Tesis de Grado 08 de Julio 2012
85
INDICE 1. ESTUDIO DE MEJORAMIENTO DEL PROCESO DE MECANIZADO DE UN TUBING HANGER..................................................................2 INTRODUCCIÓN..........................................................2 1.1. FORMULACION CLARA Y PRECISA DEL PROBLEMA DE LA INVESTIGACION.......2 1.1.1. TIEMPOS ALTOS DE FABRICACIÓN DE LA PIEZA OCASIONADOS POR:................2 1.1.1.1. Exceso de operaciones de manufactura:.......................................................................... 2 1.1.1.2. Tiempos Muertos en Alistamiento y Fabricación:............................................................. 2 1.1.2. LA PRODUCCIÓN DE LA PIEZA ES INESTABLE DEBIDO A:......................2 1.1.2.1. Falta de documentación adecuada de los procesos de manufactura: .......................... 2 1.1.2.2. Criterios diferentes de fabricación, entre personas, para el mismo producto; se evidencia falta de comunicación:....................................................................................................... 2 1.1.2.3. Se evidencia un inadecuado control de herramientas, repuestos e insumos: .............. 2 1.2. OBJETIVOS..........................................................2 1.2.1. OBJETLVO GENERAL:..............................................2 1.2.2. OBJETIVOS ESPECÍFICOS:.........................................2 1.3. ALCANCE Y DELIMITACION.............................................2 1.3.1. Alcance................................................................................................................................. 2 1.3.2. Delimitación........................................................................................................................ 2 1.4. JUSTIFICACIÓN....................................................2 1.5. FACTIBILIDAD.....................................................2 2. MARCO TEÓRICO....................................................... 2 2.1. CÁLCULO Y REDUCCIÓN DE TIEMPOS DE MECANIZADO........................2 2.2. INSERTOS INTERCAMBIABLES PARA MECANIZADO A ALTA VELOCIDAD (MAV). .2 Introducción:........................................................................................................................................ 2 Desgaste por abrasión:....................................................................................................................... 2 Desgaste por adhesión:....................................................................................................................... 2 Desgaste por difusión.......................................................................................................................... 2 Fallas mecánicas.................................................................................................................................. 2 2.2.1. Estudio de las herramientas:............................................................................................. 2 2.2.1.1.................................................... SUSTRATO. 2 2.2.2. Canales de evacuación de viruta según el tipo de material a mecanizar..................... 2 2.2.3. Herramientas enterizas y de insertos:............................................................................... 2 2.2.4. Recubrimientos................................................................................................................... 2 1
-
Upload
jsneidercastillo -
Category
Documents
-
view
83 -
download
0
Transcript of Tesis de Grado 08 de Julio 2012
INDICE
1. ESTUDIO DE MEJORAMIENTO DEL PROCESO DE MECANIZADO DE UN TUBING HANGER....................2
INTRODUCCIÓN.............................................................................................................................................2
1.1. FORMULACION CLARA Y PRECISA DEL PROBLEMA DE LA INVESTIGACION......................................2
1.1.1. TIEMPOS ALTOS DE FABRICACIÓN DE LA PIEZA OCASIONADOS POR:.....................................................................21.1.1.1. Exceso de operaciones de manufactura:..................................................................................21.1.1.2. Tiempos Muertos en Alistamiento y Fabricación:....................................................................2
1.1.2. LA PRODUCCIÓN DE LA PIEZA ES INESTABLE DEBIDO A:.............................................................................21.1.2.1. Falta de documentación adecuada de los procesos de manufactura:......................................21.1.2.2. Criterios diferentes de fabricación, entre personas, para el mismo producto; se evidencia falta de comunicación:..............................................................................................................................21.1.2.3. Se evidencia un inadecuado control de herramientas, repuestos e insumos:...........................2
1.2. OBJETIVOS.................................................................................................................................... 2
1.2.1. OBJETLVO GENERAL:....................................................................................................................21.2.2. OBJETIVOS ESPECÍFICOS:..............................................................................................................2
1.3. ALCANCE Y DELIMITACION............................................................................................................ 2
1.3.1. Alcance....................................................................................................................................21.3.2. Delimitación.............................................................................................................................2
1.4. JUSTIFICACIÓN..................................................................................................................................21.5. FACTIBILIDAD....................................................................................................................................2
2. MARCO TEÓRICO.............................................................................................................................. 2
2.1. CÁLCULO Y REDUCCIÓN DE TIEMPOS DE MECANIZADO.............................................................................22.2. INSERTOS INTERCAMBIABLES PARA MECANIZADO A ALTA VELOCIDAD (MAV)...............................2
Introducción:.............................................................................................................................................2Desgaste por abrasión:.............................................................................................................................2Desgaste por adhesión:.............................................................................................................................2Desgaste por difusión................................................................................................................................2Fallas mecánicas.......................................................................................................................................22.2.1. Estudio de las herramientas:....................................................................................................2
2.2.1.1. SUSTRATO................................................................................................................................ 2
2.2.2. Canales de evacuación de viruta según el tipo de material a mecanizar.................................22.2.3. Herramientas enterizas y de insertos:......................................................................................22.2.4. Recubrimientos........................................................................................................................2
2.3. VENTAJAS GENERALES DEL USO DE INSERTOS INTERCAMBIABLES..................................................2
3. ANTECEDENTES Y ESTADO DEL ARTE..................................................................................................2
3.1. ANTECEDENTES TEORICOS...............................................................................................................23.2. MECANIZADO PREDECIBLE Y SIN PROBLEMAS.................................................................................2
3.3. REDUCCION DE COSTES EN EL MECANIZADO...............................................................................2
1
3.4. MECANIZADO RÁPIDO CON MENOS HERRAMIENTAS..................................................................23.5. ANALISIS DE DURABILIDAD DE LOS INSERTOS DE TORNEADO EN FEPCO.........................................2
4. DESARROLLO DEL PROYECTO............................................................................................................. 2
4.1. PRIMERA FASE..................................................................................................................................24.1.1. REVISION DE LA NORMA API 6ª...............................................................................................24.1.2. RECOLECCION DE INFORMACION SOBRE METODO ANTERIOR DE FABRICACION....................2
4.2. SEGUNDA FASE: ANÁLISIS DE LA INFORMACIÓN......................................................................................24.3. TERCERA FASE: REALIZACION DE TABLA DE CALCULOS Y DISEÑO DEL MODELO DE PRODUCCIÓN.......................24.4. PROCESO PROPUESTO DEL MECANIZADO DEL TUBING HANGUER.................................................2
5. CONCLUSIONES................................................................................................................................. 2
2
1. ESTUDIO DE MEJORAMIENTO DEL PROCESO DE MECANIZADO DE UN TUBING HANGER.
INTRODUCCIÓNDurante años, pocas compañías pensaban que las Operaciones y sus Procesos podían ser una fuente
importante de ventajas competitivas. A medida que las empresas Japonesas se convirtieron en competidores
globales y dominaron amplios sectores de la producción industrial (automóviles, electrodomésticos, productos
electrónicos, etc.), en las décadas de los setenta y ochenta, las empresas americanas empiezan a estudiar
los motivos de estos éxitos. Lo más importante que encontraron, es prácticamente que en todas las
empresas japonesas, existía una alta eficiencia y calidad en los procesos productivos, así como en la
organización de las operaciones para la prestación de servicios. Adicionalmente estas empresas lograban
lanzar y consolidar nuevos productos en tiempos extremadamente cortos. Paralelamente al auge de su
exitoso desarrollo y a la incesante producción de los avances tecnológicos las empresas analizadas
establecieron unos patrones de referencia, Benchmarking, Manufactura Esbelta, Justo a tiempo,
mejoramiento continuo, Calidad y productividad de clase Mundial, etc.
Los empresarios occidentales entendieron que para recuperar competitividad tenían que lograr que las
operaciones deben ser parte fundamental de una estrategia corporativa orientada básicamente a:
Agregar valor a los productos.
Atender eficientemente las necesidades de los clientes.
Por otro lado para la automatización de procesos, se desarrollaron máquinas operadas con Controles
Programables (PLC), actualmente de gran ampliación en industrias como la textil y la alimentación y
posteriormente en la era de la informática se desarrollaron programas de computación que articulaban
sistemáticamente las etapas de diseño y control de la producción como son:
Software de Dibujo (CAD) Diseño Asistido por Computador,
Software de Ingeniería (CAD/CAE), Ingeniería Asistida por Computador
Software de Manufactura CAM, Manufactura Asistida por Computador, para el manejo de proyectos,
para la planeación de requerimientos, para la programación de la producción, para el control de
calidad, entre otros.
El propósito del proyecto, es realizar un estudio de mejoramiento del proceso de mecanizado del sistema de
sujeción de tubería de bombeo (Tubing Hanger), en la compañía colombiana de Fabricación de Equipos
Petroleros de Colombia FEPCO, fundada en 1985 y que desde 1991 ha incursionado en los mercados de
3

Colombia, Venezuela, Ecuador, Perú y el Caribe, convirtiéndose en un proveedor muy importante para las
compañías operadoras que tienen actividad en esos países, no sólo por el suministro de Árboles de Navidad
(Cabezales de Pozo), sino en otros equipos y herramientas utilizados como parte del proceso de perforación y
extracción de hidrocarburos, en el sector petrolero. Dicha investigación pretende dar una solución a los
problemas tecno-económicos presentados en el proceso de fabricación del sistema de sujeción de tubería de
bombeo (Tubing Hanger), tendiendo un puente entre la Ingeniería de Diseño y la Ingeniería de Manufactura, a
través del uso de la una rama académica que es la Ingeniería en Procesos Industriales recientemente
implementada en las instituciones de Colombia y cuyo pionero en nuestro país ha sido el Profesor Olver
Sepulveda (Licenciado en Matemáticas e Ingeniero de Producción), en el Instituto Técnico Central la Salle.
Esta ciencia permite articular la información técnica que se genera en los departamentos de diseño con la
que implementan los técnicos y operarios en la manufactura.
1.1. FORMULACION CLARA Y PRECISA DEL PROBLEMA DE LA INVESTIGACION
1.1.1. Tiempos altos de fabricación de la pieza ocasionados por:
1.1.1.1. Exceso de operaciones de manufactura: esto se debe en principio al
desconocimiento de herramientas versátiles de última tecnología que disminuirían el
número de operaciones ya que estas permiten mediante una sola herramienta hacer
varias operaciones en una sola pasada.
1.1.1.2. Tiempos Muertos en Alistamiento y Fabricación: Esto se debe a
la utilización inadecuada de Hojas de procesos y a la carencia de dispositivos de
seteado de herramientas automáticos que disminuyan los tiempos de alistamiento de las
herramientas y maximice el tiempo útil de funcionamiento de las maquinas.
4
1.1.2.La Producción de la pieza es Inestable debido a:
1.1.2.1. Falta de documentación adecuada de los procesos de
manufactura: Esto se debe a la ausencia de hojas de control y ruta de
operaciones de los procesos que se llevan a cabo en la fabricación de la pieza.
1.1.2.2. Criterios diferentes de fabricación, entre personas, para el
mismo producto; se evidencia falta de comunicación: Se
evidencia una falta de trazabilidad y repetitividad de los procesos de mecanizado ya que
el orden en las rutas de operaciones pueden variar según la persona que lidere los
procesos en planta
1.1.2.3. Se evidencia un inadecuado control de herramientas,
repuestos e insumos: Esto hace referencia, a la forma como se manejan los
inventarios de herramientas y sobre todo a la falta de planeación sobre el alistamiento
de juegos de herramientas para determinados lotes de producción. En la actualidad
estas se solicitan casi encima del siguiente proceso lo que genera tiempos muertos de
alistamiento y lo que hace impredecible e inestable la manufactura del mismo.
5
1.2. OBJETIVOS
1.2.1. OBJETlVO GENERAL:Estudiar el mejoramiento del proceso de mecanizado de un Tubing Hanger, haciendo más rápida,
flexible, estable, económica y rentable su ejecución.
1.2.2. OBJETIVOS ESPECÍFICOS:1.2.2.1. Mejorar los tiempos de producción del proceso de mecanizado del Tubing Hanger, a
través de la aplicación de los conceptos de ingeniería de procesos, articulando la
Ingeniería de Diseño con la ingeniería de manufactura.
1.2.2.2. Disminuir los costes de producción aplicando métodos de fabricación de vanguardia,
haciendo uso de herramientas, dispositivos de sujeción, refrigerantes de última
tecnología.
1.2.2.3. Mejorar el grado de maquinabilidad del proceso permitiendo un mecanizado económico
con una seguridad y predecibilidad máxima, combinada con una productividad alta y
costes de fabricación bajos.
1.2.2.4. Realizar el máximo aprovechamiento de la maquinaria, llevando al máximo permisible
las condiciones críticas de corte, organizando racionalmente el numero de montajes,
mejorando la trazabilidad y repetitividad de los procesos lográndolos más estables.
6

1.3. ALCANCE Y DELIMITACION
1.3.1. AlcanceSe realizara un análisis del mecanizado actual del tubing hanger, se recolectara toda la información necesaria
para analizarla y posteriormente se presentara una propuesta de tipo teórico en donde se buscara reducir los
tiempos y los costos de fabricación. Dicho documento quedara como propuesta de mecanizado eficaz y
antecedente para la evaluación de su viabilidad técnico económica y posible implementación en el futuro por
parte de la compañía FEPCO.
1.3.2. DelimitaciónEl resultado de los estudios de la presente investigación solo serán validos y aplicables para esta compañía
por las características propias de la maquinaria, infraestructura, diseños de producto (“Body Tubing Hanger 11
X 3-½” EUE X 3-1/8”), y demás información de carácter confidencial de la organización. La demostración y
veracidad de los resultados se podrán evidenciar a través de la simulación de un programa CAD CAM el cual
se anexara en la propuesta de reingeniería parcial del proceso, soportado en cálculos teóricos y
recomendaciones en cuanto a rutas de proceso, herramientas y portaherramientas, dispositivos de sujeción, y
operaciones de verificación y control de calidad.
7
1.4. JUSTIFICACIÓN.La industria metalmecánica de prestación de servicios de mecanizado (Machine Shop) del sector petrolero
está adquiriendo máquinas herramientas de última tecnología, pero muchas de éstas no son aprovechadas al
máximo por las empresas, debido a que las velocidades no se optimizan y los materiales de las herramientas
de corte no siempre son los más adecuados. Las herramientas de corte deben cumplir con tres propiedades
importantes: tenacidad, dureza en caliente y resistencia al desgaste. Un material para herramienta
ampliamente usado desde principios del siglo XX es el acero de alta velocidad o acero rápido (HSS), se ha
seguido usando debido a que se han hecho mejoras en los ingredientes de aleación y por su bajo costo. Las
herramientas de acero de alta velocidad son reafilables, ya que todo el vástago es del mismo material.
Actualmente existen nuevos materiales para herramientas con mejores propiedades mecánicas, como son los
carburos cementados y los cerámicos. Estos materiales son desechables y se fijan mecánicamente en un
portaherramientas. La vida de la herramienta es un factor importante para la reducción de los costos de
mecanizado. Este es un factor importante en el proceso de fabricación, en donde los tiempos de mecanizado
siempre deben ser los mínimos ya que en el sector de los hidrocarburos no se puede perder tiempo por falta
de equipos, lo cual hace que los tiempos de entrega del proveedor a la empresa operadora sean demasiado
cortos, lo que son comúnmente llamadas “emergencias” (equipos para entregar en el menor tiempo posible)
por tal razón la velocidad de respuesta debe ser respaldada por un excelente proceso de producción en
donde se tengan controlados los factores, y de esta manera poder hacer una proyección planeada sin tener
ningún tipo de contratiempos por una mala estimación de tiempos en la fabricación. Por otra parte el mercado
de prestación de servicios del sector hidrocarburos es cada día más competitivo y la diferencia en calidad,
tiempos de entrega, alto performance, y en general altos estándares de calidad en la producción de estas
importantes piezas, recae en gran parte en la gama de maquinas herramientas, el método de producción, las
calidad de los materiales, las condiciones de corte en el mecanizado, la trazabilidad, estabilidad de los
procesos y en los controles de calidad que se realicen.
Actualmente se presentan muchos inconvenientes en la fabricación del “Body Tubing Hanger 11 X 3-½” EUE
X 3-1/8”, principalmente en el mecanizado y en especial en las roscas ya que por no tener datos de corte
estandarizados de las plaquitas de corte intercambiables, estas sufren desgastes inesperados causando
problemas de tolerancias en la pieza solicitadas por el plano, el uso no adecuado de las herramientas exige
de la maquina unas condiciones diferentes de trabajo, las cuales repercuten especialmente en el
mantenimiento de la maquina y los portaherramientas, además estas se dan más exactamente en los
esfuerzos generados en el husillo y los servomotores que actúan en el movimiento para las operaciones de
corte, minimizando la vida útil de los rodamientos y los elementos mecánicos expuestos a las condiciones de
trabajo generadas por el uso inadecuado de las velocidades de corte. La falta de dispositivos hace más largo
8

el proceso ya que el operario debe hacer un análisis de cómo sujetara la pieza a la maquina, lo cual hace que
pierda tiempo en la búsqueda de los elementos necesarios para la sujeción y la ubicación de la pieza a
trabajar. En realidad implementar una reingeniería de procesos de fabricación en FEPCO a corto plazo se
hace muy necesario puesto que solucionaría el problema de la inestabilidad de la producción y se haría más
rentable el mecanizado, además que haciendo el estudio en la pieza más compleja por el numero de
operaciones y geometría de la misma es decir el Tubing Hanger, se daría el primer paso para la
implementación total de la Ingeniería de procesos de fabricación en el grueso de las operaciones de FEPCO
en el futuro.
1.5. FACTIBILIDADEsta investigación está orientada a estandarizar los procesos de mecanizado con el fin de reducir los tiempos
de fabricación y la subutilización de la maquinaria, ya que ahí es donde se encuentran los principales costos
que afectan el producto y por consiguiente las ganancias económicas, eje principal de la compañía. Para la
realización de este proyecto se cuenta con un recurso tecnológico muy importante como son los equipos
CNC, las cuales son maquinas con potencia y velocidad suficiente para producir más rápido y a menor costo,
aprovechando al máximo las especificaciones técnicas, tanto de la maquina y las herramientas utilizadas en el
mecanizado. Otro aspecto importante para cumplir este objetivo es el recurso humano, para la cual se cuenta
con dos ingenieros mecánicos con amplios conocimientos en herramientas de corte así como de organización
y estandarización de procesos, en la parte operativa la compañía cuenta con personal con gran experiencia
con este tipo de maquinas, aspecto importante para obtener el mejor rendimiento.
En cuanto al aspecto económico es una investigación que para su propuesta no representa mayor costo, ya
que será una trabajo teórico de carácter monográfico como proyecto de apoyo tecnológico a la industria
colombiana, en el caso hipotético que sea implementado va a sentar un precedente importante en la
ingeniería de procesos de mecanizado y a su vez va a generar un impacto directo en los costos de
fabricación del equipo, lo que le permitirá a la empresa ser más competitiva en el mercado nacional en pro de
consolidar el desarrollo tecnológico de nuestro país frente a la presencia de compañías multinacionales con
productos manufacturados en el exterior.
2. MARCO TEÓRICO
9
2.1. Cálculo Y Reducción De Tiempos De Mecanizado El volumen de producción y los costos se deben considerar en los procesos de producción de piezas. En la
industria se debe optimizar el proceso maximizando la producción y minimizando los costos. Para lograr
dicho objetivo es necesario considerar todos los costos y el tiempo requerido para maquinar una determinada
pieza. El tiempo del ciclo de producción de una pieza (maximización del ciclo de producción) depende de dos
factores:
a) El acabado y la exactitud dimensional de la superficie
b) La cantidad de material por remover.
El tiempo del ciclo de producción de una pieza (Tp) se puede calcular por la siguiente expresión:
Tp=Td+Tm+ TcNp
Ecuación 1
Td = tiempo para montar y desmontar la pieza en la máquina herramienta.
Tm = tiempo que la herramienta utiliza para maquinar durante un ciclo.
Tc = tiempo de cambio de la herramienta cuando se desgasta.
Np = cantidad de piezas que se maquinan con un filo cortante.
Al aumentar la velocidad de corte, disminuye el tiempo de corte, pero aumenta el tiempo de cambio de la
herramienta, mientras que el tiempo para montar y desmontar la pieza permanece constante. El tiempo de
maquinado para una operación de torneado se puede calcular mediante
la siguiente expresión:
Tm=π∗D∗LVc∗F
Ecuación 2
Donde L es la longitud de la pieza de trabajo. La cantidad de piezas que se maquinan se puede calcular
como:
Np= T/Tm.
Por tanto, reemplazando en la ecuación (3) tenemos la siguiente expresión:
Tp=Td+ π∗D∗Lf∗Vc
+Tc ¿¿ Ecuación 3
10

La velocidad de corte para máxima velocidad de producción se puede obtener haciendo la derivada de la
ecuación (5) con respecto a la velocidad de corte igual a cero:
∂Tc∂Vc
=0 Vmax= C
[( 1n−1)Tc ]
n Ecuación 4
La vida de la herramienta para máxima velocidad de producción queda de la siguiente manera:
Tmax=( 1n−1)∗Tc Ecuación 5
Para minimizar el costo por unidad se deben considerar dos factores:
La vida de la herramienta de corte, además las fuerzas y potencia.
La economía se puede conseguir cuando el acabado y la exactitud necesarios se logran al mínimo
costo por unidad. Las herramientas desechables, insertos o plaquitas intercambiables, se pueden
rotar para usar otro filo de corte, cuando se desgastan. Normalmente existen seis u ocho filos por
inserto, dependiendo de su forma. El costo de la herramienta se puede calcular como:
Cf= PfNe
Ecuación 6
Donde Cf es el costo por filo cortante,
Pf es el precio de cada inserto y
Ne es la cantidad de filos cortantes por inserto.
Para herramientas reafilables como las de acero rápido o de carburo soldado, se debe considerar el costo el
reafilado.
Cf= PfNg
+Tg∗Cg Ecuación 7
Donde Cf es el costo por vida de la herramienta,
Pf es el precio de la herramienta de vástago sólido o carburo soldado,
Ng número de veces que se puede re afilar la herramienta,
Tg es el tiempo que tarda en afilar la herramienta y
11

Cg es la tasa de afilado el costo total por unidad de producto (Cp) queda:
Cp=Co∗Td+Co∗Tm+Co∗TcNp
+ CfNp
Ecuación 8
Donde Co es la tasa de costo para el operario y la máquina,
Co∗Td Ecuación 9
es el costo de montar y desmontar la pieza,
Co∗Tm Ecuación 10
es el costo del tiempo de maquinado,
Co∗TcNp
Ecuación 11
es el costo del tiempo del cambio de la herramienta y
CfNp
Ecuación
12
es el costo de la herramienta por unidad del producto,
Al aumentar la velocidad de corte disminuye el costo del tiempo de maquinado, pero aumenta el costo de la
herramienta y el costo del tiempo de cambio de la herramienta y permanece constante el costo de montar y
desmontar la pieza, En la Figura 9 se muestra cómo varía el costo de producción para diferentes velocidades
de corte.
Expresando la ecuación anterior en términos de la velocidad de corte, se obtiene.
Cp=Co∗Td+CoπD∗Lf∗Vc
+(Co∗Tc+Cf )(π∗D∗L∗Vc
(1n−1)
)
fC(
1n)
Ecuación 13
Derivando ∂Cp /∂Vc se puede hallar la velocidad de corte para el costo mínimo por pieza
12
Vmin=C (
n1−n
∗Co
Co∗Tc+Cf)
Ecuación
14
La vida de la herramienta para el costo mínimo por pieza se puede calcular como:
Tmin=( 1n−1)(Co∗Tc+CfCo
)
Ecuación 15
2.2. INSERTOS INTERCAMBIABLES PARA MECANIZADO A ALTA VELOCIDAD (MAV)
Introducción:En el mecanizado a alta velocidad (MAV) se puede decir que la herramienta es un factor clave. El MAV no
existiría si no se dispusiera de herramientas capaces de soportar las nuevas condiciones de mecanizado, en
especial las elevadas temperaturas de oxidación. El desgaste y los altos costes de las herramientas suponen
actualmente una limitación en el mecanizado. Una limitación que va decreciendo poco a poco. Pero cuales
son las causas más comunes por las que se desgastan las herramientas:
Desgaste por abrasión: desgaste producido por el contacto entre materiales
más duros que la herramienta y la propia herramienta rayándola y desgastándola.
Desgaste por adhesión: cuando en la zona de corte debido a las altas
temperaturas, el material de corte y la herramienta se sueldan y, al separarse, parte de
la herramienta se desprende.
Desgaste por difusión: desgaste producido por el aumento de la temperatura
de la herramienta, con lo que se produce una difusión entre las redes cristalinas de la
pieza y la herramienta, debilitando la superficie de la herramienta.
Fallas mecánicas: fallas producidas por estrategias, condiciones de corte,
herramientas, etc. inadecuadas.
El material de la herramienta debe cumplir con habilidades específicas tales como:
13
Figura 1. Componentes del Costo en una Operación de Mecanizado

a) Ser suficientemente dura para resistir el desgaste y deformación pero tenaz para resistir los cortes
intermitentes e inclusiones.
b) Ser químicamente inerte en relación al material de la pieza de trabajo y estable para resistir la
oxidación, para evitar que se genere el filo recrecido y desgaste prematuro.
Estas propiedades permitirán mecanizar con altas velocidades de corte, aumentar la vida de las herramientas,
permitir obtener la mejor calidad superficial y dimensional posible en la pieza a mecanizar.
Pero, ¿cómo sabremos qué herramientas utilizar, qué papel juega cada una de sus propiedades?. ¿Cómo
seleccionaremos la herramienta adecuada para cada material?. Y, para cada aplicación en concreto, ¿cuáles
son los factores que influyen tanto en la vida de la herramienta como en la calidad superficial de la pieza: los
recubrimientos, su geometría, el fluido refrigerante, el fluido de corte y la estrategia de mecanizado, longitud
de la herramienta, etc.? Para conocer un poco más a fondo estas características realizaremos un estudio de
las herramientas.
2.2.1. Estudio de las herramientas:Para realizar el estudio de las herramientas seleccionaremos los tres campos clave en una herramienta
(material de la herramienta), geometría y recubrimiento.
2.2.1.1. Sustrato.
a) Aceros: para trabajos en frío o en caliente - No se utilizan en el MAV
b) Acero rápido: una aleación de metales que contiene alrededor de un 20% de partículas duras.
Apenas se utilizan en el MAV.
c) Carburo cementado o metal duro: hecho con partículas de carburo unidas por un aglomerante a
través de un proceso de sinterizado. Los carburos son muy duros y representan de 60% a 95% del
volumen total. Los más comunes son: Carburo de tungsteno (WC), carburo de titanio (TiC), carburo
de tantalio (TaC), carburo de niobio (NbC). El aglomerante típico es el cobalto (Co). Son muy
adecuados para el mecanizado de aluminio y silicio.
d) Carburo cementado recubierto: la base de carburo cementado es recubierta con carburo de titanio
(TiC), nitruro de titanio (TiN), óxido de aluminio (Al2O3) y nitruro de titanio carbono (TiCN), nitruro de
titanio y aluminio (TiAlN). La adhesión del recubrimiento será mediante CDV (deposición química por
14
vapor), PVD (deposición física por vapor) y MTCVD (deposición química por vapor a temperatura
media). Buen equilibrio entre la tenacidad y la resistencia al desgaste.
e) Cermets (CERamic / METal): Aunque el nombre es aplicable incluso a las herramientas de carburo
cementado, en este caso las partículas base son de TiC, TiCN, TiN en vez de carburo de tungsteno.
El aglomerante es níquel-cobalto. Buena resistencia al desgaste y formación de cráteres, alta
estabilidad química y dureza en caliente. Baja tendencia a la oxidación y a la formación del filo
recrecido. Son de gran dureza y resistencia a la abrasión en detrimento de su tenacidad. Los
cermets se aplican mejor a aquellos materiales que producen una viruta dúctil, aceros y las
fundiciones dúctiles. Los modernos aleados TaNbC y MoC añadidos incrementan la resistencia de
los cermets ante el choque cíclico propio de la operación de fresado.
f) Cerámicos: Existen dos tipos básicos de cerámica: Las basadas en óxido de aluminio (Al2O3) y las
de nitruro de silicio (Si3N4). Son duras con alta dureza en caliente, y no reaccionan químicamente
con los materiales de la pieza. Sin embargo son muy frágiles. Ideales para el mecanizado de piezas
en duro y como reemplazo de las operaciones de rectificado. ·
g) Nitruro de Boro Cúbico (CBN): Es uno de los materiales más duros. Ocupa el segundo lugar después
del diamante. Dureza extrema en caliente, excelente resistencia al desgaste y en general buena
estabilidad química durante el mecanizado. Es frágil, pero más tenaz que las cerámicas.
h) Diamante policristalino (PCD): Es casi tan duro como el diamante natural. Este diamante sintético
tiene una increíble resistencia al desgaste y una baja conductividad térmica. Sin embargo, son muy
frágiles. La vida de la herramienta es hasta cien veces mayor que la del carburo cementado.
Desventajas: las temperaturas de corte no deben exceder 600 ºC, no puede ser usado para cortar
materiales ferrosos porque existe afinidad, y no sirve para cortar para materiales tenaces.
2.2.1.2. Geometría
a) Espiga (cuello) cónica: Con el fin de mejorar la rigidez.
b) Alma de gran diámetro: Mayor estabilidad a la herramienta, reduce las vibraciones y el riesgo de
mellado de los filos. Menor flexión y una mejor tolerancia de la pieza mecanizada.
c) Cuello de la herramienta rebajado: Mayor alcance en cajeras profundas. Evita el contacto y los roces.
2.2.1.3. Reduce las vibraciones.
a) Mango cilíndrico largo: Para una mejor sujeción y equilibrio.
15
b) Ángulo de desprendimiento negativo (-15º): Mayor estabilidad y resistencia del filo. Menor tiempo de
contacto con la viruta. El calor se transmite a la viruta. Mínima tolerancia de radio. Mejor acabado
superficial. Menor necesidad de pulido. Producto final más próximo a la forma definitiva.
2.2.2. Canales de evacuación de viruta según el tipo de material a mecanizar.
2.2.2.1. Aleaciones ligeras: Arista muy viva para permitir un corte suave evitando la adherencia
de material al filo. Herramientas de pocos labios (2) con ángulos de hélice de 25º a 30º y
paso largo para facilitar la evacuación de grandes caudales de viruta.
2.2.2.2. Materiales duros: Pasos y longitudes de corte cortos, mayor rigidez. Mucha hélice para
disminuir la resistencia al corte y mejorar el acabado. Herramientas de muchos labios (4-
8): Breve contacto con la viruta menor absorción de calor, viruta corta.
2.2.3. Herramientas enterizas y de insertos:2.2.3.1. Enterizas: Mayor precisión, rigidez y equilibrado. Mejor calidad de pieza. Disposición de
herramientas de cualquier diámetro. Elevado coste. Distintos tipos de material. Dificulta
a la hora del afilado: necesidad de una estrecha relación proveedor-usuario.
2.2.3.2. De insertos: Menos rígida: Menor precisión superficial y dimensional. Diámetros
cercanos a los 8 mm. Solo metal duro para MAV. Normalmente para desbaste, necesita
mucha potencia. Menor coste. Facilidad de reposición.
2.2.4. RecubrimientosLas características principales de los recubrimientos se resumen en los siguientes puntos:
a) Aumentan la dureza en los filos de corte de la herramienta.
b) Facilitan la disipación del calor acumulado en el filo de corte.
c) Baja conductividad térmica que favorece la eliminación del calor a través de la viruta.
d) Aumentan la resistencia a la abrasión, disminuyen la afinidad herramienta-pieza.
e) El grosor del recubrimiento varía entre 0.0001”y 0.0005”.
f) Los recubrimientos se aplican mediante deposición química de vapor o deposición física de vapor.
2.2.4.1. Recubrimientos de TiAlN
Son los que más se utilizan actualmente, y poco a poco van dejando atrás los demás. Los recubrimientos
TiAlN multicapa están remplazando los de TiCN, y los monocapa a los de TiN. TiAlN (multicapa y monocapa)
16

son recubrimientos extraduros (PVD) basados en nitruro de titanio aluminio que destacan por su dureza,
estabilidad térmica y resistencia a ataques químicos. Protegen las aristas de corte por abrasión y adhesión así
como por carga térmica.
a) Multicapa: combina la elevada tenacidad de la estructura multicapa, con su alta dureza 3.000 (Hv
0.05) y la buena estabilidad térmica, 800ºC, y química de la capa TiAlN. Así protege las herramientas
de corte de acero rápido y metal duro contra el desgaste prematuro producido por tensiones severas.
Debido a su estabilidad térmica, permite trabajar en mecanizados a altas velocidades e incluso en
seco o con mínima cantidad de lubricante.
b) Mono capa: desarrollado para su aplicación en fresas de metal duro utilizadas en condiciones de
mecanizado severas. Su elevada dureza, 3.500 (Hv 0.05), y notable estabilidad térmica, 800ºC, y
química hacen que sea óptimo para las fresas que se utilizan en el mecanizado de materiales
térmicamente tratados, como por ejemplo en moldes, punzones, matrices y utillajes de forja..
2.2.4.2. Recubrimiento de diamante
Se utiliza en herramientas para mecanizar materiales muy abrasivos como el grafito. Durante el mecanizado
de estos materiales las herramientas se desgastan rápidamente y la calidad de las superficies mecanizadas y
la precisión dimensional son pobres. Con las herramientas recubiertas de diamante, un recubrimiento cuya
dureza es superior a los 8.000Vickers, además de obtener una vida útil más larga y poder aumentar las
velocidades de corte, disminuyendo así de manera importante el tiempo de mecanizado, se consigue un buen
acabado de la superficie y una buena precisión dimensional.
2.2.4.3. Recubrimiento WC/C
Realizado por deposición física al vapor a temperaturas alrededor de los 200 ºC. Al realizarse el proceso de
recubrimiento en alto vacío, las propiedades del recubrimiento son sustancialmente mejores que las logradas
a presión atmosférica (proyección térmica), o en gases y baños (nitruración, galvanizado). Los recubrimientos
tienen un espesor de capa de solo unas micras de espesor y son la última operación dentro de los
componentes de precisión. Este recubrimiento presenta una combinación única de características:
Bajo coeficiente de fricción, alta resistencia al desgaste, una excelente capacidad de carga.
2.2.4.4. Recubrimientos de TiAlN Monocapa Mombinado con WC/C
Este recubrimiento hace frente a todos aquellos mecanismos de desgaste que se dan en la formación y
evacuación de viruta. Este recubrimiento combina la alta dureza y estabilidad térmica del recubrimiento TiAlN
con las buenas propiedades de deslizamiento y lubricación del recubrimiento WC/C. Se utiliza sobre todo en
taladrados y roscados.17

2.3. VENTAJAS GENERALES DEL USO DE INSERTOS INTERCAMBIABLES
Las principales ventajas al usar insertos de carburo recubiertos con respecto a las herramientas de acero
rápido convencionales son las siguientes:
a) Reduce tiempos de mecanizado
b) Se pueden alcanzar elevadas velocidades de corte y avances
c) Se elimina el afilado de la punta de la herramienta
d) Aumento de resistencia al desgaste (adecuada refrigeración)
e) Reduce el tiempo de paro por cambios de herramienta
f) Se eliminan piedras para el afilado de buriles
g) Se puede seleccionar recubrimiento y rompeviruta para cada aplicación
h) Mejora el acabado y presentación de las piezas
i) Reduce el desgaste visual del operario
j) Entre otras.
3. ANTECEDENTES Y ESTADO DEL ARTE
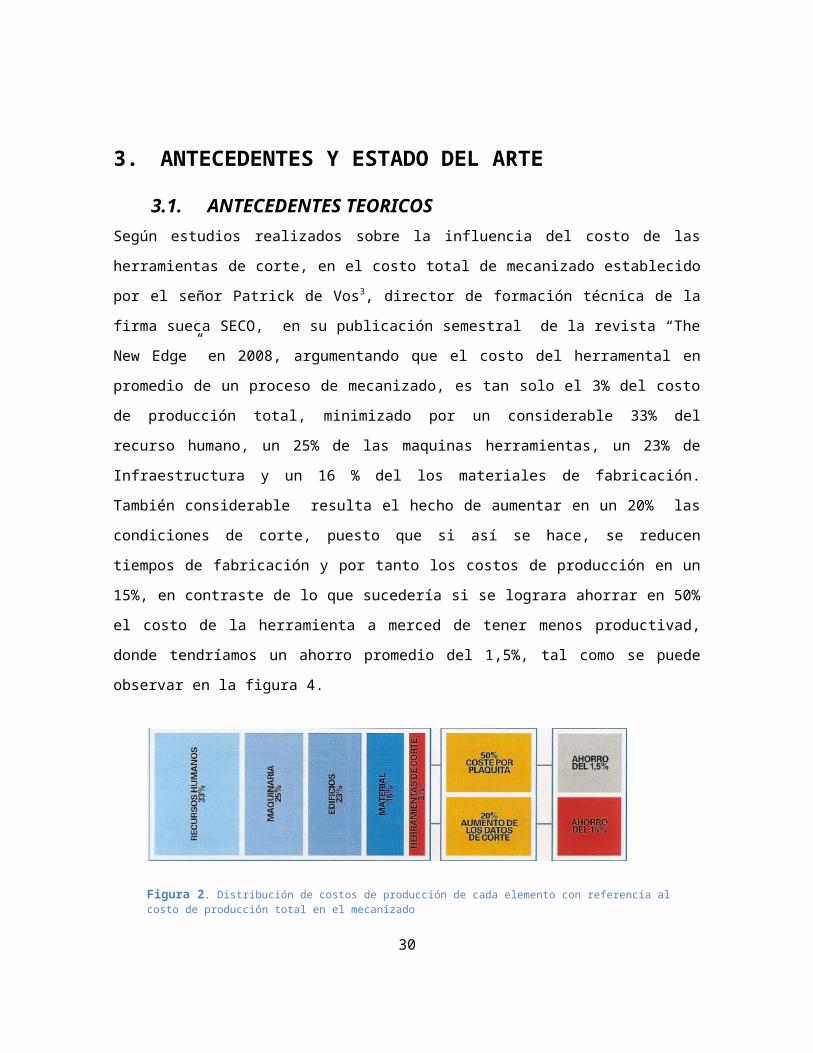
3.1. ANTECEDENTES TEORICOS Según estudios realizados sobre la influencia del costo de las herramientas de corte, en el costo total de
mecanizado establecido por el señor Patrick de Vos3, director de formación técnica de la firma sueca SECO,
en su publicación semestral de la revista “The New Edge” en 2008, argumentando que el costo del
herramental en promedio de un proceso de mecanizado, es tan solo el 3% del costo de producción total,
minimizado por un considerable 33% del recurso humano, un 25% de las maquinas herramientas, un 23% de
Infraestructura y un 16 % del los materiales de fabricación. También considerable resulta el hecho de
aumentar en un 20% las condiciones de corte, puesto que si así se hace, se reducen tiempos de fabricación
y por tanto los costos de producción en un 15%, en contraste de lo que sucedería si se lograra ahorrar en
50% el costo de la herramienta a merced de tener menos productivad, donde tendríamos un ahorro promedio
del 1,5%, tal como se puede observar en la figura 4.
18
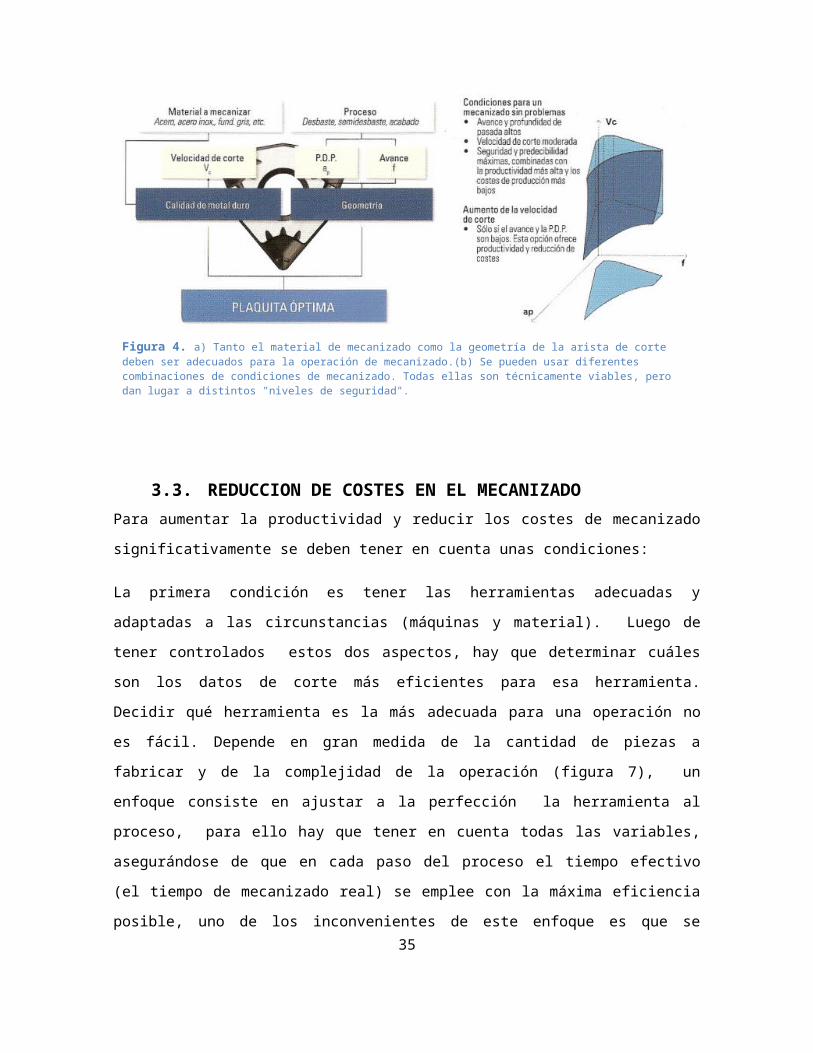
3.2. MECANIZADO PREDECIBLE Y SIN PROBLEMASUna de las preocupaciones principales del ingeniero Mecánico reside en examinar que los equipos respondan
lo mas enteramente a las necesidades de la economía industrial, que den el mayor efecto económico y que
dispongan de los índices más altos técnico- económicos y de explotación. Según Patrick de Vos, “El objetivo
de cualquier proceso de mecanizado debería ser alcanzar la seguridad y predecibilidad máximas, combinadas
con la productividad más alta y los costes de producción más bajos”3. Los índices macros que intervienen en
la maquinabilidad de un proceso de mecanizado son: productividad, coste total de mecanizado, coste de
herramientas, coste de maquinaria. Existen otros índices a nivel micro que son: Inherentes al Material
(composición química, conductividad térmica, propiedades mecánicas, estructura cristalina del material, tipo
de proceso de conformación, etc.), condiciones de mecanizado, material y geometría de la herramienta,
portaherramientas, dispositivos de sujeción, refrigerante, maquinaria métodos de fabricación y por último el
factor humano.
El objetivo de cualquier proceso de mecanizado debería ser el de alcanzar la seguridad y la predecibilidad
máximas, combinadas con la productividad más alta y los costes de producción más bajos. Para logrado es
preciso tener en cuenta varios elementos: el material, la geometría y las dimensiones de la pieza de trabajo, la
máquinas herramientas, los sistemas CAM (mecanizado asistido por ordenador), la sujeción de la pieza de
trabajo y las herramientas, y el método. Las variables que pueden provocar problemas, durante el
mecanizado son las siguientes:
__________________________
3 PATRICK DE VOS. Publicación “The New Edge”. Aumentar la Productividad de Verdad, Seco Tools, Suecia: Febrero de 2008. p. 34
.
4 Ibid., p. 35.
a) Arranque y evacuación de la viruta: este aspecto requiere un control absoluto. De lo contrario, las
virutas largas pueden provocar paradas de la producción y daños en las piezas de trabajo, las
máquinas y las herramientas, además de lesiones a los operarios. Es indispensable comprender
perfectamente las presiones de corte que soporta la herramienta. Si se pierde el control, existe el
riesgo de que se rompan las herramientas, se mellen las aristas de corte y se produzcan vibraciones
durante la operación. Todo ello conduciría a paradas de la producción y piezas mal acabadas.
19
Figura 2. Distribución de costos de producción de cada elemento con referencia al costo de producción total en el mecanizado

b) Desgaste de la herramienta: debe ser continuo, es decir, desgaste del flanco o desgaste en cráter.
Es necesario evitar el desgaste de la herramienta que se produce de forma súbita (rotura o
astillamiento).
c) Calor: el mecanizado de metales genera mucho calor. Si no se evacua con la viruta, se concentra en
la superficie de la herramienta o de la pieza de trabajo, comprometiendo la calidad de la pieza
acabada. Una temperatura elevada en la herramienta provoca cambios en las propiedades de corte
del material, lo que tiene como consecuencia lógica que la herramienta pierda vida útil. Todos estos
factores pueden dificultar el proceso de acabado de las piezas de trabajo con la calidad adecuada
en términos de dimensiones, forma, rugosidad superficial, estructura superficial, etc.
Para evitar estos problemas, hay que considerar detenidamente el proceso de mecanizado y la
interacción entre los distintos elementos. Un elemento clave es el método de mecanizado. Podemos
elegir entre el mecanizado tradicional, el mecanizado a alta velocidad; el mecanizado de altos
avances o el mecanizado de alta productividad. Todos tienen ventajas, y también inconvenientes.
Por eso no todos los métodos ofrecen la misma seguridad de mecanizado en una situación dada.
Una arista de corte bien elegida en términos de material y geometría para el método de mecanizado
seleccionado es de la mayor importancia para que el proceso de mecanizado sea fiable. El material
de la herramienta debe estar adaptado al material de la pieza de trabajo, con la velocidad de corte
como elemento de unión entre ambos. La geometría de la arista de corte también requiere una
cuidadosa elección que tenga en cuenta la finalidad de la operación, por ejemplo desbaste o
acabado. En este caso, los elementos de unión son el avance y la profundidad de pasada. A
continuación hay que considerar la selección de la combinación adecuada: velocidades de corte
elevadas combinadas con avances bajos o avances altos con velocidades de corte moderadas.
Cada dato de corte debe seleccionarse correctamente. La velocidad de corte tiene que ser lo
bastante alta para evitar el desgaste por recrecimiento de los filos. Pero no debe ser tan alta que el
proceso de desgaste dependa principalmente de los patrones de desgaste térmico-químicos. La
profundidad de pasada y el avance deben seleccionarse de modo que el arranque de viruta y los
impactos mecánicos en la arista de corte (presiones de corte) estén bajo control.
20
Cuando la seguridad es importante en el proceso de mecanizado (pero se quiere mantener la productividad lo
más alta posible), la elección debe recaer en profundidades de pasada y avances altos combinados con
velocidades de corte moderadas (mecanizado económico). Las velocidades de corte se pueden aumentar
después si las circunstancias lo permiten y si la productividad pesa más que los costes de producción en el
cuadro general. Sin embargo, cuanto mayores son las velocidades de corte, más altas son las probabilidades
de que se presenten "riesgos imprevistos" durante el proceso.
3.3.REDUCCION DE COSTES EN EL MECANIZADOPara aumentar la productividad y reducir los costes de mecanizado significativamente se deben tener en
cuenta unas condiciones:
La primera condición es tener las herramientas adecuadas y adaptadas a las circunstancias (máquinas y
material). Luego de tener controlados estos dos aspectos, hay que determinar cuáles son los datos de corte
más eficientes para esa herramienta. Decidir qué herramienta es la más adecuada para una operación no es
fácil. Depende en gran medida de la cantidad de piezas a fabricar y de la complejidad de la operación (figura
7), un enfoque consiste en ajustar a la perfección la herramienta al proceso, para ello hay que tener en
cuenta todas las variables, asegurándose de que en cada paso del proceso el tiempo efectivo (el tiempo de
mecanizado real) se emplee con la máxima eficiencia posible, uno de los inconvenientes de este enfoque es 21
Figura 3. La maquinabilidad es el grado en que el proceso de mecanizado se puede ejecutar sin problemas, es decir, con predecibilidad
Figura 4. a) Tanto el material de mecanizado como la geometría de la arista de corte deben ser adecuados para la operación de mecanizado.(b) Se pueden usar diferentes combinaciones de condiciones de mecanizado. Todas ellas son técnicamente viables, pero dan lugar a distintos "niveles de seguridad".
que se debería tener una cantidad extensa de herramientas diferentes, una para cada operación, lo cual
aumentaría el tiempo de ajuste de máquina-herramienta. En resumen, este enfoque reduce el tiempo efectivo,
pero lo aprovecha de forma óptima.
Figura 5 Evaluación de los diferentes tiempos que se presentan en el mecanizado, con relación al tamaño de los lotes de producción
El otro enfoque implica el uso de herramientas universales. Este método reduce los tiempos de inactividad
(menos herramientas que justar y mantener) y, por tanto, aumenta el tiempo efectivo disponible. Sin embargo,
el uso del tiempo efectivo no es tan eficiente, puesto que las herramientas no están óptimamente ajustadas al
proceso. El mejor enfoque es una combinación de los dos anteriores. Su aplicación práctica sólo es posible
por «simulación»: comparando las alternativas, determinando el tiempo utilizado y decidiendo qué enfoque
ofrece la mejor solución global.
La mejor combinación posible de coste de mecanizado bajo y productividad máxima se consigue con unos
datos de corte efectivos (figura 8). A medida que se aumentan los datos de corte, el tiempo de mecanizado
del proceso disminuye. El resultado es una productividad mayor, es decir, más pasos del proceso por unidad
de tiempo. Sin embargo, si se seleccionan datos de corte muy altos, la productividad disminuye, pues se
pierde demasiado tiempo en el mantenimiento de las herramientas (sustitución de aristas de corte
desgastadas y reparación de repuestos), lo cual hace que aumenten los tiempos de inactividad.
22

Figura 6. Grafica de los diferentes valores medios de costos de producción y productividad según el manejo de las condiciones de corte
Si se incrementan los datos de corte, los tiempos de mecanizado disminuyen y, como resultado, los costes de
máquina por paso del proceso se reducen. Al mismo tiempo, los costes de herramienta por paso del proceso
aumentan, porque la vida de la herramienta es menor y porque se necesitan más aristas de corte. Con datos
de corte más altos los costes de herramienta por paso del proceso se elevan, pero este aumento del coste se
compensa con los costes de máquina, que son más bajos por etapa del proceso. Sumando todas estas
variables (= coste total de mecanizado) se obtiene la combinación de datos de corte que supone el coste total
de mecanizado mínimo.
Con datos de corte más bajos los costes de mecanizado aumentan debido a que los costes de máquina son
más altos en general. Si los datos de corte son demasiado altos, los costes de mecanizado también
aumentan, ya que los costes de herramienta se incrementan con más rapidez de lo que disminuyen los costes
de máquina. En la práctica, establecer los datos de corte HiE (High Efficiency) es un ejercicio que requiere
gran cantidad de cálculos, y muchos operarios de mecanizado son reacios a hacerlos. Para dar solución a
este inconveniente la tecnología de hoy, ofrece una serie de software que de una forma rápida ayudan a
seleccionar la herramienta adecuada para la operación, además de las condiciones de corte más eficientes
con las que se puede trabajar cada herramienta.
3.4.MECANIZADO RÁPIDO CON MENOS HERRAMIENTASPara la producción de piezas con varios huecos, la manera de economizar tiempo y costos en un centro de
mecanizado de alta velocidad podría parecer obvia. Solamente hecer que la Máquina se mueva más rápido.
La maquinabilidad de la pieza de trabajo puede limitar la rapidez con que puede ser cortado cada rasgo de la
23
pieza, pero en realidad el tiempo de ciclo puede reducirse aún más si el desplazamiento transversal rápido y
los cambios de herramienta son realizados de una manera más veloz. Así, es posible reducir parte
significativa del tiempo del proceso. Pero no necesariamente es la única manera de que una máquina de alta
velocidad mejore su productividad. Según Luis Guillermo González gerente de línea de producto CNC de la
firma IMOCOM los centros de mecanizado que utilizan motores lineales para el movimiento de los ejes en
lugar de los motores rotativos y los tornillos de bolas pueden mejorar el proceso aprovechando la ventaja de
una nueva estrategia para mecanizar los huecos. Gracias a su habilidad de mantener gran exactitud en el
contorneado a altas velocidades de avance, estas máquinas pueden generar huecos por fresado circular a un
nivel de velocidad y precisión que puede competir con el alesado y con otras estrategias lineales. Cuando una
herramienta produce de esta manera eficiente muchos huecos de diferentes tamaños, la velocidad, capacidad
y economía del proceso pueden mejorar.
Los centros de mecanizado horizontales Toyoda son ofrecidos en los dos tipos de máquinas rápidas, con
tornillos de bolas y unas, aún más rápidas, que utilizan motores lineales. Para estas últimas máquinas, el
costo más alto puede ser un factor en contra. También es importante el hecho de que las máquinas de calidad
con tornillos de bolas hacen un buen trabajo, desempeñándose muy bien aún en aplicaciones en las que se
involucran altas velocidades de avance. Pero el fresar en círculos es una aplicación que corresponde a la
fortaleza de los motores lineales, específicamente a su capacidad de proporcionar velocidad y precisión al
mismo tiempo.
Cuando un centro de mecanizado utiliza tornillos de bolas, el motor rotativo, el tornillo y el tren de transmisión
constituyen un acople mecánico con varias pequeñas oportunidades de juego lateral y apego. El resultado
global de este 'juego' es un error de movimiento medible, cada vez que el eje invierte el sentido de giro. El
error de reverso del eje presenta un problema en el fresado circular, porque los ejes X e Y tienen que invertir
el giro durante el curso de conducción de la máquina a través de un circulo. Una velocidad de avance más
rápida sólo aumenta la magnitud de este error. Como resultado, un hueco fresado rápidamente en una
máquina de tornillos de bolas está condenado a fallar en las especificaciones precisas de redondez. Por tanto,
en estas máquinas se prefieren las estrategias estándar para hacer huecos. Una máquina de motor lineal no
presenta este error de inversión del eje porque en ella no se presenta ese acople mecánico. El motor lineal se
mueve a lo largo del eje, llevando consigo el elemento móvil de la máquina. Por esta razón, la máquina de
motor lineal puede fresar un hueco de alta precisión a altas velocidades de avance. Pueden fresar huecos
precisos tan rápido que, de hecho, permiten rivalizar con estrategias más convencionales para la elaboración
de huecos.
24
3.5. ANALISIS DE DURABILIDAD DE LOS INSERTOS DE TORNEADO EN FEPCO
Dando una revisión al crecimiento de FEPCO, este se ha dado en los últimos 10 años con el auge de la
industria petrolera, permitiendo a esta compañía crecer en la fabricación de equipo petrolero asi como la
adquisición de maquinas de última tecnología, para satisfacer las necesidades de esta prestigiosa industria,
esta ha sido una de las razones principales que ha motivado a esta compañía a ser más competitiva en el
mercado de los cabezales de pozo y arboles de navidad.
Hace 7 años FEPCO contaba con 6 maquinas de mecanizado convencional, entre las cuales se contaban
tornos, fresas, alesadoras y taladros. Solo contaba con una maquina CNC horizontal, la cual debido a su año
de fabricación no contaba con la rapidez y la versatilidad necesaria para ser competitivos en el mercado en
este tipo de productos.
En el año 2005 la compañía adquirió un centro de mecanizado horizontal de la marca toyoda, maquina que
con una tecnología reciente brindaba gran diferencia en la rapidez de los procesos comparados con el
sistema convencional, este tipo de experiencia genero gran inquietud entre los directivos, los cuales
decidieron al año siguiente adquirir dos tornos CNC, estas maquinas le dieron gran capacidad de producción
a la planta de fabricación, quedando cada vez más convencidos de este tipo de tecnología. Este fue un paso
muy importante en el crecimiento de la empresa, dado a la gran productividad que había alcanzado.
Dada la envergadura de esta ultima maquina adquirida se hizo necesario incursionar en el mundo de las
herramientas de corte intercambiables, a través de la inversión de un paquete significativo de
portaherramientas, insertos y dispositivos de sujeción. El nivel tecnológico del centro de mecanizado toyoda
demandaba la introducción de parámetros de corte manualmente al control lo que conllevaba a realizar
cálculos manuales de las velocidades de corte, avances y profundidades que a su vez estaban
preestablecidos en los catálogos de los fabricantes de los insertos, lo que condujo a Fepco a capacitarse con
los diferentes representantes locales de las marcas más destacadas de herramientas de corte (SECO,
VALENITE, KENNAMETAL, SANDVIK, AMEC), esto con la intención de estandarizar en gran medida las
condiciones de corte y de establecer patrones de comparación y equivalencias entre los recubrimientos de
cada uno de estos famosos fabricantes. Seguidamente se programaron sesiones organizadas con cada uno
de los proveedores para modificar las condiciones de corte y evaluar los desgastes que cada una de las
marcas presentaba. El ejercicio fue de mucho provecho ya que se establecieron considerables diferencias
entre ellos, sin embargo cada firma tenía sus propias ventajas con respecto a las otras. Más allá de dilucidar
dichas discrepancias técnicas lo importante de los resultados fue el comportamiento en general que
presentaron los insertos de carburo cementado.
25

Se realizaron pruebas de mecanizados con ciertos recubrimientos en condiciones normales según la
experiencia de los operarios. Posteriormente se realizo con otras plaquitas el mismo mecanizado pero
aumentando el 50% de los siguientes parámetros en tres sesiones diferentes:
a) Aumentando el 50% de la Velocidad de Corte en [m/min]
b) Aumentando el 50% del avance en [mm/rev]
c) Aumentando el 50% del avance en [mm/rev]
Como se puede observar en la figura 3, los resultados en cuanto a desgaste fueron sorprendentes. En primer
lugar el desgaste presentado en las pastillas aumentando el 50% de la Velocidad de Corte fue superior en un
90%. En segunda instancia el resultado de aumentar el avance de la herramienta en un 50% arrojo un
desgaste superior en un 60%, y por ultimo el factor de corte que menos desgaste presento fue la profundidad
de corte con un desgaste superior del 15%.
Figura 7. Comportamiento del desgaste las herramientas al incrementar en un 50% las condiciones de corte.
4. DESARROLLO DEL PROYECTODESCRIPCION Y FUNCIONAMIENTO DEL TUBING HANGER
El tubing hanger en la industria petrolera tiene una gran importancia en la producción de
crudo, esta es una pieza fundamental dentro del árbol de navidad (christmas tree), en este
caso el tubing hanger pertenece a un proceso de producción con bomba electro
sumergible, la razón fundamental de este equipo en el árbol de navidad radica en las 26

roscas especiales las cuales están diseñadas para soportar el peso de la tubería de
producción (tubing) y la posibilidad de poder controlar el paso de fluidos en una dirección
debido a la herramienta que se puede instalar en la rosca BPV, en las siguientes imágenes
podemos ilustrar el funcionamiento del tubing hanger, en la figura Nº 1 podemos ver un
tubing hanger realizando un sello perfecto entre el casing y la tubería de producción, en la
figura Nº2 la herramienta de sello se ha obturado permitiendo el paso de fluido a la
superficie, dado que la función de este equipo es muy importante para la seguridad de la
producción de crudo, así como la seguridad de las personas que allí intervienen es muy
importante que se establezca un modelo de fabricación con los más altos estándares de
calidad para evitar cualquier siniestro durante el tiempo de uso. Para poder ver de una
manera mas clara se ha diseñado una distribución de un árbol de navidad, en esta imagen
podemos ver la ubicación del tubing hanger, a su vez se puede observar las dos cavidades
principales, por la del lado derecho se tienen roscas especiales para sostener tubería de
producción. La otra cavidad es usada para pasar el cable de alimentación de la bomba
electrosumergible, esta cavidad debe tener el sello suficiente para evitar dejar pasar
liquidos o gases provenientes del pozo, por tal razón se instala un penetrador con el
diseño suficiente para evitar este tipo de situaciones que pondrían en peligro la vida de
muchas personas y la conservación del medio ambiente.
27
Figura 8. Esquema constructivo de un árbol de Navidad “Chrismas Tree”.
http://www.youtube.com/watch?v=e2hyy3Pn-H4&feature=fvwrel28
TUBING HANGER
Figura 10. Válvula de Presión ActivadaFigura 9. Válvula de Presión Desactivada
4.1. PRIMERA FASE: Investigación y Toma de Información del Proceso Actual
4.1.1. REVISION DE LA NORMA API 6ª “Especificaciones para diseño de
árboles de navidad y cabezales de Pozo”
Para iniciar nuestra investigación para el mejoramiento del mecanizado del tubing hanger
iniciamos con la consulta de la norma API 6A en esta norma especifica el tipo de material
en el cual debe ser fabricado cada uno de los componentes del árbol de navidad, para
nuestro caso el capitulo Nº 5 Requerimientos Generales De Los Materiales, se pide que
debe ser fabricado en un material 75K min, el cual corresponde a una nomenclatura SAE
4340, este es un dato importante para nuestra investigación, dado que de aquí depende la
calidad de las plaquitas intercambiables que serán usadas en el mecanizado, así como las
condiciones de corte, maquina, refrigerantes de herramientas y demás aspectos que
intervienen en la fabricación de el equipo.
En la planta de fabricación de Fepco zona Franca Bogotá se ha venido fabricando desde
hace varios años el tubing hanger sin realizar un estudio previo para evaluar cual es el
mejor proceso de mecanizado, en el cual se pueda aprovechar de una forma adecuada el
equipo humano y tecnológico con el que cuenta la compañía, en nuestra visita a la planta
de fabricación nos pudimos dar cuenta que el proceso de mecanizado no se realiza de la
misma forma todas las veces, si no que este es propuesto por el jefe de planta de acuerdo
a la disposición de maquinas que tenga en el momento que le llega la orden de
fabricación, este tipo de aleatoriedad permite pérdida de tiempo mientras que el operario
ubica sus herramientas y formas de montaje a la maquina.
4.1.2. RECOLECCION DE INFORMACION SOBRE MODELO ACTUAL DE FABRICACION
Se inicio con una visita a planta en compañía del jefe producción en plena jornada laboral,
se comprendió la importancia de la pieza en el funcionamiento del árbol de navidad, la
calidad y procedencia de la materia prima para la fabricación del Tubin Hanger, se
presencio una exposición sobre la distribución de la maquinaria en la planta “layout” y su
29
relación con el orden de los montajes de fabricación de la pieza. Se hizo un recorrido por
cada máquina en el orden del proceso de fabricación, donde se comprendió el número y
tipo de operaciones de mecanizado en cada una de ellas, se analizo plano físico de la pieza
para poder dimensionar y comprender la naturaleza de los mecanizados a realizar, La
primera recopilación de datos se centro en el listado de herramientas que se usan
actualmente para el mecanizado, esta información se recogió durante una visita a la
planta de Fepco en la que se presencio la fabricación de varias piezas tomando nota de los
tiempos y operaciones realizadas.
En esta visita también se busco la información de las maquinas en las cuales se fabrica
este pieza, información que es útil para saber la potencia y la rapidez de las mismas,
información importante para realizar una selección optima de las herramientas que se
propondrán en el nuevo proceso de mecanizado.
4.1.2.1. HERRAMIENTAS USADAS EN LAS OPERACIONES DE MECANIZADO ACTUAL
En la siguiente tabla podemos ver el listado con algunas referencias de herramientas y sus
respectivas plaquitas intercambiables usadas en cada operación.
30
31
# DE CICLO OPERACIÓN
# DE HTTA
DESCRIPCION DE HTTA
# DE INSERT
OSMARCA DE HTTA REF HTTA
REF DE INSERTO
MARCA INSERTO
1
Centro punteado de
agujeros roscados.
2 Broca de centros
2Perforado a 2
1/2" de diametro
38Broca de perforado
rapido 2 VALENITE
VWDR-250-200-931A
WCEM52213P 5225
VALENITE
3Alesado a 3" de
diametro39
Broca de perforado rapido
2 VALENITESD542-3000-750-
2000 R7WCEM52213
P 5225VALENITE
4Alesado a
2,880" 41
Alesador exp graflex BPB 2,5 -
3,390"2 SECO
CAB INTER. GRAFLEX
A5050SC1280
SCGX120408-P2 T3000D
SECO
5Alesado a
3,460"42
Alesador exp graflex BPB 3,346 -
4,527"2 SECO
CAB INTER. GRAFLEX A5060SC
SCGX120408-P2 T3000D
SECO
6Fresado
interpolado a 4,008"
17Fresa de desbaste
3"4 SECO R220.69-0080-16C
APMX 160408TR-
M14 MP2500
7Acabado a
4,008" 12
Escariador de tungsteno de 1"
VALENITE TAP 313-53-50CAT
8Fresado
interpolado a 3,810"
14Fresa de desbaste
de 2"5 SECO
SIERRA SIN III SS3-200-3P28-200W
SPEW 32.5 A017A 1H VP 5020
9Avellanado
interior8
Fresa de desbaste de 2" x 30º
3 HEMEINDSCMT432 PM5 5625
VALENITE
10Mecanizado de
conos7
Fresa de desbaste de 3/4" TPF
10 HEMEINDSEMX1204AFT - M15 MP
2500SECO
11Rosca de 3 1/2"
EUE57
Peines de roscado circular
6ITR 20-8 API-
26CADVENT
TOOL
CICLOS Y HERRAMIENTAS USADAS EN EL MECANIZADO DE EL TUBING HANGER.
FOTOS HTTAS
Tabla 1. . Listado de herramientas usadas en el centro de mecanizado

4.1.2.2. MAQUINAS USADAS EN EL PROCESO DE MECANIZADO
La maquina ML 26 viene dotada con servos de corriente alterna controlados con variadores de velocidad, componentes
que le brindan rapidez y precisión en los movimientos, también viene configurada con una torreta de 12 herramientas la
cual permite realizar diferentes procesos de mecanizado en un programa.
Tabla 2. Ficha técnica torno MILLTRONICS ML 26 tomada de manual de maquina software CRM dynamics
32
CODIGO DEL EQUIPO TCN-03
NOMBRE DEL EQUIPO TORNO CNC
MARCA MILLTRONICS
SERIE 9567
MODELO ML 26
FUNCION MECANIZADO
TIPO MECANICA, NEUMATICA
SISTEMA CONTROL NUMERICO
PROCESO PRODUCCION
mm 3200mm 2337mm 2083mm 5200mm
mm 685mm 890mm 320mm Ranuras en Tmm 14mm 330mm 1775mm 405mm 24mm 106mm 150
MT5HP 100AC Corriente AlternaHP 0,75L 190
Amp/KVA 75/20
ESPECICIFICACIONES TECNICAS DEL TORNO MILLTRONICS ML 26
DATOS TECNICOS
CAPACIDAD
Cono de la Contrapunta
Tipo de ServoBomba SolubleCapacidad de la Bomba SolubleConsumo eléctrico de la Bomba
Recorrido en el eje ZAncho de Bancada
Potencia del Motor Principal
Diametro de HusilloRecorrido de la ComtrapuntaDiametro de la Contrapunta
Torre de Herramientas en el Carro TransversalTamaño de las RanurasRecorrido en el eje X
Peso TotalTipo de Control
VolteoDiametro de pieza sin escoteVolteo sobre el Carro
Longitud TotalAncho TotalAltura Total

El Centro de mecanizado horizontal TOYODA 550: maquina configurada con 4 ejes y con un control FANUC 16i, equipo
electrónico diseñado para controlar servos de corriente alterna, con altas velocidades en los movimientos tanto de los
ejes como en el cambio de pallet y cambio de herramienta, maquina con un magazine de 60 herramientas, capacidad
suficiente para realizar procesos sin tener que intercambiar herramientas manualmente.
33
CODIGO DEL EQUIPO CM 3
NOMBRE DEL EQUIPO CENTRO DE MECANIZADO
MARCA TOYODA
SERIE NM8611
MODELO FA 550
FUNCION MECANIZADO
TIPO CNC
SISTEMA FANUC 16i
PROCESO PRODUCCION
mm 5295mm 2905mm 3630mm 14000mm
mm 750mm 750mm 600
mm 550mmmmmm 2.7mm 3.5mm 11Kg 1200
rpm 6000HP 40HP 30
BT50mm 120
m/min 36m/min 0.001-36
40mm 120X400Kg 27s 20
HP 30HP 3.7
Amp/KVA 75/20
Motor PrincipalMotor Hidraulico
DATOS ELECTRICOS
ATCNumero de HerramientasHerramientasPeso de la HerramientaTiempo entre Cambio de Herramienta
ESPECICIFICACIONES TECNICAS DEL CENTRO DE MECANIZADO TOYODA FA 550
DATOS TECNICOS
ESPACIO DE TRABAJO
Rapidos Transversales
Recorrido en el eje XRecorrido en el eje YRecorrido en el eje Z
Consumo eléctrico de la Bomba
Carga Permisible sobre el Pallet
Velocidad
Avances de Corte
Cono del HusilloDiametro del Husillo
HUSILLO
GAMA DE AVANCES
Potencia del Motor Principal
Tiempo de Indexacion en 90°Tiempo de Indexacion en 180°Tiempo de Giro del Pallet
PALLETS
Peso TotalTipo de Control
Tamaño del PalletAltura del Pallet al PisoIndexacion del eje Rotatorio
Longitud TotalAncho TotalAltura Total
Tabla 3. Ficha técnica TOYODA FA550 tomada de manual de maquinas software CRM dynamics

4.1.2.3. DESCRIPCION DETALLADA DEL PROCESO DE FABRICACION
Actualmente para fabricar el TUBING HANGER se usan 6 etapas de mecanizado en las cuales se usan 3 maquinas. En la primera etapa se realiza una inspección del material, en la segunda se monta el material en la copa del torno ML 26 y se lleva a cabo el mecanizado de cilindrado y refrentado hasta dejar el material en las medidas requeridas por el plano, en la tercera etapa se gira el material 180º para realizar el mismo mecanizado de la etapa anterior, en la cuarta etapa se realiza el mecanizado de las roscas 3 1-2 EUE y 3 1-8 NC en el centro de mecanizado Toyoda 550, en la quinta etapa se hace el mecanizado de la rosca 3 BPV en el torno ML26 nuevamente, para la sexta etapa La pieza se lleva al taladro carlton donde se hacen los taladrados de la línea de control y los pernos de sujeción, los roscados se hacen manualmente con macho de roscado rígido, la anterior secuencia se puede ver en la siguiente grafica.
El mecanizado del tubing hanger es un proceso complejo por el numero de operaciones
del cual está compuesto, este proceso inicia cuando el material es retirado del almacén y
es transportado al torno CNC para empezar el proceso, el cual consta de una revisión
inicial de las dimensiones del material en bruto, estas medidas son comparadas con las
dimensiones del plano para verificar que el material cumpla con los requerimientos de
34
fabricación. Luego de realizar este primer control de calidad por parte del operario, se
procede a realizar el montaje del material en la copa del torno, (en la actualidad se usa
una copa de 4 mordazas independientes) cerciorándose que dicho material quede
debidamente centrado, seguidamente se toman los ceros de pieza, tanto en el eje “x”
como en el eje “z”, datos que son necesarios como condiciones iniciales del programa
CNC, (programa hecho de manera previa por un programador) luego, se hace la revisión
de la plaquita intercambiable, (se una sola plaquita para hacer el cilindrado y el
refrentado) cerciorándose que estén en optimas condiciones para realizar el mecanizado.
Después de haber realizado estas acciones todo está listo para iniciar el mecanizado.
Este proceso inicia con el refrentado del material, y luego un cilindrado, en este cliclo las
dimensiones del diámetro deben quedar de acuerdo a las requeridas por el plano y la hoja
de control, para tal efecto el operario debe verificar las dimensiones con un instrumento
de medida llamado “pie de rey”, terminado esta primera parte del proceso, el operario da
la vuelta del material para ser mecanizado por la cara posterior, realizando el
procedimiento anterior, solo que tiene que ser cuidadoso en los empalmes de las medidas
del cilindrado.
Luego de haber terminado este proceso de torno la pieza es bajada de la copa y llevada a
una zona de espera donde se esperará a que la maquina esté disponible para seguir con el
proceso de fresado en el centro de mecanizado horizontal. La pieza es trasladada al centro
de mecanizado horizontal usando un puente grúa para izar la pieza y subirla a un carrito
destinado para tal fin, allí se realiza el montaje en un dispositivo en forma de prisma el
cual nos garantizará el centro de la pieza así como la rigidez y estabilidad durante el
mecanizado, la pieza pre mecanizada es puesta sobre el dispositivo y ajustada por medio
de una platina en la parte superior la cual, es agarrada con dos espárragos, uno en cada
extremo, tal como es ilustrado en la siguiente figura:
35

Figura 11. Diseño del Dispositivo de Sujeción sobre la Mesa del Centro de Mecanizado
Luego de tener listo el montaje se procede a censar la herramienta patrón para dar el
cero de pieza y así mismo poder revisar los ófsets y las compensaciones de las demás
herramientas involucradas en el proceso de fabricación del tubing hanger, en esta
máquina se hace la preparación y el mecanizado de las roscas de 3 1-2¨ EUE y 3 1-8 NC,
las operaciones de la línea de control, y los pernos de sujeción se realizaran en un taladro
radial, para la rosca 3 BPV se devolverá nuevamente al torno ML 26.
El mecanizado da inicio con el taladrado de cada agujero en la menor medida por las dos
caras, teniendo que girar el pallet 180º, este es un proceso que se realiza de esta forma
debido a la limitación que se tiene con la longitud de las herramientas de taladrado, luego
de haber dejado los agujeros en la medida minima, se procede a hacer la preparación de
las superficies para el mecanizado de las roscas y las areas de sellos de las cuales esta
configurada esta pieza. Este es un proceso que esta a criterio del operario de la maquina
ya que no existe un programa estándar para la fabricación.
El proceso de mecanizado posee una serie de operaciones descritas en su orden de
ejecución en centro de mecanizado horizontal tal como lo muestra la siguiente figura:
36
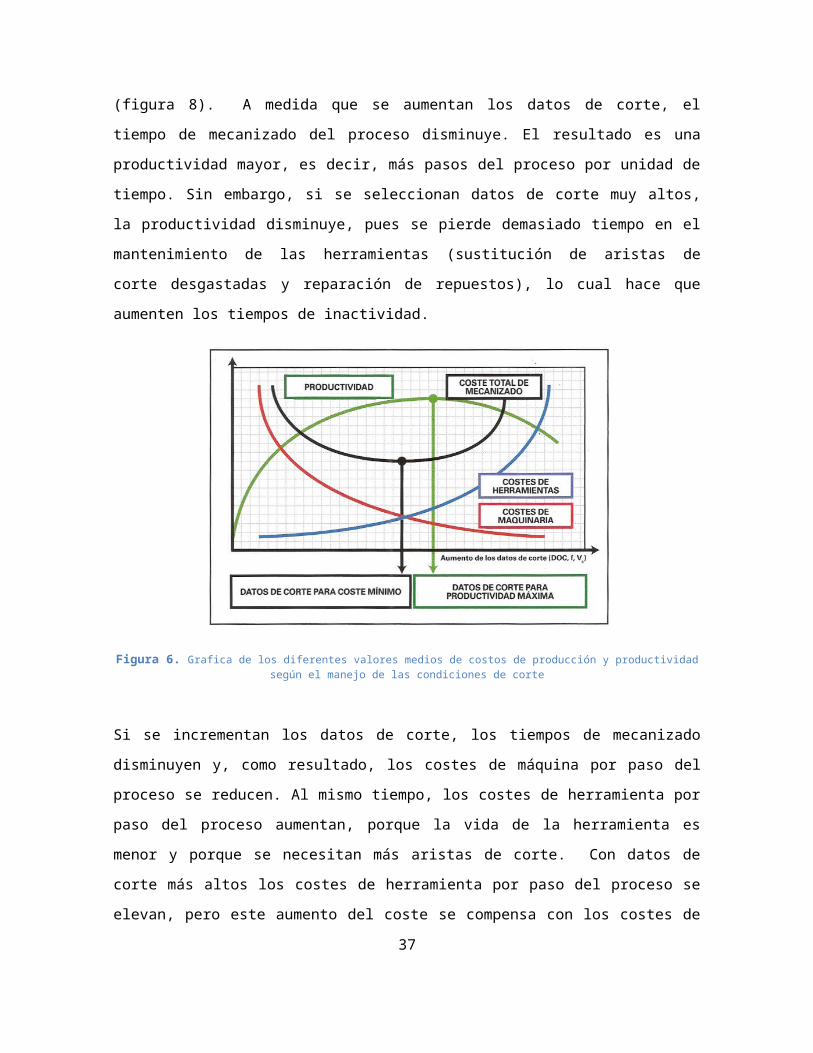
Figura 12. Esquema actual de Operaciones de Fresado en el Mecanizado del Tubing Hanger.
Luego de haber completado 21 operaciones la pieza es bajada del centro de mecanizado y
llevada al torno convencional para realizar el mecanizado de la rosca de 3” BPV, este
montaje tiene cierta complejidad ya que se realiza en una copa de cuatro mordazas
independientes, debido a que la pieza debe quedar descentrada con respecto a la copa y
el agujero perfectamente centrado respecto a la herramienta. Esta es una operación
bastante dispendiosa para el operario por el tiempo que demanda si no se tiene la
experiencia suficiente, además de gran esfuerzo físico que requiere estar soltando y
apretando las mordazas de la copa.
En la siguiente tabla podemos ver un análisis de detallado de las operaciones que se
realizan en el centro de mecanizado
37
4.2. SEGUNDA FASE: Realizacion de Esquemas, Diagramas de Flujo, tabla de Calculos y Diseño del Modelo de Producción
Los factores más importantes que el operador debe tener en cuenta al seleccionar las
velocidades y avances adecuados son el diámetro y el material de la herramienta de corte
y el tipo de material que se va a cortar. Estos factores determinarán las velocidades y
avances que se deben utilizar y por lo tanto que afectarán el tiempo que tome efectuar la
operación. Se desperdiciará tiempo de producción si se ajusta la velocidad y/o el avance
demasiado bajos; las herramientas de corte demostrarán un desgaste prematuro si la
velocidad y/o el avance son demasiado altos. La velocidad y el avance ideales para
cualquier pieza de trabajo es la combinación con la que se logra la mejor velocidad de
producción y mejor vida de herramienta.
4.2.1.TABLAS DEL CALCULOS
4.2.1.1. HOJA DE OPERACIÓN TORNEADOLa velocidad de corte Vc de la pieza de trabajo en un torro puedo definirse como la velocidad a la cual un punto en la circunferencia de la pieza pasa frente a la herramienta de corte. Por ejemplo, si la pieza nene una Vc de 250 m/min. La velocidad del husillo debe ajustarse de tal forma que 250 m de circunferencia de la pieza pasen por la herramienta de corte en 1 minuto. La industria demanda que las operaciones de maquinado se realicen tan rápido como sea posible; por lo tanto, debe utilizarse la Vc correcta para cada tipo de material Si la Vc demasiado elevada, el filo de la herramienta se romperá rápidamente, resultando en tiempo perdido para reacondicionar la herramienta. Con una Vc demasiado reducida se perderá tiempo en las operaciones de maquinado lo que resulta en velocidades de producción bajas. Los fabricantes de carburos recubiertos, recomiendan seleccionar en los catalogos de herramientas las velocidades de corte óptimas para cada aplicación en específico. Estas velocidades pueden vanarse ligeramente para adecuarse a factores como el estado de la máquina, el tipo de material y de trabajo si es continuo o interrumpido. También resulta significativa la presión con que el refrigerante llega al corte, para esto debemos percatarnos que potencia permite la bomba de refrigeración y si la maquina viene acondicionada de fabrica con refrigeración interna por el husillo.
38
4.2.1.2. HOJA DE OPERACIÓN FRESADO Y TALADRADO
Los parámetros de mayor importancia que afectan la eficiencia de la operación de fresado, son la velocidad de corte, el avance y la profundidad de corte. Si se opera la fresa demasiado lento se desperdiciará tiempo valioso en tanto que una velocidad excesiva resultará en pérdida de tiempo al reemplazar y volver a afilar las fresas. En algún punto entre estos dos extremos, está la velocidad de corte eficiente para el material que se está maquinando. La velocidad a la cual avanza la pieza a la fresa giratoria es importante. Si avanza demasiado lento, se desperdiciará el tiempo y puede ocurrir ruido en la fresa, lo que acorta la vida de la mis- ma. Si se avanza demasiado rápido, los dientes de la fresa se pueden romper. Se desperdiciará mucho tiempo si se efectúan vanos cortes poco profundos en vez de un corte profundo o de desbaste. Por lo tanto, la velocidad, el avance y la profundidad de corte son tres factores importantes en cualquier operación de fresado
En vista que los distintos tipos de metales varían en su dureza, estructura y maquinabilidad, deben utilizarse diferentes velocidades de corte para cada tipo de metal y para varios materiales de la fresa. Deben considerarse vario factores al determinar las r/min a las cuales maquinar un metal. Las de mayor importancia son:
El tipo de material del trabajo EJ material de la fresa El diámetro de la fresa El acabado superficial que se requiere La profundidad de corte seleccionada La rigidez de la maquina y el montaje de la pieza
Todos estos factores fueron tenidos en cuenta y parametrizados en formulas en modelos matemáticos que se denominaron “Hoja de Operación Torneado” y “Hoja de Operación Torneado”, los cuales se encuentran claramente plasmados en las siguientes tablas
39
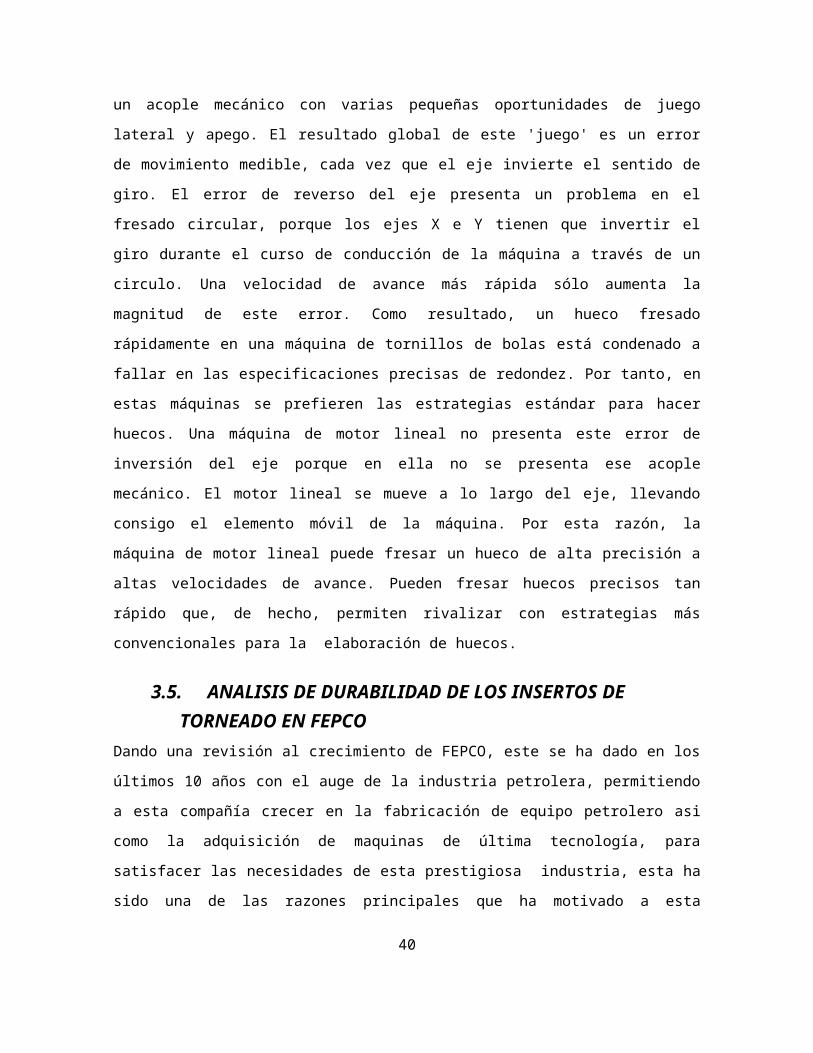
Tabla 4. Condiciones de Corte para Torneado plasmados en la “Hoja de Operación de torneado”
1.0 TIPO-MARCA
1.1 POTENCIA [KW]: 7,5 POT [HP]: 10
1.2 MÁQUINA ANCLADA? (SI/NO) SI RIGIDEZ: BUENA
1.3 MÁXIMA RPM.: 4500 φext Ptha 25x25
1.4 MÁXIMO AVANCE DE MECANIZADO (mm./min.):6000
DESCRIPCION DEL PRODUCTO:
CORTE CONTINUO O INTERRUMPIDO? CONTINUO RUG - Ra: 3.2
DESCRIPCION OPER. DE MANUFACTURA:CIL EXT
TIPO DE SUJECCION: MORDAZA RIG MONT: REGULAR
PRUEBA No.: 1 2 3
2.0 TIPO DE MATERIAL: ACERO ACERO ACERO
2.1 CALIDAD-DENOMINACION 1045 1045 1045
2.2 FUERZA ESPECIFICA DE CORTE [N/mm²]: Kc1.11500 1500 1500
2.3 EXPONENTE DE MAQUINABILIDAD: mc 0,22 0,22 0,22
2.4 TRATAMIENTO TÉRMICO: NO NO NO
2.5 DUREZA (HRB): 220 220 220
3.0 TIPO DE PORTA HERRAMIENTA CIL EXT CIL EXT CIL EXT
3.1 CODIGO - REFERENCIAMCLNL
2525 M12MCLNL 2525
M12MCLNL
2525
3.2 DIÁMETRO DE CORTE- Dc (mm.) 16 5 32
3.3 ÁNGULO DE ATAQUE - K° 93 93 93
3.4 ANGULO DE DESPRENDIMIENTO - γ° -5 0 5
3.5
4.0 MARCA DEL INSERTO KENNAMETAL WALTER KENNAMETAL
4.1 GEOMETRIA INSERTO CNMG 432WNMG 080408
WNMG 080408
4.2 ROMPEVIRUTA INSERTO NM4 NRR MN4.3 CALIDAD DEL INSERTO WPP20 WPP20 KCP254.4 RADIO DEL INSERTO 1,2 0,8 0,8
5.0 VELOCIDAD DE CORTE - Vc (M./MIN.) 180 80 250
5.1 PROFUNDIDAD DE CORTE - Ap (mm.) 4,5 7 5
5.2 AVANCE POR REVOLUCION - F (mm./Rev.)0,3 0,07 0,1
5.3 LONGITUD A MECANIZAR (mm.) 80 16 16
5.4 PROF. A MECANIZAR (mm.) (DIAM.>-DIAM.<)/25 14 14
5.5 REFRIGERANTE:MOTOREX
SWISSCOOLMOTOREX
SWISSCOOL
MOTOREX
SWISSCO6.0 REVOLUCIONES POR MINUTO 3581 5093 2487
6.1 AVANCE - Vf (mm./MIN.) 1074 357 249
6.2 ESPESOR DE VIRUTA - Hm (mm.) 0,3 0,1 0,1
6.3 FUERZA ESPECIFICA DE CORTE - Kc (N/mm²)2053 2693 2366
6.4 POTENCIA - Pc (KW) CON FACTOR SEG. 100%8,3 1,8 4,9
6.5 FACTOR DE SEGURIDAD QUE DESEA? % 80,0 80,0 80,0
6.6 POTENCIA - Pc (KW) CON SU FACTOR SEG.10,4 2,2 6,2
6.7 NUMERO DE PASADAS 2 2 3
6.8 LONGITUD TOTAL A MECANIZAR (mm.) 160,0 32,0 48,0
6.9 RUGOSIDAD Ra 3,8 0,3 0,66.1
0TIEMPO DE MECANIZADO (SEGUNDOS) 8,9 5,4 11,6
6.11
COSTO HORA MAQUINA $ 60.000 $ 60.000 $ 50.000
6.12
COSTO MECANIZADO $ 149 $ 90 $ 161
CONDICIONES DE CORTE PARA TORNEADO
TORNO CNC LEADWELL LTC25AL
PRO
DU
CTO
/
PRO
CESO
EJE
6. C
ALC
ULO
DE
CON
DIC
ION
ES D
E CO
RTE
2. M
ATE
RIA
L3.
PO
RTA
HTA
. - P
ROCE
SO4.
INSE
RTO
5. D
IGIT
AR
DA
TOS
DE
CORT
E…1.
MÁ
QU
INA
Info
rmac
ión
so
bre
la
vid
a ú
til
f
Rr
h
KcYoKc
mc
1.1*)*01,01(
1)(*h kSenf * 60000
Kc*ap*f*pC
Vc
r
fRa
*502
f Ra
40

Tabla 5. Condiciones de Corte para Fresado plasmados en la “Hoja de Operación de Fresado”
1. MAQUINA Formula
1,1 Tipo de MáquinaMiltronics ML 26
1,2 Recorridos X 330 Z 1775 [mm]
1,3 Diametro de Husillo 106 685 [mm]
1.5 Potencia 18 [kW] 24 [Hp]
1.6 Maximas RPM 1600 [Rpm] D.E.P. 2000 [mm]
1.7 Maximo Avance Corte X 0 Y 0
1.8 Maquina Anclada Si No
1.9 Cono Husillo
2.1 Descripcion del Producto
2.2 Tipo de Corte Continuo X Interrumpido
2.3 Rugosidad 0,9 [um] Buena
2.4 Tipo de Sujecion
2.5 Numero de Operaciones 1 2
3 4
5 Mas
3.
3.1 Tipo de Material
3.3 4,5
3.4 1,5
3.5 Tratamiento Termico Si X No
3.6 Dureza 250 [HRB] [HRC]
4.4.1
4.2 Referencia
4.3 Diametro de la Fresa - D 63 [mm]
4.4 Diam. corte Fresa - Dc 63 [mm]
4.5 Numero de Dientes - z 4
4.6 Angulo de Ataque - k°
4.7 Angulo de Posicion - ϒ° 30
5.4.1 Geometria de Inserto CalidadKC 5010
4.2 Referencia Rompev
4.3 Radio del Inserto 0,4 [mm] Kennametal
Tubing Hanger
CALCULO DE CONDICIONES DE CORTE PARA FRESADO
Grupo
UnidadCentro de
Mecanizado Marca/Ref
Volteo
2. PRODUCTO - PROCESO
Rigi Mon
Dispositivo
x
MATERIAL
AISI 4340
Fuerza Especifica de Corte
Exponente de Maquinabilidad
48
PORTAHERRAMIENTA (FRESA)Tipo de Portaherramienta Planeado
F4033B063Z06
15
INSERTOCNMG 432
MCLNL 2525 M12
Marca1000
RPM**DiVC
RPM*VV fC
41

4.2.1.3. Diagrama de flujo de la fabricación del ¨Tubing Hanger¨Para poder realizar un análisis más completo respecto del tiempo total de fabricación, teniendo en cuenta las distancias de desplazamiento, los ciclos de mecanizado y los tiempos muertos o tiempos de espera, que de manera obligada existen cuando no se hace una planeación eficiente durante la programación de la maquinas en las rutas de proceso que debe tener una materia prima para llegar a un producto terminado con una alta calidad o requerimientos exigidos al menor costo posible. Para tal efecto se ha consignado en una tabla los datos de cada una de las acciones con el tiempo usado en cada una de ellas, de esta forma obtendremos un tiempo total de fabricación, y se tendrán en orden lógico las operaciones, es una herramienta útil para identificar fallas o rutinas más largas de mecanizado.
Tabla 6. Diagrama de Flujo del Método Actual de Fabricación
42
GILBERTO ORTIZ H
X 14 de noviembre de 2011
237
TIEMPO NOTAS Y ANALISIS
1
0:06:05El material es izado con un puente grua y se transporta en un carrito.
20:03:00 Las medidas se verifican con un
pie de rey.
30:08:00 El material es izado con un
puente grua.
40:05:30
50:14:00
60:12:00
70:03:00
80:08:00
90:06:04
100:03:00
110:08:00
120:07:05
130:04:45 Bajar pieza con puente grua.
140:00:00
Depende de la disponibilidad de la maquina
150:05:28 Transporte realizado en un carrito
160:06:50
170:06:20 Izar dispositivo con puente grua
180:08:15
190:15:00
200:05:10
210:05:10
220:03:15
230:02:47
240:03:15
250:03:15
10
60
FABRICACION DE TUBING HANGER DE 11" 3 1/2"
DIAGRAMA DE FLUJO DE PROCESO OPERACIÓN
METODO ACTUAL
EVENTO
42
DESPLAZAMIENTO TOTAL (m)TIEMPO TOTAL
TALAD-ALES. 3" , PROF. 3.38" - HTA.39
TALADRADO, 1 3/4" PROF.5.185"- HTA.35
TALADRADO, 1 3/4" PROF.5.185"- HTA.35
REALIZAR LA MED. CON LOS INSTR. Y REGISTRAR DATOS EN HOJA DE CONTROL
BAJAR PIEZA DE LA COPA Y LLEVARLA A LA ZONA DE ESPERA.
ESPERAR A QUE LA PIEZA PREMECANIZADA SEA LLEVADA AL CENTRO DE MECANIZADO
TRANSPORTAR PIEZA PREMECANIZADA HASTA EL CENTRO DE MECANIZADO
ESPERA MIENTRAS SE MONTA ALINEAR DISPOSITIVO SOBRE LA MESA DEL CENTRO
REALIZAR EL MONTAJE DEL MATERIAL EN LA COPA DEL TORNO
VERIFICAR PROGRAMA CNC
TALAD-ALES 3"., PROF. 4" - HTA.39
REALIZAR MEC. DE ACABADO EN CILINDRADO REFRENTADO Y DAR MEDIDAS
TOMAR CEROS DE PIEZA E INGRESARLOS AL CONTROL
FECHA
DISTANCIA (m)
REALIZAR MECANIZADO DE DESBASTE EN CILINDRADO Y REFRENTADO
REALIZAR MEC. DE ACABADO EN CILINDRADO REFRENTADO Y DAR MEDIDAS
BAJAR PIEZA PREMEC. Y DAR VUELTA DEL MATERIAL PARA SEGUNDO PROCESO
SIMMBOLO
PREPARADO POR
TRANSPORTE DEL MATERIAL DESDE EL ALMACEN HASTA EL TORNO ML 26
VERIFICAR MEDIDAS DEL MATERIAL Y COMPARAR CON EL PLANO
TALADRADO, 2 1/2" PROF.5.185"- HTA.38
METODO POPUESTO
6:13:45
REALIZAR MONTAJE DE LA PIEZA SOBRE EL DISPOSITIVO Y AJUSTAR APRIETE.
TOMAR CEROS DE PIEZA E INGRESARLOS AL CONTROL
VERIFICAR PROGRAMA CNC
TALADRADO, 2 1/2" PROF.5.185"- HTA.38
REALIZAR MECANIZADO DE DESBASTE EN CILINDRADO Y REFRENTADO
REALIZAR EL MECANIZADO DE CHAFLANES
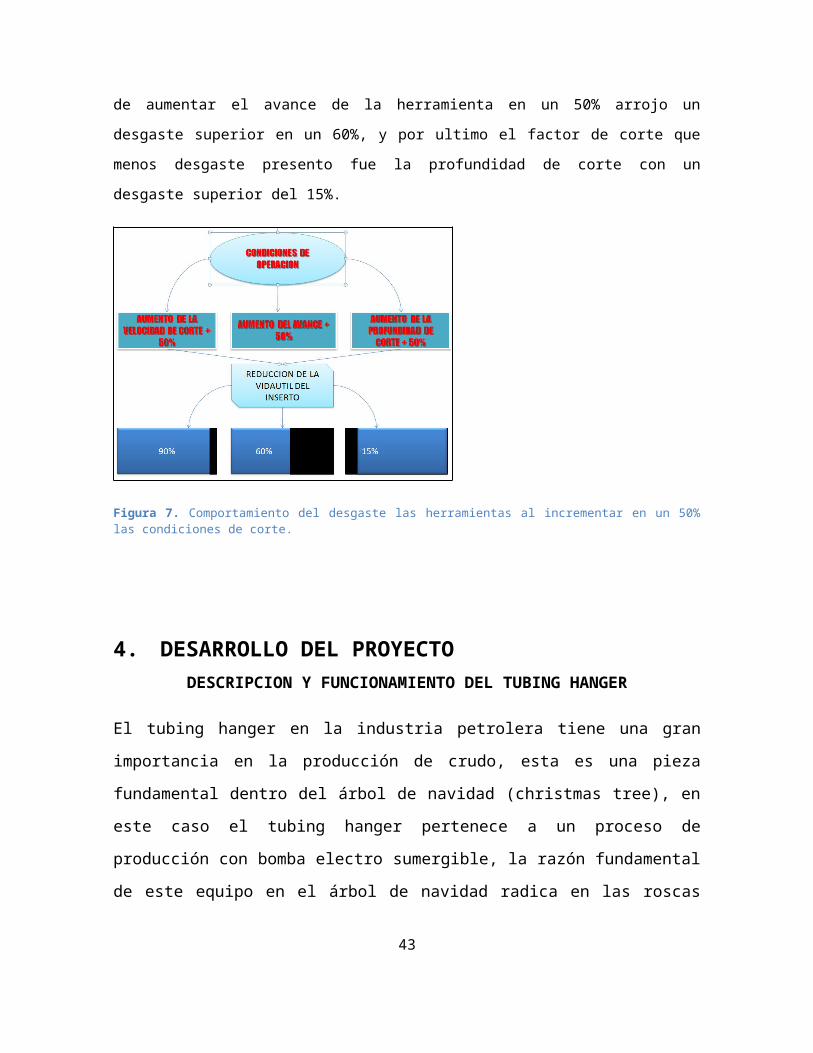
GILBERTO ORTIZ H
X 14 de noviembre de 2011
125
TIEMPO NOTAS Y ANALISIS
260:01:00
270:01:57
280:01:33
290:01:25
300:01:25
310:00:22
320:00:22
330:03:50
340:05:00
350:08:12
360:14:58
370:02:50
380:02:50
390:08:00
400:08:00
Realizar revisión de rosca con gage para asegurar rosca.
410:08:00
420:08:00
430:05:00
440:00:00
450:05:00
460:06:00
470:04:30
480:04:50
490:01:30
500:04:50
DIAGRAMA DE FLUJO DE PROCESO
OPERACIÓN FABRICACION DE TUBING HANGER DE 11" 3 1/2" PREPARADO POR
METODO ACTUAL METODO POPUESTO FECHA
TIEMPO TOTAL 3:40:32 DESPLAZAMIENTO TOTAL (m)
EVENTO SIMMBOLODISTANCI
A (m)
FRESADO SELLO PENETRADOR, PROF.1,13, HTA.14
ALESADO D.3,460",PROF.3,38"-HTA.42
ALESADO 2", PROF. 3.25", HTA.40
ALESADO 2", PROF. 3.25", HTA.40
ALESADO D.2,88", PROF.1.84"-HTA.41
ALESADO D.3,460",PROF.4"-HTA.42
MARCAR LINEA DEL CENTRO PARA LINEAS DE CONTROL
ROSCADO INTERPOLADO 3 1/8 x 8 NF, PROF. 1", HTA.54
FRESADO 3/4 TAPER, PROF.2.88, HTA.7
ROSCADO INTERPOLADO 3 1/2 EU 8RD, PROF.2.5", HTA.57
ROSCADO INTERPOLADO 3 1/2 EU 8RD, PROF.2.5", HTA.57
FRESADO DE CHAFLANES, HTA. 8
FRESADO 3/4 TAPER, PROF.3.5, HTA.7
FRESADO CAJA ROSCA DE 3 1/2, PROF. 0.38, HTA.14
FRESADO AREA DE SELLO CAMISA ROSCA 3 1/2 EUE, PROF.1", HTA. 17
FRES. ACAB. AREA DE SELLO 3 1/2 EUE, PROF.1", HTA.12
ESPERAR A QUE LA PIEZA PREMECANIZADO SEA LLEVADA AL TORNO ML 26
TRANSPORTAR PIEZA AL TORNO ML 26 45
MONTAR PIEZA EN COPA DEL TORNO Y CENTRAR
BAJAR PIEZA DEL CENTRO DE MECANIZADO
TRANSPORTAR PIEZA PREMECANIZADA A ZONA DE ESPERA
15
REALIZAR MECANIZADO DE RANURAS EN "U"
TOMAR CEROS DE PIEZA E INGRESARLOS AL CONTROL
REALIZAR LA MEDICION DE LA RANURA Y REGISTRAR LOS DATOS EN LA HOJA DE CONT.
43

GILBERTO ORTIZ H
X 14 de noviembre de 2011
65
TIEMPO NOTAS Y ANALISIS
510:03:45
520:01:00
530:07:40
540:03:20
550:04:10
560:07:10
570:03:00
580:05:00
590:00:00
600:05:00
610:07:30
620:12:40
630:04:25
640:02:30
650:01:05
660:04:30
670:06:45
680:04:30
690:02:10
700:12:30
710:01:30
720:03:00
730:03:00
740:05:00
EVENTO SIMMBOLODISTANCI
A (m)
DIAGRAMA DE FLUJO DE PROCESO
TALADRAR DOS AGUJEROS A 49/64" PROF 1,3"
ROSCAR MANUALMENTE CON MACHO DE 7/8" PARA PERNOS DE SUJECION.
REALIZAR MEDICIONES Y CONSIGNAR DATOS EN HOJA DE CONTROL
DAR VUELTA AL TUBING HANGER
TALADRAR A 1/2" PROF 6"
TALADRAR A 23/32" PROF. 1"
ROSCAR MANUALMENTE CON MACHO DE 1/2" NPT.
BAJAR TUBING HANGER Y LLEVARLO A ZONA DE ESPERA
10
DESCENTRAR PIEZA CON RESPECTO AL AGUJERO DE ROSCA BPV
TOMAR CEROS DE PIEZA E INGRESARLOS AL CONTROL
VERIFICAR PROGRAMA CNC PARA ROSCA BPV
REALIZAR MECANIZADO DE RANURA EN "V"
OPERACIÓN FABRICACION DE TUBING HANGER DE 11" 3 1/2" PREPARADO POR
METODO ACTUAL METODO POPUESTO FECHA
TIEMPO TOTAL 1:51:10 DESPLAZAMIENTO TOTAL (m)
FRESADO DE ACABADO AREA DE SELLO FITTING ESCARIADOR DE 3/4"PROF 1"
ROSCADO MANUAL DE 3/8" NPT
REALIZAR LA MEDICION DE LA RANURA Y REGISTRAR LOS DATOS EN LA HOJA DE CONT.
REALIZAR TALADRADO DE 1/2" PROF. 6"
TALADRADO DE 9/16" PROF. 2"
TALADRADO DE 11/16" PROF 1"
ESPERAR DISPONIBILIDAD DE TALADRO CARLTON
TRANSPORTAR TUBING HANGER A TALADRO CARLTON
50
REALIZAR MONTAJE DEL TUBING HANGER SOBRE LA MESA DEL TALADRO CARLTON
REALIZAR EL MECANIZADO DE LA ROSCA BPV
REALIZAR VERIFICACION DE LA ROSCA CON EL GAGE DE 3" BPV
44
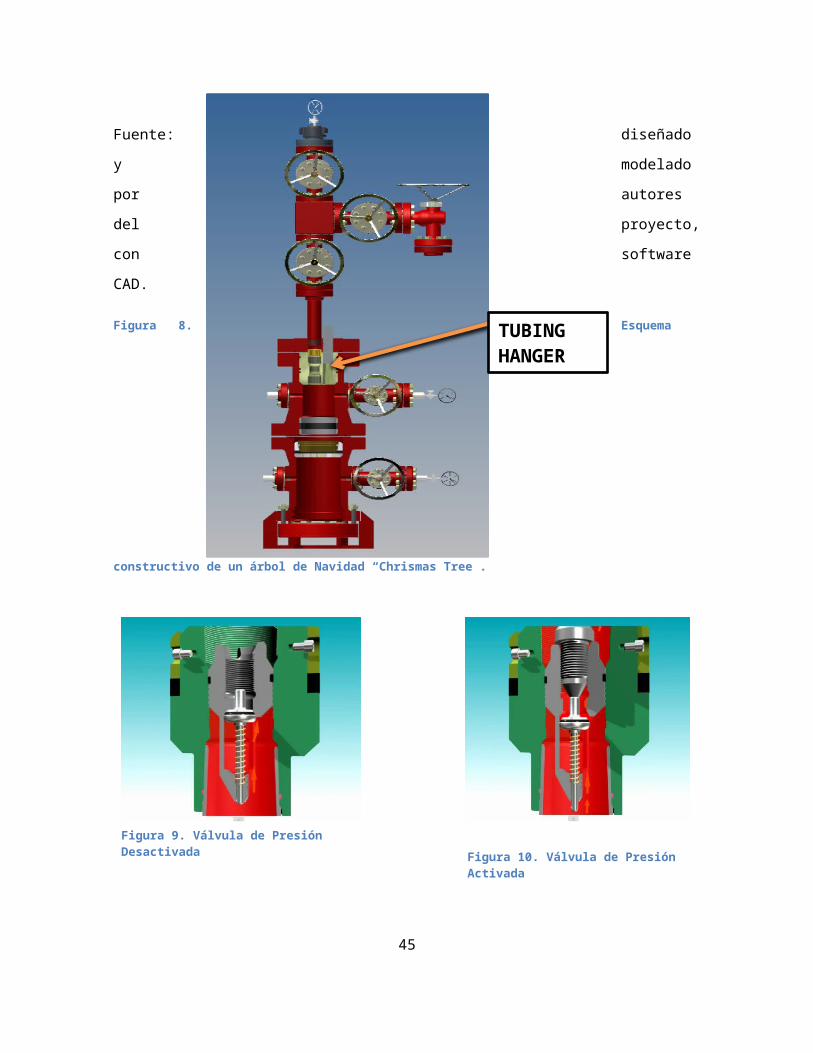
45
D. Dc. Z K Yo R. Vc Ap Ae Fz LONG. PROF. RPM Vf Ra Hm Kc Mc Pc #P
INCH INCH º º INCH SFM INCH INCH IPT INCH INCH R./ MIN IPM Uinch INCH N Nm HP HH:MM:SS $
1 TAL 2,5 2,5 1 90 0 VALENITE 0,015 229 7,770 2,500 0,0043 7,770 7,770 350 1,5 0,062 0,004 3233 178 10,9 1 0:05:10 $ 7.747
Ft= 70622 TAL 2,5 2,5 1 90 0 VALENITE 0,015 229 7,770 2,500 0,0043 7,770 7,770 350 1,5 0,062 0,004 3233 178 10,9 1 0:05:10 $ 7.747
Ft= 70623 ALE 3 3 1 90 0 VALENITE 0,015 236 0,500 NA 0,0043 4,200 0,500 300 1,3 0,062 0,004 3233 123,2 9,0 1 0:03:15 $ 4.876
4 ALE 3 3 1 90 0 VALENITE 0,015 236 0,500 NA 0,0043 3,600 0,500 300 1,3 0,062 0,004 3233 123,2 9,0 1 0:02:47 $ 4.179
5 TAL 1,75 1,75 1 90 0 SECO 0,015 275 6,630 1,750 0,0034 6,630 6,630 600 2,0 0,039 0,003 3420 72,95 7,7 1 0:03:15 $ 4.873
Ft= 4136
6 TAL 1,75 1,75 1 90 0 SECO 0,015 275 6,630 1,750 0,0034 6,630 6,630 600 2,0 0,039 0,003 3420 72,95 7,7 1 0:03:15 $ 4.873
Ft= 4136
7 ALE 2,88 2,88 2 90 0 SECO 0,031 330 0,380 NA 0,0046 4,000 0,380 438 4,0 0,034 0,005 3181 116,3 10,1 1 0:01:00 $ 1.490
8 ALE 3,46 3,46 2 90 0 SECO 0,031 270 0,460 NA 0,0050 5,800 0,460 298 3,0 0,040 0,005 3118 137 10,6 1 0:01:57 $ 2.919
9 ALE 3,46 3,46 2 90 0 SECO 0,031 270 0,460 NA 0,0050 4,600 0,460 298 3,0 0,040 0,005 3118 137 10,6 1 0:01:33 $ 2.315
10 ALE 2 2 2 90 0 SECO 0,031 262 0,250 NA 0,0035 4,950 0,250 500 3,5 0,020 0,004 3396 86,27 4,3 1 0:01:25 $ 2.120
11 ALE 2 2 2 90 0 SECO 0,031 262 0,125 NA 0,0035 4,950 0,125 500 3,5 0,020 0,004 3396 86,27 2,1 1 0:01:25 $ 2.120
12 FRE 2 2 5 90 7 TMX 0,015 315 0,200 0,050 0,0020 0,370 1,130 602 6,0 0,013 0,002 3613 91,76 0,1 6 0:00:22 $ 554
13 FRE 2 2 5 90 7 TMX 0,015 315 0,200 0,175 0,0010 5,770 0,380 602 3,0 0,003 0,001 4268 108,4 0,2 2 0:03:50 $ 5.755
14 FRE 3 3 6 90 7 TMX 0,015 393 0,100 0,174 0,0020 3,000 1,000 500 6,0 0,013 0,002 3613 137,7 0,2 10 0:05:00 $ 7.494
15 FRE 1 1 4 90 30 0,001 79 0,340 0,015 0,0027 8,9 1,000 302 3,3 0,365 0,003 2530 32,13 0,0 3 0:08:12 $ 12.289
16 FRE 2 2 3 30 0 SECO 0,031 315 0,100 0,250 0,0022 19,8 0,3 602 4,0 0,008 0,001 4487 114 0,2 3 0:14:58 $ 22.440
17 FRE 2 2 3 85 -5 TMX 0,031 260 3,500 0,102 0,0027 11,4 3,500 497 4,0 0,012 0,003 3799 96,5 2,5 1 0:02:50 $ 4.251
18 FRE 2 2 3 85 -5 TMX 0,031 260 2,880 0,102 0,0027 11,4 2,880 497 4,0 0,012 0,003 3799 96,5 2,1 1 0:02:50 $ 4.251
19 FRE 2 2 3 85 -5 ADVENT TOOLS0,01 366 0,650 0,027 0,0019 5,310 3,500 699 4,0 0,018 0,002 4133 105 0,1 6 0:08:00 $ 11.994
20 FRE 2 2 3 85 -5 ADVENT TOOLS0,01 366 0,650 0,027 0,0019 5,310 3,500 699 4,0 0,018 0,002 4133 105 0,1 6 0:08:00 $ 11.994
21 FRE 1,25 1,25 4 90 -5 ADVENT TOOLS0,01 180 0,140 0,027 0,0018 3,960 1,000 550 4,0 0,016 0,002 4183 66,41 0,0 8 0:08:00 $ 11.999
22 FRE 1:11:27 $ 107.175
CICLO
11 HH:MM:SS
2 1:20:00 $ 120.000
22 $ 24.000
7 2:43:38 $ 245.455
5 0:00:00 $ 0
2:43:38 $ 245.455
$ 269.455
FRESA 2" TMXFRESADO SELLO PENETRADOR, PROF.1,13, HTA.14
MEDICIONES, PARADAS, VERIFICACIONES
DESCRIPCION DEL PROCESO Y COSTO ACTUAL (UNIDADES EN PULGADAS)
PASO No.
TOR.-ALE., FRE. O TAL.?
PROCESO - ESTRATEGIA
HERRAMIENTA INSERTO DATOS DE CORTE A DIGITAR DATOS DE CORTE CALCULADOS TIEMPO CICLO
COSTO
PTA.HTA. - REF. REFERENCIA MARCA
TALADRADO, PROF.5.185"- HTA.38 BROCA DIAM 2 1/2 WCEM 52,5110T3043P 5225
FRESADO 3/4 TAPER, PROF.2.88, HTA.7
FRESA HEMEIND SEHT43AFTNX45NCM325
FRESADO 3/4 TAPER, PROF.3.5, HTA.7
FRESA HEMEIND SEHT43AFTNX45NCM325
TOTALES TIEMPOS Y COSTOS DEL PROCESO ACTUAL
HORAS x DIA COSTO ADICIONAL C/PIEZA x ALISTAMIENTOPIEZAS x TURNO
TIEMPO CICLO (HxDIA/PIEZASxTURNO)
HTA.=HERRAMIENTA; TOR.-ALE=TORNEADO O ALESADO; FRE=FRESADO; TAL=TALADRADO; D=DIAM. DE LA HTA. EN PULGADAS O DIAM. DE TORNEADO; Dc=DIAM. REAL DE CORTE EN PULGADAS (EN TORNO D=Dc); Z=NÚMERO DE DIENTES DE LA HTA.; K=ÁNGULO DE POSICION EN GRADOS (EN TALADRADO K= ÁNGULO TOTAL DE LA PUNTA DE LA BROCA DIVIDIDO EN DOS); Yo=ÁNGULO DE INCIDENCIA DE HTA EN GRADOS; R=RADIO DE LA HTA. EN PULGADAS; Vc=VELOCIDAD DE CORTE EN SFM - PIES POR MINUTO; Ap=PROF. DE PASADA EN PULGADAS (EN TORNO ES PROF. RADIAL); Ae=ANCHO DE CORTE DE LA FRESA (PARA EL TALADARDO D=Dc=Ae; PARA TORNO Ae-NO APLICA (NA)); Fz=AVANCE POR DIENTE EN PULGADAS/diente=F EN TORNO PULG./REV.;
LONG= LONGITUD EN PULGADAS A FRESAR EN UNA PASADA EN EL PLANO X-Y(EN TORNO LONG. DE CADA PASADA, EN TALADRADO PROF. DEL AGUJERO); PROF= PROFUNDIDAD DE MATERIAL A FRESAR - PARA TORNO PROF. RADIAL EN PULGADAS - PARA TALADRADO ES LA SUMA TOTAL DE LA PROFUNDIDADES DE LOS AGUJEROS ; RPM= REVOLUCIONES POR MINUTO; Vf= AVANCE EN PULGADAS/MIN.; Ra= RUGOSIDAD EN MICROPULGADAS; Hm= ESPESOR DE VIRUTA EN FRESADO = H ( ESPESOR DE VIRUTA EN TORNO) = Hd (ESPESOR DE VIRUTA EN TALADRADO; Kc= FUERZA DE CORTE EN NEWTON; Mc= TORQUE EN Nm; Pc= POTENCIA DE CORTE EN HP- CABALLOS DE FUERZA; #P= NUMERO DE PASADAS; HH:MM:SS= HORAS : MINUTOS : SEGUNDOS; Ft= FUERZA AXIAL DE TALADARDO EN NEWTON
COSTO CICLO + COSTO ALISTAMIENTO x PIEZA
TIEMPO DE MECANIZADO x PIEZA
PIEZAS A FABRICAR TIEMPOS MUERTOS x PIEZA = (T.REAL-T.CICLO)
COSTOSHORAS x TURNO
TALADRADO, PROF.5.185"- HTA.38
TALAD-ALES., PROF. 4" - HTA.39
ABREVIATUTAS
TURNOS x DIA TIEMPO DE ALISTAMIENTO DE MAQUINA
DATOS DE PRODUCCION
TALADRADO, PROF.5.185"- HTA.35
ALESADO D.2,88", PROF.1.84"-HTA.41
TALAD-ALES., PROF. 3.38" - HTA.39
TALADRADO, PROF.5."- HTA.35
FRESADO AREA DE SELLO CAMISA ROSCA 3 1/2 EUE, PROF.1", HTA. 17
BROCA DIAM 2,7"
FRESADO CAJA ROSCA DE 3 1/2, PROF. 0.38, HTA.14
ALESADO 3", PROF. 3.25", HTA.40
ALESADO 3", PROF. 3.25", HTA.40
ALESADO D.3,460",PROF.4"-HTA.42
ALESADO D.3,460",PROF.3,38"-HTA.42
BROCA DIAM 2 1/2
BROCA DIAM 3"
BROCA DIAM 3"
ALESADOR SECO
ALESADOR SECO
BROCA DIAM 2,980
ALESADOR SECO
ALESADOR SECO
ALESADOR SECO
FRESA HEMEIND 30°
FRESA 2" TMX
FRESA 3" TMX
WCEM 321
CENTRAL SPGX1504C1T400 PER
SCPX120408T2000
WCEM 52,5110T3043P 5225
WCEM 321
SCGX120408P2T200D
SCGX120408P2T200D
CENTRAL SPGX1504C1T400 PER
SCPX120408T2000
SCGX120408P2T200D
SCGX120408P2T200D
SCGX120408P2T200D
APKT1604PDSRNCM325
FRESADO DE CHAFLANES, HTA. 8
APKT1604PDSRNCM325
APKT1604PDSRNCM325
FRESA DE TUNGSTENO 1"
ROSCADO INTERPOLADO 3 1/2 EU 8RD, PROF.2.5", HTA.57
ROSCADO INTERPOLADO 3 1/2 EU 8RD, PROF.2.5", HTA.57
SCGX120408P2T200D
FRES. ACAB. AREA DE SELLO 3 1/2 EUE, PROF.1", HTA.12
ROSCADO INTERPOLADO 3 1/8 x 12 NF, PROF. 1", HTA.54
FRESA PEINES ADVENT TOOLS
FRESA PEINES ADVENT TOOLS
FRESA PEINES ADVENT TOOLS
ITR-20-8API-26C
ITR-20-8API-26C
ATM-410 A12PC
Tabla 7. Hoja de Operación de Fresado y Taladrado del proceso Actual, mecanizado en el Centro de mecanizado Horizontal Toyota FA 550.
4.3. TERCERA FASE:Analisis del Proceso Actual Según la información obtenida en la primera fase recolección de información sobre modelo actual de fabricación, en la tabla 8 se relacionan las 10 etapas del proceso de fabricación del El mecanizado del Tubing Hanger “Hoja de Control” de la Gama de Fabricación1, en el Modelo de producción actual se está realizando en un total de 5 maquinas con un tiempo total de mecanizado de 10 Horas y 18 minutos.
PRIMERA ETAPA: Inspección. En la figura se muestra como el material en bruto primero se somete a un proceso de Inspección sobre el torno Milltornics ML 26.
Tiempo de Inspeccion 2 minutos.
1 La “Hoja de Control del Tubing hanger” hace parte de los documentos del Compoendio “Gama del proceso de Fabricacion del Tubing hanger “
46
PROCESO ANTES
FABRIC. MUERTO
HH:MM:SS HH:MM:SS HH:MM:SS HH:MM:SS
1 10 INSPECCIÓN 0:00:00 0:02:00 0:00:00 0:02:00
2 30 CILINDRADO, REFRENTADO TORNO CONV. FUJJI TP02 0:15:00 0:10:00 0:00:00 0:13:00
3 30 CILINDRADO, REFRENTADO TORNO CONV. FUJJI TP02 0:18:00 0:12:00 0:00:00 0:15:36
4 40 MEC. INTERIOR CENTRO M. TOYODA FA 550 1:20:00 2:52:00 0:00:00 3:08:005 30 CIL,REF,RANURA "V" TORNO CNC MILTRONICS ML 26 1:15:00 1:05:00 0:00:00 1:20:00
6 30CIL,REF,RANURA "CUADRADA"
TORNO CNC MILTRONICS ML 26 0:10:00 1:13:00 0:00:00 1:15:00
7 30 CIL. ROSCA 3" BPV 4TPI TORNO CNC MILTRONICS ML 26 1:25:00 1:35:00 0:00:00 1:52:008 40 LINEA DE CONTROL CENTRO M. TOYODA FA 550 2:05:00 0:48:00 0:00:00 1:13:009 40 ROSCA 1/2 X 14 NPT CENTRO M. MORI SEIKI 0:10:00 0:42:00 0:00:00 0:44:00
10 50 ROSCA 3/8NPT.ROSCA1/2NC ALESADORA SUMMIL AL 01 0:10:00 0:14:00 0:00:00 0:16:00
7:08:00 8:53:00 0:00:00 10:18:36
ALISTAM.TIEMPO CICLO T. CICLO +
ALISTAM.CICLO O ETAPA
DESCRIPCION OPERACIÓN MAQUINA
TIEMPO TOTAL 1 PIEZA
ORDEN OPERACIONAL ACTUALTIEMPOS 1 PIEZA
OP. No.
Tabla 8. Tabla resumen que relaciona las etapas de fabricación del Tubin Hanger; con las maquinas donde se ejecutan, los tiempos tanto de alistamiento como de mecanizado efectivos.

SEGUNDA ETAPA: Cilindrado y Refrentado Frontal. Se da inicio a un ciclo de torneado sobre el Milltornics ML 26 con un tiempo de 13 minutos.
4.4. PROPUESTA FINAL: Del Modelo de Producción Propuesto del Tubing Hanger.
Este proceso inicia de la misma forma que el proceso actual. El material es retirado del
almacén y es transportado al torno CNC para empezar el proceso, el cual consta de una
revisión inicial de las dimensiones del material en bruto, estas medidas son comparadas
con las dimensiones del plano para verificar que el material cumpla con los
requerimientos de fabricación. Luego de realizar este primer control de calidad por parte
del operario, se procede a realizar el montaje del material en la copa del torno, la cual
deberá ser una copa auto centrante para disminuir los tiempos usados en el centrado del
material y además se instalara un dispositivo tope entre la copa y el material para
asegurar medidas similares al mecanizar piezas en serie, seguidamente se toman los ceros
de pieza, tanto en el eje “x” como en el eje “z”, datos que son necesarios como
condiciones iniciales del programa CNC, (programa hecho de manera previa por un
programador) luego, se hace la revisión de las plaquitas intercambiables cerciorándose
que estén en optimas condiciones para realizar el mecanizado, en este caso debemos
realizar la revisión de tres plaquitas, porque a diferencia del anterior no solo se hará el
refrentado y el cilindrado sino que además se mecanizara la ranura en “V” tal como se ve
en la Figura 3, y para efectos de tener un mecanizado eficaz se usara un inserto de
desbaste y uno para el acabado, cada uno con las características y condiciones de corte
recomendadas por el fabricante par este tipo de máquina y material . Después de haber
realizado estas acciones todo estará listo para iniciar el mecanizado.
Este proceso inicia con el refrentado del material, y luego un cilindrado, en este ciclo las
dimensiones del diámetro deben quedar de acuerdo a las requeridas por el plano y la hoja
de control, para tal efecto el operario debe verificar las dimensiones con un instrumento
de medida llamado “pie de rey”, el siguiente paso es el de mecanizar la ranura en “V”
47
terminado esta primera parte del proceso, el operario da la vuelta del material para ser
mecanizado por la cara posterior, realizando el mecanizado de refrentado y cilindrado, en
esta segunda parte del proceso realizaremos el mecanizado de las ranuras en “U” y el
mecanizado del cono, quedando totalmente terminadas las operaciones de torno, tal
como se puede ver en la figura:
48
Figura 13. Operaciones de Torneado en el modelo de fabricación propuesto
Figura 14. . Numeración de las Operaciones de Torneado en el montaje de la pieza en la máquina para el modelo de fabricación propuesto
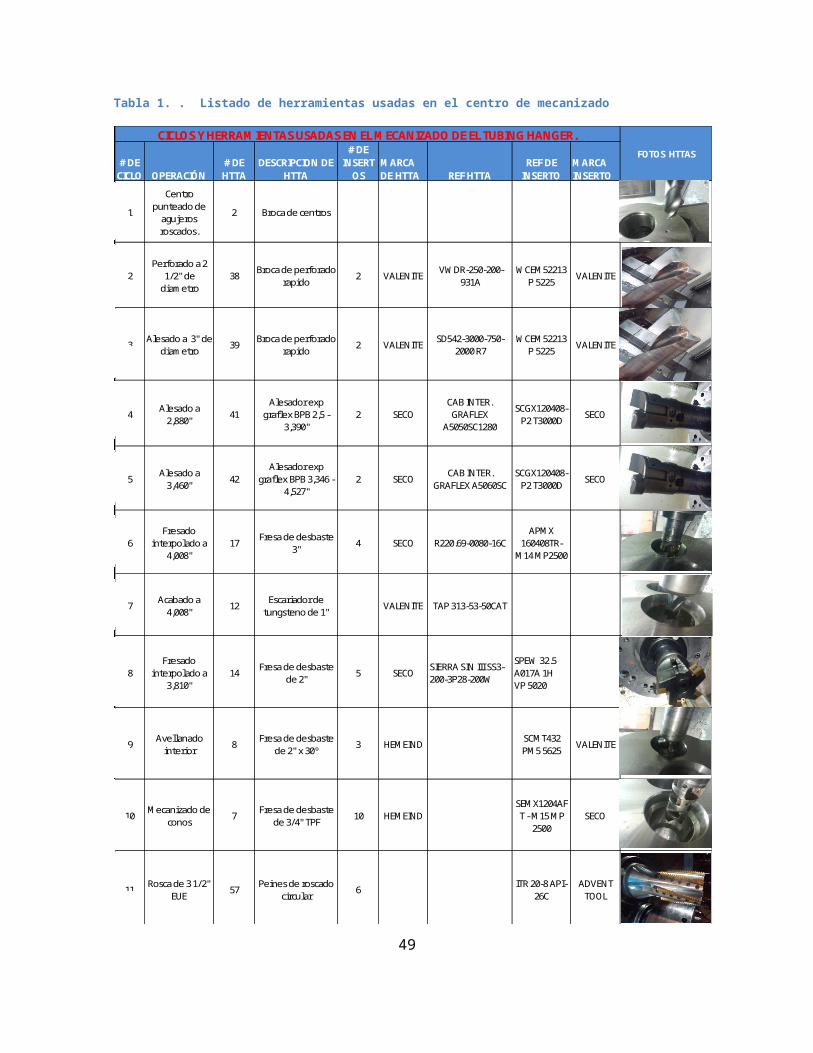
Después de haber realizado el proceso de mecanizado del torno, la pieza será trasladada
al centro de mecanizado para realizar las operaciones de fresado, en esta máquina se
realizaran los agujeros y las preparaciones de las roscas de 3 1-2 EUE, 3 1-8 NC, 3 BPV,
línea de control y pernos de sujeción con sus respectivas roscas, con esta rutina de
mecanizado solo se usaran dos maquinas, el torno ML 26 y el centro de mecanizado
TOYODA 550, de tal manera que cuando la pieza se bajada del pallet del centro de
mecanizado, esta será ya un producto terminado, este proceso se ve ilustrado en la
siguiente imagen:
El ciclos de fresado se deben realizar con la misma secuencia toda vez que se fabrique un TUBING HANGER, de esta forma se está garantizando un proceso estable, para esto se ha diseñado una rutina que se llevaran a cabo en el centro de mecanizado, dicha rutina se configuro con el objetivo de reducir los movimientos de la maquina, minimizando los cambios de herramienta y los movimientos del pallet, para esto se realizaran la mayor cantidad de mecanizados con la misma herramienta, dicha rutina de mecanizado se puede ver en las siguientes imágenes.
49
1
4
2
3

50
Figura 15 Operaciones 1-14 en el Esquema Propuesto para el Fresado en el Mecanizado del Tubing Hanger.
Figura 16. Operaciones 15-29 en el Esquema Propuesto para el Fresado en el Mecanizado del Tubing Hanger

Tabla 9. Hoja de Alistamiento de Herramientas para las Operaciones de Torneado en el Modelo de Fabricacion Propuesto
NOMBRE DEL PRODUCTO: BODY TBG HANGER 11" x 3 1/2 EUE x 3 1/8OP.No.: 30
CODIGO DEL PRODUCTO: P340808304B CICLO -ETAPA 2
DESCRIPCION OPERACIÓN: TORNEADO ELABORO-FECHA: DIGITAR
ITEM CANT. REFERENCIA UBICACIÓN STOCK
1 MWLNL2525M08 $ 170.000 170.000$
10 WNMG 432 RP KCP10 $ 36.000 360.000$
5 SMW-432 $ 26.000 130.000$ 5 LCS-617 $ 13.000 65.000$ 5 CP50-22 $ 18.000 90.000$ 5 0 $ 5.200 26.000$
10 DNMG150404FN KCP10 46.000$ 460.000$
ITEM CANT. REFERENCIA UBICACIÓN STOCK
1 A4SML2525M0620 $ 400.000 400.000$ 10 A4R250I06P00GMN KC5025 $ 71.000 710.000$ 5 MS1970 $ 27.000 135.000$
COSTO TOTAL 2.546.000$
1-2. CILINDRADO REFRENTADO DESBASTE Y ACABADO
GAMA DE FABRICACION - HOJA DE ALISTAMIENTO DE HERRAMIENTAS PARA OPERACIÓNES DE TORNEADO, FRESADO Y TALADRADO
DESCRIPCIÓN
PORTA INSERTO CILINDRADO REFRENTADO DESBASTEINSERTO TORNEADO KENNAMETAL PARA ACEROS DE MEDIO CONTENIDO DE CARBONOPLACA DE APOYO INSERTOTORNILLO INSERTO
PORTA INSERTO MULTIDIRECCIONALINSERTO PTA. REDONDA DIA.6,35
4.TORNEADO MULTIDIRECCIONAL PARA RANURA "V"
DESCRIPCIÓN
TORNILLO PARA INSERTO A4R.
BRIDA DE SUJECIONTORNILLO BRIDA
INSERTO TORNEADO KENNAMETAL PARA ACEROS DE MEDIO
CONO BT Y CABEZA DE ALESADO PARA ACABADO
PARAMETROS TENIDOS EN CUENTA PARA EL ANALISIS DE LA INFORMACION
DATOS DE PRODUCCIONHORAS x TURNO 8
TURNOS x DIA 3HORAS x DIA 24
DIAS HABILES- MES 22
COSTO HORA-MAQUINA50000 COP
51
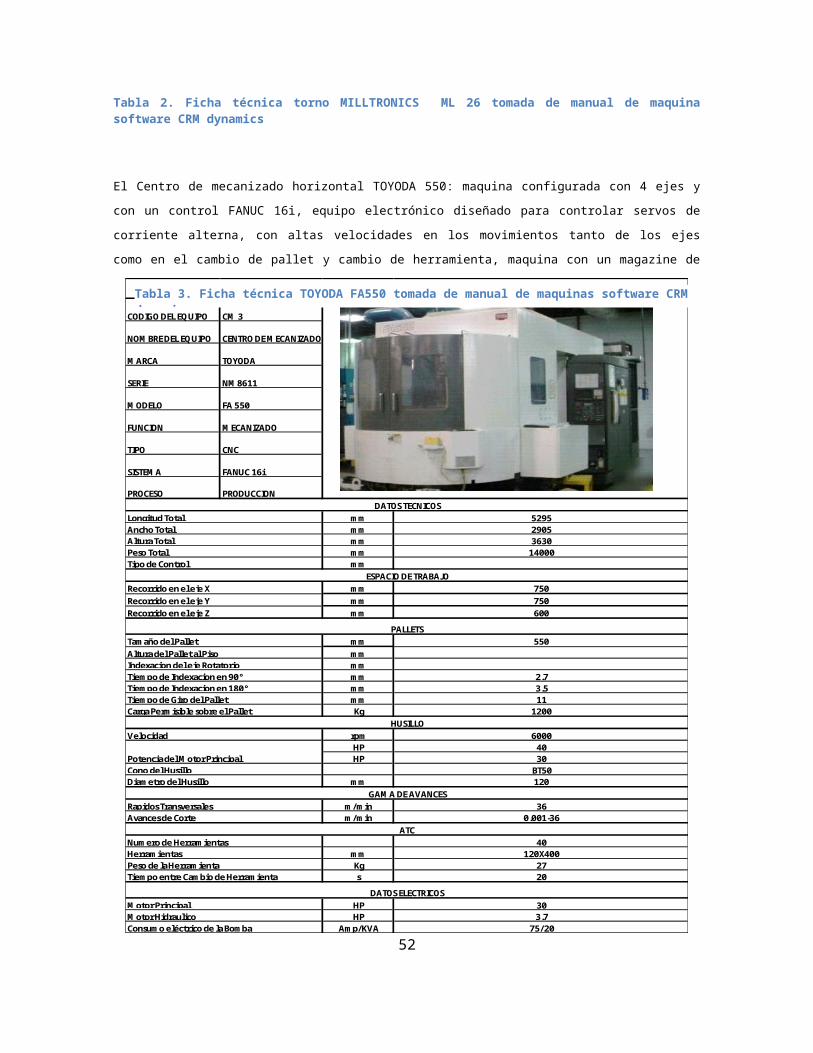
Tabla 10. Hoja de Operaciones de Torneado en el Modelo de Fabricación Propuesto
NOMBRE DEL PRODUCTO:
CODIGO DEL PRODUCTO:
DESCRIPCION OPERACIÓN:
TORNEADO FRESADO TALADRADO
80%
NOTA No.
FREC.
N1
D. Dc. Z K Yo R. Vc Ap Ae Fz LONG. PROF. RPM Vf Ra Hm Kc Mc Pc #P
INCH INCH º º INCH SFM INCH INCH IPT INCH INCH R./ MIN IPM Uinch INCH N Nm HP HH:MM:SS $
1 TOR 6,98 6,98 1 93 -5 KENNAMETAL0,047 550 0,130 NA 0,0120 7,500 0,450 301 3,6 0,153 0,012 2654 235,3 12,5 4 0:08:18 $ 6.922
2 TOR 6,98 6,98 1 93 -5 KENNAMETAL0,047 550 0,130 NA 0,0120 3,750 0,165 301 3,6 0,153 0,012 2654 235,3 12,5 2 0:02:05 $ 1.730
3 TOR 6,98 6,98 1 93 -5 KENNAMETAL0,031 650 0,030 NA 0,0100 8,000 0,030 356 3,6 0,161 0,010 2773 245,8 3,0 1 0:02:15 $ 1.874
4 TOR 6,28 6,28 1 90 0 KENNAMETAL0,125 400 0,060 NA 0,0120 1,000 0,350 243 2,9 0,058 0,012 2527 201,5 4,0 6 0:02:03 $ 1.713
0:15:19
CICLO
8 HH:MM:SS
3 0:45:00 $ 37.500
24 $ 7.500
44 0:30:00 $ 25.003
5 0:00:00 $ 0
0:30:00 $ 25.003
$ 32.503
UNIVERSIDAD DISTRITAL FRANCISCO
FOSE DE CALDAS
COSTOSHORAS x TURNO
TURNOS x DIA TIEMPO DE ALISTAMIENTO DE MAQUINA
ABREVIATUTAS
HTA.=HERRAMIENTA; TOR=TORNEADO; FRE=FRESADO; TAL=TALADRADO; D=DIAM. DE LA HTA. EN PULGADAS O DIAM. DE TORNEADO; Dc=DIAM. REAL DE CORTE EN PULGADAS (EN TORNO D=Dc); Z=NÚMERO DE DIENTES DE LA HTA.; K=ÁNGULO DE POSICION EN GRADOS (EN TALADRADO K= ÁNGULO TOTAL DE LA PUNTA DE LA BROCA DIVIDIDO EN DOS); Yo=ÁNGULO DE INCIDENCIA DE HTA EN GRADOS; R=RADIO DE LA HTA. EN PULGADAS; Vc=VELOCIDAD DE CORTE EN SFM - PIES POR MINUTO; Ap=PROF. DE PASADA EN PULGADAS (EN TORNO ES PROF. RADIAL); Ae=ANCHO DE CORTE DE LA FRESA (PARA EL TALADARDO D=Dc=Ae; PARA TORNO Ae-NO APLICA (NA)); Fz=AVANCE POR DIENTE EN PULGADAS/diente=F EN TORNO PULG./REV.;
LONG= LONGITUD EN PULGADAS A FRESAR EN UNA PASADA EN EL PLANO X-Y(EN TORNO LONG. DE CADA PASADA, EN TALADRADO PROF. DEL AGUJERO); PROF= PROFUNDIDAD DE MATERIAL A FRESAR - PARA TORNO PROF. RADIAL EN PULGADAS - PARA TALADRADO ES LA SUMA TOTAL DE LA PROFUNDIDADES DE LOS AGUJEROS ; RPM= REVOLUCIONES POR MINUTO; Vf= AVANCE EN PULGADAS/MIN.; Ra= RUGOSIDAD EN MICROPULGADAS; Hm= ESPESOR DE VIRUTA EN FRESADO = H ( ESPESOR DE VIRUTA EN TORNO) = Hd (ESPESOR DE VIRUTA EN TALADRADO; Kc= FUERZA DE CORTE EN NEWTON; Mc= TORQUE EN Nm; Pc= POTENCIA DE CORTE EN HP- CABALLOS DE FUERZA; #P= NUMERO DE PASADAS; HH:MM:SS= HORAS : MINUTOS : SEGUNDOS; Ft= FUERZA AXIAL DE TALADARDO EN NEWTON
COSTO CICLO + COSTO ALISTAMIENTO x PIEZA
DATOS DE PRODUCCIONTOTALES TIEMPOS Y COSTOS DEL PROCESO ACTUAL
HORAS x DIA COSTO ADICIONAL C/PIEZA x ALISTAMIENTOPIEZAS x TURNO
TIEMPO CICLO (HxDIA/PIEZASxTURNO)
TIEMPO DE MECANIZADO x PIEZA
PIEZAS A FABRICAR TIEMPOS MUERTOS x PIEZA = (T.REAL-T.CICLO)
MEDICIONES, PARADAS, VERIFICACIONES
A4SML2525M0620 A4R250I06P 00GMN KC5025
PTA.HTA. - REF. REFERENCIA
CIL. EXT. DESBASTE MWLNL2525 M08 WNMG 433 RP KCP10
COSTO
MARCA
DESCRIPCION DEL PROCESO Y COSTO PROPUESTO (UNIDADES EN PULGADAS)
PASO No.
TOR., FRE. O TAL.?
PROCESO - ESTRATEGIA
HERRAMIENTA INSERTO DATOS DE CORTE A DIGITAR DATOS DE CORTE CALCULADOS TIEMPO CICLO
CENTRAR CON COMPARADOR 100% N2 VERIFICAR LONGITUDES Y DIAMETROS
NOTA DE CALIDAD FRECUENCIA NOTA No. NOTA DE CALIDAD FRECUENCIA NOTA No.
DIBUJOS:
NOTAS DE CALIDAD PARA TENER EN CUENTA EN EL PROCESO:
NOTA DE CALIDAD
22 HRC EXPONENTE DE MAQUINABILIDAD: mc (DIGITAR): 0,24
COSTO HORA MAQUINA(DIGITAR): $ 50.000
LINEA DE HERRAMIENTAS DOCUMENTO No.: VERSION PROCESO: 1
DIVISION METALMECANICAHOJA DE OPERACIÓN - TORNEADO
MATERIAL: ACERO AISI 4130 D=11,5" x 11,5"
GAMA DE FABRICACIONBODY TBG HANGER 11" x 3 1/2 EUE x 3 1/8
OP. No.
TORNEADO CNCETAPA:
30
2
1. CARACTERÍSTICAS MÁQUINA 2. CARACTERISTICAS MATERIAL
REF. DESBASTE MWLNL2525 M08 WNMG 433 RP KCP10
TIPO-MARCA-MODELO: TORNO CNC MILTRONICS ML 26
No. SERIAL: MAXIMAS RPM: 4000 TRATAMIENTO: NO APLICA FUERZA ESPECIFICA DE CORTE [N/mm²]: Kc1.1 (DIGITAR): 1900
% POTENCIA A USAR POTENCIA(KW) 11 HP 15 DUREZA:
CIL. EXT. ACABADO
RANURADO "V"
MDJNL 2525 M15 DNMG432FN KCP 10
52
GILBERTO ORTIZ H
02 de Julio de 2012
92
TIEMPO NOTAS Y ANALISIS
10:06:05
El material es izado con un puente grua y se transporta en un carrito.
20:03:00 Las medidas se verifican con un
pie de rey.
30:08:00 El material es izado con un
puente grua.
40:05:30
50:14:00
60:10:23
70:02:15
80:02:13
90:02:00
100:08:00
El material es izado con puente grua, para facilitar el movimiento
110:10:05
120:02:15
130:02:03
140:02:00
150:08:00 La pieza es izada con un puente
grua.
160:05:15
La pieza es llevada manualmente usando un carrito.
170:06:20
Izar dispositivo con puente grua
180:06:20
El dispositivo se encuentra al lado de la maquina, en una zona especifica para ello.
190:05:00
200:12:00
210:03:05
220:03:05
230:05:47
240:08:50
250:02:06
TALADRADO, PROF.3,38"- HTA.
TALADRADO, PROF.3,5"- HTA.
TOMAR CEROS DE PIEZA E INGRESARLOS AL CONTROL
TALADRADO, PROF.4"- HTA.
ALESADO DESBASTE 2,970"AREA ROSCA 3 1/8, PROF. 2.25", HTA.
TALADRADO, PROF.10,95"- HTA.
REVISAR PROGRAMA CNC
TRANSPORTAR PIEZA PREMECANIZADA HASTA EL CENTRO DE MECANIZADO
10
REALIZAR MONTAJE Y ALINEAR DISPOSITIVO DEL TUBING HANGER
REALIZAR MONTAJE DEL TUBING HANGER SOBRE EL DISPOSITIVO
REALIZAR MEDICIONES Y CONSIGNAR DATOS EN HOJA DE CONTROL
BAJAR PIEZA DE LA COPA DEL TORNO Y LLEVARLA A ZONA DE ESPERA
DAR LA VUELTA DEL MATERIAL PARA SEGUNDO PROCESO DE TORNO
REALIZAR MECANIZADO DE DESBASTE EN REFRENTADO Y CILINDRADO
REALIZAR MECANIZADO DE ACABADO EN REFRENTADO Y CILINDRADO
REALIZAR MEDICION Y CONSIGNAR DATOS EN HOJA DE CONTROL
TOMAR CEROS DE PIEZA E INGRESARLOS AL CONTROL
VERIFICAR PROGRAMA CNC
REALIZAR MECANIZADO DE DESBASTE EN CILINDRADO Y REFRENTADO
REALIZAR MECANIZADO DE RANURAS EN "U"
REALIZAR MECANIZADO DE RANURA EN "V"
DIAGRAMA DE FLUJO DE PROCESO OPERACIÓN FABRICACION DE TUBING HANGER DE 11" 3 1/2" PREPARADO POR
METODO ACTUAL METODO PROPUESTO X FECHA
TRANSPORTE DEL MATERIAL DESDE EL ALMACEN HASTA EL TORNO ML 26
42
VERIFICAR MEDIDAS DEL MATERIAL Y COMPARAR CON EL PLANO
REALIZAR EL MONTAJE DEL MATERIAL EN LA COPA DEL TORNO
TIEMPO TOTAL 3:47:04 DESPLAZAMIENTO TOTAL (m)
EVENTO SIMMBOLODISTANCI
A (m)
REALIZAR MEC. DE ACABADO EN CILINDRADO REFRENTADO Y DAR MEDIDAS
53

GILBERTO ORTIZ H
02 de Julio de 2012
40
TIEMPO NOTAS Y ANALISIS
260:02:07
270:00:54
280:00:54
290:00:12
300:03:50
310:00:42
320:00:32
330:14:58
340:02:08
350:02:08
360:08:00 Realizar revisión de rosca con
gage para asegurar rosca.
370:08:00 Realizar revisión de rosca con
gage para asegurar rosca.
380:08:00 Realizar revisión de rosca con
gage para asegurar rosca.
390:00:08
400:00:08
410:00:07
420:09:39 Realizar revisión de rosca con
gage para asegurar rosca.
430:00:20
440:00:43
450:01:01
460:01:01
470:01:00
480:00:55
490:01:00
500:15:00
Verificar estado de los insertos de cada porta herramienta durante el proceso.
510:00:00
EVENTO SIMMBOLODISTANCI
A (m)
DIAGRAMA DE FLUJO DE PROCESO OPERACIÓN FABRICACION DE TUBING HANGER DE 11" 3 1/2" PREPARADO POR
METODO ACTUAL METODO PROPUESTO X FECHA
TIEMPO TOTAL 3:47:04 DESPLAZAMIENTO TOTAL (m)
FRESADO 3/4 TAPER, PROF.2.88, HTA.
40
ALESADO DESBASTE AREA DE SELLO ROSCA BPV D.3,035", PROF.0,38"-HTA. CARA 0°
TALADRADO, PROF.11"- HTA. LINEA DE CONTTROL
TALADRADO 23/32 PROF.1"HTA.
TALADRADO CENTRO, PROF.0,2"- HTA. LINEA DE CONTTROL
MEDICIONES, PARADAS, VERIFICACIONES
ALMACENAMIENTO
ROSCADO INTERPOLADO 3" BPV 4TPI, PROF. 1,84", HTA.
ALESADO DESBASTE AREA DE SELLO ROSCA BPV D.3,035", PROF.0,38"-HTA. CARA 180°
ROSCADO DE 3/8 NPT
FRESADO AREA DE SELLO FITTING PROF.1"HTA.
ROSCADO 1/2 x 14 NPT PROF.1" HTA.
ALESADO ACABADO 2,880 SELLO PENETRADOR, PROF.4,75, HTA.
ROSCADO INTERPOLADO 3 1/8 x 12 NF, PROF. 2", HTA.
FRESADO 3/4 TAPER, PROF.3.5, HTA.
TALADRADO 23/32 PROF.1"HTA.
ALESADO ACABADO AREA DE SELLO ROSCA BPV, DIA=3,047" PROF.0,38", HTA.
ROSCADO INTERPOLADO 3 1/2 EU 8RD, PROF.2.5", HTA.
ALESADO DESBASTE SELLO CAMISA, PROF.1", HTA.
FRESADO CAJA ROSCA DE 3 1/2, PROF. 0.38, HTA.
ROSCADO INTERPOLADO 3 1/2 EU 8RD, PROF.2.5", HTA.
FRESADO DE CHAFLANES, HTA.
ALESADO ACABADO SELLO CAMISA, PROF.1", HTA.
ALESADO ACABADO 3" AREA DE SELLO ", PROF. 6.2", HTA.
ALESADO DESBASTE 2,988"AREA DE SELLO 3", PROF. 6.2", HTA.
ALESADO ACABADO AREA ROSCA 3 1/8 ", PROF. 2,25", HTA.
54
55
NO
MB
RE
DE
L P
RO
DU
CTO
:
CO
DIG
O D
EL
PR
OD
UC
TO:
DE
SC
RIP
CIO
N O
PE
RA
CIÓ
N:
TO
RN
EA
DO
FRE
SA
DO
TA
LA
DR
AD
O
80
%
NO
TA
No.
FR
EC
.
N1
D.
Dc.
ZK
Yo
R.
Vc
Ap
Ae
FzL
ON
G.
PR
OF.
RP
MV
fR
aH
mK
cM
cP
c#P
INC
HIN
CH
ºº
INC
HS
FMIN
CH
INC
HIP
TIN
CH
INC
HR
./ M
INIP
MU
inch
INC
HN
Nm
HP
HH
:MM
:SS
$
1T
AL
3,46
3,46
190
0K
ENN
AM
ETA
L0,
031
245
5,00
03,
460
0,00
605,
000
5,00
027
01,
60,
058
0,00
629
8443
9,1
20,8
10:
03:0
5$
4.62
2
Ft=
1259
0
2T
AL
3,46
3,46
190
0K
ENN
AM
ETA
L0,
031
245
5,00
03,
460
0,00
605,
000
5,00
027
01,
60,
058
0,00
629
8443
9,1
20,8
10:
03:0
5$
4.62
2
Ft=
1259
0
3T
AL
2,95
2,95
190
0K
ENN
AM
ETA
L0,
031
245
4,00
02,
950
0,00
305,
500
4,00
031
71,
00,
015
0,00
335
2418
8,5
10,5
10:
05:4
7$
8.66
9
4T
AL
2,86
2,86
190
0K
ENN
AM
ETA
L0,
031
265
12,5
001,
750
0,00
4012
,500
12,5
0035
41,
40,
026
0,00
432
8922
0,4
13,7
10:
08:5
0$
13.2
44
5A
LE
2,97
2,97
290
0S
ECO
0,03
126
20,
250
NA
0,00
354,
950
0,12
533
72,
40,
020
0,00
433
9612
8,1
4,3
10:
02:0
6$
3.14
8
6A
LE
2,98
82,
988
290
0S
ECO
0,03
126
20,
125
NA
0,00
354,
950
0,12
533
52,
30,
020
0,00
433
9612
8,9
2,1
10:
02:0
7$
3.16
7
7A
LE
33
190
0K
ENN
AM
ETA
L0,
031
500
0,01
2N
A0,
0070
4,00
00,
012
637
4,5
0,07
90,
007
2876
109,
60,
71
0:00
:54
$ 1.
346
8A
LE
2,98
52,
985
190
0K
ENN
AM
ETA
L0,
031
500
0,01
2N
A0,
0070
4,00
00,
012
640
4,5
0,07
90,
007
2876
109
0,7
10:
00:5
4$
1.34
0
9A
LE
2,88
2,88
290
0K
ENN
AM
ETA
L0,
031
500
0,10
0N
A0,
0070
1,80
00,
100
663
9,3
0,07
90,
007
2876
105,
25,
51
0:00
:12
$ 29
1
10F
RE
22
590
7TM
X0,
015
315
0,20
00,
175
0,00
105,
770
0,38
060
23,
00,
003
0,00
142
6810
8,4
0,2
20:
03:5
0$
5.75
5
11A
LE
3,79
63,
796
290
0S
ECO
0,03
127
00,
168
NA
0,00
501,
900
0,16
827
22,
70,
040
0,00
531
1815
0,3
3,9
10:
00:4
2$
1.04
9
12A
LE
3,80
83,
808
190
0K
ENN
AM
ETA
L0,
031
500
0,01
2N
A0,
0070
1,90
00,
012
502
3,5
0,07
90,
007
2876
139,
10,
71
0:00
:32
$ 81
2
13F
RE
22
330
0S
ECO
0,03
131
50,
100
0,25
00,
0022
19,8
000,
300
602
4,0
0,00
80,
001
4487
114
0,2
30:
14:5
8$
22.4
40
14F
RE
1,5
1,5
385
-5TM
X0,
031
260
3,50
00,
102
0,00
2711
,43,
500
662
5,4
0,01
20,
003
3800
72,3
83,
31
0:02
:08
$ 3.
189
TC
MT
32
.51
LF
K
CP
25
TC
MT
32
.51
LF
K
CP
25
AP
KT
16
04
PD
SR
NC
M3
25
TC
MT
32
.51
LF
K
CP
25
SC
GX
12
04
08
P2
T2
00
DFR
ESA
DO
DE
CH
AFL
AN
ES, H
TA.
FR
ES
A H
EM
EIN
D 3
0°
CA
BE
ZA D
E A
CA
BA
DO
D
IA.1
,929
-2,5
59,
,,L=
6,30
0"
CA
BE
ZA D
E A
CA
BA
DO
D
IA.1
,929
-2,5
59,
,,L=
6,30
0"
FRES
AD
O 3
/4 T
APE
R, P
RO
F.3.
5,
HTA
.
DF
T0
5T
30
8 M
D
KC
79
35
-
SP
GT
DF
T0
6T
30
8 M
D K
C7
93
5
DF
T0
5T
30
8 M
D K
C7
93
5
SC
GX
12
04
08
P2
T2
00
D
SC
GX
12
04
08
P2
T2
0
TALA
DR
AD
O, P
RO
F.3,
38"-
HTA
.
TALA
DR
AD
O, P
RO
F.3,
5"-
HTA
.
ALE
SA
DO
AC
AB
AD
O S
ELLO
C
AM
ISA
, PR
OF.
1", H
TA.
TALA
DR
AD
O, P
RO
F.10
,95"
- H
TA.
ALE
SA
DO
AC
AB
AD
O 2
,880
SEL
LO
PEN
ETR
AD
OR
, PR
OF.
4,75
, HTA
.
ALE
SA
DO
AC
AB
AD
O 3
" A
REA
DE
SEL
LO "
, PR
OF.
6.2
", H
TA.
ALE
SA
DO
AC
AB
AD
O A
REA
RO
SC
A
3 1/
8 ",
PR
OF.
2,2
5", H
TA.
ALE
SA
DO
DES
BA
STE
2,9
70"A
REA
R
OS
CA
3 1
/8, P
RO
F. 2
.25"
, HTA
.
ALE
SA
DO
DES
BA
STE
2,9
88"A
REA
D
E S
ELLO
3",
PR
OF.
6.2
", H
TA.
ALE
SA
DO
R S
EC
O
FRES
A H
EMEI
ND
S
EHT4
3AFT
NX
45N
CM
325
TALA
DR
AD
O, P
RO
F.4"
- H
TA.
CA
BE
ZA D
E T
ALA
DR
AD
O
DIA
=3,
460
MA
NG
O=
27m
m
DF
T0
6T
30
8 M
D K
C7
93
5
ALE
SA
DO
R S
EC
O
CA
BE
ZA D
E T
ALA
DR
AD
O
DIA
=3,
460
MA
NG
O=
27m
m
LON
=70
mm
CA
BE
ZA D
E T
ALA
DR
AD
O
DIA
=2,
950
MA
NG
O=
22m
m
LON
=70
mm
BR
OC
A D
E IN
SE
RTO
S
DIA
.1,7
50"
CA
BE
ZA D
E A
CA
BA
DO
D
IA.3
,15"
-4,1
6",
,,L=
4,5"
TE
CH
NIK
S
DE
SC
RIP
CIO
N D
EL
PR
OC
ES
O Y
CO
ST
O P
RO
PU
ES
TO
(U
NID
AD
ES
EN
PU
LG
AD
AS
)
PA
SO
N
o.
TO
R.-
AL
E.,
FRE.
O
TA
L.?
PR
OC
ES
O -
ES
TR
AT
EG
IA
HE
RR
AM
IEN
TA
INS
ER
TO
DA
TO
S D
E C
OR
TE
A D
IGIT
AR
DA
TO
S D
E C
OR
TE
CA
LC
UL
AD
OS
TIE
MP
O
CIC
LO
CO
ST
O
PT
A.H
TA
. - R
EF.
REF
EREN
CIA
MA
RC
A
NO
TA D
E C
ALI
DA
DF
RE
CU
EN
CIA
NO
TA
No.
NO
TA D
E C
ALI
DA
DF
RE
CU
EN
CIA
NO
TA
No.
NO
TA D
E C
ALI
DA
D
VE
RIF
ICA
R D
IAM
ETR
OS
Y L
ON
GIT
UD
ES
CO
STO
HO
RA
MA
QU
INA
(DIG
ITA
R):
$ 90
.000
% P
OTE
NC
IA A
US
AR
PO
TEN
CIA
(KW
)=
223
0 H
PD
UR
EZA
:2
2 H
RC
EXPO
NEN
TE D
E M
AQ
UIN
AB
ILID
AD
: mc
(DIG
ITA
R):
0,2
4
TIPO
-MA
RC
A-M
OD
ELO
:C
EN
TRO
DE
ME
CA
NIZ
AD
O T
OY
OD
A F
A 5
50M
ATE
RIA
L:A
CE
RO
AIS
I 41
30
D=
11
" x
12
"
MA
XIM
AS
RPM
:6
00
0TR
ATA
MIE
NTO
:N
O A
PL
ICA
FUER
ZA
ES
PEC
IFIC
A D
E C
OR
TE [N
/mm
²]: K
c1.1
(D
IGIT
AR
):1
90
0
LIN
EA
DE
HE
RR
AM
IEN
TA
S 1. C
AR
AC
TE
RÍS
TIC
AS
MÁ
QU
INA
No.
SER
IAL:
40 3D
OC
UM
EN
TO N
o.:
VER
SIO
N P
RO
CES
O:
1
DIV
ISIO
N M
ET
AL
ME
CA
NIC
AH
OJ
A D
E O
PE
RA
CIÓ
N -
FR
ES
AD
O
FR
ES
AD
O C
NC
ET
AP
A:
GA
MA
DE
FA
BR
ICA
CIO
NB
OD
Y T
BG
HA
NG
ER
11
x 3
1/2
EU
E x
3 1
/8O
P. N
o.
2. C
AR
AC
TE
RIS
TIC
AS
MA
TE
RIA
L
FRES
AD
O C
AJA
RO
SC
A D
E 3
1/2,
PR
OF.
0.3
8, H
TA.
CA
BE
ZA D
E D
ES
BA
STE
D
IA.1
,929
-2,5
59,
,,L=
75
TC
MT
32
.52
MF
K
CP
25
NO
TA
S D
E C
AL
IDA
D P
AR
A T
EN
ER
EN
CU
EN
TA
EN
EL
PR
OC
ES
O:
ALE
SA
DO
DES
BA
STE
SEL
LO
CA
MIS
A, P
RO
F.1"
, HTA
.A
LES
AD
OR
SE
CO
SC
GX
12
04
08
P2
T2
00
D
FR
ES
A 2
" TM
X
C/ 5
PIE
ZA
SN
2R
EV
ISA
R C
AU
DA
L P
AR
A L
AS
HTA
S D
E R
EF
RIG
ER
AC
IN IN
TER
IOR
PR
IME
R M
ON
TAJE
Tabla 11. Gama de Fabricación Total del Proceso de Mecanizado Propuesto.
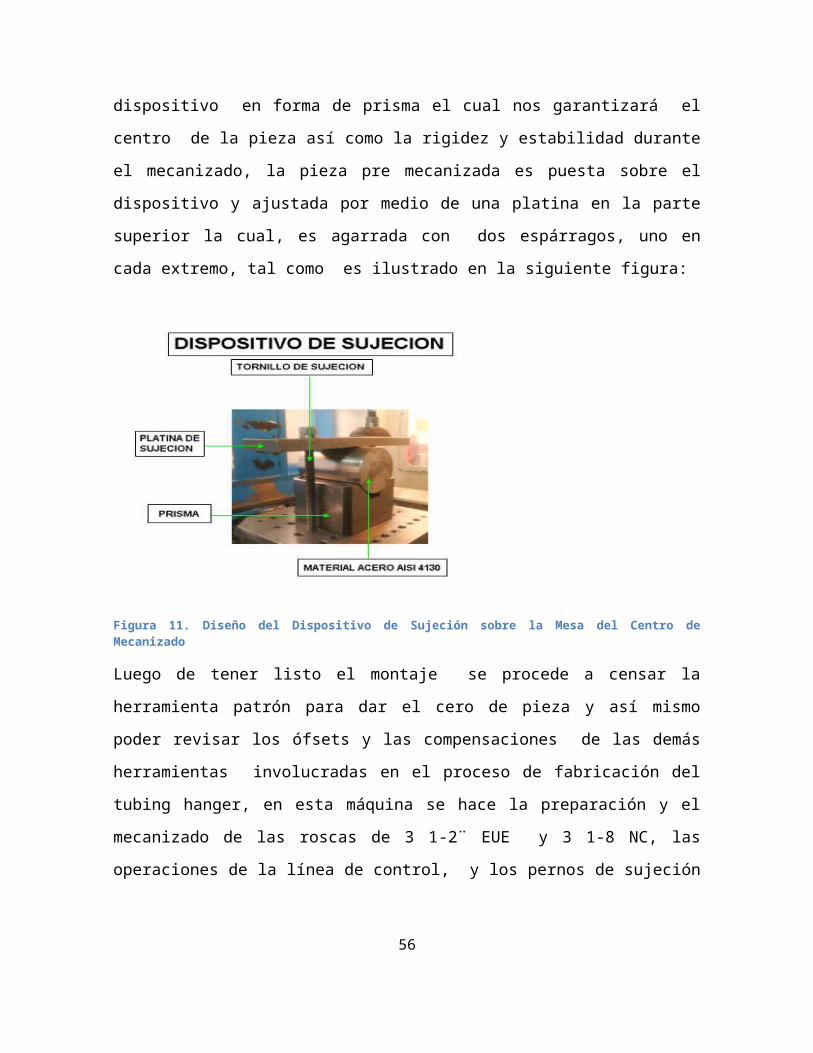
56
57
D.
Dc.
ZK
Yo
R.
Vc
Ap
Ae
FzL
ON
G.
PR
OF.
RP
MV
fR
aH
mK
cM
cP
c#P
INC
HIN
CH
ºº
INC
HS
FMIN
CH
INC
HIP
TIN
CH
INC
HR
./ M
INIP
MU
inch
INC
HN
Nm
HP
HH
:MM
:SS
$
15FR
E1,
51,
53
85-5
TMX
0,03
126
02,
880
0,10
20,
0027
11,4
2,88
066
25,
40,
012
0,00
338
0072
,38
2,7
10:
02:0
8$
3.18
9
16FR
E2
26
85-5
AD
VEN
T TO
OLS 0,
0136
60,
650
0,02
70,
0009
55,
310
3,50
069
94,
00,
005
0,00
148
8112
40,
26
0:08
:00
$ 11
.994
17FR
E2
26
85-5
AD
VEN
T TO
OLS 0,
0136
60,
650
0,02
70,
0009
55,
310
3,50
069
94,
00,
005
0,00
148
8112
40,
26
0:08
:00
$ 11
.994
18FR
E1,
251,
254
90-5
AD
VEN
T TO
OLS 0,
0118
00,
140
0,02
70,
0018
3,96
01,
000
550
4,0
0,01
60,
002
4183
66,4
10,
08
0:08
:00
$ 11
.999
19A
LE3,
035
3,03
52
900
SEC
O0,
031
330
0,08
5N
A0,
0046
0,50
00,
085
415
3,8
0,03
40,
005
3181
122,
62,
31
0:00
:08
$ 19
6
20A
LE3,
035
3,03
52
900
SEC
O0,
031
330
0,08
5N
A0,
0046
0,50
00,
085
415
3,8
0,03
40,
005
3181
122,
62,
31
0:00
:08
$ 19
6
21A
LE3,
047
3,04
71
900
KEN
NA
MET
AL
0,03
150
00,
012
NA
0,00
700,
500
0,01
262
74,
40,
079
0,00
728
7611
1,3
0,7
10:
00:0
7$
171
22FR
E1
11
900
KEN
NA
MET
AL 0
,01
800
0,04
30,
043
0,00
4011
8,00
00,
043
3056
12,2
0,08
00,
004
3290
41,7
80,
01
0:09
:39
$ 14
.481
23TA
L0,
50,
51
900
KEN
NA
MET
AL 0,
001
500
1,00
00,
500
0,00
081,
000
1,00
038
203,
10,
032
0,00
148
401,
983
1,3
10:
00:2
0$
491
Ft=
393
24TA
L0,
50,
51
900
KEN
NA
MET
AL 0,
001
230
12,5
000,
500
0,01
0012
,500
12,5
0017
5717
,65,
000
0,01
026
4013
,52
4,2
10:
00:4
3$
1.06
7
Ft=
2683
25TA
L0,
718
0,71
81
90-5
ISC
AR
0,01
132
1,50
00,
719
0,00
705,
000
1,50
070
24,
90,
245
0,00
730
2022
,32
2,7
10:
01:0
1$
1.52
6
Ft=
3084
26TA
L0,
718
0,71
81
90-5
ISC
AR
0,01
132
1,50
00,
719
0,00
705,
000
1,50
070
24,
90,
245
0,00
730
2022
,32
2,7
10:
01:0
1$
1.52
6Ft
=30
8427
FRE
0,75
0,75
290
-5TM
X0,
0213
81,
500
0,07
50,
0025
3,50
01,
500
703
3,5
0,01
563
0,00
338
6611
,14
2,7
10:
01:0
0$
1.49
4
28FR
E0,
670,
672
90-5
AD
VEN
TOO
LS0,
008
210
0,10
00,
061
0,00
070,
153
1,00
011
971,
70,
0030
60,
001
5249
44,6
70,
010
0:00
:55
$ 1.
369
29FR
E
0:56
:31
CIC
LO
8H
H:M
M:S
S3
1:00
:00
$ 90
.000
24$
18.0
009
2:26
:46
$ 22
0.16
05
0:00
:00
$ 0
2:26
:46
$ 22
0.16
0$
238.
160
RO
SC
AD
O D
E 3/
8 N
PT
TALA
DR
AD
O C
ENTR
O, P
RO
F.0,
2"-
HTA
. LIN
EA D
E C
ON
TTR
OL
BR
OC
A C
AR
BU
RO
SO
LID
O
1/2
x 25
D
FRES
A P
EIN
ES K
ENN
AM
ETA
LR
OS
CA
DO
IN
TER
POLA
DO
3"
BPV
4T
PI, P
RO
F. 1
,84"
, HTA
.
TA
WN
0046
T IC
08
AP
KT
1035
PD
SR
MM
NC
M33
5FR
ESA
ES
CU
AD
RA
DO
DIA
M 3
/4
AT
M38
A 14
NP
T
BR
OC
A C
AR
BU
RO
SO
LID
O
1/2"
TALA
DR
AD
O, P
RO
F.11
"- H
TA. L
INEA
D
E C
ON
TTR
OL
TALA
DR
AD
O 2
3/32
PR
OF.
1"H
TA.
FRES
AD
O A
REA
DE
SEL
LO F
ITTI
NG
PR
OF.
1"H
TA.
MED
ICIO
NES
, PA
RA
DA
S,
VER
IFIC
AC
ION
ES
BR
OC
A IN
SER
TO 2
3/32
TALA
DR
AD
O 2
3/32
PR
OF.
1"H
TA.
FRES
A D
E PE
INES
RO
SC
AD
O 1
/2 x
14
NPT
PR
OF.
1" H
TA.
BR
OC
A IN
SER
TO 2
3/32
TA
WN
0046
T IC
08
FRES
A P
EIN
ES A
DV
ENT
TOO
LS
FRES
A P
EIN
ES A
DV
ENT
TOO
LS
RO
SC
AD
O IN
TER
POLA
DO
3 1
/2 E
U
8RD
, PR
OF.
2.5"
, HTA
.
CA
BE
ZA D
E A
CA
BA
DO
D
IA.2
,480
-3,2
28, ,
,L=6
,3"
TEC
HN
IKS
ALE
SA
DO
R S
ECO
ALE
SA
DO
DES
BA
STE
AR
EA D
E S
ELLO
RO
SC
A B
PV D
.3,0
35",
PR
OF.
0,38
"-H
TA.
CA
RA
180
°
ALE
SA
DO
R S
ECO
SC
GX
1204
08P2
T200
D
TCM
T 32
.51
LF K
CP2
5
SC
GX
1204
08P2
T200
D
FRES
AD
O 3
/4 T
APE
R, P
RO
F.2.
88,
HTA
.FR
ESA
HEM
EIN
D
SEH
T43A
FTN
X45
NC
M32
5
AB
RE
VIA
TU
TA
SH
TA.=
HE
RR
AM
IEN
TA;
TOR
.-ALE
=TO
RN
EA
DO
O A
LES
AD
O; F
RE
=FR
ES
AD
O;
TAL
=TA
LAD
RA
DO
; D=D
IAM
. DE
LA
HTA
. EN
PU
LGA
DA
S O
DIA
M. D
E T
OR
NE
AD
O;
Dc
=DIA
M.
RE
AL
DE
CO
RTE
EN
PU
LGA
DA
S (E
N T
OR
NO
D=D
c);
Z=N
ÚM
ER
O D
E D
IEN
TES
DE
LA
HTA
.; K
=ÁN
GU
LO D
E P
OS
ICIO
N E
N
GR
AD
OS
(EN
TA
LAD
RA
DO
K
= Á
NG
ULO
TO
TAL
DE
LA
PU
NTA
DE
LA
BR
OC
A D
IVID
IDO
EN
DO
S);
Yo=Á
NG
ULO
DE
INC
IDE
NC
IA D
E H
TA E
N G
RA
DO
S;
R=R
AD
IO D
E L
A H
TA. E
N P
ULG
AD
AS
; V
c=V
ELO
CID
AD
DE
CO
RTE
EN
SFM
- P
IES
PO
R M
INU
TO;
Ap
=PR
OF.
DE
PA
SA
DA
EN
PU
LGA
DA
S (E
N
TOR
NO
ES
PR
OF.
RA
DIA
L);
Ae
=AN
CH
O D
E C
OR
TE D
E L
A F
RE
SA
(PA
RA
EL
TALA
DA
RD
O D
=Dc=
Ae;
PA
RA
TO
RN
O A
e-N
O A
PLI
CA
(NA
));
Fz=A
VA
NC
E P
OR
DIE
NTE
EN
PU
LGA
DA
S/d
ient
e=F
EN
TO
RN
O P
ULG
./RE
V.;
LO
NG
= LO
NG
ITU
D E
N P
ULG
AD
AS
A F
RE
SA
R E
N U
NA
PA
SA
DA
EN
EL
PLA
NO
X-Y
(EN
TO
RN
O L
ON
G. D
E C
AD
A P
AS
AD
A, E
N T
ALA
DR
AD
O P
RO
F. D
EL
AG
UJE
RO
);
PR
OF
= P
RO
FU
ND
IDA
D D
E M
ATE
RIA
L A
FR
ES
AR
- P
AR
A T
OR
NO
PR
OF.
RA
DIA
L E
N P
ULG
AD
AS
- P
AR
A T
ALA
DR
AD
O E
S L
A
SU
MA
TO
TAL
DE
LA
PR
OFU
ND
IDA
DE
S D
E L
OS
AG
UJE
RO
S ;
RP
M=
RE
VO
LUC
ION
ES
PO
R M
INU
TO;
Vf=
AV
AN
CE
EN
PU
LGA
DA
S/M
IN.;
Ra
= R
UG
OS
IDA
D E
N M
ICR
OP
ULG
AD
AS
; H
m=
ES
PE
SO
R D
E V
IRU
TA E
N F
RE
SA
DO
=
H (
ES
PE
SO
R D
E V
IRU
TA E
N T
OR
NO
) =
Hd
(ES
PE
SO
R D
E V
IRU
TA E
N
TALA
DR
AD
O; K
c= F
UE
RZA
DE
CO
RTE
EN
NE
WTO
N;
Mc
= TO
RQ
UE
EN
Nm
; P
c=
PO
TEN
CIA
DE
CO
RTE
EN
HP
- CA
BA
LLO
S D
E F
UE
RZA
; #P
= N
UM
ER
O D
E P
AS
AD
AS
; H
H:M
M:S
S=
HO
RA
S :
MIN
UTO
S :
SE
GU
ND
OS
; Ft
= FU
ER
ZA A
XIA
L D
E T
ALA
DA
RD
O E
N N
EW
TON
CO
STO
CIC
LO +
CO
STO
ALI
STA
MIE
NTO
x P
IEZA
TIE
MP
O D
E M
EC
AN
IZA
DO
x P
IEZA
PIE
ZAS
A F
AB
RIC
AR
TIE
MP
OS
MU
ER
TOS
x P
IEZA
= (T
.RE
AL-
T.C
ICLO
)
CO
ST
OS
HO
RA
S x
TU
RN
OTU
RN
OS
x D
IATI
EM
PO
DE
ALI
STA
MIE
NTO
DE
MA
QU
INA
DA
TOS
DE
PR
OD
UC
CIO
NT
OT
AL
ES
TIE
MP
OS
Y C
OS
TO
S D
EL
PR
OC
ES
O A
CT
UA
L
HO
RA
S x
DIA
CO
STO
AD
ICIO
NA
L C
/PIE
ZA x
ALI
STA
MIE
NTO
PIE
ZAS
x T
UR
NO
TIE
MP
O C
ICLO
(HxD
IA/P
IEZA
SxT
UR
NO
)
DE
SC
RIP
CIO
N D
EL
PR
OC
ES
O Y
CO
ST
O P
RO
PU
ES
TO
(UN
IDA
DE
S E
N P
UL
GA
DA
S)
PA
SO
N
o.
TO
R.-
AL
E.,
FRE.
O
TA
L.?
PR
OC
ESO
- ES
TRA
TEG
IAH
ERR
AM
IEN
TAIN
SER
TOD
AT
OS
DE
CO
RT
E A
DIG
ITA
RD
AT
OS
DE
CO
RT
E C
AL
CU
LA
DO
STI
EMP
O
CIC
LO
ALE
SA
DO
DES
BA
STE
AR
EA D
E S
ELLO
RO
SC
A B
PV D
.3,0
35",
PR
OF.
0,38
"-H
TA.
CA
RA
0°
ALE
SA
DO
AC
AB
AD
O A
REA
DE
SEL
LO R
OS
CA
BPV
, DIA
=3,0
47"
PRO
F.0,
38",
HTA
.
RO
SC
AD
O IN
TER
POLA
DO
3 1
/2 E
U
8RD
, PR
OF.
2.5"
, HTA
.
RO
SC
AD
O I
NTE
RPO
LAD
O 3
1/8
x 1
2
NF,
PR
OF.
2",
HTA
.
ITR
-20-
8API
-26C
ITR
-20-
8API
-26C
ATM
-410
A12
PC
FRES
A P
EIN
ES A
DV
ENT
TOO
LS
CO
STO
PT
A.H
TA
. - R
EF.
REF
EREN
CIA
MA
RC
A
Tabla 12. Hojas de Control de la Gama de Fabricación Total del Modelo de Mecanizado Propuesto

BIBLIOGRAFÍA.
Bakerjian, R. (1992) .Desing for Manufacturability. Society of Manufacturing Engineers, Dearborn,
Castro, Guillermo.(2008). Mecanizado de Alta Velocidad. Mecánica F.i.u.b.a: Departamento de ingeniería. p. 4-7
Chen, M.C. Optimizing machining economics models of turning operations using the scatter search approach.Coronado M, J.J. (2005). Economía en el maquinado para la Industria Metalmecánica:Estudios Gerenciales Cali: Universidad Icesi. p 39-36.
Doyle, L. (1988). Materiales y procesos de manufactura para ingenieros. Prentice Hall, p. 547-550.
Gilbert, W. (1950). Economics of Machining.Machining-Theory and Practice, American Society for Metals, Metals Park, Ohio, , pp. 465-485.
Groover, M.P. (1997). Fundamentos de manufactura moderna. Prentice Hall, p. 641-645.
Kalpajian, S. & Schmid S. R. (2008). Manufactura Ingeniería y Tecnología (5° Ed). México: Prentice Hall. P. 626-627.
Krar, S. F. & Check, A.F. (2002). Tecnología de las Maquinas Herramienta (5°Ed). México: Alfaomega. p. 213-260.
Niemi, E. Machining Cost Optimization Involving Shift and Overtime Work. Journal of Manufacturing
Patrick, De Vos. (2008). A Step Ahead: With Seco you always Know How. “The New Edge”, Seco Tools, Suecia: Greenwood Communications AB, p. 34-35.
Patrick, De Vos. (2008). Aumentar la Productividad de Verdad “The New Edge”, Seco Tools, Suecia: Greenwood Communications AB, p. 34-35.
Patrick, De Vos. (2008). Mecanizado Predecible y sin Problemas. “The New Edge”, Seco Tools, Suecia: Greenwood Communications AB, p. 34-35.
Schey , J.A. (2002). Procesos de Manufactura. México: Prentice Hall
58