TUBERÍAS INDUSTRIALES (PIPING) · 3 Materiales Se emplean en la actualidad gran variedad de...
129
Col-legi de Delineants Projectistes i Tècnics Superiors en desenvolupament de proyectes de Tarragona TUBERÍAS INDUSTRIALES (PIPING) TEMA 1 — Materiales y accesorios Definiciones Materiales Métodos De Fabricación Tuberías y Tubos Medios De Unión Otros Medios De Unión Temperatura y Presión TEMA 2 — Especificaciones y Planos Especificaciones de Tubo Diseño de Planos de Tuberías Importancia del conocimiento del proceso Planos de Tuberías TEMA 3 — Soportes de Tuberías Soportes de Tuberías Juntas de expansión Apendice A Roscas Par de apriete Unidades de rugosidad Termoelementos Prueba de impacto: Ensayo Charpy Ensayo de resilencia Simbolos de soldadura Procedimientos de soldadura
Transcript of TUBERÍAS INDUSTRIALES (PIPING) · 3 Materiales Se emplean en la actualidad gran variedad de...
Col-legi de Delineants Projectistes i Tècnics Superiors en desenvolupament de proyectes de Tarragona
TUBERÍAS INDUSTRIALES (PIPING) TEMA 1 — Materiales y accesorios Definiciones Materiales Métodos De Fabricación Tuberías y Tubos Medios De Unión Otros Medios De Unión Temperatura y Presión TEMA 2 — Especificaciones y Planos Especificaciones de Tubo Diseño de Planos de Tuberías Importancia del conocimiento del proceso Planos de Tuberías TEMA 3 — Soportes de Tuberías Soportes de Tuberías Juntas de expansión Apendice A Roscas Par de apriete Unidades de rugosidad Termoelementos Prueba de impacto: Ensayo Charpy Ensayo de resilencia Simbolos de soldadura Procedimientos de soldadura

2
TEMA 1 (Materiales y accesorios) CONTENIDO
Definiciones ____________________________________________________________________________ Materiales_______________________________________________________________________________ Métodos De Fabricación __________________________________________________________________ Fundición______________________________________________________________________________ Forja__________________________________________________________________________________ Extrusión ______________________________________________________________________________ Laminación ____________________________________________________________________________ Tubos con Costura ______________________________________________________________________ Tuberías y Tubos __________________________________________________________________________ Aceros al Carbono ______________________________________________________________________ Tipos de aceros al Carbono con o sin costura para conducción. _________________________________ Tubos de aceros aleados e inoxidables. _____________________________________________________ Medios De Unión _______________________________________________________________________ Uniones Roscadas ______________________________________________________________________ Uniones Soldadas ______________________________________________________________________ Soldadura a Tope ______________________________________________________________________ Soldadura de Enchufe (socket weld) _______________________________________________________ Soldadura Solapada ____________________________________________________________________ Bridas (Flanges) _______________________________________________________________________ Otros Medios De Unión __________________________________________________________________ De Compresión ________________________________________________________________________ Uniones Patentadas (Juntas Dresser, Victaulic, etc) __________________________________________ Derivaciones especiales__________________________________________________________________ Temperatura y Presión __________________________________________________________________
Definiciones Llámese tubería a un conjunto de tubos, conductos cerrados destinados al transporte de fluidos, y sus accesorios. La gran mayoría de las Tuberías actúa como conductos a presión es decir, sin superficie libre, Con el fluido mojando toda su área transversal, a excepción de los desagües o alcantarillado donde el Fluido trabaja con superficie libre, como canales. La necesidad del uso de Tuberías surge del hecho de que el punto de almacenamiento o Generación de los fluidos se encuentra generalmente distante de los puntos de utilización. Se usan para el transporte de todos los fluidos conocidos líquidos o gaseosos, para materiales pastosos o pulpa y para los fluidos en suspensión, en toda la gama de presiones que se usan en la Industria, desde el vacío absoluto hasta presiones de hasta 4000 kg/cm2 (400MPa) y desde cero Absoluto hasta las temperaturas de fusión de los metales. Su empleo se remonta a la antigüedad, pero su aplicación industrial y fabricación comercial recién se desarrolla a fines del siglo XIX por la necesidad de que los materiales resistieran las crecientes presiones motivadas por la utilización del vapor. La importancia de las Tuberías es muy grande y son, de los equipos industriales, los más usados. El costo puede llegar al 50% o 70% de los equipos de una planta de proceso y el 15% a 20% del total de la instalación. En complejos mineros estas cifras se reducen por la incidencia de costo de las instalaciones del tratamiento del mineral, pero representa un 6% a 8% de las HH de ingeniería y del 10% al 12% del costo total. Estas son obviamente dependientes de la naturaleza de la instalación industrial, ya que en caso de una Refinería electrolítica de cobre, éstas cifras son superadas ampliamente.

3
Materiales Se emplean en la actualidad gran variedad de materiales para la fabricación de Tuberías. Las Normas ASTM (American Society for Testing and Materials), por ejemplo, específica más de 150 diferentes tipos. Podemos resumirlos en el siguiente cuadro: Ferrosos Acero al Carbono (Carbón Steel) Acero de baja aleación (Low alloy steel) Acero inoxidable (Stainless steel) Hierro fundido (Cast Steel) Hierro forjado (Wrough Iron) No Ferrosos Cobre Latón (Brass) Bronce Monel (aleación Niquel-Cobre) Niquel Plomo Aluminio Titanio, Zirconio etc.
Materiales Plásticos Cloruro de Polivinilo PVC Politetrafluoroetileno (Teflon) Poliestireno, Polietileno Epoxi, Poliester etc Tuberías No Metálicas Vidrio Cerámica Barro vidriado Porcelana Hormigón armado Caucho Cemento - amianto etc. Plomo, estaño Tuberías Metálicas con Revestimiento Anticorrosivo Tubos de acero o hierro con revestimiento de: Materiales Plásticos Caucho Vidrio Porcelana Cemento, etc.
4
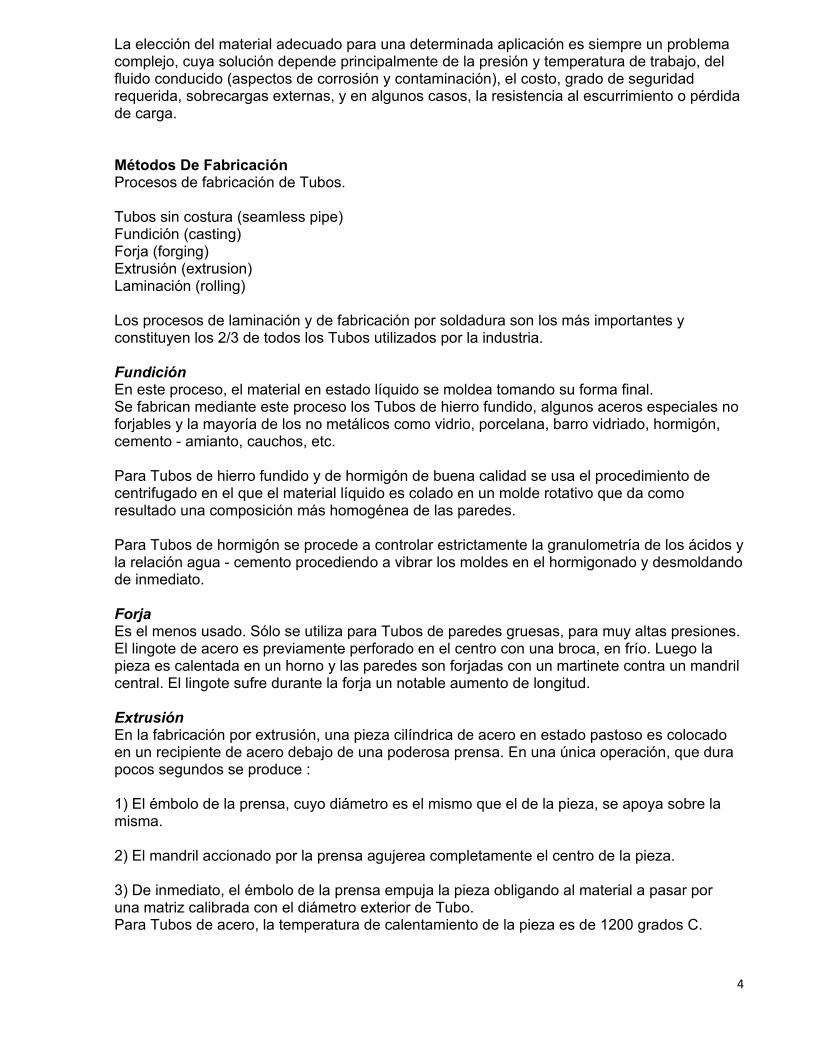
La elección del material adecuado para una determinada aplicación es siempre un problema complejo, cuya solución depende principalmente de la presión y temperatura de trabajo, del fluido conducido (aspectos de corrosión y contaminación), el costo, grado de seguridad requerida, sobrecargas externas, y en algunos casos, la resistencia al escurrimiento o pérdida de carga. Métodos De Fabricación Procesos de fabricación de Tubos. Tubos sin costura (seamless pipe) Fundición (casting) Forja (forging) Extrusión (extrusion) Laminación (rolling) Los procesos de laminación y de fabricación por soldadura son los más importantes y constituyen los 2/3 de todos los Tubos utilizados por la industria. Fundición En este proceso, el material en estado líquido se moldea tomando su forma final. Se fabrican mediante este proceso los Tubos de hierro fundido, algunos aceros especiales no forjables y la mayoría de los no metálicos como vidrio, porcelana, barro vidriado, hormigón, cemento - amianto, cauchos, etc. Para Tubos de hierro fundido y de hormigón de buena calidad se usa el procedimiento de centrifugado en el que el material líquido es colado en un molde rotativo que da como resultado una composición más homogénea de las paredes. Para Tubos de hormigón se procede a controlar estrictamente la granulometría de los ácidos y la relación agua - cemento procediendo a vibrar los moldes en el hormigonado y desmoldando de inmediato. Forja Es el menos usado. Sólo se utiliza para Tubos de paredes gruesas, para muy altas presiones. El lingote de acero es previamente perforado en el centro con una broca, en frío. Luego la pieza es calentada en un horno y las paredes son forjadas con un martinete contra un mandril central. El lingote sufre durante la forja un notable aumento de longitud. Extrusión En la fabricación por extrusión, una pieza cilíndrica de acero en estado pastoso es colocado en un recipiente de acero debajo de una poderosa prensa. En una única operación, que dura pocos segundos se produce : 1) El émbolo de la prensa, cuyo diámetro es el mismo que el de la pieza, se apoya sobre la misma. 2) El mandril accionado por la prensa agujerea completamente el centro de la pieza. 3) De inmediato, el émbolo de la prensa empuja la pieza obligando al material a pasar por una matriz calibrada con el diámetro exterior de Tubo. Para Tubos de acero, la temperatura de calentamiento de la pieza es de 1200 grados C.

5
Las prensas son verticales y pueden alcanzar un esfuerzo de 1500t. Los Tubos salen de la operación con paredes gruesas. De allí son llevados aún calientes, a un laminador de cilindros o rolos para reducir su diámetro. Finalmente van a otros laminadores para lograr un diámetro final normalizado y reducción mayor del espesor. Con este proceso se fabrican Tubos de diámetro nominal de hasta 3" en acero y también de aluminio, cobre, latón, bronce, plomo y materiales plásticos.
Laminación Los procesos de laminación son los más importantes para la fabricación de Tubos sin costura. Se emplean para Tubos de acero al carbono, de baja aleación e inoxidables. Uno de los más difundidos, el proceso "Mannesmann" es el siguiente : 1. Un lingote de acero con diámetro aproximado del Tubo que se quiere fabricar, se calienta a una temperatura de aproximadamente 1200 grados C y llevado al denominado " laminador oblicuo". 2. El laminador oblicuo está formado por rolos de doble cono, con ángulos muy pequeños. El lingote es colocado entre dos rolos que giran, lo prensan y a la vez le imprimen un movimiento de rotación y otro de traslación. 3. A consecuencia del movimiento de traslación el lingote es presionado contra un mandril cónico que se encuentra entre los rolos. El mandril abre un agujero en el centro del lingote, transformándolo en un tubo y alisando continuamente la superficie interior del mismo. El mandril está fijo y su longitud es mayor que la del tubo a formar (FIG. 2) 4. El tubo formado en la primera operación tiene aún paredes muy gruesas. Es llevado entonces a un segundo laminador oblicuo, luego de haber sido retirado el mandril y estando aún caliente, que adelgaza las paredes ajustando el diámetro externo y aumentando su longitud. 5. Al pasar por los laminadores oblicuos el tubo se curva. Se le hace pasar de inmediato por un tren enderezador consistente en rodillos con la curva del diámetro exterior del tubo, dispuestos para ejercer fuerzas laterales que finalmente dejan el tubo recto.
6
6. Finalmente el tubo sufre una serie de calibraciones y alisado de las superficies interna y externa(FIG. 3). Este proceso se usa en tubos de 3" a 12" y en Estados Unidos hasta 24".
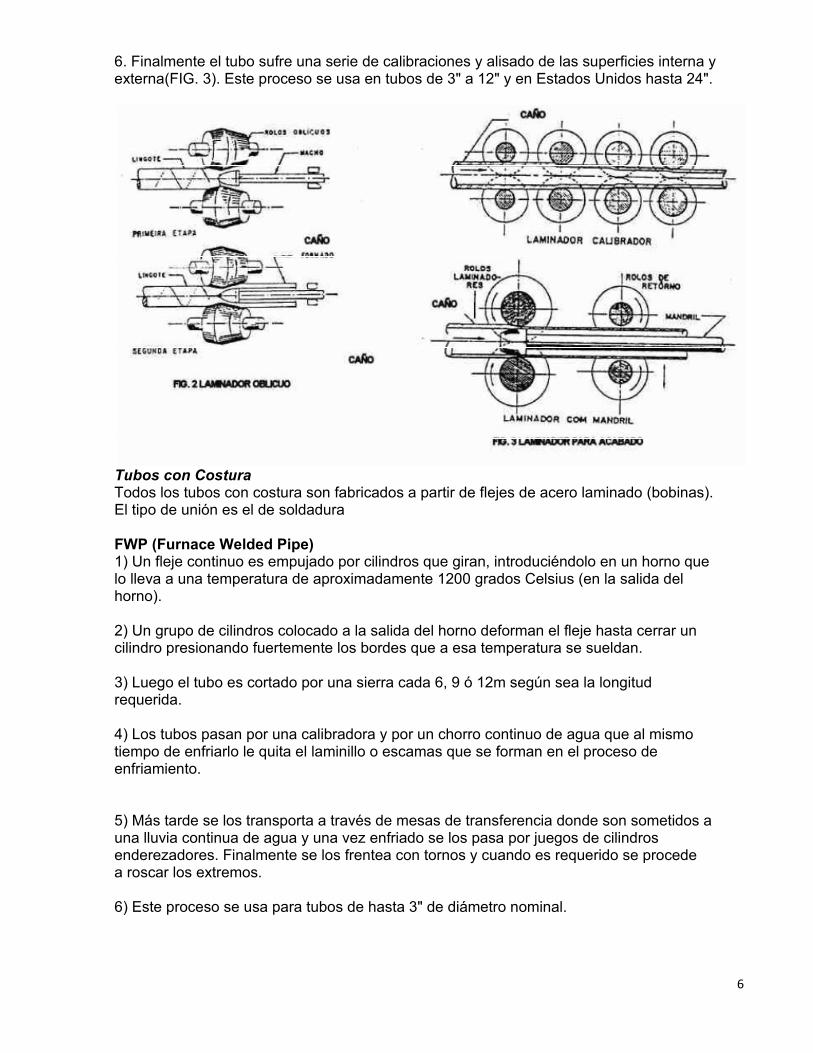
Tubos con Costura Todos los tubos con costura son fabricados a partir de flejes de acero laminado (bobinas). El tipo de unión es el de soldadura FWP (Furnace Welded Pipe) 1) Un fleje continuo es empujado por cilindros que giran, introduciéndolo en un horno que lo lleva a una temperatura de aproximadamente 1200 grados Celsius (en la salida del horno). 2) Un grupo de cilindros colocado a la salida del horno deforman el fleje hasta cerrar un cilindro presionando fuertemente los bordes que a esa temperatura se sueldan. 3) Luego el tubo es cortado por una sierra cada 6, 9 ó 12m según sea la longitud requerida. 4) Los tubos pasan por una calibradora y por un chorro continuo de agua que al mismo tiempo de enfriarlo le quita el laminillo o escamas que se forman en el proceso de enfriamiento. 5) Más tarde se los transporta a través de mesas de transferencia donde son sometidos a una lluvia continua de agua y una vez enfriado se los pasa por juegos de cilindros enderezadores. Finalmente se los frentea con tornos y cuando es requerido se procede a roscar los extremos. 6) Este proceso se usa para tubos de hasta 3" de diámetro nominal.
7
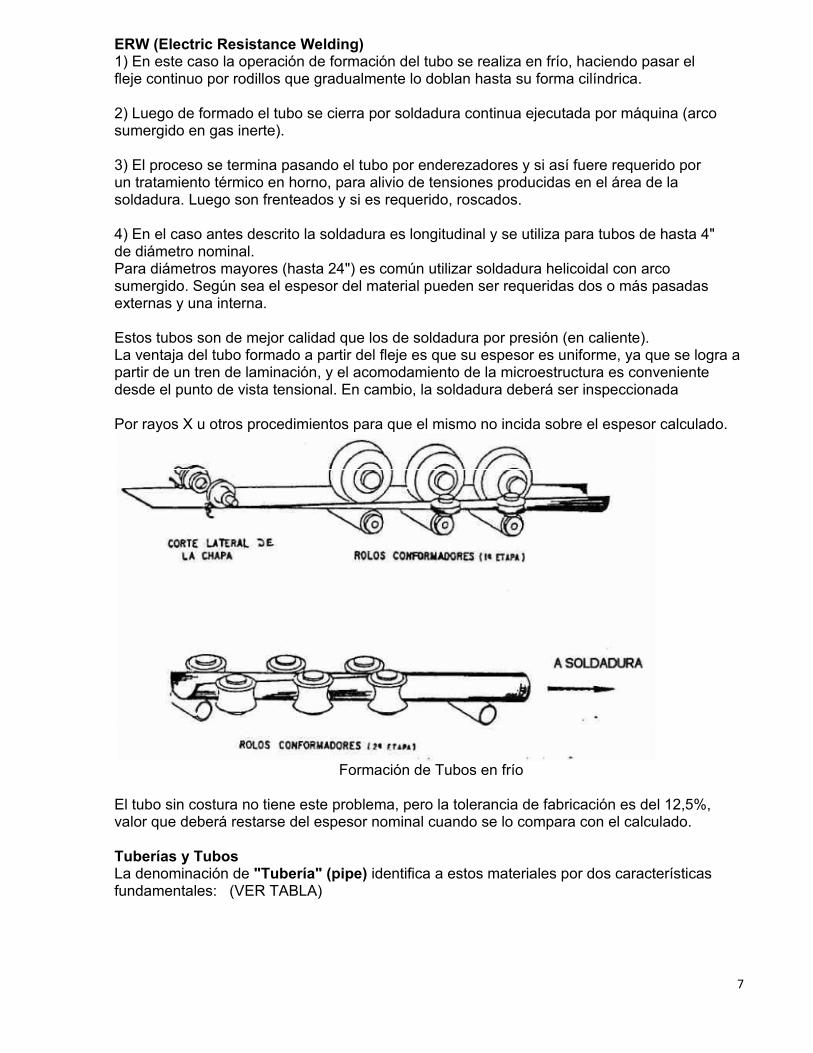
ERW (Electric Resistance Welding) 1) En este caso la operación de formación del tubo se realiza en frío, haciendo pasar el fleje continuo por rodillos que gradualmente lo doblan hasta su forma cilíndrica. 2) Luego de formado el tubo se cierra por soldadura continua ejecutada por máquina (arco sumergido en gas inerte). 3) El proceso se termina pasando el tubo por enderezadores y si así fuere requerido por un tratamiento térmico en horno, para alivio de tensiones producidas en el área de la soldadura. Luego son frenteados y si es requerido, roscados. 4) En el caso antes descrito la soldadura es longitudinal y se utiliza para tubos de hasta 4" de diámetro nominal. Para diámetros mayores (hasta 24") es común utilizar soldadura helicoidal con arco sumergido. Según sea el espesor del material pueden ser requeridas dos o más pasadas externas y una interna. Estos tubos son de mejor calidad que los de soldadura por presión (en caliente). La ventaja del tubo formado a partir del fleje es que su espesor es uniforme, ya que se logra a partir de un tren de laminación, y el acomodamiento de la microestructura es conveniente desde el punto de vista tensional. En cambio, la soldadura deberá ser inspeccionada Por rayos X u otros procedimientos para que el mismo no incida sobre el espesor calculado.
Formación de Tubos en frío
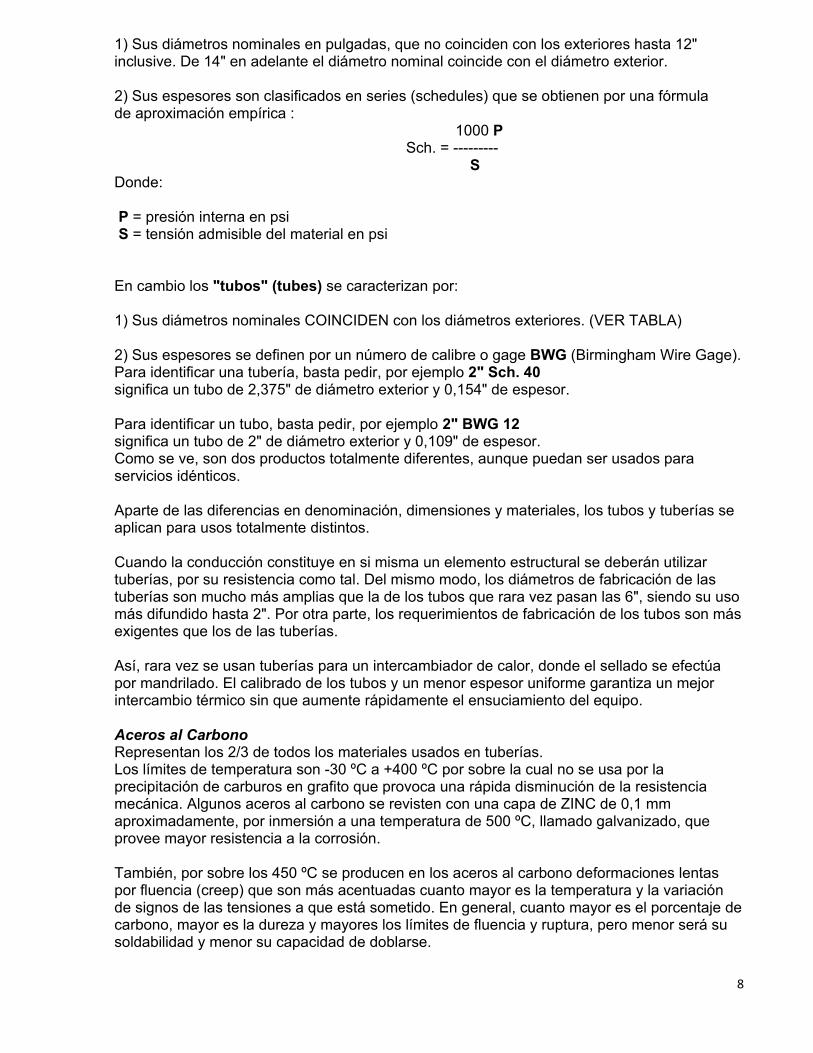
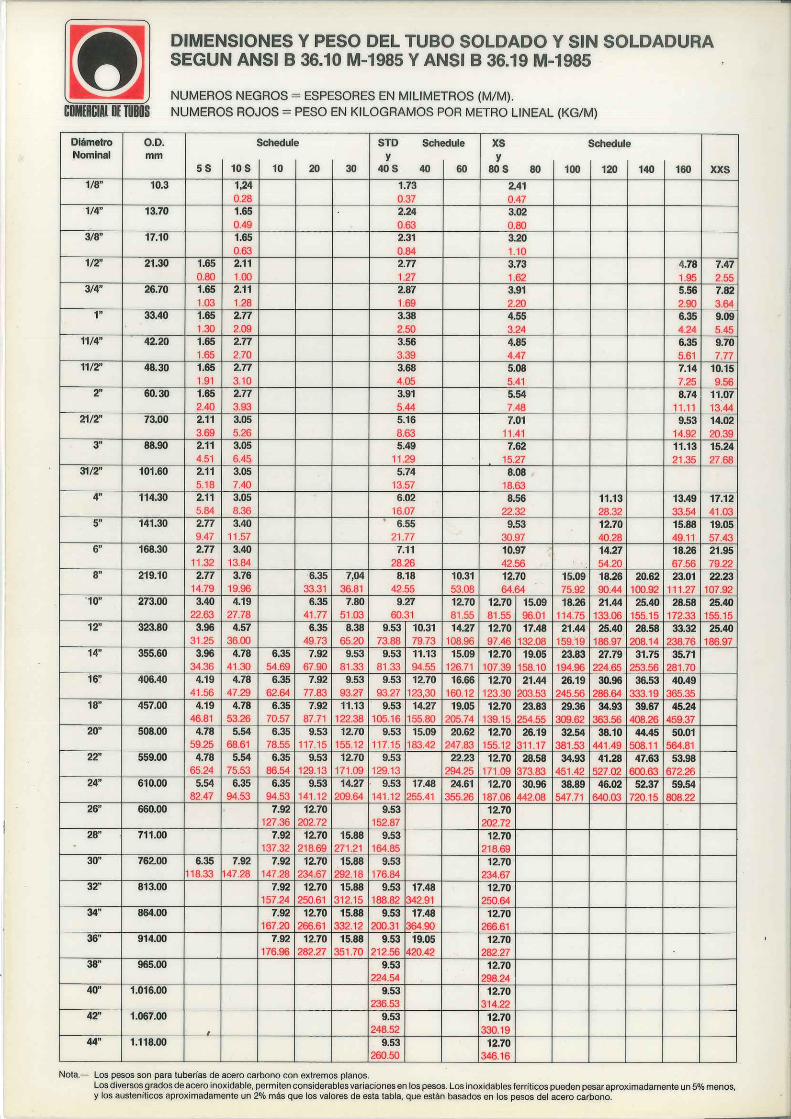
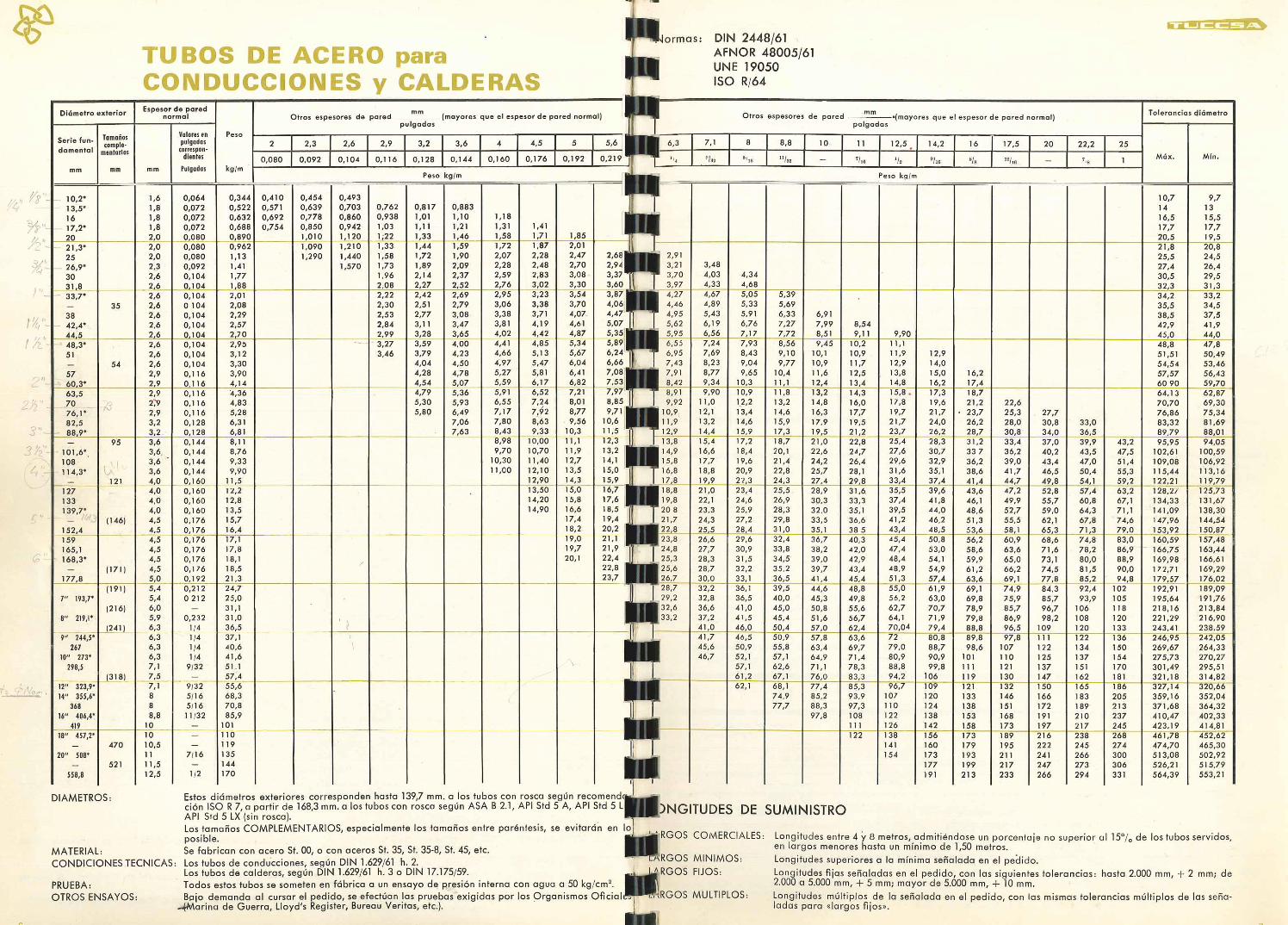
El tubo sin costura no tiene este problema, pero la tolerancia de fabricación es del 12,5%, valor que deberá restarse del espesor nominal cuando se lo compara con el calculado. Tuberías y Tubos La denominación de "Tubería" (pipe) identifica a estos materiales por dos características fundamentales: (VER TABLA)
8
1) Sus diámetros nominales en pulgadas, que no coinciden con los exteriores hasta 12" inclusive. De 14" en adelante el diámetro nominal coincide con el diámetro exterior. 2) Sus espesores son clasificados en series (schedules) que se obtienen por una fórmula de aproximación empírica :
1000 P Sch. = ---------
S Donde: P = presión interna en psi S = tensión admisible del material en psi En cambio los "tubos" (tubes) se caracterizan por: 1) Sus diámetros nominales COINCIDEN con los diámetros exteriores. (VER TABLA) 2) Sus espesores se definen por un número de calibre o gage BWG (Birmingham Wire Gage). Para identificar una tubería, basta pedir, por ejemplo 2" Sch. 40 significa un tubo de 2,375" de diámetro exterior y 0,154" de espesor. Para identificar un tubo, basta pedir, por ejemplo 2" BWG 12 significa un tubo de 2" de diámetro exterior y 0,109" de espesor. Como se ve, son dos productos totalmente diferentes, aunque puedan ser usados para servicios idénticos. Aparte de las diferencias en denominación, dimensiones y materiales, los tubos y tuberías se aplican para usos totalmente distintos. Cuando la conducción constituye en si misma un elemento estructural se deberán utilizar tuberías, por su resistencia como tal. Del mismo modo, los diámetros de fabricación de las tuberías son mucho más amplias que la de los tubos que rara vez pasan las 6", siendo su uso más difundido hasta 2". Por otra parte, los requerimientos de fabricación de los tubos son más exigentes que los de las tuberías. Así, rara vez se usan tuberías para un intercambiador de calor, donde el sellado se efectúa por mandrilado. El calibrado de los tubos y un menor espesor uniforme garantiza un mejor intercambio térmico sin que aumente rápidamente el ensuciamiento del equipo. Aceros al Carbono Representan los 2/3 de todos los materiales usados en tuberías. Los límites de temperatura son -30 ºC a +400 ºC por sobre la cual no se usa por la precipitación de carburos en grafito que provoca una rápida disminución de la resistencia mecánica. Algunos aceros al carbono se revisten con una capa de ZINC de 0,1 mm aproximadamente, por inmersión a una temperatura de 500 ºC, llamado galvanizado, que provee mayor resistencia a la corrosión. También, por sobre los 450 ºC se producen en los aceros al carbono deformaciones lentas por fluencia (creep) que son más acentuadas cuanto mayor es la temperatura y la variación de signos de las tensiones a que está sometido. En general, cuanto mayor es el porcentaje de carbono, mayor es la dureza y mayores los límites de fluencia y ruptura, pero menor será su soldabilidad y menor su capacidad de doblarse.
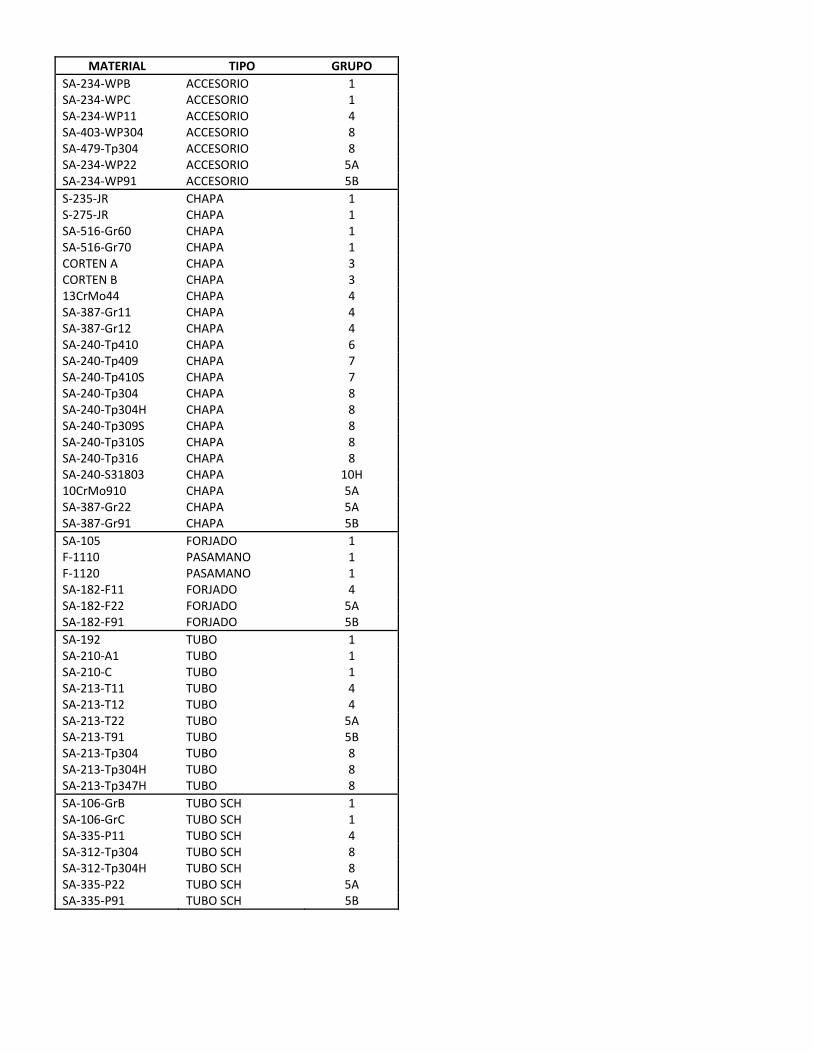
MATERIAL TIPO GRUPO
SA‐234‐WPB ACCESORIO 1SA‐234‐WPC ACCESORIO 1SA‐234‐WP11 ACCESORIO 4SA‐403‐WP304 ACCESORIO 8SA‐479‐Tp304 ACCESORIO 8SA‐234‐WP22 ACCESORIO 5ASA‐234‐WP91 ACCESORIO 5B
S‐235‐JR CHAPA 1S‐275‐JR CHAPA 1SA‐516‐Gr60 CHAPA 1SA‐516‐Gr70 CHAPA 1CORTEN A CHAPA 3CORTEN B CHAPA 313CrMo44 CHAPA 4SA‐387‐Gr11 CHAPA 4SA‐387‐Gr12 CHAPA 4SA‐240‐Tp410 CHAPA 6SA‐240‐Tp409 CHAPA 7SA‐240‐Tp410S CHAPA 7SA‐240‐Tp304 CHAPA 8SA‐240‐Tp304H CHAPA 8SA‐240‐Tp309S CHAPA 8SA‐240‐Tp310S CHAPA 8SA‐240‐Tp316 CHAPA 8SA‐240‐S31803 CHAPA 10H10CrMo910 CHAPA 5ASA‐387‐Gr22 CHAPA 5ASA‐387‐Gr91 CHAPA 5B
SA‐105 FORJADO 1F‐1110 PASAMANO 1F‐1120 PASAMANO 1SA‐182‐F11 FORJADO 4SA‐182‐F22 FORJADO 5ASA‐182‐F91 FORJADO 5B
SA‐192 TUBO 1SA‐210‐A1 TUBO 1SA‐210‐C TUBO 1SA‐213‐T11 TUBO 4SA‐213‐T12 TUBO 4SA‐213‐T22 TUBO 5ASA‐213‐T91 TUBO 5BSA‐213‐Tp304 TUBO 8SA‐213‐Tp304H TUBO 8SA‐213‐Tp347H TUBO 8
SA‐106‐GrB TUBO SCH 1SA‐106‐GrC TUBO SCH 1SA‐335‐P11 TUBO SCH 4SA‐312‐Tp304 TUBO SCH 8SA‐312‐Tp304H TUBO SCH 8SA‐335‐P22 TUBO SCH 5ASA‐335‐P91 TUBO SCH 5B

GRUPO MATERIAL SEGÚN TIPO
CHAPA TUBO FORJADO PASAMANO ACCESORIO
1
S‐235‐JR SA‐106‐GrB SA‐105 F‐1110 SA‐234‐WPB
S‐275‐JR SA‐106‐GrC F‐1120 SA‐234‐WPC
SA‐516‐Gr60 SA‐192
SA‐516‐Gr70 SA‐210‐A1
SA‐210‐C
3 CORTEN A
CORTEN B
4 13CrMo44 SA‐213‐T11 SA‐182‐F11 SA‐234‐WP11
SA‐387‐Gr11 SA‐213‐T12
SA‐387‐Gr12 SA‐335‐P11
5A 10CrMo910 SA‐213‐T22 SA‐182‐F22 SA‐234‐WP22
SA‐387‐Gr22 SA‐335‐P22
5B SA‐387‐Gr91 SA‐213‐T91 SA‐182‐F91 SA‐234‐WP91
SA‐335‐P91
6 SA‐240‐Tp410
7 SA‐240‐Tp409
SA‐240‐Tp410S
8
SA‐240‐Tp304 SA‐213‐Tp304 SA‐182‐F304 SA‐403‐WP304
SA‐240‐Tp304H SA‐213‐Tp304H SA‐479‐Tp304
SA‐240‐Tp309S SA‐213‐Tp347H
SA‐240‐Tp310S SA‐312‐Tp304
SA‐240‐Tp316 SA‐312‐Tp304H
10H SA‐240‐S31803

9
Los aceros tienen pequeños porcentajes de Mn (manganeso hasta 0,9%) que produce un incremento en los límites de fluencia y ruptura y de Si (Silicio hasta 0,1%) que aumenta la resistencia a la oxidación en altas temperaturas y resistencia al impacto a baja temperatura. Los aceros al carbono con Silicio son también llamados "calmados" (Killed Steel) para distinguirlos de los "efervescentes" (rimed Steel) que no tienen Silicio. Los aceros al Carbono con Silicio tienen una estructura más fina y uniforme y son de mejor calidad que los "efervescentes", por lo que se recomienda su uso en altas temperaturas, aún siendo ocasionales ( 480 °C). Para aceros al Carbono a bajas temperaturas (hasta -50 °C) ANSI B.31 permite su uso, exigiendo que se realicen ensayos de impacto (Charpy) para cada pieza. ANSI (American National Standards Institute) Tipos de aceros al Carbono con o sin costura para conducción. ASTM A-106 Tuberías de acero al Carbono sin costura, de 1/8" a 24" de alta calidad para temperaturas elevadas.
Los tubos grado C son fabricados sólo por encargo. Los grados A y B son usados para temperaturas sobre 400 ºC por largos períodos de tiempo. ASTM A 53 Tubos de acero al Carbono con o sin costura de calidad media 1/8" a 24" para uso general, negro o galvanizado. La especificación distingue 4 grados; para curvado en frío debe usarse el Gr.A. Aunque los límites de temperatura son similares que para el A106 no deben usarse por encima de los 400 °C. El ASTM A53 es el más usado por ser de menor precio que el A109. ASTM A 120 Tubos de acero al Carbono, con o sin costura de baja calidad 1/8" o 12" sin garantía de calidad, negro o galvanizado. No deben ser doblados en frío ni sobrepasar temperaturas de 200 °C. No presenta exigencias de composición química. API 5L Especificación del "American Petroleum Institute" de calidad media. Diámetro 1/8" a 36" negros, con o sin costura. Los grados y requisitos de composición química son similares al ASTM A53. API 5LX Especificación para tubos con o sin costura, de acero al Carbono de alta resistencia empleados en oleoductos. No deben ser utilizados por sobre los 200° C. Aceros al Carbono con costura (Welded Pipes) : ASTM A-134 Para tubos fabricados con soldadura de arco protegido para diámetros sobre 16" y espesores hasta 3/4" con soldadura longitudinal o en espiral. ASTM A-135 Para tubos fabricados con soldadura de arco protegido para diámetros de hasta 30".

10
ASTM A-155 Para tubos fabricados con soldadura de arco protegido para diámetros de hasta 30". ASTM A-211 Para tubos con soldadura en espiral. En diámetros de 4" a 48". Tubos de acero al Carbono. ASTM A-83 Para tubos sin costura para calderas en diámetros de 1/2" a 6". ASTM A-178 Especificación para tubos fabricados por soldadura de resistencia eléctrica, para calderas de media y baja presión, en diámetros de 1/2" a 6". ASTM A-179 Para tubos sin costura, trefilados en frío para intercambiadores de calor en diámetros de 1/2" a 2". ASTM A-214 Para tubos con costura, soldados por arco protegido, para intercambiadores de calor en diámetros de 1/2" a 2". ASTM A-192 Para tubos sin costura, para calderas de alta presión, de acero al Carbono calmado (con Si) en diámetros de 1/2" a 7". Tubos de aceros aleados e inoxidables. Podemos clasificar los aceros de baja aleación en: Aceros de baja aleación (low alloy steel), cuando tienen hasta 5% de elementos adicionales. Aceros de media aleación (imtermediate alloy steel), cuando tienen de 5% a 10% de elementos adicionales. Aceros de alta aleación (high alloy steel), más de 10% de elementos adicionales. De todos estos materiales, los de mayor utilización son los de baja aleación, compuestos ferríticos (magnéticos) con agregado de cromo, molibdeno, y a veces, niquel. Desde el punto de vista económico, no es conveniente usar aceros aleados para prolongar la vida de las tuberías, ya que las instalaciones industriales tienen una duración limitada y su costo es varias veces mayor que los del acero al Carbono. Los casos en que se justifica usar aceros aleados o inoxidables son los siguientes : a) Altas temperaturas. b) Bajas temperaturas (inferiores a -30 C) donde los aceros al Carbono se tornan quebradizos. c) Alta corrosión. En servicios corrosivos aun dentro de los recomendados para acero al Carbono, el comportamiento de los inoxidables es mejor para resistencia a la erosión o severa corrosión. d) Servicios de fluidos letales. Para caso de fluidos de alta peligrosidad y por razones de seguridad. e) Para evitar contaminación : Industria de la alimentación o farmacéutica, donde los óxidos o residuos de las tuberías de acero al Carbono pueden deteriorar la calidad de los productos.
11
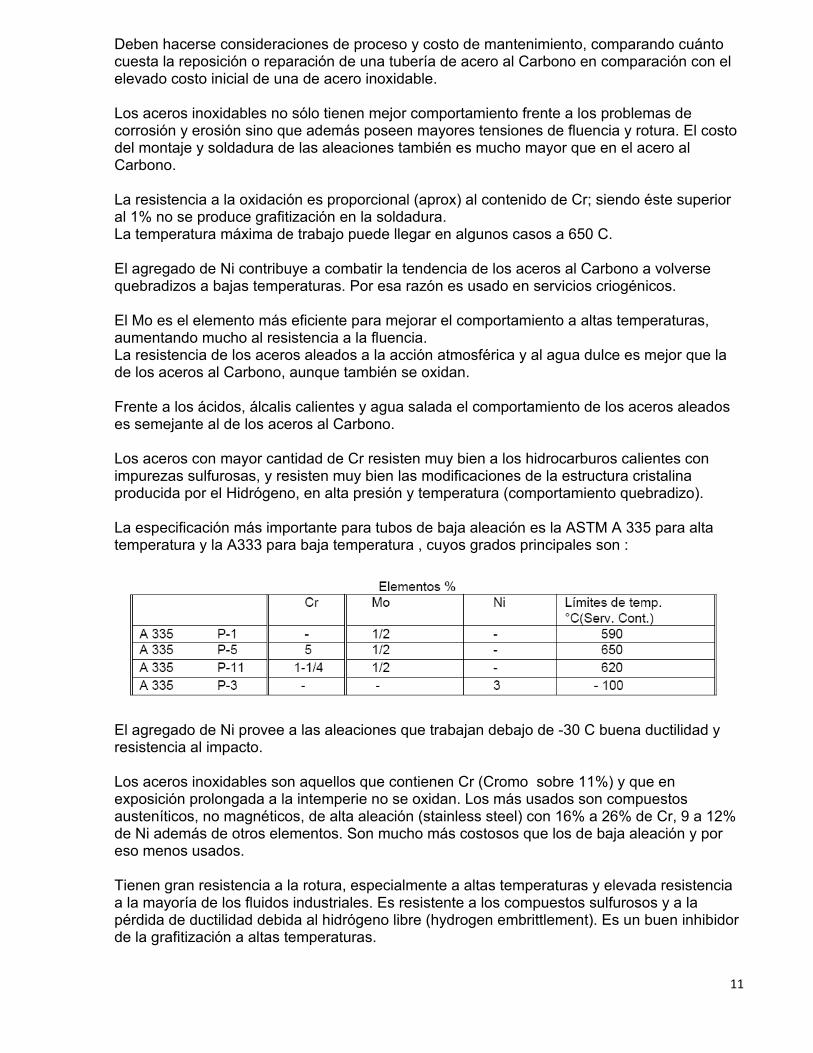
Deben hacerse consideraciones de proceso y costo de mantenimiento, comparando cuánto cuesta la reposición o reparación de una tubería de acero al Carbono en comparación con el elevado costo inicial de una de acero inoxidable. Los aceros inoxidables no sólo tienen mejor comportamiento frente a los problemas de corrosión y erosión sino que además poseen mayores tensiones de fluencia y rotura. El costo del montaje y soldadura de las aleaciones también es mucho mayor que en el acero al Carbono. La resistencia a la oxidación es proporcional (aprox) al contenido de Cr; siendo éste superior al 1% no se produce grafitización en la soldadura. La temperatura máxima de trabajo puede llegar en algunos casos a 650 C. El agregado de Ni contribuye a combatir la tendencia de los aceros al Carbono a volverse quebradizos a bajas temperaturas. Por esa razón es usado en servicios criogénicos. El Mo es el elemento más eficiente para mejorar el comportamiento a altas temperaturas, aumentando mucho al resistencia a la fluencia. La resistencia de los aceros aleados a la acción atmosférica y al agua dulce es mejor que la de los aceros al Carbono, aunque también se oxidan. Frente a los ácidos, álcalis calientes y agua salada el comportamiento de los aceros aleados es semejante al de los aceros al Carbono. Los aceros con mayor cantidad de Cr resisten muy bien a los hidrocarburos calientes con impurezas sulfurosas, y resisten muy bien las modificaciones de la estructura cristalina producida por el Hidrógeno, en alta presión y temperatura (comportamiento quebradizo). La especificación más importante para tubos de baja aleación es la ASTM A 335 para alta temperatura y la A333 para baja temperatura , cuyos grados principales son :
El agregado de Ni provee a las aleaciones que trabajan debajo de -30 C buena ductilidad y resistencia al impacto. Los aceros inoxidables son aquellos que contienen Cr (Cromo sobre 11%) y que en exposición prolongada a la intemperie no se oxidan. Los más usados son compuestos austeníticos, no magnéticos, de alta aleación (stainless steel) con 16% a 26% de Cr, 9 a 12% de Ni además de otros elementos. Son mucho más costosos que los de baja aleación y por eso menos usados. Tienen gran resistencia a la rotura, especialmente a altas temperaturas y elevada resistencia a la mayoría de los fluidos industriales. Es resistente a los compuestos sulfurosos y a la pérdida de ductilidad debida al hidrógeno libre (hydrogen embrittlement). Es un buen inhibidor de la grafitización a altas temperaturas.

12
Son inertes en relación a la mayoría de los compuestos orgánicos, pero están sujetos a severa corrosión alveolar (pitting) cuando están en contacto con agua de mar y numerosos compuestos clorados. La soldadura en los aceros inoxidables es más costosa y complicada que en los aceros al Carbono ya que deben hacerse con protección especial de gas inerte (argón), con electrodos de tungsteno y material de aporte afín con las partes a soldar. La especificación más importante de aceros inoxidables es la ASTM A-312 que abarca varios tipos de materiales denominados "Aceros 18-8" de los cuales los más usados son los siguientes : AISI (American Iron and Steel Institute
Los aceros inoxidables pueden trabajar desde -270 C hasta 800 C en servicio continuo; algunos pueden trabajar hasta 1100 C. El agregado de Ti o Cb (aceros inoxidables estabilizados) tiene por finalidad evitar la precipitación de carbono entre temperatura de 450 C a 850 C en ambientes corrosivos, fenómeno que ocurre en los no estabilizados. Medios de Unión Los diversos medios de unión sirven no sólo para vincular secciones de tubos entre si, sino también para conectarlos con diversos accesorios, válvulas y equipos. Los principales medios de unión son los siguientes : Conexiones roscadas (Screwed joints) Conexiones soldadas (Welded joints) Conexiones de enchufe (Socket Welded joints) Existen otros tipos de conexiones, entre ellas las del tipo Victaulic, juntas elásticas, de cierre rápido, etc. Muchos factores inciden en la elección del tipo de unión costo, operatividad, seguridad, presión y temperatura de trabajo, fluido contenido, diámetro del tubo, etc. Uniones Roscadas Son unos de los medios más antiguos de conexión. Son de bajo costo y fácil ejecución, pero su uso está limitado a 4" (max) en general y se usan en instalaciones secundarias de baja presión, (condensado, aire, agua), domiciliarias (agua, gas) debido al peligro de pérdidas y la baja resistencia mecánica de las mismas. La norma ANSI B 31 exige que las roscas de los tubos sean cónicas y recomienda que se efectúen soldaduras de sello para tuberías que conduzcan fluidos inflamables, tóxicos y en otros donde se debe tener absoluta seguridad que no se produzcan filtraciones o pérdidas. Son las únicas usadas para tubos galvanizados. Se usan también en acero al Carbono, baja aleación, hierro fundido, plásticos, vidrio y porcelana, siempre limitadas a 4".

13
Para acero inoxidable y metales no ferrosos es muy raro el uso de roscas, debido a que son comunes los espesores finos en dichos materiales. Los tramos rectos son unidos por medio de cuplas o uniones roscadas. Las roscas cónicas aseguran mejor sellado pero para asegurarlo se coloca una banda de teflón. Antiguamente se usaban otros materiales, litargirio - glicerina, fibras vegetales, etc., pero en su mayor parte dificultaban el desarme de las piezas y aún contaminaban el fluido. En los tubos es recomendable no usar espesores menores que Sch. 80 por el debilitamiento de la pared que significa la rosca. Uniones Soldadas Las más utilizadas son las soldaduras de arco protegido, que pueden ser : - A tope (butt weld) - De enchufe (socket weld) VENTAJAS : - Buena resistencia mecánica (casi siempre equivalente a la del tubo) - Estanqueidad perfecta y permanente - Buena apariencia - Facilidad en la aplicación de aislación y pintura - Ninguna necesidad de mantenimiento. DESVENTAJAS : - Dificultad en desmontaje de las tuberías - Mano de obra especializada Soldadura a Tope Es la más usada en la unión de tubos de 2" o mayores en aceros de cualquier clase. Se aplica a toda la gama de presiones y temperaturas. Los tubos y demás accesorios para soldadura a tope, deben tener sus extremos preparados con biseles que dependen del espesor del tubo.
Soldaduras a tope

14
Para lograr más estanqueidad y especialmente para alta presión se usan chapas de respaldo que quedan incluidas en las soldaduras. Estos anillos tienen 1/8" de espesor y se usan en diámetros grandes (20" o mayores). Ver ANSI 31.3 Fig 328.3.2. Soldadura de Enchufe (socket weld) Son empleados para diámetros de hasta 1 1/2" en tubos de acero y hasta 4" para los no ferrosos y plásticos.
Soldadura de enchufe
Los extremos del tubo se encajan en una cavidad del accesorio o acoplamiento y se realiza una soldadura de filete. Ver ANSI B31.3 Par 328.5.2 y figura 328.5.2 A, B y C. Soldadura Solapada Se utiliza en tubos de plomo o en algunos plásticos. Unos de los extremos, de mayor diámetro, entra en el extremo del otro tubo y se sella con una única soldadura de filete. Bridas (Flanges) Están compuestas por dos bridas, una junta, pernos con o sin cabeza roscados y tuercas. Son fácilmente desmontables.
Union de tubos con bridas

15
Existen los siguientes tipos : De cuello soldable (Welding Neck) Deslizantes (Slip on) De enchufe (Socket Weld) Lap Joint Ciegas. (Blind) Welding neck El cuello cónico proporciona un refuerzo beneficioso bajo condiciones de esfuerzos laterales originados por las dilataciones y contracciones propias de una línea de tuberías. La unión brida-tubería es tan resistente como una unión por soldadura de tope entre dos tuberías. Es recomendable para usos a alta presión, baja o alta temperatura, alta carga y el transporte de líquidos inflamables o de alto costo en que las fugas deben mantenerse a un mínimo.
Slip-on Favorito de muchos instaladores por su bajo costo inicial, no requerir un corte muy exacto en la longitud de las tuberías y la gran facilidad para alinear las líneas. Un cálculo teórico indica una resistencia mecánica, al trabajar bajo presión, de 2/3 y bajo condiciones de fatiga, de sólo 1/3 respecto a un brida welding-neck. Por esta razón su uso se limita a diámetros de tubería desde 1/2’’ hasta 2 1/2’’ en clase 1500 ANSI.

16
Socket-weld Usados en tuberías de diámetros pequeños y aplicaciones de alta presión. Su costo inicial es un 10% superior al slip-on. Si se ensambla con soldadura interior, su resistencia estática es igual a la del brida slip-on con doble soldadura, pero bajo condiciones de fatiga es 50% superior. Puede rebajarse el cordón de soldadura interior para tener un orificio liso, a diferencia del brida slip-on que después de soldar exige repasar la cara del brida para asegurar un buen sello. Es muy popular en la industria de procesos químicos.
Lap-joint Se usan junto con los terminales Stub-end soldados al extremo de una tubería. Su costo inicial es 1/3 mayor respecto al brida welding-neck. Su resistencia bajo presión es similar a la del brida slipon pero bajo condiciones de fatiga es sólo 1/10. Son convenientes en sistemas que requieren un desmantelamiento frecuente para una inspección, por su facilidad de ser desplazables. El poder alinear los pernos de sujeción con gran facilidad, los hace atractivos para unir tuberías de gran diámetro o tuberías especialmente rígidas. No son recomendables en puntos sujetos a constantes flexiones.
17
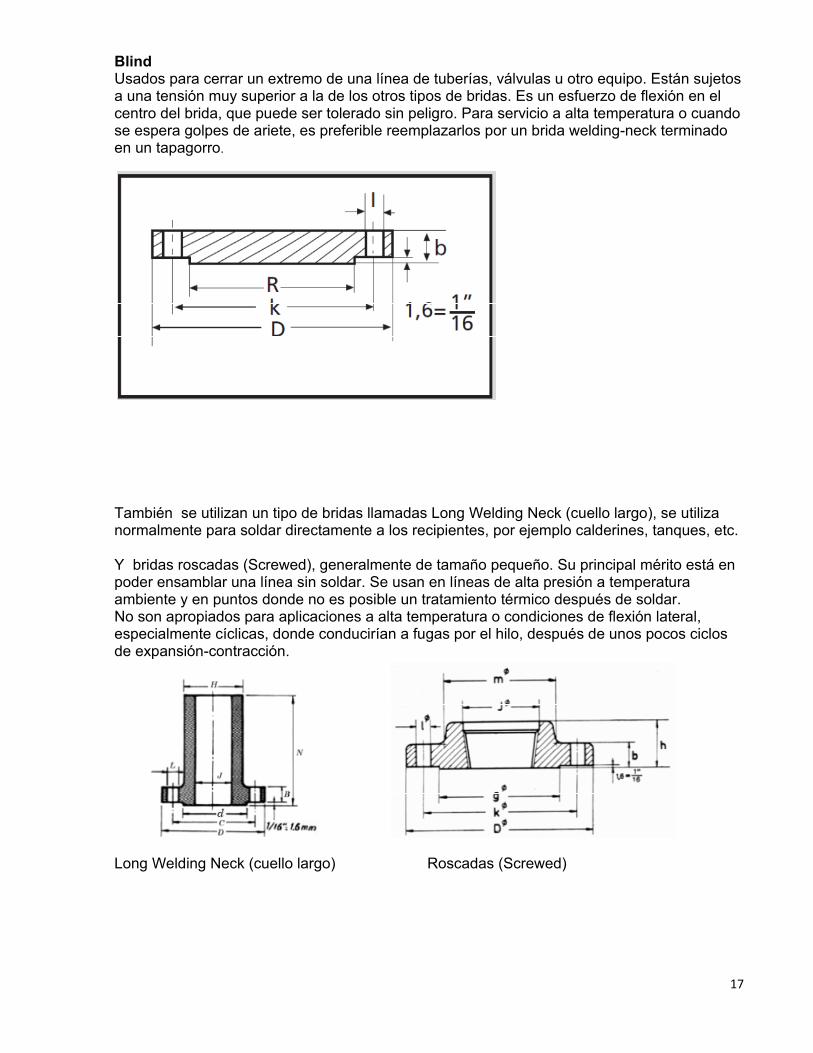
Blind Usados para cerrar un extremo de una línea de tuberías, válvulas u otro equipo. Están sujetos a una tensión muy superior a la de los otros tipos de bridas. Es un esfuerzo de flexión en el centro del brida, que puede ser tolerado sin peligro. Para servicio a alta temperatura o cuando se espera golpes de ariete, es preferible reemplazarlos por un brida welding-neck terminado en un tapagorro.
También se utilizan un tipo de bridas llamadas Long Welding Neck (cuello largo), se utiliza normalmente para soldar directamente a los recipientes, por ejemplo calderines, tanques, etc. Y bridas roscadas (Screwed), generalmente de tamaño pequeño. Su principal mérito está en poder ensamblar una línea sin soldar. Se usan en líneas de alta presión a temperatura ambiente y en puntos donde no es posible un tratamiento térmico después de soldar. No son apropiados para aplicaciones a alta temperatura o condiciones de flexión lateral, especialmente cíclicas, donde conducirían a fugas por el hilo, después de unos pocos ciclos de expansión-contracción.
Long Welding Neck (cuello largo) Roscadas (Screwed)
18
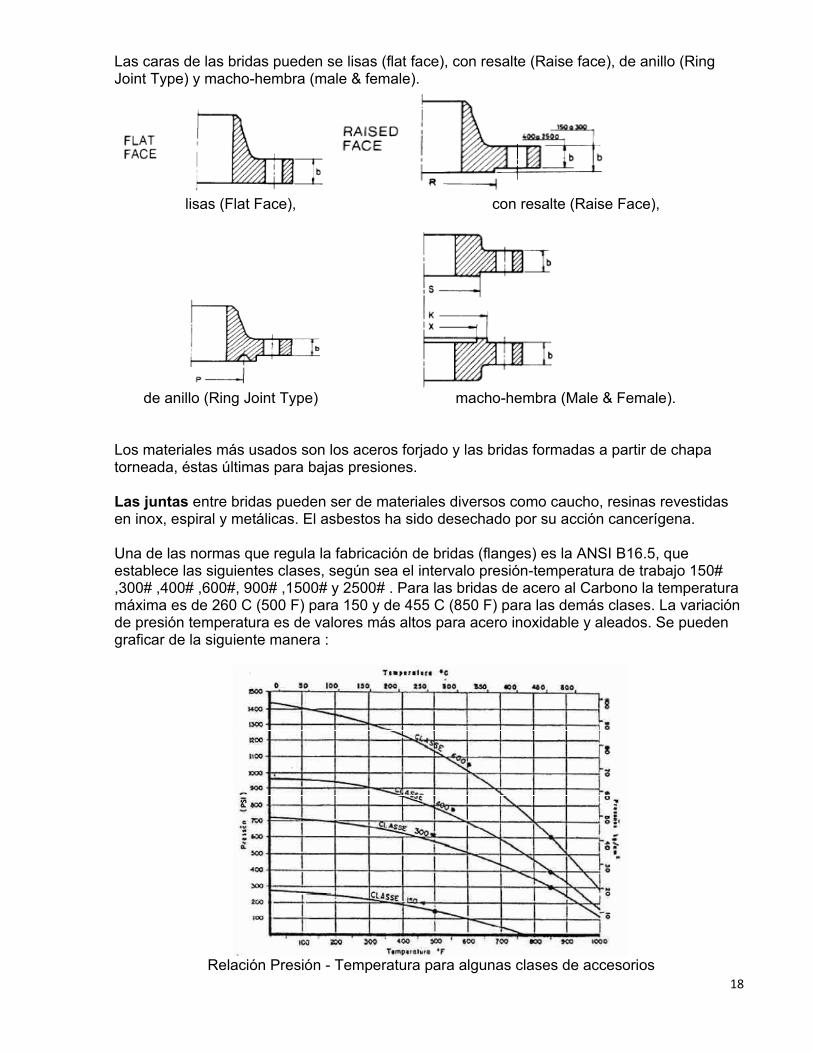
Las caras de las bridas pueden se lisas (flat face), con resalte (Raise face), de anillo (Ring Joint Type) y macho-hembra (male & female).
lisas (Flat Face), con resalte (Raise Face),
de anillo (Ring Joint Type) macho-hembra (Male & Female). Los materiales más usados son los aceros forjado y las bridas formadas a partir de chapa torneada, éstas últimas para bajas presiones. Las juntas entre bridas pueden ser de materiales diversos como caucho, resinas revestidas en inox, espiral y metálicas. El asbestos ha sido desechado por su acción cancerígena. Una de las normas que regula la fabricación de bridas (flanges) es la ANSI B16.5, que establece las siguientes clases, según sea el intervalo presión-temperatura de trabajo 150# ,300# ,400# ,600#, 900# ,1500# y 2500# . Para las bridas de acero al Carbono la temperatura máxima es de 260 C (500 F) para 150 y de 455 C (850 F) para las demás clases. La variación de presión temperatura es de valores más altos para acero inoxidable y aleados. Se pueden graficar de la siguiente manera :
Relación Presión - Temperatura para algunas clases de accesorios

19
Otros Medios De Unión De Compresión Son sistemas muy usados en tubos de metales no ferrosos e inoxidables, todos de pequeño diámetro. (hasta 1") La unión se logra con el uso de accesorios especiales, que mediante el apriete de una tuerca comprime las paredes del tubo contra una cupla hasta lograr un contacto metal - metal estanco. Hay diferentes sistemas. Uno de ellos consiste en expandir el tubo en la punta, en forma cónica. Este cono es comprimido contra una pieza de unión. Otro sistema consiste en agregar una virola en el extremo del tubo que, comprimida contra la pieza de unión va reduciendo su diámetro abrazando al tubo, que logra así estanqueidad.
Fig. 7 - Unión para alta presión
Son usados para instrumentación y conducción de aceite hidráulico y resisten presiones de hasta 2000 Kg/cm2. Uniones Patentadas (Juntas Dresser, Victaulic, etc) Todas ellas son del tipo no rígido, permitiendo siempre un pequeño movimiento angular y axial entre los dos tramos de la tubería. En el caso de las juntas Victaulic, los tramos de tubo son ranurados en los extremos del mismo modo que los accesorios (codos, reducciones, etc.) y los acoplamientos son dos o más arcos pivotados sobre pernos que abrazan a los elementos de unión y son ajustados por uno o más pernos. Entre la unión metálica y el tubo se coloca una junta flexible (caucho) que garantiza su estanqueidad. El sistema es más caro que la tubería soldada tradicional pues requiere preparación de extremos y accesorios, pero aparte de la facilidad de montaje (sobre todo en zonas de gases explosivos) tiene la gran ventaja de poder recuperar todos los elementos en tuberías de uso por tiempo limitado. Haciendo un balance final, es muy conveniente su aplicación en muchos casos, en particular en minería, donde le agotamiento de los minerales explotables en plazos previsibles hace necesario un tendido de tuberías secuencial a medida que se van agotando las zonas con alta ley de mineral y son reemplazadas por otras nuevas.

20
Uniones Dresser y Victaulic
Derivaciones especiales Los ramales en las tuberías suponen un debilitamiento en la tubería principal por extracción de parte de su sección. Cuando los espesores de pared están calculados con cierta precisión y no hay excedentes de pared disponible se refuerza la unión con una montura (saddle) o con un anillo ( Babero) que se hace con el mismo tubo u otra chapa de características similares. La sección necesaria se calcula por medio de la NORMA ANSI PAR. 304.3 en el caso de ANSI B31.3 o sus similares en otras normas aplicables. Este tipo de derivaciones se usa cuando la diferencia de diámetros entre la línea principal y el ramal es tan grande que su relación está fuera de los accesorios (te) de fabricación standard o en diámetros grandes. Cuando los ramales son de pequeño diámetro se utilizan los llamados Weldolet (soldado), Elbolet (en un codo), Latrolet (en ángulo), Sweepolet (en montura), Sockolet (ramal socked) y Thredolet (roscada), todas ellas conexiones de pared reforzada para las derivaciones desde una tubería principal.
Weldolet Elbolet

21
Latrolet Sweepolet
Sockolet Thredolet Su uso evita la utilización de placas de refuerzo de pequeño diámetro que trae como consecuencia una enorme cantidad de soldadura en áreas reducidas y por tanto concentración de tensiones residuales en la zona del ramal. Temperatura y Presión El efecto de la temperatura sobre bridas (flanges) y válvula determina algunas veces las puntas de mínima resistencia de una tubería al disminuir la tensión admisible del material. La presión origina tensiones en todos los elementos componentes de la tubería. En el caso de los elementos de unión, bridas, válvulas, cuplas etc., la combinación de los dos factores de presión y temperatura inciden en el cálculo de dimensionamiento de estos elementos. A fin de normalizar éstas dimensiones las ANSI B16.5 , que regulan su fabricación, han establecido una relación presión - temperatura que permite, sin necesidad de calcular cada accesorio o válvula, una elección correcta y que ayudará posteriormente a determinar la capacidad de trabajo de la tubería, comprobando cuáles son sus elementos de menor resistencia. Esta relación está tabulada en las PRESSURE - TEMPERATURE RATINGS, agrupadas para cada clase de presión (150# ,300# ,600# ,etc.) y para cada tipo de accesorio (válvulas, bridas, coupling, etc.). Es de hacer notar que la relación primaria (Primary Rating) definida como máxima temperatura admisible para presiones "non shock", está resaltada en las tablas, se usa para altas temperaturas. La relación para trabajo en frío (Cold Working Pressure Rating CWP) es aquella referida a las temperaturas de -20 F a 100 F y se aplica para hidráulica y refrigeración. La elección de juntas y pernos deberá estar acorde con la presión y temperatura de servicio.
22
TEMA 2 (Especificaciones y Planos) CONTENIDO Especificaciones de Tuberías ____________________________________________________ Especificaciones generales ____________________________________________________ Especificaciones de materiales _________________________________________________ Listas de Líneas_____________________________________________________________ Listas de Materiales _________________________________________________________ Diseño de Planos de Tuberías ___________________________________________________ Consideraciones básicas ______________________________________________________ Disposición de líneas no subterráneas___________________________________________ Agrupamientos _____________________________________________________________ Cotas de tuberías y equipos ___________________________________________________ Drenajes, Venteos y Detalles _________________________________________________ Importancia del conocimiento del proceso _________________________________________ Planos de Tuberías ___________________________________________________________ Diagramas de flujo _________________________________________________________
a) Diagramas de Proceso. ___________________________________________________ b) Diagrama de Piping-Instrumentos (P&ID). ___________________________________
Planos de Planta y Elevación _________________________________________________ Rutina para dibujar planos de planta - elevación ________________________________ Planos isométricos__________________________________________________________ Especificaciones de Tuberías Las especificaciones constituyen un documento legal de validez, en muchos casos contractual, en donde se detallan los requerimientos técnicos necesarios para efectuar una etapa o conjunto de etapas en el diseño, construcción, mantenimiento etc. de una instalación industrial. No es posible abarcar en este cursillo la totalidad del tipo de especificaciones posibles de redactar, por lo que sólo veremos algunos casos más importantes de los innumerables que se pueden presentar para su aplicación en tuberías. Especificaciones generales Se emiten para regular todos los temas relativos a la especialidad, y contienen datos y prescripciones válidas para todos los servicios que se tengan. Se utilizan para contratar ingeniería, cuando se emiten antes del inicio de un proyecto, por parte de una empresa que va a realizar una inversión destinada a una instalación industrial, y también durante el desarrollo de una ingeniería básica, de modo que pueda regular más tarde las diferentes etapas del proyecto. Contienen por lo menos las siguientes informaciones : Códigos y normas que deben ser obedecidos. Abreviaturas y siglas empleada. Sistema adoptado para identificación de líneas. Prescripciones diversas sobre le proyecto, cálculo, trazado, fabricación, montaje y pruebas de las tuberías que se aplican en cada caso.

23
Los datos más importantes son los detalles básicos de distancias que se deben respetar entre las tuberías y equipar para evitar interferencias y facilitar su operatividad, la disposición de tuberías subterráneas, los drenajes y alcantarillado, la simbología a utilizar en diagramas, planos de planta - elevación y de detalle, soportes, isométricos etc. Contienen además una descripción de los parámetros principales de los servicios básicos, temperaturas, presiones etc., y los requerimientos de cada fluido en relación a los materiales a usar, en líneas generales. Especificaciones de materiales Son las normas específicas escritas especialmente para cada clase de servicios y para cada proyecto o instalación. Cada capítulo de la especificación acostumbra abarcar un número de servicios semejantes en una cierta gama de presiones y temperaturas, para las cuales puedan ser recomendadas las mismas especificaciones tipo y modelo de tubos, válvulas y accesorios. Para ello se hace coincidir la gama de variaciones de cada especificación con la de cada clase de presión nominal (Rating) de válvulas, bridas y accesorios. Así por ejemplo tendremos una especificación que incluye las variaciones de presión - temperatura para la nominal de 150# , otra para 300# . Una misma especificación puede incluir uno o más servicios con el mismo o diferente fluido, ya que para diferentes servicios se pueden adoptar los mismos tubos, válvula y accesorios. Así tendremos una especificación para hidrocarburos líquidos, otra para hidrocarburos gaseosos, otra para vapor vivo, otra para condensado, aire comprimido, etc. En un determinado proyecto no se tendrá un número excesivamente grande de especificaciones diferentes, que complicaría el proyecto y dificultaría la compra y almacenaje de los materiales. Tampoco deberá tener un número pequeño de especificaciones, pues originaría gastos innecesarios por el uso no adecuado de muchos materiales. Es evidente que existiendo una única especificación, ésta debería cubrir al servicio más severo, quedando así sobredimensionada para los demás. Para la preparación de la especificación de materiales, el primer paso es confeccionar la lista de todos los servicios existentes, con sus características completas, presiones y temperaturas de operación. Hecha la lista, es posible agrupar los fluidos que puedan ser incluidos en una misma especificación, esto es, para los cuales se puedan recomendar los mismos materiales. En todas las especificaciones deben constar obligatoriamente las siguientes informaciones : Sigla de identificación de la especificación Clase de fluido al cual se la destina Gama de variación de presión y temperatura Tolerancia de corrosión adoptada Tubos : Material, proceso de fabricación, espesores recomendados para los distintos diámetros, y sistema de unión adoptado. Válvulas : Tipos empleados para bloqueo (esclusa (gate va.) esférica, etc.) para regulación (globo, aguja, diafragma), para retención, etc., con indicación completa de los materiales usados en su construcción, carcaza, vástago, proceso de fabricación, tipo de extremidades, clase de presión nominal, accionamiento etc. Bridas (flanges) y accesorios brindados; especificación del material, clase de presión nominal y tipo de caras.

24
Accesorios para soldar y roscados : Material, proceso de fabricación, clase de presión nominal, espesor. Pernos (bolts-stud bolts) : tipo y especificación del material. Juntas; tipo, espesor, material. Debe tenerse en cuenta que los materiales, clase de presión, espesores, etc. tanto de los tubos como de las válvulas y accesorios, casi nunca son los mismos para todos los diámetros nominales de una misma especificación. Las especificaciones deben tener en cuenta, si así lo requiere el caso, exigencias especiales de los procedimientos de soldadura y electrodos usados, tratamientos térmicos, revestimientos externos e internos, caso de empleo de codos en secciones (mittered bends) o de derivaciones soldadas los cuales deben constar en cada especificación. Para el caso particular de las válvulas, es costumbre usar siglas que son adoptadas en diferentes hojas de esp. ya que se pueden aplicar a diferentes servicios. Agrupadas las válvulas con sus siglas de identificación aparte, constituyen en si mismas otra especificación que facilita la compra y almacenaje de las válvulas. Tanto las especificaciones generales como las de clase de materiales son usadas en la contratación de montajes de plantas industriales, en fabricación de tuberías y en las plantas ya en marcha, para las tareas de mantenimiento o ampliaciones, como guía de diseño. Listas de Materiales Se incluyen algunas veces en los mismos planos o en documento aparte y en este último caso pueden incluir los materiales de varios planos. Es recomendable que contengan todas las características de los materiales, incluyendo : a) Número de ítem b) Diámetro nominal c) Tipo de accesorio d) Características (roscado, soldable etc.) e) Rating (Relación nominal presión- temperatura) f) Cantidad g) Material Donde generalmente se incluyen, es en los planos en los de fabricación e isométricos para mantenimiento. También en los planos de planta - elevación y en los isométricos de diseño se incluyen las listas de materiales. En los sistemas gráficos (CAD) se utilizan bases de datos como documento separado del archivo gráfico o también incorporado al plano como texto. Los Sistemas Gráficos relacionan cada elemento o entidad componente de las líneas en el plano con cada línea de la base y el manipuleo se puede realizar dentro del archivo del software utilizado, del mismo modo que se procede como con cualquier otra base de datos.

25
Diseño de Planos de Tuberías Consideraciones básicas 1) Condiciones de servicio: Raramente las condiciones de servicio imponen en forma obligatoria el trazado de una tubería. Aún así es importante conocerlas, para lograr un mínimo de pérdida de carga, pendientes apropiadas, etc. 2) Flexibilidad: Las líneas deben tener un trazado tal que les dé flexibilidad suficiente para absorber los esfuerzos provenientes de las dilataciones , como se muestra a continuación: Los siguientes son algunos métodos para controlar los efectos de la dilatación térmica : A). Uso de elementos deformables en la línea, de modo que absorben la dilatación. B). Geometría de la línea de manera de evitar tramos rectos por medio de ángulos en un plano o en el espacio, de modo que el propio tubo pueda absorber las dilataciones gracias a su flexibilidad. C). Pretensionado (cold-spring), que consiste en introducir tensiones iniciales en el montaje, de signo opuesto a las previstas durante la operación. Los elementos más usados para absorber dilataciones son las juntas de expansión. La flexibilidad en una tubería puede definirse como la capacidad de absorber las dilataciones térmicas por medio de simples deformaciones en los tramos de la línea. El uso de las juntas de expansión se restringe en cambio a casos especiales, del mismo modo que los pretensados o cold-spring, son poco usados porque requieren un estricto control de montaje. Para una misma dilatación total, se dice que el sistema es tanto más flexible cuanto menor son las tensiones internas y las reacciones sobre los puntos fijos. Esta flexibilidad es considerada apropiada cuando las tensiones provocadas no son mayores que las tensiones admisibles de comparación. Se logra flexibilidad en una tubería cuando, como resultado de cambios en su geometría se transforman pandeo y flexión y torsión para las tridimensionales. Por lo tanto, será mayor la flexibilidad de una tubería cuanto más se aparte de la línea recta. 3) Transmisión de esfuerzos y vibraciones: no debe haber transmisión de esfuerzos no admisibles, de las tuberías a los equipos y viceversa. 4) Accesibilidad: las válvulas o equipos que exijan operación o mantenimiento deben ser accesibles con facilidad. Las líneas deben ser accesibles por lo menos para inspección. 5) Mantenimiento: deben ser provistas de facilidades para mantenimiento, incluso pintura, de toda la tubería y accesorios. El desmontaje rara vez ocurre y no es considerado. 6) Seguridad: Deben prevenirse accidentes y minimizar sus consecuencias, si se producen. 7) Economía: El mejor trazado es el más barato, siempre que se respeten las demás exigencias. 8) Apariencia: Una buena apariencia, es decir, un aspecto de orden y de buena terminación es siempre necesaria, sumada a la facilidad de operación, mantenimiento y economía.

26
Disposición de líneas no subterráneas Ninguna regla se puede establecer en el ruta de las tuberías y muchas veces el proyectista lo define de acuerdo a las condiciones particulares de cada proyecto. No obstante podemos definir algunas:
1) Grupos paralelos de la misma elevación: Todos los tubos deben tenderse sobre una misma cota inferior para simplificar sus soportes
Los tubos de gran diámetro (mas de 20") hacen excepción a esta regla, no sólo por razones de servicio, sino también porque en trayectos cortos y directos se logra economía de material. El trazado de tubería debe comenzar siempre por las líneas de mayor diámetro, por las troncales y también por las zonas mas congestionadas
2) Direcciones ortogonales del proyecto: Siempre que sea posible las líneas deben quedar al mismo nivel y paralelas a una de las direcciones ortogonales del proyecto. Siempre que sea posible todos los tubos que pasan de un nivel a otro deben ser perfectamente verticales. Consecuentemente no se proyectarán tuberías en curvas y los cambios de dirección se harán a 90°. 3) Elevaciones a cotas diferentes para direcciones diferentes: Para facilitar las derivaciones y cruces de líneas, los tubos horizontales paralelos a una de las direcciones ortogonales deben trazarse en elevación diferente de los tubos paralelos de la otra dirección. Esta regla no necesita ser observada en caso de líneas donde no haya derivaciones ni cruces, ni cuando por motivos de flexibilidad sea necesario cambiar de dirección. 4) Flexibilidad: Para absorber mejor los esfuerzos provocados por la dilatación se hacen modificaciones en el trazado, tratando de convertir tensiones de flexión en flexo-torsión. Esto se logra por la premisa: "a cada cambio de dirección, cambio de nivel". Como regla general, ninguna línea debe comenzar y terminar en una línea recta, aunque trabaje fría o en tramos cortos. Hacen excepción aquellas que incluyen juntas de expansión que absorben los movimientos de dilatación. Las liras de expansión suelen hacerse en el plano horizontal, en nivel superior a los tubos paralelos. Por motivo de economía de soportes, se colocan en la misma zona para tubos que las requieran. 5) Distancia entre ejes de tubos paralelos: Se toman a efectos de permitir distancias mínimas requeridas para pintura y el espacio necesario para ajustar pernos en bridas. En tuberías calientes deben preverse los movimientos laterales y el espesor de aislación. Como base de distancias mínimas se acostumbra a tomar 25 mm. de huelgo, a los que se suman la distancia de aislación diámetro de bridas, etc. 6.- Tuberías de gran diámetro: En diámetros muy grandes (30" o más) para conducción de fluidos líquidos, la inercia de la masa en movimiento puede alcanzar valores considerables con las variaciones de velocidad, dirección y generación de turbulencias adicionales.

27
Es por eso que las derivaciones se hacen a 45 en "Y" en el sentido del flujo. Se trata de mantener la velocidad lo más constante posible. También se hacen reducciones de sección donde varía el caudal. Los soportes, tomados aquí como tema aparte (Ver Tema 3) son también de vital importancia en el diseño de tuberías. Agrupamientos Los conjuntos de tuberías se agrupan en estructuras típicas, metálicas o de hormigón. Podemos mencionar entre las más utilizadas a los PIPE RACK (Puentes soportes), PIPE PIERS (soportes a ras de tierra) y TRENCH (soportes en trincheras) En áreas de proceso, donde se produce congestión de líneas por necesidades de operación se utilizan los racks que se proyectan paralelos a los caminos de acceso a las diferentes áreas de trabajo. Ello implica la existencia de puentes sobre cruces de caminos y otros racks de acceso a los equipos. Pueden ser de uno, dos o más niveles o "pisos". En los cruces o ramificaciones se procura no hacer coincidir los niveles de un rack con el otro, para que los tubos que se derivan puedan cambiar su nivel con el cambio de dirección. Las vigas que atraviesan el eje del rack, se colocan a distancias variables. Dependen del diámetro de los tubos que se apoyan. Se toma generalmente el vano que produce una flecha admisible del diámetro medio de los tubos. Aunque los diámetros mayores del promedio estarán con vanos sobredimensionados, los mismos son aprovechados para sostener a los de diámetro menor con vigas intermedias. Se logra así economía en el diseño. Se acostumbra a dejar un 25% extra de longitud de las vigas (ancho del rack) para futuras ampliaciones. Para montar estos rack, se prefabrican los arcos. con placas base con agujeros para pernos de anclaje. Una vez fraguadas las bases de hormigón, se montan los arcos y el resto de la estructura, con vigas también prefabricadas. Los Pipe piers se utilizan ampliamente en áreas de almacenamiento de productos, descongestionadas, para conducciones a distancia, de diversos fluidos. Normalmente se usan vigas de hormigón con placas de metal en su coronamiento, o de perfiles. La altura mínima que debe existir desde el nivel de terreno hasta el BOP (bottom of pipe) no debe ser inferior a 400 mm. o la que se requiera para hacer el mantenimiento y limpieza debajo del haz de tuberías y la previsión para drenajes. Para el cruce de caminos, se usan alcantarillas donde el camino es terraplenado, dejando acceso para tareas de mantenimiento y limpieza. Cotas de tuberías y equipos Para fijar las cotas de las elevaciones de tuberías y equipo, de mucha importancia en el diseño de líneas de tuberías, es preciso estudiar cuáles deben quedar encima o debajo del otro. Si por ejemplo en un recipiente el fluido cae por gravedad o si las bombas deben tener succión ahogada, o si la tubería debe tener una pendiente determinada, etc. Es requisito básico que todos los equipos, donde ello sea posible, sean instalados sobre fundaciones a nivel mínimo de 300 mm. sobre el terreno. A veces, por necesidad de proceso ellos son instalados a 1,50 m o a mayores alturas, pero esto encarece las instalaciones. Se realiza en los casos :

28
a) Para aumentar la altura neta positiva de aspiración (NPSH) en estaciones de bombeo, para líquidos calientes o volátiles. b) Por necesidad de escurrir líquidos por gravedad c) Funcionamiento por termo sifón Para fijar las cotas de elevación, se comienza siempre de abajo para arriba. Las elevaciones más bajas son establecidas en función de la posición de las bocas (nozzles) de los equipos colocados sobre bases con altura mínima. Nunca debe tenerse ningún elemento de las tuberías a menos de 150 mm. del suelo, inclusive los drenajes en sus puntos más bajos. En caso necesario, se aumentará la altura de las bases de los equipos si así se requiere. Fijadas las elevaciones más bajas, se calculan a partir de ellas todas las otras elevaciones, en función de las posiciones relativas de los equipos, tamaño de las curvas, tés, válvulas y otros accesorios de tubería, procurando que todas las elevaciones resulten las menores posibles. En áreas de proceso, la necesidad de colocar las tuberías sobre soportes elevados, con pasaje de tránsito debajo, obliga frecuentemente a la instalación de muchos recipientes en posiciones elevadas, cuando estos son reservatorios de succión de bombas. La distancia vertical entre tuberías en direcciones ortogonales, para permitir el cruce de unas sobre las otras debe ser la mínima estrictamente necesaria para posibilitar las derivaciones. Esa distancia será la mínima que resulta de la colocación de una te y un codo del tubo de mayor diámetro, como se muestra a continuación.
Esta distancia, como es evidente se incrementará cuando la tubería está aislada, o cuando se prevé la instalación de tuberías de mayor diámetro a futuro. Facilidades para montaje, operación y mantenimiento. a) Tuberías para conexiones a los equipos. Los tubos de conexión a cualquier equipo que puedan necesitar ser desmontados o cambiados periódicamente (bombas, compresores, turbinas, intercambiadores de calor, filtros, etc.) deben ser dispuestos de forma de dejar libres los espacios necesarios para desmontaje o remoción, y siempre también el espacio suficiente por encima del equipo para permitir la maniobra de grúas u otro elemento utilizado para elevación de cargas. Los tubos de conexión deberán tener una pieza bridada, adyacente al propio equipo, que puede ser una válvula, un accesorio con brida, etc., conectado al nozzle que permita retirar el equipo para reparaciones.

29
Donde sea previsto el pasaje de operadores para atender bombas, compresores etc., las tuberías deberán diseñarse de modo de no interferir en la tarea de operación. Como regla general, siempre debe ser previsto un medio fácil de desmontaje y remoción del equipo, la propia línea o las auxiliares conectadas a la misma. b) Conexiones con los equipos en áreas de proceso. En áreas de proceso, salvo raras excepciones, todas las máquinas (bombas, compresores, turbinas, etc.) son instaladas próximas al nivel del suelo. Las conexiones de tuberías elevadas para los referidos equipos se hacen descender verticalmente hasta los nozzles, dejando libre el espacio alrededor del equipo. Las conexiones a tanques, intercambiadores, etc., pueden realizarse al mismo nivel de las tuberías elevadas o por medio de tubos verticales, dependiendo del nivel en que están ubicados los nozzles. Los tubos verticales a lo largo de torres o recipientes verticales deben trazarse en lo posible fuera de las plataformas de acceso, para evitar perforarlas, quitándoles área. Los tubos horizontales deben instalarse por debajo de las plataformas y las entradas de hombre deben quedar libres en sus accesos. c) Operación de válvulas equipos e instrumentos. Todas las válvulas, instrumentos y equipos que tengan operación y/o mantenimiento deben tener acceso fácil desde el suelo, plataforma, de alguna estructura o escalera. Las válvulas de operación local que están por sobre los 2.10 m de altura del suelo o piso de operación deberán tener volante con cadena o palanca de extensión. La cadena debe quedar a 1 m del piso. Esta es una solución extrema que debe tomarse cuando no existe otra mejor. No deben usarse para válvulas de operación muy frecuente ni en diámetros de línea menores de 2". No es necesario prever accesos para válvulas raramente operadas como drenajes o venteos en tuberías elevadas. d) Facilidades para desmontajes Estos no son muy frecuentes en las tuberías de proceso. No obstante, es necesario que se deje suficiente espacio para la remoción del equipo y su posible desconexión a la tubería. Las bridas no deben quedar soportando la tubería de modo que los soportes puedan portar su peso en caso de desmontar bridas para un cambio de junta. e) Soldaduras y roscas Se debe prever espacios entre tuberías para efectuar soldaduras de terreno en áreas congestionadas. Además es necesario tener en cuenta que la distancia mínima entre dos soldaduras no debe ser menor de 100 mm., para evitar concentración de tensiones en tubos de 3" o mayores. En diámetros menores es imposible respetar esa dimensión pero en cualquier caso no deben estar a menos de 30 mm. de distancia. En las tuberías roscadas es necesario prever distancias requeridas para una tarraja, de modo de poder efectuar la rosca sobre una tubería ya instalada si se presenta el caso. Drenajes, Venteos y Detalles 1) Para la derivación de tubería de gases y venteos, todas las conexiones serán efectuadas en la parte superior de los tubos, para evitar la salida de los líquidos o condensados que se pudieran encontrar dentro de la línea. Para líquidos no hay recomendación. En caso de drenajes, estos se harán en la parte inferior del tubo.
30
2) Las reducciones en tuberías horizontales son generalmente excéntricas, manteniendo la línea recta del fondo del tubo BOP (bottom of pipe). La excepción importante a esta regla son las reducciones que se instalan en la succión de las bombas que deben ser excéntricas pero niveladas por encima para evitar la formación de bolsones de aire o vapor. Se ubican en lugar inmediato a la brida de succión. En las tuberías verticales son usadas casi siempre las concéntricas. 3)Posición de las válvulas. No es conveniente colocar las válvulas con el vástago hacia abajo, por la posibilidad de pérdida a través de los sellos y acumulación de residuos en la cámara de la válvula. En líneas de succión de bombas no debe haber válvulas con el vástago para arriba por el peligro de formación de vapores en la cámara; es mejor instalar el vástago en posición horizontal. 4) Drenajes y Venteos: Todos los puntos bajos de cualquier tubería deben tener siempre un drenaje que en las tuberías de acero se hacen con una cupla, niple y válvula. Suele colocarse un tapón a la válvula para evitar entrada de residuos que dificulten la operación de la misma. Se usa generalmente un diámetro de 3/4" para cualquier fluido. Para líquidos viscosos que dejan residuos se usa 1 1/2". En las partes altas se emplean los mismos diámetros, para evacuar aire o gases que podrían provocar inconvenientes en la operación. 5) Válvulas de alivio de presión: En trechos de tuberías que quedarán con el líquido bloqueado entre dos válvulas de bloqueo se pueden generar altísimas presiones por la dilatación del líquido al estar expuestas al sol. Se instalan en estos trechos válvulas de alivio de presión calibradas para que abran a una presión que será la de operación de la línea o un pequeño porcentaje mayor que ésta. 6) Válvulas de seguridad y alivio: La descarga de válvulas de seguridad y alivio es frecuentemente un chorro fuerte de gases calientes, inflamables, tóxicos o la combinación de éstas características. Para evitar accidentes las válvulas de seguridad que descargan a la atmósfera se instalan a 3 m por encima de cualquier piso situado en un radio de 6 m. Para las válvulas de seguridad suele hacerse una conexión en la salida a una línea que descarga en otra de menor presión que recircula el fluido. En las válvulas de alivio, el caudal que expelen es menor que en las de seguridad y el fluido expulsado se dirige hacia un drenaje. 7) Pasaje de Tubos a través de paredes: Por regla general no se debe vincular los tubos con las paredes o pisos que atraviesan. Se los hace pasar por agujeros circulares, a veces protegidos por un tubo de mayor dimensión (sleeve) dejando suficiente espacio para los movimientos por temperatura de la línea, la aislación si la tuviera, etc. 8) Manómetros y termómetros: Los manómetros son instalados en una pequeña derivación saliendo de una te o una cupla soldada a la tubería principal. Deben tener una válvula de bloqueo y un venteo o purga de aire

31
Derivación para termómetro o manometro Importancia del conocimiento del proceso Algunos autores consideran superfluo el conocimiento del proceso para el diseño de tuberías. Es indudable que el proyectista no puede determinar el uso de tubos, accesorios, juntas, etc. sin saber que parámetros regulan la producción de la planta que está proyectando. Una variación de temperatura puede dar como resultado una disposición equivocada de una línea; una presión errónea puede inducir a graves consecuencias en términos de seguridad en la operación. Falta de previsión en la conducción de fluidos corrosivos puede acortar la vida útil de las tuberías y la última consecuencia es la realización de un proyecto antieconómico. Es evidente también que el conocimiento del proceso no necesita ser tan profundo como el que tiene el ingeniero de proceso pero debe abarcar como mínimo : 1) Presiones en todas las líneas 2) Temperaturas en todos los puntos de las conducciones 3) Corrosividad de los fluidos conducidos. Abrasividad, etc. 4) Puntos de medición y control. Qué se mide y cómo 5) Características físicas de los fluidos a conducir (viscosidad, densidad, arrastre de partículas, etc.). Estos parámetros y características del proceso ayudan a definir correctamente el diseño y ruta de las líneas de tuberías. Planos de Tuberías En los proyectos de tuberías industriales se hacen generalmente 1) Diagramas de flujo 2) Planos de Planta y Elevación 3) Isométricos 4) Planos de detalle, fabricación y de soportes
32
Antes de detallar cada uno de ello veremos como se identifican las líneas. Cada empresa tiene un sistema de codificación pero casi todas adoptan un procedimiento que resumimos: A - B - C - D donde A = Diámetro nominal de la línea B = Clase de fluido C = Número de orden de la línea D = Especificación de Materiales Así por ejemplo una línea de 8", para conducir vapor, la tercera en el listado de su clase, de especificación A1 (vapor de baja presión) tendría : 8" - ST - 003 - A1 Esta modalidad no es mandatoria y el cliente puede proponer al ingeniero otra forma de identificar las líneas, tal vez con más datos (por ejemplo si es subterránea o no, si tiene aislamiento o no, etc.) Fundamentalmente debe servir esta codificación para identificar rápidamente cada línea, prever un mantenimiento correcto, sin confusiones, y facilitar el montaje de la Planta y ampliaciones futuras. Diagramas de flujo 1) Diagramas de Proceso. Son los diagramas preparados por la Ingeniería de Proceso que contienen, como mínimo : a) Tuberías Principales con la indicación del fluido que conducen y el sentido de flujo b) Las principales válvulas, dampers, etc. c) Todos los recipientes (tanques, torres, intercambiadores) con sus n° de ítem y características básicas ; dimensiones, presión, temperatura, etc. d) Todos los equipos (bombas, compresores, etc.) con indicación de sus características, potencias, caudal etc. e) Un cuadro de caudales, temperaturas y presiones de cada línea de conducción de fluidos. 2) Diagrama de Tuberia e Instrumentos (Piping and Instruments - P&I ) Son los diagramas preparados por los grupos Mecánico-Tuberías-Instrumentación y contienen a) Todos los recipientes, con dimensiones, identificación y todas sus conexiones a las tuberías b) Todos los equipos secundarios, trampillas, filtros etc. c) Todas las válvulas, drenajes, venteos, aún las estaciones de utilidades (vapor, agua, aire), válvulas de alivio, retención, etc. d) Todos los instrumentos de medición y control con sus líneas de transmisión y sus símbolos definiendo si es de control remoto o local
33
Cuando la red de conducción es muy compleja se dividen los P&I en varias hojas donde cada una contiene un área o servicio Varias hojas (planos) pueden abarcar sólo un área y en es caso se adoptan convenciones de conexión entre los planos para definir la continuación de una conducción de un plano a otro.
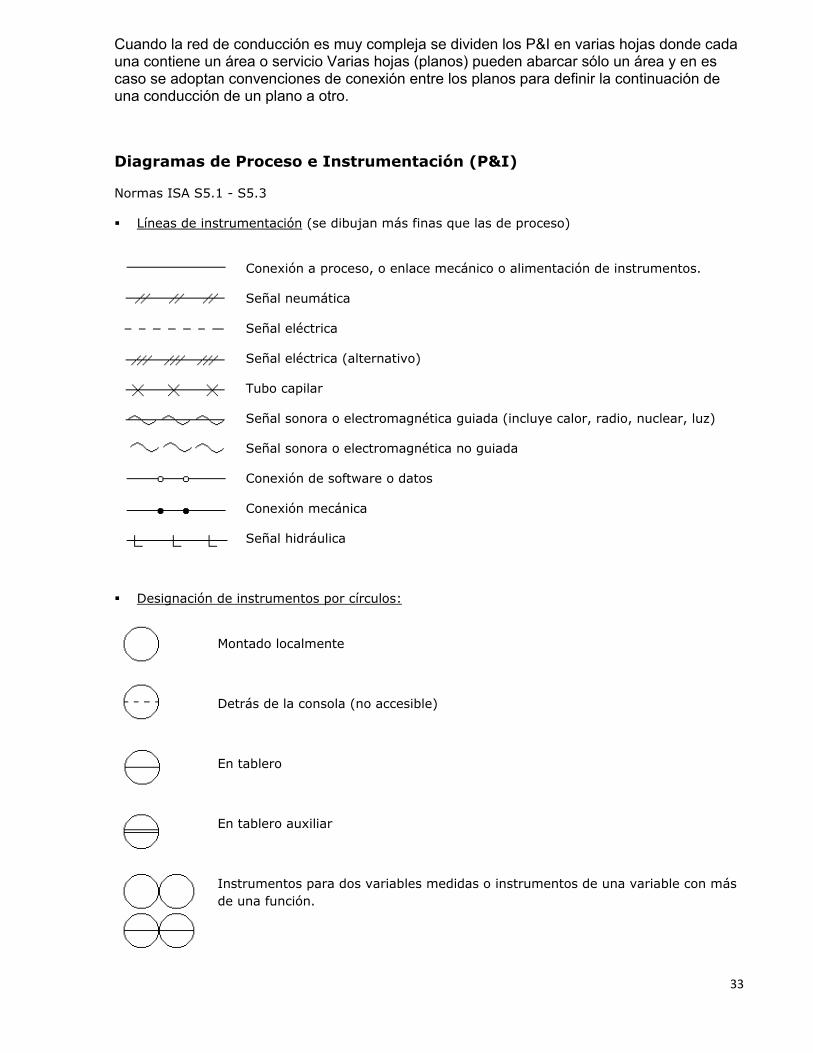
Diagramas de Proceso e Instrumentación (P&I)
Normas ISA S5.1 - S5.3
Líneas de instrumentación (se dibujan más finas que las de proceso)
Conexión a proceso, o enlace mecánico o alimentación de instrumentos.
Señal neumática
Señal eléctrica
Señal eléctrica (alternativo)
Tubo capilar
Señal sonora o electromagnética guiada (incluye calor, radio, nuclear, luz)
Señal sonora o electromagnética no guiada
Conexión de software o datos
Conexión mecánica
Señal hidráulica
Designación de instrumentos por círculos:
Montado localmente
Detrás de la consola (no accesible)
En tablero
En tablero auxiliar
Instrumentos para dos variables medidas o instrumentos de una variable con más de una función.

34
Fuentes de alimentación AS: Air Supply. Ejemplo: SA-100: Aire a 100 psi
ES: Electric Supply. Ejemplo: ES-24CD: Alimentación de 24V de corriente continua.
GS: Gas Supply
HS: Hydraulic Supply
NS: Nitrogen Supply
SS: Steam Supply
WS: Water Supply
Identificación de instrumentos: (Ver tabla siguiente)
1ª letra: Variable medida o modificante
2ª y 3ª letras: Función de salida, de presentación de datos o modificante.
Adicionales: Identificación de lazo de control (Asociado a área o equipo)
Ejemplo:
Designa a un Controlador de Temperatura con capacidad de Indicación asociado al lazo de control Nº 60.
Ejemplos varios:

35
Tabla de letras de instrumentos y funciones.

36
Ejemplo de representación de un lazo de control: Lazo de control de presión
Ejercicios de lectura de los P&I
Analizar el funcionamiento de los siguientes sistemas de control.

37
Alarmas
LAH Alarma de nivel alto
LSL Alarma de nivel bajo
LAHH Alarma de nivel alto alto
LSLL Alarma de nivel bajo bajo
LSH Interruptor (switch) por nivel alto
LDA Desviación de set point
Simbología usada en el control digital y distribuido 1. Accesible al operador
1.1 Visualización compartida 1.2 Visualización y control compartidos 1.3 Acceso a la red de comunicaciones 1.4 Interfase del operador en la red de comunicaciones
2. Interfase auxiliar
2.1 Montado en panel 2.2 Estación manual
3. No accesible normalmente al operador
3.1 Controlador 3.2 Visualización compartida instalada en campo 3.3 Cálculo, acondicionamiento de señal en controlador compartido

38
Simbología para ordenadores cuando son elementos aislados, no parte de un sistema de control distribuido general.
Normalmente accesible. Usado habitualmente para designar la pantalla de video.
Normalmente no accesible.
Símbolos para control lógico y secuencial
Para elementos no definidos interconectando control lógico o secuencial.
Control distribuido interconectando controladores lógicos con funciones lógicas binarias o secuenciales. No accesible al operador
Control distribuido interconectando controladores lógicos con funciones lógicas binarias o secuenciales. Accesible al operador
Cálculo o acondicionamiento de señal.
Planos de Planta y Elevación Son realizados en escala. Las más usuales son : Métrico 1:50 y 1:25 Áreas de Proceso (onsite) 1:100 y 1:250 Fuera de áreas de Proceso (offsite) 1:10 y 1:25 Detalles 1:250 y 1:1000 Disposición general Sistema Ingles 3/8" = 1' ; 1/4" = 1' Áreas de Proceso (onsite) 1" = 20'; 1" = 50' Fuera de Áreas de Proceso (offsite) 1" = 50'; 1" =200' Disposición General Antiguamente y hasta aparecer los sistemas gráficos (CAD), los tubos de 12" y mayores se representaban en estos planos con doble línea y su eje, y las de 10" y menores con un sólo trazo.

ZAMALBIDE AUZOA Z/G 20100 ERRENTERIA GIPUZKOA TEL: 943082900 Página 1 de 6
1ª ACTIVIDAD
SIMBOLOGÍA UTILIZADA EN LOS PROCESOS (TEORÍA)
1. INTRODUCCIÓN
1. OBJETIVOS
1. Identificar la simbología de los elementos habituales utilizados en la regulación de
procesos.
2. Comprender el significado de las letras que normalmente se utilizan para identificar los elementos en la regulación de procesos.
2. RECURSOS NECESARIOS
1. Aunque no sea del todo imprescindible, convendría tener los manuales con las
características físicas y funcionales detalladas de los sensores-transductores.
2. Aunque no sea del todo imprescindible, convendría tener los manuales con las características físicas y funcionales detalladas de los actuadores.
2. APLICACIÓN
Los símbolos y diagramas utilizados en los controles de procesos contienen, entre otras, la siguiente información:
• La aplicación del proceso.
• Los tipos de señal utilizados.
• La secuencia de conexión de los elementos.
• Instrumentación utilizada.
Esta actividad te ayudará a utilizar e interpretar los símbolos habituales en los controles de los procesos industriales.
3. SIMBOLOGÍA BÁSICA
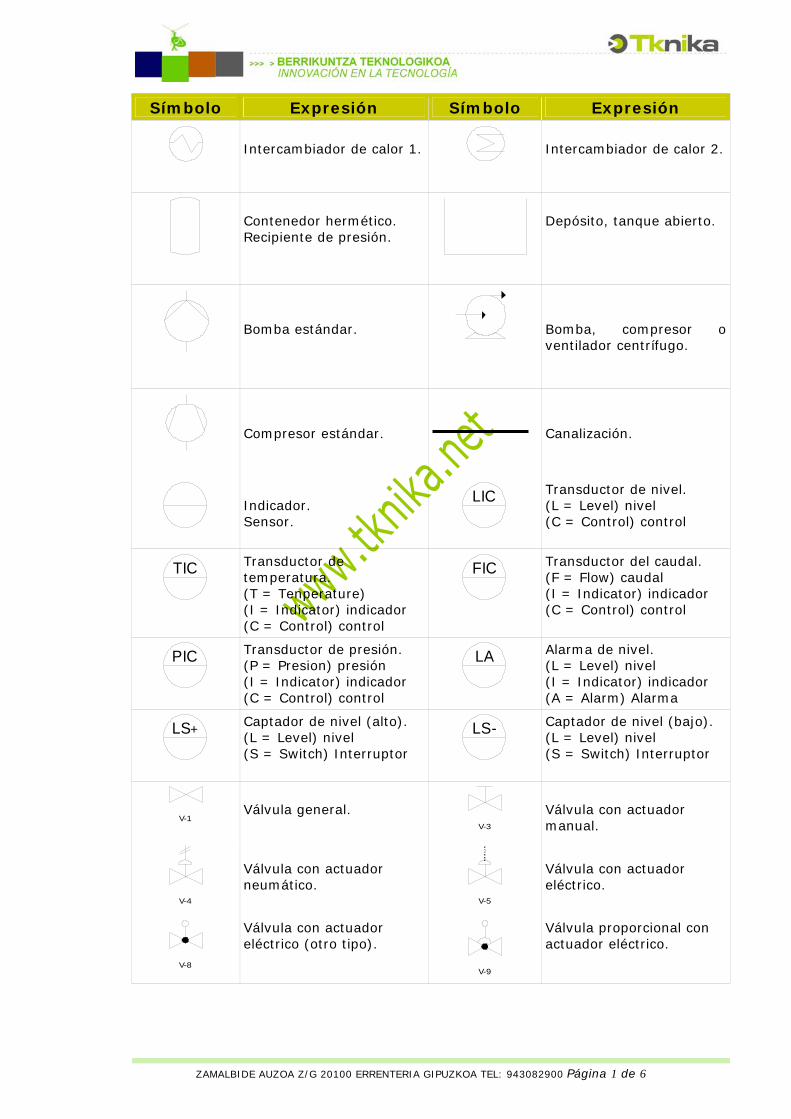
En industria, en la regulación e instrumentación de los procesos, la norma que más se utiliza es la llamada norma ISA (Instrument Society of America). Mediante dicha norma se normalizan las letras y símbolos para la denominación y la identificación de los elementos. A continuación se resumen en una tabla los símbolos más frecuentes utilizados en las regulaciones de procesos de estas actividades.
ZAMALBIDE AUZOA Z/G 20100 ERRENTERIA GIPUZKOA TEL: 943082900 Página 1 de 6
Símbolo Expresión Símbolo Expresión
Intercambiador de calor 1.
Intercambiador de calor 2.
Contenedor hermético. Recipiente de presión.
Depósito, tanque abierto.
Bomba estándar.
Bomba, compresor o ventilador centrífugo.
Compresor estándar.
Canalización.
Indicador. Sensor.
LIC
Transductor de nivel. (L = Level) nivel (C = Control) control
TIC
Transductor de temperatura. (T = Tenperature) (I = Indicator) indicador (C = Control) control
FIC
Transductor del caudal. (F = Flow) caudal (I = Indicator) indicador (C = Control) control
PIC
Transductor de presión. (P = Presion) presión (I = Indicator) indicador (C = Control) control
LA
Alarma de nivel. (L = Level) nivel (I = Indicator) indicador (A = Alarm) Alarma
LS+
Captador de nivel (alto). (L = Level) nivel (S = Switch) Interruptor
LS-
Captador de nivel (bajo). (L = Level) nivel (S = Switch) Interruptor
V-1
Válvula general. V-3
Válvula con actuador manual.
V-4
Válvula con actuador neumático.
V-5
Válvula con actuador eléctrico.
V-8
Válvula con actuador eléctrico (otro tipo).
V-9
Válvula proporcional con actuador eléctrico.

ZAMALBIDE AUZOA Z/G 20100 ERRENTERIA GIPUZKOA TEL: 943082900 Página 3 de 6
3.1. EJEMPLOS
Aplicando la simbología mencionada, he aquí dos ejemplos. En el primer ejemplo, el líquido extraído de un depósito general debe ser vertido en los otros dos depósitos, manteniendo el volumen (nivel) siempre constante.
LIC 201 LIC 301 LA 301-2 V 302
V 202 LA 201-2
B 300
LS+ 201-3
LS- 201-4
V 203
B 200
P 200
LS+ 301-3
LS- 301-4
V 303
B 100
1. PROCESO 2. PROCESO
V 201
P 300
V 301
LS- 101
V 101
La instalación consta de los siguientes elementos:
1. depósito (B100):
LS 101 Detector de proximidad capacitivo del nivel mínimo.
V 101 Válvula general para la interrupción del paso de líquidos.
2. depósito (B200):
LIC 201-1 Sensor analógico de medición de nivel (ultrasonido).
LA 201-2 Detector de proximidad capacitivo que funciona como alarma en caso de avería de los demás detectores y, por consiguiente, el líquido del depósito superase el límite alto.
LS+ 201-3 Detector de proximidad capacitivo para el control del límite alto del depósito (volumen máximo admitido).

ZAMALBIDE AUZOA Z/G 20100 ERRENTERIA GIPUZKOA TEL: 943082900 Página 4 de 6
LS- 201-4 Detector de proximidad capacitivo para el control del límite bajo del depósito (volumen mínimo admitido).
V 201 Válvula general manual del primer proceso.
V 202 Electroválvula que permite el paso del líquido al segundo depósito.
V 203 Válvula reguladora del consumo de líquido del segundo depósito.
P 200 Motobomba que mantiene constante el nivel de líquido del segundo depósito regulando la velocidad del motor.
3. depósito (B300):
LIC 301-1 Sensor analógico de medición de nivel (ultrasonido).
LA 301-2 Detector de proximidad capacitivo que funciona como alarma en caso de avería de los demás detectores y, por consiguiente, el líquido del depósito superase el límite alto.
LS+ 301-3 Detector de proximidad capacitivo para el control del límite alto del depósito (volumen máximo admitido).
LS- 301-4 Detector de proximidad capacitivo para el control del límite bajo del depósito (volumen mínimo admitido).
V 301 Válvula general manual del primer proceso.
V 302 Electroválvula que permite el paso del líquido al segundo depósito.
V 303 Válvula reguladora del consumo de líquido del segundo depósito.
P 300 Motobomba que mantiene constante el nivel de líquido del segundo depósito regulando la velocidad del motor.
B-200
P-201
LICLA
LS+
LS-
V-203
B-100
LS-
201-1201-2
201-3
201-4
101
V-101
M3
V 201
V 202
B-300
P-301
LICLA
LS+
V-303
LS-
301-1301-2
301-3
301-4
V-301
V-302
M3
U
U
PID
U
U
PID

ZAMALBIDE AUZOA Z/G 20100 ERRENTERIA GIPUZKOA TEL: 943082900 Página 5 de 6
En esta siguiente instalación se regularán dos procesos diferentes, ajustando una temperatura determinada y manteniendo constante el caudal de agua.
FIC 201-1
La regulación de temperatura se realiza en el depósito B100. A fin de calentar el agua, regularemos el vapor proveniente de una caldera. Para mantener constante el caudal, se regulará la velocidad de la motobomba.
La instalación consta de los siguientes elementos:
1. depósito (B100): depósito que recibe el agua fría, provisto de un intercambiador de calor para la regulación de la temperatura del agua.
TIC 101-1 Sensor necesario para la regulación de la temperatura.
LS 101-2 Detector de proximidad capacitivo del límite bajo del depósito. (Volumen mínimo admitido para calentar el agua)
LS 101-3 Detector de proximidad capacitivo del límite alto del depósito. (Volumen máximo admitido para calentar el agua)
V 101 Válvula proporcional que regula el paso del vapor.
V 102 Válvula general para la interrupción del paso del agua caliente.
V 103 Electroválvula a utilizar para abastecer el depósito de agua fría.
TIC 101-1
V 202
P 200
LS- 101-2
V 101
B 100
V 103
LS+ 101-3
1. PROCESO FIC 301-1
V 302
2. PROCESO
P 300
V 201
V 102
V 301

ZAMALBIDE AUZOA Z/G 20100 ERRENTERIA GIPUZKOA TEL: 943082900 Página 6 de 6
Regulación del caudal del primer proceso:
FIC 201-1 Sensor analógico de medición del caudal.
V 201 Válvula general manual del primer proceso.
V 202 Electroválvula que permite el paso del agua caliente para el primer proceso.
P 200 Motobomba que mantiene constante el caudal de agua caliente para el primer proceso regulando la velocidad del motor.
Regulación del caudal del segundo proceso:
FIC 301-1 Sensor analógico de medición del caudal.
V 301 Válvula general manual del segundo proceso.
V 302 Electroválvula que permite el paso del agua caliente para el segundo proceso.
P 300 Motobomba que mantiene constante el caudal de agua caliente para el segundo proceso regulando la velocidad del motor.
P-200
LS+
LS-
B-100
101-3
101-2
V-102
M3
V-201
V-103
E-101
V-201 TIC
V-202
P-300
M3
V-301
V-302
FIC
FIC201-1
301-1
101-1
U
UPID
U
UPID
U
APID
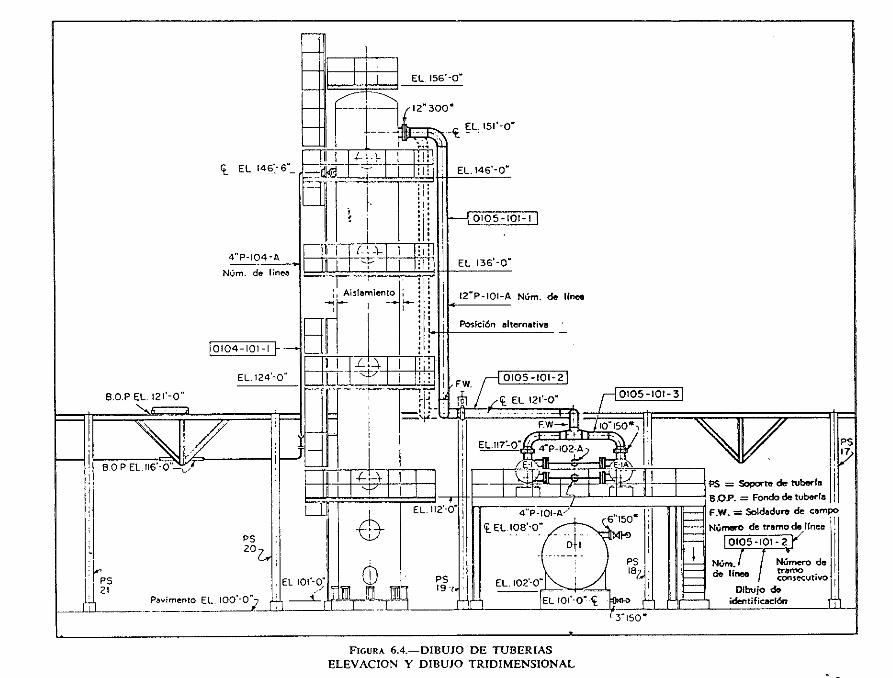


39
Actualmente algunas empresas de ingeniería que cuentan con sistemas CAD contratan sus planos de tuberías representando con un línea sólo las de 1'/2" y menores ya que el tiempo de elaboración no difiere entre un tipo de representación y el otro, con lo que los costos no varían, dependiendo sólo de la resolución con que se dibujan los planos. La ventaja de representar las tuberías con doble línea consiste en facilitar la visión del espacio que ocupan, detectar posibles interferencias y errores en espaciamiento entre ellos. En áreas de gran complejidad, son usados en CAD, planos en 3 dimensiones que suplantan a las maquetas, que ya están obsoletas por su elevado costo, y que permiten proyecciones axonométricas desde distintos ángulos. Además de todos los tubos con sus accesorios los planos de planta y elevación, realizados en escala, deberán incluir lo siguiente: a) Líneas principales de referencia, con sus coordenadas, tales como: límites de "batería" o área, límite de los planos, de caminos y calles, diques, líneas de drenajes, recipientes, equipos, contorno de fundaciones, etc. b) Todos los soportes de tuberías, con numeración, indicación convencional del tipo, posición y elevación acotadas, inclusive las columnas de apoyo de tubos elevados, indicados por su numeración c) Todas las plataformas de acceso con posiciones, elevación y dimensiones acotadas d) Todos los instrumentos, con identificación, indicación convencional y posición aproximada. Los conjuntos constituidos por las válvulas de control con sus by-pass, válvulas de bloqueo y regulación, son representados por todos sus accesorios indicando la identificación de los instrumentos con la sigla ISO correspondiente e) Indicación del NORTE de Planta y su ángulo con el geográfico normalmente dirigido hacia arriba o la derecha del plano f) Lista de soportes con los planos de referencia donde se puedan encontrar los detalles constructivos de los mismos g) Lista de planos de referencia de áreas contiguas y plano llave. Rutina para dibujar planos de planta - elevación 1) Subdividir la Planta de Disposición General en tantas hojas como sea necesario para que incluya en las escalas definidas todas las áreas de trabajo 2) Dibujar los contornos de los equipos principales, recipientes, tanques, fundaciones, columnas, parrales, soportes etc. 3) Fijar cotas y elevaciones de las tuberías 4) Elegir las cotas o elevaciones en que deben ser dibujadas cada planta. Cuando hay varios niveles superpuestos se deben dibujar dos o más plantas y los cortes requeridos para mayor claridad del plano 5) Dibujar primero los tubos de mayor diámetro y/o que tengan requerimientos especiales.

40
6) Fijar las distancias entre ejes de las tuberías principales 7) Dibujar las tuberías secundarias 8) Terminado esto, verificar si concuerda con el diagrama P&I 9) Verificar si todos los trazados tienen suficiente flexibilidad. Donde no se tenga seguridad, enviar a cálculo de flexibilidad (ver tema 5) las líneas en cuestión 10) Verificar para cada línea si los vanos o luces entre vigas o soportes son los apropiados. Si fuera necesario colocar soportes adicionales o modificar el trazado para evitarlos. 11) Verificar interferencias entre tubos y con los equipos 12) Colocar dispositivos de restricción de movimientos (ver tema 5) como anclajes, patines, guías, etc.) 13) Completar el plano con los siguientes datos : Identificación de las líneas Coordenadas de los límites y de las líneas principales Cotas y elevaciones Identificación de los recipientes, equipos e instrumentos Identificación y simbología de los soportes Numeración de líneas de eje de columnas Lista de soportes Lista de Planos de referencia Planos isométricos Son planos realizados en perspectiva isométrica (axonométrica) con proyecciones a 30° de cada una de las direcciones ortogonales (horizontales) y con las tuberías verticales sin cambio. Se hacen sin escala y sus aplicaciones son variadas, según sea el caso: 1.- Conjunto de tuberías para ingeniería básica, abarcando áreas completas, facilitan la estimación de costo de un proyecto 2.- Tubería individual, completa, se utiliza para mantenimiento y montaje 3.- Sector de una tubería, utilizada para fabricación o para elaborar a partir del isométrico los planos de fabricación (pipe spools) y el algunos casos para montaje. Estos casos que anteceden no son los únicos que se pueden mencionar para la aplicación de isométricos. Aparte de no hacerse en escala, se diferencian de los planos de planta - elevación en que todas las tuberías son unifilares. Los codos son representados por curvas, los recipientes y bombas solo por sus nozzles o bridas y las leyendas, cotas, detalle de soportes etc., siguen las direcciones ortogonales.

41
Se incluyen, cuando es necesario todas las uniones de tuberías rectas, soldaduras, roscas, etc., en los caso 2 y 3. También estos casos incluyen una lista completa de materiales, salvo que se realicen en un sistema gráfico (CAD) donde se obtienen por una base de datos. Aún así hay métodos que permiten transformar la base (archivo.dbf) en texto (archivo.txt) que se incluye en el dibujo. Se indica también los ejes principales de columnas, referencia a los ejes del parral sí es aplicable, la orientación de planta (NORTE) etc.
Estos esquemas nos dan idea de la disposición de los aparatos en el espacio y para ello, en caso necesario, se acompañan de dibujos en perspectiva isométrica que de un golpe de vista indican la disposición general. Esta disposición está normalizada por la DIN 5 y hay que hacer las siguientes observaciones: 1) El sentido positivo de Z es en el que se movería un tornillo normal a derechas que girara del eje X al Y, ver Bild 5 de la figura 8.8. 2) Para señalar los tramos que no sean isométricos se emplean rayados, rayándose dos planos isométricos que converjan en el tramo citado, siendo uno de ellos siempre el XY, ver Bild 6 y 7 de la figura 8.8.

42
Fig, 8-8 disposicion de tuberías según la norma DIN 5
Si este rayado no fuera conveniente, como indica la norma ISO 6412, puede omitirse; pero en ese caso el rectángulo o el prisma rectangular del que la tubería es la diagonal, debe mostrarse en línea continua fina. (como se muestra mas adelante)
3) Se representan también en isométrico los diversos elementos en forma de símbolos, orientándolos en la dirección correcta, como se muestra a continuación y en la figura

43
En los isométricos las soldaduras se indican de la siguiente manera
Las uniones roscadas se indican de la siguiente manera: Las bridas situadas en los tramos horizontales se dibujan en posición vertical, y las situadas en tramos verticales se dibujan en la orientación del tramo horizontal Inmediato mas importante
Aunque los tramos sean pequeños deben ampliarse lo suficiente (sin escala) para que quepan todas las notas e indicaciones de soportes necesarias. El dibujo de codos o curvas soldadas será asi:
Los tramos horizontales llevaran las cotas parciales pero no las totales. Los tramos verticales se acotaran preferentemente por elevaciones absolutas. Los tramos horizontales llevaran indicada la elevación absoluta de su centro lineal ( a lo largo del tramo). Cuando en un pipe rack las tuberías vayan enrasadas por su generatriz inferior y exista diversidad de diámetros se indicara preferentemente la elevación de su base BOP (Bottom of pipe) en lugar del centro lineal y asi la elevación será la misma para todas las tuberías.
Dos maneras de indicar la elevación

44
En los tramos horizontales con pendiente se indicara asi:
En las deviaciones horizontales de 45° se acotara el ángulo, la hipotenusa y el cateto, en los demás ángulos los dos catetos y la hipotenusa, y en ambos casos se indicara el ángulo recto
En las deviaciones verticales de 45° se acotara el ángulo, la hipotenusa y el cateto siguiendo El sentido de la desviación. En los demás ángulos se acotaran los dos catetos y la hipotenusa. Según se indica:
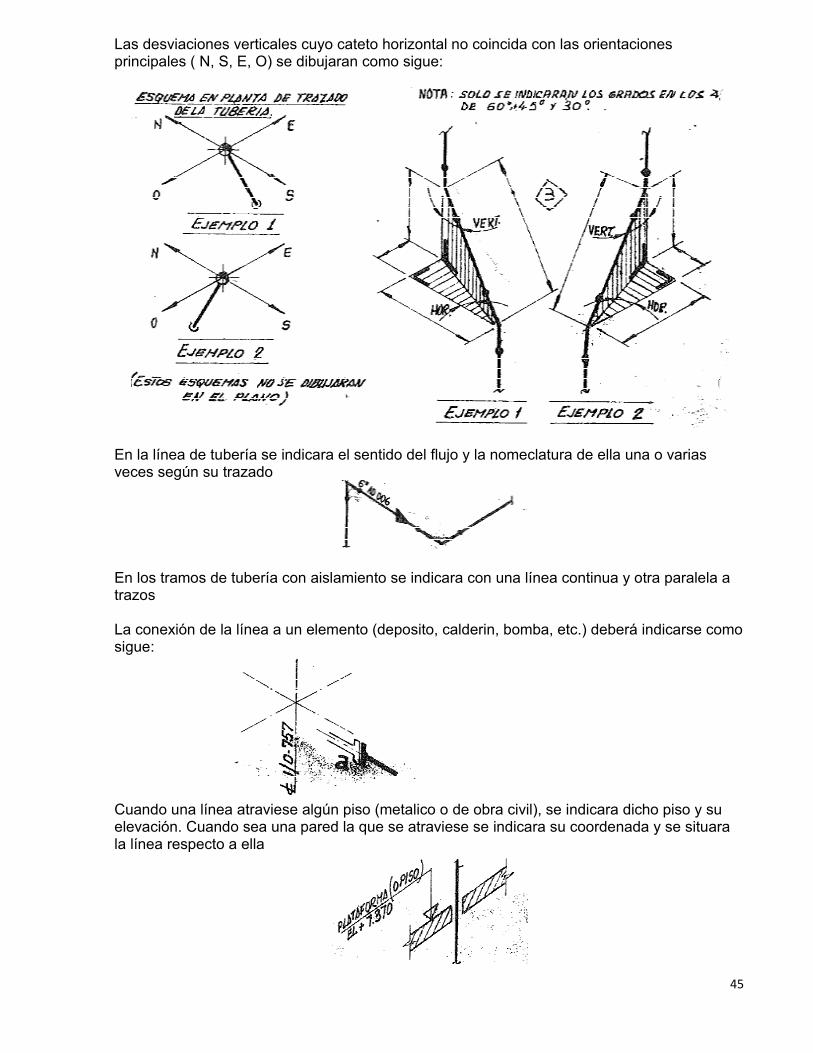
45
Las desviaciones verticales cuyo cateto horizontal no coincida con las orientaciones principales ( N, S, E, O) se dibujaran como sigue:
En la línea de tubería se indicara el sentido del flujo y la nomeclatura de ella una o varias veces según su trazado
En los tramos de tubería con aislamiento se indicara con una línea continua y otra paralela a trazos La conexión de la línea a un elemento (deposito, calderin, bomba, etc.) deberá indicarse como sigue:
Cuando una línea atraviese algún piso (metalico o de obra civil), se indicara dicho piso y su elevación. Cuando sea una pared la que se atraviese se indicara su coordenada y se situara la línea respecto a ella
46
TEMA 3 Soportes de Tuberías CONTENIDO Soportes de tuberías_____________________________________________________________ Definición y Clasificación: ______________________________________________________ 1.- Soportes destinados a sostener pesos. __________________________________________ 2.- Soportes destinados a limitar los movimientos de los tubos. ________________________ 3.- Dispositivos que absorben las vibraciones - amortiguadores ________________________ Esfuerzos que actúan sobre los soportes. __________________________________________ Soportes rígidos_______________________________________________________________ Contacto entre tubos y soportes _________________________________________________ Soportes Sema-rígidos __________________________________________________________ Soportes especiales para tubos livianos ___________________________________________ Soportes de contrapeso________________________________________________________ Soportes que limitan los movimientos de las tuberías_______________________________ Soportes para tuberías sujetas a vibraciones ______________________________________ Fuerzas de fricción sobre soportes ______________________________________________ Juntas de expansión___________________________________________________________ Soportes de tuberías Definición y Clasificación: Son los dispositivos destinados a soportar los pesos y los demás esfuerzos ejercidos por los tubos o sobre los tubos transmitiendo al suelo, a estructuras vecinas, a equipos o en algunos casos, a otros tubos. 1.- Soportes destinados a sostener pesos. Rígidos 1.- Apoyados 2.- Colgantes Semi-rígidos (Pipe Hangers) No rígidos 1.- Soportes a resorte (Spring-hangers) 2.- Soportes a contrapeso. 2.- Soportes destinados a limitar los movimientos de los tubos. Dispositivos de fijación total - Anclajes Dispositivos que permiten sólo movimientos axiales - Guías Dispositivos que impiden el movimiento en un sentido Dispositivos que impiden los movimientos laterales - Vientos o bracing.

47
3.- Dispositivos que absorben las vibraciones - amortiguadores Esta clasificación es no muy rigurosa, ya que la mayor parte cumple más de una de las funciones que anteceden. Casi todos los soportes que limitan movimientos también sustentan pesos y recíprocamente todos los que se diseñan para soportar pesos ejercen alguna limitación en los movimientos de la tubería. Esfuerzos que actúan sobre los soportes. 1.- Pesos Peso de los tubos, accesorios, válvulas y equipos que estén vinculados a la tubería, y que no tengan soportes o fundaciones propias. Peso del fluido contenido. Peso de la aislación térmica, si hubiera. Sobrecargas diversas ejercidas sobre la tubería, tales como el peso de otros, personas, plataformas etc., apoyados sobre la tubería. 2.- Fuerzas de rozamiento provenientes de los movimientos relativos entre los tubos y los soportes. 3.- Esfuerzos provenientes de las dilataciones de los tubos. 4.- Esfuerzos dinámicos diversos, tales como golpes de ariete, aceleraciones del fluido circulante, vibraciones, acción del viento, etc. Todos estos esfuerzos deben ser evaluados para poder calcular las cargas ejercidas sobre los soportes y transmitidas al suelo, o a las estructuras y fundaciones. Para el peso del fluido debe ser considerado el peso del agua (para la prueba hidráulica) en caso que éste sea mayor que el del fluido conducido. Para tubos que conducen gas o vapor es a veces más económico construir soportes provisorios sólo para la prueba hidráulica. Soportes rígidos Se llama así a los soportes fijos, es decir que no permiten ningún grado de libertad para la tubería, y son los más comunes. Pueden ser de apoyo o colgantes, según sea la forma en que transmitan las cargas. Existe gran cantidad de modelos como los que se muestran a continuación . Los soportes tipo a) y b) son soportes simples, directos, destinados a tubos situados a poca altura y que transmiten los pesos directamente al suelo o a algún piso. El soporte a) es simplemente un muro de hormigón en el que está anclado un perfil metálico que constituye la superficie de apoyo de los tubos. El soporte b) es una viga metálica apoyada en bloques de hormigón o en estructuras metálicas. El soporte c) es de pedestal, muy usado para apoyar codos situados en el plano vertical y que también descarga los pesos sobre el piso directamente. El perfil metálico soldado al tubo deberá estar preferentemente alineado con el eje vertical del tubo.

48
El soporte d) es una viga en voladizo, transmitiendo el peso sobre algún recipiente o estructura. El soporte e) muestra un modelo llamado "Trunion" muy empleado para soportar codos. Consisten en trozos de perfiles metálicos o de tubos soldados al codo de la tubería y apoyados directamente sobre la viga. Las figuras f) y g) muestran modelos de soportes para tubos elevados. Cuando se tienen tubos de diámetros muy diferentes, se acostumbra apoyar los tubos de menor diámetro sobre los más grandes, por medio de soportes intermedios soldados a los mismos. Este sistema permite espaciar más los apoyos hasta la luz admisible para los tubos mayores. Los soportantes deben tener como mínimo 4 veces el diámetro del mayor de los soportados. Cuando se emplean estos soportes, se deben verificar las tensiones de los tubos soportantes, siempre que hubiera dudas sobre la capacidad portante de los mismos. Es importante, cuando hay tubos soportados sobre otros como en las siguientes figuras i), h), que no estén rígidamente vinculados para que sea posible el movimiento relativo entre ellos. La figura j) muestra un soporte rígido colgante transmitiendo el peso a una estructura situada sobre los tubos.
Ejemplos de Soportes rígidos

49
Contacto entre tubos y soportes Generalmente se trata de evitar el contacto entre los tubos y las superficies de apoyo a efectos de permitir la pintura de la cara inferior de los tubos y la superficie de los soportes. Uno de los recursos usados para evitar ese contacto es colocar una barra de acero, generalmente de 0 3/4", transversal a los tubos, soldado a la superficie metálica del soporte (ver fig.). Esta barra suele doblarse para arriba, de modo de impedir el desplazamiento de los tubos, en sentido lateral. Para tubos de gran diámetro (más de 14") o de paredes muy finas, la carga concentrada sobre la barra podría dañar al tubo o aún causar su colapso. Se adoptan chapas de refuerzo o cunas para mejor distribución de cargas. Estos refuerzos se sueldan a la pared del tubo.

50
En tramos largos de tuberías pesadas, es conveniente a veces usar soportes de rodillos o rolos, con la doble finalidad de reducir el frotamiento y distribuir las cargas concentradas, facilitando los movimientos de dilatación. El rozamiento en tuberías pesadas puede reducirse usando placas deslizantes de grafito lubricado entre la chapa del soporte y la superficie donde apoya. Este recurso es simple y no requiere manutención. En ningún caso puede permitirse el apoyo directo de tuberías y sus movimientos dañan la aislación. Se emplean para ellos los patines (fig. a) o las cunas, con una altura de 100 mm. y longitud de 300 a 450 mm. Los patines se usan generalmente de 6" o menores y las cunas para 8" y mayores diámetros. En algunos casos, se usan soportes con patines de madera para bajas temperaturas, que evitan la formación de hielo por condensación. Soportes Semi-rígidos Los soportes Semi-rígidos son empleados para tubos livianos, dentro de edificios o en áreas de proceso. Estos soportes colgantes dan gran libertad de movimientos y en ellos no hay rozamiento. No deben ser usados para tubos sujetos a vibraciones, choques dinámicos, golpes de ariete, etc.
b) CUNA PARA TUBERIA PESADA
c) PATIN PARA TUBOS LIVIANOS
d) SOPORTE DE ROLOS
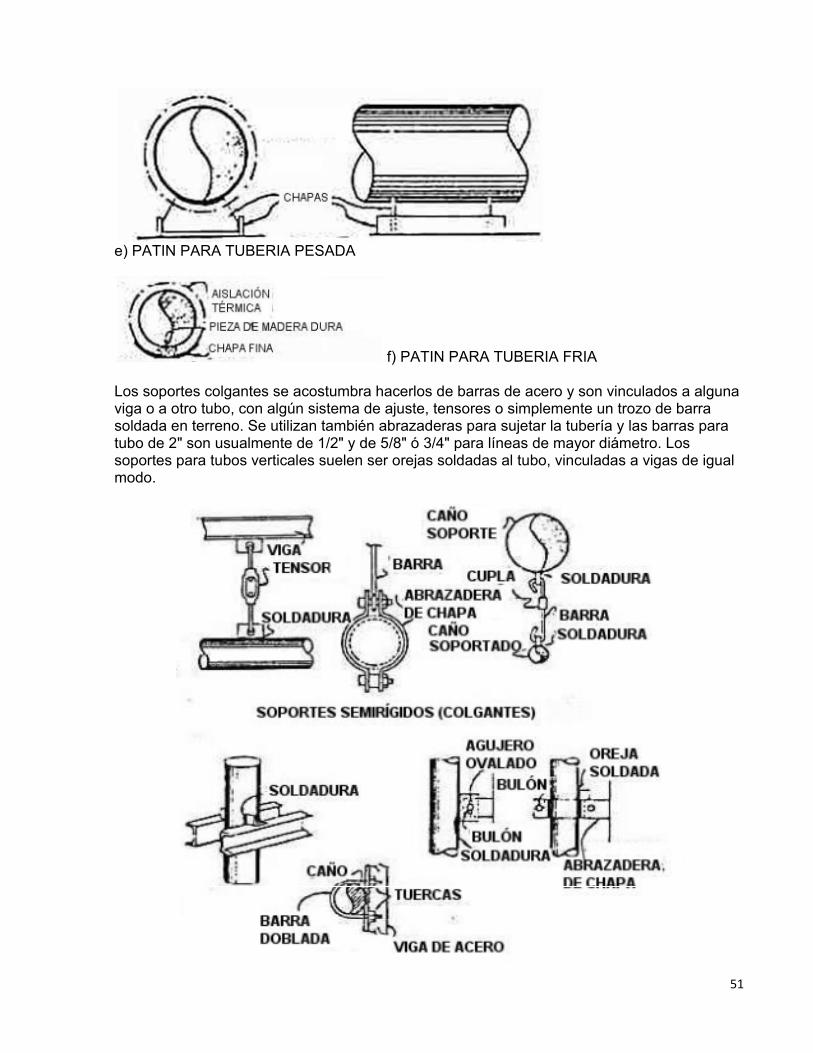
51
e) PATIN PARA TUBERIA PESADA
f) PATIN PARA TUBERIA FRIA Los soportes colgantes se acostumbra hacerlos de barras de acero y son vinculados a alguna viga o a otro tubo, con algún sistema de ajuste, tensores o simplemente un trozo de barra soldada en terreno. Se utilizan también abrazaderas para sujetar la tubería y las barras para tubo de 2" son usualmente de 1/2" y de 5/8" ó 3/4" para líneas de mayor diámetro. Los soportes para tubos verticales suelen ser orejas soldadas al tubo, vinculadas a vigas de igual modo.

52
Soportes especiales para tubos livianos Para tuberías de 1 1/2" o menores, horizontales o verticales, es muy común emplear accesorios ya fabricados y que se pueden comprar en el comercio, por lo que resultan más económicos.
Existe gran variedad de ellos y la mayoría se construyen con hierro maleable, casi siempre galvanizado, también de hierro fundido y aún de plástico. Algunos vienen provistos con pernos de expansión que se pueden fijar directamente al hormigón o a mampostería. Soportes no rígidos Son dispositivos colgantes o soportes flexibles. Son soportes capaces de permitir movimientos verticales en los puntos de apoyo de la tubería, provenientes de la misma o de recipientes. Los colgantes flexibles se dividen en dos grupos : 1.- Resorte Variable 2.- Soporte Constante Existe un tercer grupo llamados de contrapeso. Los de soporte constante proveen una fuerza prácticamente constante a través de todo un intervalo completo de contracción o dilatación vertical de la tubería. Esto se logra por medio del uso de un resorte helicoidal que trabaja en conjunto con un juego de palancas, de tal modo que la fuerza actuante sobre el resorte multiplicada por el brazo de palanca hasta el punto de pivote es siempre igual a la carga del tubo multiplicada por la distancia entre el eje y el punto pivote. Debido a su uniformidad en sustentar la carga de la tubería estos soportes son usados donde es deseable prevenir que la carga que actúa sobre el tubo (peso) se transfiera a los equipos o soportes adyacentes. Es utilizado para sistemas de tuberías críticos.
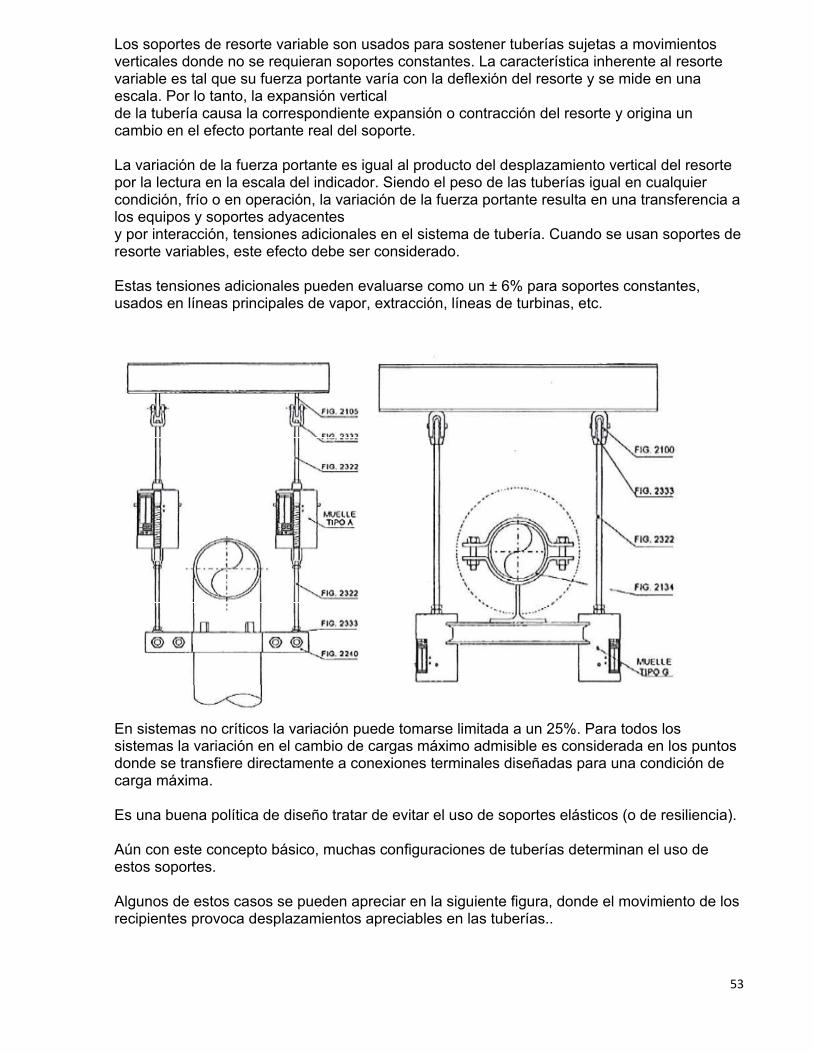
53
Los soportes de resorte variable son usados para sostener tuberías sujetas a movimientos verticales donde no se requieran soportes constantes. La característica inherente al resorte variable es tal que su fuerza portante varía con la deflexión del resorte y se mide en una escala. Por lo tanto, la expansión vertical de la tubería causa la correspondiente expansión o contracción del resorte y origina un cambio en el efecto portante real del soporte. La variación de la fuerza portante es igual al producto del desplazamiento vertical del resorte por la lectura en la escala del indicador. Siendo el peso de las tuberías igual en cualquier condición, frío o en operación, la variación de la fuerza portante resulta en una transferencia a los equipos y soportes adyacentes y por interacción, tensiones adicionales en el sistema de tubería. Cuando se usan soportes de resorte variables, este efecto debe ser considerado. Estas tensiones adicionales pueden evaluarse como un ± 6% para soportes constantes, usados en líneas principales de vapor, extracción, líneas de turbinas, etc.
En sistemas no críticos la variación puede tomarse limitada a un 25%. Para todos los sistemas la variación en el cambio de cargas máximo admisible es considerada en los puntos donde se transfiere directamente a conexiones terminales diseñadas para una condición de carga máxima. Es una buena política de diseño tratar de evitar el uso de soportes elásticos (o de resiliencia). Aún con este concepto básico, muchas configuraciones de tuberías determinan el uso de estos soportes. Algunos de estos casos se pueden apreciar en la siguiente figura, donde el movimiento de los recipientes provoca desplazamientos apreciables en las tuberías..
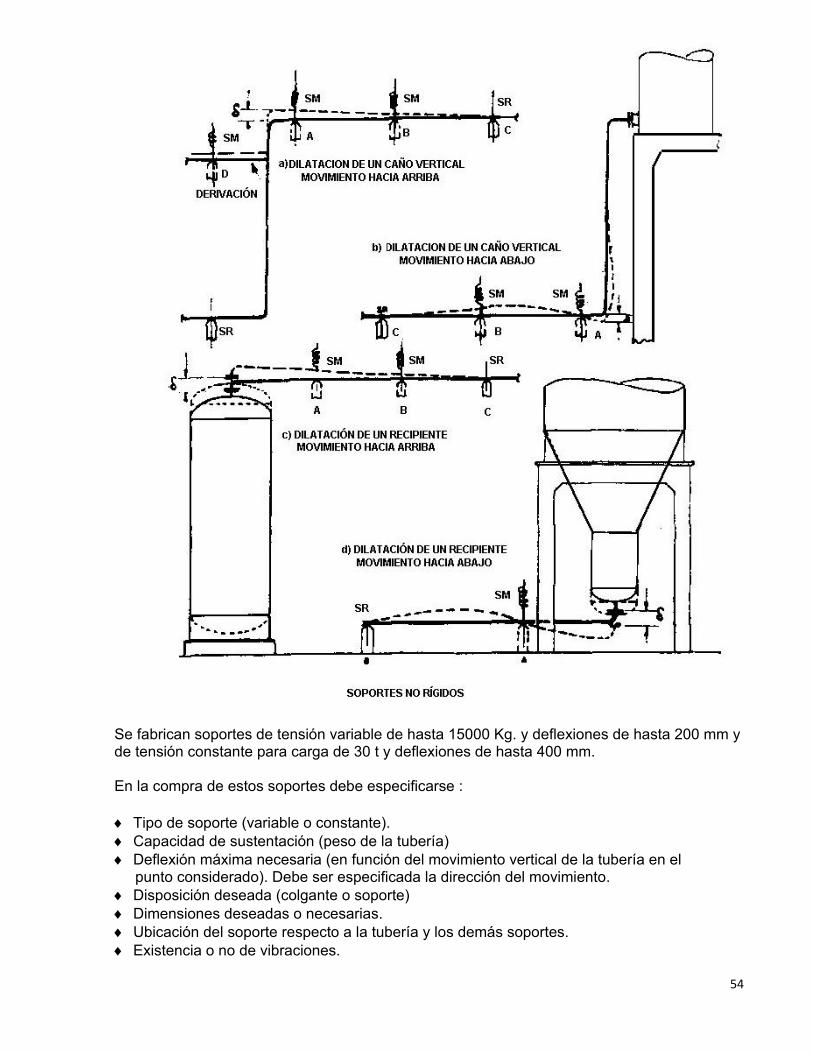
54
Se fabrican soportes de tensión variable de hasta 15000 Kg. y deflexiones de hasta 200 mm y de tensión constante para carga de 30 t y deflexiones de hasta 400 mm. En la compra de estos soportes debe especificarse : Tipo de soporte (variable o constante). Capacidad de sustentación (peso de la tubería) Deflexión máxima necesaria (en función del movimiento vertical de la tubería en el punto considerado). Debe ser especificada la dirección del movimiento. Disposición deseada (colgante o soporte) Dimensiones deseadas o necesarias. Ubicación del soporte respecto a la tubería y los demás soportes. Existencia o no de vibraciones.
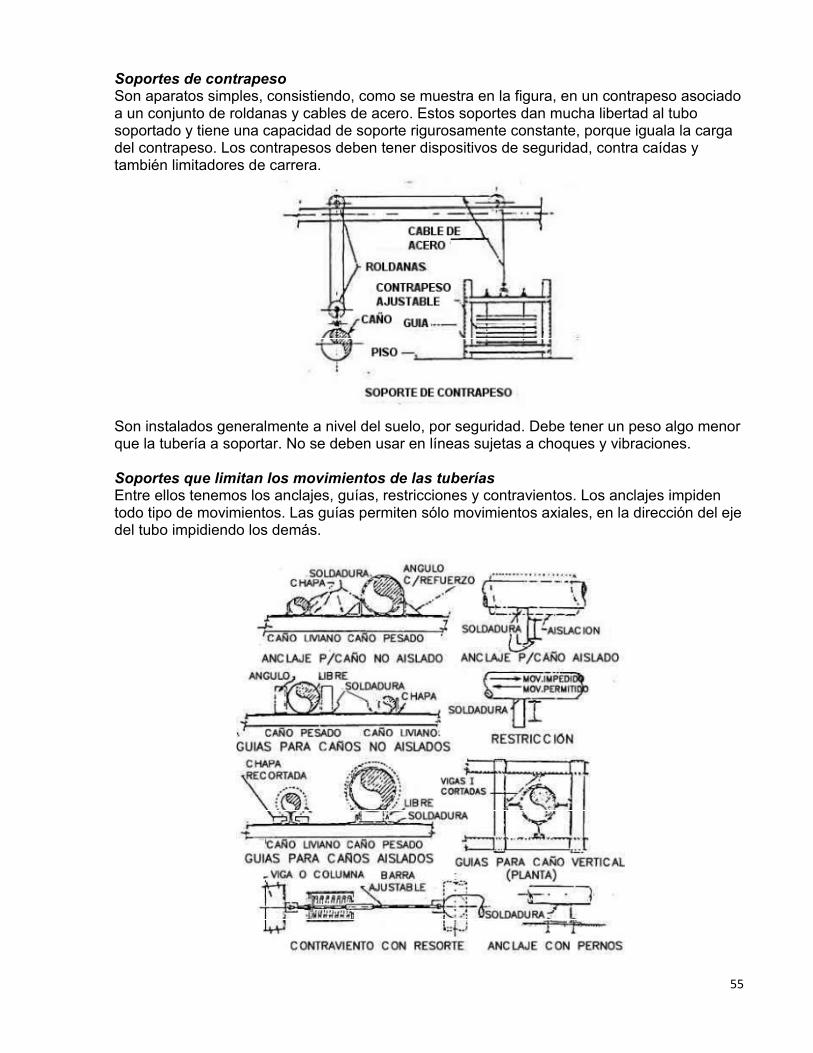
55
Soportes de contrapeso Son aparatos simples, consistiendo, como se muestra en la figura, en un contrapeso asociado a un conjunto de roldanas y cables de acero. Estos soportes dan mucha libertad al tubo soportado y tiene una capacidad de soporte rigurosamente constante, porque iguala la carga del contrapeso. Los contrapesos deben tener dispositivos de seguridad, contra caídas y también limitadores de carrera.
Son instalados generalmente a nivel del suelo, por seguridad. Debe tener un peso algo menor que la tubería a soportar. No se deben usar en líneas sujetas a choques y vibraciones. Soportes que limitan los movimientos de las tuberías Entre ellos tenemos los anclajes, guías, restricciones y contravientos. Los anclajes impiden todo tipo de movimientos. Las guías permiten sólo movimientos axiales, en la dirección del eje del tubo impidiendo los demás.

56
Las restricciones pueden impedir los movimientos axiales en uno o en los dos sentidos. Los contravientos no deberían ser clasificados como soportes ya que no sustentan pesos sino que impiden movimientos laterales de la tubería. En rigor ninguno de estos soportes son de restricción absoluta de movimientos ya que los transmiten a equipos o estructuras y sus movimientos dependen en última instancia de los ocasionados en éstos. Desde el punto de vista de la flexibilidad sería ideal que la tubería no tuviese ninguna restricción, o sea, que estuviera totalmente libre, cuando por efecto de la temperatura, sufre dilataciones. Si así fuera no se producirían tensiones en las tuberías pero en la realidad, el rozamiento de las líneas sobre los soportes y la inmovilidad de los equipos a los que están vinculados que constituyen anclajes no permiten que ello suceda. Las restricciones a movimientos en las tuberías son necesarios porque : a) Limitan y dirigen los movimientos causados por dilatación térmica. b) Protegen los recipientes y equipos vinculados a la tubería y los puntos más débiles de la misma de los esfuerzos provocados por la dilatación térmica. c) Aumentan la capacidad de auto soporte de la línea, permitiendo mayores luces o vanos entre soportes. d) Aíslan las vibraciones o aumentan la frecuencia natural de la línea para disminuir la amplitud y evitar resonancias. e) Simplifican el comportamiento de sistemas complejos, para le cálculo de dilataciones tornando más fácil el cálculo analítico de flexibilidad. La limitación y orientación de los movimientos en los tubos son necesarios por las siguientes razones : a) Evitar interferencias, de modo de evitar que los tubos, al dilatar se toquen unos con otros y contra paredes, estructuras o equipos. b) Evitar flechas exageradas en el propio tubo, por efecto de pandeo o por efecto de una derivación que actúa sobre una línea principal. c) Evitar flechas exageradas en tubos delgados en derivaciones. d) Evitar movimientos laterales o angulares, en juntas de expansión que sólo admiten desplazamientos axiales. Evitar esfuerzos de torsión en estas juntas, que sólo permiten movimientos axiales. e) Conducir los desplazamientos en las direcciones previstas por el cálculo de flexibilidad. La ubicación de los puntos de soporte y fijación de una línea debe hacerse en forma simultánea con el estudio de flexibilidad. Una pequeña modificación en la posición o naturaleza de los puntos fijos puede alterar mucho el valor de las tensiones en la tubería, sus esfuerzos y las reacciones en los equipos. Las reacciones deberán disminuirse para : a) Evitar pérdida de bridas y roscas. b) Evitar la transmisión de grandes esfuerzos a los cuerpos de válvulas y equipos, generalmente fabricados en hierro fundido y por ello incapaces de absorber grandes esfuerzos. c) Evitar desalineamientos en los ejes vástagos de válvulas, bombas, compresores, turbinas y otras máquinas. Soportes para tuberías sujetas a vibraciones Los tubos sujetos a vibraciones no las deben transmitir a las estructuras o a otros tubos. Cuando esas vibraciones son de gran amplitud, frecuentemente son necesarios amortiguadores, soportes con resortes y juntas de expansión.
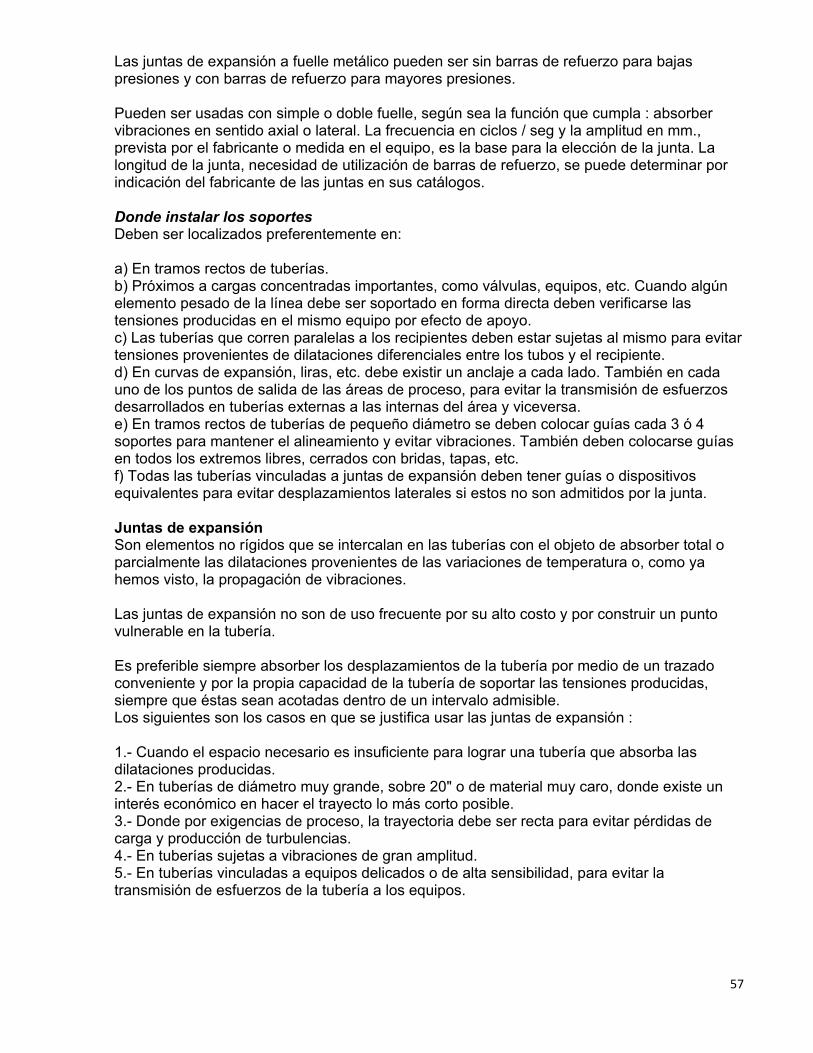
57
Las juntas de expansión a fuelle metálico pueden ser sin barras de refuerzo para bajas presiones y con barras de refuerzo para mayores presiones. Pueden ser usadas con simple o doble fuelle, según sea la función que cumpla : absorber vibraciones en sentido axial o lateral. La frecuencia en ciclos / seg y la amplitud en mm., prevista por el fabricante o medida en el equipo, es la base para la elección de la junta. La longitud de la junta, necesidad de utilización de barras de refuerzo, se puede determinar por indicación del fabricante de las juntas en sus catálogos. Donde instalar los soportes Deben ser localizados preferentemente en: a) En tramos rectos de tuberías. b) Próximos a cargas concentradas importantes, como válvulas, equipos, etc. Cuando algún elemento pesado de la línea debe ser soportado en forma directa deben verificarse las tensiones producidas en el mismo equipo por efecto de apoyo. c) Las tuberías que corren paralelas a los recipientes deben estar sujetas al mismo para evitar tensiones provenientes de dilataciones diferenciales entre los tubos y el recipiente. d) En curvas de expansión, liras, etc. debe existir un anclaje a cada lado. También en cada uno de los puntos de salida de las áreas de proceso, para evitar la transmisión de esfuerzos desarrollados en tuberías externas a las internas del área y viceversa. e) En tramos rectos de tuberías de pequeño diámetro se deben colocar guías cada 3 ó 4 soportes para mantener el alineamiento y evitar vibraciones. También deben colocarse guías en todos los extremos libres, cerrados con bridas, tapas, etc. f) Todas las tuberías vinculadas a juntas de expansión deben tener guías o dispositivos equivalentes para evitar desplazamientos laterales si estos no son admitidos por la junta. Juntas de expansión Son elementos no rígidos que se intercalan en las tuberías con el objeto de absorber total o parcialmente las dilataciones provenientes de las variaciones de temperatura o, como ya hemos visto, la propagación de vibraciones. Las juntas de expansión no son de uso frecuente por su alto costo y por construir un punto vulnerable en la tubería. Es preferible siempre absorber los desplazamientos de la tubería por medio de un trazado conveniente y por la propia capacidad de la tubería de soportar las tensiones producidas, siempre que éstas sean acotadas dentro de un intervalo admisible. Los siguientes son los casos en que se justifica usar las juntas de expansión : 1.- Cuando el espacio necesario es insuficiente para lograr una tubería que absorba las dilataciones producidas. 2.- En tuberías de diámetro muy grande, sobre 20" o de material muy caro, donde existe un interés económico en hacer el trayecto lo más corto posible. 3.- Donde por exigencias de proceso, la trayectoria debe ser recta para evitar pérdidas de carga y producción de turbulencias. 4.- En tuberías sujetas a vibraciones de gran amplitud. 5.- En tuberías vinculadas a equipos delicados o de alta sensibilidad, para evitar la transmisión de esfuerzos de la tubería a los equipos.
58
Considerando por un lado la tubería configurada para absorber una dilatación determinada, con la junta de expansión capaz de realizar el mismo trabajo, en la tubería se producen pérdidas de carga y transmisión de calor del orden del 30% por el incremento de longitud necesario. Además debe sumarse el costo de soportes adicionales y aislación, etc. En contraposición a estas ventajas, la junta de expansión es más cara que la tubería y constituye un punto débil, sujeto a defectos, a mayor desgaste, pudiendo dar origen a accidentes con necesidad de mantenimiento, inspección periódica etc. A ello se debe su uso restringido. La mayoría de las juntas de expansión se hacen por encargo para cada caso específico. Para ello es necesario proveer al fabricante de los siguientes datos, como mínimo : Naturaleza de los fluidos conducidos. Presión y temperatura de trabajo, variaciones posibles y duración de las mismas. Tipo de junta deseada. Material del fuelle (metálico o no metálico) con camisa interna o no, etc. Diámetro de la tubería y tipo de unión (roscada, bridada, soldada). Material de la tubería y tipo de servicio (si existe erosión, corrosión, abrasión) y tipo de aislación, si hubiera. Posición de trabajo de la junta (vertical - horizontal). Cargas que actúan sobre la junta y dimensiones máximas disponibles. Valores de movimiento axial, angular, lateral o combinación de éstos, a absorber por la junta. Condiciones cíclicas y vibraciones, si las hubiera. Normas, códigos o especificaciones que deben ser obedecidas para la fabricación de la junta. Esquemas de la tubería donde está instalada la junta mostrando el sistema de soportes propuesto.
Juntas de expansión

59
Juntas de expansión
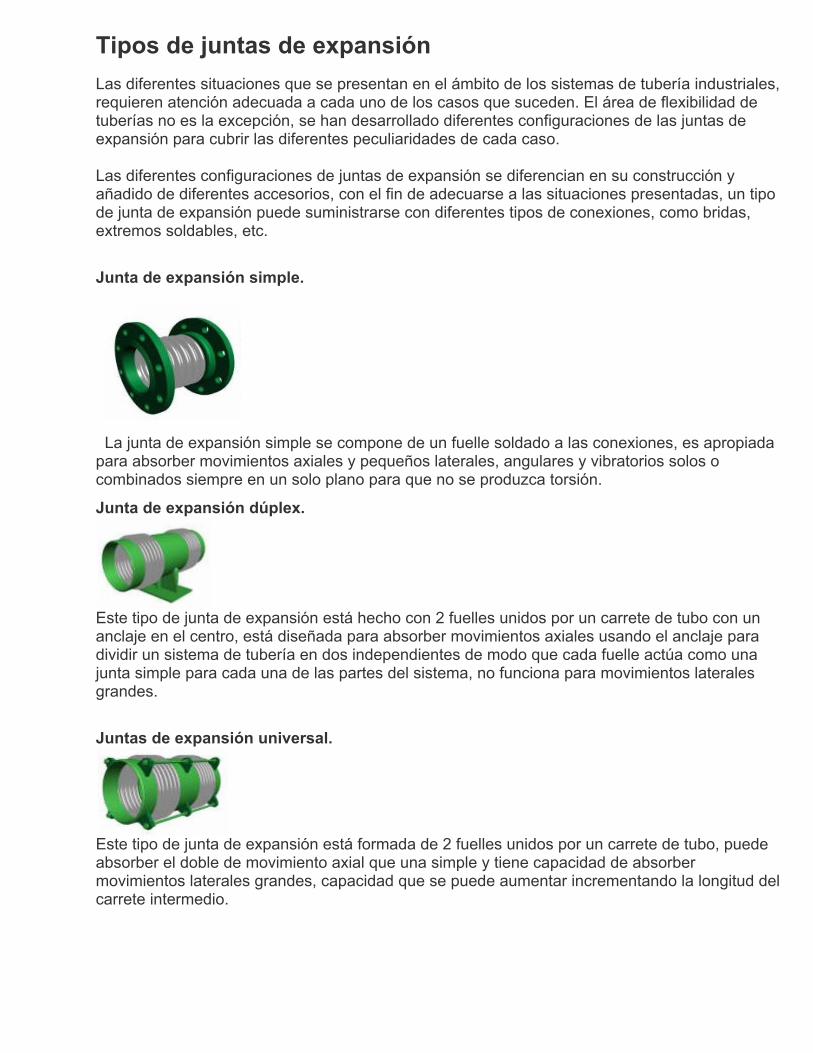
Tipos de juntas de expansión
Las diferentes situaciones que se presentan en el ámbito de los sistemas de tubería industriales, requieren atención adecuada a cada uno de los casos que suceden. El área de flexibilidad de tuberías no es la excepción, se han desarrollado diferentes configuraciones de las juntas de expansión para cubrir las diferentes peculiaridades de cada caso. Las diferentes configuraciones de juntas de expansión se diferencian en su construcción y añadido de diferentes accesorios, con el fin de adecuarse a las situaciones presentadas, un tipo de junta de expansión puede suministrarse con diferentes tipos de conexiones, como bridas, extremos soldables, etc.
Junta de expansión simple.
La junta de expansión simple se compone de un fuelle soldado a las conexiones, es apropiada para absorber movimientos axiales y pequeños laterales, angulares y vibratorios solos o combinados siempre en un solo plano para que no se produzca torsión.
Junta de expansión dúplex.
Este tipo de junta de expansión está hecho con 2 fuelles unidos por un carrete de tubo con un anclaje en el centro, está diseñada para absorber movimientos axiales usando el anclaje para dividir un sistema de tubería en dos independientes de modo que cada fuelle actúa como una junta simple para cada una de las partes del sistema, no funciona para movimientos laterales grandes.
Juntas de expansión universal.
Este tipo de junta de expansión está formada de 2 fuelles unidos por un carrete de tubo, puede absorber el doble de movimiento axial que una simple y tiene capacidad de absorber movimientos laterales grandes, capacidad que se puede aumentar incrementando la longitud del carrete intermedio.
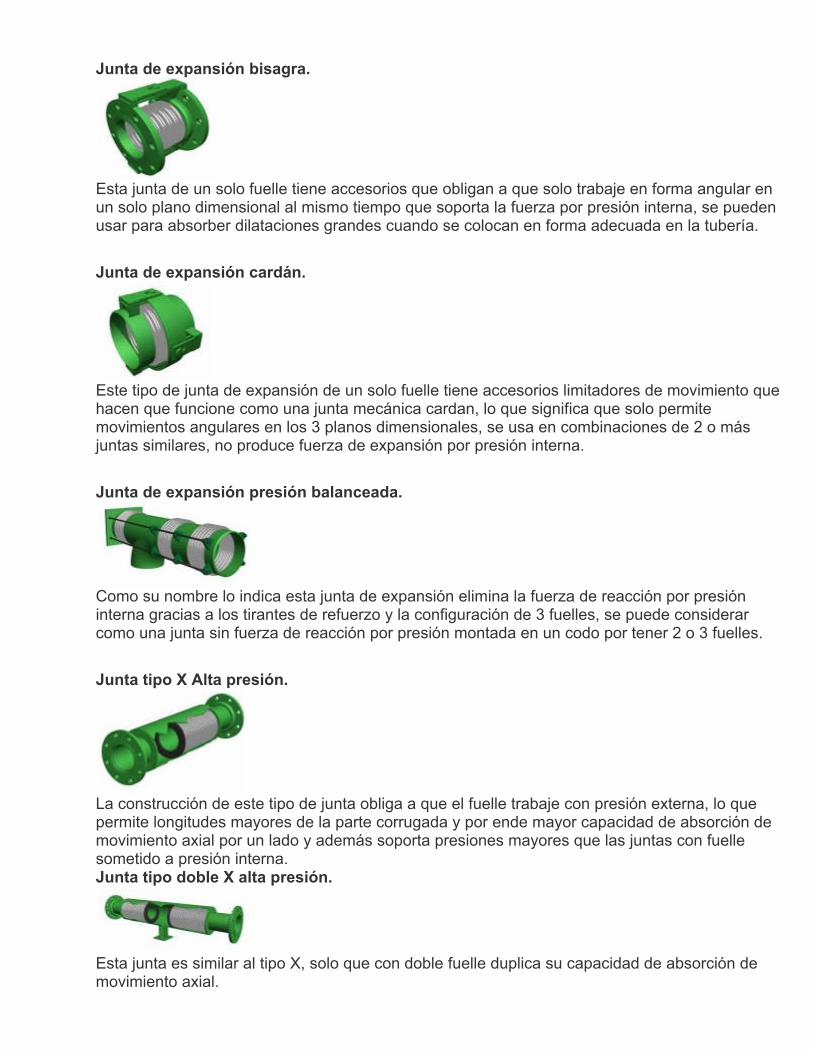
Junta de expansión bisagra.
Esta junta de un solo fuelle tiene accesorios que obligan a que solo trabaje en forma angular en un solo plano dimensional al mismo tiempo que soporta la fuerza por presión interna, se pueden usar para absorber dilataciones grandes cuando se colocan en forma adecuada en la tubería.
Junta de expansión cardán.
Este tipo de junta de expansión de un solo fuelle tiene accesorios limitadores de movimiento que hacen que funcione como una junta mecánica cardan, lo que significa que solo permite movimientos angulares en los 3 planos dimensionales, se usa en combinaciones de 2 o más juntas similares, no produce fuerza de expansión por presión interna.
Junta de expansión presión balanceada.
Como su nombre lo indica esta junta de expansión elimina la fuerza de reacción por presión interna gracias a los tirantes de refuerzo y la configuración de 3 fuelles, se puede considerar como una junta sin fuerza de reacción por presión montada en un codo por tener 2 o 3 fuelles.
Junta tipo X Alta presión.
La construcción de este tipo de junta obliga a que el fuelle trabaje con presión externa, lo que permite longitudes mayores de la parte corrugada y por ende mayor capacidad de absorción de movimiento axial por un lado y además soporta presiones mayores que las juntas con fuelle sometido a presión interna. Junta tipo doble X alta presión.
Esta junta es similar al tipo X, solo que con doble fuelle duplica su capacidad de absorción de movimiento axial.



APENDICE A
Roscas
Par de apriete
Unidades de rugosidad
Termoelementos
Prueba de impacto: ensayo Charpy
Ensayo de resiliencia
Simbologia de la soldadura
Procedimientos de soldadura

Rosca americana cónica para tubos
NPT, (acrónimo del inglés National pipe thread), es una norma técnica estadounidense también conocida como rosca americana cónica para tubos que se aplica para la estandarización del roscado de los elementos de conexión empleados en los sistemas e instalaciones hidráulicas.
La norma NPT define el tipo de fileteado y estanqueidad, en este caso obtenida por contacto y compresión de arista con cono (fileteado cónico, tapered thread). El filteado NPT va a 1⁄16 (¾ pulgadas por pie) medido por el cambio de diámetro (del fileteado de tubo) sobre la distancia. El roscado dividido por una línea central da un resultado de ángulo 1° 47' 24" o 1.7899° medido desde el centro del eje. Los tamaños más habituales NPT son de ⅛, ¼, ⅜, ½, ¾, 1, 1¼, 1½, y 2 pulgadas y además del acero y del latón, se puede aplicar en materiales plásticos y metálicos como PVC, nylón, bronce o hierro fundido. Debido al mecanismo de estanqueidad, es frecuente la aplicación de algún tipo de material de sellado que además permite proteger de la corrosión el fileteado. Precisamente, la norma ANSI B1.20.3 define una variante denominada National Pipe Taper Fuel (NPTF) o de sellado en seco que hace innecesario el uso de material de sellado.
En ocasiones, el roscado NPT macho se refiere como MPT (Male Pipe Thread), MNPT, o NPT(M) mientras que se emplea la denominación FPT (Female Pipe Thread), FNPT, o NPT(F) para la variante de conexión hembra.
Tamaño de conexiones NPT
Nominal NPT Size
Outer Diameter inch (mm)
Threads per inch
Pitch of Thread inch (mm)
1/16" 0,3125 plg (7,94 mm) 27 0,03704 plg (0,94082 mm)
⅛" 0,405 plg (10,29 mm) 27 0,03704 plg (0,94082 mm)
¼" 0,540 plg (13,72 mm) 18 0,05556 plg (1,41122 mm)
3/8" 0,675 plg (17,15 mm) 18 0,05556 plg (1,41122 mm)
½" 0,840 plg (21,34 mm) 14 0,07143 plg (1,81432 mm)
¾" 1,050 plg (26,67 mm) 14 0,07143 plg (1,81432 mm)

1" 1,315 plg (33,4 mm) 11½ 0,08696 plg (2,20878 mm)
1¼" 1,660 plg (42,16 mm) 11½ 0,08696 plg (2,20878 mm)
1½" 1,900 plg (48,26 mm) 11½ 0,08696 plg (2,20878 mm)
2" 2,375 plg (60,33 mm) 11½ 0,08696 plg (2,20878 mm)
2½" 2,875 plg (73,02 mm) 8 0,12500 plg (3,175 mm)
3" 3,500 plg (88,9 mm) 8 0,12500 plg (3,175 mm)
4" 4,500 plg (114,3 mm) 8 0,12500 plg (3,175 mm)
5" 5,563 plg (141,3 mm) 8 0,12500 plg (3,175 mm)
6" 6,625 plg (168,27 mm) 8 0,12500 plg (3,175 mm)
10" 10,750 plg (273,05 mm) 8 0,12500 plg (3,175 mm)
12" 12,750 plg (323,85 mm) 8 0,12500 plg (3,175 mm)
14" OD 14 plg (355,6 mm) 8 0,12500 plg (3,175 mm)
16" OD 16 plg (406,4 mm) 8 0,12500 plg (3,175 mm)
18" OD 18 plg (457,2 mm) 8 0,12500 plg (3,175 mm)
20" OD 20 plg (508 mm) 8 0,12500 plg (3,175 mm)
24" OD 24 plg (609,6 mm) 8 0,12500 plg (3,175 mm)

ROSCA AMERICANA (NPT) ASA-B2.1AMERICAN THREAD (NPT) ASA-B2.1
APRIETE MANUAL ROSCA EFECTIVA TIGHTENS MANUAL EFFECTIVE THREAD Longitud Diámetro Longitud Diámetro
nominal exterior Hilos Paso de al comenz. Length Diameter Length Diameter TUBO TUBO Pulg. rosca rosca L1 E1 L2 Tube nom Tube ext. Inch. Thread Pitch Beginning thre Nº de hilos Nº de hilos D n P EO mm Nº of pick mm Nº de pick E2 1/2" 21,3 14 1,8143 19,26412 8,1280 4,48 19,77212 13,5559 7,47 20,11147 3/4" 26,7 14 1,8143 24,57907 8,6106 4,75 25,11730 13,8607 7,64 25,44547 1" 33,4 11,5 2,2083 30,82620 10,1600 4,60 31,46120 17,3431 7,85 31,91002 1 1/4" 42,2 11,5 2,2088 39,55110 10,6680 4,83 40,21785 17,9527 8,13 40,67302 1 1/2" 48,3 11,5 2,2088 45,62069 10,6680 4,83 46,28744 18,3769 8,32 46,76902 2" 60,3 11,5 2,2088 57,63311 11,0744 5,01 58,32526 19,2151 8,70 58,83402 2 1/2" 73,0 8 3,1750 69,07606 17,3228 5,46 70,15886 28,8925 9,10 70,88175 3" 88,9 8 3,1750 84,85175 19,4564 6,13 86,06790 30,4800 9,60 86,75675 3 1/2" 101,6 8 3,1750 97,47250 20,8534 6,57 98,77577 31,7500 10,00 99,45675 4" 114,3 8 3,1750 110,09325 21,4376 6,75 111,43285 33,0200 10,40 112,15675 5" 141,3 8 3,1750 136,92454 23,7998 7,50 138,41197 35,7200 11,25 139,15695 6" 168,3 8 3,1750 163,73069 24,3332 7,66 165,25164 38,4175 12,10 166,13175
IESA,S.L.___________________________________________________________________________ 5
L5
L1L3
E3 EO E1 E5 E2 D
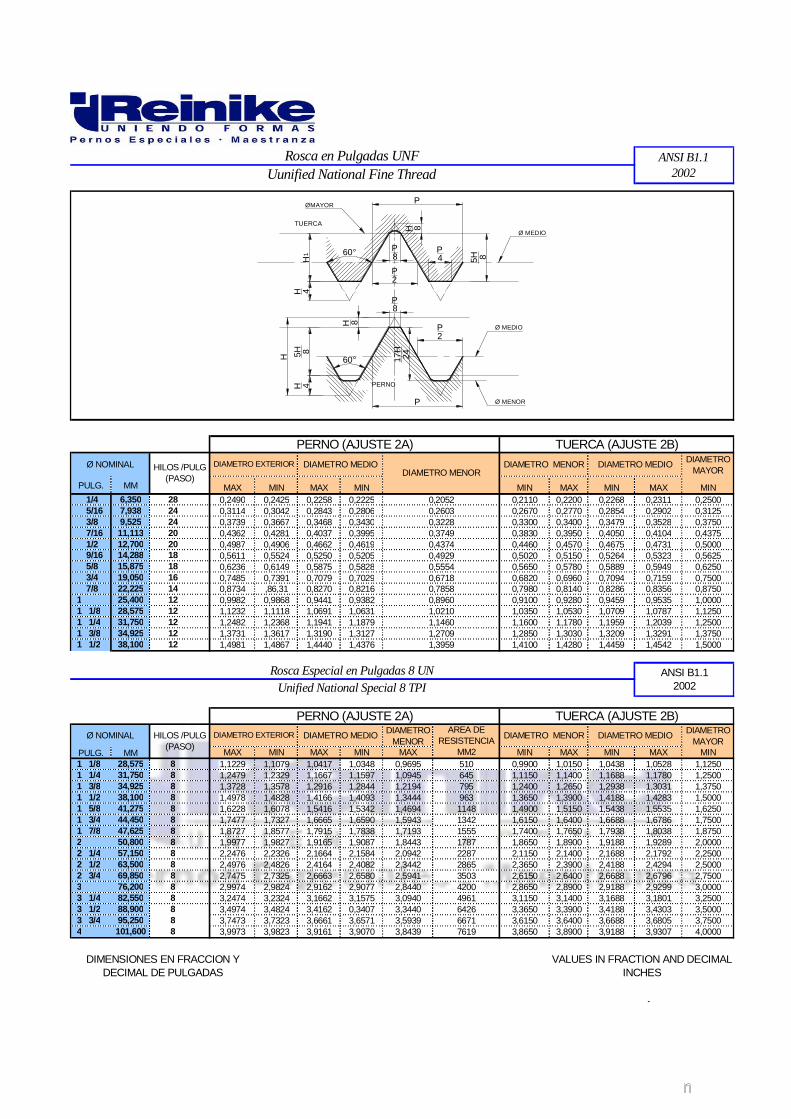
DIAMETRO MAYOR
PULG. MM MAX MIN MAX MIN MIN MAX MIN MAX MIN1/4 6,350 28 0,2490 0,2425 0,2258 0,2225 0,2110 0,2200 0,2268 0,2311 0,25005/16 7,938 24 0,3114 0,3042 0,2843 0,2806 0,2670 0,2770 0,2854 0,2902 0,31253/8 9,525 24 0,3739 0,3667 0,3468 0,3430 0,3300 0,3400 0,3479 0,3528 0,37507/16 11,113 20 0,4362 0,4281 0,4037 0,3995 0,3830 0,3950 0,4050 0,4104 0,43751/2 12,700 20 0,4987 0,4906 0,4662 0,4619 0,4460 0,4570 0,4675 0,4731 0,50009/16 14,288 18 0,5611 0,5524 0,5250 0,5205 0,5020 0,5150 0,5264 0,5323 0,56255/8 15,875 18 0,6236 0,6149 0,5875 0,5828 0,5650 0,5780 0,5889 0,5949 0,62503/4 19,050 16 0,7485 0,7391 0,7079 0,7029 0,6820 0,6960 0,7094 0,7159 0,75007/8 22,225 14 0,8734 ,86,31 0,8270 0,8216 0,7980 0,8140 0,8286 0,8356 0,8750
1 25,400 12 0,9982 0,9868 0,9441 0,9382 0,9100 0,9280 0,9459 0,9535 1,00001 1/8 28,575 12 1,1232 1,1118 1,0691 1,0631 1,0350 1,0530 1,0709 1,0787 1,12501 1/4 31,750 12 1,2482 1,2368 1,1941 1,1879 1,1600 1,1780 1,1959 1,2039 1,25001 3/8 34,925 12 1,3731 1,3617 1,3190 1,3127 1,2850 1,3030 1,3209 1,3291 1,37501 1/2 38,100 12 1,4981 1,4867 1,4440 1,4376 1,4100 1,4280 1,4459 1,4542 1,5000
DIAMETRO MENOR
DIAMETRO MAYOR
PULG. MM MAX MIN MAX MIN MAX MIN MAX MIN MAX MIN1 1/8 28,575 8 1,1229 1,1079 1,0417 1,0348 0,9695 510 0,9900 1,0150 1,0438 1,0528 1,12501 1/4 31,750 8 1,2479 1,2329 1,1667 1,1597 1,0945 645 1,1150 1,1400 1,1688 1,1780 1,25001 3/8 34,925 8 1,3728 1,3578 1,2916 1,2844 1,2194 795 1,2400 1,2650 1,2938 1,3031 1,37501 1/2 38,100 8 1,4978 1,4828 1,4166 1,4093 1,3444 963 1,3650 1,3900 1,4188 1,4283 1,50001 5/8 41,275 8 1,6228 1,6078 1,5416 1,5342 1,4694 1148 1,4900 1,5150 1,5438 1,5535 1,62501 3/4 44,450 8 1,7477 1,7327 1,6665 1,6590 1,5943 1342 1,6150 1,6400 1,6688 1,6786 1,75001 7/8 47,625 8 1,8727 1,8577 1,7915 1,7838 1,7193 1555 1,7400 1,7650 1,7938 1,8038 1,87502 50,800 8 1,9977 1,9827 1,9165 1,9087 1,8443 1787 1,8650 1,8900 1,9188 1,9289 2,00002 1/4 57,150 8 2,2476 2,2326 2,1664 2,1584 2,0942 2287 2,1150 2,1400 2,1688 2,1792 2,25002 1/2 63,500 8 2,4976 2,4826 2,4164 2,4082 2,3442 2865 2,3650 2,3900 2,4188 2,4294 2,50002 3/4 69,850 8 2,7475 2,7325 2,6663 2,6580 2,5941 3503 2,6150 2,6400 2,6688 2,6796 2,75003 76,200 8 2,9974 2,9824 2,9162 2,9077 2,8440 4200 2,8650 2,8900 2,9188 2,9299 3,00003 1/4 82,550 8 3,2474 3,2324 3,1662 3,1575 3,0940 4961 3,1150 3,1400 3,1688 3,1801 3,25003 1/2 88,900 8 3,4974 3,4824 3,4162 0,3407 3,3440 6426 3,3650 3,3900 3,4188 3,4303 3,50003 3/4 95,250 8 3,7473 3,7323 3,6661 3,6571 3,5939 6671 3,6150 3,6400 3,6688 3,6805 3,75004 101,600 8 3,9973 3,9823 3,9161 3,9070 3,8439 7619 3,8650 3,8900 3,9188 3,9307 4,0000
Rosca en Pulgadas UNF ANSI B1.1 2002Uunified National Fine Thread
PERNO (AJUSTE 2A) TUERCA (AJUSTE 2B)
DIAMETRO MENOR Ø NOMINAL HILOS /PULG
(PASO)
DIAMETRO EXTERIOR DIAMETRO MEDIO
DIAMETRO EXTERIOR
DIAMETRO MENOR DIAMETRO MEDIO
PERNO (AJUSTE 2A) TUERCA (AJUSTE 2B)
0,6718
0,37490,43740,49290,5554
DIAMETRO MEDIO
0,20520,26030,3228
1,2709
Rosca Especial en Pulgadas 8 UNUnified National Special 8 TPI
ANSI B1.1 2002
Ø NOMINAL HILOS /PULG (PASO)
DIMENSIONES EN FRACCION Y DECIMAL DE PULGADAS
VALUES IN FRACTION AND DECIMAL INCHES
1,3959
0,78580,89601,02101,1460
DIAMETRO MEDIO AREA DE
RESISTENCIA MM2
DIAMETRO MENOR
5H 8
H
H 8
H 4 PERNO
5H 8H1
H 4
TUERCA
H 8
60° P8
P
P2
P4
Ø MEDIO
17H
2460°
P
P2
P8
Ø MEDIO
ØMAYOR
Ø MENOR
REINIKE HERMANOS S.A. CAP. I REV. 0 PÁG. 1
jaragon
Rectangle
jaragon
Rectangle

REINIKE HERMANOS S.A. CAP. I REV. 0 PÁG. 2
DIAMETRO MENOR
DIAMETRO MAYOR
PULG. MM MAX MIN MAX MIN MAX MIN MAX MIN MAX MIN
1/4 6,350 20 0,2489 0,2408 0,2164 0,2127 0,1876 21 0,1960 0,2070 0,2175 0,2223 0,2500
5/16 7,938 18 0,3113 0,3026 0,2752 0,2712 0,2431 34 0,2520 0,2650 0,2764 0,2817 0,3125
3/8 9,525 16 0,3737 0,3643 0,3331 0,3287 0,2970 50 0,3070 0,3210 0,3344 0,3401 0,3750
7/16 11,113 14 0,4361 0,4258 0,3897 0,3850 0,3485 69 0,3600 0,3760 0,3911 0,3972 0,4375
1/2 12,700 13 0,4985 0,4876 0,4485 0,4435 0,4041 92 0,4170 0,4340 0,4500 0,4565 0,5000
9/16 14,288 12 0,5609 0,5495 0,5068 0,5016 0,4587 117 0,4720 0,4900 0,5084 0,5152 0,5625
5/8 15,875 11 0,6234 0,6113 0,5589 0,5589 0,5119 146 0,5270 0,5460 0,5660 0,5732 0,6250
3/4 19,050 10 0,7482 0,7353 0,6773 0,6773 0,6255 215 0,6420 0,6630 0,6850 0,6927 0,7500
7/8 22,225 9 0,8731 0,8592 0,7946 0,7946 0,7368 298 0,7550 0,7780 0,8028 0,8110 0,8750
1 25,400 8 0,9980 0,9830 0,9100 0,9100 0,8446 391 0,8650 0,8900 0,9188 0,9276 1,0000
1 1/8 28,575 7 1,1228 1,1064 1,0300 1,0228 0,9475 0,9700 0,9980 1,0322 1,0416 1,1250
1 1/4 31,750 7 1,2478 1,2314 1,1550 1,1476 1,0725 1,0950 1,1230 1,1572 1,1668 1,2500
1 3/8 34,925 6 1,3726 1,3544 1,2643 1,2563 1,1681 1,0195 1,2250 1,2667 1,2771 1,3750
1 1/2 38,100 6 1,4976 1,4794 1,3893 1,3812 1,2931 1,3200 1,3500 1,3917 1,4022 1,5000
1 3/4 44,450 4 1/2 1,7473 1,7268 1,6175 1,6085 1,5019 1,5340 1,5680 1,6201 1,6317 1,7500
2 50,800 4 1/2 1,9971 1,9751 1,8528 1,8433 1,7245 1,7590 1,7950 1,8557 1,8681 2,0000
2 1/4 57,150 4 2,2471 2,2251 2,1028 2,0931 1,9745 2,0090 2,0450 2,1057 2,1183 2,2500
2 1/2 63,500 4 2,4969 2,4731 2,3345 2,3241 2,1902 2,2290 2,2670 2,3376 2,3511 2,5000
2 3/4 69,850 4 2,7468 2,7230 2,5844 2,5739 2,4401 2,4790 2,5170 2,5876 2,6013 2,7500
3 76,200 4 2,9968 2,9730 2,8344 2,8237 2,6901 2,7290 2,7670 2,8376 2,8515 3,0000
3 1/4 82,550 4 3,2467 3,2229 3,0843 3,0734 2,9400 2,9790 3,0170 3,0876 3,1017 3,2500
3 1/2 88,900 4 3,4967 3,4729 3,3343 3,3233 3,1900 3,2290 3,2670 3,3376 3,3519 3,5000
3 3/4 95,250 4 3,7466 3,7228 3,5842 3,5730 3,4399 3,4790 3,5170 3,5876 3,6021 3,7500
4 101,600 4 3,9966 3,9728 3,8342 3,8229 3,6899 3,7290 3,7670 3,8376 3,8523 4,0000
Rosca en Pulgadas UNC ANSI B1.1 2002Unified National Coarse Thread
PERNO (AJUSTE 2A) TUERCA (AJUSTE 2B)
Ø NOMINAL HILOS /PULG (PASO)
DIAMETRO MENOR
DIMENSIONES EN FRACCION Y DECIMAL DE PULGADAS
VALUES IN FRACTION AND DECIMAL INCHES
DIAMETRO MEDIO DIAMETRO EXTERIOR DIAMETRO MEDIO AREA DE RESISTENCIA
MM2
5H 8
H
H 8
H 4 PERNO
5H 8H1
H 4
TUERCA
H 8
60° P8
P
P2
P4
Ø MEDIO
17H
2460°
P
P2
P8
Ø MEDIO
ØMAYOR
Ø MENOR
jaragon
Rectangle
jaragon
Rectangle

REINIKE HERMANOS S.A. CAP. I REV. 0 PÁG. 3
DIAMETRO d1
DIAMETRO D
MAX MIN MAX MIN MAX MIN MIN MAX MIN MAX
M8 1,25 7,972 7,760 7,160 7,042 6,619 36,6 8,000 7,188 7,348 6,647 6,912
M10 1,50 9,968 9,732 8,994 8,862 8,344 58,0 10,000 9,026 9,206 8,376 8,676
M12 1,75 11,966 11,701 10,829 10,679 10,072 84,3 12,000 10,863 11,063 10,106 10,441
M14 2,00 13,962 13,682 12,663 12,503 11,797 115 14,000 12,701 12,913 11,835 12,210
M16 2,00 15,962 15,682 14,663 14,503 13,797 157 16,000 14,701 14,913 13,835 14,210
M18 2,50 17,958 17,623 16,334 16,164 15,252 192 18,000 16,376 16,600 15,294 15,744
M20 2,50 19,958 19,623 18,334 18,164 17,252 245 20,000 18,376 18,600 17,294 17,744
M22 2,50 21,958 21,623 20,334 20,164 19,252 303 22,000 20,376 20,600 19,294 19,744
M24 3,00 23,952 23,577 22,003 21,803 20,704 353 24,000 22,051 22,316 20,752 21,252
M27 3,00 26,952 29,522 25,003 24,803 23,704 459 27,000 25,051 25,316 23,752 24,252
M30 3,50 29,947 32,522 27,674 27,462 26,158 561 30,000 27,727 28,007 26,211 26,771
M33 3,50 32,947 34,465 30,674 30,462 29,158 694 33,000 30,727 31,007 29,211 29,771
M36 4,00 35,940 38,465 33,342 33,118 31,610 817 36,000 33,402 33,702 31,670 32,270
M39 4,00 38,940 41,437 36,342 36,118 34,610 976 36,000 36,402 36,702 34,670 35,270
M42 4,50 41,937 44,437 39,014 38,778 37,066 1120 42,000 39,077 39,392 37,129 37,799
M45 4,50 44,937 47,399 42,014 41,778 40,066 1306 45,000 42,077 42,392 40,129 10,799
M48 5,00 47,929 51,399 44,681 44,431 42,516 1473 48,000 44,752 45,087 42,587 43,297
M52 5,00 51,929 55,365 48,681 48,431 46,516 1757 52,000 48,752 49,087 46,587 47,297
M56 5,50 55,925 59,365 52,353 52,088 49,971 2030 56,000 52,428 52,783 50,046 50,796
M60 5,50 59,925 63,320 56,353 56,088 53,971 2362 60,000 56,428 56,783 54,046 54,796
M64 6,00 63,920 67,000 60,023 59,743 57,425 2676 64,000 60,103 60,478 57,505 58,305
M68 6,00 67,920 320,000 64,023 63,743 61,425 3055 68,000 64,103 64,478 61,505 62,305
M72 6,00 71,920 71,320 68,023 67,743 65,425 3460 72,000 68,103 68,478 65,505 66,305
M76 6,00 75,920 75,320 72,023 71,743 69,425 3889 76,000 72,103 74,478 69,505 70,305
M80 6,00 79,920 79,320 76,023 75,743 73,425 4344 81,000 76,103 76,478 73,505 74,305
M85 6,00 84,920 84,320 81,023 80,743 78,425 4945 85,000 81,103 81,478 78,505 79,305
M90 6,00 89,920 89,320 86,023 85,743 83,425 5588 90,000 86,103 86,478 83,505 84,305
M100 6,00 99,920 99,320 96,023 95,743 93,425 6946 100,000 96,106 96,478 93,505 94,305
PASODIAMETRO EXTERIOR d
VALUES IN MILIMETERSDIMENSIONES EN MILIMETROS
ISO 262
DIAMETRO INTERIOR D1AREA DE RESISTENC
IA MM2
PERNO (AJUSTE 6g) TUERCA (AJUSTE 6H)
DIAMETRO MEDIO d2 DIAMETRO MEDIO D2
Rosca MétricaISO Triangular Profile Thread
Ø NOMINAL
H 8
H1
D
D2
D1
PASO
H 4
R
60°
d3
H 2H 2
h3 H
d1
d2
d
PERNO
TUERCA
d2 = D2 = d - 0.6495 P
d3 = d - 1.2268 P R = 0.1443 P
d1 = D1 = d - 1.0825 P
jaragon
Rectangle
jaragon
Rectangle

ÍNDICE
Apar
tado
Téc
nico
365
1. ROSCAS
1.1 Rosca métrica
1.1.1 Rosca métrica paso grueso, calidad 6H/6g . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3661.1.2 Rosca métrica paso fino, calidad 6H/6g . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3681.1.3 Comparativa entre paso fino y paso grueso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3691.1.4 Rosca métrica ISO, TOLERANCIA Sk6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3701.1.5 Rosca métrica de holgura grande . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3701.1.6 Rosca métrica trapezoidal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 372
1.2 Rosca en pulgadas
1.2.1 Rosca en pulgadas ISO: UNC, UNF y UN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3731.2.2 Rosca en pulgadas Numerada UNC - UNF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3751.2.3 Rosca Whitwoth BSW - BSF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 376
1.3. Otros tipos de rosca
1.3.1 Rosca de tornillos para chapa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3781.3.2 Rosca de tornillos para madera . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3791.3.3 Rosca métrica,cónica, exterior, de paso fino . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3791.3.4 Rosca Whitworth, cónica, exterior R . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 381

366
ROSCAS
Rosca métrica ISO de paso grueso -M-
Límites de dimensiones de la rosca métrica, paso grueso, calidad 6H/6g.
NORMADIN: 13 Parte 13/20ISO: 965 Parte 2/-NF: E 03 - 053
Perfil de base y perfil de los límites
Roscado exterior:Para M1 hasta M 1,4 inclusive, calidad 5H/6h
Las líneas de trazo fuerte son las de los perfiles máximos de material.El perfil máximo de material del roscado interior es el perfil debase.
B = diámetro exterior de baseP = paso
Roscado exterior:Para M1,6 y más grande, calidad 6H/6g
d = diámetro exteriord3 = diámetro interior rosca exteriord2 = diámetro sobre flancos
D = diámetro exteriorD1 = diámetro interior rosca interiorD2 = diámetro sobre flancos
}}
Diámetro 2)
nominalB=Dmín
Paso Diámetro exterior
Rosca exterior, clase de tolerancia 6g1). Bulones y tornillos Rosca interior, clase de tolerancia 6H1). Tuercas
dmáx dmín
Diámetro sobre flancos
d2máx d2mín
Diámetro sobre flancos
D2mín D2máx
Diámetro interior
d3máx d3mín
Diámetro interior
D1mín. D1máx
Sección delØ interior
ππ/4 d32
Ad3 mm2
Secciónresistente
ππ/4 (d2+d3)2/2
As mm2
ROSCAS
1.1.1 Rosca métrica paso grueso, calidad 6H/6g
1.1 ROSCA MÉTRICA
1 1) 0,25 1,000 0,933 0,838 0,785 0,693 0,630 0,838 0,894 0,729 0,785 0,377 0,4601,1 1) 0,25 1,100 1,033 0,938 0,885 0,793 0,730 0,938 0,994 0,829 0,885 0,494 0,5881,2 1) 0,25 1,200 1,133 1,038 0,985 0,893 0,830 1,038 1,094 0,929 0,985 0,626 0,7321,4 1) 0,3 1,400 1,325 1,205 1,149 1,032 0,964 1,205 1,265 1,075 1,142 0,837 0,9831,6 0,35 1,581 1,496 1,354 1,291 1,152 1,075 1,373 1,458 1,221 1,321 1,075 1,271,8 0,35 1,781 1,696 1,554 1,491 1,352 1,275 1,573 1,658 1,421 1,521 1,474 1,702 0,4 1,981 1,886 1,721 1,654 1,490 1,407 1,740 1,830 1,567 1,679 1,788 2,072,2 0,45 2,180 2,080 1,888 1,817 1,628 1,540 1,908 2,003 1,713 1,838 2,133 2,482,5 0,45 2,480 2,380 2,188 2,117 1,928 1,840 2,208 2,303 2,013 2,138 2,980 3,393 0,5 2,980 2,874 2,655 2,580 2,367 2,273 2,675 2,775 2,459 2,599 4,475 5,033,5 0,6 3,479 3,354 3,089 3,004 2,743 2,635 3,110 3,222 2,850 3,010 6,000 6,784 0,7 3,978 3,838 3,523 3,433 3,119 3,002 3,545 3,663 3,242 3,422 7,749 8,784,5 0,75 4,478 4,338 3,991 3,901 3,558 3,439 4,013 4,131 3,688 3,878 10,07 11,35 0,8 4,976 4,826 4,456 4,361 3,995 3,869 4,480 4,605 4,134 4,334 12,69 14,26 1 5,974 5,794 5,324 5,212 4,747 4,596 5,350 5,500 4,917 5,153 17,89 20,17 1 6,974 6,794 6,324 6,212 5,747 5,596 6,350 6,500 5,917 6,153 26,18 28,98 1,25 7,972 7,760 7,160 7,042 6,438 6,272 7,188 7,348 6,647 6,912 32,84 36,69 1,25 8,972 8,760 8,160 8,042 7,438 7,272 8,188 8,348 7,647 7,912 43,78 48,1
10 1,5 9,968 9,732 8,994 8,862 8,128 7,938 9,026 9,206 8,376 8,676 52,30 58,011 1,5 10,968 10,732 9,994 9,862 9,128 8,938 10,026 10,206 9,376 9,676 65,90 72,312 1,75 11,966 11,701 10,829 10,679 9,819 9,602 10,863 11,063 10,106 10,441 76,25 84,314 2 13,962 13,682 12,663 12,503 11,508 11,271 12,701 12,913 11,835 12,210 104,7 11516 2 15,962 15,682 14,663 14,503 13,508 13,271 14,701 14,913 13,835 14,210 144,1 15718 2,5 17,958 17,623 16,334 16,164 14,891 14,625 16,376 16,600 15,294 15,744 175,1 19320 2,5 19,958 19,623 18,334 18,164 16,891 16,625 18,376 18,600 17,294 17,744 225,2 245
Apar
tado
Téc
nico
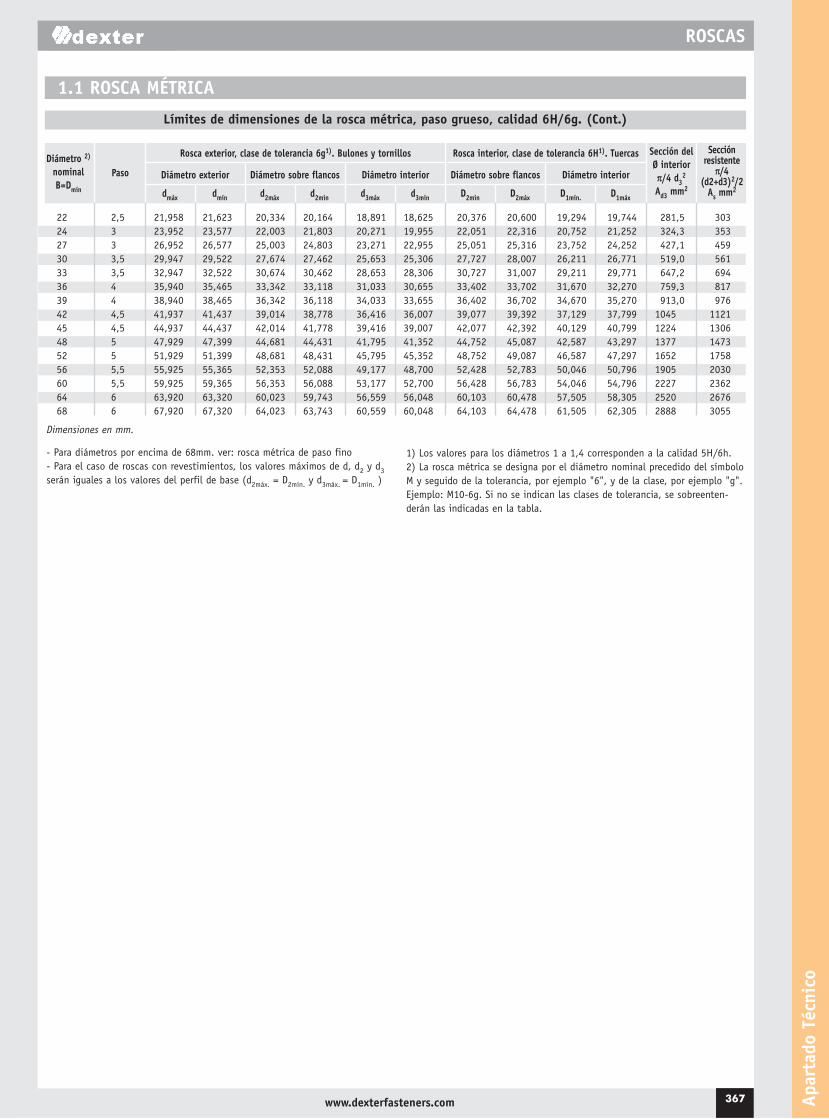
367
ROSCAS
- Para diámetros por encima de 68mm. ver: rosca métrica de paso fino- Para el caso de roscas con revestimientos, los valores máximos de d, d2 y d3serán iguales a los valores del perfil de base (d2máx. = D2mín. y d3máx. = D1mín. )
1) Los valores para los diámetros 1 a 1,4 corresponden a la calidad 5H/6h.2) La rosca métrica se designa por el diámetro nominal precedido del símboloM y seguido de la tolerancia, por ejemplo "6", y de la clase, por ejemplo "g".Ejemplo: M10-6g. Si no se indican las clases de tolerancia, se sobreenten-derán las indicadas en la tabla.
Apar
tado
Téc
nico
www.dexterfasteners.com
1.1 ROSCA MÉTRICA
Límites de dimensiones de la rosca métrica, paso grueso, calidad 6H/6g. (Cont.)
Diámetro 2)
nominalB=Dmín
Paso Diámetro exterior
Rosca exterior, clase de tolerancia 6g1). Bulones y tornillos Rosca interior, clase de tolerancia 6H1). Tuercas
dmáx dmín
Diámetro sobre flancos
d2máx d2mín
Diámetro sobre flancos
D2mín D2máx
Diámetro interior
d3máx d3mín
Diámetro interior
D1mín. D1máx
Sección delØ interior
ππ/4 d32
Ad3 mm2
Secciónresistente
ππ/4 (d2+d3)2/2
As mm2
22 2,5 21,958 21,623 20,334 20,164 18,891 18,625 20,376 20,600 19,294 19,744 281,5 30324 3 23,952 23,577 22,003 21,803 20,271 19,955 22,051 22,316 20,752 21,252 324,3 35327 3 26,952 26,577 25,003 24,803 23,271 22,955 25,051 25,316 23,752 24,252 427,1 45930 3,5 29,947 29,522 27,674 27,462 25,653 25,306 27,727 28,007 26,211 26,771 519,0 56133 3,5 32,947 32,522 30,674 30,462 28,653 28,306 30,727 31,007 29,211 29,771 647,2 69436 4 35,940 35,465 33,342 33,118 31,033 30,655 33,402 33,702 31,670 32,270 759,3 81739 4 38,940 38,465 36,342 36,118 34,033 33,655 36,402 36,702 34,670 35,270 913,0 97642 4,5 41,937 41,437 39,014 38,778 36,416 36,007 39,077 39,392 37,129 37,799 1045 112145 4,5 44,937 44,437 42,014 41,778 39,416 39,007 42,077 42,392 40,129 40,799 1224 130648 5 47,929 47,399 44,681 44,431 41,795 41,352 44,752 45,087 42,587 43,297 1377 147352 5 51,929 51,399 48,681 48,431 45,795 45,352 48,752 49,087 46,587 47,297 1652 175856 5,5 55,925 55,365 52,353 52,088 49,177 48,700 52,428 52,783 50,046 50,796 1905 203060 5,5 59,925 59,365 56,353 56,088 53,177 52,700 56,428 56,783 54,046 54,796 2227 236264 6 63,920 63,320 60,023 59,743 56,559 56,048 60,103 60,478 57,505 58,305 2520 267668 6 67,920 67,320 64,023 63,743 60,559 60,048 64,103 64,478 61,505 62,305 2888 3055
Dimensiones en mm.

368
ROSCAS
Rosca métrica ISO de paso fino -M-
NORMADIN: 13 Parte 13/21/22/23ISO: 965 Parte 2/-/-/-NF: E 03 - 053
Perfil de base y perfil de los límites Las líneas de trazo fuerte son las de los perfiles máximos de material.El perfil máximo de material del roscado interior es el perfil de base.
B = diámetro exterior de baseP = paso
d = diámetro exteriord2 = diámetro sobre flancos rosca exteriord3 = diámetro interior
D = diámetro exteriorD2 = diámetro sobre flancos rosca interiorD1 = diámetro interior
}
}
1.1.2 Rosca métrica paso fino, calidad 6H/6g
1.1 ROSCA MÉTRICA
Límites de dimensiones de la rosca métrica, paso fino, calidad 6H/6g.
Diámetro 1)
nominalDmín= B
Paso Diámetro exterior
Rosca exterior, clase de tolerancia 6g1). Bulones y tornillos Rosca interior, clase de tolerancia 6H1). Tuercas
dmáx dmín
Diámetro sobre flancos
d2máx d2mín
Diámetro sobre flancos
D2mín D2máx
Diámetro interior
d3máx d3mín
Diámetro interior
D1mín. D1máx
Sección delØ interior
ππ/4 d32
Ad3 mm2
Secciónresistente
ππ/4 (d2+d3)2/2
As mm2
6 0,75 5,978 5,838 5,491 5,391 5,058 4,929 5,513 5,645 5,188 5,378 20,27 22,08 1 7,974 7,794 7,324 7,212 6,747 6,596 7,350 7,500 6,917 7,153 36,03 39,2
10 1 9,974 9,794 9,324 9,212 8,747 8,596 9,350 9,500 8,917 9,153 60,45 64,510 1,25 9,972 9,760 9,160 9,042 8,438 8,272 9,188 9,348 8,647 8,912 56,29 61,212 1 11,974 11,794 11,324 11,206 10,747 10,590 11,350 11,510 10,917 11,153 91,15 96,112 1,25 11,972 11,760 11,160 11,028 10,438 10,258 11,188 11,368 10,647 10,912 86,03 92,112 1,5 11,968 11,732 10,994 10,854 10,128 9,930 11,026 11,216 10,376 10,676 81,07 88,114 1,5 13,968 13,732 12,994 12,854 12,128 11,930 13,026 13,216 12,376 12,676 116,1 12516 1,5 15,968 15,732 14,994 14,854 14,128 13,930 15,026 15,216 14,376 14,676 157,5 16718 1,5 17,968 17,732 16,994 16,854 16,128 15,930 17,026 17,216 16,376 16,676 205,1 21618 2 17,962 17,682 16,663 16,503 15,508 15,271 16,701 16,913 15,835 16,210 189,8 20420 1,5 19,968 19,732 18,994 18,854 18,128 17,930 19,026 19,216 18,376 18,676 259,0 27220 2 19,962 19,682 18,663 18,503 17,508 17,271 18,701 18,913 17,835 18,210 241,8 25822 1,5 21,968 21,732 20,994 20,854 20,128 19,930 21,026 21,216 20,376 20,676 319,2 33322 2 21,962 21,682 20,663 20,503 19,508 19,271 20,701 20,913 19,835 20,210 300,1 31824 1,5 23,968 23,732 22,994 22,844 22,128 21,920 23,026 23,226 22,376 22,676 385,7 40124 2 23,962 23,682 22,663 22,493 21,508 21,261 22,701 22,925 21,835 22,210 364,6 38427 1,5 26,968 26,732 25,994 25,844 25,128 24,920 26,026 26,226 25,376 25,676 497,2 51427 2 26,962 26,682 25,663 25,493 24,508 24,261 25,701 25,925 24,835 25,210 473,2 49630 1,5 29,968 29,732 28,994 28,844 28,128 27,920 29,026 29,226 28,376 28,676 622,8 64230 2 29,962 29,682 28,663 28,493 27,508 27,261 28,701 28,925 27,835 28,210 596,0 62133 1,5 32,968 32,732 31,994 31,844 31,128 30,920 32,026 32,226 31,376 31,676 762,6 78433 2 32,962 32,682 31,633 31,493 30,508 30,261 31,701 31,925 30,835 31,210 732,8 76136 1,5 35,968 35,732 34,994 34,844 34,128 33,920 35,026 35,226 34,376 34,676 916,5 94036 3 35,952 35,577 34,003 33,803 32,271 31,955 34,051 34,316 32,752 33,252 820,4 86539 1,5 38,968 38,732 37,994 37,844 37,128 36,920 38,026 38,226 37,376 37,676 1085 111039 3 38,952 38,577 37,003 36,803 35,271 34,955 37,051 37,316 35,752 36,252 979,7 102842 1,5 41,968 41,732 40,994 40,844 40,128 39,920 41,026 41,226 40,376 40,676 1267 129442 3 41,952 41,577 40,003 39,803 38,271 37,955 40,051 40,316 38,752 39,252 1153 120645 1,5 44,968 44,732 43,994 43,844 43,128 42,920 44,026 44,226 43,376 43,676 1463 149245 3 44,952 44,577 43,003 42,803 41,276 40,955 43,051 43,316 41,752 42,252 1341 139848 1,5 47,968 47,732 46,994 46,834 46,128 45,910 47,026 47,238 46,376 46,676 1674 170548 3 47,952 47,577 46,003 45,791 44,271 43,943 46,051 46,331 44,752 45,252 1543 160452 1,5 51,968 51,732 50,994 50,834 50,128 49,910 51,026 51,238 50,376 50,676 1976 201052 3 51,952 51,577 50,003 49,791 48,271 47,943 50,051 50,331 48,752 49,252 1834 1900
Apar
tado
Téc
nico

Apar
tado
Téc
nico
www.dexterfasteners.com 369
ROSCAS
1.1 ROSCA MÉTRICA
Límites de dimensiones de la rosca métrica, paso fino, calidad 6H/6g. (Cont.)
Diámetro 1)
nominalDmín= B
Paso Diámetro exterior
Rosca exterior, clase de tolerancia 6g1). Bulones y tornillos Rosca interior, clase de tolerancia 6H1). Tuercas
dmáx dmín
Diámetro sobre flancos
d2máx d2mín
Diámetro sobre flancos
D2mín D2máx
Diámetro interior
d3máx d3mín
Diámetro interior
D1mín. D1máx
Sección delØ interior
ππ/4 d32
Ad3 mm2
Secciónresistente
ππ/4 (d2+d3)2/2
As mm2
56 2 55,962 55,682 54,663 54,483 53,508 53,251 54,701 54,937 53,835 54,210 2252 230156 4 55,940 55,465 53,342 53,106 51,033 50,643 53,402 53,717 51,670 52,270 2050 214460 4 59,940 59,465 57,342 57,106 55,033 54,643 57,402 57,717 55,670 56,270 2384 248564 4 63,940 63,465 61,342 61,106 59,033 58,643 61,402 61,717 59,670 60,270 2743 285168 4 67,940 67,465 65,342 65,106 63,033 62,643 65,402 65,717 63,670 64,270 3127 324272 6 71,920 71,320 68,023 67,743 64,559 64,048 68,103 68,478 65,505 66,305 3287 346376 6 75,920 75,320 72,023 71,743 68,559 68,048 72,103 72,478 69,505 70,305 3700 388980 6 79,920 79,320 76,023 75,743 72,559 72,048 76,103 76,478 73,505 74,305 4144 434490 6 89,920 89,320 86,023 85,743 82,559 82,048 86,103 86,478 83,505 84,305 5364 5590
100 6 99,920 99,320 96,023 95,723 92,559 92,028 96,103 96,503 93,505 94,305 6740 7000110 6 109,920 109,320 106,023 105,723 102,559 102,028 106,103 106,503 103,505 104,305 8273 8560
Dimensiones en mm.
-Para el caso de roscas con revestimientos, los valores máximos de d, d2 y d3serán iguales a los valores del perfil de base (d2máx. = D2mín. y d3máx. = D1mín. )
- La rosca métrica de paso fino se designa por el diámetro nominal precedidodel símbolo M y seguido del paso separado por el signo de la multiplicación;después la tolerancia, por ejemplo "6", y de la clase, por ejemplo "H".Ejemplo: M10 x 1,25 - 6H. Si no se indican las clases de tolerancia, se sobre-entenderán las indicadas en la tabla.
1.1.3 Comparativa paso fino, paso grueso.
La tendencia general de los últimos 20 años, va en la dirección de la utiliza-ción generalizada del paso grueso. No se puede decir pues, que los pasos finossean técnicamente superiores.No obstante, los pasos finos se utilizan en casos particulares, como por ejemplo:reglajes, tornillos de motores, etc. Estos casos son menos numerosos y los ele-mentos de fijación de paso fino se vuelven poco a poco elementos especiales consus consiguientes inconvenientes económicos, de disponibilidad, y de plazo.
El paso fino es el más comúnmente utilizado en la industria del automóvil.
Las ventajas más importantes del paso fino son:- una resistencia a la tracción más fuerte, a causa de presentar una sección
resistente más grande.- tendencia mínima a aflojarse por vibraciones debido al paso más pequeño.- reglajes más precisos.
Sin embargo la mayor parte de los montajes no están cargados estáticamentesino dinámicamente; siendo la resistencia a la fatiga el criterio número unopara el cálculo y diseño. En estos casos el paso grueso resiste mejor a la fati-ga, ya que, la carga en el fondo del hilo de rosca disminuye a medida que elpaso aumenta.El argumento consistente en decir que el paso grueso resiste menos al afloja-miento por vibraciones, ha ido perdiendo peso a causa del desarrollo de siste-mas de frenado y de blocaje, ya sean mecánicos o químicos, que ofrecen mejo-res soluciones a la pérdida de precarga, sobretodo después de esfuerzos diná-micos transversales.
Las ventajas del paso grueso son:- menos sensible a los choques, y generalmente, el ensamblado más fácil y
rápido.- posibilidad de revestimientos de mas espesor debido al juego de tolerancias, ya
que, los pasos de rosca son más amplios.- riesgo menor del arrancado del roscado.
Las ventajas e inconvenientes se pueden resumir en la tabla siguiente:
Propiedades funcionales RoscadoPaso grueso Paso fino
Esfuerzo:- estático - +- dinámico + -Frenado:- sin sistema de frenado - +- con sistema de frenado ++ ++Resistencia a los choques. + -Espesor de los revestimientos. + -Resistencia al arrancamiento. + -Facilidad de montaje. + -Coste, y disponibilidad. + -
+ quiere decir: mejor o más adaptado.
PASO GRUESOrecomendado para los elementos de fijación estándares para todo tipo de
montaje corriente
Nota: después de la conversión del sistema imperial al sistema métrico, en EEUU, el"Industrial Fasteners Institute" ha publicado el libro "Metric FastenersStandars".En este libro todos los elementos de fijación roscados, solo son según la normamétrica de paso grueso.El cambio de un paso UNF a un paso métrico fino, no es recomendado para loselementos de fijación estándares.
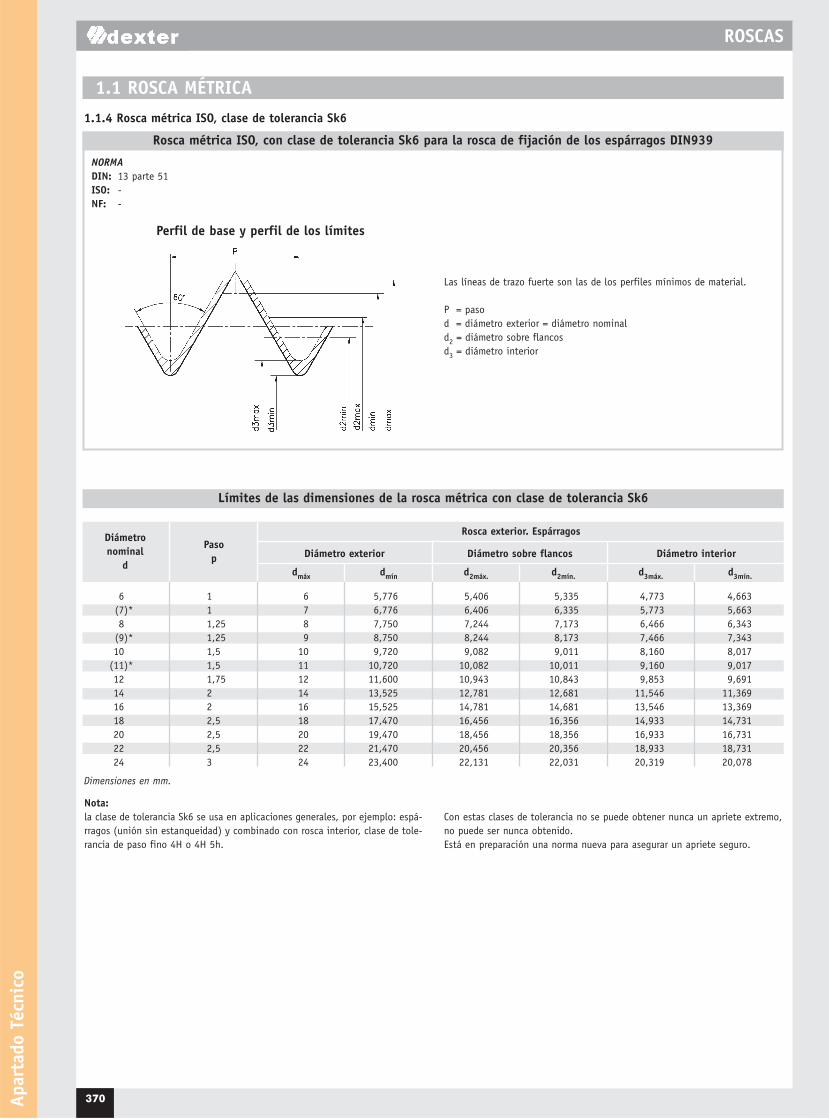
370
ROSCAS
1.1 ROSCA MÉTRICA
Rosca métrica ISO, con clase de tolerancia Sk6 para la rosca de fijación de los espárragos DIN939
NORMADIN: 13 parte 51ISO: -NF: -
Perfil de base y perfil de los límites
Las líneas de trazo fuerte son las de los perfiles mínimos de material.
P = pasod = diámetro exterior = diámetro nominald2 = diámetro sobre flancos d3 = diámetro interior
1.1.4 Rosca métrica ISO, clase de tolerancia Sk6
Nota: la clase de tolerancia Sk6 se usa en aplicaciones generales, por ejemplo: espá-rragos (unión sin estanqueidad) y combinado con rosca interior, clase de tole-rancia de paso fino 4H o 4H 5h.
Con estas clases de tolerancia no se puede obtener nunca un apriete extremo,no puede ser nunca obtenido.Está en preparación una norma nueva para asegurar un apriete seguro.
Límites de las dimensiones de la rosca métrica con clase de tolerancia Sk6
Diámetro nominal
d
Pasop Diámetro exterior
Rosca exterior. Espárragos
dmáx dmín
Diámetro sobre flancos
d2máx. d2mín.
Diámetro interior
d3máx. d3mín.
6 1 6 5,776 5,406 5,335 4,773 4,663(7)* 1 7 6,776 6,406 6,335 5,773 5,6638 1,25 8 7,750 7,244 7,173 6,466 6,343
(9)* 1,25 9 8,750 8,244 8,173 7,466 7,34310 1,5 10 9,720 9,082 9,011 8,160 8,017
(11)* 1,5 11 10,720 10,082 10,011 9,160 9,01712 1,75 12 11,600 10,943 10,843 9,853 9,69114 2 14 13,525 12,781 12,681 11,546 11,36916 2 16 15,525 14,781 14,681 13,546 13,36918 2,5 18 17,470 16,456 16,356 14,933 14,73120 2,5 20 19,470 18,456 18,356 16,933 16,73122 2,5 22 21,470 20,456 20,356 18,933 18,73124 3 24 23,400 22,131 22,031 20,319 20,078
Dimensiones en mm.
Apar
tado
Téc
nico

Apar
tado
Téc
nico
www.dexterfasteners.com 371
ROSCAS
1.1 ROSCA MÉTRICA
Perfil de base y límites de las dimensiones
Diámetro nominal
d
Pasop
Radioen el fondodel filete
R
Diámetro exterior
Rosca exterior. Espárragos de cuerpo aligerado
dmáx dmín
Diámetro en los flancos Holgura deajustemín.
Sección delØ
interiord2máx. d2mín.
Diámetro interior
d3máx. d3mín.
M 12 1,75 0,18 11,823 11,558 10,686 10,536 0,177 9,676 9,400 69M 16 2 0,20 15,823 15,543 14,524 14,364 0,177 13,369 13,065 133M 20 2,5 0,25 19,800 19,465 18,176 18,006 0,200 16,733 16,383 210M 24 3 0,30 23,788 23,413 21,839 21,639 0,212 20,107 19,691 303M 27 3 0,30 26,788 26,413 24,839 24,639 0,212 23,107 22,691 403M 30 3,5 0,35 29,775 29,350 27,502 27,290 0,225 25,481 25,017 490
Dimensiones en mm. Ejemplo de designación de esta rosca: M16 DIN2510
Rosca métrica de holgura grande para espárragos de cuerpo aligerado DIN2510
NORMADIN: 2510 parte 2ISO:NF:
Perfil de base y de límites de las dimensiones.
P = pasoR = radio en el fondo del fileted = diámetro exterior = diámetro nominald2 = diámetro sobre flancos d3 = diámetro interior
1.1.5 Rosca métrica de holgura grande

372
ROSCAS
1.1 ROSCA MÉTRICA
Límites de las dimensiones de la rosca trapezoidal, calidad media 7H/7e
Designación Pasop Diámetro exterior
Rosca interior, clase de tolerancia 7H. TuercasRosca exterior, clase de tolerancia 7e. Barras roscadas
dmáx dmín
Diámetro sobre los flancos Diámetro sobre los flancosDiámetro interior Diámetro interiorDiámetroexterior
Dmín.d2máx. d2mín. d1máx. d1mín.
Tr 10 x 2 2 10,000 9,820 8,929 8,739 7,500 7,191 10,500 9,000 9,250 8,000 8,236Tr 12 x 3 3 12,000 11,764 10,415 10,191 8,500 8,135 12,500 10,500 10,800 9,000 9,315Tr 14 x 3 3 14,000 13,764 12,415 12,191 10,500 10,135 14,500 12,500 12,800 11,000 11,315Tr 16 x 4 4 16,000 15,700 13,905 13,640 11,500 11,074 16,500 14,000 14,355 12,000 12,375Tr 18 x 4 4 18,000 17,700 15,905 15,640 13,500 13,074 18,500 16,000 16,355 14,000 14,375Tr 20 x 4 4 20,000 19,700 17,905 17,640 15,500 15,074 20,500 18,000 18,355 16,000 16,375Tr 22 x 5 5 22,000 21,665 19,394 19,114 16,500 16,044 22,500 19,500 19,875 17,000 17,450Tr 24 x 5 5 24,000 23,665 21,394 21,094 18,500 18,019 24,500 21,500 21,900 19,000 19,450Tr 26 x 5 5 26,000 25,665 23,394 23,094 20,500 20,019 26,500 23,500 23,900 21,000 21,450Tr 28 x 5 5 28,000 27,665 25,394 25,094 22,500 22,019 28,500 25,500 25,900 23,000 23,450Tr 30 x 6 6 30,000 29,625 26,882 26,547 23,000 22,463 31,000 27,000 27,450 24,000 24,500Tr 32 x 6 6 32,000 31,625 28,882 28,547 25,000 24,463 33,000 29,000 29,450 26,000 26,500Tr 36 x 6 6 36,000 35,625 32,882 32,547 29,000 28,463 37,000 33,000 33,450 30,000 30,500Tr 40 x 7 7 40,000 39,575 36,375 36,020 32,000 31,431 41,000 36,500 36,975 33,000 33,560Tr 44 x 7 7 44,000 43,575 40,375 40,020 36,000 35,431 45,000 40,500 40,975 37,000 37,560Tr 50 x 8 8 50,000 49,550 45,868 45,468 41,000 40,368 51,000 46,000 46,530 42,000 42,630Tr 60 x 9 9 60,000 59,500 55,360 54,935 50,000 49,329 61,000 55,500 56,060 51,000 51,670
Dimensiones en mm.
Rosca métrica ISO, trapezoidal Tr. Para barras roscadas y tuercas
NORMADIN: 103 parte 5 y 7ISO: 2903NF: E 03-617
Perfil de base y perfil de los límites Las líneas de trazo fuerte son las de los perfiles máximos de material.El perfil máximo de material del roscado interior es el perfil de base.
P = paso
d = diámetro exteriord2 = diámetro sobre flancos rosca exteriord1 = diámetro interior
D = diámetro exteriorD2 = diámetro sobre flancos rosca interiorD1 = diámetro interior
1.1.6 Rosca métrica trapezoidal
}}
D2mín. D2máx. D1mín. D1máx.
Apar
tado
Téc
nico
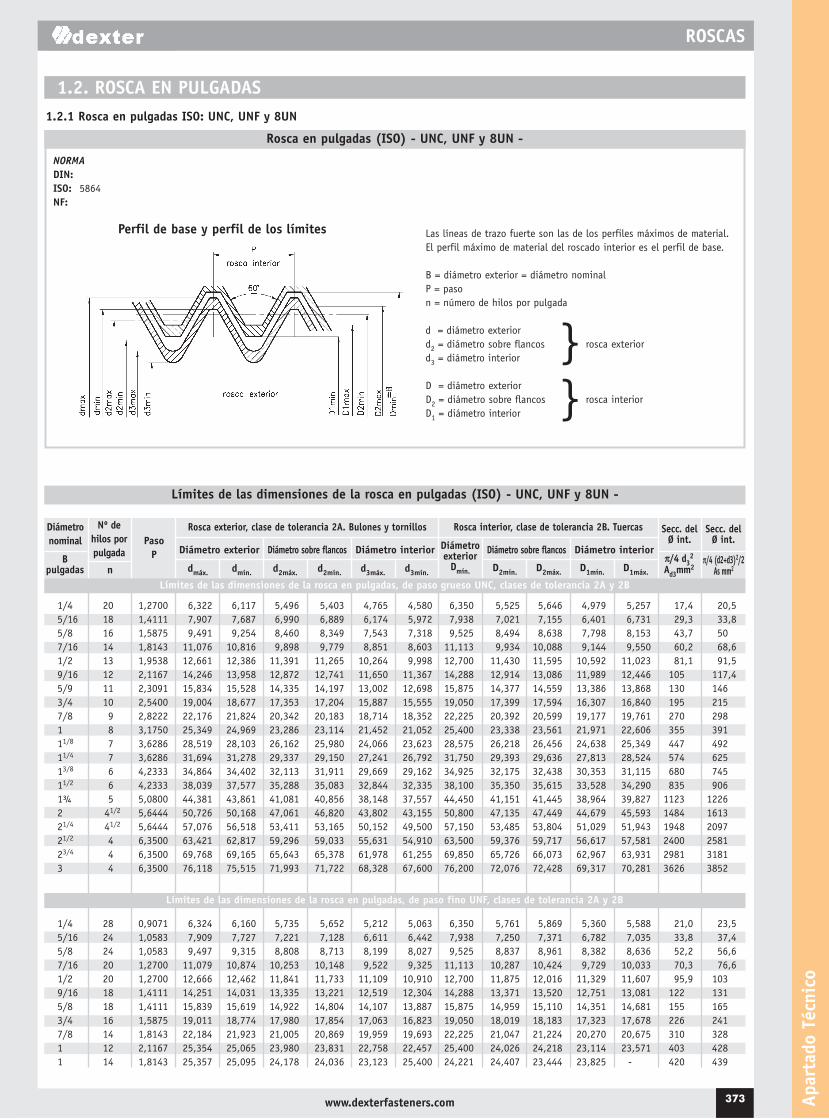
Apar
tado
Téc
nico
www.dexterfasteners.com 373
ROSCAS
1.2. ROSCA EN PULGADAS
Límites de las dimensiones de la rosca en pulgadas (ISO) - UNC, UNF y 8UN -
Diámetronominal
Nº dehilos porpulgada
PasoP
Rosca exterior, clase de tolerancia 2A. Bulones y tornillos Rosca interior, clase de tolerancia 2B. Tuercas Secc. delØ int.
Secc. delØ int.
Bpulgadas n dmáx. dmín.
Diámetro exterior Diámetro sobre flancos Diámetro sobre flancosDiámetro interior Diámetro interiorDiámetroexterior
Dmín.d2máx. d2mín. d3máx. d3mín.
1/4 20 1,2700 6,322 6,117 5,496 5,403 4,765 4,580 6,350 5,525 5,646 4,979 5,257 17,4 20,55/16 18 1,4111 7,907 7,687 6,990 6,889 6,174 5,972 7,938 7,021 7,155 6,401 6,731 29,3 33,85/8 16 1,5875 9,491 9,254 8,460 8,349 7,543 7,318 9,525 8,494 8,638 7,798 8,153 43,7 507/16 14 1,8143 11,076 10,816 9,898 9,779 8,851 8,603 11,113 9,934 10,088 9,144 9,550 60,2 68,61/2 13 1,9538 12,661 12,386 11,391 11,265 10,264 9,998 12,700 11,430 11,595 10,592 11,023 81,1 91,59/16 12 2,1167 14,246 13,958 12,872 12,741 11,650 11,367 14,288 12,914 13,086 11,989 12,446 105 117,45/9 11 2,3091 15,834 15,528 14,335 14,197 13,002 12,698 15,875 14,377 14,559 13,386 13,868 130 1463/4 10 2,5400 19,004 18,677 17,353 17,204 15,887 15,555 19,050 17,399 17,594 16,307 16,840 195 2157/8 9 2,8222 22,176 21,824 20,342 20,183 18,714 18,352 22,225 20,392 20,599 19,177 19,761 270 2981 8 3,1750 25,349 24,969 23,286 23,114 21,452 21,052 25,400 23,338 23,561 21,971 22,606 355 39111/8 7 3,6286 28,519 28,103 26,162 25,980 24,066 23,623 28,575 26,218 26,456 24,638 25,349 447 49211/4 7 3,6286 31,694 31,278 29,337 29,150 27,241 26,792 31,750 29,393 29,636 27,813 28,524 574 62513/8 6 4,2333 34,864 34,402 32,113 31,911 29,669 29,162 34,925 32,175 32,438 30,353 31,115 680 74511/2 6 4,2333 38,039 37,577 35,288 35,083 32,844 32,335 38,100 35,350 35,615 33,528 34,290 835 9061¾ 5 5,0800 44,381 43,861 41,081 40,856 38,148 37,557 44,450 41,151 41,445 38,964 39,827 1123 12262 41/2 5,6444 50,726 50,168 47,061 46,820 43,802 43,155 50,800 47,135 47,449 44,679 45,593 1484 161321/4 41/2 5,6444 57,076 56,518 53,411 53,165 50,152 49,500 57,150 53,485 53,804 51,029 51,943 1948 209721/2 4 6,3500 63,421 62,817 59,296 59,033 55,631 54,910 63,500 59,376 59,717 56,617 57,581 2400 258123/4 4 6,3500 69,768 69,165 65,643 65,378 61,978 61,255 69,850 65,726 66,073 62,967 63,931 2981 31813 4 6,3500 76,118 75,515 71,993 71,722 68,328 67,600 76,200 72,076 72,428 69,317 70,281 3626 3852
1/4 28 0,9071 6,324 6,160 5,735 5,652 5,212 5,063 6,350 5,761 5,869 5,360 5,588 21,0 23,55/16 24 1,0583 7,909 7,727 7,221 7,128 6,611 6,442 7,938 7,250 7,371 6,782 7,035 33,8 37,45/8 24 1,0583 9,497 9,315 8,808 8,713 8,199 8,027 9,525 8,837 8,961 8,382 8,636 52,2 56,67/16 20 1,2700 11,079 10,874 10,253 10,148 9,522 9,325 11,113 10,287 10,424 9,729 10,033 70,3 76,61/2 20 1,2700 12,666 12,462 11,841 11,733 11,109 10,910 12,700 11,875 12,016 11,329 11,607 95,9 1039/16 18 1,4111 14,251 14,031 13,335 13,221 12,519 12,304 14,288 13,371 13,520 12,751 13,081 122 1315/8 18 1,4111 15,839 15,619 14,922 14,804 14,107 13,887 15,875 14,959 15,110 14,351 14,681 155 1653/4 16 1,5875 19,011 18,774 17,980 17,854 17,063 16,823 19,050 18,019 18,183 17,323 17,678 226 2417/8 14 1,8143 22,184 21,923 21,005 20,869 19,959 19,693 22,225 21,047 21,224 20,270 20,675 310 3281 12 2,1167 25,354 25,065 23,980 23,831 22,758 22,457 25,400 24,026 24,218 23,114 23,571 403 4281 14 1,8143 25,357 25,095 24,178 24,036 23,123 25,400 24,221 24,407 23,444 23,825 - 420 439
Rosca en pulgadas (ISO) - UNC, UNF y 8UN -
NORMADIN:ISO: 5864NF:
Perfil de base y perfil de los límites Las líneas de trazo fuerte son las de los perfiles máximos de material.El perfil máximo de material del roscado interior es el perfil de base.
B = diámetro exterior = diámetro nominalP = pason = número de hilos por pulgada
d = diámetro exteriord2 = diámetro sobre flancos rosca exteriord3 = diámetro interior
D = diámetro exteriorD2 = diámetro sobre flancos rosca interiorD1 = diámetro interior
1.2.1 Rosca en pulgadas ISO: UNC, UNF y 8UN
}}
D2mín. D2máx. D1mín. D1máx.
ππ/4 d32
Ad3mm2ππ/4 (d2+d3)2/2
As mm2
Límites de las dimensiones de la rosca en pulgadas, de paso grueso UNC, clases de tolerancia 2A y 2B
Límites de las dimensiones de la rosca en pulgadas, de paso fino UNF, clases de tolerancia 2A y 2B

374
ROSCAS
Límites de las dimensiones de la rosca en pulgadas (ISO) - UNC, UNF y 8UN (Cont.)-
Diámetronominal
Nº dehilos porpulgada
PasoP
Rosca exterior, clase de tolerancia 2A. Bulones y tornillos Rosca interior, clase de tolerancia 2B. Tuercas Secc. delØ int.
Secc. delØ int.
Bpulgadas n dmáx. dmín.
Diámetro exterior Diámetro sobre flancos Diámetro sobre flancosDiámetro interior Diámetro interiorDiámetroexterior
Dmín.d2máx. d2mín. d3máx. d3mín. D2mín. D2máx. D1mín. D1máx.
ππ/4 d32
Ad3mm2ππ/4 (d2+d3)2/2
As mm2
Límites de las dimensiones de la rosca en pulgadas, de paso fino UNF, clases de tolerancia 2A y 2B
11/8 12 2,1167 28,529 28,240 27,155 27,003 25,933 25,629 28,575 27,201 27,398 26,289 26,746 524 55211/4 12 2,1167 31,704 31,415 30,330 30,173 29,108 28,799 31,750 30,376 30,579 29,464 29,921 661 69213/8 12 2,1167 34,876 34,588 33,502 33,343 32,280 31,969 34,925 33,551 33,759 32,639 33,096 813 84811/2 12 2,1167 38,051 37,763 36,677 36,516 35,455 35,141 38,100 36,726 36,936 35,814 36,271 981 1020
11/8 8 3,1750 28,521 28,141 26,459 26,284 24,653 28,575 26,513 26,741 25,146 25,781 470 51011/4 8 3,1750 31,697 31,316 29,634 29,456 27,800 31,750 29,688 29,921 28,321 28,956 599 64513/8 8 3,1750 34,869 34,488 32,807 32,624 30,973 34,925 32,863 33,099 31,496 32,131 745 79511/2 8 3,1750 38,044 37,663 35,982 35,796 34,148 38,100 36,038 36,279 34,671 35,306 906 96315/8 8 3,1750 41,219 40,838 39,157 38,969 37,323 41,275 39,213 39,459 37,846 38,481 1084 114813/4 8 3,1750 44,392 44,011 43,329 42,139 40,495 44,450 42,388 42,636 41,021 41,656 1277 134217/8 8 3,1750 47,567 47,186 45,564 45,309 43,670 47,625 45,563 45,817 44,196 44,831 1484 15552 8 3,1750 50,742 50,361 48,679 48,481 46,845 50,800 48,738 48,994 47,371 48,006 1710 1787
Dimensiones en mm.
- En el caso de roscas con revestimientos, los valores máximos de d, d2 y d3serán iguales a los valores del perfil de base (d2máx. = D2mín. y d3máx. = D1mín. )
- La rosca en pulgadas se designa por el diámetro nominal seguido del núme-ro de hilos por pulgada (n), el símbolo UNC, UNF, o 8UN, y la clase de tole-rancia; ejemplo: 3/8 - 24UNF - 2ª.
Si no se indican las clases de tolerancia, se sobreentenderán que son 2A/2B.
1.2. ROSCA EN PULGADAS
Rosca en pulgadas (ISO) - UNC, UNF y 8UN -
NORMADIN:ISO: 5864NF:
Perfil de base y perfil de los límites Las líneas de trazo fuerte son las de los perfiles máximos de material.El perfil máximo de material del roscado interior es el perfil de base.
B = diámetro exterior = diámetro nominalP = pason = número de hilos por pulgada
d = diámetro exteriord2 = diámetro sobre flancos rosca exteriord3 = diámetro interior
D = diámetro exteriorD2 = diámetro sobre flancos rosca interiorD1 = diámetro interior
1.2.1 Rosca en pulgadas ISO: UNC, UNF y 8UN (Cont.)
Límites de las dimensiones de la rosca en pulgadas, 8UN, clases de tolerancia 2A y 2B
Apar
tado
Téc
nico
}}

Apar
tado
Téc
nico
www.dexterfasteners.com 375
ROSCAS
1.2. ROSCA EN PULGADAS
Rosca en pulgadas numerada - UNC y UNF -
NORMAUSAS: B .1.1DIN: -NF: -
Perfil de base y perfil de los límites Las líneas de trazo fuerte son las de los perfiles máximos de material.El perfil máximo de material del roscado interior es el perfil de base.
B = diámetro exterior = diámetro nominalP = pason = número de hilos por pulgada
d = diámetro exteriord2 = diámetro sobre flancos rosca exteriord3 = diámetro interior
D = diámetro exteriorD2 = diámetro sobre flancos rosca interiorD1 = diámetro interior
1.2.2 Rosca en pulgadas numeradas UNC y UNF
Designación B n P
Rosca exterior, clase de tolerancia 2A. Tornillos Rosca interior, clase de tolerancia 2B. Tuercas
dmáx. dmín.
Diámetro exterior Diámetro sobre flancos Diámetro sobre flancosDiámetrointeriord1máx.
Diámetro interior
d2máx. d2mín. D2mín. D2máx. D1mín.D1máx.
4-40 UNC 2,844 40 0,635 2,824 2,695 2,413 2,350 2,044 2,434 2,517 2,157 2,3855-40 UNC 3,175 40 0,635 3,154 3,026 2,743 2,678 2,374 2,764 2,847 2,487 2,6976-32 UNC 3,505 32 0,794 3,484 3,333 2,969 2,899 2,512 2,990 3,083 2,642 2,8958-32 UNC 4,165 32 0,794 4,142 3,991 3,627 3,554 3,169 3,650 3,746 3,302 3,530
10-24 UNC 4,826 24 1,058 4,800 4,618 4,112 4,029 3,502 4,138 4,246 3,683 3,96212-24 UNC 5,486 24 1,058 5,461 5,279 4,772 4,687 4,163 4,799 4,909 4,344 4,5974-48 UNF 2,844 48 0,529 2,827 2,713 2,484 2,424 2,176 2,502 2,580 2,271 2,4585-44 UNF 3,175 44 0,577 3,157 3,036 2,781 2,718 2,448 2,800 2,880 2,551 2,7406-40 UNF 3,505 40 0,635 3,484 3,356 3,073 3,008 2,705 3,094 3,180 2,820 3,0228-36 UNF 4,165 36 0,706 4,145 4,006 3,688 3,617 3,279 3,709 3,799 3,404 3,606
10-32 UNF 4,826 32 0,794 4,803 4,651 4,287 4,212 3,830 4,311 4,409 3,963 4,16512-28 UNF 5,486 28 0,907 5,461 5,296 4,871 4,791 4,348 4,898 5,003 4,496 4,724
Dimensiones en mm.
}}

376
ROSCAS
1.2. ROSCA EN PULGADAS
Rosca Whitworth BSW
NORMABS: 84 (1956)DIN: 11 (1930)NF: -
Perfil de base y perfil de los límites Las líneas de trazo fuerte son las de los perfiles máximos de material.
B = diámetro exterior = diámetro nominalP = pason = número de hilos por pulgada
d = diámetro exteriord2 = diámetro sobre flancos rosca exteriord3 = diámetro interior
D = diámetro exteriorD2 = diámetro sobre flancos rosca interiorD1 = diámetro interior
1.2.3 Rosca Whitworth BSW y BSF
}}
Límites de las dimensiones de la rosca Whitworth de paso grueso BSW, clase de tolerancia media
Ønominal
Nº hilospor
pulgadaPaso
Rosca exterior. Bulones y tornillos Rosca interior. Tuercas SecciónØ interior
ππ/4 d12
Ad1 mm2dmáx.B pulgadas n P dmín.
Diámetro exterior Diámetro sobre flancos Diámetro sobre flancosDiámetro interior Ø exterior Diámetro interior
d2máx. d2mín. d1máx. d1mín. Dmín.=B D2mín. D2máx. D1mín. D1máx.
1/8 40 0,635 3,155 3,035 2,769 2,689 2,362 2,202 3,175 2,769 2,849 2,382 2,622 4,395/32 32 0,794 3,949 3,814 3,461 3,371 2,953 2,773 3,969 3,461 3,551 2,973 3,243 6,853/16 24 1,058 4,743 4,587 4,084 3,980 3,406 3,198 4,763 4,084 4,188 3,426 3,738 9,101/4 20 1,270 6,330 6,000 5,537 5,424 4,724 4,422 6,350 5,537 5,650 4,744 5,224 17,555/16 18 1,411 7,918 7,600 7,034 6,915 6,131 5,813 7,938 7,034 7,153 6,151 6,661 29,483/8 16 1,588 9,505 9,100 8,509 8,382 7,492 7,154 9,525 8,509 8,636 7,512 8,052 44,067/16 14 1,814 11,093 10,700 9,951 9,816 8,789 8,430 11,113 9,951 10,086 8,809 9,379 60,711/2 12 2,117 12,675 12,200 11,345 11,199 9,990 9,600 12,700 11,345 11,491 10,015 10,610 78,329/16 12 2,117 14,263 13,800 12,933 12,787 11,578 11,188 14,288 12,993 13,079 11,603 12,198 1055/8 11 2,309 15,846 15,400 14,397 14,244 12,918 12,510 15,876 14,397 14,550 12,948 13,598 13111/16 11 2,309 17,433 17,000 15,985 15,832 14,507 14,099 17,463 15,985 16,138 14,537 15,187 1653/4 10 2,540 19,018 18,500 17,424 17,264 15,798 15,371 19,051 17,424 17,584 15,831 16,538 1967/8 9 2,822 22,190 21,600 20,419 20,250 18,611 18,161 22,226 20,419 20,588 18,647 19,411 2721 8 3,175 25,361 24,800 23,368 23,189 21,335 20,858 25,401 23,368 23,547 21,375 22,185 35811/8 7 3,629 28,529 27,900 26,253 26,062 23,929 23,419 28,576 26,253 26,444 23,976 24,879 45011/4 7 3,629 31,704 31,000 29,428 29,237 27,104 26,594 31,751 29,428 29,619 27,151 28,054 57711/2 6 4,233 38,048 37,300 35,391 35,184 32,680 32,128 38,101 35,391 35,598 32,733 33,730 83913/4 5 5,080 44,389 43,500 41,199 40,972 37,946 37,341 44,452 41,199 41,426 38,009 39,096 11312 4,5 5,645 50,732 49,800 47,187 46,948 43,573 42,936 50,802 47,187 47,426 43,643 44,823 149121/4 4 6,350 57,072 56,200 53,086 52,833 49,020 48,345 57,152 53,086 53,339 49,100 50,420 188721/2 4 6,350 63,422 62,500 59,436 59,183 55,370 54,695 63,502 59,436 59,689 55,450 56,770 240823/4 3,5 7,257 69,763 68,800 65,205 64,934 60,558 59,836 69,853 65,205 65,476 60,648 62,108 28803 3,5 7,257 76,113 75,100 71,556 71,285 66,909 66,187 76,203 71,556 71,827 66,999 68,459 3515
Dimensiones en mm.
Apar
tado
Téc
nico

Apar
tado
Téc
nico
www.dexterfasteners.com 377
ROSCAS
1.2. ROSCA EN PULGADAS
Rosca Whitworth BSF
NORMABS: 84 (1956)DIN: 11 (1930)NF: -
Perfil de base y perfil de los límites Las líneas de trazo fuerte son las de los perfiles máximos de material.
B = diámetro exterior = diámetro nominalP = pason = número de hilos por pulgada
d = diámetro exteriord2 = diámetro sobre flancos rosca exteriord3 = diámetro interior
D = diámetro exteriorD2 = diámetro sobre flancos rosca interiorD1 = diámetro interior
Límites de las dimensiones de la rosca Whitworth de paso fino BSF, clase media de tolerancia para rosca exterior, y clase normal de tolerancia para rosca interior
Ønominal
Nº hilospor
pulgadaPaso
Rosca exterior. Bulones y tornillos Rosca interior. Tuercas SecciónØ interior
ππ/4 d12
Ad1 mm2dmáx. dmín.
Diámetro exterior Diámetro sobre flancos Diámetro sobre flancosDiámetro interior Ø exterior Diámetro interior
d2máx. d2mín. d1máx. d1mín. Dmín.=B D2mín. D2máx. D1mín. D1máx.B pulgadas n P
1/4 26 0,977 6,322 6,177 5,697 5,603 5,072 4,879 6,350 5,725 5,867 5,100 5,398 20,459/32 26 0,977 7,112 6,962 6,487 6,388 5,862 5,664 7,142 6,518 6,665 5,893 6,190 27,295/16 22 1,155 7,907 7,750 7,168 7,064 6,429 6,215 7,938 7,198 7,356 6,459 6,817 32,773/8 20 1,270 9,492 9,324 8,679 8,567 7,866 7,640 9,525 8,712 8,880 7,899 8,331 49,037/16 18 1,411 11,077 10,897 10,173 10,053 9,268 9,030 11,113 10,208 10,386 9,304 9,764 68,001/2 16 1,588 12,662 12,471 11,646 11,519 10,630 10,376 12,700 11,684 11,872 10,668 11,163 89,359/16 16 1,588 14,249 14,054 13,233 13,101 12,217 11,958 14,288 13,272 13,467 12,256 12,751 1185/8 14 1,814 15,834 15,629 14,674 14,536 13,513 13,241 15,875 14,714 14,920 13,553 14,094 14411/16 14 1,814 17,419 17,209 16,259 16,116 15,098 14,821 17,463 16,302 16,515 15,141 15,682 1803/4 12 2,117 19,004 18,781 17,648 17,498 16,292 15,994 19,050 17,694 17,917 16,338 16,939 2107/8 11 2,309 22,225 21,991 20,747 20,589 19,268 18,959 22,225 20,747 20,983 19,268 19,909 2921 10 2,540 25,400 25,151 23,774 23,607 22,149 21,821 25,400 23,774 24,026 22,149 22,835 385
Dimensiones en mm.
}}

378
ROSCAS
1.3. OTROS TIPOS DE ROSCA
Rosca de tornillo para chapa - ST -. Para tornillos rosca para chapa y tornillos autotaladrantes
NORMADIN: 7970ISO: 1478NF: E 25 - 650
1.3.1 Rosca de tornillos para chapa
Rosca ST
Final puntiagudo tipo CAntes ISO-tipo AB, DIN-tipo B
Final plano tipo F.Antes ISO-tipo B, DIN-tipo BZ
60º perfil de roscado
Extremidades del roscado
Límites de las dimensiones de la rosca para el tornillo rosca chapa
Diámetronominal
ISONr.
PasoP
Diámetro exterior Diámetro interior Diámetro punta plana Longitud de la punta Ymáx.Aplanado
de la crestaCmáx.d2máx. d2mín. d3máx. d3mín. Tipo C Tipo Fd1máx. d1mín.
ST 2,2 2 0,8 2,24 2,1 1,63 1,52 1,47 1,37 0,1 2 1,6ST 2,6 3 0,9 2,57 2,43 1,9 1,8 1,73 1,6 0,1 2,3 1,8ST 2,9 4 1,1 2,9 2,76 2,18 2,08 2,01 1,88 0,1 2,6 2,1ST 3,3 5 1,3 3,3 3,12 2,39 2,29 2,21 2,08 0,1 3 2,5ST 3,5 6 1,3 3,53 3,35 2,64 2,51 2,41 2,26 0,1 3,2 2,5ST 3,9 7 1,4 3,91 3,73 2,92 2,77 2,67 2,51 0,1 3,5 2,7ST 4,2 8 1,4 4,22 4,04 3,1 2,95 2,84 2,69 0,1 3,7 2,8ST 4,8 10 1,6 4,8 4,62 3,58 3,43 3,3 3,12 0,15 4,3 3,2ST 5,5 12 1,8 5,46 5,28 4,17 3,99 3,86 3,68 0,15 5 3,6ST 6,3 14 1,8 6,25 6,03 4,88 4,7 4,55 4,34 0,15 6 3,6
Dimensiones en mm.
- El tamaño del tornillo de rosca chapa se designa por el diámetro nominal,precedido por el símbolo ST. El principio de la rosca con el extremo puntiagu-
do es incicado por C, y con extremo plano por B. Por ejemplo: ST 3,5-C (acep-tado internacionalmente).- Para los agujeros antes de roscar, ver la norma de base.
RReeddoonnddeeaaddooddee rraaddiiooppeeqquueeññoo
Apar
tado
Téc
nico

Apar
tado
Téc
nico
www.dexterfasteners.com 379
ROSCAS
1.3. OTROS TIPOS DE ROSCA
Diámetronominal d1
intolerancia h 15
Paso
P Tolerancia
Diámetro interior
d3 toleranciah 15
1,6 0,7 ± 0,07 1,12 0,9 ± 0,09 1,42,5 1,1 ± 0,11 1,73 1,35 ± 0,14 2,13,5 1,6 ± 0,16 2,44 1,8 ± 0,18 2,84,5 2 ± 0,2 3,15 2,2 ± 0,22 3,5
(5,5) 2,4 ± 0,24 3,86 2,6 ± 0,26 4,2
(7) 3,2 ± 0,32 4,98 3,6 ± 0,36 5,6
10 4,5 ± 0,45 712 5 ± 0,5 916 6 ± 0,6 1220 7 ± 0,7 15
La rosca de tornillos para madera se designa por el diámetro nominal. Por ejemplo: 4mm.: 4.
Rosca de tornillo para madera Limites de las dimensiones de la rosca de tornillo para madera
NORMADIN: 7998ISO: -NF: E 25 - 600
1.3.2 Rosca de tornillos para madera
Selección del extremo de la rosca a discreción del fabricante
Rosca métrica, cónica, exterior, de paso fino para tapones roscados con hexágono interior DIN 906
NORMADIN: 158ISO: -NF: -
1.3.3 Rosca métrica, cónica, exterior, de paso fino
Límites de las dimensiones de la rosca cónica, exterior, de tipo corto
DesignaciónPaso
PDiámetro exterior Diámetro sobre flancos
Rosca exteriorDiámetro interior
Longitud deunión
Longitud útilde roscado
d2máx. d2mín. d1máx. d1mín. b l1dmáx. dmín.
M 8 x 1 1 8,093 8,033 7,443 7,383 6,866 6,806 3 4M 10 x 1 1 10,093 10,033 9,443 9,383 8,866 8,806 3 4M 12 x 1,5 1,5 12,235 12,141 11,261 11,167 10,395 10,301 5,5 7,5M 14 x 1,5 1,5 14,235 14,141 13,261 13,167 12,395 12,301 5,5 7,5M 16 x 1,5 1,5 16,235 16,141 15,261 15,167 14,395 14,301 5,5 7,5M 18 x 1,5 1,5 18,235 18,141 17,261 17,167 16,395 16,301 5,5 7,5M 20 x 1,5 1,5 20,235 20,141 19,261 19,167 18,395 18,301 5,5 7,5M 22 x 1,5 1,5 22,235 22,141 21,261 21,167 20,395 20,301 5,5 7,5M 24 x 1,5 1,5 24,235 24,141 23,261 23,167 22,395 22,301 5,5 7,5

380
ROSCAS
1.3. OTROS TIPOS DE ROSCA
Límites de las dimensiones de la rosca cónica, exterior, de tipo corto (Cont.)
DesignaciónPaso
PDiámetro exterior Diámetro sobre flancos
Rosca exteriorDiámetro interior
Longitud deunión
Longitud útilde roscado
d2máx. d2mín. d1máx. d1mín. b l1dmáx. dmín.
M 30 x 1,5 1,5 30,235 30,141 29,261 29,167 28,395 28,301 5,5 7,5M 36 x 1,5 1,5 36,282 36,156 35,306 35,182 34,442 34,316 6,9 9M 42 x 1,5 1,5 42,282 42,156 41,308 41,182 40,442 40,316 6,9 9
Dimensiones en mm.
La rosca métrica, cónica, exterior de paso fino se utiliza para las uniones conestanqueidad en la rosca de los tapones, engrasadores, etc. etc.Hasta M26, inclusive, no es necesario un producto para estanqueizar en el casode los aceites; para otros medios gaseosos y otros medios líquidos, se reco-mienda utilizar un producto estanqueizante por encima de la rosca.
Generalmente la rosca cónica exterior se emplea con rosca cilíndrica interior,según DIN 158La rosca métrica, cónica, exterior de paso fino se designa por el diámetronominal, precedido de la letra M, y seguido por el paso, separado por el signode la multiplicación; por ejemplo: M20x1,5
Rosca métrica, cónica, exterior, de paso fino para tapones roscados con hexágono interior DIN 906
NORMADIN: 158ISO: -NF: -
1.3.3 Rosca métrica, cónica, exterior, de paso fino -Cont.-
Apar
tado
Téc
nico

Apar
tado
Téc
nico
www.dexterfasteners.com 381
ROSCAS
Dimensiones nominales de la rosca cónica, exterior, clase de tolerancia 2, tipo “a” corta
Número de hilospor pulgada
n
PasoP
Ø exterior Ø sobre flancosRosca exterior
Ø interior Longitud de unión Long. útil de roscado
d d d1 a l1
R1/8 28 0,907 9,728 9,147 8,566 3 5,5R¼ 19 1,337 13,157 12,301 11,445 4,5 8,2R3/8 19 1,337 16,662 15,806 14,950 4,5 8,2R½ 14 1,814 20,955 19,793 18,631 5 10,0R¾ 14 1,814 26,441 25,279 24,117 6 11,0R1 11 2,309 33,249 31,770 30,291 7 13,4R1¼ 11 2,309 41,910 40,431 38,952 7,5 13,9R1½ 11 2,309 47,803 46,324 44,845 7,5 13,9
Dimensiones en mm.
1.3. OTROS TIPOS DE ROSCA
La rosca Whitwoth, cónica, exterior se designa por el símbolo R seguido porel diámetro nominal en pulgadas; por ejemplo: R1/8.
Rosca Whitworth, cónica, exterior R. Para tapones roscados con hexágono interior DIN 906
1.3.4 Rosca Whitworth, cónica, exterior R
NORMADIN: 3858ISO: -NF: E 03 - 004
Designación
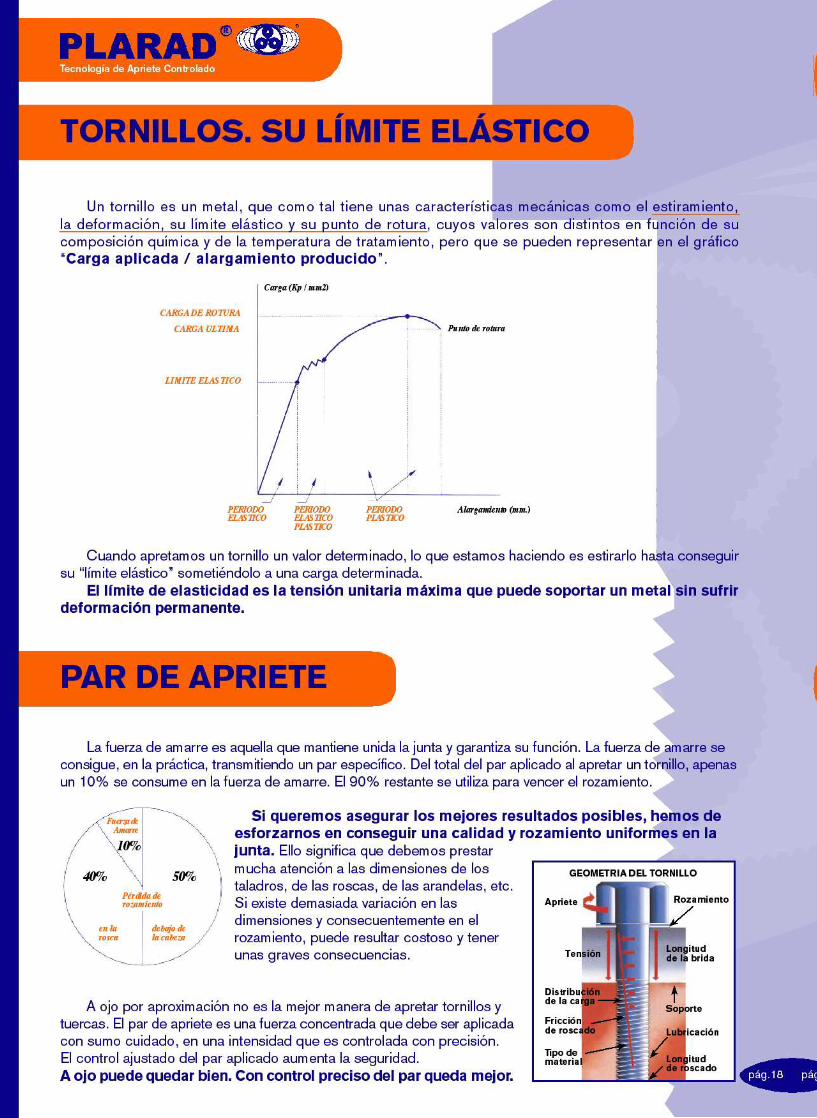


Información sobre las unidades de rugosidad más usadas Ra y Rz
Ra: El valor promedio de rugosidad en µm es el valor promedio aritmético de los valores absolutos de las distancias del perfil de rugosidad de la línea intermedia de la longitud de medición. El valor promedio de rugosidad es idéntico a la altura de un rectángulo donde su longitud es igual a la longitud total lm y esto a su vez es idéntico con la superficie de la suma que existe entre el perfil de rugosidad y la línea intermedia.
Máxima altura del perfil, Rzi: Suma de la máxima altura de pico y de la máxima profundidad de valle comprendidas en una longitud de muestreo. Habitualmente se emplea el parámetro Rz: Media aritmética de la máxima altura del perfil de la rugosidad de cinco longitudes de muestreo consecutivas en la longitud evaluada.
Los rugosímetros miden la profundidad de la rugosidad media Rz, y el valor de la rugosidad media Ra expresada en micras.
Acabado
Es un proceso de fabricación empleado en la manufacturacuya finalidad es obtener una superficie con características adecuadas para la aplicación particular del productoque se está manufacturando; esto incluye mas no es limitado a la cosmética de producto. En algunos casos el proceso de acabado puede tener la finalidad adicional de lograr que el producto entre en especificaciones dimensionales.
Antiguamente, el acabado se comprendía solamente como un proceso secundario en un sentido literal, ya que en la mayoría de los casos sólo tenía que ver con la apariencia del objeto u artesanía en cuestión, idea que en muchos casos persiste y se incluye en la estética y cosmética del producto.
En la actualidad, los acabados se entienden como una etapa de manufactura de primera línea, considerando los requerimientos actuales de los productos. Estos requerimientos pueden ser:
Estética: el más obvio, que tiene un gran impacto sicológico en el usuario respecto a la calidad del producto.
Liberación o introducción de esfuerzos mecánicos: las superficies manufacturadas pueden presentar esfuerzos debido a procesos de arranque de viruta, en donde la superficie se encuentra deformada y endurecida por la deformación plástica a causa de las herramientas de corte, causando esfuerzos en la zona superficial que pueden reducir la resistencia o inclusive fragilizar el material. Los acabados con remoción de material pueden eliminar estos esfuerzos.
Eliminar puntos de iniciación de fracturas y aumentar la resistencia a la fatiga: una operación de acabado puede eliminar micro fisuras en la superficie.
Nivel de limpieza y esterilidad. Una superficie sin irregularidades es poco propicia para albergar suciedad, contaminantes o colonias de bacterias.
Propiedades mecánicas de su superficie
Protección contra la corrosión
Rugosidad
Tolerancias dimensionales de alta precisión.
Características de las superficies
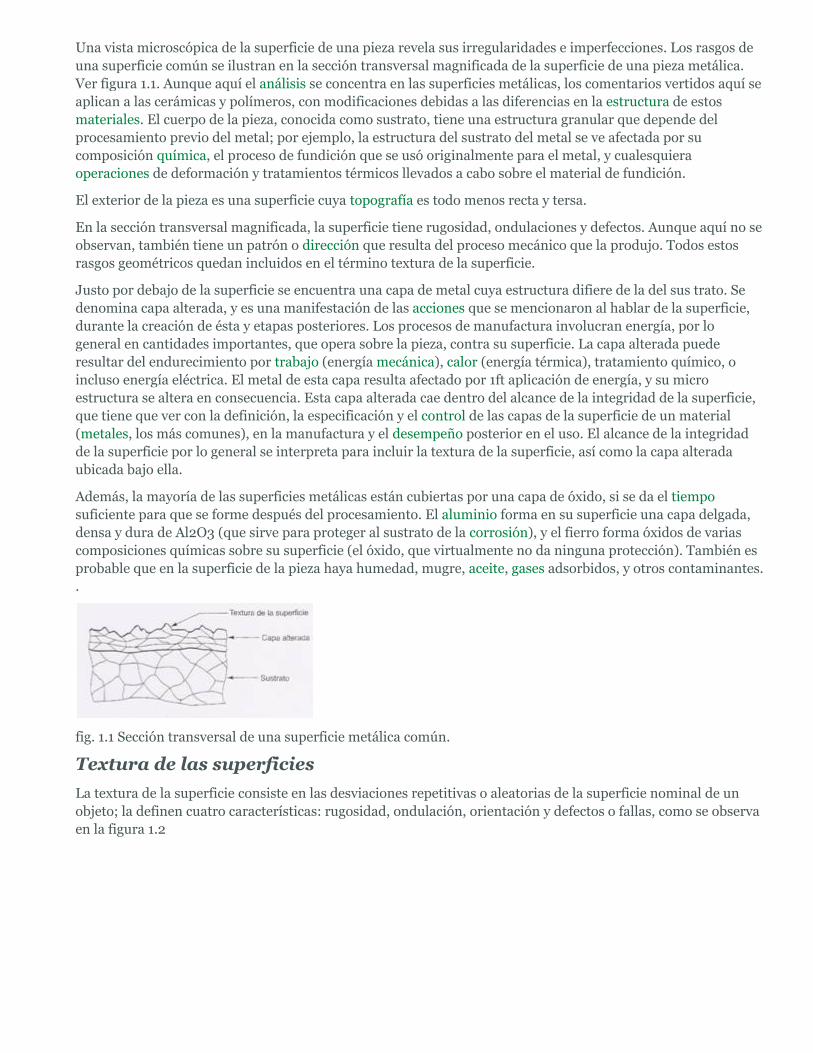
Una vista microscópica de la superficie de una pieza revela sus irregularidades e imperfecciones. Los rasgos de una superficie común se ilustran en la sección transversal magnificada de la superficie de una pieza metálica. Ver figura 1.1. Aunque aquí el análisis se concentra en las superficies metálicas, los comentarios vertidos aquí se aplican a las cerámicas y polímeros, con modificaciones debidas a las diferencias en la estructura de estos materiales. El cuerpo de la pieza, conocida como sustrato, tiene una estructura granular que depende del procesamiento previo del metal; por ejemplo, la estructura del sustrato del metal se ve afectada por su composición química, el proceso de fundición que se usó originalmente para el metal, y cualesquiera operaciones de deformación y tratamientos térmicos llevados a cabo sobre el material de fundición.
El exterior de la pieza es una superficie cuya topografía es todo menos recta y tersa.
En la sección transversal magnificada, la superficie tiene rugosidad, ondulaciones y defectos. Aunque aquí no se observan, también tiene un patrón o dirección que resulta del proceso mecánico que la produjo. Todos estos rasgos geométricos quedan incluidos en el término textura de la superficie.
Justo por debajo de la superficie se encuentra una capa de metal cuya estructura difiere de la del sus trato. Se denomina capa alterada, y es una manifestación de las acciones que se mencionaron al hablar de la superficie, durante la creación de ésta y etapas posteriores. Los procesos de manufactura involucran energía, por lo general en cantidades importantes, que opera sobre la pieza, contra su superficie. La capa alterada puede resultar del endurecimiento por trabajo (energía mecánica), calor (energía térmica), tratamiento químico, o incluso energía eléctrica. El metal de esta capa resulta afectado por 1ft aplicación de energía, y su micro estructura se altera en consecuencia. Esta capa alterada cae dentro del alcance de la integridad de la superficie, que tiene que ver con la definición, la especificación y el control de las capas de la superficie de un material (metales, los más comunes), en la manufactura y el desempeño posterior en el uso. El alcance de la integridad de la superficie por lo general se interpreta para incluir la textura de la superficie, así como la capa alterada ubicada bajo ella.
Además, la mayoría de las superficies metálicas están cubiertas por una capa de óxido, si se da el tiempo suficiente para que se forme después del procesamiento. El aluminio forma en su superficie una capa delgada, densa y dura de Al2O3 (que sirve para proteger al sustrato de la corrosión), y el fierro forma óxidos de varias composiciones químicas sobre su superficie (el óxido, que virtualmente no da ninguna protección). También es probable que en la superficie de la pieza haya humedad, mugre, aceite, gases adsorbidos, y otros contaminantes. .
fig. 1.1 Sección transversal de una superficie metálica común.
Textura de las superficies
La textura de la superficie consiste en las desviaciones repetitivas o aleatorias de la superficie nominal de un objeto; la definen cuatro características: rugosidad, ondulación, orientación y defectos o fallas, como se observa en la figura 1.2

fig. 1.2 Rasgos de la textura de una superficie.
La rugosidad se refiere a las desviaciones pequeñas, espaciadas finamente, de la superficie nominal y que están determinadas por las características del material y el proceso que formó la superficie.
La ondulación se define como las desviaciones de espaciamiento mucho mayor; ocurren debido a la deflexión del trabajo, vibraciones, tratamiento térmicas, y factores similares. La rugosidad está sobre impuesta a la ondulación.
La orientación es la dirección predominante o patrón de la textura de la superficie. Está determinada por el método de manufactura utilizado para crear a la superficie, por lo general a partir de la acciónde una herramienta de corte. En la figura 1.3 se ilustran la mayoría de las orientaciones posibles que pu.ede haber en una superficie, junto con el símbolo que utiliza el diseñador para especificarlas.
Fig. 1.3 Orientaciones posibles de una superficie.

Los defectos son irregularidades que ocurren en forma ocasional en la superficie; incluyen: grietas, ralladuras, inclusiones y otros defectos similares. Aunque algunos de los defectos se relacionan con la textura de la superficie también afectan su integridad.
Rugosidad de la Superficie
La rugosidad de una superficie es una característica mensurable, con base en las desviaciones de la rugosidad según se definió antes. El acabado de la superficie es un término más subjetivo que denota la suavidad y calidad general de una superficie. En el habla popular, es frecuente utilizar el acabado superficial o de la superficie como sinónimo de su rugosidad.
La calidad de la rugosidad superficial se maneja por las siguientes normas:
UNE 82301:1986 Rugosidad superficial. Parámetros, sus valores y las reglas generales para la determinación de las especificaciones (ISO 468: 1982),
UNE-EN ISO 4287:1998 Especificación geométrica de productos (GPS). Calidad superficial: Método del perfil. Términos, definiciones y parámetros del estado superficial (ISO 4287:1997), y
UNE 1037:1983. Indicaciones de los estados superficiales en los dibujos (ISO 1302: 1978)
La medida que se emplea más comúnmente para la textura de una superficie, es su rugosidad. Respecto a la figura 1.4, la rugosidad de la superficie se define como el promedio de las desviaciones verticales a partir de la superficie nominal, en una longitud especificada de la superficie. Por lo general se utiliza un promedio aritmético (AA), con base en los valores absolutos de las desviaciones, y este valor de la rugosidad se conoce con el nombre de rugosidad promedio.
Fig. 1.4 Desviaciones de la superficie nominal.
En forma de ecuación es
Donde R =media aritmética de la rugosidad, m (in); y es la desviación vertical a partir de la superficie nominal (convertida a valor absoluto), m (in); y Lm es la distancia especificada en la que se miden las desviaciones de la superficie. Quizá sea más fácil de entender una aproximación de la ecuación (5.1), dada por
Donde Ra tiene el mismo significado que antes; yi son las desviaciones verticales convertidas a valor absoluto e identificadas por el subíndice i, m (in) y n es el número de desviaciones incluidas en Lm. Se ha dicho que las

unidades en estas ecuaciones son m (in). Éstas son las unidades de uso más común para expresar la rugosidad de una superficie.
Hoy día, el AA es el método de promedios que se emplea más para expresar la rugosidad de una superficie. Una alternativa, que en ocasiones se utiliza en Estados Unidos, es el promedio según la raíz media cuadrática (RMS), que es la raíz cuadrada de la media de las desviaciones elevadas al cuadrado sobre la longitud de medición. Los valores RMS de la rugosidad de la superficie casi siempre serán mayores que los AA, debido a que las desviaciones grandes pesan más en los cálculos del valor RMS.
La rugosidad de la superficie tiene la misma clase de deficiencias que cualquier medida que se use para evaluar un atributo físico complejo. Por ejemplo, falla para tomar en cuenta las orientaciones del patrón superficial; así, la rugosidad de la superficie varía en forma significativa, en función de la dirección en que se mida.
Otra deficiencia es que la ondulación queda incluida en el cálculo de Ra. Para evitar este problema se emplea un parámetro denominado longitud de corte, que se usa como un filtro que separa la ondulación de una superficie medida de las desviaciones de la rugosidad. En realidad, la longitud de corte es una distancia muestral a lo largo de la superficie. Una distancia muestral más corta que el ancho de la ondulación eliminará las desviaciones verticales asociadas con ésta y sólo incluirá aquellas que se relacionan con la rugosidad. En la práctica, la longitud de corte más común es 0.8 mm (0.030 in). La longitud de medición Lm, se establece normalmente como de cinco veces la longitud de corte.
Las limitaciones de la rugosidad de la superficie han motivado la creación de medidas adicionales que describan en forma más completa la topografía de una superficie dada. Estas mediciones incluyen salidas gráficas tridimensionales de la superficie, como se describe en la referencia.
Medición de la Rugosidad
Comparadores visotáctiles
Fig. 1.5
Elementos para evaluar el acabado superficial de piezas por comparación visual y táctil con superficies de diferentes acabados obtenidas por el mismo proceso de fabricación.
Rugosímetro de palpador mecánico

Fig. 1.6
Instrumento para la medida de la calidad superficial basado en la amplificación eléctrica de la señal generada por un palpador que traduce las irregularidades del perfil de la sección de la pieza.
Fig. 1.7 Rugosímetro
Símbolos para la textura de la superficie
Los diseñadores especifican la textura de la superficie en un plano de ingeniería, por medio de símbolos como los que se ven en la figura 1.8, 1.9, 1.10 y 1.11. El símbolo que designa los parámetros de la textura de una superficie es una marca de revisión (se parece al símbolo de la raíz cuadrada), con acotaciones para la rugosidad promedio, ondulación, corte, orientaciones y espaciamiento máximo de la rugosidad. Los símbolos para las orientaciones están tomados de la figura 1.3.

Fig. 1.8 Símbolos para la textura de la superficie en los planos de ingeniería: a) el símbolo, y b) símbolo con leyendas de identificación. Los valores de R, están dados en micropulgadas; las unidades para otras mediciones se dan en pulgadas. Los diseñadores no siempre especifican todos los parámetros en los planos de ingeniería.
Fig. 1.9 símbolos sin indicaciones.
Fig. 1.10 Símbolos con indicación del criterio principal de la rugosidad, (Ra).
Fig. 1.11 Símbolos con indicaciones complementarias.
(Estados Superficiales. Universidad de Castilla-la Mancha)
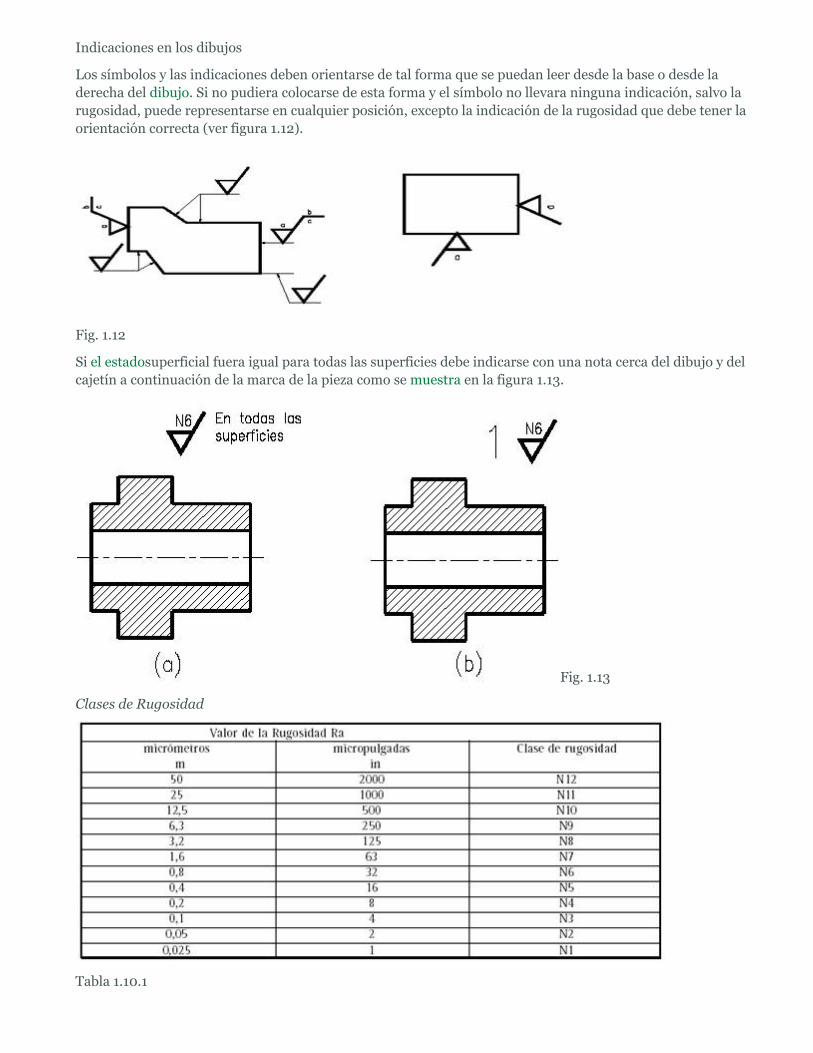
Indicaciones en los dibujos
Los símbolos y las indicaciones deben orientarse de tal forma que se puedan leer desde la base o desde la derecha del dibujo. Si no pudiera colocarse de esta forma y el símbolo no llevara ninguna indicación, salvo la rugosidad, puede representarse en cualquier posición, excepto la indicación de la rugosidad que debe tener la orientación correcta (ver figura 1.12).
Fig. 1.12
Si el estadosuperficial fuera igual para todas las superficies debe indicarse con una nota cerca del dibujo y del cajetín a continuación de la marca de la pieza como se muestra en la figura 1.13.
Fig. 1.13
Clases de Rugosidad
Tabla 1.10.1

Procesos de fabricación
Procesos para mecanizado del material
La fabricación de piezas mediante arranque de viruta o material se consigue a partir del mecanizado de su superficie, lo que puede realizarse por varios procedimientos, entre ellos:
A) Fresado.
Arranque de viruta mediante la acción de una herramienta con dientes de filos cortantes, denominada fresa, que gira alrededor de su eje, pudiendo actual tangencial o frontalmente respecto a la superficie mecanizada (Figura 1.14).
Fig. 1.14 Fresado tangencial y frontal. Fuente: Hidalgo de Caviedes, 1975.
B) Torneado.
Se denomina así al procedimiento de fabricación para el que se emplea la máquina–herramienta considerada como fundamental, el torno. Con ella se pueden realizar múltiples operaciones, aunque la más importante es el torneado o fabricación de piezas de revolución (Figura 1.15).
Fig. 1.15 Esquema de un torno. Fuente: Hidalgo de Caviedes, 1975.
C) Taladrado.
Consiste en la perforación de una pieza, parcial (taladro ciego) o totalmente (taladro pasante), mediante una herramienta llamada broca. La broca gira alrededor de su eje de revolución a la vez que se desplaza en la dirección del mismo.
D) Aserrado.

Procedimiento de fabricación que consta de una herramienta de acero denominada sierra, dotada de un movimiento alternativo longitudinal, con la cual se consigue cortar chapas y planchas. También se puede realizar este tipo de cortes con un soplete oxiacetilénico.
Por otra parte, los procedimientos de fabricación sin arranque de viruta tienen la particularidad de que moldean o forjan el material sin arrancar parte del mismo. Entre estos procedimientos de fabricación podemos destacar:
A) Fundición.
Consiste en rellenar un molde o modelo negativo de la pieza a fabricar con metal fundido. Una vez enfriado el metal se procede al desmoldeo para obtener la pieza deseada. Según el tipo de molde utilizado diferenciamos el moldeo en arena, moldeo en molde metálico o coquilla (fundición mediante inyección de metal fundido a presiones de 25–50 atmósferas), y moldeo a la cera o resina perdida.
B) Forja.
Consiste en la conformación de la pieza mediante golpes o prensado, calentándola previamente para facilitar la operación. Dentro de la forja podemos diferenciar:
— Forja manual o libre. Conformación de la pieza a través de mazo y yunque.
— Forja en estampa. Consiste en utilizar una prensa que consta de estampa y contra estampa. La estampa o matriz, que actúa como yunque, contiene el vaciado correspondiente a la forma de la pieza, mientras la contra estampa o martillete, que actúa como mazo, golpea la estampa, prensando el material previamente calentado para mejorar su fluidez, de forma que éste rellena el vaciado de la matriz.
Fig. 1.16 Esquema de máquina laminadora. Fuente: Hidalgo de Caviedes, 1975.
C) Laminado.
Se emplea en la obtención de perfiles laminados de gran longitud en relación a su sección transversal.
Por ejemplo, es muy utilizado en la fabricación de perfiles resistentes de construcciones agroindustriales metálicas (perfiles IPN, UPN, etc.). La laminadora es una máquina que consta de dos árboles horizontales y paralelos en los que se acoplan sendos cilindros simétricos que dejan una zona libre con la forma requerida por el perfil. Generalmente el proceso precisa de varias pasadas por diferentes trenes de laminado, de forma que se logre una transición gradual de la pieza en basto al perfil de diseño.
D) Extrusionado.
Operación consistente en obligar a pasar por un orificio de forma predeterminada a un material o metal en estado fluido.
La indicación en los dibujos técnicos de la rugosidad superficial de diseño se lleva a cabo mediante la asignación del valor numérico de máxima rugosidad tolerada (Figura 9.8). Si no se disponen unidades se supone que dicho valor se expresa en micrómetros.
Procesos de fabricación especiales

En algunas ocasiones es necesario especificar algunas características o exigencias adicionales para la ejecución de una determinada superficie. Estas características deben consignarse sobre un trazo horizontal dispuesto a partir del trazo más largo del símbolo básico
a) Procesos de fabricación o acabado superficial especiales.
Rectificado. Operación cuyo objetivo es conseguir un excelente acabado superficial. Aunque puede realizarse con fresa o torno, el mejor grado de calidad se consigue con la herramienta denominada muela, constituida por granos de material abrasivo cementados con una substancia cerámica.
Bruñido. Su objeto es obtener una superficie con una rugosidad muy pequeña. Generalmente se emplea en el acabado de piezas de precisión, realizando el afinado mediante una muela recubierta de piel.
Rasqueteado. Es una operación realizada de forma manual con una herramienta llamada rasquete, que sirve para alisar y mejorar la calidad de dos superficies funcionales que van a estar en contacto.
Moleteado. Operación consistente en tallar sobre una parte de una pieza una serie de estrías que la hacen más rugosa. Se usa para asegurar el agarre del mango o empuñadura de una pieza o herramienta.
El moleteado se consigue con una herramienta denominada moleta, de material más duro que la pieza a grabar, que se presiona sobre la zona a moletear. La forma del moleteado puede ser recta (paralela a las generatrices del cilindro; figura 1.17), oblicua (líneas helicoidales) o cruzada (líneas helicoidales de paso contrario; figura 1.17).
Fig. 1.17. Aplicación de moleteados cruzados y rectos. Fuente: Hidalgo de Caviedes, 1975.
Limado. Rebaje de una superficie practicado con una herramienta llamada lima.
Escariado. Operación realizada con un escariador cuyo objetivo es la mejora de la calidad superficial de taladros cilíndricos.
b) Tratamientos térmicos.
Son operaciones de acabado superficial cuyo objetivo primordial es generalmente aumentar la dureza del material y resistencia al desgaste, facilitar su mecanizado y/o conferirle algunas propiedades específicas.
Templado. Fuerte calentamiento de una pieza de acero, seguido de un enfriamiento. La temperatura alcanzada y la rapidez del enfriamiento dependen de la calidad del acero y de la dureza perseguida.

Revenido. Tratamiento térmico posterior al templado que intenta limitar la presencia de grietas debidas al enfriamiento rápido. Suele dar una mayor tenacidad al acero. Las operaciones de templado y revenido son práctica habitual en la fabricación de herramientas de acero.
Recocido. Consiste en elevar la temperatura del hierro o del acero para continuar con un enfriamiento lento. Facilita el posterior mecanizado de la pieza.
Cementado. Operación compleja basada en un tratamiento térmico del hierro o del acero para añadirle alguna substancia que mejore básicamente su dureza. Un ejemplo podría ser la aplicación de un cemento carburante.
c) Recubrimientos o revestimientos.
Se emplean para proteger al material de la pieza de agentes externos agresivos, mejorando su resistencia al desgaste y corrosión. También pueden tener como objetivo la capacitación de la pieza para ciertas funciones específicas, por ejemplo la de aislamiento eléctrico. Según el material con el que se recubra la superficie podemos hablar de niquelado (Ni), cromado (Cr), estañado (Sn), etc. En estos casos la operación de revestimiento consiste en un galvanizado mediante baño electrolítico. El esmaltado, cuyo objetivo fundamental es la protección y mejora de la estética de una pieza, se consigue mediante la aplicación de una capa de esmalte y su posterior vitrificación en horno.
Moleteado
El moleteado es una operación de realizar sobre la superficie exterior unas estrías que impidan el deslizamiento, se realiza sin arranque de viruta con la ayuda de unos rodillos, llamados moletas, aplicadas tangencialmente a gran presión.
La norma DIN 82 especifica diferentes formas de moleteado, en función de la disposición del relieve y a la dirección de las estrías del moleteado. Cada una de estas formas, con sus variantes respectivas, recibe un símbolo literal (ver figura 1.18).
Fig. 1.18

La indicación de un moleteado se indica con el signo general de acabado superficial, añadiendo la especificación de sus características sobre un trazo horizontal, la cuál incluirá: forma, paso, ángulo y norma.
Los moleteados se representan utilizando el patrón de sombreado correspondiente con línea continua de trazo fino. Si la superficie moleteada se refiere a una parte limitada de la pieza, ésta deberá acotarse.
Diámetro nominal es el indicado en el plano y corresponde con la dimensión resultante después de realizar el moleteado.
El paso es la distancia entre los vértices de dos relieves consecutivos. Los pasos normalizados son: 0.5-0.6-0.8-1-1.2-1.6 mm.
Angulo del perfil es el ángulo que forman los flancos de un relieve. Los valores normalizados son 90° y 105°
Fig. 1.19
Algunas aplicaciones de los estados superficiales
Fig. 1.20
Conclusión
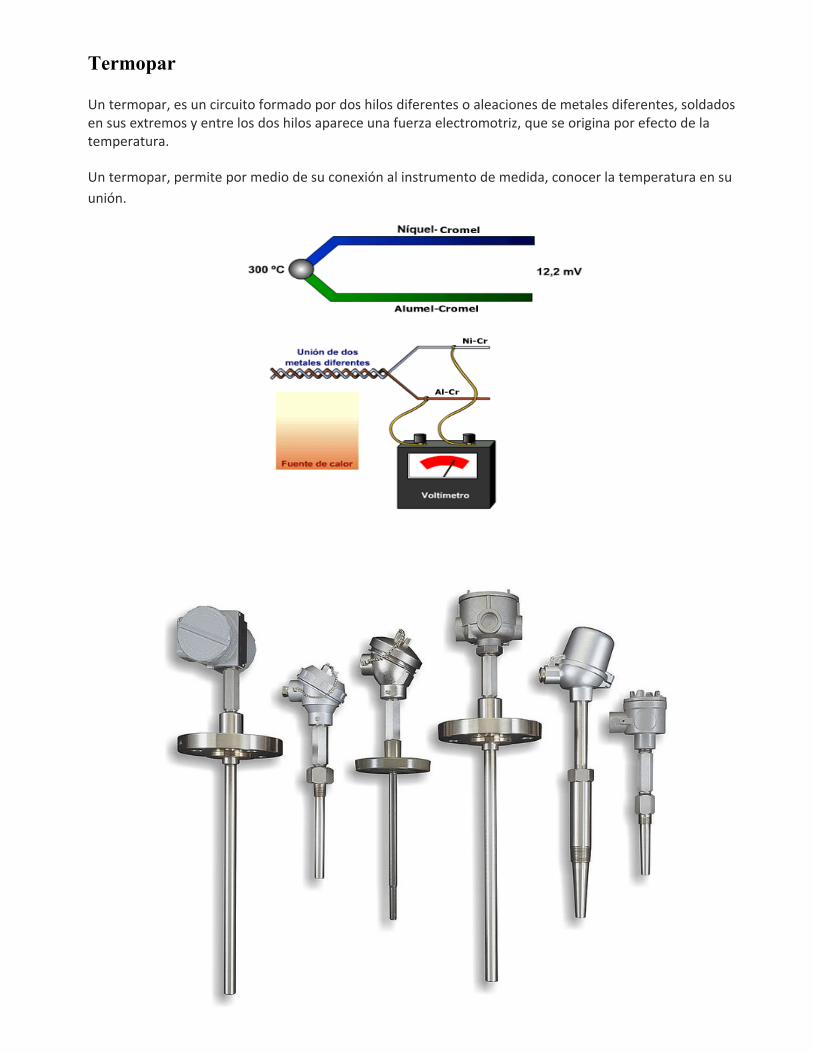
Termopar
Un termopar, es un circuito formado por dos hilos diferentes o aleaciones de metales diferentes, soldados en sus extremos y entre los dos hilos aparece una fuerza electromotriz, que se origina por efecto de la temperatura.
Un termopar, permite por medio de su conexión al instrumento de medida, conocer la temperatura en su
unión.
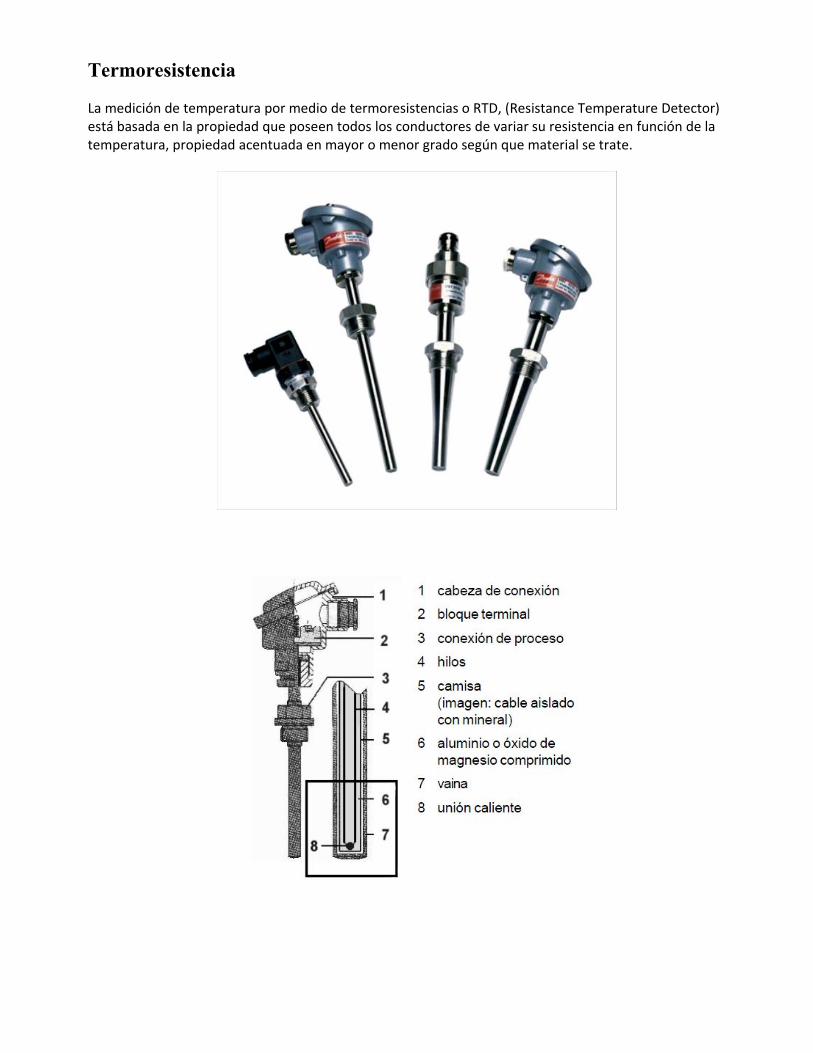
Termoresistencia
La medición de temperatura por medio de termoresistencias o RTD, (Resistance Temperature Detector) está basada en la propiedad que poseen todos los conductores de variar su resistencia en función de la temperatura, propiedad acentuada en mayor o menor grado según que material se trate.

ENSENANZA REVISTA MEXICANA DE FISICA E 52 (1) 51–57 JUNIO 2006
Prueba de impacto: ensayo CharpyY.Ortega
Departamento de Fısica de Materiales, Facultad de Ciencias FısicasUniversidad Complutense de Madrid, 28040, Madrid, Espana.
Recibido el 11 de mayo de 2005; aceptado el 27 de junio de 2005
En este trabajo se presentan algunos resultados interesantes de pruebas de impacto Charpy. A traves del comportamiento a la fractura dediversos metales y polımeros, han sido analizados, de una forma didactica, diversos factores, tales como: el incremento de la velocidad deimpacto, la presencia de entallas y la transicion ductil-fragil con el decrecimiento de la temperatura.
Descriptores: Prueba de impacto Charpy; pruebas mecanicas; efecto de los tratamientos en los materiales.
In this paper some interesting results of Charpy impact tests are presented. The increase in the impact velocity , the present of a sharp notchand the ductile-to-brittle transition with decreasing temperature have been treated in a didactic way, by analyzing the fracture behaviour ofseveral metals and polymers.
Keywords: Impact test; mechanical testing; materials treatment effects.
PACS: 81.05.-t; 81.70.B; 81.40
1. Introduccion
La primera opinion que tenemos al observar el pendulo deCharpy, es que se trata de una maquina de ensayo muy simpledesde el punto de vista mecanico (Fig. 1). Sin embargo, a pe-sar de esa sencillez mecanica, con este instrumento se puedendisenar varias pruebas de impacto donde se demuestra de for-ma rapida y didactica, la influencia que tienen determinadosfactores en el comportamiento mecanico de los materiales.El nombre de este ensayo se debe a su creador, el frances
Augustin Georges Albert Charpy (1865-1945). A traves delmismo se puede conocer el comportamiento que tienen losmateriales al impacto, y consiste en golpear mediante unamasa una probeta que se situa en el soporte S (ver Fig. 1). Lamasa M, la cual se encuentra acoplada al extremo del pendu-lo de longitud L, se deja caer desde una altura H, mediante lacual se controla la velocidad de aplicacion de la carga en elmomento del impacto.La energıa absorbida Ea por la probeta, para producir su
fractura, se determina a traves de la diferencia de energıa po-tencial del pendulo antes y despues del impacto. Una vez co-
FIGURA 1. Pendulo de Charpy a) antes del impacto y b) despuesdel impacto .
nocido el angulo inicial de aplicacion de la carga (α) y elangulo final (β) al que se eleva el pendulo despues de la ro-tura completa de la probeta, se puede calcular la energıa Ea
mediante la expresion (1):
Ea = MgL[cos(β) − cos(α)], (1)
donde g representa la aceleracion de la gravedad.Los modos de fractura que pueden experimentar los ma-
teriales se clasifican en ductil o fragil, dependiendo de la ca-pacidad que tienen los mismos de absorber energıa duranteeste proceso. Actualmente no existe un criterio unico paradeterminar cuantitativamente cuando una fractura es ductil ofragil, pero todos coinciden en que el comportamiento ductilesta caracterizado por una absorcion de energıa mayor que larequerida para que un material fracture fragilmente. Por otraparte el comportamiento ductil tiene asociado altos niveles dedeformacion plastica en los materiales [1].De acuerdo con la expresion (1), dos de los factores que
determinan la energıa maxima que se puede suministrar en elmomento del impacto son: el valor de la masa M y la lon-gitud de brazo L. Es por ello que existen diversos disenos demaquinas para pruebas de impacto Charpy, en los que combi-nando los dos factores anteriormente mencionados se logranconstruir pendulos que son capaces de brindar una energıade impacto maxima de ∼ 358 Julios, como es el caso delmodelo Tinius Olsen (M = 27.2 kg L = 0.9 m) [2], con elque se realizan ensayos en aceros muy tenaces. Sin embargo,para materiales mas fragiles, los cuales tienen una energıade fractura baja, se puede utilizar el diseno Instron Wolpert(M = 2.02 kg L = 0.390 m) [2,3], con el que se puede llegara suministrar una energıa maxima de 15 Julios.Las pruebas de impacto Charpy se realizan segun normas
internacionales en las cuales se detallan las dimensiones delas probetas empleadas en este tipo de ensayo, ası como laforma de reportar los resultados de los mismos. De acuerdocon las normas ISO (International Organization for Standa-

52 Y.ORTEGA
rization), los resultados de los ensayos de impacto, en pro-betas entalladas, se suelen expresar en (kJ/m2), para lo cualse divide la energıa absorbida para provocar la fractura de laprobeta entre la seccion transversal de la misma en la zonade la entalla (h x bN ) (ver Fig. 2) [4], mientras que segunlas normas ASTM (American Society for Testing Materials)se reportan los resultados en (J/m) [5], donde se divide esaenergıa absorbida entre la anchura remanente en la base de laentalla (bN ).Desde el punto de vista de la ingenierıa es muy impor-
tante, y en ocasiones imprescindible, conocer cual serıa elcomportamiento mecanico de los materiales, cuando se en-cuentran expuestos a condiciones extremas de servicio. Espor ello que muchos de los ensayos de impacto se realizan encondiciones en las cuales se favorece la fractura fragil. Entrelos factores que contribuyen a modificar el modo de fractu-ra y que se pueden estudiar mediante el ensayo de impactoCharpy se encuentran:
La velocidad de aplicacion de la carga, la cual se con-trola variando el angulo α.
La presencia de concentradores de tensiones, lo cual selogra mecanizando una entalla en la probeta del mate-rial a estudiar (ver Fig. 2).
Ası como el impacto en materiales expuestos a diferen-tes temperaturas.
Este ultimo factor es el responsable que determinadosmateriales experimenten una transicion ductil-fragil con ladisminucion de la temperatura. Para determinar el interva-lo de temperaturas en el que se encuentra esa transicion sesuelen realizar los ensayos Charpy a distintas temperaturascon la ayuda de un sistema de calentamiento y enfriamien-to acoplado al pendulo, lo cual permite controlar in-situ latemperatura de la probeta [6]. En su defecto, cuando no sedispone de tal mecanismo y se desea evaluar comportamien-tos mecanicos extremos, las muestras se pueden sumergir enbanos a diferentes temperaturas con el atenuante de que noexiste un control exacto de la temperatura a la cual se realizael ensayo y con el cuidado de realizar la prueba de impacto lomas rapido posible (despues de que la probeta haya recibidoel tratamiento deseado), para evitar que las muestras experi-menten grandes gradientes de temperatura.Durante la realizacion de esta practica, evaluaremos la in-
fluencia que tienen los tres factores anteriormente menciona-dos en el comportamiento mecanico de los materiales.
2. Realizacion de la practica
La maquina de ensayo de impacto Charpy esta acoplada aun ordenador mediante una tarjeta de adquisicion de datos, atraves de la cual es posible registrar las curvas fuerza-tiempogeneradas durante los ensayos, y a su vez nos permite obtenerel valor de la energıa absorbida por los materiales en el proce-so de fractura. Las probetas usadas en nuestros experimentos
tienen forma de paralelepıpedos con una seccion transversalde 1x1 cm2 y 8 cm de longitud. Las entallas realizadas a lasprobetas tienen una profundidad de 3 mm y el radio de lasmismas es variable (Fig. 2). Las probetas con entalla debencolocarse en el soporte S, de forma tal que el lado de la entallaquede opuesto a la cara de la probeta que estara directamenteexpuesta al impacto del pendulo.
2.1. Influencia de la velocidad del impacto
Para este estudio se usan 3 probetas de Nylon y 3 probetas dePVC a las cuales se les realizan los ensayos bajo diferentesangulos de carga. El objetivo de este apartado es evaluar laresistencia que ofrecen los materiales cuando se aumenta lavelocidad a la cual ocurre el impacto (Tabla I).
TABLA I. Relacion entre el angulo de carga y la velocidad del im-pacto.
Angulo de carga (α) Velocidad del impacto (m/s)80 ◦ 2.55100 ◦ 3.03110 ◦ 3.24120 ◦ 3.42139 ◦ 3.71
FIGURA 2. Probetas usadas en el ensayo Charpy a) detalle de la en-talla b) dimensiones de las probetas empleadas en este trabajo. Elradio de la entalla se define como la anchura del radio de curvaturade la entalla.
FIGURA 3. Resultado de los ensayos Charpy variando el angulo decarga a) Nylon b) PVC .
Rev. Mex. Fıs. E 52 (1) (2006) 51–57
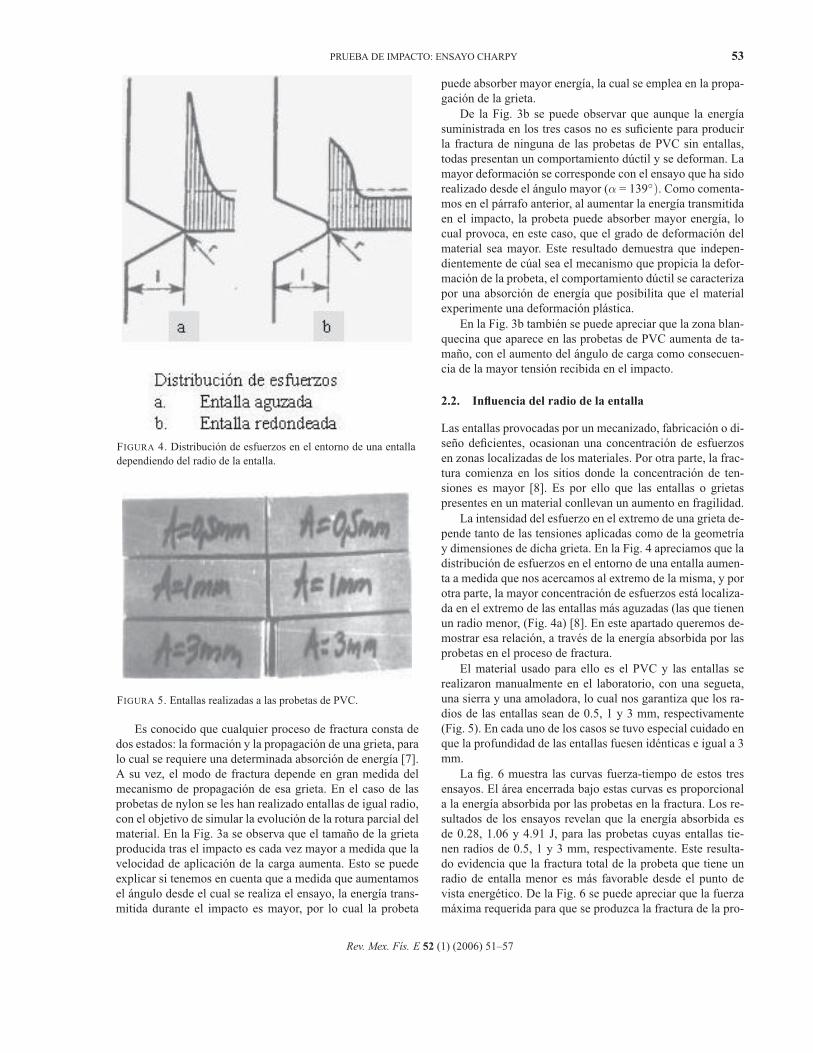
PRUEBA DE IMPACTO: ENSAYO CHARPY 53
FIGURA 4. Distribucion de esfuerzos en el entorno de una entalladependiendo del radio de la entalla.
FIGURA 5. Entallas realizadas a las probetas de PVC.
Es conocido que cualquier proceso de fractura consta dedos estados: la formacion y la propagacion de una grieta, paralo cual se requiere una determinada absorcion de energıa [7].A su vez, el modo de fractura depende en gran medida delmecanismo de propagacion de esa grieta. En el caso de lasprobetas de nylon se les han realizado entallas de igual radio,con el objetivo de simular la evolucion de la rotura parcial delmaterial. En la Fig. 3a se observa que el tamano de la grietaproducida tras el impacto es cada vez mayor a medida que lavelocidad de aplicacion de la carga aumenta. Esto se puedeexplicar si tenemos en cuenta que a medida que aumentamosel angulo desde el cual se realiza el ensayo, la energıa trans-mitida durante el impacto es mayor, por lo cual la probeta
puede absorber mayor energıa, la cual se emplea en la propa-gacion de la grieta.De la Fig. 3b se puede observar que aunque la energıa
suministrada en los tres casos no es suficiente para producirla fractura de ninguna de las probetas de PVC sin entallas,todas presentan un comportamiento ductil y se deforman. Lamayor deformacion se corresponde con el ensayo que ha sidorealizado desde el angulo mayor (α = 139◦). Como comenta-mos en el parrafo anterior, al aumentar la energıa transmitidaen el impacto, la probeta puede absorber mayor energıa, locual provoca, en este caso, que el grado de deformacion delmaterial sea mayor. Este resultado demuestra que indepen-dientemente de cual sea el mecanismo que propicia la defor-macion de la probeta, el comportamiento ductil se caracterizapor una absorcion de energıa que posibilita que el materialexperimente una deformacion plastica.En la Fig. 3b tambien se puede apreciar que la zona blan-
quecina que aparece en las probetas de PVC aumenta de ta-mano, con el aumento del angulo de carga como consecuen-cia de la mayor tension recibida en el impacto.
2.2. Influencia del radio de la entalla
Las entallas provocadas por un mecanizado, fabricacion o di-seno deficientes, ocasionan una concentracion de esfuerzosen zonas localizadas de los materiales. Por otra parte, la frac-tura comienza en los sitios donde la concentracion de ten-siones es mayor [8]. Es por ello que las entallas o grietaspresentes en un material conllevan un aumento en fragilidad.La intensidad del esfuerzo en el extremo de una grieta de-
pende tanto de las tensiones aplicadas como de la geometrıay dimensiones de dicha grieta. En la Fig. 4 apreciamos que ladistribucion de esfuerzos en el entorno de una entalla aumen-ta a medida que nos acercamos al extremo de la misma, y porotra parte, la mayor concentracion de esfuerzos esta localiza-da en el extremo de las entallas mas aguzadas (las que tienenun radio menor, (Fig. 4a) [8]. En este apartado queremos de-mostrar esa relacion, a traves de la energıa absorbida por lasprobetas en el proceso de fractura.El material usado para ello es el PVC y las entallas se
realizaron manualmente en el laboratorio, con una segueta,una sierra y una amoladora, lo cual nos garantiza que los ra-dios de las entallas sean de 0.5, 1 y 3 mm, respectivamente(Fig. 5). En cada uno de los casos se tuvo especial cuidado enque la profundidad de las entallas fuesen identicas e igual a 3mm.La fig. 6 muestra las curvas fuerza-tiempo de estos tres
ensayos. El area encerrada bajo estas curvas es proporcionala la energıa absorbida por las probetas en la fractura. Los re-sultados de los ensayos revelan que la energıa absorbida esde 0.28, 1.06 y 4.91 J, para las probetas cuyas entallas tie-nen radios de 0.5, 1 y 3 mm, respectivamente. Este resulta-do evidencia que la fractura total de la probeta que tiene unradio de entalla menor es mas favorable desde el punto devista energetico. De la Fig. 6 se puede apreciar que la fuerzamaxima requerida para que se produzca la fractura de la pro-
Rev. Mex. Fıs. E 52 (1) (2006) 51–57

54 Y.ORTEGA
beta con r = 0.5 mm es aproximadamente 1.6 veces menor(∼ 450 N) que la que se requiere para producir la fractura delas probetas con radio de entalla mayor (∼ 750 N). De acuer-do con el esquema de la Fig. 4, vimos que la amplificaciondel esfuerzo aplicado es mayor para los materiales que po-seen entallas con un radio mas pequeno, es por ello que enesos casos se requiere una menor fuerza para que ocurra larotura total, lo cual se traduce en un menor esfuerzo.El tiempo durante el cual se mantiene en contacto la ma-
sa del pendulo con la probeta, se puede determinar a partir delas curvas fuerza-tiempo. Este tiempo coincide con la region
FIGURA 6. Curvas Fuerza-tiempo para probetas de PVC con dife-rentes radios de entalla (0.5, 1 y 3 mm).
de estas curvas en la cual la fuerza registrada es distinta decero (sin tener en cuenta las pequenas oscilaciones que seproducen en la fuerza en torno a cero despues de la rotura dela probeta). Analizando las curvas de la Fig. 6, se puede deter-minar que el tiempo requerido para producir la fractura es de0.5, 0.7 y 25 ms aproximadamente, para las probetas cuyasentallas tienen un radio de 0.5, 1 y 3 mm, respectivamente.A partir de estos resultados podemos intuir que la velocidadde propagacion de una grieta es mayor en el extremo de lasentallas mas aguzadas.
2.3. Influencia de la temperatura. Transicion ductil-fragil
A pesar de que todos los factores que condicionan el mo-do de fractura de los materiales tienen una gran importancia,el efecto de la temperatura es tal vez, entre todos ellos, elmas conocido. Esto se debe a que algunas de las catastrofesestructurales mas divulgadas, ocurridas en el siglo pasado,estan relacionadas con la transicion ductil-fragil que experi-mentan algunos materiales al disminuir la temperatura.En los materiales puros, la transicion ductil-fragil debe
ocurrir a una temperatura determinada, sin embargo para mu-chos materiales esa transicion ocurre en un rango amplio detemperaturas el cual esta dado por la composicion especıficade cada material.Como ya hemos visto a lo largo de este estudio, el com-
portamiento ductil de un material viene acompanado de unadeformacion plastica y de una absorcion de energıa consi-derable. El mecanismo mediante el cual los materiales soncapaces de absorber energıa mientras se deforman, dependeconcretamente de su estructura interna. Es por ello que anali-zaremos inicialmente los materiales con estructura cristalina(metales) y seguidamente los polımeros.
2.3.1. Metales
En el caso de los metales o aleaciones, el flujo plastico queposibilita que estos materiales se deformen es consecuenciadel movimiento de las dislocaciones. Este movimiento a suvez esta relacionado con el numero de sistemas de desliza-miento que se encuentren activos a una temperatura dada. Espor ello que la combinacion temperatura-tipo de estructuracristalina, determina la magnitud en la que se puede mani-festar la transicion ductil-fragil. Si el esfuerzo requerido paramover una dislocacion es muy alto, el metal fallara debido ala propagacion de una grieta y la fractura sera fragil.Generalmente los sistemas de deslizamiento coinciden
con los planos mas compactos de los distintos sistemas crista-linos, lo cual no ocurre en los metales que tienen una estruc-tura cubica centrada en el cuerpo (c.c.c), como el Fe. Estosmetales suelen fallar de forma fragil a temperaturas relativa-mente bajas y tienen un comportamiento ductil a temperatu-ras altas.A partir de las curvas esfuerzo-deformacion mostradas en
la Fig. 7 [8], obtenidas de ensayos de traccion realizados al
Rev. Mex. Fıs. E 52 (1) (2006) 51–57

PRUEBA DE IMPACTO: ENSAYO CHARPY 55
Fe a diferentes temperaturas, se observa que existe un aumen-to considerable del lımite elastico a medida que disminuye latemperatura del ensayo. Este aumento del lımite elastico, jun-to con la disminucion de la velocidad de las dislocaciones amedida que disminuye la temperatura, conducen a fragilizarel material. Para demostrar la existencia de estos dos compor-tamientos mecanicos diferentes que puede tener el Fe, hemosensayado dos probetas de Fe con entallas identicas. Un ensa-yo se realizo a temperatura ambiente y el otro despues de ha-ber sumergido una de las probetas en nitrogeno lıquido. Estasdos temperaturas garantizan que estemos a ambos lados de latemperatura de transicion ductil-fragil del Fe. Es importan-te que todos los ensayos que se realizaran en este apartado atemperaturas distintas de la temperatura ambiente, se ejecu-ten de forma rapida para garantizar que la temperatura de lasprobetas no varie mucho despues de los tratamientos.Los resultados de ambos ensayos se muestran en la Fig. 8,
donde se observa que el ensayo realizado a temperatura am-biente (a), solamente ha provocado una deformacion de la
FIGURA 7. Curvas esfuerzo-deformacion para el Fe a diferentestemperaturas.
FIGURA 8. Resultado de los ensayos Charpy a diferentes tempera-turas para el Fe y el Al a) y c) temperatura ambiente, b) y d) bajatemperatura .
probeta (comportamiento ductil), mientras que la probeta pre-viamente sumergida en nitrogeno lıquido (b) ha fracturadocompletamente (comportamiento fragil).Son muchos los factores de los cuales depende el esfuer-
zo que se requiere para mover una dislocacion, entre los quese encuentran el tipo de enlace atomico y el tipo de estructu-ra cristalina, entre otros. En los metales con estructura cris-talina fcc (cubica centrada en caras), el esfuerzo requeridopara mover las dislocaciones, no depende fuertemente de latemperatura. Por lo tanto, el movimiento de las dislocacionespermanece alto aun a bajas temperaturas y el material siguesiendo relativamente ductil. En los ensayos realizados a pro-betas de aluminio a temperatura ambiente (c) y despues dehaber sido sumergidas en nitrogeno lıquido (d), se observaque en ninguno de los casos se produce la fractura del ma-terial, pero sı se observa que ha ocurrido una deformacionplastica, la cual es tıpica de un comportamiento ductil.
2.3.2. Polımeros
Los polımeros son moleculas que estan formadas por gruposfuncionales (monomeros) que se repiten a lo largo de su es-tructura, la cual puede ser ramificada o lineal. Esos monome-ros se componen basicamente de hidrocarburos (CxHy) y laforma que tienen estas estructuras de disipar la energıa absor-bida en un impacto es fundamentalmente mediante rotacionesque se producen en torno a determinados enlaces.El modulo elastico de los polımeros puede sufrir variacio-
nes considerables con la temperatura, por lo cual los polıme-ros tambien pueden experimentar una transicion ductil-fragilal igual que determinados metales y aleaciones. La tempera-tura vıtrea de cada polımero delimita la frontera entre amboscomportamientos y la misma depende de la composicion es-pecıfica de las cadenas polimericas.En la Fig. 9, vemos los resultados de los ensayos realiza-
dos a tres polımeros: nylon, PVC y metacrilato. Para el casodel nylon y del PVC se observa que ambos tienen un com-portamiento ductil a temperatura ambiente (b y d) y al sersumergidos en nitrogeno lıquido fracturan completamente (ay c). Sin embargo la rotura total del metacrilato ocurre a tem-peratura ambiente (e) mostrando un comportamiento fragil.Teoricamente para lograr observar un comportamiento ductily evitar la fractura de este material es necesario que la tem-peratura de la probeta este por encima de los 50 ◦C (f) [7],para lo cual se introdujo previamente en un horno en torno alos 150◦C.
3. Fallos mecanicos reales relacionados con es-tos factores
Ejemplos de catastrofes producidas por la combinacion devarios factores, entre ellos el efecto de la transicion ductil-fragil, los encontramos tanto en aleaciones como en polıme-ros:Los barcos “Liberty” usados al final de la Segunda Guerra
Mundial sufrieron catastroficas fallas durante el invierno de
Rev. Mex. Fıs. E 52 (1) (2006) 51–57

56 Y.ORTEGA
FIGURA 9. Resultado de los ensayos Charpy a diferentes tempera-turas para el Nylon, PVC y metacrilato a, c) baja temperatura, b, d,y e) temperatura ambiente y f) alta temperatura.
FIGURA 10. Rampa de lanzamiento del trasbordador Challenger,donde se puede observar la presencia de hielo.
1942, conllevando a que algunos de estos buques se partie-ran literalmente en dos. Entre las causas de estos fallos seencontraba la presencia de un diseno inadecuado de las unio-nes soldadas, lo que contribuıa a la presencia de altos nive-les de concentraciones de esfuerzos en zonas localizadas [9].Esto unido al comportamiento fragil del acero a bajas tem-peraturas inducıa la propagacion de grietas que provocaba lafractura de su estructura.Otro caso ocurrido previamente fue el hundimiento del
Titanic en el ano 1912. El acero utilizado en su construc-cion era el mejor de su epoca, sin embargo hoy en dıa nopasarıa las pruebas mas elementales de calidad, producto delalto contenido de impurezas que contenıa [9]. Ese alto con-
tenido de impurezas provoca que la resistencia del acero ala fractura sea baja, y especialmente en condiciones de bajatemperatura su ductilidad se ve reducida. Por lo cual todosestos factores influyeron negativamente al ocurrir el impactodel Titanic con el iceberg en aguas heladas, lo que conllevo asu posterior hundimiento.Un hecho mas reciente ocurrido en el ano 1986, fue la ex-
plosion del trasbordador Challenger. En este caso la baja resi-liencia (capacidad de absorcion de energıa en la zona elasticade la curva esfuerzo-deformacion) de los anillos (polımeroselastomeros) que cumplıan la funcion de sellar las zonas sec-cionadas de los cohetes propulsores, produjeron que los gasesgenerados por la combustion salieran al exterior e incidieranen el tanque de combustible principal, lo cual provoco la ex-plosion del Challenger.Los anillos conocidos como “O ring”, por su forma, son
construidos de materiales elastomeros. Este material se em-plea en su fabricacion con el objetivo de que sean capaces dedeformarse elasticamente, “siguiendo” las dilataciones que seproducen dentro de la zona seccionada de los cohetes propul-sores. Sin embargo al disminuir la temperatura la poca capa-cidad de movimiento de sus cadenas polimericas conllevo aaumentar la rigidez de estos anillos, disminuyendo la rapidezde su “respuesta”. Aunque esta causa de forma aislada no fuela unica que condujo al desastre, si jugo un papel fundamentalen su desencadenamiento, conclusion a la cual llego Feynmanal observar posteriormente a traves de fotos (Fig. 10) [10], lascondiciones en las que se encontraba la rampa de lanzamien-to momentos antes de ocurrir la tragedia.
4. ConclusionLos experimentos que se pueden realizar con el pendulo deCharpy pueden ser muchos, tantos como nos permita nuestraimaginacion. Es por ello que los que han sido expuestos eneste estudio, solamente representan un numero muy pequeno,de todos los que se podrıan disenar para establecer una rela-cion entre la estructura interna de los materiales y su compor-tamiento a la fractura, como podrıa ser: el tamano del grano,la composicion de la aleacion y la presencia de precipitados,entre otros.A modo de conclusion, mas que enumerar algunos de
los conocimientos aquı expuestos, deseo expresar que mu-chas veces los hechos naturales, lamentables en algunos ca-sos, nos ayudan a reflexionar sobre temas en los que de formaespontanea somos incapaces de analizar, a pesar de estar encontacto con ellos cotidianamente: es por eso que la curiosi-dad en la ciencia es una actitud necesaria. Y finalizo recor-dando que en la ciencia como en la vida, en la sencillez delas explicaciones radica la belleza: tal vez por el dinamismoque ambas encierran.
Agradecimientos
Agradezco a la Prof. N. de Diego por animarme a escribir esteartıculo. A Carlos Romero y a Esther Garrido por su asisten-cia tecnica y especialmente a Ernesto Montero por su ayudaal realizar las fotos.
Rev. Mex. Fıs. E 52 (1) (2006) 51–57

Esta página fue modificada por última vez el 17:18, 23 may. 2008. La página ha recibido 18.464 visitas. Todo el contenido se distribuye según la Licencia Creative Commons Compartir Igual 3.0, clá
Ensayo de resiliencia Artículo de la Enciclopedia Libre Universal en Español.
El ensayo de resiliencia, también llamado de impacto o choque proporciona una medida de la tenacidad del material e indirectamente de su ductilidad ya que en general existe una
correlación entre ambas características; el valor numérico obtenido, sin embargo, es similar al de la resiliencia por lo que también se denomina ensayo de resiliencia.
La razón de esta coincidencia se debe al hecho de que en el ensayo de impacto la carga que provoca la rotura de la probeta se aplica de forma instantánea impidiendo la deformación
plástica del material provocando en la práctica la fractura frágil de materiales dúctiles.
El valor obtenido en el ensayo constituye una referencia válida para prever el comportamiento de los materiales frente a cargas dinámicas (variables) y valorar si un material concreto será
adecuado en una determinada situación, si bien, a diferencia de otras características determinadas mediante ensayo, como por ejemplo las del ensayo de tracción, el valor de la resiliencia no
tiene utilidad en los cálculos de diseño.
Realización del ensayo
El ensayo destructivo, como muestra la figura, consiste en romper una probeta entallada golpeándola con un péndulo.
Partiendo de una altura H incial desde la que se deja caer el péndulo de peso P y alcanzando éste después de romper la
probeta una altura h (girando en total un ángulo α + β) se puede calcular la energía absorbida por la probeta en el impacto
suponiendo que ésta es igual a la perdida por el péndulo.
Energía potencial inicial: P×H = P×L×(1-cosα)
Energía potencial final: P×h = P×L×(1-cosβ)
La energía absorbida por la probeta será:
P×L×(1-cosα) - P×L×(1-cosβ) =
= P ×L×(cosβ-cosα)
Cuanta mayor sea la fragilidad del material y menor su tenacidad más facilmente romperá el péndulo la probeta y mayor
altura alcanzará tras el impacto. Materiales muy dúctiles y tenaces que son capaces de absorber grandes cantidades de
energía de impacto pueden incluso resistir el choque sin llegar a romperse; en este caso el valor de la resilencia queda sin
determinar.
El péndulo en su balanceo inicial arrastra una aguja que queda fija en el punto más elevado alcanzado tras el impacto
señalando sobre una escala graduada el valor de la resiliencia.
La temperatura normalizada de ensayo es de 20 ºC como para el resto de características en mecánica (dimensiones de las
piezas incluidas), no obstante pueden ensayarse probetas a distintas temperaturas cuando la pieza tenga que soportar temeraturas distinta de la ambiente, sean éstas bajas temperatura, -
20ºC, para simular el comportamiento durante, por ejemplo, las heladas, criogénicas (-71ºC a -196ºC) o altas temperaturas. Igualmente ensayos a distinta temperatura permiten determinar la
temperatura de transición frágil-dúctil del material y por tanto la temperatura mínima de servicio.
Variantes
Existen dos variantes básicas del ensayo de resiliencia desarrolladas ambas a principios del siglo XX.
Ensayo Charpy. La probeta se apoya en sus extremos y se golpea en el centro por la cara contraria a la entalla.
Ensayo Izod. La probeta —empotrada por una de sus mitades— se golpea en el extremo del voladizo por la cara de la entalla.
Probetas
Las probetas de sección rectangular o circular se mecanizan a partir de muestras representativas del material, variando su tamaño y
dimensiones y los de la entalla en función de la máquina y norma nacional utilizada en el ensayo.
La probeta tipo según ISO y normativa europea es de sección cuadrada de 10 mm de lado y 55 mm de
longitud colocándose con una distancia entre apoyos de 40 mm. La entalla es de los tipos bulbo y
cilíndrica con una profundidad de 5 mm, ancho máximo de 2 mm y una superficie de rotura de 10×5
mm².
En la norma ASTM E23 o Charpy-V la probeta es de iguales dimensiones y distancia entre apoyos que la anterior pero la entalla es triangular
formando las caras un ángulo de 45º, con una profundidad de 2mm y redondeo en el fondo de la entalla de 0,25 mm de radio.
La norma DIN 50115 emplea probetas similares a las ISO pero de menos profundidad (3 mm la DVM y 2 mm la DVMK).
La entalla de las probetas Izod, equivalentes a la norma BS 131 (V) son triangulares con las dimensiones de la Charpy-V.
Formas de las entallas.
Ensayos de resiliencia.
Ensayo Charpy. 1. Probeta 2. Entalla 3. Cuchilla del péndulo.
Page 1 of 1Ensayo de resiliencia. Artículo de la Enciclopedia.
15/02/10http://enciclopedia.us.es/index.php/Ensayo_de_resiliencia

SIMBOLOGIA DE LA SOLDADURA La Sociedad Americana de Soldadura (AWS) ha desarrollado un sistema Estándar de Simbología en Soldadura como es la ASW A 2.4, el cual es reconocido y ampliamente usado a nivel mundial.
Símbolos Básicos Los símbolos de soldadura son un método de representación del desarrollo y ejecución de la soldadura sobre un plano, y tiene como objetivo simplificar y comunicar de manera fácil el desempeño del mismo. Básicamente consiste en ocho elementos, los cuales no todos son necesarios, a menos que se requiera para claridad del plano


La soldadura manual por arco eléctrico con electrodo revestido es la forma más común de soldadura. Se suele utilizar la denominación abreviada SMAW ( Shielded metal arc welding) o MMA (manual metal arc welding).
Mediante una corriente eléctrica (ya sea corriente alterna o corriente continua) se forma un arco eléctrico entre el metal a soldar y el electrodo utilizado, produciendo la fusión de éste y su depósito sobre la unión soldada. Los electrodos suelen ser de acero suave, y están recubiertos con un material fundente que crea una atmósfera protectora que evita la oxidación del metal fundido y favorece la operación de soldeo. El electrodo recubierto utilizado en la soldadura por arco fue inventado por Oscar Kjellberg.
La polaridad de la corriente eléctrica afecta la transferencia de calor a las piezas unidas. Normalmente el polo positivo (+) se conecta al electrodo aunque, para soldar materiales muy delgados, se conecta al electrodo el polo negativo (‐) de una fuente de corriente continua.

La soldadura TIG (Tungsten Inert Gas), se caracteriza por el empleo de un electrodo permanente de tungsteno, aleado a veces con torio o zirconio en porcentajes no superiores a un 2%. Dada la elevada resistencia a la temperatura del tungsteno (funde a 3410 °C), acompañada de la protección del gas, la punta del electrodo apenas se desgasta tras un uso prolongado. Los gases más utilizados para la protección del arco en esta soldadura son el argón y el helio, o mezclas de ambos.
La gran ventaja de este método de soldadura es, básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos, ya que el gas protector impide el contacto entre el oxígeno de la atmósfera y el baño de fusión. Además, dicho gas simplifica notablemente el soldeo de metales ferrosos y no ferrosos, por no requerir el empleo de desoxidantes, con las deformaciones o inclusiones de escoria que pueden implicar. Otra ventaja de la soldadura por arco en atmósfera inerte es la que permite obtener soldaduras limpias y uniformes debido a la escasez de humos y proyecciones; la movilidad del gas que rodea al arco transparente permite al soldador ver claramente lo que está haciendo en todo momento, lo que repercute favorablemente en la calidad de la soldadura. El cordón obtenido es por tanto de un buen acabado superficial, que puede mejorarse con sencillas operaciones de acabado, lo que incide favorablemente en los costes de producción. Además, la deformación que se produce en las inmediaciones del cordón de soldadura es menor

La soldadura MAG (Metal Arc Gas welding) es un tipo de soldadura que utiliza un gas protector químicamente activo (dióxido de carbono, argón más dióxido de carbono o argón más oxígeno). El material de aporte tiene forma de varilla muy larga y es suministrado continuamente y de manera automática por el equipo de soldadura.
Se utiliza básicamente para aceros no aleados o de baja aleación. No se puede usar para soldar aceros inoxidables ni aluminio o aleaciones de aluminio.
Es similar a la soldadura MIG (Metal Inert Gas welding), se distinguen en el gas protector que emplean. Es más barata que la soldadura MIG debido al menor precio del gas que utiliza.
La soldadura MIG/MAG es intrinsecamente mas productiva que la soldadura MMA (manual) donde se pierde productividad cada vez que se produce una parada para reponer el electrodo consumido. El uso de hilos solidos e hilos tubulares han aumentado la eficiencia de este tipo de soldadura hasta el 80%‐95%.
La soldadura MIG/MAG es un proceso versatil, pudiendo depositar el metal a una gran velocidad y en todas las posiciones, este procedimiento es muy utilizado en espesores pequeños y medios en estructuras de acero y aleaciones de aluminio, especialmente donde se requiere una gran trabajo manual.
La diferencia entre las dos es el tipo de gas, en el MAG se usa gas activo como el CO2 que sirve para soldar acero al carbono y en el MIG se usa gas inerte (argon , helio) mezcla de los dos y sirve para soldar aceros inoxidables, aluminios...
A continuación podemos observar los elementos mas importantes que intervienen en el proceso:
1. Dirección de la soldadura 2. Tubo de contacto 3. Hilo 4. Gas protector 5. Soldadura
6 y 7. Piezas a unir

La soldadura SAW (Sumerged Arc Welding) (Soldadura arco sumergido.)
El arco de soldadura, sumergido bajo una capa de flux, funde el electrodo (alambre desnudo), el metal base y parte del flux, quedando el cordón protegido de oxidaciones y nitruraciones por una capa de escoria. El alambre o electrodo desnudo se alimenta a través de unos rodillos de arrastre controlando la velocidad con un motor, dependiendo de la intensidad de la velocidad de alimentación. El flux depositado en una tolva cae por gravedad sobre el arco eléctrico, pudiendo reciclar este mismo. Podemos diferenciar dos tipos de fluxes según su fabricación: aglomerados y fundidos. Dentro del proceso existen diferentes combinaciones, como por ejrmplo: TANDEM ‐ Dos o más alambres y dos o más fuentes de corriente. TWIN (BIFIL) ‐ Dos alambres y una fuente de corriente. Este procedimiento se caracteriza por los altos regímenes de deposición que podemos obtener. Un solo alambre 7 Kg/h, Tandem 14 Kg/h, Twin 14 Kg/h. Este procedimiento puede utilizarse para unión y recargue sobre diferentes tipos de aceros. Siempre buscaremos el par alambre/flux más adecuado al tipo de material