Unidad 1
31
3 CAPITULO 1: INTRODUCCIÓN A LA CIENCIA E INGENIERÍA DE MATERIALES 1.1 Antecedentes Históricos Los materiales son sustancias de las que cualquier cosa o producto esta compuesto. Los materiales han sido usados desde comienzos de la civilización con el fin de mejorar el nivel de vida. La figura 1.1 esquematiza la evolución de los materiales de ingeniería a lo largo de los años. Como los productos están fabricados a partir de materiales, estos se encuentran en todas partes alrededor nuestro. Los más comúnmente encontrados son: madera, hormigón, ladrillo, acero, plásticos, vidrios, cauchos, aluminio, cobre y papel. Nuestro país es caracterizado por obtener minerales desde yacimientos mediante procesos metalúrgicos (cobre y acero principalmente), donde el mineral es extraído y posteriormente refinado para luego ser exportado como materiales primarios a países desarrollados capaces de manufacturar nuevos diseños (figura 1.2).
description
CIENCIAS MATERIALES
Transcript of Unidad 1

3
CAPITULO 1: INTRODUCCIÓN A LA CIENCIA E INGENIERÍA DE MATERIALES
1.1 Antecedentes Históricos
Los materiales son sustancias de las que cualquier cosa o producto esta compuesto.
Los materiales han sido usados desde comienzos de la civilización con el fin de mejorar
el nivel de vida. La figura 1.1 esquematiza la evolución de los materiales de ingeniería a
lo largo de los años. Como los productos están fabricados a partir de materiales, estos
se encuentran en todas partes alrededor nuestro. Los más comúnmente encontrados
son: madera, hormigón, ladrillo, acero, plásticos, vidrios, cauchos, aluminio, cobre y
papel.
Nuestro país es caracterizado por obtener minerales desde yacimientos mediante
procesos metalúrgicos (cobre y acero principalmente), donde el mineral es extraído y
posteriormente refinado para luego ser exportado como materiales primarios a países
desarrollados capaces de manufacturar nuevos diseños (figura 1.2).

4
Figura 1.1 La evolución de los materiales en ingeniería. 1.2 Tipos De Materiales
La gran diversidad de materiales de los que disponen los ingenieros se pueden dividir
en cinco categorías (tabla 1-1).
Los materiales de cada uno de estos grupos poseen estructura y propiedades distintas.
La diferencia en resistencia que se comparan en la figura 1.3 ilustra la amplia gama de
propiedades disponibles.
Las tres primeras categorías pueden asociarse con tipos distintos de enlazamiento
atómico. La cuarta categoría, de los materiales compuestos, implica combinaciones de
dos o más materiales pertenecientes a las tres primeras categorías. Estas cuatro
categorías son de los materiales estructurales. El quinto tipo de materiales,
semiconductores, es una categoría aparte, la de los materiales electrónicos que se
distinguen por su conductividad eléctrica única e intermedia.
Figura 1.2 El ciclo de los materiales. 1. Materiales metálicos Estos materiales son sustancias inorgánicas compuestas de
uno o más elementos metálicos, pudiendo contener también algunos elementos no

5
metálicos (carbono, nitrógeno, oxígeno). Los metales y sus aleaciones, incluyendo
acero, aluminio, magnesio, zinc, hierro fundido, titanio, cobre y níquel, generalmente
tienen como característica una estructura cristalina en la cual los átomos están
dispuestos de manera ordenada, además, de una buena conductividad eléctrica y
térmica, una resistencia relativamente alta, una alta rigidez, ductilidad o conformabilidad
y resistencia al impacto. Son particularmente útiles en aplicaciones estructurales o de
carga. Aunque en ocasiones se utilizan metales puros, las combinaciones de metales
conocidas como aleaciones proporcionan mejoría en alguna propiedad particularmente
deseable o permite una mejor combinación de propiedades.
2. Materiales poliméricos Producidos mediante un proceso conocido como
polimerización. La mayoría están formados por largas cadenas de moléculas orgánicas
o redes, estructuralmente la mayoría no son cristalinas, pero se pueden encontrar
mezclas de regiones cristalinas y no cristalinas.
Los polímeros incluyen el hule, los plásticos y muchos tipos de adhesivos. Los
polímeros tienen bajas densidades, baja conductividad eléctrica y térmica, reducida
resistencia y no son adecuados para utilizarse a temperaturas elevadas. Los polímeros
termoplásticos, en los cuales las largas cadenas moleculares no están conectadas de
manera rígida, tienen buena ductilidad y conformabilidad. Los polímeros termoestables
son más resistentes, aunque más frágiles porque las cadenas moleculares están
fuertemente enlazadas. Los polímeros son la base de la pintura, caucho y las industrias
de fibra sintética, incluyendo dispositivos electrónicos. Además, es utilizado como
elemento alternativo para la industria automotriz (figura 1-4).
3. Materiales cerámicos Son materiales inorgánicos constituidos por elementos
metálicos y no metálicos cohesionados químicamente, pueden ser cristalinos, no
cristalinos o mezcla de ambos.
El ladrillo, el vidrio, la porcelana, los refractarios y los abrasivos tienen baja
conductividad eléctrica y térmica, alta resistencia al calor y al desgaste, poca fricción y a
menudo son utilizados como aislantes. Los cerámicos son fuertes y duros, pero
relativamente frágiles y de bajo peso. Las nuevas técnicas de procesamiento han

6
conseguido que los cerámicos sean lo suficientemente resistentes a la fractura para que
puedan ser utilizados en aplicaciones de carga, como los impulsores en motores de
turbina (figura 1-5).

7
Tabla 1-1 Ejemplos, aplicaciones y propiedades representativas de cada familia de materiales. Un ejemplo de cerámicos es el óxido de aluminio (Al2O3), que como óxido tiene dos
ventajas con respecto al aluminio metálico, la primera es que el óxido de aluminio es
químicamente estable en una gran variedad de ambientes donde el aluminio metálico

8
se oxidaría, la segunda es que el óxido de aluminio tiene un punto de fusión mayor
(2020 °C) que el aluminio metálico (66 °C).
Figura 1-3 Resistencia representativa de diversas categorías de materiales.
Figura 1-4 Los polímeros son utilizado como elemento alternativo para la fabricación de parachoques, tableros interiores, baterías, parlantes, etc de cada vehículo.

9
Figura 1-5 Una diversidad de componentes cerámicos complejos, incluye impulsores y alabes, que permiten a los motores de turbina y motores en general operar con mayor eficiencia y temperaturas más elevadas. 4. Materiales compuestos Son mezclas de dos o más materiales, produciendo
propiedades que no se encuentran en ninguno de los materiales de manera individual.
La mayoría consta de un material reforzante y una resina compatible aglomerante con
el objeto de obtener las características específicas y propiedades deseadas.
Normalmente los componentes no se disuelven recíprocamente y pueden ser
identificados físicamente gracias a la interfase entre los componentes.
Existen muchas combinaciones diferentes de refuerzos y matrices para producirlos. Dos
tipos de materiales compuestos modernos son la fibra de vidrio reforzada en matriz de
poliéster o de epóxi y las fibras de carbono en una matriz epoxídica.
Con materiales compuestos podemos producir materiales ligeros, fuertes, dúctiles,
resistentes a altas temperaturas, o bien, podemos producir herramientas de corte duras
y a la vez resistentes al impacto. Los vehículos aéreos y aerospaciales modernos
dependen de manera importante de materiales compuestos como los polímeros
reforzados de fibra de carbono (Figura 1-6).
5. Semiconductores No son significativamente cuantitativos, pero extremadamente
importantes para las nuevas tecnologías. Aunque el silicio, el germanio y una variedad
de compuestos como el GaAs son muy frágiles, resultan esencialmente útiles para
aplicaciones electrónicas de computadoras y de comunicaciones. La conductividad
eléctrica de estos materiales puede controlarse mediante el control preciso de su
pureza química, para su uso en dispositivos electrónicos como transistores, diodos y

10
circuitos integrados. Los circuitos electrónicos pueden ser miniaturizados en un chip de
silicio (figura 1-7), además, los dispositivos microelectrónicos han hecho posible
muchos nuevos productos, como satélites, ordenadores, calculadoras, relojes digitales y
robots para soldadura.
Figura 1-6 El ala X de los helicópteros modernos depende de un material compuesto, en este caso de un polímero reforzado con fibra de carbono. 1.3 Competición Entre Materiales En El Mundo Actual
Los materiales compiten diariamente por su existencia y los nuevos mercados. El
tiempo, la tecnología y una diversidad de factores permiten la sustitución de los
materiales para diversas aplicaciones.
Factores como el costo, resistencia, ductilidad, densidad y resistencia a la degradación
por el ambiente permiten sustituir un material.
A lo largo de los últimos años se ha observado un incremento en el uso de aluminio y
polímeros por ser materiales ligeros.
En la industria aeronáutica comercial el metal ha sido parcialmente reemplazado por
materiales compuestos de menor densidad de tal forma, de reducir los costos directos
de combustible debido al peso muerto. La superficie exterior del avión esta estructurada
de compuestos avanzados, principalmente con refuerzos de kevlar y grafito (figura 1.8).
Debido que en algunas aplicaciones de diseño solo algunos materiales satisfacen las
necesidades, se debe considerar la disponibilidad y el costo. De este modo aunque el
costo sea un factor importante en el diseño de nuevos productos, los materiales

11
utilizados deben reunir también características específicas. El reemplazo de un material
por otro continuará en el futuro, ya que se descubrirán nuevos materiales y nuevos
procesos se desarrollaran.
Figura 1-7 Revisión y empaque de microchips terminados.
Figura 1-8 Moderno avión estructurada de compuestos avanzados para reducir el costo en combustible por peso muerto. 1.4 Futuras Tendencias En El Uso De Materiales
Materiales metálicos La producción de metales básicos como hierro, acero, aluminio,
cobre, cinc y magnesio, se espera que sigan en la evolución de la economía. Sin
embargo, las aleaciones existentes pueden ser mejoradas por una química optimizada y
un mayor control de la composición y técnicas de procesamiento.
Nuevas y mejoradas aleaciones como las superaleaciones de base níquel a alta
temperatura, están siendo constantemente reformadas para aumentar su tenacidad a
altas temperaturas y su resistencia a la corrosión. Al ser usados en motores aumentan
su eficiencia trabajando a altas temperaturas.

12
Nuevas técnicas de procesado como la presión isostática en caliente y la forja
isotérmica pueden mejorar la fatigosa vida de las aleaciones usadas en aviones. Así
mismo las técnicas de pulvimetalurgia seguirán siendo importantes, ya que optimizan
las propiedades de ciertas aleaciones a bajos costos.
La tecnología de solidificación rápida ya puede producir aleaciones metálicas en polvo
susceptibles de enfriamiento rápido, desde la fusión a velocidades tan altas como 1
millón de grados Celsius por segundo. Estos polvos son consolidados en barras por
varios procesos incluyendo la presión isostática en caliente.
Materiales poliméricos (plásticos) Es el material básico de mas alto crecimiento. Los
plásticos ya han sustituido a metales, vidrios y papel en la mayoría de los mercados de
volumen importante como la construcción, agricultura y medicina.
Se espera que sea el material menos caro a excepción del acero laminado en caliente.
Una tendencia es alear materiales poliméricos, así como producir nuevas aleaciones
plásticas sinergísticas.
Materiales cerámicos En la pasada década ha hecho su aparición una nueva familia
de cerámicos en ingeniería a base de nitruros, carburos y óxidos, estos materiales han
encontrado su uso para altas temperaturas y para cerámicos electrónicos. Los
materiales cerámicos son de bajo costo, pero su procesado hasta producto terminado
es lento y laborioso.
Estos materiales se dañan fácilmente por su baja ductilidad. Si se pudieran encontrar
nuevas técnicas para el desarrollo de cerámicos de alto impacto, estos materiales
podrían mostrar un resurgimiento para aplicaciones en ingeniería, donde existen altas
temperaturas y condiciones extremas. Las cerámicas de matriz compuesta son una
demostración del desarrollo/aplicación precomercial para aplicaciones a altas
temperaturas y tensiones mecánicas. Tales aplicaciones se incluyen en las turbinas de
gas e intercambiadores de calor.
Materiales compuestos Los plásticos reforzados con fibra son el tipo principal de este
material usado en la industria, siendo el vidrio la fibra dominante.

13
Los materiales compuestos avanzado como las combinaciones epóxi de fibra de vidrio y
de grafito se aplican cada ves más en aplicaciones estructurales críticas.
Se espera que los aviones comerciales de nuevo desarrollo se construyan de
materiales compuestos. Muchos vehículos aeroespaciales modernos utilizan materiales
compuestos (epóxicos reforzados con carbono) en vez de aluminio, por su mayor
relación resistencia-peso.
Materiales semiconductores El uso del silicio y otros materiales semiconductores en
estado sólido y microelectrónico han mostrado un ostensible crecimiento desde 1970 y
se espera que este crecimiento continúe. El impacto de los ordenadores y otro tipo de
equipamiento industrial con circuitos integrados hechos de chips de silicio ha sido
espectacular. Los materiales electrónicos jugaran un papel vital en las factorías del
futuro, donde casi toda la manufactura puede ser hecha por robots asistidos por
máquinas controladas por ordenador.
1.5 Fuentes De Información Para Selección De Materi ales
Para realizar la selección de un material se debe recurrir a fuentes de información
concentradas en catálogos distribuidos por el fabricante, los cuales contienen la
información necesaria sobre las distintas propiedades de los materiales mediante una
relación tripartita, la cual relaciona la información proveniente de los ensayos
mecánicos, la microestructura del material conocida mediante microscopios y los
métodos de procesamiento (figura 1-9).
1.6 Consideraciones Involucradas En La Selección De Materiales
Los materiales se seleccionan para diversas aplicaciones y componentes adecuando
las propiedades del material a las condiciones funcionales requeridas por el
componente. El primer paso en el proceso de selección requiere que se analice la
aplicación para determinar las características más importantes que debe poseer el
material ¿Debe ser el material resistente, rígido o dúctil? ¿Estará sometido a la

14
aplicación de una gran fuerza, o a una fuerza súbita intensa, a un gran esfuerzo, a
elevada temperatura o a condiciones de abrasión?.
Figura 1-9 Relación tripartita entre estructura, propiedades y método de procesamiento de los materiales. Información necesaria para la selección de un material. Deben tomarse una diversidad de decisiones importantes al seleccionar los materiales a
incorporar en un diseño, incluyendo si los materiales pueden ser transformados de
manera consistente en un producto, con las tolerancias dimensionales correctas y si
pueden mantener la forma correcta durante su uso. También, si las propiedades
mecánicas y físicas requeridas se pueden conseguir y mantener durante el uso; si el
material es compatible con otras partes de un ensamble y puede fácilmente unirse a
ellas; por otro lado, considerar que pueda reciclarse fácilmente y observar si el material
o su fabricación puede causar problemas ecológicos. Finalmente, si puede convertirse
de manera económica en un componente útil.
Como ejemplo, normalmente se calcula el costo del material con base en el costo por
libra de peso. Por lo tanto, en la selección debemos tomar en consideración la densidad
del material, la cual influye, por ejemplo, en el consumo de combustible de un vehículo
aeroespacial, donde el peso resulta crítico, ya que cualquier peso adicional incrementa
el consumo de combustible. Otro factor a considerar en la selección de materiales es la
temperatura, la cual altera de manera notable las propiedades de los materiales.
Dentro de la selección de materiales se debe plantear una pregunta sencilla y obvia
“¿Qué material debo seleccionar para determinada aplicación?”. En general los

15
materiales de uso ingenieril (metálicos, poliméricos, compuestos, cerámicos y
semiconductores) son seleccionados por alguno de los siguientes criterios:
� Resistencia mecánica (propiedades mecánicas)
� Aplicaciones para altas temperaturas
� Resistencia a la fatiga
� Tenacidad
� Resistencia al desgaste
� Resistencia a la corrosión
� Características de procesamiento (maquinabilidad, soldadura, conformabilidad)
� Costo
� Disponibilidad
� Efectos ambientales sobre el comportamiento de los materiales
� Por ultimo se debe considerar el reciclaje del material
La selección de materiales es la decisión práctica final en el proceso de diseño
ingenieril, lo cual implica tomar dos decisiones importantes por separado. Primero, debe
decidirse qué tipo de material es adecuado (metálico, cerámico, etc.), considerando los
criterios descritos anteriormente, y en segundo lugar, en cada categoría debe
localizarse el mejor material especifico; por ejemplo, ¿es preferible una aleación de
magnesio al acero?, dentro de los materiales metálicos.
1.7 Propiedades Y Ensayos De Materiales
Para que un material cumpla su función durante un ciclo de vida esperado, debe tener
la forma correcta. La cual depende básicamente de la estructura interna del material, su
procesamiento y las propiedades finales del mismo. Cuando se modifica alguno de
estos tres aspectos de la relación, cualquiera de los restantes, o ambos, también
cambian.
El procesamiento de los materiales produce la forma deseada de un componente a
partir de un material inicialmente sin forma. Los metales se pueden procesar vertiendo
16
metal líquido en un molde (fundición), conformando el metal sólido en formas útiles
mediante alta presión (forja, trefilado, extrusión, laminado, doblado), o compactando
pequeñas partículas de polvo metálico en una masa sólida (metalurgia de polvos). A
menudo un material se trata térmicamente por debajo de su temperatura de fusión para
lograr modificar su estructura, el tipo de procesamiento que utilizamos dependerá, por lo
menos de manera parcial, de las propiedades y por lo tanto, de la estructura del
material.
Las propiedades de un material se pueden definir en dos categorías: mecánicas y
físicas. Las propiedades mecánicas, que describen la forma en que el material
responde a una fuerza aplicada, incluyen resistencia, rigidez y ductilidad. Sin embargo,
a menudo estamos interesados en la manera en que se comporta un material al ser
expuesto a un golpe repentino e intenso (impacto), sometido a la aplicación de cargas
cíclicas en el tiempo (fatiga), expuesto a altas temperaturas (termofluencia) o sujeto a
condiciones abrasivas (desgaste). A menudo cambios estructurales pequeños tienen
un efecto profundo sobre las propiedades mecánicas.
Las propiedades físicas, que incluyen el comportamiento eléctrico, magnético, óptico,
térmico, elástico y químico dependen tanto de la estructura como del procesamiento de
un material.
Procesado de metales y aleaciones Los materiales metálicos de uso ingenieril
pueden ser obtenidos en tres categorías principales:
1. Aleaciones forjadas o conformadas
2. Aleaciones fundidas
3. Aleaciones obtenidas por pulvimetalurgia
Las aleaciones forjadas como las fundidas tienen en común el paso del estado líquido al
sólido (fusión y posterior solidificación). Las aleaciones fabricadas por pulvimetalurgia,
en cambio, tienen su origen en la aglomeración y sinterización de polvos metálicos (y/o
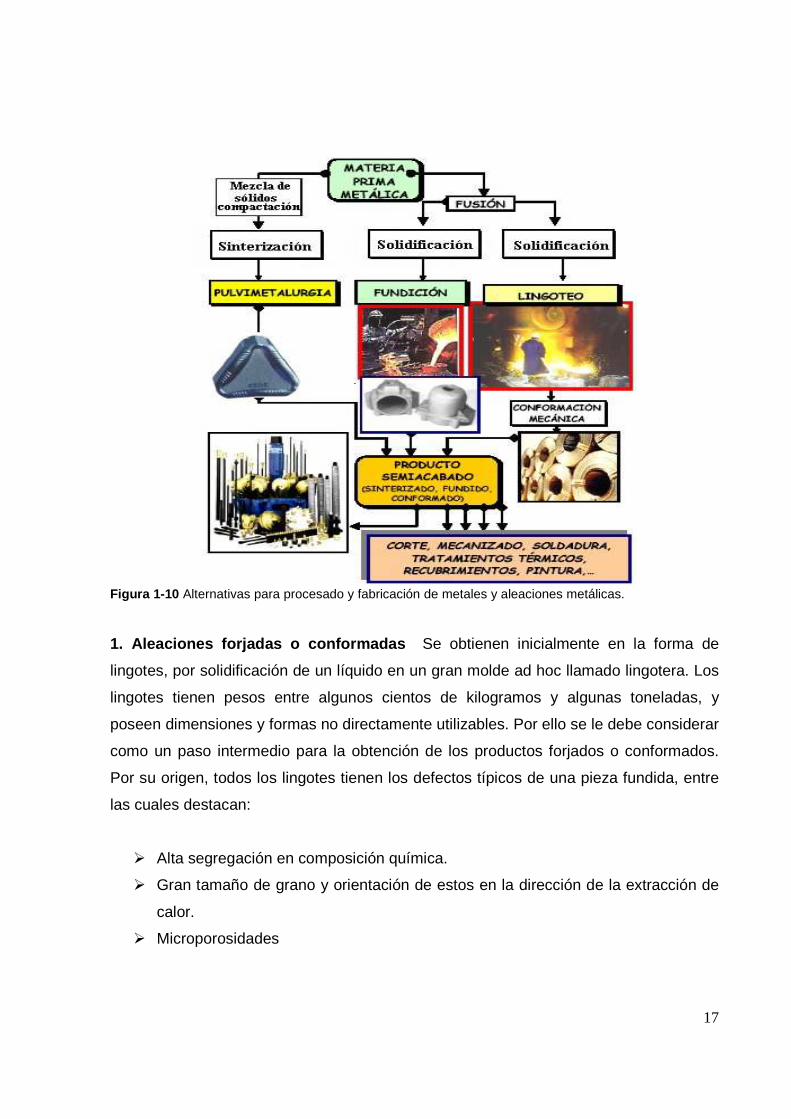
no metálicos), mezclados y tratados en estado sólido. La figura 1-10 esquematiza las
alternativas de fabricación de productos metálicos.
17
Figura 1-10 Alternativas para procesado y fabricación de metales y aleaciones metálicas. 1. Aleaciones forjadas o conformadas Se obtienen inicialmente en la forma de
lingotes, por solidificación de un líquido en un gran molde ad hoc llamado lingotera. Los
lingotes tienen pesos entre algunos cientos de kilogramos y algunas toneladas, y
poseen dimensiones y formas no directamente utilizables. Por ello se le debe considerar
como un paso intermedio para la obtención de los productos forjados o conformados.
Por su origen, todos los lingotes tienen los defectos típicos de una pieza fundida, entre
las cuales destacan:
� Alta segregación en composición química.
� Gran tamaño de grano y orientación de estos en la dirección de la extracción de
calor.
� Microporosidades

18
Estas características hacen que un material metálico en forma de lingote tenga
propiedades mecánicas heterogéneas (segregación en composición, y granos grandes
y orientados) y, además, pobres desde el punto de vista de la resistencia y tenacidad
(tamaño de grano grande). Si el lingote es deformado en caliente, por operaciones de
laminación y/o forja, se logra la eliminación de la microporosidad, la homogenización de
la composición química, y un fuerte refinamiento de la estructura de granos del material.
Con esto se obtiene la categoría de materiales forjados o conformados mostrados en la
figura 1-11.
Figura 1-11 Barras, laminas y perfiles son productos conformados obtenidos de un lingote. 2. Aleaciones para fundición Estas son vaciadas desde su estado líquido a un molde
con la geometría final, y con las dimensiones aproximadas de la pieza a utilizar. Tienen
los mismos defectos de las piezas fundidas comentados anteriormente, con la
diferencia que en este caso los defectos no son eliminados, por no haber operaciones
de conformado a continuación de la fabricación de la pieza fundida.
En esta categoría de materiales es posible disponer de piezas fundidas (figura 1-12) en
dos alternativas de condición final: piezas en la condición como fundida, y piezas
tratadas térmicamente. En el primer caso, la pieza mantendrá todos sus defectos, en
tanto en el segundo eliminará en gran medida la microsegregación, adquiriendo a la vez
un tamaño de grano más fino. Las microporosidades, en cambio, no se eliminan con el
tratamiento térmico.

19
Figura 1-12 La diversidad de piezas fundidas ilustradas son obtenidas en moldes permanentes de fundición. 3. Aleaciones obtenidas por pulvimetalurgia La tercera categoría de materiales
incluye a aquellos fabricados por procesos de pulvimetalurgia. En este caso la pieza se
fabrica a partir de polvos metálicos, los cuales se mezclan en estado sólido, se
compactan en una matriz con la forma de la pieza, y se sinterizan a temperaturas
elevadas (figura 1-13). Mediante este último tratamiento, se logra el “pegado” de las
partículas metálicas entre sí, dándose lugar a un mayor grado de densificación del
producto. Esta última variable permite diseñar productos con un cierto grado de
porosidad.
La técnica de pulvimetalurgia es la única que permite la obtención de materiales
compuestos, prácticamente imposibles de obtener por otros medios: cobre-carburo de
tungsteno (contactos eléctricos), cobalto-carburo de tungsteno (herramientas de corte),
etc. La figura 1-14 muestra algunos ejemplos y aplicaciones de compuestos
pulvimetalúrgicos.
Propiedades mecánicas La gran mayoría de los materiales se utilizan en diseños
ingenieriles por muchas razones, pero por lo regular sirven como elementos
estructurales. Por esta razón nos concentraremos en las propiedades mecánicas, las
cuales pueden resumirse en.
� Resistencia a la tracción
� Resistencia a la fluencia
� Ductilidad
� Tenacidad
� Dureza

20
Las propiedades pueden alterarse por:
� Tratamientos térmicos (ciclos térmicos)
� Tratamientos termoquímicos (carburización)
� Tratamientos termomecánicos (deformación)
� Procesos de fabricación (soldadura)
Figura 1-13 Los polvos metálicos se mezclan en estado sólido y compactan en una matriz con la forma geométrica de la pieza. La sinterización a elevadas temperaturas produce el pegado de las partículas densificando el producto.
Figura 1-14 Ejemplos y aplicaciones de compuestos pulvimetalúrgicos.

21
Sin embargo, se debe saber cómo se obtienen las propiedades listadas en los
manuales, saber qué significan y darse cuenta que resultan de pruebas ideales que
pueden no aplicarse con exactitud a casos reales de la ingeniería.
Ensayos mecánicos Los ensayos son realizados según normas para asegurar
procedimientos, de tal forma de disponer de resultados comparables y realizar
especificaciones. Ejemplos de normas aplicadas en materiales son:
ASTM: American Society For Testing Materials
AISI : American Iron And Steel Institute
SAE : Society Of Automotive Engeneering
NCH : Norma Chilena
CDA : Copper Development Association
UNS : Unified Numbering System
DIN : Instituto de estándares alemán
ISO : Organización internacional de normalización
Deformación elástica y plástica Cuando una pieza es sometida a una fuerza de
tracción axial se produce una deformación del metal. Si el metal vuelve a sus
dimensiones cuando la fuerza cesa, se dice que el material a experimentado una
deformación elástica. Si el metal es deformado hasta un punto que no puede recuperar
completamente sus dimensiones originales, se dice que ha experimentado una
deformación plástica.
Esfuerzo y deformación en ingeniería La figura 1-15 entrega valores de la carga (F)
y desplazamiento (u) sobre una probeta normalizada de longitud l0 y un área de la
sección transversal A0 sometida a una fuerza de tensión uniaxial F. Por definición el
esfuerzo σ en la barra es igual al cociente entre la fuerza uniaxial media F y la sección
transversal original A0.
Esfuerzo σ = F (fuerza de tensión uniaxial) A0 (área original de la sección transversal)

22
Al aplicar la fuerza de tensión uniaxial a la probeta se produce una elongación en la
dirección de la fuerza. Tal desplazamiento se llama deformación. Por definición la
deformación en la barra es igual al cociente del cambio de longitud de la muestra en la
dirección de la fuerza dividido por la longitud original.
Deformación e = l-l0 (∆l variación de la longitud de la muestra) l0 (longitud original de la muestra) La mayoría de los datos o resultados de las propiedades mecánicas (resistencia, ductilidad) se generan a partir del ensayo de tracción.
Figura 1-15 Diagrama esfuerzo-deformación para una probeta normalizada. Ensayo De Tracción El ensayo de tracción mide la resistencia de un material a la
aplicación gradual de una fuerza axial. La prueba consiste en romper la muestra de
metal en un periodo de tiempo relativamente corto a una velocidad constante. La figura
1-16 es una fotografía de una moderna máquina de ensayo de tracción e ilustra
esquemáticamente como se analiza una muestra por tensión.
Los resultados pueden aplicarse a todos los tamaños y formas si se transforma o
normaliza la fuerza a esfuerzo y el desplazamiento en deformación.

23
Figura 1-16 A la izquierda una máquina de ensayo de tensión. La figura de la derecha es una ilustración esquemática del modo de operación. Los datos obtenidos del registro gráfico del ensayo permite construir una gráfica del
esfuerzo mecánico respecto a la deformación. La figura 1-17 muestra un diagrama de
esfuerzo-deformación.
Figura 1-17 Curva esfuerzo-deformación obtenida a partir del ensayo de tracción.

24
Las propiedades mecánicas de metales y aleaciones que pueden ser obtenidas a través
del ensayo de tracción son:
Módulo de elasticidad Al iniciar el ensayo la deformación que sufre la muestra es de
naturaleza elástica. Para los metales la máxima deformación elástica es normalmente
inferior al 0.5%. En general, los metales y las aleaciones muestran una relación lineal
entre el esfuerzo y la deformación en la región elástica del diagrama esfuerzo-
deformación que esta descrito por la ley de Hooke.
σ (esfuerzo) = E e (deformación elástica)
E = σ (esfuerzo)
e (deformación elástica)
Donde E (propiedad de cada material relacionada con la temperatura de fusión) es el
módulo de elasticidad o módulo de Young, relacionado con la fuerza de enlace entre los
átomos en un metal o aleación.
Esfuerzo de fluencia El esfuerzo de fluencia corresponde a la fuerza o carga a la que
un metal o aleación experimenta una deformación plástica significativa. El esfuerzo de
fluencia se determina a partir del diagrama de la curva esfuerzo-deformación.
Resistencia máxima a la tensión La resistencia máxima a la tensión es la máxima
fuerza alcanzada en la curva esfuerzo-deformación. Al disminuir el área de la sección
transversal de la muestra (comúnmente llamado garganta o estricción) el esfuerzo
disminuirá hasta que se produzca la ruptura. Mientras más dúctil es un metal, más se
alargará la muestra antes de la ruptura y, por consiguiente, mayor será la disminución
en el esfuerzo sobre la curva esfuerzo-deformación más allá del máximo esfuerzo.
Porcentaje de elongación La cantidad de elongación que una muestra experimenta
durante la prueba proporciona información sobre la ductilidad de un metal, en general, a
mayor ductilidad (cuanto más deformable es el material), mayor es el porcentaje de

25
elongación. El porcentaje de elongación puede calcularse uniendo la muestra ya
fracturada y midiendo la elongación final a partir de la ecuación:
% elongación = longitud final-longitud inicial * 100
longitud inicial
% elongación = l-l0 * 100 l0
Porcentaje de reducción del área La ductilidad de un metal o aleación también puede
expresarse en términos del porcentaje de reducción del área. Así, después del ensayo
se mide el diámetro de la sección transversal reducido luego de la fractura para calcular
el área final de la muestra. Usando las medidas del diámetro inicial y final el porcentaje
de reducción puede ser determinado a partir de la ecuación:
% reducción del área = Área inicial-área final * 100
área inicial
% reducción del área = A0-Af * 100 A0
Esfuerzo real-deformación real: El esfuerzo se calcula dividiendo la carga aplicada F
sobre la probeta ensayada por el área de su sección original, A0. Pero debido a que el
área de la muestra varia continuamente durante el ensayo, el calculo del esfuerzo no
puede ser preciso. De este modo, una vez que comienza la estricción durante el ensayo
de tensión, el esfuerzo real es mayor que el esfuerzo en ingeniería o real.
Ensayo de fatiga Los ensayos de fatiga permiten caracterizar y evaluar el
comportamiento de materiales frente a solicitaciones cíclicas. Las cargas aplicadas son
siempre menores que las necesarias para ocasionar macrofluencia. Con muchos ciclos
se va sumando las microdeformaciones y aparecen en la superficie grietas, que en
momentos de esfuerzos de tracción crecen, y por tanto el área resistente es menor y
luego de "n" ciclos se produce la falla por fatiga.
El ensayo de fatiga más común es la prueba de balancín rotatorio, en la cual la
superficie de la muestra se pule y se le da forma ligeramente afilada hacia el centro

26
para luego ser sometida a esfuerzos alternativos de tensión y compresión de igual
magnitud mientras se la hace girar. La figura 1-18 es una fotografía de una moderna
máquina de ensayo de fatiga e ilustra un diagrama esquemático de una máquina de
fatiga.
Los datos obtenidos del registro gráfico del ensayo permite construir una gráfica de
curvas, en las cuales el esfuerzo que origina el fallo es representado frente al número
de vueltas o ciclos para las que se ha producido el fallo. La figura 1.19 muestra un
diagrama de esfuerzo y número de ciclos a la fractura de un acero de herramienta y de
una aleación de aluminio.
Figura 1-18 A la izquierda se ilustra una máquina para ensayo de fatiga. A la derecha diagrama esquemático de una máquina de fatiga de flexión alternada de R-R moore.
Figura 1-19 Curvas de esfuerzo frente a número de ciclos (SN).

27
Al someter una muestra de metal dúctil homogéneo a esfuerzos cíclicos, se producen
cambios estructurales básicos durante el proceso de fatiga:
1. Iniciación de la fractura. Aparecen los primeros síntomas del daño ocasionado por
fatiga.
2. Crecimiento de la banda de deslizamiento de la fractura. El inicio de la fractura se
debe a que la deformación plástica no es un proceso completamente reversible. La
deformación plástica en una dirección, alternativamente en un sentido y después en
sentido opuesto, origina arrugas superficiales y ranuras llamadas extrusiones e
intrusiones en banda deslizante que se crean en la superficie de la muestra. Estas
irregularidades originan la fractura, las cuales se propagan dentro de la muestra a lo
largo de planos sometidos a altos esfuerzos cortantes. Esto se llama fase I del
crecimiento de la fractura por fatiga, donde la velocidad de crecimiento de la fractura es
por lo general muy baja.
3. Crecimiento de la fractura en planos de alto esfuerzo de tensión. Durante la fase I la
fractura puede crecer en un metal policristalino solamente unos diámetros granulares
antes de que cambie su dirección para ser perpendicular a la dirección del esfuerzo de
máxima tensión en la muestra. En la fase II una fractura definida se propaga a una
escala relativamente rápida y se crean estrías por fatiga a medida que la fractura
avanza a través de la sección transversal de la muestra. Estas estrías son útiles en la
determinación del origen y la dirección de propagación de las fracturas que producen el
fallo.
4. Fallo dúctil terminal. Finalmente cuando la fractura cubre un área suficiente para que
el metal restante en la sección transversal no pueda soportar la carga aplicada, la
muestra se rompe por un fallo dúctil.
La resistencia a la fatiga de un material puede verse afectada por factores como: 1. Concentración de esfuerzos.
2. Rugosidades superficiales.

28
3. Estado de la superficie: Debido a que los fallos por fatiga se producen en la superficie
del material, cualquier cambio (como tratamientos de endurecimiento) en las
condiciones de la superficie afectara la resistencia a la fatiga.
4. El medio ambiente. El ambiente corrosivo acelera la velocidad a la cual se propaga la
fatiga.
Ensayo de termofluencia Para diseños que operan a elevadas temperaturas, la
termofluencia de los materiales es el factor limitante con respecto a la temperatura
máxima de operación.
Para determinar las características de termofluencia de un material se aplica un
esfuerzo constante a una probeta cilíndrica policristalina colocada en un horno a
temperatura constante (muchos ensayos son realizados usando diferentes grados de
esfuerzo a temperatura constante o diferentes temperaturas a esfuerzo constante). En
la figura 1-20 se puede observar una máquina utilizada en los ensayos de termofluencia
y un esquema representativo. Cuando el cambio de longitud de la muestra, por encima
de un periodo de tiempo, se representa frente a incrementos de tiempo, se obtiene una
curva de termofluencia tal como muestra la figura 1-21.
Figura 1-20 A la izquierda una moderna máquina utilizada en los ensayos de termofluencia. A la derecha se observar un esquema general del ensayo.

29
Figura 1-21 Curva típica de termofluencia para un metal. En la gráfica se representa el tiempo frente al comportamiento bajo deformación de un metal o aleación sometido a una carga constante y temperatura constante. La segunda etapa de la termofluencia es la de mayor interés para el ingeniero por las condiciones en las cuales se produce la termofluencia generalizada. La curva de termofluencia indica primero una instantánea y rápida elongación de la
muestra. Seguidamente la muestra exhibe una etapa en la que la rapidez de la
deformación decrece progresivamente con el tiempo. La pendiente de la curva se llama
rapidez de la termofluencia. Así durante la primera etapa, la rapidez de la termofluencia
decrece con el tiempo y el metal se endurece por deformación para soportar la carga
aplicada. Después de la etapa primaria tiene lugar la segunda etapa en la que la
rapidez de la termofluencia se mantiene constante, por lo cual se denomina
termofluencia de estado estacionario. Finalmente, en la tercera etapa, se produce un
incremento exponencial de la rapidez de la termofluencia con el tiempo debido a la
estricción de la muestra hasta la deformación para la cual se produce la fractura. La
curva depende básicamente de la carga aplicada y de la temperatura. Así esfuerzos y
temperaturas elevadas aumentan notablemente la rapidez de la termofluencia.
Ensayo de impacto (Charpy) La capacidad de un material de resistir un impacto y
absorber la energía antes de fracturarse suele denominarse tenacidad. El ensayo de
impacto es realizado para poder seleccionar y/o evaluar un material ante solicitaciones
de impacto. Una fotografía y un diagrama esquemático de una máquina sencilla de
ensayo de impacto aparecen representados en la figura 1-22. Un método de utilización

30
de este aparato consiste en colocar una muestra con talla V Charpy (mostrado en la
parte superior de la figura) entre mordazas paralelas en la máquina. En el ensayo, un
péndulo pesado que parte desde una altura H0, gira describiendo un arco para luego
golpear y fracturar la probeta alcanzando una altura final Hf. Conociendo la masa del
péndulo y la diferencia entre su altura inicial y final, se puede medir la energía absorbida
por la fractura. La figura 1.23 muestra el efecto relativo de la temperatura sobre la
energía de impacto. Este ensayo puede ser usado en la determinación del rango de
temperaturas para la transición de dúctil a quebradizo, en metales y aleaciones, a
medida que la temperatura disminuye. Los materiales BCC al ser ensayados a distintas
temperaturas presentan el comportamiento típico descrito en la curva de la figura 1-23.
Baja temperatura frágil, alta temperatura dúctil.
Figura 1-22 A la izquierda se ilustra una moderna máquina para el ensayo de impacto. A la derecha un esquema de un aparato estándar.

31
Figura 1-23 Efecto de la temperatura sobre la energía absorbida durante el impacto. Resultados del ensayo de impacto El contenido de carbono en los aceros afecta a
este rango de temperatura de transición, como muestra la figura 1-24. No todos los
materiales presentan una temperatura de transición. En el diagrama se observa que los
materiales de estructura BCC tienen temperatura de transición y la mayoría de los
metales de estructura FCC no la tienen, pero pueden absorber altas energías las cuales
decrecen gradual y lentamente. Obsérvese que en los aceros al carbono (BCC) a
medida que disminuye su % de carbono, aumenta la energía absorbida en impacto a
altas temperaturas, y no así a bajas temperaturas. Además, cuando aumenta el
contenido en carbono, los aceros se vuelven más quebradizos y se absorbe menos
energía en el impacto durante la fractura. Otro factor importante es el tamaño de grano,
un material con tamaño de grano grande posee un comportamiento más frágil.

32
Figura 1-24 Representaciones del efecto del contenido en carbono sobre la temperatura de la energía de impacto para distintos aceros, propiedades de dos aceros al carbono (BCC) y un acero inoxidable (FCC) en un ensayo charpy con probeta con muesca en V.
Ensayo de dureza La dureza es una medida de la resistencia de un metal a la
deformación (plástica) permanente. El ensayo de dureza mide la resistencia a la
penetración o deformación puntual sobre la superficie de un material, efectuada por un
elemento penetrador que es generalmente una esfera, una pirámide o un cono,
fabricado de un material mucho más duro que el material que está siendo ensayado
(por ejemplo, de acero endurecido, de carburo de tungsteno, o de diamante). Para la
mayoría de los ensayos se emplea una carga conocida, presionando gradualmente el
penetrador a 90° en la superficie de la muestra. Después de realizada la hendidura se
retira el elemento penetrador de la superficie (figura 1-25).
Los valores de dureza empíricos se calculan a partir de fórmulas usando las mediciones
de la geometría de la hendidura. Las mediciones de microdureza se hacen mediante el
uso de un microscopio de alta potencia. La figura 1-26 muestra un moderno controlador
de dureza.

33
Se han diseñado diversas pruebas de dureza, pero las más comúnmente usadas son
los ensayos Brinell, Vickers, knoop y Rockwell, dependiendo el número de dureza de la
forma del penetrador y la carga aplicada.
Figura 1-25 Prueba de dureza, etapas en la medida de dureza con penetrador cono de diamante.
Figura 1-26 Moderno controlador de dureza.