Texto Prope Soldadura
22
UNIVERSIDAD NACIONAL DEL CALLAO XXXV PROPEDEUTICO FIME UNAC Asignatura: INGENIERIA DE LA SOLDAURA Expositor: Mg. Ing. Rubén Francisco Pérez Bolívar 1.0.- Conceptos Generales 1.1.- Introducción La soldadura representa una actividad muy importante en la industria. Tradicionalmente se ha entendido como la unión de metales mediante la aplicación de presión y/o temperatura. En la actualidad este concepto se ha extendido a otros campos como el de la medicina y la de los plásticos. Su campo de aplicación es la producción y el mantenimiento. 1.2.- Soldadura como Proceso de Manufactura En función del flujo de material los procesos pueden ser de tres tipos: Flujo Directo ( sin pérdida de masa ) Flujo Divergente ( con pérdida de masa ) Flujo Convergente ( uniendo o ensamblando varios componentes previamente elaborados ) La soldadura contribuye principalmente en los procesos de flujo convergente. 1.3.- Importancia de la Soldadura en el Diseño y Desarrollo de Productos La soldadura constituye en muchos casos el medio más apropiado para unir componentes por cuestiones económicas o técnicas. Por ejemplo, la fabricación de una armadura o la del casco de un barco que implica la unión de un gran número de tracas ( planchas ).
-
Upload
cesar-tineo-salazar -
Category
Documents
-
view
40 -
download
0
description
sold
Transcript of Texto Prope Soldadura
UNIVERSIDAD NACIONAL DEL CALLAO
XXXV PROPEDEUTICOFIMEUNAC
Asignatura: INGENIERIA DE LA SOLDAURA
Expositor: Mg. Ing. Rubn Francisco Prez Bolvar
1.0.- Conceptos Generales
1.1.- Introduccin
La soldadura representa una actividad muy importante en la industria.
Tradicionalmente se ha entendido como la unin de metales mediante la aplicacin de presin y/o temperatura.
En la actualidad este concepto se ha extendido a otros campos como el de la medicina y la de los plsticos. Su campo de aplicacin es la produccin y el mantenimiento.
1.2.- Soldadura como Proceso de Manufactura
En funcin del flujo de material los procesos pueden ser de tres tipos: Flujo Directo ( sin prdida de masa )
Flujo Divergente ( con prdida de masa )
Flujo Convergente ( uniendo o ensamblando varios componentes previamente elaborados )
La soldadura contribuye principalmente en los procesos de flujo convergente.
1.3.- Importancia de la Soldadura en el Diseo y Desarrollo de Productos
La soldadura constituye en muchos casos el medio ms apropiado para unir componentes por cuestiones econmicas o tcnicas. Por ejemplo, la fabricacin de una armadura o la del casco de un barco que implica la unin de un gran nmero de tracas ( planchas ).
1.4.- Importancia de la Soldadura en los Procesos de MantenimientoMediante la soldadura se recuperan piezas desgastadas o fracturadas devolvindoles su capacidad operativa a plenitud.
2.0.- La Soldadura Tipos y Aplicaciones
2.1.- Definicin
Unin de metales y otros mediante la aplicacin de presin y/o temperatura.
2.2.- Clasificacin de la Soldadura
2.3.- CaractersticasDependiendo del tipo de proceso se conseguir una unin con fuerzas de enlace atmico (cohesin) o una unin por capilaridad.
2.4.- Aplicaciones
Importante en la fabricacin de estructuras, maquinarias, instalaciones, mantenimiento y otros.
2.5.- Electrodos para Aceros al Carbono y de Baja Aleacin
Se pueden clasificar como: Celulsicos
Rutlicos
Hierro en Polvo
Bsicos de Baja Aleacin
Varillas no Aleadas
Alambres para Procesos MAG
SOLDADURAS MS REPRESENTATIVAS DE ACEROS AL CARBONO Y BAJA ALEACINTIPOELECTRODOCARACTERISTICASAPLICACIONESCelulsicoCellocord APPenetracin profunda y uniformePases de raz en el fondo de un chafln. Para aceros dulces con un contenido menor o igual a 0,025% de carbono. Industria naval, estructuras de mquinas y otros.
RutlicoOvercord SDe extraordinario aspectoPara ltimas pasadas de acabado. Planchas delgadas. Muebles de acero, etc.Hierro en PolvoFerrocito 24De revestimiento grueso, rico en hierro en polvo, de alto rendimientoConstrucciones metlicas. Fabricacin de tanques. Calderas. Puentes. Maquinarias.Bsico de Baja AleacinSupercitoBajo hidrgenoAceros de alto contenido de carbono. Para tuberas de vapor, calderas y maquinaria pesada.Varillas no AleadasA-1CVarillas de bajo carbonoPara procesos oxiacetilnicos. Carroceras, cerrajera ligera.Alambres para Procesos MAGCarbofil PS6 GCAlambre de alto contenido de manganeso y silicioPara procesos de arco sumergido. Reconstruccin de muones y cigeales. Utilizado en aceros navales, fundidos y estructurales no aleados.2.6.- Electrodos para Aceros Especiales
SOLDADURAS ESPECIALES MS REPRESENTATIVASTIPO
ELECTRODO
CARACTERISTICAS
APLICACIONES
Hierro Fundido
Citofonte
Depsitos maquinables, de alto contenido de nquel.
Para piezas de fierro fundido. Reparacin de mquinas, carters, bancadas, culatas, engranajes, etc.
Recubrimientos Protectores
Citomangan
Depsitos con 12-14% de manganeso, autoendurecible. Usado como recubrimiento para trabajos severos en minera, construccin, rieles, baldes de draga, etc.Inoxidables Especiales
Inox 29/9
De alta resistencia, buen acabado, depsitos maquinables.
Para aceros al carbono, discimiles o con problemas de soldabilidad. Para recuperar ejes, matrices, engranajes, cremalleras y como base de recubrimientos protectores.
Cobre y Aleaciones
Citobronce
Depsitos con altas propiedades mecnicas y de buen aspecto. Maquinable.Para unir o recubrir piezas de cobre o bronce. Para soldar tuberas, vlvulas, hlices, cojinetes, chumaceras, etc.Aluminio y Aleaciones
Alcord 5 SI
Depsitos de aluminio al silicio Para construir calderas y tanques en la industria de alimentos. Produccin de enseres domsticos. Fabricacin de cabinas y cmaras de refrigeracin. Biselado
Chamfercorn
De fcil aplicacinPara biselar, ranurar y acanalar cualquier metal.Corte
Supercorte
No se recalienta y es de fcil aplicacin
Aplicable en toda posicin sobre materiales difciles de cortar con oxiacetileno. Para perforacin y corte en general.
3.0.- Prospectiva de la Soldadura
3.1.- Introduccin
La soldadura ha ido evolucionando en los ltimos aos, consiguindose equipos ms eficientes con mejor rendimiento en beneficio de una mayor productividad.
3.2.- Situacin Actual de la Soldadura
Las actuales plantas que emplean la manufactura integrada por computadora han incorporado sistemas automatizados de soldadura por puntos, por ejemplo en la industria automotriz y electrodomstica.
3.3.- Productividad
Se entiende como la mayor produccin de calidad con la menor cantidad de recursos. En ese sentido la soldadura contribuye en los procesos de flujo convergente a la elaboracin de productos en mayor volumen, seguridad con menor costo y tiempo.3.4.- Innovaciones y Futuro de la Soldadura
Cada vez se crean nuevos materiales como la fibra de carbono, kevlar, composite y otros que requieren nuevas tecnologas para ser unidos. As como el diseo de productos utilizando la nanotecnologa crean un gran desafo para los procesos de soldadura.
3.5.- Casos Prcticos
Un investigacin realizada en Alemania determin que para los nacidos a partir del ao 2000 en los pases desarrollados tenan una esperanza de vida de 150 aos, ello implicaba una buena alimentacin e ir sustituyendo partes desgastadas o degeneradas del cuerpo humano con organismos elaborados artificialmente, lo que implica la creacin de materiales y procesos incluidos la soldadura que permitan la fabricacin los organismos mencionados. La preocupacin mundial por el cambio climtico exige el desarrollo de procesos que no agudicen el calentamiento de nuestro planeta por lo que es necesario la optimizacin de los procesos de soldadura en los casos que sean contaminantes o txicos para el ecosistema.
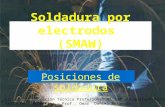
4.0.- Soldadura por Arco Sumergido4.1.- Fundamento del Proceso
Se basa en la formacin de un arco elctrico entre el material de aporte y las planchas a unir que siempre estn cubiertas por un polvo ( flux o flujo ) que protege el metal fundido del oxgeno del medio ambiente.
4.2.- Tipos de Equipos
Pueden clasificarse como de:
Procesos automticos
Procesos semiautomticos
Con emisin de flujo a presin
Emisin de flujo por gravedad
Otros
4.3.- Caractersticas del Proceso
ndice elevado de deposicin
Con alto rendimiento al soldar planchas gruesas con cordones largos
Buen acabado y alta penetracin
La escoria se desprende fcilmente
Se puede recuperar del 50 al 90% del flujo4.4.- Tcnicas de Soldadura ( Variables y Otros )
Este proceso involucra las siguientes variables:
Velocidad de alimentacin de material de aporte,
Tensin, polaridad, tipo de corriente y tamao del arco4.5.- Tipos de Flujo
Pueden ser de: xido de calcio, dixido de silicio, xido de manganeso, fluoruro de calcio y otros componentes.
4.6.- Tipos de Electrodos
Pueden ser de seccin circular o en forma de cintas.
4.7.- Principales AplicacionesUtilizados principalmente para aceros al carbono, aceros inoxidables, aceros al nquel, aceros estructurales y navales, defectos en el cordn de soldadura.
4.8.- Defectos en el Cordn de Soldadura
Pueden ser provocados por emplear parmetros inadecuados en el proceso de soldadura:
voltaje, velocidad, amperaje, etc.
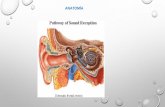
4.9.- Normas de Seguridad Se debe utilizar un equipo de proteccin apropiado que proteja al soldador de las radiaciones, calor y posibilidades de descarga elctrica.
5.0.- Procesos de Produccin de Electrodos
5.1.- Decapado
Consiste en la limpieza del alambrn mediante un decapado qumico.
5.2.- Trefilacin
Proceso para obtener alambres de diferentes dimetros.
5.3.- Cortado
Se corta el material para su revestimiento posterior.
5.4.- Revestimiento
Se preparan briquetas para las extrusoras.5.5.- ExtrusinDependiendo del tipo de electrodo, el alambre recubierto en las extrusoras con el revestimiento apropiado.5.6.- Secado
Los electrodos pasan al horno para extraer la humedad.
5.7.- Control de Calidad
Se realizan diferentes pruebas para garantizar las caractersticas de los electrodos: pruebas de doblado, traccin, humedad y otros.
5.8.- Envasado
Los electrodos se envasan en bolsas, latas, carretes, cajas y otros para su comercializacin.
5.9.- Aplicaciones
Se emplean en la fabricacin de estructuras, mquinas, instalaciones, mantenimiento, etc.6.0.- Tecnologa del Corte por Plasma6.1.- Corte por Plasma
Se basa en la accin trmica y mecnica de un chorro de gas calentado por un arco elctrico de corriente continua establecido entre un electrodo ubicado en la antorcha y la pieza a mecanizar. El chorro de plasma lanzado contra la pieza penetra la totalidad del espesor a cortar fundiendo y expulsando el material.
6.2.- Cuarto Estado de la Materia El plasma constituye el cuarto estado de la materia.6.3.- Formacin del Plasma
Es un gas altamente ionizado.
6.4.- Componentes de un Equipo de Corte por Plasma
Consiste en un generador de alta frecuencia alimentado por energa elctrica, gas para generar la llama de mantenimiento que posteriormente se ionizar (argn, nitrgeno, hidrgeno ) Un electrodo y porta electrodo que dependiendo del gas puede ser de tungsteno, hafnio o circonio y la pieza a cortar.
6.5.- Tipos de Procesos de Corte por Plasma
Corte con plasma por aire
Corte con inyeccin de agua
Corte con inyeccin de oxgeno
Corte con doble flujo
6.6.- Nuevas Tecnologas en Antorchas y Fuentes de Poder
Buscan una mayor precisin, velocidad y menores costos.
6.7.- Ventajas
Es un proceso que brinda mayor productividad pues la velocidad de corte es mayor que la del oxiacetileno. En la mayora de los casos no requiere de procesos complementarios.
7.0.- Clculo de Estructuras Soldadas
7.1.- Esfuerzos en Soldadura
Dependiendo del tipo de unin y de las cargas, la unin estar sometida a esfuerzos axiales, esfuerzos cortantes o esfuerzos combinados.
7.2.- Clculo de las Longitudes y Tamaos de Soldaduras
Se obtiene a partir del esfuerzo axial y esfuerzo cortante admisible de la soldadura que se est aplicando.
7.3.- rea Efectiva de las Secciones de Soldadura
Depende del espesor de la plancha y la longitud del cordn.
7.4.- Longitudes Mnimas de Soldadura Intermitente
Est en funcin del espacio disponible para soldar y de la magnitud y tipo de cargas que se van aplicar.
7.5.- Esfuerzos en Filetes de Soldadura
Se producen esfuerzos cortantes en las gargantas del filete.7.6.- Esfuerzos Combinados en Soldadura
Se originan por el tipo de aplicacin de la carga y la geometra de la unin.
7.7.- Detalles de Fabricacin
Se especifican en el plano.
7.8.- Elementos Crticos en una Unin Soldada Se debe tener en cuenta las propiedades tecnolgicas de soldabilidad de los materiales a unir y el contexto operacional.
7.9.- Criterios de Diseo para Mejorar el Comportamiento de las Uniones Soldadas
Se debe tratar que las uniones soldadas trabajen a traccin y sin presencia de concentracin de esfuerzos.
8.0.- Soldabilidad de los Materiales y Tcnicas para el Control de Deformaciones8.1.- Soldabilidad
La soldabilidad depende en alto grado del porcentaje de carbono que contenga los aceros. A mayor cantidad de carbono presente en la aleacin se dificulta la soldadura y a menor carbono aumenta la soldabilidad del material.
8.2.- Prevencin de Fisuras
En los aceros de alto contenido de carbono se presenta una tendencia a las fisuras o rajaduras en el metal base, especialmente en planchas gruesas. El precalentamiento de la pieza y el empleo de electrodos de bajo hidrgeno reducen esta tendencia al mnimo. El alto contenido de carbono contribuye tambin a la generacin de poros. De aplicarse citomangan se debe martillar la junta mientras est caliente para aliviar tensiones e impedir la formacin de fisuras.
8.3.- Tcnica para el Control de Deformaciones Se debe trabajar a los menores amperajes permitidos para evitar sobrecalentamientos en las uniones a tope, aplicar juntas simtricas para contrarrestar las deformaciones, por ejemplo soldadura en X, doble J, doble U, Doble bisel siendo esta ltima la mas apropiada porque minimiza las deformaciones y representa el menor costo frente a las otras.
Se deben usar las tcnicas y los electrodos ms apropiados.
Aplicar cordones alternados a fin de equilibrar las contracciones.8.4.- Calentamiento y Enfriamiento La temperatura del precalentamiento se mantiene durante todo el proceso de soldadura y al terminar el trabajo se debe enfriar la pieza lenta y uniformemente hasta la temperatura ambiente.
El enfriamiento lento de piezas pequeas se puede conseguir recubriendo stas con arena, cal y otros. Cuando se presenten zonas duras, indeseables el acero se debe recocer a una temperatura de 590 600C o ms.
9.0.- Control de Calidad, Costos y Presupuestos 9.1.- Control de Calidad de la Uniones Soldadas
Dependiendo de la importancia que represente la unin soldada se deber efectuar el debido control de calidad para ello se cuenta con ensayos destructivos y no destructivos.
9.2.- Ensayos en Soldadura 9.2.1. Ensayos Destructivos Ensayo de Doblez
Ensayo de Traccin
Alargamiento o Elongacin
Dureza
Pruebas de Impacto
9.2.1. Ensayos No Destructivos
Partculas Magnticas Inspeccin por Penetracin de Lquidos Inspeccin Radiogrfica Inspeccin con Ultrasonido Ensayo de Servicio, etc. 9.3.- Costos en Soldadura Se debe tener en cuenta los costos por: Soldadura
Energa
Mano de obra
Trabajos de preparacin de las planchas
Gastos de limpieza y enderezado
Fondo de mantenimiento y reposicin de las mquinas de soldar y sus accesorios
Fondo para la reposicin de equipo de proteccin personal e instalaciones de la planta
Otros costos y gastos directos e indirectos
10.0.- Aspectos de Calificacin
10.1.- Requerimientos GeneralesEn la calificacin de la ejecucin, y el criterio bsico establecido para calificacin del soldador, es determinar la habilidad del soldador para hacer un depsito sano de soldadura. El propsito de los ensayos de calificacin de ejecucin para el operador de mquinas de soldar, es determinar la habilidad en el manejo de la mquina y operacin del equipo de soldadura.
10.2.- Especificacin de Procedimiento de Soldeo ( WPS )Documento que contiene en detalle las variables contenidas para asegurar la continuidad de esta especificacin.10.3.- Calificacin de los Soldadores Cada fabricante, montador o contratista, deber calificar a cada soldador u operario para
cada proceso de soldadura usado en produccin. Con el objeto de llevar un control sobre el
personal calificado y al mismo tiempo identificar el trabajo de cada soldador u operario de soldadura, se le asignara, a cada uno de ellos, un nmero o letra o combinacin de ambos, que ser usado para individualizar el trabajo realizado.
10.4.- Perodo de Validez La validez de cualificacin del soldador empieza en la fecha en que completaron satisfactoriamente todos los ensayos requeridos. La cualificacin tendr validez por un perodo de dos aos siempre que quien lo contrata o su coordinador firme el correspondiente certificado con intervalo de seis meses y se cumpla, adems las siguientes condiciones:
Que el soldador haya realizado con una continuidad razonable trabajos de soldadura dentro de los lmites de su cualificacin. Se permite una interrupcin por un perodo no ms largo de seis meses.
Que el trabajo del soldador se haya realizado en condiciones tcnicas conformes con aquellas bajo las cuales se realiz la prueba de cualificacin.
Que no exista razn especfica para cuestionar el conocimiento y habilidad del soldador.
10.5.- Renovacin
La validez de la cualificacin puede ser extendida sucesivamente para perodos de dos aos.10.6.- Documentos Aplicables para la Cualificacin
Interpretacin :
WPS: Especificacin del Procedimiento de Soldadura
WPQR: Registro de Cualificacin de Soldador
WQR: Registro de Cualificacin de Procedimiento de Soldadura
APNDICE