Soplado- Blowmolding - Unmp unlz-t final-postgrado polimeros
18
Curso Polymeros Miguel A. Canosa Diaz 12/08/2012 Profesores: Liliana Manfredi y Pablo Stefani INDICE 1 . Introducción 2. Descripción general 3. Variantes más comunes del proceso BM 3.1 Extrusión soplado 3.2 Inyección Soplado 3.1-a. Sistema BM de extrusión contínua Componentes del sistema Barrel ó Cilindro Tornillo extrusor Criba ó Disco Rompe Flujo Filtros ó Mallas Cabezal Sistema Programador Equipos Para Extrusión Soplado 3.1-b Sistema Alternativo ó de Tornillo Reciprocante 3.2 Inyección Soplado 3.2-a. ISBM – (Injection Stretch Blow Molding) - UNA ETAPA 3.2-b. SBM – ( Stretch Blow Molding) - DOS ETAPAS
-
Upload
miguelcanosa -
Category
Engineering
-
view
293 -
download
3
Transcript of Soplado- Blowmolding - Unmp unlz-t final-postgrado polimeros
Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
INDICE
1 . Introducción
2. Descripción general
3. Variantes más comunes del proceso BM
3.1 Extrusión soplado
3.2 Inyección Soplado
3.1-a. Sistema BM de extrusión contínua
Componentes del sistema
Barrel ó Cilindro
Tornillo extrusor
Criba ó Disco Rompe Flujo
Filtros ó Mallas
Cabezal
Sistema Programador
Equipos Para Extrusión Soplado
3.1-b Sistema Alternativo ó de Tornillo Reciprocante
3.2 Inyección Soplado
3.2-a. ISBM – (Injection Stretch Blow Molding) - UNA ETAPA
3.2-b. SBM – ( Stretch Blow Molding) - DOS ETAPAS

Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
PROCESO BLOWMOLDING
1. Introducción
Dentro del vasto escenario de procesos de transformación de plásticos, se encuentra el proceso de
Soplado (Blow Molding Process). Un proceso ampliamente difundido fundamentalmente para la
fabricación de cuerpos huecos de variado volumen y forma. Si bien es asociado primariamente a la
fabricación de envases para el consumo masivo (Leche, gaseosas, jugos, aceites, etc.), es utilizado
para piezas más complejas en forma, como tanques de combustibles, toberas, mangueras y
variadas piezas utilizadas en la industria automotriz.
Este proceso tiene la versatilidad de poder diseñar el equipo de soplado conforme a la necesidad,
desde pequeños artículos como ampollas para la industria farmacéutica, equipos para soplado de
tanques de 200k para la industria química, ó máquinas rotativas de alta productividad.
La importancia del equipo en la calidad final del producto es resultado de la armonía técnica entre
sus componentes y la calidad del moldeo.
Pueden ser procesados distintos tipos de materiales, simples ó complejos (Monolayer ó
multilayer), en equipos con la capacidad de co-extruir más de una capa y con materiales de
distinta naturaleza, combinando así olefinas con Polyamidas, ó bien la utilización de copolimeros
como el EVA, EVOH, etc.
Trataremos en este trabajo, de cubrir los temas que consideramos más importantes para tener
una visión más cercana sobre el proceso y sus alcances.
2. Descripción general y básica del proceso.
Como mencionáramos previamente, es un proceso utilizado para la fabricación de cuerpos huecos
a partir de materiales plásticos.
En una primera etapa el material plástico es introducido en un sistema de plastificación y
transporte, donde es calentado llevándolo a estado fundido y desplazado hacia un dispositivo
denominado “cabezal”, que permitirá la formación de un tubo hueco llamado generalmente
parison ó preforma.
El molde dividido en dos mitades, toma este parison, y la forma del cuerpo hueco será dada por el
insuflado de aire a presión desde la parte interna del parison, forzando así que el tubo caliente se
infle y permita que el material alcance las paredes del molde (Cavidad) dando forma al artículo.
Una vez soplado el artículo permanece dentro del molde el tiempo suficiente para ser enfriado.
Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
El detalle de la forma es controlada con relativa precisión en su parte externa, y el espesor de
pared del tubo/parison, asociado al nivel de estiramiento durante el soplado, determina la forma
interna.
Ver video de la firma alemana BEKUM adjunto a continuación.
BEKUM-COEX2L.mp4
Aquí puede verse claramente cómo trabaja el sistema de manera íntegra, particularmente se
puede apreciar que el articulo/s son soplados Bottom to Bottom, duplicando la productividad por
molde. Otro detalle es que el molde está diseñado para cabeza perdida. Puede verse el sistema de
corte de los parisons, el sistema de decolado inferior/superior y el proceso de corte de la cabeza
perdida.
3. Variantes más comunes del proceso BM
Encontramos básicamente dos claras divisiones y sus variantes en el proceso original de BM,
comercialmente utilizadas en la fabricación de envases para consumo masivo:
1- Extrusión soplado
a. Continuo (EBM-SHUTTLE-WHEEL)
b. Intermitente (Reciprocant Screw)
2- Inyección Soplado
a. Una etapa (ISBM)
b. Dos Etapas (SBM)
3.1-a. Sistema BM de extrusión continua
Detalle particular del sistema de Extrusión soplado siendo este la parte fundamental del
sistema, de este depende la calidad del producto tanto en aspectos técnicos como estéticos.
Componentes del sistema
BARREL Ó CILINDRO : Es una cámara cilíndrica donde se alojará el tornillo, de espesor
suficiente para resistir las presiones generadas por el sistema al extruir el material (más de 50
atm). Fabricados de tubo de acero con recubrimiento interno, generalmente poseen
tratamiento posterior de cromado y nitrurado y en algunos casos recubrimientos cerámicos
para evitar desgastes prematuros ó corrosión.

Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
Para extrusión de plásticos se utilizan generalmente cilindros de dos tipos: Lisos ó Ranurados.
Los del tipo liso son los más difundidos y como su nombre lo indica, interiormente su pared es
lisa. En cambio el ranurado presenta ranuras en la zona de alimentación de material, siendo
más eficaz el transporte del mismo, pero allí es creada un área crítica de calentamiento
adiabático, siendo obligatorio el enfriamiento forzado de la región. Es aconsejable que el
equipo posea este sistema de enfriamiento con agua, más allá del tipo de cilindro, para evitar
que se produzca una pre-plastificación próxima a la zona de carga del material, lo que
impediría ó dificultaría el avance hacia el cabezal.
SISTEMA DE CALENTAMIENTO DEL CILINDRO
Este cilindro puede ser calefaccionado de dos posibles maneras:
• Calentamiento Externo al cilindro
• Calor generado por la fricción entre las moléculas de la resina y de la resina con las
partes metálicas del cilindro y tornillo.(Adiabática)
Es preferible el sistema de resistencias eléctricas, es más rápido y de fácil control, de bajo nivel
de mantenimiento y económico. Se utilizan resistencias eléctricas del tipo “Zuncho”, las cuales
permiten controlar y regular la temperatura de las diferentes zonas de calentamiento. En la
pared del cilindro son insertados termo-sensores para el monitoreo de la temperatura.
Para el segundo caso, el calor generado por la fricción es apreciable, y en muchos casos el
calor generado es superior al necesario, debido a esto, es considerado más importante el
sistema de enfriamiento, pues un exceso de temperatura puede degradar la resina.
SISTEMA DE ENFRIAMIENTO
El sistema de enfriamiento más común es utilizar la circulación forzada de aire por medio de
ventiladores, dirigidos hacia las zonas de calentamiento.
Otro sistema, consiste en canales de forma helicoidal que rodean el cilindro, haciendo circular
agua ó aceite como medio de transferencia de calor.(Sistema de enfriado contracorriente).
El control de calentamiento y enfriamiento en el proceso de extrusión es altamente
importante dado que la viscosidad de la resina cambia según las fluctuaciones de la
temperatura a lo largo de la extrusora. Y puede afectar las características finales del producto.
TORNILLO EXTRUSOR:
El tornillo, conjuntamente con el cilindro, constituye el elemento más importante del sistema
extrusor, ya que de su buen desempeño dependerá la calidad de la masa fundida y

Curso Polymeros
Profesores: Liliana Manfredi y Pablo Stefani
consecuentemente la del producto final.
ejercerá gran influencia sobre el producto final.
El diseño del tornillo posee distintas zonas claramente definidas
manera importante en la plastificación y
Estas son:
- Zona Alimentación o transporte (A)
- Zona de Compresión o plastificación (B)
- Zona de Dosificación u homogenización
En la Zona de alimentación
gradualmente en la Zona de compresión
Dosificación (C)
FIGURA DEL TORNILLO
SECCIÓN
Alimentación o transporte (A)
Compresión o plastificación (B)
Dosificación homogenización (C)
Miguel A. Canosa Diaz
Pablo Stefani
consecuentemente la del producto final. También así el diseño y la geometría del tornillo
ejercerá gran influencia sobre el producto final.
diseño del tornillo posee distintas zonas claramente definidas las cuales contribuyen de
manera importante en la plastificación y homogenización de las resinas.
o transporte (A)
o plastificación (B)
homogenización (C)
Zona de alimentación la profundidad del filete o canal es Máxima
Zona de compresión (B), y se mantiene constante en la Zona de
CANAL O FILETE FUNCIÓN
Alimentación o transporte (A) Profundo
Alimentación transporte hacia la zona de compresión
n o plastificación Profundidad decreciente Compactar, fundir el material y evacuación de aire residual hacia la zona de
u Profundidad Constante Homogeneizar la masa fundida, proporcionar uniformidad de temperaturaDosificar el material hacia el cabezal, de manera estable y sin pulsaciones.
12/08/2012
así el diseño y la geometría del tornillo
las cuales contribuyen de
Máxima, disminuye
(B), y se mantiene constante en la Zona de
del material, transporte hacia la zona de
Compactar, fundir el material evacuación de aire residual
hacia la zona de alimentación
Homogeneizar la masa fundida, proporcionar uniformidad de temperatura Dosificar el material hacia el cabezal, de manera estable y
pulsaciones.

Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
RAZÓN DE COMPRESIÓN Y RELACIÓN LARGO/DIÁMETRO DEL TORNILLO
Las características fundamentales del tornillo son:
• Relación L/D
• Tasa de compresión
La relación largo diámetro está asociada a la capacidad de homogenización del material.
Las Poliolefinas utilizan una relación L/D alta, pudiendo variar entre 16 y 30 D, para posibilitar una
gran área de transferencia de calor, mezclado y homogenización de la masa.
La tasa de compresión está definida como la razón entre los volúmenes de material contenidos en
pasos de las zonas de alimentación y dosificación respectivamente.
El caso del PEAD, la razón de compresión está comprendida entre 1: 3,2 y 1: 3,7.
Para el caso de PEAD´s de alto peso molecular, la relación debe estar entre 1: 2,5 y 1: 3,0,
requiriéndose para este tipo de resinas diseños de tornillos especiales.
La tasa de compresión afecta directamente la calidad del fundido en la medida que:
- Permite la compresión de la resina en la pared del cilindro, mejorando la transferencia de
calor para la misma y tiene incidencia directa en la productividad.
- Evita que el aire ocluido ó residual se desplace hacia la zona de dosificación, más allá que
este fenómeno generaría burbujas y consecuentemente defectos en el parison/articulo,
tales como “ojos de pez” y pinchaduras, también el oxígeno frente a las altas
temperaturas, podría causar la oxidación de la resina.
La profundidad del canal también ejerce gran influencia en el desempeño de un tornillo.
Tomando como referencia las zonas de Alimentación y Dosificación, un aumento de la
profundidad del canal causaría:
- En la zona de ALIMENTACIÓN
o Elevación de la presión.
o Elevación del torque necesario.
o Elevación de la productividad en la extrusora.
- En la zona de DOSIFICACIÓN
o Reducción de la productividad.
o Mayor tiempo de residencia del material en la extrusora.
o Elevación de la temperatura de la masa.
o Mejor homogenización de la masa fundida.

Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
MIXERS-MEZCLADORES
Existen muchos diseños de tornillos con zonas de mezclado, con el objeto de cumplir con las
demandas de mezclado dispersivo, el mezclado distributivo y la combinación de ambos.
El mejor diseño de mezclador aplicado a un tornillo dependerá del proceso y el material o
materiales que deben ser mezclados.
A continuación veremos algunos diseños de mezcladores difundidos en la industria, solo a título
informativo, dado que este tema merece un capítulo aparte.
MADDOCK MIXER
PIN MIXER
DOUBBLE WAVE/BARRIER
Curso Polymeros
Profesores: Liliana Manfredi y Pablo Stefani
CRIBA- Disco ROMPE FLUJO Y FILTROS
La criba es de gran importancia en el proceso de extrusión; es una
forma de disco. Estos orificios permiten el pasaje de material hacia el cabezal.
Se ubica en la brida de acoplamiento del cabezal, inmediatamente después de la “punta” del
tornillo.
La función principal de la criba es
CONTRAPRESIÓN en la zona de dosificación del tornillo, esto
material fundido lo que permite un mejor “cizallado” del material y a su vez una mejor
homogenización de la masa. Este efecto también ayuda al mezclado y dispersión de los pigmentos
ó MASTERBATCHES, favoreciendo la homo
Los FILTROS o MALLAS
Son mallas que se colocan frente a la CRIBA para retener potenciales contaminaciones del
material. El abuso del uso de mallas superpuestas ó bien “cerradas” puede ser contraproducente.
Si bien colaboran con la CRIBA elevando la presión
exceso corriendo riesgos de degradación de material y pé
energía y de productividad.
Miguel A. Canosa Diaz
Pablo Stefani
FLUJO Y FILTROS.
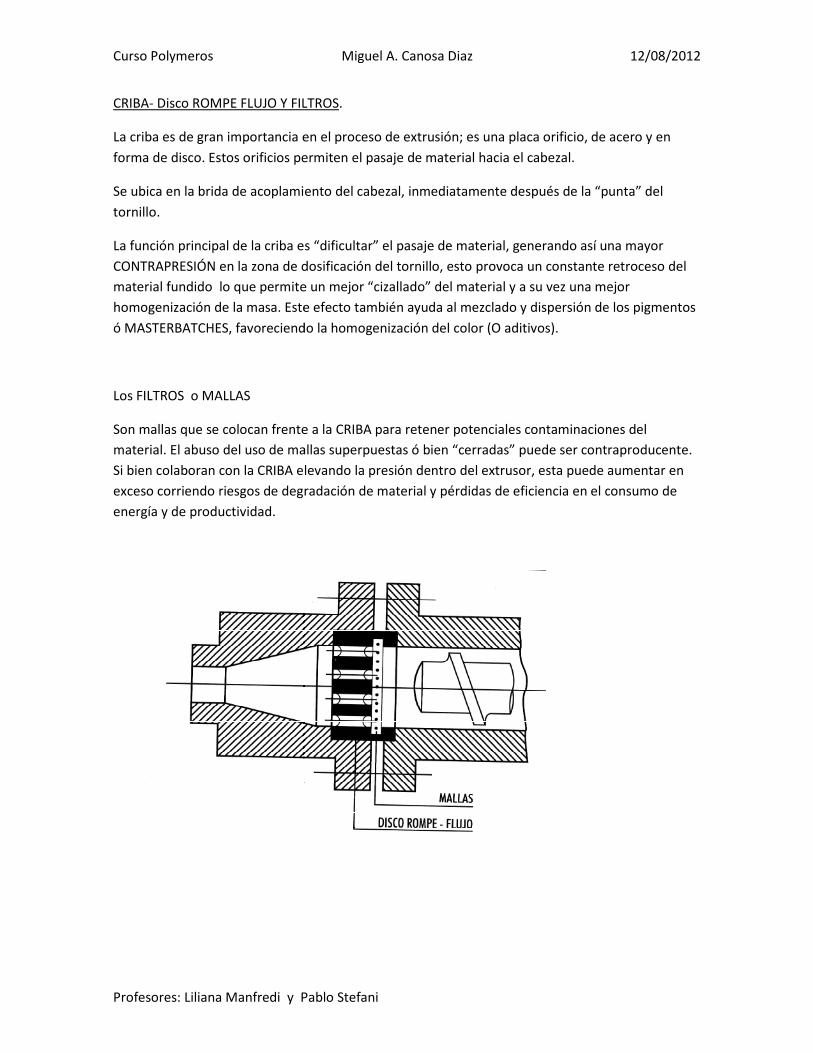
La criba es de gran importancia en el proceso de extrusión; es una placa orificio, de acero y en
forma de disco. Estos orificios permiten el pasaje de material hacia el cabezal.
e ubica en la brida de acoplamiento del cabezal, inmediatamente después de la “punta” del
La función principal de la criba es “dificultar” el pasaje de material, generando así una mayor
N en la zona de dosificación del tornillo, esto provoca un constante retroceso del
material fundido lo que permite un mejor “cizallado” del material y a su vez una mejor
homogenización de la masa. Este efecto también ayuda al mezclado y dispersión de los pigmentos
ó MASTERBATCHES, favoreciendo la homogenización del color (O aditivos).
Son mallas que se colocan frente a la CRIBA para retener potenciales contaminaciones del
material. El abuso del uso de mallas superpuestas ó bien “cerradas” puede ser contraproducente.
boran con la CRIBA elevando la presión dentro del extrusor, esta puede aumentar en
de degradación de material y pérdidas de eficiencia en el consumo de
12/08/2012
placa orificio, de acero y en
e ubica en la brida de acoplamiento del cabezal, inmediatamente después de la “punta” del
una mayor
provoca un constante retroceso del
material fundido lo que permite un mejor “cizallado” del material y a su vez una mejor
homogenización de la masa. Este efecto también ayuda al mezclado y dispersión de los pigmentos
Son mallas que se colocan frente a la CRIBA para retener potenciales contaminaciones del
material. El abuso del uso de mallas superpuestas ó bien “cerradas” puede ser contraproducente.
, esta puede aumentar en
rdidas de eficiencia en el consumo de

Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
CABEZAL
El cabezal tiene la función de comprimir y transportar el material fundido garantizando un flujo
eficiente y constante, no permitiendo la degradación del material en áreas de estagnación (Zonas
muertas, donde el material puede quedar estancado y degradarse). La presencia de material
degradado en el cabezal puede resultar en marcas de flujo en el parison, ó bien el material
carbonizado puede representar una potencial contaminación en el envase ó artículo.
Es el herramental que le da forma al extrudado, influyendo en sus propiedades, dimensiones y
tiene que asegurar los apropiados procesos físicos y químicos en el polímero, durante el pasaje a
través del canal de flujo. La masa fundida, plastificada en el extrusor, pasa a través del cabezal y es
moldeada en forma de tubo o parison.
El diseño del cabezal debe tener en cuenta los siguientes requerimientos generales, para
garantizar un correcto proceso de extrudado:
• Asegurar el apropiado pasaje del polímero en los canales internos de flujo, para obtener
así la forma y dimensiones requeridas del extrudado.
• Posibilitar que el proceso de extrusión esté caracterizado por la más alta capacidad de
flujo posible del polímero.
• Prevenir zonas de estancamiento en el cabezal, asegurando la forma apropiada, las
características geométricas de los canales de flujo, y una adecuada resistencia al flujo de
polímero.
• Un adecuado mezclado y homogenización del material, y a su vez estabilizar las presiones.
• Adecuada resistencia de los elementos específicos que componen el cabezal, asegurando
que va a trabajar sin inconvenientes bajo altas exigencias de presión y temperatura.
• Proteger las partes internas del cabezal frente a la agresión de ciertos polímeros, abrasión
ó eventual ataque químico.
Los diseños más comunes de cabezales tienen una parte Alimentadora, solidaria al extrusor, y una
zona Formadora del parison . De la calidad del cabezal, dependerá también, la calidad del pre
moldeado.
Existen distintos tipos de cabezal según su diseño, y los más comunes para la extrusión soplado
son los siguientes:
• CABEZAL DE FLUJO AXIAL (El que describiremos por ser el más difundido)
• CABEZAL DE FLUJO RADIAL
• CABEZAL DE FLUJO ACUMULADOR
DESCRIPCIÓN DE FLUJO AXIAL
La masa fundida, distribuida axialmente, se encuentra con un TORPEDO sustentado por un anillo
soporte, que hacen que el flujo del polímero tenga una distribución uniforme hacia la matriz que
formará el parison.
Curso Polymeros
Profesores: Liliana Manfredi y Pablo Stefani
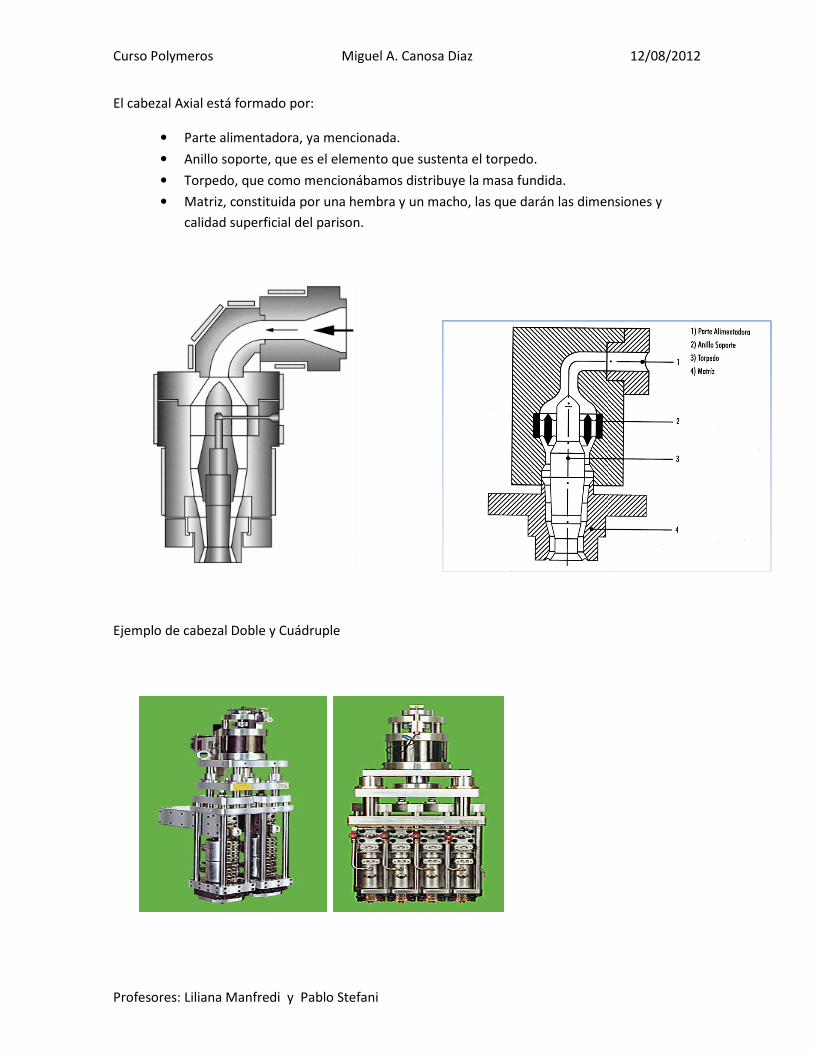
El cabezal Axial está formado por:
• Parte alimentadora, ya
• Anillo soporte, que es el elemento que sustenta el torpedo.
• Torpedo, que como mencion
• Matriz, constituida por una hembra y un macho, las que darán las dimensiones y
calidad superficial del parison.
Ejemplo de cabezal Doble y Cuádruple
Miguel A. Canosa Diaz
Pablo Stefani
formado por:
Parte alimentadora, ya mencionada.
Anillo soporte, que es el elemento que sustenta el torpedo.
mencionábamos distribuye la masa fundida.
Matriz, constituida por una hembra y un macho, las que darán las dimensiones y
calidad superficial del parison.
Ejemplo de cabezal Doble y Cuádruple
12/08/2012
Matriz, constituida por una hembra y un macho, las que darán las dimensiones y

Curso Polymeros
Profesores: Liliana Manfredi y Pablo Stefani
La matriz puede presentarse de tres maneras distintas, CONVERGENTE, ANULAR,
cada una de estas estará directamente asociada a la forma del articulo.
El movimiento vertical de macho posibilita el control de flujo de material a
variando el espesor del parison y
producto.
Cada matriz se diseña considerando el comportamiento del material en relación al hinchamiento,
viscosidad, elasticidad, y escurrimiento del fun
Las matrices tienen un sistema de fijaciones que permiten el centrado de las mismas.
estas pueden ser geométricamente alteradas sacándolas de su forma cilíndrica, generalmente se
las mecaniza en forma oval, para
espesor de la pared, de tal manera de favorecer zonas donde
material.
CABEZAL DE FLUJO RADIAL
Con su núcleo fijo la masa fundida de material fluye radialmente
el torpedo.
Miguel A. Canosa Diaz
Pablo Stefani
La matriz puede presentarse de tres maneras distintas, CONVERGENTE, ANULAR, o DIVERGENTE, y
cada una de estas estará directamente asociada a la forma del articulo.
El movimiento vertical de macho posibilita el control de flujo de material a través de la ma
variando el espesor del parison y pudiendo así tener un control del espesor de pared y peso del
Cada matriz se diseña considerando el comportamiento del material en relación al hinchamiento,
viscosidad, elasticidad, y escurrimiento del fundido en el proceso.
s matrices tienen un sistema de fijaciones que permiten el centrado de las mismas.
estas pueden ser geométricamente alteradas sacándolas de su forma cilíndrica, generalmente se
para obtener un parison con espesores diferenciales, variándose el
de tal manera de favorecer zonas donde se necesita mayor espesor de
fijo la masa fundida de material fluye radialmente, una vez que toma
12/08/2012
DIVERGENTE, y
de la matriz,
así tener un control del espesor de pared y peso del
Cada matriz se diseña considerando el comportamiento del material en relación al hinchamiento,
s matrices tienen un sistema de fijaciones que permiten el centrado de las mismas. A su vez,
estas pueden ser geométricamente alteradas sacándolas de su forma cilíndrica, generalmente se
rison con espesores diferenciales, variándose el
se necesita mayor espesor de
una vez que toma contacto con
Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
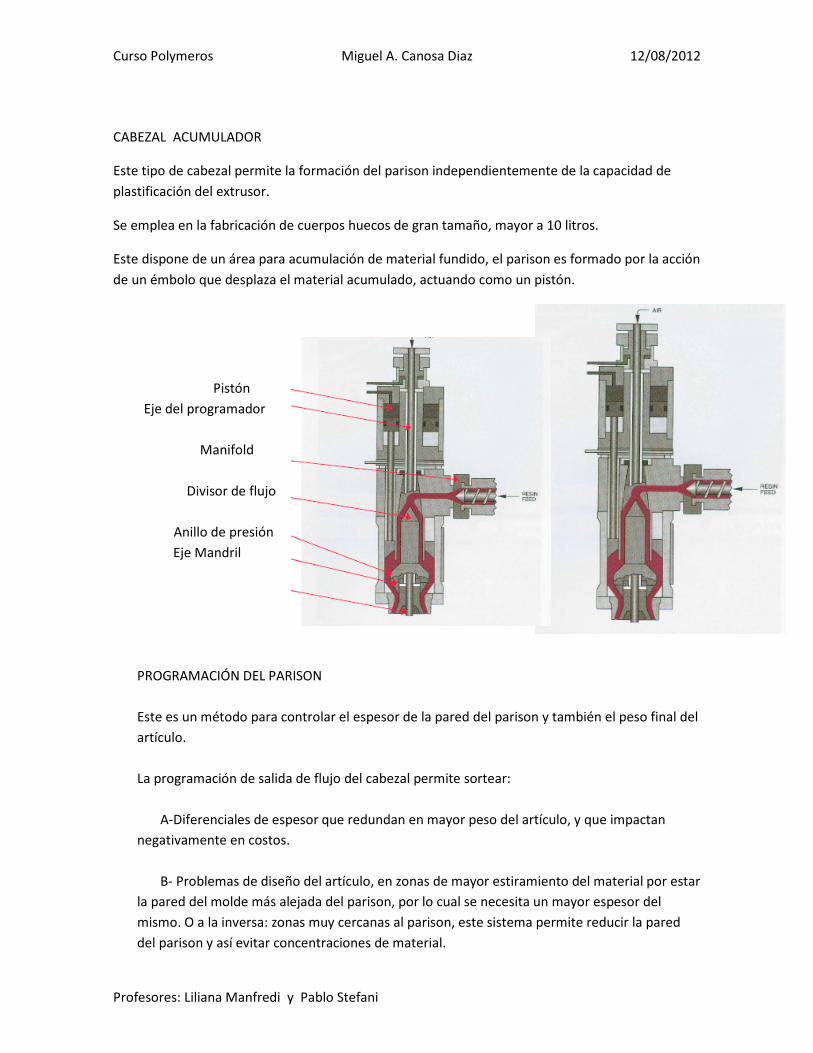
CABEZAL ACUMULADOR
Este tipo de cabezal permite la formación del parison independientemente de la capacidad de
plastificación del extrusor.
Se emplea en la fabricación de cuerpos huecos de gran tamaño, mayor a 10 litros.
Este dispone de un área para acumulación de material fundido, el parison es formado por la acción
de un émbolo que desplaza el material acumulado, actuando como un pistón.
Pistón
Eje del programador
Manifold
Divisor de flujo
Anillo de presión
Eje Mandril
PROGRAMACIÓN DEL PARISON
Este es un método para controlar el espesor de la pared del parison y también el peso final del
artículo.
La programación de salida de flujo del cabezal permite sortear:
A-Diferenciales de espesor que redundan en mayor peso del artículo, y que impactan
negativamente en costos.
B- Problemas de diseño del artículo, en zonas de mayor estiramiento del material por estar
la pared del molde más alejada del parison, por lo cual se necesita un mayor espesor del
mismo. O a la inversa: zonas muy cercanas al parison, este sistema permite reducir la pared
del parison y así evitar concentraciones de material.
Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
C- Problemas asociados a la performance del artículo, en cuanto a su resistencia debidos a
mala distribución de espesores ó cambios bruscos de espesor, que pueden concentrar
tensiones y generar puntos de prematuro colapso, frente a esfuerzos de carga vertical ó
lateral.
El sistema programador funciona variando la abertura de la matriz, alterando así el espesor del
parison mientras este es extrudado. La abertura de la matriz varia accionada por el
movimiento del macho hacia arriba y abajo, mientras que la hembra permanece fija. El
movimiento lo imprime un pistón solidario al macho y accionado por la bomba del sistema
programador.
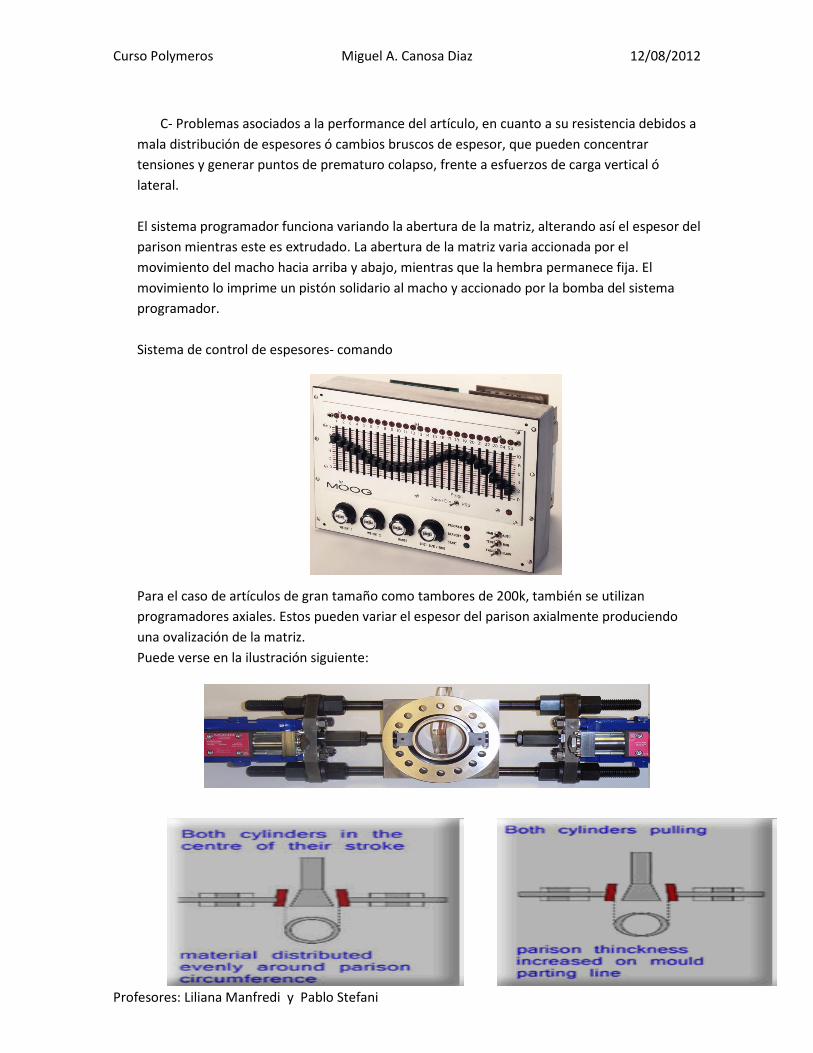
Sistema de control de espesores- comando
Para el caso de artículos de gran tamaño como tambores de 200k, también se utilizan
programadores axiales. Estos pueden variar el espesor del parison axialmente produciendo
una ovalización de la matriz.
Puede verse en la ilustración siguiente:
Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
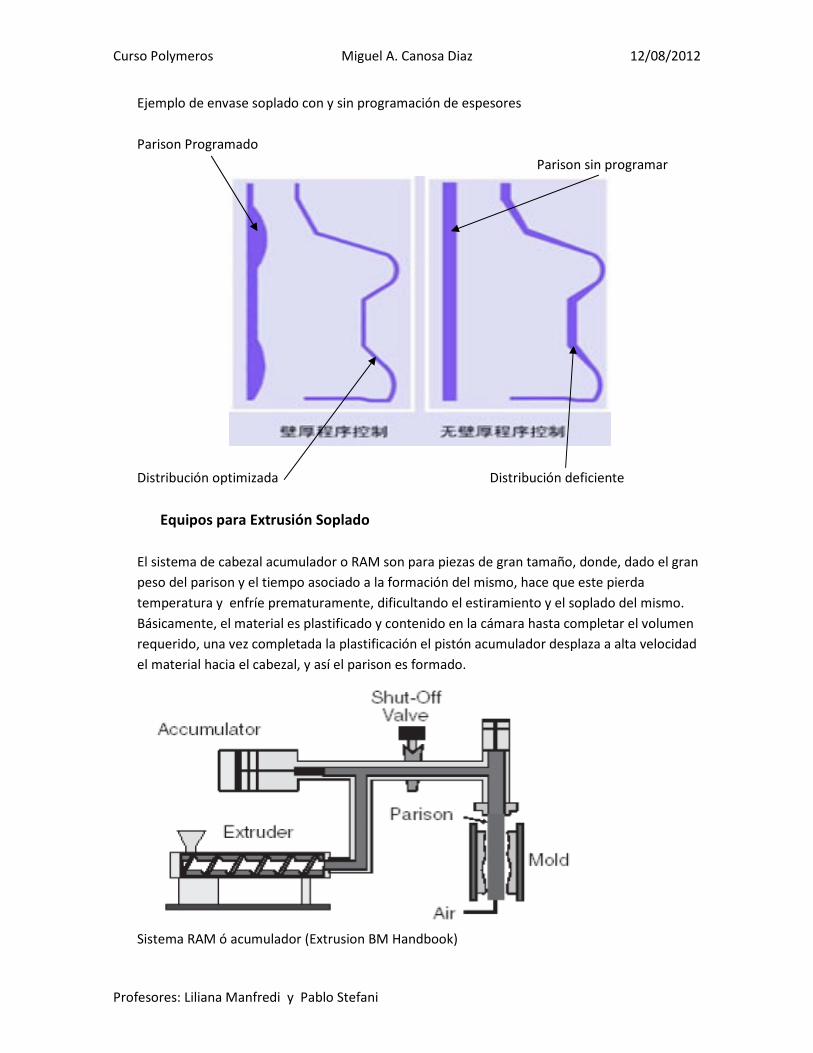
Ejemplo de envase soplado con y sin programación de espesores
Parison Programado
Parison sin programar
Distribución optimizada Distribución deficiente
Equipos para Extrusión Soplado
El sistema de cabezal acumulador o RAM son para piezas de gran tamaño, donde, dado el gran
peso del parison y el tiempo asociado a la formación del mismo, hace que este pierda
temperatura y enfríe prematuramente, dificultando el estiramiento y el soplado del mismo.
Básicamente, el material es plastificado y contenido en la cámara hasta completar el volumen
requerido, una vez completada la plastificación el pistón acumulador desplaza a alta velocidad
el material hacia el cabezal, y así el parison es formado.
Sistema RAM ó acumulador (Extrusion BM Handbook)
Curso Polymeros
Profesores: Liliana Manfredi y Pablo Stefani
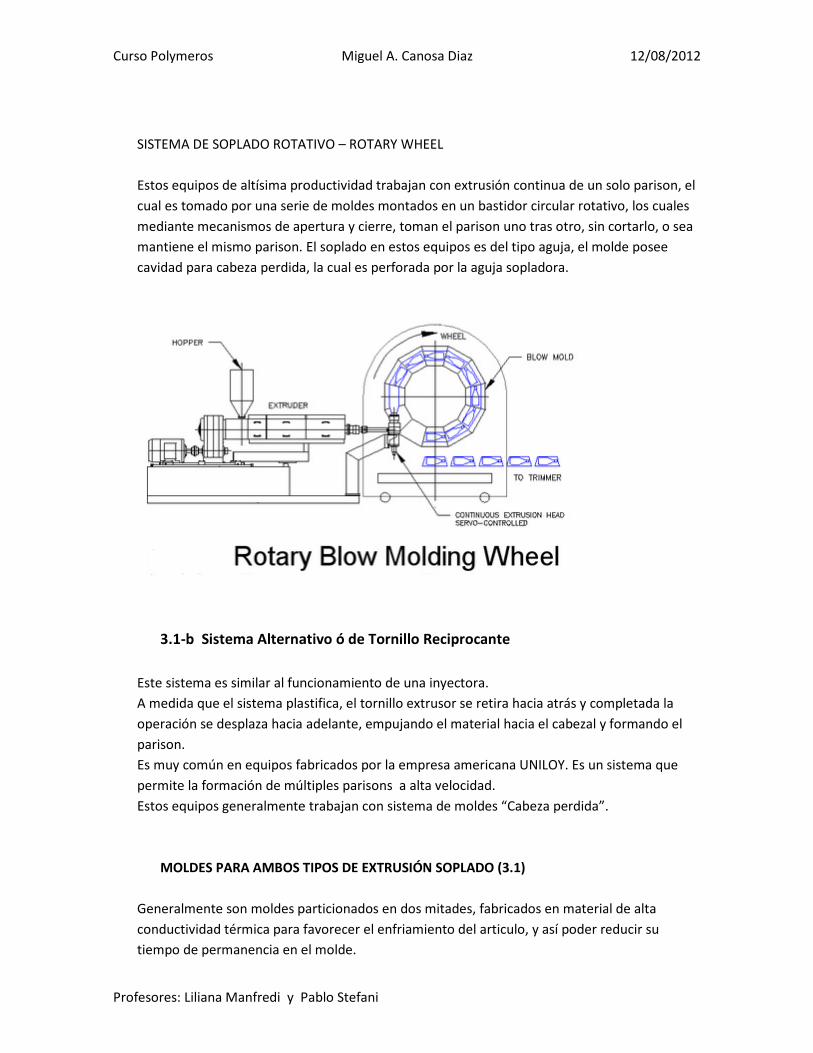
SISTEMA DE SOPLADO ROTATIVO
Estos equipos de altísima productividad trabajan con extrusión continua de un solo parison, el
cual es tomado por una serie de moldes montados en un bastidor circular rotativo, los cuales
mediante mecanismos de apertura y cierre
mantiene el mismo parison. El soplado en estos equipos es del tipo aguja, el molde posee
cavidad para cabeza perdida, la cual es perforada por la aguja sopladora.
3.1-b Sistema Alternativo ó de Tornillo Reciprocante
Este sistema es similar al funcionamiento de una inyectora.
A medida que el sistema plastifica
operación se desplaza hacia adelante
parison.
Es muy común en equipos fabricados por la empresa americana UNILOY. Es un sistema que
permite la formación de múltiples parison
Estos equipos generalmente trabajan con sistema de moldes “Cabeza perdida”.
MOLDES PARA AMBOS TIPOS DE
Generalmente son moldes particionados en dos mitades, fabricados en material de alta
conductividad térmica para favorecer el enfriamiento del articulo
tiempo de permanencia en el molde.
Miguel A. Canosa Diaz
Pablo Stefani
SISTEMA DE SOPLADO ROTATIVO – ROTARY WHEEL
quipos de altísima productividad trabajan con extrusión continua de un solo parison, el
cual es tomado por una serie de moldes montados en un bastidor circular rotativo, los cuales
mediante mecanismos de apertura y cierre, toman el parison uno tras otro, sin cortar
mantiene el mismo parison. El soplado en estos equipos es del tipo aguja, el molde posee
cavidad para cabeza perdida, la cual es perforada por la aguja sopladora.
b Sistema Alternativo ó de Tornillo Reciprocante
es similar al funcionamiento de una inyectora.
A medida que el sistema plastifica, el tornillo extrusor se retira hacia atrás y completada la
operación se desplaza hacia adelante, empujando el material hacia el cabezal y formando el
uy común en equipos fabricados por la empresa americana UNILOY. Es un sistema que
permite la formación de múltiples parisons a alta velocidad.
Estos equipos generalmente trabajan con sistema de moldes “Cabeza perdida”.
AMBOS TIPOS DE EXTRUSIÓN SOPLADO (3.1)
Generalmente son moldes particionados en dos mitades, fabricados en material de alta
conductividad térmica para favorecer el enfriamiento del articulo, y así poder reducir su
tiempo de permanencia en el molde.
12/08/2012
quipos de altísima productividad trabajan con extrusión continua de un solo parison, el
cual es tomado por una serie de moldes montados en un bastidor circular rotativo, los cuales
in cortarlo, o sea
mantiene el mismo parison. El soplado en estos equipos es del tipo aguja, el molde posee
el tornillo extrusor se retira hacia atrás y completada la
empujando el material hacia el cabezal y formando el
uy común en equipos fabricados por la empresa americana UNILOY. Es un sistema que
Generalmente son moldes particionados en dos mitades, fabricados en material de alta
poder reducir su

Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
Estas dos mitades cerradas formarán uno ó más artículos, y para cada cavidad se necesitará un
parison, a N cavidades, se necesitarán N parisons, con la excepción de las máquinas de
soplado rotativas (Rotary Wheel), donde múltiples moldes individuales se alimentan de un
solo parison.
En las zonas del molde donde se requiere más dureza, como por ejemplo las zonas de corte
(Pinch-Off), se trabaja con “Insertos” fabricados en otras aleaciones tales como Cobre Berilio,
la cual es la más difundida comercialmente.
Las zonas de corte generalmente se ubican en la parte superior e inferior del envase, a su vez
el pico de soplado (Blow-Pin) también funciona como elemento de corte en los equipos de
soplado convencional (Shuttle), y provee la calibración interna del cuello del envase.
Como sistema de enfriamiento, los moldes poseen canales internos por donde circula agua
refrigerada.
Otro sistema de enfriamiento usado en la industria es el enfriamiento por la inyección de CO2,
permitiendo un enfriamiento más rápido y reducción del ciclo de soplado.
Otro punto importante a mencionar son los escapes de aire del molde, o sea orificios ó bien
canales donde el aire es evacuado durante el soplado del parison, una vez dentro del molde. El
parison se infla y desplaza el aire, a través de estos canales y la superficie rugosa del molde, en
soplado convencional las paredes de la cavidad son rugosas para permitir la evacuación de
aire.
Cavidad
Inserto Cobre-Berilio
Pastilla de Corte
Pin centrador
Tapones canales de refrigeracion

Curso Polymeros
Profesores: Liliana Manfredi y Pablo Stefani
Molde de soplado tipo “Cabeza Perdida”
En este particular diseño, se necesita una operación posterior donde es necesario remover
parte superior del cuello. La calibración interna del cuello
3.2 Inyección Soplado
3.2-a. ISBM – (Injection Stretch Blow Molding)
Este sistema, al igual que Stretch Blow
envases de PET. Ambos utilizan una PREFORMA para el soplado del articulo.
ISBM tiene la particularidad de integrar la etapa de inyección de la preforma en el mismo
equipo, por lo tanto se parte de resina p
posteriormente mediante un mecanismo
estirada longitudinalmente hasta la parte interior del m
producirá la orientación axial del material.
Ver video ilustrativo de la empresa japonesa AOKI.
Miguel A. Canosa Diaz
Pablo Stefani
Molde de soplado tipo “Cabeza Perdida”
se necesita una operación posterior donde es necesario remover
a calibración interna del cuello-pico del envase, es dada por el
soplado y es muy pobre.
3.2 Inyección Soplado
(Injection Stretch Blow Molding) - UNA ETAPA
al igual que Stretch Blow Molding, son los más difundidos para el soplado de
envases de PET. Ambos utilizan una PREFORMA para el soplado del articulo.
ISBM tiene la particularidad de integrar la etapa de inyección de la preforma en el mismo
equipo, por lo tanto se parte de resina pellet, la cuál en la primera etapa es inyectada y
posteriormente mediante un mecanismo, es ubicada en la cavidad del molde, donde es
estirada longitudinalmente hasta la parte interior del mismo y luego soplada. E
ial del material.
Ver video ilustrativo de la empresa japonesa AOKI.
12/08/2012
se necesita una operación posterior donde es necesario remover la
dada por el
muy pobre.
son los más difundidos para el soplado de
ISBM tiene la particularidad de integrar la etapa de inyección de la preforma en el mismo
la cuál en la primera etapa es inyectada y
es ubicada en la cavidad del molde, donde es
En esta etapa se

Curso Polymeros Miguel A. Canosa Diaz 12/08/2012
Profesores: Liliana Manfredi y Pablo Stefani
AOKI-ISBM.mp4
3.2-b. SBM – ( Stretch Blow Molding) - DOS ETAPAS
Esta variedad del proceso es básicamente similar al anterior, solo se diferencia que la etapa de
inyección de la preforma no está integrada conjuntamente con el proceso de soplado.
Como decíamos la preforma se inyecta separadamente en moldes de inyección de alta
productividad, ejemplo son los moldes de 96 cavidades utilizados para la fabricación de
preformas para envases de gaseosa. En el mercado encontramos gran cantidad de fabricantes
de preformas “STD”, las cuales se comercializan para el soplado de envases de distintas
características y para distintos tipos de mercado. Encontramos así envases de distintos pesos
pero que mantienen el mismo diseño de cuello-rosca, como el PCO-28 mm tan difundido.
Como ventaja este sistema hace que las inversiones en máquinas sopladoras sean más
accesibles, y en cuanto a productividad, este sistema de estirado – soplado, es mayor.
Equipos rotativos alcanzan la producción de 30.000 (Treinta mil) envases /hora de 600cc
Estas máquinas poseen una primer etapa de acondicionamiento de la preforma, durante la
cual es calentada, y luego es introducida en el molde, para ser estirada y posteriormente
soplada.
En el caso de estos envases Bi-Orientados se alcanza una muy buena relación peso-resistencia
mecánica.
Bibliografía
Blow molding handBook - Norman C. Lee
Extrusion HandBook – Harold F. Giles Jr – John R. Wagner – Eldridge M. mount
Extrusion Dies – Walter Michaeli
Plastic Materials and Processes – Charles A. Harper – Edward M. Petrie
Ipiranga Petroquimica - Blow molding of thermoplastic (Hoesch Plastics) – Kunststofftechnik /
Das Blaswerkzeng /VDI – Tecnologia del plastic – Revista Kunsttoffe (Carl Hanser)
Curso Postgrado Polímeros UNLZ - Liliana Manfredi y Pablo Stefani
Fuentes: Experiencias laborales
Internet