
TALLER DE PROCESOS
38
TALLER DE PROCESOS I " Es la ciencia que estudia los procesos de conformado y fabricación de componentes mecánicos con la adecuada precisión dimensional, así como de la maquinaria, herramientas y demás equipos necesarios para llevar a cabo la realización física de tales procesos, su automatización, planificación y verificación.“ … es una función que lleva acabo el personal técnico, y está relacionado con la planeación de los procesos de manufactura para la producción económica de productos de alta calidad. Su función principal es preparar la transición del producto desde las especificaciones de diseño hasta la manufactura de un producto físico. Su propósito general es optimizar la manufactura dentro de la empresa determinada. el ámbito de la ingeniería de manufactura incluye muchas actividades y responsabilidades que dependen del tipo de operaciones de producción que realiza la organización particular. Entre las actividades usuales están las siguientes: INGENIERÍA DE MANUFACTURA
-
Upload
rflejo-rflejo -
Category
Documents
-
view
230 -
download
0
description
Documento que estudia los procesos de conformado y fabricación de componentes mecánicos con la adecuada precisión dimensional, así como de la maquinaria, herramientas y demás equipos necesarios para llevar a cabo la realización física de tales procesos, su automatización, planificación y verificación
Transcript of TALLER DE PROCESOS

TALLER DE PROCESOS I
" Es la ciencia que estudia los procesos de conformado y fabricación de componentes mecánicos con la adecuada precisión dimensional, así como de la maquinaria, herramientas y demás equipos necesarios para llevar a cabo la realización física de tales procesos, su automatización, planificación y verificación.“ … es una función que lleva acabo el personal técnico, y está relacionado con la planeación de los procesos de manufactura para la producción económica de productos de alta calidad. Su función principal es preparar la transición del producto desde las especificaciones de diseño hasta la manufactura de un producto físico. Su propósito general es optimizar la manufactura dentro de la empresa determinada. el ámbito de la ingeniería de manufactura incluye muchas actividades y responsabilidades que dependen del tipo de operaciones de producción que realiza la organización particular. Entre las actividades usuales están las siguientes:
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA

TALLER DE PROCESOS I
Entre las actividades usuales están las siguientes: 1) Planeación de los procesos
2) Solución de problemas y mejoramiento continuo.
3) Diseño para capacidad de manufactura.
La planeación de procesos implica determinar los procesos de manufactura más adecuados y el orden en el cual deben realizarse para producir una parte o producto determinado, que se especifican en la ingeniería de diseño. El plan de procesos debe desarrollarse dentro de las limitaciones impuestas por el equipo de procesamiento disponible y la capacidad productiva de la fabrica.
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA

TALLER DE PROCESOS I
En la ingeniería de manufactura están involucrados los proceso de fabricación desde la planificación hasta el empaque de productos terminados. Utilizan herramientas tales como robots, controladores programables y numéricos, y sistemas de visión para perfeccionar las instalaciones de ensamble, empaque y despacho. Examinan el flujo y proceso de manufactura, en busca de formas de agilizar la producción, mejorar las entregas y reducir los costos. Un ingeniero de manufactura suele trabajar con un prototipo, comúnmente creado electrónicamente con computadoras, para planificar el proceso de fabricación final. En mercados globalizados, la labor de un ingeniero de manufactura consiste en descubrir métodos y sistemas para producir un producto de forma más eficiente y económica a fin de ofrecer una ventaja competitiva para el producto final.
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA

TALLER DE PROCESOS I
El campo de la producción comenzó a estudiarse desde las aportaciones de Adam Smith al escribir en 1776 La riqueza de las naciones, obra en la que se destacaba la importancia de la división del trabajo como factor que permite el incremento de la productividad. Posteriormente, en 1832, la obra de Babbage On the economy of machinery and manufactures extendió estas ideas y demostró el valor y la importancia de los esquemas de especialización de la mano de obra con el propósito de mejorar la productividad.
Las aportaciones de Henry Ford introducen en 1913 la idea de la producción en masa y series amplias, bajo el esquema de «cadenas de montaje» en las que resulta fundamental la estandarización de componentes, rutinas y partes a ensamblar, elementos que favorecieron el enfoque de las economías de escala, es decir, la reducción de los costes medios a largo plazo debidos a los efectos del tamaño de la planta. Durante esa misma etapa, Taylor y los Gilbreth profundizaron en el denominado «estudio científico del trabajo» como mecanismo para racionalizar las tareas productivas, buscando que los procesos productivos y administrativos sean lo más eficientes posibles.
CO
NC
EP
TO
Y E
ST
RU
CT
UR
A D
EL
SIS
TE
MA
DE
PR
OD
UC
CIÓ
N.
TALLER DE PROCESOS I
El término producción u operaciones ostenta un doble significado, uno tradicional (técnico) y otro actual (económico). Dentro del primer enfoque, se comprende como un proceso físico, transformador de factores o recursos económicos en determinados productos, función que ha caracterizado la actividad económica de las compañías industriales. Por su parte, el segundo enfoque se ciñe al proceso económico que transforma factores en bienes o servicios satisfaciendo así las necesidades y requerimientos del consumidor o potencial cliente. De esta forma, este argumento se concentra en el proceso de creación de valor o en los esquemas de incremento de la utilidad percibida, basándose en las características de la oferta.
Un concepto amplio de producción o de operaciones podría ser el siguiente:
Conjunto de procesos, procedimientos, métodos o técnicas que permiten la obtención de bienes y servicios, gracias a la aplicación sistemática de unas decisiones que tienen como función incrementar el valor de dichos productos para poder satisfacer unas necesidades.
CO
NC
EP
TO
Y E
ST
RU
CT
UR
A D
EL
SIS
TE
MA
DE
PR
OD
UC
CIÓ
N.
TALLER DE PROCESOS I
Dentro de este marco conceptual se pueden considerar tres ideas, la primera relativa a la función de producción, la segunda a la tarea de transformación y la última al sistema de decisiones que componen hoy en día la dirección de operaciones.
Dada la comprensión del término «función», es decir, el conjunto de actividades que permite la producción de bienes y servicios, además del relativo a la «cadena de valor» (análisis de actividades y argumento del margen), la dirección de operaciones se asocia al «análisis del valor» o «ingeniería del valor».
Es más, la producción se asocia a un sistema físico o proceso input-output. Los inputs son el conjunto de factores que la empresa tiene que comprar y contratar (materias primas, equipamientos, componentes, energía, mano de obra, recursos financieros……), algunos de ellos requieren de almacenamiento, mantenimiento o preparación previa antes de su utilización, tareas configuradas en la denominada logística interna.
El ámbito de transformación del valor representa la función técnica de producción o conversión del conjunto de factores, fijos y variables, teniendo en cuenta el volumen de actividad, dentro de un conjunto de productos a través de una tecnología concreta.
CO
NC
EP
TO
Y E
ST
RU
CT
UR
A D
EL
SIS
TE
MA
DE
PR
OD
UC
CIÓ
N.

TALLER DE PROCESOS I
La salida del proceso se concreta en el conjunto de bienes y servicios que se obtienen, siendo estos almacenados, mantenidos y distribuidos de una manera óptima, teniendo así el marketing una base de comercialización. Este enlace entre la producción y la comercialización se conoce como logística externa, presentando un cierto solapamiento entre ambas funciones del sistema técnico.
Finalmente, es relevante hacer referencia al papel de la información en el sistema de producción, flujo que provee oportunidades para el incremento de valor del producto, enriqueciendo el tratamiento de su calidad y la del proceso, planteamiento que encuadra el argumento de los llamados sistemas flexibles que más adelante serán tratados.
CO
NC
EP
TO
Y E
ST
RU
CT
UR
A D
EL
SIS
TE
MA
DE
PR
OD
UC
CIÓ
N.

TALLER DE PROCESOS I
En tercer lugar se hace referencia a las decisiones características de la dirección de operaciones, a saber:
Proceso. Decisiones que implican la elección del tipo de proceso físico, clase de tecnología y de equipos, flujos del proceso, localización y distribución en planta. Aspectos que suelen definir decisiones a largo plazo. Capacidad. Decisiones para la determinación del volumen de producción a conseguir en el momento y lugar adecuados. Esta capacidad viene dada por el tamaño de la planta o de las instalaciones físicas, son decisiones a largo plazo, aunque también se pueden adaptar otras a corto plazo, como es el caso de aumentar dicha capacidad con subcontratación o turnos adicionales. Inventarios. Decisiones sobre los inventarios o stocks intermedios, de seguridad para la logística interna y externa, de forma que se conozca qué se debe pedir, cuánto y cuándo solicitarlo. Fuerza de trabajo. Decisiones sobre la cantidad y la calidad (actitudes, aptitudes y habilidades) de las personas que se implican en las diferentes tareas del sistema. Calidad. Decisiones que implican poner en marcha las correspondientes acciones para mantener y mejorar, si es posible, los estándares de calidad del producto en todas las etapas de sus operaciones de transformación. C
ON
CE
PT
O Y
ES
TR
UC
TU
RA
DE
L S
IST
EM
A D
E
PR
OD
UC
CIÓ
N.
TALLER DE PROCESOS I
Estos ámbitos de decisión se vinculan a las necesidades que surgen sobre el enfoque de calidad para la mejora constante de los bienes y servicios, desarrollando el denominado «análisis de valor» o «ingeniería del valor». Este esquema de análisis pretende eliminar las tareas, elementos o cuestiones, que originando costes no contribuyan a la aportación de valor al producto o a la organización. De esta forma, el propósito básico se cierne alrededor de la optimización, de la búsqueda del máximo rendimiento y de la máxima satisfacción del cliente al menor coste posible.
El valor del producto se puede mejorar incrementando su utilidad sin variación del coste o, incluso, manteniendo dicha utilidad a un menor coste. Así, dentro de este planteamiento se encuentran tres conceptos fundamentales: objetivo del producto, función básica del producto y funciones secundarias. Por ejemplo, el tapón de la gasolina ostenta un objetivo de estanqueidad del depósito, su función se centra en permitir el abastecimiento, aunque de forma secundaria evite la suciedad, prevenga incidentes, robos, etc. En el global de estas funciones se encuentra la mejora del valor.
CO
NC
EP
TO
Y E
ST
RU
CT
UR
A D
EL
SIS
TE
MA
DE
PR
OD
UC
CIÓ
N.

TALLER DE PROCESOS I
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA
1.1 CONSIDERACIONES EN PLANIFICACIÓN

TALLER DE PROCESOS I
Sistema: Se deriva del griego systema, que quiere decir “unión de cosas en una manera organizada”. Módulo ordenado de elementos que se encuentran interrelacionados y que interactúan entre sí.
Es un conjunto de objetos y/o seres relacionados de antemano para procesar insumos y convertirlos en un producto definido y que puede o no tener un dispositivo de control que permita mantener su funcionamiento dentro de los parámetros preestablecidos.
1.2 SISTEMA INSUMO PRODUCTO
CO
NC
EP
TO

TALLER DE PROCESOS I
SISTEMAS DE PRODUCCIÓN: Conjunto de objetos y/o seres vivientes que se relacionan entre sí para procesar insumos y convertirlos en el producto definido por el objetivo del sistema.
ÉSTOS SISTEMAS PUEDEN SER:
ABIERTOS O CERRADOS.
FÍSICOS Y ABSTRACTOS.
LOS NATURALES Y ELABORADOS.
LOS DE HOMBRES Y MÁQUINAS.
SISTEMAS DE PRODUCCIÓN.
CL
AS
IFIC
AC
IÓN
DE
LO
S S
IST
EM
AS

TALLER DE PROCESOS I
CL
AS
IFIC
AC
IÓN
DE
LO
S S
IST
EM
AS
1.3 SISTEMA ABIERTO
La empresa es susceptible de ser considerada en términos sistémicos como un modelo en intercambio con su entorno. Un sistema abierto en equilibrio dinámico, con capacidad para transformar la energía que le llega.
La supervivencia del sistema, en efecto, no sería posible sin un proceso continuo de flujo de entrada, transformación y salida.

TALLER DE PROCESOS I
CL
AS
IFIC
AC
IÓN
DE
LO
S S
IST
EM
AS
Suelen distinguirse varios elementos comunes a todo sistema, que también podemos encontrar en una organización empresarial:
1.-Entrada (input): es la fuerza de arranque del sistema, suministra material o energía desde el exterior. En una empresa, dependiendo del punto de vista que se quiera adoptar, cabría considerar inputs tanto a las materias primas como al capital.
2.- Salida (output): es el resultado del proceso, la finalidad para la cual se reunieron los elementos y se establecieron relaciones en el sistema. Los outputs de los subsistemas son intermedios y deben ser coherentes con los del sistema en su totalidad, que son finales..

TALLER DE PROCESOS I
CL
AS
IFIC
AC
IÓN
DE
LO
S S
IST
EM
AS
3.- Proceso (throughput): es la secuencia que convierte las entradas en salidas. Se define por los elementos empeñados en el cambio y las relaciones entre ellos, caracterizando así la acción del sistema. En la empresa comprenden todos los medios utilizados y sus actividades combinadas -lo que comúnmente llamamos trabajo-, en orden a la transformación de los recursos.
4.- Retroalimentación (feedback): es una función de subsistema que consiste en comparar la salida (output) con un criterio o patrón previamente fijado. Como ya se ha dicho, su objetivo es el control, para que el sistema funcione según lo previsto y se mantenga fiel a sus objetivos. En una organización empresarial, la retroalimentación además orienta la adaptación al cambio y las relaciones con el entorno social.

TALLER DE PROCESOS I
En el sistema biológico y en el social se puede hablar de un proceso continuo de reciclaje. El sistema debe recibir una entrada suficiente de recursos para mantener sus operaciones y también para exportar al entorno los productos en cantidad suficiente como para continuar el ciclo.
Las empresas de negocios reciben muchas aportaciones de la sociedad, en forma de entradas, materiales, dinero, e información. Las personas se incorporan al proceso de transformación del material, empleando sus habilidades en una eficaz utilización de esos recursos provenientes del exterior.
CL
AS
IFIC
AC
IÓN
DE
LO
S S
IST
EM
AS

TALLER DE PROCESOS I
CL
AS
IFIC
AC
IÓN
DE
LO
S S
IST
EM
AS
Aunque contemplamos la empresa bajo la perspectiva de sistema abierto, debe reconocerse que el concepto de abierto o cerrado es cuestión de grado. Todos los sistemas son “cerrados” en cierta medida frente a las fuerzas externas. Los límites del sistema evitan que algunos factores del ambiente le afecten negativamente: se seleccionan las entradas, porque de otra forma el sistema perdería su identidad e incluso desaparecería.
1.4 SISTEMA ABIERTO

TALLER DE PROCESOS I
CL
AS
IFIC
AC
IÓN
DE
LO
S S
IST
EM
AS
SISTEMA CERRADO
Un sistema es un módulo de elementos que se hallan interrelacionados y que mantienen interacciones entre sí. Cerrado, por su parte, es un adjetivo que puede emplearse con referencia a lo hermético o estricto.
La idea de sistema cerrado se emplea sobre todo en la física y en la química para nombrar al conjunto de elementos que se encuentra ”aislado” del entorno y que no desarrolla interacciones con los agentes que están ubicados fuera de él. El sistema cerrado, de este modo, no tiene conexiones con lo externo. Los valores de sus variables dependen únicamente de los factores que contiene el propio sistema ya que no mantiene relaciones ni está influenciado por el afuera.
TALLER DE PROCESOS I
CL
AS
IFIC
AC
IÓN
DE
LO
S S
IST
EM
AS
Hay que tener en cuenta que el sistema cerrado no intercambia materia ni energía con el entorno, a diferencia del sistema abierto que sí realiza estos intercambios. En el campo de la termodinámica, de todas formas, suele realizarse una distinción entre sistema cerrado (que no intercambia materia aunque sí energía) y sistema aislado (sin intercambios de ningún tipo).
1.4 SISTEMA CERRADO

TALLER DE PROCESOS I
CL
AS
IFIC
AC
IÓN
DE
LO
S S
IST
EM
AS
Es importante destacar que los sistemas cerrados pueden estar separados del ambiente de manera física (real) o simbólica (teórica). Cuando el sistema cerrado es una construcción teórica, suele servir para el desarrollo de estudios, investigaciones y teorías.
Un ejemplo de sistema cerrado sería un hipotético pueblo aislado del resto del mundo. La población no sale de sus límites, mientras que tampoco ingresa otra gente. En el interior de dicho pueblo se producen los alimentos, se obtiene energía y se satisfacen todas las necesidades sin vínculos con otras localidades. Este pueblo, en definitiva, constituye un sistema cerrado.
TALLER DE PROCESOS I
● FÍSICOS Y ABSTRACTOS.
-Sistemas físicos o concretos, cuando están compuestos por equipos, por maquinaria y por objetos y cosas reales. Pueden ser descritos en términos cuantitativos de desempeño.
-Sistemas abstractos, cuando están compuestos por conceptos, planes, hipótesis e ideas. Aquí, los símbolos representan atributos y objetos, que muchas veces sólo existen en el pensamiento de las personas.
● LOS NATURALES Y ELABORADOS.
-Los primeros son los generados por la naturaleza.
- Elaborados, aquellos generados por el hombre.
CL
AS
IFIC
AC
IÓN
DE
LO
S S
IST
EM
AS

TALLER DE PROCESOS I
● TÉCNICOS Y CIVILES O SOCIALES
- Técnicos, son los que emplean la tecnología para alcanzar las metas.
- Civiles o Sociales, tiene n como finalidad la satisfacción de un objetivo social.
● SISTEMAS DE PROCESO.
-Es aquel que por medio de un proceso común se elaboran todos los productos.
• POR ORDENES.
-- Es aquel en donde cada lote de productos diferentes sigue un proceso especial.
CL
AS
IFIC
AC
IÓN
DE
LO
S S
IST
EM
AS

TALLER DE PROCESOS I
Sistema es un todo organizado y complejo; es un conjunto de objetos unidos por alguna forma de interacción o interdependencia.
PROPOSITO U OBJETO: Todo sistema tiene uno o algunos propósitos. Los elementos (u objetos), como también las relaciones, definen una distribución que trata siempre de alcanzar un objetivo.
-GLOBALISMO O TOTALIDAD: Un cambio en una de las unidades del sistema, con probabilidad producirá cambios en las otras. El efecto total se presenta como un ajuste a todo el sistema. Hay una relación de causa / efecto.
- ENTROPIA: Es la tendencia de los sistemas a desgastarse, a desintegrarse, para el relajamiento de los estándares y un aumento de la aleatoriedad. La entropía aumenta con el correr del tiempo. Si aumenta la información, disminuye la entropía, pues la información es la base de la configuración y del orden. De aquí nace la negentropía, o sea, la información como medio o instrumento de ordenación del sistema. C
AR
AC
TE
RÍS
TIC
A D
E L
OS
SIS
TE
MA
S

TALLER DE PROCESOS I
- HOMEOSTACIA: Es el equilibrio dinámico entre las partes del sistema. Los sistemas tienen una tendencia a adaptarse con el fin de alcanzar un equilibrio interno frente a los cambios externos del entorno. Una organización podrá ser entendida como un sistema o subsistema o un supersistema, dependiendo del enfoque. Conclusión Hoy en día los Sistemas han surgido de mucho en la sociedad, ya que a través de las computadoras podemos obtener información y comunicarnos por medio de programas que este nos ofrece de manera mas sencilla y con mucha mas facilidad!!
CA
RA
CT
ER
ÍST
ICA
DE
LO
S S
IST
EM
AS

TALLER DE PROCESOS I
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA
INGENIERIA DE MANUFACTURA. " Es la ciencia que estudia los procesos de conformado y fabricación de componentes mecánicos con la adecuada precisión dimensional, así como de la maquinaria, herramientas y demás equipos necesarios para llevar a cabo la realización física de tales procesos, su automatización, planificación y verificación."
TALLER DE PROCESOS I
La Ingeniería de Manufactura es una función que lleva acabo el personal técnico, y está relacionado con la planeación de los procesos de manufactura para la producción económica de productos de alta calidad. Su función principal es preparar la transición del producto desde las especificaciones de diseño hasta la manufactura de un producto físico. Su propósito general es optimizar la manufactura dentro de la empresa determinada. el ámbito de la ingeniería de manufactura incluye muchas actividades y responsabilidades que dependen del tipo de operaciones de producción que realiza la organización particular. Entre las actividades usuales están las siguientes:
1) Planeación de los procesos
2) Solución de problemas y mejoramiento continuo.
3) Diseño para capacidad de manufactura.
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA

TALLER DE PROCESOS I
La planeación de procesos implica determinar los procesos de manufactura más adecuados y el orden en el cual deben realizarse para producir una parte o producto determinado, que se especifican en la ingeniería de diseño. El plan de procesos debe desarrollarse dentro de las limitaciones impuestas por el equipo de procesamiento disponible y la capacidad productiva de la fabrica. Tradicionalmente, la planeación de procesos la llevan a cabo ingenieros en manufactura que conocen los procesos particulares que se usan en la fábrica y son capaces de leer dibujos de ingeniería con base en su conocimiento, capacidad y experiencia . Desarrollan los pasos de procesamiento que se requieren en la secuencia más lógica para hacer cada parte.
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA
TALLER DE PROCESOS I
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA
A continuación se mencionan algunos detalles y decisiones requeridas en la planeación de procesos; Procesos y secuencias. Selección del equipo Herramientas, matrices, moldes, soporte y medidores. Herramientas de corte y condiciones de corte para las operaciones de maquinado. Métodos. Estándares de trabajo Estimación de los costos de producción. Estimación de materiales Distribución de planta y diseño de instalaciones.
TALLER DE PROCESOS I
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA
PLANEACION DE PROCESOS PARA PARTES. Los procesos necesarios para manufactura una parte especifica se determinan en gran parte por el material con que se fabrica la parte. El diseñador del producto selecciona el material con base en los requerimientos funcionales. Una vez seleccionado el material , la elección de los procesos posibles se delimita considerablemente. En este análisis de los materiales para ingeniería proporcionamos guías para el procesamiento de cuatro grupos de materiales. Metales Cerámicos Polímeros y Materiales compuestos.

TALLER DE PROCESOS I
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA
Una típica secuencia de procesamiento para fabricar una parte separada consiste en: 1.- materia prima inicial. 2.- procesos básicos 3.- procesos secundarios 4.- procesos para el mejoramiento de las propiedades 5.- operaciones de acabado.

TALLER DE PROCESOS I
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA
UN PROCESO BÁSICO: establece la geometría inicial de la parte. entre ellos están el colocado de metales, el forjado y el laminado de chapas metálicas. En la mayoría de los casos, la geometría inicial debe refinarse mediante una serie de Procesos SECUNDARIOS: estas operaciones transforman la forma básica en la geometría final. hay una correlación entre los procesos secundarios que pueden usarse y el proceso básico que proporciona la forma inicial. La selección de ciertos procesos básicos reduce la necesidad de procesos secundarios gracias a que con el modelo se obtienen características geométricas detallada de dimensiones precisas.

TALLER DE PROCESOS I
MEJORAMIENTO DE PROPIEDADES: Después de operaciones de formado , por lo general se hacen operaciones para mejorar las propiedades incluyen el tratamiento térmico en componentes metálicos y cristalería. En muchos casos, las partes no requieren estos pasos de mejoramiento de propiedades en su secuencia de procesamiento. LAS OPERACIONES DE ACABADO Son las ultimas de la secuencia; por lo general proporciona un recubrimiento en la superficie de la parte de trabajo(o ensamble) Entre estos procesos están la electrodeposición y la pintura.
ING
EN
IER
ÍA D
E M
AN
UF
AC
TU
RA

TALLER DE PROCESOS I
PR
OC
ES
OS
DE
MA
NU
FA
CT
UR
A C
ON
VE
NC
ION
AL
ES
Procesos de conformación sin eliminación de material Por fundición Por deformación Procesos de conformación con eliminación de material Por arranque de material en forma de viruta Por abrasión Por otros procedimientos Procesos de conformado de polímeros y derivados Plásticos Materiales compuestos Procesos de conformación por unión de partes Por sinterización Por soldadura Procesos de medición y verificación dimensional Tolerancias y ajustes Medición dimensional Automatización de los procesos de fabricación y verificación Control numérico Robots industriales Sistemas de fabricación flexible
TALLER DE PROCESOS I
Las propiedades de manufactura y tecnológicas son aquellas que definen el comportamiento de un material frente a diversos métodos de trabajo y a determinadas aplicaciones. Existen varias propiedades que entran en esta categoría, destacándose la templabilidad, la soldabilidad y la dureza entre otras. Procesos que cambian la forma de del material: Metalurgia extractiva, Fundición, Formado en frío y caliente, Metalurgia de polvos, Moldeo de plástico
Procesos que provocan desprendimiento de viruta por medio de máquinas : Métodos de maquinado convencional, Métodos de maquinado especial
Procesos que cambian las superficies: Con desprendimiento de viruta, Por pulido, Por recubrimiento.
Procesos para el ensamblado de materiales: Procesos para el ensamblado de materiales
Procesos para cambiar las propiedades físicas: Temple de piezas, Temple superficial P
RO
CE
SO
S D
E M
AN
UF
AC
TU
RA
CO
NV
EN
CIO
NA
LE
S

TALLER DE PROCESOS I
CIC
LO
PH
VA
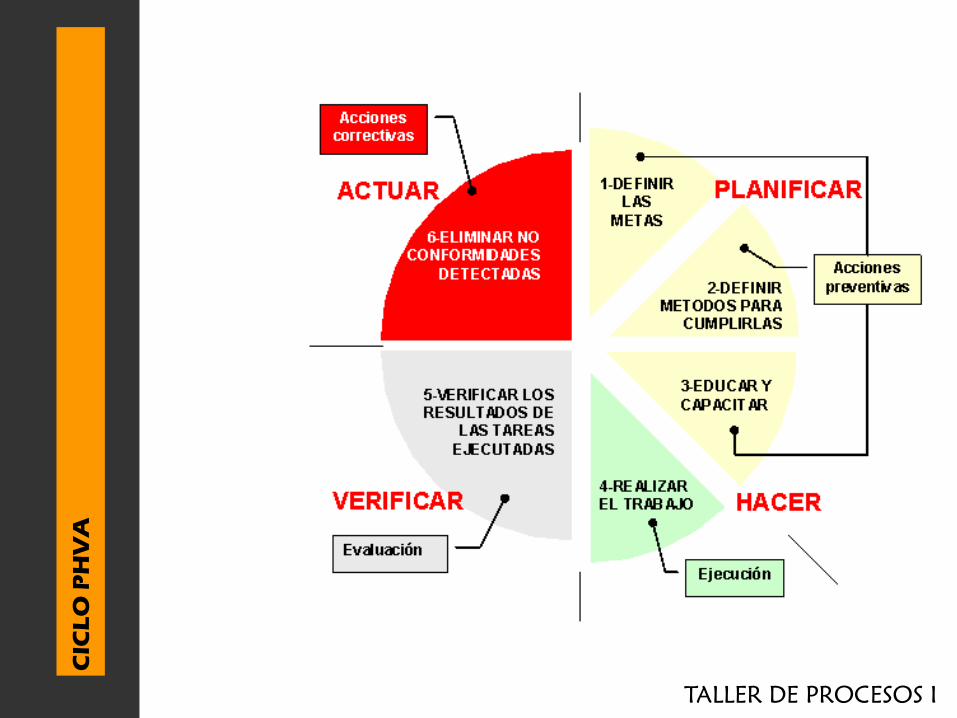
PLANEAR- HACER – VERIFICAR - ACTUAR
La utilización continua del PHVA nos brinda una solución que realmente nos permite mantener la competitividad de nuestros productos y servicios, mejorar la calidad, reduce los costos, mejora la productividad, reduce los precios, aumenta la participación de mercado, supervivencia de la empresa, provee nuevos puestos de trabajo, aumenta la rentabilidad de la empresa.
TALLER DE PROCESOS I
CIC
LO
PH
VA

TALLER DE PROCESOS I
CIC
LO
PH
VA
PLANEAR- HACER – VERIFICAR - ACTUAR
PLANEAR Es establecer los objetivos y procesos necesarios para conseguir resultados de acuerdo con los requisitos del cliente y las políticas de la organización. 1. Identificar servicios 2. Identificar clientes 3. Identificar requerimientos de los clientes 4. Trasladar los requerimientos del cliente a especificaciones 5. Identificar los pasos claves del proceso (diagrama de flujo) 6. Identificar y seleccionar los parámetros de medición 7. Determinar la capacidad del proceso 8. Identificar con quien compararse (benchmarks) (5.1 de ISO 9004)
TALLER DE PROCESOS I
CIC
LO
PH
VA
PLANEAR- HACER – VERIFICAR - ACTUAR
HACER Implementación de los procesos. Identificar oportunidades de mejora Desarrollo del plan piloto Implementar las mejoras VERIFICAR Realizar el seguimiento y medir los procesos y los productos contra las políticas, los objetivos y los requisitos del producto e informar sobre los resultados. Evaluar la efectividad ACTUAR Tomar acciones para mejorar continuamente el desarrollo de los procesos. Institucionalizar la mejora y-o volver al paso de Hacer


















