Torno Avanzado
84
Gibbs and Associates Moorpark, CA 93021 (805) 523-0004 Deciembre, 2000 TORNO AVANZADO
-
Upload
andres-cano-salvatierra -
Category
Documents
-
view
25 -
download
0
description
GibbsCAM
Transcript of Torno Avanzado

Gibbs and AssociatesMoorpark, CA 93021
(805) 523-0004
Deciembre, 2000
TORNO AVANZADO

Nota de la PatenteEste documento contiene información patentada de Gibbs and Associates y sólo puede utilizarseacompañado por la correspondiente licencia de Gibbs and Associates. Excepto que se indicaraexpresamente en la licencia, no se puede reproducir ninguna parte de este documento, ni transmitir,ni transcribir, ni almacenar en un sistema recuperable, ni traducir a ninguna lengua o lenguaje deprogramación, en ninguna forma ni en ningún soporte, electrónico, magnético, óptico, químico,manual o cualquier otro, sin un permiso escrito previo de un representante debidamente autorizadode Gibbs and Associates.
Le aconsejamos que estudie cuidadosamente la licencia para que Vd. conozca sus derechos y obliga-ciones con respecto al software y a la documentación del usuario que le acompaña.
El uso del software y de la documentación del usuario se han proporcionado con una licencia deGibbs and Associates.
(c) Copyright 1998 Gibbs and Associates, Inc.Todos los Derechos Reservados
Reconocimientos:
Escrito por : Shannon McConville y Wil GaffgaGracias a Bill Gibbs, Alvaro Martins, Jeff Castanon, Bart Ehlers, Jeff Myers, Gary Esser, MichaelKelley Charles Haden e Israel Klain por su aportación y ayuda.Agradecemos especialmente a Lousie Burns su colaboración en el ejercicio Clutch Basket.
Adiós Chicos...
Marcas Comerciales:MS-DOS, Windows NT y Windows 95 son marcas comerciales de Microsoft CorporationMacintosh es una marca comercial de Apple Computers, Inc.
Impreso en los Estados Unidos de América

Índice de Contenidos
TORNO AVANZADO 1Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3Preferencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5Interface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
CONFIGURACIÓN DE PIEZA 7Documentos de Definición de Máquina. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Sistemas de Coordenadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Creación de Geometría . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Orientación de Herramienta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
OPERACIONES DE MECANIZADO 22Mecanizado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Interpolación de ejes Y y C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
FRESADO ROTACIONAL Y ENROLLAR 26
EJERCICIOS DE TORNO AVANZADO 29Ejercicio 1 : Clutch Basket . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Ejercicio 2 : Coupling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
T a b l a d e C o n t e n d o ◆
i

TORNO AVANZADO


INTRODUCCIÓNEl sistema proporciona funciones de Torno Avanzado cuando están presentes los dos módulos deFresado y Torno. En este caso, el sistema tendrá una opción para designar el tipo de máquina comoTorno Avanzado, y el usuario podrá ahora aplicar cualquiera de los procesos de mecanizado del fre-sado a una pieza de torno. Todas las funciones de fresado y torno están disponibles para piezas deTorno Avanzado. Se dispone de módulos adicionales que aumentan las prestaciones de TornoAvanzado, sobre todo la opción de Fresado Rotacional que proporciona la capacidad de enrollar unperfil o una trayectoria alrededor del eje C utilizando la interpolación del eje de rotación.
La funcionabilidad del Torno Avanzado del software permite programar torneados de eje único, detorreta única que tienen herramienta motorizada. Las posiciones de torreta pueden dirigir herramien-tas motorizadas como fresas y brocas que pueden ser orientados a lo largo del eje Z, hacia la carafrontal (mecanizado en cara frontal), o a lo largo del eje X, hacia la torreta (mecanizado OD). Pararealizar operaciones de fresado, el eje de giro se debe cambiar de su función normal que es girar lapieza a un tercer eje programable, normalmente denominado eje C. La funcionabilidad del TornoAvanzado permite a los usuarios colocar la pieza especificando las rotaciones angulares del eje C.
Nota : Este símbolo se utiliza periódicamente en este manual para indicar las funciones deTorno Avanzado que son mejoradas por el módulo de Fresado Avanzado.
La siguiente imagen trata de aclarar las diferencias entre los distintos módulos del sistema y las dis-tintas funciones.
El Fresado Avanzado permite al usuario utilizar una herramienta de fresado motorizada con posicionesangulares simples del eje C por el exterior (OD) ó por la cara frontal de la pieza.
El Fresado Rotacional permite al usuario enrollar la geometría respecto al eje C y continuar la rotacióndel eje C cuando se programan operaciones de fresado.
Si la máquina del usuario tiene funciones en eje Y se puede realizar cualquier operación de fresadoen cualquier posición del eje C.
TERMINOLOGÍAHerramienta Motorizada : Cuando se utiliza una herramienta motorizada el eje de torno detiene larotación y engrana el movimiento de rotación con el eje C. Una herramienta de fresado está configu-rada para girar a unas determinadas RPM.
Geometría Enrollada : Un término estándar para la geometría que se dibuja plana y luego es enrolladao girada alrededor del eje de rotación.
AM
3
T o r n d e A v a n z a d o ◆

PREFERENCIASPreferencia Gráficos : La PreferenciaGráficos a la que se accede desde elsubmenú Preferencias del menúArchivo contien una opción denomi-nada Brillo de Malla. Esto controla elcontraste y el brillo de la malla delSC dibujado en la pantalla. El brillo
se puede ajustar moviendo la barra deslizante. Pulsando Aplicar en el diálogo Preferencias Gráficosse aplicarán los cambios.
Figura 1 : Una comparación de las posibilidades de los módulos del sistema.
Módulo Torno Función Torno Avanzado
Fresado Rotacional Fresado Rotacional con función Eje Y
4
◆ T o r n d e A v a n z a d o

INTERFACEEl sistema tiene tres niveles distintos de funcionabilidad, Nivel 0, Nivel 1 y Nivel 2, proporcionandofunciones más avanzadas en los niveles con un número más alto. Todos los niveles están disponiblespara los usuarioes excepto las opciones específicas que se instalan con el sistema, sin embargo no sepuede acceder a ciertas funciones dependiendo de las opciones instaladas. Para utilizar las funcionesde Torno Avanzado el usuario debe trabajar en el Nivel 2 de interface.
Cada nivel aporta ligeros cambios en el interface. El Nivel 1 de interface contienen una PaletaPrincipal de 7 iconos, mientras que el Nivel 2 de interface está constituido por una Paleta Principalde 14 iconos y una barra de tareas. El nivel de interface se determina en Preferencias Interface acce-sible desde el submenú Preferencias del menú Archivo.
BARRA DE TAREASCuando se trabaja en el Nivel 2 de interface, hay una barra de tareas situada a lo largo de la partesuperior de la ventana de trabajo, justo debajo de la barra del menú. La barra de tareas contiene unaserie de iconos que afectan el dibujo y la selección de elementos de la pantalla de dibujo. Cada unode los iconos tiene dos estados, presionado (activado) o no presionado (desactivado). La barra detareas contiene además una barra de progreso y un visor de mensajesd. El mensaje de progreso indi-ca la función que el sistema está realizando y la barra de progreso da el estado de la función. Elicono Stop se puede presionar para detener la función en curso. El grupo de trabajo y el sistema decoordenadas con los que se esté trabajando aparecen al lado de la barra de progreso. De nuevo, nose puede disponer de ciertos elementos dependiendo de las funciones instaladas con el sistema. Haydos iconos en la barra de tareas que se utilizan específicamente en piezas de Torno Avanzado.
Icono Mostrar SC : Cuando está activado, (el icono está presionado), la malla del SC y la rep-resentación de los ejes del Sistema de Coordenadas de trabajo se dibujarán en la pantalla.
Mostrar Sección de Stock : Este icono sólo afecta la función de sombreado de la pieza demecanizado. Cuando está activado, el material de partida utilizado en el sombreado de lapieza tendrá un corte en un cuadrante. Esto es útil cuando se sombrean piezas de torno que
contienen operaciones ID. Cuando está desactivado, el material de partida utilizado en el sombreadode la pieza será un cilindro compleo. Cuando se sombrean piezas de Torno Avanzado, se recomiendadesactivar Mostrar Sección de Stock para asegurar que las operaciones de fresado OD se ven en elproceso de sombreado de la pieza de mecanizado.
5
T o r n d e A v a n z a d o ◆

Geometría Enrollada : Este icono afecta a la creación de geometría. Está disponible solamentecuando está instalada la opción de Fresado Rotacional. La función de Fresado Rotacionalpermite una rotación continua del eje C en las operaciones de fresado, también conocida
como enrollado. Cuando este icono está activado, se puede crear geometría y verla radialmente,enrollada alrededor del exterior de la pieza. En lugar de crear geometría "plana" utilizando coorde-nadas XYZ, el sistema permite a los usuarios crear geometría radial utilizando coordenadas XZC,donde X es el radio o el diámetro. El usuario puede o bien crear geometría plana y luego enrollarlao bien crearla directamente utilizando valores radiales. Se puede enrollar cualquier geometría,incluyendo líneas, perfiles cerrados y texto. Para crear y ver la geometría radialmente, este iconodebe estar presionado. Efectivamente, se debe enrollar la geometría por el exterior de la pieza.Además, se debe marcar la opción de Fresado Rotacional en el diálogo Inform. GT. Más adelante setratará esta mejora en el apartado de Fresado Rotacional de este manual.
VISTA INICIALLa Vista Inicial es una vista adicional accesible desde el Trackball que es útil cuando se trabaja condistintos sistemas de coordenadas. Cuando se selecciona, el sistema gira la vista de la pieza a unavista normal (perpendicualar 3D) al sistema de coordenadas de trabajo. La Vista Inicial siempremuestra la pieza con el sentido positivo del eje de profundidad proyectándose fuera de la pantalla,significado por el signo "+" que aparece en el centro de la representación de ejes. Utilizando elmodelo de la pieza del trackball en el centro de la Paleta de Control Vista permite al usuario teneruna idea de la posición del plano en 3D en relación con la pieza completa.
.
EYENDA DE COLORES DE GEOMETRÍAEl sistema utiliza colores para diferenciar gráficamente ciertos elementos dibujados en la pantall. Seañade un significado adicional a la leyenda de colores cuando se trabaja con varios sistemas decoordenadas.
Azul y Amarillo : La geometría dibujada en la pantalla tanto en azul como en amarillo indica quepertenece al grupo de trabajo actual y que está referida al sistema de coordenadas actual. El sistemade coordenadas actual es aquel en el que se está trabajando y está resaltado en el diálogo Lista SC.
Magenta : Este color se añade cuando se trabaja con varios sistemas de coordenadas. La geometríadibujada en magenta indica que no está referida al actual sistema de coordenadas. La geometría enmagenta se puede seleccionar, modificar y utilizar en operaciones de mecanizado. El cambio decolor solamente indica que la geometría no se creó mientras se trabajaba en el actual sistema decoordenadasGris : La geometría dibujada en gris pertenece a otro grupo de trabajo no activo. Puede o no estarreferido al actual SC. La geometría de un grupo de trabajo no activo no se puede seleccionar o mod-ificar.
Figura 2 : Vista Inicial
Vista Inicial
6
◆ T o r n d e A v a n z a d o

Configuración de PiezaDOCUMENTOS DE DEFINICIÓN DE MÁQUINAConfigurar una pieza de torno avanzado es muy similar al de una pieza de torno estándar. El stockse designa de la misma manera y las opciones para designar planos de seguridad son idénticos a losde las piezas de torno. Con los dos módulos de Fresado y Torno instalados, Documentos deDefinición de Máquina (DDM's) adicionales estarán disponibles en el menú desplegable de TipoMáquina del Diálogo Control de Documento. Los DDM's de Torno Avanzado son similares a losDDM's de Torno por tener los dos diferentes tamaños de vástago disponibles.
Al seleccionar un DDM de Torno Avanzado se indica al sistema que la pieza contendrá ambos tiposde operaciones de fresado y torno. Cuando se selecciona el DDM de Torno Avanzado, el sistemacrea automáticamente cuatro sistemas de coordenadas: el plano XZ que se utiliza para las opera-ciones de torneado, el plano YZ, que se utiliza para las operaciones de fresado OD, el plano XY quese utiliza para operaciones de fresado de cara frontal, y el plano trasero HY que representa la caraposterior de la pieza. Los sistemas de coordenadas se pueden ver y cambiar utilizando el diálogolista SC al que se accede desde la Paleta Principal.
El Diálogo de Control de Documento para piezas de torno y torno avanzado contiene opciones paraprogramar la pieza utilizando valores de radio o de diámetro. Es también una selección válida parapiezas de Torno Avanzado. Sin embargo la selección del diámetro sólo se aplicará a la geometría y alos procesos de mecanizado utilizadas para las operaciones de torno como se indica. El plano ZX seutiliza para todas las operaciones de torneado. Cuando se trabaja en este SC, si se está programandola pieza en diámetro, el usuario puede introducir valores de diámetro. En todos los demás sistemasde coordenads, que se utilizan para crear operaciones de fresado, todos los valores se tratarán comovalores de radio sin importar la selección realizada en el diálogo de Control de Documento. Todoslos apartados donde el usuario tiene que introducir un valor, se etiquetan indicando el tipo de valorque se debe introducir. Las etiquetas de todos los apartados se leerán Xr (para el radio) y Xd (para el
Figura 3 : Nuevos Documentos de Definición de Máquina (DDM's) para Torno Avanzado
7
T o r n d e A v a n z a d o ◆

diámetro) indicando el tipo de valor a introducir. El usuario debe asegurarse de que introduce unvalor adecuado con la etiqueta del apartado.
El resto de información introducida en el Diálogo de Control de Documento se utiliza igual quecuando se programan piezas de torno. Para obtener más detalles sobre la información contenida eneste diálogo, consulte el manual de Módulo de Torno.
SISTEMAS DE COORDENADASNOTA : Los términos sistema de coordenas, plano y SC se utilizan indistintamente en este manual.
Cuando se selecciona un DDM torno de 3 ejes con eje C, se crean automáticamente cuatro sistemasde coordenadas. Los SC's se utilizan para crear geometría y operaciones de mecanizado en difer-entes áreas de la pieza. El primero es el plano ZX que se utiliza para operaciones de torneado. Elsegundo es el plano XY que se utiliza para mecanizar la cara frontal con ambos tipos de operacionesde fresado y torneado. El tercer SC es el plano trasero HY que se utiliza para mecanizar la cara pos-terior en operaciones de fresado. El último SC es el plano YZ que se utiliza para operaciones de fre-sado OD. Estos cuatro sistemas de coordenadas no se pueden modificar.
8
◆ T o r n d e A v a n z a d o

Se debe notar que el sistema tiene una opción adicional conocida como la opción deFresado Avanzado que permite a los usuarios crear y modificar sistemas de coordenadas acualquier orientación planar y programar cambios de posición en operaciones de fresado.Para las funciones de torno avanzado la opción de Fresado Avanzado proporciona lacapacidad de crear sistemas de coordenadas adicionales para el SC de mecanizado. Loscuatro SC's básicos creados por el sistema no son modificables con Fresado Avanzado.
GENERALIDADES▲ Un Sistema de Coordenadas es un plano en el espacio con un origen y tres ejes.El origen es el punto en el que los ejes se cortan y sirve como un punto de referencia cero. Los tresejes son el horizontal, el vertical y el de profundidad. En el Plano XY estándar, el eje X es el hori-zontal, el eje Y es el vertical y el eje Z es el de profundidad. El sistema de coordenadas actual es elsistema de coordenadas activo que se selecciona en el Diálogo Lista SC. Se refiere al SC en el quese está trabajando.
▲ Un Sistema de Coordenadas NO es un Grupo de Trabajo.Los sistemas de coordenadas son completamente independientes de los grupos de trabajo. Se puedenutilizar muchos sistemas de coordenadas en un solo grupo de trabajo y se puede utilizar el mismosistema de coordenadas en muchos grupos de trabajo. A menudo, sirve de ayuda tener un sistema decoordenadas por grupo de trabajo, sin embargo esto es únicamente conveniente, no es una regla.
▲ Un sistema de coordenadas es un atributo de los elementos geométricos (puntos, líneas, círculos, etc.).La geometría no está contenida en un sistema de coordenadas de la manera en que se puede decirque la geometría está contenida en un grupo de trabajo. Cuando se crea la geometría, se debe intro-ducir la información dimensional para indicar dónde se localiza. Cuando se introducen los datos deposición, debe haber un sistema de referencia que dé significado a los datos dimensionales. Esta esla función del sistema de coordenadas en la creación de geometría. Cuando de utiliza la funcionabil-idad del Torno Avanzado, se crea geometría de torneado en el plano ZX y la geometría de fresado secrea en el plano XY en el trabajo de cara frontal y en el plano YZ para el trabajo OD.
LISTA SCIcono Sistema de Coordenadas : Este icono permite al usuario acceder al menú desplegableLista SC y al diálogo Lista SC. Se encuentra entre los 14 iconos de la Paleta Principal.
Menú desplegable Lista SC : Pulsando el botón del ratón mientras seselecciona el icono SC aparecerá el menú desplegable mostrandotodos los sistemas de coordenadas contenidos en el archivos de pieza.El usuario puede cambiar el sistema de coordenadas actual seleccio-nando uno de la lista y dejando de pulsar el botón del ratón. Despuésde haber seleccionado un sistema de coordenadas, la lista desapare-cerá.
AM
9
T o r n d e A v a n z a d o ◆

Diálogo Lista SC : Pulsando el icono CS aparecerá el Diálogo ListaSC en la pantalla. Este diálogo muestra una lista de todos lossitemas de coordenadas existentes, resaltando el sistema de coor-denadas actual. Es muy importante mantener en pantalla elDiálogo Lista SC siempre que se trabaje con varios sistemas decoordenadas.
El Diálogo Lista SC contiene iconos en forma de ojos al lado de cada sistema de coordenadas.Realizando un doble click en un ojo cerrado, éste se abre, y viceversa. Cuando está abierto, elIndicador de SC para ese sistema de coordenadas aparecerá en pantalla. Esta acción no afecta al sis-tema de coordenadas activo, que permanecerá resaltado en el Diálogo Lista SC. La malla del SC yla representación de ejes serán los del SC activo.
Haciendo doble click en el nombre de un sistema de coordenadas de la lista SC se abrirá el DiálogoInform. SC de ese sistema de coordenadas. Este diálogo permite al usuario introducir un comentarioen cada sistema de coordenadas. El texto introducido en el apartado Comentario aparecerá en elDiálog Lista SC y como el título de la Paleta SC. Debido a que el sistema llama a todos los sistemasde coordenadas nuevos, SC de Usuario, es muy importante dar un nobmre a cada SC.
MALLA DE SC Y REPRESENTACIÓN DE EJESLa malla y la representación de ejes del sistema de coordenadas (SC) son instrumentos muy impor-tantes cuando se trabaja con varios sistemas de coordenadas. La malla muestra gráficamente la ori-entación planar del sistema de coordenadas activo. La malla y la representación de ejes del SC sedibujarán en la pantalla cuando el icono Mostrar SC de la barra de tareas esté activado (icono pre-sionado). Cuando se crean varios sistemas de coordenadas, la malla del SC debe aparecer en pan-talla en todo momento.
La representación de ejes se situarán en el origen del sistema de coordenadas activo. Las flechas dela representación de ejes muestran el sentido positivo de los ejes horizontal (H) y vertical (V).Cuando los ejes horizontal y vertical se alinean con uno de los ejes primarios, el sistema los denom-ina X, Y y Z. Este es el caso de tres de los cuatro sistemas de coordenadas utilizados en las piezasde Torno Avanzado, el plano ZX, el plano XY y el plano YZ. El otros SC se denomina HY porque eleje X está orientado en el sentido opuesto. En la intersección de las flechas de la representación deejes, hay además un signo más "+" o un signo menos "-". Esto indica la polaridad (sentido positi-vo/negativo) del eje de profundidad (D) respecto a la vista actual.
10
◆ T o r n d e A v a n z a d o

La malla se dibuja en gris oscuro y muestra el plano del sistema de coordenadas actual. Otras líneasen color gris claro mostrarán la intersección del sistema de coordenadas con el perímetro del stock.
UTILIZACIÓN DE LOS SISTEMAS DE COORDENADAS CON PIEZAS DE TORNO AVANZADOEn operaciones de torneado la designación del sistema de coordenadas del mecanizado está determi-nada por la selección realizada en el diálogo proceso de Torneado para OD, ID o Cara Frontal. Laselección del tipo de aproximación significa el área de la pieza que se va a mecanizar y designa elsistema de coordenadas apropiado para el mecanizado. Sin embargo, en operaciones de fresado, elusuario debe determinar el SC apropiado, generalmente según la orientación de la herramienta.
El SC de mecanizado se utiliza para determinar la manera en que la herramienta se aproximará a lapieza. En operaciones de torneado, la selección Tipo de Aproximación determina el eje a lo largo delcual la herramienta se aproximará y mecanizará la pieza, mientras que en las operaciones de fresadola orientación de la herramienta determina generalmente el eje de aproximación de la herramienta.Las operaciones de torneado requieren también la especificación de la orientación de la herramienta,sin embargo, esta información no se utiliza para determinar el SC de mecanizado, aunque es muyimportante designar la orientación apropiada con objeto de conseguir la trayectoria correcta.
Los distintos sistemas de coordenadas se utilizan en primer lugar para crear operaciones de fresado.Como ilustran las siguientes figuras, el sistema da soporte a movimientos en el eje Y en operacionesde fresado. Algunas máquinas de torno avanzado no dan soporte al eje Y, y en su lugar utilizan el ejeC para facilitar este tipo de movimientos. Los movimientos continuos del eje C se discutirán en elapartado de Fresado Rotacional. Los usuarios deben saber si sus máquinas de torno avanzado dansoporte al eje Y para programar sus piezas adecuadamente. Esta mejora se discute en los apartadosde Mecanizado y Fresdo Rotacional de este manual.
SC Plano YZSC Trasero HYSC Plano XYSC Plano ZX
11
T o r n d e A v a n z a d o ◆
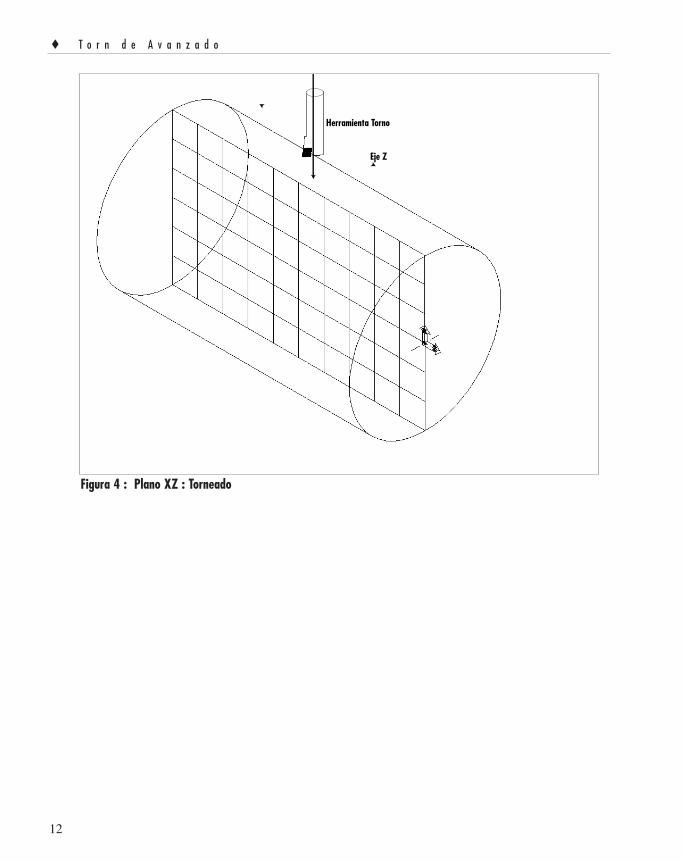
Figura 4 : Plano XZ : Torneado
Herramienta Torno
Eje Z
12
◆ T o r n d e A v a n z a d o

Figura 5 : Plano YZ : Fresado OD con movimientos en eje Y
Herramienta Fresado
Eje Z
Eje YEje X
13
T o r n d e A v a n z a d o ◆

Figura 6 : Plano YZ, Fresado OD con movimientos en eje C
Herramienta Fresado
Eje Z
Eje X
Eje C
14
◆ T o r n d e A v a n z a d o
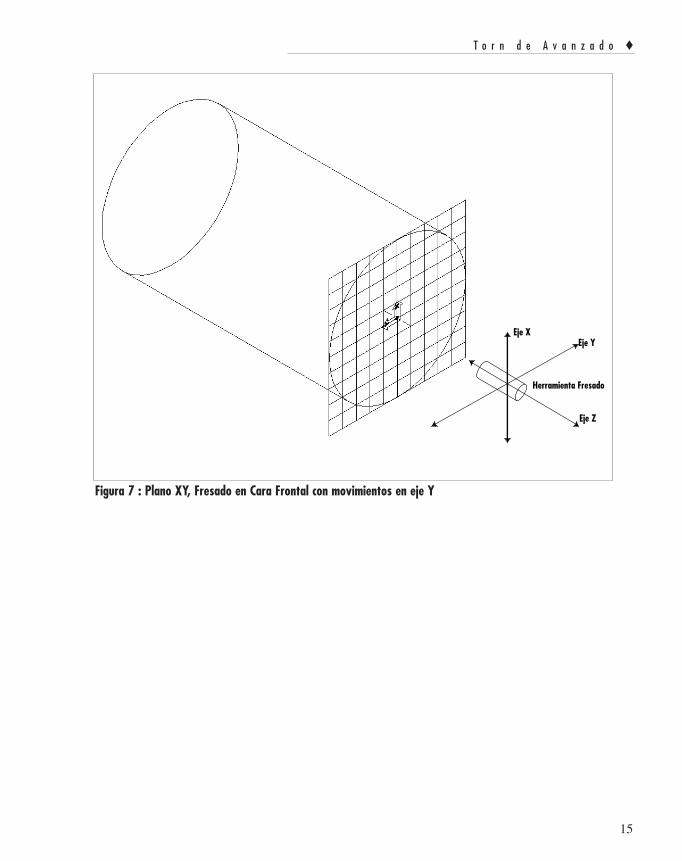
Figura 7 : Plano XY, Fresado en Cara Frontal con movimientos en eje Y
Herramienta Fresado
Eje Z
Eje YEje X
15
T o r n d e A v a n z a d o ◆

Figura 8 : Plano XY, Fresado en Cara Frontal con movimientos en eje C
Eje C
Herramienta Fresado
Eje Z
Eje X
16
◆ T o r n d e A v a n z a d o

Figura 9 : Plano HY : Fresado en Cara Posterior con movimientos en eje Y
Herramienta Fresado
Eje Z
Eje YEje X
17
T o r n d e A v a n z a d o ◆

A primera vista el SC2 : Plano XY y el SC3 : Plano Trasero HY pueden parecer idénticos cuando semiran desde una vista isométrica. El usuario puede preguntarse por qué hay dos SC's en la mismaposición. Un examen más preciso de los dos SC's muestra las diferencias entre ellos. La diferenciaentre el plano XY y el plano trasero HY está en la representación de ejes.
El plano XY, que representa la cara frontal tiene un signo "+" en la intersección de los ejes indican-do que el sentido positivo del eje de profundidad se proyecta hacia fuera. El plano de la cara posteri-or (denominado HY) tiene un signo "-" en la representación de ejes, indicando que se mira desde elsentido negativo del eje de profundidad. El eje de profundidad positivo se proyecta hacia fueradesde la parte posterior de la pieza. En esencia la diferencia entre el plano XY y el plano trasero HYimplica el eje de profundidad a lo largo del cual la herramienta se aproximará a la pieza.
Cuando se mecanizan tanto la cara frontal como la posterior, la herramienta se debe aproximar a lapieza en la dirección del eje Z. La cuestión es si se aproximará en el sentido positivo del eje Z (carafrontal) o en el sentido negativo del eje Z (cara posterior). Según está configurado el sistema, la her-ramienta se aproximará a la pieza en el sentido positivo del eje Z.
Figura 10 : Plano HY : Fresado en Cara Posterior con movimientos en eje C
Herramienta Fresado
Eje Z
Eje X
Eje C
18
◆ T o r n d e A v a n z a d o

Por lo tanto con objeto de que la herramienta se aproxime a la pieza para mecanizar la cara posteri-or, se debe dar la vuelta al sistema de coordenadas con lo que el sentido positivo del eje Z seproyecta hacia fuera desde la parte posterior de la pieza. Ésta es la razón por la que se crean dossistemas de coordenadas para facilitar el mecanizado de ambas caras.
CREACIÓN DE GEOMETR ÍAGeometry can be created in any coordinate system. The CS the geometry is assigned to does nothave any bearing on the machining CS. Typically, the machining CS is designated by the tool orien-tation. If geometry is not created in the appropriate CS for the type of operation that is being creat-ed, it is very likely that the resulting toolpath will not produce the desired results. The toolpath willbe created based on the machining CS, regardless of the CS of the geometry. Geometry will bemachined as it is viewed from the machining CS.
La geometría debe crearse en el sistema de coordenadas apropiado con el tipo de operación demecanizado a crear. La geometría que define el perfil de corte para las operaciones de mecanizadoOD debe crearse en el plano YZ. Asimismo, la geometría para las operaciones de la cara frontaldebe crearse en el plano XY y la geometría de las operaciones de la cara posterior debe crearse en elplano trasero HY. Puede servir de ayuda cuando se crea la geometría para mecanizar la cara posteri-or forzar la profundidad con lo que al verse en pantalla, aparece en la posición correcta. Esto serecomienda únicamente para la visualización, ya que la operación de mecanizado y las profundi-dades de corte se calcularán a partir de la información introducida en los diálogos de proceso demecanizado y no a partir de la posición de la geometría seleccionada..
Toda la geometría para las operaciones de fresado OD se debe crear en el plano YZ. La geometría secrea en un lugar como si fuera a mecanizarse en la posición C0. La rotación se lleva a cabo cuandose crea la trayectoria introduciendo un valor de ángulo en el diálogo de proceso de mecanizado. Laposición C0 está en el sentido positivo del eje X en el plano estándar YZ. El sistema permite alusuario designar un ángulo inicial cuando se localiza el eje C. Toda la geometría para las opera-ciones OD se debe crear en el plano estándar XY, sea cual sea el ángulo inicial. Es frecuente que nose cree la geometría en la posición exacta del plano de mecanizado. Por ejemplo, si se crea unaranura plana en el exterior para ser mecanizada con un ángulo inicial C90, la geometría se crearía enC0 y cuando se genere la trayectoria rotará a la posición correcta.
También se puede crear y ver la geometría radialmente cuando está instalada la opción de FresadoRotacional. Para obtener más información, consulte el apartado de Fresado Rotacional al final deeste manual.
ORIENTACIÓN DE HERRAMIENTAEl diálogo de creación de herramienta de Fresado contiene un diagrama de orientación cuando secrea una pieza de Torno Avanzado. Seleccionar la orientación de herramienta apropiada es muyimportante pues ésta determina el sistema de coordenadas de mecanizado. El sistema utiliza el SCde mecanizado designado con el fin de rotar la pieza correctamente. El sistema rota la pieza con loque la herramienta se aproximará en dirección normal al plano de corte del sistema de coordenadasde mecanizado. En otras palabras la herramienta se aproximará y mecanizará en sentido positivo deleje de profundidad del sistema de coordenadas de mecanizado.
19
T o r n d e A v a n z a d o ◆

Si está instalada la opción de Fresado Avanzado los usuarios pueden determinar explícita-mente el sistema de coordenadas apropiado. Sin embargo, si no está instalada la opción deFresado Avanzado, el SC de mecanizado estará determinado por la orientación de la her-ramienta.
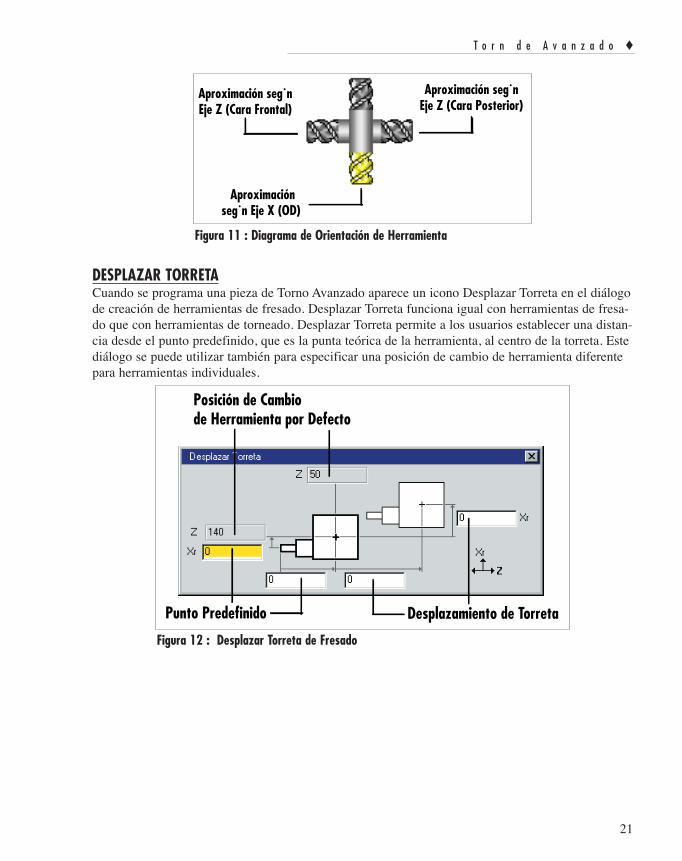
DIAGRAMA DE ORIENTACIÓN DE HERRAMIENTAEs muy importante elegir la orientación de herramienta apropiada pues determina el eje según elcual la herramienta se aproximará y mecanizará la pieza. Hay dos ejes básicos a lo largo de loscuales la herramienta se mueve, el eje X, para las operaciones OD, y el eje Y para las operacionesde cara frontal y posterior. Para seleccionar la orientación de herramienta, pulse una de las cuatroposiciones del diagrama que aparecerá resaltada.
Si no se elige correctamente la orientación de herramienta, la trayectoria que se generará no pro-ducirá los resultados deseados. A veces, el sistema no podrá crear una trayectoria si la orientación deherramienta no es la correcta. Hay que pulsar siempre diagrama de orientación de herramienta si latrayectoria (o la falta) no parece correcta.
Las etiquetas del diagrama de orientación de herramienta de la Figura 11 representan qué sección dela pieza se mecanizará para una selección dada. Nótese que una herramienta aproximándose en ladirección del eje X, que se utiliza normalmente para trabajo por el exterior (OD) se puede tambiénemplear en operaciones de fresado de cara frontal.
AM
20
◆ T o r n d e A v a n z a d o
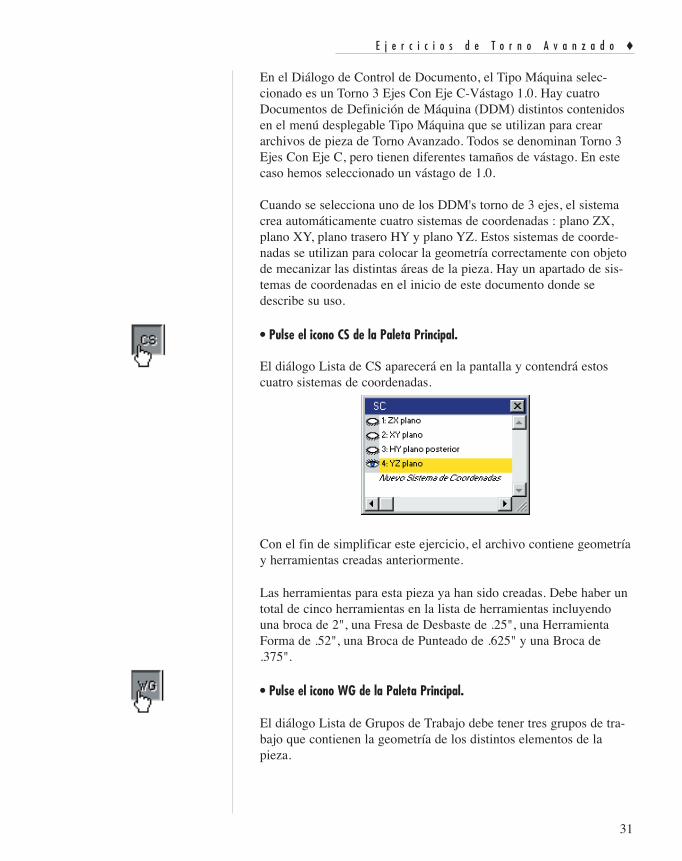
DESPLAZAR TORRETACuando se programa una pieza de Torno Avanzado aparece un icono Desplazar Torreta en el diálogode creación de herramientas de fresado. Desplazar Torreta funciona igual con herramientas de fresa-do que con herramientas de torneado. Desplazar Torreta permite a los usuarios establecer una distan-cia desde el punto predefinido, que es la punta teórica de la herramienta, al centro de la torreta. Estediálogo se puede utilizar también para especificar una posición de cambio de herramienta diferentepara herramientas individuales.
Figura 12 : Desplazar Torreta de Fresado
Posición de Cambiode Herramienta por Defecto
Punto Predefinido Desplazamiento de Torreta
Figura 11 : Diagrama de Orientación de Herramienta
Aproximación seg˙nEje Z (Cara Frontal)
Aproximación seg˙nEje Z (Cara Posterior)
Aproximaciónseg˙n Eje X (OD)
21
T o r n d e A v a n z a d o ◆

Operaciones de MecanizadoMECANIZADOCuando se selecciona uno de los DDM's de Torno Avanzado, la paleta de mecanizado se puede uti-lizar para crear operaciones de fresado y torneado. Los procesos de mecanizado disponibles son losmismos que los contenidos en los módulos de Fresado y Torno estándar. Ahora se pueden aplicarambos tipos de proceso a una única pieza, una pieza de torno avanzado. Las funciones de torneadoson contorneado, desbaste, roscado y taladrado en línea central. Las funciones de fresado son tal-adrado con herramienta motorizada, contorneado, desbaste, mecanizado de superficies y fresado deroscas. (El proceso de Mecanizado de Superficies funciona sólo con la opción SolidSurfacer). Todosestos procesos operan de la misma manera que cuando se trabaja con piezas sólo de fresado o sólode torneado. Para obtener más información de cada uno de los procesos, consulte los correspondi-entes manuales de los módulos de mecanizado.
PALETA DE MECANIZADOCuando se selecciona un DDM de Torno Avanzado, aparecen dos iconos en la barra de títulos de laPaleta de Mecanizado que permite a los usuarios elegir entre procesos de fresado y torneado.
Cuando se elige entre los procesos de fresado y torneado, desaparecerán de la Lista de Procesotodos los cajetines de Proceso existentes. Un Grupo de Proceso (varios cajetines de proceso en unalista de proceso) no pueden contener una combinación de procesos de fresado y torneado. Los pro-cesos de fresado y torneado se deben crear en distintos grupos de proceso. Los procesos de mecan-izado de torneado funcionan igual que con el módulo de Torno estándar. Se ha mejorado la fun-cionabilidad del fresado para permitir específicamente operaciones de fresado en piezas de torneado.
TABLA ROTARLos diálogos de Proceso de Fresado (Agujeros, Contorneado, Desbaste, Mecanizado de Superficiesy Fresado de Roscas) contienen una tabla Rotar cuando se selecciona un DDM de Torno Avanzado.La tabla Rotar permite al usuario definir un eje de rotación C para la operación.
La tabla Rotar en los procesos de fresado contiene dos selecciones para rotar la pieza, Posición yFresado Rotacional. La selección Fresado Rotacional estará disponible únicamente si está instaladala opción Fresado Rotacional. El Fresado Rotacional se trata en el siguiente apartado.
Figura 13 : Paleta de Mecanizado de Torno Avanzado
Opción Fresado Opción Torneado
22
◆ T o r n d e A v a n z a d o

La selección Posición permite al usuario introducir un ángulode rotación para el eje C, que determina la posición donde secreará la trayectoria. Cuando se genera la trayectoria, el sis-tema la mostrará en la posición correcta en función del valor
del ángulo introducido. Es independiente de la geometría seleccionada. La geometría creada paraoperaciones de cara frontal debe sustentarse en el plano XY y la creada para operaciones OD en elplano YZ en la posición C0. La rotación de posición se lleva a cabo cuando se crea la trayectoria. Elcódigo CNC contendrá los movimientos de posición del eje C apropiados.
La función Duplicar permite crear subrutinas repitiendo a intervalosangulares iguales la trayectoria generada por la operación. El sistemacreará la trayectoria dictada por la información de Posición y dupli-cará esa trayectoria especificada un número de veces determinado aintervalos del ángulo de posición introducido en el apartado C. Elvalor introducido en el apartado tiempo (s) indica el número de veces
que se repetirá la trayectoria. Por ejemplo, si se está creando una trayectoria utilizando Posición conun ángulo C determinado, el proceso creará la trayectoria en ese ángulo y luego la duplicará unnúmero de veces dado a intervalos del ángulo fijado. Así el valor Duplicar es el número total desubrutinas que la operación va a realizar menos una que representa la primera pasada.
23
T o r n d e A v a n z a d o ◆

La Figura 14 representa la vista desde la cara frontal de la pieza (plano XY) e ilustra las posicionesangulares asociadas con el posicionamiento del eje C. La posición C0 corresponde al sentido positi-vo del eje X. La rotación angular se realiza en el sentido de las agujas del reloj. Los valores nega-tivos son válidos en las posiciones iniciales del ángulo. Por ejemplo, un valor de -45 se podría uti-lizar lo que es igual que introducir 315. El valor introducido como posición inicial debe ser un ángu-lo expresado en grados.
INTERPOLACIÓN DE EJE Y E INTERPOLACIÓN DE EJE CPara realizar movimientos en el eje Y el usuario debe tener una máquina de torno avanzado que désoporte al eje Y. Sin embargo, a veces las máquinas que no dan soporte al eje Y pueden crearmovimientos del eje Y mediante un movimiento continuo de rotación del eje C, interpolación del ejeC. La rotación del eje C se utilizará para realizar los movimientos necesarios en Y. Para hacer esto,asegúrese de seleccionar Fresado Rotacional en el diálogo de Proceso.
No se puede enrollar una trayectoria en el eje Y. El sistema sólo produce movimientos en el eje Ycuando se utiliza la opción Posición en el diálogo Proceso. En otras palabras, los movimientos en eleje Y no se generarán cuando se cree una trayectoria enrollada o de fresado rotacional. Cuando seestá utilizando Fresado Rotacional, todos los movimientos se convierten en Interpolación del Eje C.
Las siguientes imágenes ilustran algunas de las diferencias entre los movimientos del eje Y y del ejeC. La Figura 15 muestra el mismo proceso de mecanización. El primer grupo de imágenes procedede una máquina que no tiene prestaciones en el eje Y, el segundo de una máquina que da soporte aleje Y. (NOTA : una máquina con capacidad en el eje Y puede producir este mismo movimientoseleccionando Fresado Rotacional en el diálogo de mecanizado).
La Figura 16 ilustra un contorneado mecanizado en una cara frontal de la pieza. El primer grupo deimágenes ilustra cómo una máquina sin eje Y haría el contorneado mientras el segundo grupo de
Figura 14 : Posiciones Angulares del Eje C
C0
C45
C90
C180
C270 (-90)
24
◆ T o r n d e A v a n z a d o

imágenes muestra una máquina con eje Y. En la última imagen de los dos grupos aparece la her-ramienta como superpuesta para mostrar todo el movimiento.
Figura 16: Fresado de cara frontal, eje C vs. interpolaciónde eje Y
Interpolación Eje C
Interpolación Eje Y
Figura 15 : Fresado OD, eje C vs. interpolación de eje Y
Interpolación Eje C
Interpolación Eje Y
25
T o r n d e A v a n z a d o ◆

Fresado Rotacional y EnrollarLa opción de Fresado Rotacional es una opción adicional que mejora la funcionabilidad del TornoAvanzado. La opción de Fresado Rotacional permite una rotación continua del eje C cuando se pro-graman operaciones de fresado. Esto, en muchas ocasiones, se conoce como enrollar. Este apartadodescribe las funciones que son específicas del sistema cuando la opción de Fresado Rotacional estáinstalada. Este apartado guarda una estrecha relación con la funcionabilidad estándar de TornoAvanzado descrita previamente en este manual.
FRESADO ROTACIONAL VÍA INTERPOLACIÓN DE EJE CEl término rotacional se utiliza para indicar el movimiento continuo o simultáneo de un eje derotación. En el caso de piezas de torno avanzado, el eje de rotación de conoce como eje C. Laopción Fresado Rotacional permite enrollar trayectorias alrededor del eje C mediante interpolaciónrotacional del eje C durante una operación de fresado. Cuando está instalada la opción FresadoRotacional, la tabla Rotar para procesos de fresado contiene dos opciones de rotación : Posición yFresado Rotacional. La operación se puede programar bien como un movimiento de posición simple(Posición) o bien como una trayectoria enrollada que tendrá un movimiento continuo del eje C(Fresado Rotacional). La opción Posición se describe en el apartado de Mecanizado precedente. Laopción de Fresado Rotacional se describe en este apartado.
GEOMETRÍA PLANA VS GEOMETRÍA RADIALLa geometría se puede crear como geometría plana o como geometría radial. La geometría plana sedefine utilizando los valores XYZ, mientras que la geometría radial se define utilizando los valoresXZC, donde X es el radio o diámetro y C es el ángulo de rotación del eje C. No es necesario enrol-lar la geometría con el fin de ser mecanizada utilizando la opción Fresado Rotacional. La trayectoriaque resulta con la opción Fresado Rotacional marcada será la misma si la geometría seleccionadapara el perfil de mecanizado es plana o enrollada.
Se deben utilizar dos elementos del interface con objeto de crear y ver geometría radial. En primerlugar, se debe marcar la opción Fresado Rotacional en el diálogo Inform. Grupo de Trabajo. Al diál-ogo Inform. Grupo de Trabajo se accede desde el menú de contexto de Lista de Grupos de Trabajo,que aparece pulsando con el botón derecho del ratón en la barra de títulos del diálogo Lista deGrupos de Trabajo.
26
◆ T o r n d e A v a n z a d o

Además del apartado Fresado Rotacional, el icono Enrollar Geometría de la Barra de Tareas debeestar presionado con objeto de ver la geometría radialmente en la pantalla. Cuando estas dosopciones están seleccionadas, el sistema estará en modo radial. Cuando se trabaja en modo radial,los diálogos de geometría que requieren introducir coordenadas contendrán especificaciones para unvalor C, que es el ángulo de rotación y un valor de radio. Por ejemplo, en creación de punto uti-lizando coordenadas, en el diálogo aparecerán valores de X, Y y Z sino de Z, C y R.
Opciones del Menú ModificarCuando se trabaja en modo radial ciertas funciones de Modificar son mejoradas para permitir intro-ducir valores radiales. Las dos funciones primeras son Forzar Profundidad y Simetría. La opciónForzar Profundidad es una opción Forzar Radio en modo radial. Los usuarios pueden introducir unvalor absoluto de radio y la geometría seleccionada se cambiará a ese radio.
Figura 18 : Diálogo Geometría en modo Radial
Figura 17 : Menú de contexto de Lista GT y Diálogo Inform. GT
27
T o r n d e A v a n z a d o ◆

Figura 19 : Variaciones de geometría y trayectoria con el icono Enrollar Geometría activo.
Designado como Posición en el diálogo mecanizado Designado como Fresado Rotacional en el diálogo mecanizado
Designado como Fresado Rotacional en el diálogo mecanizado Designado como Posición en el diálogo mecanizado
28
◆ T o r n d e A v a n z a d o

EJERCICIOS DETORNO AVANZADO

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
30
EJERCICIO 1 : CLUTCH BASKETEste ejercicio enseña a crear operacionesd de fresado en piezas deTorno Avanzado. Hay un trabajo de torneado mínimo incluido en elejercicio, comenzaremos a partir de un preformado y en primer lugarcrearemos operaciones de fresado para aplicarlas al preformado.
El CD de instalación contiene piezas muestra que se pueden instalaren su sistema. Para realizar este ejercicio, usted necesitará instalar elarchivo Clutch Basket.vnc.
A continuación se dan instrucciones para instalar el archivo de pieza.
• Pulse con el botón derecho del ratón el icono CD y seleccione la opciónAbrir.
• Abra el directorio Samples.
• Abra el directorio Disk 1 y haga un doble click en el icono Setup.exe.
Esto iniciará la configuración para la instalación de las piezas mues-tra.
• Follow the prompts to complete the installation process.
Si no ha cambiado ninguna dirección de directorios en la instalación,el directorio Sample Parts se encontrará bajo el directorio Gibbs.Habrá un subdirectorio Mill/Turn en el directorio Sample Parts quecontiene la pieza necesaria para completar este ejercicio.
Para utilizar las funciones de Torno Avanzado del sistema, debe tra-bajar en el Nivel 2 de interface. El Nivel 2 de interface tiene unaPaleta Principal de 14 iconos. Necesitará asegurarse de que trabajaen el Nivel 2 de interface para realizar este ejercicio.
• Seleccione la opción Interface en el submenú Preferencias que está en elmenú Archivo.
• Asegúrese de que el Nivel 2 está seleccionado debajo del apartado PiezaNueva.
• Abra el archivo Clutch Basket.vnc.
E j e r c i c i o s d e T o r n o A v a n z a d o ◆
31
En el Diálogo de Control de Documento, el Tipo Máquina selec-cionado es un Torno 3 Ejes Con Eje C-Vástago 1.0. Hay cuatroDocumentos de Definición de Máquina (DDM) distintos contenidosen el menú desplegable Tipo Máquina que se utilizan para creararchivos de pieza de Torno Avanzado. Todos se denominan Torno 3Ejes Con Eje C, pero tienen diferentes tamaños de vástago. En estecaso hemos seleccionado un vástago de 1.0.
Cuando se selecciona uno de los DDM's torno de 3 ejes, el sistemacrea automáticamente cuatro sistemas de coordenadas : plano ZX,plano XY, plano trasero HY y plano YZ. Estos sistemas de coorde-nadas se utilizan para colocar la geometría correctamente con objetode mecanizar las distintas áreas de la pieza. Hay un apartado de sis-temas de coordenadas en el inicio de este documento donde sedescribe su uso.
• Pulse el icono CS de la Paleta Principal.
El diálogo Lista de CS aparecerá en la pantalla y contendrá estoscuatro sistemas de coordenadas.
Con el fin de simplificar este ejercicio, el archivo contiene geometríay herramientas creadas anteriormente.
Las herramientas para esta pieza ya han sido creadas. Debe haber untotal de cinco herramientas en la lista de herramientas incluyendouna broca de 2", una Fresa de Desbaste de .25", una HerramientaForma de .52", una Broca de Punteado de .625" y una Broca de.375".
• Pulse el icono WG de la Paleta Principal.
El diálogo Lista de Grupos de Trabajo debe tener tres grupos de tra-bajo que contienen la geometría de los distintos elementos de lapieza.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
32
Las siguientes imágenes representan la geometría contenida en cadagrupo de trabajo. Debe examinar cuidadosamente todos los grupos detrabajo para asegurarse de que la geometría de su archivo se corre-sponde con la mostrada aquí.
El primer grupo de trabajo, denominado Casting, está designadocomo Stock Pieza en el diálogo Inform. GT. La geometría de la pre-forma está definida en el plano ZX que es el plano estándar de lasoperaciones de torneado. No se puede hacer nada con esta geometría,simplemente proporciona el stock pieza inicial en el que aplicaremosvarias operaciones de fresado. Cuando se sombree la pieza la condi-ción de stock inicial se basará en esta geometría.
GT 1 : Casting

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
33
El Grupo de Trabajo 2 contiene la geometría definida en el plano YZ.Esta geometría se utilizará para crear ranuras inclinadas en el exteri-or de la pieza.
GT2 : Teeth geometry

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
34
El Grupo de Trabajo 3 contiene la geometría definida en el plano YZque se utilizará para mecanizar ranuras en el exterior de la pieza.Este grupo de trabajo contiene además un punto que se utilizará paracrear un patrón circular de agujeros en la parte frontal de la pieza.
• Abra la lista de Herramientas presionando el icono Lista de Herramientasde la Paleta Principal.
• Abra el diálogo Herramienta #1.
La primera operación de mecanizado será taladrar el centro de lapieza por tanto la orientación de la herramienta para las primerascuatro herramientas se fija para aproximarse según el eje Z. El dia-grama de orientación de herramienta se debe corresponder con lasiguiente imagen..
Esta orientación determina una aproximación según el eje Z que es laorientación necesaria para las operaciones de cara frontal.
Orientación deHerramienta Seleccionada
GT3 : Drill point and Contour geometry

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
35
La primera operación será la única operación de Torneado de esteejercicio. Para crear operaciones de torneado hay que pulsar procesosde Torneado en la paleta de Mecanizado.
• Pulse el icono Torneado en la barra de título de la paleta de Mecanizado yaparecerán los cajetines de proceso de Torneado.
• Cree un proceso Agujeros utilizando la Herramienta #1 e introduzca la sigu-iente información en el diálogo Proceso Agujeros.
• Pulse Iniciar en el paleta de Mecanizado.
La siguiente operación a crear será un contorneado. El resto de lasoperaciones de mecanizado creadas en este ejercicio son operacionesde fresado. Para crear operaciones de fresado hay que pulsar proce-sos de Fresado en la paleta de Mecanizado.
• Pulse el icono Fresado en la barra de títulos de la paleta de Mecanizado yaparecerán los cajetines de proceso de Fresado.
• Abra el diálogo Herramienta #2.
El diagrama de orientación de herramienta se debe corresponder conla siguiente imagen.
Esta orientación indica una aproximación según el eje X que es laorientación necesaria para operaciones OD.
Orientación deHerramientaSeleccionada

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
36
• Asegúrese de estar en GT3 : Drill & Contour
• Cambie al SC4 : plano YZ para visualizar mejor la operación.
• Cree una operación de contorneado utilizando la herramienta #2, la Fresade .25". Introduzca los valores de la siguiente imagen en el diálogo de proce-so de contorneado.
• Pulse la tabla Rotar e introduzca los siguientes valores. Para obtener latrayectoria apropiada asegúrese de especificar que estamos trabajando en elplano YZ.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
37
Esto creará una operación que comienza en C0 luego gira en el senti-do de las agujas del reloj 30∫ y mecaniza 11 veces más.
• Seleccione la geometría de la posición mostrada en la siguiente imagen.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
38
• Oriente los marcadores de mecanizado para mecanizar por el interior de lageometría como se indica en la siguiente imagen.
• Pulse Iniciar. Los resultados de la operación deben mostrar la siguienteimagen
.
• Abra la paleta de Sombreado (Renderizado) y pulse Play.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
39
Las operaciones tercera y cuarta crearán un patrón circular de agu-jeros.
• Cambie al SC2 : plano XY para visualizar mejor la operación.
• Cree una operación Agujeros utilizando la herramienta #4, el Broca dePunteado .625". Introduzca los valores de la siguiente imagen en el diálogoproceso agujeros.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
40
• Pulse la tabla Rotar e introduzca los siguiente valores. Para obtener latrayectoria apropiada asegúrese de especificar que estamos trabajando en elplano XY.
• En el mismo grupo de proceso cree una segunda operación Agujeros uti-lizando la herramienta #5, la Broca de .375". Introduzca los valores de lasiguiente imagen en el diálogo proceso agujeros. No es necesario pulsar latabla Rotar pues los valores no cambian respecto a los del anterior procesode taladrado.
• Seleccione el punto mostrado en la siguiente imagen y pulse Iniciar.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
41
Los resultados de la operación deben ser los de la siguiente imagen.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
42
• Cambie a SC4 : plano YZ.
• Cambie a GT 2 : Teeth.
• Cree una operación de Contorneado utilizando la herramienta #3, la her-ramienta Forma de .52". Introduzca la siguiente información en el diálogoProceso.
• Pulse la tabla Rotar e introduzca la siguiente información. Asegúrese deespecificar el plano YZ como SC de mecanizado.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
43
Esto creará una operación de contorneado que empieza en C90˚ y serepite 39 veces en intervalos de 9˚.
• Pulse en la línea de este grupo de trabajo. Coloque los Marcadores deMecanizado como se indica.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
44
• Asegúrese de colocar los indicadores de inicio y parada fuera de lageometría de la preforma. Haga doble click en el ojo del grupo de trabajoCasting y aparecerá en gris esta geometría. Esto le ayudará a colocar correc-tamente los marcadores.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
45
• Pulse Iniciar. Los resultados de la operación mostrarán la siguiente imagen.
• Abra la paleta de Sombreado (Renderizado) y pulse Play.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
46
EJERCICIO 2 : COUPLINGEste ejercicio enseña a crear operaciones de fresado en piezas detorno avanzado. Este ejercicio no incluye ningún trabajo de torneado,empezaremos a partir de una preforma y sólo crearemos operacionesde fresado a aplicar al moldeado. Para obtener información detorneado, consulte el manula del módulo de Torneado.
Este archivo de pieza se puede encontrar en el CD del sistema, con-sulte el ejercicio 1 para obtener información sobre la recuperacióndel archivo de pieza.
Necesitará asegurarse de que está trabajando en el Nivel 2 de inter-face para este ejercicio.
• Abra el archivo Coupling.vnc.
En el Diálogo de Control de Documento, el Tipo Máquina selec-cionado es un Torno 3 Ejes Con Eje C-Vástago 1.0. Hay cuatro

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
47
Documentos de Definición de Máquina (DDM) distintos contenidosen el menú desplegable Tipo Máquina que se utilizan para creararchivos de pieza de Torno Avanzado. Todos se denominan Torno 3Ejes Con Eje C, pero tienen diferentes tamaños de vástago. En estecaso hemos seleccionado un vástago de 1.0.
Cuando se selecciona uno de los DDM's torno de 3 ejes, el sistemacrea automáticamente cuatro sistemas de coordenadas : plano ZX,plano XY, plano trasero HY y plano YZ. Estos sistemas de coorde-nadas se utilizan para colocar la geometría correctamente con objetode mecanizar las distintas áreas de la pieza. Hay un apartado de sis-temas de coordenadas en el inicio de este documento donde sedescribe su uso.
Con el fin de simplificar este ejercicio, el archivo contiene geometríay herramientas creadas anteriormente.
• Pulse el icono GT de la Paleta Principal.
El diálogo Lista de Grupos de Trabajo debe tener cuatro grupos detrabajo que contienen la geometría de los distintos elementos de lapieza.
Las siguientes imágenes representan la geometría contenida en cadagrupo de trabajo.Debe examinar cuidadosamente todos los grupos detrabajo para asegurarse de que la geometría de su archivo se corre-sponde con la mostrada aquí.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
48
El primer grupo de trabajo, denominado Casting, está designadocomo Stock Pieza en el diálogo Inform.GT.La geometría de la pre-forma está definida en el plano ZX que es el plano estándar de lasoperaciones de torneado.No se puede hacer nada con esta geometría,simplemente proporciona el stock pieza inicial en el que aplicaremosvarias operaciones de fresado.Cuando se sombree la pieza la condi-ción de stock inicial se basará en esta geometría.
El Grupo de Trabajo 2 contiene la geometría definida en el plano XYque se utilizará para contornear en la cara frontal de la pieza.Estegrupo de trabajo contiene además puntos que se utilizarán para crearun patrón circular de agujeros en las caras frontal y posterior de lapieza.
GT 1 : Casting

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
49
Workgroup 3 contains geometry defined in the YZ plane.This geom-etry will be used to create flat slots and holes on the OD of the part.
GT3 : OD Flat Slots
GT2 : Front Flange

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
50
El Grupo de Trabajo 4 también contiene geometría definida en elplano YZ, que se utilizará para ranuras radiales en el exterior de lapieza.
El primer grupo de operaciones de mecanizado creará un patrón cir-cular de agujeros en la cara frontal de la pieza.
• Cambie a GT2 : Front Flange.
• Cambie a SC 2 : Plano XY.
• Abra la lista de Herramientas presionando el icono Lista de Herramientasde la Paleta Principal.
Previamente se han creado las herramientas de esta pieza.Debe haberun total de once herramientas en la lista de Herramientas.El diálogocreación de herramienta para herramientas de fresado contiene undiagrama de orientación cuando se crea una pieza de TornoAvanzado.
El primer grupo de operaciones será el mecanizado de la cara de lapieza por lo que la orientación de las cuatro primeras herramientas sefija para aproximarse según el eje Z.
GT4 : OD Radial Slots

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
51
• Abra el diálogo Herramienta #1.
El diagrama de orientación de herramienta se debe corresponder conla siguiente imagen.
Esta orientación indica una aproximación según el eje Z que es laorientación necesaria para operaciones de cara frontal.
Todas las operaciones de mecanizado creadas en este ejercicio sonoperaciones de fresado.Para crear operaciones de fresado hay quepulsar procesos de Fresado en la paleta de Mecanizado.
• Pulse el icono Fresado en la barra de títulos de la paleta de Mecanizado yaparecerán los cajetines de proceso de Fresado.
• Cree un proceso Aguejros la Herramienta #1 e introduzca la siguiente infor-mación en el diálogo Proceso Agujeros.
Orientación deHerramienta Seleccionada

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
52
• Pulse la tabla Rotar e introduzca la siguiente información en la ventanaRotar.
Si no tiene instalada la opción Fresado Avanzado, no aparecerá elmenú desplegable SC Mecanizado de la parte superior de la ventanaRotar.En ese caso el SC Mecanizado estará determinado por la her-ramienta.En el menú desplegable SC Mecanizado aparecerá pordefecto el SC designado por la herramienta, aunque el usuario tienela posibilidad de designar un SC Mecanizado diferente utilizando elmenú desplegable.La aproximación según el eje Z, determinada poresta herramienta, indica el plano XY como SC de mecanizado.Elplano XY es el sistema de coordenadas utilizado para las operacionesde cara frontal.
• Cree otro proceso Agujeros en la misma lista de Proceso utilizando laHerramienta #2 e introduzca la siguiente información en el diálogo ProcesoAgujeros..

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
53
La información de la ventana Rotar es la misma que la de laoperación anterior por lo que no es necesario cambiarla.
• Seleccione el punto interior del contorno en el plano XY
.
• Pulse Iniciar en la paleta de Mecanizado.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
54
La trayectoria resultante será la de la siguiente imagen.
.
Ahora, crearemos una serie de patrones circulares de agujeros que semecanizarán en la zona posterior.
• Cree un proceso Agujeros con la Herramienta #1 e introduzca la siguienteinformación en diálogo Proceso Agujeros.
• Pulse la tabla Rotar e introduzca la siguiente información en la ventanaRotar.
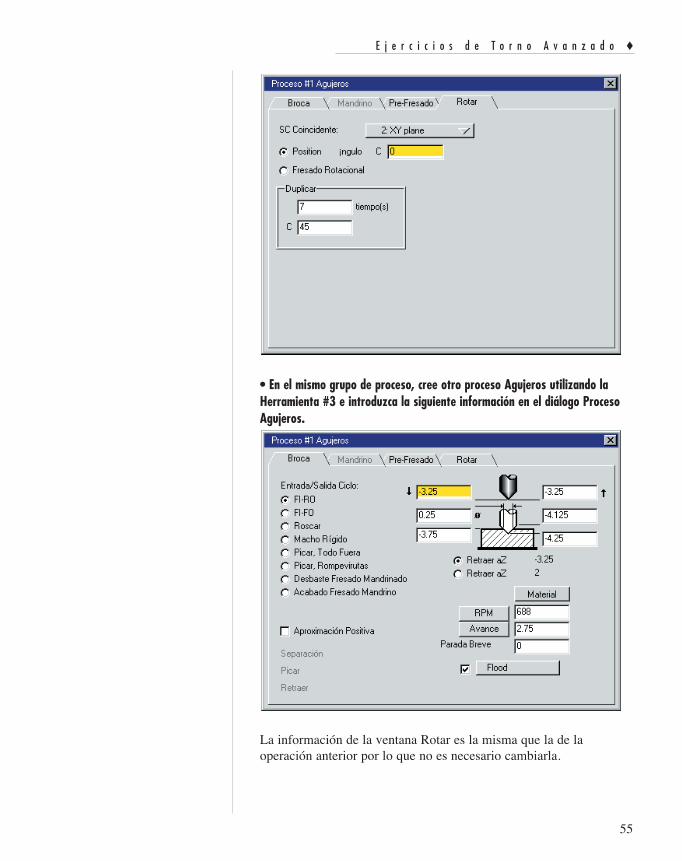
E j e r c i c i o s d e T o r n o A v a n z a d o ◆
55
• En el mismo grupo de proceso, cree otro proceso Agujeros utilizando laHerramienta #3 e introduzca la siguiente información en el diálogo ProcesoAgujeros.
La información de la ventana Rotar es la misma que la de laoperación anterior por lo que no es necesario cambiarla.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
56
• Select En el mismo grupo de proceso, cree una última operación Agujerosutilizando la Herramienta #4 e introduzca la siguiente información en el diál-ogo Proceso Agujeros.
Tampoco es necesario hacer cambios en el ventana Rotar.
• Seleccione el punto cercano al final del cilindro como se muestra en la sigu-iente imagen.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
57
• Pulse el icono Iniciar de la paleta de Mecanizado.
La trayectoria resultante será la de la siguiente imagen.
La imagen sombreada de la pieza de mecanizado se corresponderácon la siguiente imagen.
Si a su imagen sombreada de la pieza de mecanizado le falta uncuadrante, desactive el icono Mostrar Sección de Stock de la barra detareas.
Ahora, contornearemos en la cara frontal.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
58
• Cree un proceso de contorneado con la Herramienta #4 e introduzca lasiguiente información en el diálogo Proceso Contorneado.
• Pulse la tabla Rotar e introduzca la siguiente información en la ventanaRotar.
La selección Fresado Rotacional sólo está disponible cuando estáinstalada la opción correspondiente.La opción fresado rotacional pro-porciona interpolación del eje C.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
59
Se puede generar la misma trayectoria utilizando la selecciónPosición.Si se elige la selección posición, el sistema utilizará la inter-polación de eje Y para generar la trayectoria necesaria.
• Si no dispone de la selección Fresado Rotacional, seleccione la opciónPosición.
Esto creará una trayectoria idéntica, aunque requerirá movimientosdel eje Y.Como no todas las máquinas de Torno Avanzado dansoporte al eje Y, su máquina puede ser incapaz de mecanizar estatrayectoria.
• Seleccione el rombo en la cara frontal y coloque los marcadores de mecan-izado para que se mecanice a la contra con la herramienta por el exterior.
La trayectoria resultante, sea cual seal la opción seleccionadaFresado Rotacional o Posición, será la de la siguiente imagen.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
60
Esto completa las operaciones de cara frontal de esta pieza.Ahora,crearemos operaciones de fresado en el exterior (OD).
El primer grupo de operaciones de fresado mecanizará un plano a 45∫en dos lados del diámetro de 2.0".
• Cambie el sistema de coordenadas al plano YZ.
• Cambie a GT3 : OD Flat Slots.
Note que la geometría de estas operaciones se crea plana en el planoYZ.Estos perfiles se mecanizarán realmente en planos a 45∫, pero sesituarán como si se mecanizaran sin rotación alguna.Cuando se creageometría de perfil de mecanizado para operaciones OD, se debecrear la geometría como si fuera a mecanizarse en una posición C0(sin rotación).La rotación es aconsejable cuando se genera la trayec-toria.
Además debe notar que todas las demás herramientas de la lista estánconfiguradas para mecanizar operaciones por el exterior(OD).Asimismo, el diagrama de orientación de herramienta indicauna aproximación según el eje X, que se utiliza para mecanizar elOD.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
61
El diagrama de orientación de herramienta de las herramientas 5 a 11de la lista se debe corresponder con la siguiente imagen.
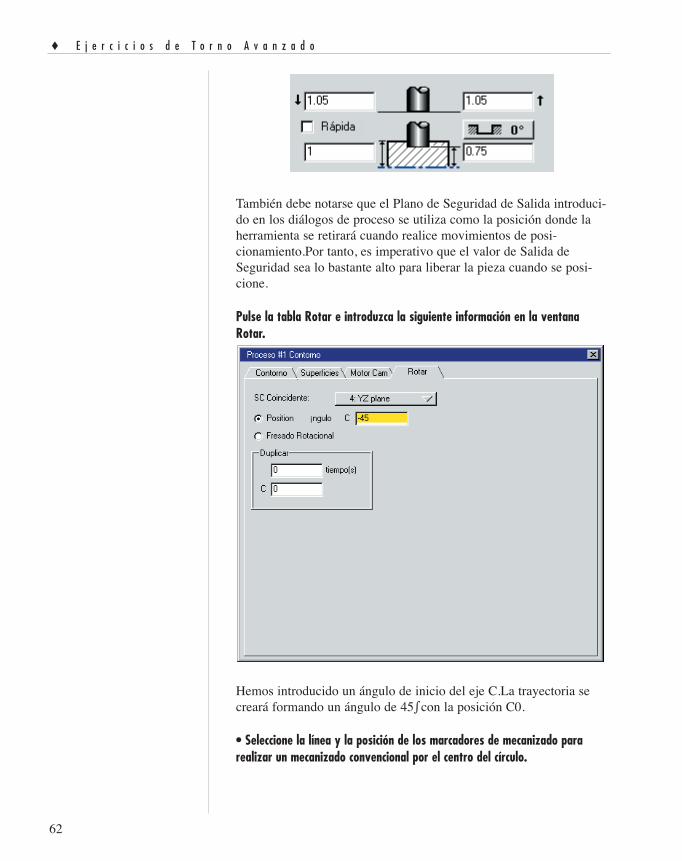
• Cree un proceso de contorneado con la Herramienta #5 e introduzca lasiguiente información en el diálogo Proceso Contorneado.
Las Posiciones de Entrada y Salida de Seguridad introducidas entodos los procesos de fresado son siempre valores de radio, sea cualsea la selección realizada en el diálogo Control de Documento(Radio vs.Diámetro).Es muy importante que los valores de Entrada ySalida de Seguridad se fijen correctamente para que la herramientaesté lejos cuando se rote la pieza.En este caso, estamos trabajando enun área de la pieza que tiene un radio de 1.0".Por esto tenemos quedeterminar los valores del plano de seguridad justo por encima deese radio.
Orientación deHerramientaSeleccionada
◆ E j e r c i c i o s d e T o r n o A v a n z a d o
62
También debe notarse que el Plano de Seguridad de Salida introduci-do en los diálogos de proceso se utiliza como la posición donde laherramienta se retirará cuando realice movimientos de posi-cionamiento.Por tanto, es imperativo que el valor de Salida deSeguridad sea lo bastante alto para liberar la pieza cuando se posi-cione.
Pulse la tabla Rotar e introduzca la siguiente información en la ventanaRotar.
Hemos introducido un ángulo de inicio del eje C.La trayectoria secreará formando un ángulo de 45∫ con la posición C0.
• Seleccione la línea y la posición de los marcadores de mecanizado pararealizar un mecanizado convencional por el centro del círculo.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
63
• Pulse Iniciar en la paleta de Mecanizado.
La trayectoria resultante será la de la siguiente imagen.
Ahora crearemos una operación idéntica para mecanizar el plano de45∫ opuesto.El único cambio que necesitamos hacer es el ángulo derotación.
• Utilice el mismo proceso de contorneado de la operación anterior.
Asegúrese de que anula la selección del cajetín de operación de lalista de Operaciones para no repetir la operación anterior.
• Pulse la tabla Rotar y cambie el ángulo Posición de -45∫ to 45∫.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
64
• Seleccione las mismas línea y posición de los marcadores de mecanizado deigual manera que en la operación previa.
• Pulse Iniciar en la paleta de Mecanizado.
La imagen sombreada de la pieza de mecanizado se corresponderácon la siguiente imagen
.
E j e r c i c i o s d e T o r n o A v a n z a d o ◆
65
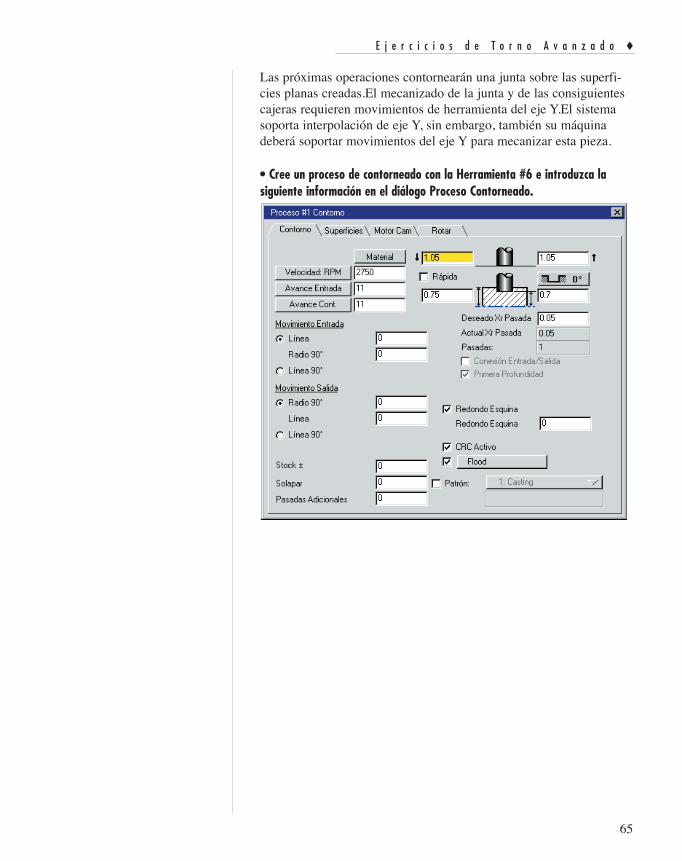
Las próximas operaciones contornearán una junta sobre las superfi-cies planas creadas.El mecanizado de la junta y de las consiguientescajeras requieren movimientos de herramienta del eje Y.El sistemasoporta interpolación de eje Y, sin embargo, también su máquinadeberá soportar movimientos del eje Y para mecanizar esta pieza.
• Cree un proceso de contorneado con la Herramienta #6 e introduzca lasiguiente información en el diálogo Proceso Contorneado.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
66
• Pulse la tabla Rotar e introduzca la siguiente información en la ventanaRotar.
• Seleccione la ranura rectangular exterior.Coloque los marcadores de mecan-izado para realizar un mecanizado convencional y seleccione el círculo interi-or.
E j e r c i c i o s d e T o r n o A v a n z a d o ◆
67
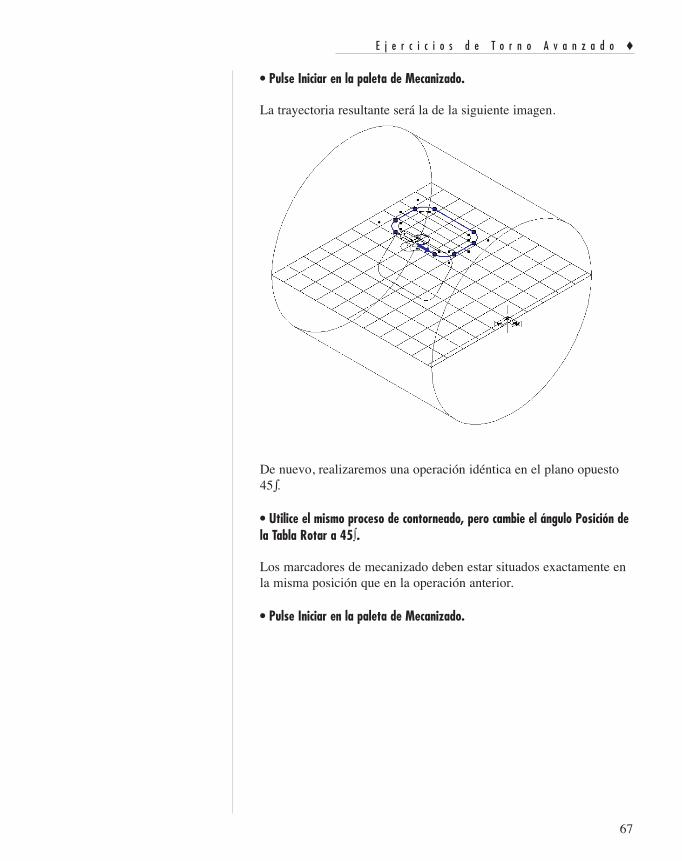
• Pulse Iniciar en la paleta de Mecanizado.
La trayectoria resultante será la de la siguiente imagen.
De nuevo, realizaremos una operación idéntica en el plano opuesto45∫.
• Utilice el mismo proceso de contorneado, pero cambie el ángulo Posición dela Tabla Rotar a 45∫.
Los marcadores de mecanizado deben estar situados exactamente enla misma posición que en la operación anterior.
• Pulse Iniciar en la paleta de Mecanizado.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
68
La imagen sombreada de la pieza de mecanizado se corresponderácon la siguiente imagen.
El siguiente grupo de operaciones son de taladrado donde punteare-mos, taladraremos y roscaremos los cuatro agujeros que rodean lajunta.Estas operaciones de taladrado se realizarán en ambos planosde 45∫ como los grupos de operaciones anteriores.
• Cree un proceso Agujeros utilizando la Herramienta #9 e introduzca la sigu-iente información en el diálogo Proceso Agujeros.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
69
Note que los valores de entrada y salida de seguridad están ya fijadospara alejar el radio 1.0" de esta área de la pieza.Aunque las superfi-cies planas que se han mecanizado están a una profundidad radial de0.7", es todavía necesario determinar los planos de seguridad queliberen el radio 1.0" durante el posicionamiento.El sistema se retiraráa la posición de Plano de Seguridad de Salida cuando la pieza seposicione.Es muy importante que el valor de Salida de Seguridad seabastante alto para que no haya ninguna interferencia con la her-ramienta cuando la pieza rote.
• Pulse la tabla Rotar e introduzca la siguiente información en la ventanaRotar.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
70
• En el mismo grupo de proceso, cree un proceso Agujeros utilizando laHerramienta #7 e introduzca la siguiente información en el diálogo ProcesoAgujeros.La información de la ventana Rotar es la misma que la de laoperación de taladrado anterior por lo que no es necesario cambiarla.
• En el mismo grupo de proceso, cree un proceso Agujeros utilizando laHerramienta #8 e introduzca la siguiente información en el diálogo ProcesoAgujeros.La información de la ventana Rotar es la misma que la de laoperación de taladrado anterior por lo que no es necesario cambiarla.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
71
• Seleccione los cuatro agujeros que rodean la junta.
• Pulse Iniciar en la paleta de Mecanizado.
• Cree el mismo grupo de operaciones para el plano opuesto 45∫ cambiandoel ángulo Posición de la tabla Rotar.
La imagen sombreada de la pieza de mecanizado se corresponderácon la siguiente imagen.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
72
El último grupo de operaciones que mecanizará esta área de la piezacajeará el área interior de la junta.De nuevo, este grupo de opera-ciones requiere interpolación de eje Y, a la que puede ser que sumáquina de Torno Avanzado no dé soporte.
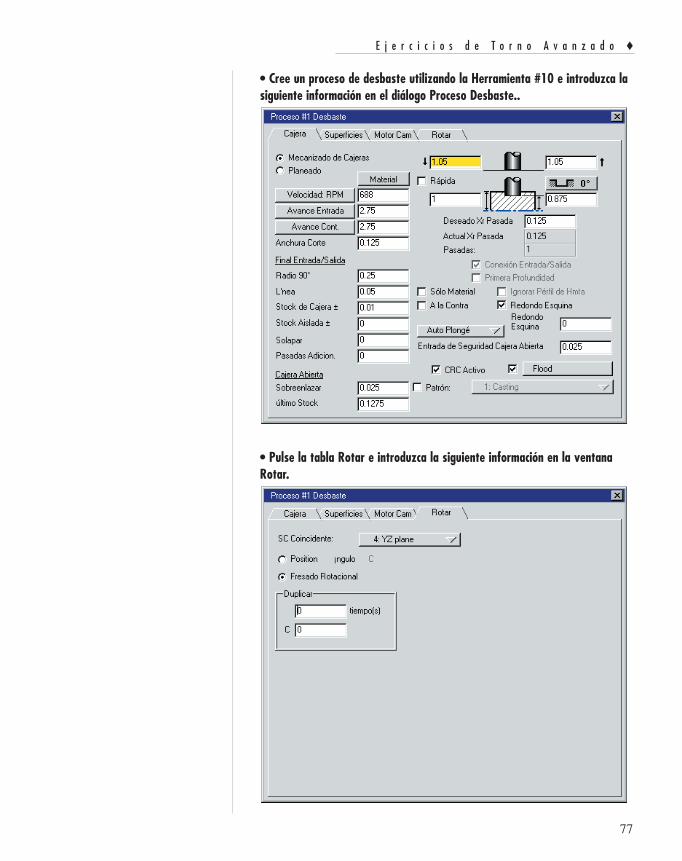
• Cree un proceso de desbaste utilizando la Herramienta #10 e introduzca lasiguiente información en el diálogo Proceso Desbaste.
• Pulse la tabla Rotar e introduzca la siguiente información en la ventanaRotar.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
73
• Seleccione la ranura rectangular interior.
• Pulse Iniciar en la paleta de Mecanizado.
• Realice la misma operación en el área opuesta 45∫ cambiando el ánguloPosición.
◆ E j e r c i c i o s d e T o r n o A v a n z a d o
74
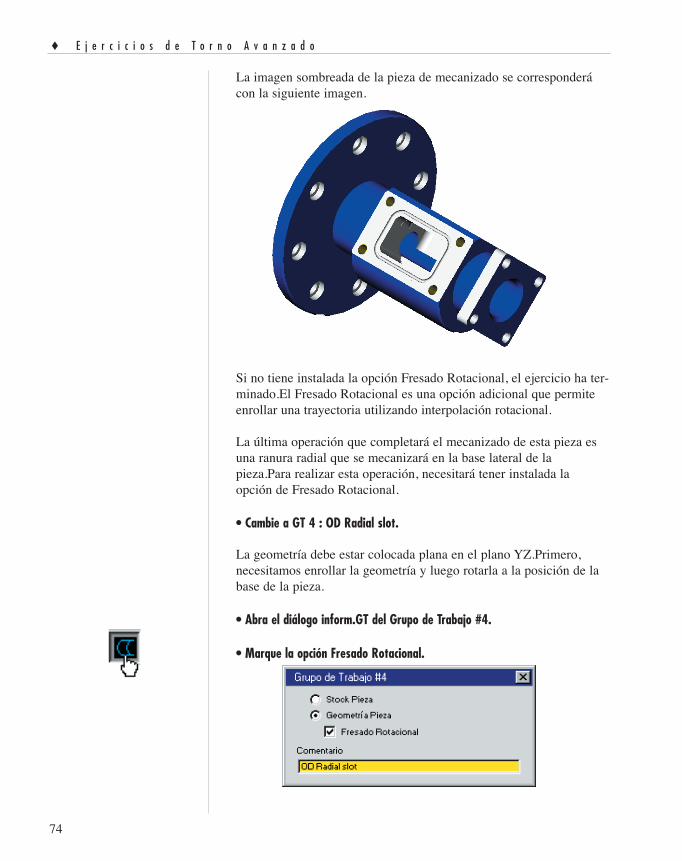
La imagen sombreada de la pieza de mecanizado se corresponderácon la siguiente imagen.
Si no tiene instalada la opción Fresado Rotacional, el ejercicio ha ter-minado.El Fresado Rotacional es una opción adicional que permiteenrollar una trayectoria utilizando interpolación rotacional.
La última operación que completará el mecanizado de esta pieza esuna ranura radial que se mecanizará en la base lateral de lapieza.Para realizar esta operación, necesitará tener instalada laopción de Fresado Rotacional.
• Cambie a GT 4 : OD Radial slot.
La geometría debe estar colocada plana en el plano YZ.Primero,necesitamos enrollar la geometría y luego rotarla a la posición de labase de la pieza.
• Abra el diálogo inform.GT del Grupo de Trabajo #4.
• Marque la opción Fresado Rotacional.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
75
• IEn la barra de tareas, presione el icono Envolver Geometría.
La geometría aparecerá ahora como enrollada.
Mirando la geometría desde la cara frontal se mostrará claramentecómo se enrolla la geometría un diámetro dado.
• Seleccione el perfil enrollado.
• Del menú Modificar, seleccione la opción Simetría.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
76
Cuando es sistema se encuentra en modo radial, algunos diálogos deModificar permiten introducir datos radiales--un ángulo de rotación yun valor de radio.
• Introduzca la siguiente información en el diálogo Simetría y pulse Iniciar.
Se debe colocar la geometría radialmente a la base de la pieza comose muestra en la siguiente imagen.
E j e r c i c i o s d e T o r n o A v a n z a d o ◆
77
• Cree un proceso de desbaste utilizando la Herramienta #10 e introduzca lasiguiente información en el diálogo Proceso Desbaste..
• Pulse la tabla Rotar e introduzca la siguiente información en la ventanaRotar.

◆ E j e r c i c i o s d e T o r n o A v a n z a d o
78
Cuando se selecciona Fresado Rotacional, el sistema generará latrayectoria utilizando interpolación rotacional de eje C.
• En el mismo grupo de proceso, cree una operación de contorneado con laHerramienta #11 e introduzca la siguiente información en el diálogo ProcesoContorneado.
• Pulse la tabla Rotar y asegúrese de que está seleccionada la opciónFresado Rotacional.
• Seleccione la geometría wrapped y pulse Iniciar en la paleta deMecanizado.

E j e r c i c i o s d e T o r n o A v a n z a d o ◆
79
La trayectoria resultante será la de la siguiente imagen.
La imagen sombreada final de la pieza de mecanizado, vista desde labase, se corresponderá con la siguiente imagen.