Soldadura Traduccion Benavente Calizaya Jorge Luis
16
87 Análisis Térmico de soldaduras Esto no es argumentar que las simulaciones por ordenador de Cuarto y Quinto Modelos de generación no son útiles. Es argumentar que hasta la fecha (2003) su utilidad para predecir la geometría del baño de soldadura en soldaduras industriales de alta potencia se ha limitado. Modelos jerarquicos de procesos de soldadura Al analizar una soldadura dado, uno no está obligado a permanecer fiel a un modelo único. Claramente, a menos que se quiere analizar la interior del baño de fusión, es su fi ciente para todos los análisis fuera del baño de soldadura para especificar la geometría de la piscina de soldadura como un parche superficie recortada preferiblemente en el sólido. Luego, para cada punto en el espacio- tiempo en este parche de superficie especificar la temperatura, la composición, las fracciones de fase y tracciones. Todo acoplamiento en la estructura soldada con el proceso de soldadura puede ser controlado por esta interfaz. Nosotros preferimos la interfaz de estar en el sólido con el fin de dejar todo cuestiones relacionadas con la zona pastosa en el modelo baño de fusión. en la mayoría casos, la propia interfaz podrían estar representados por cuatro cúbico parches o elementos FEMENINO triangular. Esto necesitaría 25 nodos o puntos y por lo general sería más exacto que los datos disponibles para caracterizar el proceso de soldadura. El propio baño de fusión puede ser representado en la mayoría de los casos por cuatro tetraedros cúbicos. Esto tiene la ventaja de que la superficie es la límite de este baño de soldadura y todos los datos se de fi ne en todas partes en el baño de fusión y no sólo en la superficie del baño de soldadura. Podría ser ventajoso añadir una capa de ladrillos cúbicos en el sólido para proporcionar un solapamiento con el dominio de campo lejano. Recomendamos que cualquier modelo que se utiliza para de fi nir la Weld agrupar los datos, el modelo
-
Upload
jorge-benavente -
Category
Documents
-
view
218 -
download
0
description
Esto no es argumentar que las simulaciones por ordenador de Cuarto y Quinto Modelos de generación no son útiles. Es argumentar que hasta la fecha (2003) su utilidad para predecir la geometría del baño de soldadura en soldaduras industriales de alta potencia se ha limitado.
Transcript of Soldadura Traduccion Benavente Calizaya Jorge Luis

87Análisis Térmico de soldaduras
Esto no es argumentar que las simulaciones por ordenador de Cuarto y Quinto Modelos de generación no son útiles. Es argumentar que hasta la fecha (2003) su utilidad para predecir la geometría del baño de soldadura en soldaduras industriales de alta potencia se ha limitado.
Modelos jerarquicos de procesos de soldadura
Al analizar una soldadura dado, uno no está obligado a permanecerfiel a un modelo único. Claramente, a menos que se quiere analizar lainterior del baño de fusión, es su fi ciente para todos los análisis fuera del baño de soldadura para especificar la geometría de la piscina de soldadura como un parche superficie recortada preferiblemente en el sólido. Luego, para cada punto en el espacio-tiempo en este parche de superficie especificar la temperatura, la composición, las fracciones de fase y tracciones. Todo acoplamiento en la estructura soldada con el proceso de soldadura puede ser controlado por esta interfaz.
Nosotros preferimos la interfaz de estar en el sólido con el fin de dejar todo cuestiones relacionadas con la zona pastosa en el modelo baño de fusión. en la mayoría casos, la propia interfaz podrían estar representados por cuatro cúbico parches o elementos FEMENINO triangular. Esto necesitaría 25 nodos o puntos y por lo general sería más exacto que los datos disponibles para caracterizar el proceso de soldadura.
El propio baño de fusión puede ser representado en la mayoría de los casos por cuatro tetraedros cúbicos. Esto tiene la ventaja de que la superficie es la límite de este baño de soldadura y todos los datos se de fi ne en todas partes en el baño de fusión y no sólo en la superficie del baño de soldadura. Podría ser ventajoso añadir una capa de ladrillos cúbicos en el sólido para proporcionar un solapamiento con el dominio de campo lejano.Recomendamos que cualquier modelo que se utiliza para de fi nir la Weld agrupar los datos, el modelo establecido de temperatura de segunda generación sea para todos los análisis fuera del baño de soldadura. Esta estrategia simplifica el código y aumenta computacional e fi ciencia.
3.4 Transferencia de calor en soldaduras
El modelo más popular para la entrada de calor es doble elipsoide,porque durante muchos arco suelda la forma de doble elipsoide es una buena
aproximación. Esto demuestra que una distribución gaussiana de poderdensidad dentro de un doble elipsoide moviéndose a lo largo del camino

88 Mecánica Computacional de soldadura
de la soldadura eracómodo, preciso y eficiente para soldaduras más realistas conformas simples. Dado que el modelo re fl eja la profundidad y formas de una de soldadura, que ha demostrado ser más realista y flexible en la solicitud que los modelos anteriores.
Sin embargo, el modelo de densidad de potencia debe generar la correctaforma del baño de soldadura. Desafortunadamente, cuando la forma de una soldadurapiscina es más complicada que la forma de una doble elipsoide, por ejemplo, la piscina en un doble arco sumergido soldadura descrito por Barlow [5],Figura 3-2, es muy difícil encontrar una distribución de densidad de potencia función que calcula con precisión la temperatura transitoria de campo.
Figura 3-2: Sección transversal de la profunda penetración Barlow soldar que contiene una región "bahía".
La determinación de la temperatura fi eld sólo por la temperatura del punto de fusión en la interfase líquido-sólido se define por Radaj como fuente de calor equivalente (equivalente, ya que la distribución de la temperatura en el baño de soldadura sustituye a la distribución de la densidad de potencia). Para este propósito Goldak utiliza el término 'fuente de calor la temperatura prescrita.
La función de distribución de la temperatura prescrita ha sido desarrollado para modelar piscinas de soldadura con una geometría más compleja porque:
- La distribución de la temperatura se puede medir con más precisióna través experimento [6] que la distribución de la densidad de potencia,
- En la interfaz líquido-sólido de la temperatura se puede ajustar a lapunto de fusión del metal base, posiblemente ajustado por curvatura yvelocidad de la interfaz,

89Análisis Térmico de soldaduras
- La sección transversal del volumen prescrito se puede medir desdeun metalógrafo como Barlow [5] y Glickstein y Friedman [7] handemostrado,
- Los efectos de la radiación y la convección en la superficie de la soldadurapiscina ya están incorporados en el campo de la temperatura prescrita fi y no necesita ser incluida en el modelo de soldadura,
- El tiempo de cálculo se reduce porque los grados prescritas dela libertad no necesita ser evaluada.
El campo de temperatura fi también se puede obtener mediante la especificación del calorde entrada como se describió anteriormente o mediante la prescripción de la temperatura en elbaño de soldadura. Gu et al [2] presentó un modelo con distribución de la temperatura prescrita en el baño de soldadura, lo que demuestra quela fi eld temperatura prescrita puede modelar piscinas de soldadura complejas con precisión; ver sección 3-4-5-l.
Un cálculo fi elementos finitos basado en una formulación de Euler paracampos de temperatura fi estado estacionario para soldaduras con material de carga, además de metalesderivado de la transformación eq. (3-6) se presenta también por Gu etal. en [14], en el que la difusividad térmica se toma como una constante, ver sección 3-4-5-2.
3.4.1 Entrada de energia
La entrada de energía neta para la soldadura, voltios amperios X> <ef e fi / velocidad, debe ser igual a la reacción de la carga térmica total o suma de la Lagrange multiplicadores en los nodos conectados a la temperatura prescrita campo en el baño de soldadura. Se trata de una comprobación de coherencia y una redundante medida de la corrección.
Dado que la entrada total de calor se determina sólo por la temperaturacampo en el límite líquido-sólido, es decir, q = -KT n, la entrada de potencia neta se puede lograr mediante el ajuste del tamaño de la piscina de soldadura. La entrada de energía no depende de la temperatura del interior de la piscina de soldadura incluso si el baño de soldadura es una cavidad. En una soldadura con una piscina doble, la metal en la piscina principal se suele impresionado en una soldadura real. en el
modelo, la ausencia de metal fundido en la cavidad puede ser ignoradasin penalización.

90 Mecánica Computacional de soldadura
Si la región cerca del arco es estudiado en detalle, a continuación, el doblemodelo elipsoide para la prescripción de la entrada de calor puede ser mejor [3].
Esto entonces se debe combinar con una malla fina con aproximadamente 10 lineal elementos a través del eje de la zona elipsoide de entrada de calor [3 y 8].
La entrada de calor se puede ajustar para encajar los datos experimentales. Esto puede ser por ejemplo la zona de fusión, pero la más alta precisión puede ser obtenida cuando se han medido temperaturas transitorias.
Jones et al. [9 y 10] prescribe la temperatura en el límitedel baño de soldadura que se ha de fi nido de antemano por el usuario para ser igual a la Tliquido. Ellos simulan la soldadura de un cordón en un disco y las temperaturas en comparación con las temperaturas y medido obtenido muy buen acuerdo. Figura 3-3 compara mide temperaturas en algunos lugares diferentes con los valores calculados.
No es dificil para lograr una buena precisión de las temperaturas ena cierta distancia de la soldadura, especialmente si sólo unos pocos de soldadura pasa se hacen [3]. El problema de las temperaturas de las características determinadas medido es naturalmente mayor cuando la medición se realiza más cerca de la arco. Figura 3-4 muestra que el acuerdo es bastante bueno en soldadura l9 Cuando el termopar está más lejos del arco pero no tan bueno durante la soldadura más tarde pasa cuando el arco se acerca más a la

91Análisis Térmico de soldaduras
Figura 3-3: temperaturas calculadas y medidas para el cordón en un disco, de Jones et al. [10].
Roelens [11 y 12] y Lindgren ct al. [3 y 13] prescribe latemperatura en el caso de soldaduras de varias pasadas. La temperatura para una pasada de soldadura se especifica en la fase de entrada de calor, como se muestra en Figura 3-5. Los resultados de esta técnica para una soldadura de 28 multipass son se muestra en la Figura 3-4.

92 Mecánica Computacional de soldadura
Figura 3-4- Extracto de temperatura calculado y medido para una soldadura de 28 multipaso, de Lindgren [3 y 13].
Figura 3-5: temperatura prescrita para el nodo asociado con una soldadura, a partir de [3]
Los niveles de temperatura en la vecindad de la temperatura máxima puede ser más importante para que coincida que el propio pico.
Entonces se obtiene la cantidad total correcta de la entrada neta de calor. Dado que el baño de soldadura tiene dimensiones del orden de un cm y la estructura normalmente tiene dimensiones del orden de 10s de cm, la malla debe ser gradual para reducir los costes computacionales a niveles asequibles.

93Análisis Térmico de soldaduras
3.4.2 Aplicación del modelo de temperatura prescrita
El camino de soldadura se asume como cualquier curva geométrica válido en espacio en el cual coordenadas local sistema se mueve. De lo localsistema, un vector tangencial coordinar y normal director puede calcularse en cualquier punto de la curva.
Típicamente, un punto se calcula de acuerdo con la velocidad y latiempo que el baño de fusión que lleva viaja en el camino. Un punto de este tipo puede servir como el centro de la piscina de soldadura líder. Las ubicaciones de otras piscinas de soldadura en el camino son especí fi ed con respecto al centro de la piscina principal.
En el centro de cada baño de fusión, se calcula una normal exterior.Esto puede ser calculado como el promedio de la normal exterior de todas las superficies libres de los elementos que contienen el centro.
Para cada baño de soldadura, los vectores unitarios para la normal exterior y tangencial en la dirección de un sistema de coordenadas local. Lafunción de distribución en un baño de soldadura tiene un estándar por ejemplo, una doble elipsoide. El sistema de coordenadas local consta de (X1, ilo, zl) en este sistema de coordenadas. La matriz de transformación de lo global a coordenadas locales es:
Para identificar el pequeño subconjunto de nodos en la vecindad de la soldadura piscina del conjunto total de nodos en la malla, que por lo general son enorme, un árbol KD proporciona una O (L0G N) algoritmo.Una transformación de lo global a coordenadas locales se puede realizar enel conjunto de nodos seleccionado por el árbol KD.
donde x, y, z son las coordenadas globales y xo, yo y 2,, de fine laorigen de un sistema de coordenadas local (xl, ilo, 2 ').
Para cualquier función de distribución, incluyendo un doble elipsoide, toda nodos pueden ser probados para determinar si están en el dominio de la

94 Mecánica Computacional de soldadura
función de distribución. Por ejemplo, un nodo está en la parte delantera de un elipsoide si y sólo si:
Si esto es cierto, el nodo se prescribe con una temperatura:
Donde T= 0 es la temperatura en el origen, que tiene la temperatura máxima, y A es una constante que tiene que ser evaluado de manera que T = Tm la temperatura del punto de fusión en el límite de FZ y HAZ.Si:
y
Sustituyendo en la ecuación A (3-12);
Los nodos dentro de cualquier función de distribución pueden ser identificados y las temperaturas asignadas de esta manera.
3.4.3 Transitorio de arranque
Cuando se inicia una soldadura real, el baño de soldadura no se forma instantáneamente.
En primer lugar, un flux distribución gaussiana calienta el sólido a la fusiónpunto, luego una capa delgada de formas de metal fundido. Esta crece en anchura y profundidad con el tiempo. Con el aumento de la profundidad, la superficie del baño de fusión está deprimido y agitación es inducida por electro-magnética, flotabilidad, presión del arco y de la superficie fuerzas del gradiente de tensión.

95Análisis Térmico de soldaduras
Modelado de este transitorio de arranque es mucho más complejo quemodelar el baño de soldadura de estado estacionario. Una técnica simple es mantener el estacionaria baño de soldadura durante unos pocos segundos. En la práctica, los soldadores suele hacerlo. La entrada total de energía para la temperatura prescrita fuente de calor para el tiempo (0, t1) será igual a la energía de entrada para una constante fuente de calor de potencia durante un tiempo (0, t2), donde (t1 <13). Usando el más corto tiempo, t1, con la fuente de calor de temperatura prescrito reduce este error.
Hay también un segundo error de orden en el transitorio de arranquetemperatura fi campo a causa de la difusión dependiente del tiempo.Durante el transitorio de arranque de la soldadura, el límite naturalmodelos de condición, es decir, los modelos de flujo térmico desarrollan el baño de soldadura más realista.
La tecnología actual utiliza las funciones de distribución de tamaño constante y forma. Sería más realista para interpolar la distribuciónfunción de un flujo de distribución de Gauss sobre cómo comenzar a la constante estado de reflujo y la densidad de potencia distribuciones. el prescrito función de distribución de la temperatura es muy poco realista en el arranque. En términos de una analogía circuito eléctrico, se aplica un voltaje constante para la carga de un condensador. Esto se traduce en un alto poder de partida transitorio. Sin embargo, el efecto sobre el campo de temperatura fi a veces más tarde es pequeño y menos que uno esté específicamente interesado en la partida transitoria, que puede ser descuidado. Se ha propuesto que este problema podría resolverse mediante la aplicación de calor temperatura prescrita fuente hasta la región cerca de la piscina de soldadura alcanza el estado estacionario. Enese tiempo calcular la densidad de potencia y distribución ux fl. entoncesreiniciar la soldadura con esta densidad de potencia y distribución ux fl.
3.4.4 Condiciones de contorno
En el límite de la Q de dominio ya sea lo esencial (prescritotemperatura) o naturales (prescrito condiciones de reflujo) de frontera debe clasificarse . La condición de frontera esencial puede ser definido como: T (x, y, z, t) = T1 (x, y, z, t) en el límite S1; es decir, (x, y, z) e S1: t> O (3-16) La condición de frontera natural puede ser definido como:

96 Mecánica Computacional de soldadura
En el límite S2: i.e. (x,y,z) e S2: t> 0
K” = conductividad térmica normal a la superficie (W/mC)q(x,y,z,t) = un flujo prescrito (W/m2)h = ransferencia de calor coe fi ciente para la convección ( W/mg C)0 = Stefan-Boltzmann constante (W/m2C4)e = emisividadT0 = la temperatura ambiente para la convección y / o radiación(C) Si la radiación se incluye o si la transferencia de calor por conveccióncoeficiente depende de la temperatura esta condición de frontera esno lineal.
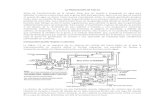
Además, la condición inicial debe ser especificado para (x, y, z) EQ: T (x, y, z, 0) = T0 (x, y, z) (3-18) Si la ecuación diferencial parcial (3-1), las condiciones de contorno (3-16) y (3-17), y la condición inicial (3-18) son consistentes, la problema está bien planteado y existe una solución única.Los dominios más convenientes en la que aplicar las ecuaciones (3-7)son prismas con constantes cortes transversales, como se encuentra en el ejemplo se muestran en la Figura 3-6. La temperatura de la frontera entre la baño de fusión y el sólido se prescribe a la temperatura de sólido. Porutilizando una condición límite esencial, Guet.al. [2 y 14], el calorentrar en el metal de base a través de la interfaz, F3, es igual a la térmicareacciones, y el flujo debido a la radiación y convección complejo enla superficie del baño de soldadura no tiene que ser tomada en cuenta.

97Análisis Térmico de soldaduras
Figura 3.6: El marco euleriano y condiciones de contorno. F2 es el límite aguas abajo que es normal a la velocidad de la fuente. Sobre esta superficie el gradiente de la temperatura se le ha recetado a cero. F3 es la superficie de la interfaz líquido-sólido del baño de soldadura. Sobre esta superficie, que es suave pero con orientación arbitraria y la curvatura, la temperatura se le ha recetado. F4 es la superficie del extremo de aguas arriba. La normal exterior de la superficie es paralela a la velocidad de la fuente. En esta superficie de la temperatura ambiente de la placa se le ha recetado. F1 es el resto de la superficie límite. La normal exterior de la superficie es ortogonal a la velocidad de la fuente. Sobre esta superficie se ha aplicado la convección natural.
A partir de mediciones experimentales, sabemos que a una distancia su fi ciente, fn, frente al baño de fusión, las temperaturas se mantienen a temperatura ambiente; T = T0 cuando f> fn y, en consecuencia, q2 = 0 cuando f> fn Cuando los límites de prisma como F; no están aislados, un límite de reflujo tendrían que ser aplicada. Para el caso de una constante de convección coeficiente, h, las condiciones de contorno es:
donde qn es el escalar ux fl externa y np es la normal exteriorvector en el límite.Expresamos la ecuación (3-19) en términos de (p, utilizando la ecuación (3-6):
En las paredes laterales del prisma, nr es ortogonal a la trayectoria de soldadura,