
TESIS PARA OBTENER EL TITULO PROFESIONAL DE INGENIERO …
107
FACULTAD DE INGENIERÍA ESCUELA PROFESIONAL DE INGENIERÍA CIVIL “Sistema metálico Tubest para la optimización en la construcción de naves industriales en Lima en el 2018” TESIS PARA OBTENER EL TITULO PROFESIONAL DE INGENIERO CIVIL AUTOR: Ricardo Diego Mendoza Acosta ASESOR: Mg. Rodolfo Ricardo Marquina Callacna LINEA DE INVESTIGACIÓN: Diseño Sísmico y Estructural LIMA – PERÚ 2018
Transcript of TESIS PARA OBTENER EL TITULO PROFESIONAL DE INGENIERO …
FACULTAD DE INGENIERÍA
ESCUELA PROFESIONAL DE INGENIERÍA CIVIL
“Sistema metálico Tubest para la optimización en la construcción de naves
industriales en Lima en el 2018”
TESIS PARA OBTENER EL TITULO PROFESIONAL DE
INGENIERO CIVIL
AUTOR:
Ricardo Diego Mendoza Acosta
ASESOR:
Mg. Rodolfo Ricardo Marquina Callacna
LINEA DE INVESTIGACIÓN:
Diseño Sísmico y Estructural
LIMA – PERÚ
2018

II

III
DEDICATORIA
A mi abuelo Rufino y a mis padres
Patricia, William y hermano Anthony
por su ayuda incondicional, que, con
sus enseñanzas y buenas
costumbres, me han ayudado a salir
adelante buscando siempre el mejor
camino.

IV
AGRADECIMIENTO
Primero y, antes que
nada, dar gracias a Mi familia
y Anayeli Vera, por fortalecer
mis valores y su apoyo
constante a lo largo de este
proyecto.
A los ingenieros, Rodolfo
Marquina y Igor Bedriñana, por las
enseñanzas y apoyo brindados en
este trabajo y hacia mi persona.
V
DECLARACIÓN DE AUTENTICIDAD
Yo, Ricardo Diego Mendoza Acosta con DNI N°72372300, a efecto de cumplir con las
disposiciones vigentes consideradas en el Reglamente de Grados y Títulos de la
Universidad César Vallejo, Facultad de Ingeniería, Escuela Académico profesional de
Ingeniera Civil, declaro bajo juramento que toda la documentación que acompaño es
veraz y auténtica.
Así mismo, declaro también bajo juramento que todos los datos e información que se
muestra en la presente tesis son auténticos y veraces.
En tal sentido asumo la responsabilidad que corresponda ante cualquier falsedad,
ocultamiento y omisión tanto de los documentos como de la información aportada, por
lo cual me someto a lo dispuesto en las normas académicas de la Universidad César
Vallejo.
Lima, 07 Julio de 2018
Ricardo Diego Mendoza Acosta

VI
ÍNDICE
Pagina del jurado ¡Error! Marcador no definido.
Dedicatoria III
Agradecimiento IV
Declaración de autenticidad V
Presentación XII
Resumen 13
Abstract 14
1. Introducción 15
1.1 Realidad problemática: 15
1.2. Trabajos previos 17
1.3. Teorias relacionadas con el tema 20
1.3.1 Sistema tubest 20
1.3.1.1 Acero estructural 21
1.3.2 Cosntrucción de naves industriales 23
1.3.2.1. Costos de construcción 23
1.3.2.2. Fabricación de elementos de acero 24
1.3.3. Montaje de estructura 25
1.3.4. Naves industriales 26
1.3.4.1 Estructura reticulares 27
1.3.4.2 Estructura alma llena 27
1.3.4.3 Estructura tubular 28
1.3.5. Edificios peb (preenginier building) 29
1.4. Formulacion del problema 30
1.4.1 Problema general 30
1.4.1 Problemas específicos 30
1.5. Justificación del estudio 30
1.5.1. Justificación teórica 30
1.5.2 Justificación práctica 30
1.5.3 Justificación económica 31
1.5.4. Justificación ambiental 31
1.6. Hipótesis: 31
1.6.1. Hipotesis general 31
1.6.2. Hipótesis específicas 31
1.7. Objetivos 32
VII
1.7.1 Objetivos generales 32
1.7.2 Objetivos específicos 32
2. Metodo 32
2.1 Diseño de la investigación 32
2.1.1 Enfoque 33
2.1.2. Tipo de investigación 33
2.1.3. Nivel de investigación 33
2.2.-Variables 34
2.2.1. Sistema tubest 34
2.2.2. La construcción 34
2.2.3. Operacionalización de la variable 35
2.3 Población y muestra 35
2.3.1 Población 35
2.3.2 Muestra: 35
2.4.1 Validez: 36
2.4.2 Confiabilidad: 36
2.5 Método de análisis de datos: 36
2.6 Aspectos éticos: 37
2.6.1 Aspectos administrativos 37
2.6.2 Recursos y presupuesto 37
2.6.5 Financiamiento 38
2.6.6 Cronograma de ejecución 39
3 Resultados 40
3.1 Descripcion de la estructura a instalar 40
3.2 Normativa 42
3.3 Consideraciones para el diseño 43
3.4 Análisis estructural 43
3.4.1 Cargas permanentes 43
3.4.2 Cargas vivas 44
3.4.3 Cargas producidas por sismo 44
3.4.4 Cargas producidas por el viento 44
3.4.5 Combinaciones de cargas empleadas 44
3.4.6 Consideraciones sismicas 47
3.4.6.1 Analisis estatico 48
3.4.6.2 Analisis dinamico 49
3.6 Diseño estructural 52
3.6.1 Diseño estructural de perfil tubest 52
VIII
3.6.1.1 Diseño de la viga del pórtico principal 52
3.6.1.2 Diseño de la columna del pórtico principal 54
3.6.2 Diseño estructural de alma llena 57
3.6.2.1 Diseño estructural de viga alma llena 57
3.6.2.2 Diseño estructural de la columna de alma llena 58
3.6.2.3 Riostra 61
3.7 Costos 62
3.7.1 Costos del sistema tubest 62
3.7.1.1 Análisis de precio unitario del sistema tubest 63
3.7.1.2 Metrado de la nave indsutrial con sistema tubest 64
3.7.1.3 Presupuesto 66
3.7.2 Costos del sistema de alma llena 66
3.7.2.1 Análisis de precio unitario del acero 66
3.7.2.2 Metrado de la nave indsutrial con sistema tradicional alma llena 68
3.7.2.3 Presupuesto 70
3.8 Fabricación 71
3.8.1 Fabricacion de los perfiles de alma llena 72
3.8.1.1 Laminado en caliente 72
3.8.1.2 Soldadura de los perfiles alma llena 72
3.8.1.3 Soldadura de arco electrico revestido 73
3.8.1.4 Inspeccion de la calidad de la soldadura 74
3.8.1.5 Limpieza del acero 75
3.8.1.6 Pintura en perfiles de acero 77
3.8.1.7 Cronograma de actividades 81
3.8.1.8 Pedido al fabricante 82
3.8.1.9 Tiempo de ejeccion de la fabricacion 82
3.8.2 Fabricación de perfiles tubest 82
3.8.2.1 Laminados en frio 83
3.8.2.2 Recibimiento del material 84
3.8.2.3 Soldadura del sistema tubest 84
3.8.2.3.1 Soldadura de arco de metal con gas mig 84
3.8.2.3.2 Soldadura con arco sumergido saw 85
3.8.2.4 Armado de cajones tubest 87
3.8.2.5 Inspeccion del perfil tubest 88
3.8.2.7 Pedido al fabricante 89
3.8.2.8 Tiempo de ejeccion de la fabricacion 89
3.9 Montaje 89

IX
3.9.1 Fletes de estructuras metálicas 90
3.9.1.1 Fletes en perfiles de alma llena 91
3.9.1.2 Fletes de perfiles tubest 91
3.9.2 Tiempo de montaje 91
3.9.2.1 Perfiles alma llena 91
3.9.2.2 Perfiles tubest 92
4. Discusiones 94
5. Conclusiones 95
6. Recomendaciones 97
7. Referencias bibliográficas 98
Anexos 101
X
FIGURA 1. CALLE ENRIQUE MEIGGS- ZONA INDUSTRIAL. 16
FIGURA 2. PROYECTO DE PARQUE INDUSTRIAL MACROPOLIS- LURÍN 17
FIGURA 3. SECCIÓN DE PERFIL SIGMA Y SIGMA ESPECIAL. 20
FIGURA 4. SECCIÓN DE PERFIL OHM 21
FIGURA 5. ESQUEMA GENERAL DE LA ELABORACIÓN DE UN PRESUPUESTO DE OBRA. 23
FIGURA 6. PROCESOS DE FABRICACIÓN DEL SISTEMA TUBEST. 24
FIGURA 7. NAVE INDUSTRIAL DE ESTRUCTURA RETICULAR 27
FIGURA 8. NAVE INDUSTRIAL DE ESTRUCTURA DE ALMA LLENA 28
FIGURA 9. NAVE INDUSTRIAL CON SISTEMA METÁLICO TUBEST. 28
FIGURA 10. BASES DE LOS EDIFICIOS PEB 29
FIGURA 11 VISTA DE PLANTA DE LA NAVE INDUSTRIAL 41
FIGURA 12 VISTA NORTE Y SUR DE LA NAVE INDUSTRIAL 41
FIGURA 13 EJES A, B Y C DE LA NAVE INDUSTRIAL 42
FIGURA 14 MODELO GENERAL DE LA NAVE INDUSTRIAL EN SAP2000 43
FIGURA 15 PÓRTICO CON CARGA MUERTA DISTRIBUIDA 45
FIGURA 16 PÓRTICO CON CARGA VIVA DISTRIBUIDA 46
FIGURA 17 PÓRTICO CON CASO 1 DE CARGA DISTRIBUIDA POR VIENTO 47
FIGURA 18 PÓRTICO CON CASO 2 DE CARGA DISTRIBUIDA DE VIENTO 47
FIGURA 19 MAPA DE ZONAS SÍSMICAS DEL PERÚ PARA UN PERIODO DE RETORNO DE 475 AÑOS 48
FIGURA 20 ESPECTRO DE RESPUESTA INELÁSTICO EN LA DIRECCIÓN X 50
FIGURA 21 ESPECTRO DE RESPUESTA INELÁSTICO EN LA DIRECCIÓN Y 50
FIGURA 22 MOMENTO MÁXIMOS PARA VIGA DEL PÓRTICO PRINCIPAL (COMBINACIÓN 2) 52
FIGURA 23 FUERZA AXIAL MÁXIMA PARA VIGA DEL PÓRTICO PRINCIPAL (COMBINACIÓN 2) 52
FIGURA 24 FUERZA CORTANTE MÁXIMA PARA VIGA DEL PÓRTICO PRINCIPAL (COMBINACIÓN 2) 52
FIGURA 25 MOMENTOS MÁXIMOS PARA COLUMNA DE PÓRTICO PRINCIPAL (COMBINACIÓN 3) 54
FIGURA 26 FUERZA AXIAL MÁXIMAS PARA COLUMNA DE PÓRTICO PRINCIPAL (COMBINACIÓN 3) 55
FIGURA 27 FUERZA CORTANTE MÁX PARA COLUMNA DEL PÓRTICO PRINCIPAL (COMBINACIÓN 3) 55
FIGURA 28 RESUMEN DE PROCESOS DE FABRICACIÓN DE SISTEMAS TUBEST Y ALMA LLENA 71
FIGURA 29 CLASIFICACIÓN DE TIPOS DE SOLDADURA 73
FIGURA 30 SOLDADURA DE ARCO ELÉCTRICO REVESTIDO 74
FIGURA 31 PROCESOS DE FABRICACIÓN DEL SISTEMA TUBEST 83
FIGURA 32 CONFORMACIÓN DEL SISTEMA TUBEST -UNIÓN DE PERFIL SIGMA Y PERFIL OHM 83
FIGURA 33 SOLDADURA DE ARCO CON GAS MIG 84
FIGURA 34 SOLDADURA MIG EN TALLER DE TUPEMESA 85
FIGURA 35 SOLDADURA DE ARCO ELÉCTRICO SUMERGIDO 86
FIGURA 36 SOLDADURA CON ARCO SUMERGIDO DEL PERFIL TUBEST 86
FIGURA 37 PLANIFICACIÓN DEL MONTAJE DE UNA NAVE INDUSTRIAL 90

XI
TABLA 1 OPERALIZACIÓN DE LA VARIABLE 35
TABLA 2 COMBINACIONES DE CARGAS PARA LRFD 44
TABLA 3 CARGAS DE VIENTO SEGÚN NORMA E.020 46
TABLA 4 ANÁLISIS DE PRECIO UNITARIO DE FABRICACIÓN CON SISTEMA TUBEST 63
TABLA 5 ANÁLISIS DE PRECIOS UNITARIOS PARA MONTAJE DEL SISTEMA TUBEST 64
TABLA 6 METRADO DE NAVE INDUSTRIAL CON SISTEMA TUBEST 65
TABLA 7 PRESUPUESTO DE NAVE INDUSTRIAL CON SISTEMA TUBEST 66
TABLA 8 ANÁLISIS DE PRECIOS UNIT. PARA FABRICACIÓN DE SISTEMA ALMA LLENA 67
TABLA 9 ANÁLISIS DE PRECIOS UNITARIOS PARA MONTAJE DE SISTEMA ALMA LLENA 67
TABLA 10 METRADO DE LA NAVE INDUSTRIAL CON SISTEMA ALMA LLENA 69
TABLA 11 PRESUPUESTO DE NAVE INDUSTRIAL CON SISTEMA DE ALMA LLENA 70
TABLA 12 CONDICIÓN DE PROFUNDIDAD PARA ABRASIVOS 81
TABLA 13 TIEMPO DE FABRICACIÓN CON SISTEMA DE ALMA LLENA 82
TABLA 14 TIEMPOS DE FABRICACIÓN CON SISTEMA TUBEST¡ERROR! MARCADOR NO
DEFINIDO.
TABLA 15 TIEMPOS DE MONTAJE CON SISTEMA DE ALMA LLENA¡ERROR! MARCADOR NO
DEFINIDO.
TABLA 16 TIEMPOS DE MONTAJE CON SISTEMA TUBEST¡ERROR! MARCADOR NO
DEFINIDO.
TABLA 17 CUADRO RESUMEN DE RESULTADOS 93
XII
PRESENTACIÓN
Señores miembros del Jurado:
En cumplimiento a las normas establecidas en el Reglamento de Grados y Títulos
de la Universidad César Vallejo, para optar el grado de Ingeniero Civil, pongo a
vuestra consideración la Tesis titulada “Sistema metálico Tubest para la
optimización en la construcción de naves industriales en Lima en el 2018”.
Los capítulos y contenidos que se desarrollan son los siguientes:
I. Introducción
II. Método
III. Resultados
IV. Discusión
V. Conclusiones
VI. Recomendaciones
VII. Referencias Bibliográficas
Anexos
Espero Señores Miembros del Jurado que la presente investigación cumpla con las
exigencias establecidas por la Universidad César Vallejo y merezca su aprobación.
El Autor
13
RESUMEN
La presente investigación tiene como objetivo evaluar el sistema Tubest para la
optimización en la construcción de una nave industrial en Lima en el 2018. De
tal modo, para demostrar la optimización, se realizó una comparación con el
sistema tradicional de alma llena. Partiendo de un proyecto de nave industrial de
5092m2 de área con pórticos de marcos rígidos a dos aguas con luces de 32m
con alturas al hombro de 7.5m. Basados en la norma de diseño aplicado a la
NTP 0.90 y la AISC. Ambos diseños fueron analizados con las mismas cargas,
y sometidos a sismo y viento. Así mismo se procedió al cálculo del presupuesto
y los plazos de ejecución de la nave industrial en cuanto a fabricación y montaje.
El costo de la nave industrial con sistema Tubest resulto ser de S/.945482.36,
mientras que el costo con sistema convencional fue de S/.1217575.34. Del
mismo modo, para el plazo de ejecución con sistema Tubest resulto ser de 36 y
35 días en cuanto a fabricación y montaje, respectivamente, el plazo de
ejecución del sistema convencional fue de 44 y 54 días para fabricación y
montaje respectivamente. Concluyendo que el sistema Tubest optimiza los la
construcción de una nave industrial en Lima al tener un ahorro de S/.272,092.98
y una disminución de 32% en los plazos de ejecución frente al sistema
tradicional. Presentando así al Tubest como una solución a los problemas de
migración de las industrias a parques industriales.
Palabra clave: Tubest, Optimización, construcción de naves industriales.

14
ABSTRACT
The objective of this research is to evaluate the Tubest system for optimization in
the construction of an industrial building in Lima in 2018. In this way, a
comparison with the traditional full soul system can be made. Starting with an
industrial building project of 5092m2 of area with porticos of rigid frames to two
waters with lights of 32m with shoulder heights of 7.5m. Based on the design
standard applied to NTP 0.90 and AISC. Both designs were analyzed with the
same charges, and something like earthquake and wind. Likewise, the calculation
of the budget and the execution times of the industrial warehouse were processed
in terms of manufacturing and assembly.
The cost of the industrial warehouse with the Tubest system was S/ .945482.36,
while the cost with a conventional system was S/ .1217575.34. In the same way,
for the execution period with system Tubest result was of 36 and 35 days in the
manufacture and assembly, respectively, the execution time of the conventional
system was 44 and 54 days for manufacturing and assembly respectively.
Concluding that the Tubest system optimizes the construction of an industrial
building in Lima by having a saving of S/.272,092.98 and a 32% reduction in the
execution time compared to the traditional system. Introducing the Tubest as a
solution to the problems of migration from industries to industrial parks.
Keywords: Tubest, optimization, construction of an industrial building.
15
1. INTRODUCCIÓN
1.1 REALIDAD PROBLEMÁTICA:
Durante la década de 1960, los diseños estandarizados para construcciones
metálicas se comercializaron como edificios PEB (Pre engen ier buildings) que
son sistemas de ingeniería pre diseñada, con beneficios en la rapidez de
ejecución y montaje debido a procesos estandarizados de fabricación, a su vez
dan preferencia a las conexiones atornilladas dejando así la soldadura en taller
para obtener un mejor control de calidad, además el uso de un programa
patentados por las empresas que logra el diseño de los elemento del catálogo
de la empresa más óptimo en cuanto a peso minimizando los costos del material.
Los edificios PEB se han venido utilizando en países más desarrollados como
China, Francia, Estados unidos, México y Chile debido al crecimiento industrial
y la necesidad de un sistema que optimice la alta demanda de construcción de
naves industriales.
Tubest es un sistema de pre diseño de estructuras metálicas tubulares con
procesos de fabricación y montaje estandarizado que nace en Chile, creado por
la empresa Cintac, para hacer frente a la alta demanda de naves industriales en
el país, fomentando de esa manera un mayor crecimiento del sector industrial,
dado que presentar un sistema que optimiza la fabricación, montaje y reduce los
costos.
El Perú un país cuya costumbre es la construcción en concreto y la mala calidad
de construcciones en acero estructural debido a la falta de procesos
estandarizados en su construcción, ha ocasionado que el sector industria tenga
un crecimiento de infraestructura paulatino y desconfiado en cuanto a los
sistemas constructivos de naves industriales.
Sin embargo, Según la Revista Perú Construye (2017, p. 78):
Con el crecimiento de los parques industriales en la zona sur de Lima la demanda
de naves y galpones industriales ha aumentado en los últimos dos años, de ahí que
las empresas de estructuras metálicas han tenido un mayor movimiento en su
producción.
Dado que, Lima metropolitana es una ciudad que concentra los puntos
económicos, financieros e industriales más aglomerados del país, esto sumando
a la concentración de masas urbanas en un delimitado territorio, ha terminado

16
por establecer la centralización de las actividades económicas e industrias
productivas.
En consecuencia, se presenta diversos problemas como la contaminación de las
industrias sin posibilidad de mitigación por falta de espacios para áreas verdes,
Además los sistemas de agua y desagüe empleados en zonas industriales no
necesariamente son para zonas urbanas (Figura 1 y 2). Esto sumado al tráfico
ocasionado por los vehículos de cargas pesadas afecta de manera negativa a
ambos agentes
He ahí donde los proyectos de extrapolación de las industrias a parques
ubicados en las zonas periféricas (Figura 1.3), es una contribución a el
reordenamiento urbano para mejorar la calidad de vida del ciudadano Limeño.
Sin embargo, se debe tomar en cuenta que para que las empresas migren a
dichos parques, deben implementar un sistema que optimice la construcción de
naves industriales. Parques industriales hechos en Chilca y Lurín son un claro
ejemplo del éxito de estos proyectos.
Figura 1. Calle Enrique Meiggs- Zona industrial.

17
Por ende, la presente investigación, busca Evaluar el sistema metálico Tubest
para la optimización en la construcción de naves industriales en Lima, Por lo que
se presenta como paso práctico y lugar de aplicación, a la propuesta de una
comparación entre la nave industrial con sistema Tubest y sistema de alma llena
en Lima en el año 2018.
1.2. TRABAJOS PREVIOS
Luego de revisión de bibliografía, tanto escritas como virtuales algunos de los
trabajos que podemos tomar en consideración para formular una Línea base,
enfocada a lo que la presente investigación, tomando en consideración un
vínculo problemático de algunos casos que ocurren en el Perú.
Que traten sobre sistemas de construcción, referido a naves industriales, que
optimice tras un análisis comparativo.
Mejoramiento de almacenes auto-soportados con elementos de acero
estructural nacionales. (Gutarra 2016) Cuyo objetivo fue evaluar el empleo de
almacenes auto-soportados con elementos de acero estructural nacional en la
construcción con respecto a sistemas convencionales en la región Lima,
surgiendo de la problemática la del desorden industrial y la poca eficiencia de
los almacenes actuales en Lima. El autor parte de un proyecto de almacenes
Figura 2. Proyecto de parque industrial Macropolis- Lurín

18
diseñados con las mismas características, pero con distintos sistemas, para
evaluar utiliza un método descriptivo comparativo, así esta investigación
concluye, Almacenes Auto soportados fueron de 0.03mm menores respecto a
los almacenes convencionales que fueron de 82.7mm. Las deflexiones de los
Almacenes Auto soportados fueron de 0.33mm y las de los sistemas
convencionales de 124mm. El costo del Almacén Auto soportado planteado
resultó S/. 488,670.15 el costo del almacén convencional resultó S/. 649,508.31,
significando un ahorro de S/. 160,838.16. Del mismo modo el plazo de ejecución
de un sistema Auto soportado fue de 106 días, el de un sistema convencional
141 días, siendo 35 días menos de tiempo de ejecución. El aporte fue el
beneficio a industrias, principalmente del medio logístico, obtener almacenes que
resulten más óptimos fomentando el desarrollo de este sector.
Diseño, fabricación y montaje de estructuras metálicas de una nave
múltiple con sistema tubest, para una planta industrial ubicado en zona
industrial de Lurín (Aedo 2016) en esta investigación el autor tuvo como
objetivo diseñar una nave industrial con perfiles conformado en frío
denominados "Tubest" que serán utilizados para la construcción de una planta,
de la empresa TUPEMESA, dirigida a la fabricación de tubos electro soldados y
perfiles metálicos, asimismo se describe los procedimientos de fabricación y
montaje de los elementos estructurales de la nave industrial. Concluye
presentando los costos de Fabricación que fueron de S/. 353,322.62 y los de
montaje de S/. 87,063.40. El aporte fue dejar una tesis que sirva como referencia
para la aplicación de este sistema metálico y comparación frente a otros sistemas
como los tradicionales.
Tomando como referencia de que en el Perú temas de investigación como naves
industriales o estructuras metálicas en si no es muy difundido es pertinente y de
suma importancia científica basarse en estudios internacionales para lo cual se
recurrió a fuentes internacionales como las mencionadas a continuación:
Optimización de estructuras de naves industriales empleando tecnología
BIM (Montoya- 2016) la investigación surge bajo la problemática de altos costos
de las estructuras de nave industrial para lo que se buscó una solución en donde
se optimice la edificación. La tesis nos habla sobre un proceso comparativo que
19
determinó cuál de los softwars existentes para análisis de estructuras cuenta con
una mejor interfaz con BIM, posteriormente se modeló la estructura de un
proyecto existente en donde su el objetivo fue hacer una comparativa entre el
método tradicional de cálculo y el implementado usando tecnología BIM. Se
sometió la estructura a un análisis estático lineal bajo cargas gravitacionales y
presiones de viento. Finalmente se concluyó que con este método es posible
optimizar el desarrollo y análisis de estructuras de naves industriales hasta en
un 50% de tiempo y casi 5% del volumen de acero. A demás de que minimiza
errores, fomenta la comunicación entre las distintas fases del diseño y permite
crear modelos globales. El Aporte la aplicación de una metodología innovadora
para optimizar la construcción de naves industriales.
Optimización en el diseño estructural de pórticos para naves de grandes
luces (Sánchez 2016) el surge de la motivación, del interés de por características
técnicas dadas por las naves industriales de grandes luces y ser un tema poco
estudiado. Dicha investigación presenta una metodología descriptiva que se
centra en el diseño conceptual, análisis y dimensionamiento en detalle de una
estructura son las fases contempladas en el diseño estructural, necesitándose
de herramientas de cálculo avanzadas y criterios que necesitan de una correcta
comprensión del mecanismo resistente estructural y de la normativa para lo cual
compara el diseño de 3 tipologías diferentes. El trabajo concluye que en el
ámbito estructural es el más complicado de abordar y para este proyecto se ha
podido comprobar que la viga en recta, o en este caso en concreto, que la
disposición a dos aguas. Además, el número de uniones juega un papel
determinante, pues no puede ser inferior al necesario, pero si hay exceso se
reduce la eficiencia de la cercha. Para la distancia entre montantes no hay una
regla generalizada, pero si se aconseja que lo entorno al canto de la celosía y
como ha podido comprobarse en el capítulo 3 dedicado al diseño es que, la
separación entre montantes resulta más efectiva, siendo más cercana hacia los
soportes donde se esperan los mayores esfuerzos.
Guía para la ejecución de modificaciones de obra en edificación de
galpones hasta 2.000m2 con privados (Gaete, 2014)Esta investigación tiene
como objetivo elaborar un manual para la ejecución de modificaciones de obra
en las edificaciones de galpones de superficie hasta 2000 m2 para mejorar los
20
tiempos de respuesta del mandante a tales modificaciones. El autor en el capítulo
III presenta antecedentes de proyectos que influyen en la modificación de obras
y uno de los dichos antecedentes es una nave industrial con el sistema tubest en
donde nos muestra el problema sucedido, la causa por el mal montaje y la
solución, de lo cual se puede rescatar la información necesaria para futuros
montaje. La investigación concluye con la con cada uno de los procedimientos
a evaluar frente a las situaciones presentadas en cada uno de los capítulos El
aporte brindar una guía, frente a la ausencia de una norma, para la resolver los
problemas de montaje o fabricación de galpones
1.3. TEORIAS RELACIONADAS CON EL TEMA
1.3.1 SISTEMA TUBEST
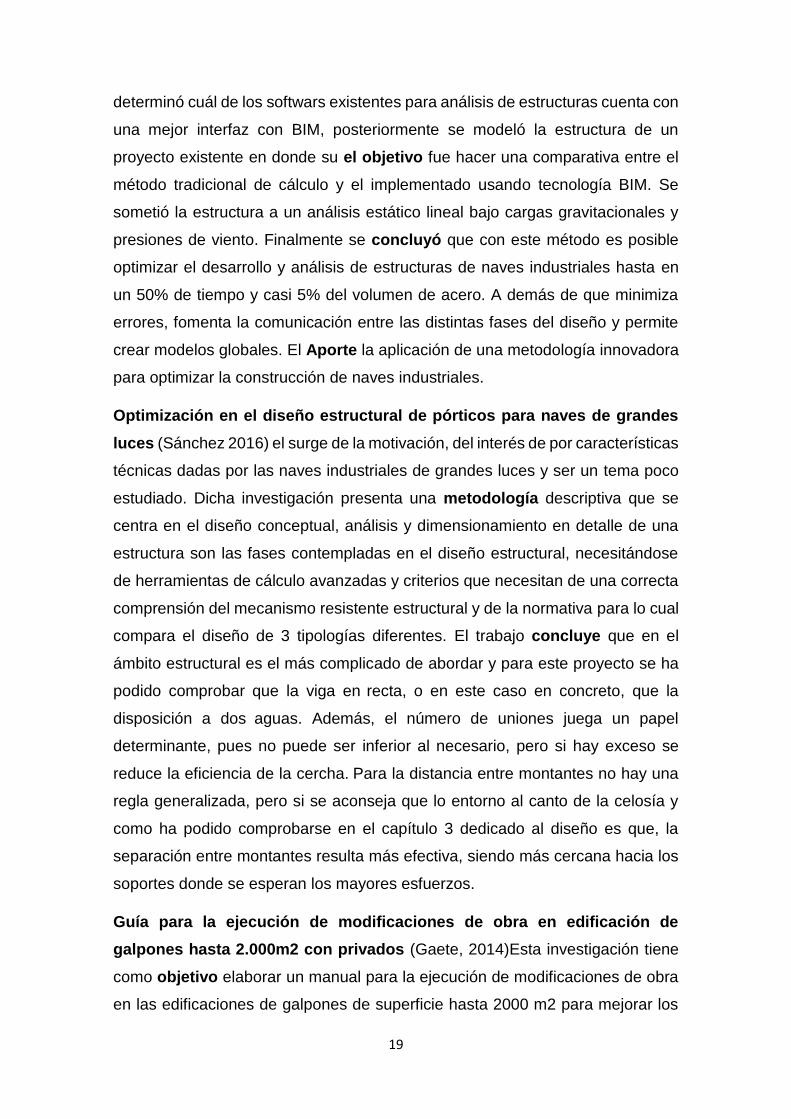
El sistema Tubest es un sistema constructivo no convencional orientado para
naves industriales, coliseos y ambientes que requieran amplias luces. Incluye
una serie de perfiles tubulares rectangulares para uso en Columnas y vigas con
luces de hasta 40 m sin columnas intermedias. “El sistema está formado por dos
partes de perfiles, Sigma y Ohm los cuales se sueldan mediante electrodos
convencionales, soldadura MIG o arco sumergido, sin necesidad de contar con
complejos equipos de pre-armado y enderezado, logrando de esta forma un
costo de operación muy competitivo” (TUPEMESA, 2016, párr.1).
Figura 3. Sección de perfil sigma y sigma especial.
21
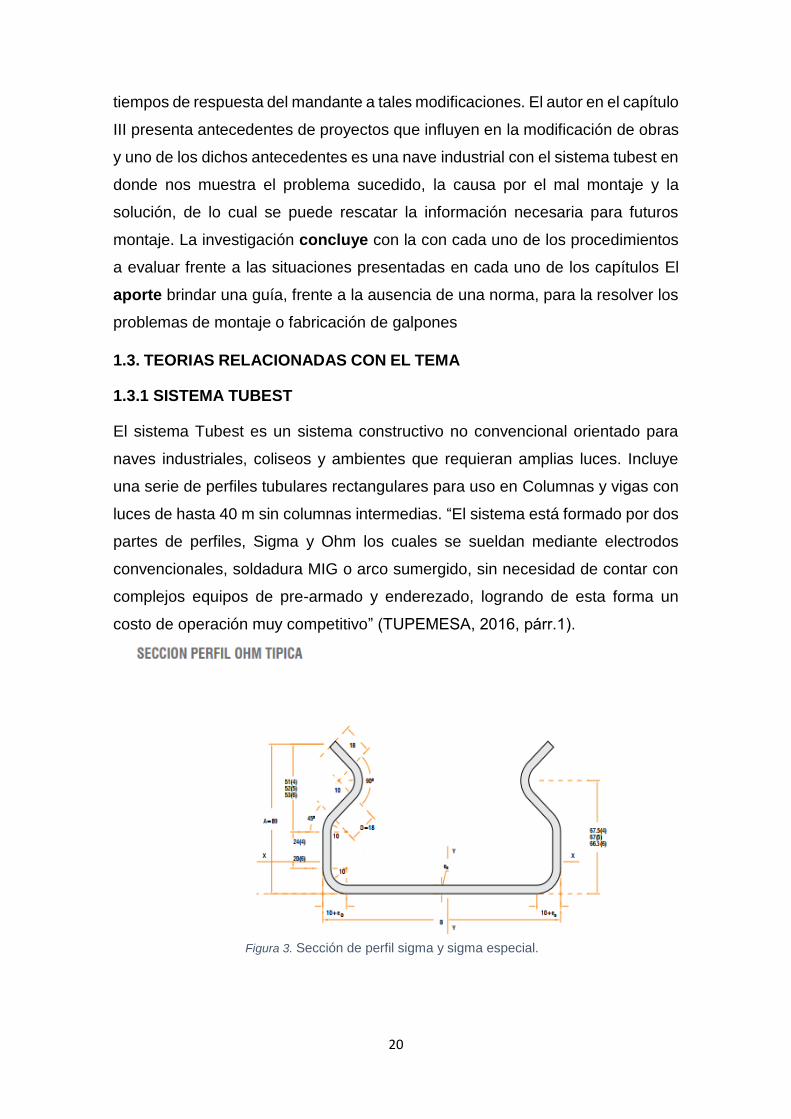
Su forma rectangular unida a la presencia de tres atiesadores en cada alma le
confieren a Tubest‚ una gran eficiencia estructural, lo que permite obtener un
elemento constructivo muy nítido y esbelto, de esta forma los arquitectos y
calculistas cuentan con vigas y columnas hechas de perfiles abiertos, con pleno
abastecimiento, fáciles de vincular y muy competitivas en costo. Así, con la simple
combinación de 7 perfiles Sigma y 9 perfiles Ohm se pueden obtener 63
combinaciones de secciones con un rango de altura entre 250 y 550 mm, con
anchos de 150, 200 y 225 mm y con espesores de las alas de 4, 5 y 6 mm. Con esta
variedad los diseñadores y especificadores pueden tener la certeza que siempre
contaran con una sección eficiente para las columnas y vigas que requieran sus
proyectos. (Manual de diseño estructural Tubest, 2010, p. 5).
Tubos y Perfiles Metálicos SA – TUPEMESA es la principal empresa fabricante
de productos tubulares del Perú. Es la encargada de la implementación del
sistema Tubest en nuestro país, sin embargo, a diferencia del sistema de Chile,
Tupemesa utiliza acero al carbono ASTM A-36 lo cual limita el diseño estructural
debido a las propiedades mecánicas llegando a claros de 40 metros.
1.3.1.1 ACERO ESTRUCTURAL
El acero es una aleación de hierro, el cual se encuentra en la naturaleza como
mineral hierro que pasa por un proceso de fabricación que, junto al carbono y
otros elementos químicos, dando como resultado al acero, que se caracteriza
Figura 4. Sección de perfil Ohm
22
por sus propiedades metalúrgicas, químicas y mecánicas. Debido a la gran
variedad de aceros, solo algunos son catalogados como estructurales como es
especifican en la Normas complementarias para estructuras metálicas (Noma
E.090) en donde hace referencia al cumplimiento de la Norma Técnica Peruana
(NTP) y apartados del ASTM A6. Según la Revista, El acero hoy (2010, p. 12),
nos muestra algunos de los tipos de aceros estructurales que se clasifican por
su composición química y características de procesamiento:
1. Aceros al carbono o aceros al carbono-manganeso: Son también conocidos como
aceros estructurales, cuyos componentes químicos además del hierro son el
carbono (C) y el manganeso (Mn) teniendo un control estricto en las cantidades
de fosforo (P) y azufre (S) que perjudican a ductilidad y soldabilidad. Uno de los
aceros más utilizados de este grupo es el acero A36 que presenta un esfuerzo
mínimo de 36 ksi (2530 kg/cm2).
2. Aceros de alta resistencia, baja aleación (HSLA) Se desarrollaron durante los
últimos 30 años y son ahora los materiales más utilizados para estructuras de
acero. Su alta resistencia se logra haciendo una reducción en el contenido de
carbono agregando ciertos elementos de aleación. Todos estos aceros son
soldables y algunos han aumentado la resistencia a la aleación. Los aceros HSLA
más comunes son ASTM A588, A572, A992, la diferencia entre estos dos últimos
viene siendo el control adicional que tiene el A992 sobre el A572.
3. Aceros apagados y templados (QT) Constituyen un pequeño grupo de materiales
con fluencia mínima de 90 a 100 ksi. Estos solo están disponibles como placas.
La alta Resistencia se consigue a través de una combinación de bajo contenido
de carbono y una secuencia de enfriamiento rápido (es decir revenido) del acero.
Esto deja al material con una estructura muy dura, de grado fino. La ductilidad de
estos aceros es significativamente menor que la del carbono-manganeso y aceros
HSLA.
4. Aceros apagados y auto templados (QT) están actualmente en disponibilidad
limitada. Su alta resistencia se obtiene a través de enfriamiento selectivo de
determinadas regiones de un perfil, pero, además, el calor que se almacena en el
material del procedimiento de rolado es utilizado para proporcionar el efecto de
templado el enfilamiento localizado deja un producto con una superficie distinta a
las regiones del interior del perfil, por lo que el material en su superficie tiende a
ser mucho más duro y de grano más fino que el del interior. La soldabilidad es
buena.
23
1.3.2 COSNTRUCCIÓN DE NAVES INDUSTRIALES
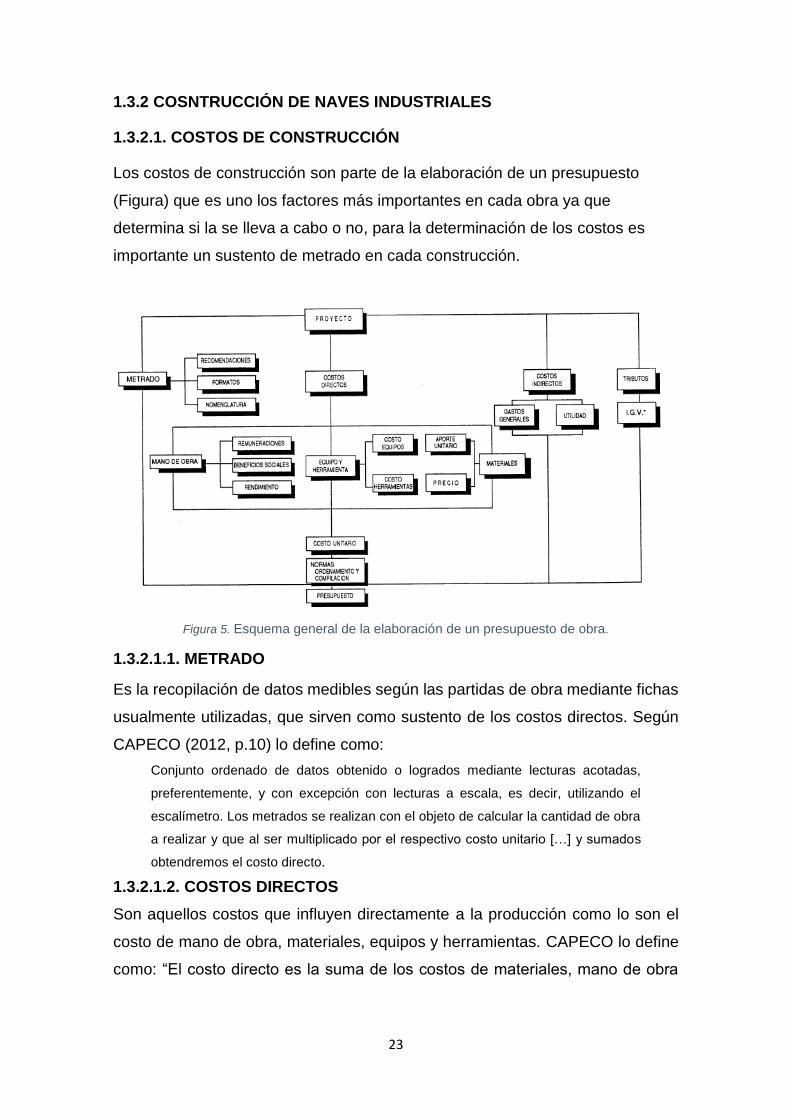
1.3.2.1. COSTOS DE CONSTRUCCIÓN
Los costos de construcción son parte de la elaboración de un presupuesto
(Figura) que es uno los factores más importantes en cada obra ya que
determina si la se lleva a cabo o no, para la determinación de los costos es
importante un sustento de metrado en cada construcción.
Figura 5. Esquema general de la elaboración de un presupuesto de obra.
1.3.2.1.1. METRADO
Es la recopilación de datos medibles según las partidas de obra mediante fichas
usualmente utilizadas, que sirven como sustento de los costos directos. Según
CAPECO (2012, p.10) lo define como:
Conjunto ordenado de datos obtenido o logrados mediante lecturas acotadas,
preferentemente, y con excepción con lecturas a escala, es decir, utilizando el
escalímetro. Los metrados se realizan con el objeto de calcular la cantidad de obra
a realizar y que al ser multiplicado por el respectivo costo unitario […] y sumados
obtendremos el costo directo.
1.3.2.1.2. COSTOS DIRECTOS
Son aquellos costos que influyen directamente a la producción como lo son el
costo de mano de obra, materiales, equipos y herramientas. CAPECO lo define
como: “El costo directo es la suma de los costos de materiales, mano de obra
24
(incluyendo leyes sociales), equipos, herramientas, y todos los elementos
requeridos para la ejecución de una obra.” (2012, p.15)
Los costos directos son sustentados por el metrado el cual se realiza según las
partidas de obra y con ayuda de los planos.
1.3.2.1.3. COSTOS INDIRECTOS
Son todo costo producto del proceso productivo en general como los son los
gastos generales y las utilidades. CAPECO (2012, p .242) Lo define como:
“Gastos que se pueden aplicar a una partida determinada y los costos indirectos
son todos aquellos gastos que no pueden aplicarse a una partida determinada,
sino al conjunto de la obra y los cuales detallaremos a continuación.”
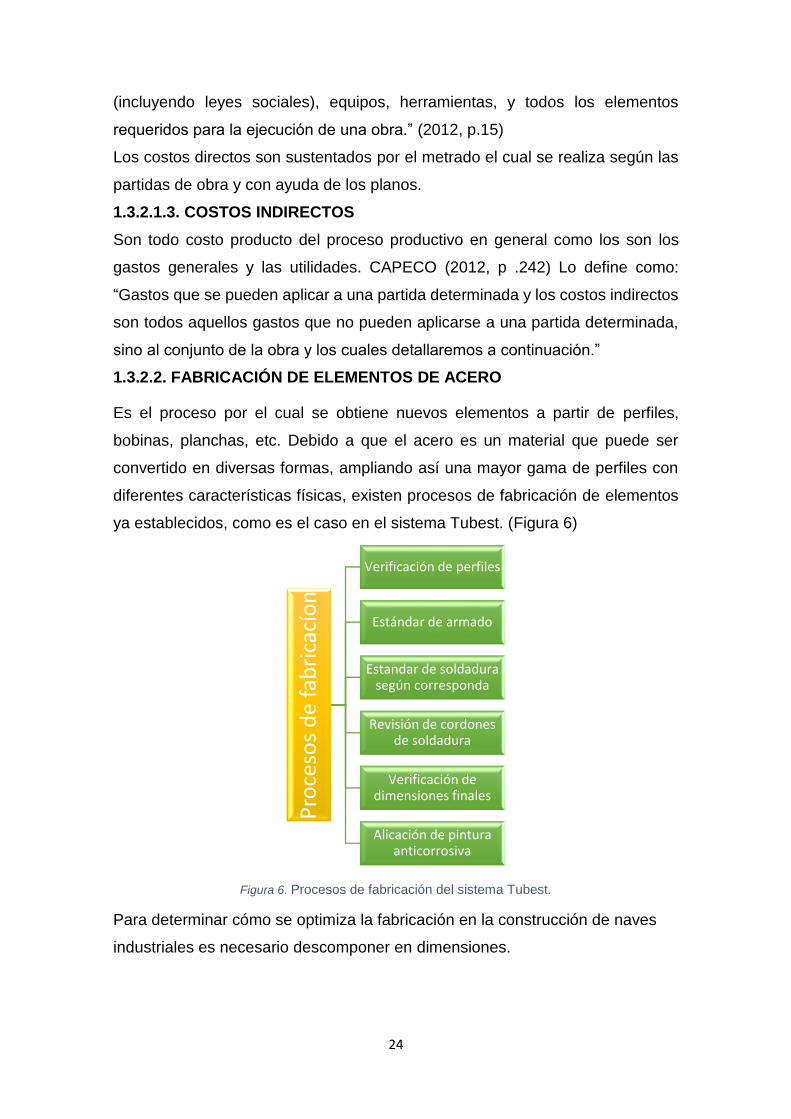
1.3.2.2. FABRICACIÓN DE ELEMENTOS DE ACERO
Es el proceso por el cual se obtiene nuevos elementos a partir de perfiles,
bobinas, planchas, etc. Debido a que el acero es un material que puede ser
convertido en diversas formas, ampliando así una mayor gama de perfiles con
diferentes características físicas, existen procesos de fabricación de elementos
ya establecidos, como es el caso en el sistema Tubest. (Figura 6)
Figura 6. Procesos de fabricación del sistema Tubest.
Para determinar cómo se optimiza la fabricación en la construcción de naves
industriales es necesario descomponer en dimensiones.
Pro
ceso
s d
e fa
bri
cací
on
Verificación de perfiles
Estándar de armado
Estandar de soldadura según corresponda
Revisión de cordones de soldadura
Verificación de dimensiones finales
Alicación de pintura anticorrosiva
25
1.3.2.3. CALIDAD DE LA SOLDADURA Y ENDEREZADO
American Welding Society (AWS) Define una Soldadura como:
“Coalescencia localizada (La fusión o unión de la estructura de granos de los
materiales que se están soldando) de metales o no metales, producida mediante el
calentamiento de los materiales a la temperatura de soldadura requerida, con o sin
presión sola y con o sin uso de metal de aportación” (2016, párr.1)
La calidad de soldadura se puede medir mediante la elaboración de ficha
técnicas para la supervisión de fabricación en ende se especifica qué tipo de
soldadura, tipo de unión, etc. Es importante realizar una correcta soldadura ya
que muchas veces el mal proceso de estas puede llevar a tener un daño
considerable en la estructura.
1.3.2.4 TIPOS DE PINTURA ANTICORROSIVA
Uno de los factores más importantes de evaluar, sobre todo a las condiciones
del lugar presentado, es el uso de una correcta pintura anticorrosiva para el
proceso de fabricación ya que el acero es un material cuyas propiedades
mecánicas disminuyen frente a la exposición de la corrosión
1.3.2.5 TIEMPOS DE FABRICACIÓN
Los tiempos de montajes son medidos en cuanto al rendimiento de los
trabajadores y al peso de elementos, eso quiere decir que mientras más óptimo
sea el peso de la estructura puede disminuir los tiempos de fabricación. Que a
su vez son agilizados debido a los procesos estandarizados de fabricación
1.3.3. MONTAJE DE ESTRUCTURA
Para el montaje de una estructura hay que tener en consideración ciertos
aspectos como son los mencionados a continuación:
1.3.3.1. FLETE DE ELEMENTOS
Es el coste por traslados de los elementos de fábrica hacia el campo donde se
va ejecutar el montaje. Suelen estar ligado al peso, sin embargo, una de la
deficiencia de los procesos estandarizados es que para grandes luces resulta
más difícil trasladar los elementos, para lo que se proceden

26
1.3.3.2. CARGA DE MONTAJE
La carga a montar estará determinada por el diseño, lo cual se beneficiará en
cuanto a la optimización del material, debido a que un menor peso de montaje
requerirá de grúas más pequeñas, sin embargo, al ser estructuras de claros más
amplios en sistemas pre fabricados, pude resultar ser un problema a la hora de
manejar la carga.
1.3.3.3. TIEMPOS DE MONTAJE
De la misma forma que la fabricación, el tiempo de montaje será establecido de
acuerdo al rendimiento, por lo que se verá reflejado en un cronograma de obra.
Dado que se presentan procesos estandarizados de montaje debido a que la
mayoría de conexiones son atornilladas facilita los tiempos de armado en campo.
Teniendo así un ahorro en términos de mano de obra y maquinaria.
1.3.4. NAVES INDUSTRIALES
Es la estructura metálica destinada para la implementación de procesos de
manufactura, almacén de todo tipo de productos, lugar de reuniones, prácticas
de deporte y centro de exposiciones. Así mismo Vizuete (2013, p. 57) nos dice:
“Las naves industriales se caracterizan por cubrir grandes luces,
generalmente con pequeñas cargas de origen gravitatorio. Esto origina unas
particularidades que solo se dan en este tipo de estructuras, en las cuales
las cargas horizontales y los fenómenos de inestabilidad cobran especial
importancia, debido a la gran esbeltez de la estructura.”
Agregado a esto las consideraciones que se deben tomar en un edificio industrial
deben ser empleadas al uso particular de cada industria, como por ejemplo que
algunas pueden estar sujetas a el traslado de materiales pesados para lo cual
se necesitara una trabe carril o cuando se necesitan grandes claros para el
manejo de las maquinarias y para poder salvar dichos espacios se emplea el uso
de joist. Como vemos de acuerdo a las solicitaciones de la industria se pueden
brindan diferentes soluciones constructivas. A su vez las naves industriales se
dividen en tres tipos de familias Reticulares, alma llena, y tubulares.

27
1.3.4.1 ESTRUCTURA RETICULARES
Son estructuras formadas por armaduras de acero, sus apoyos pueden ser
simplemente apoyados en columnas de concreto o un sistema de marco a
porticado, que por lo general son livianas, pero soportan pocas cargas. La
calidad de estos elementos es cuestionable ya que la mayoría tienden a ser
frágiles por lo que aquellos elementos que se encuentran a comprensión tienden
a tener su falla frágil.
Figura 7. Nave industrial de estructura reticular
1.3.4.2 ESTRUCTURA ALMA LLENA
Es considerado el sistema tradicional para la construcción de naves industriales,
tiene una gran capacidad para soportar cargas y tener amplios claros, sin
embargo, a comparación de los otros sistemas logra ser el más pesado. Existen
los tipos de sección continua y de sección variable, este último son más
eficientes ya que se optimiza el material de acuerdo a los requisitos del análisis
estructural.

28
Figura 8. Nave industrial de estructura de alma llena
1.3.4.3 ESTRUCTURA TUBULAR
Las estructuras tubulares son sistemas livianos debido a sus secciones huecas
por lo que tiene un mejor momento de inercia con relación al espesor de sus
elementos que soportan cargas moderadas, se pueden emplear canales HSS,
PTR o uniones de perfiles formados en frio como es el caso del sistema Tubest
(Perfil Ohm y Sigma)
Figura 9. Nave industrial con sistema metálico Tubest.
29
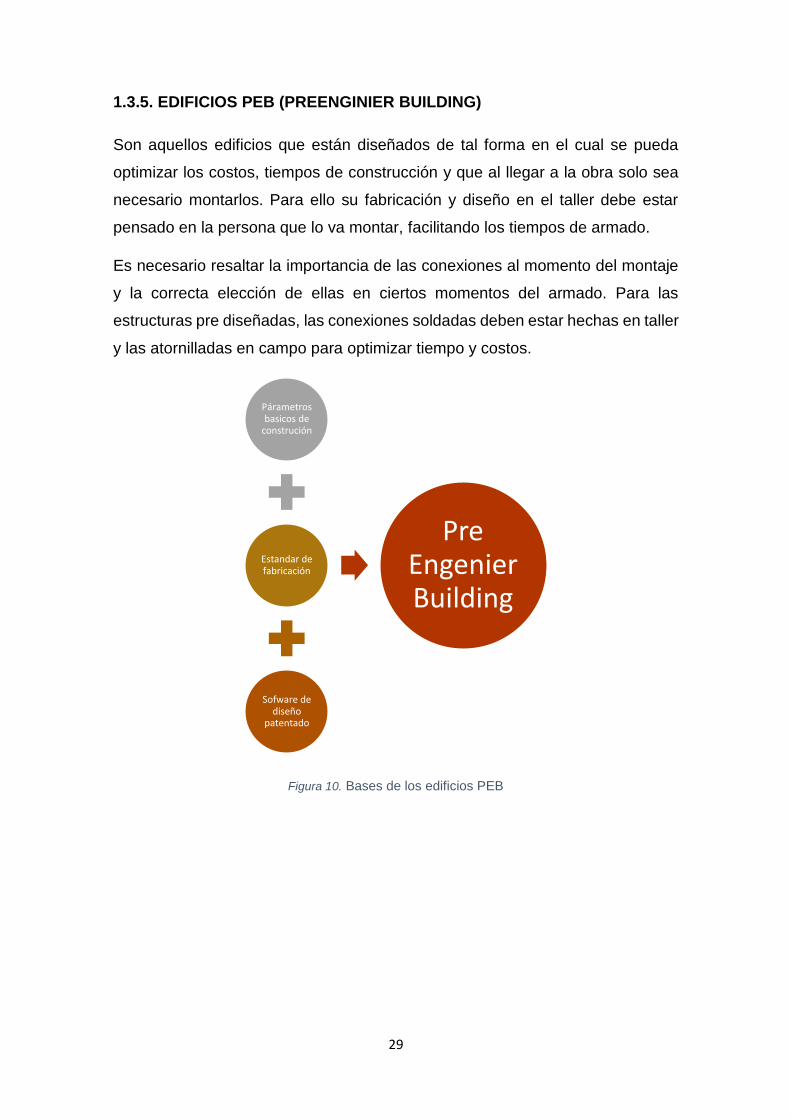
1.3.5. EDIFICIOS PEB (PREENGINIER BUILDING)
Son aquellos edificios que están diseñados de tal forma en el cual se pueda
optimizar los costos, tiempos de construcción y que al llegar a la obra solo sea
necesario montarlos. Para ello su fabricación y diseño en el taller debe estar
pensado en la persona que lo va montar, facilitando los tiempos de armado.
Es necesario resaltar la importancia de las conexiones al momento del montaje
y la correcta elección de ellas en ciertos momentos del armado. Para las
estructuras pre diseñadas, las conexiones soldadas deben estar hechas en taller
y las atornilladas en campo para optimizar tiempo y costos.
Figura 10. Bases de los edificios PEB
Párametros basicos de
construción
Estandar de fabricación
Sofware de diseño
patentado
Pre Engenier Building

30
1.4. FORMULACION DEL PROBLEMA
1.4.1 PROBLEMA GENERAL
¿De qué manera el sistema metálico Tubest optimiza la construcción de
naves industriales en Lima en el 2017?
1.4.1 PROBLEMAS ESPECÍFICOS
¿De qué manera el sistema metálico Tubest reduce los costos de
ejecución de una nave industrial en Lima?
¿Cómo el sistema metálico Tubest optimiza la fabricación de elementos
de unas naves industriales en Lima?
¿Cómo el sistema metálico Tubest optimiza el montaje de una nave
industrial en Lima?
1.5. JUSTIFICACIÓN DEL ESTUDIO
Debido a la problemática planteada, por ende, que mejor forma de plantear un
sistema que sirva como una alternativa factible.
1.5.1. JUSTIFICACIÓN TEÓRICA
Desde el punto de vista teórico, se tendrá un mayor conocimiento del diseño de
un sistema tubular formado por perfiles de acero laminados en frío, por medio de
la norma AISC 360. Siempre acorde con la norma E.0.90 diseño de fabricación
de estructuras metálicas para edificaciones que acepta los criterios del método
de factor de carga y resistencia (LRFD) y el método de esfuerzos permisibles
(ASD).
1.5.2 JUSTIFICACIÓN PRÁCTICA
La aplicación de un sistema metálico que optimice la construcción de naves
industriales contribuirá directamente a las industrias y servirá de incentivo a
migrar a los parques industriales de Lima, además al ser un sistema
estandarizado minimiza las pérdidas de material algo que ha sido uno de los
problemas más grandes de la construcción.
31
1.5.3 JUSTIFICACIÓN ECONÓMICA
En cuanto a comparaciones con otro sistema el sistema Tubest presenta una
optimización de materiales debido a sus elementos huecos, lo que hace que la
nave industrial resulte más ligera. Dado que el costo del acero está especificado
en Dólar/ Ton esto representaría un ahorro significativo en lo económico para el
cliente, los cual estarían interesados en implementar el sistema Tubest para
migrar a los parques industriales que se vienen realizando en las zonas
periféricas de Lima metropolitana.
1.5.4. JUSTIFICACIÓN AMBIENTAL
La construcción en acero tiene ciertas ventajas a comparación de otros
materiales como el concreto. Por ejemplo, en Europa y Estados unidos se ha
bajado el uso del concreto por problemas de polvo y energía. Otras de las
ventajas es que el acero es un material renovable es decir cuando el edificio
cumpla su ciclo de vida, dicho edificio se convierte en chátara y vuelven a los
hornos de las plantas siderúrgicas para ser reprocesados, sin pérdida de calidad.
Según la Revista de GERDAU CORSA El acero de hoy (2010, P .16). “El acero
es el material más reciclado en el mundo ya que el 40% de la producción mundial
de acero es a partir de la chatarra.”
1.6. HIPÓTESIS:
1.6.1. HIPOTESIS GENERAL
El sistema Tubest optimiza la construcción de una nave industrial en Lima
en el 2017.
1.6.2. HIPÓTESIS ESPECÍFICAS
Los costos de una nave industrial se reducen con el Sistema metálico
Tubest en Lima en el 2017.
El sistema Tubest optimiza la fabricación de elementos de naves
industriales en Lima en el 2017.
El sistema Tubest optimiza el montaje de elementos de una nave industrial
en Lima en el 2017.
32
1.7. OBJETIVOS
1.7.1 OBJETIVOS GENERALES
Evaluar el sistema Tubest para la optimización en la construcción de una
nave industrial en Lima en el año 2017
1.7.2 OBJETIVOS ESPECÍFICOS
Determinar los costos de construcción del sistema Tubest para una nave
industrial en Lima
Analizar la fabricación de elementos del sistema Tubest para una nave
industrial en Lima
Analizar el montaje de elementos del sistema Tubest para una nave
industrial en Lima
2. METODO
Según Borja (2012) nos dice que: “El método científico es el procedimiento que
se sigue para contestar las preguntas de investigación que surgen sobre los
diversos fenómenos que se presentan en la naturaleza y sobre los problemas
que afectan a la sociedad” (p. 8).
El proyecto de investigación se basará en el método científico, ya que se
identificó un problema y se procederá a las respuestas de las preguntas de
investigación.
2.1 DISEÑO DE LA INVESTIGACIÓN
Según Carrasco (2002) los diseños no experimentales: “Son aquellos cuyas
variables independientes carecen de manipulación intencional […] analizan y
estudian los hechos y fenómenos en la realidad después de su ocurrencia” (p.
71)
Además, el autor nos habla sobre las sub divisiones del diseño no experimental
y nos dice sobre las transversales que: “Este diseño se utiliza para realizar
estudios de investigación de hechos y fenómenos de la realidad, en un momento
determinado del tiempo” (p. 72).
33
En base a lo anteriormente descrito se procederá a diseñar una nave industrial
aplicando el sistema Tubest. De esta forma se obtendrá porque dicho sistema
optimiza las naves industriales en Lima, por lo que no se manipula la variable
independiente es por ello que el diseño de investigación es no experimental-
Transversal
2.1.1 ENFOQUE
Hernández, Fernández, Baptista (2010) nos dicen que: “El enfoque cuantitativo
usa la recolección de datos para probar hipótesis, con base en las mediciones
numéricas y el análisis estadístico, para establecer patrones de comportamiento
y probar teorías” (p. 4)
Por ende, la presente investigación es de enfoque cuantitativo, debido a que
las variables serán medidas por medio de información cuantificada.
2.1.2. TIPO DE INVESTIGACIÓN
Carrasco (2002) Nos dice que la investigación aplicada: “Se distingue por tener
propósitos prácticos inmediatos bien definidos, es decir, se investiga para actuar,
transformar. Modificar o producir cambios en un determinado sector de la
sociedad.” (p. 42).
Debido a lo mencionado, considero mi tipo de investigación es aplicada, ya que
la propuesta del sistema metálico Tubest produce cambios en el sector industrial
de Lima
2.1.3. NIVEL DE INVESTIGACIÓN
Para el nivel de investigación, Hernández et al. (2012) no dice que:
Los estudios explicativos van más allá de la descripción de conceptos o fenómenos
o de establecimientos de relación entre conceptos; es decir están dirigidos a
responder por las causas de los eventos y fenómeno físico o social. Como su
nombre lo indica, su interés se centra en explicar por qué ocurre un fenómeno y en
qué condiciones se manifiesta, o por qué se relacionan dos o más variables (p. 84)
Por ende, la presente investigación es de nivel explicativo, porque se pretende
no solo dar una descripción sino explicar por qué el sistema metálico Tubest
optimiza la construcción de naves industriales.

34
2.2.-VARIABLES
A continuación, se describen las variables con una pequeña definición
conceptual.
2.2.1. SISTEMA TUBEST
Según la empresa TUPEMESA (Tuberías y perfiles metálicos S.A) encargada de
la fabricación del sistema Tubest en el Perú lo define como una serie de perfiles
tubulares rectangulares para uso en pilares y vigas de Naves industriales con
más de 200 secciones disponibles. A su vez CINTAC empresa encargada de la
fabricación en Chile agrega “Tubest One” de Cintac son perfiles tubulares de
acero de espesor continúo desarrollados en una única pieza, pertenecientes al
Sistema Constructivo Tubest, para ser usados principalmente como columnas y
vigas en proyectos de Galpones y Naves Industriales que requieren respuesta
instantánea.” Debido al sistema constructivo del elemento vendría a ser
catalogada como un edificio PEB (pre engenier building)
2.2.2. LA CONSTRUCCIÓN
Según la Real Academia Española (RAE), Hacer de nueva planta una obra de
arquitectura o ingeniería, un monumento en general cualquier obra pública. En
la investigación se aplica la construcción de una muestra de una nave industrial
con el sistema metálico Tubest.
35
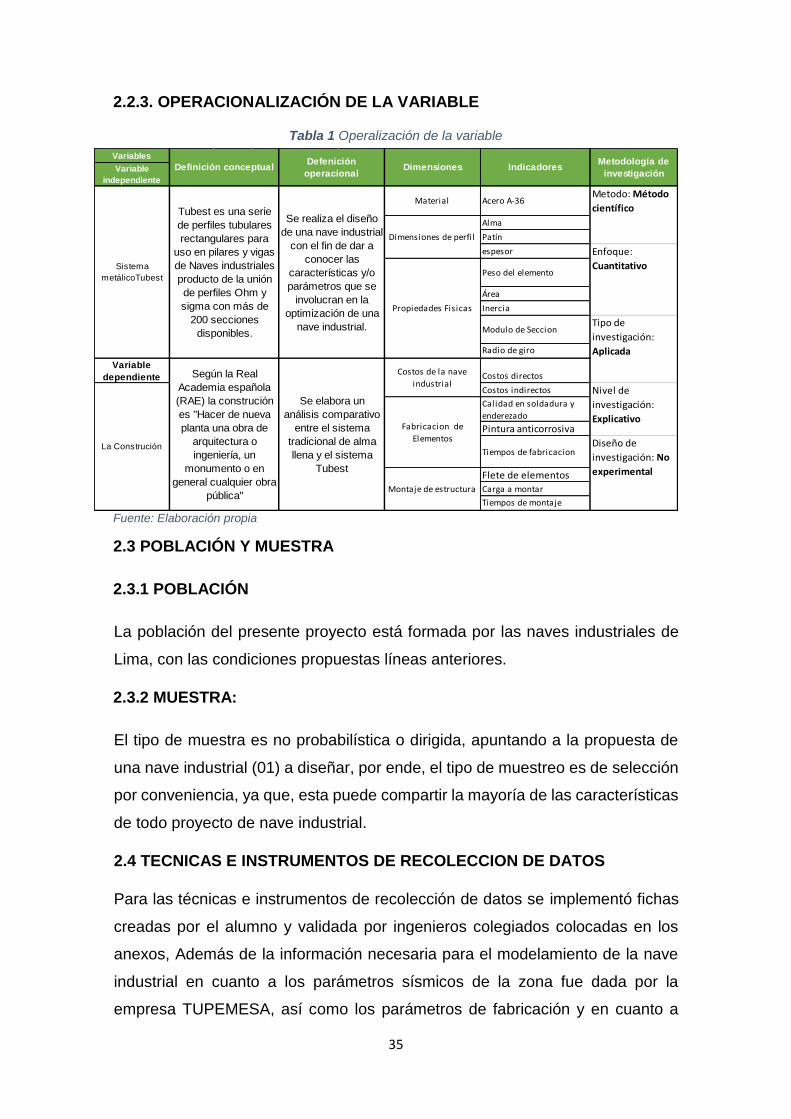
2.2.3. OPERACIONALIZACIÓN DE LA VARIABLE
Tabla 1 Operalización de la variable
Fuente: Elaboración propia
2.3 POBLACIÓN Y MUESTRA
2.3.1 POBLACIÓN
La población del presente proyecto está formada por las naves industriales de
Lima, con las condiciones propuestas líneas anteriores.
2.3.2 MUESTRA:
El tipo de muestra es no probabilística o dirigida, apuntando a la propuesta de
una nave industrial (01) a diseñar, por ende, el tipo de muestreo es de selección
por conveniencia, ya que, esta puede compartir la mayoría de las características
de todo proyecto de nave industrial.
2.4 TECNICAS E INSTRUMENTOS DE RECOLECCION DE DATOS
Para las técnicas e instrumentos de recolección de datos se implementó fichas
creadas por el alumno y validada por ingenieros colegiados colocadas en los
anexos, Además de la información necesaria para el modelamiento de la nave
industrial en cuanto a los parámetros sísmicos de la zona fue dada por la
empresa TUPEMESA, así como los parámetros de fabricación y en cuanto a
Variables
Variable
independiente
Alma
Patín
espesor
Área
Inercia
Radio de giro
Variable
dependiente Costos directos
Costos indirectos
Calidad en soldadura y
enderezado
Pintura anticorrosiva
Tiempos de fabricacion
Flete de elementos
Carga a montar
Tiempos de montaje
Diseño de
investigación: No
experimental
Metodo: Método
científico
Nivel de
investigación:
Explicativo
Tipo de
investigación:
Aplicada
Enfoque:
Cuantitativo
Metodología de
investigación
Montaje de estructura
Propiedades Fisicas
Modulo de Seccion
Peso del elemento
Tubest es una serie
de perfiles tubulares
rectangulares para
uso en pilares y vigas
de Naves industriales
producto de la unión
de perfiles Ohm y
sigma con más de
200 secciones
disponibles.
Sistema
metálicoTubest
Defenición
operacional
Se realiza el diseño
de una nave industrial
con el fin de dar a
conocer las
características y/o
parámetros que se
involucran en la
optimización de una
nave industrial.
Según la Real
Academia española
(RAE) la construción
es "Hacer de nueva
planta una obra de
arquitectura o
ingeniería, un
monumento o en
general cualquier obra
pública"
La Construción
Se elabora un
análisis comparativo
entre el sistema
tradicional de alma
llena y el sistema
Tubest
Costos de la nave
industrial
Fabricacion de
Elementos
Dimensiones Indicadores
Material Acero A-36
Dimensiones de perfil
Definición conceptual

36
sistema de alma llena se implementó perfiles de la empresa TRADISA. En
cuanto a montaje se contó con la visita en campo y declaraciones de expertos
en montaje.
2.4.1 VALIDEZ:
La validez del estudio se determinará de manera técnica y especializada, si bien
es cierto el procesamiento de los datos a través del software plataformas
computacionales. SAP 20000 Es un programa de elemento finito con interfaz
gráfico 3D orientado a objetos preparado para realizar, de forma totalmente
integrada, la modelación, análisis y dimensionamiento de lo más amplio conjunto
de problemas de ingeniería de estructuras. Asu vez cuenta con diversos códigos
para estructuras de acero entre ellos, el código utilizado en investigación, AISC
360-16, A su vez cuenta opciones de análisis dinámico: modal, fuerzas laterales,
espectro de respuesta, tiempo historia con la configuración de coeficientes de la
norma E 0.30 de la NTP.
2.4.2 CONFIABILIDAD:
En la presente investigación el grado de confiabilidad aborda, los aspectos
necesarios en cuanto a la buena digitalización de los parámetros
correspondientes para el modelamiento de la nave industrial. Puesto que, tras la
visita a la zona se ha realizado los estudios de campo necesario. El nivel será
determinado por la evaluación de los expertos en la ficha de validación de datos.
2.5 MÉTODO DE ANÁLISIS DE DATOS:
El método de análisis de datos es de estadística inferencial. De tal modo que, se
logró un nivel de validez adecuado a la característica de la investigación y que la
confiabilidad no sea vulnerada de los parámetros de estudio. Además, se
cuantificarán los resultados tomando como base los parámetros relacionados al
os costos de (especifica qué tipo de parámetros) cuantificaremos todos
resultados en dinero para la comparación y como consecuente sacar la
conclusión.

37
2.6 ASPECTOS ÉTICOS:
Todos los datos han sido recogido y facilitados gracias a la empresa TUPEMESA
la cual me brindo el apoyo en el presente proyecto cuyo fin es netamente de
investigación. Para ello, se mencionan dos (02) de los principales valores:
RESPETO
El respeto es la base de todo valor y del comportamiento humano, de tal modo
que, si se trata de plasmar en el aspecto académico investigativo, se definirá
como el claro respeto a las fuentes de información obtenidas a través de los
créditos otorgados por medio de las referencias.
HONESTIDAD:
Valor referente a la veracidad, nombrar algo o alguien de tal forma que sea cierta.
De igual forma, como se definió el anterior valor en la presente investigación, se
tendrán datos verdaderos de fuentes confiables y fuente propia (Visita de campo
– Fotografías).
2.6.1 ASPECTOS ADMINISTRATIVOS
2.6.2 RECURSOS Y PRESUPUESTO
Los recursos y presupuestos de la investigación se presentarán para establecer
la trasparencia y veracidad de la investigación para la contribución del desarrollo
por medio del presente proyecto. Para lo cual se presentará por establecer la
cantidad de los recursos y el costo expresado en nuevos soles.
2.6.3 RECURSOS HUMANOS
Los recursos humanos están dados por las personas que se encuentran
involucradas en la investigación. La presente investigación es integrada por:
Mendoza Acosta, Ricardo Diego
Asimismo, la participación de:
• Mg. Marquina Callacta, Rodolfo
• Mg. Bedriñana Fitzgerral, Igor (TUPEMESA)
38
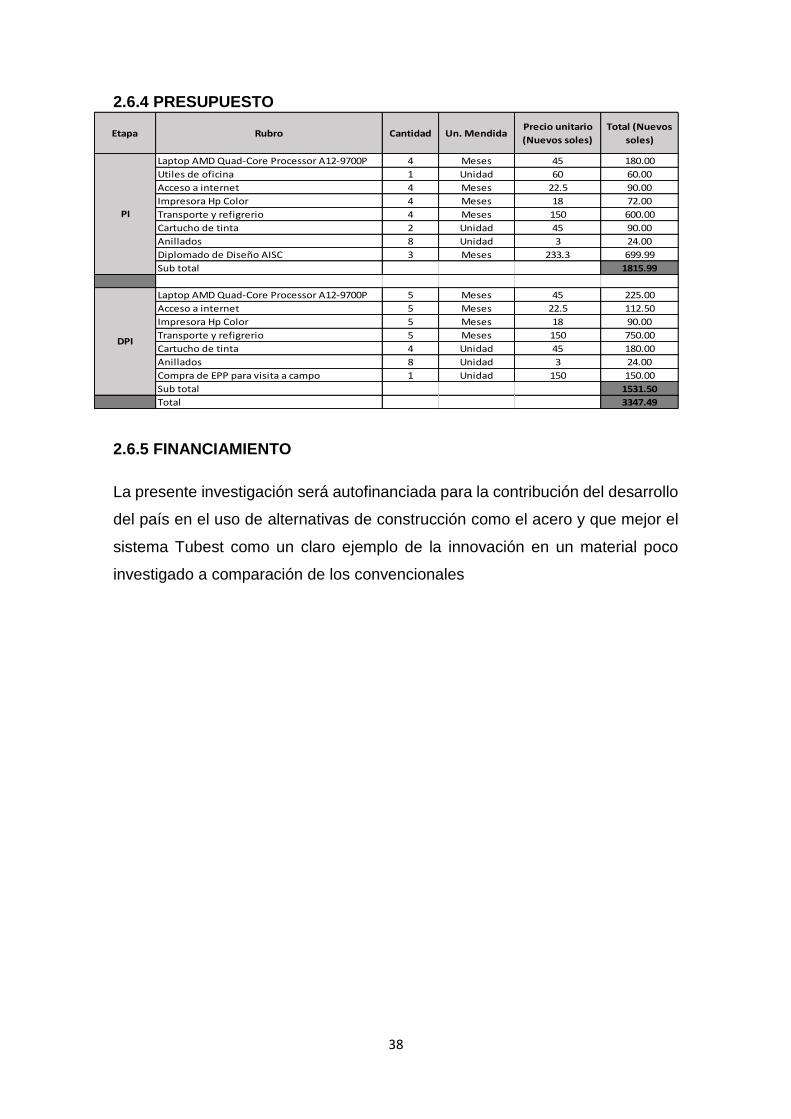
2.6.4 PRESUPUESTO
2.6.5 FINANCIAMIENTO
La presente investigación será autofinanciada para la contribución del desarrollo
del país en el uso de alternativas de construcción como el acero y que mejor el
sistema Tubest como un claro ejemplo de la innovación en un material poco
investigado a comparación de los convencionales
Etapa Rubro Cantidad Un. MendidaPrecio unitario
(Nuevos soles)
Total (Nuevos
soles)
Laptop AMD Quad-Core Processor A12-9700P 4 Meses 45 180.00
Utiles de oficina 1 Unidad 60 60.00
Acceso a internet 4 Meses 22.5 90.00
Impresora Hp Color 4 Meses 18 72.00
Transporte y refigrerio 4 Meses 150 600.00
Cartucho de tinta 2 Unidad 45 90.00
Anillados 8 Unidad 3 24.00
Diplomado de Diseño AISC 3 Meses 233.3 699.99
Sub total 1815.99
Laptop AMD Quad-Core Processor A12-9700P 5 Meses 45 225.00
Acceso a internet 5 Meses 22.5 112.50
Impresora Hp Color 5 Meses 18 90.00
Transporte y refigrerio 5 Meses 150 750.00
Cartucho de tinta 4 Unidad 45 180.00
Anillados 8 Unidad 3 24.00
Compra de EPP para visita a campo 1 Unidad 150 150.00
Sub total 1531.50
Total 3347.49
DPI
PI

39
2.6.6 CRONOGRAMA DE EJECUCIÓN
Nombre:
Carrera:
Periodo:
Mes
Semana 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
28 Sustentanción del Desarrollo del proyecto de investigación
DPI
Febrero Marzo Abril
23. Presentación del segundo capitulo Comparación de
tiempos de fabricación y calidad de elementos
24. Visita a obra del Montaje de la Nave indsutrial
25. Avances del tercer Capítulo
26. Presentacióndel tercer Captiulo Tiempos de montaje y
seguridad
27. Conclusiones y Recomendaciones
7. Diseño, tipo, y nivel de investigación
8. Variables y operalización
9.Presentación del modelo metodológico
10. Presentación del primer avance
11. Población y muestra
14. Presentación del proyecto de investigación corregido
15. Sustentación del proyecto de investigación
EneroActividades
PI
22. Avances del segundo capítulo
16.Presentación del PI aprobado al asesor de DPI
17. Avances del diseño de la nave industrial.
18. Presentación del diseño completo de la nave indsutrial
19. Avances del primer capítulo
20. Presentación del primer capítulo Análisis Comaprativos de
Costos
21. Visita a fábrica de Tupemesa
13. Presentación de proyecto de investigación para su
aprovación
1. Reunión de Coordinación
2. Presentación del esquema de proyecto investigación
12.Técnicas e insrumentos de obtención de datos, método de
analisis y aspectos adminsitrativos
3. Asignación de los temas de investigación
4. Pautas para la búsqueda de información
5.Planteamiento del problema de investigación
6. Justificación, hipotesis y objetivos de la investigación
Sistema métalico Tubest y la optimización en la construcción de una nave industrial en Lima-2017
Junio Julio
Ricardo Diego Mendoza Acosta
Ingeniería Civil
09 de Septiembre del 2017 para terminar la tesis el 22 de Julio del 2018
Septiembre Octubre Noviembre Diciembre Mayo

40
3 RESULTADOS
Siguiendo con el desarrollo de la metodología, se procede a detallar los
diferentes estudios de ingeniería básica necesarios, Para el diseño de la nave
industrial con dos sistemas diferentes., Para el diseño de las naves industriales
se tuvieron en consideración algunas nomas como el Capítulo E090 de la RNE,
y el Manual del ANSI/ AISC 360-10 para la construcción en acero, así como el
Manual de diseño para perfiles conformados en frio (Manual COLD FORMED
STEEL).
Cabe mencionar que algunos de los estudios, tablas y demás consideraciones
en el diseño se encuentra en el anexo, sin embargo, algunos datos obtenidos
fueron precisados en campo.
GENERALIDADES
El propósito de diseñar estructuras metálicas es lograr estructuras económicas,
Técnicas y que cumplan con parámetros estéticos, para lograrlo se debe tener
el conocimiento suficiente sobre, el análisis estructural, las propiedades de los
materiales, la función y el comportamiento de los elementos constitutivos de la
estructura.
Una vez teniendo en cuenta las condiciones del suelo, se inicia el diseño
estructural tomando en cuantos varios sistemas estructurales, diversos tipos y
distribución de miembros y sus conexiones, describiéndolos en detalle a través
de notas y esquemas, permitiendo con ello la fabricación y construcción de los
esqueletos estructurales o armadura.
3.1 DESCRIPCION DE LA ESTRUCTURA A INSTALAR
La estructura metálica a instalar tiene una luz aproximada de 63.9m con dos
pórticos a dos aguas, la pendiente de techo es de 12%, dicha estructura tiene un
área techada de aproximadamente 5029 m2, se realizarán dos diseños uno con
la utilización de perfiles metálico TUBEST y otro con perfiles de alma llena, para
realizar una comparación de que sistema resulta ser más óptimo. Además, la
estructura está compuesta de las siguientes partes:
Un techo liviano tipo PV4, soportado por un sistema de correas.
41
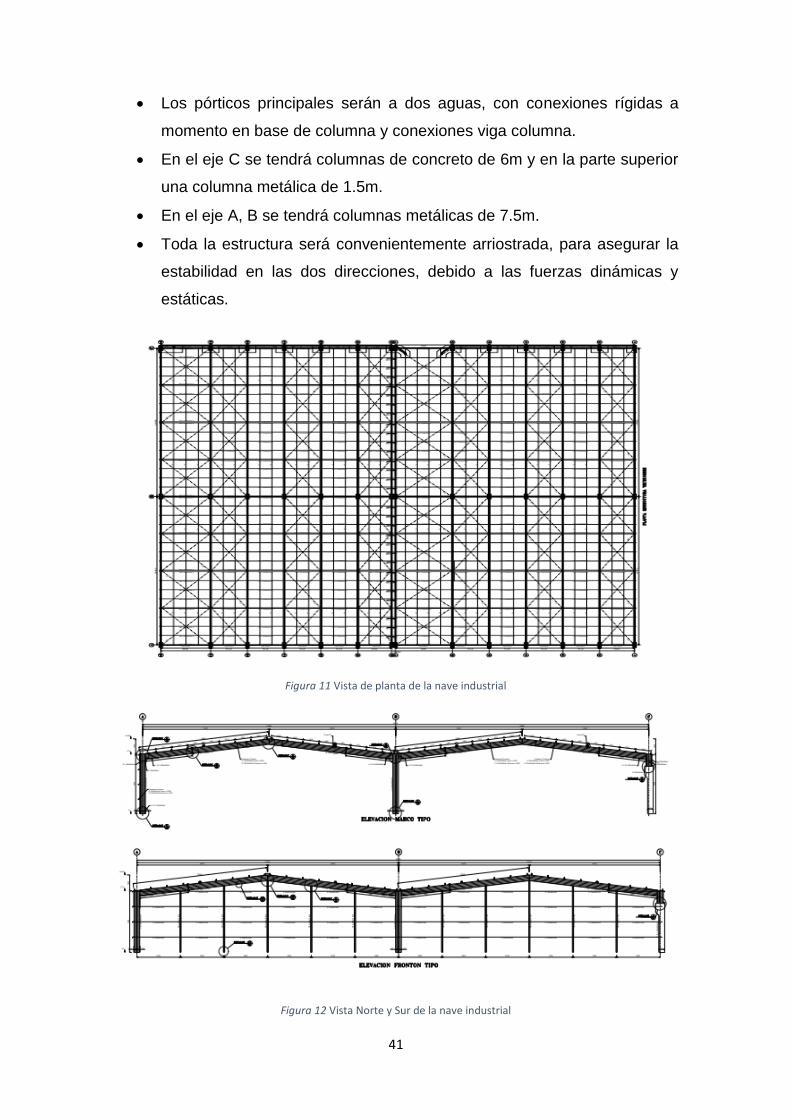
Los pórticos principales serán a dos aguas, con conexiones rígidas a
momento en base de columna y conexiones viga columna.
En el eje C se tendrá columnas de concreto de 6m y en la parte superior
una columna metálica de 1.5m.
En el eje A, B se tendrá columnas metálicas de 7.5m.
Toda la estructura será convenientemente arriostrada, para asegurar la
estabilidad en las dos direcciones, debido a las fuerzas dinámicas y
estáticas.
Figura 11 Vista de planta de la nave industrial
Figura 12 Vista Norte y Sur de la nave industrial
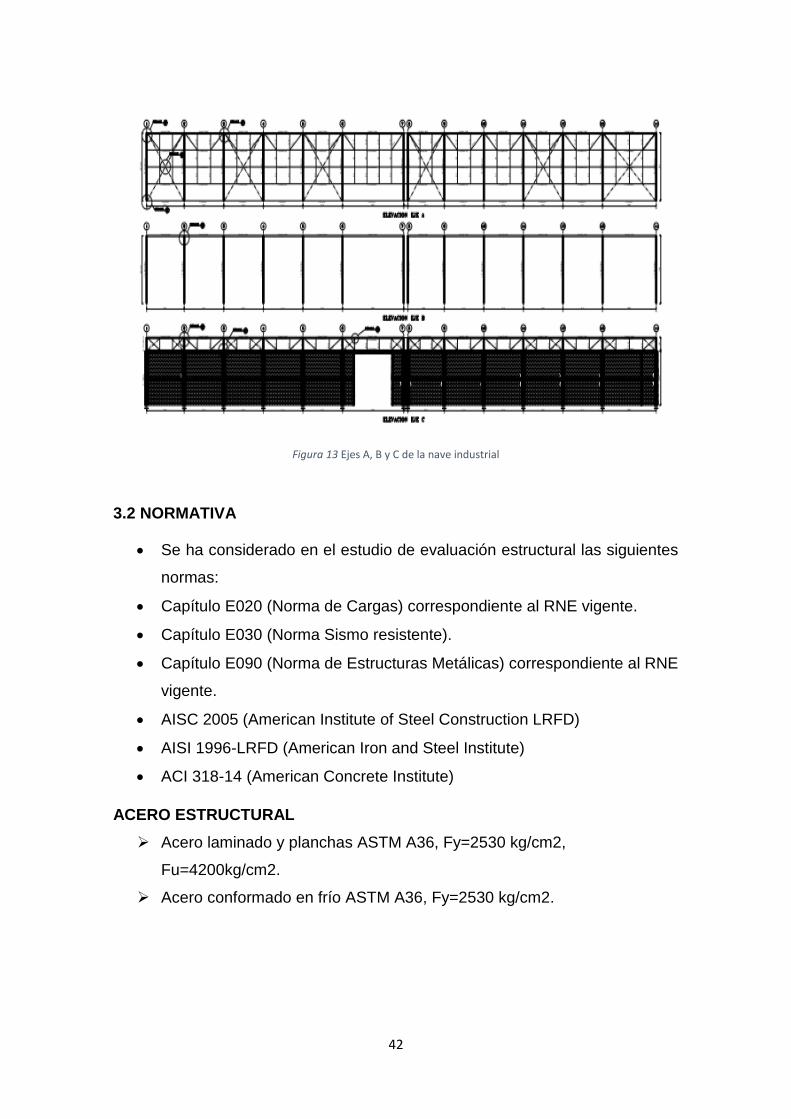
42
Figura 13 Ejes A, B y C de la nave industrial
3.2 NORMATIVA
Se ha considerado en el estudio de evaluación estructural las siguientes
normas:
Capítulo E020 (Norma de Cargas) correspondiente al RNE vigente.
Capítulo E030 (Norma Sismo resistente).
Capítulo E090 (Norma de Estructuras Metálicas) correspondiente al RNE
vigente.
AISC 2005 (American Institute of Steel Construction LRFD)
AISI 1996-LRFD (American Iron and Steel Institute)
ACI 318-14 (American Concrete Institute)
ACERO ESTRUCTURAL
Acero laminado y planchas ASTM A36, Fy=2530 kg/cm2,
Fu=4200kg/cm2.
Acero conformado en frío ASTM A36, Fy=2530 kg/cm2.
43
3.3 CONSIDERACIONES PARA EL DISEÑO
La estructura propuesta es un sistema de pórticos rígidos a momento en la unión
viga columna y en la base de cada columna, dichos perfiles están hechos con
perfiles tubulares, conformados en frío, espaciados según la imagen N°1.
El peso de la cubierta será soportado por un sistema de correas, el diseño de los
perfiles conformados en frío serán bajo la normativa AISI Edición 1996, las
cargas debidas al peso propio de los perfiles serán obtenidos mediante el mismo
programa SAP2000, todos los componentes del sistema estructural se
encuentran convenientemente arriostrados para garantizar su acción en conjunto
y la estabilidad de la edificación. La estructura está conformada por 2 pórtico a
dos aguas.
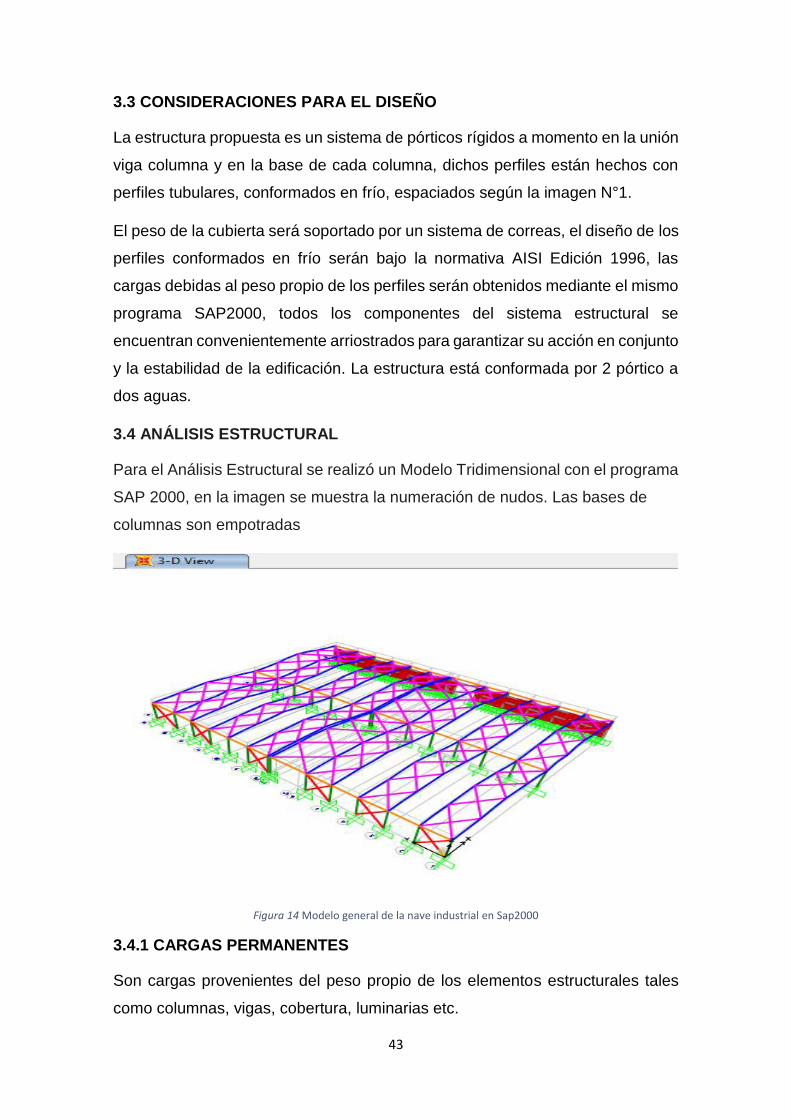
3.4 ANÁLISIS ESTRUCTURAL
Para el Análisis Estructural se realizó un Modelo Tridimensional con el programa
SAP 2000, en la imagen se muestra la numeración de nudos. Las bases de
columnas son empotradas
Figura 14 Modelo general de la nave industrial en Sap2000
3.4.1 CARGAS PERMANENTES
Son cargas provenientes del peso propio de los elementos estructurales tales
como columnas, vigas, cobertura, luminarias etc.
44
3.4.2 CARGAS VIVAS
Son las cargas que provienen del tránsito de personas, equipos o mobiliario móvil
que se desplazará en el techo para el proceso de instalación o mantenimiento.
3.4.3 CARGAS PRODUCIDAS POR SISMO
Son las cargas producidas por efecto del movimiento del terreno debido al paso
de las ondas sísmicas, estas demandas han sido reglamentadas de acuerdo a
diferentes factores que dependen del tipo de edificación, uso, condiciones del
suelo, etc.
3.4.4 CARGAS PRODUCIDAS POR EL VIENTO
Son cargas de diseño dinámicas, originadas por la acción del viento, que por
facilidad son modeladas como cargas equivalentes estáticas, para una velocidad
de viento mínima de 75Km/h, según el mapa eólico del Perú indicado en la norma
E.020.
3.4.5 COMBINACIONES DE CARGAS EMPLEADAS
Las combinaciones de cargas usadas para encontrar a envolvente de esfuerzos
sobre los elementos de la estructura son las siguientes:
Combinaciones CM CV W Ex Ey S
COMB 1 1.4
COMB 2 1.2 1.6 0.5
COMB 3 1.2 1.6 0.8
COMB 4 1.2 0.8 1.6
COMB 5 1.2 0.5 1.6
COMB 6 1.2 0.5 1.3 0.5
COMB 7 1.2 0.5 +1 +1 0.2
COMB 8 1.2 0.5 -1 -1 0.2
COMB 9 0.9 1.3
COMB 10 0.9 +1 +1
COMB 11 0.9 -1 -1
Tabla 2 Combinaciones de cargas para LRFD
Donde:
CM: Carga muerta
CV: Carga viva
W: Carga de viento
Ex: Sismo en la dirección X

45
Ey: Sismo en la dirección Y
S: Carga de nieve
Resumen de cargas
Cargas permanentes (CM)
CARGA MUERTA EN EL PÓRTICO PRINCIPAL P1 DEL TECHO
CANTIDAD UNIDAD
Peso de correa 5.00 Kg/m2
Peso panel PV6 5.00 Kg/m2
Instalaciones 10.00 Kg/m2
TOTAL 20.00 Kg/m2
Separación de pórticos principales = 7.78 m
CM = 20kg/m2 x7.78m = 155.6 kg/m
CARGA MUERTA EN EL PÓRTICO PRINCIPAL P1 EN PARED
CANTIDAD UNIDAD
Peso de correa 5.00 Kg/m2
Instalaciones 5.00 Kg/m2
TOTAL 10.00 Kg/m2
Separación de pórticos principales = 7.78 m
CM = 10kg/m2 x7.78m = 77.8 kg/m
Figura 15 Pórtico con carga muerta distribuida
46
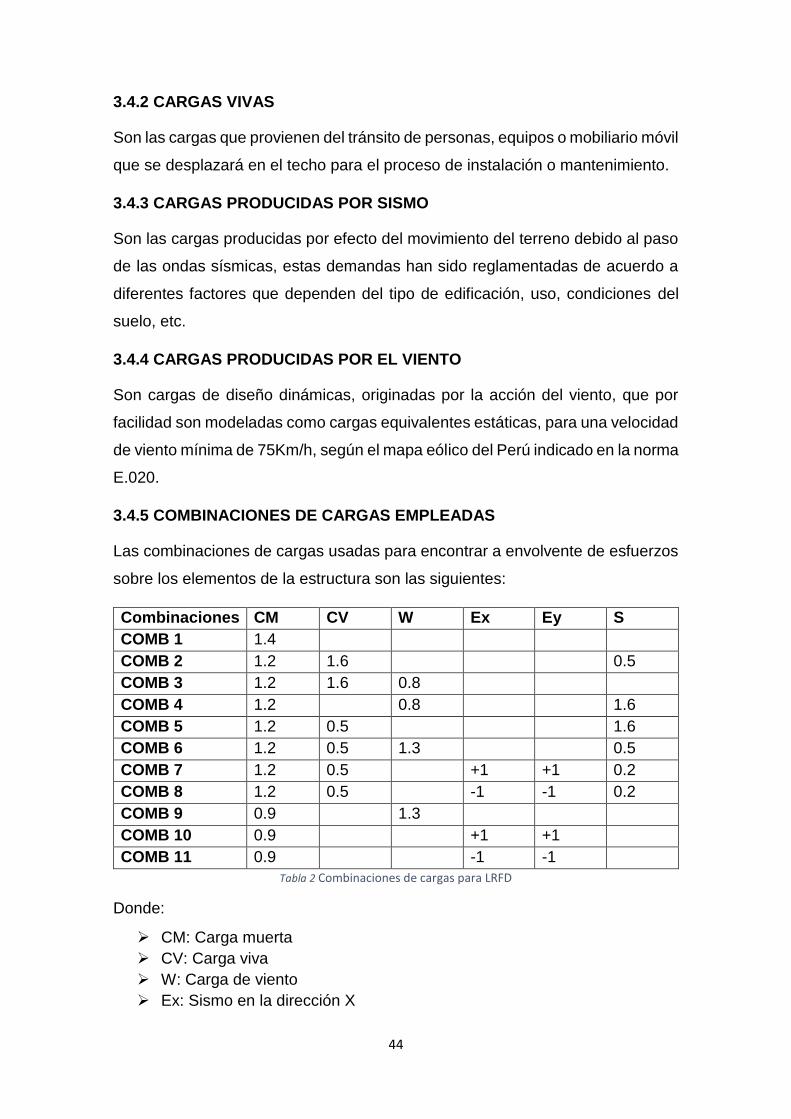
CARGA VIVA
Sobre carga en pórtico principal del techo
S/C=30kg/m2
Separación de porticos principales =7.78
S/C=30 Kg/m2 x 7.78=233.4kg/m
Figura 16 Pórtico con carga viva distribuida
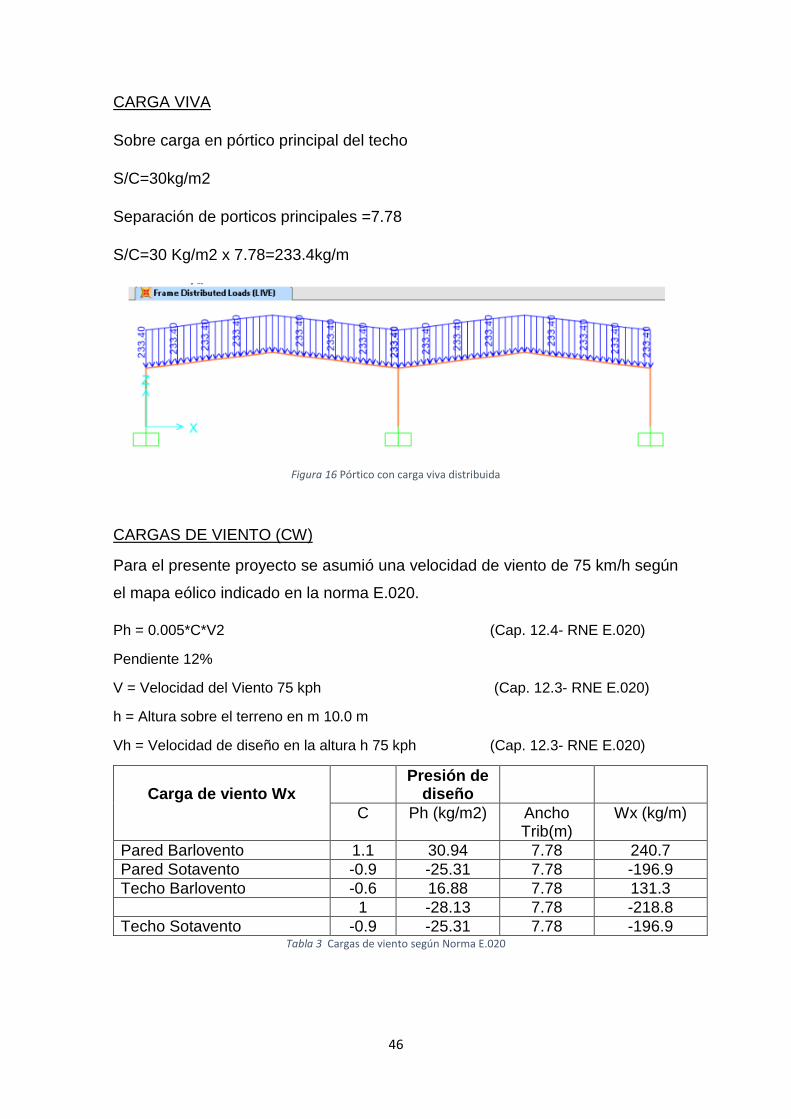
CARGAS DE VIENTO (CW)
Para el presente proyecto se asumió una velocidad de viento de 75 km/h según
el mapa eólico indicado en la norma E.020.
Ph = 0.005*C*V2 (Cap. 12.4- RNE E.020)
Pendiente 12%
V = Velocidad del Viento 75 kph (Cap. 12.3- RNE E.020)
h = Altura sobre el terreno en m 10.0 m
Vh = Velocidad de diseño en la altura h 75 kph (Cap. 12.3- RNE E.020)
Carga de viento Wx
Presión de diseño
C Ph (kg/m2) Ancho Trib(m)
Wx (kg/m)
Pared Barlovento 1.1 30.94 7.78 240.7
Pared Sotavento -0.9 -25.31 7.78 -196.9
Techo Barlovento -0.6 16.88 7.78 131.3
1 -28.13 7.78 -218.8
Techo Sotavento -0.9 -25.31 7.78 -196.9 Tabla 3 Cargas de viento según Norma E.020
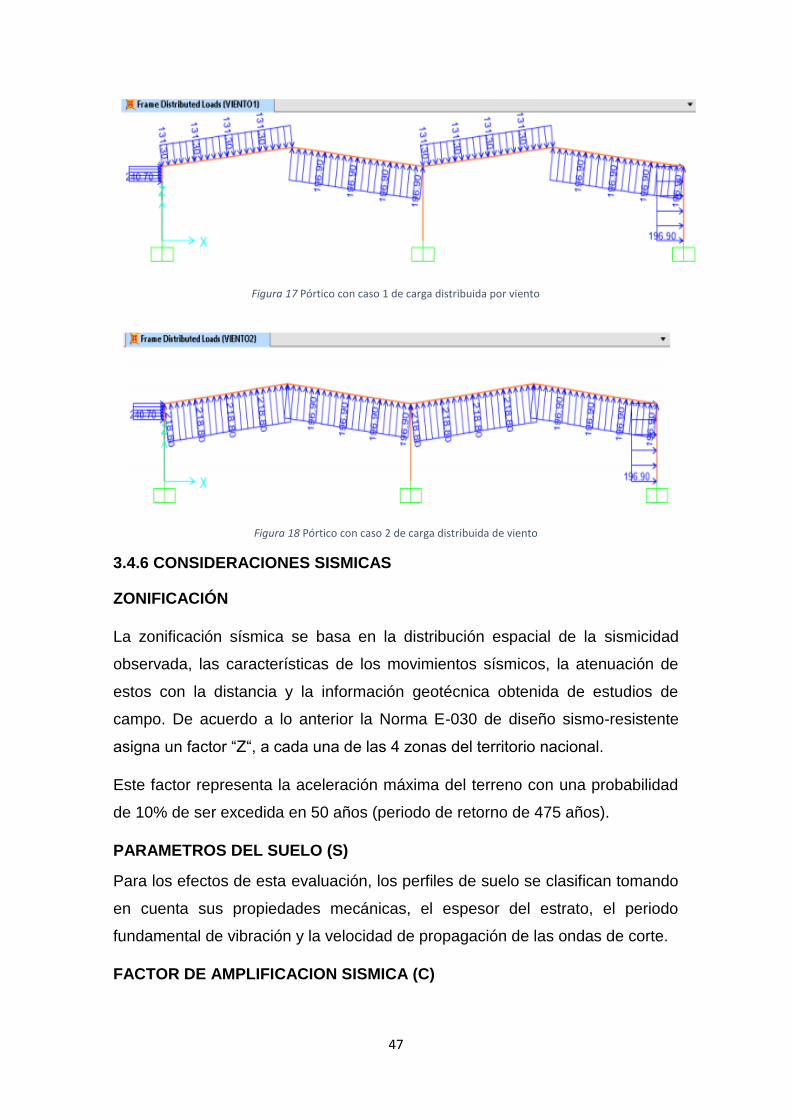
47
Figura 17 Pórtico con caso 1 de carga distribuida por viento
Figura 18 Pórtico con caso 2 de carga distribuida de viento
3.4.6 CONSIDERACIONES SISMICAS
ZONIFICACIÓN
La zonificación sísmica se basa en la distribución espacial de la sismicidad
observada, las características de los movimientos sísmicos, la atenuación de
estos con la distancia y la información geotécnica obtenida de estudios de
campo. De acuerdo a lo anterior la Norma E-030 de diseño sismo-resistente
asigna un factor “Z“, a cada una de las 4 zonas del territorio nacional.
Este factor representa la aceleración máxima del terreno con una probabilidad
de 10% de ser excedida en 50 años (periodo de retorno de 475 años).
PARAMETROS DEL SUELO (S)
Para los efectos de esta evaluación, los perfiles de suelo se clasifican tomando
en cuenta sus propiedades mecánicas, el espesor del estrato, el periodo
fundamental de vibración y la velocidad de propagación de las ondas de corte.
FACTOR DE AMPLIFICACION SISMICA (C)

48
De acuerdo a las características de sitio, se define al factor de amplificación
sísmica (C) por la siguiente expresión:
C = 2.5 (Tp/T); C ≤ 2.5
CATEGORIA DE EDIFICACION (U)
Cada estructura es clasificada de acuerdo a la categoría de uso de la edificación,
según la tabla N°3 de la norma E – 030, asignándole un coeficiente de uso (U),
que se adoptara para el análisis.
SISTEMA ESTRUCTURAL (R)
Los sistemas estructurales se clasifican según los materiales usados y el sistema
de estructuración sismo resistente predominante en cada dirección. De acuerdo
a la clasificación de la estructura se elige un factor de reducción de la fuerza
sísmica (R).
3.4.6.1 ANALISIS ESTATICO
Para calcular la aceleración espectral para cada una de las direcciones
analizadas se utiliza un espectro inelástico de pseudo-aceleraciones definido
por:
Sa = (ZUCS/R) x g
Figura 19 Mapa de zonas sísmicas del Perú para un periodo de retorno de 475 años

49
Para efectos de la aplicación de la norma E-030 de diseño sismo resistente,
según el estudio de suelos se adopta los siguientes parámetros sísmicos:
Categoría de la edificación C U = 1
Zona Sísmica = 4 Z = 0.45
Tipo de Suelo = S2 (Suelos Intermedios) (S2 =1.05, TP = 0.6, TL = 2.0)
Coef. de Reducción R0 Rox= 7, Roy= 6
Aceleración de la gravedad m/s2 g = 9.81
Estructura regular Ia= 1 , Ip= 1
DETERMINACION DE LA REGULARIDAD DE LAS ESTRCUTURAS
Debido a las especificaciones nombradas en la norma E0.30 de la norma
peruana la estructura presenta regularidad en planta y elevación por lo tanto los
factores de Ia y Ip serán igual a la unidad.
DETERMINACION DEL FACTOR DE REDUCCION DE FUERZA SISMICA
En la dirección del eje “X”, la resistencia y rigidez de la estructura esta
proporcionada principalmente por elementos intermedios a momento (IMF), por
lo cual se usará el factor de reducción de fuerza sísmica para este tipo de
estructuras Rx=Rox.Ia.Ip=7, en cambio en la dirección del eje “Y”, está con un
sistema de arriostramiento concéntrico por lo que consideró Ry= Roy.Ia.Ip=6,
según lo indica la Norma Sismorresistente E-030 Edición 2016 del RNE.
ANALISIS POR COMBINACION MODAL ESPECTRAL DE LA ESTRUCTURA
MASAS DE LA ESTRUCTURA
Según lo indicado en la Norma de Diseño Sismo Resistente NTE 030, que forma
parte del RNE, y considerando las cargas mostradas anteriormente, se
realizaron el análisis modal de la estructura. Para efectos de este análisis el peso
de la estructura consideró el 100% de la carga permanente y el 25% de la carga
viva, por tratarse de una edificación común (tipo C).
3.4.6.2 ANALISIS DINAMICO
De acuerdo a los parámetros de sitio, y las características de la edificación, se
muestran a continuación el espectro de diseño empleado en el Programa
SAP2000, para considerar la carga sísmica.
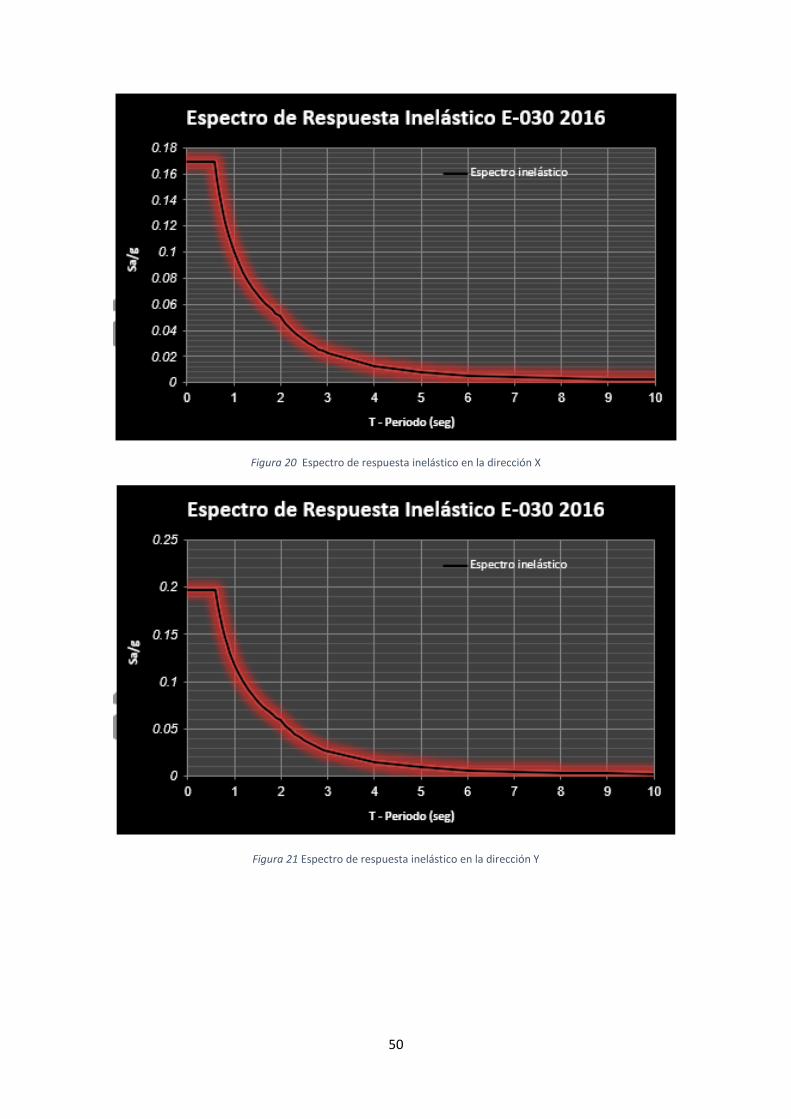
50
Figura 20 Espectro de respuesta inelástico en la dirección X
Figura 21 Espectro de respuesta inelástico en la dirección Y
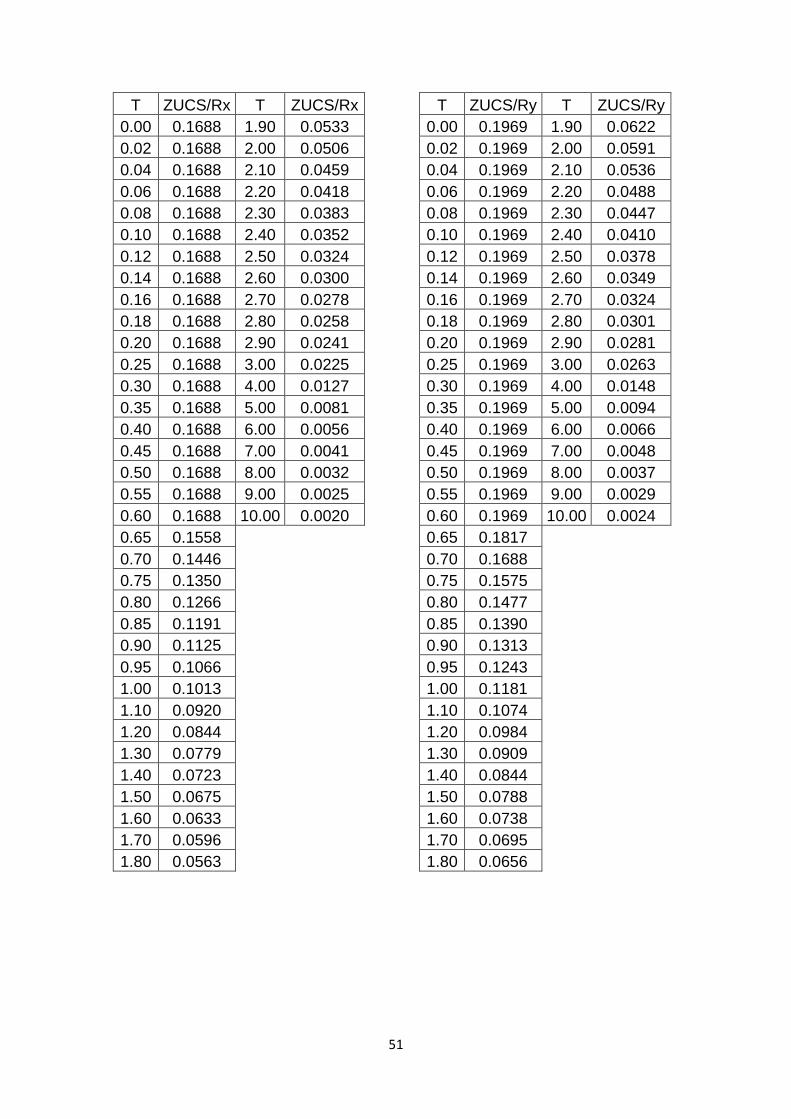
51
T ZUCS/Rx T ZUCS/Rx
0.00 0.1688 1.90 0.0533
0.02 0.1688 2.00 0.0506
0.04 0.1688 2.10 0.0459
0.06 0.1688 2.20 0.0418
0.08 0.1688 2.30 0.0383
0.10 0.1688 2.40 0.0352
0.12 0.1688 2.50 0.0324
0.14 0.1688 2.60 0.0300
0.16 0.1688 2.70 0.0278
0.18 0.1688 2.80 0.0258
0.20 0.1688 2.90 0.0241
0.25 0.1688 3.00 0.0225
0.30 0.1688 4.00 0.0127
0.35 0.1688 5.00 0.0081
0.40 0.1688 6.00 0.0056
0.45 0.1688 7.00 0.0041
0.50 0.1688 8.00 0.0032
0.55 0.1688 9.00 0.0025
0.60 0.1688 10.00 0.0020
0.65 0.1558
0.70 0.1446
0.75 0.1350
0.80 0.1266
0.85 0.1191
0.90 0.1125
0.95 0.1066
1.00 0.1013
1.10 0.0920
1.20 0.0844
1.30 0.0779
1.40 0.0723
1.50 0.0675
1.60 0.0633
1.70 0.0596
1.80 0.0563
T ZUCS/Ry T ZUCS/Ry
0.00 0.1969 1.90 0.0622
0.02 0.1969 2.00 0.0591
0.04 0.1969 2.10 0.0536
0.06 0.1969 2.20 0.0488
0.08 0.1969 2.30 0.0447
0.10 0.1969 2.40 0.0410
0.12 0.1969 2.50 0.0378
0.14 0.1969 2.60 0.0349
0.16 0.1969 2.70 0.0324
0.18 0.1969 2.80 0.0301
0.20 0.1969 2.90 0.0281
0.25 0.1969 3.00 0.0263
0.30 0.1969 4.00 0.0148
0.35 0.1969 5.00 0.0094
0.40 0.1969 6.00 0.0066
0.45 0.1969 7.00 0.0048
0.50 0.1969 8.00 0.0037
0.55 0.1969 9.00 0.0029
0.60 0.1969 10.00 0.0024
0.65 0.1817
0.70 0.1688
0.75 0.1575
0.80 0.1477
0.85 0.1390
0.90 0.1313
0.95 0.1243
1.00 0.1181
1.10 0.1074
1.20 0.0984
1.30 0.0909
1.40 0.0844
1.50 0.0788
1.60 0.0738
1.70 0.0695
1.80 0.0656

52
3.6 DISEÑO ESTRUCTURAL
Se realizarán dos diseños estructurales el primero con el sistema tradicional de
alma llena, y el segundo con el sistema metálico Tubest.
3.6.1 DISEÑO ESTRUCTURAL DE PERFIL TUBEST
3.6.1.1 DISEÑO DE LA VIGA DEL PÓRTICO PRINCIPAL
Figura 22 Momento máximos para viga del pórtico principal (Combinación 2)
Figura 23 Fuerza Axial máxima para viga del pórtico principal (Combinación 2)
Figura 24 Fuerza Cortante máxima para viga del pórtico principal (Combinación 2)
53
Cargas ultimas en la viga del pórtico P4 (COMB =1.2CM+1.6CV)
Mux= 43.35 T-m
Muy= 0 T-m
Vu= 8.66 T
Pu = 16.8 T
Perfil a Usar TB-700x200x5x4 + PL1200mmx200mmx4mm
Sw= 20 cm Ix(con Plancha)= 73526 cm4
A= 86 cm2 Iy(con Plancha)= 7075 cm4
Ix= 53701 cm4 Capacidad a compresión de la Plancha
Iy= 6542 cm4 K= 4 Coeficiente de pandeo de placas
Sx= 2389 cm3 frc(Plancha) = 2950.0 kg/cm2
Scx= 2389 cm3 Ae (plancha) = 6.59 kg/cm2
rx= 24.95 cm Pn(Plancha)= 33.32 t
ry= 8.71 cm λ= 0.926 p=0.823
Hc= 750 cm Caso λ> 0.823
Sy= 734 cm3 Ae=6.59 cm2
Scy= 734 cm3 Pn(plancha)= 33.32 T
Longitudes de pandeo
Kx= 1 Kx*Lx= 16.0 m Long. Pandeo en X
KKy= 0.5 Ky*Ly= 8.0 m Long. Pandeo en Y
a) Verificación al pandeo flexo torsional
L= 800 cm Long. Del elemento
L/Sw= 40.00 ok (L/Sw<=0.086/Fy)
La sección asumida no está afectada por pandeo flexo-
torsional
Kx*Lx/rx= 64
Ky*Ly/ry= 92 Controla
Para secciones no sometidas a pandeo torsional ni a pandeo flexo-torsional
𝐹𝑒 = 𝜋2𝐸/ (𝐾𝐿
𝑟𝑦)
2 (EC. C4.1-1Manual COLD FORMED STEEL)
Fe= 2385 kg/cm2
Fy= 2530 Kg/cm2
𝜆𝑐 = √𝐹𝑦
𝐹𝑒=1.03 < 1.5 (Ec. C4-4 Manual COLD FORMED STEEL)
Datos del material
Fy= 2530 Kg/cm2
E= 2040000 Kg/cm2

54
𝐹𝑐𝑟 = (0.658𝜆𝐶2)𝐹𝑦 (Ec. C4-2 Manual COLD FORMED STEEL)
Fcr=1623
𝜙𝑃𝑛 = 𝐴𝑒 ∗ 𝐹𝑐𝑟 (Ec. C4-1 Manual COLD FORMED STEEL)
ΦPn= 141 T
Momento nominal
ΦMnx=0.9Fy*Scx= 54.39 t-m ΦMny=0.9FyScy= 16.72 t-m
b) Diseño por factores de carga y resistencia (LRFD)
c.1) Factores de resistencia
Flexión Φb=0.9
Corte Φv=0.9
Compresión Φc=0.85}
c.2 Verificación por flexo-compresión
𝑃𝑎
𝜙𝑐𝑃𝑛= 0.115 <0.15
𝑃𝑎
𝜙𝑐𝑃𝑛< 0.15 →
𝑃𝑎
𝜙𝑐𝑃𝑛+
𝑀𝑎𝑥
𝜙𝑐𝑀𝑛𝑥+
𝑀𝑎𝑦
𝜙𝑐𝑀𝑛𝑦 =0.918<1.0 (Ec. C4-1 Manual COLD FORMED STEEL)
El perfil TB- 700x200x5x4 + PL 2000mmx200mmx6mm cumple con los
esfuerzos
3.6.1.2 DISEÑO DE LA COLUMNA DEL PÓRTICO PRINCIPAL
Figura 25 Momentos máximos para columna de pórtico principal (Combinación 3)
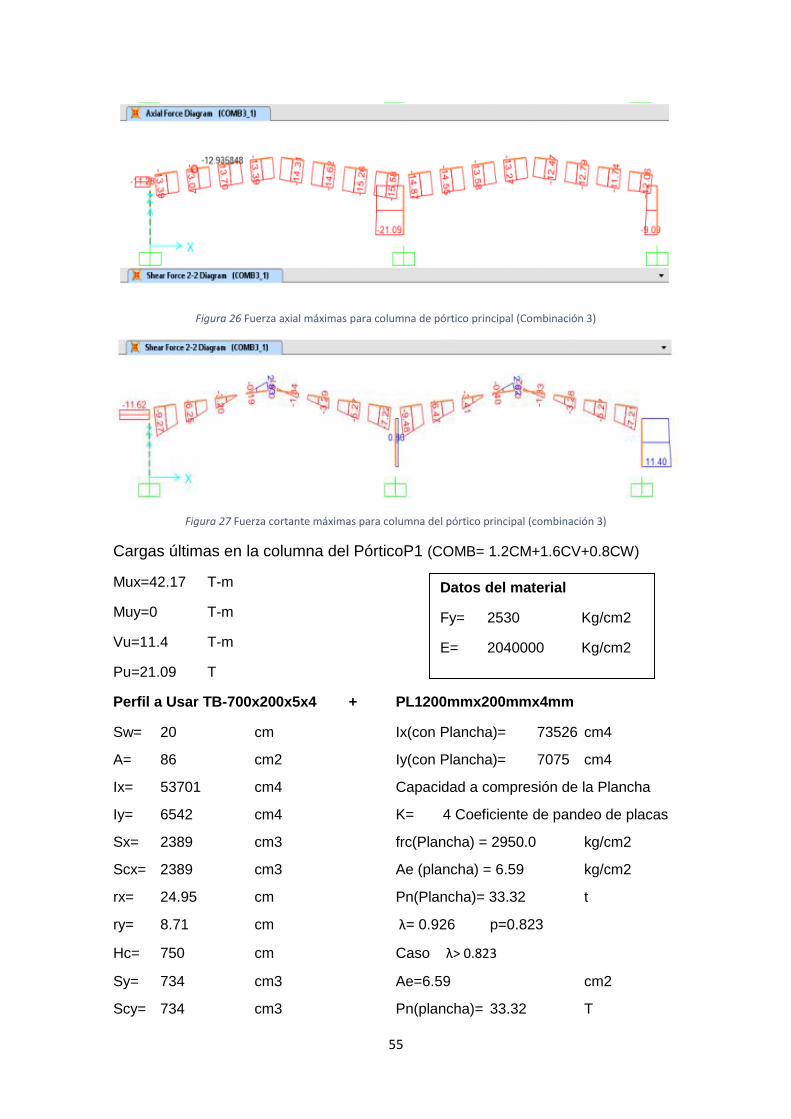
55
Figura 26 Fuerza axial máximas para columna de pórtico principal (Combinación 3)
Figura 27 Fuerza cortante máximas para columna del pórtico principal (combinación 3)
Cargas últimas en la columna del PórticoP1 (COMB= 1.2CM+1.6CV+0.8CW)
Mux=42.17 T-m
Muy=0 T-m
Vu=11.4 T-m
Pu=21.09 T
Perfil a Usar TB-700x200x5x4 + PL1200mmx200mmx4mm
Sw= 20 cm Ix(con Plancha)= 73526 cm4
A= 86 cm2 Iy(con Plancha)= 7075 cm4
Ix= 53701 cm4 Capacidad a compresión de la Plancha
Iy= 6542 cm4 K= 4 Coeficiente de pandeo de placas
Sx= 2389 cm3 frc(Plancha) = 2950.0 kg/cm2
Scx= 2389 cm3 Ae (plancha) = 6.59 kg/cm2
rx= 24.95 cm Pn(Plancha)= 33.32 t
ry= 8.71 cm λ= 0.926 p=0.823
Hc= 750 cm Caso λ> 0.823
Sy= 734 cm3 Ae=6.59 cm2
Scy= 734 cm3 Pn(plancha)= 33.32 T
Datos del material
Fy= 2530 Kg/cm2
E= 2040000 Kg/cm2
56
a) Longitudes de Pandeo
Kx= 1.4 Kx*Lx= 10.5 m Long. Pandeo en X
KKy= 1 Ky*Ly= 7.5 m Long. Pandeo en Y
c) Verificación al pandeo flexo torsional
L= 750 cm Long. Del elemento
L/Sw= 37.5 ok (L/Sw<=0.086*E/Fy)
La sección asumida no está afectada por pandeo flexo-torsional
Kx*Lx/rx= 42
Ky*Ly/ry= 86 Controla
Para secciones no sometidas a pandeo torsional ni a pandeo flexo-torsional
𝐹𝑒 = 𝜋2𝐸/ (𝐾𝐿
𝑟𝑦)
2 (EC. C4.1-1Manual COLD FORMED STEEL)
Fe= 2713 kg/cm2
Fy= 2530 Kg/cm2
𝜆𝑐 = √𝐹𝑦
𝐹𝑒= 0.966 < 1.5 (Ec. C4-4 Manual COLD FORMED STEEL)
𝐹𝑐𝑟 = (0.658𝜆𝐶2)𝐹𝑦 (Ec. C4-2 Manual COLD FORMED STEEL)
Fcr= 1713 kg/cm2
𝜙𝑃𝑛 = 𝐴𝑒 ∗ 𝐹𝑐𝑟 (Ec. C4-1 Manual COLD FORMED STEEL)
ΦPn= 121 T
Momento nominal
ΦMnx=0.9Fy*Scx= 47.83 t-m ΦMny=0.9FyScy= 16.11 t-m
d) Diseño por factores de carga y resistencia (LRFD)
c.1) Factores de resistencia
Flexión Φb=0.9
Corte Φv=0.9
Compresión Φc=0.85}
c.2 Verificación por flexo-compresión
𝑃𝑎
𝜙𝑐𝑃𝑛= 0.075 <0.15
𝑃𝑎
𝜙𝑐𝑃𝑛< 0.15 →
𝑃𝑎
𝜙𝑐𝑃𝑛+
𝑀𝑎𝑥
𝜙𝑐𝑀𝑛𝑥+
𝑀𝑎𝑦
𝜙𝑐𝑀𝑛𝑦 =0.957<1.0 (Ec. C4-1 Manual COLD FORMED STEEL)
57
El perfil TB- 700x200x5x4 + pl 1000mmx200mmx6mm cumple con los
esfuerzos actuantes
3.6.2 DISEÑO ESTRUCTURAL DE ALMA LLENA
3.6.2.1 DISEÑO ESTRUCTURAL DE VIGA ALMA LLENA
Datos del material
Fy= 2530 kg/cm2
E= 2040000 kg/cm2
Perfil a usar W 18x65
Ag= 112.86 cm2
Ix= 40552.56 cm4
Iy= 2092.1 cm4
Sx= 1751.7 cm3
rx= 19 cm
ry= 4.31 cm
J= 87.48 cm4
Cw= 1037118 cm6
Chequeo de esbeltez en el ala
λf= 5.08
λpf= 10.79 λf< λpf (Miembro compacto)
λf= 28.38
Chequeo de esbeltez en el alma
λw= 37.54
λpw= 106.72 λw< λpw (Miembro compacto)
λrw= 161.78
Se utiliza el capítulo F2 de la AISC diseño deflexión de miembros compactos de
sección H de simetría doble.
Pandeo lateral- torsional
𝐿𝑝 = 1.76¨𝑟𝑦√𝐸
𝐹𝑦 =2.16 m (F2-5 Especificación ANSI/AISC 360-10)
𝐿𝑟 = 1.95𝑟𝑡𝑠𝐸
0.7𝐹𝑦√ 𝐽∗𝑐
𝑆𝑥∗ℎ𝑜+ √(
𝐽∗𝑐
𝑆𝑥∗ℎ𝑜)
2
+ 6.76(0.7∗𝐹𝑦
𝐸)2 (F2-6 Especificación ANSI/AISC 360-10)
58
Lr= 7.27 m
Lb= 2.5 m Lp<Lb<Lr (Pandeo Lateral Torsional Inelástico)
Coeficiente de marginación de momentos
Cb=1.14
Determinación del momento resistente
Zx=2161.22 cm3
𝑀𝑝 = 𝑍𝑥 ∗ 𝐹𝑦 (F2-1 Especificación ANSI/AISC 360-10)
Mp=50.88 ton-m
𝑀𝑏 = 𝐶𝑏 ∗ 𝑀𝑝 − (𝑀𝑝 − 0.7 ∗ 𝐹𝑦 ∗ 𝑆𝑥) ∗ (𝐿𝑏−𝐿𝑝
𝐿𝑟−𝐿𝑝) (F2-2 Especificación ANSI/AISC 360-10)
Mn=58.6 ton-m
Minimo valor ( Mn,Mp) = 50.9
𝜙Mn= 45.79 ton-m
3.6.2.2 DISEÑO ESTRUCTURAL DE LA COLUMNA DE ALMA LLENA
Mux= 42.17 T-m
Muy= 0 T-m
Vu= 11.4 T
Pu= 21.09 T
Perfil a usar W 18x65
Ag= 112.86 cm2
Ix= 40552.56 cm4
Iy= 2092.1 cm4
Sx= 1751.7 cm3
rx= 19 cm
ry= 4.31 cm
J= 87.48 cm4
Cw= 1037118 cm6
Factor de longitud efectiva
K= 1
Límite de Esbeltez
K*L/rxx= 13.19
K*L/rxx<200 ok Cumple!
Miembros no rigidizados (Alas)
59
𝜆𝑓 = 𝑏𝑓/2𝑡𝑓= 5.42
𝜆𝑟𝑓 = 0.56 ∗ √𝐸
𝐹𝑦= 15.89 𝜆𝑓 < 𝜆𝑟𝑓 “No esbelta”
Miembros rigidizados (Alma)
𝜆𝑤 =𝑑
𝑡𝑤= 40.72
𝜆𝑟𝑤 = 1.49 ∗ √𝐸
𝐹𝑦= 42.29 𝜆𝑤 < 𝜆𝑟𝑤 “No esbelta”
Determinación de resistencia a compresión:
Tensión de pandeo elástico:
𝐹𝑒 =𝜋2∗𝐸
(𝑘¨𝐿
𝑟𝑥𝑥)2
= 115683.44 kgf/cm2 (E3-4 Especificación ANSI/AISC 360-10)
Tensión critica de pandeo
𝑘¨𝐿
𝑟𝑥𝑥≤ 4.71 ∗ √
𝐸
𝐹𝑦= “Pandeo Inelástico”
𝐹𝑐𝑟 = 0.658𝐹𝑦
𝐹𝑒 ∗ 𝐹𝑦= 2407.98 kgf/cm2 (E3-2 Especificación ANSI/AISC 360-10)
Resistencia nominal a la compresión
𝑃𝑛 = 𝐴𝑔 ∗ 𝐹𝑐𝑟= 283.07 Ton (E3-1 Especificación ANSI/AISC 360-10)
𝜙 = 0.9
𝜙 ∗ 𝑃𝑛 = 254.76 = 254.76 Ton
Resistencia a la flexión
Chequeo de esbeltez en el ala
λf= 5.08
λpf= 10.79 λf< λpf (Miembro compacto)
λf= 28.38
Chequeo de esbeltez en el alma
λw= 37.54
λpw= 106.72 λw< λpw (Miembro compacto)
λrw= 161.78
60
Se utiliza el capítulo F2 de la AISC diseño deflexión de miembros compactos de
sección H de simetría doble.
Pandeo lateral- torsional
𝐿𝑝 = 1.76¨𝑟𝑦√𝐸
𝐹𝑦 =2.16 m (F2-5 Especificación ANSI/AISC 360-10)
𝐿𝑟 = 1.95𝑟𝑡𝑠𝐸
0.7𝐹𝑦√ 𝐽∗𝑐
𝑆𝑥∗ℎ𝑜+ √(
𝐽∗𝑐
𝑆𝑥∗ℎ𝑜)
2
+ 6.76(0.7∗𝐹𝑦
𝐸)2 (F2-6 Especificación ANSI/AISC 360-10)
Lr= 7.27 m
Lb= 2.5 m Lp<Lb<Lr (Pandeo Lateral Torsional Inelástico)
Coeficiente de marginación de momentos
Cb=1.14
Determinación del momento resistente
Zx=2161.22 cm3
𝑀𝑝 = 𝑍𝑥 ∗ 𝐹𝑦 (F2-1 Especificación ANSI/AISC 360-10)
Mp=50.88 ton-m
𝑀𝑏 = 𝐶𝑏 ∗ 𝑀𝑝 − (𝑀𝑝 − 0.7 ∗ 𝐹𝑦 ∗ 𝑆𝑥) ∗ (𝐿𝑏−𝐿𝑝
𝐿𝑟−𝐿𝑝) (F2-2 Especificación ANSI/AISC 360-10)
Mn=58.6 ton-m
Mínimo valor ( Mn,Mp) = 50.9
𝜙Mn= 45.79 ton-m
Diseño para solicitación de flexo-compresión
Según las solicitaciones del capítulo H
𝑃𝑟
𝑃𝑐< 0.2
𝑃𝑟
2∗𝑃𝑐+ (
𝑀𝑟𝑥
𝑀𝑐𝑥+
𝑀𝑟𝑦
𝑀𝑐𝑦) ≤ 1.0 (H1-1b Especificación ANSI/AISC 360-10)
0.97< 1.0 ok Cumple
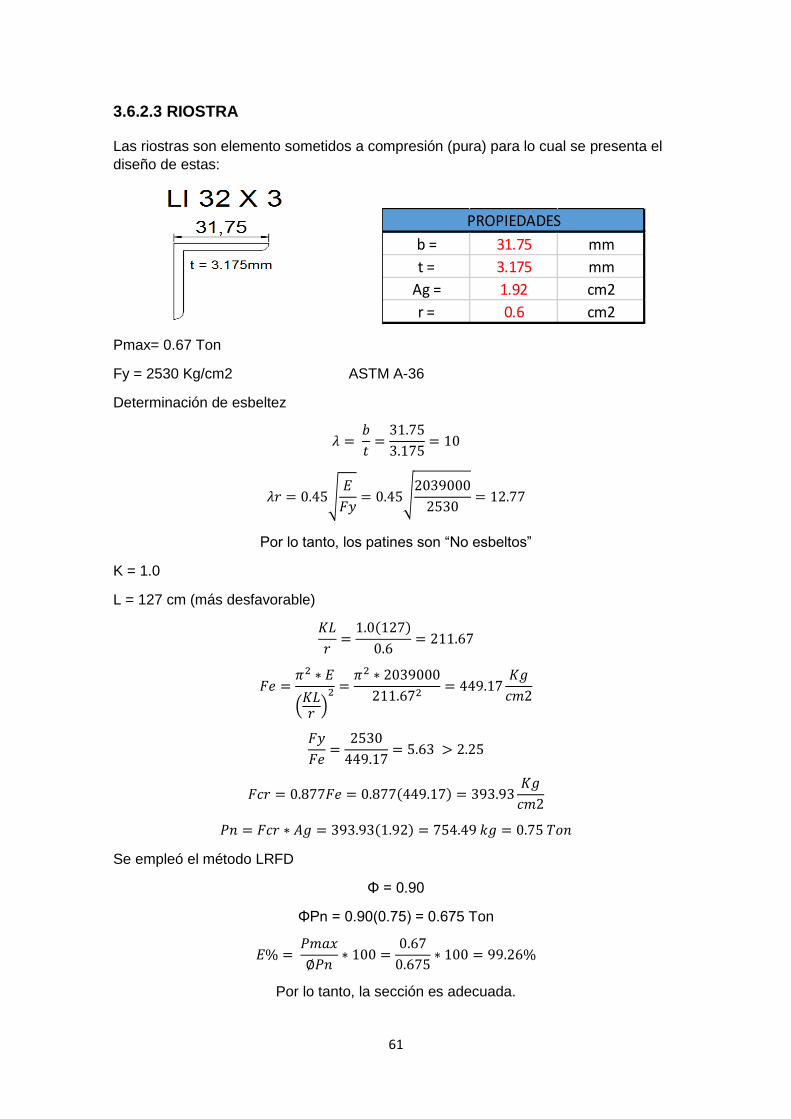
61
3.6.2.3 RIOSTRA
Las riostras son elemento sometidos a compresión (pura) para lo cual se presenta el
diseño de estas:
Pmax= 0.67 Ton
Fy = 2530 Kg/cm2 ASTM A-36
Determinación de esbeltez
𝜆 = 𝑏
𝑡=
31.75
3.175= 10
𝜆𝑟 = 0.45√𝐸
𝐹𝑦= 0.45√
2039000
2530= 12.77
Por lo tanto, los patines son “No esbeltos”
K = 1.0
L = 127 cm (más desfavorable)
𝐾𝐿
𝑟=
1.0(127)
0.6= 211.67
𝐹𝑒 =𝜋2 ∗ 𝐸
(𝐾𝐿𝑟 )
2 =𝜋2 ∗ 2039000
211.672= 449.17
𝐾𝑔
𝑐𝑚2
𝐹𝑦
𝐹𝑒=
2530
449.17= 5.63 > 2.25
𝐹𝑐𝑟 = 0.877𝐹𝑒 = 0.877(449.17) = 393.93𝐾𝑔
𝑐𝑚2
𝑃𝑛 = 𝐹𝑐𝑟 ∗ 𝐴𝑔 = 393.93(1.92) = 754.49 𝑘𝑔 = 0.75 𝑇𝑜𝑛
Se empleó el método LRFD
Φ = 0.90
ΦPn = 0.90(0.75) = 0.675 Ton
𝐸% = 𝑃𝑚𝑎𝑥
∅𝑃𝑛∗ 100 =
0.67
0.675∗ 100 = 99.26%
Por lo tanto, la sección es adecuada.
b = 31.75 mm
t = 3.175 mm
Ag = 1.92 cm2
r = 0.6 cm2
PROPIEDADES
62
3.7 COSTOS
GENERALIDADES
Los costos de la fabricación de estas estructuras se dividen es costos directos y
costos indirectos.
Estos costos se obtienen del desglose de todos los elementos que interfieren en
su realización, estos forman un papel importante ya que en base a ellos se toman
decisiones relevantes, que permiten mejorar los resultados financieros.
COSTOS DIRECTOS
Los costos directos son aquellos que se manejan a través de un proceso que
contiene información detallada y que se asocian directamente con la
Construcción como lo son
Mano de Obra
Materiales
Equipos y Herramientas
COSTOS INDIRECTOS
Los costos Indirectos son todos aquellos que podríamos decir que no interactúan
de manera directa en nuestra obra, por ejemplo:
Rentas de oficinas.
Pago de Servicios (luz, agua, teléfono, internet)
Pago de Permisos, Seguros, Impuestos.
3.7.1 COSTOS DEL SISTEMA TUBEST
Debido a que TUPEMESA (en el Perú) cuenta con la patente de los perfiles
Tubest es la encargada del poner el precio a dichos perfiles. Esto resulta en una
ratio de Soles/ kg. De lo cual se puede sacar un monto aproximado de los perfiles
que son básicamente los elementos estructurales principales (Viga y Columna)
para lo cual se presenta a continuación un metrado de dichos elementos para
sacar un costo aproximado para realizar una comparación previa.
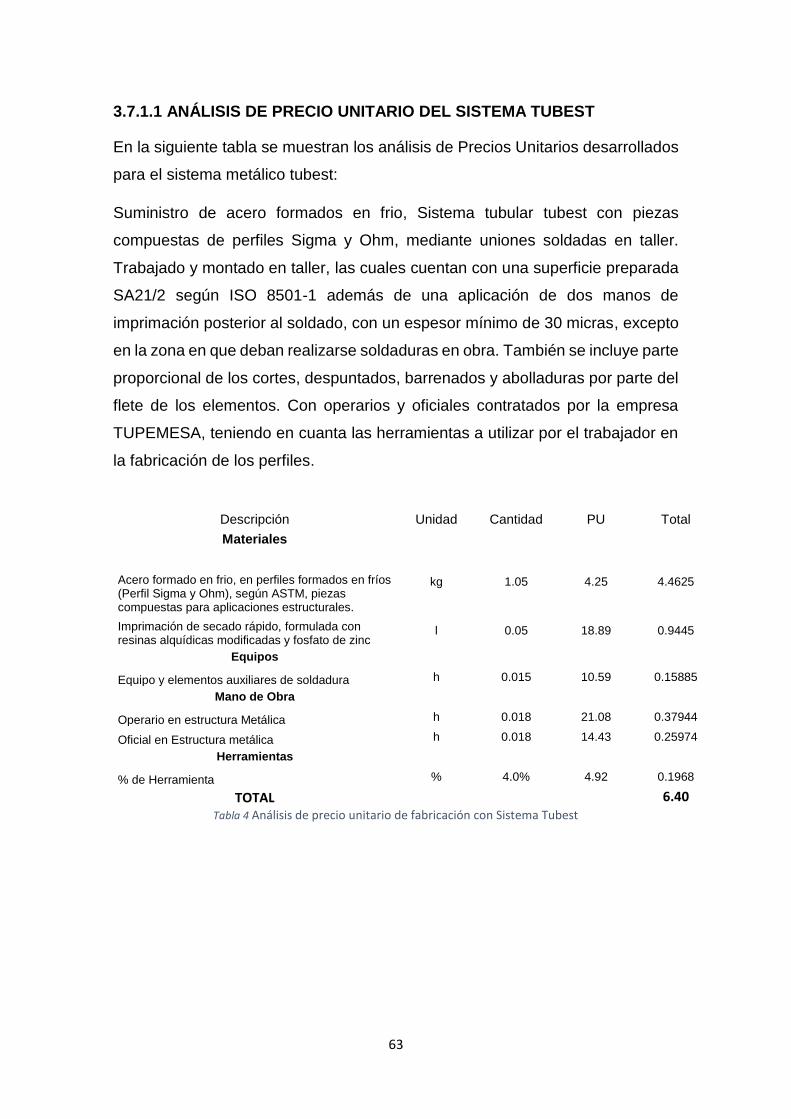
63
3.7.1.1 ANÁLISIS DE PRECIO UNITARIO DEL SISTEMA TUBEST
En la siguiente tabla se muestran los análisis de Precios Unitarios desarrollados
para el sistema metálico tubest:
Suministro de acero formados en frio, Sistema tubular tubest con piezas
compuestas de perfiles Sigma y Ohm, mediante uniones soldadas en taller.
Trabajado y montado en taller, las cuales cuentan con una superficie preparada
SA21/2 según ISO 8501-1 además de una aplicación de dos manos de
imprimación posterior al soldado, con un espesor mínimo de 30 micras, excepto
en la zona en que deban realizarse soldaduras en obra. También se incluye parte
proporcional de los cortes, despuntados, barrenados y abolladuras por parte del
flete de los elementos. Con operarios y oficiales contratados por la empresa
TUPEMESA, teniendo en cuanta las herramientas a utilizar por el trabajador en
la fabricación de los perfiles.
Descripción Unidad Cantidad PU Total
Materiales
Acero formado en frio, en perfiles formados en fríos (Perfil Sigma y Ohm), según ASTM, piezas compuestas para aplicaciones estructurales.
kg 1.05 4.25 4.4625
Imprimación de secado rápido, formulada con resinas alquídicas modificadas y fosfato de zinc
l 0.05 18.89 0.9445
Equipos
Equipo y elementos auxiliares de soldadura h 0.015 10.59 0.15885
Mano de Obra
Operario en estructura Metálica h 0.018 21.08 0.37944
Oficial en Estructura metálica h 0.018 14.43 0.25974
Herramientas
% de Herramienta % 4.0% 4.92 0.1968
TOTAL 6.40 Tabla 4 Análisis de precio unitario de fabricación con Sistema Tubest

64
En la siguiente tabla se muestra el análisis precio unitario para el montaje del
sistema Tubest
Descripción Unidad Cantidad P.U Total
Materiales
Pernos kg 0.08 2.97 0.24
Equipos
Equipos de oxicorte, con acetileno como combustible y oxigeno como comburete
h 0.005 20.26 0.10
Alquiler diario de cesta elevadora de brazo articulado, motor diesel de 16 m de altura máxima de trabajo, Incluso mantenimiento y seguro de responsabilidad civil
ud 0.01 331.44 3.31
Grúa Autopropulsada de brazo telescópico con una capacidad de elevación de 12t y 20 m de altura máxima de trabajo.
h 0.001 134.66 0.13
Equipo y elementos auxiliares de soldadura h 0.015 8.52 0.13
Mano de Obra
Operario en estructura Metálica h 0.002 21.08 0.04
Oficial en Estructura metálica h 0.0045 14.43 0.06
Herramientas
% de Herramienta % 3.0% 4.92 0.15
TOTAL 4.17 Tabla 5 Análisis de precios unitarios para montaje del sistema Tubest
Trabajado y el montaje en campo con piezas traídas de las cuales cuentan con
una superficie preparada SA21/2 según ISO 8501-1 además de una aplicación
de dos manos de imprimación posterior al soldado, con un espesor mínimo de
30 micras por mano con conexiones atornilladas preparación de bordes,
soldaduras, cortes, despuntes y reparación en obra de cuantos desperfectos se
originen por razones de transporte, manipulación o montaje.
3.7.1.2 METRADO DE LA NAVE INDSUTRIAL CON SISTEMA TUBEST
Para el metrado se consideró cada elemento de una nave industrial que se
desglosara en la siguiente tabla.
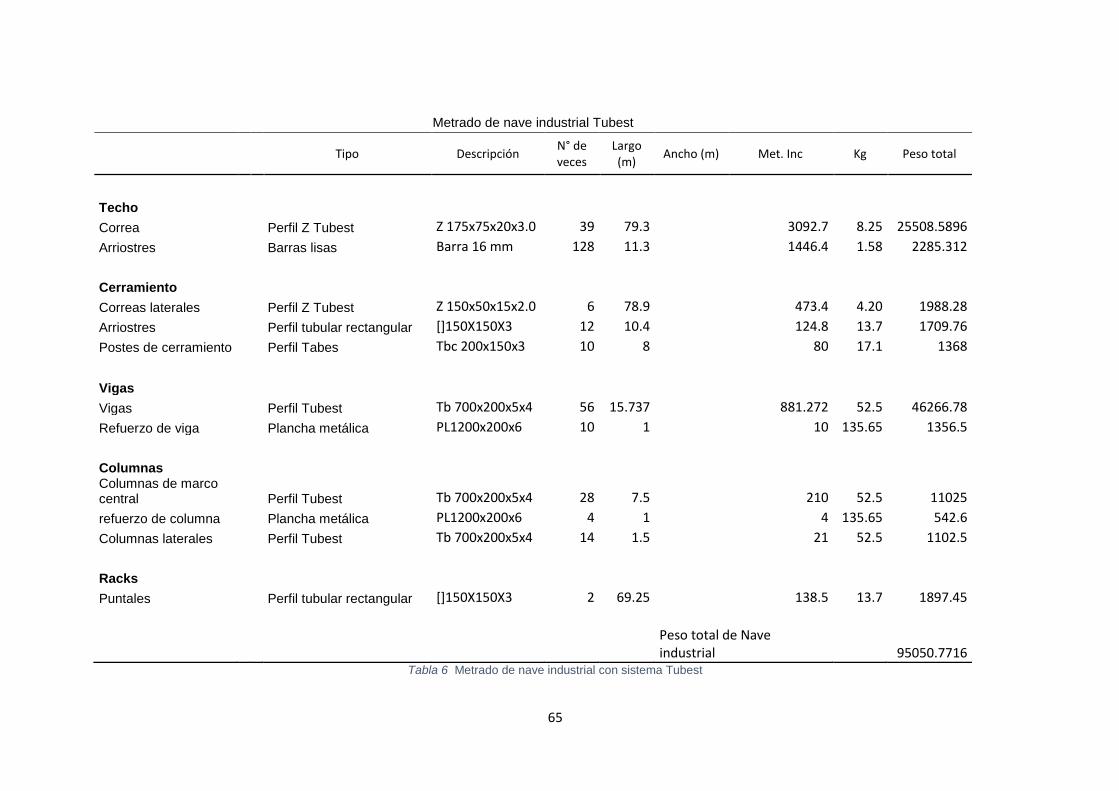
65
Metrado de nave industrial Tubest
Tipo Descripción
N° de veces
Largo (m)
Ancho (m) Met. Inc Kg Peso total
Techo
Correa Perfil Z Tubest Z 175x75x20x3.0 39 79.3 3092.7 8.25 25508.5896
Arriostres Barras lisas Barra 16 mm 128 11.3 1446.4 1.58 2285.312
Cerramiento
Correas laterales Perfil Z Tubest Z 150x50x15x2.0 6 78.9 473.4 4.20 1988.28
Arriostres Perfil tubular rectangular []150X150X3 12 10.4 124.8 13.7 1709.76
Postes de cerramiento Perfil Tabes Tbc 200x150x3 10 8 80 17.1 1368
Vigas
Vigas Perfil Tubest Tb 700x200x5x4 56 15.737 881.272 52.5 46266.78
Refuerzo de viga Plancha metálica PL1200x200x6 10 1 10 135.65 1356.5
Columnas Columnas de marco central Perfil Tubest Tb 700x200x5x4 28 7.5 210 52.5 11025
refuerzo de columna Plancha metálica PL1200x200x6 4 1 4 135.65 542.6
Columnas laterales Perfil Tubest Tb 700x200x5x4 14 1.5 21 52.5 1102.5
Racks
Puntales Perfil tubular rectangular []150X150X3 2 69.25 138.5 13.7 1897.45
Peso total de Nave industrial 95050.7716
Tabla 6 Metrado de nave industrial con sistema Tubest
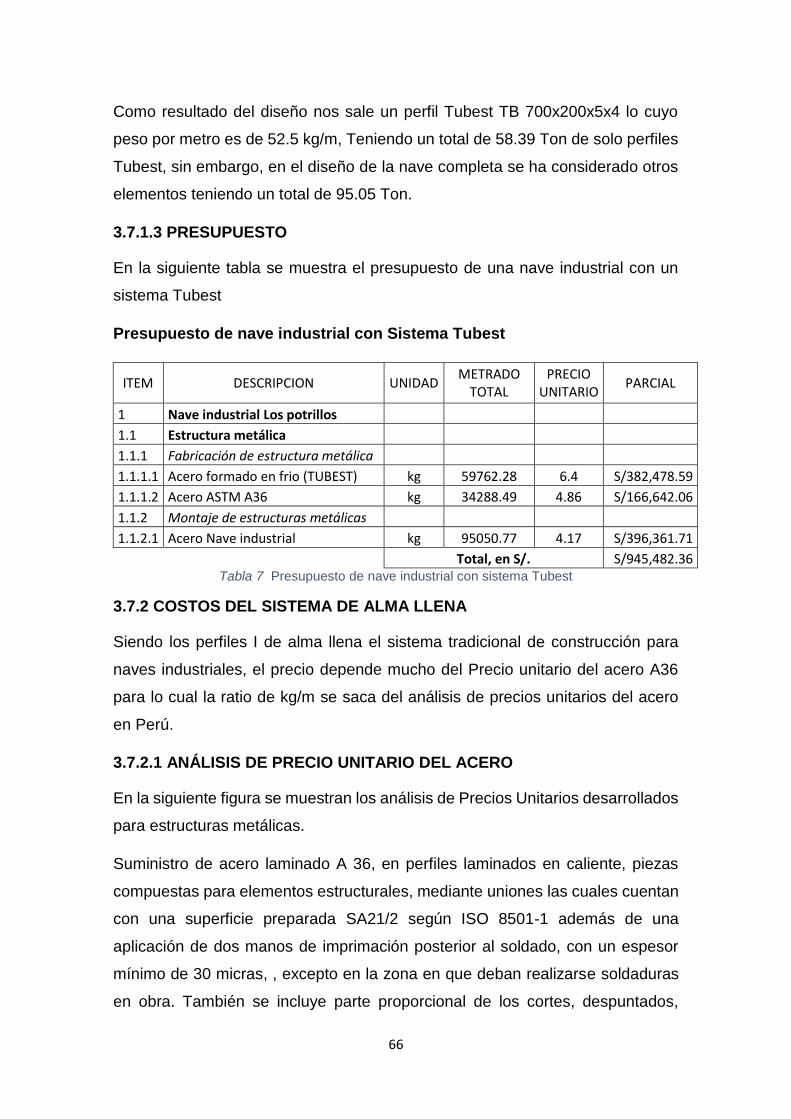
66
Como resultado del diseño nos sale un perfil Tubest TB 700x200x5x4 lo cuyo
peso por metro es de 52.5 kg/m, Teniendo un total de 58.39 Ton de solo perfiles
Tubest, sin embargo, en el diseño de la nave completa se ha considerado otros
elementos teniendo un total de 95.05 Ton.
3.7.1.3 PRESUPUESTO
En la siguiente tabla se muestra el presupuesto de una nave industrial con un
sistema Tubest
Presupuesto de nave industrial con Sistema Tubest
ITEM DESCRIPCION UNIDAD METRADO
TOTAL PRECIO
UNITARIO PARCIAL
1 Nave industrial Los potrillos
1.1 Estructura metálica
1.1.1 Fabricación de estructura metálica
1.1.1.1 Acero formado en frio (TUBEST) kg 59762.28 6.4 S/382,478.59
1.1.1.2 Acero ASTM A36 kg 34288.49 4.86 S/166,642.06
1.1.2 Montaje de estructuras metálicas
1.1.2.1 Acero Nave industrial kg 95050.77 4.17 S/396,361.71
Total, en S/. S/945,482.36 Tabla 7 Presupuesto de nave industrial con sistema Tubest
3.7.2 COSTOS DEL SISTEMA DE ALMA LLENA
Siendo los perfiles I de alma llena el sistema tradicional de construcción para
naves industriales, el precio depende mucho del Precio unitario del acero A36
para lo cual la ratio de kg/m se saca del análisis de precios unitarios del acero
en Perú.
3.7.2.1 ANÁLISIS DE PRECIO UNITARIO DEL ACERO
En la siguiente figura se muestran los análisis de Precios Unitarios desarrollados
para estructuras metálicas.
Suministro de acero laminado A 36, en perfiles laminados en caliente, piezas
compuestas para elementos estructurales, mediante uniones las cuales cuentan
con una superficie preparada SA21/2 según ISO 8501-1 además de una
aplicación de dos manos de imprimación posterior al soldado, con un espesor
mínimo de 30 micras, , excepto en la zona en que deban realizarse soldaduras
en obra. También se incluye parte proporcional de los cortes, despuntados,
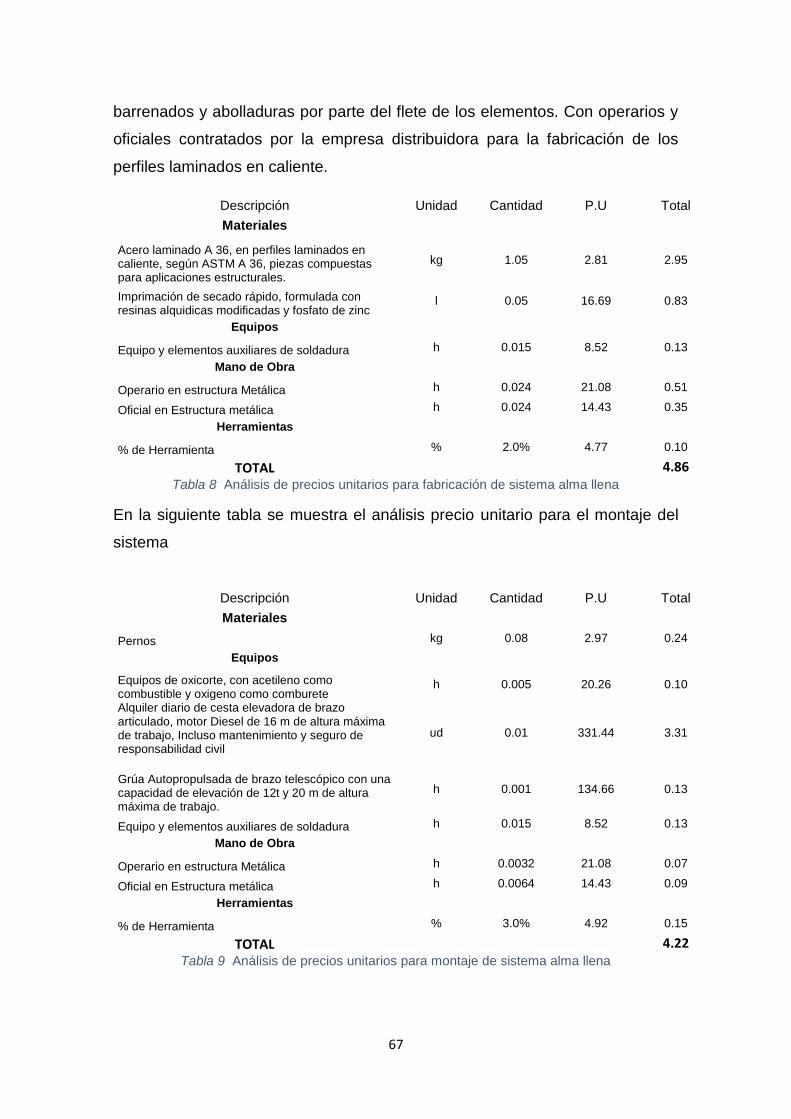
67
barrenados y abolladuras por parte del flete de los elementos. Con operarios y
oficiales contratados por la empresa distribuidora para la fabricación de los
perfiles laminados en caliente.
Descripción Unidad Cantidad P.U Total
Materiales
Acero laminado A 36, en perfiles laminados en caliente, según ASTM A 36, piezas compuestas para aplicaciones estructurales.
kg 1.05 2.81 2.95
Imprimación de secado rápido, formulada con resinas alquidicas modificadas y fosfato de zinc
l 0.05 16.69 0.83
Equipos
Equipo y elementos auxiliares de soldadura h 0.015 8.52 0.13
Mano de Obra
Operario en estructura Metálica h 0.024 21.08 0.51
Oficial en Estructura metálica h 0.024 14.43 0.35
Herramientas
% de Herramienta % 2.0% 4.77 0.10
TOTAL 4.86 Tabla 8 Análisis de precios unitarios para fabricación de sistema alma llena
En la siguiente tabla se muestra el análisis precio unitario para el montaje del
sistema
Descripción Unidad Cantidad P.U Total
Materiales
Pernos kg 0.08 2.97 0.24
Equipos
Equipos de oxicorte, con acetileno como combustible y oxigeno como comburete
h 0.005 20.26 0.10
Alquiler diario de cesta elevadora de brazo articulado, motor Diesel de 16 m de altura máxima de trabajo, Incluso mantenimiento y seguro de responsabilidad civil
ud 0.01 331.44 3.31
Grúa Autopropulsada de brazo telescópico con una capacidad de elevación de 12t y 20 m de altura máxima de trabajo.
h 0.001 134.66 0.13
Equipo y elementos auxiliares de soldadura h 0.015 8.52 0.13
Mano de Obra
Operario en estructura Metálica h 0.0032 21.08 0.07
Oficial en Estructura metálica h 0.0064 14.43 0.09
Herramientas
% de Herramienta % 3.0% 4.92 0.15
TOTAL 4.22 Tabla 9 Análisis de precios unitarios para montaje de sistema alma llena
68
Trabajado y el montaje en campo con piezas traídas de fábricas con en perfiles
laminados en caliente, piezas compuestas para elementos estructurales,
mediante uniones las cuales cuentan con una superficie preparada SA21/2
según ISO 8501-1 además de una aplicación de dos manos de imprimación
posterior al soldado, con un espesor mínimo de 30 micras con conexiones
atornilladas preparación de bordes, soldaduras, cortes, despuntes y reparación
en obra de cuantos desperfectos se originen por razones de transporte,
manipulación o montaje.
3.7.2.2 METRADO DE LA NAVE INDSUTRIAL CON SISTEMA TRADICIONAL
ALMA LLENA
Para el metrado se consideró cada elemento de una nave industrial que se
desglosara en la siguiente tabla.
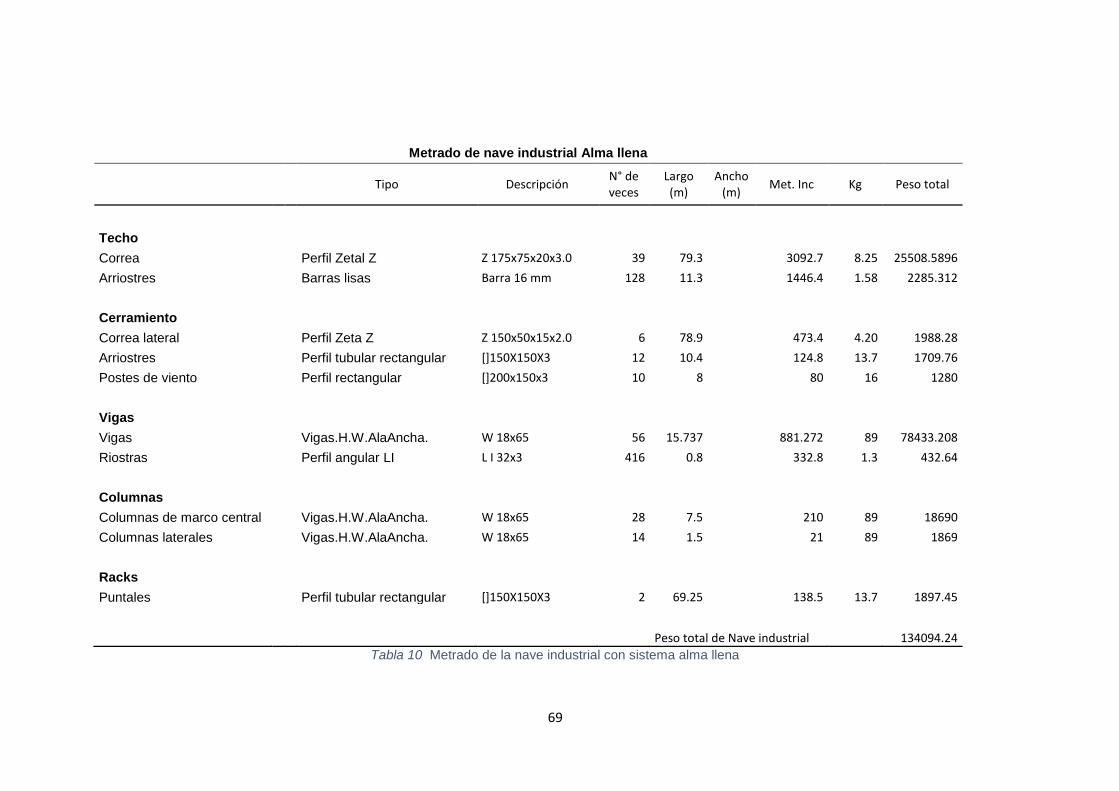
69
Metrado de nave industrial Alma llena
Tipo Descripción
N° de veces
Largo (m)
Ancho (m)
Met. Inc Kg Peso total
Techo
Correa Perfil Zetal Z Z 175x75x20x3.0 39 79.3 3092.7 8.25 25508.5896
Arriostres Barras lisas Barra 16 mm 128 11.3 1446.4 1.58 2285.312
Cerramiento
Correa lateral Perfil Zeta Z Z 150x50x15x2.0 6 78.9 473.4 4.20 1988.28
Arriostres Perfil tubular rectangular []150X150X3 12 10.4 124.8 13.7 1709.76
Postes de viento Perfil rectangular []200x150x3 10 8 80 16 1280
Vigas
Vigas Vigas.H.W.AlaAncha. W 18x65 56 15.737 881.272 89 78433.208
Riostras Perfil angular LI L I 32x3 416 0.8 332.8 1.3 432.64
Columnas
Columnas de marco central Vigas.H.W.AlaAncha. W 18x65 28 7.5 210 89 18690
Columnas laterales Vigas.H.W.AlaAncha. W 18x65 14 1.5 21 89 1869
Racks
Puntales Perfil tubular rectangular []150X150X3 2 69.25 138.5 13.7 1897.45
Peso total de Nave industrial 134094.24
Tabla 10 Metrado de la nave industrial con sistema alma llena
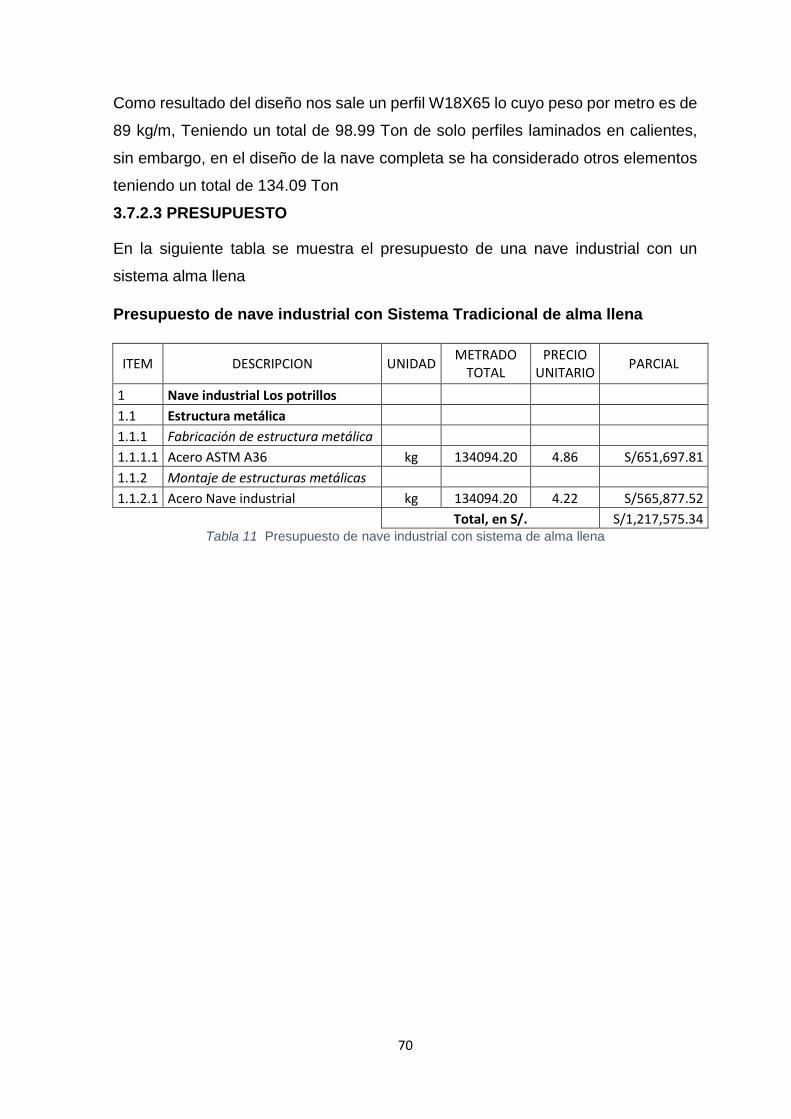
70
Como resultado del diseño nos sale un perfil W18X65 lo cuyo peso por metro es de
89 kg/m, Teniendo un total de 98.99 Ton de solo perfiles laminados en calientes,
sin embargo, en el diseño de la nave completa se ha considerado otros elementos
teniendo un total de 134.09 Ton
3.7.2.3 PRESUPUESTO
En la siguiente tabla se muestra el presupuesto de una nave industrial con un
sistema alma llena
Presupuesto de nave industrial con Sistema Tradicional de alma llena
ITEM DESCRIPCION UNIDAD METRADO
TOTAL PRECIO
UNITARIO PARCIAL
1 Nave industrial Los potrillos
1.1 Estructura metálica
1.1.1 Fabricación de estructura metálica
1.1.1.1 Acero ASTM A36 kg 134094.20 4.86 S/651,697.81
1.1.2 Montaje de estructuras metálicas
1.1.2.1 Acero Nave industrial kg 134094.20 4.22 S/565,877.52
Total, en S/. S/1,217,575.34 Tabla 11 Presupuesto de nave industrial con sistema de alma llena

71
3.8 FABRICACIÓN
GENERALIDADES
La fabricación de los elementos metálicos por lo general se realiza en plantas
siderúrgicas, en donde se emplean equipos especializados según el tipo de acero
a elaborar. Para la presente tesis se cuenta con dos tipos de perfiles, Laminados
en caliente (sistema de alma llena) y conformados en fríos (sistema Tubest), sin
embargo, el tipo de acero a utilizar es el ASTM-A36 o también llamado acero al
carbono cuya fluencia es de 36ksi. Dicho acero cuanta con especificaciones según
el American Society for Testing and Materials. De dicho acero se genera la
fabricación de un perfil laminado en caliente, cuyo trabajo es altas temperaturas, y
conformado en frio, que son perfiles provenientes del doblez por medio de
máquinas especializadas en donde el elemento a doblar son láminas de bovedilla
de acero a temperaturas ambientes.
Figura 28 Resumen de procesos de fabricación de los sistemas Tubest y alma llena
Acero A-36
PLANCHONES
LAMINADO EN CALIENTE
BOBINAS
LAMINADO EN FRIO
PERFIL SIGMA Y OHM
PERFIL TUBEST
PLANCHAS
TOCHOS
LAMINADO EN CALIENTE
PERFILES DE ALMA LLENA

72
3.8.1 FABRICACION DE LOS PERFILES DE ALMA LLENA
Lo primero en tener en cuenta es tener las dimensiones de los perfiles requeridos
por el cliente, esto con el fin de obtener el menor desperdicio posible, los perfiles
de alma llena ya tienen medidas estandarizadas en donde se pueden ver las
dimensiones de los perfiles y algunas propiedades físicas según las
especificaciones del fabricante.
3.8.1.1 LAMINADO EN CALIENTE
Los productos semi-terminados del acero se dividen en tres tipos: los planchones,
los tochos y las palanquillas.
Para el laminado en caliente de perfiles estructurales se utiliza los tochos de acero
que son perfiles cuadrados de acero que se calientan a temperaturas que rodean
los 1600°C. La tochos es procesado por rodillos horizontales y verticales que le van
dando la forma del perfil deseada según los catálogos del fabricante.
Una vez obtenido el perfil se comienza a cortar según a los requerimientos de la
obra, siempre buscando obtener el menor desperdicio posible. Para lo cual se
utilizan cortadoras computarizadas, para realizar un corte con mayor precisión.
3.8.1.2 SOLDADURA DE LOS PERFILES ALMA LLENA
Debido a los procesos de fabricación de los perfiles suelen ser de distancias
definidas y para proyectos con grandes claros las solicitudes sobre pasan estas
distancias predefinidas, pero eso que se requiere muchas veces de uniones por
soldadura en campo, para trasmitir mejor los momentos. Sin embargo, el costo de
la soldadura en campo es mayor que el de una soldadura en taller debido al traslado
de los equipos necesarios, e inclusive el mismo costo de hora hombre del soldador
es mayor. Según la AWS define una soldadura como
“Una coalescencia (unión de dos metales en uno) localizada de metal,
donde esa conglutinación se produce por calentamiento a temperaturas
adecuadas, con o sin la aplicación de presión y con o sin la utilización de
metal de aporte.”
El tipo de soldadura se puede clasificar de la siguiente manera:

73
3.8.1.3 SOLDADURA DE ARCO ELECTRICO REVESTIDO
Es un proceso de soldadura por fusión en donde la unión de dos piezas metálicas
se obtiene mediante el calor de un arco eléctrico entre un electrodo y la pieza que
se suelda, (el arco eléctrico), una descarga eléctrica que se crea a través de una
mínima separación entre el electrodo y la pieza metálica que se suelda,
sosteniéndose esa corriente por una columna de gas ionizada que se denomina
plasma, misma que permite que fluya la corriente eléctrica. El proceso de soldado
mediante arco eléctrico se inicia al acercar el electrodo a la pieza de trabajo (que
previamente ya está conectada al otro polo), separando el electrodo a una distancia
mínima entre la pieza a soldar y el mismo electrodo, permitiendo que se forme un
pequeño arco eléctrico que produce temperaturas mayores a los 5000°C fundiendo
el metal. Las soldaduras de arco eléctrico se pueden clasificar a su vez en dos tipos,
la soldadura de electrodo revestido y la soldadura de alimentación de alambre.
Figura 29 Clasificación de tipos de soldadura

74
Figura 30 Soldadura de arco eléctrico revestido
3.8.1.4 INSPECCION DE LA CALIDAD DE LA SOLDADURA
Las inspecciones de soldaduras están dadas según el tipo de ensayo:
Inspección visual
Ensayo no destructivo
Doblez de cara, raíz y lado
Sección reducida
Tensión de todo metal de soldadura
Macroataque
Debido a que la mayoría de las soldaduras del sistema de alma llena serán en
campo se utilizara una inspección visual, para lo cual según el código para
soldadura de acero ANSI/AWS (2000, p-4) se deberán cumplir los siguientes
requisitos:
La soldadura debe estar libre de grietas
Todos los cráteres deben estar llenos completamente en la sección trasversal de
la soldadura
La cara de la soldadura debe estar llena hasta el borde de la superficie del metal
base y la soldadura se debe fundir lentamente con el metal base. El socavado
no debe exceder de 1/32 pulg. (1mm). El refuerzo de la soldadura no deberá
exceder el 1/8 Pulg. (3mm).
75
La raíz de la soldadura deber ser inspeccionada y no deber tener evidencia de
grietas, fusión incompleta o penetración inadecuada de la junta. Se permite una
raíz de superficie cóncava dentro de los limites descritos presentados, abajo, de
tal manera que el espesor total de la soldadura sea igual o mayor que el del metal
base.
3.8.1.5 LIMPIEZA DEL ACERO
Los perfiles de acero es un material muy popular dentro de la construcción utilizado
en la fabricación de equipos e instalaciones. Considerando la etapa de preparación
de superficies se retoma que los principales agentes contaminantes están
representados por grasa, aceite y suciedad, por la escoria y escama de laminación
y la herrumbre. Inicialmente, tanto la escoria como las escamas pueden estar
fuertemente adheridas, no obstante, por efectos térmicos de dilatación y
contracción del material, estas impurezas tienden a desprenderse por lo que
cualquier recubrimiento que se coloque sobre ellas también puede hacerlo. Por otra
parte, estas impurezas, incluyendo el óxido los cuales actúan como todos en
presencia de humedad acelerando así la corrosión del Acero. Los principales
estándares referentes a cumplir para la preparación de superficies son los
establecidos por:
NACE: NACIONAL ASSOCIATION CORROSION ENGINIERS (Norma
Americana)
BS 4232: BRITHISH STANDARDS INSTITUTION (Norma Británica)
SIS 055900: SWEDISH STANDARDS INSTITUTION (Norma Sueca)
SSPC: STEEL STRUCTURES PAINTING COUNCIL (Norma Americana)
MÉTODOS DE PREPARACIÓN DE SUPERFICIE
Limpieza con Solventes: Este es un proceso usado para remover aceites, grasas y
otros contaminantes bajo el uso de solventes, emulsiones o compuestos
limpiadores. No es un buen proceso de preparación de la superficie, debido a que
este no remueve óxido, escama de laminación o residuos de recubrimientos.
Limpieza con Herramienta Manual: Esta se lleva a cabo para remover y eliminar
pintura, óxido y escama de laminación que no estén fuertemente adheridos.

76
Limpieza con Herramienta de Fuerza Mecánica: La ventaja de usar herramientas
de fuerza propulsadas con energía eléctrica o neumática con el que el avance es
comparativamente más rápido que la limpieza con técnicas manuales.
Limpieza a Metal Blanco El 100% de la superficie a tratar deberá estar libre de
grasa, aceite, polvo, óxido, escama de laminación, recubrimiento viejo o cualquier
otro contaminante que pueda afectar su tratamiento futuro. El acabado presenta un
color gris claro uniforme que puede variar de acuerdo al acabado utilizado.
Limpieza Comercial La superficie deberá estar libre de grasa, aceite, polvo, óxido,
escama de laminación, recubrimiento viejo o cualquier otro contaminante. El
acabado presenta ligeras manchas, vetas y decoloraciones en no más del 33%. si
la superficie está picada pueden presentarse residuos de óxido y recubrimiento
viejo.
Limpieza Ráfaga La superficie deberá estar libre de grasa, aceite, polvo, óxido flojo,
escama de laminación floja, recubrimiento flojo, excepto que el óxido, escama de
laminación y recubrimientos adheridos pueden permanecer en la superficie.
Limpieza cerca de Metal Blanco: La superficie deberá estar libre de grasa, aceite,
polvo, óxido, escama de laminación, recubrimiento viejo o cualquier otro
contaminante. El acabado presenta ligeras manchas, vetas y decoloraciones en no
más del 5%.
LIMPIEZA CON CHORRO DE ARENA.
Este es un proceso más eficiente en la preparación de superficies metálicas, dado
que, además de eliminar de una manera segura la suciedad, oxido, escamas,
escoria y otros contaminantes proporciona una superficie áspera de color gris
uniforme, la cual favorece a la buena adherencia del recubrimiento. Dependiendo
del tipo de revestimiento a utilizar, en el campo de aplicación se utilizan tres grados
de limpieza con chorro de arena.
El equipo utilizado para la fase de limpieza con chorro de arena considera un tanque
de fluidización de abrasivo, un compresor o línea de aire comprimido, mangueras y
boquillas los cuales se especifican a continuación:

77
ABRASIVOS. – Dependiendo del tipo de superficie se obtienen diferentes
terminaciones características de las superficies. El grado de aspereza o
profundidad de las incisiones provocadas por el abrasivo tienen gran influencia
sobre la adherencia y uniformidad del recubrimiento; si la superficie obtenida es
muy tersa o pulida el grado de "anclaje" o de adherencia será insuficiente, mientras
que si las incisiones son demasiado profundas las crestas o puntos agudos
sobresaldrán sobre la capa de recubrimiento, quedando sin protección. Los
abrasivos más comunes son los siguientes:
Arena Sílica.- Por su económico costo es el abrasivo más utilizado; además no se
rompe fácilmente al chocar con la superficie metálica. La arena deberá tener un
tamaño de partícula inferior a las 18 mallas ya que tamaños mayores (abajo de 16
mallas) solo martillean la superficie sin limpiar pequeñas cavidades; por otra parte,
el tamaño de partícula deber ser superior a las del tamiz de 80 mallas a fin de evitar
el polvo que producen las partículas muy pequeñas (arriba de 80 mallas). Además
de la clasificación de la arena es necesario que esta se encuentre libre de sales,
grasa, aceite y suciedad que pudiera contaminar la superficie y afectar todo el
procedimiento realizado.
Gravilla de Acero. - Este abrasivo considera fragmentos de Acero que es vaciado
con bordes duros y cortantes ya que prácticamente no produce polvo y se limpia
rápidamente. Sin embargo, también tiene desventajas dentro la cuales las
principales son: producir una superficie muy áspera la cual requerirá de mayor
numero de manos de recubrimiento para cubrir las crestas y de que en la presencia
de humedad atmosférica pueda llegar a oxidarse. No se recomienda su uso por la
baja eficiencia de limpieza que presenta.
3.8.1.6 PINTURA EN PERFILES DE ACERO
Es de conocimiento general que los problemas de corrosión son de los puntos más
débiles a tocar cuando se habla de estructuras de acero, ya que no solo afecta al
aspecto de resistencia mecánica del elemento sino también al confort y de propia
seguridad. Sin embargo, hoy en día existen soluciones a base de procesos
sofisticados que nos ayudan a personalizar las construcciones estéticamente y
protegiendo el sistema estructural lo cual es la principal función de la pintura en los
perfiles estructurales.

78
GENERALIDADES
Se debe tener como consideración en primera instancia, la revisión de bibliografía
en cuanto a normas de pinturas para las estructuras metálicas, para tener como
base no solo el aspecto normativo, sino también el aspecto de protección contra la
corrosión, sobre todo en Lima donde la cercanía al mar tiene expuestas a las
estructuras metálicas
Todo trabajo de pintura que se llegue a ejecutar sobre cualquier superficie metálica,
sea este en taller o en campo, se debe ejecutar siguiendo los procedimientos
señalados en la Norma UNE-EN ISO-12944, "Pinturas y Barnices. Protección de
Estructuras de Acero frente a la Corrosión mediante Sistemas de Pinturas
Protectores", de la 1 a la 8.
Se debe considerar que el proceso debe ser muy cuidadoso para evitar malos
acabados o que la protección no se coloque adecuadamente, primero se debe
eliminar cualquier residuo de grasa, polvo y si se encuentran partes oxidadas estas
deben ser limpiadas a profundidad.
PROCESO DE PINTURA EN ACEROS
Las superficies metálicas a pintar deben tener una preparación especial la cual
se puede lograr mediante el chorreado abrasivo, con arena o granalla de acero,
que son procesos que se explican a continuación:
Todas las superficies se chorrearán al grado SA 2 1/2, según ISO-8501, dejando
un perfil de rugosidad de unas 50-100 micras, debiendo tener esta calidad en el
momento de aplicación de las pinturas;
El Chorreado abrasivo que se menciona se refiere a que, con esta técnica, la
cascarilla de laminación, oxido y cualquier materia extraña deberá eliminarse de
forma que sólo queden algunas trazas en forma de manchas o franjas. La superficie
metálica deberá limpiarse a continuación con una aspiradora con aire comprimido
limpio y seco o con un cepillo.
El chorreado se ejecutará únicamente cuando haya luz natural suficiente;
79
El aire a presión utilizado debe estar completamente seco, exento de agua y
aceite, libre de contaminantes, con la presión suficiente para mantener un
chorro constante;
El gasto de aire que debe suministrar el compresor del equipo de chorreado
será de 6 m3 por minuto para cada boquilla de 10 mm, y de 9 m3 por minuto
si es para boquillas de 12 mm;
El esmerilador empleado en el chorreado puede ser granalla de acero o arena
silícea de granulometría especificada por las Normas SSPC. El elemento
alisador deberá estar seco, limpio y libre de contaminantes y sales solubles
para lograr un mejor acabado;
No se permite volver a utilizar de los abrasivos, a menos que se disponga de
la instalación adecuada de recuperación de este material;
No se chorrearán superficies de metal cuya temperatura esté a menos de 3
ºC por encima del punto de rocío;
La humedad relativa del aire no será superior al 85% para poder proceder al
chorreado;
Inmediatamente después del chorreado hay que quitar todo el abrasivo de
granalla, suciedad y polvo de la zona a revestir con ayuda de un sistema de
aspiración.
La superficie que se haya sometido a este procedimiento de chorreado se cubrirá
con una capa de imprimación dentro del mismo día en que se efectúe el chorreado
y no más tarde de las 4 ó 6 primeras horas siguientes a ser limpiados. Se dejará en
esta capa un margen mínimo de 100 mm de límite con el borde de la zona que haya
sido chorreada a menos que ésta esté al lado de una ya protegida. El chorreado
penetrará como mínimo 25 mm en las zonas ya protegidas adyacentes. Por último,
se deberá seguir en lo posible las siguientes recomendaciones:

80
Todas las superficies metálicas que no se hayan sometido a imprimación o
que se encuentren con cierto contenido de humedad por lluvia o similar
volverán a ser pasadas por el procedimiento de chorreado;
Todas las rendijas de los mecanismos que hubiere en el elemento se sellarán,
antes de proceder al chorreado. Se tendrá una especial atención al sellado de
los alojamientos de rodamientos y a todos los equipos rotativos para no
generar alteración dentro de la pieza, en caso de haberlos;
Si en el espacio del tiempo que transcurre entre la limpieza y la pintura de la
superficie metálica aparecen en ella manchas de óxido o se contamina de
alguna otra manera, la superficie se volverá a limpiar antes de proceder a su
pintura.
CONDICIONES DE APLICACIÓN
La pintura no se debe aplicar cuando la temperatura de la superficie a tratar
esté por debajo de los 5ºC, o sea superior a los 50ºC.
Cuando se trate de pinturas Epoxicas, los límites de temperatura para su
aplicación estarán entre 10ºC (mínimo) y 35ºC (máximo).
La pintura no se debe aplicarse en un ambiente húmedo en la intemperie.
Las pinturas con aluminio para altas temperaturas no deberán aplicarse
cuando la humedad relativa sea superior al 65%.
La imprimación deberá ser aplicada tan pronto como sea posible después de
la preparación de la superficie, y nunca después de pasadas 8 horas desde
que se aplicó el chorreado.
No deberá aplicarse ninguna otra capa de pintura hasta que la capa anterior
esté completamente seca.

81
Cada capa de pintura no deberá presentar porosidades, burbujas u otros
defectos visibles. Tales defectos deberán ser reparados antes de aplicar una
nueva capa.
La primera capa de pintura (imprimación) se aplicará inmediatamente después
de haber limpiado las superficies metálicas, y no más tarde de las 4 a 6 primeras
horas siguientes a ser limpiados con los procesos antes mencionados.
Las capas de pintura se aplicarán mediante pistola, brocha, rodillo, inmersión o
combinación de estos métodos, dependiendo de la calidad del material, pero
siempre con el equipo recomendado por el fabricante para asegurar el espesor
exigido en cada capa.
No se aplicará la pintura cuando la temperatura ambiente sea inferior a 5ºC, con
la excepción de las pinturas que sequen por evaporación de un disolvente,
pinturas éstas que se pueden aplicar incluso con temperatura ambiente de 2ºC.
No se aplicará pintura sobre acero, a una temperatura superior a 52ºC, a menos
que se trate de una pintura especial indicada para ello. Cuando se pinte acero
en tiempo cálido, deberán tomarse las precauciones necesarias para asegurar
que se alcanza el espesor de pintura adecuado.
Abrasivo Profundidad del Anclaje (mils.)
Arena muy fina (80 mallas) 1.5
Arena fina (40 mallas) 1.9
Arena mediana (18 mallas) 2.5
Gravilla de Acero G-50 (25 mallas)
3.3
Gravilla de Acero G-40 (18 mallas)
3.6
Gravilla de Acero G-25 (16 mallas)
4.0
Gravilla de Acero G-1 6 (13 mallas)
8.0
Tabla 12 Condición de profundidad para abrasivos

82
3.8.1.7 CRONOGRAMA DE ACTIVIDADES
El cronograma de actividades se presenta en el anexo 3 que estará dado por los
procesos de fabricación de cada empresa. Por lo cual se presenta un cronograma
de manera general para el sistema alma llena.
3.8.1.8 PEDIDO AL FABRICANTE
El pedido al fabricante sale del metrado indicado en la tabla en la cual muestra 56
vigas de aproximadamente 15m de longitud y 28 columnas de 7.5m de largo y 14
columnas de 1.5m. para lo cual se debentab tener cortes y soldaduras para lograr
esas longitudes debido a que los perfiles vienen en longitudes estándares de 6 y 9
metros.
3.8.1.9 TIEMPO DE EJECCION DE LA FABRICACION
La fabricación de las vigas y columnas de alma llena perfiles H de ala ancha se
darán en 32 días teniendo junto a los demás elementos de la nave industrial un total
de 44 días de fabricación
P-III Análisis del tiempo de ejecución Alma llena
Metrado ( Kg)
Rendimiento (Kg/día)
Duración (Días)
Fabricación de estructura metálica
Techo 27794 3150 9
Cerramiento 4978 3150 2
Vigas 78866 3150 25
Columnas 20559 3150 7
Racks 1897 3150 1
Total 44 Tabla 13 Tiempo de fabricación con sistema de alma llena
3.8.2 FABRICACIÓN DE PERFILES TUBEST
Los perfiles tubulares rectangulares formados por 2 pares de perfiles denominados
perfil SIGMA y perfil OHM; tales componentes son conformados en frio de un fleje
de acero mediante la acción de rodillos con las formas adecuadas y que
posteriormente son armados y soldados
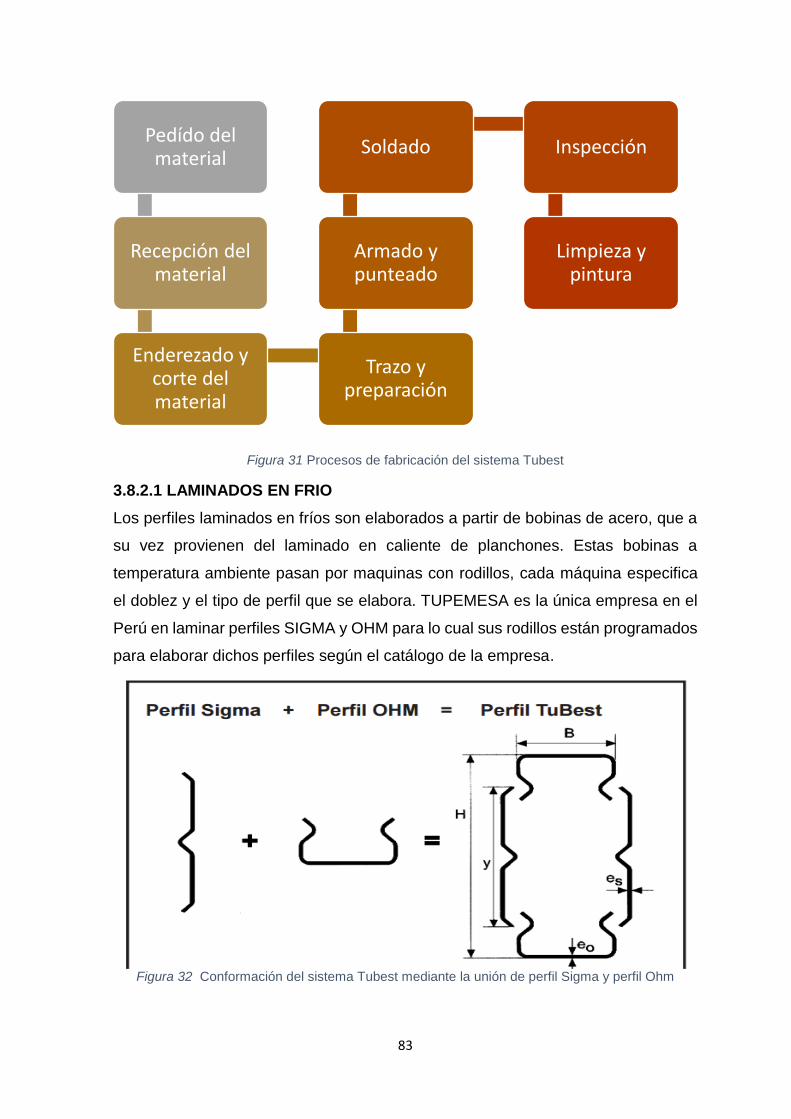
83
Figura 31 Procesos de fabricación del sistema Tubest
3.8.2.1 LAMINADOS EN FRIO
Los perfiles laminados en fríos son elaborados a partir de bobinas de acero, que a
su vez provienen del laminado en caliente de planchones. Estas bobinas a
temperatura ambiente pasan por maquinas con rodillos, cada máquina especifica
el doblez y el tipo de perfil que se elabora. TUPEMESA es la única empresa en el
Perú en laminar perfiles SIGMA y OHM para lo cual sus rodillos están programados
para elaborar dichos perfiles según el catálogo de la empresa.
Pedído del material
Recepción del material
Enderezado y corte del material
Trazo y preparación
Armado y punteado
Soldado Inspección
Limpieza y pintura
Figura 32 Conformación del sistema Tubest mediante la unión de perfil Sigma y perfil Ohm
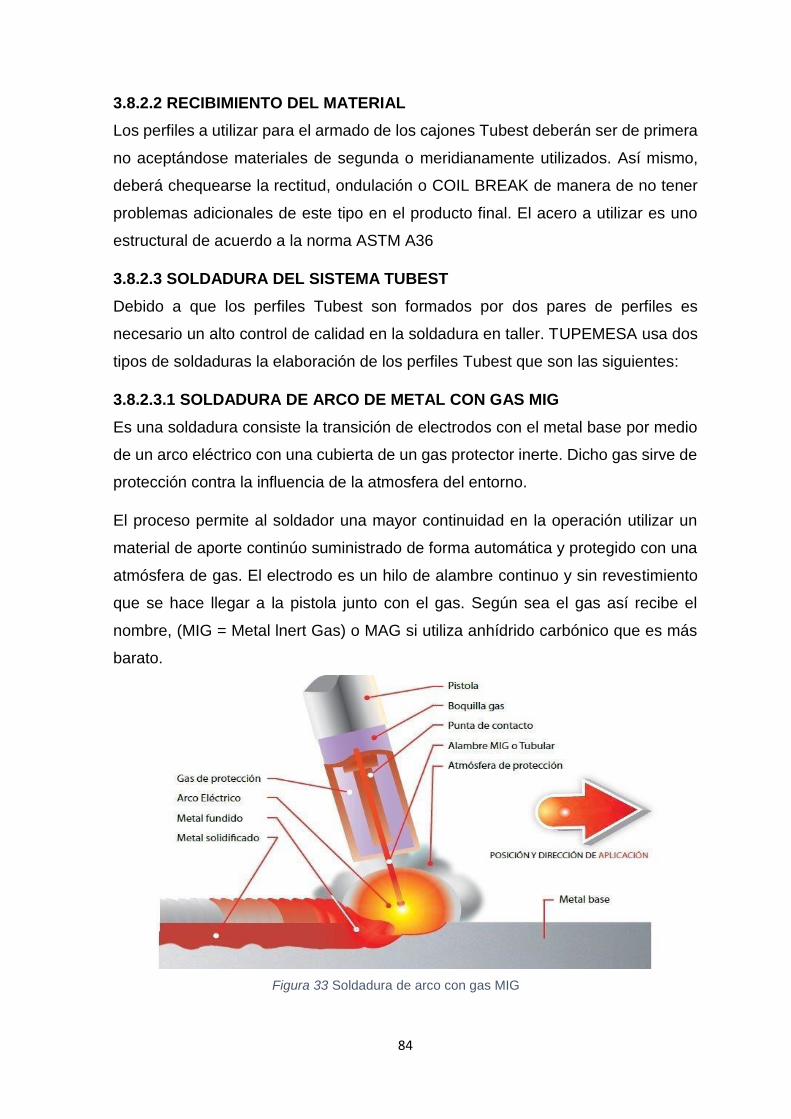
84
3.8.2.2 RECIBIMIENTO DEL MATERIAL
Los perfiles a utilizar para el armado de los cajones Tubest deberán ser de primera
no aceptándose materiales de segunda o meridianamente utilizados. Así mismo,
deberá chequearse la rectitud, ondulación o COIL BREAK de manera de no tener
problemas adicionales de este tipo en el producto final. El acero a utilizar es uno
estructural de acuerdo a la norma ASTM A36
3.8.2.3 SOLDADURA DEL SISTEMA TUBEST
Debido a que los perfiles Tubest son formados por dos pares de perfiles es
necesario un alto control de calidad en la soldadura en taller. TUPEMESA usa dos
tipos de soldaduras la elaboración de los perfiles Tubest que son las siguientes:
3.8.2.3.1 SOLDADURA DE ARCO DE METAL CON GAS MIG
Es una soldadura consiste la transición de electrodos con el metal base por medio
de un arco eléctrico con una cubierta de un gas protector inerte. Dicho gas sirve de
protección contra la influencia de la atmosfera del entorno.
El proceso permite al soldador una mayor continuidad en la operación utilizar un
material de aporte continúo suministrado de forma automática y protegido con una
atmósfera de gas. El electrodo es un hilo de alambre continuo y sin revestimiento
que se hace llegar a la pistola junto con el gas. Según sea el gas así recibe el
nombre, (MIG = Metal lnert Gas) o MAG si utiliza anhídrido carbónico que es más
barato.
Figura 33 Soldadura de arco con gas MIG
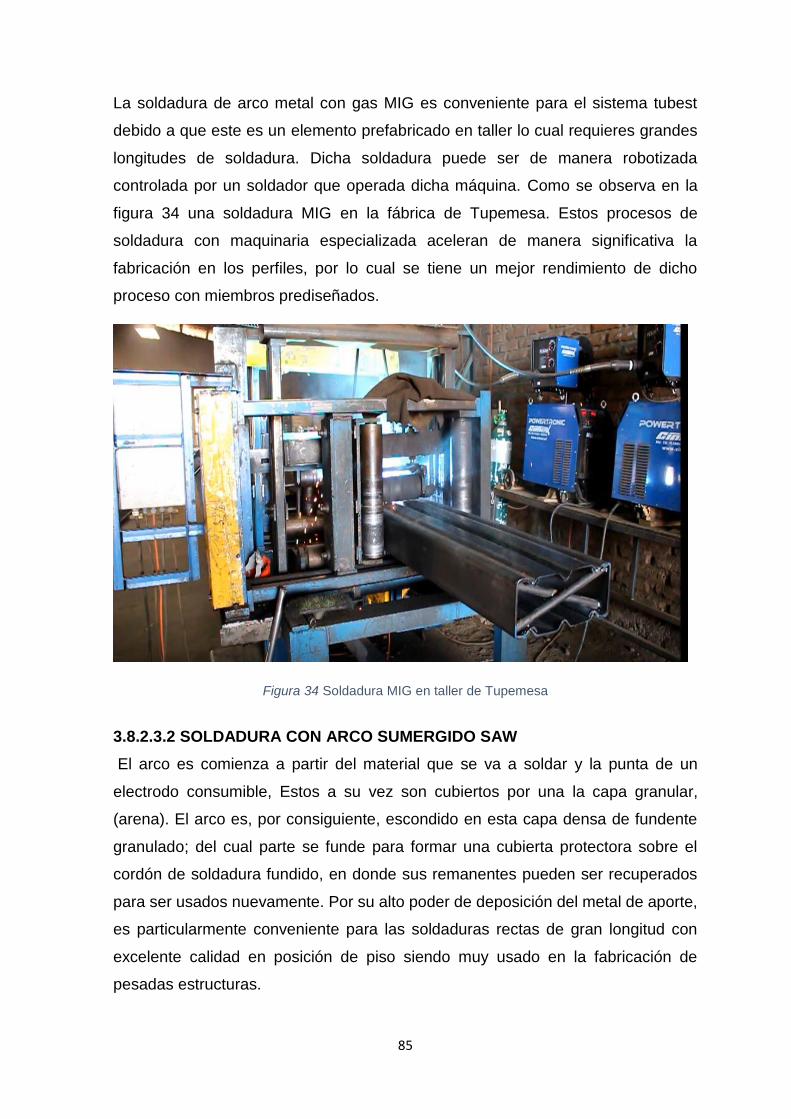
85
La soldadura de arco metal con gas MIG es conveniente para el sistema tubest
debido a que este es un elemento prefabricado en taller lo cual requieres grandes
longitudes de soldadura. Dicha soldadura puede ser de manera robotizada
controlada por un soldador que operada dicha máquina. Como se observa en la
figura 34 una soldadura MIG en la fábrica de Tupemesa. Estos procesos de
soldadura con maquinaria especializada aceleran de manera significativa la
fabricación en los perfiles, por lo cual se tiene un mejor rendimiento de dicho
proceso con miembros prediseñados.
Figura 34 Soldadura MIG en taller de Tupemesa
3.8.2.3.2 SOLDADURA CON ARCO SUMERGIDO SAW
El arco es comienza a partir del material que se va a soldar y la punta de un
electrodo consumible, Estos a su vez son cubiertos por una la capa granular,
(arena). El arco es, por consiguiente, escondido en esta capa densa de fundente
granulado; del cual parte se funde para formar una cubierta protectora sobre el
cordón de soldadura fundido, en donde sus remanentes pueden ser recuperados
para ser usados nuevamente. Por su alto poder de deposición del metal de aporte,
es particularmente conveniente para las soldaduras rectas de gran longitud con
excelente calidad en posición de piso siendo muy usado en la fabricación de
pesadas estructuras.

86
Figura 35 Soldadura de arco eléctrico sumergido
La soldadura de arco eléctrico sumergido es muy utilizada en los elementos
prefabricados debido a su alta calidad de soldadura y su utilización en grandes
longitudes, es por eso que junto a la soldadura MIG son las dos soldaduras
utilizadas en el sistema Tubest.
Figura 36 Soldadura con arco sumergido del perfil Tubest

87
3.8.2.4 ARMADO DE CAJONES TUBEST
El armado debe considerar crucetas en los extremos para evitar deformación del
interior del cajón, al momento de ser soldados.
1. Se deben disponer los perfiles OHM sobre la mesa de trabajo, provisto de tacos
laterales para ajustar la sección del perfil Tubest, y dar estabilidad lateral al
conjunto, tal como lo indica la figura, para luego disponer sobres estos un perfil
SIGMA y proceder a pinchar en forma intermitente cada 300 mm la zona de
contacto entre ambos perfiles. Se recomienda disponer de un par de elementos
en los extremos para que sirvan de rigidizadores (crucetas). Para Tubest
mayores a 8 metros poner en forma adicional, un elemento rigidizador en la
mitad del tramo.
2. Luego se da vuelta el conjunto antes formado y sobre este se pone el otro perfil
SIGMA, el cual se fija en forma provisoria con pinchazos de soldadura de la
misma manera antes descrita.
3. A continuación, se le debe dar la terminación final de soldadura, bajo los
procedimientos establecidos líneas antes. Cuando se armen perfiles tubest
cuyos largos obliguen a empalmar elementos, estos deben hacerse de modo
que la costura transversal no se produzca en una sola sección

88
4. Las vigas deberán estar libres de rebabas y cuadradas en sus extremos,
además deberán ser revisadas por el personal del maquillador, asegurando de
no tener irregularidades en la soldadura, como protuberancias,
discontinuidades, chisporroteo y en su forma como reviramiento, quiebres,
descuadre a lo largo, etc.
3.8.2.5 INSPECCION DEL PERFIL TUBEST
Para efectos de asegurar lo especificado para el sistema constructivo tubest se
deberá realizar en el producto terminado mediciones de: rectitud, reviramiento,
Largo, cotas de caras, escuadras y ensayos de tintas penetrantes. Este reporte de
inspección deberá ser entregado al Dpto. de Calidad de TUPEMESA una vez
terminado la maquila correspondiente. La frecuencia de entrega de estos reportes
será por cada O/C.
El método de cuantificar las variables de rectitud y reviramiento es con una wincha
o cinta métrica formado una recta de punta a punta del cajón en sus vértices y
midiendo con calibrador o vermier la flecha que se da en su parte más amplia
respecto a la pared de cajón, para el caso del reviramiento posicionado la wincha
en la forma diagonal y en el caso de la rectitud en forma recta respecto al eje del
cajón
TOLERANCIAS PERMITIDAS EN EL PRODUCTO TERMIANDO
Las tolerancias permisibles para las variables a controlar son:
3.8.2.6 CRONOGRAMA DE ACTIVIDADES
El cronograma de actividades se presenta en el anexo 4 que estará dado por los
procesos de fabricación de TUPEMESA para lo cual se elaboró el cronograma
según las actividades de dicha empresa.
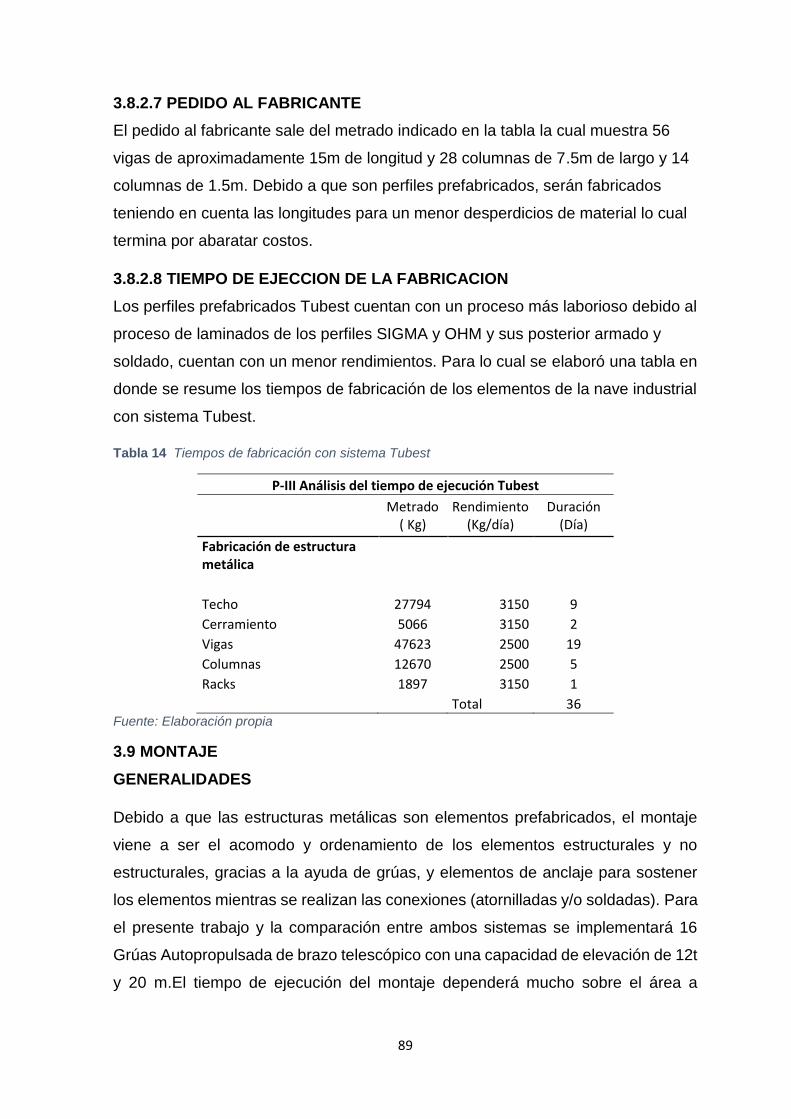
89
3.8.2.7 PEDIDO AL FABRICANTE
El pedido al fabricante sale del metrado indicado en la tabla la cual muestra 56
vigas de aproximadamente 15m de longitud y 28 columnas de 7.5m de largo y 14
columnas de 1.5m. Debido a que son perfiles prefabricados, serán fabricados
teniendo en cuenta las longitudes para un menor desperdicios de material lo cual
termina por abaratar costos.
3.8.2.8 TIEMPO DE EJECCION DE LA FABRICACION
Los perfiles prefabricados Tubest cuentan con un proceso más laborioso debido al
proceso de laminados de los perfiles SIGMA y OHM y sus posterior armado y
soldado, cuentan con un menor rendimientos. Para lo cual se elaboró una tabla en
donde se resume los tiempos de fabricación de los elementos de la nave industrial
con sistema Tubest.
Tabla 14 Tiempos de fabricación con sistema Tubest
P-III Análisis del tiempo de ejecución Tubest
Metrado ( Kg)
Rendimiento (Kg/día)
Duración (Día)
Fabricación de estructura metálica
Techo 27794 3150 9
Cerramiento 5066 3150 2
Vigas 47623 2500 19
Columnas 12670 2500 5
Racks 1897 3150 1
Total 36 Fuente: Elaboración propia
3.9 MONTAJE
GENERALIDADES
Debido a que las estructuras metálicas son elementos prefabricados, el montaje
viene a ser el acomodo y ordenamiento de los elementos estructurales y no
estructurales, gracias a la ayuda de grúas, y elementos de anclaje para sostener
los elementos mientras se realizan las conexiones (atornilladas y/o soldadas). Para
el presente trabajo y la comparación entre ambos sistemas se implementará 16
Grúas Autopropulsada de brazo telescópico con una capacidad de elevación de 12t
y 20 m.El tiempo de ejecución del montaje dependerá mucho sobre el área a

90
montar, el peso a montar. Además de las correctas máquinas de izaje y mano de
obra calificada, esto sumado a unos buenos planos de ingeniería de detalle logra
hacer eficientes los tiempos montajes. Otros de los aspectos importantes a tomar
en cuenta a la hora del montaje son el correcto trazo de ejes y alineamiento médiate
equipos de topografía para garantizar la geometría de la nave industrial.
Figura 37 Planificación del montaje de una nave industrial
3.9.1 FLETES DE ESTRUCTURAS METÁLICAS
Para el transporte de las estructuras metálicas es necesario tener en consideración,
la longitud de las vigas, debido a que los vehículos de trasporte tienen una longitud
máxima. Dicho traslado de las vigas debe ser tomado en cuenta por el proyectista
ya que puede influir de manera significativa en el presupuesto de la obra. Otros de
los aspectos a tomar en cuenta es la coordinación entre la persona encargada del
montaje, y el fabricante. El fabricante debe tener dar un control de embarque
indicando que piezas está enviando a obra junto con cada codificación para su
identificación y otras series de informaciones. El encargado a montar deber saber
que partes de los elementos deben llegar a obras primero, y buscar la manera más
eficiente de que los siguientes embarques lleguen conforme se avanza la obra.
Muchas veces la ubicación de la obra indica de qué manera se pueden realizar los
fletes, por ejemplo si una obra se realiza en un lugar alejado de la ciudad en Ica, y
la fabricación de los perfiles se encuentra en Lurín, entonces se debe tener en
cuenta que soldar los elementos en campo va ser más complicado debido a los
Pla
nif
icac
ion
Montaje de columnas y
puntales
Montaje y armado de
vigas
Montaje de viguetas e instalacion de riostras
Ariste y toqueo de
pernos
Colocacion de la
cobertura
Pintado de elementos
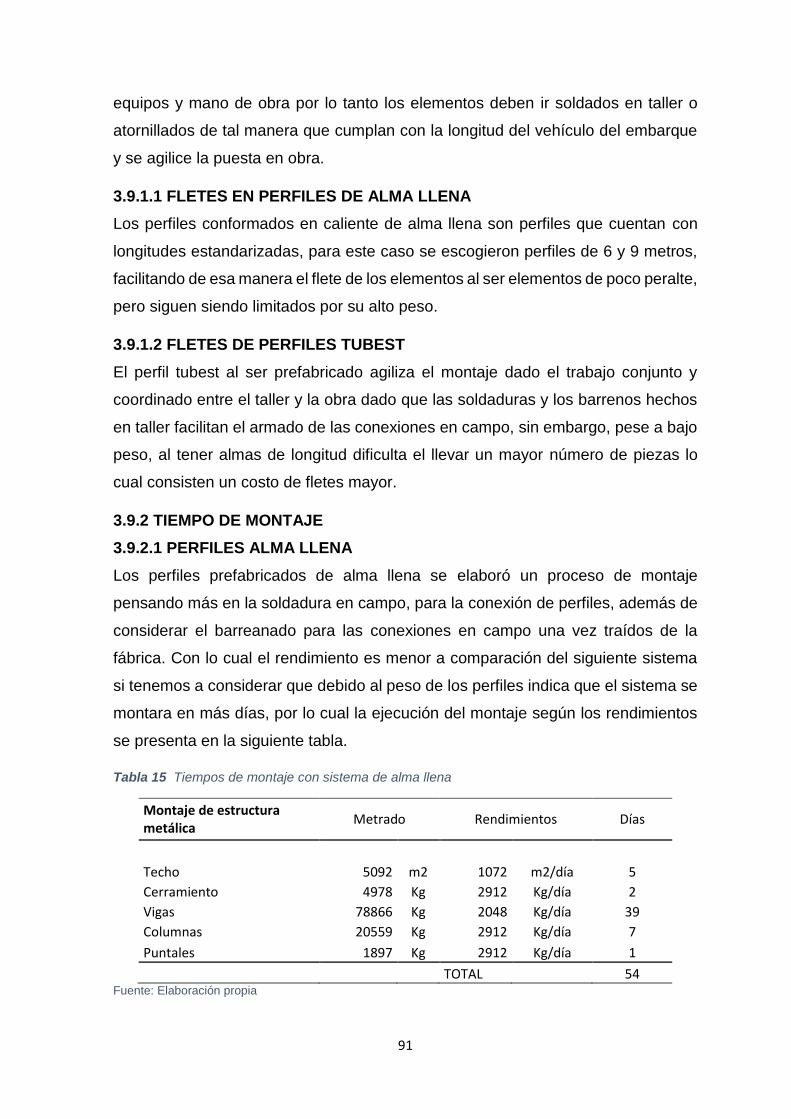
91
equipos y mano de obra por lo tanto los elementos deben ir soldados en taller o
atornillados de tal manera que cumplan con la longitud del vehículo del embarque
y se agilice la puesta en obra.
3.9.1.1 FLETES EN PERFILES DE ALMA LLENA
Los perfiles conformados en caliente de alma llena son perfiles que cuentan con
longitudes estandarizadas, para este caso se escogieron perfiles de 6 y 9 metros,
facilitando de esa manera el flete de los elementos al ser elementos de poco peralte,
pero siguen siendo limitados por su alto peso.
3.9.1.2 FLETES DE PERFILES TUBEST
El perfil tubest al ser prefabricado agiliza el montaje dado el trabajo conjunto y
coordinado entre el taller y la obra dado que las soldaduras y los barrenos hechos
en taller facilitan el armado de las conexiones en campo, sin embargo, pese a bajo
peso, al tener almas de longitud dificulta el llevar un mayor número de piezas lo
cual consisten un costo de fletes mayor.
3.9.2 TIEMPO DE MONTAJE
3.9.2.1 PERFILES ALMA LLENA
Los perfiles prefabricados de alma llena se elaboró un proceso de montaje
pensando más en la soldadura en campo, para la conexión de perfiles, además de
considerar el barreanado para las conexiones en campo una vez traídos de la
fábrica. Con lo cual el rendimiento es menor a comparación del siguiente sistema
si tenemos a considerar que debido al peso de los perfiles indica que el sistema se
montara en más días, por lo cual la ejecución del montaje según los rendimientos
se presenta en la siguiente tabla.
Tabla 15 Tiempos de montaje con sistema de alma llena
Montaje de estructura metálica
Metrado Rendimientos Días
Techo 5092 m2 1072 m2/día 5
Cerramiento 4978 Kg 2912 Kg/día 2
Vigas 78866 Kg 2048 Kg/día 39
Columnas 20559 Kg 2912 Kg/día 7
Puntales 1897 Kg 2912 Kg/día 1
TOTAL 54 Fuente: Elaboración propia
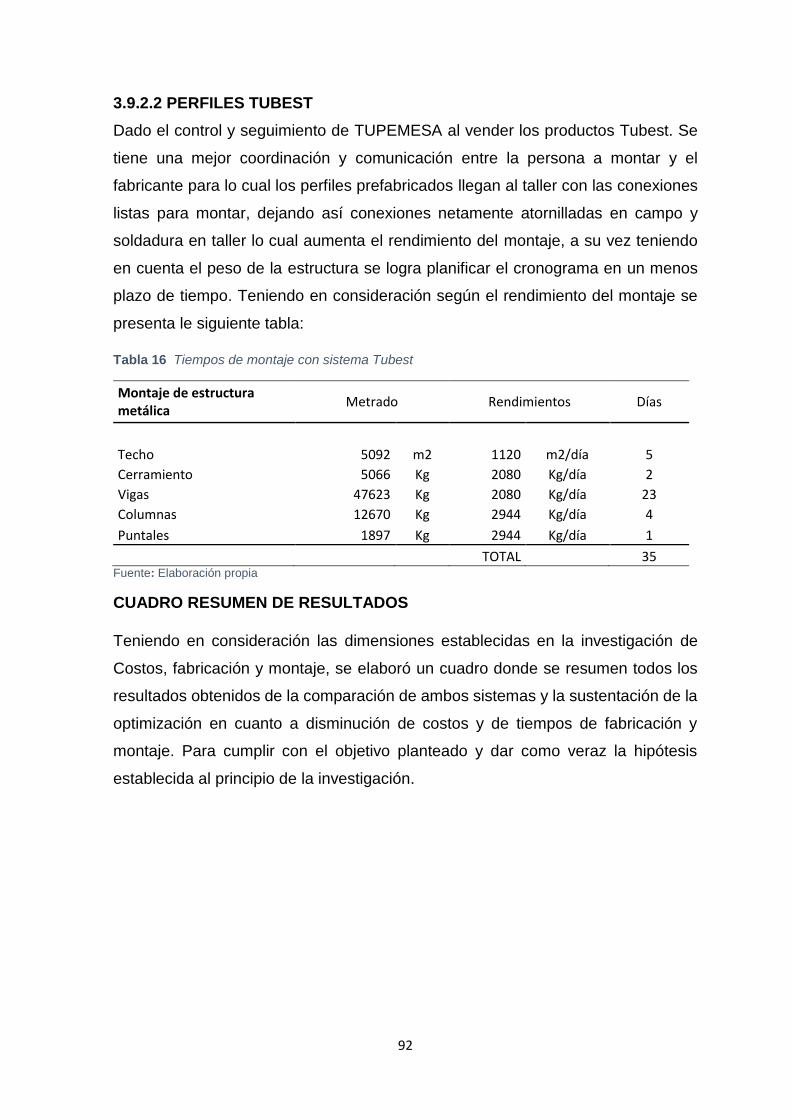
92
3.9.2.2 PERFILES TUBEST
Dado el control y seguimiento de TUPEMESA al vender los productos Tubest. Se
tiene una mejor coordinación y comunicación entre la persona a montar y el
fabricante para lo cual los perfiles prefabricados llegan al taller con las conexiones
listas para montar, dejando así conexiones netamente atornilladas en campo y
soldadura en taller lo cual aumenta el rendimiento del montaje, a su vez teniendo
en cuenta el peso de la estructura se logra planificar el cronograma en un menos
plazo de tiempo. Teniendo en consideración según el rendimiento del montaje se
presenta le siguiente tabla:
Tabla 16 Tiempos de montaje con sistema Tubest
Montaje de estructura metálica
Metrado Rendimientos Días
Techo 5092 m2 1120 m2/día 5
Cerramiento 5066 Kg 2080 Kg/día 2
Vigas 47623 Kg 2080 Kg/día 23
Columnas 12670 Kg 2944 Kg/día 4
Puntales 1897 Kg 2944 Kg/día 1
TOTAL 35 Fuente: Elaboración propia
CUADRO RESUMEN DE RESULTADOS
Teniendo en consideración las dimensiones establecidas en la investigación de
Costos, fabricación y montaje, se elaboró un cuadro donde se resumen todos los
resultados obtenidos de la comparación de ambos sistemas y la sustentación de la
optimización en cuanto a disminución de costos y de tiempos de fabricación y
montaje. Para cumplir con el objetivo planteado y dar como veraz la hipótesis
establecida al principio de la investigación.

93
Fuente: Elaboración propia
Sistema metálico
Dimensiones de los perfiles Peso de la
nave industrial
Costo de la nave
industrial
Tiempos de fabricación
Tiempos de montaje Alma Patín
Longitud Espesor Longitud Espesor
Sistema Tubest 700mm 5mm 200mm 4mm 95050 kg S/945,482.36 36 días 35 días
Sistema convencional
464mm 10.75mm 192mm 18.97mm 134094 kg S/1,217,575.34 44 días 54 días
Resumen de optimización 39044 kg S/272,092.98 8 días 19 días
Tabla 17 Cuadro resumen de resultados
94
4. DISCUSIONES
A partir de los resultados obtenidos, aceptamos la hipótesis general que
establece que el sistema Tubest optimiza la construcción de naves industriales
en Lima. Dado que se logró un ahorro de S/. 272,092.98 y una disminución del
plazo de ejecución de la nave industrial 21 días a comparación del sistema
convencional.
Estos resultados guardan relación con Gutarra (2016) en Mejoramiento de
almacenes auto-soportados con elementos de acero estructural nacional, en
donde sus hallazgos presentan una optimización tras la comparación entre los
almacenes auto-soportados con el sistema convencional de alma llena,
presentando un ahorro de S/. 160,838.16 en costos del almacén y una
disminución en los plazos de ejecución de 35 días. Ello es acorde con los
resultados obtenidos.
En lo que respecta a costos del sistema Tubest para una nave industrial de
5092m2 con marco rígido 32 m de luz libre con una longitud total de 63.9 m
resulto ser de S/945,482.36. Guardando relación con la tesis de Aedo (2016) en
Diseño fabricación y montaje de estructuras metálicas de una nave múltiple con
sistema Tubest, para una planta industrial ubicada en la zona industrial de Lurín.
El cual planteo para una nave industrial con pórticos con marcos rígidos de 20 m
de luz y 48m de longitud con un área de 2880 m2 obtuvo un costo de
S/538,490.94. Teniendo una relación entre el área ejecutada y el costo de la
nave industrial.
En donde no se encontró concordancia fue en los tiempos de fabricación y
montaje debido, a que el autor presento un tiempo total de 67 días de ejecución
mientras que la presente tesis presento 40 días de ejecución esto debido a que
los rendimientos y el número de grúas usados en los proyectos diferencian ya
que el Autor utilizo 10 grúas y en el presente proyecto se implementaron 16 grúas
para la comparación debido a los plazos establecidos.
95
5. CONCLUSIONES
Considerando los resultados obtenidos es la presente investigación podemos
asegurar que el Sistema Metálico Tubest optimiza la construcción de Naves
Industriales lo que representa una solución a los problemas actuales de Lima
en aspecto industrial considerando factores de costo, fabricación y montaje.
La implementación del diseño de una nave industrial de 5092 m2 de construcción
con sistema Tubest, dio como resultado una estructura metálica cuyo peso total
fue de 95050 Kg frente la nave industrial diseñada con sistema de alma llena
que resulto ser de 134094 Kg, presentando una de diferencia del 30% en el peso
de ambos sistemas. Esto se debe a que los perfiles Tubest presentan
dimensiones como almas de 70cm y patín de 20cm con espesores de 5mm y 4
mm respectivamente, mientras que el alma llena presenta dimensiones de
46,4cm en alma y 19.2cm de patín, con espesores de 10.75mm y 18.97mm
Teniendo así por parte del Sistema Tubest perfiles más ligeros por la
disminución de espesores y alargamiento de alma para no perder así la
eficiencia estructural. Como consecuencia se tuvo una disminución de los
costos de fabricación y montaje dado que precio del acero se da por peso, en
donde el sistema Tubest presento un valor de S/945,482.36 mientras que el
sistema de Tradicional fue de S/1,217,575.34. Pese a que los perfiles Tubest
cuentan con un precio unitario mayor, estos resultaron ser menores en el costo
total de la nave industrial.
En cuanto a fabricación de elementos estructurales metálicos para naves
industriales se contó con un sistema Tubest cuyo proceso de fabricación son
más laboriosos, por lo cual se cuenta con un rendimiento de 2500 kg/día según
Tupemesa, debido a la conformación de perfiles y el complejo uso maquinarias
y herramientas, Además al ser elementos pre-fabricados en taller se logra un
mejor control de calidad en la soldadura y barrenados. Sin embargo, al contar
con un menor pedido debido al menor peso de la nave se logró una fabricación
de 19 días para las vigas y 5 días para las columnas. Esto en comparación con
el sistema tradicional de alma llena cuyo rendimiento es de 3150 kg/día dado
que su fabricación solo este dado por la conformación en caliente logrando asi
un tiempo de 25 días para la fabricación de vigas y 7 para la de columnas
requeridas por el proyecto, Lo cual muestra una reducción del 25 % en los
96
tiempos de fabricación. Por lo que podemos concluir que el sistema Tubest
reduce considerablemente los tiempos de fabricación de elementos
estructurales en la construcción de una nave industrial.
En cuanto a montaje con el sistema metálico Tubest se obtuvo un mayor
rendimiento en campó debido a que el detalle de ingeniería brindado por
Tupemesa y la comunicación entre fabricante y montista, esto sumado a la
rapidez de la colocación de conexiones atornilladas se logró alcanzar un
rendimiento para vigas y columnas de 2080 kg/día y 2994 kg/día
respectivamente Logrando montar toda la nave industrial en 35 Días. A
comparación que con el sistema de alma llena que al tener que soldar trabes,
realizar los barrenos en campo y contar con trabes más pesadas se cuenta con
una disminución en el rendimiento llegando a ser de 2048kg/día para columnas
y 2944 kg/día. Lo cual, sumado al mayor peso de la nave con este sistema hace
que la nave industrial se monte en 54 días. En conclusión, se obtuvo una
disminución del 35 % (tabla 17) en los tiempos del montaje, de esta manera
Tubest optimiza los tiempos de montaje de una nave industrial.
97
6. RECOMENDACIONES
Dado que la presente investigación se realizó a una nave industrial de 32m de
luz libre y teniendo en cuenta el catálogo limitado en cuanto a perfiles Tubest.
Se recomienda para futuras investigaciones realizar una comparación de ambos
sistemas con naves industriales que tengan luces libres de 40 metros e ir
aumentando la luz libre para identificar el punto donde deja de ser viable la
elección del Sistema Tubest como sistema de construcción para naves industrial.
Si bien es cierto la zonificación empleada es la más desfavorable, el tipo de suelo
resulta ser intermedio con suelo cohesivos. Por ello se recomienda, asumir el
peor escenario sísmico en una futura investigación diferentes zonas sísmicas del
país y en zonas con distintos tipos de suelos, dado la limitación geométrica de
los perfiles Tubest teniendo como máximo el perfil del catálogo al TB
800x400x6x4, podría influir en los resultados de manera significativa.
Al ser el Sistema metálico Tubest perfiles tubulares formados por dos perfiles, y
dada que la construcción metálica está teniendo una competencia mayor cada
día, se recomienda para futuras investigaciones una comparación con sistemas
metálicos tales como, Secciones variables, Sistemas tubulares lisos y/o
armaduras.
Por último, se recomienda para futuras investigaciones la comparación entre los
tipos de acero utilizados en el sistema metálico Chile, tal y como son el acero
A46 utilizado por la empresa Tupemesa y el acero A42-27 ES utilizado por Cintac
en Chile. Realizando una comparación frente a las cargas de sismo, viento y
gravedad presentadas en el Perú.
98
7. REFERENCIAS BIBLIOGRÁFICAS
1. AMERICAN Institute of Steel Construction. ASIC 341: Seismic provisions for
Structural Steel Building [en línea], 16th ed. Estados Unidos: Chicago, IL, 2016
[Fecha de consulta: 30 de Septiembre del 2017]. Disponible en:
https://www.aisc.org/globalassets/aisc/publications/standards/seismic-
provisions-for-structural-steel-buildings-ansi-aisc-341-16.pdf
2. AMERICAN Institute of Steel Construction. AISC 360: Specification for
Structural Steel Buildings [en línea], 16th ed. Estados Unidos: Chicago, IL, 2016
[Fecha de consulta: 30 de Septiembre del 2017]. Disponible en:
https://www.aisc.org/globalassets/aisc/publications/standards/a360-16-spec-
and-commentary.pdf
3. GAETE, Danilo. Guía para la ejecución de modificaciones de obra en
edificación de galpones hasta 2.000m2 con privados. Tesis (Título en
construcción civil). Valdivia: Universidad Austral de Chile. (2014).Disponible en:
http://cybertesis.uach.cl/tesis/uach/2014/bmfcig129g/doc/bmfcig129g.pdf
4. CONOCE los nuevos parques industriales en Lima [en línea]. Gestión: Lima,
Perú, 25 de septiembre del 2017.[Fecha de consulta: 27 de septiembre del
2017] Disponible en: https://gestion.pe/suplemento/comercial/lotes-terrenos-
industriales/conoce-nuevos-parque-industriales-lima-1003028
5. HERNÁNDEZ, María. Optimización en el diseño estructural de pórticos para
naves de grandes luces Tesis (Título en ingeniería civil). Cartagena:
Universidad Politécnica de Cartagena (2016). Disponible en:
http://repositorio.upct.es/handle/10317/5701
6. MONTOYA, Denise. Optimización de estructuras de nave industriales
empleando tecnología BIM Tesis (Maestría en ingeniería civil). Aguas
Calientes: Universidad Autónoma de Aguas Calientes. (2016). Disponible en:
http://bdigital.dgse.uaa.mx:8080/xmlui/handle/123456789/661
7. REVISTA el acero de hoy. Ciudad de México, 1 (1). Marzo 2010.
8. VIZUETE, Miguel. Cálculo y diseño de una nave industrial con cubierta
fotovoltaica y entreplanta, Tesis (Licenciatura) Madrid: Universidad Carlos III
de, Madrid. (2013). Disponible en: https://e-
archivo.uc3m.es/bitstream/handle/10016/19244/TFG_Miguel_Vizuete_Martine
z.pdf
99
9. UNIVERSIDAD César Vallejo. Diseño y desarrollo del proyecto de
investigación: Guía de aprendizaje. Trujillo- Perú: Escuela de Postgrado.
(2013).
10. PERÚ construye. Naves y Galpones: Construcciones de acero para uso
industrial, Lima: Revista Perú construye (48): 78-85, 2017.
11. GUTARRA, Milagros. Mejoramiento de almacenes auto soportados con
elementos de acero estructural nacionales. Tesis (Título en ingeniería civil)
Huancayo: Universidad Nacional del Centro del Perú. (2016) Disponible en:
http://repositorio.uncp.edu.pe/handle/UNCP/1180
12. KUMAR, A. SRAVAN, et al. Design and Analysis of Pre Engineered Industrial
Buildings (PEB). (2014)
13. MACCARTHY, I. Prefabricated building method using cold-formed steel
components. Journal of Constructional Steel Research, p. 194-195.
14. HERNÁNDEZ, Sampieri, FERNÁNDEZ, Roberto, BAPTISTA, Pilar.
Metodología de la investigación- 6ta Edición
15. NORMAS Técnicas de edificación. E.90 estructuras metálicas: Perú. (2015)
16. CAPECO. Costos y Presupuesto. Lima: Perú (2010).
17. URENDA, L. Diseño de nave industrial destinada para casino en b.c.s, Ciudad
de México. Universidad Nacional Autónoma de México. (2013).
18. JEFFUS, L Welding principles and application 5th Edition. (2009).
19. GABIDIA, Ana; Subía, Ana. Elaboración de los procedimientos de fabricación y
montaje de una estructura de acero para un edificio tipo. Tesis (Título en
ingeniería Mecánica). Quito: Escuela politécnica nacional de Quito (2015).
Disponible en: http://bibdigital.epn.edu.ec/bitstream/15000/10578/1/CD-
6256.pdf
20. VALDERRAMA, S. Pasos para la elaborar proyectos de investigación científica.
5ta Edición. Editorial: San marcos. (2015)
21. CARRASCO, S “Metodología de la investigación científica” 5ta Edición:
Editorial: San marcos. (2012).
22. MCCORMAC, Jack. Diseño de estructuras de acero. Alfaomega Grupo Editor,
2016.
23. CRISAFULLI, Francisco Javier. Diseño sismoresistente de construcciones de
acero. Santiago de Chile, 2013.
100
24. LARA SALAZAR, Gonzalo Eduardo. Diseño sismoresistente de conexiones
empernadas de acero en edificios. 2014. Tesis de Licenciatura. Universidad de
las Fuerzas Armadas ESPE. Carrera de Ingeniería Civil.
25. PIÑA, DAVID IGLESIAS. Condiciones de la infraestructura y el equipamiento
urbano de los parques industriales en México. Un análisis
contemporáneo. Paradigma económico, 2012, p. 29-51.
26. AMERICAN National Standards Institute. ANSI-AWS 2000: Código para
soldadura estructural-Acero [en línea], Estados Unidos: Chicago, IL, 2000
[Fecha de consulta: 30 de marzo del 2018] Dispnible en:
http://www.soldaceros.com.pe/wp-content/uploads/2015/09/ANSI-AWS-D1.1.-
2000.pdf
101
ANEXOS
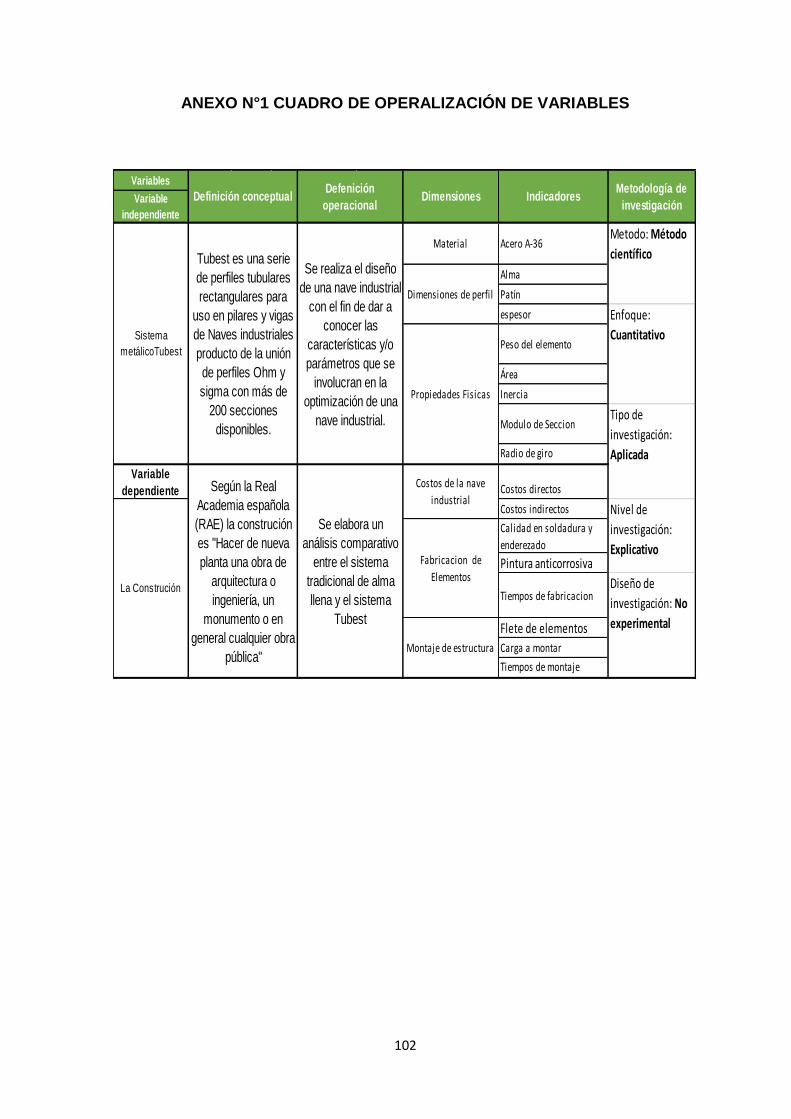
102
ANEXO N°1 CUADRO DE OPERALIZACIÓN DE VARIABLES
Variables
Variable
independiente
Alma
Patín
espesor
Área
Inercia
Radio de giro
Variable
dependiente Costos directos
Costos indirectos
Calidad en soldadura y
enderezado
Pintura anticorrosiva
Tiempos de fabricacion
Flete de elementos
Carga a montar
Tiempos de montaje
Diseño de
investigación: No
experimental
Metodo: Método
científico
Nivel de
investigación:
Explicativo
Tipo de
investigación:
Aplicada
Enfoque:
Cuantitativo
Metodología de
investigación
Montaje de estructura
Propiedades Fisicas
Modulo de Seccion
Peso del elemento
Tubest es una serie
de perfiles tubulares
rectangulares para
uso en pilares y vigas
de Naves industriales
producto de la unión
de perfiles Ohm y
sigma con más de
200 secciones
disponibles.
Sistema
metálicoTubest
Defenición
operacional
Se realiza el diseño
de una nave industrial
con el fin de dar a
conocer las
características y/o
parámetros que se
involucran en la
optimización de una
nave industrial.
Según la Real
Academia española
(RAE) la construción
es "Hacer de nueva
planta una obra de
arquitectura o
ingeniería, un
monumento o en
general cualquier obra
pública"
La Construción
Se elabora un
análisis comparativo
entre el sistema
tradicional de alma
llena y el sistema
Tubest
Costos de la nave
industrial
Fabricacion de
Elementos
Dimensiones Indicadores
Material Acero A-36
Dimensiones de perfil
Definición conceptual
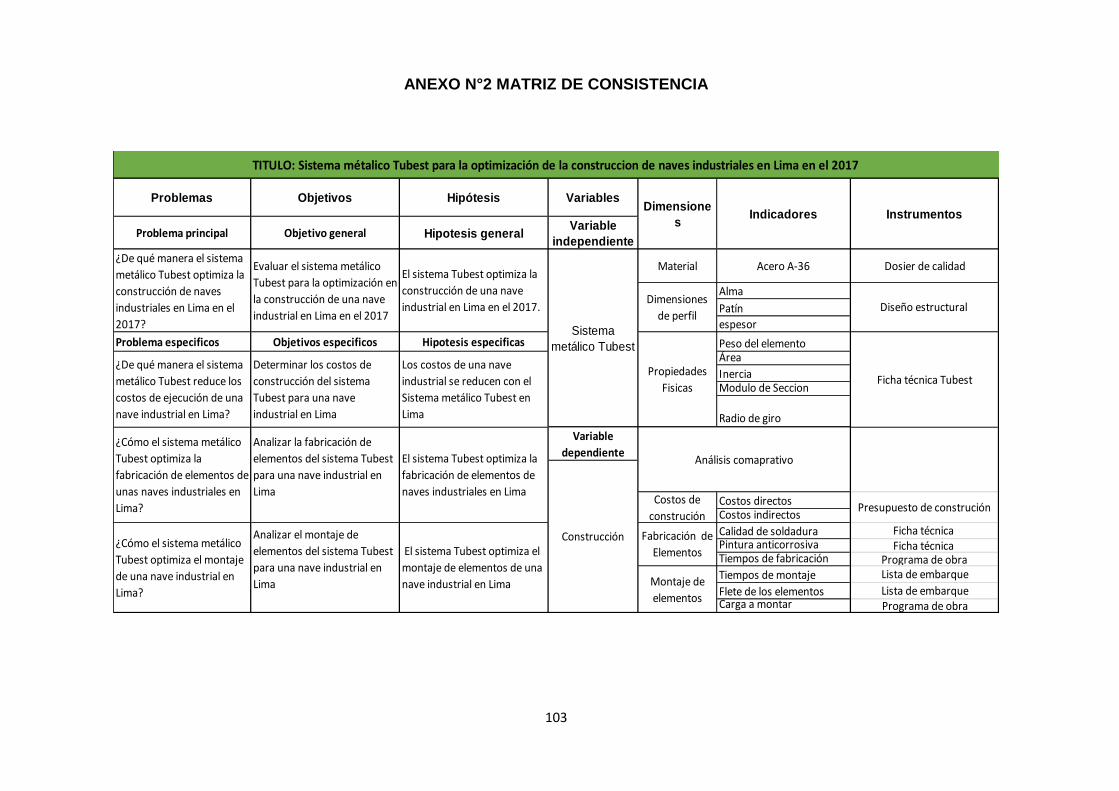
103
ANEXO N°2 MATRIZ DE CONSISTENCIA
Problemas Objetivos Hipótesis Variables
Problema principal Objetivo general Hipotesis generalVariable
independiente
Alma
Patín
espesor
Problema especificos Objetivos especificos Hipotesis especificas Peso del elementoÁrea
InerciaModulo de Seccion
Radio de giro
Variable
dependiente
Costos directosCostos indirectos
Calidad de soldaduraPintura anticorrosivaTiempos de fabricación
Tiempos de montaje
Flete de los elementosCarga a montar
TITULO: Sistema métalico Tubest para la optimización de la construccion de naves industriales en Lima en el 2017
Instrumentos
Ficha técnica Ficha técnica
Programa de obra
Lista de embarque
Lista de embarque
Presupuesto de construción
Programa de obra
Dosier de calidad
Diseño estructural
Ficha técnica Tubest
Acero A-36
Sistema
metálico Tubest
Determinar los costos de
construcción del sistema
Tubest para una nave
industrial en Lima
Los costos de una nave
industrial se reducen con el
Sistema metálico Tubest en
Lima
Fabricación de
Elementos
Construcción
Montaje de
elementos
Dimensione
sIndicadores
¿De qué manera el sistema
metálico Tubest optimiza la
construcción de naves
industriales en Lima en el
2017?
Evaluar el sistema metálico
Tubest para la optimización en
la construcción de una nave
industrial en Lima en el 2017
El sistema Tubest optimiza la
construcción de una nave
industrial en Lima en el 2017.
Costos de
construción
¿De qué manera el sistema
metálico Tubest reduce los
costos de ejecución de una
nave industrial en Lima?
Análisis comaprativo
¿Cómo el sistema metálico
Tubest optimiza la
fabricación de elementos de
unas naves industriales en
Lima?
El sistema Tubest optimiza el
montaje de elementos de una
nave industrial en Lima
Analizar el montaje de
elementos del sistema Tubest
para una nave industrial en
Lima
¿Cómo el sistema metálico
Tubest optimiza el montaje
de una nave industrial en
Lima?
Analizar la fabricación de
elementos del sistema Tubest
para una nave industrial en
Lima
El sistema Tubest optimiza la
fabricación de elementos de
naves industriales en Lima
Propiedades
Fisicas
Dimensiones
de perfil
Material
104
105
106

107


















