
TESIS DE GRADOrepositorio.ug.edu.ec/bitstream/redug/4377/1/3695...PRÓLOGO Este trabajo se realizó...
117
UNIVE FACULTAD CARRER TOP T PREVIO A IN “ANALISIS DEL S BAJAÑA ING. IND G ERSIDAD DE GUAYAQUIL D DE INGENIERÍA INDUSTR RA INGENIERIA INDUSTRIA PICOS DE GRADUACIÓN TESIS DE GRADO A LA OBTENCIÓN DEL TÍTULO D NGENIERO INDUSTRIAL TEMA: SISTEMA DE PROCESOS DE LA E TECNIGLASS S.A.” AUTOR: A FAJARDO ELVIS DE LA CRUZ DIRECTOR DE TESIS D. CAICEDO CARRIEL WALTER 2008 - 2009 GUAYAQUIL- ECUADOR RIAL AL DE EMPRESA Z R
Transcript of TESIS DE GRADOrepositorio.ug.edu.ec/bitstream/redug/4377/1/3695...PRÓLOGO Este trabajo se realizó...

UNIVERSIDAD DE GUAYA
FACULTAD DE INGENIER
CARRERA
TOPICOS DE GRADUACIÓ
TESIS DE GRADO
PREVIO A LA OBTENCIÓ
INGENIERO INDUSTRIAL
“ANALISIS DEL SISTEMA
BAJAÑA FAJARDO ELVIS
ING. IND. CAICEDO CA
GUAYAQUIL
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL
CARRERA INGENIERIA INDUSTRIA
TOPICOS DE GRADUACIÓN
TESIS DE GRADO
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
TEMA:
ANALISIS DEL SISTEMA DE PROCESOS DE LA EMTECNIGLASS S.A.”
AUTOR:
BAJAÑA FAJARDO ELVIS DE LA CRUZ
DIRECTOR DE TESIS
ING. IND. CAICEDO CARRIEL WALTER
2008 - 2009
GUAYAQUIL- ECUADOR
ÍA INDUSTRIAL
INGENIERIA INDUSTRIAL
N DEL TÍTULO DE
DE PROCESOS DE LA EMPRESA
DE LA CRUZ
RRIEL WALTER

PRÓLOGO
Este trabajo se realizó en la empresa Tecniglass S.A., en el
área de producción en el cual se analizaron los problemas que
afectan al proceso en las diferentes líneas y se desarrolló una
propuesta de solución.
En el Capítulo I, se puntualizan los antecedentes
relacionados con la empresa, los recursos con los que cuentan,
además la descripción de los procesos y productos o servicios
que ofrecen.
En el Capítulo II, se presenta la situación actual de la
empresa, como la distribución de planta, análisis de las
actividades en el proceso, tipos de maquinarias e insumos,
planificación y control de la producción, producción y costo
mensual de las máquinas en servicio, las cinco fuerzas de
Michael Porter y análisis Foda.
En el Capítulo III, se identifican los problemas, utilizando el
diagrama Causa-Efecto, diagrama de Pareto, y la cuantificación
de los problemas y el diagnóstico.
En el Capítulo IV, se desarrolla la propuesta de solución;
objetivos, justificativos, estructura, desarrollo, evaluación,
análisis, metas y factibilidad de la propuesta.
En el Capítulo V, se desarrolla el análisis de los costos de la
inversión, amortización, flujo de caja, TIR, VAN, relación
beneficio/costo y el tiempo de recuperación de la inversión.

AGRADECIMIENTO
A Jehová, Dios Todopoderoso por haberme dado mucha sabiduría, para el logro de uno de mis objetivos más anhelado de mi vida, ser profesional.
A los catedráticos de la Facultad, que con sus conocimientos y experiencias, adquiridos a través de los años de trabajo, supieron transmitir con sabiduría sus enseñanzas.
Al profesor Ing. Walter Caicedo Carriel, Director de Tesis, quedo eternamente agradecido por su ayuda incondicional, sincera y profesional como guía, para la elaboración de este trabajo monográfico.
Elvis Bajaña Fajardo

DEDICATORIA
Dedico este trabajo a mi familia, en especial a mi esposa Ing. Com. Cecilia Martínez Hidalgo, por el apoyo brindado incondicionalmente, para culminar esta carrera de Ingeniería.
A mis padres, Sr. Martin Bajaña Bedor y Sra. María Fajardo Calderón que me dieron la vida, enseñándome y aconsejándome siempre con amor desinteresado, los valores morales-éticos que hacen a un hombre digno de confianza y honestidad hacia la sociedad.
A mis hermanos, apoyándome para que siga adelante en esta dura tarea de luchar por ser alguien en esta maravillosa pero corta vida.
Elvis Bajaña Fajardo

ÍNDICE GENERAL
CAPÍTULO I
INTRODUCCIÓN
№ Descripción Pág.
1.1. Antecedentes 3
1.2. Quienes somos 4
1.3. Aplicaciones 5
1.4. Localización geográfica 6
1.5. Sector de actividad económica 7
1.6. Líneas de producción 7
1.6.1. Proceso de corte 8
1.6.2. Proceso de canteo 8
1.6.3. Proceso de biselado 9
1.6.4. Proceso de arenado 10
1.6.5. Proceso de perforado 11
1.7. Productos y servicios 12
1.8. Visión 12
1.9. Misión 12
1.10. Descripción de los problema 12
1.11. Justificativos 13
1.12. Objetivos generales 13
1.13. Objetivos específicos 13
1.14. Metodología 14
1.15. Marco teórico 14
CAPÍTULO II

SITUACIÓN ACTUAL
№ Descripción Pág.
2.1. Organización de la empresa 15
2.1.1. Estructura funcional 15
2.2. Distribución de planta 17
2.3. Recorrido de la materia prima 18
2.4. Análisis de procedimiento en el proceso del vidrio 19
2.5. Análisis de actividades en el proceso del vidrio 19
2.6. Procesos en el vidrio de corte, canteo y biselado 20
2.7. Tipos de maquinaria 24
2.8. Equipos y herramientas industriales 31
2.8.1. Muelas de brillo tipo taza 36
2.8.2. Muelas de brillo periféricas 36
2.8.3. Fieltros 38
2.8.4. Óxido de cerio 39
2.9. Seguridad industrial 40
2.10. Clases de vidrios y espejos en el mercado 40
2.11. Recurso humano 41
2.12. Canales de distribución 41
2.13. Abastecimiento 42
2.14. Tipo de planificación en la producción 42
2.15. Control de la producción 43
2.16. Producción mensual de las máquinas en servicio 43
2.17. Costo mensual de la producción por máquina 44
2.18. Costo anual de la producción 48
2.19. Producción diaria trabajada de cada maquinaria 48
2.20. Producción hora trabajada de cada maquinaria 49
2.21. Las cincos fuerzas de Michael Porter 50
2.22. Análisis FODA 53
2.22.1. Fortalezas 53
2.22.2. Oportunidades 53

2.22.3. Debilidades 53
2.22.4. Amenazas 53
2.23. Matriz Foda 54
CAPÍTULO III
DIAGNÓSTICO
№ Descripción Pág.
3.1. Identificación de los problemas y Diagrama 55
de Causa-Efecto
3.2. Análisis de los problemas 56
3.3. Diagrama de Pareto 58
3.4. Cuantificación de los problemas 61
3.4.1. Costos Generados por Productos defectuosos 61
3.4.2. Costos generados por paras en máquinas 62
3.4.3. Costos generados por calibración de maquinarias 64
3.5. Tiempo improductivo por calibración de las 66
maquinarias
3.5.1. Producción diaria no trabajada por máquina 67
3.5.2. Producción mensual no trabajada por máquina 67
3.6. Diagnóstico y análisis de los problemas de 68
mayor incidencia
CAPÍTULO IV
PROPUESTA PARA SOLUCIONAR LOS PROBLEMAS

№ Descripción Pág.
4.1. Objetivo general 69
4.2. Objetivos específicos 69
4.3. Justificativo 69
4.4. Estructura y desarrollo de la propuesta 70
4.4.1. Estructura de la propuesta 70
4.4.2. Desarrollo de la propuesta 70
4.4.2.1. Modelo de planificación y control de producción 68
4.4.2.2. Planificación de la producción 71
4.4.2.3. Control de la producción 72
4.4.2.4. Plan de Mantenimiento preventivo 73
4.4.2.4.1. Control de Mantenimiento mensual 74
4.4.2.5. Programación de los procesos en la maquinaria 76
4.4.2.6. Capacitación del personal 78
4.4.2.7. Adquisición de máquina canteadora CR/1111 79
4.5. Evaluación y análisis de la solución 83
4.6. Metas a alcanzar con la propuesta 84
4.7. Factibilidad de la propuesta 84
CAPÍTULO V
EVALUACIÓN ECONÓMICA Y ANÁLISIS FINANCIERO
№ Descripción Pág.
5.1. Costos y calendario de la inversión 85
5.1.1. Inversión fija 85
5.1.2. Depreciación 86
5.2. Plan de inversión/financiamiento de la propuesta 87
5.2.1. Amortización de la inversión/crédito financiero 87
5.3. Flujo de caja 88
5.4. Tasa interna de retorno (TIR) 90

5.5. Cálculo del valor actual neto (VAN) 91
5.6. Relación beneficio /costo 91
5.7. Cálculo para determinar la recuperación de la 92
inversión
CAPÍTULO VI
PROGRAMACIÓN Y PUESTA EN MARCHA
№ Descripción Pág.
6.1. Cronograma de implementación 94
6.2. Programación y control 95
CAPÍTULO VII
CONCLUSIONES Y RECOMENDACIONES
№ Descripción Pág.
7.1. Conclusiones 96
7.2. Recomendaciones 97
Bibliografía
ÍNDICE DE CUADROS
№ Descripción Pág.
1 Descripción y datos técnicos TM-4 24
2 Descripción y datos técnicos TB-64 26
3 Descripción y datos técnicos SB-10 27

4 Descripción y datos técnicos SB-2 29
5 Descripción y datos técnicos GH-140 30
6 Formatos de vidrios en el mercado 40
7 Formatos de espejos en el mercado 41
8 Producción Septiembre 2008 44
9 Costo de la producción mensual 47
10 Costo anual 48
11 Producción diaria 48
12 Producción por hora 49
13 Riesgo de competidores potenciales 50
14 Rivalidad entre firmas establecidas 51
15 El poder de negociación de los compradores 51
16 El poder de negociación de los proveedores 52
17 Amenaza de productos sustitutos 52
18 Matriz Foda 54
19 Registro de frecuencias 59
20 Tabla de frecuencias 60
21 Costo productos defectuosos 61
22 Resumen horas perdidas por paras de máquinas 63
23 Costo por paras de máquinas 64
24 Resumen horas perdidas calibración de máquinas 65
25 Costo por calibración de máquinas 66
26 Producción diaria no trabajada 67
27 Producción mensual no trabajada 67
28 Planificación diaria de producción 71
29 Egreso de materia prima 72
30 Orden de despacho de ventas 73
31 Registro histórico por máquina 75
32 Plan de mantenimiento preventivo 75
33 Programación semanal de procesos 77
34 Hoja de registro metro lineal de proceso 78
35 Características técnicas CR/1111 79

36 Costo de mano de obra directa 80
37 Consumo de energía eléctrica 81
38 Costo operación CR/1111 82
39 Método actual y propuesto 83
40 Inversión fija 85
41 Depreciación de maquinaria 86
42 Tabla de amortización 88
43 Flujo de caja 89
44 Tasa interna de retorno 90
45 Tiempo de recuperación de la inversión 93
ÍNDICE DE GRÁFICOS
№ Descripción Pág.
1 Vidrios para sala - comedor 6
2 Vidrios para sala – comedor 6
3 Vidrios para sala – comedor 6
4 Vidrios para sala – comedor 6
5 Herramientas de corte 8
6 Muestra de cantos 9
7 Espejo biselado 10
8 Diseños de arenados 11
9 Diseños de arenados 11
10 Vidrios perforados 11
11 Vidrios perforados 11
12 Organigrama 16
13 Flujo grama de procedimiento 21
14 Diagrama de análisis de proceso 22
15 Diagrama de flujo de proceso 23
16 Máquina canteadora TM-4 24
17 Máquina biseladora TB-64 25

18 Máquina de perfiles y cantos SB-10 27
19 Máquina de perfiles y cantos SB-2 28
20 Cabina de arenado GH-140 30
21 Cortadora de disco makita 31
22 Taladro industrial para vidrio 32
23 Brocas diamantadas 32
24 Muelas de diamante 33
25 Cabezal de recambio Toyo TC-17 34
26 Cabeza de recambio Toyo TC-600 34
27 Tope para regla 34
28 Escuadras reforzadas 35
29 Ventosas de aluminio 3 platos 35
30 Muelas de diamante y resina 36
31 Muelas de brillo biseladora de formas 37
32 Muelas de brillo canteadora rectilínea 37
33 Muelas de diamante biseladora de formas 38
34 Muelas de brillo biseladora de recto 38
35 Muelas de fieltro 39
36 Abrasivos en polvo 39
37 Canal directo 41
38 Canal indirecto 42
39 Producción mensual metros lineales septiembre/08 45
40 Producción mensual metros cuadrados sept. /08 45
41 Producción mensual unidades septiembre /08 46
42 Horas extras septiembre/08 46
43 Producción diaria septiembre/08 49
44 Diagrama Causa-Efecto 55
45 Diagrama de Pareto 60
46 Modelo de planificación y control de la producción 70
ÍNDICE DE ANEXOS
№ Descripción Pág.
1 Diagrama de localización geográfica 99
2 Diagrama de distribución de planta 100
3 Diagrama de recorrido de planta 101
4 Informe diario de producción 102
5 Producción promedio anual por máquina 103
6 Orden de trabajo 104
RESUMEN
La empresa en la cual se desarrolló este trabajo es Tecniglass, la actividad a la que se dedica es al procesamiento e instalación del vidrio y espejo plano; comprende: canteo, biselado, arenado, perforado, en diferentes formas. El estudio se lo realizó en el área de Producción, en la cual existen cinco maquinarias industriales (TM4, TB64, SB10, SB2, GH140). Entre las técnicas de Ingeniería Industrial utilizadas tenemos: Herramientas de Diagnóstico, Las Cinco Fuerzas de Porter, Matriz Foda, Diagrama de Ishikawa y de Pareto; Ingeniería de Métodos: Diagrama de Operaciones y Flujo de Proceso; Ingeniería Económica: Tasa Interna de Retorno y Relación Costo/Beneficio. Los principales problemas analizados dentro del estudio son: deficiencias

de capacitación de la mano de obra, alto grado de obsolescencia de maquinaria, métodos y materiales inadecuados que ocasionan la devolución de productos defectuosos, paras de máquinas por daños y por mala calibración. Estas deficiencias generan pérdidas económicas anuales de $4,800.00, $15,980.64 y $13,977.12 respectivamente, sumadas estas cifras las pérdidas totales anuales ascienden a $34,757.76. La propuesta de solución es la compra de una máquina canteadora rectilínea CR/1111 con el propósito de aumentar la producción y así eliminar o por lo menos reducir los tiempos improductivos. El costo de la inversión para la implementación de la propuesta es de $100,000.00. El financiamiento de la inversión se lo realizará con el 30% de capital propio de la empresa y el 70% mediante préstamo bancario con una tasa de interés del 12% anual a 10 años plazo con pagos anuales de $7,032.35. Los índices financieros que sustentan la inversión son: TIR de 22.26%, VAN de $126,985.33, relación Costo/Beneficio de $1.26, que indica que por cada dólar que invierta la empresa se obtendría una ganancia de $1.26 y un tiempo de recuperación de la inversión de 3 años y 7 meses.
Elvis Bajaña Fajardo Ing. Ind. Walter Caicedo Carriel C.C. 0910501170 DIRECTOR DE TESIS
CAPÍTULO I
INTRODUCCIÓN
1.1. Antecedentes
La actividad a la que se dedica la empresa Tecniglass S.A. es al procesamiento del vidrio y espejo plano tales como: canteado, biselado, arenado, perforado.

Probablemente el vidrio es el material más antiguo producido por el hombre. En la actualidad, el vidrio se produce en forma continua en grandes tanques. El vidrio es un cuerpo sólido, transparente y frágil que proviene de la fusión a 1.200°C de una crema silícea mezclada con potasa o sosa. A temperatura ordinaria constituye una masa amorfa, dura, frágil y sonora. Por lo general es transparente, aunque también puede ser incoloro u opaco, y su color varía según los ingredientes de la horneada. Tiene gran plasticidad y se moldea mediante diferentes técnicas. Una vez frío, puede tallarse. A bajas temperaturas es frágil y presenta un tipo de fractura concoidea. Los vidrios naturales como la obsidiana y las tectitas (provienen de meteoritos) presentan una composición y unas propiedades similares a las del vidrio sintético.
La fabricación del vidrio es anterior al año 2000 a.C., se trabajaba a mano, con moldes. Desde entonces se lo utilizó para fabricar recipientes, utilitarios y para objetos decorativos y ornamentales (joyería). También tiene aplicación en la arquitectura y en la industria.
La densidad del vidrio es de 2,500 kg/m³ lo cual le otorga a un vidrio plano un peso de 2.5 kg/m² por cada mm de espesor.
1.2. Quienes somos
Empresa Tecniglass

La empresa Tecniglass S.A. fue constituida el 28 de Octubre de 1997 en la ciudad de Guayaquil, Provincia del Guayas, inscrita en el Registro Mercantil el 3 de Diciembre del mismo año y posteriormente afiliada a la Cámara de Industrias.
Inicia sus operaciones cuando el país atraviesa una crisis en el sistema financiero, superando la misma, a la excelente decisión por mantenerse en el mercado de su Presidente, Sr. Francisco Dipuglia Jiménez.
En la actualidad, es muy reconocida a nivel local y regional por su posicionamiento dentro de la industria del vidrio. Cuenta con recurso humano capacitado para el buen desenvolvimiento de sus labores a realizar.
Su actividad principal es el procesamiento del vidrio y espejo plano, elaborado con tecnología italiana, en colores de vidrio claro, gris y bronce, en espesores que van desde 3 mm hasta 19 mm de la más alta calidad, con diferentes líneas de producción, como son: el biselado, canteado, arenado-tallado-samblasting, perforado y corte.
Siendo utilizados en la industria de la construcción, muebles, etc. Como parte de su filosofía de Servicio al Cliente, Tecniglass S.A. busca mantener una estrecha relación con sus clientes que no solo se limita a la venta de sus productos, sino que proporciona una atención personalizada a estos, en base a sus necesidades particulares (Gráfico № 1-4). 1.3. Aplicaciones
Ofrece una amplia gama del vidrio y espejo plano procesado, aplicado a la decoración con madera, acero inoxidable, mármol, aluminio; en puertas, ventanas, cubiertas y tableros de comedor, mesas de centro, estantes, bibliotecas y toda aplicación donde se requiera un vidrio que brinde intimidad visual y transmisión de luz.
Gráfico № 1-2 Vidrios para sala - comedor
Fuente: texto Ideas Books
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 3-4

Fuente: texto Ideas Books
Elaborado por: Elvis Bajaña Fajardo
1.4. Localización geográfica
La empresa Tecniglass S.A. se encuentra ubicada en el suroeste de la ciudad, entre las calles Noguchi 1701-1703 y San Martin, en pleno sector comercial e industrial. Por su excelente ubicación permite a los clientes y proveedores mayor facilidad de acceso a sus instalaciones.
Tiene un área de terreno de 660 metros cuadrados aproximadamente, su infraestructura es de hormigón armado con amplias instalaciones que permiten brindar un buen servicio al cliente y mayor comodidad en el desarrollo de sus funciones (ver anexo № 1).
1.5. Sector de actividad Económica
El sector de la actividad económica de la empresa según la Codificación Internacional Industrial Uniforme (CIIU) es:
� 3.6.2. Fabricación de otros productos minerales no
metálicos.

� 3.6.2.0. Fabricación de vidrio y de productos de vidrio.
� 3.6.2.0.1. Vidrios templados y laminados.
� 3.6.2.0.2. Vidrios de seguridad.
� 3.6.2.0.4. Espejos.
� 3.6.2.0.6. Artículos de vidrios para el uso doméstico e
industrial.
� 3.6.2.0.9. Otros productos de vidrios y fibras.
1.6. Líneas de producción
Tecniglass S.A. cuenta con diferentes áreas de procesos para darle al vidrio y espejo un valor agregado y una presentación elegante al gusto del cliente y consumidor final, la variedad de procesos que brinda la empresa al cliente son los siguientes: corte, canteo, biselado, arenado, perforado, samblasting.
1.6.1. Proceso de corte
Proceso en el que una herramienta de corte se utiliza para remover el exceso de material de una pieza de forma que el material que quede tenga la forma deseada (Gráfico № 5).
La acción principal de corte consiste en aplicar deformación en corte para formar la viruta y exponer la nueva superficie.
Gráfico №5 Herramientas de corte-abertura-medición y sujeción

Fuente: texto Z. Bavelloni Elaborado por: Elvis Bajaña Fajardo
1.6.2. Proceso de canteo
El pulido es un proceso por el cual el canto del vidrio se desgasta uniformemente para lograr una textura suave y constante en toda la orilla del vidrio. El canteado se realizan en máquinas de eje horizontal bi, o unilaterales o de eje vertical unilaterales, los cantos que se elaboran son los siguientes: Canto plano con arista, redondo (media caña), pecho de paloma, doble cascada, triple cascada, bull nose, roca.
Gráfico № 6
Muestra de cantos
Fuente: texto Z. Bavelloni

Elaborado por: Elvis Bajaña Fajardo
1.6.3. Proceso de biselado
El biselado es el proceso por el cual se le da un ángulo al canto del vidrio, provocando una reflexión diferente a la cara plana del vidrio.
En el biselado, el desbaste y el semiacabado lo efectúan muelas con liga de diamante y el acabado lo realizan muelas de liga resinoide.
El pulido se efectúa con muelas de goma y con óxido de cerio que está en suspensión con el refrigerante (Gráfico № 7).
� Bisel 10-40mm de espesor (0-45°).
Gráfico № 7 Espejo biselado
Fuente: texto Z. Bavelloni Elaborado por: Elvis Bajaña Fajardo
1.6.4. Proceso de arenado: diseños y samblasting. Se denomina arenado al impacto de arena a alta velocidad contra una superficie que se desea tratar. El arenado se realiza mediante la proyección de arena por medio de aire a presión.

La arena es un silicato de muy bajo costo y fácil obtención, aunque sus granos al golpear la superficie tratada se parten formando un fino y penetrante polvo. Al cabo de una o dos proyecciones, la arena en uso debe ser reemplazada porque adopta la característica del talco o la harina. La arena a utilizar se la clasifica según la norma ASTM; pasándola por una malla Tyler de tejido metálico de calibre 16 (que permite el paso de granos de arena de 1,18 mm) hasta un mínimo de calibre 30 (pasan granos de hasta 0,6 mm).
Gráfico № 8-9 Diseños de arenados
Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
1.6.5. Proceso de perforado: 4-100mm de Ø.
El trabajo del vidrio no solo requiere generación de superficies o
contorneado sino también taladrado para conseguir sistemas de
fijación y decoración.
Gráfico № 10-11 Vidrios perforados

Fuente: texto Z. Bavelloni
Elaborado por: Elvis Bajaña Fajardo
1.7. Productos y servicios
Elabora artículos de vidrios y espejos planos, en diferentes formas, para la industria de la construcción, del mueble, turismo, hotelería, etc., ofreciendo los mejores precios del mercado local y nacional. Además ofrece el servicio de transporte, instalación y de vidrio plano templado.
1.8. Visión
Alcanzar liderazgo nacional, con un alto nivel de competitividad, en el mercado del procesamiento del vidrio plano y sus diversas aplicaciones.
1.9. Misión
Entregar a nuestros clientes un producto de acuerdo a sus necesidades y estándares de calidad en el mercado del fino arte del vidrio procesado.
1.10. Descripción de los problemas

La empresa desde el año 2004, dejó de importar por falta de capital, la materia prima, insumos y herramientas. Actualmente se compran estos materiales a proveedores locales y al vecino país de Colombia, que no garantizan una excelente calidad. El uso de éstos materiales trajo muchos problemas para el procesamiento de los productos y como consecuencia, atraso de la producción y entrega, deterioro de la maquinaria, tiempo improductivo, pérdida de recurso económico, clientes insatisfechos, etc.
1.11. Justificativos
El estudio de éste trabajo es identificar los diferentes problemas que presenta el área de producción, que involucran tanto las maquinarias, materia prima, insumos, factor humano, financiero y tiempo, como resultado de cualquier desfase origina una disminución de la producción, pérdida económica, clientes inconformes, mala calidad del producto.
Con un mercado tan competitivo se debe ser más eficientes, estar muy atentos con el mejoramiento del proceso, renovando e innovando métodos de trabajo, tecnología de punta, maquinaria y equipos, capacitando constantemente al personal. Todo empresario busca obtener utilidad de su inversión.
1.12. Objetivos Generales
Presentar una o varias alternativas de solución que permita mejorar el sistema de proceso en las líneas de producción, aplicando un nuevo sistema y control de calidad en sus adquisiciones y la eficaz utilización de hombres - máquinas, materias primas y materiales, con el resultado de una mayor productividad.
1.13. Objetivos Específicos
� Desarrollar un estudio del sistema de proceso en las
diferentes líneas de producción.
� Diseñar parámetros para las adquisiciones y mejoras de la
producción.

� Cuantificar los problemas y errores para ser evaluados
correctamente.
� Mejorar los métodos de trabajo.
1.14. Metodología
Esta tesis se basará en la recopilación de la información, a través de los métodos como, inspección, observación y herramientas o técnicas de ingeniería a utilizar como: las cinco fuerzas de Porter, el análisis Foda, diagrama de Pareto y el diagrama de causa-efecto de Ishikawa.
1.15. Marco Teórico
El marco teórico en el cuál se basa esta investigación, es sobre los conceptos de reingeniería de procesos, cómo mejorar y evitar el bajo rendimiento de los procesos.
Morris / Brandon (1996) manifiesta que:
La reingeniería es un tema común en muchas empresas. Como toda actividad novedosa ha recibido una diversidad de nombres, entre ellos, modernización, transformación y reestructuración. Sin embargo, e independientemente del nombre, la meta es siempre la misma: aumentar la capacidad para competir en el mercado mediante la reducción de costos. Este objetivo es constante y se aplica a la producción de bienes o a la prestación de servicios.
La reingeniería de procesos es la revisión fundamental y el rediseño radical de procesos para alcanzar mejoras espectaculares en medidas críticas y componentes de rendimiento, tales como la calidad, costos, servicio y rapidez en la entrega.

CAPÍTULO II
SITUACIÓN ACTUAL
2.1. Organización de la empresa
La estructura organizacional de la empresa es de tipo vertical, cada departamento tiene la responsabilidad de sus funciones asignadas por la vía jerárquica.
2.1.1. Estructura funcional
El organigrama de la empresa se muestra en el Gráfico № 12, donde se detallan cada una de las responsabilidades:
El presidente de la empresa es el que dirige, coordina y controlar el correcto funcionamiento de todas las áreas dentro y fuera de la organización.
El vicepresidente es quien ejecuta las decisiones en caso de ausencia o falta del Presidente o Gerente Administrativo.
El asesor legal se encarga de realizar los trámites legales de la empresa.
El Gerente Administrativo es el encargado de la supervisión de la empresa, los recursos económicos y financieros, busca las mejores condiciones en costo, rentabilidad, solvencia, creatividad y seguridad.
El jefe de ventas es el encargado de supervisar y asesorar a los vendedores y establecer las políticas de ventas.

El supervisor de planta es el encargado de dirigir controlar y evaluar los procesos de producción y de calidad.
El contador es la persona encargado de llevar la contabilidad de los recursos económicos y financieros de la empresa.
Los operarios aquellas personas que trabajan dentro del área de producción y los que controlan y ejecutan las distintas actividades que se realiza en dicha área.
Gráfico № 12
Organigrama de Tecniglass
Presidente
Vicepresidente
Asesor Legal
Gerente Administrativo
Departamento Ventas
Departamento Financiero
Departamento Producción
Recepción Contador Planta
Logística
Caja
Bodega
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
2.2. Distribución de planta
La empresa cuenta con una planta industrial, que tiene un área de 660 metros cuadrados (ver anexo № 2), distribuida de la siguiente manera: � Sección A: área de procesos, con 250 m².
� Sección B: área de bodega, con 250 m².
� Sección C: área de equipos & herramientas, con 160 m².

� Área de procesos:
• 1 canteadora (TM-4), potencia instalada: 10.7 kw/14.3 hp.;
alimentación: 440 v.
• 1 biseladora (TB-64), potencia instalada 11.5 kw/15.3 hp.;
alimentación: 440 v.
• 1 pulpo (SB-10), potencia instalada: 2.32 kw/3.16 cv;
alimentación: 440 v. • 1 pulpo (SB-2), potencia instalada: 2.32kw/3.16 cv.
• 1 arenadora (GH-140), potencia instalada: 1.5 kw;
alimentación: 220 v. • 4 caballetes de almacenar vidrios para el proceso y producto
terminado.
• 1 cisterna de 17 metros cúbicos de agua para los procesos en el
vidrio.
• 4 bombas de agua para las tinas con agua.
• 2 tinas de acero inoxidable.
• 3 extintores de 10 kg.
• 2 cajas de herramientas manuales para mantenimiento
� Área de bodega:
• Materia prima de vidrios y espejos en diferentes medidas.
• Madera para la elaboración de jabas.
• 1 máquina cortadora para corte de aluminio.
• 1 máquina cortadora para corte de madera.
• 1 baño: para uso del personal de planta.
• 1 cisterna de 8 metros cúbicos de agua para el baño.
• 2 escaleras de aluminio para cortar vidrio-espejo e instalación
en obras.
• 10 caballetes para almacenar láminas de vidrios y producto
terminado.
• 3 extintores de 20 kg.

� Área de equipos & herramientas:
• 2 compresores.
• 2 transformadores.
• 1 Pulidora manual y 1 industrial.
• 4 Reglas para corte.
• 10 brocas diamantadas de diferentes Ø para
perforaciones.
• 2 mesas para corte del vidrio.
• 2 máquinas perforadoras de vidrio.
• 1 máquina de disco diamantado para el corte del vidrio.
• 4 escuadras para corte.
2.3. Recorrido de la materia prima a las diferentes áreas de proceso Es el recorrido que debe de realizar el trabajador desde bodega, que es donde se encuentra la materia prima (vidrio y espejo), llevándolo a las diferentes área de proceso (ver anexo № 3). 2.4. Análisis de procedimiento en el proceso del vidrio Para el proceso del vidrio en las diferentes líneas de producción, se inicia con la recepción de una orden de trabajo, emitida por el Departamento de Ventas (Gráfico № 13), la misma que es verificada por el supervisor de planta, luego entregada al área de corte para la requisición del vidrio y posteriormente entregado para la elaboración de los procesos requeridos. 2.5. Análisis de las actividades en el proceso del vidrio En éstas actividades participan la materia prima, insumos, trabajadores, herramientas, maquinarias y equipos. En los procesos del vidrio, las inspecciones son muy importantes, el cortador necesariamente tiene que dejar una tolerancia en las medidas del vidrio a trabajar, de igual manera el operador verifica éstas medidas, si el proceso es el canteo el vidrio sufre un desbaste o destronque en los cantos (Gráfico № 14). Las demoras en el proceso dependen de la programación de producción, que se las realiza por órdenes de trabajo en forma secuencial, por lo general la elaboración de un trabajo o producto depende

de la cantidad de vidrios, o sea de la cantidad de los metros lineales o cuadrados a procesar (canteo, biselado, arenado). Esta programación es como mínimo de tres días de anterioridad y con máximo de hasta quince días laborables. El transporte del vidrio y espejo se lo realiza dependiendo del espesor y de las medidas de elaboración, como por ejemplo un vidrio de 19mm de espesor cuyas medidas son de 2300mm x 1100mm se utiliza el puente grúa (tecle); cuando el vidrio es de menor espesor y medidas como por un vidrio de 10mm y mide 1000mm x 1000mm el transporte se lo hace manualmente. 2.6. Procesos del vidrio en las Líneas de corte, canteo y biselado Para el procesamiento del vidrio y espejo, es muy importante tener en cuenta las actividades de operación e inspección (Gráfico № 15). Desde que se comienza con el corte hasta el almacenamiento como producto terminado sea vidrio o espejo, está propenso a cualquier cambio en su naturaleza, por ejemplo puede sufrir ralladura o desconches en los filos, etc., producidas posiblemente en la mesa de corte o en el proceso de canteo y biselado.
Gráfico № 13 Flujo grama de procedimiento

NO
SI
ORDEN / TRABAJO
VERIFICACIÓN
DATOS
INICIO
CANTEOBISELADOARENADO
PERFORADO
CORTE DEL
VIDRIO
CONTROLDE
CALIDAD
ENTREGADEL
PRODUCTO
INF. PROD. DEFECTUOSO
NOTA/CRÉDITO
Fuente: Tecniglass Elaborado por: Elvis Bajaña Fajardo
Gráfico № 14 Diagrama de análisis de operación de proceso

Área: Resumen:
Tema de anál is i s : Actividad Actual
Proces amiento de tablero Operación 9
de mesa vidrio claro 19mm. Transporte 12
Canteo OG-biselado 40mm- Demora 4
puntas semiredondas Inspección 4
Medidas 2300x1100 mm Almacenamiento 1
Método: actua l Dis tancia (m) 108
Ana l is ta : Ba jaña Fajardo Elvi s Tiempo(min)hrs ) 60hrs-52min
№ Descripción m min Observación
1 Orden de traba jo a corte 26 1 •
2 Cortador se dirige a puente grúa 5 1 •
3 Puente grua a bodega 15 2 •
4 Limpia con franela la lámina 1 •
5 Coloca las ventosas a la lámina 3 •
6 Tras lado de vidrio con puente grúa a mesa 10 5 •
7 Revis ión de pos ibles fa l las de la lámina 5 •
8 Marcación de medidas de corte 2 •
9 Corte del vidrio con cuchi l l a de diamante 5 •
10 Elevación de vidrio para colocar ti ra madera 3 •
11 Bajar vidrio sobre ti ra madera 3 •
12 Ejercer pres ión en el vidrio 1 •
13 Tras lado de vidrio con puente grua a cabal lete 23 5 •
14 Operador recibe o/t para proces o de canteo 1440 •
15 Medición de vidrio operador de canteadora 2 •
16 Tras lado vidrio a máquina canteadora 2 5 •
17 Proceso de canteo OG 180 •
18 Tras lado vidrio a caba l lete 5 5 •
19 Operador recibe o/t para proces o de bisel 1440 •
20 Medición de vidrio operador de bi seladora 2 •
21 Tras lado vidrio a máquina bi seladora 2 5 •
22 Proceso de bis el 40 mm 120 •
23 Tras lado vidrio a caba l lete 5 5 •
24 Operador recibe o/t para proces o de puntas s red. 360 •
25 Medición de vidrio operador pulpo 2 •
26 Ttras lado vidrio a máquina pulpo 5 5 •
27 Proceso de puntas semiredondas 30 •
28 Tras lado vidrio a caba l lete producto terminado 10 5 •
29 Embala je 10 •
30 Almacenamiento 2 •
Fuente: Tecniglass Elaborado por: Elvis Bajaña Fajardo
Gráfico № 15 Diagrama de flujo de proceso
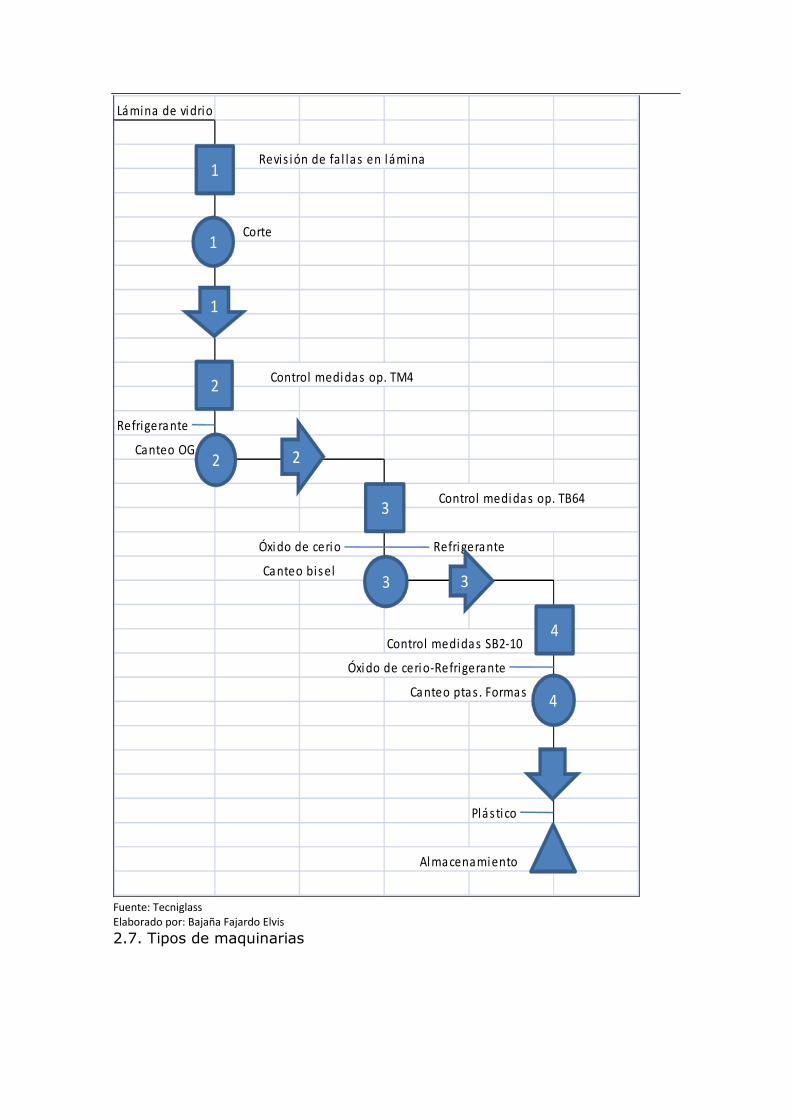
Lámina de vidrio
Corte
Refrigerante
Canteo OG
Plásti co
Revis ión de fa l las en lámina
Control medidas op. TM4
Control medidas op. TB64
Canteo bisel
Almacenamiento
Canteo ptas. Formas
Control medidas SB2-10
Óxido de cerio Refrigerante
Óxido de cerio-Refrigerante
1
1
1
2
2 2
3
3 3
4
4
Fuente: Tecniglass Elaborado por: Bajaña Fajardo Elvis
2.7. Tipos de maquinarias

Las diferentes maquinarias que posee la empresa son de procedencia italiana y a continuación se hace una descripción de datos generales y técnicos de cada una de ellas
Gráfico №16 Máquina canteadora rectilínea vertical (TM-4)
Fuente: Internet Elaborado por: Elvis Bajaña Fajardo
Cuadro № 1
Descripción y datos técnicos TM-4
Material a
trabajar Hojas de vidrio.
Principio de
trabajo
Canteado y pulido con muelas en tangencia abrasivas y de otros tipos.
Elaboraciones
Canto plano y aristas laterales con acabado abrillantado.
Descripción
Canteado media caña, pecho de paloma, doble y triple cascada, bull nose, con acabado brillante.
General Útiles Amplia serie de muelas periféricas de diamante y pulidoras.
Refrigeración Chorros de agua directamente en el útil.
Fijación de la hoja Entre la parte fija y la parte móvil del transportador.
Gestión de Mediante un ordenador CN11 que permite controlar y

funciones gobernar todos los parámetros de elaboración.
Espesor vidrio a trabajar: 3 a 25mm.
Mínima anchura a trabajar: 80mm de alto.
Máquina Velocidad de adelantamiento: 0 a 5m/min(50 hz) - 0 a 6 m/min(60 hz).
Potencia instalada: 10,7 kw/14,3 hp.
Alimentación: 440v.
Muela diamante desbaste Ø175mm: #1(pos.1).
Rotación del mandril: 2885 rpm.
Muela diamante acabado Ø175mm: #1(pos.2).
Útiles Rotación del mandril: 2885 rpm.
Datos Muela pulidora semiabrillantado Ø200mm: #1(pos.3).
técnicos Rotación del mandril: 1405 rpm.
Muela pulidora abrillantado Ø200mm: #1(pos.3).
Rotación mandril: 1390 rpm.
Longitud total: 5,46m.
Longitud cuerpo: 2,3 m.
Datos Dimensión Anchura total: 1,08 m.
técnicos y Altura mesa de trabajo: 0,88 m aprox.
peso Altura total: 2,3 m.
Peso máquina: 1200 kg.
Peso longitud transportador: 100 kg/m.
Fuente: Manual de uso y mantenimiento Tecniglass
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 17
Máquina biseladora rectilínea automática vertical (TB-64)
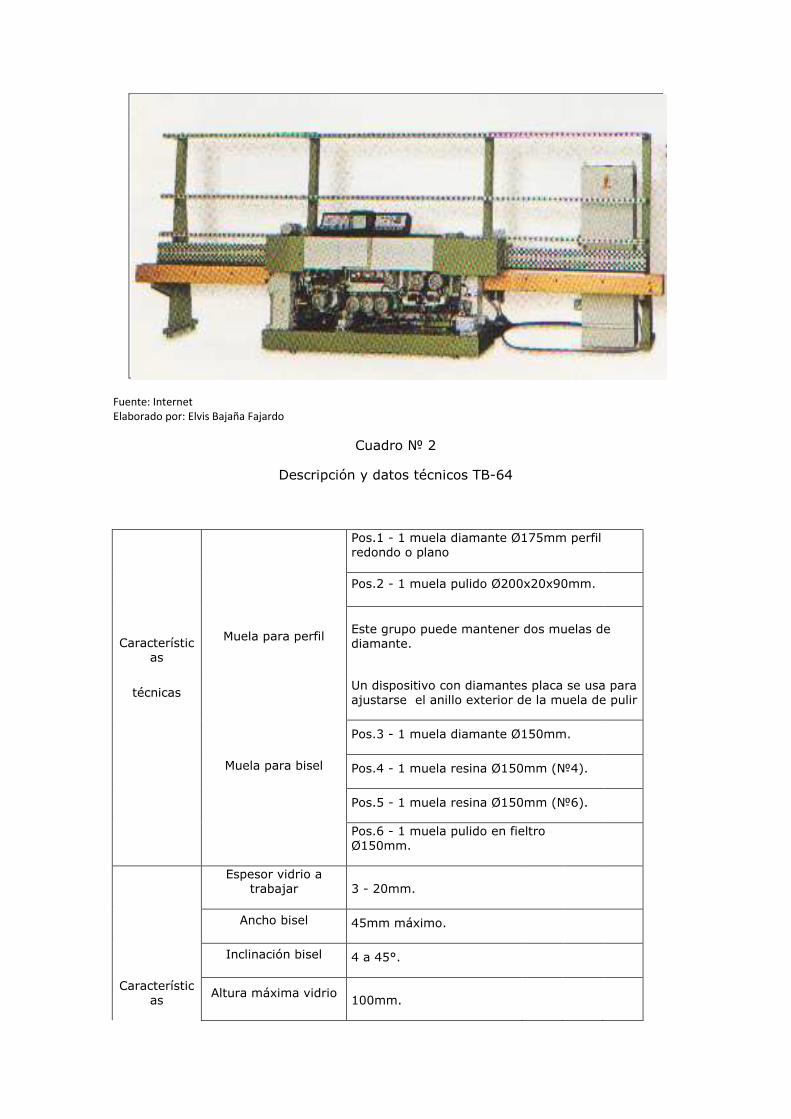
Fuente: Internet Elaborado por: Elvis Bajaña Fajardo
Cuadro № 2
Descripción y datos técnicos TB-64
Pos.1 - 1 muela diamante Ø175mm perfil redondo o plano
Pos.2 - 1 muela pulido Ø200x20x90mm.
Características
Muela para perfil Este grupo puede mantener dos muelas de diamante.
técnicas
Un dispositivo con diamantes placa se usa para ajustarse el anillo exterior de la muela de pulir
Pos.3 - 1 muela diamante Ø150mm.
Muela para bisel Pos.4 - 1 muela resina Ø150mm (№4).
Pos.5 - 1 muela resina Ø150mm (№6).
Pos.6 - 1 muela pulido en fieltro Ø150mm.
Espesor vidrio a trabajar 3 - 20mm.
Ancho bisel 45mm máximo.
Inclinación bisel 4 a 45°.
Características
Altura máxima vidrio 100mm.

De Velocidad de trabajo 0 a 5m.
Trabajo Carga máxima de
transporte 300kg.
Potencia instalada 15,3hp - 11,5kw.
Cantidad cerio utilizada en tina
3kg cada 25 lt de agua.
Velocidad bisel recomendado para una anchura 30mm a
4°
0,65m/min o menos.
Longitud máxima
máquina 7m.
Dimensión y Anchura máxima
máquina 1,42m excluido tanque: 2,2m.
peso Peso total 3500kg.
Altura plan de trabajo 0,84m.
Fuente: Manual de uso y mantenimiento Tecniglass
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 18
Máquina horizontal manual y semiautomática para realiza perfiles y biseles

Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Cuadro № 3
Descripción y datos técnicos SB-10
Material a trabajar Hojas de vidrio con formas especiales.
Principio de trabajo
Canteado y abrillantado con muelas abrasivas y de otros tipos.
Elaboraciones
Bisel, canto plano con arista, canto redondo, OG, 2OG, 3OG.
Descripción Útiles Amplia serie de muelas de diamante y pulidoras. Muelas de fieltro para el pulido con óxido de cerio
general Refrigeración Chorros de agua y de cerio.
Fijación de hoja Mediante ventosas conectadas con una bomba de vacío.
Gestión de funciones
Posicionamiento muelas es automático, otras funciones son administradas manualmente por operador.

Espesor vidrio a trabajar: 3 - 40mm.
Dimensiones máximas a trabajar con plato: Ø2100mm.
Plato satélite (3 ventosas): Ø700mm.
Dimensiones mínimas a trabajar con plato: Ø680mm(canto redondo)
Plato: Ø880mm (bisel).
Plato satélite (1 ventosa): 100mm (canto redondo).
Plato satélite (1 ventosa): 230mm (bisel).
Máquina
Plato satélite (1 ventosa): 100mm (bisel no es continuo).
Radio mínimo interno: 50mm (bisel).
Radio mínimo externo: 30mm (bisel hasta 10mm).
Ancho máximo bisel: 40mm.
Datos Ángulo bisel: 0 - 45°.
técnicos Rotación mandril: 1400/2880 rpm.
Rotación plato: 0,08 - 0,8rpm.
Rotación grupo satélite: 0,7 - 4,8rpm.
Potencia instalada: 2,32kw/3,16cv.
Muelas diamante a taza y pulidoras para bisel: Ø150mm
Útiles Muelas periféricas diamante y pulidoras para perfil : Ø150mm
Muelas fieltro para acabado brillante: Ø150mm.
Dimensiones de la
máquina y peso
Radio de embarazo: 1,6m.
Altura total: 2,0m.
Datos Base: 1,0x1,0m.
Técnicos Altura mesa de trabajo: 1,0m.
Peso: 600 kg.
Fuente: Manual de uso y mantenimiento Tecniglass
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 19

Máquina horizontal manual para realizar perfiles y biseles
Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Cuadro № 4
Descripción y datos técnicos SB-2
Material a trabajar
Hojas de vidrio con formas especiales.
Principio de trabajo
Canteado y abrillantado con muelas abrasivas y de otros tipos.
Descripción Elaboraciones
Bisel, canto plano con arista, canto redondo, OG, 2OG, 3OG
General Útiles Amplia serie de muelas de diamante y pulidoras. Muelas de fieltro para el pulido con óxido de cerio.
Refrigeración
Chorros de agua y de cerio.
Fijación de hoja
Mediante ventosas conectadas con una bomba de vacío.
Gestión de funciones
Manualmente por un operador.
Espesor vidrio a trabajar: 3 - 25mm.

Fuente: manual de uso y mantenimiento Tecniglass
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 20
Cabina de arenado manual con filtro autolimpiador incorporado GH-140
Dimensiones máximas a trabajar con plato: Ø2100mm.
Plato satélite (3 ventosas): Ø700mm.
Dimensiones mínimas a trabajar con plato: Ø680mm (canto redondo).
Máquina Plato: Ø880mm (bisel).
Plato satélite (1 ventosa): 100mm (canto redondo).
Ancho máximo bisel: 40mm.
Datos Ángulo bisel: 0 - 45°.
Técnicos Rotación mandril: 1400/2880 rpm.
Potencia instalada: 2,32kw/3,16cv.
Muelas diamante a taza y pulidoras para bisel: Ø150mm
Útiles Muelas periféricas diamante y pulidoras para perfil: Ø150mm.
Muelas fieltro para acabado brillante: Ø150mm.
Datos Radio de embarazo: 1,57m.
Técnicos Dimensiones de la
Altura total: 2,0m.
máquina y peso
Base: 1,0x1,0m.
Altura mesa de trabajo: 1,0m.
Peso: 520 kg.

Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Cuadro № 5
Descripción y datos técnicos GH-140
Soporte del
vidrio De entrada y salida con un largo de 1400mm cada uno.
Cinta transportador
a
Automática con correa larga 4000mm. La correa de la cinta transportadora está revestida con un
Descripción con un material especial resistente al desgaste
general y al corte.
Silenciador En la chimenea de descarga.
Mesa giratoria Diámetro 400mm.
Módulo de 1400mm
Para prolongar el soporte de entrada y/o salida
Dimensión máx. del vidrio
1200mm 47"
Espesor vidrio 3 a 50mm.
Potencia total 1,5 kw.
Características Peso 600 kg.
técnicas Dimensión LxPxH
4055mm.

Consumo aire comprimido
600lt/min.
Característica
Número de pistolas
1
técnica arenadora estándar
Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
2.8. Equipos y herramientas industriales
Éstos son muy útiles en el procesamiento del vidrio y espejo; los equipos sirven para realizar diferentes procesos secundarios como son los destajes para accesorios de acero inoxidables para puertas de vidrios templados, o en espejos para la decoración de salas y dormitorios en dónde es necesario también realizar perforaciones y saques para la instalación de lámparas y de accesorios eléctricos como llaves, tomacorrientes, etc., Los equipos que se utilizan son:
� Pulidora manual
� Pulidora de banda
� Cortadora de disco diamantado
Gráfico № 21
Cortadora de disco makita
Fuente: Internet Elaborado por: Elvis Bajaña Fajardo

� Taladro
El trabajo del vidrio no solo requiere generación de superficies o contorneado sino también taladrado para conseguir sistemas de
fijación y de racor.
Gráfico № 22 Taladro industrial para perforación del vidrio
Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Las herramientas son las que dan la forma y el acabado al vidrio y espejo, entre ellas tenemos
Gráfico № 23
Brocas diamantadas de Ø 3 a 200 mm

Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 24 Muelas de diamante para canteadora rectilínea Ø 100/125/130/150
Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 25

Cabezal de recambio ruleta Toyo TC-17
Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 26
Cabezal de recambio ruleta Toyo TC-600

Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 27
Tope para regla
Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 28
Escuadras reforzadas desde 50 cm. hasta 250 cm.

Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 29
Ventosas de aluminio de 3 platos 140 kg.

Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
2.8.1. Muelas de Brillo Tipo Taza
Para las más diversas máquinas, rectilíneas, de biselado,
manuales, semiautomáticas o automáticas, muelas tipo taza de
variados granos y durezas para la obtención del brillo perfecto.
Gráfico № 30
Muelas de diamante y resina ø 125 / 130 / 150 / 175 mm.
Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
2.8.2. Muelas de Brillo Periféricas
Las muelas, poseen una elevada concentración de óxido de
cerio, resultando una muela extremamente durable y de excelente
desempeño. Especialmente resistente a la presión, es indicada para
quienes templan vidrio, en máquinas rectilíneas de lado único o
bilaterales.
Gráfico №31
Muelas de brillo para maquinaria automática
Biseladoras de formas

Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 32
Muelas de brillo para maquinaria automática Canteadora rectilínea

Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 33
Muelas de diamante
Juego de muelas para biseladora de formas
Fuente: Internet Elaborado por: Elvis Bajaña fajardo
Gráfico № 34 Muelas de brillo para maquinaria automática
Biseladoras de recto
Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo

2.8.3. Fieltros
Son muelas que sirven para complementar el trabajo de brillo,
fabricados de lana natural y lana sintética en espiral, tienen una
prolongada vida útil.
Gráfico № 35 Muelas de fieltro
Muelas de fieltro ref. espiral
Fuente: Internet Elaborado por: Elvis Bajaña Fajardo
2.8.4. Óxido de Cerio
Es un polvo preparado especialmente para la industria del vidrio
plano y espejos, que permite óptimas velocidades de pulido con un
excelente acabado.
Gráfico № 36
Abrasivos en polvo Óxido de cerio ref. “Mec-Pol” marrón (bidón de 25 kg.)

Fuente: Internet
Elaborado por: Elvis Bajaña Fajardo
2.9. Seguridad Industrial
La empresa provee a todo el personal de planta de vestuario e implementos de seguridad tales como son: botas, guantes, cascos, mascarillas, auriculares, etc.; los mismos que son utilizados diariamente para prevenir algún tipo de accidente de trabajo. Existen extintores ubicados en lugares estratégicos en caso de presentarse una emergencia y además cuenta con un botiquín destinado para brindar los primeros auxilios.
2.10. Clases de vidrios y espejos en el mercado
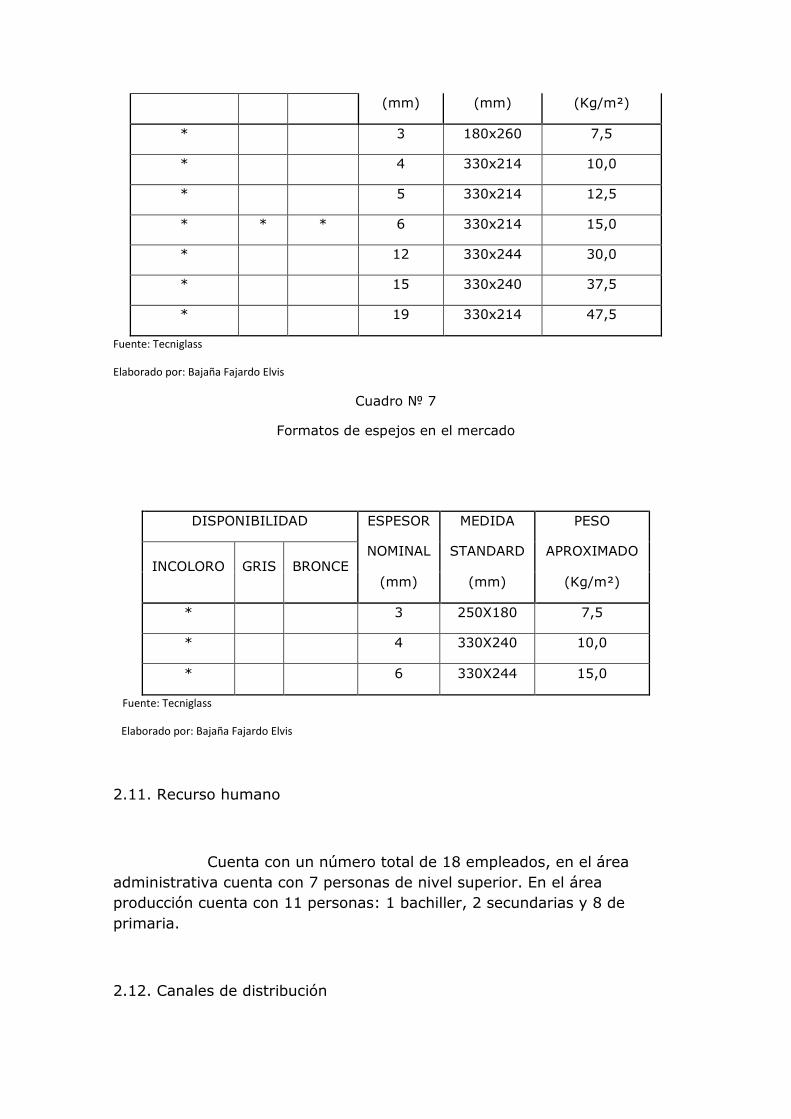
La materia prima como es el vidrio y espejo se lo encuentra en el mercado en diferentes formatos y colores, dependiendo de la procedencia del mismo. Tecniglass ofrece a sus clientes vidrios de color natural, bronce, gris y espejos de color natural. En los siguientes cuadros 6 y 7 se detallan éstas características.
Cuadro № 6
Formatos de vidrios en el mercado
DISPONIBILIDAD ESPESOR MEDIDA PESO
INCOLORO GRIS BRONCE NOMINAL STANDARD APROXIMADO
(mm) (mm) (Kg/m²)
* 3 180x260 7,5
* 4 330x214 10,0
* 5 330x214 12,5
* * * 6 330x214 15,0
* 12 330x244 30,0
* 15 330x240 37,5
* 19 330x214 47,5
Fuente: Tecniglass
Elaborado por: Bajaña Fajardo Elvis
Cuadro № 7
Formatos de espejos en el mercado
DISPONIBILIDAD ESPESOR MEDIDA PESO
INCOLORO GRIS BRONCE NOMINAL STANDARD APROXIMADO
(mm) (mm) (Kg/m²)
* 3 250X180 7,5
* 4 330X240 10,0
* 6 330X244 15,0
Fuente: Tecniglass
Elaborado por: Bajaña Fajardo Elvis
2.11. Recurso humano
Cuenta con un número total de 18 empleados, en el área administrativa cuenta con 7 personas de nivel superior. En el área producción cuenta con 11 personas: 1 bachiller, 2 secundarias y 8 de primaria.
2.12. Canales de distribución

Los canales de distribución utilizados son: directo e indirecto (Gráfico № 37 y 38).
Gráfico № 37
Canal directo
Consumidor FinalFabricante
(Clientes)(Proveedor)
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 38
Canal indirecto
(Vi dri ería-Mueblería , etc)
Consumidor Final
(Clientes)
Fabricante
(Proveedor)
Distribuidor
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
2.13. Abastecimiento
El abastecimiento de materia prima, se determina en función al pronóstico de ventas
trimestralmente, considerando la temporada y demanda del mercado.
� La materia prima es solicitada a proveedores locales seleccionados
en base a los parámetros de precios, créditos, calidad y entre ellos tenemos los siguientes:

1. Imporglass 2.Ferceva 3. Covhinar 4. Mesilsa
� Los insumos para el abastecimiento de los procesos se determinan de acuerdo a la
producción requerida y se lo realiza a proveedores del país vecino Colombia, su adquisición es
en base a precios, créditos, calidad, etc.
2.14. Tipo de planificación en la producción
El tipo de planificación que tiene la empresa se la realiza en función a las órdenes de trabajo y sobre pedidos que ingresan diariamente a producción. No hay registro de programación.
2.15. Control de la producción
El control de la producción se la realiza diariamente a través de un informe diario de producción (ver anexo №4).
En él se registra el tiempo empleado por cada orden de trabajo terminada en las diferentes líneas de producción.
Además, también se lleva el control de los metros cuadrados de corte que se realiza en el vidrio y la producción de cada máquina durante el día.
2.16. Producción mensual de las máquinas en servicio
En el siguiente (Cuadro № 8), se calcula la producción mensual en las diferentes líneas de proceso correspondiente a septiembre /08 en que la producción según el tipo de maquinaria se la mide en metros lineales, metros cuadrados y por unidades.

Se considera para cálculo el mes calendario de trabajo, en el cuadro hay cinco columnas que describen lo siguiente:
• El tipo de maquinaria para realizar el proceso
• La producción mensual en metros trabajada en horas normales.
• La producción mensual en metros trabajada en horas extras.
• La producción mensual total trabajada en horas normales y horas
extras.
• Las horas extras que realiza cada máquina para cumplir con la
producción mensual requerida.
Producción total=Prod. mens. hrs. normales + Prod. mens. hrs. extras
Con éstos datos se puede también saber el costo de la producción mensual (Cuadro № 9).
Cuadro № 8
Producción Septiembre 2008
MÁQUINA
MTS. LINEALES MTS. LINEALES TOTAL TOTAL
HRS NORMALES HRS EXTRAS MTS. LINEALES
HRS. EXTRAS
TB-64 1.131,46 364,15 1.495,61 38
TM-4 200,06 52,74 252,80 36
SB-10 337,61 231,23 568,84 40
SB-2 312,39 73,58 385,97 30
PULIDO 69,55 - 69,55 -
MTS.
CUADRADOS MTS.
CUADRADOS TOTAL TOTAL
HRS
NORMALES HRS EXTRAS MTS.
CUADRADOS HRS.
EXTRAS
GH-140 102,27 34,24 136,51 34
CORTADOR 1 159,63 - 159,63 -
CORTADOR 2 285,43 - 285,43 -
UNIDADES UNIDADES TOTAL TOTAL

HRS
NORMALES HRS EXTRAS UNIDADES HRS.
EXTRAS
PERFORADORA 100 - 100 -
JABAS 26 - 26 -
SAQUES 17 - 17 -
Fuente: Dpto. de producción
Elaborado por: Bajaña Fajardo Elvis
En los siguientes (Gráficos № 39 al 42), se ilustran y se comparan éstos datos antes mencionados.
2.17. Costo mensual de la producción por máquina
En el siguiente (Cuadro № 9), se muestra en forma detallada el costo de la producción mensual correspondiente al mes de septiembre del 2008. Para el cálculo de los costos de producción, los costos por proceso no incluyen IVA, y además se ha tomado como referencia los procesos o servicios más comunes solicitados por los clientes o consumidores finales.
Gráfico № 39
Fuente: Dpto. producción
Elaborado por: Elvis Bajaña Fajardo
1.131,46
200,06337,61 312,39
69,550
200
400
600
800
1000
1200
1400
1600
TB-64 TM-4 SB-10 SB-2 PULIDO
ME
TR
OS
LIN
EA
LES
MÁQUINAS
PRODUCCIÓN MENSUAL SEPTIEMBRE
HORAS EXTRA

Gráfico № 40
Fuente: Dpto. de producción
Elaborado por: Elvis Bajaña Fajardo
Gráfico № 41
Fuente: Dpto. de producción
102,27
159,63
285,4334,24
0
50
100
150
200
250
300
ME
TR
OS
CU
AD
RA
DO
S
MÁQUINA
PRODUCCIÓN MENSUAL SEPTIEMBRE
HORAS EXTRA
HORAS NORMAL
100
2617
0
20
40
60
80
100
120
UN
IDA
DE
S
PROCESO
PRODUCCIÓN MENSUAL SEPTIEMBRE
HORAS EXTRA
HORAS NORMAL

Elaborado por: Elvis Bajaña Fajardo
Gráfico № 42
Fuente: Dpto. de producción
Elaborado por: Elvis Bajaña Fajardo
Costo producción mensual=Producción mens. X Costo del proceso
Cuadro № 9
Costo de la producción mensual
Fuente: Tecniglass
38 3640
3034
05
1015202530354045
HO
RA
S E
XT
RA
S
MÁQUINA
HORAS EXTRAS DE SEPTIEMBRE
T. Horas Extras
MÁQUINA TOTAL PROCESO COSTO COSTO
SERVICIO MTS.
LINEALES SERVICIO PROCESO PRODUCCIÓN
TB-64 1.495,61 BISEL (20-25) VID/ESP 4-6MM $2,40 $3.589,46
TM-4 252,8 CANTEO (½ CAÑA-P) VID 8-
12MM $3,30 $834,24
SB-10 568,84 BISEL (20-25) VID/ESP 4-6MM $8,40 $4.778,26

Elaborado por: Bajaña Fajardo Elvis
2.18. Costo anual de la producción
Cuadro № 10
Costo anual
SB-2 385,97 CANTEO (½ CAÑA-P) VID 4-
6MM $2,90 $1.119,31
PULIDO 69,55 MATE VID 4-8MM $1,25 $86,94
MÁQUINA TOTAL PROCESO COSTO COSTO
SERVICIO MTS.
CUADRADOS SERVICIO PROCESO PRODUCCIÓN
GH-140 136,51 ARENADO TOTAL 1 CARA $7,00 $955,57
CORTADOR 1 159,63 VID CLARO 10MM $21,00 $3.352,23
CORTADOR 2 285,43 ESP CLARO 4MM $15,00 $4.281,45
MÁQUINA TOTAL PROCESO COSTO COSTO
SERVICIO UNIDADES SERVICIO PROCESO PRODUCCIÓN
PERFORADORA 100,00 PERF (4-10MMØ) VID 8-12MM $2,40 $240,00
JABAS 26,00 MEDIANAS $8,00 $208,00
SAQUES 17,00 ESQUINERO INDIVID VID 8-
12MM $3,20 $54,40
TOTAL: $19.499,86

MÁQUINA COSTO PRODUCCIÓN COSTO PRODUCCIÓN
SERVICIO MENSUAL ANUAL
TB-64 3.589,46 43073,52
TM-4 834,24 10010,88
SB-10 4.778,26 57339,12
SB-2 1.119,31 13431,72
PULIDO 86,94 1043,28
GH-140 955,57 11466,84
CORTADOR 1 3.352,23 40226,76
CORTADOR 2 4.281,45 51377,40
PERFORADORA 240,00 2880,00
JABAS 208,00 2496,00
SAQUES 54,40 652,80
TOTAL $ 19.499,86 $ 233.998,32
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
2.19. Producción diaria trabajada de cada maquinaria
Cuadro № 11
Producción diaria
MÁQUINA PRODUCCIÓN MENSUAL
DÁS TRABAJADOS
PRODUCCIÓN DIARIA
ML/MES DÍAS/MES ML/DÍA
TM-4 200,06 22 9,09
TB-64 1131,46 22 51,43
SB-10 337,61 22 15,35
SB-2 312,39 22 14,20
GH-140 409,08 22 18,60
Fuente: Tecniglass

Elaborado por: Bajaña Fajardo Elvis
Producción diaria=Producción mensual /Días trabajados
Gráfico № 43
Producción diaria
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
2.20. Producción por hora trabajada de cada maquinaria
Cuadro № 12
Producción por hora
MÁQUINA PRODUCCIÓN
DIARIA HORAS
TRABAJADAS PRODUCCIÓN
HORA
ML/DÍA HR/DÍA ML/HR
200,06
1131,46
337,61 312,39409,08
22 22 22 22 22
9,09
51,43
15,35 14,2018,60
0
10
20
30
40
50
60
0
200
400
600
800
1000
1200
1 2 3 4 5
PR
OD
UC
CIÓ
N D
IAR
IA M
L/D
ÍA
SEPTIEMBRE/08
PR
OD
UC
CIÓ
N M
EN
SU
AL
ML/
ME
S
1=TM-4 2=TB-64 3=SB-10 SB-2 GH-140
PRODUCCIÓN DIARIA
ML/MES DÍAS/MES

TM-4 9,09 8 1,14
TB-64 51,43 8 6,43
SB-10 15,35 8 1,92
SB-2 14,20 8 1,78
GH-140 18,40 8 2,32
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
2.21. Las cincos fuerzas de Michael Porter
Análisis de atractividad de la industria del vidrio
Cuadro № 13

FACTOR BAJA MEDIA ALTA
EXISTE BAJA LEALTAD EN LA
INDUSTRIA DEL VIDRIO. NO
HAY PREFERENCIA EN EL
MERCADO YA QUE LA GENTE
COMPRA POR PRECIO.
EXISTE VENTAJA EN COSTOS
DEBIDO A LA CONTINUA
INNOVACIÓN TECNOLÓGICA Y
A LA GRAN DISPONIBILIDAD
MATERIA PRIMA QUE SE POSEE
EN LA INDUSTRIA.
PARA ENTRAR AL MERCADO
DEL VIDRIO LOS NUEVOS COM-
PETIDORES DEBEN POSEER LA
INFRAESTRUCTURA NECESARIA
PARA PRODUCIR GRANDES
VOLÚMENES Y PODER COMPE-
TIR.
SE REQUIERE DE UNA ALTA
INVERSIÓN DE CAPITAL EN LA
INDUSTRIA, LO QUE DIFICULTA
EL INGRESO PARA NUEVOS
COMPETIDORES QUE NO CUEN-
TAN CON EL CAPITAL SUFICIEN-
TE PARA PODER INVERTIR.
EXISTEN LEYES Y RESTRICCIO-
NES MANEJABLES EN LA INDUS-
TRIA DEL VIDRIO. SIN EMBARGO
EXISTEN REGULACIONES A LOS
DIVIDENDOS.
NO EXISTE UNIÓN EN LA INDUS-
TRIA PARA EVITAR EL INGRESO
DE NUEVOS COMPETIDORES.
PERO SIN EMBARGO LA ALTA
INVERSIÓN QUE SE REQUIERE
ES UNA BARRERA QUE IMPOSI-
BILITA EL ACCESO.
REACCIÓN DE
COMPETIDORES
UTILIZACIÓN DEL MODELO DE PORTER
RIESGO DE COMPETIDORES POTENCIALES
LEALTAD A LA MARCA
VENTAJAS DE COSTOS
ECONOMÍA DE ESCALA
REQUERIMIENTOS DE
CAPITAL
POLÍTICA DE GOBIERNO
Fuente: Tecniglass Elaborado por: Elvis Bajaña Fajardo
Cuadro № 14

FACTOR
DEBIDO A LO INTERESANTE DE LA IN-
ESTRUCTURA DUSTRIA EXISTEN MUCHOS COMPETI-
COMPETITIVA DE DORES QUE COMPARTEN EL MERCADO
LA INDUSTRIA Y ESTOS NO ESTABLECEN BARRERAS
PARA INGRESO A NUEVOS COMPETIDO-
RES.
EN LA INDUSTRIA EXISTEN MUCHAS
CONDICIONES DE COMPAÑÍAS QUE ABASTECEN DE MA-
LA DEMANDA NERA TOTAL EL MERCADO, SATISFA-
CIENDO LA DEMANDA.
POR LA GRAN INVERSIÓN QUE SE HA
REALIZADO TANTO EN TECNOLOGÍA
BARRERAS DE COMO EN INFRAESTRUCTURA ES MUY
SALIDA DIFÍCIL DESHACERSE DE TODOS LOS
ACTIVOS ADQUIRIDOS, POR LO TANTO
ES MAS COSTOSO RETIRARSE DE LA
INDUSTRIA QUE SEGUIR EN ELLA.
BAJA MEDIA ALTA
RIVALIDAD ENTRE FIRMAS ESTABLECIDAS EN LA INDUSTRIA
Fuente: Tecniglass Elaborado por: Elvis Bajaña Fajardo
Cuadro № 15
FACTOR
SON MUCHOS LOS CLIENTES QUE
POSEE ESTA INDUSTRIA, SE ENCUEN-
CONCENTRACIÓN DE TRAN FRAGMENTADOS EN LAS DIVER-
CLIENTES SAS COMPAÑÍAS EXISTENTES POR LA
VARIEDAD DE PRECIOS Y MODELOS
DE LOS PRODUCTOS.
DEBIDO A LO GRANDE QUE ES ESTA
INDUSTRIA EXISTEN VARIOS PROVEE-
DORES QUE SUMINISTRAN LOS INSU-
MOS QUE SE NECESITAN O SUS SUSTI-
TUTOS. NO SE CORREN RIESGOS DE
QUE UN SOLO PROVEEDOR MANEJE
INDUSTRIA Y REPRESENTE ALTOS
COSTOS.
EN LA INDUSTRIA EL PRODUCTO NO
OCUPA LA PRIORIDAD, ES DECIR QUE
IMPORTANCIA DEL EL CONSUMIDOR NO ADQUIERE CON
COSTO FRECUENCIA EL PRODUCTO, POR LO
QUE ESTARÍA DISPUESTO A PAGAR UN
PRECIO MODERADO.
EXISTE DIFERENCIACIÓN EN CUANTO
CALIDAD DE AL MODELO DE LOS PRODUCTOS Y EL
DIFERENCIACIÓN CLIENTE ES QUIEN IDENTIFICA DICHAS
DIFERENCIAS.
LOS CLIENTES CONOCEN UN BUEN
NÚMERO DE PROVEEDORES YA QUE
INTEGRACIÓN LA INDUSTRIA PROMUEVE SUS PRO-
TOS A TRAVÉS DE 4 CANALES DE
DISTRIBUCIÓN.
ALTABAJA NIVELADO
CAMBIO DE PROVEEDOR
EL PODER DE NEGOCIACIÓN DE LOS CLIENTES O COMPRADORES
Fuente: Tecniglass Elaborado por: Elvis Bajaña Fajardo
Cuadro № 16

FACTOR
POR LA GRAN CANTIDAD DE PROVEE-
QUE EXISTEN EN LA INDUSTRIA SE EN-
CONCENTRACIÓN DE CUENTRAN GRAGMENTADOS Y CADA
PROVEEDORES UNO ES CAPÁZ DE CUBRIR UNA CANTI-
DAD DETERMINADA DEL TOTAL DE LA
DEMANDA DE LOS INSUMOS.
DEBIDO A LO GRANDE QUE ES ESTA
INDUSTRIA VARIOS PROVEEDORES QUE
CAMBIO DE SUMINISTRAN LOS INSUMOS QUE SE
PROVEEDORES NECESITAN O SUS SUSTITUTOS. NO SE
CORREN RIESGOS DE QUE UN SOLO
PROVEEDOR MANEJE LA INDUSTRIA
PARA LA INDUSTRIA ES MUY IMPOR-
IMPORTANCIA DEL TANTE EL PRECIO YA QUE ASÍ PODRÁ
COSTO MANTENER PRODUCTOS CON UN COS-
TO BAJO, LO CUAL LA HARÁ MÁS PRO-
DUCTIVA Y COMPETITIVA.
LOS PROVEEDORES DE LA INDUSTRIA,
CALIDAD DE DEBIDO A LA ALTA COMPETENCIA SE
DIFERENCIACIÓN PREOCUPAN POR BRINDARNOS PRO-
DUCTOS DE ALTA CALIDAD Y A PRECIOS
BAJOS.
DEBIDO A LA TRAYECTORIA DE LA
INDUSTRIA ES CONOCIDA POR LOS
INTEGRACIÓN PROVEEDORES, ALGUNOS SE INTEGRAN
PARA PODER COMPETIR Y DAR PRO-
TOS DE MEJOR CALIDAD.
BAJA MEDIA ALTA
EL PODER DE NEGOCIACIÓN DE LOS PROVEEDORES
Fuente: Tecniglass Elaborado por: Elvis Bajaña Fajardo
Cuadro № 17
FACTOR
AFECTA DE MANERA MODERADA A
LA RENTABILIDAD DE LA INDUSTRIA
YA QUE CADA PRODUCTO TIENE UN
ACABADO DIFERENTE.
DEBIDO A LAS DIFERENTES CARACTE-
RÍSTICAS QUE POSEE EL PRODUCTO DE
SUSTITUCIÓN NUESTRA INDUSTRIA ES MÍNIMO EL
PELIGRO QUE SE CORRE DE QUE ESTE
PUEDA SUPLANTARNOS.
DEBIDO AL DIFERENTE MERCADO AL
QUE VA DIRIGIDO NO OFRECEN VEN-
TAJAS SIGNIFICATIVAS SOBRE LOS
PRODUCTOS DE LA INDUSTRIA.
VENTAJAS
AMENAZA DE PRODUCTOS SUSTITUTOS
BAJA NIVELADO ALTA
RENTABILIDAD
Fuente: Tecniglass Elaborado por: Elvis Bajaña Fajardo
2.22. Análisis FODA

Es una herramienta que nos permite analizar la situación actual de la empresa. Para el estudio de esta herramienta existen dos factores: internos como fortalezas y debilidades que son propios de la empresa y externos como oportunidades y amenazas que pertenecen al entorno.
2.22.1. Fortalezas
� La empresa es reconocida en el procesamiento de vidrios y espejos en
un nicho de mercado local.
� Servicio de transporte.
� La calidad del producto permite buena aceptación en el mercado.
� La diversidad de procesos que ofrece, satisfacen al cliente.
2.22.2. Oportunidades
� El alto crecimiento en el sector urbano y turístico permite mayor
comercialización del producto.
2.22.3. Debilidades
� Falta de estudio de mercado en relación a los precios de la
competencia.
� Falta de control y planificación de la producción.
� Demora en la entrega del producto al cliente.
2.22.4. Amenazas
� El ingreso de materia prima y productos elaborados de países
asiáticos a bajos costos.
� La crisis financiera global que afecta al mercado en relación a las
ventas.
� La falta de control en las fronteras, permite el ingreso de productos
de países vecinos con mejor tecnología.

2.23. Matriz Foda
Cuadro № 18
FOTALEZAS DEBILIDADES
FACTORES F1. EMPRESA RECONOCIDA EN EL MERCADO. D1. FALTA DE ESTUDIO DE MERCADO EN
INTERNOS F2. SERVICIO DE TRANSPORTE. RELACIÓN A LOS PRECIOS DE LA
F3. LA CALIDAD DEL PRODUCTO PERMITE COMPETENCIA.
BUENA ACEPTACIÓN EN EL MERCADO. D2. FALTA DE CONTROL Y PLANIFICACIÓN
F4. LA DIVERSIDAD DE PROCESOS QUE DE LA PRODUCCIÓN.
OFRECE, SATISFACEN AL CLIENTE. D3. DEMORA EN LA ENTREGA DEL
PRODUCTO AL CLIENTE.
FACTORES D4. FALTA DE MARKETING
EXTERNOS
OPORTUNIDADES FO (IMPULSAR) DO (DESAFIAR)
O1. EL ALTO CRECIMIENTO EN EL SECTOR FO1. INCREMENTEAR NUEVA GAMA DE DO1. PROMOVER ACTIVIDADES DE EXPOSI-
URBANO Y TURÍSTICO PERMITE MAYOR PROCESOS EN EL PRODUCTO. CIÓN Y VENTAS EN DIFERENTES PUNTOS
COMERCIALIZACIÓN DEL PRODUCTO. DE VENTAS.
CEN SATISFACEN LOS GUSTOS DEL DO2. IMPLEMENTAR UNA LÍNEA DE
CLIENTE. SERVICIO DE INSTALACIÓN Y MANTENI-
MIENTO EN OBRAS CIVILES.
AMENAZAS FA (ENFRENTAR) DA (CAMBIAR)
A1. EL INGRESO DE MATERIA PRIMA Y FA1. REALIZAR DESCUENTOS POR VOLUMEN DA1. INGRESO AL MERCADO CON MAYOR
PRODUCTOS FABRICADOS DE PAÍSES DE COMPRAS. PRODUCCIÓN A BAJO COSTO.
ASIÁTICOS A BAJOS COSTOS.
A2. LA CRISIS FINANCIERA GLOBAL AFECTA
AL MERCADO EN RELACIÓN A LAS VENTAS.
A3. LA FALTA DE CONTROL EN LAS
FRONTERAS, PERMITE EL INGRESO DE
PRODUCTOS DE PAÍSES VECINOS DE
MEJOR TECNOLOGÍA.
MATRIZ FODA
Fuente: Tecniglass Elaborado por: Elvis Bajaña Fajardo
CAPÍTULO III
DIAGNÓSTICO

3.1. Identificación de los problemas y diagrama Causa- Efecto
Los diferentes problemas observados en el sistema de procesos de la empresa, se deben a problemas que se originan en: mano de obra, máquinas, métodos y materiales (Gráfico № 44):
Gráfico № 44
Diagrama Causa-Efecto de los problemas
Mano de obra Máquinas
Descuento por prod. Defectuoso Piezas des gas tadas
Desmotivación Obsolescencia
Incentivo Ubicación en otras áreas Daño continuo (parada)
Falta de entrenamiento Falta de mantenimiento
en los equipos
Capaci tación del pers ona l Período prolongado
Producto o servicio
con defectos
No hay formatos Tiempo improductivo Vidrio de mala calidad
Falta de programación en calibración Insumos de Burbujas , manchas, etc.
de la producción Cambio de muelas mala calidad
en los proces os
Métodos Materiales
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
3.2. Análisis de los problemas
Problema № 1: Materiales.
Origen: Administración.
Causas: Producto no satisface las expectativas del cliente.

� Materia prima no es la adecuada para el procesamiento.
� Fallas en el acabado por el uso de insumos de mala calidad.
� Producto con manchas, burbujas, etc.; debido a fallas en la
materia prima.
Efecto: Devolución de productos.
Problema № 2: Mano de obra.
Origen: Administración.
Causas:
No hay entrenamiento de personal.
� Falta de capacitación sobre control de calidad.
� No se incentiva al personal.
Desmotivación.
� Descuento al personal por fallas en el producto
� Ubicación en otras áreas.
Efecto: Personal no capacitado.
Problema № 3: Máquinas.
Origen: Administración.
Causas:
Obsolescencia de la maquinaria.
� Piezas desgastadas.
� Daños continuos (parada).
Falta de mantenimiento en los equipos.
� Período prolongado.
Efecto: Paras de máquinas
Problema № 4: Métodos.
Origen: Administración.
Causas:
Tiempo improductivo en calibración.
� Cambio de muelas para los diferentes procesos.
Falta de programación de la producción.
� No hay formato.
Efecto: Baja producción
3.3. Diagrama de Pareto

Este análisis se lo ha realizado según los datos obtenidos en el área de producción de la empresa en el mes de septiembre (ver Anexo № 5), se hizo un registro de los metros lineales de los productos defectuosos y de los tiempos improductivos como los metros lineales por calibración de muelas y paralización de la producción por daños en la maquinaria (Cuadro № 19).
En el cuadro № 19 se determina que existen 80.68 metros lineales de producción en productos defectuosos por causas de mala calidad del vidrio, falta de capacitación del recurso humano, mala calidad de los insumos y problema en la maquinaria.
Los metros lineales por calibración de la maquinaria para los procesos son 115.05 y corresponden a una falta de programación de la producción.
Los metros lineales por paralización de la maquinaria son 158.27 y corresponden a causas por falta de mantenimiento en los equipos, piezas desgastadas que originan daños continuos.
Este dato se lo tomó de la producción media mensual de las cinco máquinas (TM-4, TB-64, SB-10, SB-2, GH-140), Capítulo II
Cuadro № 8.
La tabla de frecuencias asignadas a cada uno de los problemas se presenta en el Cuadro № 20.
En el diagrama de Pareto se visualiza la tendencia de cada uno de los problemas que se presentaron en la empresa.
Cuadro № 19
Registro de Frecuencias
FECHA
METROS LINEALES
PRODUCTOS DEFECTUOSOS CALIBRACIÓN DE LA MAQUINARIA DAÑOS EN LA MAQUINARIA
01/09/2008 5.64 15.35
02/09/2008 4,30 8.81 7.68

03/09/2008 9,61 3.79
04/09/2008 7.53
05/09/2008 12.60
08/09/2008 10,82 3.22
09/09/2008 9,07 4.18
10/09/2008 7.92 9.09
11/09/2008 1.85
12/09/2008 4,06 2.42
15/09/2008 4.11
16/09/2008 6.96 51.43
17/09/2008
51.43
18/09/2008 7.85
19/09/2008 3.22
22/09/2008 5,74 5.64
23/09/2008 3,20 4.18
24/09/2008 4,21 0.89 14.20
25/09/2008 12,28 4.11
26/09/2008 3,54 7.53
29/09/2008 13,85 12.60
30/09/2008
9.09
TOTAL 80,68 115.05 158.27
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
Cuadro № 20
Tabla de Frecuencias
N° Problema Pérdida Frecuencia Frecuencia
Mensual Relativa (%) Acumulada (%)
1 Paralización de la maquinaria 158.27 45 45
2 Calibración de la maquinaria 115.05 33 78
3 Productos defectuosos 80.68 22 100
Total 354.00 100
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo

Gráfico № 45
Diagrama de Pareto
Elaborado por: Elvis Bajaña Fajardo
3.4. Cuantificación de los problemas
3.4.1. Costos Generados por los Productos defectuosos
Para efecto de la cuantificación del problema, mediante la siguiente fórmula se determina el costo de los productos defectuosos (cuadro № 21).
158,27
115,0580,68
354,00
45%
78%
100%
0%
20%
40%
60%
80%
100%
120%
0
50
100
150
200
250
300
350
400
1 2 3 4%
Acu
mul
ado
Septiembre/08
Met
ros
Line
ales
1=Paralización de máquina 2=Calibración de máquina
3=Producto defectuoso

����� ����. ��� �. � �� ���. ����� � ���� � �� ��� ��� � ����
Cuadro № 21
Costo mes de Septiembre productos defectuosos
2 SEPTIENBRE DE 2008 UNIDAD CANTIDAD COSTO MAT. PRIMA COSTO PROCESO COSTO PRODUCTO
VIDRIO 6MM 1 1.01 $ 13.00 $ 13.13
BISEL RECTO 25MM 4.30 $ 2.40 $ 10.32
$ 23.45
3 SEPTIENBRE DE 2008 UNIDAD CANTIDAD COSTO MAT. PRIMA COSTO PROCESO COSTO PRODUCTO
VIDRIO 6MM 1 1.67 $ 13.00 $ 21.73
BISEL RECTO 25MM 5.03 $ 2.40 $ 12.07
ESPEJO 4MM 1 1.38 $ 15.00 $ 20.70
BISEL RECTO 25MM 4.58 $ 2.40 $ 10.99
$ 65.49
8 SEPTIENBRE DE 2008 UNIDAD CANTIDAD COSTO MAT. PRIMA COSTO PROCESO COSTO PRODUCTO
ESPEJO 6MM 1 3.56 $ 20.00 $ 71.24
BISEL RECTO 25MM 10.82 $ 2.40 $ 2.00
$ 73.24
9 SEPTIENBRE DE 2008 UNIDAD CANTIDAD COSTO MAT. PRIMA COSTO PROCESO COSTO PRODUCTO
VIDRIO 5MM 6 1.01 $ 11.00 $ 66.66
BISEL RECTO 25MM 5.03 $ 2.40 $ 12.07
ESPEJO 4MM 1 0.95 $ 15.00 $ 14.25
BISEL RECTO 25MM 4.58 $ 2.40 $ 10.99
$ 103.97
12 SEPTIENBRE DE 2008 UNIDAD CANTIDAD COSTO MAT. PRIMA COSTO PROCESO COSTO PRODUCTO
ESPEJO 4MM 1 1.08 $ 15.00 $ 16.20
$ 16.20
22 SEPTIENBRE DE 2008 UNIDAD CANTIDAD COSTO MAT. PRIMA COSTO PROCESO COSTO PRODUCTO

ESPEJO 4MM 1 1.99 $ 15.00 $ 29.85
$ 29.85
23 SEPTIENBRE DE 2008 UNIDAD CANTIDAD COSTO MAT. PRIMA COSTO PROCESO COSTO PRODUCTO
ESPEJO 6MM 1 0.71 $ 15.00 $ 10.65
$ 10.65
24 SEPTIENBRE DE 2008 UNIDAD CANTIDAD COSTO MAT. PRIMA COSTO PROCESO COSTO PRODUCTO
VIDRIO 19MM 1 0.37 $ 72.00 $ 26.64
BISEL RECTO 25MM 5.03 $ 7.20 $ 36.22
ESPEJO 6MM 2 0.11 $ 15.00 $ 3.30
BISEL RECTO 25MM 4.58 $ 2.40 $ 10.99
$ 77.15
Total: $ 400.00
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
En resumen, la empresa está dejando de percibir $400.00 durante el mes de Septiembre, a causa del problema “productos defectuosos”. Proyectando al ejercicio anual estas pérdidas representarían $4,800.00 USD.
3.4.2. Costos generados por paras en máquinas
Para efecto de la cuantificación del problema, se conoce que por la paralización de la maquinaria se genera costo de mano de obra (operadores), y costo de máquina.
Mediante la siguiente fórmula se determina los costos operativos de las paras de máquina.

����� �� ����� �ó� � ������ ���������� � ������ ���������� �í�� ���������� � � ���� �������
����� �� ����� �ó� � $��" � $�""#$% ����
����� �� ����� �ó� � $%. #&/ ���
El costo de hora máquina, está representado por el costo hora de las cuatro máquinas, que es de $19.47 USD.
Ahora se determina, el costo/hora por paralización de maquinaria, que es el resultado de la sumatoria del costo de operación y el costo hora máquina.
����� ������(� �ó� �á*���� � ����� �� ����� �ó� � ����� �á*����
����� ������(� �ó� �á*���� � $%. #& � $#+. &$
����� ������(� �ó� �á*���� � $�,. %#/ ���
Cuadro № 22
Resumen de horas perdidas por paras de máquina
MES DESCRIPCIÓN TOTAL HORAS
sep-08 SB-10 TM-4 TB-64
1 15,35 8
2 7,68 4
10 9,09 8
16 51,43 8
17 51,43 8

24 14,2 8
30 9,09 8
TOTAL HORAS 12 16 24 52
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
Cuadro № 23
Costo por Paras de Máquina
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
En resumen, la empresa está dejando de percibir $1,331.72 durante el mes de Septiembre, a causa del problema “paras de máquina”. Proyectando al ejercicio anual estas pérdidas representarían $15,980.64 USD.
3.4.3. Costos generados por calibración de la maquinaria
Para efecto de la cuantificación del problema, por calibración de la maquinaria se genera costo de mano de obra (operadores), y costo de máquina.
Mediante la siguiente fórmula se determina los costos operativos de las paras de máquina.
DESCRIPCIÓN HORAS DE PARAS COSTO DE LA HORA COSTO POR PARAS
USD USD
136 ML 52 $ 25.61 $1,331.72
����� -��� ���� ��� � � ������ ����������.,/ � ������ ���������� �� ���������� � � ���� �������
����� -��� ���� ��� �� � $#, #"" � $�""#$% ����
����� -��� ���� ��� �� � $$. 1+/ ���
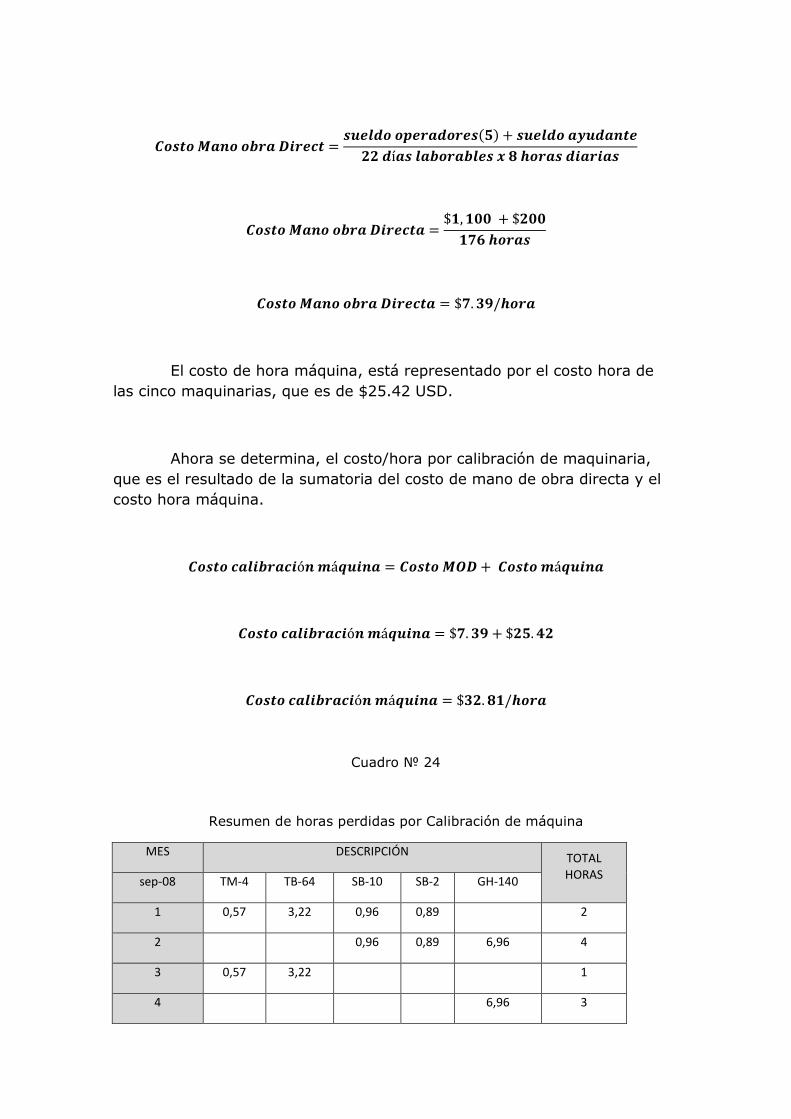
El costo de hora máquina, está representado por el costo hora de las cinco maquinarias, que es de $25.42 USD.
Ahora se determina, el costo/hora por calibración de maquinaria, que es el resultado de la sumatoria del costo de mano de obra directa y el costo hora máquina.
����� ������ �ó� �á*���� � ����� -2 � ����� �á*����
����� ������ �ó� �á*���� � $$. 1+ � $�,. &�
����� ������ �ó� �á*���� � $1�. �#/ ���
Cuadro № 24
Resumen de horas perdidas por Calibración de máquina
MES DESCRIPCIÓN TOTAL HORAS
sep-08 TM-4 TB-64 SB-10 SB-2 GH-140
1 0,57 3,22 0,96 0,89 2
2 0,96 0,89 6,96 4
3 0,57 3,22 1
4 6,96 3

5 0,57 0,96 0,89 1.5
8 3,22 0.5
9 3,22 0,96 1
10 0.57 6,96 3.5
11 0,89 0.5
12 0,57 0,96 1
15 3,22 0,89 1
16 6.96 3
17
18 0,89 6,96 3.5
19 3,22 0.5
22 0,57 0,96 0,89 1.5
23 3,22 0.96 1
24 0,89 0.5
25 3,22 0,89 1
26 0,57 6,96 3.5
29 0,57 3,22 0,96 0,89 2
30
TOTAL HORAS 4 4.5 4 5 18 35.5
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
Cuadro № 25
Costo por calibración de máquina
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
DESCRIPCIÓN HORAS DE
CALIBRACIÓN COSTO DE LA HORA
COSTO POR CALIBRACIÓN
USD USD
277.20 ML 35.5 $ 32.81 $1,164.76

En resumen, la empresa está dejando de percibir $1,164.76 durante el mes de septiembre/08, a causa del problema “calibración de la maquinaria”. Proyectando al ejercicio anual estas pérdidas representarían $13,977.12 USD.
3.5. Tiempo improductivo por calibración de las maquinarias
Para calcular del tiempo improductivo se toma como datos de referencia el calendario laboral que corresponde a 22 días de trabajo y 8 horas diarias de jornada.
El tiempo que se pierde en cada maquinaria se lo ha realizado por simple inspección, porque en la empresa no existen datos estadísticos.
Para los procesos de canteado y biselado las maquinarias por calibración de muelas pierden aproximadamente ½ hora diaria de producción por máquina.
Con respecto a la máquina arenadora se considera para el análisis un promedio de 3 horas diaria que se pierde de producción, debido a que el operador tiene que diseñar los trabajos en el vidrio y espejo para luego realizar el arenado.
3.5.1. Producción diaria no trabajada por máquina
Cuadro № 26
Producción diaria no trabajada
PRODUCCIÓN HORAS DIARIAS PROD. DIARIA
MÁQUINA HORA NO TRABAJADA NO TRABAJADAS NO PROCESADA
ML/HRS HRS/DÍA ML/DÍA
TM-4 1,14 ½ 0.57
TB-64 6,43 ½ 3.22
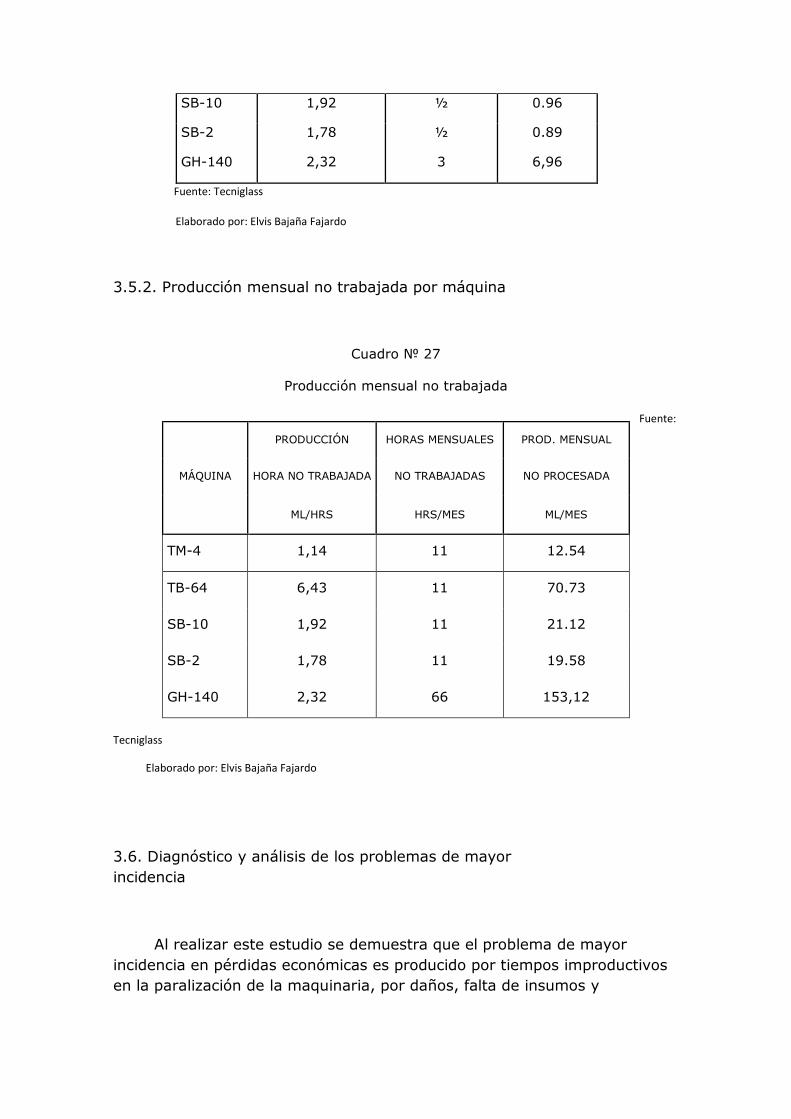
SB-10 1,92 ½ 0.96
SB-2 1,78 ½ 0.89
GH-140 2,32 3 6,96
Fuente: Tecniglass
Elaborado por: Elvis Bajaña Fajardo
3.5.2. Producción mensual no trabajada por máquina
Cuadro № 27
Producción mensual no trabajada
Fuente:
Tecniglass
Elaborado por: Elvis Bajaña Fajardo
3.6. Diagnóstico y análisis de los problemas de mayor incidencia
Al realizar este estudio se demuestra que el problema de mayor incidencia en pérdidas económicas es producido por tiempos improductivos en la paralización de la maquinaria, por daños, falta de insumos y
PRODUCCIÓN HORAS MENSUALES PROD. MENSUAL
MÁQUINA HORA NO TRABAJADA NO TRABAJADAS NO PROCESADA
ML/HRS HRS/MES ML/MES
TM-4 1,14 11 12.54
TB-64 6,43 11 70.73
SB-10 1,92 11 21.12
SB-2 1,78 11 19.58
GH-140 2,32 66 153,12

herramientas, representa una pérdida anual de $15,980.64, es decir el 46% del total de pérdidas.
El segundo problema, es la calibración de la maquinaria con una pérdida anual de $13,977.12, es decir el 40% del total de pérdidas.
El tercer problema son los productos defectuosos, que se deben a la mala calidad de la materia prima, al personal y a la maquinaria, con una pérdida anual de $4,800.00, es decir el 14% del total de pérdidas.
En la segunda parte de este estudio se tratará de eliminar o reducir estos problemas y cumplir con el objetivo de la empresa para ser más productivo y competitivo.
CAPÍTULO IV
PROPUESTA PARA SOLUCIONAR LOS PROBLEMAS
4.1. Objetivo General
Los objetivos de la propuesta están dirigidos al mejoramiento y
minimización de los problemas encontrados en el Capítulo III, que a
su vez permitirán a la empresa mejorar su productividad en cada uno
de los procesos.
4.2. Objetivos Específicos
• Diseñar un modelo para la planificación y control de la
producción y de las actividades en las maquinarias para
estandarizar los procesos y mantenimiento.
• Disminuir las devoluciones de los productos defectuosos.

• Capacitación y entrenamiento al personal de la empresa.
• Satisfacción de nuestros clientes.
4.3. Justificativo
El cumplimiento de los objetivos específicos beneficiará a la
empresa mediante la optimización de los procesos y tendrá un
impacto directo en los clientes, esto permitirá tener un producto y
servicio de calidad y a tiempo.
4.4. Estructura y desarrollo de la propuesta
4.4.1. Estructura de la propuesta
La propuesta planteada tiene como objetivo aumentar la
productividad de la empresa, que consistirá en reducir los tiempos de
inactividad de las maquinarias y mejorar la calidad del producto y del
servicio implementando medidas preventivas y correctivas en los
procesos con la finalidad de reducir los productos defectuosos, con la
participación de los operarios.
4.4.2. Desarrollo de la propuesta
4.4.2.1. Modelo de planificación y control de la producción
El diseño de planificación y control de calidad (Gráfico № 28),
tiene como prioridad interrelacionar las áreas de ventas, producción y
administración, para que se cumpla los siguientes objetivos:
Gráfico № 46

Modelo de Planificación y Control de la Producción
Elaborado por: Elvis Bajaña Fajardo
4.4.2.2. Planificación de la producción
El supervisor de ventas antes de emitir la orden de trabajo
solicitada por el cliente (ver anexo N° 6), planificará con el supervisor
de producción, el pedido en base a la disponibilidad de las máquinas,
personal, materia prima y órdenes de trabajo pendientes.
El supervisor de producción llevará el control de la orden de
trabajo en un formato de “Planificación diaria de Producción”, dejando
constancia la fecha prevista para la entrega del producto (Cuadro №
28). Programa la producción por cada uno de los procesos y
cantidades de materia prima solicitados y distribuye las órdenes de
trabajo a las máquinas, donde se elaborará el producto.
El supervisor de logística completa la información del formato,
registrando la fecha del producto terminado, con lo que se verifica si
se cumple lo planificado.
Cuadro № 28 Planificación Diaria de la Producción
PLANIFICACIÓN Y
CONTROL DE LA
PRODUCCIÓN
PROGRAMACIÓN
DE O/T
CARACTERÍSTICAS Y
ESPECIFICACIONES
PRODUCTO
MAQUINARIA

FECHA DE FECHA PREVISTA FECHA DE
RECEPCIÓN DE ENTREGA ENTREGA
OBSERVACIONES:
OPERADOR
SUPERVISOR DE
PRODUCCIÓN
GERENTE DE
PRODUCCIÓN
N° DE O/T CANTIDAD PROCESO MÁQUINA
Elaborado por: Elvis Bajaña Fajardo
4.4.2.3. Control de la Producción El Jefe de Producción verificará los insumos a utilizar para la
producción del día según el formato de Planificación de la Producción
y gestiona para el proceso productivo la materia prima utilizando el
formulario “Egreso de Materia Prima”, (Cuadro № 29). Durante la
elaboración del producto, se llevará el control de calidad con el
respectivo formato (Carta de Control).
Una vez elaborado el producto, el operador verificará las
condiciones del mismo y entregará al Jefe de Bodega, quien se
encargará de llenar el formato de Orden de Despacho de Ventas
(Cuadro № 30).
Cuadro № 29
Egreso de Materia Prima

CANTIDAD CANTIDAD
(LÁMINA) (M²)
OBSERVACIONES:
JEFE DE SUPERVISOR DE
BODEGA PRODUCCIÓN
DESCRIPCIÓN LOTE
Elaborado por: Elvis Bajaña Fajardo
Cuadro № 30 Orden de Despacho de Ventas
FECHA:__________________________
CLIENTE:_________________________ TRANSPORTE:___________________
DIRECCIÓN:______________________
PRODUCTO MEDIDAS CANTIDAD JABA OBSERVACIÓN
REALIZADO AUTORIZADO DESPACHADO Elaborado por: Elvis Bajaña Fajardo
4.4.2.4. Plan de Mantenimiento Preventivo El Plan de Mantenimiento preventivo se lo hace para garantizar
que los flujos de producción no se interrumpan, debido a períodos de
improductividad o daños en los equipos.

La ejecución, control, registro y evaluación del plan preventivo
contribuye a la disminución de las pérdidas ocasionadas por los
tiempos improductivos y a la cantidad de productos defectuosos. El
técnico responsable de Mantenimiento debe llenar un reporte del
cumplimiento y se registrará en el reporte de Récord Histórico para
cada una de las máquinas (Cuadro № 31) y debe de realizar dos
planes semestrales de mantenimiento preventivo (Cuadro № 32), el
cuál será aprobado por el Gerente de Producción.
Para el diseño del Plan de Mantenimiento Preventivo se deben
de realizar los siguientes pasos:
• Revisión del Manual de uso y mantenimiento de las máquinas
para determinar las piezas.
• Relaciones directas con los proveedores, para consultar los
tipos de mantenimiento y recomendaciones.
• Revisión detallada de las órdenes de compra de repuestos para
la maquinaria.
• Diálogo con los operadores de las máquinas para conseguir
información sobre daños más frecuentes y mantenimientos
realizados.
En caso de que no se cumpla con el mantenimiento previsto
para la fecha programada, el Jefe de Producción reportará por escrito
el justificativo y reprogramará las tareas correspondientes con la
firma del técnico responsable.
4.4.2.4.1. Control de Mantenimiento Mensual
Durante los primeros quince días de cada mes (actual), el Jefe
de Mantenimiento o Jefe de producción realiza las limpiezas de tinas y
la revisión de las partes de las maquinarias.

En caso de detectarse daños de las máquinas se procederá a
retirar la pieza (propuesto) a reparar, esto se lo debe de hacer dentro
o fuera del área de mantenimiento, la misma que será notificada para
la reparación o adquisición de la pieza.
Cuadro № 31
Registro Histórico por Máquina
Fuente: Tecniglass Elaborado por: Elvis Bajaña Fajardo
Cuadro № 32 Plan de Mantenimiento Preventivo
MÁQUINA:
CÓDIGO:
MARCA: SERIE:
PROCEDENCIA: MODELO:
VOLTAJE: TIPO:
AMPERAJE:
POTENCIA:
FECHA HORÓMETRO TRABAJO REALIZADO PREVENTIVO CORRETIVO REPUESTOS
APROBADO POR
REGISTRO
CARACTERÍSTICAS GENERALES
REVISADO POR

Elaborado por: Elvis Bajaña Fajardo
Elaborado por: Elvis Bajaña Fajardo
4.4.2.5. Programación de los procesos en la Maquinaria Para reducir los metros lineales que se pierden a causa de la
calibración de muelas en las maquinarias, es necesario diseñar un
plan semanal de los diferentes procesos o servicios que ofrece la
empresa.
Este plan o calendario semanal de procesos (Cuadro № 33),
involucra tanto al área de venta y de producción.
15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15
TM-4
TB-64
SB-10
SB-2
GH-140
OTROS
REVISADO:
ABRIL MAYO JUNIO
PROG. PEND. PROG. PEND.
ENERO FEBRERO MARZO
PLAN DE MANTENIMIENTO SEMESTRAL
PROG. PEND. PROG. PEND. PROG. PEND.PROG. PEND.
15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15
TM-4
TB-64
SB-10
SB-2
GH-140
OTROS
REVISADO:
PLAN DE MANTENIMIENTO SEMESTRAL
JULIO AGOSTO SEPTIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE
PEND.PROG. PEND. PROG. PEND. PROG. PEND. PROG. PEND. PROG. PEND. PROG.

Estando los procesos estandarizados, el asesor en venta podrá
ofrecer el producto o servicio con mayor tranquilidad y seguridad al
cliente. Cada maquinaria tendrá elaborado su calendario de proceso
diario a trabajar y la persona encargada de hacer cumplir dicho
calendario será el supervisor de producción, involucrándolo también
al operador de máquina. Así mismo el supervisor de producción
llevará un registro (Cuadro № 34) de los metros lineales de los
procesos realizados en el día para controlar la productividad de cada
maquinaria.
Cuadro N° 33 Programación semanal de procesos

Elaborado por: Elvis Bajaña Fajardo
Cuadro № 34 Hoja de Registro metro lineal de proceso
DEPARTAMENTOS: PRODUCCIÓN-VENTA MAQUINA: TM-4
JEFE DE PRODUCCIÓN:__________________________
LUNES MARTES MIÉRCOLES JUEVES VIERNES SÁBADO DOMINGO
PLANO 10MM OG 19MM PLANO 19MM ½ CAÑA 10MM OG 12MM
PLANO 12MM PLANO 6MM OG 10MM
DEPARTAMENTOS: PRODUCCIÓN-VENTA MAQUINA: TB-64
JEFE DE PRODUCCIÓN:__________________________
LUNES MARTES MIÉRCOLES JUEVES VIERNES SÁBADO DOMINGO
25MM VE4 25MM VE6 40MM VE6 30MM V10-12 30MM V19
30MM V8
DEPARTAMENTOS: PRODUCCIÓN-VENTA MAQUINA: SB-10
JEFE DE PRODUCCIÓN:__________________________
LUNES MARTES MIÉRCOLES JUEVES VIERNES SÁBADO DOMINGO
25MM VE4 PLANO 10MM 25MM V10 ½ CAÑA 6MM 30MM V19
PLANO 8MM 25MM V8 ½ CAÑA 19MM
DEPARTAMENTOS: PRODUCCIÓN-VENTA MAQUINA: SB-2
JEFE DE PRODUCCIÓN:__________________________
LUNES MARTES MIÉRCOLES JUEVES VIERNES SÁBADO DOMINGO
OG 19MM PLANO 19MM PLANO 6MM PLANO 10MM ½ CAÑA 6MM
PLANO 8MM PLANO 4MM 3OG 19MM
DEPARTAMENTOS: PRODUCCIÓN-VENTA MAQUINA: GH-140
JEFE DE PRODUCCIÓN:__________________________
LUNES MARTES MIÉRCOLES JUEVES VIERNES SÁBADO DOMINGO
DISEÑAR SAMBLASTING UNA CARA LINEAL UNA CARA
DISEÑAR

Elaborado por: Elvis Bajaña Fajardo
4.4.2.6. Capacitación del personal
Es necesaria la capacitación del personal del área de producción
para elevar la autoestima, el recurso humano que tiene la empresa
en ésta área es muy reducido, cuenta con 11 empleados entre
operadores, ayudantes y el supervisor de producción.
La mayor parte de los trabajadores cuenta con instrucción
primaria y es ahí por causa del ambiente de trabajo y la presión en
terminar una tarea, hace que se desmotive constantemente. Además
FECHA: INICIO:
OPERADOR: FIN:
O/T MÁQUINA PROCESO METRO LINEAL ESPESOR MEDIDA
SUPERVISOR DE PRODUCCIÓN:
OBSERVACIÓN:

los descuentos económicos a que son objetos por productos
defectuosos, mal manejo del producto, problemas en la maquinaria,
etc.
Es muy importante que el trabajador asista a conferencias o
seminarios para que cambie su mentalidad hacia el trabajo, porque
en un mundo globalizado, hay que estar siempre preparado para
nuevos retos “ser competitivos”.
Las conferencias se llevarán a cabo en el SECAP, en horario
acogedor, que facilite la asistencia del trabajador.
4.4.2.7. Adquisición de Máquina canteadora CR/1111
El propósito de plantear la compra de una máquina canteadora
rectilínea es con el único propósito de aumentar la producción en esta
área, disminuyendo así los metros lineales que ocasiona la
paralización de la maquinaria. En el siguiente cuadro se muestra las
características técnicas de la nueva máquina canteadora rectilínea a
adquirir, precio total incluido costos de importación e instalación.
Cuadro № 35
Características técnicas Máquina Canteadora Rectilínea CR/1111
Fuente: Z. Bavelloni Elaborado por: Elvis Bajaña Fajardo
Espesor del vidrio a trabajar 3-25mm
Mínima anchura a trabajar 80mm de alto
Velocidad a trabajar 3-6m/min.
Potencia total instalada 11,5Kw/15,3Hp
Muelas a taza 11
Longitud total 6.50m
Longitud cuerpo máquina 3.00m
Anchura total 1.08m
Altura de la mesa de trabajo 0.88m
Altura total 3.00m
Peso de la máquina 3,500Kg
Precio Total 100,000.00

El siguiente cuadro muestra el costo de Mano de Obra Directa
para la nueva máquina canteadora.
Cuadro № 36 Costo de Mano de Obra Directa
Fuente: Tecniglass Elaborado por: Elvis Bajaña Fajardo
Para obtener el costo total de la hora por la utilización de la
máquina CR/1111, se emplea la siguiente fórmula como se muestra a
continuación:
34564 78 9:;4 78 4<=: >?=8@6: � AB8=:74= � CDE7:;6822 7í:5 G:<4=:<G85 H 8 J4=:5 7?:=?:5
34564 78 9:;4 78 A<=: >?=8@6: � $220.00 � $200.00176 J4=:5
34564 78 9:;4 78 A<=: 7?=8@6: � 2.39 $/J
El costo de la hora máquina está dado únicamente por la
canteadora rectilínea.
34564 J4=: QáRE?;: � >8B=8@?:@?ó;2647í:5 H 8J4=:5 7?:=?:5 � $9,000.00
2112 � $4.26
El costo de la energía eléctrica, se la calcula en base a la
potencia total instalada de la maquinaria que equivale a
11.5Kw/15.3Hp.
Descripción Cantidad Costo Unitario Costo Mensual Costo Anual
Operador 1 $ 220.00 $ 220.00 $ 2,640.00
Ayudante 1 $ 200.00 $ 200.00 $ 2,400.00
Total 2 $ 420.00 $ 420.00 $ 5,040.00
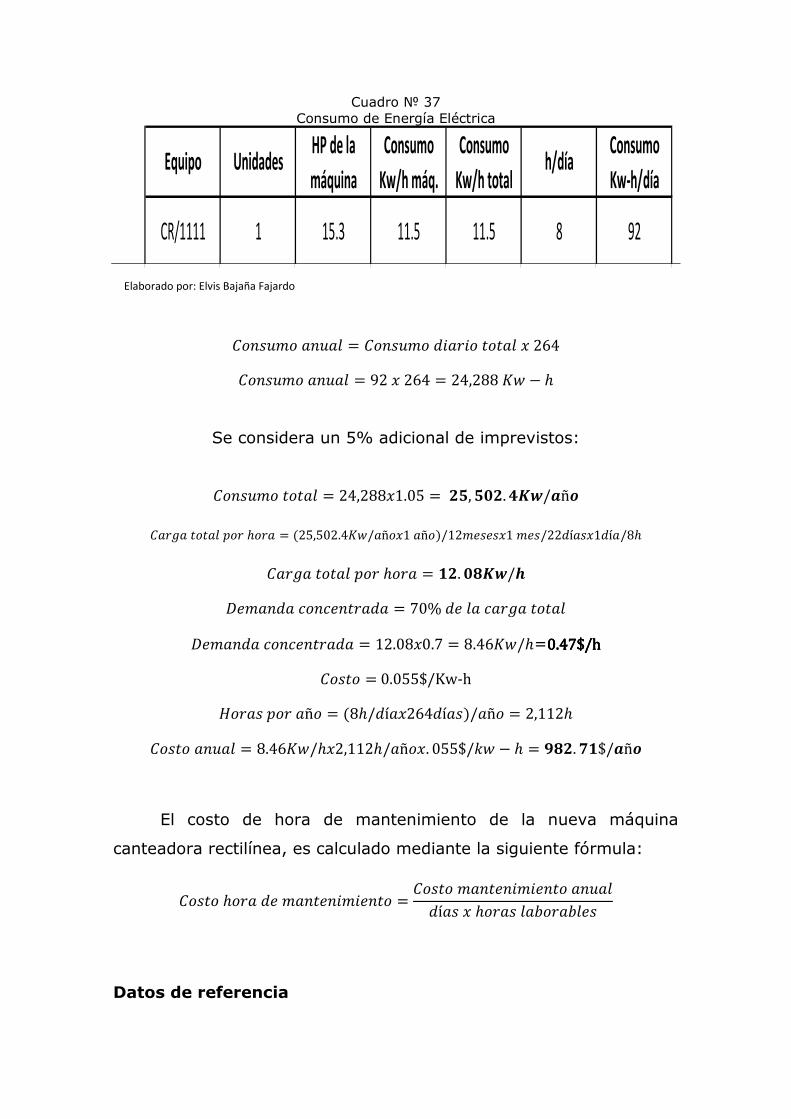
Cuadro № 37 Consumo de Energía Eléctrica
Elaborado por: Elvis Bajaña Fajardo
34;5EQ4 :;E:G � 34;5EQ4 7?:=?4 646:G H 264
34;5EQ4 :;E:G � 92 H 264 � 24,288 TU V J
Se considera un 5% adicional de imprevistos:
34;5EQ4 646:G � 24,288H1.05 � �,, ,"�. &XY/�ñ�
3:=[: 646:G B4= J4=: � .25,502.4TU/:ñ4H1 :ñ4//12Q8585H1 Q85/227í:5H17í:/8J
3:=[: 646:G B4= J4=: � #�. "�XY/
>8Q:;7: @4;@8;6=:7: � 70% 78 G: @:=[: 646:G
>8Q:;7: @4;@8;6=:7: � 12.08H0.7 � 8.46TU/J=0.47$/h0.47$/h0.47$/h0.47$/h
34564 � 0.055$/Kw-h
a4=:5 B4= :ñ4 � .8J/7í:H2647í:5//:ñ4 � 2,112J
34564 :;E:G � 8.46TU/JH2,112J/:ñ4H. 055$/bU V J � +��. $#$/�ñ�
El costo de hora de mantenimiento de la nueva máquina
canteadora rectilínea, es calculado mediante la siguiente fórmula:
34564 J4=: 78 Q:;68;?Q?8;64 �34564 Q:;68;?Q?8;64 :;E:G
7í:5 H J4=:5 G:<4=:<G85
Datos de referencia
HP de la Consumo Consumo Consumo
máquina Kw/h máq. Kw/h total Kw-h/día
92
Unidades h/díaEquipo
CR/1111 1 15.3 11.5 11.5 8
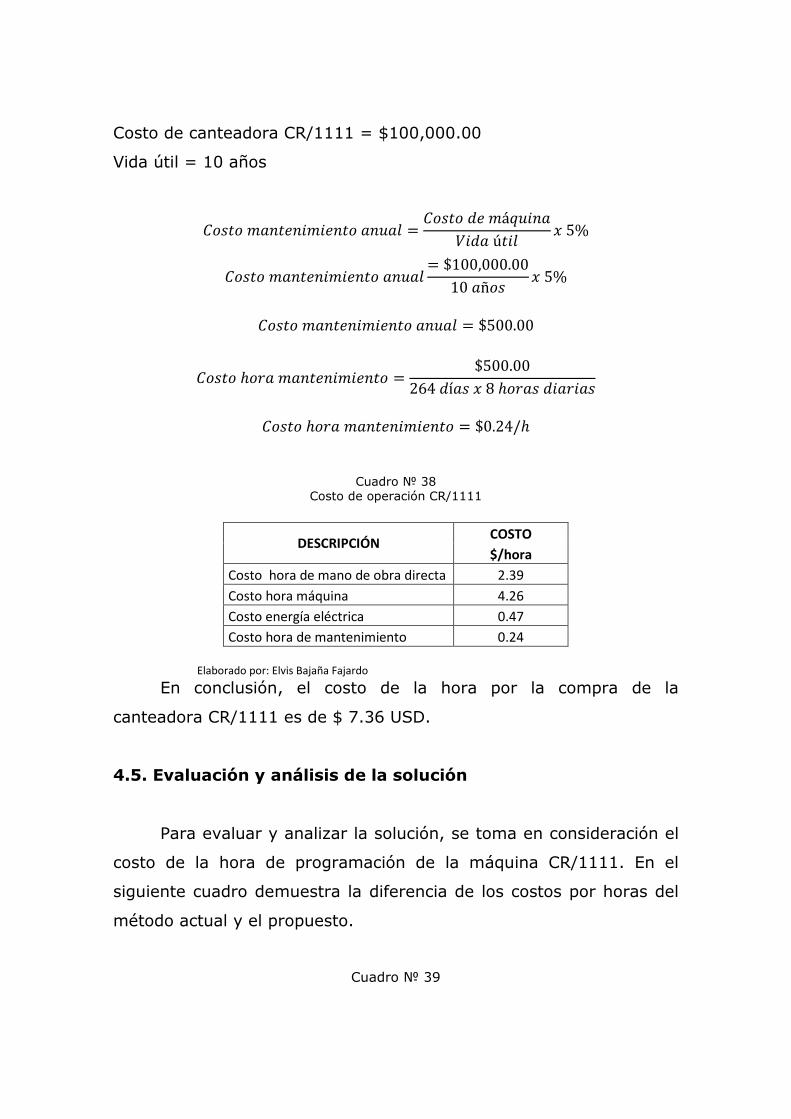
Costo de canteadora CR/1111 = $100,000.00
Vida útil = 10 años
34564 Q:;68;?Q?8;64 :;E:G � 34564 78 QáRE?;:c?7: ú6?G H 5%
34564 Q:;68;?Q?8;64 :;E:G � $100,000.0010 :ñ45 H 5%
34564 Q:;68;?Q?8;64 :;E:G � $500.00
34564 J4=: Q:;68;?Q?8;64 � $500.00264 7í:5 H 8 J4=:5 7?:=?:5
34564 J4=: Q:;68;?Q?8;64 � $0.24/J
Cuadro № 38 Costo de operación CR/1111
Elaborado por: Elvis Bajaña Fajardo
En conclusión, el costo de la hora por la compra de la
canteadora CR/1111 es de $ 7.36 USD.
4.5. Evaluación y análisis de la solución
Para evaluar y analizar la solución, se toma en consideración el
costo de la hora de programación de la máquina CR/1111. En el
siguiente cuadro demuestra la diferencia de los costos por horas del
método actual y el propuesto.
Cuadro № 39
DESCRIPCIÓN COSTO
$/hora
Costo hora de mano de obra directa 2.39
Costo hora máquina 4.26
Costo energía eléctrica 0.47
Costo hora de mantenimiento 0.24

Método Actual y Propuesto
Elaborado por: Elvis Bajaña Fajardo
Se puede determinar que la compra de la nueva canteadora
rectilínea es conveniente, debido a que la hora de funcionamiento es
menor al método actual, esta mejora representaría un ahorro de $
18.25 USD por hora de proceso.
La inversión para la compra de la máquina CR/1111 es de
$100,000.00 USD, el cual incluye costo de importación y de
instalación.
4.6. Metas a alcanzar con la propuesta
Con la implementación de la propuesta se estima reducir las
pérdidas en un 80% para el primer año, 90% para el segundo año y
100% para el tercer año en adelante.
Además de incrementar la producción de canteo y reducir los
tiempos improductivos por daños o paras de máquina.
4.7. Factibilidad de la Propuesta
DESCRIPCIÓN COSTO AHORRO
USD/HORA USD/HORA
Método Actual $ 25.61
Alternativa $ 7.36 $ 18.25

Para hacer factible la propuesta, la empresa cuenta con crédito
bancario para realizar la inversión.
CAPÍTULO V
EVALUACIÓN ECONÓMICA Y ANÁLISIS FINANCIERO
5.1. Costos y Calendario de la Inversión
Los costos para el mejoramiento de la productividad de los
procesos de pulido brillante se muestran en el análisis realizado en el
Capítulo IV.
La inversión se ejecutará durante los meses de Febrero a Abril
del 2009, esperando la recuperación en los próximos siete años.
5.1.1. Inversión Fija
La inversión fija constituida por activos tangibles o fijos, es de
$100,000.00, que corresponde al valor de la Canteadora CR/1111.
Cuadro № 40 Inversión Fija
DESCRIPCIÓN DEL ACTIVO COSTO
Canteadora Rectilínea $100,000,00
CR/1111
Total $100,000,00
Elaborado por: Elvis Bajaña Fajardo

5.1.2. Depreciación
El método utilizado para el cálculo de depreciación es en línea
recta.
Datos de referencia
Costo de la maquinaria = $100,000.00
Vida útil = 10 años
Valor de Salvamento= $ 10,000.00
>8B=8@?:@?ó; � 34564 V cec?7: ú6?G
Cuadro № 41 Depreciación de maquinaria
CANTEADORA CR/1111
AÑOS DEPRECIACIÓN DEPRECIACIÓN
ACUMULADA
1 $ 9,000.00 $ 9,000.00
2 $ 9,000.00 $ 18,000.00
3 $ 9,000.00 $ 27,000.00
4 $ 9,000.00 $ 36,000.00
5 $ 9,000.00 $ 45,000.00
6 $ 9,000.00 $ 54,000.00
7 $ 9,000.00 $ 63,000.00
8 $ 9,000.00 $ 72,000.00
9 $ 9,000.00 $ 81,000.00
10 $ 9,000.00 $ 90,000.00
TOTAL $ 90,000.00 Elaborado por: Elvis Bajaña Fajardo
5.2. Plan de Inversión/Financiamiento de la Propuesta

La inversión fija para llevar a cabo el proyecto es de $
100,000.00.
La propuesta será financiada mediante un préstamo, solicitado
a la Banca Privada que generará un interés del 12% anual (pequeña
industria) y los pagos se los realizará trimestralmente.
El préstamo bancario será de $ 70,000.00 equivalente al 70%
del costo de la maquinaria.
5.2.1. Amortización de la Inversión/Crédito Financiero
El monto del préstamo será cancelado en dividendos
trimestrales a 3 años plazo.
Para efecto de cálculo de amortización se emplea la siguiente
fórmula:
C �f g ?
Qh g1 � ?Qh
ijk
g1 � ?Qh
ijkV 1
Datos de referencia
Monto del préstamo (P) = $70,000.00
Dividendos trimestrales (m) = 4
Años de plazo = 3
Tasa de interés (i) = 12%
Cuadro № 42
Tabla de Amortización
PERÍODOS PAGO A CAPITAL INTERÉS
TRIMESTRAL DIVIDENDOS SALDO

3%
0 $ 70,000.00
1 $ 4,932.35 $ 2,100.00 $ 7,032.35 $ 65,067.65
2 $ 5,080.32 $ 1,952.03 $ 7,032.35 $ 59,987.33
3 $ 5,232.73 $ 1,799.62 $ 7,032.35 $ 54,754.60
4 $ 5,389.71 $ 1,642.64 $ 7,032.35 $ 49,364.89
5 $ 5,551.40 $ 1,480.95 $ 7,032.35 $ 43,813.49
6 $ 5,717.95 $ 1,314.40 $ 7,032.35 $ 38,095.54
7 $ 5,889.48 $ 1,142.87 $ 7,032.35 $ 32,206.06
8 $ 6,066.17 $ 966.18 $ 7,032.35 $ 26,139.89
9 $ 6,248.15 $ 784.20 $ 7,032.35 $ 19,891.74
10 $ 6,435.60 $ 596.75 $ 7,032.35 $ 13,456.14
11 $ 6,628.67 $ 403.68 $ 7,032.35 $ 6,827.47
12 $ 6,827.47 $ 204.88 $ 7,032.35 0
TOTAL $ 70,000.00 $14,388.20 $84,388.20
Elaborado por: Elvis Bajaña Fajardo
El Cuadro № 42 muestra los valores totales de los intereses a
cancelar a la entidad financiera por el préstamo realizado, que
representa el gasto financiero más el valor del préstamo el cuál será
cancelado en 3 años.
5.3. Flujo de Caja
Para realizar el Flujo de Caja se debe de obtener el beneficio
que generará la propuesta de acuerdo al diagnóstico de los
problemas, como se muestra en el siguiente cuadro.


5.4. Tasa Interna de Retorno (TIR)
La tasa interna de retorno o de rendimiento, es un indicador
que permite conocer si un proyecto es factible o no, siempre y
cuando éste sea mayor a la tasa de interés.
La TIR supone que el dinero que se gana año a año se reinvierte en
su totalidad en el interior de la empresa, se la calcula en base a la
inversión y a las ganancias proyectadas, como se muestra en el
siguiente cuadro.
La fórmula para el cálculo del TIR, es la siguiente:
f � l/.1 � ?/i
Cuadro № 44
Tasa Interna de Retorno
AÑOS INVERSIÓN FLUJO DE CAJA INTERÉS ANUAL VALOR
PRESENTE INTERÉS ANUAL VALOR
PRESENTE
n INICIAL F 25% P 20% P
0 $100,000.00
1 $22,698.05 0,25 $18,158.44 0,20 $18,915.04
2 $26,173.82 0,25 $16,778.09 0,20 $18,176.26
3 $29,649.59 0,25 $15,204.92 0,20 $17,138.49
4 $57,778.99 0,25 $23,679.91 0,20 $27,912.56
5 $57,778.99 0,25 $18,943.93 0,20 $23,204.41
6 $57,778.99 0,25 $15,165.09 0,20 $19,324.08
7 $57,778.99 0,25 $12,113.00 0,20 $16,139.38
8 $57,778.99 0,25 $ 9,694.46 0,20 $13,436.97
9 $57,778.99 0,25 $ 7,755.57 0,20 $11,197.48
10 $57,778.99 0,25 $ 6,206.12 0,20 $ 9,334.25
$143,699.53 $174,778.92
Elaborado por: Elvis Bajaña Fajardo
mno � m:5: Qí;?Q: � ..c:G4= Qí;?Q4/.c:G4= QáH?Q4 � c:G4= Qí;?Q4/ /H.m:5: 9áH?Q: V m:5: Qí;?Q://
mno � 0.20 � ..$143,699.53/.$174,778.92 � $143,699.53//H.0.25 V 0.20/ � 22.26%
La Tasa Interna de Retorno es de 22.26%, esto quiere decir
que el proyecto si es rentable porque la TIR es mayor a la tasa de

interés asignada al financiamiento de la inversión, entonces el
proyecto debe aceptarse, ya que la TIR representa la tasa de interés
más alta que un inversionista podría ganar sin perder dinero.
5.5. Cálculo del Valor Actual Neto (VAN)
El Valor Actual Neto (VAN), es el valor actual de ingresos
generada por la inversión, que resulta de la suma de los flujos netos
menos la inversión inicial. La fórmula para el cálculo es la siguiente:
cCp � lq.1 � ?/q � lr
.1 � ?/r � ls.1 � ?/s � t … … … li
.1 � ?/i
cCp � $22,698.05.1 � 0.12/q � $26,173.82
.1 � 0.12/r � $29,649.59.1 � 0.12/s � $57,778.99
.1 � 0.12/v � t … $57,778.99.1 � 0.12/qw
cCp � $226,985.33 cCp � $226,985.33 V $100,000.00
cCp � $126,985.33
5.6. Relación Beneficio /Costo
La relación Beneficio/Costo se la establece para la comparación
a través de la siguiente fórmula:
x8;8y?@?4/34564 � cCpn;z8=5?ó; � $126,985.33
100,000.00
x8;8y?@?4/34564 � $1.26 Esto significa que la propuesta a la solución de los problemas es
factible, por la siguiente razón de establecerse una recuperación por
pérdidas. Significa que por cada dólar que invierte la empresa
obtendría una ganancia $1.26 USD.

5.7. Cálculo para determinar la Recuperación de la
inversión
Para obtener el tiempo de recuperación de la inversión, se
divide el flujo acumulado máximo de egresos para el valor del primer
flujo positivo.
La ventaja de la simplicidad de cálculo, es que ignora las
ganancias posteriores al período de recuperación, subordinando la
aceptación a un factor de liquidez más que la rentabilidad, tampoco
considera el valor tiempo del dinero.
La fórmula para el cálculo del tiempo de recuperación es:
f � l.1 � ?/i
De dónde:
f � c:G4= f=858;68 l � lGE{4 p864 C;E:G ? � n;68=é5 ; � Cñ45
Cuadro № 45 Tiempo de Recuperación de la Inversión
AÑOS
INVERSIÓN FLUJO DE CAJA
INTERÉS VALOR
PRESENTE VALOR
PRESENTE
n TRIMESTRAL P ACUMULADO
3.00%
P
0 $100,000.00
1
$22,698.05 0,03 $22,036.94 $22,036.94
2
$26,173.82 0,03 $24,692.28 $46,729.22
3
$29,649.59 0,03 $27,201.46 $73,930.68

4
$57,778.99 0,03 $51,131.85 $125,062.53
5
$57,778.99 0,03 $49,809.47 $174,872.00
6
$57,778.99 0,03 $48,553.77 $223,425.77
7
$57,778.99 0,03 $46,974.79 $270,400.56
8
$57,778.99 0,03 $45,495.27 $315,895.83
9
$57,778.99 0,03 $44,445.38 $360,341.21
10 $57,778.99 0,03 $43,118.65 $403,459.86
Elaborado por: Elvis Bajaña Fajardo
El tiempo de recuperación de la inversión es de 3 años y 7
meses.
2009 2010 2011 2012 2013 2014 2015
80% 90% 100% 100% 100% 100% 100%
$27,806.16 $31,281.93 $34,757.70 $34,757.70 $34,757.70 $34,757.70 $34,757.70
Ahorro $18.25/h x 2112h $38,544.00 $38,544.00 $38,544.00 $38,544.00 $38,544.00 $38,544.00 $38,544.00
Egresos
Mano de Obra Directa $ 5,040.00 $ 5,040.00 $ 5,040.00 $ 5,040.00 $ 5,040.00 $ 5,040.00 $ 5,040.00
Operación / Máquina (E.E.) $ 982.71 $ 982.71 $ 982.71 $ 982.71 $ 982.71 $ 982.71 $ 982.71
Mantenimiento / Máquina $ 500.00 $ 500.00 $ 500.00 $ 500.00 $ 500.00 $ 500.00 $ 500.00
Gastos Financieros $ 7,494,29 $ 4,904.40 $ 1,989.51
Depreciación Máquina $ 9,000,00 $ 9,000,00 $ 9,000,00 $ 9,000,00 $ 9,000,00 $ 9,000,00 $ 9,000,00
Pago de Capital $20,635.11 $23,225.00 $26,139.89
$73,301.70 $73,301.70
$15,522.71 $15,522.71 $15,522.71
$66,350.16 $69,825.93 $73,301.70 $73,301.70 $73,301.70
Elaborado por: Elvis Bajaña Fajardo
$94,079.44 $151,858.43 $209,637.42Flujo Acumulado $-100,000.00 $-77,301.95 $-51,128.13 $-21,478.54 $36,300.45
Flujo de Caja $-100,000.00 $22,698.05 $26,173.82 $29,649.59 $57,778.99 $57,778.99 $57,778.99 $57,778.99
Cuadro № 43Flujo de Caja
$43,652.11 $43652.11 $43,652,11 $15,522.71
Reducción de Pérdidas $34,757,70
Gasto Total
DETALLESAños
Ingreso Beneficio Esperado
CAPÍTULO VI

PROGRAMACIÓN Y PUESTA EN MARCHA
6.1. Cronograma de Implementación
La puesta en marcha de las soluciones propuestas es resolver el
80% del problema principal como es la paralización de máquina. Una
vez realizado el análisis de la propuesta, se procede a programar las
actividades para la implementación de la nueva máquina canteadora
rectilínea CR/1111 que mejorará la producción en los procesos de los
diferentes tipos de pulido.
Las actividades para la implementación son las siguientes:
� Presentación de la propuesta a la Gerencia de la empresa
dando a conocer los beneficios y utilidades que se obtendrán al
aprobar y ejecutar el mismo.
� Estudio y aprobación por parte de la Gerencia.
� Gestionar préstamo bancario para la adquisición de la máquina.
� Importación de la maquinaria, estimación de llegada 45 días.
� Capacitación de operación, uso y mantenimiento a operadores.
� Ejecutar y probar la maquinaria.
� Ajustar detalles de uso.
� Puesta en marcha de la maquinaria.
6.2. Programación y Control
Para iniciar la programación y control, se requiere aplicar una
de las herramientas básica de la Ingeniería, de gran utilidad para la
planificación y administración de proyectos como es el Diagrama de
Gantt, empleado en ésta investigación para realizar el cronograma de
las actividades para la implementación de la propuesta.

CAPÍTULO VII
CONCLUSIONES Y RECOMENDACIONES
7.1. Conclusiones
La mayor pérdida económica que enfrenta la empresa está dada
en los tiempos improductivos como las paras y calibración de
máquina por no tener una debida programación de los procesos.
Se cuantificó la pérdida que genera la paralización de la
maquinaria y productos defectuosos, cantidad que asciende a
$34,757.70 USD.
La propuesta de mejora estima eliminar o por lo menos reducir
los tiempos improductivos.
La inversión resultante tendrá una tasa de retorno (TIR) del
22.26% con respecto al 12% de la tasa referencial considerada en el
análisis crea un valor anual neto (VAN) de $126,985.33 que indica la
factibilidad económica, con un tiempo de recuperación en 3 años y 7
meses en relación a los 10 años de vida útil de la propuesta, por ésta
razón se aconseja poner en marcha la propuesta planteada.
7.2. Recomendaciones

Una vez instalada la nueva maquinaria, la empresa aumentará
la producción en los procesos de canteo recto y no dependerá de las
otra áreas como se lo viene haciendo en la actualidad con problemas
de piezas desgastadas en las maquinarias.
En cuanto a los insumos y herramientas deben importarse
desde los mismos fabricantes o distribuidores de las maquinarias y
deben ser de excelente calidad para darle al cliente un producto que
garantice su compra y satisfacción del mismo.
Por otra parte la Gerencia de la empresa debe considerar varios
factores importantes como la capacitación y motivación del personal,
tal como se menciona en el Capítulo IV, numeral 4.4.2.6., que
permitan el crecimiento conjunto de habilidades para mejorar la
productividad de la empresa.

Noguchi
S a n M a r t i n
Coronel
Elaborado por: Elvis Bajaña Fajardo
TECNIGLASS S.A.
Anexo N° 1Localización Empresa Tecniglass

ARENADO
GH-140 SB-10 SB-2
PULPO PULPO
CANTEADORA BISELADORA
TB-64TM-4
OFI
CIN
ASU
PER
VIS
OR
ES
COMPRESORES
TRA
NSF
OR
MA
DO
RE
S
BODEGA
MESACORTE
MESACORTE1 2
CABALLETE
CABALLETE CABALLETE
CABALLETE
CA
BA
LLET
E
BODEGA
BODEGA
PU
ERTA
PR
INC
IPA
L
PUERTA
MAT. PRIMAENTRADA
55
DIAGRAMA DE RECORRIDO DE PLANTA
ELABORADO POR: BAJAÑA FAJARDO ELVIS
12
3
4
5
6
7
8
9

ORDENES PRODUCIDAS :
Nº Nº Nº
STOCK UTILIZ STOCK
1 14 27 AYER HOY HOY
2 15 28 3 64 1 63
3 16 29 4 9 9
4 17 30 5 3 3
5 18 31 6 0 0
6 19 32 8 16 16
7 20 33 10 3 2 1
8 21 34 12 0 0
9 22 35 15 0 0
10 23 36 19 0 0
11 24 37 3 E/C 7 7
12 25 38 4 E/C 21 5 16
13 26 39 6 E/C 2 1 1
PRODUCCION POR MAQUINA O ACTIVIDAD :
Nº
1 ML ML
2 ML ML
3 ML ML
4 ML ML
5 MC MC
6 UND UND
7 MC MC
8 MC MC
9 ML ML
10 UND UND
11 UND UND
12 HRS HRS
Nº
1
INGRESO A PLANTA DE PLANCHAS POR COMPRA
OBSERVACION GENERAL
V/C 1 9
1
4,00
DAÑOS EN MAQUINAS O EQUIPOS AUXILIARESMAQUINA O EQUIPO TIPO DE DAÑO PRIORIDAD
2
FACTURA
Nº CAJAS
Nº DE PRODUCTOS MOTIVOS DEL REGRESO DEL PRODUCTO
19MM 214X330 MESILSA
INSTALACION
9336
PRODUCTOS TERMINADOS QUE SALIERON Y REGRESARON A PL ANTA
0
9268
4,05
JABAS
0,50
9223
O / TRABAJO
0,35
TERMINADAS
INFORME DIARIO DE PRODUCCION TECNIGLASS S.A.
9330
9262
9322
CONTROL DE PLANCHAS
UTILIZ.TERMINADAS
PERSONA
9302
1,45
4,50
0,25
6,30
17,97
2,10
5,4
9267
9702
10MM15
PROVEDOR FACTURA GUIA DE REMIS ESPESOR
MESILSA
COIMSA
V/C 1
0
COMISION
PRODUCTO
SE COMUNICO CON SU JEFE EXPLIQUE EL MOTIVO / OBSERVACION
FORMAT
V/C
AUSENCIA DEL PERSONAL
IESS
HRS DE PARADA
POR DAÑOS
17,97
0
6,3
2
16,14
0
TOTAL
HRS EXTRAS
94,95
10,2
SAQUES 1
CORTE ORLANDO
TM 4
PERFORADORA
PULIDO
TB 64
HORAS EXTRAS
SB 2
ARENADORA
ACTIVIDAD
SB 10
MTS PROCESAD.
94,95
10,2
16,14
6,3
MAQUINA O
HRS NORMAL
MT PROCESADO
9360
9357
9136
9345
0,10
0,30
HORAS
UTILIZADAS
O / TRABAJO HORAS
TERMINADAS UTILIZADAS
PRODUCT.
DEFECT.
TOTAL MTS.
PROCESADOS
O / TRABAJO
V/C
AÑOMES2 9 2008
DIA
HORAS
PERSONAL
5 6MM
Nº PLCH.
214X330
214X330
REALIZADO POR MARLON CHANG
Anexo № 4
DETALLE LOS SINTOMAS DE LA AVERIA
CORTE MARCOS 0
OBSERVACION

MA
Q/D
IA
1 2 3 4 5 8 9 10 11 12 15 16 17 18 19 22 23 24 25
TM4
5,22 4,62 3,60 23,50 33,78 2,84 21,88 11,20 6,20 6,20 6,80 8,70 6,60 6,00 15,89 4,58 7,88 8,78 10,54
TB6
4
28,55 42,24 81,40 48,64 24,88 28,14 36,69 206,84 34,61 60,80 23,24 72,04 68,14 75,23 42,56 31,74 35,98 40,06 80,30
SB1
0
9,48 8,57 13,91 8,81 29,29 16,20 10,03 11,11 61,63 14,11 7,78 21,22 7,60 35,25 12,66 5,41 15,26 21,31 25,96
SB2
14,93 20,88 18,40 31,96 16,00 16,24 47,13 7,88 16,83 24,02 28,21 32,45 4,23 10,54 28,05 15,22
GH
14
0
1,85 1,95 1,00 3,10 0,62 10,00 8,11 1,44 2,64 4,33 3,33 10,08 16,42 5,24 3,87 7,21 3,88 4,91 2,12
CO
RTE
6,21 16,73 26,04 8,12 17,30 8,62 31,55 22,31 6,21 39,23 19,60 35,42 2,90 10,55 16,36 10,32 12,56 13,55 25,33
Fuente: Dpto Producción Tecniglass
Elaborado por: Bajaña Fajardo Elvis
Producción promedio anual por máquina
Anexo № 5
2008

TECNIGLASS S.A. 1 DE 1 ORDEN DE TABAJO N° 9466CLIENTE Patricio Pizarro NOTA DE PEDIDIO OFICINA
GUAYAQUIL 13-oct-08 NOTA DE PEDIDO PLANTA FACTURACION
DIRECCION Sauces V FECHA DE ENTREGA FECHA 17-oct-08
FORMA DE ENTREGA Cliente retira HORA 10h00
ITEM CANT PRODUCTO B. RECTO OBSERVACIONES
1 1 Vidrio claro 8mm s/plantilla
2
3
4
5
6
7SECUENCIA DE PROCESO
INICIO Y FINAL DE LA PRODUCCION INIC. P FIN P INIC. P FIN P INIC. P FIN P INIC. PFIN P INIC. P FIN INIC. P FIN INIC. P FIN P INIC. P FIN INIC. PFIN PINIC. PFIN P RESPONSABLE DE PROD.
CONFORMIDAD DEL PRODUCTO FECHA: 16-Oct-08
DIA EN QUE SE RECIBE Y ENTREGA PRODUCTO FIRMA Christian Chang
TOTAL METROS LINEALES O CUADEADOS RESPONSABLE DE CAL.
DIA EN QUE INICIA Y FINALIZA LA PRODUCCION FECHA: 16-Oct-08
HORA QUE INICIA Y FINALIZA LA PRODUICCION FIRMA Christian Chang
SUMA DE LAS HORAS TOTAL DE HORAS UTILIZADAS
REALIZADO POR: Janeth RECIBIDO POR: FECHA DE DESPACHO: HORA: 10h15
FECHA: 13-oct-08 HORA Y FECHA DESPACHADO POR: RECIBIDO POR: Patricio PizarroFIRMA RESPONSABLE Janeth López FIRMA RESPONSABLE FIRMA RESPONSABLE
Elaborado por: Elvis Bajaña Fajardo
PUNTAS
plano
C-plano
B-30mm
INFORME DEL PERSONAL DE SEGURIDAD
195,5*171 30mm
C. ROCA PERFORACION
ENVIADO POR VENTAS
JABASARENADOCORTE SAQUES
FECHA DEL PRODUCTO TERMINADO
VENTAS
15h50 13-Oct-08
17-oct-08
Christian Chang
TRANSPORTE
FIRMA DE RESPONSABILIDAD
22411
16-oct-08
Anexo № 6
Carlos RamirezChristian Chang
16-oct-08
16h30
Christian Chang
C. RECTO FORMA
RECIBIDO POR PRODUCCIÓN


















