC se refiere; como
ellos mismos manifiestan: el paso fundamental y decisivo para la formación CNC

86
ocurre con una variación de una pequeña máquina que ya existía en el mercado
que era la EMCO COMPACT 5 y que luego se transformaría en la EMCO
COMPACT 5 CNC.
Con esto logró que estudiantes, profesores, pequeños talleres, contaran con una
máquina prototipo que permitiera el aprendizaje de la tecnología CNC, así como
la producción de pequeños tirajes. En la casa matriz de Hallein (emco
Technologien. Einfach. Gut) se imparten cursos de formación en CNC a
profesionales de distintas áreas.
Por ejemplo, EMCO lanzó paralelamente con el emco PC turn50 un paquete de
enseñanza básica de tecnología y mecanizado CNC considerado por ellos mismos
como básico, pero que, sin embargo, brindaba posibilidades de enseñanza de
mecanizado CNC. El EMCO Teachware CNC-Básico, era de fácil aprendizaje. Se
lo colocaba de forma interactiva con un ordenador común y corriente y tenía la
capacidad de impartir nociones básicas de mecanizado CNC, con una enseñanza
completamente personalizada y con el aporte de gráficos de programa con
animaciones y dibujos para facilitar tal enseñanza.
Otro paquete que se ofrecía conjuntamente era el WIN 3d – View que
proporcionaba una simulación 3D. En él, conceptos como: área de trabajo,
herramienta, posición de la herramienta en el espacio, posición de la pieza de
trabajo, secuencias de mecanizado, de avances rápidos, etc. podían apreciarse de
manera real y sobre todo independientemente del propio control operativo.

87
4.6. Proyectos tecnológicos y artísticos CNC en el Ecuador
Imaginemos entonces las posibilidades que se abren para la producción artística
en nuestro país, y los instrumentos y herramientas que se podrían usar en estas
producciones, por tanto y ante lo expuesto en este trabajo, vemos que es
completamente posible usar tecnología CNC en producción artística además que
el acceso a este tipo de tecnología no resulta tan caro. Mientras más se masifica su
uso, se abaratan los precios, también se generan multiplicidad de aplicaciones,
generadas por empresas dedicadas a ello y que las comercializan. También hay
aplicaciones que se ofertan gratis realizadas por parte de iniciativas privadas cuya
prueba de ello lo constituye toda esa plataforma de software libre conocido como
LINUX.
Por otro lado, si tomamos en cuenta lo examinado en trabajos como el de Freile
(2009), que examina y propone la automatización de una máquina herramienta
convencional mediante la implementación de CNC a bajos costos, pues el cuerpo
en sí de la máquina herramienta convencional ya existiría, y solo se procedería a
instalar adaptaciones.
En el Ecuador, Juan Paredes, artista plástico utiliza la tecnología CNC para su
producción artística contemporánea.
Empecé realizando trabajos artesanales aproximadamente 15 años atrás con
producciones que implicaban el uso de diversos materiales, pero siempre tuve
especial deferencia por la madera a la que pirografiaba, torneaba, grababa en bajos
y altos relieves, pero principalmente tallaba con una especial predilección por el

88
uso de las gubias para tal efecto, por el trabajo manual, aún ahora con las
bondades de la tecnología CNC, llevo el trabajo hasta un nivel para luego concluir
la obra con el tallado directo y de acabado de mis propias manos. Uso esta
tecnología y la acoplo con las manos. Mi obra se basa fundamentalmente en
piezas obtenidas a partir de una cortadora CNC láser con la cual también realizo
grabados, luego junto las piezas y construyo la obra final.
Fig. 38. Juan Paredes: Londres. Fuente: Foto de Pavel Andrade, 2016.
Soy un hacker, pues obtengo información oportuna y de donde la tenga que
obtener, hago 3d con mi laser, que no es algo ni común, ni fácil de lograr.
Preparo la información para que la máquina produzca una obra en tres
dimensiones. La routter lo hace porque en sus tres ejes tiene una cuchilla. La
laser tiene un solo punto de salida y este es fijo. Pero por medio de software
hago 3d. Menciono esto, porque sostengo una filosofía particular al respecto
de la práctica artística, pues considero que un digitalizador es un artista, busca

89
desmesuradamente la oportunidad de embellecer las cosas. No soy solo un
técnico de alta gama, tampoco produzco solo letreros y publicidades, toda
herramienta en el fondo es solo eso: una herramienta, y la tecnología CNC
también lo es. El concepto, la metáfora, el significado siempre se forja y se
enriquece, y herramientas como CNC proveen excelentes oportunidades de
trabajo. Hoy en día no puedo imaginar crear sin la ayuda de CNC.
Fig. 39. Juan Paredes- Pavel Andrade: Signo de hombre. Fuente: Foto de Pavel
Andrade, 2016.

90
“Electrical Pulses”
Ruíz (2016), manifiesta:
Un proyecto multimedia que pretende dar forma representacional al
imaginario eléctrico del siglo 21, tan cambiante y en continuo proceso de
transformación, empleando para ello elementos perceptivos sensoriales de
rabiosa actualidad que están directamente vinculados al concepto de
electricidad: luz, imagen, ruido, movimiento y campos magnéticos. http://www.udla.edu.ec/2016/03/30/investigador-de-la-udla-presenta-sus-pulsos-
electricos-en-la-flacso/,(p. 23).
El artista visual español José Manuel Ruíz, presenta en la Galería Arte Actual
de la FLACSO en Quito- Ecuador su exposición: “Electrical Pulses” (miércoles 2
de marzo, 2016) constituyéndose en el primer artista en nuestro país, que presenta
una muestra en cuya producción, interviene directamente la tecnología CNC.
Redes, como titula una parte de su muestra, consiste en impresiones digitales 2D
sobre plástico cuya temática se inspira en el intrincado paisaje urbano de Quito, en
ese enmarañado cableado cuyo desorden representa el pulso mismo del desarrollo
de la ciudad y el ser urbano en su cotidianidad, imágenes que no son comunes en
su país.

91
Fig. 40. J., M., Ruíz: Redes, instalación, impresiones digitales sobre
plástico [ detalle]. Fuente: José Manuel Ruíz, catálogo,2016.
http://josemanuelruiz.net/data/documents/catalogo_EP.pdf
Otra de las partes de su muestra, corresponde a un video mapping sobre la cual,
Ruíz manifiesta:
Otra parte importante de la muestra, refiere a una instalación de video mapping
superpuesta sobre un plano de Quito,
(http://www.udla.edu.ec/2016/03/30/investigador-de-la-udla-presenta-sus-pulsos-
electricos-en-la-flacso/),2016.

92
Fig. 41. J., M., Ruíz: Red eléctrica, video mapping. Fuente: José Manuel
Ruíz, catálogo,2016.
http://josemanuelruiz.net/data/documents/catalogo_EP.pdf
El artista produce una instalación conformada por proyecciones audiovisuales que
tal como manifiesta el artista, permite la fijación espacio-temporal ante el
espectador.

93
Fig. 42. J., M., Ruíz: Hiperconectividad, instalación, proyecciones
audiovisuales sobre plástico[detalle]. Fuente: José Manuel Ruíz,
catálogo,2016. http://josemanuelruiz.net/data/documents/catalogo_EP.pdf
Finalmente, el artista, presenta su muestra llamada ente eléctrico, la cual, para
nuestra investigación, representa la parte más sustancial y de mayor interés,
debido a los recursos constructivos que emplea, estos son de tecnología CNC.
Utiliza un soporte que consiste en una plancha de acrílico blanco transparente,
sobre la cual realiza una operación de grabado por láser, luego superpone
elementos que produjo mediante el empleo de una impresora 3D.

94
Fig. 43. J., M., Ruíz: Ser eléctrico, instalación, acrílico grabado con láser,
impresión 3D con ABS, luces LED y recursos low-tech [detalle]. Fuente:
José Manuel Ruíz, catálogo,2016.
http://josemanuelruiz.net/data/documents/catalogo_EP.pdf
Según el autor, se empleó una impresora 3D muy simple como es la Prusa,
apoyado por software libre Arduíno, realizando impresiones por partes, las cuales
luego fueron unidas hasta conformar el ente eléctrico, que como se puede apreciar
en la muestra es de tamaño natural, sin embargo, la unión muestra un tratamiento
impecable. Además, el empleo de las luces LED, resaltan completamente aquellos
detalles que el autor quiere denotar, la figura humana de un violeta azulado que a
momentos parecería resplandecer, se integra muy sutilmente al soporte que posee
detalles iluminados con luces LED en color verde fosforescente, logrando un

95
efecto que permite sentir que soporte y figura humana son un solo elemento. La
impresión que produce sobre el espectador, apoyada por los otros elementos que
conforman su instalación como los aparatos eléctricos y de informática, lo lleva a
meditar y cuestionarse interrogantes como: ¿quién es quién?, ¿es el ser eléctrico
humano?, o, por el contrario: ¿es el humano un ser eléctrico?
Alcalá, (2016) manifiesta:
Constituirse como entidad eléctrica supondría conseguir la extensión
eléctrica de los sentidos como algo prostéticamente expandido del
cuerpo.http://www.udla.edu.ec/2016/03/30/investigador-de-la-udla-
presenta-sus-pulsos-electricos-en-la-flacso/,(p. 5).
Fig. 44. J., M., Ruíz: Ser eléctrico, instalación, acrílico grabado con láser,
impresión 3D con ABS, luces LED y recursos low-tech [detalle]. Fuente:
José Manuel Ruíz, catálogo,2016.
http://josemanuelruiz.net/data/documents/catalogo_EP.pdf

96
Ser eléctrico, permite comprender como la tecnología CNC es una excelente
herramienta al momento de la creación artística, y se convierte en la evidencia de
las capacidades que tiene de enriquecer cualquier proceso artístico-creativo.
BKB Maquinarias, su equipo de ventas, de promotores, técnicos e instructores
conscientes de la necesidad del medio por tener acceso al uso de las nuevas
tecnologías CNC, actualmente se encuentra plenamente incursionado en la
promoción de sus equipos y servicios para todos los sectores incluyendo una
importante incursión en el sector artístico, razón por la cual están impulsando
importantes inversiones en la adquisición de nuevos equipos, y en la capacitación
de su personal en el uso y aplicaciones CNC.
Desde hace algunos años, poseen centros de mecanizado y tornos CNC, pero
actualmente han incrementado su parque industrial con impresoras 3D, máquinas
de corte láser y de plasma CNC y sistemas de brazos robóticos.
Fig. 45. Luis Cárdenas, Director de CNC, BKB Maquinarias, Quito-
Ecuador. Fuente: Foto de Pavel Andrade,2016.

97
Igualmente, al momento la empresa ha implementado un centro de
formación y capacitación continua CNC, que posee simuladores de
sistemas operativos, impresión 3D, y software especializado para la
industria metalmecánica y el sector artístico.
Fig. 46. Sandra pinto Gerente de Mercadeo, Carlos Ramírez Director del
Centro de Formación CNC, BKB Maquinarias, Quito-Ecuador. Fuente:
Foto de Pavel Andrade,2016.
La empresa ecuatoriana, Servicor, se encuentra desde hace años atrás, sirviendo a
diversos sectores como el automotriz, el metalmecánico, y últimamente al de la
construcción, artesanías y artístico con oferta de trabajos en corte de chapa
metálica que incluye inoxidable con plasma y chorro al agua con tecnología CNC.

98
Pero en la actualidad, la gama de sus trabajos se ha ampliado a un grado más alto
de la dificultad de digitalización a formas orgánicas y artísticas tal como se puede
observar en la siguiente figura:
Fig. 47. Cortes artísticos y publicitarios, Servicor, Quito-Ecuador. Fuente:
Foto de Pavel Andrade,2016.

99
CAPÍTULO V
LA TECNOLOGÍA CNC EN EL ARTE DE PAVEL ANDRADE
5.1. Antecedentes
Desde hace algunos años atrás, el artista Pavel Andrade, ha involucrado la
tecnología CNC, en la realización de su obra artística.
A lo largo de los años, mucha de su obra principalmente la escultórica, se ha
desarrollado con diferentes tipos materiales como la piedra y el mármol, maderas
en chapa y en troncos, acrílicos, etc. y también en metales; a los cuales, los ha
intervenido con diversas técnicas fundamentalmente de metalistería, la cual
comprende procesos de fundición, de forja, de estampado, troquelado, corte de
chapa, y de piezas elaboradas en máquinas herramientas. Igualmente, trabaja con
tratamientos galvánicos de los mismos, procesos de acabado y pulido, etc.
Desde los años 90, ha trabajado con técnicas de elaboración de metales ferrosos
como hierros y aceros de diferente formato y especificaciones técnicas; con
técnicas de elaboración y transformación de metales de aleaciones no ferrosas
como son el aluminio, el bronce, el cobre, incluyendo metales preciosos en su
obra artística como la plata y el oro.

100
Fig. 48. Pavel Andrade: escarabajo, técnica mixta, acero, mármol bronce,
Metalistería NABORI, Quito-Ecuador. Fuente: Foto de Pavel
Andrade,2010.
5.2. Rock ‘n roll can never die, edición escultórica
La labor artística, y la producción de la obra de arte, siempre han empleado
técnicas que constantemente han ido desarrollándose por el empleo de nuevas
tecnologías. En el caso de Pavel Andrade, el artista ha trabajado con técnicas de
metalistería y escultura, y desde hace algún tiempo, también con tecnología CNC.
En la aplicación de la tecnología CNC en la producción artística de Pavel
Andrade, se ven procesos de proyección individual al mismo tiempo que se puede
comprender mejor la trayectoria de la incursión de CNC en el escenario artístico
local. Por lo tanto, es relevante proceder a describir cómo se puede realizar obra
artística con tecnología CNC y algunas de sus aplicaciones como es el caso de la
impresión 3D. Esto permitirá establecer comparaciones entre maneras
convencionales y tradicionales de realizar un trabajo artístico, frente a otras

101
formas, como el caso de la tecnología CNC, que, en el caso de la propuesta
artística de edición escultórica, el artista ha determinado que es su mejor opción.
La propuesta consiste en un proyecto de edición escultórica llamado Rock and
Roll can never die, con un tiraje numerado y registrado de 100 estatuillas de
ciertas estrellas mundiales del rock & roll.
Fig. 49. César Jiménez- Pavel Andrade: Angus Young, Metalistería
NABORI, Quito-Ecuador. Fuente: Foto de Pavel Andrade,2016.

102
Al igual que el personaje de la Fig. 49, se prevé elaborar otros nueve personajes;
quienes en su mayoría poseen un elemento que se repite constantemente; la
guitarra, razón por la cual vamos a describir la elaboración de este elemento
obtenido con impresión 3D, es decir con tecnología CNC, por cuanto el autor
considera que es una técnica más eficiente para su elaboración. Vale señalar que
las guitarras de los artistas del rock son objetos de mucho aprecio de sus dueños
como de sus seguidores. Por lo tanto, la reproducción de este instrumento musical
es el primer paso en la realización de toda la obra artística de las estatuillas.
Proceso que lo lleva a cabo utilizando herramientas CNC. Las guitarras Gibson,
Fender y Rickenbacker son del uso preferido de muchas de las estrellas del rock
que conforman nuestra lista de personajes seleccionados para la edición de nuestra
obra artística. Es utilizada por personajes famosos como son: Roger Mc Guinn de
The Byrds, Tom Petty de The Heartbreakers y Johny Ramone de Ramones entre
otros, incluyendo a Angus Young en ocasiones. Por esta razón, hemos definido
que el modelo de guitarra que vamos a obtener primero, será la Rickenbacker, que
es un modelo emblemático en la historia del rock & roll.
5.2.1. Impresión 3D de guitarra Rickenbacker
Dado que el resultado final, serán piezas vaciadas en metales como el aluminio y
el bronce, mediante la técnica milenaria del vaciado a la cera perdida, se
necesitarán tantas reproducciones de cera como piezas se vayan a obtener.

103
En el proceso tradicional de la obtención de las ceras, recurriríamos en primer
momento al modelado de la pieza en barro, plastilina o cera; luego se procederá a
obtener un molde de silicón a partir del cual se podrán realizar las reproducciones
en cera o resina que sean necesarias.
Fig. 50. Pavel Andrade: Modelado de guitarra en cera odontológica por
lápiz de modelado, Metalistería NABORI, Quito-Ecuador. Fuente: Foto de
Pavel Andrade,2016.
Uno de los problemas que se presenta en la confección de figuras en cera, radica
en que, debido a la fragilidad del material, en el proceso mismo de modelado, se
pueden presentar problemas de roturas, pérdida de partes, de detalles, y cuando se
ha trabajado con molde de silicón, al momento de la extracción de la pieza de
cera, si no se han cuidado bien las respectivas retenciones, los problemas antes
mencionados, serán evidentes como se puede apreciar en la Fig. 51.

104
Fig. 51. César Jiménez/ Pavel Andrade: Detalle de la pérdida de una parte entera
del mástil o diapasón de la guitarra. Fuente: Foto de Pavel Andrade, 2015.
También se puede presentar el efecto de rebabeo de la pieza obtenida, que consiste
en un desbordamiento del material vaciado de las piezas, lo que daña el trabajo y
representa trabajos extras de pulido y acabado para eliminar este defecto, tal como
se puede apreciar en la Fig. 52.
Fig. 52. Pavel Andrade: Guitarra, efecto de rebabeo en el vaciado de una cera
perdida. Fuente: Foto de Pavel Andrade, 2015.

105
El artista, para evitar este tipo de problemas, usa la tecnología CNC. Una de las
aplicaciones de esta tecnología, permite escanear una pieza modelada; otra opción
es la de diseñar la guitarra directamente en el ordenador para proceder a realizar
una impresión 3D (Fig. 53) en un material como ABS o PLA, que son materiales
utilizados para el efecto. Jaramillo (2016) comenta: el PLA, es un material
biodegradable obtenido a partir del maíz, es un poco más barato que el ABS
obtenido del petróleo, que es más caro.
Fig. 53. Pavel Andrade: Diseño de guitarra Rickenbacker.
Fuente: foto de Pavel Andrade, 2016.
Las facilidades que se pueden obtener en un diseño en el ordenador, es la
posibilidad de arreglar al tamaño adecuado que se requiera: en este caso, la
guitarra tiene un largo de 156 mm de punta a punta. Luego, cuando se tiene el
diseño en el ordenador a completa satisfacción, por medio de una orden de
ejecución enviada desde el ordenador hacia una impresora 3D CNC, esta procede
a la impresión de la guitarra; el tiempo estimado de impresión es de 1 hora
promedio.

106
Fig. 54. Impresión de guitarra Rickenbacker, confección del perfil de impresión.
Fuente: Foto de Pavel Andrade, 2016.
Como se puede observar en la figura anterior, la impresora 3D, comienza por
delinear un perfil de seguridad de la impresión, luego, deposita el material PLA,
de color rojo, capa por capa, realizando tramas longitudinales y transversales,
tejiendo la pieza impresa. De acuerdo a la orden dada a la impresora, esta puede
imprimir toda la pieza compacta; en este caso, la impresora 3D, está realizando un
tramado con la construcción interior de celdillas para procurar el ahorro de
material y tiempo, dotándole simultáneamente de resistencia a la pieza.

107
Fig. 55. Guitarra Rickenbacker impresa en 3D. Fuente: Foto de Pavel Andrade,
2016.
Cuando la impresión ha terminado, la pieza se queda pegada levemente a la mesa
que es una cama caliente que durante todo el proceso alcanza una temperatura de
70 grados centígrados, mientras el promedio de temperatura del material de aporte
PLA es de unos 250 a 300 ° centígrados. Para lograr el desprendimiento de la
pieza, solo es necesaria forzarla un poco con una espátula; luego se procede a
retirar de la pieza el material de aporte que se ha depositado en exceso.
Como se puede apreciar, por medio de la tecnología CNC, con impresión 3D,
podemos llegar a obtener las figuras o piezas que necesitemos, como en el caso de
la guitarra.

108
Fig. 56. Impresora 3D DELTA SAIS 30. Fuente: Foto de Pavel Andrade, 2016.
La impresión de la guitarra, fue realizada en una máquina CNC construida en el
Ecuador por el equipo de SAIS 3D. De acuerdo a la calidad del escáner, es posible
obtener una calidad de detalles que luego serán replicadas por la impresora 3D. La
calidad de la pieza obtenida dependerá de la calidad de las herramientas CNC que
se empleen.
5.3. Elaboración de objetos geométricos con elementos decorativos
artísticos, (bola y casco de metal en acero 1047 e inoxidable)
En la actualidad, se halla realizando ciertos procesos de producción artística en los
que básicamente se utilizan ciertos elementos elaborados en serie. Este es el caso
de la construcción de objetos geométricos adicionados de elementos como las

109
piezas PDC, entre otros. Para el caso inmediato, la propuesta artística, consiste en
la elaboración de un casco y una bola metálicas en acero 1047 e inoxidable en
formato de aproximadamente 1 m cúbico, (1mx1mx1m) que será intervenido con
la incorporación de un sinnúmero de piezas o elementos decorativos tipo puntas,
que le confieren un grado de agresividad a la obra en conjunto. Las piezas
necesitan ser elaboradas en acero 1018 e inoxidable, por lo cual es importante la
forma d fijación que será por suelda TIG, por lo cual las piezas maquinadas deben
tener un grado de acabado final muy bueno, para el proceso de suelda, logrando a
la vez evitar labores de pulido que se complicarán por la inaccesibilidad de la obra
final por su forma. Se requiere facilitar el e acabado en general, colocando piezas
que previamente ya tengan un grado de acabado muy bueno. Cada pieza, que se
integrará en conjunto a la obra final, pueden ser elaboradas con técnicas
tradicionales como sería el maquinado en un torno convencional, proceso que
llevaría bastante tiempo y esfuerzo, y dado que el artista ha confeccionado una
propuesta artística en la que el acabado de cada elemento decorativo debe ser
básicamente igual en tamaño, forma, peso, ha decidido que la mejor forma para
elaborar estas piezas llamadas PDC1, en la cantidad necesaria, y con las
características técnicas requeridas es mediante el empleo de tecnología CNC, que
para el caso específico, es mediante un torno CNC.

110
Fig. 57. Pavel Andrade: bocetos de casco y bola metálicas, con elementos
decorativos tipo PDC1, Metalistería NABORI, Quito-Ecuador. Fuente:
Foto de Pavel Andrade,2016.
5.3.1 Confección de Punta Decorativa tipo PDC1
A efecto de aportar con elementos que contribuyan a reforzar el concepto de los
beneficios del uso de la tecnología CNC en los procesos de producción artística, el
artista, propone ejecutar un proceso de producción de una pieza que necesita en
cierta cantidad, y con características técnicas similares. Paralelamente, confrontará
los métodos de producción involucrados en la realización de la pieza PDC1, es
decir el método tradicional comparándolo con el método con tecnología CNC y
comparar sus respectivas potencialidades.

111
5.3.2. Proyecto de producción de Punta Decorativa para Casco 1
(PDC1)
El proceso comprenderá la ejecución y seguimiento de 11 fases, con una
descripción de cada una de ellas, de sus tiempos de ejecución en el mecanizado
total de la pieza PDC1, y una comparación entre los procesos de producción
tradicional y CNC. Los resultados obtenidos en el seguimiento del proceso
productivo, así como sus resultados finales, permitirán evaluar la potencialidad de
cada uno de ellos y elaborar una conclusión, que, en el caso de nuestro trabajo de
investigación, pretende aportar en la conclusión de que para la elaboración de la
pieza decorativa PDC1, el método de tecnología CNC, es el más apropiado.
1ª. Fase: Diseño. (proceso convencional 1800 seg. / proceso CNC
1800seg.
Comprende un trabajo de bocetado, el diseño y la elaboración de un plano de
trabajo.

112
Fig. 58. Daniel Alquinga: Fase 1, varios trabajos, Metalistería NABORI,
Quito-Ecuador. Fuente: Foto de Pavel Andrade,2016.
2ª. Fase: Elaboración del programa, introducción en el sistema
operativo y comprobación. (proceso convencional 0 seg. / proceso
CNC 9000 seg.
Es necesario aclarar, que esta fase solo se cumple para el método CNC; pues el
método convencional, no lo utiliza.
Programa de elaboración para pieza PDC1:
PROGRAMA O1000; (PUNTA DECORATIVA PDC1), PROGRAMACIÓN:
PAVEL ANDRADE.
T0101;
G0Z3;
G97S1250M3;

113
G0X24.2;
Z1M8;
G1Z-58F0.25;
G0X26;
Z0;
G71U1R1;
G71P1Q1U0.2W0.02F0.4;
N1G0X-3;
G3X4.2Z-1R11;
G1X24.5Z-29.5;
N2G1X24.5;
G70P1Q2S1300F0.25;
G0Z120;
T0606S800F0.06;
G0X25;
Z-45.5;
G1X15;
G0X26;
Z-56;
G1X18;
G0X26;
Z40;
T0202S750;
G0X26;
Z-44.5;
G1X14F0.06;
G0X26;
Z-24;
X21.3;
F0.2;
G3X24Z-36R12;
G3X14Z-44.5R12;

114
G1X16;
G3X24Z-55R8;
G0X25;
G1X23;
G0X26;
Z120;
T0606S1150F0.06;
G0X25;
Z-56;
G1X-2M9;
G0Z40;
T0101S580;
G0X-60;
Z-1.2;
M30;
%
Fig. 59. Pavel Andrade: introducción del programa y comprobación, Fase 2,
varios trabajos, Metalistería NABORI, Quito-Ecuador. Fuente: Foto de Pavel
Andrade,2016.
3ª. Fase: Preparación de la Herramienta. (proceso convencional
3600 seg. / proceso CNC 10800 seg.

115
La preparación de la herramienta, es un proceso que ambos métodos utilizaran por
igual. En el caso del método convencional, se utilizará el torno DMTG
CD16241/1000, que posee una torre portaherramientas de 4 lados.
Fig. 60. Daniel Alquinga: torno DMTG CD1624/1000, Fase 3,
Metalistería NABORI, Quito-Ecuador. Fuente: Foto de Pavel
Andrade,2016.
En el caso del método CNC, se utilizará el torno DMTG CKE6150Z/1000, con
una torre portaherramientas o cabeza revólver de 6 lados.
Fig. 61. Pavel Andrade: torno DMTG CKE6150Z/1000. Fase 3,
Metalistería NABORI, Quito-Ecuador. Fuente: Foto de Pavel
Andrade,2016.

116
Se procede a el armado de las respectivas cabezas portaherramientas en base a la
descripción de organización de los holders o porta insertos.
Fig. 62. Pavel Andrade: armado y calibrado de las torres
portaherramientas. Fase 3, Metalistería NABORI, Quito-Ecuador. Fuente:
Foto de Pavel Andrade,2016.
4ª. Fase: Preparación y montaje de la materia prima(M.P.).
(proceso convencional 600 seg. / proceso CNC 600 seg.
En esta fase, se procede al corte de la materia prima según medidas y descripción
descrito en la tabla comparativa del anexo esto es:
- Materia prima (M.P.): Varilla negra de 1” (SAE 1047)
- Corte de la varilla para método convencional en un largo de 600 mm
(incluido material de agarre final) con un rendimiento de 10 piezas.
- Corte de la varilla para método convencional en un largo de 1500 mm
(incluido material de agarre final) con un rendimiento de 26 piezas.

117
Fig. 63. Daniel Alquinga: preparación de la materia prima(M.P.). Fase 4,
Metalistería NABORI, Quito-Ecuador. Fuente: Foto de Pavel
Andrade,2016.
5ª. Fase: Cilindrado longitudinal. (proceso convencional 360 seg. /
proceso CNC 13 seg.
Se realiza una operación de mecanizado que, si bien en ambos casos se lo hace de
acuerdo al diseño y con las medidas inscritas en él, las formas de mecanizado de
los dos métodos confrontados son totalmente diferentes.
Así, en el método convencional una vez colocado el material a mecanizar en el
plato del torno, se procederá a buscar las medidas indicadas en las coordenadas
(24.5mm x 58mm) con el concurso de los volantes manuales y las medidas de sus

118
diales, así como la comprobación paso a paso mediante el calibrador pie de rey
(nonio rectilíneo).
Fig. 64. Daniel Alquinga: Colocación del material y señalado- búsqueda
de coordenadas- ejecución del cilindrado comprobación con el pie de rey.
Fase 5, Metalistería NABORI, Quito-Ecuador. Fuente: Foto de Pavel
Andrade,2016.
En el caso del método CNC, el tipo de operación es diferente. De hecho, todo se
facilita en el momento de la ejecución del programa por cuanto a partir del
arranque del mismo y hasta el final, se realizará el mecanizado de acuerdo a lo
inscrito en el. Sin embargo, en este método, a partir de ahora, describiremos la
operación que se realiza en base de lo inscrito en el programa:
PROGRAMA O1000; (PUNTA DECORATIVA PDC1)
T0101;
G0Z3;
G97S1250M3;
G0X24.2;
Z1M8;

119
G1Z-58F0.25;
G0X26;
Z0;
En primer lugar, se encuentra el encabezado del programa que consta de los datos
informativos del número del programa y del tipo de pieza que mecaniza.
- Se llama a la herramienta T0101
- Se posiciona en coordenada de Z. (G0Z3) 3 mm en positivo a partir del
cero pieza
- Se llama a un código G97, que aglutina algunos otros códigos generales
que necesita el programa para las varias aplicaciones, como el código G28,
el G54, etc. impone una velocidad 1250 rpm(S1250), finalmente, se
inscribe un código M3 que enciende el movimiento del husillo (plato del
torno) en dirección horaria.
- Con un código G0, se posiciona con marcha rápida en la coordenada
indicada que en nuestro caso es: G0X24.2; es decir X 24.2 mm.
- Luego se inscribe la coordenada en Z (G0Z1) es decir la herramienta se
colocará en la coordenada longitudinal de Z(1mm). M8 es un código que
ordena el encendido de la bomba refrigerante.
- G1Z-58F0.25; Se produce la orden de trabajo con el código de operación
de trabajo G1 en un recorrido longitudinal en Z de – 58 mm (mecanizado
con movimiento de derecha a izquierda), finalmente, el código F indica el
avance de la herramienta mediado en mm / seg.
- G0X26; con un avance rápido se coloca en X S6 mm es decir fuera de la
pieza.
- Z0; coloca la herramienta en la coordenada Z0 es decir en el cero pieza.
El tiempo empleado en toda esta fase es de 780 seg.

120
Fig. 65. Colocación de la herramienta en el cero pieza, y operación de
coordenadas, posicionamiento en X y Z. Fase 5, Metalistería NABORI,
Quito-Ecuador. Fuente: Foto de Pavel Andrade,2016.
6ª. Fase: Cilindrado cónico. (proceso convencional 720 seg. /
proceso CNC 70 seg.
Se realiza la mecanización de un cilindrado cónico, que, para el caso del método
convencional, implica la colocación del carro superior en posición de torneado por
grados (cono de 20°), luego se procede a la colocación manual de la herramienta y
la ejecución del cono correspondiente, hasta llegar a completar el mecanizado
cónico.

121
Fig. 66. Torneado cónico, método convencional. Fase 6, Metalistería
NABORI, Quito-Ecuador. Fuente: Foto de Pavel Andrade,2016.
En el caso del método por CNC, la herramienta solo continúa leyendo y
ejecutando el programa:
G0X26;
Z0;
G71U1R1;
G71P1Q1U0.2W0.02F0.4;
N1G0X-3;
G3X4.2Z-1R11;
G1X24.5Z-29.5;
N2G1X24.5;
G70P1Q2S1300F0.25;
G0Z120;
Recordemos que nuestras últimas coordenadas, fueron:
G0X26;
Z0;
Estas coordenadas, posicionan en X y en Z a la herramienta, luego se ejecuta:
G71U1R1;
G71P1Q1U0.2W0.02F0.4;
Dónde: G71U1R1; G71 es un código de desbaste y cilindrado tanto interior como
exterior al igual que cónico, U1 significa una penetración de 1 mm en cada

122
repetición y R1 es el retiro después de cada mecanizado que será igualmente de
1mm.
Las órdenes G71P1Q1U0.2W0.02F0.4; representan el resto de datos que el
código
G71 necesita para ejecutarse en el que constan P1 que refiere al punto 1; Q2 que
representa el punto 2, luego U0.2 que indica el sobre material en X; W0.02 indica
el sobre material en Z y finalmente F0.4 es el avance en mm / seg.
Debemos indicar que la programación para torneado cónico, con el código G71,
mecaniza formando gradas para aproximarse lo más posible a la figura trazada
final.
Actuará así hasta que haya mecanizado el cono.
Fig. 67. Torneado cónico en gradas, método CNC. Fase 6, Metalistería
NABORI, Quito-Ecuador. Fuente: Foto de Pavel Andrade,2016.
Luego:

123
N1G0X-3; señala el punto inicial del torneado, que en nuestro caso partirá desde
la coordenada X-3mm es decir 3 mm menos que el cero máquina, para luego
ejecutar un código G3X4.2Z-1R11; que traza una circunferencia hasta las
coordenadas X4.2z-1 que constituyen la dirección de hasta dónde se trazará el
cono que tiene por radio R11. Se eligió hacer esta conicidad en la punta, es para
quitar la punta cortante e hiriente de la pieza.
G1X24.5Z-29.5; refiere a un código de trabajo que trazará la mecanización con
coordenadas que le ordenan una conicidad que traza un ángulo de 20°.
N2G1X24.5; Este, es el punto final o dirección final que con un código d trabajo
G1 posiciona a la herramienta de corte generalmente fuera de la pieza
mecanizada.
G70P1Q2S1300F0.25; Este código, ordena un mecanizado de acabado desde las
coordenadas dictadas en P1 y Q2 con un cambio en las revoluciones por minuto
(S1300), y en el avance que será de 0.25 es decir menor que el avance de
mecanizado del cónico.
Finalmente, G0Z120; provoca un alejamiento rápido en Z hasta los 120mm a
partir del cero pieza.
Si nos damos cuenta, en este pequeño segmento del programa, se ejecutó el
mecanizado cónico, la punta cónica y el acabado final como se puede apreciar en
la Fig.39, finalmente, se ordena el posicionamiento según coordenadas en X y Z
para llamar a otra herramienta para otro mecanizado.

124
Fig. 68. Torneado cónico, método CNC. Fase 6, Metalistería NABORI,
Quito-Ecuador. Fuente: Foto de Pavel Andrade,2016.
7ª. Fase: Acanalado. (proceso convencional 480 seg. / proceso CNC
7 seg.
En esta fase, se ejecutará un doble acanalado en distintas posiciones según
coordenadas con una herramienta de tronzado igual en ambos métodos, el inserto
será el mismo es decir de 2.5 mm de ancho y de forma rectangular, y los
acanalados serán con un diámetro de 15 mm el primero, y de 18 mm el segundo
como se puede apreciar en la siguiente figura. El procedimiento es similar en
ambos métodos.

125
Fig. 69. Acanalado. Fase 6, método convencional, Metalistería NABORI,
Quito-Ecuador. Fuente: Foto de Pavel Andrade,2016.
En el caso del método convencional
- se debe alejar el carro superior
- cambiar a la herramienta del lado 4, que contiene al holder de tronzado.
- se busca las direcciones o coordenadas por diales y se posiciona la
herramienta en la dirección del primer acanalado (-45.5mm x 15mm) y se
procede a mecanizar.
- se busca las direcciones o coordenadas por diales y se posiciona la
herramienta en la dirección del segundo acanalado (-56 mm x 18mm) y se
procede a mecanizar.
Para el caso del método CNC, se procede según el programa:
T0606S800F0.06;

126
G0X25;
Z-45.5;
G1X15;
G0X26;
Z-56;
G1X18;
G0X26;
Z40;
T0606S800F0.06; llama a la herramienta T0606 que contiene a la herramienta de
tronzado, cambia la velocidad a S800 rpm, y contiene un avance de F0.06
mm/seg.
G0X25; posiciona a la herramienta en X25 es decir fuera de la pieza con un
código de posicionamiento rápido G0.
Z-45.5; posiciona a la herramienta en Z-45.5 con un código de posicionamiento
rápido G0.
G1X15; ejecuta un código de trabajo hasta X15mm.
G0X26; Posiciona a la herramienta fuera de la pieza con un código G0 de avance
rápido.
Z-56; posiciona a la herramienta en la dirección de Z -56 mm es decir 56 mm a la
izquierda desde el punto de pieza cero.
G1X18; ejecuta un código de trabajo hasta X18 mm.
G0X26; Posiciona a la herramienta fuera de la pieza con un código G0 de avance
rápido
Z40; posiciona a la herramienta en la dirección de Z 0, es decir en el punto de
cero pieza.

127
Fig. 70. Acanalado. Fase 6, método CNC, Metalistería NABORI, Quito-
Ecuador. Fuente: Foto de Pavel Andrade,2016.
8ª. Fase: Acanalado y desbaste de forma. (proceso convencional
900 seg. / proceso CNC 23 seg.
Se procede a mecanizar un acanalado de forma en redondo y de igual manera a un
desbaste de forma.
En el caso del método convencional, se procede de la siguiente manera:
- se debe alejar el carro superior
- cambiar a la herramienta del lado 2, que contiene al holder de tronzado,
acanalado y perfilado con inserto redondo de 8 mm.
- se busca las direcciones o coordenadas por diales y se posiciona la herramienta
en la dirección del primer acanalado (-45.5mm x 15mm) y se procede a
mecanizar.

128
- luego se comienza a procurar la forma de la pieza PDC1, en este caso de manera
manual y por pericia y habilidad del tornero hasta alcanzar la aproximación más
cercana de la forma final de la pieza.
- aquí, se produce otra operación que consiste en el limado y pulido con lijas hasta
alcanzar la forma y acabado final.
Fig. 71. Acanalado, torneado de forma, limado y pulido. Fase 8, método
convencional, Metalistería NABORI, Quito-Ecuador. Fuente: Foto de
Pavel Andrade,2016.
Respecto del método CNC, en esta fase, procederemos de acuerdo al programa y
su ejecución:
T0202S750;
G0X26;
Z-44.5;
G1X14F0.06;
G0X26;

129
Z-24;
X21.3;
F0.2;
G3X24Z-36R12;
G3X14Z-44.5R12;
G1X16;
G3X24Z-55R8;
G0X25;
G1X23;
G0X26;
Z120;
Dónde:
T0202S750; corresponde al llamado de la herramienta T0202, y un cambio de
velocidad a 750 rpm.
G0X26; posiciona a la herramienta en X26, es decir fuera de la pieza con un
código de avance rápido G0.
Z-44.5; posiciona a la herramienta en Z-44.5, es decir en la posición donde a
efectuar el desbaste de forma.
G1X14F0.06; ordena un mecanizado con un código G1 o de trabajo, hasta llegar a
la posición de coordenadas en X de 14 mm con un avance de F0.06mm/seg.
G0X26; posiciona a la herramienta en X26, es decir fuera de la pieza con un
código de avance rápido G0.
Z-24; posiciona a la herramienta en Z-24, es decir en la posición en la que va a
empezar otro mecanizado que en este caso es el de la circunferencia mayor.
X21.3; posiciona a la herramienta en X21.3, es decir cerca de la parte desde donde
comenzará el trazado de la circunferencia.

130
F0.2; Cambia el avance a 0.2 mm/seg.
Igualmente, siguiendo el formato del programa tenemos:
G3X24Z-36R12; que traza una media circunferencia de coordenadas X24Z-36
con un radio de 12mm. (ángulo de 20°)
G3X14Z-44.5R12; traza la otra media circunferencia de coordenadas X14Z-44.5,
con un radio de 12mm. (ángulo de 20°).
G1X16; Dado que la penetración de la herramienta estaba posicionada en X14, se
ordena con un código G1 la salida hasta X16.
G3X24Z-55R8; Con un código G3, se ordena la ejecución de una media
circunferencia con coordenadas X24Z-55, y con un radio de 8 mm.
G0X25; posiciona a la herramienta en X25, es decir fuera de la pieza con un
código de avance rápido G0.
G1X23; produce un mecanizado hasta X23 que produce un achaflanado de la
pieza.
G0X26; posiciona a la herramienta en X26, es decir fuera de la pieza con un
código de avance rápido G0.
Z120; posiciona a la herramienta en Z120, es decir alejada de la pieza con un
código de avance rápido G0.
Una de las ventajas de este método, es que la pieza ha sido mecanizada con tal
calidad en su terminado final, que se puede evitar las operaciones de limado,
pulido y acabado final.

131
Fig. 72. Acanalado, torneado de forma y acabado final. Fase 8, método
CNC, Metalistería NABORI, Quito-Ecuador. Fuente: Foto de Pavel
Andrade,2016.
9ª. Fase: Tronzado. (proceso convencional 600 seg. / proceso CNC
12 seg.
Esta fase corresponde a la operación de tronzado que para los dos métodos es lo
misma.
En el método convencional las operaciones a seguir son las siguientes:
- cambiar a la herramienta del lado 4, que contiene al holder de tronzado.
- se busca las direcciones o coordenadas por diales y se posiciona la herramienta
en la dirección en que va a tronzar, (-56mm).
- Se procede al corte o tronzado de la pieza terminada.

132
Fig. 73. Tronzado. Fase 8, método convencional, Metalistería NABORI,
Quito-Ecuador. Fuente: Foto de Pavel Andrade,2016.
En el método CNC, según el programa tendremos:
T0606S1150F0.06;
G0X25;
Z-56;
G1X-2M9;
G0Z40;
T0606S1150F0.06; Se llama a la herramienta T0606, con una velocidad de S1150,
y un avance F0.06 en mm/seg.
G0X25; posiciona a la herramienta en coordenadas X25 es decir fuera de la pieza
con un código de avance rápido G0.
Z-56; posiciona a la herramienta en coordenadas z-56, es decir 56mm a la
izquierda del punto de cero pieza.
G1X-2M9; con un código de mecanizado G1, se mecaniza un tronzado hasta X-2,
es decir 2mm menos del punto de cero pieza, cortando completamente la pieza.

133
Fig. 74. Tronzado. Fase 8, método CNC, Metalistería NABORI, Quito-
Ecuador. Fuente: Foto de Pavel Andrade,2016.
Debemos indicar algo que es muy importante: una vez que termina el corte de la
pieza, esta queda con un acabado que incluye un achaflanado, el corte es tan
impecable, que lo único que se necesita es un pulido del testigo de la pieza, y esta
queda completamente lista para su uso.
10ª. Fase: Ubicación de la torre portaherramientas y de la materia
prima(M.P.) Tronzado. (proceso convencional 240 seg. / proceso
CNC 5 seg.
En esta fase, se debe colocar nuevamente la torre portaherramientas en el punto de
poder comenzar un nuevo mecanizado; el mecanizado es común a los dos
métodos.
Implica aflojar la torre superior, y colocar en la herramienta adecuada para
comenzar un nuevo mecanizado.

134
Fig. 75. Ubicación de la torre portaherramientas y de la materia
prima(M.P.) Fase 8, método convencional, Metalistería NABORI, Quito-
Ecuador. Fuente: Foto de Pavel Andrade,2016.
En el caso del método CNC, de acuerdo a la programación tendremos:
T0101S580;
G0X-60;
Z-1.2;
M30;
%
De donde:
T0101S580; Llama a la herramienta T0101 con una velocidad de 580rpm.
G0X-60; posiciona a la herramienta en coordenadas de -60 mm en X por medio de
un código de avance rápido G0.
Z-1.2; posiciona a la herramienta en Z-1.2 mm, es decir -1.2mm hacia la izquierda
del punto de cero pieza.

135
Finalmente, M30; es un código de fin de programa y regresa a la cabeza de
programa es decir al principio del programa para colocarlo listo para un nuevo
mecanizado.
Fig. 76. Ubicación de la torre portaherramientas y de la materia
prima(M.P.) Fase 8, método CNC, Metalistería NABORI, Quito-Ecuador.
Fuente: Foto de Pavel Andrade,2016.
11ª. Fase: Recarga del material y puesta en marcha de un nuevo
mecanizado. (proceso convencional 60 seg. / proceso CNC 5 seg.
Esta fase, comprende la colocación del material en la posición de escape
adecuado, y la colocación de la herramienta en el punto de inicio del mecanizado
de una nueva pieza.
En el método convencional, una vez que se ha terminado una pieza, se debe abrir
el plato, sacar la varilla en el escape necesario, luego debemos posicionar la torre

136
portaherramientas por medio de los volantes y los diales en el punto de comienzo
de un nuevo mecanizado.
Esta es una de las ventajas más importantes de un torno CNC, puesto que por
indicaciones en el mismo programa, se coloca con la herramienta T0101 un tope
que señala hasta donde va a poder salir la materia prima, y a la vez, la herramienta
queda en el punto de poder comenzar un nuevo mecanizado de inmediato, de tal
forma que una vez cargada la varilla, con una simple orden comienza una nueva
mecanización, es decir que no debe estar buscando direcciones sino que ya están
determinadas en el sistema.
Esta es una de las más grandes ventajas y agiliza completamente los tiempos de
producción.
Fig. 77. Pieza PDC1 terminada método CNC. Fase 8, método CNC,
Metalistería NABORI, Quito-Ecuador. Fuente: Foto de Pavel
Andrade,2016.

137
Fig. 78. Proyecto de elaboración de la pieza PDC1, tabla comparativa 1,
métodos convencional y CNC, Metalistería NABORI, Quito-Ecuador.
Fuente: Elaboración propia de Pavel Andrade,2016.
En esta primera tabla comparativa, podemos apreciar de manera total todas las
fases inmiscuidas en el proceso de fabricación de la punta decorativa PDC1.
La intención, es la de establecer una comparación entre los dos métodos de
nuestra investigación, esto es: el convencional y el CNC. El método convencional

138
ha sido denominado así, por el tipo de máquinas que participan en él, estas son
máquinas herramientas convencionales que, en el mejor de los casos, poseen
monitores de lectura de parámetros (indicadores de coordenadas), mientras que el
otro método, será aquel en el que participan máquinas herramientas dotados de
tecnología CNC.
Para el caso de nuestro proyecto de producción, las máquinas que participarán,
son:
En el caso del método convencional, el torno DMTG CDL6241/1000.
Fig. 79. Torno DMTGCDL6241/1000, Proyecto de producción de la pieza
PDC1, Metalistería NABORI, Quito-Ecuador. Fuente: Foto de Pavel
Andrade,2016.
Para el caso del método de producción con tecnología CNC, la máquina
herramienta que participa es el torno DMTG CKE 6150/1000.

139
Fig. 80. Torno DMTGCKE 6150/1000, Proyecto de producción de la pieza
PDC1, Metalistería NABORI, Quito-Ecuador. Fuente: Foto de Pavel
Andrade,2016.
Para tener elementos comparativos, el proyecto contempló el recabar datos de la
producción de una sola pieza con cada uno de los métodos, y comparar sus
resultados.

140
Fig. 81. Proyecto de elaboración de la pieza PDC1, tabla comparativa 2, método
convencional, Metalistería NABORI, Quito-Ecuador. Fuente: Elaboración propia de Pavel
Andrade,2016.
En la Fig. 81, correspondiente a la tabla descriptiva sobre la elaboración de la
pieza PDC1 por el método convencional, se describen datos como las fases que

141
intervienen en el proceso, la disposición de los holders o herramientas de corte y
la descripción de las mismas y las acciones o el tipo de mecanizado que realizan
cada una de ellas.
Fig. 82. Proyecto de elaboración de la pieza PDC1, tabla comparativa 2,
método CNC, Metalistería NABORI, Quito-Ecuador. Fuente: Elaboración
propia de Pavel Andrade,2016.

142
La Fig. 82, corresponde a la tabla descriptiva sobre la elaboración de la pieza
PDC1 por el método CNC, los datos descritos igualmente son relacionados a las
distintas fases que intervienen en el proceso, así como disposición de los holders o
herramientas de corte y la descripción de las mismas y las acciones o el tipo de
mecanizado que realizan cada una de ellas.
De este ejercicio de producción comparativo, se desprenden una serie de
observaciones que contribuyen a jerarquizar el uso del CNC por encima de los
métodos tradicionales convencionales, es decir que no son CNC.
Es importante en el análisis de los datos inscritos en estas tablas descriptivas,
observar que en cuanto al método CNC, es necesario la realización de acciones
adicionales que no participan en el método convencional, como son la
elaboración del programa, su inserción en el sistema operativo, así como
simulaciones que se pueden realizar tanto en la pantalla, como en forma directa
en la máquina herramienta, logrando con cada prueba - efecto, ir puliendo el
programa hasta llegar a resultados satisfactorios.
Sin embargo, es necesario mencionar que si bien en el método CNC, existen estas
fases adicionales, con una carga de tiempo aparentemente alta al menos hasta
cierta fase, luego se podrá apreciar los beneficios de esto, por cuanto se trata de un
tipo de tecnología cuyos beneficios entre otros son los siguientes:

143
- Mientras mayores sean los tirajes de la producción, menores serán los
costos de producción.
- Los mecanizados realizados en CNC, tienen un excelente acabado.
- Mientras se busque excelencia en la calidad de los mecanizados, es ahí
cuando se podrá lograr ahorro de tiempo y dinero. Pues para alcanzar el
nivel de acabado que brinda el CNC, en tornos convencionales el trabajo
de pulido y acabado demandaría mucho trabajo y esfuerzo, a pesar de que,
en producción convencional, se puede instaurar acciones como por
ejemplo elaborar cuchillas de forma (tienen l forma de las partes de la
pieza que se quiere elaborar), lo que ahorraría trabajos de mecanizado
adicionales.
- Otro de los factores positivos del uso de la tecnología CNC, radica en la
posibilidad siempre inmediata de la producción, pues al tratarse de un
programa, este se lo puede correr siempre que se necesite y se lo puede
ingresar en otra máquina CNC mediante un puerto para tal efecto.
- En las máquinas herramientas dotadas de CNC, las cabezas revólveres
suelen armarse en un mismo sentido, casi siempre se acostumbra a que
sean los programas los que se adapten a los diferentes tipos de trabajo y no
al contrario. Por ejemplo, en Metalistería NABORI, existen 2 tornos
DMTG CKE 6150, por lo que sus cabezas revólver, se arman con una
misma lógica casi siempre. Así, T0101 será la herramienta madre
alrededor de la cual se armarán y calibrarán el resto de herramientas de la
cabeza revólver.

144
En la cara 2 de la cabeza revólver, se acostumbra a colocar herramienta
T0202, de ángulo neutro para mecanizados de camas exteriores o
herramienta de torneado exterior de tipo acanalado, ranurado y perfilado.
- En la cara 3, se colocará la herramienta T0303, generalmente de torneado
interno para desbaste interno y cilindrado.
- En la cara 4, se colocará la herramienta T0404, generalmente de torneado
interno para desbaste interno y cilindrado al igual que la T0303, pero será
mayormente de acabado interno.
- En la cara 5, se colocará generalmente una broca para desalojo interno lo
que facilita la entrada de las herramientas T0303 y T0404.
- Finalmente, en la cara 6, se colocará la herramienta de tronzado.
Obviamente, no existe una rigidez en la posición de las herramientas, pues de
acuerdo a la necesidad, cualquiera de ellas puede ser herramienta madre, y se
puede también colocar cualquier tipo de herramientas en el resto de la cabeza
revolver.
- En cuanto a la programación, se tiene la facilidad de que una vez realizado
un programa, se puede con simples cambios en él, obtener nuevos
productos sin variar demasiado el producto.
- Teniendo en cuenta la opción anterior, es posible por ejemplo ahorrar las
fases 3 y 4 por cuanto serán las mismas, aunque cambie el diseño de la
pieza. Obviamente será siempre y cuando el largo de las piezas sean las
mismas. Para entender esto, vamos a insertar aquí un pequeño cambio en

145
la programación, así tendremos que el programa original para la
elaboración de nuestra pieza PDC1, en la parte que cambiará es:
-
PROGRAMA O1000; (PUNTA DECORATIVA PDC1)
T0101;
G0Z3;
G97S1250M3;
G0X24.2;
Z1M8;
G1Z-58F0.25;
G0X26;
Z0;
G71U1R1;
G71P1Q1U0.2W0.02F0.4;
N1G0X-3;
G3X4.2Z-1R11;
G1X24.5Z-29.5;
N2G1X24.5;
G70P1Q2S1300F0.25;
G0Z120;
Esta fase del programa, mecaniza la parte de la punta con un leve redondeado
como se puede observar en la Fig. 83.

146
Fig. 83. Pieza PDC1, con programación para la herramienta T0101 para
redondeado en la punta, Metalistería NABORI, Quito-Ecuador. Fuente:
Foto de Pavel Andrade,2016.
Pero miremos lo que ocurre cuando realizamos un pequeño cambio en esta
parte del programa, que, para efectos de ejercicio, lo vamos a llamar Programa
O1001; que se encargará de mecanizar una pieza decorativa tipo PDC2, cuyo
terminado en la punta no será redondeado, sino muy agresivo:
PROGRAMA O1001; (PUNTA DECORATIVA PDC2)
T0101;
G0Z3;
G97S1250M3;
G0X24.2;
Z1M8;
G1Z-58F0.25;

147
G0X26;
Z0;
G71U1R1;
G71P1Q1U0.2W0.02F0.4;
N1G0X0
G1X24.5Z-29.5;
N2G1X24.5;
G70P1Q2S1300F0.25;
G0Z120;
Con este pequeño cambio en la programación, veamos cuál es el efecto en el
mecanizado de la pieza final:
Fig. 84. Pieza PDC2, con programación para la herramienta T0101 para
punta agresiva, Metalistería NABORI, Quito-Ecuador. Fuente: Foto de
Pavel Andrade,2016.

148
Como vemos, un pequeño cambio en la programación nos proporciona otra pieza
bastante similar, pero que no es la misma. Sin embargo, cuando se quiera
mecanizar alternativamente la una o la otra pieza, solo se necesita llamar al
correspondiente programa en el sistema operativo y solo ejecutarlo.
A continuación, podemos apreciar a las dos figuras juntas para establecer su
diferencia:
Fig. 85. Piezas decorativas tipo: PDC1 y PDC2, Metalistería NABORI,
Quito-Ecuador. Fuente: Foto de Pavel Andrade,2016.
En la Fig.86, tenemos una tabla comparativa de los tiempos de elaboración de
la pieza PDC1, por los dos métodos:

149
Fig. 86. Tabla comparativa de tiempos de elaboración de la pieza PDC1,
de los métodos convencional y CNC, Metalistería NABORI, Quito-
Ecuador. Fuente: Elaboración propia de Pavel Andrade,2016.
Del análisis de estos tiempos determinados en segundos, podemos ver que en la
fase 1, el tiempo es el mismo para los dos métodos.
En la fase 2, el método CNC, emplea 9000 segundos, mientras que esta fase no se
requiere en el método convencional.
En la fase 3, igualmente, el tiempo empleado por el método CNC, es mayor que el
método tradicional pues aquí se realiza la calibración de la máquina, que siempre
requiere de una extrema prolijidad por cuanto de la calidad del calibrado, depende
toda la producción y que todas las medidas, tolerancias y acabados sean tal como
se programó inicialmente; por ejemplo si tengo un desalojo de una cama interior
para la colocación de un rulimán 6001 2RS, que tiene un diámetro exterior de 28
mm, si la máquina está bien calibrada, yo marcaré en la máquina igualmente X28

150
, y se mecanizará exactamente. Pero si por el contrario está mal calibrada
necesitaré introducir el dato como X28.65 por ejemplo. De todas formas, otra de
las ventajas del CNC, es que puedo cambiar datos del programa y colocar las
tolerancias necesarias hasta que se logre un buen alojamiento del rulimán.
En la fase 4, el tiempo de ejecución es el mismo para ambos casos.
En la fase 5, podemos advertir como el tiempo de mecanizado del CNC,
disminuye dramáticamente de un tiempo de 360 segundos del método
convencional a 13 segundos que demora el CNC.
En la fase 6, igualmente, los tiempos de mecanizado en CNC se reduce hasta 10
veces menos de 720 seg. Que demora el convencional a 70 seg. que invierte el
CNC.
En la fase 7, el tiempo de mecanizado del CNC es igualmente bastante menor en
relación del convencional, pues este, emplea 480 seg. mientras que CNC apenas 7
seg.
En la fase 8, el método convencional emplea 900 seg. mientras que CNC, ocupa
apenas 23 seg.
En la fase 9, el método convencional tarda 600 seg en el mecanizado, en
comparación de solo 12 seg. del mecanizado del CNC.

151
En la fase 10, la relación del tiempo de mecanización del método convencional es
de 240 seg. mientras que el método CNC emplea apenas 5 seg.
En la fase 11, el tiempo empleado por el método convencional es de 60 seg. en
comparación con el tiempo empleado por el CNC que es de 5 seg.
En la Fig. 87, se puede apreciar un gráfico de barras estadísticas que visualmente
nos indica el comportamiento de los tiempos en segundos empleados por cada uno
de los métodos en la confección de la pieza PDC1.
Fig. 87. Gráfico de los tiempos en segundos empleados en la elaboración
de la figura FDC1, métodos convencional y CNC, Metalistería NABORI,
Quito-Ecuador. Fuente: Elaboración propia de Pavel Andrade,2016.

152
Finalmente, veamos como es el comportamiento de ambos métodos y sus tiempos
de mecanizado cuando se elaboran 100 piezas. La tabla de la Fig. 88, indica los
tiempos en cada uno de los métodos empleados.
Fig. 88. Gráfico de tiempos para la fabricación de 100 piezas de tipo
PDC1 por los métodos convencional y CNC, Metalistería NABORI,
Quito-Ecuador. Fuente: Elaboración propia de Pavel Andrade,2016.
Fig. 89. Gráfico: porcentajes de tiempos de fabricación de 100 piezas
PDC1, métodos convencional y CNC, Metalistería NABORI, Quito-
Ecuador. Fuente: Elaboración propia de Pavel Andrade,2016.

153
En la Fig. 89, podemos observar en el gráfico de barras, los porcentajes respecto
del tiempo que cada uno de los métodos emplea en la elaboración de 100 piezas
PDC1,
Vemos que, si tomamos en cuenta la relación de jornadas diarias de 8 horas, el
proceso convencional emplea casi un promedio del 88,12% en relación de apenas
un 1.3 % que emplea un método CNC. La relación exacta, es de que el método
convencional emplea 11,875 días de trabajo mientras que el método CNC emplea
1,30 días para la elaboración del mismo trabajo.
Fig. 90. Gráfico de tiempos de fabricación de 100 piezas PDC1 en
segundos, métodos convencional y CNC, Metalistería NABORI, Quito-
Ecuador. Fuente: Elaboración propia de Pavel Andrade,2016.

154
Finalmente, en la Fig.90, podremos observar en el gráfico estadístico de pastel el
comportamiento y los tiempos en segundos totales que cada uno de los métodos
emplea para la fabricación de 100 piezas PDC1.
El proceso de fabricación por el método convencional, emplea un tiempo total de
336000 Seg en la elaboración de 100 piezas PDC1.
El proceso de fabricación CNC por el método CNC, emplea un tiempo total de
15500 Seg. en la elaboración de 100 piezas tipo PDC1.
Análisis de costos
Se considera que es necesario, para sustentar otro de los beneficios del uso de la
tecnología CNC el analizar cuál es el comportamiento de costos. Tanto de una sola
pieza PDC1 como de 100 piezas por los dos métodos de elaboración: el método
convencional, y el método CNC.
Fig. 91. Gráfico de tiempos de mecanizado medidos en Segundos, horas y
jornadas de trabajo (8horas diarias) para una sola pieza, y para 100
piezas, métodos convencional y CNC, Metalistería NABORI, Quito-
Ecuador. Fuente: Elaboración propia de Pavel Andrade,2016.

155
Estos tiempos de mecanizado, comprenden únicamente desde la fase 5ª. a la 11ª.
Porque no se considera para este cálculo a las fases anteriores (1ª. a la 4ª.) ya que
son trabajos que no se realizan cada vez que se fabrica una pieza.
Hemos considerado para tal efecto jornadas diarias de 8 horas lo que nos da como
resultados que el tiempo de mecanizado de una sola pieza medido en segundos,
por el método convencional es de 0,1166666667 mientras que: el tiempo de
mecanizado de 100 piezas medido en segundos, por el método CNC, es de
0,005381944.
Habiendo determinado los tiempos de mecanizado en cada uno de los procesos,
podemos comparar resultados como los inscritos en la Fig. 92:
COSTOS DE MATERIA PRIMA Y DE MANO DE OBRA EN LA
ELABORACIÓN DE LAS PUNTAS DECORATIVAS PARA
CASCO No. 1 (PDC1)
Fig. 92. Gráfico de costos de materia prima y de mano de obra en la
elaboración de la pieza PDC1, Caso de una pieza sola y de 100 piezas,
métodos convencional y CNC, Metalistería NABORI, Quito-Ecuador.
Fuente: Elaboración propia de Pavel Andrade,2016.

156
En el cuadro anterior correspondiente a la Fig. 92, en la franja azul, podemos
apreciar un cálculo de costos de M. P., que, para el caso de los dos métodos es
igual. Para el cálculo de costo de materia prima, se parte del material utilizado,
que en este caso es la varilla negra lisa de 24.5 mm de diámetro y un largo de
6000 mm a un costo de USD 23.894, incluido IVA. Cada pieza PDC1 tiene una
longitud de 56 mm, lo que nos da:
El costo de elaboración de cada pieza PDC1, es de: USD 0,2230144.
Mientras que el costo de elaboración de 100 PDC1 es de: USD 22,30144.
La franja violeta, corresponde al cálculo de la mano de obra por el método
convencional. (PROCESO 1). Para el cálculo de costo de mano de obra se ha
considerado un costo de USD 20 la jornada laboral de 8 horas diarias. De su
análisis, observamos que el costo de elaboración por el método convencional de
una pieza PDC1, es de USD 2,33, mientras que el costo de elaboración por el
método convencional de 100 piezas tipo PDC1, es de USD 233,333
Por otro lado, en la franja naranja se encuentra por igual el cálculo de la mano de
obra por el método CNC. (PROCESO2). de su análisis, vemos que el costo de
elaboración por el método CNC de una pieza PDC1, es de USD 0,107638889,
mientras que el costo de elaboración de 100 piezas tipo PDC1, es de: USD
10,7638889.

157
Fig. 93. Gráfico de costos de materia prima y de mano de obra en la
elaboración de la pieza PDC1, Caso de una pieza sola y de 100 piezas,
métodos convencional y CNC, Metalistería NABORI, Quito-Ecuador.
Fuente: Elaboración propia de Pavel Andrade,2016.
En la Fig. 93, podemos observar los costos totales (M.P. + M.0.) de la elaboración
de la pieza PDC1 por los métodos convencional y CNC, cuyas cifras son las
siguientes:
El costo total del mecanizado de una sola pieza PDC1, es de USD 2,556347733.
El costo del mecanizado de 100 piezas tipo PDC1 es e: USD 0,330653289.
Fig. 94. Gráfico de costos de materia prima y de mano de obra en el
mecanizado de una pieza PDC1, por los métodos convencional y CNC,
Metalistería NABORI, Quito-Ecuador. Fuente: Elaboración propia de
Pavel Andrade,2016.
0 0,5 1 1,5 2 2,5 3
MATERIA PRIMA
MANO DE OBRA
TOTAL M.P Y M.O.
Costos M.P. y M.O. en la
elaboracion de 1 pieza PDC1
COSTOS DE M.P. Y M.O. EN LA ELABORACIÓN DE UNA PIEZA PDC1 PROCESO 2 TECNOLOGIACNC POR CADA PIEZA
COSTOS DE M.P. Y M.O. EN LA ELABORACIÓN DE UNA PIEZA PDC1 PROCESO 1CONVENCIONAL POR CADA PIEZA

158
La Fig. 94, muestra el gráfico de barras donde se muestra más claramente y se
visualiza la diferencia de costos del mecanizado de una sola pieza PDC1, por los
dos métodos, de donde se desprende la conclusión de que el método CNC tiene
una ventaja muy amplia en relación del uso del método convencional. Conclusión
para lo cual colabora el gráfico de la Fig. 95.
Fig. 95. Gráfico de costos de materia prima y de mano de obra en el
mecanizado de una pieza PDC1, por los métodos convencional y CNC,
Metalistería NABORI, Quito-Ecuador. Fuente: Elaboración propia de
Pavel Andrade,2016.
A continuación, se puede observar datos de costos en relación del mecanizado de
una sola pieza PDC1 y del mecanizado de 100 piezas PDC1.
Costo total de la elaboración de una sola pieza PDC1 y costo total de la
elaboración de 100 piezas tipo PDC1.
Costos de MP Y MO utilizando Proceso Convencional Vs
Tecnología CNC en 1 pieza
PROCESO 1: CONVENCIONAL POR 1 PIEZA PROCESO 2: TECNOLOGIA CNC POR 1 PIEZA

159
Fig. 96. Cuadro comparativo entre costos de M.P. y M. O., del mecanizado
(fases de la 5ª. a la 11ª.) entre los métodos convencional y CNC.
Metalistería NABORI, Quito-Ecuador. Fuente: Elaboración propia de
Pavel Andrade,2016.
1
En base de los datos de la Fig. 93, vemos una comparación entre el costo total del
mecanizado tanto de una pieza de tipo PDC1 como de 100 piezas tipo PDC1 por
los dos métodos, de lo cual podemos indicar:
Por el método convencional, el costo de mecanizado de una pieza PDC1 es de
USD 2, 556347733, y de 100 piezas, el costo es de USD 255,6347733
Por el método CNC, el costo de mecanizado de una pieza PDC1 es de USD
0,330653289, y el costo de mecanizado de 100 piezas tipo PDC1 es de USD
33,0653289.
Por los datos obtenidos, podemos ver que incluso desde un estudio de los costos
de producción, el método CNC, es una mejor opción frente a la producción
tradicional o convencional. Aparte está el hecho de que como se ha referido
anteriormente, las piezas obtenidas poseen igualdad en forma, pesos y calidad, lo
que evitará trabajo y esfuerzo en el proceso de acabado.

160
Capítulo VI
CONCLUSIONES Y RECOMENDACIONES
Después del recorrido en este trabajo de investigación sobre el arte y el uso de
nuevas tecnologías, principalmente sobre la posibilidad del uso de la tecnología
CNC en trabajos de producción artística, y luego de la revisión de los diferentes
trabajos de distintos artistas y empresas o talleres que, de una o de otra manera,
aplican sus conocimientos y usan máquinas herramientas dotadas de CNC, hemos
comprobado que en el extranjero y en nuestro medio en la actualidad usan
activamente este tipo de recursos tecnológicos. Hay muchos artistas que usan
efectivamente la tecnología CNC, cada vez con mayor intensidad en sus procesos
creativos, y que esto les ha permitido conseguir que muchas de sus tareas de
bocetado, dibujo e incluso pintura se hayan simplificado. Es posible lograr
diseños totalmente acabados en un ordenador mediante una orden de ejecución a
un routter de corte, o de tallado con los que se pueden trabajar chapas de
diferentes materiales, formas y espesores obteniendo piezas cortadas, grabadas o
talladas de mucha calidad y precisión.

161
El escultor nacional y extranjero logra realizar su producción utilizando
herramientas CNC. Así, mediante el uso de un escáner 3D obtiene duplicados
perfectos hasta el mínimo detalle de una obra modelada previamente; ha logrado
incluso diseñar esculturas con toda la complejidad que su trabajo artístico lo exige
con paquetes de programas como el Zbrusch, que es un programa de escultura
digital, o el Bobart, que es una aplicación de uso artístico de la plataforma
BobCad. También se ha conseguido editar escultura mediante el uso de las
impresoras 3D, de la misma manera en que las diversas industrias han editado sus
piezas y prototipos. El cine, el teatro y la televisión han logrado nuevas formas
para la realización de sus trabajos. La edición de video, la forma de hacer sus
películas y sketches en teatro y televisión cuentan con nuevos y diferentes
recursos gracias a estas tecnologías nuevas.
Es común ahora ver verdaderas instalaciones robóticas en los estudios de
filmación, y en el montaje de escenografía el despliegue de recursos técnicos de
sonido, imagen y efectos especiales, constantemente explotan todo tipo de esos
recursos. Productoras como Touché Films han demostrado con sus producciones,
sketches, making of, sponsors, micro yapas que el artista ecuatoriano
constantemente se halla innovándose y utilizando todos los recursos tecnológicos
que se encuentran al alcance.
En la medida que la tecnología avanza, también lo hace su uso en la creación
artística, cuyo resultado y calidad se ven aumentados y beneficiados de
tecnologías como la CNC.

162
Por otro lado, el artista con sus conocimientos y capacidades, aparte de
diagnosticar las diferentes situaciones que se le presentan, puede también
plasmarlas y representarlas.
El artista en su búsqueda por lograr comunicación y conexión con el espectador,
interactúa con el medio y sus personajes, esta relación de retroalimentación le
provee de una gran variedad de información de la que puede disponer en todo
momento para poderlas usar en su producción artística; la tecnología CNC, a su
vez, se constituye en un recurso siempre renovado y en evolución constante para
conseguir este objetivo. El medio artístico ecuatoriano, puede incorporarse a esta
tendencia mundial en la que el uso de esta tecnología constituye una fuente
siempre renovada de recursos y posibilidades técnicas y tecnológicas.
Del análisis de Electrical pulses, podemos palpar como la tecnología CNC,
contribuye muy eficientemente en la labor creativa del artista. En la obra de Ruíz,
podemos constatar como la metáfora, se alimenta exquisitamente con la calidad de
la muestra gracias a la técnica empleada, así como por los materiales que en ella
se emplean. Las trasparencias del material impreso y del acrílico grabado,
alimentadas por luces LED, crean un ambiente en que lo digital se convierte en
parte del ser.
De esta manera, el artista y sus técnicas de trabajo tradicionales pueden verse muy
enriquecidas con el concurso y uso de esta tecnología CNC.

163
Existen muchos recursos técnicos mediante los cuales se puede automatizar una
máquina herramienta convencional con control numérico computarizado, lo cual
es absolutamente realizable, por lo que la automatización con control numérico, es
una opción muy buena, si se tiene la necesidad de poseer una máquina CNC, y no
se cuenta con los recursos económicos suficientes, dado que por principio, toda
máquina herramienta es susceptible de sufrir dichas operaciones de
automatización, por lo que esto representa una opción en nuestro medio.
Igualmente se concluye que es posible un acercamiento más agresivo e inmediato
al conocimiento, la comprensión y el uso de este tipo de tecnología, razón por la
cual la comunicación entre los artistas, entre todos quienes conocen y manejan
esta tecnología, pueden contribuir mediante conversatorios, y el relato de las
distintas experiencias de nacionales y extranjeros en el uso de esta tecnología,
como un camino hacia este conocimiento y su uso.
Por igual, las escuelas politécnicas, de diseño, de artes, industriales, universidades
e institutos, bien pueden acoger estas nuevas disciplinas, incluso hacerlas parte de
su pensum de estudios, impartir la información y la preparación en ellas. Sobre
todo, es necesario entender que son tecnologías de alcance mucho más amplio,
por lo que su uso no puede circunscribirse a la mecanización de piezas y partes,
sino que puede utilizarse alternativamente apoyando todo tipo de procesos
productivos como el artístico, ya que son tan versátiles que poseen herramientas
de dibujo, de pintura, de escultura digital, de grabado y de impresión.

164
Si estos recursos tecnológicos poseen la capacidad de poderlos aplicar en
prácticamente todos los ámbitos de la producción y del control de procesos, y si
una o muchas máquinas CNC pueden trabajar en ello, es posible igualmente llegar
a adquirir el conocimiento sobre esta nueva tecnología, a esta nueva tendencia; es
posible romper el viejo paradigma de producción artística, al menos en aquellas
propuestas artísticas que son susceptibles a encontrar la reconversión hacia esta
nueva tecnología.
A manera de recomendación, se incluye la posibilidad de la automatización de
maquinaria convencional a un sistema CNC. Esto, podría palear en mucho las
limitaciones de carácter económicas.
La empresa privada como la estatal, puede asumir igualmente la inversión de
recursos en la formación y actualización de personal en tecnología CNC, sobre
todo si es existe la necesidad de su implementación, con la respectiva formación y
capacitación profesional constante de técnicos y operadores CNC. Una de las
maneras en que se pueden eliminar temores respecto al mal uso de la tecnología y
sus consecuencias, es justamente el procurar un acercamiento al conocimiento de
todas las tecnologías, de sus características y posibilidades de aplicación, es decir,
adquirir plenos conocimientos sobre su uso y funcionamiento. De tal manera, que
la propuesta de usar tecnologías CNC en la producción artística no es para nada
una aspiración, sino que por el contrario es actualmente en nuestro país una
posibilidad realizable ya que su uso y aplicaciones ya se están proyectando
actualmente con mucha fuerza en nuestro país.

165
Además, del análisis del proyecto de elaboración de la pieza PDC1, en el cual, el
artista Pavel Andrade, ha determinado la necesidad y la importancia de obtener
piezas accesorias para su obra, en una cantidad, y con una calidad tal que una vez
ejecutado el proyecto de fabricación de la pieza PDC1, el cual fue ejecutado por
los dos métodos, tanto el convencional como el de CNC, se desprenden algunos
argumentos que ayudan a re afianzar el criterio de la validez del empleo de la
tecnología CNC, al menos en cuanto a las comparaciones del tiempo de
mecanizado, las cuales han aportado con datos numéricos diametralmente
distantes a favor del empleo del CNC en relación de los sistemas tradicionales que
al elaborar una simple pieza accesoria, podría demandar demasiado tiempo.
Esto, infiere directamente en el tema de costos de producción, de ahorro en mano
de obra, en materiales y en tiempo. Sin que esto, produzca un aumento del
desempleo, que suele ser, uno de los argumentos que se emplean al momento de
desacreditar el empleo de nuevas tecnologías, pues, por el contrario, se abren
nuevos segmentos y nichos de mercado, nuevas posibilidades de trabajo que se
irán generando en medida del desarrollo del uso de esta tecnología.

166
BIBLIOGRAFÍA
Libros
1. Benjamin, W. (2003). La obra de arte en la época de su
Reproductibilidad Técnica. México: Ítaca.
2. Carvajal, M., García, F., Zurita, I. (2009). Diseño y construcción de un
pantógrafo mediante control numérico computarizado CNC utilizando
grabado por vibración y fresado (Tesis de la Carrera de Ingeniería de
Electromecánica, no publicada, Escuela Politécnica del Ejército de
Latacunga), Latacunga, Ecuador.
3. Cisneros, V. (2006). Implementación de corte bidimensional controlado
por computadora (Tesis de la Facultad de Ingeniería Electrónica y
Control, no publicada, Escuela Politécnica Nacional), Quito.
4. EMCO MAIER, Descripción del software/ Versión del software 13.70,
(2003), Hallein, Austria
5. Freile, E. (2009). La Automatización de una máquina fresadora mediante
control numérico computarizado (Tesis de la Facultad de Ingeniería
Electrónica y Control, no publicada, Escuela Politécnica Nacional), Quito.
6. Ferguson, C., Gould, J. (1975). Teoría Microeconómica. México: Fondo
de Cultura Económica.

167
7. Giger, H. (2007). H R GIGER. Seoul: TASCHEN.
8. Gerling, H. (1978). Alrededor de las Máquinas – Herramientas.
Barcelona: Reverté.
9. Guallichico, D. (2012). Programación e implementación de un
pantógrafo CNC para oxicorte mediante el uso de Mat6Lab basado en la
importación de un archivo de formato gráfico (Tesis de la Facultad de
Ingeniería Electrónica y Control. Escuela Politécnica Nacional), Quito.
10. Guanoluisa, H. (2013). Diseño y construcción de una máquina fresadora
CNC con tres grados de libertad con un volumen de trabajo útil de
500X500X100 para tallar madera en alto y bajo relieve (Tesis de la
Facultad de Ingeniería Electrónica y Control. Escuela Politécnica
Nacional), Quito.
11. Huidobro, J. (2007). La domótica como solución de futuro. Madrid:
Comunidad de Madrid.
12. Oña, E. (1999). Control computarizado de una cámara de video para
aplicaciones de robótica (Tesis de la Facultad de Ingeniería Electrónica y
Control. Escuela Politécnica Nacional), Quito.
13. Mc. Graw-Hill, (s/f). formado de metales. New York, USA.
14. Rosero, R., Yanangómez, C. (2009). Construcción de un robot mascota
“gato” que interactúe con las personas (Tesis de la Facultad de
Ingeniería Electrónica y Control. Escuela Politécnica Nacional), Quito.
15. Ruhrberg, (s/n), et al. (2005). Arte del siglo XX. Volumen II. Nueva Delhi:
TASCHEN.

168
16. Ruíz, José Manuel, (2013). Aparición, impacto y efectos de la máquina
automática en el atelier del artista. Del taller tradicional al medialab,
Cuenca, España, UCLM.
17. Stallman, Richard, (1985): Software libre para una sociedad libre,
Madrid, Traficantes de sueños.
18. Toffler, A. (1992). La Tercera Ola. Barcelona: Plaza & Janes.
19. Wiley, J. (1992). Materiales y procesos de manufactura. México: Limusa.
20. Winship, J (s/f). Formado de metales. New York: Mc Graw-Hill.
Recursos electrónicos e internet
21. AC/DC Documental. (2014). Recuperado 16 de noviembre, 2015.
https://www.youtube.com/watch?v=_jMX3EuSoRU
22. Angus Young 192 Imágenes (parte 1). (2012). Recuperado 15 de
noviembre, 2015.http://www.taringa.net/post/imagenes/13503397/Angus-
Young-192-Imagenes-parte-1.html
23. Anthony Howe. Octo escultura cinética. (2014). Recuperado 12 de
diciembre , 2015.
https://www.youtube.com/watch?v=PIbk4AKFMTc
24. Arquitectura de sistemas domóticos. (s/f). Recuperado
https://www.google.com/search?q=domotica&client=firefox-
b&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwjgr7WFqubMA

169
hXK7iYKHVIqAZoQsAQIMw&biw=1366&bih=659#tbm=isch&q=arqui
tectura+domotica&imgrc=Yfr2CBeojncPLM%3A
25. Carr, N (2011) Entrevista con Nicholas Carr. Babelia, 1001, P.1
http://cultura.elpais.com/cultura/2011/01/31/actualidad/1296495000_1296
502629.html
26. CNC tallado de rostro humano. (2011). Recuperado 19 de noviembre,
2015.
https://www.youtube.com/watch?v=qTvo7xkJkJQ
27. Cuando va a caer el dólar. (2014). Recuperado 19 noviembre, 2015
https://www.youtube.com/watch?v=jqan_n8wkKQ
28. Exposición: Electrical Pulses. (2016). Recuperado 13 julio, 2016
http://josemanuelruiz.net/v-i-d-e-o/
Investigador de la UDLA presenta sus “Pulsos Eléctricos” en la
Flacsohttp://www.udla.edu.ec/2016/03/30/investigador-de-la-udla-presenta-
sus-pulsos-electricos-en-la-flacso/
27. Fab lab UCE. (2015). Recuperado 26 de julio, 2016
(https://www.facebook.com/ucelab/info/?entry_point=page_nav_about_ite
m&tab=overview),2015.
28. Fresadora ZX zx6350ZA. Recuperado 26 de julio,2016.
https://www.google.com/search?q=fresadoras+imagenes&client=firefox-
b&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwjA8-
isl5LOAhWDbR4KHWOcDA0Q7AkIQg&biw=1366&bih=659#imgrc=g
W6IfVARAG9YbM %3ª
29. HASS CNC Control. (s/f). Recuperado 24 de mayo, 2016.

170
https://www.google.com/search?q=haas+lathes+imagenes&client=firefox-b-
ab&biw=1366&bih=659&noj=1&tbm=isch&tbo=u&source=univ&sa=X&vd
=0ahUKEwjPi5z5zPrMAhUGOiYKHQ7PBEwQ7AkIOg#imgrc=0zLLlDDS
_QjUfM%3A
30. Herramientas de programación, Recuperado 26 de julio,2016.
https://www.google.com/search?q=ordenadores+e+impresoras+image
nes&client=firefox-b-
ab&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwiFrPGRo
ZLOAhUGbB4KHaiNBJQQ7AkIOA&biw=1366&bih=659#imgrc=m
xk5cNDsz_28eM%3A
31. Herramientas manuales. Recuperado 26 de julio,2016.
https://www.google.com/search?q=herramientas+manuales+imagenes&cli
ent=firefox-b-
ab&tbm=isch&imgil=zSCxQn0s8qvy5M%253A%253BbzvET4wg5PzCq
M%253Bhttp%25253A%25252F%25252Fwww.kywi.com.ec%25252Fher
ramientas-
manuales&source=iu&pf=m&fir=zSCxQn0s8qvy5M%253A%252CbzvE
T4wg5PzCqM%252C_&usg=__bjxhy4LVQONQUp2cAVJTcOwDBas%3
D&biw=1366&bih=659&ved=0ahUKEwi3lsm9q5LOAhXM0h4KHVuuA
rMQyjcINw&ei=0fmXV_fpM8yle9vcipgL#imgrc=zSCxQn0s8qvy5M%3
A
32. H. R. Giger Art in Motion. (2014). Recuperado 18 de noviembre, 2015.
https://www.youtube.com/watch?v=gALfqY34Ap4
33. H.R. Giger – Giger`s Necronomicon and the making of alien. (2011).

171
Recuperado 18 de noviembre, 2015.
https://www.youtube.com/watch?v=cCPOIuJDpok
34. H. R. Giger Revealed Documental. (2013). Recuperado 18 de noviembre,
2015.
https://www.youtube.com/watch?v=kK3Jcwr0T2g
35. Industria 4.0: la nueva revolución industrial / Hecho en Alemania. (2014).
Recuperado 12 de diciembre, 2015.
https://www.youtube.com/watch?v=yxitQo7rn-I
36. International Robot Exhibition 2013 in Tokyo. Recuperado 20 de abril,
2016.
https://www.youtube.com/watch?v=BhlIjyuEun4
37. La cuarta revolución Industrial, el tema en Davos 2016. Recuperado 10
de agosto, 2016. www.youtube.com/watch?v=1zOJXY2h35s
38. Máquina de vapor y sus partes. (S/f). Recuperado 16 de abril, 2016.
http://recursostic.educacion.es/secundaria/edad/2esobiologia/2quincena3/
2q3_contenidos_2c.htm
39. Partes de un torno CNC. (s/f). Recuperado 20 de mayo, 2016.
https://www.google.com/search?q=partes+de+un+torno+cnc&client=firef
ox-b&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwiD-
8ufyYPNAhXJyyYKHfH8CsEQsAQIHw&biw=1366&bih=659#tbm=isc
h&q=torno+CNC+partes+imagenes&imgrc=E3Gqq1bxL6fBjM%3A
40. Robots industriales integrados en una fábrica de producción de vehículos.
(s/f). Recuperado 16 de abril, 2016.

172
https//singularidadpara7000millones.wordpress.com/2013/04/20/maqu
inas-inteligentes-3-robots-indiferentes/robots-industriales/
41. Robot industrial KUKA. (s/f). Recuperado 16 de abril, 2016.
https://www.google.com/search?q=ROBOT+INDUSTRIAL+kuka&client
=firefox-b-
ab&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwjKqfHr3_rMA
hVM4CYKHfCgCHAQsAQIOA&biw=1366&bih=659#imgrc=NjXgml8I
leQdQM%3A
42. Routter CNC Benchtop PRO CNC. Recuperado 26 de julio, 2016.
https://www.thingiverse.com/thing:1363134
43. Serie enredos. Recuperado 2 de agosto,2016.
https://translate.googleusercontent.com/translate_c?depth=1&hl=es&prev
=search&rurl=translate.google.com&sl=en&u=http://www.joshharker.co
m/%3Fpage_id%3D76&usg=ALkJrhgcNf0pO_yCHw1hrWP_RSh5Bs4v
og
44. 3D scan and cutting on a 5 axis CNC machine, 2009, Recuperado 20 de
mayo, 2016.
https://www.youtube.com/watch?v=1p-nTYKPo_I
45. Teebot el primer robot 100% ecuatoriano. (2015). Recuperado 31de
octubre, 2015. https://www.youtube.com/watch?v=vcU9xg-sYWs
46. The Haunting Tape 14 (ghost caught on video). (2011). Recuperado 17 de
noviembre, 2015.
https://www.youtube.com/watch?v=6nyGCbxD848
47. Thermwood 5 Axis CNC Routter at John Cox's Creature Workshop

173
creating "The Race" display. (2010). Recuperado 16 de abril, 2016.
https://www.youtube.com/watch?v=ij7dStSArjE
48. Torno ROMI, Recuperado 26 de julio, 2016.
https://www.google.com/search?q=TALADROS+DE+BANCO+IMAGEN
ES&client=firefox-b-ab&tbm=isch&imgil=-Qp0H5J3Kpo0-
M%253A%253BLQrk_QAtSQKB2M%253Bhttp%25253A%25252F%25
252Fwww.leroymerlin.es%25252Fproductos%25252Fherramientas%2525
2Fmaquinaria_de_taller%25252Ftaladros_de_columna.html&source=iu&
pf=m&fir=-Qp0H5J3Kpo0-
M%253A%252CLQrk_QAtSQKB2M%252C_&usg=__712pQbDyRhTYq
VatvTKGk-
P7vaU%3D&biw=1366&bih=659&ved=0ahUKEwijmYLLpJLOAhUMF
h4KHRVzAxUQyjcITA&ei=lvKXV6P2PIyseJXmjagB#imgrc=-
Qp0H5J3Kpo0-M%3A
49. Torno partes y funciones, (s/f), Recuperado 20 de abril, 2016
http://www.areatecnologia.com/herramientas/torno.html

174
ANEXOS
Anexo I
Entrevista a Paulo Aguirre (16 de abril, 2016)
Entrevistado: Paulo Aguirre
Entrevistador: Pavel Andrade
El siguiente texto fue elaborado por Pavel Andrade (2016) y contiene información
referente al grabado tradicional en xilografía, describiendo el proceso de la
elaboración de un grabado con esta técnica, para luego contrastarlo con nuevas
técnicas que emplean tecnología CNC. Fue enviado a Paulo Aguirre, artista
plástico, pintor y grabador. Adjunto a este texto se le envió también un
cuestionario con preguntas acerca de su conocimiento de la tecnología CNC y sus
posibles aplicaciones en la producción artística. Paulo nunca ha trabajado con
tecnología CNC y la intención es acercarle e informarle sobre la posibilidad del
empleo de dicha tecnología en sus trabajos. A continuación, presentamos el texto
enviado al artista y su correspondiente contestación:

175
La tecnología CNC y sus aplicaciones en la producción artística
En el campo artístico, existen actualmente muchas posibilidades del uso de nuevas
tecnologías, desde opciones del escaneado de piezas, previamente modeladas,
hasta la total realización de la obra de arte a partir de su diseño desde un
ordenador.
Trabajos de impresoras 3D, posibilitan que estos recursos puedan integrarse en la
producción artística, con los más altos niveles de participación y resultados.
Opciones como las que nos proporcionan los routters tanto de corte, de impresión,
como de tallado en diversos materiales, proporcionan al artista posibilidades que
antes no hubiera imaginado, como, por ejemplo, las que se le presentan al
grabador con el uso de ciertos recursos CNC.
Asumamos que el tipo de grabado de un taller o artista, son los convencionales, es
decir, son aquellos recursos técnicos basados en la concepción original de una
idea de lo que va a ser la obra de arte, un concepto, que derivará en un boceto o
dibujo del tema, objeto o persona que finalmente será grabado.
El siguiente paso consiste en que teniendo ya definido el boceto, y con la idea
general de lo que será el resultado final, el artista usa diversas técnicas para
resolver su grabado. Por poner un ejemplo, podría ser elaborado con la técnica de
la punta seca.
Prosigue luego el traspaso del boceto o dibujo final al soporte, que puede ser la
plancha de madera, acrílico o linóleum, o el tipo de material que el artista elija
para tal efecto; bien podría hacerlo de forma directa sobre la plancha o soporte. Si

176
la técnica elegida fue la xilografía, el artista trabajará despejando o desalojando el
material de la plancha de madera o acrílico, etc. con el fin de lograr,
gradualmente, las diferentes profundidades de corte que le darán características a
su obra como son: el ancho de línea, texturas, acumulaciones de color, etc. de esta
forma trabajará sistemáticamente haciendo ediciones de prueba hasta llegar al
resultado deseado. Realizará una edición o prueba final para comparar resultados
y si encuentra que ha llegado ya al resultado que le satisface, realizará la edición
final de su trabajo.
Ensayemos ahora la forma en que podría resolver el mismo grabado usando la
tecnología CNC.
Con esta tecnología vamos directamente a la fase de grabación, una vez que se
haya realizado el dibujo directamente en el ordenador. A continuación, se envía al
routter de tallado la orden de ejecución mediante la cual la máquina procede a
desalojar el material.
Se obtendrá un tipo de matriz, lograda por el routter que tendrá la misma calidad
técnica o mejor que la plasmada por la mano del hombre, y tendrá una resolución
que muy difícilmente puede alcanzar la mano del hombre en su precisión, esto sin
acercarse siquiera al tiempo de trabajo que tendría que emplear el artista, pues este
tiempo será mucho mayor que el empleado por la máquina.
Otra opción que tiene esta tecnología, es la de permitir realizar las repeticiones
que el artista desee, pues una vez que el ordenador ha escaneado la imagen, se

177
guarda en un archivo desde el cual, con una simple orden de ejecución, llevará a
cabo la reproducción no de una, sino de las matrices que quiera obtener.
Ahora pensemos únicamente en obtener nuestro dibujo. El procedimiento será
entonces su realización de forma directa en el ordenador, gracias a cualquiera de
los programas que existen para tal efecto, por ejemplo, el COREL DRAW o los
distintos programas del ILUSTRATOR CS6, por nombrar los más básicos y al
alcance popular, o paquetes como el Power Mill o el Mach 3, como exclusivos
para este tipo de trabajos y que de hecho son mucho más sofisticados y
especializados y requieren conocimiento y entrenamiento específico.
En conclusión, hemos establecido una comparación de dos maneras de realizar
una obra de grabado artístico desde la manera tradicional o convencional, hasta la
aplicación con tecnología CNC, con el ánimo de mostrar las capacidades de estas
nuevas tecnologías y de sus aplicaciones para ponerlas en consideración del artista
como una opción válida y eficiente para realizar sus trabajos de producción
artística.

178
Cuestionario:
¿Qué conoce sobre la tecnología CNC, su uso, aplicaciones y posibilidades de su
uso en la producción artística?
1. ¿Qué conoce sobre las tecnologías CNC, su uso, aplicaciones y
posibilidades de su uso en la producción artística?
2. Si conoce sobre tecnología CNC, ¿piensa que podría incorporarla en su
producción artística?
3. Del artículo leído, ¿qué opinión tiene respecto de las posibilidades del uso
de tecnologías CNC en la producción artística en nuestro medio?
4. ¿Le interesaría implementar recursos y tecnología CNC en su trabajo?
5. ¿Piensa que sería muy cara la implementación de este tipo de tecnología
en su trabajo de producción artística?
6. Finalmente piensa que ¿desvalorizan el carácter artístico de la obra, lo
potencian, lo anulan, por qué?
7.
Pavel Andrade
Mayo 16, 2016

179
Contestación del artista Paulo Aguirre al texto anterior y al cuestionario:
¿Qué conoce sobre las tecnologías CNC, su uso, aplicaciones y posibilidades
de su uso en la producción artística?
He escuchado, no conozco a profundidad, entiendo que esta tecnología exige la
mayor eficacia en los procesos de realización de piezas con una forma óptima por
todos sus sistemas de mecanizado. Creo que hoy en día son muy válidas todas las
posibilidades que debe brindar en una posible producción artística. Esto me remite
a pensar que las amplias posibilidades que ofrecen estas tecnologías estarían
llevando al arte a acercarse a nuevas formas de creación desde la tecnología para
avanzar en procesos contemporáneos que presenten nuevas posibilidades de
acción creativa sin desprenderse de las intenciones que conlleva la producción de
arte.
Si conoce sobre tecnología CNC, ¿piensa que podría incorporarla en su
producción artística?
Me encasillo en la tradición, sin descartar algún proceso tecnológico actual, creo
que es obligación del artista actualizarse y sumergirse en todo tipo de procesos
técnicos sea cual sea. No importa su época o inicio. Cualquier innovación
enriquece y no descarta lo que se pueda desear en los resultados finales.
Del artículo leído, ¿qué opinión tiene respecto de las posibilidades del uso de
tecnologías CNC en la producción artística en nuestro medio?

180
Creo que la mejor tecnología que se incorpore al trabajo artístico es aquella que
procese el esfuerzo humano y el trabajo esté presente sin ningún tipo de peso
extremo en lo teórico o conceptual, la obra de arte o la misma producción habla
por sí sola gracias a la representación de un gran esfuerzo porque existe un
proceso muy bien realizado, sin buscar ayuda de objetos predeterminados. No
importa que se eliminen ciertos procesos o que su forma cambie gracias a la
tecnología. Lo trascendental siempre será el proceso técnico – creativo sea cual
sea el medio. Lo mencionado es una fusión del arte y tecnología lo más
importante es que la tecnología incita a trascender muchas limitaciones que se han
impuesto por discursos oficiales que se encasillan en la moda. Es muy interesante
como algunas tecnologías se han ido filtrando al quehacer artístico y esta no
podría ser la excepción.
La necesidad constante de transformar la vida hace que las producciones busquen
nuevas salidas donde los vínculos con el medio de transmisión crean experiencias
muy positivas.
Es un nuevo proceso técnico que ayuda a los grandes procesos comunicativos
de la obra de arte.
¿Le interesaría implementar recursos y tecnología CNC en su trabajo?
Me interesaría siempre implementar cualquier proceso tecnológico sin que se
descarte el esfuerzo y labor del artista en sus pasos diarios de creación. Creo que
el verdadero arte tiene que ver con el esfuerzo físico o mental en su creación, y la

181
misma obra puede defenderse sola sin amplios discursos o fichas que expliquen
qué es lo que hay ahí.
4. ¿Piensa que sería muy cara la implementación de este tipo de
tecnología en su trabajo de producción artística?
Por el momento creo que, si sería un alto costo, pero más allá de eso las
innovaciones tienen de grandes búsquedas y la pasión por crear no debe descartar
nuevas posibilidades, aunque estas sean tecnológicas.
5. Finalmente piensa que ¿desvalorizan el carácter artístico de la obra, lo
potencian, lo anulan, por qué?
Todo depende de cómo lleve el artista sus pasos, hay procesos técnicos que son
manuales y el artista los ocupa a veces de manera indiscriminada y muy absurda
donde se pierden el carácter de lo que se hace. La tecnología potenciaría las
producciones porque ayuda en tiempo. No debe haber excesos, la intención
artística debe tener un peso fundamental para que la producción sea valiosa mas
no lo más importante, es por esto que no importa que intervenga lo tecnológico, lo
trascendental viene en los resultados finales, sea 1/100 o 1/1000.

182
Anexo II
Entrevista a José Manuel Ruíz, Artista Visual (25 de mayo, 2016)
Entrevistado: José Manuel Ruíz
Entrevistador: Pavel Andrade
En marzo del 2016, presentaste una exposición en Quito, en La FLACSO llamada
Electrical Pulses; se observó algo innovador para nuestro medio, lo cual fue que
en tu obra intervino o utilizaste recursos de tecnología CNC.
1. ¿Qué opinas sobre el uso de este tipo de tecnología en la producción artística?
Cada vez es más grande su aplicación, debemos tener en cuenta cómo afecta o
mejor dicho como ayuda en los procesos de fabricación digital o de la llamada
digital manufactury donde la tecnología CNC es lo principal y el control numérico
supone una facilidad técnica para convertir en átomos lo que se diseñó en bits o en
píxel o en vector. Es la búsqueda continua de un viaje que va de lo físico a lo
virtual y viceversa, es un viaje de ida y vuelta. En este viaje, la CNC permite
controlar con exactitud alta estos procesos de atomización.

183
2. En la producción artística que has realizado hasta ahora, ¿cuáles son el tipo de
máquinas CNC con las que has trabajado?
Básicamente con impresoras 3D auto replicables como la Prusa I3, con un aporte
de material PLA (ácido poli láctico), por sus características de fácil acceso
económico, su facilidad de manejo y también estoy trabajando con ella porque
admite arduíno o software libre.
También he trabajado con routter de grabado laser, y he hecho grabado sobre
acrílico con trotec, y vinilo de corte.
3. ¿Sabes que en nuestro país se fabrican máquinas herramientas CNC y algunos
insumos para impresión 3d?
Sí, actualmente tengo relación con algunas empresas como 3D Print Ecuador,
Maker Group, Trolab, empresas como Trotec, Fablab Zoi, que básicamente tienen
impresoras, también con Fablab de Yachay, que entre otras cosas fueron mis
patrocinadores ayudaron con la producción, financiación, apoyo logístico montaje
y publicidad.
4. ¿Has encontrado accesibilidad en los materiales con los que trabajas en tu
producción con CNC?
Básicamente, los materiales son accesibles, pero son más caros que en otros
lugares; por ejemplo, en Europa valen casi la mitad de precio de lo que cuestan

184
aquí en Ecuador, por una bobina de filamento PLA en Europa cuesta 20 Euros,
pero en Ecuador pueden llegar a costar hasta 50 US.
5. ¿Cómo resultó la experiencia de tu exposición en La FLACSO, digamos desde
el punto de vista económico, ha sido rentable?
Bien, la exposición CNC asumo que tuvo una inversión aproximada de $ 8000,00
US, pero fueron mis patrocinadores los que asumieron los gastos e inversión en
general, la exposición no es solo local sino internacional; Trolab por ejemplo,
hizo un trabajo publicitario para dar a conocer sus productos, incluso llevó una de
sus máquinas impresoras pudiendo hacer impresiones para ofrecerlas al público,
pienso que la expectativa que se generó en el público por las capacidades de una
tecnología como la CNC fue muy alta.
6. ¿Qué piensas que se debe hacer para promover el uso de esta tecnología
en nuestro país?
La gente comienza a entender que esto se trata de un proceso largo, pero se debe
empezar a conocer lo que es el CNC. Sectores como el de la construcción y de la
industria en general comienzan poco a poco a entender que tienen un alto aporte y
beneficio por ejemplo en la elaboración de prototipos y maquetas.
El inventario es muy bajo, la existencia de maquinaria CNC al igual que sus
insumos, materiales, son aún escasos; falta apuesta por parte de los sectores
públicos y privados.

185
El sector privado al igual que el estatal deben procurar generar un apoyo mucho
más directo hacia esta nueva tecnología, se debe entender que es cuestión de
tiempo el que esta tecnología sea económicamente asequible, se debe involucrar a
la mayor cantidad de personas y sectores, que la sociedad en general, conozca la
posibilidad de incorporar esta tecnología a sus procesos creativos y productivos.
7. A manera de conclusión ¿qué piensas que se debe hacer para procurar el
desarrollo de la tecnología CNC en el país, y qué piensas que pasará con
ella en el futuro?
El Ecuador es España, pero 50 o 60 años atrás, todo llega más tarde; existen
costos de importación elevados hay un freno en el impacto de estas tecnologías y
creo, que este no solo depende de que las cosas lleguen, sino de un cambio mental
en la población, de su madurez, se trata de facilitar los procesos para adquirir
conocimiento sobre CNC. Todo esto es difícil debido a factores como el bajo nivel
de digitalización del país, no puedes comparar por ejemplo el nivel en que lo
hacen en los USA a cómo lo hacen aquí; ¿hacen los indígenas internet a diario? Es
difícil también entre otras cosas porque Ecuador es un país en el que la artesanía
tiene un peso muy grande.
Aparte, no hay digitalización a diario, esto impacta porque si digitalizo a diario,
genero productos en el ordenador y necesito sacarlos, enseñarlos, venderlos, es
necesario educar en lo digital, mostrar los beneficios de ello día a día; se puede
generar un cambio importante, lo necesario es saber cómo. ¡CNC es el presente,
pero será mucho más el futuro!

186
Anexo III
Entrevista a Antonino Jaramillo, Gerente de San José Escultura (18 de mayo,
2016)
Entrevistado: José Antonino Jaramillo Cruz
Entrevistador: Pavel Andrade
1. ¿Cómo llegaste a saber sobre lo que es la tecnología CNC?
Es un acercamiento por cuenta propia y en la web existe una cantidad
impresionante de información en el YouTube, he incursionado en scanner 3d por
cuenta propia.
2. ¿Con qué tipo de equipos CNC cuentas hoy en día?
Tenemos Scanners 3d, uno de trípode de dos lentes y otro manual, importados de
China.
3. ¿Cuáles son sus características básicas?
Podemos escanear piezas del tamaño de un bus, la resolución es excelente, el
margen de error es un milímetro por metro. La información del escáner debe ser

187
aplicada físicamente por digital por un programa CAM que puedes pasar luego a
un routter o a una 3D. Trabajos grandes en routter los podemos hacer pues
contamos con una mesa de 2.5 X 1.2X 0.5 Mts. de capacidad; Los equipos
cuentan con generación directa de códigos entre escáner y routter mediante
códigos G, originalmente los equipos llegaron con Power Mill, pero hoy
trabajamos con Match 3 es mucho más simple.
4. ¿Están plenamente operativas tus máquinas CNC?
Es muy pertinente tu pregunta, pues uno de los problemas que se tienen es que no
hay como poner a las máquinas operativas de forma inmediata, tuvimos que pasar
casi un año sin poder hacerlo desde el momento de su llegada. Actualmente uno
de los routters está dañado, pero hay gente capacitada que ha ayudado en su
reparación y se puede decir que podemos contar con servicio y asistencia técnica
de empresas como: Tech Design.
5. ¿En qué medida la implementación de los sistemas CNC han
transformado sus procesos productivos?
Al momento poco en realidad, pero de las experiencias que hemos tenido hasta
ahora calculamos que la optimización podría ser de un 40 %.
6. ¿Piensas que tendrías problemas por la capacitación de tu propio
personal si decides integrar mucho más personal especializado en el
conocimiento y operación de CNC?

188
Lastimosamente pienso que sí, porque el problema de preparar y capacitar
personal, en nuestro medio tiene complicaciones como por ejemplo el hecho de
que una vez que tienes un empleado especializado en el uso de esta tecnología,
este presenta exigencias de mayores prestaciones económicas que para el caso de
nuestro país se hace imposible cumplir, además debemos pensar en quién genera
los programas, todo esto incrementa los gastos, lo que condena al abandono de la
operación de estas máquinas. Los costos de los insumos en CNC son altos, y
personal no especializado tiene una tendencia a producir muchos daños.
7. ¿Cómo ves el estado actual de esta tecnología, y sus posibilidades
futuras?
Bueno, nosotros vemos que por ejemplo la impresión 3D no es para producción en
general, consumir 14 horas de electricidad para obtener una sola pieza, sirve para
prototipos u obras de arte, no sirve para producción en serie.
Sin embargo, hace 5 años era un secreto, pero ahora está aumentando de manera
muy rápida, debido a factores como la web, toda esa serie de manuales de ármalo
tú mismo, o construye tu propia máquina CNC, etc. potencian mucho a todo lo
que tiene que ver con CNC. No se sabe hasta dónde se va a llegar, el potencial es
enorme.
8. A manera de conclusión, ¿cómo ves las proyecciones de esta tecnología
en el campo artístico?
Nosotros constantemente estamos saltando del campo artesanal al artístico lo que
nos hace reflexionar sobre algunos aspectos, como, por ejemplo. el hecho de que

189
es necesario que se promuevan la producción de insumos aquí en el país, por
ejemplo, nosotros ahora mismo estamos produciendo cable de impresión ABS,
tenemos proveedores de nylon y duralón en el tamaño de bloque que necesitamos.
Aparte debemos procurar generar más participación en las importaciones de
materiales e insumos para CNC, hay una ventaja pues existen actualmente
restricciones a ciertas importaciones de origen chino.
Finalmente, es necesario que el artista asuma los costos de trabajar con esta
tecnología o con cualquier otra, pues uno de los problemas grandes que hay es que
los artistas no ponen los costos reales de producción de su obra de arte, el artista
debe entender que no solamente vende un objeto, sino que está vendiendo ideas.

190
Anexo IV
Entrevista a Carlos Ramírez, SALES MANAGER CAD-CAM-CAE-PDM
BKB, (12 de julio, 2016)
Entrevistado: Carlos Ramírez
Entrevistador: Pavel Andrade
1. ¿Cuál es el interés que BKB MAQUINARIAS tiene hoy en día por
incursionar en el sector artístico?
BKB MAQUINARIAS es una empresa dedicada a proveer de máquinas
herramientas para el sector metalmecánico del Ecuador desde hace tiempo atrás,
en lo que se ha constituido como líder en el mercado nacional debido a factores
como la calidad de sus máquinas herramientas, precios, asesoramiento técnico y
asistencia post-venta. También se encuentra ofreciendo entrenamiento y
preparación continua a sus clientes y al público en general, buscando siempre
ampliar su oferta a nuevos clientes por lo que el sector de la producción artística
es ahora uno más de sus nichos de mercado.

191
2. ¿En qué consistiría su oferta al sector artístico?
Bueno, en este momento, tenemos impresión 3D como oferta de servicios en un
primer momento, pero igual tenemos impresoras 3D a la venta de diferentes
calidades, precios y marcas, somos importadores de todas ellas y de todos los
insumos que ocupan, así como del software de diseño e impresión. El software
que ofrecemos, es el más amplio del mercado en todo lo que es tecnología CNC.
Actualmente dictamos cursos de Solid Works, Master CAM, y aspiramos en un
futuro inmediato dictar los cursos de las aplicaciones de los softwares de arte.
3. ¿Entiendo que Uds. tienen una aspiración de penetrar en las
diferentes universidades?
Sí, tenemos la posibilidad de ofertar software, equipos y maquinaria,
entrenamiento, servicios, al mejor nivel, y con la activación de las respectivas
licencias de operación y uso del software. Además, es importante indicar que
tenemos software para las distintas necesidades en CNC, sean de procesos
mecánicos de máquinas herramientas, así como también de impresión 3D como
también para el uso de diseño artístico.
4. ¿Cómo perciben Uds. que el sector artístico podría utilizar la
tecnología CNC en su producción?
De manera general los artistas pueden usar operaciones tanto de fresado y
torneado CNC, cortes por plasma, por chorro de agua, de routters, de brazos

192
mecánicos y de impresoras 3D. Es importante recalcar que nosotros tenemos la
oferta ya en el país de brazos mecánicos y sus respectivos softwares de diseño y
operación.
5. ¿Cuál es la diferencia entre el diseñador y el operador?
Bien, yo mismo me defino como un diseñador, es decir digitalizo la información
sea que esta se da a partir de un plano mecánico o de una pieza escaneada. Para
lograr un entendimiento más simple, el diseñador logra materializar la pieza en el
ordenador y luego este puede emitir una orden de impresión, o de mecanizado.
En el ordenador se podrá visualizar a la pieza en todas sus dimensiones, texturas,
medidas, etc. En cambio, que el operador es el que realiza el mecanizado mismo
sea en el centro de mecanizado, en el routter, la fresa o el torno CNC, en la
impresión 3D.
6. Dentro de tecnología CNC, ¿Cómo diferente de lo tradicional, ¿cuál es
el tipo de equipo o herramienta que más posibilidades tiene de
insertarse en el mercado actual?
Aparte de todo lo que se usa como tradicional, pienso que es la impresión 3D.

193
7. ¿Por qué y qué potencial ven Uds. en la impresión 3D?
Pues en este momento, existe como un boom en el acercamiento a esta tecnología,
sobre todo porque es muy simple en su operación. Además, existe el tema de la
asequibilidad a estos equipos, pues se los puede encontrar en mercado libre, y en
relación de otros equipos de tecnología CNC, su costo es bajo por ejemplo un
torno CNC cuesta desde los $ 40.000,00 US en adelante, pero una impresora 3D
como la PRUSA, se la puede adquirir desde los $ 549,00 US.
8. ¿Cuál es el futuro de la tecnología CNC en el Ecuador?
Definitivamente el desarrollo de la industria en el Ecuador está ligada a la
tecnología CNC, el país debe ponerse a la altura de todo el mercado y de la
industria internacional, y esto significa ir a la par del desarrollo de esta tecnología.

194
Anexo V
Entrevista a Johana Malla, Ing. en electrónica y telecomunicaciones,
UPDATECOM CIA. LTDA. (15 de julio, 2016)
Entrevistada: Johana Malla
Entrevistador: Pavel Andrade
1. ¿Quiénes son UPDATECOM CIA? LTDA. ¿Y qué hacen?
Nos dedicamos al desarrollo de software, automatización, control y
telecomunicaciones.
Nos iniciamos con un producto, que era una solución domótica en seguridad, una
aplicación móvil de hardware y software que habilita los tomacorrientes y
controla los interruptores en el espacio o habitación en que se instalan estos
sistemas, produciendo una recreación de los ambientes mediante el juego de luces
y de su intensidad, la idea básica es simular la presencia en la casa. Inicialmente
este producto nos permitió formarnos como empresa. Luego, presentamos este
proyecto en el concurso de emprendedores BID Network convocado por
CONQUITO, ganándolo.

195
Posteriormente, nos presentamos a un concurso del Colegio de Ingenieros
Eléctricos y electrónicos ganando igualmente dicho concurso, lo que nos permitió
consolidarnos más como empresa.
Pero si bien empezamos con aplicaciones domóticas, tuvimos que cambiar el giro
porque no había la acogida necesaria por parte del público, aparte que producir
esta solución domótica en seguridad, generaba costos altos en nuestro país, pues
aún no tenemos posibilidades de fabricar las piezas y partes electrónicas
necesarias, lo que ha producido que se desarrolle el software, pero en cuanto al
hardware es preferible enviar los planos al exterior a países como China para que
lo fabriquen, y hacer el ensamblaje aquí; incluso puede ser mejor que ellos
mismos desarrollen el producto total y solo hacer la comercialización.
2. ¿Entonces qué es lo que hacen ahora?
Desarrollamos tecnología RFID (radiofrecuencia) con soluciones de seguridad y
todo lo que tenga que ver con el monitoreo y control en personas, instituciones,
locales y vehículos a un nivel particular y estatal. Actualmente nuestro interés está
dedicado al desarrollo de software para aplicaciones, pero seguimos manteniendo
productos de soluciones domóticas como conjuntos de dispositivos de control
automático en casa.
3. ¿Utilizan tecnología CNC?
Realmente sabemos las ventajas de emplear esta tecnología por ejemplo en partes
de control de los dispositivos de entrada como un foco, una puerta, una toma
eléctrica en general y por ende de aparatos como refrigeradoras, cocinas, etc.

196
También se puede automatizar aparatos, máquinas y procesos, pero surgen
problemas por cuanto aun en el país no podemos producir los componentes
necesarios básicos. Por ejemplo, si queremos hacer automatización, necesitamos
tarjetas electrónicas que para su elaboración se emplean estos componentes, sin
contar con el hecho de que muchos de ellos vienen encriptados y no permiten
ningún tipo de modificación.
4. ¿Ahora que lo mencionas que problemas encuentras en la aplicación
de tecnologías de punta como las del CNC o lo tuyo de soluciones
domóticas?
Cuando hablamos de automatización, por ejemplo, sabemos que significa una
mejora en la calidad de vida; las máquinas herramientas convencionales se las
quiere transformar a CNC, pero inciden problemas como las salvaguardias que
impide abaratar costos encareciendo las importaciones de partes y piezas como
sensores, chips, resistencias, procesadores y microprocesadores.
A pesar de tener el principio básico de la construcción de elementos básicos como
la fibra óptica, se necesitarían materias primas en cantidades y en costos que no
podemos abordar en este momento lo que determina que por ejemplo en cable
UTP (par trenzado sin blindaje), es más ventajoso adquirirlo en el extranjero como
el caso de la marca china Fukorawa.

197
5. ¿En qué medida open Source y free software facilitan el trabajo que
realizas?
A partir de código abierto y free software, se facilita el desarrollo de las
aplicaciones, pero se presentan problemas como el que la información queda
igualmente expuesta. Claro que podemos cuidar nuestro producto mediante
procesos que no permitan una entrada fácil; además también podemos elaborar un
código de encriptación que impida la copia, pero el problema no se supera en
cuanto el resultado final aún es necesario patentarlo para cuidar la propiedad
intelectual, pero en nuestro país se cobra por línea de código. ¿No entiendo
porque se cobra por línea de código, además los procesos de patente demoran
demasiado? De todas formas, el gobierno actual ha hecho reformas positivas
como por ejemplo el emitir la norma mediante la cual las instituciones del estado
están obligadas a trabajar con Linux.
6. ¿En qué sectores se aplica más extensamente la tecnología CNC?
Yo aprecio que se da más en la parte industrial, en corte, automatización,
monitoreo, incluso entiendo que los artistas utilizan esta tecnología en procesos de
corte de materiales. Nosotros utilizamos impresión 3D para elaborar las cajas que
contienen arquitectura de placas para microcomputadoras y de microchips
también. Las diseñamos en Solid Works, AutoCAD o Inventor y luego las
imprimimos.

198
7. Imaginemos un movimiento muy elemental que realice un brazo
robótico, por ejemplo, algo como recoger un objeto, levantarlo y
colocarlo en otro lugar, ¿cuántas líneas de código crees que se
generarían?
Es muy difícil hablar de cuántos, habría que desarrollar la aplicación y recién ahí
podríamos saber cuántos, pero serían miles.
8. A manera de conclusión, qué futuro le ves a la tecnología CNC, en
nuestro país.
Como manifesté anteriormente, si tomamos nuevamente el ejemplo de la
automatización, si bien en apariencia perdemos habilidades de realizar acciones
manuales, la tecnología mejora nuestro estilo de vida, facilita procesos. La
tecnología CNC interviene en todo proceso robótico y de automatización,
debemos involucrarnos en las tecnologías nuevas, conocerlas, aprender a usarlas y
obviamente mejorarlas.

199
Anexo VI
Entrevista a Stephany Calero, Gerente Administrativa, SERVICOR, (15 de
julio, 2016)
Entrevistada: Stephany Calero
Entrevistador: Pavel Andrade
¿Qué servicios brindan en Servicor?
Servicios de corte y venta de materiales como planchas de acero de tol negro y de
acero inoxidable en diferentes espesores.
1. ¿Con qué tipo de maquinaria?
Tenemos máquinas con corte de plasma CNC, y de corte al chorro de agua
también equipada con tecnología CNC, así como también corte por oxiacetileno
convencional.
2. ¿Cuáles serían los equipos convencionales?
Nosotros tenemos 25 años en el mercado ofreciendo este tipo de servicios y la
maquinaria con la que contábamos eran: oxicorte, se contaba con pantógrafo de
ojo óptico que podían ir leyendo la línea del dibujo que se realizaba en una

200
cartulina y la máquina iba traspasando el corte directamente en la plancha de
metal.
3. ¿Cómo se enteraron del CNC y cuál ha sido la incidencia de esta
tecnología en sus procesos de trabajo?
Fueron los propios proveedores de materiales y servicios como el caso de
empresas como HIPERTEL, AGA, COLIMPO, y a partir de ello, hemos logrado
facilidad en el trabajo, ahorro de tiempo, calidad en el corte. En el tema de costos
no se siente una incidencia mayor pues en el paso del tiempo casi que se han
igualado los precios de operación, y por ende de precios al cliente. Como empresa
nos ha permitido ofrecer un beneficio a nuestros clientes en cuanto a los tiempos
de trabajo y la calidad de los trabajos finales, en su acabado, lo que igualmente
representa un ahorro para el cliente, pues el cliente emplea mucho el corte previo
para pasar al mecanizado de partes, así se minimiza este trabajo y el acabado es
superior, muchas veces en corte al chorro de agua es el producto final y no
necesita trabajo de acabado.
Los costos de operación de la máquina de corte al chorro de agua no son altos,
utiliza materia prima de arena especial que contiene abrasivos y se mezcla con el
agua para ser impulsada por medio de una bomba que genera una presión de
65000 PSI.
Puede cortar una diversidad de materiales como metales incluido inoxidable,
acrílicos, incluso vidrio.

201
4. ¿Cómo es el personal que opera esta tecnología?
Bueno, en este sentido, es complicada su formación; no son un tipo de obreros
comunes en nuestro medio, principalmente por el grado de preparación que ellos
deben tener, hay que formarlos de cero.
5. ¿Cómo transfieren los datos a la máquina?
Primero, todo diseño que nos pide o trae el cliente lo revisamos y lo redibujamos
o arreglamos en AutoCAD, pero solo se trabaja en una dimensión. Se verifica que
el dibujo en AutoCAD cumpla los requisitos suficientes como que todas las líneas
formen un contorno interno y externo completamente cerrado. El software
Match3, con el que cuenta la máquina, le permite trabajar de forma directa e
independiente, que no necesita extensiones ni conexiones de enlace.
6. ¿Cuáles son los sectores con los que trabajan?
Principalmente el de la construcción, el automotriz y desde que implementamos el
corte al chorro de agua, por la calidad de los acabados, con el sector de la
publicidad, de la rotulación.
Hemos visto que también los artistas solicitan nuestros servicios, realizan cortes
artísticos. Esto nos brinda la posibilidad de nuevos tipos de trabajo y mercados, lo
que siempre constituye un reto y una satisfacción, de alguna forma sentimos que
realizamos un trabajo artístico también, no solo en el diseño, sino por el esfuerzo
y trabajo desde la descarga de la imagen, así como el proceso de digitalización,
aunque solo se trate de simples correcciones, al menos nos motiva a incursionar
más en este sector, en colaborar con él, en aprender de él.

202
Anexo VII
Entrevista a Luis Eduardo Cárdenas Pazmiño, Director del departamento de
CNC, BKB Maquinarias, (15 de julio, 2016)
Entrevistada: Luis Cárdenas
Entrevistador: Pavel Andrade
1. ¿Cuál es tu formación técnica?
Soy Ingeniero mecánico, con una experiencia en CNC de 15 años atrás. He
trabajado en Toronto Canadá en una empresa llamada Mac Donals and Douglas,
dedicada a la fabricación de alas de aviones especialmente para el Boeing 1272.
He trabajado como operador de centros e mecanizado horizontal de 4 ejes. Un
centro de mecanizado horizontal de 4 ejes.
En el Ecuador, de manera particular he sido proveedor de servicios para empresas
nacionales como Metaltronic que emplea muchos trabajos de elaboración de
matrices; incluso trabajan con soluciones de ensamblado y soldadura robótica.
Actualmente estoy trabajando en BKB Maquinarias encargado del departamento
de CNC en el área técnica y de software, doy entrenamiento y realizo la puesta en
marcha de las máquinas herramientas que comercializa la empresa, realizo el
mantenimiento y reparación de los equipos de máquinas herramientas
convencionales, así como las CNC incluyendo sus sistemas operativos.

203
2. ¿Cómo nace tu interés en CNC?
Por medio de un amigo; entonces era encargado de una bodega de chocolates y un
amigo me habla sobre el mundo del CNC; luego, veo las máquinas trabajar lo que
me llamó la atención y comienzo a averiguar acerca de esta tecnología,
igualmente averigüé en el banco de trabajo ¿qué tan solicitado era un técnico en
CNC, así como la paga en Canadá.
3. ¿En tu formación metalmecánica, incluiste algo relacionado con el
arte?
De hecho, sí. Existe un área que incluye arte como la joyería es decir máquinas
especiales de mecanizado de joyas con el concurso de una aplicación llamada
Master cam Art que tiene un módulo de diseño de joyería. Usando este software
que es parte del Mastercam CAD/CAM y con maquinaria especial como las micro
machining o de micro mecanizado, se realiza producción de joyería.
4. ¿En Ecuador, cuál es el tipo de problemas que inciden en CNC, por
ejemplo, se dice que ser proveedor de servicios resulta caro por el
costo de los insertos?
Anteriormente sí, pero hoy en día no, la tecnología crece de tal manera que los
costos en general de las máquinas herramientas han bajado sustancialmente
haciendo asequible su adquisición.

204
El problema que yo veo que existe es respecto al operador, al programador, si
estos tienen formación, conocimiento y experiencia, superarán efectivamente el
tema de tolerancias, acabados, etc.
5. ¿Ahora que lo nombras cómo ves al programador?
Bueno ahí es donde yo encuentro otro de los problemas de nuestro país, pues en la
mayoría de partes en el extranjero, por ejemplo, Canadá, Turquía, y otros países
en los que he estado tienen una separación de funciones. Así, el diseñador es solo
el diseñador, el programador solo programa, y el operador es solo el que opera. En
nuestro país, somos sabelotodo, y en general es bueno, pero la separación de
funciones por especialización, produce mejor su trabajo.
6. ¿En nuestro país es posible lograr esta especialización?
Mira, yo creo que lo que nos falla es la falta de formación, de preparación en
general, sobre todo en CNC, en países como Canadá, existen entidades donde
puedes comprar capacitación y ellos ofertan esta formación.
El estado desconoce sobre tecnologías, y no tiene asesoramiento de las
capacidades del CNC.
Los capacitadores no tienen buena formación incluso en universidades, no
podemos en nuestro medio formar a un capacitador; ahora BKB Maquinarias, está
aventurándose en este mundo y podría ser capacitador, pero no existen empresas
que inviertan directamente en esta tecnología.

205
7. ¿Cuál es tu recomendación para incorporarnos al mundo CNC?
Pienso que el problema es más bien cultural, pues en el mundo actual, con toda la
información en la red, libros, revistas, noticias en el móvil, todo es más asequible,
pero realmente la gente no muestra interés en prepararse, es una lástima, el
ecuatoriano es sumiso, se contenta con poco, en el extranjero, están embarcados
en el desarrollo.

206
Anexo VIII
Entrevista a Sandra Pinto, Gerente General de Ventas y Mercadeo de BKB
Maquinarias, (15 de julio, 2016)
Entrevistada: Sandra Pinto
Entrevistador: Pavel Andrade
1. ¿Quiénes son BKB?
Somos la empresa líder en ventas de maquinaria industrial, software, impresión 3d
y Scanners en ecuador.
2. ¿Qué tipo de servicios ofrecen?
Ventas de maquinaria industrial de máquinas herramientas convencionales y CNC,
respaldo técnico y actualmente formación y capacitación a empresa, personas
particulares, y en general a instituciones que necesiten adquirir conocimientos en
CNC.

207
3. ¿Actualmente, cuál es el nivel de incursión de CNC en el mercado
nacional?
Aun ahora, el 70 % es convencional y apenas solo el 30% es CNC; es lastimoso
que el público siga comprando así, pues ahorra tiempo, dinero, recursos, pienso
que no invierten en CNC por miedo, por ello, BKB Maquinarias está invirtiendo
en capacitación y formación. Cuál es la aspiración futura que el ecuador pueda
surgir y tener innovación tecnología en cada empresa.
4. ¿Están vendiendo insumos como herramienta de corte, materiales,
capacitación?
Sí, como parte de nuestra oferta vendemos herramientas de corte o insertos,
actualmente, no vendemos materiales y ofrecemos formación como un aporte
necesario pues si no se aplica el conocimiento, nos estamos rezagando en el uso
de la tecnología.
5. ¿Qué valor le dan Uds. a la capacitación?
Actualmente tenemos planes para oferta formación incluso desde los colegios.
Por otro lado, BKB Maquinarias, invierte en la capacitación de sus propios
técnicos en el exterior y también trae técnicos desde el extranjero para
capacitación en la empresa. La experiencia de conocer a otros técnicos es muy
significativa; el personal sigue auto educándose vía on line con empresas como
HASS, DURMA, TRAVIS, etc.

208
6. ¿Qué nivel de participación tiene para Uds. el sector artístico?
Siempre estamos a la expectativa de servir a todos los sectores de la producción, y
el sector artístico actualmente nos inquieta muy especialmente, pues nos han
solicitado elementos como impresoras 3D, con lo cual, se abre una cantidad de
posibilidades a todo nivel, sobre todo de tecnología CNC, pues mutuamente
podemos desarrollar en el conocimiento y uso de esta tecnología. Sin embargo,
me permito una sugerencia: Apoyar es muy diferente a subvencionar, es necesario
que no ejerzamos mendicidad a ningún nivel. Un artesano por pequeño que sea
tiene aspiraciones de adquirir parque industrial, el artista debe tener también
aspiraciones de incorporar en su producción parque industrial y si es CNC mucho
mejor.

209
Anexo IX
Entrevista a Juan Paredes Meythaler, artista plástico. (24 de julio, 2016)
Entrevistado: Juan paredes
Entrevistador: Pavel Andrade
1. ¿Cuál es tu formación?
Soy Ing. Civil, y Analista de Sistemas,
Me dediqué al arte hace algunos años atrás, empecé haciendo trabajos artesanales
en madera como piro grafía, tallado, etc.
Gracias a mi formación académica, pude desarrollar en el estudio de toda clase de
programas de diseño sobre todo de AutoDesk, MasterCam, Bobcad, y
originalmente fui posiblemente el primero en Ecuador en estudiar análisis de
sistemas de la IBM 1140, cuya memoria parecía un refrigerador por su tamaño, y
sin embargo tenía apenas 8K de memoria por tarjetas.
2. ¿Respecto de tu experiencia de trabajo?
Fui profesor en la UCE, de estructuras y de computación, daba clases en el
pregrado, soy un pedagogo por naturaleza, pero por política me alejé, era
representante estudiantil al consejo universitario. Trabajaba calculando puentes,
vía, análisis de movimientos de tierra, incrementé una serie de programación que

210
se automatizó se automatizó en Fortran, luego apareció AutoCAD, entonces
llegaron unos suecos y holandeses para el proyecto Paute Mazar con los que tuve
una vinculación de trabajo y de ellos aprendí.
Sobre todo, del Dr. Bossoney, ingeniero, que realizaba los cálculos de la Daule
Peripa. Trabajó como consultor de Ingenierías en centrales hidroeléctricas, me
formó en informática a alto nivel.
3. ¿Cómo llegaste a relacionarte con CNC?
Hace 13 años, en el 2003 enrumbé por falta de trabajo y de investigador comencé
en internet a incursionar en CNC, láser, routter, etc. códigos G.
Como anécdota aprendí a programar de forma autodidacta haciendo piezas y
torneados en la routter sin tener la máquina; recién en 2006 o en el 2007 por
casualidad llegué a ver una máquina que tuve que instalar, lo hice y la puse a
trabajar. He tenido reconocimiento y autoridad para saber qué puedo hacerlo. Uso
esta tecnología y la acoplo con las manos.
4. ¿Respecto del uso de CNC en la producción artística que puedes
decirnos?
He instalado más de 30 máquinas, entre Quito, Guayaquil, Cuenca, Oriente, me ha
llevado a reconocer que máquinas como un routter no son accesibles por los
costos, además demanda estudios especiales, con un curso de 6 meses o 1 año
apenas logran operar las máquinas no las llegan a dominar, son solo operarios.
Solo cortan madera o acrílicos.

211
Por eso mismo, lo más generoso que hacen es piezas en slicers, que permite
trabajar figuras de distintos materiales y andamios de forma similar a los que
realiza la impresión 3D.
Se tienen alternativas aparentemente simples como el AutoDesk 123, que tiene la
capacidad de diseñar manipular e imprimir en 3D. No es la tecnología de 3D, pero
es paralela.
Comento esto, porque difícilmente un simple operador por sí solo va a tener la
inquietud de desarrollar a algo más complejo como es el arte.
Por esa misma reflexión, es que considero que soy un hacker, obtengo
información oportuna. Hago 3d con mi laser, tengo que preparar la información
para que la máquina produzca una obra en tres dimensione. La routter lo hace
porque en sus tres ejes tiene una cuchilla. La laser tiene el punto de salida fijo,
pero por medio de software hago 3d. De esta manera veo que el digitalizador es
un artista.
Particularmente, trabajo con una cortadora láser de 100 watts, en las que incluso
he llegado como manifesté a hacer 3D, de todas maneras, reconozco que para mi
obra gusto de llegar hasta un nivel lo más aproximado, para luego intervenir
directamente a mano. Tengo un especial gusto por terminar y dar los acabados a
mano a punte gubias.
He logrado piezas de joyería mediante aplicaciones de AutoDesk por ejemplo que
tiene el jewerly artístico, es un utilitario con el que el diseñador logra a partir de
una simple figura convertirle en un producto en 3 dimensiones como producción

212
de matrices. Diseño un anillo en el ordenador y lo mecanizo en la máquina.
Diseño en 3d con todos los detalles, luego mando a hacer la simulación con fresas,
etc. detecto errores de herramientas, optimización de tiempos, etc. cuando ya lo
tengo lo convierto en un procesador de códigos o cadenas de trayectorias que lee
la máquina herramienta. El conjunto de comandos es leído por la máquina y el
CNC mediante una tarjeta de software hace que la pieza se mecanice.
5. ¿Trabajas con free software?
No me he acomodado al free software, uso Corel Draw, como ArtCam, lo manejo
desde hace 12 años.