
UNIVERSIDAD AUTÓNOMA METROPOLITANA UNIDAD …148.206.53.84/tesiuami/UAMI10261.pdf · El proyecto...
41
UNIVERSIDAD AUTONOMA METROPOLITANA UNIVERSIDAD AUTÓNOMA METROPOLITANA UNIDAD IZTAPALAPA DIVISIÓN DE CIENCIAS BÁSICAS E INGENIERIA INGENIERIA QUÍMICA LABORATORIO DE PROCESOS Y DISEÑO III PROYECTO: “ANÁLISIS DE ALTERNATIVAS DE PROCESOS PARA LA ELIMINACIÓN DE BENCENO EN PROCESOS DE REFORMACIÓN.” ASESOR: DR. TOMAS VIVEROS GARCÍA ALUMNOS: ROJAS TORRES JORGE SANTIAGO PEDRO SMID México D.F. a 08 de enero del 2003.
Transcript of UNIVERSIDAD AUTÓNOMA METROPOLITANA UNIDAD …148.206.53.84/tesiuami/UAMI10261.pdf · El proyecto...

UNIVERSIDAD AUTONOMA METROPOLITANA
UNIVERSIDAD AUTÓNOMA METROPOLITANAUNIDAD IZTAPALAPA
DIVISIÓN DE CIENCIAS BÁSICAS E INGENIERIA
INGENIERIA QUÍMICA
LABORATORIO DE PROCESOS Y DISEÑO III
PROYECTO:
“ANÁLISIS DE ALTERNATIVAS DE PROCESOS PARALA ELIMINACIÓN DE BENCENO EN PROCESOS DE
REFORMACIÓN.”
ASESOR: DR. TOMAS VIVEROS GARCÍA
ALUMNOS:ROJAS TORRES JORGESANTIAGO PEDRO SMID
México D.F. a 08 de enero del 2003.

UNIVERSIDAD AUTONOMA METROPOLITANA
ÍNDICE PAGINA.
OBJETIVOSRESUMEN 1
ANTECEDENTES YJUSTIFICACIONES 2
SECCIÓN I.
REFORMACION CATALITICA 3
PROCESOS DE REFORMACION CATALITICA 4
OPERACIONES DEL PRCESO 5
REACCIONES RC 8
CATALIZADORESPROCESOS SEMI-REGENERATIVOS CON LECHO FIJO DE CATALIZADOR 10
PROCESOS DE REGENERACION CONTIUO DE CATALIZADOR (RC) 11
SECCIÓN II.
ESTUDIO DE MERCADOPRODUCTOS PRINCIPALES Y SUBPRODUCTOS 13
ESTIMACION DE LA DEMANDA ACTUAL 14
SITUACION ACTUAL Y FUTURA DE LA OFERTA DE GASOLINA 15
LOCALIZACION DE LA PLANTA 16
SECCIÓN III.
ETUDIO TECNICO ECONOMICO 16
SECCIÓN IV.
PLANEACIÓN DE ACTIVIDADESCONCLUSIONES 19
ANEXO 20

UNIVERSIDAD AUTONOMA METROPOLITANA
ÍNDICE.
Pag.
OBJETIVO Y RESUMEN 1
ANTECEDENTES Y JUSTIFICACIONES 2
ETAPA 1.__________________________________________________________________
Procesos de Reformación Catalítica 3Procesos de reformación y operación 4Reacciones de reformación catalítica 8Catalizadores 9Proceso semiregenerativo 10Proceso de regeneración continua (CCR) 11Estudio de mercado 13Estimación de la demanda actual y futura de gasolina 14Situación actual y futura de la oferta de gasolina 15
ETAPA 2.__________________________________________________________________
Síntesis de catalizadores y experimentación 16Síntesis de catalizadores 17Experimentación 18
ETAPA 3.__________________________________________________________________
Reproducibilidad y Diseño 24Balances de materia y energía 27Modelo de diseño 28Planta de Reformación catalítica 30
ETAPA 4.__________________________________________________________________
Evaluación económica 31Ubicación de la plantaEstudio técnico económico 32Calculo de la TIR 33
CONCLUSIONES 34
ANEXO 35
BIBLIOGRAFÍA 38
1
UNIVERSIDAD AUTONOMA METROPOLITANA
OBJETIVOS:
El desarrollo del presente trabajo, tiene como objetivo principal el de realizar unainvestigación sobre como la modificación del soporte de los catalizadores de reformación catalíticapueden reducir o eliminar el contenido de Benceno en las gasolinas comerciales provenientes de losProcesos de Reformación Catalítica (RC), cuya eliminación se lleva acabo actualmente porunidades de alquilación anexas al proceso de reformado.
Para este propósito, se propone modificar el soporte de los catalizadores utilizados normalmente enla RC. Esto es, se pretende utilizar catalizadores mono y bimetálicos soportados sobre óxidosmixtos (Pt, Pt-Sn /alúmina; Pt, Pt-Sn /alúmina-titanioα,β y Pt, Pt-Sn/Alúmina–Circonioα,β en lugarde los catalizadores comerciales (Pt, Pt-Sn/Alúmina). Se espera que con la implementación de estoscatalizadores, se tenga como resultado una disminución o eliminación total del benceno en esteproceso de reformación catalítica.
RESUMEN:
El proyecto en general se desarrollo en las cuatro etapas siguientes:
1.- En la primera etapa se describe lo que es un proceso de Reformación Catalítica y se muestra unestudio de tecnologías de los procesos RC que actualmente se encuentren en funcionamiento en lasdiferentes refinerías del país, las cuales permiten la obtención de gasolinas comerciales con bajocontenido de contaminantes (como metales pesados y benceno principalmente) sin disminuir sucalidad como combustible. Para terminar esta etapa, se desarrolló el estudio de mercado sobre lademanda actual y futura de gasolina en el país.
2.- En la segunda etapa se desarrollo la parte medular del presente trabajo, la parte experimental. Enla que como primer paso, se realizó la síntesis de los diferentes catalizadores propuestos paracumplir con el objetivo planteado. El paso siguiente fue el de poner a prueba, en una reacción dereformación de n-heptano bajo condiciones de laboratorio que simulen en lo posible las condicionesindustriales, cada uno de los catalizadores sintetizados, con la finalidad de según los resultadosexperimentales obtenidos, descartar los catalizadores que no cumplan con las expectativasesperadas (eliminación de benceno).
3).- En la tercera etapa, para corroborar los resultados de la etapa anterior, se realizó nuevamente lasíntesis de catalizadores y se reprodujeron los experimentos de reacción bajo las mismascondiciones y métodos con los que fueron obtenidos estos, en la etapa anterior. Una vezcorroborados los resultados, se planteó y realizo un método experimental por medio del cual selogro el dimencionamiento de los reactores catalíticos para una planta de Reformación Catalítica anivel industrial, utilizando como herramientas la información obtenida de esta parte experimental ycomplementada por la proporcionada por varios artículos relacionados con este tema dereformación.
4).- En esta cuarta y última etapa, se llevó a cabo la evaluación económica, con base en lainformación de surgida de la etapa anterior y utilizando las herramientas de ingeniería económicacomo: el estudio de mercado de la demanda actual y futura, que se realizó en la primer etapa, y elestudio técnico que nos proporcionan las características óptimas del proceso, los estadosfinancieros, el punto de equilibrio y la evaluación financiera y económica que nos orientaron a laselección de la tecnología a implementar más rentable.
2
UNIVERSIDAD AUTONOMA METROPOLITANA
ANTECEDENTES Y JUSTIFICACIONES:
Por varias generaciones se ha incrementado la tendencia de deterioro en la capacidad derenovación de nuestros recursos naturales y en la calidad del medio ambiente, por lo que en laactualidad, las principales áreas metropolitanas se enfrentan a graves problemas de contaminación.Aunado a esto, en la actualidad surgen nuevas exigencias de los mercados, tales como la demandade gasolinas de mayor octanaje que cumplan con los decretos regulatorios para la protección de lasalud y el medio ambiente, por lo que se requiere una recomposición de los productos de lasrefinerías para lograr las concentraciones permitidas de emisiones contaminantes.
Como una respuesta a este problema, se han desarrollado nuevas tecnologías(modificaciones de los procesos, utilización de unidades de alquilación y nuevos catalizadores) quepermiten producir combustibles que disminuyen las emisiones de hidrocarburos tóxicos ypeligrosos como el benceno y mejorar de esta manera la calidad del aire.
Para realizar la implementación de una innovación tecnológica, como la propuesta en estetrabajo (utilización de los óxidos mixtos Alúmina-Titanio25,2 y Alúmina-Titanio25,2como soportes delos catalizadores de RC), que permitan mejorar la gasolina catalítica, se partió de la premisa de quela inversión en refinación para el futuro cercano se enfocará casi exclusivamente a además deincrementar la rentabilidad y eficiencia de las unidades de reformación catalítica, la elaboración deproductos que cumplan con las especificaciones de calidad y de impacto ambiental impuestas poracuerdos internacionales.
Habiendo comprendido la importancia de la producción de combustibles ecológicos demejor o igual calidad a los actuales para un mercado demandante cada vez mayor, la justificaciónpara la realización del presente trabajo se sustenta en las siguientes hipótesis generales:
1).- Crecimiento económico y el medio ambiente. Hasta hace algunos años el desarrolloeconómico e industrial, así como el crecimiento de las grandes urbes se dio sin considerar susefectos en el medio ambiente y la salud. Actualmente como consecuencia de los graves problemasambientales y de salud que sufren las principales ciudades del mundo, se ha llegado a la premisa deque ya no es posible el desarrollo sustentable sin la conservación del medio ambiente y la salud.
2).- Elaboración de gasolinas ecológicas. Con la elaboración de gasolinas con menorcontenido de contaminantes (benceno) y mayor octanaje se podrá satisfacer dos políticas delgobierno federal con relación a la conservación del medio ambiente.
3).- Productividad y mayor valor agregado de los productos refinado. Las refineríasMexicanas fueron diseñadas para maximizar los volúmenes de producción. Estas instalacionesdeben ser reconfiguradas para optimizar el valor productivo del sistema nacional de refinación ycumplir con la demanda de combustibles no contaminantes del mercado actual.
4).- La globalización de los mercados. A la industria petrolera nacional, se le han abiertoenormes posibilidades de incrementar su actividad con la apertura comercial, siempre y cuandoprosiga en el camino de la modernización e incremento de la productividad y la calidad de susproductos entre los que se encuentra la gasolina como fuente de energía de gran demanda.

3
UNIVERSIDAD AUTONOMA METROPOLITANA
ETAPA 1.- PROCESOS DE REFORMACIÓN CATALÍTICA.
Esta etapa, inicia con una introducción general de los procesos de Reformación Catalítica, sudesarrollo a través de la historia, las características de operación, las reacciones químicasprincipales que se suscitan en las unidades RC, además de una descripción breve de lafuncionalidad de los catalizadores, concluyendo con un estudio más detallado de los procesossemiregenerativos y de regeneración continua (RCC), procesos que en la actualidad representanmejor rentabilidad. Finalmente, se aborda el estudio de mercado donde se analiza el aumento de lademanda de energéticos en la actualidad y en los próximos años.
REFORMACIÓN CATALÍTICA (R.C.)
La reformación catalítica es un proceso en el cual se transforma una corriente provenientedel proceso de destilación primaria del petróleo (parafinas, olefinas, naftenos y aromáticos “PONA)en gasolinas de alto octano y productos aromáticos como el Benceno, el Tolueno y el Xileno(BTX), de gran valor para la industria petroquímica.
El proceso de Reformación Catalítica se ha mejorando continuamente para satisfacer lasnecesidades cambiantes de la industria automotriz, para lograr esto, se han combinado los esfuerzosde las áreas de desarrollo de catalizadores y de ingeniería que han permitido la creación dereformadores de regeneración catalítica continua (RCC) con lo que se obtienen producciones altas,sin hacer paros frecuentes por desactivación catalítica.
En la siguiente tabla (#1) se observa la producción de gasolina en las refinerías de México,donde se aprecia importancia de los procesos RC.
REFINERÍA PLANTA CAPACIDAD(BLS/DÍA)
CADEREYTA
REFORMACIÓNMTBEIsomerizaciónAlquilación
20,000750
12,0006,141
MINATITLAN REFORMACIÓNIsomerización
20,00014,500
SALAMANCA
REFORMACIÓNMTBEIsomerizaciónAlquilación
17,0001,100
12,0003,410
TULA
REFORMACIÓNMTBE IsomerizaciónTAMEAlquilación
65,0002,000
15,0002,1007,500
SALINA CRUZ
REFORMACIÓNMTBEIsomerizaciónTAMEAlquilación
30,000750
15,0001,500
14,145
MADERO REFORMACIÓNIsomerización
20,00012,500
Tabla 1.-Producción de gasolina en las refinerías del país.
De esta información(tabla1), se deduce que la RC es un proceso clave en la refinación delpetróleo ya que, tiene la flexibilidad para poder cubrir los requerimientos de gasolinas con alto

4
UNIVERSIDAD AUTONOMA METROPOLITANA
octanaje y también proporcionar los productos aromáticos de gran valor en la industriapetroquímica, el esquema No. 1 muestra la ubicación de la unidad de reformación catalítica dentrodel proceso de refinación del petróleo.
Figura 1.- Refinación del Petróleo.
PROCESOS DE REFORMACIÓN CATALÍTICA.
Las primeras unidades de reformado catalítico de lecho fijo a nivel industrial que fueronconstruidas para producir gasolina de alto octanaje y alto contenido de aromáticos, fueronconocidas con el nombre de Unidades Hydroforming. El óxido de Molibdeno sobre gel de alúminaera el catalizador utilizado, contenía 9% de 0xido de Molibdeno, presentaba gran resistencia a ladesactivación y la vida útil podía llegar a los 12 meses.
Dentro de los procesos con lecho móvil tenemos al Termofor, cuyo catalizador contenía32% de oxido de cromo, y 68% de alúmina, fue patentado en 1951 y para 1955 ya operaba a escalaindustrial, este proceso podía tolerar altas concentraciones de azufre (hasta 3.5%)
Posteriormente, la necesidad de trabajar con cargas ricas en parafinas generó la necesidadde desarrollar procesos regenerativos ya que la aromatización de los alcanos requiere de presionesmás bajas que en los procesos no regenerativos. Una presión más baja en la zona de reacciónfavorece las reacciones de deshidrociclización y las que conducen a la formación de carbono, lo quetrae como consecuencia un incremento en el rendimiento de gasolina un aumento en la producciónde hidrógeno por barril procesado, pero también se tiene la desventaja que la alta formación decarbonizaciones hace indispensable la regeneración frecuente del catalizador, lo que a obligado aconstruir una sección de regeneración alterna a la de operación.
UN
IDA
D D
ED
EST
ILA
CIÓ
N
Hidrodesulfuración
Gasolina
Destilad
ReformadorCatalítico
Unidad deRecuperación
ProcesamientoDe Residuos
Residuos
crackingCatalítico
Alquilación
Destilados
Residuos
Naftas
Refinado
GasolinaLigera
GasolinaPesada
AceiteAsfalto
Alkitran
Turbosina
Diesel
Propano y ButanoLPG
BTX
Petr
óleo
Cru
do
Gas oil

5
UNIVERSIDAD AUTONOMA METROPOLITANA
Hoy en día existen varios procesos de reformado principales en uso. Entre ellos seencuentran los procesos de Platforming, Powerforming, Ultraforming y Houdriforming. Estosprocesos de reformado se clasifican en continuos, cíclicos y semiregenerativos, dependiendo de lafrecuencia de regeneración del catalizador.
El equipo para los procesos continuos está diseñado para permitir el retiro y sustitución delcatalizador durante la operación de reformado. Como resultado el catalizador puede regenerarsecontinuamente y mantenerse en un alto nivel de actividad. Puesto que los depósitos de coque y elequilibrio termodinámico hacia el rendimiento en el reformado se favorecen con las presiones deoperación bajas. La principal ventaja de una unidad de tipo continuo es la posibilidad de manteneractividades altas del catalizador, mediante la regeneración continua del mismo. Esta ventaja debeser evaluada en comparación con los mayores costos de capital.
En la unidad semiregeneradora, para minimizar los depósitos de coque a niveles aceptablesy consecuentemente la pérdida de actividad del catalizador, es necesario el proceso de regeneración.Durante este proceso, la unidad se encuentra fuera de servicio. La regeneración se realiza enperiodos de entre 3 y 24 meses dependiendo del rigor de la operación.
El proceso cíclico constituye un compromiso entre los dos procesos ya mencionados(regeneración continua y semiregenerativos), se caracteriza por tener un reactor de reserva a demásde los que están en funcionamiento, en el cual se puede regenerar el catalizador sin detener elfuncionamiento de la unidad. Cuando la actividad del catalizador de alguno de los reactores enfuncionamiento cae por debajo del nivel deseado, el reactor se aísla del sistema y se regenera poradmisión de aire caliente que elimina por combustión al carbón. Después de la regeneración seutiliza para reemplazar otro reactor que precise la regeneración.
OPERACIÓN DEL PROCESO DE RC.
Los proceso en las unidades de reformación presenta una configuración básica de muchasunidades de refinación catalítica. El esquema general es el siguiente:
(**) Componentes de la alimentación y productos ver anexo.
Cada etapa del esquema mostrado es diseñado para las necesidades de un proceso particularya que una unidad de reformado puede constar de 3 a 5 reactores, dependiendo de losrequerimientos del proceso.
Preparación de la alimentación:La carga alimentada al reformador son las naftas que han sido previamente tratadas en una
unidad de deshidrodesulfuración, donde se remueven contaminantes como: azufre, nitrógeno yarsénico. Estos contaminantes envenenan al catalizador temporal o permanentemente, por lo queson eliminados en la unidad de deshidrodesulfuración, donde se utilizan catalizadores bimetálicoscobalto - molibdeno (Co – Mo) ó níquel – molibdeno (Ni – Mo), incluyendo una alimentación dehidrógeno. Después el flujo tratado pasa a una sección de agotamiento o fraccionador que remueveel H2S, NH3, agua e hidrocarburos ligeros.
Preparación de laAlimentación (**)
Control deTemperatura
REACTORES Recuperaciónde Productos(**)

6
UNIVERSIDAD AUTONOMA METROPOLITANA
Control de Temperatura: Una vez lista la carga del reactor, se precalienta a cierta temperatura (510°C) para que lareacción de reformación ocurra inmediatamente cuando la carga entre en contacto con elcatalizador. Toda la carga del reactor es calentada primero por un intercambio con la corriente desalida del último reactor y por intercambiadores de calor colocados entre uno y otro reactor. El flujo de salida del último reactor tiene una temperatura de 500 – 550 °C y debe serenfriada a 32 – 50 °C para entrar a un separador flash.
Los Reactores: La reformación catalítica es un proceso que se realiza en fase vapor. Después de que lacarga del reactor pasa por los intercambiadores se tiene una alimentación 100% vapor con latemperatura suficiente para iniciar la reacción de reformación. Por lo general en las unidades dereformación se tienen de 3 – 5 reactores de diferente tamaño, donde el más pequeño se coloca en laposición No 1 y el mayor en la última posición, debido a que reacciones como la deshidrogenaciónes endotérmica, el primer contacto de la alimentación con el catalizador causa un rápido descensode la temperatura, por ejemplo en el reactor No 1 se tiene que la temperatura decrece entre 25 – 50°C, lo que acusaría bajas velocidades de reacción. Por esta razón las unidades de reformación estándiseñadas con múltiples reactores y calentadores entre ellos.
Los reactores que se utilizan en el reformado catalítico varían en tamaño y detallesmecánicos, pero la mayoría poseen aspectos básicos, tal como se muestra en la figura No.2. Estostiene un forro interior refractario, el cual se instala para aislar cubierta de las altas temperaturas dela reacción y reducir el espesor del metal requerido. Las paredes metálicas expuestas a la atmósferade hidrógeno a altas temperaturas, se construyen con acero conteniendo 5% de cromo y 0.5% demolibdeno, para resistir la corrosión del hidrógeno. Para la utilización máxima del volumendisponible del catalizador es necesaria una distribución apropiada de la alimentación (vapor) en laentrada del reactor.
Algunos diseños de reactores incluyen flujos radiales del vapor. El aspecto más importantede la distribución del vapor es proporcionar un tiempo de contacto máximo con una pérdida mínimade presión.
Las partículas del catalizador se sostienen generalmente sobre un lecho de esferas decerámica de una profundidad aproximada de 12 a 16 pulgadas, el tamaño de las esferas varía desde1 pulgada de diámetro en la base hasta 0.35 pulgadas de diámetro en la parte superior del reactor.

7
UNIVERSIDAD AUTONOMA METROPOLITANA
SALIDA
ENTRADA
BOCA DEDESCARGA
FORRO INTERIORDE CEMENTOREFRACTARIO
PANTALLA DEDISTRIBUCIÓN DE
LA ALIMENTACIÓN
REJILLA DESUJECIÓN DELCATALIZADOR
CATALIZADOR
ESTRUCTURAS DE CERÁMICA
INERTES
Vaina paratermómetro
REJILLA DESOPORTE
Figura 2 .- Reactor de Reformado Catalítico

8
UNIVERSIDAD AUTONOMA METROPOLITANA
Recuperación de productos:
El flujo proveniente del último reactor tiene una temperatura de entre 525 – 550 °C esenfriado con agua y aire, en un intercambiador de calor, hasta 20 – 50°C, entonces el flujo entra aun separador flash donde el hidrógeno y algunos hidrocarburos ligeros como el metano y el etano seseparan como gas. El gas obtenido contiene 60 – 90 % de hidrógeno que a través de un compresorse recircula y se alimenta junto con las naftas que provienen del agotador. La parte líquida secomprime para obtener el producto reformado que contiene pequeñas cantidades de hidrógeno,metano, etano, propano y butano por lo que se bombea a un estabilizador. A continuación semuestra el diagrama completo del proceso de reformado figura 3
Figura 3 .- Proceso de Reformado Catalítico
REACCIONES EN DE LA RC.
En los procesos de reformación las reacciones más importantes que ocurren son las dedeshidrogenación, isomerización, deshidrociclización y la desintegración de lasmoléculas(Hidrocracking) de las naftas alimentadas, que bajo la influencia de la composición de loscatalizadores y las condiciones de operación favorecen o inhiben dichas reacciones. A continuaciónse realiza la descripción de cada una de estas reacciones.
Deshidrogenación.- Es una reacción altamente endotérmica que da lugar a un descenso dela temperatura a medida que la reacción progresa, poseen las velocidades de reacción más elevadasde las reacciones de reformado lo que hace preciso el uso de intercambiadores de calor entre loslechos catalíticos, para mantener la temperatura de la alimentación suficiente mente alta (520°C)para que las reacciones tengan lugar a velocidades adecuadas.
2 31
Compresor
SeparadorEnfriador
Recirculación deH2
Reformado
Metano
Estabilizador
NAFTAS
H2SNH3
AGUA
Agotador
REACTORES
CALENTADORES

9
UNIVERSIDAD AUTONOMA METROPOLITANA
Las reacciones de deshidrogenación principales son:
a).- Deshidrogenación de alquilciclohexanos a aromáticos.b).- Deshidroisomerización de alquilciclopentanos a aromáticos.c).- Hidrociclización de parafinas a aromáticos.
Dentro de estas reacciones, la deshidrogenación de los derivados del ciclohexano es unareacción muchos más rápida que las que cualquiera de las reacciones de deshidroisomerización dealquilciclopentanos ó deshidrociclización de parafinas. Por otro lado, se debe mencionar que estetipo de reacciones se llevan a cabo en la parte metálica del catalizador (Parte activa Pt, Re, etc.) alas temperaturas antes descritas.
Isomerización.- La isomerización de parafinas y ciclopentanos dan lugar a productos demás bajo octanaje que el obtenido con su conversión a aromáticos. Sin embargo hay un aumentosustancial sobre el de los compuestos no isomerizados. Son reacciones rápidas y con pequeñosefectos caloríficos.
a).- Isomerización de parafinas normales a isoparafinas.b).- Isomerización de alquilciclopentanos a ciclohexanos, con su subsecuente conversión a benceno.
Craqueo con hidrógeno (Hidrocracking).- Estas reacciones son exotérmicas dando lugara productos más ligeros y productos gaseosos. Son reacciones relativamente lentas y por lo tantoestas tienen lugar en la ultima sección del reactor. Las principales reacciones de hidrocrackingimplican el craqueo y la saturación de parafinas.
Para la obtención de rendimientos y calidad de productos elevados, es necesario controlarcuidadosamente las reacciones de craqueo y aromatización además de supervisar cuidadosamente latemperatura del reactor para controlar la extensión de cada una de estas reacciones.
ReacciónVelocidadde reacción
Efectos depresión alta
Efectos deTemperatura
alta
Efecto develocidadesp. alta
Efecto sobreel
hidrógeno
Efecto sobreel
rendimiento
Efecto sobreel octanaje
Hidrocracking
Isomerización
Ciclación
Isomerización denaftenos
Deshidrogenación denaftenos
Más baja
Rápida
Baja
Rápida
Muyrápida
A favor
Ninguno
Se opone
Ninguno
Se opone
A favor
A favor
A favor
A favor
A favor
Se opone
Se opone
Se opone
Se opone
Se opone
Absorbe
Ninguno
Desprende
Ninguno
desprende
Varía
Ligeroaumento
Descenso
Ligerodescenso
Descenso
Aumento
Aumento
Aumento
Ligerodescenso
aumento
Tabla 2.- Factores que favorecen o desfavorecen las reacciones de Reformado Catalítico.
CATALIZADORES
Los catalizadores utilizados en le proceso de reformado constan de metales como Pt, Ir yRe soportados en una base de sílice o de alúmina – sílice. En muchos casos existen combinacionesde estos metales para formar un catalizador bimetálico más estable.

10
UNIVERSIDAD AUTONOMA METROPOLITANA
Los catalizadores utilizados, como resultado de su composición, realizan dos funciones(catalizadores bifuncionales): la parte metálica del catalizador esta diseñada para que sea en esesitio donde se lleven a cabo las reacciones de hidrogenación y deshidrogenación. En el soporte(alúmina clorada), que es una zona ácida, suceden las reacciones de isomerización, ciclización ycracking. La actividad de un catalizador de reformado es función del área, del volumen del poro y delcontenido de los metales activos. Por lo general la actividad de los catalizadores se reduce duranteel funcionamiento por los depósitos de coque y pérdidas de cloruros. En un proceso RC puedentratarse hasta 200 barriles de carga por libra de catalizador antes de que sea precisa unaregeneración de este. La regeneración de los catalizadores se puede realiza por la oxidación a altastemperaturas seguida de una cloración. Generalmente el catalizador se puede regenerar tres vecesantes de ser reemplazado.
PROCESOS SEMI-REGENERATIVOS CON LECHO FIJO DE CATALIZADOR
La aparición de los catalizadores bimetálicos ( Pt-Sn / Al2O3 ) trajo un nuevo cambio deestrategia en los procesos industriales de RC ya que estos nuevos catalizadores presentan una altaresistencia a la desactivación por carbón (esto es, corridas mas largas a presiones parciales de H2relativamente bajas) mayor estabilidad en la dispersión del metal y una capacidad superior derecuperación de sus propiedades después de la regeneración , lo que permite que se recupere sumáxima actividad para el inicio de cada nuevo ciclo de operación.
Algunos datos de la literatura mencionan el hecho de que un catalizador Pt-Sn / Alúminaha operado en condiciones industriales por espacio de 10 años sin que tenga que remplazarse. Portales motivos aparecieron los procesos semiregenerativos, los cuales permiten la regeneraciónocasional del catalizador (aproximadamente de 8-10 meses) poniendo fuera de operación la unidady realizando el quemado de carbón y el rejuvenecimiento del catalizador en todos los reactores, porlo tanto un reactor de reserva no es necesario. Los procesos semiregenerativos con catalizadorbimetálicos, por lo general, usan como carga gasolina primaria o mezcla de esta gasolina con laproveniente de los procesos térmicos, con limites de destilación entre 70-420 °C, pero cualquieraque sea la alimentación, ésta debe ser hidrotratada para eliminar compuestos órgano-metálicos, deazufre, de nitrógeno, de oxigeno e insaturados. Los catalizadores con dos o más metales exigenniveles de contaminantes mucho más bajos que en el caso de los catalizadores monometálicos.
El modelo “Rheniforming “ de la chevron Research Co. Cuyo esquema simplificado sepuede ver la FIG. 4 y que apareció a principios de los años 70, fue diseñado especialmente paratrabajar con catalizadores bimetálicos Pt-Sn / Al2O3, los cuales están constituidos típicamente porun 0.375% peso de cada metal, 1% de halógeno, (cloro) y el resto γ - Al2O3, en la actualidad existen74 unidades con una capacidad superior a 1,000,000Bls/D y pueden utilizarse estas instalacionesya se a para producir gasolina de alto índice de octano o para aromáticos , se obtienen resultadosóptimos cuando se trabaja con cargas con limites de destilación entre -187 °C (sin importar queestas sean parafinosas o cicloalcanicas). Los niveles de contaminantes deben ser rigurosamenterespetados.
Dentro de una corrida típica el usuario obtiene un rendimiento del 25% vol. de gasolinareformada con un índice de octano promedio de 93. Las condiciones de operación típicas para unproceso del tipo “Rheniforming “se puede apreciar en los siguientes datos
- Temperatura en el reactor °C 70 - 515- Presión en el reactor 7.0 – 14.0 - Relación H2 / HC 2.5 –3.5%H2S en gas de recirculación (máximo) 0.0001
11
UNIVERSIDAD AUTONOMA METROPOLITANA
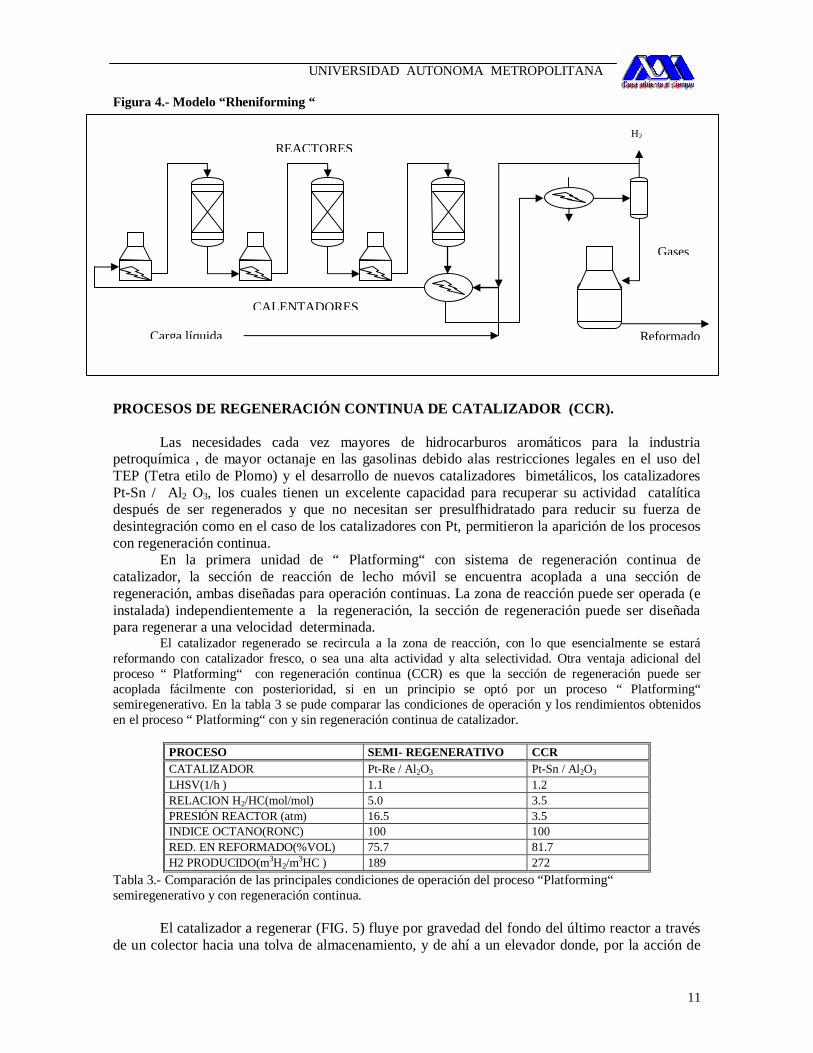
Figura 4.- Modelo “Rheniforming “
PROCESOS DE REGENERACIÓN CONTINUA DE CATALIZADOR (CCR).
Las necesidades cada vez mayores de hidrocarburos aromáticos para la industriapetroquímica , de mayor octanaje en las gasolinas debido alas restricciones legales en el uso delTEP (Tetra etilo de Plomo) y el desarrollo de nuevos catalizadores bimetálicos, los catalizadoresPt-Sn / Al2 O3, los cuales tienen un excelente capacidad para recuperar su actividad catalíticadespués de ser regenerados y que no necesitan ser presulfhidratado para reducir su fuerza dedesintegración como en el caso de los catalizadores con Pt, permitieron la aparición de los procesoscon regeneración continua.
En la primera unidad de “ Platforming“ con sistema de regeneración continua decatalizador, la sección de reacción de lecho móvil se encuentra acoplada a una sección deregeneración, ambas diseñadas para operación continuas. La zona de reacción puede ser operada (einstalada) independientemente a la regeneración, la sección de regeneración puede ser diseñadapara regenerar a una velocidad determinada.
El catalizador regenerado se recircula a la zona de reacción, con lo que esencialmente se estaráreformando con catalizador fresco, o sea una alta actividad y alta selectividad. Otra ventaja adicional delproceso “ Platforming“ con regeneración continua (CCR) es que la sección de regeneración puede seracoplada fácilmente con posterioridad, si en un principio se optó por un proceso “ Platforming“semiregenerativo. En la tabla 3 se pude comparar las condiciones de operación y los rendimientos obtenidosen el proceso “ Platforming“ con y sin regeneración continua de catalizador.
PROCESO SEMI- REGENERATIVO CCRCATALIZADOR Pt-Re / Al2O3 Pt-Sn / Al2O3
LHSV(1/h ) 1.1 1.2RELACION H2/HC(mol/mol) 5.0 3.5PRESIÓN REACTOR (atm) 16.5 3.5INDICE OCTANO(RONC) 100 100RED. EN REFORMADO(%VOL) 75.7 81.7H2 PRODUCIDO(m3H2/m3HC ) 189 272
Tabla 3.- Comparación de las principales condiciones de operación del proceso “Platforming“semiregenerativo y con regeneración continua.
El catalizador a regenerar (FIG. 5) fluye por gravedad del fondo del último reactor a travésde un colector hacia una tolva de almacenamiento, y de ahí a un elevador donde, por la acción de
Carga líquida
REACTORES
CALENTADORES
H2
Gases
Reformado

12
UNIVERSIDAD AUTONOMA METROPOLITANA
una corriente de nitrógeno es transportado a una tolva de venteo situada en la parte superior de latorre de regeneración. El catalizador, nuevamente por gravedad, baja al regenerador, el cual tiene undiseño similar al de los reactores, de ahí pasa a un colector en donde se realiza las condiciones delcatalizador nuevo(de reposición). Por un sistema similar al utilizado para transportar el catalizadordel fondo del reactor al domo de la torre de regeneración, el catalizador regenerado es transportadoala zona de reducción sólo que en este caso, el gas de transporte es hidrógeno producido durante lareacción. Nuevamente, por gravedad, el catalizador se desplaza por los reactores hasta llegar alfondo del último reactor y reiniciar el ciclo.
Carga líquida
Agua
Hidrógeno
Agente
H2
H2 Reformado
H2 baja presión
H2 de Recirculación
Gases
H2 alta presión
Figura 5.-Reformador Catalítico con catalizador bimetálico Pt-Sn/Al2O3 en lecho móvil conregeneración continua. Unidad tipo PLATFORMING.

13
UNIVERSIDAD AUTONOMA METROPOLITANA
ESTUDIO DE MERCADO
La estructura energética del país mantiene como la principal fuente de producción deenergía primaria a los hidrocarburos, ya que su participación actualmente es alrededor de un 90 %.La energía primaria es utilizada en más del 90% en los centros de transformación, tales comorefinerías, fraccionadoras, termoeléctricas y otras.
Los derivados de los hidrocarburos participan con un 78% del consumo final energético. Eneste último, el sector transporte tiene una participación de un 40 % aproximadamente y se espera unincremento a un 46.9 % en el año de 2010, mientras que el sector industrial se ubicó en 33.7 % porsu parte, el agregado conformado por el sector residencial, comercial y público registró unaparticipación de 24% y finalmente, el sector agropecuario contribuyó con 22.6%. De este total, lasgasolinas aportaron el 66.4%, el diesel 25.7%, las kerosinas el 6.3%, el gas licuado 1.3%, laelectricidad el 0.2% y el combustoleo 0.1% .
El autotransporte de carga y pasajeros represento el 91.6 % del consumo del sectortransporte en su conjunto. Los principales energéticos consumidos fueron las gasolinas , queaportaron el 72.4% el diesel participo con 26.2% y por su parte el, gas licuado aporto el 1.4% deltotal.
Para cumplir con este requerimiento energético, Pemex-refinación elabora tres productosprincipales de gasolina: la gasolina Nova que apareció en el mercado en 1973 con 81 octanos y 3.5mililitros de tetraetilo de plomo (TEP) por galón. En 1986, como resultado de estudios para elmejoramiento de su calidad y buscando disminuir la contaminación ambiental se modificaron lasespecificaciones para disminuir el TEP dentro de un rango de 0.5 a 1 para el área metropolitana;cambiando el nombre a Nova-Plus.
La segunda gasolina elaborada por PEMEX se puso a disposición del publico consumidor apartir del 17 de septiembre de 1990, denominándola Magna Sin. Esta se destina principalmente, auncuando no en forma exclusiva, a los vehículos equipados con un convertidor catalítico, con los quese disminuirá considerablemente la emisión de gases tóxicos, monóxidos de carbono ehidrocarburos no quemados que se envían a la atmósfera. Esta gasolina es equivalente en calidad ala que distribuye en los Estados Unidos, con el nombre “Regular Unleaded” de 87 octanos sin laadición de compuestos de plomo.
Con base en los lineamientos del Instituto Nacional de Ecología (INE). Cuyasespecificaciones son: azufre total menor a 500 ppm en peso, 7.7 psi de PVR, 88 de índice deoctano, 24% en volumen de aromáticos, 6% en volumen de Olefinas y 1% en volumen debenceno, en marzo de 1996, se empezó a elaborar la tercera gasolina comercializada por PEMEX,denominada gasolina Premium con un índice de octano de 92 unidades, y cumpliendo lasespecificaciones de la gasolina “Unleaded Premium” distribuida en los Estados Unidos y a partir del6 de diciembre se comercializo en la ZMVM.
La gasolina elaborada por el sistema nacional de refinación es distribuida principalmente enlas zonas metropolitanas de la república, ya que estas presentan menores emisiones decontaminantes. Para el resto del país se elabora gasolina con especificaciones menos severas,debido a que no hay problemas ambientales. Las características y tipos de gasolina comercializadasen México se pueden ver en la tabla siguiente (4).

14
UNIVERSIDAD AUTONOMA METROPOLITANA
Tabla 4.- Tipos y especificaciones de gasolina comercializadas en México.TIPO DE GASOLINA MAGNA NOVA
PROPIEDADES UNIDADES OXIGENADA NORMAL OXIGENADA PLUSPREMIUM
RONMON(R+N)/2DESTILACIÓN10%VOL.50%VOL90%VOLTFEPVRTEPAROMATICOSOLEFINASBENCENOAZUFREOXIGENO
°C°C°C°CLb/in2%vol.%vol.%vol.%vol.%peso%peso
82 min.87 min.
65 max77/118190 max221 max6.5/8.50.01 max
4.9 max0.05 max
82 min87 min
65 max77/118190 max221 max6.5/8.50.01 max
4.9 max0.05 max
81 min
70 max77/121190 max225 max6.5/8.50.2/0.330 max15 max2 max0.15 max1-2
81 min
70 max77/121190 max225 max
0.15 max
92 min
60 max77/116185 max225 max11.5 max025 max10 max1 max0.05 max1-2
ESTIMACIÓN DE LA DEMANDA ACTUAL Y FUTURA
La Zona Metropolitana del Valle de México presenta en la actualidad el mayor reto paraPemex-refinación, pues al alto consumo de combustibles se suma la altura de la cd. de México,mayor de 2400m, y estar rodeado de una cadena montañosa que evita la dispersión adecuada de loscontaminantes. Tomando como primordial esta gran demanda de gasolina ecológica en la ZMVM(el 24% y el 28% del total de gasolinas magna (474 MBD) y premium(59MBD), respectivamente,que se consumen en el país) y a la demanda futura prevista en la siguiente tabla5, fue que sedetermino implementar la modificación tecnológica en la Refinería de Tula, Hidalgo, aprovechandolas instalaciones de la unidad de reformación con la que cuenta actualmente y a la cercanía con estegran mercado.
Tabla 5.- Demanda futura de las gasolinas en México (MBD)DEMANDA TOTAL DE GASOLINA
ESCENARIO
AÑO Pesimista Más Probable Optimista
19971998199920002001
487495501
527.3537
512525538551560
515530546567576
*** Comparando los datos del escenario más probable, con los reportados en los anuarios estadísticos de Pemex (para elaño 2000 la demanda promedio fue de 533MBD alcanzando la estimación más probable entre los meses de noviembre ydiciembre con un total de 545 y 567 MBD respectivamente; para el mes de mayo del año en curso (2001) se tiene que lademanda es de 561 MBD). Por lo que se puede concluir que el modelo desarrollado es aplicable en la estimación de lasdemandas de gasolina futuras. Para obtener las cantidades anteriores, se contemplo el desarrollo un modelo matemático deestimación (elaborado por el IMP) con el que utilizando una relación matemática y lógica de las variablesque de acuerdo con la teoría económica, explican el comportamiento del consumo de gasolina, basándose enenfoques sobre la perspectiva que prevalecerá en los niveles de actividad que considera los diferentes sectoressocioeconómicos, haciendo un énfasis en los relacionados directa e indirectamente con la actividad delsector transporte.
15
UNIVERSIDAD AUTONOMA METROPOLITANA
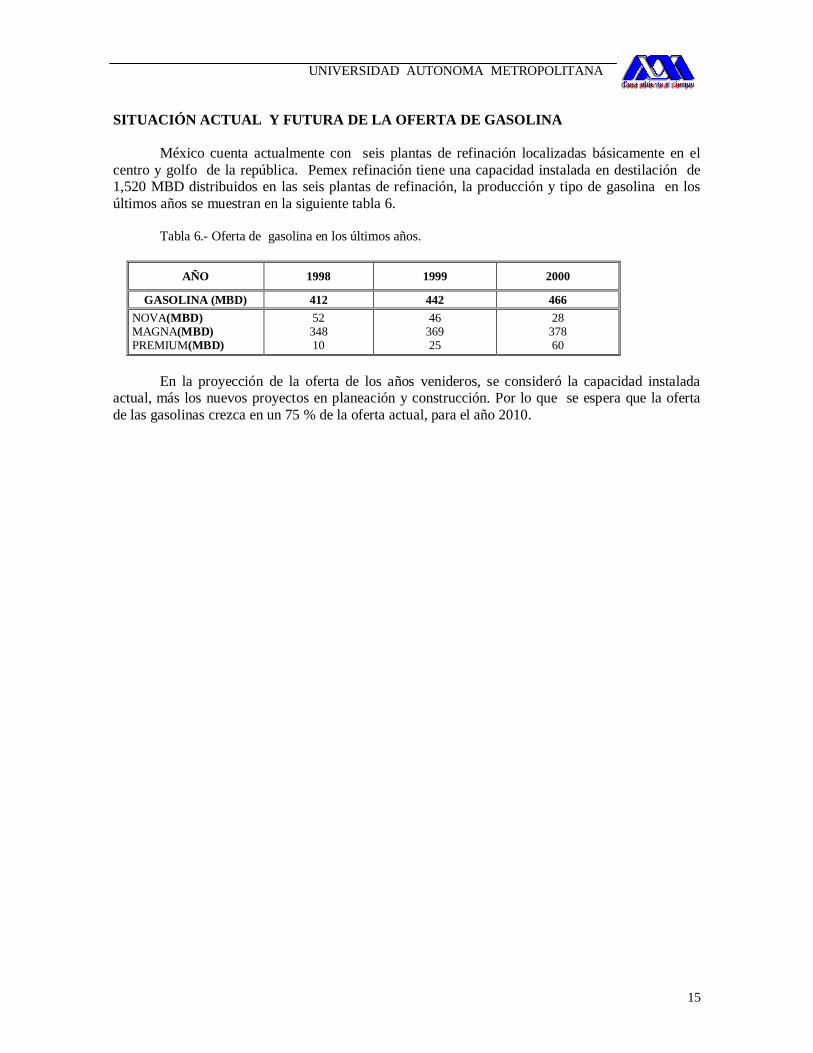
SITUACIÓN ACTUAL Y FUTURA DE LA OFERTA DE GASOLINA
México cuenta actualmente con seis plantas de refinación localizadas básicamente en elcentro y golfo de la república. Pemex refinación tiene una capacidad instalada en destilación de1,520 MBD distribuidos en las seis plantas de refinación, la producción y tipo de gasolina en losúltimos años se muestran en la siguiente tabla 6.
Tabla 6.- Oferta de gasolina en los últimos años.
AÑO 1998 1999 2000
GASOLINA (MBD) 412 442 466NOVA(MBD)MAGNA(MBD)PREMIUM(MBD)
5234810
4636925
2837860
En la proyección de la oferta de los años venideros, se consideró la capacidad instaladaactual, más los nuevos proyectos en planeación y construcción. Por lo que se espera que la ofertade las gasolinas crezca en un 75 % de la oferta actual, para el año 2010.

16
UNIVERSIDAD AUTONOMA METROPOLITANA
ETAPA 2.- SÍNTESIS DE CATALIZADORES Y EXPERIMENTACIÓN.
En esta etapa, se sintetizaron los diferentes catalizadores que se utilizaron en la parte experimentaldel proyecto. Estos se dividieron en dos categorías: en una de ellas se encuentran los catalizadoresdenominados monometálicos, que cuentan sólo con un metal activo, platino en este caso, y en laotra categoría se encuentran los denominados bimetálicos que presentan una aleación de dosmetales como centro activo (Pt-Sn).
La elaboración de los catalizadores se desarrolló en los tres pasos que a continuación se describen:
1.- Síntesis de los soportes:La síntesis de los diferentes soportes a utilizar (alúmina, alúmina-tiatnio α y β y alúmnia-
circono α y β donde, los superíndices (α y β) se refieren a las relaciones en peso en que seencuentran presentes los óxidos en cada soporte), se realizó por el método Sol-gel en medio ácido abaja temperatura (5°C), en el método de preparación se utilizo 2-propanol como medio dedisolución de cada uno de los correspondientes alcóxidos (Terbutil secbutóxido de aluminio,Isopropóxido de titanio y propóxido de circonio).Después de eliminar el exceso de solvente del gel obtenido, en una cámara de vacío, el sólidorecuperado se calcinó a una temperatura de 600°C durante 6 hrs en flujo de aire. Finalmente, lossoportes obtenidos fueron triturados para obtener un polvo fino de cada uno de ellos para laposterior impregnación de los metales activos.Con este método de preparación, se busco obtener soportes con las características físicas, químicasy mecánicas que los catalizadores de reformación requieren.
2.-Caracterización de los soportes.En este paso, utilizando los métodos de DTA y Fisisorción de N2, se obtuvo información
sobre las estructuras de los soportes y dos importantes propiedades físicas, como el área superficialy el volumen por gramo de soporte. Propiedades que fueron necesarias para la posteriorimpregnación de los metales activos (Pt y Sn). Estos métodos de caracterización proporcionaron lossiguientes resultados.
Con el DTA se determinó la estructura cristalina de la alúmina, esto es, la fase de hidratación en laque se encuentra el soporte al ser calcinado a 600°C. En la figura 6, siguiente se muestran lasdistintas fases de la alúmina en función del grado de hidratación
Figura 6.- Estados de hidratación de la alúmina
Temp. de cal.(°C) Fase Fórmula
30°C
600°C
900-1000°C
>1100°C
Bohemita gelatinosa
η, γ –Al2O3
θ, δ –Al2O3
α –Al2O3
Al2O3 H2O
Al2O3 nH2O 0<n<0.6
Al2O3 nH2O n<0.6
Al2O3
0°C
Bohemita cristastalna
Al2O3

17
UNIVERSIDAD AUTONOMA METROPOLITANA
Para la reformación catalítica se utiliza la γ –Al2O3 debido a que a la temperatura de reacción dereformación (490-550 °C), esta fase de la alúmina se mantiene estable, es decir, no pierde suspropiedades mecánicas (resistencia a la extrusión), propiedades físicas (área superficial interna) yquímicas (acidez). La alúmina calcinada a esta temperatura presenta por lo general un áreasuperficial interna de Sa = 200-300 m2/gcat que resulta ser excelente para la deposición de Pt. Lascaracterísticas de los soportes sintetizados alúmina, alúmina-tiatnio α y β y alúmnia-circono α y β o γ-Al2O3 , Al2O3-TiO2
α, TiO2β, ZrO2
α , ZrO2β , respectivamente, se muestran en la siguiente tabla 7.
Soportes Área superficial (m2 / g )
Volumen total (cc / g)
γ-Al2O3 440 2.29Al2O3 - TiO2(α) 376 1.6Al2O3 - TiO2 (β) 336 0.89Al2O3 - ZrO2 (α) 248 1.8Al2O3 - ZrO2 (β) 303 0.9
Tabla 7.- Características físicas de los soportes
3.- Impregnación de platino y estaño.En este paso, para obtener la primer categoría de catalizadores, los cuales sólo contienen Pt
como metal activo, se utilizo el método de impregnación excipiente. En el cual, se prepara unasolución de H2PtCl6(H2O)6 con una concentración tal que permita añadir a 1 gr. de cada uno de losdistintos soportes, la misma cantidad de moles de Pt. Asegurando que cada uno de los catalizadoresformados contenga el mismo porcentaje en Pt (1% en peso)
Para obtener la segunda categoría de catalizadores, los cuales contienen una aleación de Pt-Sn comometal activo, se repite el método de impregnación de Pt, pero en este caso, los soportesimpregnados con Pt fueron colocados en condiciones ambientales por 24 hrs para eliminar elexceso de solvente, después de este tiempo, utilizando una solución de cloruro estanoso (SnCl2)como precursor, se impregnó el Sn, la relación Pt/Sn fue de 1.Una vez que los soportes fueron impregnados de Pt y Pt-Sn, se permitió que se evaporara el excesode solvente y posteriormente, se calcinaron a 550 °C por 6 hrs en flujo de aire.Calcinando a esta temperatura, se buscó que los catalizadores presentaran una dispersión metálicaparecida a la que presentan actualmente los catalizadores de reformación comerciales. La dispersiónde los metales activos se determino por el método de quimisorción de hidrógeno, método en el cualdependiendo de la cantidad de hidrógeno adsorbido, se calcula el porcentaje de dispersión metálica.Los resultados se muestran a continuación, tabla 8.
Catalizadores monometálicos Catalizadores bimetálicos Dispersión metálicaPt/Al2O3 Pt-Sn/Al2O3 22.3 % - 12.3%Pt/Al2O3-TiO2
β Pt-Sn/Al2O3-TiO2β 14.7% - 6.2%
Pt/Al2O3- TiO2α Pt-Sn/Al2O3- TiO2
α 19.4% - 17.6%Pt/Al2O3-ZrO2
β Pt-Sn/Al2O3-ZrO2β 10.2% - 6.2%
Pt/Al2O3-ZrO2α Pt-Sn/Al2O3-ZrO2
α 24.4% - 8.6%Tabla 8.- dispersión metálica de los soportes.

18
UNIVERSIDAD AUTONOMA METROPOLITANA
Como punto final, cabe mencionar que ambos tipos de catalizadores (monometálicos ybimetálicos), se prepararon bajo las mismas condiciones, esto es, se buscó que cada uno de lossoportes tuviera la misma cantidad de platino (catalizadores monometálicos) y de platino estaño(catalizadores bimetálicos). Esto con la finalidad de que en la primera fase de prueba, la únicadiferencia en las características de cada uno los catalizadores sintetizados fueran las proporcionadaspor el soporte.
Por otra parte, en la impregnación se tomó en cuenta que se parte de una sal de Pt que contienecloro en su estructura y que en disolución forma iones Cl- que afectan de manera importante laspropiedades químicas de los soportes (la acidez). La figura siguiente 7, muestra claramente como esafectada la acidez de la alúmina.
+ PtCl6
Al O H
Al OH
Al O
Al OPt
Cl
Cl
Cl
Cl
+ 2Cl-
+ 2H +
Al O
Al OPt
Cl
Cl
+ 4Cl-
+ 2H +
Al O H
Al OH+ 4Cl-
Al OH
Al Cl+ O H -
Figura 7.- Reacciones de la γ-alúmina con H2PtCl6(H2O)6
Al cambiar grupos OH- de la estructura original de la alúmina por Cl-, la acidez de esta se vemodificada en buena medida. Por esta razón, también se prepararon catalizadores con platino comoúnico metal activo, pero la impregnación se realizó con un precursor de platino que no tuviera cloropara no modificar la acidez de los soportes, se utilizó nitrato de tetramino platino II (Pt(NH4)4NO3)
Experimentación:
La pimer fase de la prueba o experimentación a la que se hace mención, se refiere a un descartecualitativo y en ciento grado cuantitativo entre cada uno de los distintos catalizadores sintetizados.La prueba consistió en utilizar los distintos catalizadores elaborados para llevar a cabo la reacciónde reformación de n-heptano en un reactor diferencial, bajo las mismas condiciones de operación(Temperatura 500°C, presión atmosférica, concentración de n-heptano y cantidad de catalizador50mg constantes).
Alúmina

19
UNIVERSIDAD AUTONOMA METROPOLITANA
En esta prueba, una pequeña cantidad (50mg) de catalizador fue cargada en un reactor diferencial,el catalizador cargado fue previamente reducido en una atmósfera de H2 a 500°C durante 2hrs. paraasegurar la actividad catalítica de los sitios metálicos, una vez reducido el catalizador(Pt0), se hizofluir sobre él una corriente gaseosa de n-heptano, con una concentración constante, acarreado de unsaturador por un flujo constante de H2(50cc/mín). Con un cromatógrafo de gases, se analizaron losproductos de salida del reactor en diferentes intervalos de tiempo. El esquema siguiente muestra elsistema utilizado.
Como punto de comparación se utilizaron los resultados de los productos obtenidos utilizando Pt/Alúmina como catalizador de la reacción de reformación del n-heptano bajo las siguientescondiciones de reacción: temperatura de 500°C, presión atmosférica, flujo de n-heptano constantede 50cc/min, carga de catalizador 50mg. Se utilizó este catalizador por que es el que es el utilizadocomercialmente. A continuación en la siguiente gráfica se muestran los productos de reacciónobtenidos.
Gráfica 1.- Productos de la reacción de reformación de n-heptano con Pt /Alúmina como catalizador
En esta gráfica se aprecia que en general en una reacción de reformación se tienen productos ligeros(H2, CH4 – C4H10), Benceno y Metilciclohexano(MCH) y tolueno principalmente; cuya mezcladeterminar la calidad de la gasolina, además se aprecia que el benceno aparece en una cantidadimportante. Orto punto a señalar es la tendencia decreciente de los productos debida a ladesactivación del catalizador por coquificación principalmente.
Productos de la reacción de reformación del n-heptano
02468
10121416
0 20 40 60 80 100tiempo(mín)
%Pr
oduc
tos
Ligeros
Benceno
MCH
Tolueno

20
UNIVERSIDAD AUTONOMA METROPOLITANA
Cromatógrafo de columna
Horno eléctrico (500°C)
Saturador de vidrio conn-heptano (0°C)
Reactor de vidrio(50 mg de catalizador)
Flujo de n-heptano acarreadopor H2 (50cc/mín)
Flujo de H2(50cc/mín)
Figura 8.- Sistema de laboratorio utilizado en la prueba de los distintossintetizados catalizadores

21
UNIVERSIDAD AUTONOMA METROPOLITANA
Como el objeto de estudio de este trabajo es la eliminación de benceno por la modificación de lossoportes de los catalizadores, se llevaron varias reacciones de reformación utilizando los diferentescatalizadores sintetizado. De los resultados obtenidos, sólo se enfoco en la cantidad de bencenoproducida en cada reacción.En la siguiente gráfica 2, se muestra el porcentaje de benceno obtenido en la misma reacción dereformación de n-heptano utilizando los distintos catalizadores.
Gráfica 2.- Comparación entre los catalizadores monometálicos sintetizados tomando como punto departida la formación de benceno.
Esta figura muestra que al utilizar los catalizadores monometálicos (Pt como único metal activo)cuyo soporte se modifico, la cantidad de benceno obtenida es diferente a la obtenida al utilizar elcatalizador comercial soportado por alúmina. Se aprecia que utilizando los catalizadores Pt/Al2O3,Pt/Al2O3-ZrO2
β, Pt/Al2O3-ZrO2α y Pt/Al2O3-TiO2
Β se obtienen diferentes cantidades de benceno,sobre todo para el catalizador Pt/Al2O3-ZrO2
β y en el caso del catalizador Pt/Al2O3- TiO2α la
cantidad de benceno es nula, resultado que era el esperado para alguno de los catalizadores.En el caso del catalizador Pt/Al2O3-TiO2
β ocurre que en un principio se tiene como producto unacantidad pequeña de benceno, cantidad que desaparece posteriormente conforme el catalizador sedesactiva, razón por la cual se consideró descartado de igual manera que los otros catalizadores(Pt/Al2O3, Pt/Al2O3-ZrO2
β, Pt/Al2O3-ZrO2α).
Resultados muy similares se obtuvieron al utilizar los catalizadores cuyo precursor utilizado en laimpregnación fue el nitrato de tetramino platino II (Pt(NH4)4NO3) que no contiene átomos de cloroen su estructura molecular.
Al repetir el procedimiento anterior para los catalizadores bimetálicos que contienen la aleación Pt-Sn como centro metálico activo se encontraron resultados similares a los presentados por loscatalizadores monometálicos como lo muestra a continuación la siguiente gráfica 3.
Beneceno como producto de reacción"catalizadores con Pt como único metal activo"
0123456789
10
0 10 20 30 40 50 60tiempo (mín)
% B
enec
eno
Alúmina
Al-Zrb
Al-Zra
Al-Tib
Al-Tia

22
UNIVERSIDAD AUTONOMA METROPOLITANA
Gráfica 3.- Comparación entre los catalizadores bimetálicos sintetizados tomando comopunto de partida la formación de benceno
En esta se aprecian comportamientos semejantes a los de la gráfica anterior(2) donde al utilizar loscatalizadores Pt-Sn/Al2O3, Pt-Sn/Al2O3-TiO2
β, Pt-Sn/Al2O3-ZrO2β y Pt-Sn/Al2O3-ZrO2
α
proporcionan como uno de los productos de reacción cierta cantidad de benceno y nuevamente, enel caso de utilizar del Pt-Sn/Al2O3- TiO2
α como catalizador no aparece cantidad alguna debenceno.La diferencia entre los catalizadores monometálicos y los bimetálicos radica en la velocidad dedesactivación que presenta cada uno de ellos, además de la mayor selectividad hacia la formaciónde compuestos aromáticos que presentan los catalizadores bimetálicos de este tipo (Pt-Sn).En el caso de los catalizadores monometálicos, estos presentan una mayor conversión encomparación con los catalizadores bimetálicos, pero una más rápida desactivación como se observaen la siguiente figura 4
Gráfica 4.- Disminución de la conversión de n-heptano por la desactivación catalítica.
Para el catalizador monometálico (Pt/alúmina) se tiene una conversión mayor inicial (0.23) la cualdisminuye dramáticamente con el tiempo hasta una conversión de 0.12 después de 90 minutos dehaber iniciado el experimento, lo que indica que la desactivación de este catalizador es mayor a la
Benceno como producto de reacción"catalizadores con Pt-Sn como metal activo"
0123456789
10
0 10 20 30 40 50 60tiempo(mín)
%B
ence
no
AlúminaAl-ZrbAl-ZraAl-ZrbZrb
Conversión de n-heptano en catalizadores "Pt/alúmina y Pt-Sn/alúmina"
0
5
10
15
20
25
0 20 40 60 80 100Tiempo (mín)
% d
e co
nver
sión
Pt/AlúminaPt-Sn/alúmina
Pt/alúmina 54% de desactivaciónPt-Sn/alúmina 27% de desactivación

23
UNIVERSIDAD AUTONOMA METROPOLITANA
presentada por el catalizador bimetálico (Pt-Sn/alúmina), en esta comparación, en 1.3hrs dereacción de un flujo constante de n-heptano sin variar la concentración, la presión y la temperaturade reacción (presión atmosférica y 500°C) se tuvo que el catalizador Pt/alúmina redujo su actividaden un 54% mientras que el catalizador Pt-Sn/alúmina redujo su actividad en un 27%.Esta menor susceptibilidad a la desactivación por parte del catalizador bimetálico se debe a laadición de estaño que reduce en cierta medida la actividad del platino por lo que se tienenconversiones menores, pero al afectar la actividad del platino, se reduce también formación decoque y por ende la velocidad de desactivación del catalizador.
Al final de toda esta serie de experimentaciones y descartes se obtuvo como excelente resultado quelos catalizadores Pt/Al2O3- TiO2
α y Pt-Sn/Al2O3- TiO2α son lo que cumplen con las expectativas
planteadas ya que al utilizarlos no sólo no producen cantidad alguna de benceno como resultado dela reacción de reformación, si no que también presentan una gran selectividad hacia la formación detolueno, el cual tiene un proporciona un alto grado de octanaje a las gasolinas (120) y es por endeque son los que se utilizaran de esta etapa en adelante para proseguir con el trabajo.

24
UNIVERSIDAD AUTONOMA METROPOLITANA
ETAPA 3.- REPRODUCIBILIDAD Y DISEÑO.
En esta etapa se realizó, nuevamente, la síntesis de catalizadores y la experimentación bajo lasmismas condiciones en que se llevaron a cabo en la etapa anterior, con la finalidad de corroborar losresultados obtenidos. De esta manera, al obtener resultados cualitativamente similares a losprimeros, se concluyo que los catalizadores Pt/Al2O3- TiO2
α y Pt-Sn/Al2O3- TiO2α son los que se
utilizarán para cumplir con el objetivo planteado en un inicio.Debido a que en la reproducibilidad se obtuvieron resultados similares a los de la etapa anterior,estos no se muestran en esta etapa.
Habiendo cumplido con la reproducibilidad de resultados, el paso siguiente fue el de diseñar unexperimento donde utilizando el catalizador Pt-Sn/Al2O3- TiO2
α, proporcione los datos necesariospara realizar el dimencionamiento de los reactores que se utilizaran para la reformación catalítica a
nivel industrial. Se decidió sólo utilizar el catalizador Pt-Sn/Al2O3- TiO2α para continuar con el
trabajo debido de acuerdo a nuestro juicio es el catalizador sirve mejor a nuestros interese, ya que setendrán menos problemas de diseño por la desactivación.
Como primer paso se determinó el sistema de reacciones que se llevan a cabo en la reformación deln-heptano. Esto se realizó observando los productos de la reacción de reformación del n-heptano enel catalizador Pt-Sn/Al2O3- TiO2
α bajo las condiciones de reacción establecidas anteriormente(presión atmosférica, temperatura de 500°C, flujo de n-heptano(50cc/mín) y concentración de n-heptano constante). Para mantener la concentración de n-heptano constante se mantuvo el saturadorque lo contiene a una temperatura de 0°C controlando de esta manera su presión de vapor y por lotanto la concentración que se alimenta al reactor. Los resultados se muestran en la siguiente gráfica5.
Gráfica 5.- Productos de reacción obtenidos utilizando Pt-Sn/Al2O3- TiO2α como catalizador
De esta figura, se observan los productos de reacción a distintas conversiones del n-heptano, laconversión del n-heptano como se ha mencionado se ve afectada por la desactivación. Aquí, seaprecia que el Tolueno es un producto final ya que a cualquier conversión, su fracción mol es lamayor, en el caso del Metilciclopentano (MCP) y del Metilciclohexano(MCH), a cierta conversiónalcanzan un máximo lo que indica que son productos intermedios.La no-aparición de productos ligeros (metano, etano, propano y butano) es indicativa de que no sepresentan reacciones de cracking o de hidrogenolisis. Por otra parte se observa que el MCP seencuentra en pequeñas cantidades que indican que la mayor parte del MCP formado se transforma-
Productos de reacción
0
1
2
3
4
5
6
7
8
2.80 3.80 4.80 5.80 6.80 7.80Conversión de n-heptan
Frac
ción
mol
MCPMCHToluenoLigeros

25
UNIVERSIDAD AUTONOMA METROPOLITANA
en coque rápida mente, situación que favorece la desactivación del catalizador, ya que el según lostrabajos desarrollados por P.A. Van Tripmpont y G.F. Froment (coquicación en la reformación den-heptano) el MCP es un importante precursor de coque.De estas observaciones se dedujo que las reacciones que ocurren en la reformación de n-heptano,utilizando al Pt-Sn/Al2O3- TiO2
α como catalizador, son principalmente reacciones dedeshidrociclización (n-heptano a tolueno e hidrógeno), de isomerización y ciclización (n-heptano aMCP y MCH), de deshidrogenación (de MCH a Tolueno) y reacciones de coquificación (de MCPa coque).
Partiendo de estos resultados y tomando como base los modelos desarrollados por Kugelmans,Mahoney y K. Liu, para la reformación de n-heptano, se obtuvo el siguiente modelo de reacciones.
Sistema del cual se partió para el desarrollo de las siguientes ecuaciones de diseño, con las cualesse pretende obtener las dimensiones de los reactores de RC.Ecuaciones de diseño:
Aunado a las consideraciones hechas para obtener este sistema de ecuaciones se conoce que lareacción de n-heptano hacia tolueno además de ser una reacción directa y la más rápida es
1).- ( ) CkCkCkCMSVd
d131211
1
1 ++=−
2).- ( ) CkCkCkCMSVd
d262513
2
1 −−=
3).- ( ) CkCkCkCMSVd
d254412
3
1 ++=
4).- ( ) CkCkCMSVd
d4411
4
1 −=
5).- ( ) CkCMSVd
d26
5
1 =
Donde:
Ø C1 n-heptanoØ C2 MCPØ C3 ToluenoØ C4 MCHØ C5 CoqueØ C6 ligerosØ k1, k2, k3, k4, k5 y k6 son las
constantes cinéticas dereacción
Ø 1/MSV =τ tiempo espacial
n-C7 MCH
MCP Tol
Coque
k2k3
k1
k4
k5
k6
n-C7 n-heptano (C1)MCP etilciclopentano (C2)T Tolueno (C3)MCH Meticiclohexano (C4)
Coque (C5)

26
UNIVERSIDAD AUTONOMA METROPOLITANA
irreversible; en el caso de las reacciones de MCP y MCH hacia tolueno son virtualmenteirreversibles(K. Liu). Por otra parte, una consideración importante fue de que en un exceso dehidrógeno como el que ocurre en el sistema de reacción, las velocidades de reacción se puedenconsiderar de primer ordenResolviendo el sistema de ecuaciones anteriores por un método numérico de segundo orden dediferencias finitas bajo las siguientes condiciones iniciales se tiene:
En un tiempo to=0, τ=0 y las condiciones son:C1=1, C0
2=C03=C0
4=C05=0 y
Para cualquier tiempo t>0:C1= C0
1(τ), C2= C02(τ),C3= C0
3(τ), C4= C04 (τ), C5= C0
5 (τ)
Parea evitar los efectos causados por la desactivación, fue necesario trabajar con los datosposteriores a los 60mín de estar en contacto el catalizador con el flujo de n-heptano, ya que despuésa este tiempo, la desactivación por coquificación no presenta efectos significantes. De esta manerase obtuvo la integración de las ecuaciones 1-4
El sistema muestra tres escalas de tiempo característico en el cual, el más rápido caracterizado por1/λ1 es dominado por la ciclización, la deshidrogenación y la reacción de expansión del anillo. Lamás lenta caracterizada por 1/λ3 dominada por la ciclización.Con estas ecuaciones se puede realizar el dimencionamiento de los reactores, proporcionandovalores a τ. Esto es, basta con realizar una gráfica de la concentración de cada uno de los productosy reactivos (C1 –C4) en función del tiempo espacial y elegir él τ en el cual se tiene la mayor fraccióno concentración molar del producto más deseado.
Pero, desafortunadamente el diseño de los reactores de reformación se basa en la temperatura comose explico en la primer etapa de este trabajo.
1. ekekekC τττ λλλτ 3213211 )( −−− ++=
2. ekekC ττ λλτ 21532 )( −− −=
3. ekekekC τττ λλλτ 3214523 )( −−− ++=
4. ekekC ττ λλτ 21414 )( −− −=
donde los tres valores propios son:λ1=15.8,λ2 = 2.14λ3 = 5.0 (1/h)

27
UNIVERSIDAD AUTONOMA METROPOLITANA
La temperatura en cada uno de los reactores debe encontrarse en un rango de temperatura de 490-570 °C, razón por la cual es indispensable considerar las diferentes reacciones que ocurren en cadareactor (reacciones endotérmicas o exotérmicas) y basándose en esta consideración se tiene que losreactores de reformación deben ser de diferente tamaño para evitar una diferencia de temperaturaimportante entre el flujo de entrada y salida de cada reactor. Esto se refiere a que, los dos primerosreactores deben ser de menor tamaño ya que en ellos se suscitan las reacciones de deshidrogenacióny deshidrociclización principalmente, reacciones que son altamente endotérmicas. Y en el caso de élo los últimos reactores el tamaño se incrementa ya que en ellos se llevan a cabo las reacciones decraqueo e hidrogenólisis que son reacciones exotérmicas.Por estas razones, fue necesario realizar balances de materia y energía considerando el sistema dereacciones de la figura (X).
Para realizar el diseño de los reactores de reformación tomando en cuenta el proceso industrial, fuenecesario considerar que como se comenta en la mayoría de los textos de reformación, losdiferentes componentes provenientes de la destilación primaria del petróleo para ser reformada(NAFTA), se agrupan según el compuesto de que se trate en Parafina(P), Naftenos (N) yAromáticos (A) los cuales son por medio de la reformación catalítica forman la gasolina, además delas condiciones de operación a los que normalmente se lleva acabo la reformación en la industria.En los siguientes balances de materia y energía se tomó en cuenta la formación de naftenos (MCP yMCH) a partir del n-heptano; la formación de tolueno a partir de los naftenos formados (MCP yMCH); la formación de ligeros por el cracking del n-heptano y por la hidrogenólisis de MCP que encondiciones de operación industriales ocurre en gran medida. La hidroisomerización del n-heptanohacia tolueno, se consideró que la reacción pasa primero por la ciclización a MCH y la posteriordeshidrogenación del mismo. También se tomó en cuenta la reversibilidad de las reacciones deciclización y deshidrogenación que si es verdad que en los experimentos de laboratorio no ocurren,a nivel industrial son normales.
Balances de materia y energía
1).- n-heptano(P) Naftenos(N) + hidrógeno(H)
ρ mΓN =
−=
PCCKCPK
PkCHN
PPNH
P
TNN
MSVdd
)1(
donde: la constante de equilibrio Kp se da en función de las presiones parciales como:
Kp = )(09.8 149900410 atmePPP
RT
HN
p x −−
−= ,
• kPN= 4.23x1015 exp(-36,500/RT) mol/gcat.atm.h• ∆HrN = -10,500 cal/mol
ΓN (∆Hr) = molcalMSVd
d
m
NC /500,10)/1(
−
ρ

28
UNIVERSIDAD AUTONOMA METROPOLITANA
2).- Naftenos (MCP y MCH)(N) Tolueno(A) + 3H2
ρ mΓNA =
−= PC
CKCKPkC
HN
APN
P
TNAN
MSVd
d 32)1(
Donde la constante de equilibrio Kp esta dada por:
KP = atmePPP RT
N
HA x 3600,27
202
2 101.1−
=
• kNA = 1.20x1010 exp(-21300/RT) mol/gcat.atm.h• ∆Hr = 16,900cal/moll de H2 liberado, se tiene:
ΓN (∆Hr) = molcalMSVd
d
m
NC /800,50)/1(
ρ
3).- Para hidrocracking de naftenos:
CkCNNC
N
MSVd
d−=
)1(
• con ∆Hr = -12,400 cal/mol se tiene:• kN= 4.5x1018 exp(-38,200/RT) mol/gcat.atm.h
ΓN (∆Hr) = molcalMSVd
d
m
NC /400,12)/1(
−
ρ4).- Para hidrocracking de n-heptano
ρ mΓNA = kCC
PCNP
MSVdd
−=)1(
• kNC = 4.5x1018 exp(-38200/RT) mol/gcat.atm.h• ∆Hr = -13,500cal/moll de H2 consumido, se tiene:
ΓN (∆Hr) = molcalMSVd
d
m
PC /500,13)/1(
−
ρPara el balance de energía global se tiene:Q ρ m
CpdT = ( )dWcHHHH NPNPNPNPNPNPNPNP ∆Γ∆Γ∆Γ∆Γ +++
Reareglando la expresión anterior se tiene finalmente: Modelo de diseño
( ) ( )HHHH NPNPNPNPNPNPNPNPCpMSVddT
∆Γ∆Γ∆Γ∆Γ +++=1
1 -------π
29
UNIVERSIDAD AUTONOMA METROPOLITANA
Donde : )(MSVWc
Qm =
ρ velocidad espacial molar
• T- temperatura (°C)• Ci- Concentración de cada elemento (mol/ cc)*
• Pi – presión parcial de cada compuesto (atm)*
• Kp – Constante de equilibrio (atm-1) *
• ki – Constante cinética (mol/gcat.atm.h)*
• Γi - velocidad de reacción• (∆Hr) – calor de reacción*• ρm – densidad del lecho empacado*• MSV – velocidad espacial molar*Datos obtenidos de Antons, J. George “Catalytic Nnaphtha Reforrming”
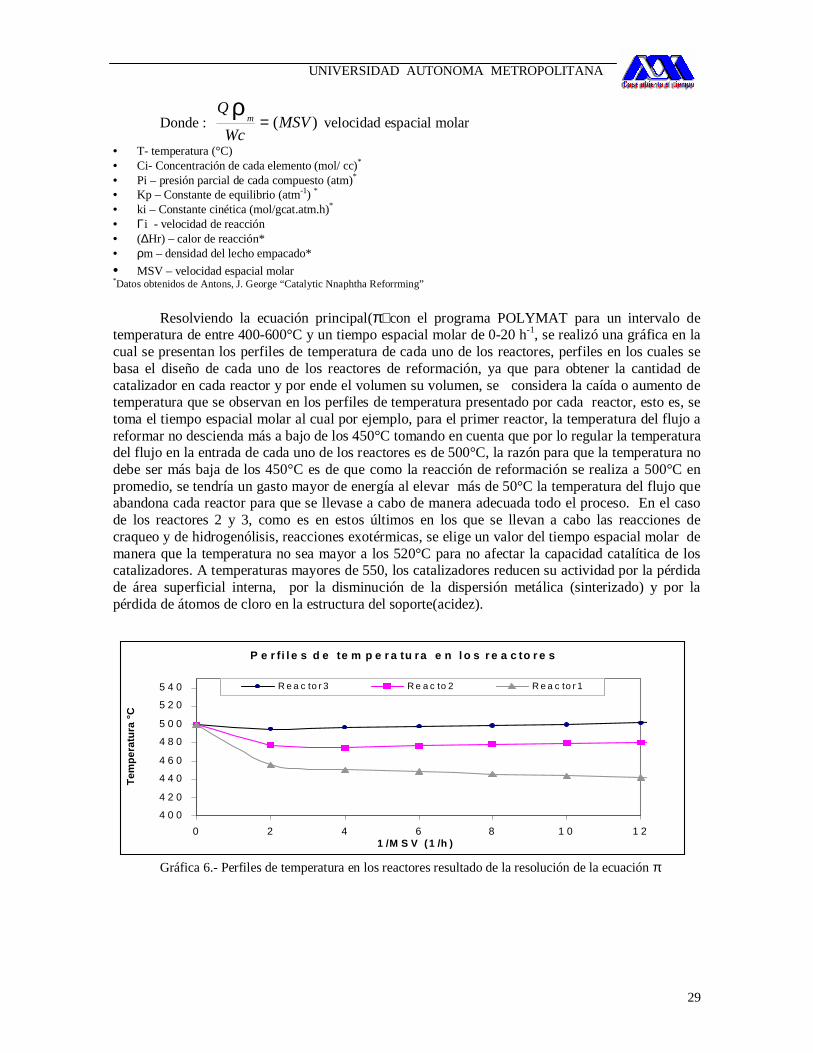
Resolviendo la ecuación principal(π) con el programa POLYMAT para un intervalo detemperatura de entre 400-600°C y un tiempo espacial molar de 0-20 h-1, se realizó una gráfica en lacual se presentan los perfiles de temperatura de cada uno de los reactores, perfiles en los cuales sebasa el diseño de cada uno de los reactores de reformación, ya que para obtener la cantidad decatalizador en cada reactor y por ende el volumen su volumen, se considera la caída o aumento detemperatura que se observan en los perfiles de temperatura presentado por cada reactor, esto es, setoma el tiempo espacial molar al cual por ejemplo, para el primer reactor, la temperatura del flujo areformar no descienda más a bajo de los 450°C tomando en cuenta que por lo regular la temperaturadel flujo en la entrada de cada uno de los reactores es de 500°C, la razón para que la temperatura nodebe ser más baja de los 450°C es de que como la reacción de reformación se realiza a 500°C enpromedio, se tendría un gasto mayor de energía al elevar más de 50°C la temperatura del flujo queabandona cada reactor para que se llevase a cabo de manera adecuada todo el proceso. En el casode los reactores 2 y 3, como es en estos últimos en los que se llevan a cabo las reacciones decraqueo y de hidrogenólisis, reacciones exotérmicas, se elige un valor del tiempo espacial molar demanera que la temperatura no sea mayor a los 520°C para no afectar la capacidad catalítica de loscatalizadores. A temperaturas mayores de 550, los catalizadores reducen su actividad por la pérdidade área superficial interna, por la disminución de la dispersión metálica (sinterizado) y por lapérdida de átomos de cloro en la estructura del soporte(acidez).
Gráfica 6.- Perfiles de temperatura en los reactores resultado de la resolución de la ecuación π
P e r fi l e s d e te m p e r a tu ra e n l o s r e a c to r e s
4 0 0
4 2 0
4 4 0
4 6 0
4 8 0
5 0 0
5 2 0
5 4 0
0 2 4 6 8 1 0 1 21 /M S V (1 /h )
Tem
pera
tura
°C
R e a c to r 3 R e a c to 2 R e a c to r 1

30
UNIVERSIDAD AUTONOMA METROPOLITANA
Con base en los resultados de esta gráfica, se tiene que los valores del tiempo espacialmolar para cada reactor es el siguiente:
Reactor 1 (1/MSV) = 4 h-1 ; Reactor 2 (1/MSV) = 10 h-1 ; Reactor 3 (1/MVS) = 10 h-1
Lo que implica una diferencia de temperatura entre el flujo que entra al reactor y el flujoque sale del mismo de 50, 21 y 0°C respectivamente.
Con estos valores y la expresión )(MSVWc
Qm =
ρ se calculó la cantidad de catalizador que
cada reactor contiene para un flujo de 1000 barriles por hora de alimentación fresca y una densidadempacada de 540 kg/m3 se tienen las siguientes cantidades de catalizador en cada reactor.
Reactor 1(Wc) = 20,000 kg de catalizadorReactor 2(Wc) = 40,000 kg de catalizadorReactor 3(Wc) = 40,000 kg de catalizador
De donde la masa de catalizador del primer reactor es empacada en un volumen de 37 m3
cuyas dimenciones son 2.5 m de diámetro y 7.5 metros de longitud; para los reactores 3 y 4 elvolumen empacado es de 74 m3 y las dimenciones del empaque son de 2.5 metros de diámetro y 15metros de longitud.
Planta de reformación catalítica
Carga líquida 1,000 barriles/h
Proceso de Reformación Catalítica
Calentador
15 m 15 m
7.5 m
T1=500°C T2=500°C T3=500°C
T1s=450°C
T2s=479°C
R1 (20,000kg de cat)2.5 m de diámetro7.5 m de alturaR2 y R3(40,000kg de cat)2.5 m de diámetro15 m de altura
Calentador
Calentador
Intercambiador
T3s=500°C
R2R3
R1

31
UNIVERSIDAD AUTONOMA METROPOLITANA
ETAPA 4.- EVALUACIÓN ECONÓMICA.
Ubicación de la Planta.La implementación del esquema de reformación catalítica RCC debe localizarse en la
refinería de Tula, Hgo; debido a que este centro de trabajo proporciona la mayor cantidad degasolina para el Valle de México, y por que uno de los requerimientos es la elaboración de gasolinaMagna y Premium. Otro factor de relevancia es la demanda que existe en la zona metropolitana degasolina de alta calidad y ecológica, tanto para satisfacer cuestiones políticas, sociales yeconómicas; como para disminuir el impacto ambiental ocasionada por la gran cantidad deemisiones producidas por los automotores que día a día circulan por esta zona. También hay que considerar la situación estratégica de la cercanía de la refinería con elmercado más grande del país, así como, la estructura de refinación que presenta actualmente (dosunidades reformadores, dos plantas catalíticas, unidad TAME, MTBE y las unidades de alquilacióne isomerización). Con este esquema se requeriría de inversiones menores futuras en laimplementación de procesos alternos de reformación catalítica. Finalmente este centro de trabajo esel que más importaciones de gasolina de alto octanaje y ecológica realiza, por lo que surentabilidad disminuye considerablemente. Al integrar un nuevo proceso (RC) que proporcionegasolina de calidad, permitirá disminuir los gastos efectuados en la importación de hidrocarburos yal mismo tiempo incrementar la utilidad de la refinería.
Estudio técnico económico.
El estudio técnico se llevó a cabo mediante una comparación entre los procesos de reformacióncatalítica (semiregenerativos y continuos) para determinar las ventajas de la implementación de estamodificación de catalizadores en el proceso de Reformación Catalítica en la refinería de Tula,Hidalgo.
Para realizar la evaluación económica fue necesario tomar en cuenta tres aspectosimportantes: a) la inversión inicial; b) el costo de operación; c) los rendimientos. Tomando comopunto de referencia la refinería Miguel Hidalgo de Tula por las razones ya mencionadas, paracumplir con las necesidades cada vez mayores de gasolina de alto octanaje y ecológica que el D.F.reclama.
a).- INVERSIÓN INICIAL: Para la planta de RC de la refinería de Tula se tiene que en el proceso platforming seutilizan 220100 lbs. de catalizador Pt-Sn/Al2O3TiO2
α, cuya densidad compacta de 540 k/m3 lo queimplica que el volumen de los reactores es de V= 110 m3.Considerando las características de este catalizador(Pt – Sn/ Al2O3TiO2
α) se tiene la siguientetabla, donde se presenta la inversión total inicial para ambos procesos (semiregenerativo y CCR).Como inversión inicial se consideró el costo necesario para poner a operar la unidad partiendo deuna planta de tipo platforming sin catalizador y sin módulo regenerador, tabla siguiente 8.
32
UNIVERSIDAD AUTONOMA METROPOLITANA
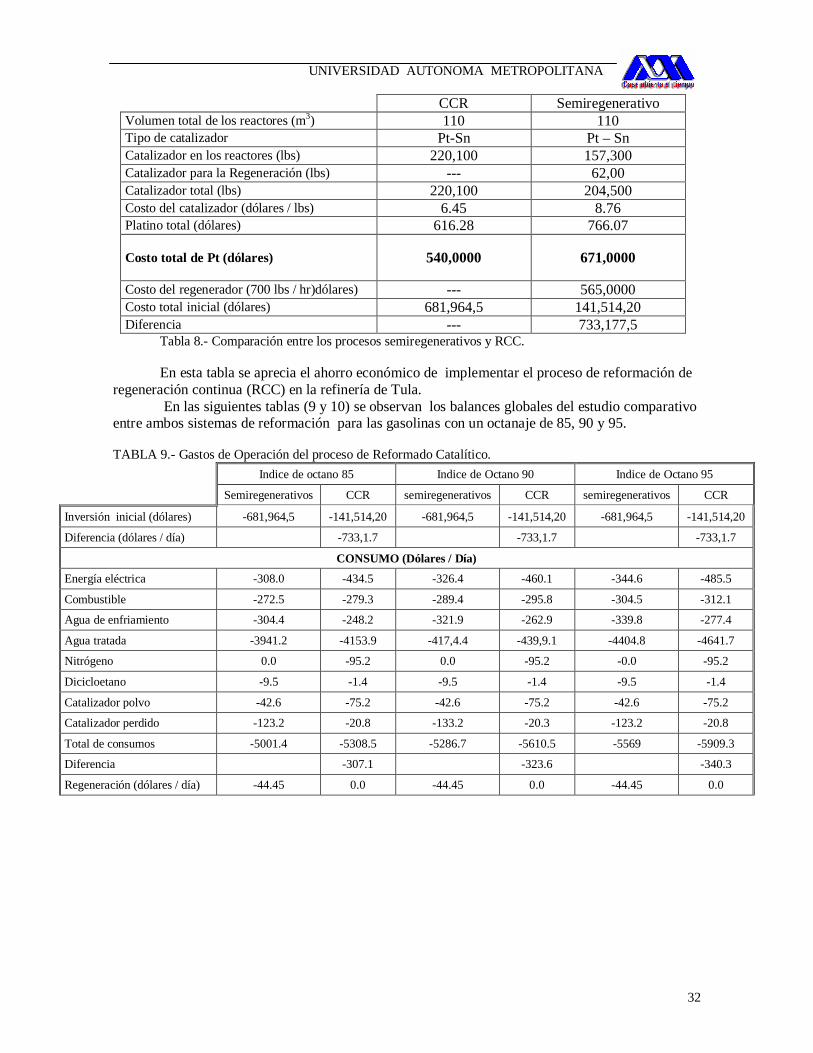
CCR SemiregenerativoVolumen total de los reactores (m3) 110 110Tipo de catalizador Pt-Sn Pt – SnCatalizador en los reactores (lbs) 220,100 157,300Catalizador para la Regeneración (lbs) --- 62,00Catalizador total (lbs) 220,100 204,500Costo del catalizador (dólares / lbs) 6.45 8.76Platino total (dólares) 616.28 766.07
Costo total de Pt (dólares) 540,0000 671,0000
Costo del regenerador (700 lbs / hr)dólares) --- 565,0000Costo total inicial (dólares) 681,964,5 141,514,20Diferencia --- 733,177,5
Tabla 8.- Comparación entre los procesos semiregenerativos y RCC.
En esta tabla se aprecia el ahorro económico de implementar el proceso de reformación deregeneración continua (RCC) en la refinería de Tula.
En las siguientes tablas (9 y 10) se observan los balances globales del estudio comparativoentre ambos sistemas de reformación para las gasolinas con un octanaje de 85, 90 y 95.
TABLA 9.- Gastos de Operación del proceso de Reformado Catalítico.Indice de octano 85 Indice de Octano 90 Indice de Octano 95
Semiregenerativos CCR semiregenerativos CCR semiregenerativos CCR
Inversión inicial (dólares) -681,964,5 -141,514,20 -681,964,5 -141,514,20 -681,964,5 -141,514,20
Diferencia (dólares / día) -733,1.7 -733,1.7 -733,1.7
CONSUMO (Dólares / Día)
Energía eléctrica -308.0 -434.5 -326.4 -460.1 -344.6 -485.5
Combustible -272.5 -279.3 -289.4 -295.8 -304.5 -312.1
Agua de enfriamiento -304.4 -248.2 -321.9 -262.9 -339.8 -277.4
Agua tratada -3941.2 -4153.9 -417,4.4 -439,9.1 -4404.8 -4641.7
Nitrógeno 0.0 -95.2 0.0 -95.2 -0.0 -95.2
Dicicloetano -9.5 -1.4 -9.5 -1.4 -9.5 -1.4
Catalizador polvo -42.6 -75.2 -42.6 -75.2 -42.6 -75.2
Catalizador perdido -123.2 -20.8 -133.2 -20.3 -123.2 -20.8
Total de consumos -5001.4 -5308.5 -5286.7 -5610.5 -5569 -5909.3
Diferencia -307.1 -323.6 -340.3
Regeneración (dólares / día) -44.45 0.0 -44.45 0.0 -44.45 0.0

33
UNIVERSIDAD AUTONOMA METROPOLITANA
TABLA 10.- Insumos generados durante la Operación de Reformado Catalítico.Indice de octano 85 Indice de Octano 90 Indice de Octano 95
Semiregenerativos CCR semiregenerativos CCR semiregenerativos CCR
RENDIMIENTOS (Dólares / Día)
Vapor generado 6,129.9 6,453.6 6,390.6 6,332.1 6,851.5 7,211.4
Diferencia de C5+ 0.0 35,41.3 0.0 5,236.0 0.0 15,360.0
Diferencia de H2 0.0 3,584.9 0.0 4,032.0 0.0 5,237.9
Diferencia de LPG 1,985.5 0.0 3,230.0 0.0 4,200.0 0.0
Rendimientos totales 8,115.0 13,272.8 9576.0 15,783.0 10,917.7 27,469.1
Ganancia Global (*) 5,194 Dólares / Día 6,206.3 Dólares / Día 16551.4 Dólares / DíaGanancia = (Rendimiento del proceso RCC – Rendimiento del proceso semiregenerativo)La información para elaborar las tablas anteriores (Tabla 9 y 10) fue tomada de PEMEX-Refinación(Anuarios estadísticos 1985-1986, 1998-199) y de “BTX –Naphtha reforming” 1995.
Finalmente, teniendo en cuenta la que según la tabla 9, la inversión inicial es de $141, 151,420dólares y que el monto de los gastos de operación haciende a $2,156,894 y conociendo que larefinería de Tula produce el 31% de las gasolinas totales(tabla1) de las cuales las provenientes dereformado so el 70 % por lo que se calcularon los flujos de efectivo anuales que aparecen en lasiguiente tabla 11.
AÑOS Inversión (dólares) Ingresos por ventas (dólares) Gastos de operación(dólares)
Ingresos totales(dólares)
0123
-14,151,4205,012,700
10,958,50031,742,760
-2,156,894-4,313,789-12,941,367
1,345,9793,625,0589,742,434
Tabla 11.- Tabla de flujos de efectivo anuales del proceso RC en la refinería de Tula*”PEMEX”, anuario
2001.
Para verificar si el proyecto es rentable, tenemos:
VPN = -So + (So / 1+TREMA)t
Evaluando el modelo anterior para obtener la TIR, se tiene lo siguiente:
-141,151,420 X3 + 2,860,145 X2 + 6, 644,711X + 18,801,393 = 0
De donde resulta que X = 1.32 = (1 + TIR)
Por lo tanto: TIR = 32 %, resultado que demuestra la rentabilidad del proyecto

34
UNIVERSIDAD AUTONOMA METROPOLITANA
CONCLUSIONES:
Mientras el petróleo continúe siendo la base principal de recursos energéticos, y no sedetenga el incremento acelerado de automóviles en el país, será necesario seguir desarrollandonuevas tecnologías y procesos, como los presentados en este trabajo, que intervienen en laelaboración de gasolina, para proveer combustibles ecológicos de mayor calidad que cumplan conlas normas establecidas, para la conservación del medio ambiente y la salud, provenientes de unmercado en crecimiento.
A hora, como se ha podido apreciar en este trabajo y de acuerdo a los resultados obtenidosen el estudio técnico económico, podemos afirmar que la implementación del catalizador Pt-Sn/Al2O3- TiO2
α en el proceso de Reformación Catalítica de Regeneración Continua CCR en larefinería de Tula, Hidalgo, además de ser factible es la más rentable en la actualidad ya que comomuestran los resultados, con la implementación de este catalizador el cual no produce cantidadalguna de benceno en la reformación, se puede prescindir de unidades, como las de alquilación,anexas a la de Reformación utilizadas dentro de las refinerías como una solución al problemagenerado por el benceno contenido en la gasolina proveniente de este proceso. Por otra parte, elproblema que presenta este catalizador por la rápida desactivación, se soluciona al utilizar elproceso de regeneración continua. Como en la actualidad el desarrollo sustentable de un país se basa además de en la mejora yoptimización de sus procesos industriales, en la preservación de los recursos naturales y laprotección del medio ambiente, el desarrollo de este tipo de trabajos que tienen como objetivo el dedar solución a un problema grave de contaminación, tienen su justificación en la evolución positivadel país.

35
UNIVERSIDAD AUTONOMA METROPOLITANA
ANEXO:
Alimentación y Productos de los Reactores.- Las materias primas características del reformadocatalítico son gasolinas directas pesadas de primera destilación y naftas (de puntos de ebulliciónentre 180 y 375°F). Estas se componen de cuatro grupos de hidrocarburos principales: Parafinas,Olefinas, Naftenos y aromáticos (PONA). Las materias primas y los productos del reformadocaracterístico, presentan el siguiente análisis de PONA.
% en volumen
Componente Alimentación Productos
ParafinasOlefinasNaftenosAromáticos
45-550-2
30-405-10
30-500
5-1045-60
Aromáticos.- Un compuesto aromático es aquel que representa en su estructura un anillo de más decuatro carbonos y tiene una elevada reactividad.Esta clase de hidrocarburos viene representada enlos hidrocarburos por el benceno y sus homólogos, así como por los derivados bi y poli cíclicos.
Coque del petróleo.- Es un masa sólida porosa de color desde gris a negro, que consta dehidrocaburos macromoleculares con alto grado de aromaticidad.
Gasolina.- La gasolina es un producto derivado del petróleo compuesta por una mezcla dehidrocarburos parafínicos, isoparafínicos, olefínicos, nafténicos y aromáticos, que principalmentecontienen moléculas con cadenas de cinco a nueve carbonos, obtenidos de diversos procesos derefinación como destilación, crackeo térmico y catalítico, reformación catalítica, alquilación, eisomerizaciónque, de relativa volatilidad, con o sin pequeñas cantidades de aditivos, los cuales estánmezclados para formar un combustible conveniente para uso en motores automotrices decombustión interna. Uno de los requisitos funcionales es que se queme rápidamente conuniformidad y de manera total en la cámara de combustión. En su fabricación se consideran tresfactores fundamentales: La Volatilidad, El Numero de Octano y La Acción de Limpieza..
Gasolina ecológica.- Es aquella que no presenta compuestos de plomo y las emisiones provenientesde su combustión afectan al mínimo al medio ambiente, también es conocida como gasolinareformulada.
Gasolina magna.- Gasolina comercial producida en México que no es elaborada con compuestos de plomocomo aditivos de octano, presenta un índice de octano de 87 unidades, 30 % en volumen de aromáticos, 12 %de olefinas y una presión de vapor de 10 libras por pulgada cuadrada.
Gasolina Nova.- Gasolina comercial que utiliza compuestos de plomo para aumentar el índice deoctano.
Gasolina premium.- Gasolina de alto octano (91 unidades) sin plomo.

36
UNIVERSIDAD AUTONOMA METROPOLITANA
Kp.- Constantes de Equilibrio utilizadas:Reacción Kp (atm-1)
Ciclización de C7 8.09x10-4 exp(-4900/RT)Aromatización 1.1x1020 exp(-27600/RT)
Isomerización 3.31x10-2 exp(-2600/RT)Deshidrogenación 6.36x10-2 exp(-20000/RT)
ki.- Constantes cinéticasReacción Ki ( mol/gcat. Atm. h)
kNP 4.23 x1015 exp(-36,500/RT)kNA 1.20 x1010 exp(-21,300/RT)kPC 4.59 x1018 exp(-38,200/RT)knc 4.50 x1018 exp(-38,200/RT)
Nafta.- Fracción ligera proveniente de la destilación del petróleo, e integra la gasolina y las turbosina.
Naftenos.- Compuestos orgánicos policíclicos formados por carbón e hidrógeno que están integrados poruno o más anillos aromáticos unidos a estructuras cíclicas de parainas y olefinas principalmente. Compuestoshomólogos del frenantreno.
Octanaje.- La cualidad antidetonante de un combustible se mide por su octanaje. El heptano es uncombustible muy pobre que provoca un severo golpeteo en un motor. Se le da arbitrariamente unnúmero de octano de “0”. Por otra parte el 2,2,4-trimetilpentano(isooctano) es un excelentecombustible y se le ha dado un número de “100”. Los combustibles se comparan en un motor deprueba con diversas muestras de heptano e isooctano. Una gasolina que muestre un rendimientoigual al de una mezcla de 10% de heptano y 90% de isooctano tendrá un octanaje de 90. Existen tres métodos para medir esta propiedad: Número de Octano en Motor (MON), Número deOctano Investigado (RON) y Número de Octano en Marcha. El MON es tomado normalmentecomo una indicación de la habilidad del combustible para prevenir la detonación en motores dealtas velocidades, mientras que el RON mide la tendencia de detonación a bajas velocidades. Sinembargo, el Número de Octano en Marcha es el que muestra realmente cómo se comporta elcombustible en el motor de un automóvil, en cuanto a sus características de detonación. Algunoscombustibles conocidos hoy día son mejores que el isooctano como se muestra en la siguientetabla:
Compuesto Octanaje
Heptano2-Metilheptano2-MetilpentanoOctano2-Metilbutano(isopentano)IsooctanoBencenoTolueno2,2,3-Trimetilpentano(tripano)Ciclopentanop-Xileno
02471-2090
100101110116122128

37
UNIVERSIDAD AUTONOMA METROPOLITANA
Parafina.- Sustancias gaseosas, líquidas o sólidas que es tan constituidos con átomos de carbóncon simple ligadura y átomos de hidrógeno exclusivamente.
TEP.- Tetraetilo de Plomo, Compuesto utilizado para incrementar el índice de octano de la gasolina
Modelo desarrollado por el IMP, para la estimación de la demanda de gasolina.
Este módelo fue probado en el paquete estadístico SPSS (Statical Package for Socials Sciences)obteniendo una serie de datos que relaciona la demanda de gasolina con base en las siguientesvariables:DG = Demanda de gasolinaPUA = Población Urbana de AutomóvilesPIBPERC = Producto Interno Bruto PercápitaVi =Vehículos en circulaciónPG = Precio de la gasolina El modelo que describe el fenómeno de la demanda de gasolina es el siguiente:
DG = -19648.54 + (397.7 x PUA) + (2461.75 x PIBPERC) + (2.32 x Vi) – (12.69 x PG)
La validación de este modelo se realizó con el examen de las estadísticas de años anteriores.Una vez que se validó el modelo, el siguiente paso consiste en proyectar las variables que loconforman, mismas que están sustentadas por diferentes supuestos de política económicaplasmados en diferentes planes y programas a corto y mediano plazo que a continuación semencionan:a).- Población.- Tomando en cuenta la dinámica de crecimiento poblacional durante los últimos 25años, se considera que la tasa de crecimiento en el periodo de 2000 – 2010 para la población total de2% (información del INEGI)b).- PIB .- En este sentido se consideran tres escenarios basados en las tasas de crecimientoesperadas de acuerdo con los lineamientos de política económica plasmados en el Plan Nacional deDesarrollo 1995 – 2000.c).- PIBPERC.- Se considera un indicador que permite observar la evolución de la generación deriqueza nacional por habitante.D).- Industria automotriz.- La industria está viviendo paradójicamente un boom exportador y uncolapso en su mercado interno, como consecuencia de los problemas en la economía mexicana.
Tabla de Especificaciones ecológicas de agencias gubernamentales.
EPA CARB SEMRNAPPropiedades
Actuales Futuras Actuales Futuras Actuales FuturasAzufre (ppm)Olefinas (% vol.)Aromáticos (% vol.)BENCENO (% vol.)PVR(psi)Oxígeno(%peso)Destilación (90%,°C)Destilación(50%,°C)
30010251
7 – 82
190---
150625162
180---
15010302
8050
166104
406250.870
14999
100015304.9
6.5 – 8.52
19077 - 118
50012.52527
2.4190---
EPA.- Environmental Protection AgencyCARB.- California Air Resources Board
SEMARNAP.- Secretaría de Medio Ambiente, Recursos Naturales y Pesca.

38
UNIVERSIDAD AUTONOMA METROPOLITANA
BIBLIOGRAFÍA:
1.- GEORGE J. ANTOS; ABDULLAH M. AITANI “ CATALYTIC NAPTHA REFORMING”SCIENCE AND TECNOOGY
2.- CELESTINO ISACC ALBERTO “ EVOLUCIÓN DEL USO DE LAS GASOLINAS COMOCOMBUSTIBLES PARA EL TRANSPORTE”, 1991
3.-INFORME ANUAL 1998; PAG 5 – 32 PETROLEOS MEXICANOS
4.- MEMORIAS DE LABORES 1990, 1995, 1996, 1998, 2000; PETROLEOS MEXICANOS.
5.- ANUARIO ESTADÍSTICO DE PEMEX 1998, 2000.
6.-ALFONSO MARTÍN PÉREZ ARELLANO “ EVALUACIÓN TECNICO ECONÓMICAPARA LA ELABORACIÓN DE GASOLINA ECOLÓGICA EN MÉXICO” 1998.
7.- GARY HAMES “REFINO DE PETROLEO” 1990.
8.- L. MIGUEL RODRIGUEZ OTAL “CAMBIO DEL PROCESO DE REGENERACIÓNSEMICONTINUA A REGENERACIÓN CONTINUA EN LAS PLANTAS DEREFORMACIÓN CATALÍTICA”. 1989
A.- P.A, Van Trimpont, “Reforming of C7 Hydrocarbons on a sulfided comercial Pt/Al2O3 catalyst” Ind. Eng. Chem. 1988, pag51-57
B.- K. Liu, S.C, Fung. “Kinetics of Catalyst in Heptane Reforrming over Pt-Re/ Al2O3”Ind. Eng. Chem. 1997, pag3264-3274.
C.- K. Liu, S.C, Fung. “Heptane Reforming over Pt-Re/ Al2O3: Reactions Network, Kinettics,and Apparent Selective Catalyst deactivation” Ind. Eng. Chem. 2002, pag 188-201.


















